Embed Size (px)
Citation preview

Tél. (33) 03 29 87 41 75
Une gamme de machines robotisées
SPINNER TTC Tour de précision Multi-axes Décolletage de pièces techniques en grandes séries
SPINNER U5-620Centre d'usinage 5 axes Fraisage de pièces techniques de moyennes et grandes dimensions
SPINNER PD Tour d’hyper précision
Tournage de pièces techniques de micromécanique
Distributeur
www.realmeca.com
I N F O R M A T I O N SL A R E V U E D E S M I C R O E T N A N O T E C H N O L O G I E S
Salon 2018 25-28 sept - Besançon www.micronora.com
MAI 2017 - N°143
InnovationCrystal Device invente la chaussure connectée> page 5
Focus entrepriseRenishaw, le maître du micron> page 19
Usine du futurDes défis et des solutions> page 7
EntretienIoannis Vafiadis, de Heidenhain France> page 39
Dossier
Les nouvelles frontières du laser

INTERPLEX_SOPREC-AP_A4-Nov15.indd 1 06/11/2015 10:34

M i c ro n o ra i n fo r m a t i o n s N ° 1 4 3 - M a i 2 0 1 7 - 1
ON EN PARLE 2 Les micro-news de l’industrie
INNOVATION 5 Un marché, une idée, un produit Crystal Device invente la chaussure connectée
L’USINE DU FUTUR 7 Des défis et des solutions
DOSSIER 10 Les nouvelles frontières du laser
FOCUS ENTREPRISE 19 Renishaw : le maître du micron
R&D, PRODUITS ET SOUS-TRAITANCE 21
L’ENTRETIEN DE MICRONORA 39 Heidenhain invente l'atelier connecté
En couverture : Les constructeurs de sources exploitent l’inépuisable potentiel d’applications du laser pour répondre aux nouveaux besoins des utilisateurs. Ainsi, les lasers femto et picoseconde mais aussi les lasers diode, ont le vent en poupe. Et les projets de lasers de forte puissance se multiplient : ici une vue du projet européen Extreme Light Infrastructure - Nuclear Physics (ELI-NP) qui est en cours de mise en place à Magurele (Roumanie) et dont l’objectif est la construction du laser le plus puissant au monde. Source : ELI-NP
ÉDITORIAL
Le salon Micronora, notre rendez-vous biennal, prouve à cha-cune de ses éditions la dynamique exceptionnelle qui anime les entreprises spécialisées dans les nano et microtechniques. Face aux grands défis qui sont en marche dans l’industrie, ces dernières sont présentes aussi bien du côté de l’offre que de la mise en œuvre de solutions indispensables pour l’avènement de nouveaux concepts. Micro-automatismes, sources lasers ultracourtes, micro-capteurs… leur panoplie technologique est inépuisable. La mise en œuvre de ces technologies agiles sera d’ailleurs, selon Hélène Forge, Senior Territory Manager France & Benelux chez Epicor Software Corporation, la clé de la prospérité future du secteur manufacturier. Les usines intelligentes, qui privilégient le recours à des machines suffisamment sophistiquées pour communiquer entre elles, contrôler des procédés mécaniques et prendre des décisions, présentent de nombreux avantages : producti-vité accrue, des spécifications produites plus précises, élargis-sement potentiel de la base de clients.
Autre tendance : les fabricants vont se tourner de plus en plus vers le Cloud pour y faire héber-ger leur progiciel de gestion intégré (ERP). Plus rentable, le Cloud est synonyme d'évolutivité puisqu'il s'adapte à tout moment aux besoins de l'activité, le service informatique peut déléguer à son fournisseur bon nombre de tâches liées à l'hébergement de l'ERP et les mises à niveau sont la plupart du temps plus faciles à effectuer. Sujet phare de l'année 2016, la "servicisation" ou l’intégration de plus en plus poussée des produits et des services sera probablement adoptée par un nombre grandissant d'entreprises. Elle marque la fin de la fabrication de produits seulement pour passer à une offre plus complexe qui englobe le produit accompagné de tous ses services associés. L'économie circulaire est une autre solution face à l'économie linéaire traditionnelle à laquelle les consommateurs sont habi-tués (produire, consommer, jeter). Enfin, selon l’experte d’Epicor, les compétences du personnel devront évoluer pour mieux connaître les systèmes, être capables de configurer les équipements et les appareils, savoir interpréter les données. Bref, ils auront les mains sur le clavier plutôt que dans le cambouis. Autant de défis donc que nous devrons affronter et un entrepreneur mieux informé est tou-jours gagnant. C’est la raison de notre rubrique permanente consacrée à l’Industrie du futur. N’oublions pas dans cette évolution incontournable les start-up (comme Crystal Device, l’inven-teur de la première chaussure de sport connectée autonome présentée page 5). Ces jeunes pousses si fragiles, mais indispensables pour construire ce nouveau monde industriel. Elles seront les futures ETI ou grandes entreprises qui feront rayonner notre pays sur le firmament de la technologie. Comment les diriger pour éviter qu’elles mettent la clé sous la porte après seu-lement quatre ans d’existence, comme 60 % des start-up françaises ? Vous trouverez la réponse dans "Gouvernance et start-up", un ouvrage de Daniel Corfmat et Marc Chambault (1). A l’image des start-up en mouvement perpetuel, les industries microtechniques ne cessent de se renouveler. Vous allez pouvoir le constater sur le stand d’Aeroµtech, le cluster aéronautique en Bourgogne Franche-Comté présent au prochain salon du Bourget (19 au 25 juin 2017). Et bien sûr, du 25 au 28 septembre 2018 au prochain Micronora…
Thierry Bisiaux, Président
L’industrie microtechnique, à l’affût du numérique
Revue du Salon International des Microtechniques — Administration : MICRONORA — CS 62125 - 25052 BESANÇON CEDEX — Tél. : +33 (0)3 81 52 17 35 — Fax +33 (0)3 81 41 30 89 www.micronora.com — E-mail : [email protected] — 3 numéros / an - Tirage 15 000 exemplaires — Directeur de la publication : Thierry BISIAUX — Date de dépôt : Mai 2017 Rédacteur en chef : Mirel SCHERER — Conception et réalisation : Cactus/Besançon — Impression : Imprimerie de Champagne/Langres — ISSN : 0182-2624(imprimé) Nous déclinons toute responsabilité pour les erreurs involontaires qui auraient pu se glisser dans le présent document, malgré tous les soins apportés à son exécution. (Jurisprudence Cour d’Appel de Toulouse 1887, de Paris 19.10.1901). Tous droits de reproduction interdits.
Source : Jack Varlet
(1) "Gouvernance et start-up", par Daniel Corfmat et Marc Chambault, Editions Harmattan, 68 pages, 11 €

2 - M i c ro n o ra i n fo r m a t i o n s N ° 1 4 3 - M a i 2 0 1 7
Ils ont dit…Bruno Grandjean, président de la FIM : « La mesure de suramor-tissement a eu un effet catalyseur sur les inves-tissements, donnant le coup de pouce néces-saire aux chefs d’entre-prise pour se lancer. "Robot Start PME" lancé par le Symop (syndicat des machines et technologies de production) et le programme Industrie du Futur, déployé par la FIM et le Cetim, jouent également un rôle essentiel dans cette dynamique. » ]
ON EN PARLE… LES MICRO-NEWS DE L'INDUSTRIE
Pour mieux appréhender le concept Industrie 4.0
Le Boston Consulting Group a installé sur le plateau de Saclay, l’ICO (Innovation Center for Operations), un centre d’expérimentation du concept Industrie 4.0. Objectif : permettre aux industriels de concrétiser et d’accélérer la mise en œuvre de ce concept. Deux lignes de production ont été créées pour couvrir les grandes typologies de fabrication industrielle : la première par assemblage avec une ligne de fabrication de scooters, la seconde par procédé avec une ligne de production de bonbons. À plusieurs étapes, les industriels ont la possibilité d’expérimenter des outils technologiques de pointe afin d’en évaluer l'efficacité (robotique avancée, data analytics, réalité augmentée, internet industriel, plateforme de simulation, etc.). L’ICO anime un écosystème innovant qui accueille déjà des acteurs académiques comme Centrale-Supelec, des startups technologiques françaises comme Braincube, Surycat, iObeya, Metron, Diota, Mesotechnic… Il s’ouvre à des groupes internationaux spécialisés comme Dassault Systèmes, Microsoft, Kuka, Infeeny/Econocom, Fanuc, Universal Robot ou Tulip. ]www.bcg.fr
Le Quizz micro-technologique1/ Distinguées par un prix d’honneur au concours Micron d’Or à Micronora 2016,
les membranes mises au point par Mécadécoupe pour l’enceinte Phantom de Devialet sont protégées par :a) 70 brevets b) 88 brevets c) 55 brevets
2/ Le procédé de micro-injection métallique directe imaginée par Metamorph pour fabriquer en série de pièces millimétriques de formes complexes fait appel aux :a) alliages métalliques amorphes (AMA) b) matériaux composites c) alliages d’aluminium
3/ L’entreprise bisontine Cryla a été distinguée par un Micron d’Or à Micronora 2016 pour la production d’un microcomposant en or médical de 0,2 millièmes de gramme. Son défi technologique était :a) la fabrication de ce composant en grande série (de l’ordre de 100 000 pièces à l’année) b) le matériau utilisé c) la taille du composant
L’union fait la forceBucci Industries France annonce un par-tenariat avec MT Robot AG, entreprise située à Zwingen (Suisse). Ce partena-riat lui permettra de proposer, dans l'Hexagone, les solutions matérielles et logicielles de ce dernier pour l'automa-tisation de la logistique et de la manu-tention dans les ateliers mécaniques.
La filiale française du groupe Bucci conçoit, fabrique et met en place des solutions spécifiques pour l'usinage, liées aux cellules de chargement / décharge-ment de barres. Elle installe également des lignes d'assemblage Sinteco pour l'automatisation industrielle. Avec les solutions MT Robot, elle complète son offre avec la logistique automatisée. ]www.bucci-industries.comhttp://mt-robot.com
Les solutions de MT Robot AG sont robustes et simples à mettre en œuvre. Aucune programmation de trajectoire n'est nécessaire, les AIV (Automotive Intelligent Vehicle) MT Robot sont autonomes. Source : MT Robot AG
Réponses : 1=b, 2=a, 3=a
Pour illustrer l’industrie 4.0, l’ICO met en œuvre deux lignes de production réelles qui couvrent les grandes typologies de fabrication industrielle (assemblage et par procédé). Ici une vue de la ligne d’assemblage de scooters. Source : BCG

M i c ro n o ra i n fo r m a t i o n s N ° 1 4 3 - M a i 2 0 1 7 - 3
Le numéro 201 du Jitec (Journal d’in-formation technologique des Pays de Savoie) consacre son dossier à l’anniver-saire qu’a célébré en 2016 le Laboratoire de Physique des Particules (LAPP) d’An-necy-le-Vieux. Depuis sa création, ce laboratoire du CNRS est un formidable moteur d’innovations technologiques qui ont fait sa réputation dans le monde entier. Près de 150 chercheurs, person-nels techniques et administratifs, doc-teurs et visiteurs étrangers y travaillent. Les travaux menés au LAPP ont pour
but l’étude de la physique des particules élémentaires et de leurs interactions fon-damentales, ainsi que l’exploration des
connexions entre l’infiniment petit et l’infiniment grand. Son expertise scien-tifique et technique polyvalente s’exerce dans des domaines comme la microélec-tronique, l’électronique ultra-rapide, la mécanique et la mécatronique, la modé-lisation, l’informatique embarquée… ]http://lapp.in2p3.fr
ON EN PARLE… LES MICRO-NEWS DE L'INDUSTRIE
Né en 2012 dans le cadre du Programme d’investissement d’avenir, l’Institut de Recherche Technologique Jules Verne est un centre de recherche industriel mutualisé dédié aux technologies avancées de pro-duction. Centré sur les besoins de filières industrielles stratégiques – aéronautique, automobile, énergie et navale – il mène avec ses 43 membres industriels quelques 70 projets de recherche. Des procédés et des technologies innovantes issues de ces projets sont en passe de trouver des appli-cations industrielles à court terme. Comme par exemple, le cobot d’assistance pour l’assemblage de structures aéronautiques (projet Asimov – IRT Jules Verne, Airbus, BA Systèmes, Centrale Nantes). Il copilote éga-lement avec le GIFAS (filière aéronautique) le programme national sur les composites thermoplastiques dans l’aéronautique et coordonne l’engagement des trois IRT enga-gés (IRT Antoine de Saint-Exupéry, IRT M2P et IRT Jules Verne). Les premiers projets du pro-gramme national sur les composites thermo-plastiques dans l’aéronautique ont démarré à la fin de l’année dernière. Ces matériaux
permettent un gain économique important sur l’ensemble de la chaine de valeur par rapport aux composites thermodurcissables : matériaux recyclables, procédés plus efficaces, pièces plus faciles à produire, intégration plus rapide. L’IRT Jules Verne a lancé le projet Sideffect qui porte sur la mise au point d’un procédé innovant de soudage par induction des com-posites thermoplastiques pour des éléments de fuselage d’aéronefs. Il représente un budget de 4,5 mil-lions d’Euros sur 30 mois et ras-semble l’IRT Jules Verne, Airbus, Aviacomp, le Cetim, Europe Technologies, Hutchinson, Stelia Aerospace. Ce projet s’appuie sur les compétences de chercheurs de l’Université de Nantes issus de deux laboratoires : le LTN et l’IREENA. L’IRT est impliqué également dans le programme national inter-IRT sur la fabrication additive, associant aussi l’IRT SystemX, l’IRT M2P, et l’IRT Antoine de Saint-Exupéry (pilote du projet). Un programme qui représente 60 millions d’Euros de pro-
jets engagés sur 2016/2017 et s’inscrit dans le cadre des réflexions menées au sein de l’Alliance Industrie du Futur. Enfin, l’IRT Jules Verne apporte son soutien à la PFA (filière automobile) dans le cadre du programme sur les composites "haute cadence". En par-ticulier, il copilote avec Faurecia et la pla-teforme Canoe le projet FORCE dédié au développement d’une fibre carbone à coût économique pour l’automobile. ]www.irt-jules-verne.fr
Raccord ultracompact en titane conçu par une équipe du LAPP avec l'expertise du Cetim CTDec et fabriqué en petite série par ce dernier et DMD Eurofluid. Source : LAPP
Cobot mobile pour opérations d’assemblage développé dans le cadre du projet Asimov. Source : AGI
L’IRT Jules Verne fait feu de tous bois
À lire…40 ans de science et technologies au LAPP
Le chiffre+5 %
C’est selon la FIM (Fédération des industries mécaniques) le niveau atteint en France par l’investissement productif en 2016. Soit la plus forte progression depuis 2011. Avec des progressions record dans les machines de levage et de manutention ainsi que les robots. ]www.fim.net

M i c ro n o ra i n fo r m a t i o n s N ° 1 4 3 - M a i 2 0 1 7 - 5
Après plus de dix-huit mois de développement, la jeune entreprise franc-comtoise propose une paire de chaussures de sport connectées et autonomes en énergie. Les joggeurs en ont rêvé, Crystal Device Technology l’a fait… C’est ainsi à l’occasion de sa présence au salon Micronora 2016 de Besançon que la start-up a surpris les visiteurs en dévoilant son objet connecté et autonome en énergie. Une chaussure de jogging et de randonnée pas comme les autres car elle est capable de trans-mettre des informations à son utilisateur, tels que sa vitesse, le nombre de pas effec-tués, son poids, la distance parcourue, etc. Son originalité : l’autonomie, qui repose sur l’exploitation de patchs souples constitués de matériaux piézoélectriques. "On utilise la marche pour produire l’énergie qui ali-mente un système de communication, sans pile ni batterie à recharger", explique Marc Bouvrot-Parratte, jeune docteur en physique optique et photonique et inventeur de ce patch. "Inséré dans la semelle, ce dernier génère de l’énergie quand il se déforme. Un patch souple qui constitue notre brique tech-nologique et que nous pensons pouvoir intro-duire dans différents produits." L’entreprise travaille déjà avec des partenaires sur des projets dans les domaines du biomédical et de l’horlogerie de luxe. "L’automobile sera surement notre prochaine cible", annonce le jeune responsable. Un objectif à portée de main pour cette start-up créée en juin 2011 après dix-huit mois passés à l’Incuba-teur d’Entreprises Innovantes de Franche-Comté. En 2016, après cinq années de gestation, l’entreprise s’est installée dans des locaux plus grands, mieux adaptés et plus industriels, à Ecole Valentin (25). Elle en a également profité pour rapatrier ici son enseigne Techniconcept de Grasse (Alpes Maritimes), qu’elle avait rachetée en 2013 pour ses compétences de mise en forme de
matériaux, découpe et polissage. En 2015, elle a investi en R & D plus de 350 000 Euros sur fonds propres et avec le soutien de BPI France. "C’est un choix stratégique : cela permet de bénéficier des développements et de diversifier nos compétences ainsi que notre chiffre d’affaires, confie Marc Bouvrot-Parratte, créateur et Président de l’entre-prise. Nous n’avons plus de fonds propres aujourd’hui mais nous sommes en train de les reconstituer, grâce à nos technologies qui se développent très vite." Un développement favorisé par les brevets détenus par l’entre-prise et les produits dans lesquels elle insère sa technologie et qui sont produits par des marques internationales importantes. Car le savoir-faire de Crystal Device se situe bien au niveau des matériaux. "Les proto-types réalisés jusqu’à présent nous permettent d’illustrer le potentiel à court terme de nos
matériaux, mais ne constituent pas notre objectif commercial", rappelle Marc Bouvrot-Parratte. "Il a fallu intégrer de nombreux corps de métier pour aboutir au démonstrateur, comme l’électronique de communication, le développement d’application ou l’intégration finale. Mais nous nous situons au troisième rang dans la chaine de valeur de ce type de produit grand public. C’est pourquoi nous recherchons maintenant des partenaires industriels qui pourraient trouver dans nos matériaux de nouvelles différenciations de leurs produits dans les marchés sur lesquels ils sont présents. L’autonomie de nos chaus-sures connectées en est le premier exemple." Crystal Device est aujourd’hui à la recherche de financements pour assurer son dévelop-pement et valider ses ambitions. Avis donc aux investisseurs… ]www.crystaldevice.com
Crystal Device invente la chaussure connectée
UN MARCHÉ, UNE IDÉE, UN PRODUIT INNOVATION
Cette chaussure transmet des informations à son utilisateur, tels que sa vitesse, le nombre de pas effectués, son poids, la distance parcourue, etc. Son originalité : l’autonomie, qui repose sur l’exploitation de patchs souples constitués de matériaux piézoélectriques. Source : MS

AGS FUSION, 35 route du champ Biolay - 01580 Izénore I Tél. : +33 (0)4 74 49 06 48www.ags-fusion.com I [email protected]
Analyse rhéologique
Analyse topologique de l’insert
Fusion laser de l’insert
Optimisation thermique
Traitement thermique
créa
tion
: zet
ruc.
fr
Produit fini
INSERT FINAL
Concrétisation du concept
Préparation des fichiers pour la fabrication
Traitement thermique
Contrôle qualité
PIÈCE FINALE
FabricationUsinage / Parachèvement
IMPRESSION 3D D’INSERTS DE MOULES
IMPRESSION 3D DE PIÈCES DIRECTES
L’ e x p e r t d e l a FABRICATION ADDITIVE
Encart presse AGS FUSION5.indd 1 17/11/2016 14:50:18

M i c ro n o ra i n fo r m a t i o n s N ° 1 4 3 - M a i 2 0 1 7 - 7
→ → →
Des défis et des solutionsProjet de longue haleine, l’usine du futur vise des objectifs indispensables pour améliorer le fonctionnement des entreprises industrielles. Grandes comme petites, elles devront mieux exploiter les données fournies par les outils logiciels (CFAO, gestion etc.) nouveaux ou qu’elles possèdent déjà, profiter des solutions de communication tous azimuts, accélérer l’automatisation, améliorer l’intelligence de leurs moyens de fabrication… Vaste programme et un vrai parcours du combattant.
Le CEA lance une plate-forme technologique visant à structurer une filière "Usine du Futur" d’excellence dans la Région Grand Est. Baptisée FFLOR (pour Future Factory @ Lorraine), cette plate-forme inaugurée fin janvier 2017 est située
au cœur du pôle industriel de PSA Trémery-Metz et a bénéficié d’un investissement initial d’un montant de 4 millions d’Euros provenant à parts égales de l’Etat et de la Région Grand Est. La plate-forme offre aux industriels, quel que soit leur secteur d’activité et quelle que soit leur taille, la possibilité d’améliorer et de faciliter leurs pro-cessus de production en testant puis en validant les nouveaux concepts de l’usine de demain. Sur 1 000 m2, les équipements de la plate-forme couvrent plusieurs thèmes de travail maitrisés par les équipes de l’institut List de CEA Tech : robo-tique collaborative pour le partage d’une tâche ou d’un espace avec un opérateur, manipula-teurs intelligents et "cobots" pour le déplacement de charges ou l’application d’efforts en toute sécurité, réalité virtuelle pour la conception de nouveaux postes de travail, la formation aux opé-rateurs ou l’analyse ergonomique des postes de travail en minimisant les risques liés aux troubles
musculosquelettiques (TMS), logistique intelli-gente pour l’approvisionnement automatique en bord de ligne ainsi que la connectivité, et l’interopérabilité des systèmes via des solutions open source. La collaboration avec les équipes de CEA Tech prend la forme de simples tests de faisabilité d’un concept ou d’un process voire d’un projet de 6 à 12 mois combinant plusieurs technologies. Ce projet doit aboutir à un système de niveau de maturité technologique élevé (TRL 6 ou 7), à forte valeur ajoutée, quasiment prêt à être intégré sur le site de production. Les 11 premiers partenaires (une vingtaine sont prévus à fin 2017) de CEA Tech sur FFLOR ont signé une charte de collaboration leur permettant d’assister à des démonstrations ou réaliser des essais à partir des équipements disponibles sur FFLOR. Ou encore de s’associer dans le cadre d’un projet de R&D avec CEA Tech. ]www.cea.fr & www.cea-tech.fr
USINE DU FUTUR
LES DÉFIS flexibilité à la commande, agilité de reconfiguration des postes de travail, productivité, investissement progressif contrôlé, connectivité des systèmes et place de l’homme
LA SOLUTION une plate-forme technologique
Les équipements de la plate-forme Fflor couvrent plusieurs thèmes de travail, dont la robotique collaborative pour le déplacement de charges ou l’application d’efforts en toute sécurité. Ici le robot collaboratif YuMi d’ABB, un des partenaires du projet. Source : ABB
Le monde de l’entreprise opère actuellement une profonde mutation : les chefs d’entreprises sont désormais convaincus que le numérique constitue une opportunité pour développer leur business. A l’heure où les nouvelles technologies poussent les entreprises à accélérer leur trans-formation numérique pour gagner en compétiti-vité, les dirigeants se tournent vers le collaboratif et la co-innovation. Convaincu que ces enjeux sont stratégiques pour le monde de l’entreprise, Immersion, PME bordelaise experte en solutions
collaboratives, a développé S h a r i i i n g , ensemble de logiciels de partage, col-laboration et présentation p e r m e t t a n t aux entreprises d’aborder efficacement l’ère du concept Industrie 4.0. C’est un véritable écosys-
tème numérique de l’entreprise au service de son business. Facile à déployer et d’utilisation intuitive, cette solution est conçue pour toutes les entreprises quels que soient leur taille et leur secteur d’activité. ]www.immersion.fr
LE DÉFI créer l’entreprise 4.0LES SOLUTIONS logiciels de partage, collaboration et présentation
Véritable écosystème numérique de l’entreprise, les solutions Shariiing sont faciles à déployer et d’utilisation intuitive. Source : Immersion
AGS FUSION, 35 route du champ Biolay - 01580 Izénore I Tél. : +33 (0)4 74 49 06 48www.ags-fusion.com I [email protected]
Analyse rhéologique
Analyse topologique de l’insert
Fusion laser de l’insert
Optimisation thermique
Traitement thermique
créa
tion
: zet
ruc.
fr
Produit fini
INSERT FINAL
Concrétisation du concept
Préparation des fichiers pour la fabrication
Traitement thermique
Contrôle qualité
PIÈCE FINALE
FabricationUsinage / Parachèvement
IMPRESSION 3D D’INSERTS DE MOULES
IMPRESSION 3D DE PIÈCES DIRECTES
L’ e x p e r t d e l a FABRICATION ADDITIVE
Encart presse AGS FUSION5.indd 1 17/11/2016 14:50:18

INDÉPENDANCE& AUTONOMIE DE FABRICATION
AGILITÉ& SOUPLESSE
ENGAGEMENT& ADAPTABILITÉ
RELATION DE CONFIANCE& TRANSPARENCE
DEPUIS 1964
BOLS VIBRANTS MICRO-INJECTION PLASTIQUEOUTILLAGES& MICROMÉCANIQUE
Entreprise famil ia le et indépendante, ROLAND BAILLY S.A.S. a su, depuis 50 ans, grâce au savoir-faire et au dévouement des hommes et des femmes qui l ’ont construite, devenir un acteur reconnu dans le domaine des microtechniques et de l ’automatisation.
ZI de Trépillot, 5 rue Bernard Palissy - BP1103 - 25002 BESANÇON - FranceT é l . + 3 3 3 . 8 1 . 5 0 . 4 8 . 7 7 - F a x . + 3 3 3 . 8 1 . 5 0 . 2 2 . 6 9
www.roland-bailly.fr
20150625 ROLAND BAILLY - Pub Micronora A4.indd 4 26/06/2015 15:40

M i c ro n o ra i n fo r m a t i o n s N ° 1 4 3 - M a i 2 0 1 7 - 9
USINE DU FUTUR
Air Liquide a inauguré récemment en France, dans le cadre du projet Connect, un centre d’opération unique dans l’industrie des gaz industriels. Ce dernier pilote à distance la production des 22 unités du groupe en France, optimise leurs consommations éner-gétiques et renforce leur fiabilité. Labellisé Vitrine Technologique par l’Alliance Industrie du Futur, le projet Connect représente un investissement de 20 millions d’Euros et repose sur la diffusion de nouvelles technolo-gies numériques dans les sites de production français ainsi que sur la création de nouveaux métiers.A l’image d’une tour de contrôle, le centre d’opération et d’optimisation à distance, situé près de Lyon, à Saint-Priest, dispose d’une vision nationale des besoins des clients en oxygène, en azote, en argon et en hydro-gène. Capable d’arrêter ou de redémarrer un site à distance, le centre adapte le niveau de production des usines selon la demande des clients. Grâce à ce centre, les flux de produc-tion de chaque unité sont gérés en temps réel en fonction des besoins de chaque client. Le volume de production et l’acheminement des gaz vers les clients sont ainsi optimi-sés sur tout le territoire. Grâce à l’analyse des données de masse (big data) 24h/24 de 22 sites en France, Air Liquide déve-loppe la maintenance prédictive des sites de
production en identifiant les signaux faibles qui précèdent un dysfonctionnement. Des algorithmes élaborés par les ingénieurs d’Air Liquide permettent d’affiner les réglages des équipements des usines pour optimiser les consommations d’énergie, en s’appuyant sur près de quinze ans de données enregistrées sur tous les sites industriels.Dans les usines, de nouvelles technologies (tablettes tactiles, scan 3D, tutoriels vidéos, etc.) sont aussi introduites pour simplifier la gestion des opérations de maintenance ou d’inspection, ainsi que l’organisation des tâches quotidiennes des opérateurs. Le centre
d’opération et d’optimisation à distance a fait naître de nouveaux métiers : les "pilotes en temps réel" en contact permanent avec les sites et les "analystes" qui étudient la pro-duction et l’optimisation des consommations d’énergie. Avec la création du centre d’opéra-tion et l’introduction de nouvelles technologies dans le travail quotidien des techniciens des unités de production, Connect s’inscrit dans la démarche d’innovation ouverte entre les équipes des sites de production, le laboratoire d’innovation d’Air Liquide, i -Lab, et l'écosys-tème français de start-up technologiques. ]www.airliquide.com
LE DÉFI la transformation numérique de l’entrepriseLA SOLUTION pilotage à distance de la production
Air Liquide a inauguré dans le cadre du projet Connect un centre d’opération qui pilote à distance la production des 22 unités du groupe en France, optimise leurs consommations énergétiques et renforce leur fiabilité. Source : Air Liquide
La solution MES (Manufacturing Execution System) Qubes i4 de Creative IT s'inscrit dans l'air du temps. Ses concepteurs pro-posent un démonstrateur de ce logiciel sur tablette qui fait appel à la réalité augmen-tée. "Les utilisateurs peuvent ainsi accéder facilement et en temps réel aux informations de production dont ils ont besoin", explique Marc-Antoine Serillon, chargé du marke-ting chez Creative IT. Placé au cœur de l'usine, ce système accessible sur le cloud améliore ainsi la gestion de la qualité et du parc machine de l'entreprise ainsi que le pilotage du processus de production et
la logistique. Le contrôle de la qualité est beaucoup plus efficace avec cette solution car les dérives sont mieux détectées et plus vite. Rappelons que le MES de Creative IT
est un package disponible clés en main, le cluster étant maintenu et amélioré en per-manence par ses spécialistes. ]www.qubes.com
LE DÉFI mieux exploiter les donnéesLA SOLUTION la réalité augmentée
La solution de Creative IT propose un démonstrateur sur tablette de son logiciel MES (Manufacturing Execution System) Qubes i4 qui fait appel à la réalité augmentée. Les utilisateurs peuvent ainsi accéder plus facilement et en temps réel aux informations de production dont ils ont besoin. Source : Creative IT
INDÉPENDANCE& AUTONOMIE DE FABRICATION
AGILITÉ& SOUPLESSE
ENGAGEMENT& ADAPTABILITÉ
RELATION DE CONFIANCE& TRANSPARENCE
DEPUIS 1964
BOLS VIBRANTS MICRO-INJECTION PLASTIQUEOUTILLAGES& MICROMÉCANIQUE
Entreprise famil ia le et indépendante, ROLAND BAILLY S.A.S. a su, depuis 50 ans, grâce au savoir-faire et au dévouement des hommes et des femmes qui l ’ont construite, devenir un acteur reconnu dans le domaine des microtechniques et de l ’automatisation.
ZI de Trépillot, 5 rue Bernard Palissy - BP1103 - 25002 BESANÇON - FranceT é l . + 3 3 3 . 8 1 . 5 0 . 4 8 . 7 7 - F a x . + 3 3 3 . 8 1 . 5 0 . 2 2 . 6 9
www.roland-bailly.fr
20150625 ROLAND BAILLY - Pub Micronora A4.indd 4 26/06/2015 15:40

10 - M i c ro n o ra i n fo r m a t i o n s N ° 1 4 3 - M a i 2 0 1 7
DOSSIER FABRICATION
Les nouvelles frontières du laserMoyen de fabrication devenu incontournable pour répondre aux impératifs de productivité et de rentabilité, le laser étend en permanence son champ d’application. De nouvelles sources, comme les femto et picoseconde, mais aussi dans un autre registre, les lasers diode (DDL ou direct-diode laser), sont de plus en plus utilisés.
En dépit de leur relative jeunesse, les solutions laser s’imposent dans les ateliers en permet-tant aux utilisateurs de répondre à de nouveaux besoins. Les visiteurs du salon Micronora 2016 ont pu ainsi constater cette évolution chez de nombreux exposants spécialisés présents sur le stand collectif du Club laser et procédés (CLP). Les lasers à impulsions ultra-courtes multiplient ainsi leurs applications, comme le prouve l’innovation de Rofin Baasel. Distinguée avec un Micron d’Or, sa machine de découpe rapide (vitesse jusqu’à 300 mm/s) de matériaux transparents et de cristaux utilisant un laser à impulsions ultra-courtes conçue utilise un procédé spécial. "Baptisé SmartCleave FI, il associe un laser à impulsions ultra-brèves avec une tête optique spéciale", explique Laurent Menuat, directeur général de Rofin France. "Cet ensemble breveté réalise la filamentation laser pour séparer rapidement les matériaux cas-sants et transparents. Une opération réalisée avec un minimum de débris et quasiment sans jeu." Variés, les domaines d’applications de cette technologie comportent, entre autres, la découpe d’écrans de Smartphones/tablettes/TV faits à base de verre trempé et non-trempé, la découpe de fenêtres de protection en saphir pour les montres, les sources LED/OLED et les semi-conducteurs, les substrats de verre pour circuits intégrés, les composants optiques, les verres plats pour le bâtiment, les tubes de verre pour les applications médicales, etc.
Pour baisser les coûts de fabrication
Active également depuis plus de dix ans dans la technologie du laser ultra-court (laser femto-seconde), Lasea applique cette expertise dans de nombreux secteurs, dont ceux de l’horlo-gerie haut de gamme et de la joaillerie fine ou du médical. Intégrés dans ses machines
ou délivrés séparément, les modules de ges-tion du faisceau conçus par Lasea assurent un usinage rapide et de qualité. Le LS-Shape met en forme et optimise le faisceau tandis que le LS-Precess lui donne un mouvement de pré-cession pour découper et percer sans conicité. La tête scanner LS-Scan dirige le faisceau en trois dimensions, à très haute vitesse et avec haute précision. Bureau d’étude technique spécialisé dans le marquage et micro-usinage laser, Qiova pro-pose à ses clients son expertise en interaction laser/matière en s’appuyant sur son laboratoire d’application interne équipé de nombreuses sources laser (impulsions nano- à picose-condes, λ= 1064 nm, 532nm et 355nm, etc.), et de systèmes de contrôle de faisceaux (tête scan-ner, platines micrométriques, mise en forme spatiale et dynamique de faisceau laser, etc.).
Par ailleurs Qiova développe, conçoit et com-mercialise VULQ1 (www.vulq1.com), une tête laser multipoint innovante. Intégrable en sor-tie de sources impulsionnelles IR et visibles (nano-, pico- et femto-secondes), ce dernier a la capacité d’accueillir, en fonction des besoins, une large gamme de modules additionnels (système de vision industrielle, tête scanner galvanométrique, etc.).Technologie protégée par un portefeuille de trois brevets, le VULQ1 fait ses preuves dans de nombreux secteurs de marché (monnaie, luxe, pharmacie, fiduciaire, agroalimentaire, aéronautique, etc.) grâce à sa façon inédite de contrôler le faisceau laser sur de multiples applications (traçabilité, parallel processing, haute cadence, etc.). Pour baisser les coûts de fabrication, les four-nisseurs de ce type de sources peaufinent d’ailleurs, en permanence leurs solutions.
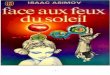
Figure (1) : zones décapées sur alliage de titane à des conditions opératoires variables. Source : Airbus Safran Launchers SAS / 2015 B.RAMEAU

M i c ro n o ra i n fo r m a t i o n s N ° 1 4 3 - M a i 2 0 1 7 - 11
→ → →
DOSSIER FABRICATION
Exemple : Trumpf dont la source picoseconde TruMicro 2000 est destinée aux différents domaines industriels. Cette solution assure par exemple, des opérations de marquage anticorrosion des instruments médicaux ou la découpe de matériaux très fins. Avec des temps de pulsation de 0,4 à 20 picosecondes et une puissance maximum de 20 micro-joules, cette source assure un processus d’usinage "froid" : l’opération se termine avant qu’apparaissent les moindres signes d’effet thermique. Une démarche qui évite l’apparition des microfis-sures et des éléments résiduels.
L’aéronautique, friande de solutions laser
Comme d’autres industries, la fabrication aéro-nautique est toujours à la recherche de nou-veaux moyens. Le laboratoire matériaux et procédés d’Airbus Safran Launchers à Saint Médard en Jalles a travaillé par exemple, en collaboration avec Alphanov, le centre tech-nologique du pôle de compétitivité Alpha Route des Lasers et des Hyperfréquences, pour mettre au point et évaluer l’utilisation de sources laser afin d’améliorer les propriétés et performances de matériaux et structures mis en œuvre lors d’opérations de préparation de surface avant collage ou avant protection contre la corrosion. "Le collage et la protection anticorrosion sont des éléments cruciaux dans l’industrie aéronautique afin de garantir la sécu-rité et la fiabilité dans le temps des pièces utili-sées. Airbus Safran Launchers est constamment
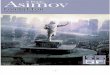
à la recherche de nouvelles technologies, permettant de gagner en flexibilité et en coût, tout en limitant l’impact sur l’environne-ment", expliquent Bruno Rameau et Sophie Pettier, spécialistes chez Airbus Safran Launchers. La com-préhension et la maîtrise des paramètres clés des sources lasers employées ainsi que l’impact sur les matériaux sont donc essentielles pour accom-pagner la transition vers de nouveaux procédés de pré-paration de surface, prépa-ration primordiale pour garantir la qualité du collage et de la protection anticorrosion. "Les caractéristiques de la source laser sont choisies pour une absorption idéale de l’onde laser et les résultats sont exprimés par la profondeur de gravure, la rugosité en fond de gravure, l’évolu-tion de la mouillabilité (caractère hydrophile ou hydrophobe) des surfaces gravées au cours du temps et la caractérisation de la zone affectée thermiquement", précisent Guillaume Lafoy, Charly Loumena, Rainer Kling, responsables de ces recherches chez Alphanov. La figure (1) illustre un exemple des aspects obtenus. La zone en rouge correspond aux caractéristiques suivantes de la source laser : 515 nm, 150 KHz, 41 µJ, 1 passe, énergie totale déposée égale 600 J, soit une fluence proche de 1220 J.cm-2. Sur cette zone, une rugosité arithmétique de 0,96 µm a été mesurée en fond de gravure. Pour caractériser l’évolution de la mouillabilité, on mesure au cours du temps l’angle dit de contact. Il s’agit de l’angle de la tangente du profil d'une goutte d’eau déposée sur le substrat, avec la surface du substrat. Si cet angle est inférieur à 90°, la surface a un caractère dit hydrophile. S’il est compris entre 90 et 150°, il est dit hydrophobe. La figure (2) illustre le comportement pour deux alliages et deux longueurs d’ondes laser, et pour une énergie totale déposée égale à 600 J. L’angle de contact été caractérisé à t0, immédiate-ment après traitement et t0 + 7 jours. "On voit
que, à t0, les surfaces traitées ont un caractère hydrophile et que, après 7 jours, il apparaît un caractère hydrophobe plus ou moins pro-noncé, expliquent les spécialistes d’Alphanov. Parallèlement, nous avons observé, pour les deux alliages, une dépendance de la hauteur de la zone affectée thermiquement avec l’énergie laser déposée, cette hauteur restant inférieure à 10µm. Ce qui occasionne un faible impact sur les caractéristiques mécaniques en statique des pièces. Ce point est en cours d’investigation concernant les caractéristiques mécaniques en dynamique (fatigue)." Ces résultats confirment l’intérêt de cette technique, qui apporte une qualité de préparation de surface à la hauteur des attentes, tout en laissant entrevoir des procédés plus efficients et plus respectueux de l’environnement. Airbus Safran Launchers va donc poursuivre les études et a notamment décidé de mettre ce procédé de préparation de surface par laser en phase de qualification pour le futur lanceur Ariane 6, notamment pour des applications avant collage.
Les lasers diode ont le vent en poupe
Très prisés pour les applications de sou-dage et de traitement de surface, les lasers diode (DDL) font une percée remarquée dans le domaine de la découpe des métaux. Ils concurrencent ainsi les sources fibre et disque.
Figure (2) : évolution de l’angle de contact en fonction du temps pour les deux alliages et longueurs d’ondes, pour une énergie totale déposée égale à 600 J. Source : Airbus Safran Launchers SAS / 2015 B.RAMEAU
Marquage d’un code unique (<1mm) avec la tête laser multipoint VULQ1 sur une pièce d’investissement, plus précisément une once d’or pur à 99.99%, apportant à la fois des informations identifiantes et authentifiantes. Source : Qiova

Vous créez, nous réalisons
annonce micronora 1:Mise en page 1 17/03/2017 18:14 Page1

M i c ro n o ra i n fo r m a t i o n s N ° 1 4 3 - M a i 2 0 1 7 - 13
DOSSIER FABRICATION
Le potentiel du laser est très vaste comme le démontre le projet de recherche euro-péen d'envergure mondiale Extreme Light Infrastructure - Nuclear Physics (ELI-NP). Ce dernier permettra à terme de trouver de nouvelles solutions dans différents domaines d’application. En cours de mise en place à Magurele, une localité située à une dizaine de kilomètres de Bucarest, la capitale de la Roumanie, où sont concentrées toutes les forces vives de la physique nucléaire rou-maine, les installations ELI-NP constituent le pilier roumain d'une infrastructure laser qui comportera deux autres solutions, en République Tchèque (ELI-Beamlines) et en Hongrie (ELI-ALPS). L'investissement total de plus de 300 millions d'Euros, alloué par la CE et le gouvernement roumain, se matéria-lisera à Magurele dans plusieurs systèmes laser. D'une puissance inégalée, ces derniers ouvriront de nouveaux territoires pour la recherche fondamentale et appliquée, mais aussi pour des applications médicales voire industrielles. Des travaux qui seront assurés par plusieurs centaines de chercheurs de haut niveau venus des quatre coins du monde.
Entretien à Magurele avec le professeur Nicolae Victor Zamfir, directeur de l'IFIN-HH et du projet ELI-NP.Membre de l'Académie roumaine, ce vieux routier de la physique nucléaire est diplômé de l'Université de Bucarest et docteur de l'Institut central de physique de Bucarest.
Micronora Informations :Quelle a été la genèse du projet ELI ?
Nicolae Victor Zamfir : A l'origine de ce projet se trouve le profes-seur Gérard Mourou, le concepteur en 1985 d'une méthode pour réaliser des sources laser d'une puissance illimitée. C'est donc en toute logique, qu'il a proposé à la com-munauté scientifique européenne de construire la source laser la plus puissante au monde. Après moult "batailles" poli-tiques et technologiques sur des questions comme "dans quels pays l'implanter ? avec quel argent ?", la Communauté Européenne a décidé de lancer en 2006 la feuille de route du projet ELI dans le cadre d'ESFRI (European Strategy Forum on Research Infrastructures). Après une phase prépara-toire qui a duré quatre ans, la CE a décidé d'implanter ELI-NP en Roumanie et deux autres installations complémentaires en République Tchèque et en Hongrie. Petite parenthèse : venu en visite à l'IFIN le pro-fesseur Gérard Mourou a été impressionné par notre savoir-faire dans le domaine de la physique nucléaire et nous a encouragé à déposer notre candidature. C'est ainsi que, soutenue par la France (tandis que les autres branches étaient soutenues par l'Al-lemagne), la Roumanie a réussi à participer au projet ELI. Cette structure de recherche tripartite unique au monde, largement ouverte aux utilisateurs, disposera d'un budget total d'environ 850 millions d'Euros. Lancé en 2013 à Magurele, le projet ELI-NP sera opérationnel en 2019 et les bâtiments seront finis cette année sur une surface de 33 000 m2. Il comporte deux systèmes,
l'un dans le domaine de rayons visibles (les lasers de haute puissance), l'autre dans l'in-visible (rayon gamma). La première phase qui consiste dans l'implantation de deux bras laser synchronisés de 10 PW chacun (soit au total, 20 millions de milliards de watts) prendra fin en 2018. La même année sera finie l'installation du système gamma. Ce qui permettra aux équipes de recherche de passer à l'acte en 2019. Actuellement sont présents sur le site 120 chercheurs de 20 pays et nous comptons doubler à terme cet effectif. Le bâtiment a été réceptionné et l’installation des lasers de grande puissance ainsi que celle de laboratoires a démarré début 2017.
Comment est assurée la gouvernance du projet ELI et quels sont les pays participants ?
Créé en 2010, le consortium ELI-DC (ELI-Delivery Consortium) coordonne les trois piliers ELI implantés en Roumanie, en République Tchèque et en Hongrie, pendant leur phase de construction, tout en préser-vant la cohérence et la complémentarité de leurs missions scientifiques. Il assurera éga-lement la création de la structure chargée de la gouvernance et de l’exploitation future d’ELI. ELI-DC est dirigée par une assemblée de membres des pays partenaires du projet et constitue l’organe suprême de décision. Ce dernier oriente la stratégie et valide les choix réalisés par le Conseil Directeur. Outre les trois pays hôtes d’ELI (Hongrie, République Tchèque et Roumanie), le Royaume-Uni, l’Al-lemagne et l’Italie sont membres d’ELI-DC.
ELI : le laser le plus puissant au monde
→ → →
Le système comportant les aimants quadripolaires qui assurent la focalisation du faisceau d’électrons. Source : ELI-NP
Vous créez, nous réalisons
annonce micronora 1:Mise en page 1 17/03/2017 18:14 Page1

5 axes continus Ultra compact
5 axes - 6 faces barres 1 mètre
Notre équipe technique se tient à votre disposition depuis nos locaux d'Epinal, sur tout le territoire français.Nous assurons la formation et le service après-vente de nos machines et la maintenance de votre parc.
Vente de systèmeset
solutions de marquage LASER
www.start40.comMachines Outils
88000 ÉPINAL 03 29 31 20 20
Division Laser
Sans titre-11 1 22/03/2017 15:47

M i c ro n o ra i n fo r m a t i o n s N ° 1 4 3 - M a i 2 0 1 7 - 15
→ → →
Plusieurs constructeurs de machines adoptent désormais la solution DDL. Tels qu’Amada, le premier à dévoiler en 2014 une machine de découpe équipée d’une source diode. Une innovation importante qui améliorait la qualité du faisceau et les capacités de focalisation dans des conditions de sortie de forte puis-sance. Amada a mis au point un oscillateur, le ExC, compact et puissant dans lequel le faisceau issu des diodes est utilisé directement, sans fibre active. Le constructeur a développé, en collaboration avec JDSU, un oscillateur de 2 kW avec le niveau de performance nécessaire
à la découpe laser. La structure originale de cet oscillateur et sa liaison avec la machine dimi-nue le nombre de pièces optiques nécessaires. Comparée à une source CO2 équivalente, la solution d’Amada réduit les coûts énergétiques de 50 % en moyenne en cours de traitement et de 80 % en stand-by, la vitesse de coupe est 30 % plus rapide sur acier doux de 1,0 mm d’épaisseur et de 75 % plus rapide sur alumi-nium de 1,0 mm d’épaisseur, la rugosité est améliorée (sur aciers doux de 1,0 mm d’épais-seur elle est de 0,15 µm comparée à 1,152µm), le volume de la source est réduit de 60 %...
DOSSIER FABRICATION
En 2016, les six pays membres d’ELI-DC sont entrés dans une phase de négociation en vue de la définition du profil scientifique et tech-nique et des statuts du futur ELI-ERIC ainsi que de tout ce qui l’accompagne. L’ERIC veil-lera à ce que ces infrastructures de recherche entrent dans les nouvelles stratégies de Recherche et d’Innovation pour une spéciali-sation intelligente (RIS3) : ouverture vers les entreprises, création de technopole, parte-nariat public-privé, outils pour la compétiti-vité et la croissance. D’autres pays semblent intéressés par une entrée prochaine dans ce consortium. La Suisse vient d’inscrire ELI sur sa feuille de route nationale publiée en juillet 2015 et la Grèce a fait acte de candidature. Il faut savoir que les pays qui désirent adhé-rer à cette structure doivent payer un ticket d’environ 200 000 € / an pour chaque pays.
Et la France ?
La France est très impliquée dans le projet ELI, dans les domaines scientifique (CNRS, CEA), industriel (Thalès sur ELI-NP en Roumanie, Amplitude Technologies sur ELI-ALPS en Hongrie, mais aussi Alsyom, REOSC/Safran, etc.) ou de la formation (Paris-Saclay). La France est d'ailleurs, devenue membre d’ELI-DC le 12 octobre 2016. Rappelons que le projet laser français multiPW Apollon, est en cours d’installation sur le plateau de Saclay, près de Paris.
Pouvez-vous donner quelques informations techniques concernant ces installations uniques au monde ?
Les deux bras lasers qui sont construits à Magurele par le groupe français Thales auront chacun une puissance de 10 PW (250 J / 25 fs) avec une fréquence de pulsa-
tion de 0,1 Hz. La puissance de sortie sera de 1 PW/1Hz, 100 TW/10Hz. Quant aux ins-tallations gamma dont la construction est assurée par le consortium EuroGammaS qui regroupe des instituts de recherche et des entreprises de huit pays, elles délivreront une énergie maximale de 19,5 MeV, une den-sité spectrale de 10 puissance 4 ph/s/eV, une largeur de bande < 0,5 %.
Quels sont les objectifs de ces recherches ?
Avant tout, le projet ELI-NP permettra pour la première fois d'inverser le chemin de la fuite de cerveau de l'Est vers l'Ouest et réduira le décalage qui existe dans le domaine de la recherche scientifique entre ces deux parties de l'Europe. Ce pôle technologique d'exception dopera l'innovation dans l'indus-trie et favorisera le transfert de technologie. Il assurera la formation de scientifiques et d'ingénieurs de haut niveau. La communauté scientifique internationale disposera d'une infrastructure de qualité pour mener ses recherches. Dans le domaine de la recherche fondamentale, ELI-NP vise une meilleure compréhension des mécanismes d'accéléra-tion dans le pilotage des lasers, l'étude de
la fission nucléaire, les propriétés du vide et de création des particules dans l'interac-tion des rayons laser-gamma, les études des structures nucléaires et astrophysiques... Le programme de recherche est tout aussi riche dans le domaine de la recherche applicative qui sera consacrée à l'étude des matériaux, à la tomographie industrielle, aux applica-tions médicales, etc. Mais il est évident que des installations d'une telle puissance nous réservent bien des surprises et je ne serai pas étonné que l’on accomplisse des avancées dans d'autres domaines scientifiques et tech-niques. Il faut considérer ces installations comme un catalyseur des relations entre la communauté de chercheurs avec l'industrie et les universités. Une volonté matérialisée dans la création du cluster Magurele High Tech, du Magurele Science Park et du Forum Académique d'ELI-NP. Plus d'une cinquan-taine d'accords ont ainsi été signés avec des organismes de recherche et académiques nationaux et internationaux pour mieux exploiter les opportunités de ce projet... ]www.eli-np.rowww.mhtc.rowww.mhtc.ro/magurele-science-parkwww.eli-np.ro/scientific_collaborations.php
Les éléments optiques qui préparent les pulsations nécessaires pour amplifier la puissance du laser. Source : ELI-NP
Vue de l’amplificateur laser de grande puissance. Source : ELI-NP
La machine de découpe rapide de matériaux transparents et de cristaux de Rofin Baasel associe un laser à impulsions ultra-brèves avec une tête optique spéciale. Source : Rofin Baasel
5 axes continus Ultra compact
5 axes - 6 faces barres 1 mètre
Notre équipe technique se tient à votre disposition depuis nos locaux d'Epinal, sur tout le territoire français.Nous assurons la formation et le service après-vente de nos machines et la maintenance de votre parc.
Vente de systèmeset
solutions de marquage LASER
www.start40.comMachines Outils
88000 ÉPINAL 03 29 31 20 20
Division Laser
Sans titre-11 1 22/03/2017 15:47

oelheld technologies SAS • Technopôle de Forbach-Sud • 140, Avenue Jean-Eric Bousch57600 Oeting • Téléphone : +33 (0)3.87.90.42.14 • Télécopie : +33 (0)3.87.84.66.91E-mail : [email protected] • Internet : www.oelheld.fr
Votre spécialiste pour :vos fluides diélectriques, huiles de coupe, de rectification, de découpage-emboutissage etlubrifiants de forge à chaud.
Ainsi que les incontournables : Vomat, système de filtration fine.Déshuileur, pour prolonger la durée de vie de vos lubrifiants réfrigérants.
Déshuileur
oelheld technologies SAS • Technopôle de Forbach-Sud • 140, Avenue Jean-Eric Bousch57600 Oeting • Téléphone : +33 (0)3.87.90.42.14 • Télécopie : +33 (0)3.87.84.66.91oelheld technologies SAS • Technopôle de Forbach-Sud • 140, Avenue Jean-Eric Bouschoelheld technologies SAS • Technopôle de Forbach-Sud • 140, Avenue Jean-Eric Bousch
041115_micronora.indd 1 03.03.2016 16:46:11

M i c ro n o ra i n fo r m a t i o n s N ° 1 4 3 - M a i 2 0 1 7 - 17
D’autres constructeurs comme Mitsubishi ou Adira équipent leur machine de sources diode fabriquées par TeraDiode (racheté par Panasonic) et capables d’assurer des applica-tions de découpe. Ou Mazak Optonics, dont la source Versatile Compact Laser (VCL)-T 100 d’une puissance de 2 kW équipe la machine Optiplex 3015. Les sources TeraDiode combinent
plusieurs modules ou lames de diodes de 1 kW. Une configuration qui a une longueur d’onde de 970 nanomètres (proche de celle des lasers fibre ou disque) et capable d’assurer une puissance totale de 8 kW. Elle s’adapte facilement à des découpes fines ou épaisses. JDSU dispose de plusieurs sources diode baptisées Corelight ExC de 2 et 4 kW pour la découpe à haute vitesse.
Trumpf développe des plateformes laser diode, tout comme Laserline. Ce dernier propose des lasers diode dont la puissance atteint 20 kW et la qualité du rayon est de 220 mm.mrad. et vise lui aussi les applica-tions de découpe. Selon le cabinet améri-cain Strategies Unlimited, les lasers diode remplaceront peu à peu les sources CO2 et représenteront en 2017 un chiffre d’affaires de 237 millions de Dollars. En croissance de 15,3 % par rapport à 2012. Une évolu-tion que prévoit également Frank Gäbler de Coherent. "Un laser diode de 2 kW découpe des fines épaisseurs plus vite qu’un CO2 , car le métal absorbe mieux la longueur d’onde du premier", affirme le directeur commercial de Coherent qui relève aussi "la faiblesse de la qualité du faisceau du laser diode par rapport aux lasers fibre…" ]www.adira.pt www.airbussafran-launchers.com www.alphanov.com www.amada.frwww.coherent.com www.lasea.euwww.mazakeu.frfr.mitsubishielectric.comwww.qiova.frwww.rofin.fr www.teradiode.comwww.fr.trumpf.com
DOSSIER FABRICATION
La technologie diode directe : une alternative pertinente aux lasers disque et fibre
Entretien avec Jean-Marc Decaux consultant de TeraDiode
Micronora Informations :Les lasers diode font une percée remar-quable dans la découpe métallique. Quelles sont les raisons de cette évolution ?
Jean-Marc Decaux :Les nouvelles diodes directes de haute bril-lance présentent de nombreux avantages dans les applications de découpe et de sou-dage à distance par rapport aux lasers fibre ou disque. Ces sources utilisent la techno-logie WBC (wavelength beam combining ou combinaison de faisceau par longueur d’onde) brevetée par le MIT Lincoln Labs. Grâce à elle, la lumière issue des diodes laser est directement transformée en faisceau de haute brillance, sans recourir au pompage optique d’un disque ou d’une fibre active. Comparé à un laser fibre de 1 070 nm, un laser diode avec une longueur d’onde de 970 nm de qualité de faisceau égale (BPP de 2,5 mm*mrad) découpe deux fois plus vite des tôles d’aluminium de 1 mm d’épaisseur. Des gains significatifs sont obtenus dans la découpe d’autres métaux - acier, inox, cuivre, laiton - mais dans de moindres pro-portions que pour l’aluminium. Les utilisa-teurs ont obtenu également des meilleures qualités de découpe (vitesse, rugosité) dans le cas de tôles plus épaisses. Sur l’inox de 6 et 8 mm le gain de vitesse de découpe est de 50 % avec une diode directe de 2 kW.
Comment expliquez-vous ces performances ?
Le dispositif de réglage rapide et pro-grammable de la qualité du faisceau
explique, entre autres, ces résultats. L’utilisateur peut régler finement cette qualité en fonction de l’épaisseur à découper et adapter la vitesse ainsi que la qualité de coupe à une puissance donnée. Moyennant quoi, le même laser permet d’atteindre les vitesses les plus élevées aussi bien en faible épaisseur avec un BPP de 4 mm*mrad qu’en forte épaisseur avec un BPP de 10 mm*mrad. La techno-logie diode directe offre dorénavant une alternative pertinente aux lasers disque et fibre pour les applications de découpe et de soudage. TeraDiode propose par exemple, des lasers diode de 6 et 8 kW avec un BPP de 6 mm*mrad sur une fibre de 120 µm et de lasers diode de 1 et 2 kW avec un BPP de 2,5 mm*mrad sur une fibre de 50 µm. Des sources qui assurent un rendement électrique de 45 %, contre 30 à 35 % pour le laser fibre, et une insensibilité totale aux retours de fais-ceau. Ce qui facilite l’usinage des métaux hautement réfléchissants. Ajoutons que la conception de diodes directes est plus simple que celle des lasers disque ou fibre. De plus, ces solutions sont faciles à intégrer et leur prix est compétitif. Elles disposent ainsi d’une fibre de process qui peut être déconnectée et les modules peuvent être remplacés chez l’utilisateur.
Quelles sont les perspectives de ces solutions ?
Je pense que les fournisseurs de laser diode continueront leurs développements pour améliorer encore cette technologie. Les ingénieurs de TeraDiode prévoient par exemple, d’ajouter d’autres longueurs d’onde (2 µm à 5 µm) qui permettront la découpe et le soudage des polymères. Et ils continueront, comme les autres acteurs du marché, à travailler pour pouvoir offrir des puissances et des qualités de faisceau supérieures à celles existantes.
Les sources TeraDiode combinent plusieurs modules ou lames de diodes de 1 kW. Une configuration qui a une longueur d’onde de 970 nanomètres (proche de celle des lasers fibre ou disque) et est capable d’assurer une puissance totale de 8 kW. Source : TeraDiode
oelheld technologies SAS • Technopôle de Forbach-Sud • 140, Avenue Jean-Eric Bousch57600 Oeting • Téléphone : +33 (0)3.87.90.42.14 • Télécopie : +33 (0)3.87.84.66.91E-mail : [email protected] • Internet : www.oelheld.fr
Votre spécialiste pour :vos fluides diélectriques, huiles de coupe, de rectification, de découpage-emboutissage etlubrifiants de forge à chaud.
Ainsi que les incontournables : Vomat, système de filtration fine.Déshuileur, pour prolonger la durée de vie de vos lubrifiants réfrigérants.
Déshuileur
oelheld technologies SAS • Technopôle de Forbach-Sud • 140, Avenue Jean-Eric Bousch57600 Oeting • Téléphone : +33 (0)3.87.90.42.14 • Télécopie : +33 (0)3.87.84.66.91oelheld technologies SAS • Technopôle de Forbach-Sud • 140, Avenue Jean-Eric Bouschoelheld technologies SAS • Technopôle de Forbach-Sud • 140, Avenue Jean-Eric Bousch
041115_micronora.indd 1 03.03.2016 16:46:11

M i c ro n o ra i n fo r m a t i o n s N ° 1 4 3 - M a i 2 0 1 7 - 19
→ → →
FOCUS ENTREPRISE
Mondialement réputé pour ses solutions de mesure de très grande précision, le groupe anglais a mis à profit son savoir-faire étendu pour se diversifier dans de nombreux autres domaines, comme la robotique médicale ou la fabrication additive. 1973… L’aventure technologique du groupe Renishaw a débuté il y a plus de quarante ans quand un jeune ingénieur visionnaire, David McMurtry (aujourd’hui Sir David McMurtry), invente le premier palpeur 3D. Ce système de mesure conçu pour les besoins de contrôle des composants du Concorde fera date dans l’industrie et sera plébiscité par les utilisa-teurs. Il révolutionnera en effet, la mesure 3D en autorisant pour la première fois le contrôle extrêmement précis des pièces usinées et des assemblages. Et c’est en 1979 qu’il rejoin-dra John Deer, son ancien collègue de Rolls-Royce, pour créer la société Renishaw qui rachètera huit ans plus tard les brevets du palpeur au constructeur de moteurs d’avion. C’est le point de départ d’un développement tous azimuts dans le domaine de la mesure, avec l’innovation d’un nombre incalculable de solutions très prisées par les utilisateurs. "Nous proposons aussi bien des capteurs pour les machines-outils qui automatisent le contrôle des réglages et la mesure des pièces pendant le cycle de production que des inter-féromètres laser pour évaluer les performances des équipements ainsi que des codeurs pour le contrôle précis des mouvements", précise Ben Taylor, Assistant Chief Executive de Renishaw.
Devenu un groupe d’envergure mondiale, Renishaw couvre aujourd’hui bien d’autres domaines d’application. "Nos équipes de R & D, qui disposent d’un budget conséquent (14 à 18 % du chiffre d’affaires), ont mis au point des systèmes pour la production des prothèses den-taires, des microscopes Raman pour l’analyse spectrale des matériaux, des technologies de jaugeage, des machines pour la fabrication additive, des systèmes de mesure et de contrôle laser, des solutions de bridage…", énumère le responsable. Des systèmes qui consti-tuent de véritables ruptures technologiques, comme le comparateur Equator qui utilise la cinématique d’un robot Delta pour accélé-rer les opérations d’inspection. Une solution qui permet une réduction sensible des coûts de fabrication, qui peuvent atteindre dans
certains cas les 30 %. Des développements assurés notamment en Grande Bretagne, à New Mills dans le comté de Gloucester, où le groupe a établi son siège dans un moulin du 19 ème siècle qui était utilisé à la fabri-cation des vêtements en laine. Superbement res-tauré, ce dernier abrite également le Centre d’innovation Renishaw.
Une véritable ruche de l’innovation, ce dernier s’étend sur 153 000 m2 et a nécessité un inves-tissement de 20 millions de livres. Inscrite dans l’ADN de Renishaw, l’innovation a permis au groupe de se diversifier dans un bon nombre de domaines qui ont le vent en poupe, comme l’industrie médicale.
Les dispositifs robotisés pour la neurochirur-gie conçus par ses ingénieurs sont parmi les meilleurs au monde et allient la très haute pré-cision avec la fiabilité et la rentabilité. "Utilisé déjà dans plus de 10 000 interventions neuro-chirurgicales au monde, le robot stéréotaxique neuromate est le premier à utiliser un guidage optique, explique Paul Skinner, responsable de la Neurogical Product Division de Renishaw. Une solution certifiée CE et aux Etats-Unis, qui a fait ses preuves dans des hôpitaux en France, Grande Bretagne, Allemagne, Perou, Qatar…".
Renishaw : le maître du micron
Les chiffres clés (2016)Chiffre d’affaires : 436,6 millions de LivresEffectif du groupe : 4 286 employésCroissance sur les six premiers mois de l’exercice 2016/2017 : 21 %Investissements dans les usines : 9,5 millions de Livres70 filiales dans 35 paysInvestissements R & D : 16 % du chiffre d’affaires
Le robot neuromate est destiné à la neurochirurgie de haute précision. Source : MS
Le système Revo 2 assure un contrôle optique sur 5 axes des pièces complexes. Source : MS

ISO 14001 : 2004
BUREAU VERITASCertification
N° 191 247 B

M i c ro n o ra i n fo r m a t i o n s N ° 1 4 3 - M a i 2 0 1 7 - 21
FOCUS ENTREPRISE
Associé à ce robot, le module neurolocate réa-lise un calage sans cadre, mais avec la préci-sion d'un calage avec cadre. En effet, il n'exige aucune fixation de marqueurs sur les os ou la peau et permet de réaliser le calage en peropé-ratoire à l'aide d'un appareil de radiographie/CT (computer tomography) mobile. Toujours dans le domaine de la santé, le groupe assure des prestations dans la fabrication des prothèses dentaires avec un système de CFAO dédié et du diagnostic des maladies infectieuses. La fabrication de tous ces produits innovants est assurée dans différentes localisation au
monde et notamment en Grande Bretagne et en Irlande dans des usines hautement auto-matisées. Comme celle de Stonehouse qui exploite l’un des plus grands parcs de centres d’usinage Mazak en Europe. Des installa-tions qui profitent du savoir-faire des équipes Renishaw qui ont mis au point les automa-tismes de ces machines, un système original baptisé Renishaw's Automated Milling, Turning, and Inspection Centre (RAMTIC). Et bien sûr, les systèmes de mesure de haute précision. Ultramoderne également, une autre usine, celle de Stone, a été remise au goût du jour pour
fabriquer les machines de fabri-cation additive. Un domaine stratégique pour le groupe anglais. "Nous avons mis en place un réseau mondial de centres de solutions dédiés à la fabri-cation additive pour répondre aux besoins locaux", explique Marc Saunders, le directeur de cette organisation. Fort de ses savoir-faire diversifiés, le groupe propose l’ensemble de moyens nécessaires pour industriali-ser le processus de fabrication additive. Comme les machines
SLM 250 et 500 ou les systèmes de contrôle de processus, mais aussi les moyens de mesure, de finition, de traitement thermique, de ges-tion de la poudre, etc. "Pour exploiter à fond le potentiel de la fabrication additive il faut néan-moins l’appliquer à des pièces conçues spécifi-quement pour cette approche", avertit l’expert. À bon entendeur, salut… ]www.renishaw.fr
R&D, PRODUITS ET SOUS-TRAITANCE FABRICATION ADDITIVE
3DCeram propose un service d'expertises techniquesForte de son expertise dans le domaine bio-médical, la société française 3DCeram pro-pose à ses clients un service de sous-traitance technique : 3DCeram Medical Certification (3DCMC). Dispensé lors de l'achat de pâte hydroxyapatite fournie par ce spécialiste dans le domaine des matériaux et procédés d'im-pression 3D d'objet céramique, cette offre entièrement packagée permet aux clients de bénéficier d'une expertise clé en mains. Ils gagnent ainsi du temps dans leurs démarches pour obtenir l'homologation et la certifica-tion CE, pour la fabrication d'implants en hydroxyapatite. Ce matériau, utilisé de préfé-rence sur les machines Ceramaker fabriquées par 3DCeram, permet de réaliser des implants ou substituts osseux non résorbables et uti-lisables dans différentes parties du corps :
maxillo-facial, rachis... "Cette expertise com-plète (évaluant la biocompatibilité, le test cli-nique, etc.) est unique et exclusive", précise Richard Gaignon, co-dirigeant de 3DCeram. Rappelons que 3DCeram développe depuis 2001 une technologie unique d'implants crâniens biocéramiques sur mesure à partir du fichier 3D obtenu directement à partir
du scanner du patient. Cette technique assure la fabrication d'implants biocompa-tibles durables, adaptés à la morphologie du patient et conformes à la demande du chirurgien, éliminant ainsi la nécessité d'une greffe. Elle aide également à réduire le temps d'opération et d'hospitalisation du patient. ]www.3Dceram.com
Dispensée lors de l'achat de pâte hydroxyapatite maison, cette offre entièrement packagée permet aux clients de bénéficier d'une expertise clé en mains. Source : 3DCeram
Rensihaw exploite dans son usine de Stonehouse l’un des plus grand parc de centres d’usinage Mazak en Europe, automatisés avec le système maison RAMTIC. Source : MS
Les machines de fabrication additive sont construites comme des véritables machines-outils dans l’usine ultramoderne de Stone. Source : MS

Céramiques & moteurs piézoélectriques
M O T I O N | P O S I T I O N I N G
M I C R O S C O P I E · I M A G E R I E · A É R O N A U T I Q U E · R E C H E R C H E · I N D U S T R I E · D É F E N S E
Micro & Nano Positionnement
Hexapodes & Robotique
PI France SAS · 04 42 97 52 30 · [email protected] · www.pi.ws
Moteurs magnétiques Nanométrologie

M i c ro n o ra i n fo r m a t i o n s N ° 1 4 3 - M a i 2 0 1 7 - 23
Le Département de Recherche TPCIM (Technologie des Polymères et Composites & Ingénierie Mécanique) d’IMT Lille Douai et ARMINES pilote depuis octobre 2016 le projet BIOHARV (textiles biosourcés piézoélectriques pour la production d’énergie électrique). Doté d’un budget de plus de deux millions d’Euros, ce projet vise la mise au point des prototypes de récupérateurs d’énergie mécanique (REM) pour la production d’énergie électrique adap-tée aux capteurs/objets connectés de faible puissance. Ce projet pourrait à terme ouvrir des perspectives intéressantes aux PME du textile et de la plasturgie dans des marchés innovants à forte valeur ajoutée. Le dévelop-pement est basé sur l’utilisation de matériaux piézoélectriques et notamment des poly-mères biosourcés piézoélectriques, reconnus pour leurs avantages en termes de souplesse, de facilité de mise en forme et de coût. Les techniques de la plasturgie et du textile sont au cœur de ce projet pour développer des dis-positifs REM 100 % en polymère via des fibres textiles piézoélectriques imprégnées multi-
composants. Il s’agit également de dévelop-per une expertise locale sur l’ensemble de la chaîne de fabrication/caractérisation de prototypes REM 100 % polymère. La contri-bution d’IMT Lille Douai à travers son dépar-tement de recherche TPCIM et d’Armines porte principalement sur la mise au point
de formulations avancées (nanocomposites, mélanges de polymères, plastification…) par des techniques d’extrusion (réactive) ainsi que leurs caractérisations morphologiques, structurales, physico-chimiques et thermo-mécaniques. ]http://tpcim.mines-douai.fr
Récupérateurs d’énergie mécanique
Le projet BIOHARV vise la mise au point des prototypes de récupérateurs d’énergie mécanique (REM) pour la production d’énergie électrique adaptée aux capteurs/objets connectés de faible puissance.
Des alliages métalliques pour les applications exigeantesPrès d’un siècle après sa naissance, Stainless est toujours spécialisée dans la distribution d’alliages métalliques à hautes performances.
Sa large gamme de produits est aujourd’hui distribuée dans le monde entier à partir de sa plateforme de Dannemarie-sur-Crète, en région Bourgogne Franche-Comté, qui est aussi le siège de l’entreprise. Ses clients sont de grands donneurs d’ordres de l’aéro-nautique, des microtechniques, du médical et de l’automobile. Pour mieux couvrir les besoins de ses clients, Stainless a racheté en juin 2016 la société Früchtl Kronos GmbH. Basée à Esslingen am Neckar, dans le Baden-Württemberg (Allemagne), cette dernière est un distributeur majeur des alliages spéciaux destinés aux marchés de l’automobile, de l’industrie mécanique et du médical. Cette acquisition intervient un an après la reprise de
la société Heptal (Paris), spécialiste du titane et ses alliages, et dont les activités ont été récem-ment relocalisées sur la principale base logis-tique du groupe en Franche-Comté. L’avenir est aussi dans la pointe de mire de l’entreprise qui s’intéresse activement au marché de la fabrication additive. En effet, ses principaux partenaires comptent parmi les pionniers des alliages en poudre et les ingénieurs de Stainless dialoguent en permanence avec les principaux centres de recherche. Pour mieux satisfaire les besoins dans cette nouvelle démarche de fabrication utilisée aussi bien dans le médical que dans les microtechniques, l’aéronautique ou l’automobile… ]www.stainless.eu
Les plans de contrôle définis avec les producteurs sont renforcés par des tests (chimiques, mécaniques, ultrasons…) et des contrôles réception effectués par Stainless. Source : Stainless
R&D, PRODUITS ET SOUS-TRAITANCE PLASTURGIE ET TEXTILE
R&D, PRODUITS ET SOUS-TRAITANCE MÉTALLURGIE

JOURNÉES NATIONALES DES PROCÉDÉS LASER POUR L’INDUSTRIE 13 & 14 SEPTEMBRE 2017 – Palais des Congrès – Strasbourg
JNPLI 2017
Les lasers pour l’Industrie du Futur, Fabrication additive métallique & polymère, Assemblage de matériaux dissimilaires, Texturation & traitement de surface, Usinage & découpe de matériaux transparents, Suivi et contrôle de procédés, Mise en forme & délivrance de faisceau, Nouveaux développements laser, Lasers ultrabrefs de forte puissance moyenne, Conversion de fréquence.
En partenariat avec www.laserenligne.fr
XM-60L’évaluation simultanée des défauts
Mesure les six degrés de liberté à partir d’un seul montage dans n’importe quelle orientation.
Pour plus d’informations: www.renishaw.fr/xm60
• Rapide – six fois plus rapide que les techniques interférométriques conventionnelles.
• Simple – la détection automatique du signe et l’alignement graphique minimisent les erreurs humaines.
• Sécurisant – mesure directement toutes les erreurs; visualisation des résultats du test durant la mesure.
• Capable – système unique de mesure optique du roulis. Mesure dans n’importe quelle orientation.
Renishaw S.A.S. 15 rue Albert Einstein, Champs sur Marne, 77447, Marne la Vallee, Cedex 2, FranceT +33 1 64 61 84 84 F +33 1 64 61 65 26 E [email protected]
www.renishaw.fr
Renishaw XM-60 advert 110x175 0217_FR.indd 1 06/02/2017 16:35:23

M i c ro n o ra i n fo r m a t i o n s N ° 1 4 3 - M a i 2 0 1 7 - 25
Chariots robotisés simples à installer
Les solutions de manutention robotisées sont un des élé-ments importants de l’usine numérique et font leurs preuves dans de nombreuses applications d’automatisation des flux logistiques. Fenwick-Linde propose ainsi des chariots robo-tisés équipés de la technologie de géo-guidage conçue par Balyo. Commercialisée sous le nom de Fenwick Robotics et développée en collaboration avec ce dernier, cette solution permet un processus d’installation à la fois simple et rapide. Contrairement aux systèmes de guidage traditionnels (filo-guidage, réflecteurs laser, plots magnétiques…), les chariots Fenwick Robotics "driven by Balyo" n’imposent aucun balisage spécifique du site et ne requièrent aucune infrastructure sup-plémentaire. La navigation s’appuie sur la reconnaissance des caractéristiques structurelles existantes telles que les murs, les rayonnages ou les piliers. Cette solution est plus économique, très simple à installer et peut facilement s’adapter aux change-ments de configuration de l'environnement. Aussi, les chariots robotisés s’intègrent aisément dans l’environnement existant ce qui permet un déploiement progressif si les besoins évoluent. ]www.fenwick-linde.comwww.balyo.com
Les procédés industriels sous la loupe
L'édition 2017 des Journées Nationales des Procédés Laser pour l'Industrie (JNPLI) se tiendra les 13 et 14 septembre 2017 au Palais des Congrès de Strasbourg (France). "Cet évènement dédié aux procédés laser industriels et à leurs avancées, propose un tour d’horizon des dernières innovations dans ce domaine", souligne John Lopez, président du Club Laser & Procédés (CLP), organisateur de la manifestation en partenariat avec l'European Materials Research Society (E-MRS) et l’Irepa Laser. Sponsorisé par Icube et l'Université de Strasbourg, l’évènement mettra en avant plusieurs thèmes qui sont dans l’air du temps, comme l’importance des lasers pour l’Industrie du Futur ou la fabrica-tion additive métallique & polymère. Les spécialistes débattront aussi autour de sujets comme l’assemblage de matériaux dis-similaires, la texturation et le traitement de surface, l’usinage et la découpe de matériaux transparents, le suivi et le contrôle de procédés, la mise en forme et la délivrance de faisceau… Les nouveaux développements laser, les lasers ultra-brefs de forte puissance moyenne et la conversion de fréquence ne manqueront pas à ce "menu" très riche. "Le programme des conférences est organisé autour de sessions thématiques et de temps d’échanges entre les participants", précise John Lopez. Cette nouvelle édition se tient dans le cadre d'Espace Laser 2017, le Salon Européen des Procédés Laser pour l'Industrie du Futur. Résolument industriel, ce salon est le seul rendez-vous en France dédié aux matériaux et techniques laser pour l’industrie. Il présente toutes les techniques de production par laser et les nouvelles technologies de fabrication additive pour le déve-loppement et la production rapide de pièces complexes et de produits personnalisés. ]www.laserenligne.fr
Les JNPLI mettront en avant plusieurs thèmes qui sont dans l’air du temps, comme l’importance des lasers pour l’Industrie du Futur ou la fabrication additive métallique & polymère. Source : Irepa Laser
Doté du système de géo-guidage conçu par Balyo, le gerbeur L-Matic L HP dispose d’une capacité de charge de 1,2 tonne et d’une vitesse qui peut aller jusqu’à 1,6 m/s, avec ou sans charge. Source : Fenwick Robotics
R&D, PRODUITS ET SOUS-TRAITANCEMANUTENTION
R&D, PRODUITS ET SOUS-TRAITANCELASER

M i c ro n o ra i n fo r m a t i o n s N ° 1 4 3 - M a i 2 0 1 7 - 27
Réduction sensible du coût des outils La technologie d'ébauche Waveform de Vero Software permet, comparée aux stratégies traditionnelles, une économie d’envi-ron 150 000 Euros sur les outils de coupe pour la fabrication de 1 000 pièces. Des résultats obtenus avec un outil Seco Tools de 20 mm et des composants en acier EN24. "La durée de vie d'un outil dépend de la manière dont il est utilisé dans le processus d'usinage", explique Wesley Tonks, responsable des partenariats stratégiques de Vero. "En utilisant toute la hauteur de coupe de l'outil, la techno-logie Waveform offre plus de stabilité, une charge sur l'outil réduite ainsi qu'une meilleure évacuation des copeaux, assurant une usure uniforme de l'outil. L'outil peut ainsi être réutilisé plusieurs fois."
La technologie d’ébauche proposée par l’éditeur prolonge la durée de vie des outils à chaque utilisation. Par exemple, pendant les essais, un outil à 416 Euros a été réutilisé quatre fois, avec 275 minutes entre chaque utilisation. La durée de vie totale de l'outil passe donc d’une heure avec l'usinage traditionnel à plus de dix-huit heures avec la technologie Waveform. L'ébauche dyna-mique accélère également l'opération, réduisant le temps de cycle de 22,5 minutes à 7,5 minutes. Sur une production de 1 000 pièces avec l'usinage traditionnel, les coûts des outils s'élevaient à 156 252 Euros et ont été réduits à 4 814 Euros avec l'ébauche dyna-mique. Même pour la découpe du titane, l'ébauche dynamique pro-longe la durée de vie de l'outil qui passe de 2,5 heures à 6 heures, avec trois réutilisations, soit une économie de 50 082 Euros pour 1 000 composants usinés. La technologie Waveform de Vero Software avait été développée initialement pour le module de frai-sage puis de tournage du logiciel de FAO Edgecam. Aujourd’hui, les produits Alphacam, WorkNC et plus récemment VISI en sont munis. En plus des économies réalisées grâce à la charge outil constante, l'ébauche dynamique offre des taux d'enlèvement de matière net-tement plus élevés, des vibrations de l'outil minimum, des vitesses plus élevées. De plus, les trajectoires d'outils lissées sans change-ment brutal de direction maintiennent la vélocité de la machine. ]www.vero-software.fr
Pour les usinages polyvalents
Présenté à Micronora 2016, le centre d'usinage multi-process 508MT2 Linear de Willemin-Macodel met en œuvre de 6 à 8 axes et est équipé d'un passage-barre de 37 mm avec extension possible jusqu'à 65 mm. Ce centre de tournage-fraisage bénéficie d'une contre-broche orientable avec axe C, et/ou d'un étau bas-culant de reprise pour les pièces prismatiques. Ainsi, la broche de fraisage peut finir automatiquement les pièces les plus complexes de toutes configurations, dans le volume imparti. Doté d'entraînement direct
sur tous les axes, la machine du constructeur suisse dispose de moteurs linéaires sur les axes X, Y, Z et d’un moteur-couple sur les axes rotatifs. Le 508MT2 Linear présente une haute dynamique et des performances d’usinage hors normes. ]www.willemin-macodel.com
Avec la technologie d’ébauche dynamique Waveform le parcours d’outil est automatiquement ajusté pour compenser les fluctuations de charge. Source : Vero Software
Très véloce, le centre de tournage-fraisage 508MT2 Linear dispose d’une broche de fraisage qui peut finir automatiquement les pièces les plus complexes. Source : Willemin-Macodel
R&D, PRODUITS ET SOUS-TRAITANCEMACHINE-OUTIL
R&D, PRODUITS ET SOUS-TRAITANCECFAO
BRÈVE TRAITEMENT THERMIQUE www.codere.ch
Des fours pour applications exigeantes Spécialisée dans la construction de fours industriels pour le traitement thermique des métaux ferreux, non ferreux et précieux, la société Codere propose des solutions sur mesure et économiques. Avec un volume de 9 litres, le four sous vide HT-S1 répond aux exigences les plus sévères de traitement thermique pour un budget minimum. Particulièrement bien adaptée à la réalisation de petites pièces, cette solution est simple à utiliser et s’installe dans un espace réduit. Facile à déplacer, le four HT-S1 répondra aux impératifs de produc-tion les plus variés. Autre équipement innovant : le four de trempe à l'huile type 170. Conçu pour répondre aux besoins de l’industrie horlogère haut de gamme, ce dernier est capable de traiter sous atmosphère protectrice de très petites pièces et répond égale-ment, aux exigences les plus sévères.
Capables de fonctionner dans des conditions d’utilisation sévères, les fours conçus par Codere assurent un traitement thermique de grande qualité. Ici le four sous vide HT-S1. Source : Codere

M i c ro n o ra i n fo r m a t i o n s N ° 1 4 3 - M a i 2 0 1 7 - 29
Usinage de très haute précision
La famille de machine d’électroérosion à fil Robocut α-CiB de Fanuc comporte trois modèles : les Robocut α-C400iB et α-C600iB ainsi que la Robocut α-C800iB, une machine présentée pour la première fois en France au salon Micronora 2016. Le modèle α-C600iB garde ses dimensions précédentes, alors que le modèle α-C400iB voit ses courses augmenter (400 x 300 x 255 mm) avec une capacité de charge de 500 kg. Le nouveau modèle α-C800iB propose une zone de coupe de 800 x 600 x 310 mm et une capacité de charge de 3 000 kg, ce qui va permettre à la série Robocut de répondre aux besoins d’usi-nage de pièces très volumineuses. Et comme toutes les Robocut, l’α-C800iB présente la surface au sol la plus réduite de sa catégorie. Le générateur reçoit le nouveau "Fanuc Pulse Control", qui autorise une gestion encore plus fine de l’étincelle de découpe. La conception symétrique du bâti en fonte nervurée de la machine a été optimisée afin d’améliorer la rigidité ainsi que la stabilité thermique. Objectif : répondre aux très hautes exigences de précisions actuelles. Les machines α-CiB bénéficient de la dernière version de la série CNC 31i-WB et de l’interface homme / machine à écran tactile. ]www.fanuc.eu
Microscope pour des inspections difficiles
Les utilisateurs peuvent trouver dans la gamme de Dino Lite France des microscopes numériques puissants, polyvalents et portables pour leurs travaux d’inspection dans des applications variées. Comme l’AM7915MZTL qui fait partie de la gamme de micros-copes à longue distance de travail (LWD). Avec sa large plage de grossissement (de 10 à 140x), il est adapté à une vaste gamme d'applications où la distance par rapport à l'échantillon ou bien un plus grand champ de vision sont nécessaires. Avec sa fonction de plage dynamique étendue (EDR), les détails des zones plus sombres ou plus claires de l'échantillon peuvent être révélés par l'empilement d'images à différents niveaux d'exposition. La fonc-tion de profondeur de champ étendue (EDOF) empile elle-aussi automatiquement les images à différents niveaux de mise au point pour les synthétiser en une seule et améliorer ainsi la profondeur de champ sur des surfaces rugueuses, irrégulières ou sujettes à relief. La fonction AMR (lecture automatique du grossissement sur le logiciel) est adaptée lorsque les fonctions de mesure sont fréquemment utilisées. ]www.dinolitefrance.fr
Dotée d’une commande numérique à écran tactile, la machine d’électroérosion Robocut α-C800iB est adaptée aux besoins d’usinage de pièces très volumineuses. Source : Fanuc
Le microscope AM7915MZTL dispose d’un filtre de polarisation intégré, ce qui lui permet d’inspecter facilement des objets brillants ou réfléchissants, tels que le métal, le verre, les bijoux, l'électronique, etc. Source : Dino Lite France
R&D, PRODUITS ET SOUS-TRAITANCEMESURE
R&D, PRODUITS ET SOUS-TRAITANCEMACHINE-OUTIL
Solution de contrôle rapide et précise
Spécialisée dans le développement d’équipe-ments de mesure par procédés optiques, la société Holo3 propose le capteur plein champ Polymap. Ce dernier fournit la cartographie 3D de petites surfaces (1 cm²) dans un temps très court. La sensibilité du procédé permet la mesure de reliefs inférieurs au micromètre
avec des résultats très similaires à ceux obte-nus par un interféromètre de lumière blanche ou un profilomètre mécanique. La mesure effectuée avec ce capteur innovant ne prend que quelques secondes et l’utilisateur n’a pas besoin de positionner précisément la sur-face à mesurer. Ses principales applications industrielles sont la mesure de la rugosité et de la micro-géométrie de surfaces usinées ou rectifiées.
Ce capteur associe rapidité, simplicité de mise en œuvre et précision. Source : Holo3
BRÈVE MESURE www.holo3.com
Intermetal-Page_pub-Mi143.indd 1 20/03/2017 09:58

Tél.: +33 (0)1 48 16 57 39
Fax: +33 (0)1 48 16 57 46
[email protected] Linéaires Tables de Positionnement

M i c ro n o ra i n fo r m a t i o n s N ° 1 4 3 - M a i 2 0 1 7 - 31
Fraisage et meulage de céramiquesLa céramique est très appréciée dans de nombreux domaines indus-triels pour ses qualités. L’usinage de petites pièces en céramique à haute résistance est cependant un défi majeur pour de nombreuses entre-prises, ce qui les oblige à mettre au point des processus complexes. Avec la solution de fraisage et de rectification 5 axes simultanés développée par Kern Microtechnik GmbH sur sa machine Micro Céramic cette tâche devient plus facile et plus précise. Les utilisateurs peuvent ainsi aborder sans soucis la production de céramiques et d'autres matériaux durs tels que le verre ou des métaux difficiles à usiner. Comme des vitesses extrêmement élevées sont indispensables pour le meulage, la machine a été dotée d’une broche HSK20 qui atteint jusqu'à 70.000 tr/min et dispose d’un arrosage par le centre de l’outil. Une cen-trifugeuse assure la filtration effi-cace du liquide de refroidisse-ment. La stabilité thermique de la machine assurée grâce à un sys-tème original de gestion de la température permet de garder en permanence une pré-cision de +/- 0,2°C. La Micro Céramic offre une vitesse des axes linéaires de 30 m/min, une précision de positionnement des axes linéaires de +/- 0,5 µm, un couple maximal de l'axe de rotation de 648 Nm, une sur-face occupée au sol d’environ 3 x 1,5 m. Elle accepte une taille maximale de la pièce de 350 mm (diamètre) x 200 mm. ]www.kern-microtechnik.com
Formation gratuite sur Internet
Spécialiste de la robotique collaborative, Universal Robots propose un ensemble de formations en ligne sur la programmation des robots. Baptisé Universal Robots Academy, ces modules veulent rendre l’automatisation accessible à un plus grand nombre d’entreprises. Les modules axés sur la pratique sont proposés gratuitement et sont élaborés pour fournir un apprentissage concret via des simulations interactives. Apprendre à configurer et programmer un robot collabo-ratif, ou cobot, ne nécessite plus d’avoir accès à un robot ou un cours de formation en situation réelle. Désormais, toute personne intéressée par l’apprentissage des concepts de la cobotique peut se connecter à l’Universal Robots Academy et suivre le cursus d’initiation qui permet de maîtriser les compétences de programmation de base. Le cursus de formation, disponible en anglais, en espagnol, en allemand, en français et en chinois, se compose de six modules de formation en ligne qui constituent l’enseignement de base sur la programmation des robots d’Universal Robots. Il comprend la configuration des effec-teurs terminaux, la connexion des E/S, la création de programmes de base et l’ajout de fonctions de sécurité à une application. ]www.universal-robots.com/fr/academy/
Attrapez la règle, mesurez la bride de l’outil et saisissez la valeur sur l’écran suivant. Les modules de l’Universal Robots Academy sont interactifs et orientés sur la pratique. Source : Universal Robots
La Micro Céramic est pilotée par une commande numérique Heidenhain TNC 640 et dispose d’un magasin d'outils de 101 places (avec changeur interne de 30 pièces) ou 209 places. Source : Kern
R&D, PRODUITS ET SOUS-TRAITANCEROBOTIQUE
R&D, PRODUITS ET SOUS-TRAITANCEPRODUCTION
Texturation d’un dispositif médical implantable
Irepa Laser a été consulté pour mettre au point une texture aux propriétés superhydro-phobes pour un fabricant de dispositifs médi-caux implantables (DMI). Ses spécialistes ont étudié différentes textures micro-usinées avec des sources laser à impulsion ultra courte et a sélectionné après caractérisation, le motif permettant d’obtenir les meilleurs effets de super-hydrophobie sur des substrats plans en
titane "médi-cal". Cette tex-ture a ensuite été transférée en 3D sur la sur-face de dispo-sitifs médicaux implantables, leur conférant de ce fait ces fonctions superhydrophobes. Cette fonctionnalisation a permis d’allonger significativement la durée de vie de ces dispo-
sitifs. Selon les spécialistes du centre de trans-fert technologique, les avantages du procédé sont multiples. Il assure la fonctionnalisation 3D et l’homogénéité des textures en 3D, tout en étant disponible sur tous les matériaux et sans altérations, mais aussi sur des pièces finies et sans reprise, …
La texturation laser de dispositifs médicaux implantables leur confère des fonctions superhydrophobes et permet ainsi d’allonger significativement la durée de vie de ces dispositifs. Source : Irepa Laser
BRÈVE USINAGE LASER www.irepa-laser.com

M i c ro n o ra i n fo r m a t i o n s N ° 1 4 3 - M a i 2 0 1 7 - 33
Ensacheuse automatique polyvalenteLa machine SpeedPack Hybrid mise au point par Poly Pack assure aussi bien le condition-nement à partir de sachets préformés en rouleaux Rollbag ou sachets compatibles que celui à partir de gaine tubulaire avec la fabrication du sachet et la présentation de
celui-ci pour l’ensachage. L’opérateur peut la commander avec une pédale ou par bou-ton poussoir et elle assure le remplissage du sachet, en cycle automatique. L’utilisateur peut, en option, l’incorporer dans un sys-tème automatique d'alimentation par bol
vibrant, compteurs ou peseuse. Son fonc-tionnement est simple. En mode sachets en rouleaux Rollbag ou sachets compatibles, ceux-ci sont avancés et présentés ouverts par un jet d'air sous une goulotte d'ali-mentation. Après remplissage, le sachet est soudé, détaché et évacué automatique-ment, puis aussitôt le sachet suivant est mis en place. En mode gaine, celle-ci est auto-matiquement prédécoupée et ouverte sur la face avant, la soudure du fond du sac est effectuée et le sachet est présenté pour le remplissage, comme pour le mode en sachet préformé. Il faut noter qu’il n’y a aucun réglage à faire pour synchroniser l’ouverture et la soudure du fond. Les changements de formats s'effectuent rapidement : moins de 1 à 2 minutes suffisent pour le changement de largeur de gaine ou de sacs et quelques secondes pour souder la longueur de sacs à partir de gaine. ]www.emballages-polypack.com
Rapide et simple à fonctionner, cette solution d’ensachage automatique assure un changement de format de gaines ou de sacs en moins de deux minutes. Source : Poly Pack
R&D, PRODUITS ET SOUS-TRAITANCE EMBALLAGE
Spécialisé dans les solutions métrologiques ultra-précises, optiques, sans contact et 3D, RedLux propose l’OptiLux SD. Instrument de vérification et de mesure des surfaces optiques destiné aux sites de production et de distribution d’éléments optiques, ce der-nier est basé sur les standards de mesure MIL-PRF-138308, ANSI/OEOSC OP1 et ISO 10110-7. Il combine un capteur optique de haute résolution avec un déplacement sur les axes X et Y automatisé. Ceci permet une séquence de mesure et d’analyse totalement indépendante de l’intervention de l’opéra-teur. L’OptiLux SD élimine ainsi complètement toute subjectivité liée à l’opérateur pour l’éva-luation et la vérification des états de surfaces optiques. De plus, elle offre un temps de cycle très réduit par rapport à ceux des machines existantes. Grâce au contrôle précis de tous les paramètres de mesure, cette combinaison
hardware/software offre une répétabi-lité sensiblement améliorée par rapport aux solu-tions précédentes. L’évaluation de la qualité de surface et l’édition du rap-port qualité "bon vs mauvais" est entièrement pris en charge par le programme pro-priétaire. Pour une intégration facile et homogène dans le processus d’inspection, OptiLux SD offre une large gamme de solutions de chargement. La calibration est effectuée à partir de n’importe
quel échantillon préalablement calibré et conforme à l’un des standards de référence. ]www.redlux.net/products#OptiLuxSD
Pour la vérification des éléments optiques
Avec cet instrument la vérification et la mesure des surfaces optiques est totalement indépendante de l’intervention de l’opérateur. Source : RedLux
R&D, PRODUITS ET SOUS-TRAITANCE MESURE

Entrepreneuriat & Business• Incubateur-pépinière d’entreprises technologiques• 1 Pôle de compétitivité MICROTECHNIQUE• 2 clusters : aéronautique & santé• Fonds d’amorçage, capital-risque, mentorat…• iXblue, Breitling, Cartier, Carl Zeiss meditec, Sophysa, Statice, Vix technology
Recherche & Innovation• Bioingénierie cellulaire et tissulaire• Investigation Clinique• Ingénierie des microsystèmes, temps-fréquence, optique• Plateformes technologiques : microfabrication,
bioproduction
Talents & Campus• 21 000 étudiants• Université d’excellence I-SITE• 2 écoles d’ingénieurs: microtechnique et biomédical• 1 centre de linguistique appliquée
TEMIS, ACCÉLÉRATEUR DE CROISSANCE
UR
www.temis.org
f e d e r
JC.A
UG
É n
Cré
dits
pho
tos
: DR
-Ja
ck V
arle
t, M
. Ben
jam
in -
FE
MTO
ST
- P
hoto
cop
tere
- 2
017
SMART SYSTEMS USINE 4.0
DISPOSITIFS MÉDICAUX
SPATIAL
HORLOGERIEDÉFENSE

M i c ro n o ra i n fo r m a t i o n s N ° 1 4 3 - M a i 2 0 1 7 - 35
Pour manipuler les petites piècesLa pince de préhension rotative électrique EGS de Schunk facilite le passage d’une solution de manipu-lation pneumatique à une solution mécatronique. Premier module à com-biner la préhension et la rotation mécatronique en un seul système compact, ce composant standard au prix attractif et nécessitant peu de maintenance ouvre la voie pour des installations à haute efficacité exemptes de système pneumatique. La combinaison entre la préhension et la rotation brevetée par le construc-teur, permet des rotations continues sans joint tour-nant électrique. Sa mise en service est extrêmement simple. L’angle de rota-tion et la force de serrage peuvent être réglés indépen-damment et directement sur le module. La détection est possible grâce à des capteurs de proximité inductifs. L’ensemble de l’électronique de régulation et de puissance des moteurs est directement intégré au module. Ceci évitant l’utilisation de commandes externes et une programmation supplémentaire. La pince rotative EGS a un couple de 0,04 Nm et un angle de rotation réglable entre 40° et 290°. La force de préhension est de 30 N et la course par doigt est de 3 mm. Le temps de rotation est de 0,18 s/180° et le temps de préhension de 0,05 s/course. ]www.fr.schunk.com
Unités à tiroir compactes Conçus par Meusburger pour l'implantation des formes complexes en espaces réduits, ces composants prêts au montage ont une grande résistance à l'usure ainsi que d'excellentes propriétés de glissement. Le degré élevé de précision lors de la conception et de la production de ces unités garantit une sécurité de fonction-nement maximale. Les grands rayons d'angle des unités à tiroir compactes rectangulaires assurent une implantation simple et sûre. On évite ainsi la réalisation coûteuse de sécurités anti-rotation.
Le tiroir avec revêtement DLC – en acier 1.2343 trempé à 54 HRC – offre non seulement une résistance à l'usure très importante mais aussi les meilleures propriétés de glissement. Les tiroirs sont par-faitement adaptés au polissage miroir grâce à la qualité ESR. L'ajustage de la précontrainte du tiroir est facile à réaliser à l'aide de la plaquette d'ajustage comprise dans la livraison. Les unités à tiroir compactes sont proposées en deux versions, avec trois versions pour chaque type. Le type E 3360 peut être monté simplement et rapidement depuis le plan de joint ou par l'arrière de la plaque. Pour l'emploi en espace très réduit Meusburger propose également l'unité à tiroir compacte E 3330. Pour chaque type il est possible de réaliser le montage tourné de 180°. Cela permet de gagner encore d'avantage de place pour des buses chauffantes ou des circuits de régulation. ]www.meusburger.com
Véritable système mécatronique breveté, cette pince combine la préhension avec la rotation, ce qui permet des rotations continues sans joint tournant électrique. Source : Schunk
Ces unités à tiroir prêtes au montage ont une grande résistance à l'usure ainsi que d'excellentes propriétés de glissement. Source : Meusburger
R&D, PRODUITS ET SOUS-TRAITANCEOUTILLAGE
R&D, PRODUITS ET SOUS-TRAITANCEAUTOMATISATION
Tornos propose un tour automatique d'entrée de gamme possédant cinq axes linéaires et deux axes C pour usiner des barres de diamètre 25,4 mm. Extrêmement puissante, la machine Swiss DT 26 est conçue pour supporter aisé-ment des usinages importants. Sa vaste zone d'usinage favorise l'évacuation des copeaux et son peigne modulaire, unique dans cette gamme de machines, rend très facile le mon-
tage d'un appareil de tourbillonnage ou de poly-gonage. Flexible et facile à utiliser, elle offre un retour sur investissement rapide, un atout dans l’environnement économique actuel.
Capable de travailler avec ou sans canon, ce tour automatique dispose d’une cinématique
cinq axes adaptée aux opérations de tournage ou de fraisage des pièces longues ou courtes.
Source : Tornos
BRÈVE MACHINE-OUTIL www.tornos.com
Tour automatique flexible et facile à utiliser
Entrepreneuriat & Business• Incubateur-pépinière d’entreprises technologiques• 1 Pôle de compétitivité MICROTECHNIQUE• 2 clusters : aéronautique & santé• Fonds d’amorçage, capital-risque, mentorat…• iXblue, Breitling, Cartier, Carl Zeiss meditec, Sophysa, Statice, Vix technology
Recherche & Innovation• Bioingénierie cellulaire et tissulaire• Investigation Clinique• Ingénierie des microsystèmes, temps-fréquence, optique• Plateformes technologiques : microfabrication,
bioproduction
Talents & Campus• 21 000 étudiants• Université d’excellence I-SITE• 2 écoles d’ingénieurs: microtechnique et biomédical• 1 centre de linguistique appliquée
TEMIS, ACCÉLÉRATEUR DE CROISSANCE
UR
www.temis.org
f e d e r
JC.A
UG
É n
Cré
dits
pho
tos
: DR
-Ja
ck V
arle
t, M
. Ben
jam
in -
FE
MTO
ST
- P
hoto
cop
tere
- 2
017
SMART SYSTEMS USINE 4.0
DISPOSITIFS MÉDICAUX
SPATIAL
HORLOGERIEDÉFENSE

M i c ro n o ra i n fo r m a t i o n s N ° 1 4 3 - M a i 2 0 1 7 - 37
Décapant très efficaceConcentré très puissant à base aqueuse conçu pour décaper la corrosion, le tartre et les oxydes de fer, de carbone, d’inox, d'acier, de cuivre, d'aluminium, de magnésium ainsi que leurs alliages, le VpCI-426 éclaircit également l'aluminium et le cuivre. Cette solution mise au point par Interface Technologies couvre une très large gamme d’applications allant du décapage de la rouille des métaux ferreux à la préparation des surfaces en aluminium avant anodisation, peinture et électrodéposition.
Elle élimine les oxydes de laiton, bronze, cuivre, zinc, magnésium ou d’alliages de magnésium. L’utilisateur réduit ainsi ses coûts de préparation de surface et peut assurer les opérations de déca-page dans les zones qui ne peuvent pas être sablées ou nettoyées avec des outils électriques. Non toxique et sans nitrite, le produit est disponible sous forme de poudre ou liquide. Une fois la corro-sion retirée, il est conseillé d’utiliser le VpCI-414 pour évacuer les résidus et éviter la corrosion flash. ]www.interface-technologies.com
Un solvant adapté à tous les métaux
Conçu pour les applications de dégraissage en machine hermétique sous vide avec des solvants de type A3, le Renoclean MVS 8015 a été élaboré par Fuchs Lubrifiant en collaboration avec les constructeurs de ce type d’équipements. Ce solvant isoparaffinique se distingue par un haut pouvoir dégraissant, une grande stabilité en exploitation et une parfaite compatibilité avec tout type de métaux. Il possède une plage de distillation basse et très étroite qui a été optimisée pour une meilleure séparation des polluants lors de la phase de distillation. Ce qui permet d’améliorer les performances de séchage des pièces et d’obtenir un meilleur rendement énergétique des installations. Ses caractéristiques techniques assurent la propreté de la pièce et un fonctionnement optimal des installations lors des opérations de dégraissage. Les systèmes de nettoyage en solvant A3 sont très couramment utilisés dans de nombreux secteurs d'activité : décolletage, découpage-emboutissage, automobile, aéronautique, médical, optique, horlogerie, visserie ainsi que les industries méca-niques et micromécaniques, électriques, électroniques… ]www.fuchs.fr
Le décapant VpCI-426 mis au point par Interface Technologies couvre une très large gamme d’applications et réduit les coûts de préparation de surface. Source : Interface Technologies
Destiné à de nombreux secteurs d’activité, ce solvant améliore les performances de séchage des pièces et le rendement énergétique des installations. Source : Fuchs Lubrifiant
R&D, PRODUITS ET SOUS-TRAITANCELUBRIFICATION
R&D, PRODUITS ET SOUS-TRAITANCETRAITEMENT DE SURFACE
Dépolissage facile et rapide
L’industrie horlogère, la lunetterie, la bijoute-rie et l’orfèvrerie sont à la recherche de pro-duits capables d’assurer le nettoyage des micro-pièces. La solution aqueuse d’Inventec Performance Chemicals répond à ce besoin en assurant le dépolissage d’une large gamme de matériaux et de types de pièces. Le PromocleanTM TP 1111 est utile pour un premier nettoyage facile et rapide de la pâte à polir, sans laisser de taches ni de résidus. Son secret : des qualités de rinçage hors normes.
Pour une finition parfaite, en complément du PromocleanTM TP 1111, il est possible d’utiliser le PromocleanTM TP 1112 ou encore le TP 1114. Grâce à leur pouvoir pénétrant, ils nettoient les pièces à géométrie complexe, sablées ou micro-billées tout en donnant une protection tempo-raire à la pièce. L’avantage économique de ces produits : une consommation réduite grâce à la faible concentration utilisée dans les bains.
BRÈVE TRAITEMENT DE SURFACE www.inventec.dehon.com
Grâce à leur pouvoir pénétrant, cette solution aqueuse originale nettoie les pièces à
géométrie complexe, sablées ou micro-billées. Source : Inventec Performance Chemicals

M i c ro n o ra i n fo r m a t i o n s N ° 1 4 3 - M a i 2 0 1 7 - 39
HEIDENHAIN invente l’atelier connectéLes objets connectés sont en pleine expansion et ils ont déjà envahi notre quotidien. Le temps est venu pour que les ateliers profitent eux aussi des avancées numériques. Qu’à cela ne tienne, Heidenhain invente l’atelier connecté. Entretien avec Ioannis Vafiadis, responsable Commandes Numériques chez Heidenhain France.
Micronora Informations :L’échange de données entre l’atelier et les autres services de l’entreprise est un enjeu crucial, mais il est hélas, souvent déficient. Que faire ?
Ioannis VafiadisPour les opérateurs de machines expéri-mentés, il a toujours été clair que l'ate-lier est le cœur même de l'entreprise. Pourtant, ce dernier se trouve encore trop souvent en marge du réseau informatique de l'entreprise. Heidenhain remédie à cette situation grâce à son groupe de fonctions "Connected Machining", qui facilite la mise en réseau de la commande TNC avec tous les services de l’entreprise impliqués dans le processus de production. Grâce à ces fonctions, les commandes numé-riques gèrent des demandes de fabrication de manière complètement numérique et assurent la communication en réseau des machines-outils de l’atelier avec les autres services de l’entreprise. Résultat : les don-nées sont plus facilement exploitables, les workflows plus rapides et les processus transparents. Ce qui améliore sensible-ment la fabrication, car l’atelier fait alors partie intégrante d'une chaîne de proces-sus efficace.
Quel en sont les bénéfices pour l’atelier ?
Avec l'option Remote Desktop Manager par exemple, l’opérateur peut accéder à toutes les données dont il a besoin sur la machine, directement depuis la commande : dessins techniques, données de CAO, programmes CN, données d'outils, consignes de travail, listes de composants, informations sur le stock et e-mails... Le gain de temps est indéniable.
Par exemple, quand il appelle des applications de CAO/FAO directement depuis la commande TNC pour récupérer des données manquantes, le processus est beaucoup plus rapide. Il n’a plus besoin de compter sur des tiers pour obtenir certaines informations. Ce qui constitue un énorme avantage, notamment lorsque l'équipe de nuit et l'équipe du week-end travaillent, alors que les équipes de conception et de gestion des commandes ne sont pas présentes. Il est en outre tout à fait envisageable d'effectuer un retour d'informations, dans l'autre sens, auprès de toutes les personnes impliquées dans le processus. En leur indi-quant par exemple, les données de coupe ou les valeurs de passes qui ont été adap-tées à posteriori dans l’atelier. La liaison entre les machines-outils équi-pées de commandes TNC et les systèmes de gestion de la production est assurée par l'interface Heidenhain DNC. Cette interface automatise le flux de données qui circule entre la machine-outil et les terminaux de contrôle, une condition indispensable pour l'intégration verticale des machines-outils dans les systèmes informatiques de l’entre-prise. Il est ainsi possible de gagner en transparence dans la production, dès le pre-mier lot fabriqué, mais aussi d'améliorer le respect des délais impartis dans la gestion des commandes clients.
Et quels en sont les gains pour l’entreprise ?
Les avantages d'une telle mise en réseau sont considérables. Un exemple : si vous avez augmenté les données de coupe et les valeurs de passes d'un usinage dans l'atelier pour accélérer le processus par rapport à
ce qui a été planifié, vous serez ravi de ne pas perdre l'avantage de ce bénéfice en permettant au service logistique de s'adap-ter à cette nouvelle donne. Le système de gestion de la production se chargera alors de la mise en œuvre de ce changement : les nouvelles pièces brutes et les outils frères seront mis à disposition plus vite, les pièces finies seront retirées plus rapidement de la machine et le service des expéditions sera informé de la mise à disposition anti-cipée du produit. Il n'y a plus de goulots d'étranglement dans votre chaîne de fabri-cation et vous pouvez livrer le produit plus tôt que prévu. Non seulement votre client sera content, mais vous pourrez en plus vous autoriser une plus grande marge de manœuvre dans la planification d'autres commandes clients… ]www.heidenhain.fr
L’ENTRETIEN DE MICRONORA
MIC18-Journal_de_la_prod-A4.indd 1 20/03/2017 10:01

Impr imer ie de ChampagneZ. I . Les F ranch ises - 52200 LANGRES
Contact commerc ia l : 03 25 87 73 13 - Fax : 03 25 87 73 10
E -mai l : contact@impr imer ie -champagne.com
Votre imprimeur agit pour l’environnement
F L A S H A G E C T P
I M P R E S S I O N O F F S E T F E U I L L E S E T R O T A T I V E S
R E L I U R E
F A Ç O N N A G E
R O U T A G E
pub IPPAC IC 210X297bis.indd 1 05/11/14 10:04

Tél. (33) 03 29 87 41 75
Une gamme de machines robotisées
SPINNER TTC Tour de précision Multi-axes Décolletage de pièces techniques en grandes séries
SPINNER U5-620Centre d'usinage 5 axes Fraisage de pièces techniques de moyennes et grandes dimensions
SPINNER PD Tour d’hyper précision
Tournage de pièces techniques de micromécanique
Distributeur
www.realmeca.com











![L’axiomatique et Les robots d’Isaac Asimov · Isaac Asimov, Les robots [1950], Paris, Éditions J’ai lu, 2001, p. 5. Tangence, no 68, hiver 2002, p. 89-100. *Tangence 68 6/07/04](https://img.pdfslide.fr/doc/110x75/60ab120f0b19e05cac034da1/laaxiomatique-et-les-robots-daisaac-asimov-isaac-asimov-les-robots-1950.jpg)













![[Fondation-7]Terre Et Fondation - Asimov,Isaac](https://img.pdfslide.fr/doc/110x75/55cf8539550346484b8bd6ac/fondation-7terre-et-fondation-asimovisaac.jpg)