Embed Size (px)
Citation preview

PHILIPPE LAPOINTE
DÉVELOPPEMENT D’UN COMPOSITE
MAGNÉTIQUE DOUX AVEC REVÊTEMENT DE
FERRITE NANOMÉTRIQUE
Mémoire présenté
à la Faculté des études supérieures de l’Université Laval
dans le cadre du programme de maîtrise en génie de la métallurgie
pour l’obtention du grade de maître ès science (M. Sc.)
DÉPARTEMENT DE GÉNIE DES MINES, DE LA MÉTALLURGIE ET DES
MATÉRIAUX
FACULTÉ DES SCIENCES ET DE GÉNIE
UNIVERSITÉ LAVAL
QUÉBEC
2010
© Philippe Lapointe, 2010

ii
Résumé
Les moteurs électriques, les transformateurs, les électroaimants et autres appareils
électriques nécessitent des matériaux qui sont en mesure de canaliser les lignes de champ
magnétique tout en limitant les pertes qu’elles entraînent. Les matériaux utilisés à cet
escient sont appelés matériaux magnétiques doux. Un des moyens utilisé pour limiter les
pertes dans ces matériaux est d’augmenter leur résistivité. Pour y arriver, on unit des
matériaux très résistifs à des matériaux ferromagnétiques. On obtient ainsi des composites
magnétiques doux.
Depuis plus de 100 ans, le type de composite magnétique doux le plus utilisé consiste en un
empilement de tôles de fer laminées séparées par un matériau isolant. Ces matériaux sont
très efficaces mais ont leur lot d’inconvénients. Depuis quelques années, une nouvelle
technique s’appuyant sur la métallurgie des poudres a été développée. Elle consiste à
envelopper des particules de fer d’un matériau isolant et de les compacter. On obtient ainsi
un matériau qui peut être très résistif.
Ce projet avait pour but de développer un composite magnétique doux à base de poudre
métallique dont le matériau isolant serait de la ferrite NiZn nanométrique. Pour y arriver
deux techniques ont été étudiées. La première consistait à recouvrir les particules de fer par
placage de la ferrite et la seconde consistait à ajouter nanoparticules de ferrite NiZn à la
poudre de fer. Les résultats ont permis de constater que les deux techniques pouvaient être
utilisées pour le développement de composite magnétiques doux. Plus spécifiquement, on a
obtenues des pertes magnétiques de 11,9 W/kg et de 93 W/kg à 60 Hz et 400 Hz
respectivement pour les échantillons préparés par placage de la ferrite et de 13,5 W/kg et de
137 W/kg à 60Hz et 400 Hz respectivement pour les échantillons préparés par ajout de
nanoparticules.

iii
Abstract
Electric motors, transformers, electromagnets and many other electric devices require
materials that can provide a path for magnetic field lines while minimizing losses that they
generate. Materials used for these applications are called soft magnetic materials. One way
to minimize losses in such materials is to increase their resistivity. In order to do so, highly
resistive materials are coupled with ferromagnetic materials. These are called soft magnetic
composites.
For more than one hundred years, the most common type of soft magnetic composite was
made by stacking sheets of rolled iron separated by a thin layer of insulating materials.
These were very simple and efficient but also had their share of drawbacks. During the last
decades, a new technique based on powder metallurgy was developed. It consists in coating
iron particles with an isolating material prior to compaction. This type of materials can be
highly resistive.
The objective of this project was to develop a soft magnetic composite using metal powders
in which the insulating materials would be nanometric NiZn ferrite. Two different
techniques were studied in order to achieve this goal. The first one consists in coating iron
powders with NiZn ferrite using ferrite plating and the second one consists adding
nanoparticles to iron powder. The results obtained throughout this study showed that these
two techniques could certainly be used to develop metal powder based soft magnetic
composites. More specifically, magnetic weight losses of 11,9 W/kg and 93 W/kg were
obtained at 60 Hz and 400 Hz respectively for components prepared using the ferrite
plating technique while losses of 13,5 W/kg and 137 W/kg were obtained at 60 Hz and 400
Hz respectively for components prepared by adding ferrite nanoparticles.

iv
Avant-propos
Je désire remercier sincèrement mon directeur monsieur Carl Blais pour son support et son
encadrement moral et professionnel tout au long de ce projet et ceux qui ont précédé. Il est
la raison pour laquelle j’ai continué mon cheminement en métallurgie.
Un merci particulier à mon co-directeur monsieur Sylvain Pelletier du Centre National de
Recherches du Canada (CNRC), de même qu’à ses collaborateurs messieurs Yannig
Thomas et Maxime Gauthier pour les nombreuses discussions fructueuses sur le projet. Je
souhaite également remercier monsieur Claude Gélinas chez Rio Tinto Metal Powders pour
les nombreuses connaissances qu’il m’a transmises au sujet des composites magnétiques
doux.
Par ailleurs, je désire remercier profondément tous les techniciens qui m’ont assisté dans ce
projet. Notamment, Marie-Josée Bouchard pour son implication dans le projet et toutes les
techniques de chimie qu’elle m’a enseignées. Également, Maude Larouche pour tout son
support au cours des dernières années. J’aimerais aussi remercier les professeurs du
département de génie des mines, de la métallurgie et des matériaux de l’Université Laval
avec qui j’ai eu plusieurs collaborations : messieurs Diego Mantovani, Houshang Darvishi-
Alamdari, Edward Ghali et Daniel Larouche de même que monsieur Richard Laplante.
De plus, je remercie tous mes collègues du laboratoire de métallurgie des poudres de
l’Université Laval (LAMPOUL). Merci pour leur soutien, leur présence et leur
collaboration : François Beaudet, Bernard Tougas, Nicolas Giguère, Jean Desbiens et
Étienne Robert-Perron.
Je remercie du fond du cœur mes parents, mes frères et mes amis pour leur support
inconditionnel tout au long de ce projet, de mes études et plus encore. Et finalement un
énorme merci à ma conjointe, Eve-Marie Babeu-Pelletier, pour son soutien, en particulier
dans les derniers miles du projet.

v
Table des matières
Résumé ................................................................................................................................... ii
Abstract ................................................................................................................................. iii
Avant-propos ......................................................................................................................... iv
Table des matières .................................................................................................................. v
Liste des tableaux ................................................................................................................... ix
Liste des figures ...................................................................................................................... x
1 – Introduction ....................................................................................................................... 1
2 – État des connaissances ...................................................................................................... 4
2.1 – Propriétés magnétiques .............................................................................................. 4
2.1.1 – Concepts fondamentaux ...................................................................................... 5
2.1.2 – Comportements magnétiques .............................................................................. 6
2.1.2.1 – Diamagnétisme ............................................................................................ 6
2.1.2.2 – Paramagnétisme ........................................................................................... 7
2.1.2.3 – Ferromagnétisme ......................................................................................... 8
2.1.2.4 – Antiferromagnétisme ................................................................................. 10
2.1.2.5 – Ferrimagnétisme ........................................................................................ 10
2.1.3 – Pertes dans les matériaux magnétiques ............................................................. 12
2.1.3.1 – Boucle d’hystérésis .................................................................................... 12
2.1.3.2 – Pertes par hystérésis ................................................................................... 16
2.1.3.3 – Pertes excédentaires ................................................................................... 17
2.1.3.4 – Pertes classiques ........................................................................................ 17
2.1.4 – Matériaux magnétiques durs ............................................................................. 19
2.1.5 – Matériaux magnétiques doux ............................................................................ 19
2.2 – Composites magnétiques doux ................................................................................ 20
2.2.1 – Empilements de laminés ................................................................................... 21
2.2.2 – Poudres isolées électriquement ......................................................................... 22
2.3 – Métallurgie des poudres ........................................................................................... 24
2.3.1 – Fabrication de la poudre ................................................................................... 24
2.3.2 – Préparation des mélanges.................................................................................. 26
2.3.3 – Compaction ....................................................................................................... 27
2.3.4 – Frittage .............................................................................................................. 28

vi
2.3.5 – Applications ...................................................................................................... 31
2.4 – Ferrites ..................................................................................................................... 32
2.4.2 – Technique conventionnelle de mise en forme des ferrites ................................ 33
2.4.2.1 – Préparation de la poudre ............................................................................ 33
2.4.2.2 – Compaction ................................................................................................ 35
2.4.2.3 – Frittage ....................................................................................................... 35
2.4.3 – Autres techniques .............................................................................................. 37
2.4.4 – Placage de la ferrite........................................................................................... 37
2.4.4.1 – Électrodéposition ....................................................................................... 38
2.4.4.2 – Déposition autocatalytique ........................................................................ 40
2.4.4.3 – Principe du placage de la ferrite ................................................................ 41
2.4.4.4 – Nouveaux développements ........................................................................ 44
2.4.4.5 – Applications ............................................................................................... 45
3 – Méthode expérimentale ................................................................................................... 49
3.1 – Placage de ferrite ..................................................................................................... 49
3.1.1 – Choix de la méthode de déposition ................................................................... 49
3.1.1.1 – Première technique .................................................................................... 50
3.1.1.2 – Deuxième technique .................................................................................. 53
3.1.1.3 – Modification de la deuxième technique ..................................................... 54
3.1.2 – Choix du traitement de surface ......................................................................... 57
3.1.2.1 – Conditions expérimentales ......................................................................... 57
3.1.2.2 – Vérification du traitement de surface ......................................................... 58
3.1.3 – Amélioration du traitement thermique .............................................................. 62
3.1.3.1 – Atmosphère ................................................................................................ 62
3.1.3.2 – Température ............................................................................................... 63
3.1.4 – Autres paramètres ............................................................................................. 65
3.1.4.1 – Tamisage .................................................................................................... 65
3.1.4.2 – Compaction à tiède .................................................................................... 67
3.2 – Ajout de nanoparticules ........................................................................................... 68
3.2.1 – Ajout de nanoparticules à sec ........................................................................... 69
3.2.2 – Ajout de nanoparticules avec phase liquide ...................................................... 71
3.2.3 – Ajout d’une grande quantité de nanoparticules ................................................ 72
4 – Résultats .......................................................................................................................... 74
4.1 – Placage de la ferrite .................................................................................................. 74

vii
4.1.1 – Choix de la méthode déposition........................................................................ 74
4.1.1.1 – Première technique .................................................................................... 75
4.1.1.2 – Deuxième technique .................................................................................. 79
4.1.1.3 – Deuxième technique modifiée ................................................................... 81
4.1.2 – Choix du traitement de surface ......................................................................... 85
4.1.2.1 – Traitement de surface ................................................................................. 85
4.1.2.2 – Vérification du traitement de surface ......................................................... 88
4.1.3 – Amélioration du traitement thermique .............................................................. 92
4.1.3.1 – Atmosphère ................................................................................................ 92
4.1.3.2 – Température ............................................................................................... 96
4.1.4 – Autres paramètres ........................................................................................... 104
4.1.4.1 – Tamisage .................................................................................................. 104
4.1.4.2 – Compaction à tiède .................................................................................. 106
4.2 – Ajout de nanoparticules ......................................................................................... 107
4.2.1 – Ajout de nanoparticules à sec ......................................................................... 108
4.2.2 – Ajout de nanoparticules avec une phase liquide ............................................. 118
4.2.3 – Ajout d’une grande quantité de nanoparticules .............................................. 121
5 – Discussion ..................................................................................................................... 125
5.1 – Placage de la ferrite ................................................................................................ 125
5.1.1 – Choix de la méthode de déposition ................................................................. 125
5.1.1.1 – Comparaison entre les deux premières techniques .................................. 126
5.1.1.2 – Technique retenue .................................................................................... 128
5.1.2 – Choix du traitement de surface ....................................................................... 131
5.1.2.1 – Comparaison entre les traitements de surface .......................................... 131
5.1.2.2 – Comparaison avec la technique de M. Abe ............................................. 139
5.1.3 – Amélioration du traitement thermique ............................................................ 144
5.1.3.1 – Atmosphère .............................................................................................. 144
5.1.3.2 – Température ............................................................................................. 146
5.1.4 – Autres paramètres ........................................................................................... 151
5.1.4.1 – Tamisage .................................................................................................. 151
5.1.4.2 – Compaction à tiède .................................................................................. 152
5.1.5 – Importance de la résistivité ............................................................................. 154
5.1.6 – Comparaison entre les différentes techniques ................................................ 155
5.2. – Ajout de nanoparticules ........................................................................................ 156

viii
5.2.1 – Ajout de nanoparticules à sec ......................................................................... 156
5.2.2 – Ajout de nanoparticules avec une phase liquide ............................................. 159
5.2.3 – Ajout d’une grande quantité de nanoparticules .............................................. 160
6 – Conclusion .................................................................................................................... 163
7 – Travaux futurs ............................................................................................................... 166
8 – Bibliographie ................................................................................................................ 168
Annexe A – Calcul des caractéristiques du revêtement ...................................................... 171
Annexe B – Protocole d’utilisation de la boîte à gants pour l’utilisation de nanoparticules
............................................................................................................................................ 177
Annexe C – Protocole pour la compaction de poudre contenant des nanoparticules ......... 180

ix
Liste des tableaux
Tableau 1 – Perméabilité et Tc de certains éléments ferromagnétiques ................................. 9 Tableau 2 – Exemples de conditions de frittage en P/M [18] ............................................... 29 Tableau 3 – Quelques statistiques concernant le marché de la M/P [18] ............................. 31 Tableau 4 – Résistivité de matériaux ferromagnétiques [21] ............................................... 32
Tableau 5 – Influence des conditions d’électrolyse sur la microstructure [29] .................... 39 Tableau 6 – Conditions expérimentales pour l’étude du traitement de surface .................... 58 Tableau 7 – Concentrations et temps de mélange pour l’ajout de nanoparticules à sec ....... 70 Tableau 8 – Caractéristiques du revêtement pour la deuxième technique modifiée ............ 82 Tableau 9 – Traitement de surface : Caractéristiques du revêtement ................................... 85
Tableau 10 – Traitement de surface : Densité et résistivité .................................................. 86
Tableau 11 – Traitement de surface : Composition atomique en surface ............................ 87 Tableau 12 – Traitement de surface : État de l’oxygène ...................................................... 88 Tableau 13 – Vérification du traitement de surface : Résistivité, densité et résistance en
flexion ................................................................................................................................... 89 Tableau 14 – Vérification du traitement de surface : Composition atomique en surface ..... 90
Tableau 15 – Vérification du traitement de surface : État de l’oxygène .............................. 91 Tableau 16 – Vérification du traitement de surface : Propriétés magnétiques ..................... 92 Tableau 17 – Atmosphère : Résistivité, densité et résistance en flexion .............................. 93
Tableau 18 – Atmosphère : Propriétés magnétiques ............................................................ 95 Tableau 19 – Température : Résistivité, densité et résistance en flexion ............................. 97
Tableau 20 – Température : Propriétés magnétiques .......................................................... 104 Tableau 21 – Tamisage : Résistivité, densité et résistance en flexion ................................ 105
Tableau 22 – Tamisage : Propriétés magnétiques .............................................................. 105 Tableau 23 – Compaction à tiède : Résistivité, densité et résistance en flexion ................ 106
Tableau 24 – Compaction à tiède : Propriétés magnétiques ............................................... 107 Tableau 25 – Ajout de ferrite à sec : Résistivité, densité et résistance en flexion .............. 108 Tableau 26 – Ajout de ferrite avec acétone : Résistivité, densité et résistance en flexion . 118
Tableau 27 – Ajout de 5%-m de ferrite : Résistivité, densité et résistance en flexion ....... 121 Tableau 28 – Ajout de 5%-m de ferrite : Propriétés magnétiques ...................................... 123
Tableau 29 – Comparaisons des échantillons avec et sans revêtement .............................. 154

x
Liste des figures
Figure 1 – Effet de l'application d'un champ magnétique externe [5] .................................... 6 Figure 2 – Orientation des moments atomiques dans un domaine magnétique [5] ................ 8 Figure 3 – Orientation des moments atomiques dans le MnO [5] ........................................ 10 Figure 4 – Structure cristalline de type spinelle [4] .............................................................. 11
Figure 5 – Orientation des moments magnétiques dans différents types de matériaux ........ 12 Figure 6 – Domaines magnétiques dans un monocristal de fer [5] ...................................... 12 Figure 7 – Courbe d’aimantation initiale [5] ........................................................................ 13 Figure 8 – Boucle d’hystérésis .............................................................................................. 14 Figure 9 – Courants induits lors du déplacement d’une paroi de Bloch ............................... 16
Figure 10 – Courants induits par un champ magnétique variable ........................................ 18
Figure 11 – Boucles d’hystérésis caractéristiques de matériaux magnétiques dur et doux .. 20 Figure 12 – Propagation des courants de Foucault dans un empilement de laminés ............ 21 Figure 13 – Courants de Foucault dans un CMD à base de poudres métalliques A) sans
contact fer-fer B) avec contacts fer-fer ................................................................................. 23 Figure 14 – Chambre d’atomisation à l’eau .......................................................................... 25
Figure 15 –Poudre de fer atomisée à l’eau observée au MEB à A) 100X et B) 500X ......... 26 Figure 16 – Cycle de compaction en M/P [18] ..................................................................... 28 Figure 17 – Formation de ponts lors du frittage [18] ............................................................ 30
Figure 18 – Four à courroie en continu pour la M/P [18] ..................................................... 30 Figure 19 – Schéma simplifié du montage expérimental requis pour le placage ................. 38
Figure 20 – Principe du placage de la ferrite [37] ................................................................ 42 Figure 21 – Placage de ferrite à l’aide de la technique « Spin-Spray » [43] ........................ 46
Figure 22 – Traçage de motifs de ferrite à l’aide de laser [43] ............................................. 47 Figure 23 – Schéma du montage de la première technique .................................................. 52
Figure 24 – Schéma du montage de la deuxième technique ................................................. 54 Figure 25 – Schéma du montage de la technique retenue ..................................................... 56 Figure 26 – Profil thermique de l’essai vérifiant le traitement de surface ............................ 61
Figure 27 – Zones riches en ferrite observées au MEB en mode ERD ................................ 66 Figure 28 – Particules de la première technique observées au MEB en mode ERD ............ 75
Figure 29 – Particules d’ATOMET 580 observée au MEB en mode ES ............................. 75 Figure 30 - Spectre DRX de la poudre obtenue à partir de la première technique ............... 76 Figure 31 – Coupe transversale d’une poudre de la première technique en mode ERD au
MEB ...................................................................................................................................... 77 Figure 32 – Précipités au MEB ............................................................................................. 78
Figure 33 – Spectre DRX des précipités présentés à la Figure 32 ........................................ 78
Figure 34 – Particules de la deuxième technique observées au MEB en mode ERD ........... 79
Figure 35 - Coupe transversale d’une particule de la deuxième technique en mode ERD au
MEB ...................................................................................................................................... 80 Figure 36 – Spectre DRX de la poudre de la deuxième technique ....................................... 81 Figure 37 – Particules de la dernière technique observées au MEB en mode ERD ............. 83 Figure 38 – Coupe transversale d’une particule de la dernière technique observée au MEB
en mode ERD ........................................................................................................................ 83

xi
Figure 39 – Spectre DRX de la poudre de la dernière technique. ........................................ 84
Figure 40 – Échantillons 1 (A) et 2 (B) observés au MEB en mode ERD ........................... 90
Figure 41 – Échantillons 1 (A) et 2 (B) observés au MEB en mode ERD ........................... 94 Figure 42 – Coupe transversale d’une poudre au MEB en mode ERD ................................ 95 Figure 43 – Résultats de calorimétrie différentielle à balayage ............................................ 96 Figure 44 – Résistivité en fonction de la température du traitement thermique ................... 98 Figure 45 – Spectre DRX de la poudre avant traitement thermique ..................................... 99
Figure 46 – Spectre DRX de la poudre après traitement thermique ................................... 100 Figure 47 – Échantillons avant (A) et après (B) traitement thermique au MET ................ 101 Figure 48 – Revêtement avant traitement thermique au MET ............................................ 102 Figure 49 – Revêtement après traitement thermique au MET ............................................ 102 Figure 50 – Fragments du revêtement au MET .................................................................. 103
Figure 51 – Fragments du revêtement au MET .................................................................. 103 Figure 52 – Nanoparticules de ferrite au MEB en mode ES .............................................. 109
Figure 53 – Mélange 3 observé au MEB en mode ERD .................................................... 110
Figure 54 – Mélange 7 observé au MEB en mode ERD .................................................... 110
Figure 55 – Agglomérat de nanoparticules de ferrite au MEB en mode ES ...................... 111 Figure 56 – Spectre rayons X de l’agglomérat illustré à la Figure 55 ................................ 112
Figure 57 – Surface d’une particule de fer au MEB en mode ES ....................................... 113 Figure 58 – Surface d’une particule d’ATOMET 580 sans nanoparticules au MEB en mode
ES ........................................................................................................................................ 113
Figure 59 – Surface d’une particule de fer au MEB en mode ES ....................................... 114 Figure 60 – Surface de particules de fer des mélanges 1 (A) et 5 (B) au MEB .................. 115
Figure 61 – Lubrifiant observé au MEB en mode ES......................................................... 116 Figure 62 - Coupe transversale au microscope optique (A) et au MEB en mode ERD (B)
............................................................................................................................................ 117
Figure 63 – Contacts entre des particules de fer observées au MEB à en mode ES ........... 118
Figure 64 – Derniers mélanges au MEB en mode ERD avec (A) et sans liant (B) ............ 119 Figure 65 – Derniers mélanges au MEB en mode ES avec (A) et sans liant (B) ............... 120 Figure 66 – Amas de nanoparticules au MEB en mode ES avec (A) et sans liant (B) ....... 121
Figure 67 – Mélange comportant 5%-m de ferrite au MEB en mode ERD ....................... 122 Figure 68 - Coupe transversale au microscope optique (A) et au MEB en mode ERD (B)
............................................................................................................................................ 123 Figure 69 – Loi des mélanges ............................................................................................. 135 Figure 70 – Relation entre la résistivité et l’épaisseur des revêtements ............................. 135 Figure 71 – Relation entre la concentration totale en O
2- et la résistivité ........................... 138
Figure 72 – Comparaison des microstructures obtenues par A) placage et B) ajout de
nanoparticules ..................................................................................................................... 162

1
1 – Introduction
Une grande gamme d’applications électromagnétiques ont recourt à des circuits
magnétiques. C’est le cas notamment des moteurs électriques, des transformateurs et des
électroaimants. Le rôle de ceux-ci est de canaliser le flux magnétique de manière à
maximiser l’induction. Dans le cas où on travaille avec un champ magnétique continu, les
pertes sont très faibles ou inexistantes. Pour cette raison, les matériaux utilisés sont des
matériaux présentant une grande induction à saturation et une grande perméabilité. C’est le
cas par exemple du fer et de certains de ses alliages. Les matériaux employés dans la
fabrication de circuits magnétiques sont appelés matériaux magnétiques doux (MMD).
Cependant, lorsque l’on utilise un champ magnétique variable, des pertes importantes
apparaissent et on doit avoir recourt à un autre type de matériau pour limiter ces dernières.
Les matériaux en questions sont appelés composites magnétiques doux (CMD) et consistent
en un mélange d’un matériau magnétique doux tel que le fer et d’un autre matériau très
résistif. L’union de ces deux types de matériaux permet de limiter les pertes associées au
champ magnétique variable.
Il existe deux grandes catégories de CMD qui correspondent en fait à deux façons
différentes d’unir le matériau ferromagnétique au matériau résistif : les empilements de
tôles laminées séparées par une mince couche d’isolant et les poudres métalliques revêtues
d’un matériau isolant. La première technique a été proposée par Thomas Edison il y a plus
de cent ans et depuis son invention elle est de loin la technique la plus employée dans la
fabrication de circuits magnétiques. La deuxième technique quant à elle a aussi été
proposée il y a très longtemps, toutefois la mécanique de l’époque ne permettait pas son
application. Pour cette raison, elle n’a réellement commencée à être étudiée et employée
qu’à partir des années 1980.
Il existe plusieurs méthodes pour isoler les poudres métalliques les unes des autres. Le
matériau isolant utilisé pour recouvrir les poudres est soit fait d’un matériau organique
comme un polymère ou d’un matériau céramique. Bien que les poudres recouvertes de

2
polymère peuvent donner des propriétés très intéressantes, celles recouvertes d’un matériau
céramique ont tendance à donner de meilleurs résultats parce qu’ils permettent d’obtenir
des revêtements plus minces, donc une densité de pièce plus élevée, et parce qu’ils
permettent de faire des traitements thermiques à plus haute température. Néanmoins, dans
un cas comme dans l’autre, les composites magnétiques doux à base de poudres métalliques
tendent à donner des propriétés magnétiques inférieures aux empilements de tôles laminées,
en particulier à des fréquences plus basses (60 Hz – 400 Hz). La principale raison
expliquant ce phénomène est que lors de la compaction des poudres métalliques le
revêtement isolant se déforme ou se brise, ce qui entraîne la formation de contacts entre les
poudres. Ces contacts sont le principal obstacle à l’amélioration des propriétés des CMD
s’appuyant sur la métallurgie des poudres.
Avec les années, certaines techniques ont permis d’éviter ces contacts interparticulaires et
d’atteindre des pertes magnétiques aussi faibles que celles des empilements de laminés
pour des fréquences situées entre 60 Hz et 400 Hz. Cependant, ces méthodes sont aussi
beaucoup plus dispendieuses et pour le moment ne permettent pas des taux de production
très élevés. Les autres techniques utilisées actuellement à l’échelle industrielle donnent
dans certains cas des résultats très intéressants mais les contacts interparticulaires persistent
et il y a encore beaucoup de place à l’amélioration afin de pouvoir rivaliser avec les
empilements de laminés dans le domaine des basses fréquences. C’est pourquoi il importe
de travailler à développer de nouvelles techniques et de nouveaux types de revêtements
pour minimiser les pertes dans les composites magnétiques doux à base de poudres
métalliques.
Les travaux de maîtrise résumés dans ce document découlent de la nécessité d’étudier
d’autres types de revêtements. Le matériau isolant envisagé dans le cadre de ce projet est
une ferrite NiZn car elle possède une résistivité très élevée et de plus il s’agit d’un matériau
ferrimagnétique ayant une perméabilité relativement élevée. L’objectif spécifique de ce
mémoire est de déterminer si la ferrite NiZn peut être un bon matériau isolant dans
l’élaboration d’un composite magnétique doux. Le matériau ferromagnétique recouvert de
ferrite NiZn sera de l’ATOMET 580 produit par Les Poudres Métalliques du Québec Ltée.,

3
soit une poudre de fer de haute pureté (>99,9%-m de fer) atomisée à l’eau. Deux avenues
ont été étudiées pour procéder au recouvrement des poudres. La première technique
consiste à faire un placage de ferrite NiZn sur les poudres de fer. Le placage de la ferrite a
été développé par M. Abe et ses collègues au cours des trente dernières années. Cependant,
ils n’ont jamais produit de dépôt sur des poudres de fer ayant une taille aussi grande et une
morphologie aussi irrégulière que celles des poudres de fer produites par atomisation à
l’eau. De plus, cette technique n’a jamais été utilisée dans le but de produire des CMD. La
deuxième technique consiste à déposer une couche de nanoparticules de ferrite NiZn à la
surface des poudres de fer. L’idée derrière cette technique est que la couche de
nanoparticules en question demeure continue lors de la compaction et réduise les contacts
entre les particules de fer. Des travaux récents ont été effectués sur l’ajout de fines
particules de ferrite NiZn (1 μm à 5 μm de diamètre) à des poudres de fer atomisées à l’eau
pour des fréquences d’utilisation allant de 0 Hz à 500 kHz. Les résultats ont révélés que
l’ajout de 10%-m de ferrite NiZn permettait de réduire les pertes magnétiques, tout en
conservant une bonne perméabilité comparativement au fer pur ou à des ferrites pures [17].
Dans le cas présent, il s’agirait plutôt de poudres de ferrite nanométriques (20 nm à 30 nm)
et on viserait des fréquences d’application beaucoup plus basses.
Le chapitre qui suit introduira les concepts théoriques reliés à la problématique décrite
précédemment de même que différentes notions reliées aux techniques utilisée lors de cette
étude. Une fois la théorie nécessaire exposée, on présentera au chapitre 3 la méthode
expérimentale utilisée. Au chapitre 4, les résultats obtenus au terme des manipulations
effectuées seront présentés pour ensuite être analysés et discutés au chapitre 5. Le tout sera
suivit d’une conclusion et de suggestions de travaux futurs aux deux derniers chapitres.

4
2 – État des connaissances
Ce chapitre présente les différents concepts reliés aux composites magnétiques doux
produits par métallurgie des poudres, de même que les notions reliées aux techniques
utilisées au cours de ce projet. D’abord, les propriétés magnétiques et les concepts qui s’y
rattachent seront présentés pour bien comprendre l’importance des composites magnétiques
doux dans la fabrication de circuits magnétiques. Ensuite, le procédé de la métallurgie des
poudres sera abordé, car il s’agit de la technique qui est littéralement au cœur des
composites magnétiques doux à base de poudres. Finalement, les caractéristiques des
ferrites et leurs méthodes de mise en forme seront abordées, notamment le placage de la
ferrite, car il s’agit d’une des techniques employées pour déposer le revêtement isolant à la
surface des particules dans ce projet.
2.1 – Propriétés magnétiques
Le magnétisme est un phénomène connu de l’homme depuis des milliers d’années. Déjà
600 avant Jésus-Christ, certains récits de Thalès de Milet faisaient mention de la magnétite.
Il s’agit en fait probablement d’un des plus vieux sujets scientifiques qui soit. Néanmoins,
ce n’est qu’au 19ième siècle que la science a commencé à fournir des modèles avancés du
phénomène avec les travaux de Michael Faraday (1791 – 1867) et de James Clerk Maxwell
(1831 – 1879). Le but de cette section est de permettre la compréhension de tous les
éléments se rattachant aux composites magnétiques doux. Les concepts de base en
électromagnétisme seront donc présentés. Tout d’abord, les différentes propriétés physiques
liées au magnétisme et les lois régissant les phénomènes magnétiques seront introduites. À
partir de ces notions, les différents comportements électromagnétiques que l’on retrouve
dans la nature seront présentés. Par la suite, le phénomène d’hystérésis et les différents
types de pertes dans les matériaux ferromagnétiques seront décrits. Finalement, les sections
2.1.4 et 2.1.5 introduiront les concepts de matériaux magnétiques durs et doux.

5
2.1.1 – Concepts fondamentaux
Tel que dicté par la deuxième loi de Maxwell (Théorème d’Ampère), une charge électrique
en mouvement engendre un champ magnétique. Pour cette raison, un électron tournant sur
lui-même (spin) et autour du noyau d’un atome (orbital) crée des dipôles magnétiques. Ce
sont ces mêmes moments magnétiques qui dictent les propriétés magnétiques des
matériaux. À l’application d’un champ magnétique extérieur, les moments magnétiques
causés par le mouvement des électrons dans un matériau vont réagir différemment en
fonction de leur configuration et produiront différentes réactions. La réaction à l’application
d’un champ magnétique extérieur H est appelée induction magnétique B, aussi appelée
densité de flux magnétique, et est donnée par la formule suivante :
Équation 1
Le champ magnétique extérieur H est exprimé en ampère par mètre (A/m) et l’induction
magnétique B est exprimée en tesla (T) où un tesla est égal à un weber par mètre carré (1 T
= 1 Wb/m2). La constante de proportionnalité µ est une constante propre au matériau
appelée perméabilité magnétique. La perméabilité du vide µ0 est égale à 4π x 10-7
Wb/(A·m). On peut aussi parler de la perméabilité relative µr qui correspond simplement au
ratio de la perméabilité du matériau sur celle du vide :
Équation 2
Pour la plupart des matériaux, on peut aussi exprimer l’induction B en fonction de la
somme du champ magnétique extérieur H et de la magnétisation M du matériau.
Équation 3
La magnétisation correspond en fait au moment magnétique dipolaire résultant par unité de
volume dans la direction du champ H. On peut aussi relier le champ magnétique extérieur
H à la magnétisation par la relation suivante :
Équation 4
Où χ est la susceptibilité magnétique du matériau (sans unités). Avec cette équation on peut
exprimer la perméabilité relative en fonction de la susceptibilité magnétique telle que :

6
Équation 5
Tout dépendamment de la valeur de cette constante, on peut retrouver différents types de
comportements magnétiques. Il existe trois grandes catégories de comportements
magnétiques: le diamagnétisme, le paramagnétisme et le ferromagnétisme. En plus de ces
trois principaux comportements, il existe des cas particuliers où on peut trouver deux autres
types de comportements: l’antiferromagnétisme et le ferrimagnétisme. Comme le nom
l’indique, le comportement magnétique des ferrites entre dans la catégorie du
ferrimagnétisme. Les prochaines sections expliqueront chacun de ces comportements.
2.1.2 – Comportements magnétiques
2.1.2.1 – Diamagnétisme
Le diamagnétisme est produit par la
déformation des orbitales des atomes par
l’application d’un champ magnétique
extérieur. Effectivement, l’application d’un
champ magnétique extérieur a pour effet de
modifier la trajectoire des électrons et, tel
que stipulé par la loi de Faraday, un courant
induit et son champ magnétique associé
s’établie dans une direction telle qu’il
s’oppose à la variation du flux magnétique
appliqué. Le résultat de ce phénomène
entraîne la formation d’un dipôle magnétique
orienté dans la direction opposée au champ magnétique appliqué et il en résulte une
induction nette plus faible que celle que l’on aurait dans le vide (µr < 1). La Figure 1a)
illustre schématiquement l’orientation des moments magnétiques des atomes en l’absence
(gauche) et en présence (droite) d’un champ magnétique appliqué pour un matériau
diamagnétique.
Figure 1 – Effet de l'application d'un champ
magnétique externe [5]

7
Comme ce phénomène n’a rien à voir avec la configuration des dipôles magnétiques dans le
matériau, il s’agit d’un phénomène que l’on retrouve en fait dans tous les matériaux sauf
que dans bien des cas, celui-ci est masqué par d’autres phénomènes plus importants tels que
le paramagnétisme ou le ferromagnétisme par exemple. Il s’agit d’un phénomène de très
faible intensité. La susceptibilité magnétique des matériaux diamagnétiques est
généralement de l’ordre de -10-5
et celle-ci ne varie pas avec la température ni avec
l’intensité du champ magnétique appliqué. Pour cette raison, le diamagnétisme présente très
peu d’intérêt d’un point de vue pratique1. Lorsque l’on place de tels matériaux dans un
champ magnétique très intense, ils seront attirés vers les zones où la densité de flux
magnétique est la moins intense. Le cuivre, l’argent, l’or, le bismuth et tous les gaz inertes
sont quelques exemples de matériaux diamagnétiques.
2.1.2.2 – Paramagnétisme
Plus haut il a été mentionné que les atomes, de par le mouvement de leurs électrons,
peuvent posséder un moment dipolaire intrinsèque. Toutefois, puisque dans chaque orbitale
complète le moment magnétique dipolaire résultant de tous les électrons est nul, seuls les
atomes dont toutes les orbitales ne sont pas remplies peuvent avoir un moment dipolaire
résultant non nul. En absence d’un champ magnétique extérieur, le moment dipolaire de
chaque atome sera orienté de manière aléatoire, ce qui entraîne une induction totale nulle.
Cependant, en appliquant un champ magnétique au matériau, les dipôles magnétiques de
chaque atome tendent à s’orienter dans la direction du champ magnétique appliqué. C’est
ce comportement qui est à l’origine du paramagnétisme et il entraîne une induction nette
plus élevée que celle que l’on aurait normalement dans le vide. La Figure 1b) illustre
l’orientation du moment magnétique des atomes avec et sans champ magnétique appliqué
dans les matériaux paramagnétiques.
1 Exception faite des matériaux supraconducteurs.

8
Tout comme le diamagnétisme, le paramagnétisme est un phénomène de faible intensité. La
susceptibilité magnétique des matériaux paramagnétiques se trouve généralement entre 10-6
et 10-2
. Par ailleurs, la susceptibilité tend à décroître avec l’augmentation de la température
car l’agitation thermique a pour effet de limiter l’alignement des dipôles dans le sens du
champ appliqué. La loi de Curie fait justement le lien entre la température et la
susceptibilité magnétique des matériaux paramagnétiques :
Équation 6
Où N est le nombre d’atomes par unité de volume, pm est le moment magnétique par atome,
k est la constante de Boltzmann, C est la constante de Curie et TC est la température de
Curie. Des exemples communs de matériaux paramagnétiques sont entre autres
l’aluminium, le magnésium, le palladium, le platine et le titane. Lorsque ces matériaux sont
placés dans un champ magnétique intense ils sont attirés vers les zones où la densité de flux
magnétique est la plus importante.
2.1.2.3 – Ferromagnétisme
Contrairement aux deux comportements magnétiques précédents,
le ferromagnétisme est un phénomène qui peut se présenter sous
une forme très intense. Pour cette raison, beaucoup d’applications
du magnétisme relèvent de ce comportement. Toutefois, les
raisons physiques derrière ce comportement relèvent de la
physique quantique et sont très complexes. On peut malgré tout
dire que les atomes des matériaux ferromagnétiques bénéficient
d’un moment magnétique qui provient de la somme non-nulle des
spins des électrons et des mouvements orbitaux. Les moments
magnétiques de chaque atome interagissent les uns avec les autres pour s’aligner
ensembles, ce qui leur donne une aimantation permanente même en l’absence de champ
magnétique extérieur. Il en résulte des zones, appelées domaines magnétiques, au sein
desquelles les moments magnétiques de tous les atomes sont orientés dans la même
Figure 2 – Orientation des
moments magnétiques des
atomes dans un domaine
magnétique [5]

9
direction. La taille de ces domaines magnétiques est de l’ordre du micromètre et un grain
dans un matériau polycristallin peut en contenir plusieurs. En l’absence de champ
magnétique extérieur, la direction de chaque domaine magnétique est aléatoire et par
conséquent l’aimantation résultante est nulle. Cependant, en appliquant un champ
magnétique extérieur, ces domaines se déforment afin de se réaligner dans la direction du
champ appliqué, d’où en découle une perméabilité de beaucoup supérieure à 1. La Figure 2
illustre schématiquement l’orientation des moments magnétiques des atomes à l’intérieur
d’un domaine magnétique en l’absence de champ magnétique externe.
La susceptibilité des matériaux ferromagnétiques est supérieure par beaucoup d’ordres de
grandeur à celle des matériaux paramagnétiques. Celle-ci peut aller de 50 à 10000 et même
plus pour certains alliages. Quelques exemples d’éléments ferromagnétiques et leur
perméabilité relative sont donnés au Tableau 1. Outre ces quelques éléments connus,
plusieurs terres rares sont également ferromagnétiques. En connaissant certains critères
relevant de la mécanique quantique et de la thermodynamique, on peut arriver à faire des
alliages ferromagnétiques à partir d’éléments qui à l’état pur ne le seraient pas. Quelques
exemples de ces alliages sont entre autres les systèmes Cu-Mn, Cu-Mn-Sn et Cu-Mn-Al.
Comme le paramagnétisme, le ferromagnétisme dépend de la température. Effectivement,
l’agitation thermique a pour effet de nuire à l’alignement du moment magnétique des
atomes les uns avec les autres. La susceptibilité de ces matériaux diminue donc avec
l’augmentation de la température jusqu’à la température de Curie (Tc) où le phénomène
disparaît complètement pour laisser place au paramagnétisme. Le Tableau 1 donne
quelques valeurs de température de Curie.
Tableau 1 – Perméabilité et Tc de certains éléments ferromagnétiques
Élément Perméabilité relative (µr) Température de Curie (TC, en K)
Nickel 250 1043
Cobalt 600 1403
Fer 4000 631

10
2.1.2.4 – Antiferromagnétisme
Outre les trois comportements magnétiques déjà mentionnés,
il en existe d’autres moins courants. L’antiferromagnétisme
est un de ces autres comportements moins répandus. Dans la
section précédente, il a été mentionné que le ferromagnétisme
était causé par l’interaction des moments magnétiques des
atomes les uns avec les autres et que de cette interaction
apparaissait une aimantation permanente. Dans les matériaux
antiferromagnétiques il y a aussi un couplage entre les
moments magnétiques des atomes sauf qu’au lieu de tous
s’aligner dans le même sens, ils s’alignent de manière antiparallèle. C’est-à-dire que les
moments s’alignent dans la même direction mais de sens opposés les uns par rapport aux
autres, ce qui entraîne l’annulation du moment magnétique total. Quelques exemples de
matériaux antiferromagnétiques sont le chrome, certains oxydes (FeO, NiO, MnO, CoO) et
d’autres composés (MnS, CrSb, FeCO3, MnF2, FeCl2, CoCl2, NiCl2, MnTe). La Figure 3
montre la configuration des moments magnétiques dans le MnO. Puisqu’il s’agit d’un
phénomène de faible intensité les matériaux antiferromagnétiques ne présentent pas
beaucoup d’intérêt outre le fait qu’ils ont beaucoup aidé à comprendre l’origine des
différents comportements magnétiques.
2.1.2.5 – Ferrimagnétisme
Le dernier type de comportement magnétique est particulièrement important dans le cadre
de cet ouvrage puisqu’il s’agit du comportement adopté par les ferrites. Les matériaux
ferrimagnétiques sont en fait des oxydes dont la formule chimique est généralement la
suivante MFe2O4, ou encore MO-Fe2O3, où M peut représenter plusieurs métaux bivalents
tels que le fer, le manganèse, le magnésium, le nickel, le zinc, le cadmium, le cobalt, le
cuivre, l’aluminium ou un mélange de ces éléments. La structure cristalline de ceux-ci est
souvent de type spinelle (voir Figure 4). Dans cette structure, les anions O2-
forment une
maille élémentaire cubique à faces centrées dont les sites tétraédriques sont occupés par les
Figure 3 – Orientation des
moments magnétiques des
atomes dans le MnO [5]

11
cations bivalents M2+
et les sites octaédriques sont
occupés par les cations trivalents Fe3+
. Certaines
ferrites ont une variante de cette structure appelée
spinelle inverse. Il s’agit de la même structure que
le spinelle normal, à la différence que la moitié
des cations trivalents occupent les sites
tétraédriques alors que les autres occupent au
hasard les sites octaédriques. La ferrite la plus
connue, soit la magnétite dont la formule est
Fe3O4, a justement la structure de type spinelle
inverse. Les ferrites de magnésium MgFe2O4 et
de zinc ZnFe2O4 sont toutes deux de type spinelle
normale.
D’autres ferrites ont une structure et une formule très différente de celles mentionnées. Par
exemple, le Ferroxdure, qui est une ferrite utilisée pour faire des aimants permanents, a la
formule chimique BaO-6Fe2O3. Sa structure est alors hexagonale plutôt que de type
spinelle. Finalement, les grenats de terres rares sont aussi un autre type de ferrite dont la
formule chimique ne fait pas partie de celles mentionnées plus haut. Elle prend plutôt la
forme 5Fe2O3-3M2O3 où dans ce cas M est une terre rare trivalente, souvent l’yttrium. La
structure atomique de ces ferrites est plutôt complexe et est expliquée de manière détaillée à
la référence [26].
Les ferrites sont à mi-chemin entre les matériaux ferromagnétiques et les matériaux
antiferromagnétiques en ce sens qu’ils se comportent comme un matériau ferromagnétique
sauf que l’origine de leur perméabilité élevée provient d’un cas particulier
d’antiferromagnétisme. En effet, tout comme pour les matériaux antiferromagnétiques les
atomes des matériaux ferrimagnétiques bénéficient de moments dipolaires non-nuls et sont
orientés de manière antiparallèle les uns aux autres. Par contre, pour les matériaux
ferrimagnétiques, les moments magnétiques des atomes ne sont pas tous égaux et pour cette
Figure 4 – Structure cristalline de type spinelle
[4]

12
raison, contrairement aux matériaux antiferromagnétiques, ils possèdent un moment
magnétique global non-nul. Comme pour les matériaux ferromagnétiques, la susceptibilité
des matériaux ferrimagnétiques est largement supérieure à 1. Par exemple, la perméabilité
de la ferrite Ni0,36-Zn0,64 ((NiO)0,36-(ZnO)0,64-Fe2O3) est d’environ 2000 et celle de la ferrite
Mn0,48-Zn0,52 ((MnO)0,48-(ZnO)0,52-Fe2O3) est d’environ 4000. La Figure 5 montre
schématiquement la différence entre l’orientation des moments magnétiques dans un
matériau ferromagnétique, antiferromagnétique et ferrimagnétique.
Figure 5 – Orientation des moments magnétiques dans différents types de matériaux
2.1.3 – Pertes dans les matériaux magnétiques
2.1.3.1 – Boucle d’hystérésis
À la section 2.1.2.3 on a mentionné qu’au sein des
matériaux ferromagnétiques il existait des zones
où les moments magnétiques de tous les atomes
s’alignaient dans la même direction. Ces zones
appelées domaines magnétiques sont séparées les
unes des autres par des interfaces appelées parois
de Bloch. La Figure 6 montre les domaines
magnétiques dans un monocristal de fer et montre
comment ils se déforment sous l’application d’un
champ magnétique. En l’absence d’un champ
magnétique appliqué H, l’orientation de chacune
de ces zones est aléatoire et il en découle une
induction magnétique résultante nulle. Lorsque
Figure 6 – Domaines magnétiques dans un
monocristal de fer [5]

13
l’on applique un champ magnétique, les parois de Bloch se déplacent de manière à ce que
les domaines magnétiques dont l’orientation du moment magnétique est près de celle du
champ magnétique appliqué prennent de l’expansion, au détriment des domaines dont
l’orientation est près de la direction opposée au champ magnétique. Ce phénomène fait en
sorte que l’induction magnétique dans les matériaux ferromagnétiques est supérieure à celle
du vide. Il va sans dire que ce phénomène est aussi présent dans les matériaux
ferrimagnétiques.
Contrairement à ce que laisse prétendre l’équation
1, l’induction magnétique B ne varie vraiment pas
de manière proportionnelle avec le champ
magnétique appliqué H. En réalité, la valeur de la
perméabilité peut varier beaucoup. Pour mieux
comprendre le phénomène décrit au paragraphe
précédent, le schéma de la Figure 7 est très utile.
On peut voir qu’au départ (H=0), l’orientation du
moment magnétique de chaque domaine est
aléatoire et qu’au fur et à mesure que le champ
magnétique appliqué augmente, les domaines se
déforment pour qu’ultimement (à l’aimantation à saturation Ms ou Bs) le moment
magnétique de tous les atomes soit orienté dans la direction du champ appliqué. On peut
aussi voir qu’il ne s’agit effectivement pas d’une droite et que la valeur de la perméabilité
varie beaucoup. Elle a d’abord une valeur de départ appelée perméabilité initiale µi et elle
augmente jusqu’à l’atteinte de sa valeur maximale µm pour finalement redescendre
progressivement (voir Figure 8). La courbe illustrée à la Figure 7 est appelée courbe
d’aimantation initiale et est valable seulement pour les matériaux ferromagnétiques que
l’on expose pour la première fois à un champ magnétique intense.
Lorsque l’on applique un champ magnétique à un matériau de manière à atteindre
l’induction maximale et qu’ensuite on diminue l’intensité du champ, on réalise que
Figure 7 – Courbe d’aimantation initiale [5]

14
l’induction ne suit pas la même courbe que lors de l’aimantation initiale. Il s’agit d’un
phénomène de retard ou de décalage entre le champ appliqué et l’induction appelé
hystérésis. Ce phénomène est causé par le fait que le champ appliqué lors de l’aimantation
initiale a déplacé les parois de Bloch de manière irréversible et qu’il faut un champ minimal
pour entraîner le déplacement de ces parois. Comme l’illustre la Figure 8, lorsque l’on
retire complètement le champ magnétique, il demeure une induction non-nulle appelée
induction rémanente Br. Si on applique un champ magnétique dans la direction opposée, on
atteindra éventuellement un point où l’induction devient nulle. Le champ magnétique
requis pour obtenir une induction nulle après avoir atteint l’aimantation à saturation est
appelé champ coercitif Hc. Si on continue à appliquer un champ magnétique dans la
direction opposée, on obtiendra aussi une induction maximale Bm (aussi appelée
magnétisation ou aimantation à saturation Ms ou Bs). On peut répéter le phénomène dans la
direction opposée pour faire un cycle complet. On obtient ainsi une boucle appelée boucle
d’hystérésis.
Figure 8 – Boucle d’hystérésis
Le déplacement irréversible des parois de Bloch qui est à l’origine du phénomène
d’hystérésis entraîne des pertes énergétiques lorsque l’on applique un champ magnétique
variable à un matériau ferromagnétique ou ferrimagnétique. La somme des pertes

15
énergétiques est proportionnelle à la surface engendrée par la boucle d’hystérésis et on peut
connaître la quantité d’énergie perdue par cycle d’aimantation à l’aide de l’équation
suivante :
Équation 7
Où P/f sont les pertes volumiques par cycle (J/m3), f est la fréquence d’utilisation (Hz), V
est le volume de matériau magnétique (m3), j(r,t) est la densité de courant induit en fonction
de la position et du temps (A/m3) et σ est la conductivité électrique du matériau (S/m).
Il n’y a qu’un moyen connu de disperser de l’énergie à partir d’un champ magnétique
variable dans un matériau magnétique. Il s’agit de faire circuler un courant électrique induit
dans un matériau résistif, d’où en découle une production de chaleur. Les courants
électriques induits par le champ magnétique variable sont mieux connus sous le nom de
courants de Foucault. Bien qu’il n’y ait réellement qu’un seul phénomène à l’origine des
pertes magnétiques, on a tout de même séparé arbitrairement les pertes en trois catégories :
les pertes par hystérésis, les pertes excédentaires et les pertes classiques. Chacune d’elle se
distingue par l’échelle spatio-temporelle à laquelle le phénomène se produit et elles seront
décrites dans les prochaines sections. La somme des différentes pertes est donnée par
l’équation suivante :
Équation 8
Où Ptot correspond à la densité de pertes magnétiques totales (W/kg), Phys correspond à la
densité de pertes par hystérésis (W/kg), Pexc correspond à la densité de pertes excédentaires
(W/kg) et Pcl correspond à la densité de pertes classiques (W/kg).
Ce qui est très intéressant avec cette séparation des pertes est que, bien qu’ultimement ils
s’agissent toujours de pertes par courants de Foucault et que ces différents phénomènes
sont interreliés, les différentes origines de ces courants de Foucault font qu’il est possible
de traiter chacun de ces mécanismes séparément comme s’ils étaient indépendants. Les
trois prochaines sous-sections expliqueront chacun de ces mécanismes.

16
2.1.3.2 – Pertes par hystérésis
Les pertes par hystérésis proviennent de la création de courants de Foucault induits par le
déplacement des parois de Bloch. Le mouvement des parois correspond à un changement
de magnétisation localisé et c’est ce changement de magnétisation qui est à l’origine de
l’induction des courants de Foucault rattachés aux pertes par hystérésis. Les courants
induits en question produiront à leur tour un champ magnétique qui s’oppose à la variation
d’aimantation. Ces mouvements s’effectuent de manière saccadée, d’une position stable des
parois à une autre. La Figure 9 illustre schématiquement le courant Jind induit par le
mouvement d’une paroi de Bloch.
Figure 9 – Courants induits lors du déplacement d’une paroi de Bloch
Les pertes par hystérésis sont données par la formule suivante :
Équation 9
Où Phys correspond aux pertes par hystérésis (W/kg), Chys est un coefficient de
proportionnalité, f correspond à la fréquence d’utilisation (Hz), B correspond à l’induction

17
crête (T) et x est un nombre réel qui représente la relation entre l’induction et les pertes
(sans unités).
L’importance des pertes par hystérésis sera dictée par l’état du réseau cristallin du matériau.
De manière générale, on peut dire que plus le réseau cristallin comportera de défauts (joints
de grains, dislocations, lacunes, inclusions, changements de phases, etc.), plus les pertes par
hystérésis seront grandes. Donc pour limiter ces pertes dans certains cas il pourra être
essentiel de faire un recuit.
2.1.3.3 – Pertes excédentaires
Les pertes excédentaires quant à elles découlent de l’interaction des domaines magnétiques
lors de la magnétisation du matériau. Cette interaction donne naissance à une présence
accrue de courants de Foucault à proximité des parois des domaines magnétiques en
mouvement. Les pertes excédentaires sont données par la formule qui suit :
Équation 10
Où Pexc correspond aux pertes excédentaires (W/kg), Cexc est un coefficient de
proportionnalité, f correspond à la fréquence d’utilisation (Hz) et B correspond à
l’induction crête (T). Tout comme pour les pertes par hystérésis, l’importance des pertes
excédentaires dépend de l’état du réseau cristallin du matériau. Donc, encore une fois, plus
il y a de défauts, plus les pertes excédentaires seront importantes.
2.1.3.4 – Pertes classiques
Les pertes classiques, aussi appelées simplement pertes par courants de Foucault, se
produisent quant à elles à une échelle bien plus grande. Elles proviennent de la circulation
des courants de Foucault induits directement par variation du champ magnétique appliqué.
Contrairement aux types de pertes précédents, ces courants de Foucault ne sont pas
contraints aux voisinages de parois de Bloch en mouvement, mais plutôt à toute la pièce.
Comme c’est bien connu, les courants de Foucault sont une conséquence directe de la loi de

18
Faraday (Équation 11). Celle-ci dit que la force électromotrice ε induite dans un circuit
fermé est proportionnelle à la variation du flux magnétique Φ par rapport au temps. Et tel
que dicté par la loi de Lenz, l’effet de la force électromotrice est tel qu’il s’oppose à la
variation du flux magnétique, d’où le signe – dans l’équation qui suit :
Équation 11
La Figure 10 illustre la façon dont les courants de Foucault se distribueront dans une pièce
soumise à un champ magnétique variable.
Figure 10 – Courants induits par un champ magnétique variable
Les pertes classiques sont données par la relation suivante :
Équation 12
Où Pcl correspond aux pertes classiques (W/kg), Ccl est un coefficient de proportionnalité, f
correspond à la fréquence d’utilisation (Hz) et B correspond à l’induction crête (T). On peut
voir que les pertes classiques dépendent de la fréquence au carré alors que les pertes par
hystérésis et les pertes excédentaires dépendent de la fréquence à première puissance et
exposé à la 3/2 respectivement. Ceci a pour effet que pour des fréquences d’utilisations
faibles les pertes par hystérésis dominent alors que pour de hautes fréquences les pertes

19
classiques prennent le dessus. Cette distinction a beaucoup d’importance quand vient le
temps de choisir les propriétés des matériaux en fonction des applications visées. Le tout
sera discuté plus en détails dans la section sur les composites magnétiques doux (§ 2.2).
Il est possible de contrôler l’importance des pertes classiques en faisant varier la résistivité
du matériau. En effet, les pertes classiques sont inversement proportionnelles à la résistivité
du matériau. Donc, plus un matériau est résistif plus les pertes classiques seront faibles.
C’est pourquoi dans les applications à hautes fréquences on favorisera un matériau ayant
une résistivité élevée à un matériau ayant une perméabilité élevée.
2.1.4 – Matériaux magnétiques durs
On a vu à la section précédente que la boucle d’hystérésis permettait d’obtenir beaucoup
d’informations sur les propriétés des matériaux ferromagnétiques. Des exemples de ces
propriétés sont entre autres l’induction maximale Bm, l’induction rémanente Br et le champ
coercitif Hc. Tout dépendant du type d’application visée, on cherchera à obtenir différentes
caractéristiques. Par exemple, pour un aimant permanent, on souhaite généralement avoir
une induction rémanente la plus élevée possible. Ainsi, lorsque l’on applique et que l’on
retire un champ magnétique élevé au matériau, celui-ci garde une induction résultante nette
même sans l’application d’un champ magnétique extérieur. Pour ce type de matériaux, on
cherchera aussi à avoir un champ coercitif élevé afin qu’un plus grand champ magnétique
soit nécessaire pour changer l’orientation des domaines magnétiques. Les matériaux ayant
ce type de caractéristiques sont appelés matériaux magnétiques durs.
2.1.5 – Matériaux magnétiques doux
Un autre type de matériau magnétique requiert des propriétés complètement différentes. Il
s’agit des matériaux magnétiques doux. Ces matériaux sont généralement utilisés pour
canaliser le flux magnétique dans un circuit magnétique, un peu comme les fils électriques
conduisent l’électricité dans un circuit électrique. Un exemple de circuit magnétique bien

20
connu est le circuit formé par le rotor et le stator dans un alternateur ou dans un moteur
électrique. Puisque dans l’air le champ magnétique diminue très rapidement avec la
distance, le rotor et le stator servent à conduire les lignes de champ magnétique afin de
limiter ces pertes. D’autres types de pertes magnétiques sont également possibles, en
particulier lorsque l’on travaille avec un champ magnétique variable. Comme discuté à la
section précédente, lorsqu’un champ magnétique variable est appliqué à un matériau
magnétique, des courants de Foucault sont induits et des pertes énergétiques s’en suivent.
On a vu que ces pertes étaient proportionnelles à l’aire formée par la boucle d’hystérésis.
Donc pour limiter ces pertes, sans pour autant nuire à l’induction maximale, il est important
d’avoir une perméabilité la plus élevée possible et un champ coercitif le plus faible
possible. La Figure 11 illustre la différence entre les courbes d’hystérésis d’un matériau
magnétique dur et d’un matériau magnétique doux.
Figure 11 – Boucles d’hystérésis caractéristiques de matériaux magnétiques dur et doux
2.2 – Composites magnétiques doux
Pour des gammes de fréquences moyennement élevées, par exemple de l’ordre de 60 Hz à
1000 Hz, on souhaite avoir un compromis entre induction et résistivité. Toutefois, rares

21
sont les matériaux qui combinent bonne résistivité, bonne perméabilité, bonne
magnétisation à saturation et faible champ coercitif. En fait, il n’y en a tout simplement pas
de connus à ce jour. Par exemple, les ferrites peuvent être très résistives, mais elles ne
possèdent pas une très bonne magnétisation à saturation et leur perméabilité n’est pas
excellente. À l’inverse, le fer ou certains de ses alliages ont une excellente perméabilité et
une très bonne magnétisation à saturation mais sont très peu résistifs.
Afin de développer un matériau propice à cette plage de fréquences qui est souvent utilisée
dans les applications industrielles, on a pensé développer un composite unissant
l’aimantation à saturation élevée d’un matériau ferromagnétique et la résistivité élevée d’un
matériau résistif. Comme pour tout composite, le but étant que les propriétés résultantes de
l’union de ces deux matériaux soient supérieures à celles des deux matériaux pris
séparément. Ces matériaux sont les fameux composites magnétiques doux. Il existe en fait
deux techniques pour produire ces matériaux : les empilements de laminés et les poudres
isolées électriquement. Les deux prochaines sections exposeront chacune de ces techniques,
leurs avantages et leurs inconvénients.
2.2.1 – Empilements de laminés
La première fut développée par Thomas Edison vers
la fin du 19ième siècle et consiste à empiler de
minces tôles de fer laminées séparées les unes des
autres par une mince couche de matériau isolant.
Ainsi, les courants de Foucault ne peuvent circuler
que dans le plan des tôles et du coup les pertes qu’ils
engendrent s’en trouvent grandement réduites. Cette
technique a été et continue d’être la technique la plus
utilisée pour produire des composites magnétiques
doux. Les raisons expliquant la grande utilisation de
cette technique est la facilité de mise de forme de tels
Figure 12 – Propagation des courants de
Foucault dans un empilement de laminés

22
matériaux, les faibles coûts de production et son efficacité à limiter les pertes par courants
de Foucault. Un de ses grands inconvénients toutefois est que la forte anisotropie des pièces
ainsi produites force les ingénieurs à développer des designs en deux dimensions. En effet,
pour limiter les pertes classiques de manière vraiment efficace, les lignes de champ
magnétiques variables doivent se propager dans le plan. La Figure 12 montre comment se
propagent les courants de Foucault et comment doit être orienté le champ magnétique
appliqué dans une pièce faite d’empilement de laminés.
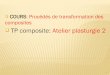
2.2.2 – Poudres isolées électriquement
La deuxième technique utilisée pour produire des composites magnétiques doux consiste à
partir de poudres d’un matériau ferromagnétique, de les recouvrir d’un matériau résistif et
de les compacter dans la forme désirée. Cette technique existe elle aussi depuis très
longtemps. Elle fut proposée par Fritts en 1886. Elle fut toutefois mise de côté pendant très
longtemps à cause des limites de la mécanique de l’époque et de la piètre qualité des
poudres de fer. En effet, au moment où l’idée fut lancée pour la première fois, il n’y avait
pas de presse suffisamment performante pour permettre de compacter des poudres
métalliques en des échantillons de taille intéressante et les empilements de laminés
donnaient déjà de très bons résultats. Pour ces raisons, l’idée des composites magnétiques
doux à base de poudres n’a réellement commencée à être étudiée qu’à partir des années
1980.
En théorie, cette technique serait très avantageuse par rapport à la première technique
puisque qu’elle contraint les courants de Foucault à l’intérieur des particuless tel qu’illustré
à la Figure 13A. De la sorte on pourrait en théorie limiter encore davantage l’importance
des pertes par courants de Foucault. De plus, le fait d’utiliser des poudres plutôt que des
tôles vient éliminer la forte anisotropie du matériau et permet donc l’utilisation de designs
en trois dimensions. Toutefois, dans la réalité, il est très difficile d’isoler électriquement de
manière efficace les particules les unes des autres. Pendant la compaction, le revêtement se
brise ou se déforme et entraîne pratiquement toujours la formation de contacts entre les

23
particules. À cause de ce phénomène, les courants de Foucault ne sont pas limités aux
poudres individuellement et peuvent se promener en partie dans la totalité de la pièce. La
Figure 13B illustre un tel cas.
Figure 13 – Courants de Foucault dans un CMD à base de poudres métalliques A) sans contact fer-fer B) avec
contacts fer-fer
Le matériau ferromagnétique qui constitue les poudres est presque toujours du fer pur, bien
que dans certains cas on puisse utiliser d’autres alliages ferromagnétiques comme le
permalloy (alliage Fe-Ni). Les poudres de fer employées dans les CMD proviennent plus
souvent qu’autrement de l’atomisation à l’eau. Cette méthode de production de poudre sera
introduite à la section 2.3.1. Il existe deux grandes catégories de revêtements utilisés pour
isoler les poudres métalliques les unes des autres : les revêtements organiques à base de
polymères et ceux inorganiques à base de céramique (oxydes, phosphates ou de verres). On
peut aussi utiliser les deux types de revêtements en même temps pour améliorer la
résistance mécanique des pièces par renforcement polymérique, pour augmenter la
résistivité du matériau ou les deux. On aura généralement tendance à garder l’épaisseur du
revêtement aussi faible que possible afin d’obtenir une densité élevée et du même coup de
bonnes propriétés magnétiques. Bien que l’on retrouve des poudres ayant des revêtements
polymériques sur le marché, les revêtements céramiques ont tendance à donner de meilleurs
résultats. La principale raison étant qu’ils permettent généralement de produire des
revêtements plus minces et donc d’atteindre des densités plus élevées. De surcroît, leur
meilleure stabilité thermique permet de faire des traitements thermiques à plus haute
température et permet une meilleure relaxation de contraintes après la compaction.

24
2.3 – Métallurgie des poudres
La métallurgie des poudres (M/P) est une technique de mise en forme qui consiste à
compacter des poudres métalliques sous la forme désirée et de soumettre les pièces
obtenues à un traitement thermique appelé frittage afin d’obtenir les propriétés souhaitées.
La métallurgie des poudres présente plusieurs avantages notables par rapport aux autres
techniques de mise en forme traditionnelles telles que la coulée et le forgeage. Notamment,
il s’agit d’un procédé aux cotes presques finales. Ce qui signifie que bien souvent, au terme
de la compaction et du frittage, aucune opération secondaire telle que l’usinage n’est
nécessaire. De plus, le procédé de la métallurgie des poudres permet de limiter
significativement les pertes de matériau généralement encourues lors de la coulée.
Finalement, sa capacité de produire très rapidement un très grand nombre de pièces et ce à
de manière très économique en fait une technique très utilisée pour la production de pièces
dans le domaine automobile.
Cette technique se divise généralement en quatre étapes distinctes : la fabrication de la
poudre, la préparation des mélanges, la compaction et finalement le frittage. Il existe bien
sûr plusieurs alternatives à ce procédé pour obtenir des propriétés bien spécifiques, mais il
s’agit du procédé le plus utilisé à l’échelle mondiale. Les sections qui suivent expliqueront
chacune de ces quatre étapes dans le détail. Finalement, la section 2.3.5 présentera quelques
applications de la M/P.
2.3.1 – Fabrication de la poudre
Il existe une grande variété de techniques pour produire de la poudre métallique, mais celle
qui est la plus utilisée est l’atomisation à l’eau. Plus spécifiquement, l’atomisation à l’eau
du fer qui est de loin le matériau le plus utilisé en métallurgie des poudres, tout simplement
qu’il s’agit du métal le plus le utilisé dans le domaine de l’automobile de nos jours.

25
L’atomisation à l’eau consiste à pulvériser un mince filet de métal en fusion qui se solidifie
sous forme de fines gouttelettes métalliques. Pour ce faire, on fait d’abord fondre le métal
et on le déverse dans un panier répartiteur ayant un trou au fond. Le métal en fusion passe à
travers le trou en question et le mince filet de métal liquide qui en résulte est ensuite
pulvérisé par de puissants jets d’eau situés sous le panier répartiteur. Les jets d’eau
refroidissent rapidement le métal, lui permettant de se solidifier sous forme de très fines
particules. Les poudres sont alors recueillies et séchées. La Figure 14 illustre
schématiquement une chambre d’atomisation à l’eau. Après l’atomisation, il est nécessaire
de faire un recuit sur les poudres dans une atmosphère réductrice afin d’enlever la couche
d’oxyde qui s’est produite à la surface des poudres lors de l’atomisation et aussi pour
uniformiser la microstructure à l’intérieur des poudres. Lors du recuit de faibles liens
métallurgiques se créent entre les particules et un broyage doux est requis.
Figure 14 – Chambre d’atomisation à l’eau

26
Ce procédé peut s’effectuer en continu et dans la pratique obtient souvent des taux de
production de l’ordre de 400 kg/min. La poudre obtenue sera de forme très irrégulière (voir
Figure 15) et la distribution granulométrique des poudres est relativement large
comparativement à d’autres procédés. La taille des poudres produites peut varier entre 5 μm
et 800 μm. On peut faire varier la taille moyenne des poudres à partir de plusieurs
paramètres mais le plus important est la pression des jets d’eau. Plus la pression des jets est
élevée, plus la granulométrie des poudres est fine et vice-versa.
Figure 15 –Poudre de fer atomisée à l’eau observée au MEB à A) 100X et B) 500X
2.3.2 – Préparation des mélanges
Une fois la poudre métallique produite, on doit lui ajouter certains éléments avant de
procéder à la compaction. Afin de limiter l’usure de l’outillage utilisé pour la compaction,
on ajoute presque toujours un lubrifiant à la poudre. En procédant ainsi on parvient à
limiter les forces de frottement entre les parois de la matrice et les poudres à compacter. De
plus, on peut aussi rajouter des éléments d’alliages pour obtenir la composition chimique
désirée. Il y a en fait deux moyens d’ajouter des éléments d’alliages aux poudres
métalliques. On peut soit rajouter les éléments sous forme de poudre au mélange. On dira
dans ce cas que les éléments d’alliages sont pré-mélangés. L’autre option consiste à ajouter
les éléments d’alliages directement dans le bain de métal en fusion avant l’atomisation.

27
Dans ce cas-ci on dira plutôt que les éléments d’alliages sont pré-alliés. Il est à noter que
certains éléments comme le carbone rendent les poudres (de fer) beaucoup plus difficile à
compacter lorsqu’ils sont pré-alliés. Conséquemment, ceux-ci sont pré-mélangés tandis que
d’autres qui ont un impact moindre sur la compressibilité sont pré-alliés. Dans les poudres
d’acier, en général certains éléments sont pré-alliés (Mo, Cr, Co), certains sont pré-
mélangés (C, Cu) et d’autres sont à la fois pré-alliés et pré-mélangés. C’est le cas du nickel
par exemple pour lequel on ajoute une portion sous-forme pré-alliée et une autre sous-
forme pré-mélangée. Une fois tous les éléments nécessaires ajoutés à la poudre de base
(lubrifiants et éléments d’alliages), on procède au mélange à proprement parler. Le but de
ce dernier est d’assurer une répartition la plus uniforme possible de tous les constituants du
mélange. Il existe une multitude de techniques et de type de mélangeurs pour y arriver.
2.3.3 – Compaction
Une fois le mélange de poudre métallique préparé, on peut procéder à l’étape de
compaction. Cette étape consiste à déverser la poudre dans la cavité d’une matrice et
ensuite à appliquer une forte pression sur les poinçons qui donnent la forme désirée à la
pièce. Pour les poudres de fer typiques atomisées à l’eau ayant une distribution
granulométrique moyenne située entre 80 µm et 120 µm, la pression de compaction
employée se situe généralement entre 500 MPa et 820 MPa. Ensuite il ne reste qu’à éjecter
la pièce compactée pour la prochaine étape qui est le frittage. La Figure 16 illustre un cycle
de compaction normalement utilisé à l’échelle industrielle. Le sabot d’alimentation remplie
d’abord la cavité de la matrice, ensuite la pression est appliquée par les poinçons inférieurs
et supérieurs et finalement le poinçon inférieur monte pour extraire la pièce de la cavité. En
avançant pour le prochain cycle, le sabot d’alimentation déplace la pièce compactée et le
tout recommence. Pour les pièces plus complexes ayant plusieurs niveaux d’épaisseurs, on
peut utiliser des matrices ayant plusieurs jeux de poinçons. Ces systèmes deviennent
rapidement très complexes et aussi plus dispendieux.

28
Figure 16 – Cycle de compaction en M/P [18]
Au cours de la compaction, les poudres métalliques se déplacent et se déforment de
manière à créer plusieurs liens mécaniques entre elles. Au terme de la compaction, la pièce
aura une résistance mécanique relativement faible. Par exemple, pour une pièce de fer
compactée aux pressions mentionnées plus haut, on peut s’attendre à avoir une résistance
avant frittage se situant aux alentours de 10 à 15 MPa. C’est faible, mais suffisant pour
pouvoir manipuler les pièces entre la presse et le four de frittage. La résistance avant
frittage des pièces fabriquées par M/P est appelée résistance à cru. C’est le même terme que
celui utilisé pour les céramiques.
2.3.4 – Frittage
Le frittage est un traitement thermique des pièces à une température inférieure à la
température de fusion du constituant principal. Les buts de cette pratique sont de permettre
la diffusion des atomes afin de créer des liens métallurgiques entre les particules qui sont en
contact les unes avec les autres, de permettre aux différents éléments d’alliages pré-
mélangés de diffuser pour uniformiser la microstructure et de permettre une relaxation des
contraintes induites par la compaction. La force motrice derrière le frittage est la diffusion
qui se produit afin de minimiser l’énergie libre du système. Comme il s’agit d’un processus

29
activé thermiquement, les températures de frittage auront intérêt à être les plus élevées
possible. Pour cette raison, les températures employées pour le frittage varieront beaucoup
en fonction du matériau à fritter, mais dans tous les cas les températures maximales
atteintes se situeront près de la température de fusion du métal. Le traitement se doit d’être
effectué dans une atmosphère contrôlée pour prévenir l’interaction (non désirée) du
matériau à fritter avec l’atmosphère ambiant. Le Tableau 2 donne quelques exemples de
conditions de frittage pour différents matériaux. Pendant ce traitement, la diffusion des
atomes crée des ponts entre les particules en contact. Ces ponts permettent d’augmenter
significativement les propriétés mécaniques des pièces fabriquées par métallurgie des
poudres et ainsi d’atteindre des résistances similaires à celles obtenues par les autres
techniques de mise en forme. La Figure 17 montre la formation de ponts causée par le
frittage de poudres de bronze non compactées.
Tableau 2 – Exemples de conditions de frittage en P/M [18]
Matériau Taille des
particules (µm) Atmosphère
Température
maximale (°C) Durée (min)
Aluminium 60 N2-H2 600 20
Cuivre 32 H2 1045 120
Fe-2Cu-0,8C 100 N2-H2 1120 30
Fe-2Ni-0,5C 80 N2-H2 1120 60
Acier inox 316L 44 H2 1385 90
Acier 4640 80 N2-H2 1120 30
Tantale 2 Vide 2400 120
Titane 50 Vide 1400 120
Tungstène 3 H2 2800 45

30
Figure 17 – Formation de ponts lors du frittage [18]
Les fours de frittage utilisés industriellement sont généralement des fours en continu. Ceux-
ci sont séparés en trois sections : une section de préchauffage pour permettre au lubrifiant
de brûler et de sortir de la pièce, une section à haute température pour le frittage à
proprement parler et finalement une zone à basse température pour le refroidissement. La
Figure 18 montre un schéma de four continu à courroie. Il existe aussi des fours à poussoir,
mais ceux-ci sont surtout utilisés pour les applications à plus haute température comme le
frittage d’aciers inoxydables.
Figure 18 – Four à courroie en continu pour la M/P [18]

31
2.3.5 – Applications
Les dernières sections décrivant les diverses étapes du procédé de métallurgie des poudres
ont montré qu’il s’agissait d’un procédé qui pouvait être opéré de manière continue, ce qui
en fait un procédé qui se prête facilement à la production à grande échelle. En conséquence,
la M/P a trouvé beaucoup d’applications dans la fabrication de pièces structurales dans le
domaine automobile et dans la fabrication de composantes électroniques (électrodes de pile
à combustible, condensateurs, cibles à rayons X, connecteurs électriques, etc.). Par
exemple, en moyenne on retrouve respectivement 19,5 kg, 9,3 kg et 8,6 kg de pièces
fabriquées par M/P dans les véhicules fabriqués en Amérique du Nord, en Europe et au
Japon. Le Tableau 3 présente quelques statistiques intéressantes pour illustrer la
consommation annuelle de poudres métalliques et la production de pièces provenant de la
métallurgie des poudres.
Tableau 3 – Quelques statistiques concernant le marché de la M/P [18]
Consommation de quelques poudres métalliques importantes (103 Tonnes/an)
Aluminium 100
Cobalt 39
Cuivre 42
Fer et acier 7300
Nickel 25
Acier inoxydable 9
Tungstène 50
Zirconium 20
Production de quelques produits provenant de la M/P
Plus de 500 milliards de condensateurs fabriqués par année à travers le monde
1,7 G$US de vente de poudres métalliques par année aux États-Unis
5 G$US provenant de la production de pièces frittés par année à travers le monde
Par ailleurs, une des premières applications de la métallurgie des poudres fut la mise en
forme de filaments de tungstène pour la fabrication d’ampoules incandescentes. En effet, le
tungstène étant un métal réfractaire, la métallurgie des poudres combinée avec des procédés
de mise en œuvre tel que le tréfilage furent les méthodes employées pour arriver à mettre en
forme ces pièces complexes.

32
2.4 – Ferrites
À la section 2.1 portant sur les propriétés magnétiques, il a été mentionné que le
magnétisme était un phénomène connu de l’homme depuis des milliers d’années. Il est très
intéressant de préciser que la première forme de magnétisme observée par l’homme était la
magnétite, Fe3O4, qui est justement une ferrite. La première application de la magnétite est
bien connue. Elle était utilisée pour magnétiser les aiguilles des boussoles pour l’orientation
des explorateurs. Même s’il s’agit d’un matériau bien connu, il n’a toutefois pas été l’objet
d’études élaborées avant les années 1930. La principale raison étant tout simplement qu’il
ne présentait pas de bonnes propriétés en comparaison avec d’autres matériaux
ferromagnétiques de l’époque. Cependant, l’apparition d’applications utilisant de très
hautes fréquences, par exemple dans le domaine des micro-ondes, a justifié l’étude des
ferrites comme matériau magnétique doux. En effet, même si leur perméabilité et leur
aimantation à saturation sont souvent inférieures à celles d’autres matériaux tels que le fer,
leur résistivité très élevée permet de limiter les pertes classiques qui deviennent très
importantes lorsque l’on travaille avec des fréquences d’application aussi élevées. Le
Tableau 4 montre la résistivité de plusieurs matériaux ferromagnétiques dont plusieurs
ferrites. Les quelques concentrations données sont exprimées en pourcentage massique.
Tableau 4 – Résistivité de matériaux ferromagnétiques [21]
Matériau Résistivité (Ω-m)
Ferrite Zn 1
Ferrite Cu 103
Ferrite Fe 4 x 10-5
Ferrite Mn 102
Ferrite NiZn 104
Ferrite Mg 105
Ferrite Co 105
Ferrite MnZn 1 – 10
Grenat Y et Fe 108 - 10
10
Fer pur 9,6 x 10-8
97Fe – 3Si 50 x 10-8
55Fe – 45Ni (Permalloy 45) 45 x 10-8

33
Les ferrites ne servent toutefois pas que de matériaux magnétiques doux. Certains types de
ferrites ont un champ coercitif et une induction rémanente très élevés et se comportent
plutôt comme des matériaux magnétiques durs. Ces derniers sont alors utilisés comme
aimants permanents ou comme matériau pour enregistrement magnétique.
Cette section présentera de manière détaillée la technique de mise en forme conventionnelle
des ferrites qui, comme on le verra, a beaucoup de points en communs avec la M/P. Par la
suite, un bref résumé de techniques alternatives sera fait et finalement le placage de la
ferrite et les concepts qui s’y rattachent seront présentés.
2.4.2 – Technique conventionnelle de mise en forme des ferrites
Le traitement conventionnel de la ferrite se déroule en trois principales étapes, soit la
préparation de la poudre, la compaction et le frittage de la poudre. Le traitement de la
ferrite est très similaire à celui de la plupart des autres céramiques à la différence que pour
les ferrites, plusieurs étapes du procédé viseront à améliorer les propriétés magnétiques. De
plus, cette technique a aussi beaucoup de points en communs avec la métallurgie des
poudres. Effectivement, la plupart des étapes du procédé sont très similaires sauf qu’au lieu
de travailler avec des poudres métalliques on travaille avec des poudres d’oxydes. Les
prochaines sections décriront sommairement les trois étapes mentionnées plus haut.
2.4.2.1 – Préparation de la poudre
La première étape dans la fabrication de la ferrite consiste à choisir la matière première.
Celle-ci peut tout simplement provenir de minerais (oxydes métalliques), de produits
dérivés du traitement des minerais ou encore de rejets de produits provenant du traitement
de l’acier. Ces oxydes doivent généralement être purifiés à des niveaux assez élevés afin de
pouvoir être utilisés pour la fabrication de ferrites. Une fois que les constituants de base
sont choisis et purifiés, on peut procéder au mélange de ceux-ci dans les proportions
requises pour avoir la stœchiométrie désirée.

34
Ensuite, il est presque toujours nécessaire de faire un broyage des poudres afin d’obtenir la
granulométrie souhaitée. Une granulométrie très fine est souhaitable afin d’augmenter la
surface spécifique des poudres et la vitesse de diffusion dans les traitements thermiques
ultérieurs. Ultimement, le but de cette pratique est d’obtenir la densité la plus élevée
possible et du même coup avoir les meilleures propriétés possibles.
Dans certains cas, suite au broyage, une étape de calcination sera requise afin d’uniformiser
la microstructure des poudres et de limiter la ségrégation. L’uniformité des poudres est
particulièrement importante dans la fabrication des ferrites car, dans les premiers stades du
frittage, on a une diffusion des atomes aux interfaces entre les différentes poudres
d’oxydes, donnant ainsi naissance à une couche d’oxyde relativement stable à la surface des
particules. Cette couche a pour effet de venir limiter la diffusion, empêchant ainsi la
formation de la ferrite désirée au centre de ces dernières. C’est pourquoi on procède
souvent à cette étape, laquelle est suivie d’un autre broyage qui sert à briser les ponts qui
ont été créés.
La calcination se déroule généralement à des températures avoisinant les 1000°C, soit
200°C ou 300°C en-dessous des températures usuelles de frittage. En plus d’uniformiser la
microstructure des poudres, elle a aussi pour avantage de limiter le changement
dimensionnel au terme du frittage qui est souvent de l’ordre de 10% à 20%.
Avant la compaction, on peut très souvent faire appel à un liant que l’on mélangera avec les
poudres pour leur donner une résistance à cru suffisamment élevée pour la manipulation.
Les liants peuvent être, par exemple, de l’alcool polyvinylique (PVA) ou du
polyéthylèneglycol (PEG).

35
2.4.2.2 – Compaction
Après toutes les étapes nécessaires à la préparation de la poudre, vient l’étape de la
compaction. La méthode de compaction la plus utilisée est définitivement le pressage
uniaxial. Le type de presse utilisée peut aussi bien être des presses mécaniques ou
hydrauliques. Les pressions de compaction se situent typiquement entre 100 MPa et 200
MPa tout dépendant du type de matériau à compacter et surtout des propriétés désirées. Si
les forces de frottement entre les parois de la matrice et la poudre deviennent trop
importantes, il est possible d’utiliser un démouleur comme le stéarate de zinc pour lubrifier
les parois. En théorie, le pressage uniaxial peut permettre de compacter les pièces
directement dans leur forme finale, sans avoir à faire appel à d’autres procédés de mise en
oeuvre. Cependant, comme le changement dimensionnel peut souvent être assez important
(10% à 20%), on peut avoir à procéder à un usinage de finition après le frittage dans les
applications où des tolérances très sévères sont demandées.
Pour certaines applications particulières, au lieu d’utiliser la compaction uniaxiale, on peut
utiliser la compaction isostatique à chaud ou à froid. Elle consiste à mettre la poudre dans
un contenant de plastique ou de caoutchouc qui sera mis dans un liquide ou un gaz à haute
pression. Ainsi, le fluide transfert la pression également dans toutes les directions au
contenant qui lui transférera la pression à la poudre. On réduit de cette façon la présence de
gradients de densité et on augmente l’isotropie des pièces. On peut procéder à la
compaction isostatique à chaud pour obtenir des densités extrêmement élevées et pour
obtenir des pièces ayant une microstructure très fine. Pour la compaction isostatique à
chaud ou à froid, le contrôle dimensionnel est souvent plus difficile à assurer qu’avec la
compaction uniaxiale et si les tolérances dimensionnelles sont très sévères, un usinage de
finition peut être requis.
2.4.2.3 – Frittage
Une fois la poudre préparée adéquatement et compactée sous forme d’échantillons, on doit
procéder à l’étape du frittage. Le frittage des céramiques, comme le frittage de poudres

36
métalliques, est un traitement thermique à haute température (légèrement en-dessous de la
température de fusion) pendant le lequel différents mécanismes de diffusion permettront la
formation de liens chimiques entre les particules qui au départ n’étaient liées que par des
liens mécaniques. Dans le cas des ferrites, les buts visés par ce traitement sont de compléter
la diffusion des atomes métalliques dans le réseau cristallin, d’établir la valence appropriée
pour les atomes à états d’oxydation multiples (à l’aide du contrôle de la concentration
d’oxygène) et de développer la microstructure recherchée pour les applications visées.
Cela dit, les conditions de frittages peuvent varier énormément en fonction du matériau à
l’étude et des propriétés recherchées. La plupart du temps le frittage se fait à des
températures situées entre 1000°C et 1300°C pendant 1 à 2 heures, toutefois certaines
techniques plus sophistiquées impliquent des temps de frittage aussi courts que 10 minutes
à des températures aussi élevées que 1460°C. De manière générale, si on veut garder une
microstructure fine on emploiera un temps de frittage plus court et si on veut obtenir une
densité élevée on se tournera vers des temps de frittage plus longs. La même logique
s’applique pour les températures.
Un autre facteur qui aura une grande importance dans la détermination des conditions de
frittage est la composition chimique de la ferrite utilisée. En effet, le comportement de
certains éléments peut limiter beaucoup les conditions de frittage. Par exemple, puisque le
zinc a un point de fusion et un point d’ébullition très faibles, les ferrites qui en contiennent
devront être frittées dans des conditions très particulières pour limiter les pertes en zinc.
Des études [27] portant sur les pertes en zinc durant le frittage de la ferrite NiZn ont montré
que deux approches permettaient de limiter ces pertes. On peut faire soit un frittage à
« basse » température (en-dessous de 1200°C) dans une atmosphère inerte, soit un frittage à
haute température (au-dessus de 1300°C) dans une atmosphère composée à 100%
d’oxygène. Si jamais un liant est employé pendant la compaction, il est important de
compter une courte période de temps lors de la montée en température du frittage pour que
le polymère brûle et soit extrait de la pièce.

37
En résumé, pour le frittage des ferrites comme pour plusieurs autres matériaux, les
conditions de frittage telles que le temps, la température et l’atmosphère seront dictées par
le matériau utilisé et les propriétés recherchées.
2.4.3 – Autres techniques
La technique décrite ci-haut est de loin la plus utilisée pour fabriquer des ferrites. Il existe
cependant plusieurs alternatives à cette technique, la plupart se font par l’intermédiaire
d’une phase aqueuse, et dans la majorité des cas les étapes de compaction et de frittage
demeurent nécessaires. Parmi ces procédés alternatifs on compte :
1. Coprécipitation
2. Précurseurs organiques
3. Grillage par co-vaporisation (Co-spray roasting)
4. Frittage actif
5. Synthèse au sel fondu
6. Synthèse Sol-Gel
7. Lyophilisation
8. Synthèse hydrothermale
9. Alliage mécanique
10. Projection au plasma
Décrire chacun de ces procédés n’est pas nécessaire dans le cadre de ce mémoire,
cependant il convient de mentionner que ces alternatives sont utilisées lorsque l’on désire
obtenir certaines propriétés bien particulières telles qu’une meilleure homogénéité, une
pureté supérieure ou pour avoir une microstructure plus fine.
2.4.4 – Placage de la ferrite
Il existe une autre technique pour produire de la ferrite, mais cette fois-ci sous forme de
revêtement. Cette technique, appelée placage de la ferrite, a été développée au début des
années 1980 par les chercheurs japonais Masanori Abe et Yutaka Tamaura. Celle-ci se base
largement sur le principe de l’électrodéposition. Pour cette raison, les deux sections qui
suivent présenteront le principe de base derrière l’électrodéposition et une variante de cette
technique, soit la déposition autocatalytique. Par la suite, un résumé des travaux de

38
messieurs Abe, Tamaura et leurs partenaires sera présenté. Plus spécifiquement, le principe
de base derrière le placage de la ferrite, les nouveaux développements et les applications de
cette technique seront expliqués.
2.4.4.1 – Électrodéposition
La technique de la déposition électrolytique, aussi appelée électroplacage ou tout
simplement placage, consiste à immerger la pièce à recouvrir (cathode) dans une solution
contenant des ions du métal que l’on désire déposer et de faire circuler un courant entre la
pièce et une électrode baignant aussi dans la solution. Les ions métalliques proviennent
généralement de sels métalliques tels que des chlorures ou des sulfates métalliques et
également de l’oxydation de l’électrode auxiliaire (anode). La Figure 19 illustre
schématiquement le montage requis pour procéder à une déposition électrolytique. Le M
réfère à un atome métallique qui pourrait être par exemple le fer et le Mx+
réfère à un ion
métallique où le x correspond à l’état d’oxydation. L’anode est généralement faite du même
métal que le dépôt que l’on veut fabriquer et la cathode peut être faite de la plupart des
matériaux conducteurs.
Figure 19 – Schéma simplifié du montage expérimental requis pour le placage
Le phénomène chimique derrière ce procédé est l’oxydo-réduction. L’oxydo-réduction
découle de deux réactions chimiques simultanées : l’oxydation et la réduction. L’oxydation

39
correspond à l’action de céder des électrons et se déroule à l’anode qui devient une source
d’électrons. À l’inverse, la réduction correspond à l’action d’acquérir des électrons et se
déroule à la cathode. Dans le cas de l’électrodéposition, on immerge la cathode, qui
correspond en fait à la pièce à recouvrir, et l’anode dans une solution, appelée électrolyte,
contenant les ions métalliques à déposer. En appliquant une différence de potentiel entre
l’anode et la cathode les ions chargés positivement se dirigent vers la cathode où ils sont
réduits et forment ainsi le recouvrement métallique. En plus de ce phénomène, les atomes
métalliques de l’anode étant exposés à l’électrolyte sont oxydés et passent en solution dans
ce dernier libérant du même coup des électrons.
Les propriétés finales du revêtement telles que la porosité, la rugosité, la résistance à
l’usure et à la torsion seront dictées par une série de facteurs. Parmi ceux-ci on compte la
densité de courant, la nature de l’électrolyte, l’agitation, la nature du support (cathode), la
température, la présence de constituants étrangers dans l’électrolyte et autres. Ces facteurs
auront une incidence sur la vitesse de déposition et ultimement sur la microstructure (taille,
orientation et morphologie des grains; porosité; cohésion support-revêtement). De manière
générale, plus la vitesse de déposition augmente, plus la taille des grains diminue. Le
tableau qui suit indique l’influence qu’auront certains facteurs sur la microstructure du
revêtement.
Tableau 5 – Influence des conditions d’électrolyse sur la microstructure [29]
Conditions d’électrolyse Taille de grain
Fine Grossière
Accroissement de la densité de courant ←
Augmentation de la concentration →
Accroissement de l’agitation →
Élévation de la température →
Addition d’éléments étrangers ←
Les revêtements métalliques produits peuvent avoir plusieurs utilités, notamment la
protection contre la corrosion, la résistance à l’érosion et ils peuvent être utilisés tout
simplement pour des fins esthétiques. Ces revêtements peuvent aussi être utilisés pour

40
fournir une surface soudable ou conductrice sur des surfaces qui ne le seraient normalement
pas. Il est possible de faire des revêtements multiples, afin de bénéficier de plusieurs
avantages simultanément. Pour cette raison, cette technique trouve des applications dans
une multitude de domaines tels que la pétrochimie, les plastiques, l’optique, l’imprimerie,
l’extraction minière, l’aérospatial, le nucléaire, l’automobile, le traitement de la nourriture,
le textile, le papier, l’informatique et bien sûr l’électronique. Les dépôts électrolytiques
peuvent aussi être utilisés pour des fins d’extraction, de purification ou de recyclage de
métaux. Dans ce cas-ci on fera déposer les ions métalliques à extraire sur une tôle d’acier
inoxydable laminée et on retira le revêtement en question pour conserver le métal purifié.
Dans le cadre d’un tel procédé, on voudra minimiser la cohésion entre le substrat et le
revêtement pour qu’il soit plus facile de les séparer. La plupart des métaux peuvent être
appliqués par électrodéposition, toutefois certains métaux comme le zinc, le nickel, l’étain
et le cadmium sont les métaux les plus courants. Par ailleurs, le placage de l’or, de l’argent
et du platine sont relativement fréquents en orfèvrerie et en électronique.
2.4.4.2 – Déposition autocatalytique
La technique décrite à la section précédente peut être utilisée dans la plupart des
applications, toutefois une des limitations de cette technique est qu’elle nécessite
l’utilisation d’une anode et d’une cathode sur lesquelles on applique une différence de
potentiel. Par conséquent, avec certaines géométries particulières comme c’est le cas par
exemple avec des poudres, on doit recourir à une alternative de cette technique appelée la
déposition autocatalytique. Cette technique est en fait très similaire à la déposition
électrolytique traditionnelle à la différence que la force motrice derrière l’oxydo-réduction
provient d’un catalyseur plutôt que d’une source de tension, ce qui élimine le besoin de
recourir à une anode et une cathode.
Puisque la déposition autocatalytique s’apparente grandement à l’électrodéposition, les
mêmes règles s’appliquent à quelques différences près. La principale différence sera la
présence d’un agent réducteur au sein de l’électrolyte dont le rôle sera évidemment de

41
fournir les électrons nécessaires à la réduction du métal à déposer, électrons qui auraient
normalement été fournis par la source de tension. Mis à part cette différence, on peut
toujours ajuster les propriétés du revêtement en faisant varier la nature de l’électrolyte,
l’agitation, la nature du support (substrat), la température, la présence de constituants
étrangers dans l’électrolyte, etc.
Les applications visées par cette technique sont typiquement les mêmes que celles visées
par l’électrodéposition. On peut toutefois rajouter à cette liste le recouvrement de poudres.
Dans bien des cas, l’une ou l’autre des deux techniques présentées peut être utilisée,
cependant dans certains cas on préférera tout de même utiliser le placage autocatalytique
pour éviter d’avoir à recourir à l’utilisation d’une anode et d’une cathode.
2.4.4.3 – Principe du placage de la ferrite
Au début des années 1970, plusieurs travaux faits entre autres par M. Kiyama et Y.
Tamaura ont permis de trouver comment synthétiser de la ferrite en phase aqueuse. Ces
travaux ont révélé qu’il était possible de faire précipiter des particules de ferrite spinelle à
partir d’une solution de réaction contenant des ions Fe2+
et d’autres métaux bivalents
lorsque le pH de celle-ci se situait entre 6 et 11 et que la température se situait entre 40°C et
80°C. La taille des particules en question peut varier entre 0,05 µm et 1 µm. Plus tard, au
début des années 1980, M. Abe et Y. Tamaura ont poursuivit ces travaux afin d’arriver à ce
que la ferrite se forme sur un substrat plutôt que de précipiter au sein de la solution.
Le principe derrière la formation de la ferrite en phase aqueuse est illustré à la Figure 20 et
est séparé en quatre étapes. (1) Le substrat ayant des groupes OH- à sa surface est immergé
dans une solution de réaction contenant des ions Fe2+
et des ions d’autres métaux M2+
. Ces
ions sont adsorbés à la surface recouverte de groupes OH- libérant du même coup des ions
H+. (2) En ajoutant un agent oxydant tel que du NaNO2, de l’oxygène en solution ou encore
un courant anodique, quelques ions de Fe2+
sont oxydés en Fe3+
, ces derniers étant
essentiels à la formation de la ferrite. (3) Les ions Fe2+
, Fe3+
et M2+
permettent ensuite

42
l’adsorption d’autres groupes OH- (4) qui eux à leur tour permettront l’adsorption d’autres
ions métalliques moyennant la libération d’un ion H+. Au terme de ces quatre étapes, on se
retrouve avec une première couche du spinelle de ferrite. Les étapes 2 à 4 peuvent être
répétées autant de fois que nécessaire pour avoir un revêtement de ferrite spinelle aussi
épais que l’on veut. Cette description laisse sous-entendre que ces étapes se déroulent l’une
après l’autre de manière distincte alors que dans les faits elles peuvent toutes se dérouler de
manière conjointe. C’est-à-dire que dans le montage, on peut très bien rajouter tous les
éléments à la fois.
Figure 20 – Principe du placage de la ferrite [37]
La réaction chimique d’oxydo-réduction exacte décrivant cette réaction varie en fonction
du type d’agent oxydant et du type de ferrite recherchée. Par exemple, en utilisant du nitrite
de sodium, la demi-réaction de réduction serait la suivante :
Équation 13
Avec une ferrite NiZn ayant la stœchiométrie suivante (NiO)0,5(ZnO)0,5Fe2O3, on aurait la
demi-réaction d’oxydation qui suit :
Équation 14

43
En additionnant les deux demi-réactions des équations 13 et 14, on obtient alors la réaction
d’oxydo-réduction globale qui suit :
Équation 15
Cette réaction de libère des ions H+ qui deviendront des ions H3O
+, ce qui implique une
diminution du pH. Comme cette réaction nécessite aussi la présence de groupes
hydroxydes, afin que cette réaction se perpétue, le pH devra être augmenté pour garder la
concentration de OH- suffisamment élevée. Il est possible d’augmenter le pH en rajoutant
une base telle que le NaOH ou le KOH. Il est également possible de faire appel à une
solution tampon pour garder le pH de la solution constant. Un exemple de solution tampon
est le CH3COONH4. Comme mentionné précédemment, la formation du spinelle de la
ferrite est possible pour des pH allant de 6 à 11. Des travaux de Masanori Abe ont révélé
que le pH avait une forte incidence sur la microstructure finale du revêtement. En effet, il a
été démontré qu’un pH faible (près de 6) avait tendance à produire un revêtement
comportant de gros grains alors que pour un pH plus élevé on obtenait plutôt des grains
fins.
Comme pour l’électrodéposition et le placage autocatalytique, la durée du traitement, la
nature de l’électrolyte, l’agitation, la nature du support (substrat), la température et la
présence de constituants étrangers dans l’électrolyte sont tous des éléments pouvant avoir
une incidence sur les propriétés finales du revêtement. Cependant, cette technique implique
certaines particularités. En effet, pour que la ferrite aille se déposer à la surface du substrat,
on doit y retrouver des groupes OH-. Pour ce faire, il est nécessaire d’attaquer la surface du
substrat à l’aide d’une solution acide. Par ailleurs, si on ajoute tous les éléments nécessaires
à la réaction simultanément en concentration suffisante, il est possible que la ferrite
précipite au sein de la solution plutôt que de se déposer sur le substrat. La température aussi
est un des facteurs qui peut permettre la précipitation de la ferrite. Pour éviter un tel
phénomène, il est essentiel de bien contrôler la réaction en ajoutant tous les éléments requis
sauf un, et d’ajouter tranquillement ce dernier. En procédant de la sorte, on peut éviter la
précipitation de la ferrite. Par exemple, on pourrait retirer toute forme d’agent oxydant de la

44
solution de réaction, ajouter le substrat et les ions métalliques (et autres éléments tels que
les agents complexants, les inhibiteurs ou les accélérateurs si nécessaire) et finalement
ajouter l’agent oxydant de manière très limitée.
2.4.4.4 – Nouveaux développements
Depuis son invention au début des années 1980, cette technique a connu quelques
développements très intéressants. Par exemple, au départ on n’était capable de produire des
revêtements que sur des surfaces planes telles des plaques ou d’autres pièces relativement
massives. La raison étant que le dépôt de ferrite s’accompagne aussi de la précipitation de
fines poudres de ferrite au sein de la solution et que, lorsque l’on travaille avec des poudres,
la ferrite a tendance à précipiter dans la solution plutôt qu’à se former sur les poudres. De
surcroît, comme la vitesse de déposition augmente avec l’augmentation de l’énergie de
surface et que celle-ci augmente en diminuant la taille des poudres, il est particulièrement
difficile de faire un placage de ferrite sur des particules grossières. Néanmoins, vers la fin
des années 1980, une technique a été mise sur pied [40] pour y arriver. L’idée consiste
simplement à contrôler les paramètres de réaction de manière à prévenir la précipitation de
la ferrite au sein de la solution pour que la formation de cette dernière ait plutôt lieu à la
surface des poudres.
Une avancée notable a aussi été proposée vers la fin des années 1990. Dans un article parût
en 1997 [41], M. Abe et son équipe ont proposé l’utilisation d’ultrasons pour accélérer et
possiblement améliorer le processus de déposition de la ferrite. L’idée étant que les
ultrasons génèrent dans le liquide des « points chauds » localisés où on obtient des
températures et des pressions très élevées. Ces points localisés permettent de simuler une
température plus élevée et par le fait même d’augmenter la vitesse de déposition. Un autre
avantage notable des ultrasons est que dans certains cas ils permettent l’obtention d’un film
plus uniforme et de meilleure qualité.

45
2.4.4.5 – Applications
Depuis la découverte du placage de la ferrite en phase aqueuse, plusieurs applications
impliquant cette méthode furent développées. Les prochains paragraphes énumèrent
quelques unes de ces applications dans des domaines aussi variés que l’impression,
l’électronique ou encore la médecine.
Dans le domaine de l’impression d’abord, une nouvelle sorte de toner (encre en poudre) a
été développée par Nippon Paint Co. Ltd. en se basant sur la technique du placage de la
ferrite. Le principe est de recouvrir des microsphères de polyacrylate de 3 à 10 µm et de 50
à 100 µm de diamètre d’une couche de ferrite. Les microsphères du composite polymère-
ferrite ainsi obtenu sont beaucoup plus sphériques et ont pour avantage d’avoir une
distribution granulométrique beaucoup plus étroite que les toners traditionnels, ceux-ci
étant normalement obtenus à partir du broyage de particules de ferrites. Le résultat net est
que ces nouveaux toners permettent d’atteindre une meilleure résolution et une meilleure
qualité d’image lors de l’impression.
Dans le domaine de l’électronique, les revêtements de ferrites ont trouvé deux applications
remarquables. Premièrement, en utilisant la technique rotation-vaporisation (spin-spray) qui
consiste à placer un échantillon sur un disque en rotation et à l’arroser en alternance d’un
jet en aérosol de la solution de réaction contenant les ions métalliques et d’un autre jet en
aérosol de la solution oxydante (voir Figure 21), il est possible de créer des revêtements de
ferrite CoNi (CoxNiyFe1-x-yO4) ou encore de ferrite NiZn (NixZnyFe1-x-yO4) ayant des
propriétés très particulières permettant l’enregistrement magnétique perpendiculaire. Les
propriétés en question sont la forte anisotropie des revêtements et leur champ coercitif
perpendiculaire à la surface du substrat très élevé. Ces propriétés ont permis à la compagnie
Akita Research Institute of Advanced Technology de pair avec l’équipe de M. Abe de
développer une sous-couche de ferrite offrant de meilleures propriétés que l’alliage CoCr
normalement utilisé. De plus, la faible interaction magnétique entre les grains de ferrite du
revêtement a pour avantage de réduire le bruit de transition du matériau utilisé pour
l’enregistrement.

46
Figure 21 – Placage de ferrite à l’aide de la technique « Spin-Spray » [43]
Toujours dans le domaine de l’électronique, les revêtements de ferrites peuvent être utilisés
pour produire des motifs sans recourir à l’utilisation de masques. Pour y arriver, on utilise
un laser pour tracer le motif en question. L’idée derrière cette technique est la suivante. Le
dépôt de la ferrite étant activé thermiquement, en utilisant un laser en un point bien précis,
on peut accélérer la vitesse de déposition du revêtement d’un facteur environ 80 à cet
endroit. Donc en dirigeant un laser à certains endroits bien précis, on peut faire en sorte que
le revêtement soit considérablement plus épais à ces endroits qu’aux autres. La Figure 22a)
illustre schématiquement le montage requis pour procéder à cette technique. Juste à côté, la
Figure 22b) donne un exemple de motif tracé à l’aide d’un laser. En tirant profit du même
principe, on peut utiliser une lampe et la focaliser sur une surface sur laquelle on veut
déposer un revêtement de ferrite pour accélérer la vitesse de déposition localement sur une
plaque par exemple.

47
Figure 22 – Traçage de motifs de ferrite à l’aide de laser [43]
Maintenant dans le domaine biomédical, le placage de la ferrite a aussi trouvé des
applications. Toujours en collaboration avec Nippon Paint Co. Ltd., Masanori Abe et son
équipe ont recouvert de ferrite des microsphères de polyacrylate ayant un diamètre de 0,25
µm. Ces sphères sont maintenant utilisées par la compagnie Fuji Rebio Inc. dans les tests de
dosage immuno-enzymatiques pour la détection de cancer. Dans ces tests, la couche de
ferrite sert de points d’ancrage aux anticorps qui eux se lient aux antigènes liés aux
enzymes recherchées. En utilisant diverses techniques chimiques, on peut ensuite mesurer
la concentration d’enzymes présents dans la solution étudiée. Cette approche a pour
avantage d’accélérer et d’améliorer la sensibilité de ces tests.
Une autre application des revêtements de ferrite dans le domaine biomédical consiste à
utiliser un revêtement de ferrite à l’intérieur d’un vaisseau sanguin artificiel pour augmenter
ses propriétés anticoagulantes. En effet, en revêtant d’une couche de magnétite l’intérieur
de vaisseaux sanguins artificiels faits à partir de polyuréthanne segmenté, un matériau déjà
reconnu pour ses propriétés antithrombogènes, on parvient à augmenter encore davantage le
temps nécessaire à la coagulation du sang dans ce dernier.
Pour la dernière application, une fois de plus dans le domaine biomédical, les revêtements
de ferrites sont utilisés dans le procédé de fabrication d’un agent contrastant dans le
domaine de l’inspection par ultrasons du corps humain. L’agent en question est en fait

48
constitué de microsphères de silice poreuses ayant un diamètre moyen d’environ 2,2 µm
recouvertes d’une couche de magnétite. L’air contenu dans les pores de la silice a pour effet
de disperser les ultrasons de manière très efficace, ce qui permet d’améliorer le contraste du
milieu inspecté.

49
3 – Méthode expérimentale
Comme mentionné à l’introduction, la méthode expérimentale se présente en deux parties.
La première partie concerne les manipulations se rattachant à l’application d’un revêtement
par la technique du placage de la ferrite et la deuxième traite des manipulations reliées à
l’ajout de nanoparticules de ferrites. Les sections suivantes expliquent plus en détails la
démarche utilisée dans chacun de ces cas.
3.1 – Placage de ferrite
La première technique employée pour appliquer un revêtement de ferrite sur les particules
de fer correspond à la technique décrite à la section 2.4.4. Le plan d’expérience concernant
l’étude des revêtements de ferrite par placage se divise en trois grandes étapes. La première
étape consiste à choisir le montage à employer pour procéder à la déposition du revêtement,
la deuxième a pour but de déterminer le type de traitement de surface à utiliser avant la
déposition et la troisième étape a pour but d’améliorer le traitement thermique. En plus de
ces trois étapes principales, une quatrième se rajoute à celles-ci pour étudier deux
paramètres plus particuliers de la technique. Dans un cas on procède à un tamisage pour
retirer les particules fines et dans le second on compacte les poudres à tiède.
3.1.1 – Choix de la méthode de déposition
La première étape pour parvenir à recouvrir les particules de fer d’une couche de ferrite
consiste à déterminer la méthode à utiliser pour procéder à la déposition. C’est-à-dire que
depuis la découverte du principe derrière le placage de la ferrite dans les années 1980,
plusieurs méthodes ou montages ont été développés pour appliquer ce principe et il faut
faire un choix parmi ces méthodes en fonction du matériau que l’on utilise et du type de
revêtement que l’on recherche. Dans le cas présent, puisque l’on travaille avec des poudres
métalliques plutôt qu’avec des plaques ou d’autres pièces plus massives, les techniques

50
envisageables sont beaucoup plus limitées. Deux techniques ont été retenues et seront
étudiées pour voir laquelle des deux donnent les meilleurs résultats. Ces dernières ont été
choisies car elles permettaient d’étudier deux approches très différentes. La première
favorise une formation lente de la ferrite et est simple d’exécution. En revanche, la
deuxième technique favorise une formation rapide de la ferrite. De plus, la température plus
élevée, l’utilisation d’ultrasons et la plus longue durée du traitement sont tous des éléments
qui rendent cette méthode plus compliquée à utiliser. Les deux techniques sont décrites en
détails dans les deux prochaines sections.
Après avoir procédé à la déposition, les poudres obtenues sont observées au microscope
électronique à balayage pour voir d’abord s’il y a bel et bien eu formation d’un revêtement
de ferrite et également pour comparer les propriétés du revêtement. C’est-à-dire son
uniformité et son épaisseur. Les poudres ont aussi été analysées en diffraction des rayons X
afin de s’assurer de la présence de ferrite.
3.1.1.1 – Première technique
La première technique employée correspond à celle décrite dans l’article de la référence
[45]. Cette dernière a été choisie car elle présente deux avantages notables. D’abord, elle
est simple d’utilisation car elle ne nécessite pas d’ultrasons, d’atmosphère contrôlée, elle
peut être effectuée à température ambiante et la réaction ne dure qu’environ dix minutes.
Donc, si elle donne de bons résultats, les manipulations seront de beaucoup simplifiées. Un
autre avantage est qu’elle permet l’obtention d’un revêtement très mince et continue. Ce qui
est souhaitable pour la fabrication d’un composite magnétique doux à base de poudres
métalliques. Dans l’article d’où provient cette technique on parle d’un revêtement ayant
une épaisseur située entre 15 nm à 20 nm. On cherche toutefois à avoir un revêtement un
peu plus épais pour isoler les particules efficacement les unes des autres. Conséquemment,
des modifications furent apportées à la technique pour que la réaction dure plus longtemps.

51
Il n’est pas certain que cette méthode fonctionnera pour ce projet puisque l’ATOMET 580
diffère des particules de fer employées dans l’article selon plusieurs points. En effet, dans
l’article cité plus haut, les particules avaient un diamètre moyen de 2 µm, une distribution
granulométrique très étroite et une morphologie sphérique. À l’inverse, les particules
utilisées dans le cadre du présent projet ont un diamètre moyen beaucoup plus large
(environ 85 µm), une distribution granulométrique relativement étendue et une
morphologie irrégulière. Comme un faible diamètre aide à la formation d’un dépôt de
ferrite, il se peut que la technique ne fonctionne pas pour les poudres atomisées à l’eau. De
plus, la distribution granulométrique large et la morphologie irrégulière de ces poudres sont
deux facteurs qui nuisent à l’uniformité du revêtement. Donc, si cette technique permet
d’obtenir un revêtement il se peut qu’il ne soit pas aussi uniforme que celui obtenu par
l’équipe de M. Abe.
Par ailleurs, bien que l’article offre une bonne description de la procédure expérimentale,
certains paramètres ne sont pas mentionnés. Par exemple, les quantités de produits utilisés
(poudre de fer, eau) et surtout les concentrations de chlorures et de KOH ne sont pas
divulguées. Pour avoir une idée de l’ordre de grandeur de la concentration de chlorure à
utiliser, il a fallu se tourner vers un autre article. De tous les articles sur le placage de la
ferrite cités dans la bibliographie, un seul donne les concentrations employées [42]. Il ne
s’agit pas du tout du même montage, mais ces valeurs permettent d’avoir une idée de
l’ordre de grandeur des proportions à utiliser.
Le montage employé en se basant sur la technique mentionnée est le suivant. Les particules
de fer à recouvrir (10g) sont immergées dans 300 mL d’eau. La solution est agitée de
manière à conserver les poudres en suspension. On rajoute au mélange une solution
contenant les chlorures au rythme de 2,5 mL/min. Celle-ci est une solution aqueuse de 75
mL contenant 2 mol/L de chlorure ferreux tétrahydraté (FeCl2-4H2O), 0,5 mol/L de
chlorure de nickel hexahydraté (NiCl2-6H2O) et 0,5 mol/L de chlorure de zinc (ZnCl2). Les
différents chlorures ont été mis en solution dans ces proportions pour respecter la
stœchiométrie de la ferrite recherchée. Une fois tous les chlorures rajoutés à la solution

52
principale, celle-ci devrait contenir 0,4 mol/L de Fe2+
si on néglige le changement de
volume causé par l’ajout de la solution basique. Comme on souhaite garder un pH constant
et que l’ajout de chlorures a pour effet de faire diminuer le pH, on rajoute également au
besoin une solution basique à la solution principale de manière à maintenir un pH de 7.
Celle-ci consiste en une solution aqueuse de 200 mL contenant 4 mol/L de KOH.
Normalement, il ne devrait pas être nécessaire de l’utiliser au complet. En suivant cette
procédure, la réaction totale est supposée durer 30 minutes. Après avoir ajouté toute la
solution de réaction, les particules sont extraites de la solution à l’aide d’un aimant et
ensuite elles sont rincées à l’eau plusieurs fois et séchées dans l’air à 105°C pendant deux à
trois heures. La Figure 23 représente le montage utilisé pour faire la déposition selon cette
technique.
Figure 23 – Schéma du montage de la première technique

53
3.1.1.2 – Deuxième technique
La deuxième technique utilisée est très différente de la première. En effet, pour la première
méthode l’agent oxydant utilisé, l’air, est déjà présent dans la solution principale et on
rajoute graduellement les chlorures. De plus, le dépôt se fait à la température ambiante et
on ne fait pas appel à des ultrasons. Tous ces éléments favorisent une formation lente de la
ferrite. Toutefois, comme les particules utilisées sont relativement grossières (diamètre
moyen de 85 µm), il est possible que la vitesse de déposition soit trop lente. Pour cette
raison, la deuxième technique va plutôt favoriser une formation rapide de la ferrite. Basée
sur des méthodes présentées dans les références [38], [39] et [41], plusieurs modifications
auront été apportées pour accélérer la formation de la ferrite.
Le montage de la deuxième technique est illustré à la Figure 24. La solution de réaction est
une solution aqueuse de 500 mL qui comprend dès le départ les agents oxydants, les
chlorures et la poudre de fer (10g). Les agents oxydants utilisés sont l’air, que l’on fait
barboter tout le long de l’expérience, et le nitrite de sodium (NaNO2) qui se trouve dans la
solution de réaction dans une concentration de 0,05 mol/L. Cette dernière contient
également 1 mol/L de chlorure ferreux tétrahydraté (FeCl2-4H2O), 0,25 mol/L de chlorure
de nickel hexahydraté (NiCl2-6H2O) et 0,25 mol/L de chlorure de zinc (ZnCl2). Au cours de
la réaction, on ajoute au besoin une solution basique à la solution de réaction pour garder le
pH à 7. La solution basique est une solution aqueuse de 400 mL de KOH à 8 mol/L. Des
ultrasons sont appliqués au montage à l’aide d’un bain à ultrasons et la température est
maintenue à 50°C. La solution de réaction est agitée pour garder les particules de fer en
suspension et est laissée ainsi pendant 45 min. Après ce temps, la poudre de fer est extraite
de la solution à l’aide d’un aimant, elle est rincée à l’eau plusieurs fois et séchée dans l’air à
105°C pendant 2 à 3 heures.

54
Figure 24 – Schéma du montage de la deuxième technique
3.1.1.3 – Modification de la deuxième technique
Les résultats obtenus au terme des manipulations précédentes ont mené au choix de la
deuxième technique décrite, mais avec des changements importants. De manière générale,
les changements apportés avaient pour but de limiter la formation de la ferrite en contrôlant
l’oxydation des ions Fe2+
.
La première étape consiste à attaquer la surface des poudres avec une solution d’acide
chlorhydrique (HCl) à 10%-vol diluée dans l’eau. Comme expliqué à la section 5.1.1.1, ce
traitement a pour but de favoriser la formation de la ferrite à la surface des particules plutôt
que de précipiter au sein de la solution. D’abord, 100 mL d’une solution d’HCl à 10%-vol
diluée dans l’eau est préparée pour attaquer 100g de particules de fer. La poudre est placée
dans un entonnoir Büchner sous une hotte et on s’assure d’avoir versé une certaine quantité

55
d’eau, par exemple 200 mL, dans la fiole de filtration. Ainsi, lorsque la poudre sera rincée,
on ne déversera pas l’eau dans l’acide 10%-vol, mais plutôt dans un acide dilué. On verse
les 100 mL d’acide chlorhydrique 10%-vol dans l’entonnoir Büchner contenant les
particules et on attend 30 secondes, après quoi on démarre le système de filtration sous vide
pour retirer l’acide. On peut ensuite rincer la poudre avec 200 mL d’eau et la sécher dans
l’air à 105°C pendant 2 à 3 heures. Advenant le cas où une quantité plus importante de
poudre est utilisée, il est possible qu’il soit nécessaire d’utiliser une plus grande quantité
d’acide chlorhydrique et d’eau.
Une fois que les particules ont subi le traitement de surface à l’acide, on peut procéder à la
déposition du revêtement de ferrite. Un schéma du montage requis est illustré à la Figure
25. Dans le but de limiter l’oxydation, la réaction se déroule à température ambiante plutôt
qu’à 50°C et on n’utilise pas d’ultrasons. On doit d’abord désoxygéner l’eau en y faisant
barboter de l’azote pendant 30 minutes. Après cette étape, l’eau désoxygénée est utilisée
pour préparer la solution de réaction. Celle-ci se compose de 500 mL d’eau à laquelle on
rajoute 0,05 mol/L de chlorure ferreux tétrahydraté, 0,0125 mol/L de chlorure de nickel
hexahydraté, 0,005 mol/L de chlorure de zinc et 75g de poudre de fer attaquée à l’acide.
Ces concentrations en chlorures plus faibles ont été tirées de la littérature [42] et devraient
normalement limiter la précipitation de la ferrite. Ici, une plus grande quantité de poudre de
fer a été utilisé dans le but de compacter des échantillons pour la mesure de la résistivité.
On fera barboter de l’azote tout au long de l’expérience pour contrôler la réaction
d’oxydation des ions de fer II. La solution oxydante est une solution aqueuse contenant 0,3
mol/L de NaNO2 que l’on rajoute au rythme de 1 mL/min pendant 60 minutes. Comme
pour les essais précédents, on ajoute une solution basique au besoin pour garder le pH à 7 et
on agite la solution de réaction pour garder les particules de fer en suspension. La solution
basique est toujours du KOH à 8 mol/L. En suivant cette procédure la réaction devrait durer
1 heure, après quoi la poudre est extraite de la solution par décantation et est rincée à
l’éthanol pour prévenir la formation de rouille pendant le séchage. Finalement celle-ci est
séchée dans l’air à 85°C. L’opération d’extraction des poudres de la solution entraîne très
peu de pertes, soit moins de 5%-m. Les particules ne sont pas simplement filtrées parce

56
que, tel que mentionné à la section 5.1.1.1, pendant la réaction il y a pratiquement toujours
précipitation de fines particules de ferrites et celles-ci seraient aussi récupérées lors de la
filtration.
Figure 25 – Schéma du montage de la technique retenue
Une fraction des particules recueillies après ce traitement est utilisée pour l’analyse au
microscope électronique à balayage. Des particules sont aussi observées en coupe
transversale pour étudier l’uniformité et l’épaisseur du revêtement. Une autre fraction de la
poudre recueillie est compactée à 620 MPa (45 TSI) pour faire une barre TRS. Une barre
TRS est un échantillon rectangulaire de 3,175cm x 0,635cm x 1,27 cm (1,25po x 0,25 po x
0,5 po) normalement utilisé pour faire des essais de flexion trois points [47] (en anglais :
transverse rupture strength, TRS). Lors de la compaction aucun lubrifiant n’a été mélangé à
la poudre. Du stéarate de zinc a cependant été déposé sur les parois intérieures de la
matrice. La barre TRS obtenue a été utilisée ensuite pour mesurer la résistivité du matériau
à l’aide d’une électrode à quatre pointes. Finalement, la poudre a aussi été analysée en
spectroscopie par absorption atomique pour connaître sa concentration en zinc et en nickel
et elle a également été analysée pour connaître sa concentration en oxygène. Ces trois

57
concentrations et une étude au BET pour connaître la surface spécifique de l’ATOMET 580
permettront de connaître l’épaisseur théorique du revêtement de ferrite de même que sa
concentration en ferrite nickel et en ferrite zinc. Les calculs requis pour relier ces quatre
données à l’épaisseur moyenne du revêtement et à sa composition sont faits à l’annexe A.
3.1.2 – Choix du traitement de surface
La seconde étape de la méthode expérimentale avait pour but de déterminer le type de
traitement de surface à effectuer sur les particules de fer avant la déposition. En effet, une
des conditions pour qu’il y ait déposition de la ferrite sur un substrat est qu’il doit y avoir
des groupes hydroxydes présents à sa surface. En ce sens, il est mentionné dans la
littérature qu’un traitement de surface doit être fait sur les particules de fer à l’aide d’une
solution acide. Cependant, aucun détail n’est donné sur la nature de la solution acide à
utiliser et sur les manipulations à effectuer pour y arriver. Pour cette raison, différents
traitements de surfaces ont été étudiés afin de voir lequel permettait de produire le matériau
le plus résistif.
3.1.2.1 – Conditions expérimentales
Six différents types de traitements de surface ont été étudiés. Le procédé décrit à la section
précédente a été appliqué sur des particules n’ayant pas subi de traitement de surface (1),
sur des particules ayant été attaquées à l’acide chlorhydrique 10%-vol dilué dans l’éthanol
(2) et sur des particules ayant été attaquées à l’acide nitrique 2%-vol dilué dans l’éthanol
(3). Finalement, les mêmes traitements de surface ont été refaits mais en laissant ensuite les
particules dans l’eau bouillante pendant une heure afin de voir si une couche d’oxyde à la
surface pouvait améliorer le procédé. Ainsi, un échantillon n’a pas du tout été attaqué, mais
a été laissé une heure dans l’eau bouillante (4). Un autre a été attaqué à l’acide
chlorhydrique 10%-vol dilué dans l’éthanol et a été laissé une heure dans l’eau bouillante
(5). Finalement un autre a été attaqué à l’acide chlorhydrique 2%-vol dilué dans l’éthanol et

58
laissé dans l’eau bouillante pendant une heure (6). Le Tableau 6 résume les différences
entre chacun de ces tests.
Tableau 6 – Conditions expérimentales pour l’étude du traitement de surface
Test Attaque Eau bouillante
1 Aucune Non
2 HCl 10-%vol Non
3 HNO3 2%-vol Non
4 Aucune Oui
5 HCl 10%-vol Oui
6 HNO3 2%-vol Oui
Pour chacun des tests énumérés au Tableau 6, un échantillon de poudre a été analysé en
spectrométrie d’absorption atomique pour connaître sa composition en nickel et en zinc. Un
autre échantillon de poudre a été analysé pour connaître sa concentration en oxygène.
Comme à la section précédente, les données recueillies ont permis de calculer la
composition chimique et l’épaisseur théorique moyenne du revêtement produit (annexe A).
De plus, pour chaque test, la poudre a aussi été compactée sous forme de barre TRS à 620
MPa en utilisant du lubrifiant seulement sur les parois de la matrice. Les barres TRS ont
ensuite été utilisées pour mesurer la densité des échantillons et leur résistivité. Les poudres
ont aussi été analysées en spectrométrie photoélectronique X (en anglais : X-ray
photoemission spectroscopy, XPS) entre l’attaque et la déposition. Le but de cette analyse
était de mieux comprendre l’impact du traitement de surface sur la chimie de surface des
poudres.
3.1.2.2 – Vérification du traitement de surface
Les résultats obtenus suite aux tests de la section précédente ont révélé que le choix du
traitement de surface à utiliser était un élément clé pour qu’il y ait déposition de la ferrite.
Cependant, dans la revue de littérature, il n’y avait aucune description détaillée de la

59
technique à utiliser. Une communication personnelle avec M. Masanori Abe2 a permis de
savoir que pour rendre l’attaque plus efficace et ultimement améliorer la résistivité du
matériau, il était préférable de faire l’attaque dans une solution désoxygénée et à une
température supérieure à la température ambiante. Pour vérifier l’efficacité de cette
technique, on l’a comparée à celle qui a donné les meilleurs résultats dans la section
précédente.
Dans le premier cas, l’attaque consistait à faire la même chose que le test de la section
3.1.2.1 ayant permis d’obtenir le matériau le plus résistif. Soit une attaque à l’acide
chlorhydrique 10%-vol dilué dans l’éthanol. Dans le deuxième cas, la solution utilisée pour
l’attaque était de l’acide chlorhydrique dilué dans l’eau à une concentration de 1 mol/L, soit
approximativement 3%-vol. Avant de procéder à l’attaque, on a fait barboter de l’azote
pendant au moins 30 minutes dans l’eau qui sera utilisée pour rincer les particules après
l’attaque et également dans la solution de HCl. Pendant ce temps, on en profite pour
chauffer la solution acide à 60°C. Pour attaquer la poudre, on procède de la même façon
que précédemment. C’est-à-dire que l’on dépose la poudre dans un entonnoir Büchner, on
verse la solution acide, on attend 30 secondes et on démarre le système sous vide. On rince
ensuite la poudre avec l’eau désoxygénée et on la laisse sécher dans l’air à 105°C pendant 2
à 3 heures.
Outre les différents traitements de surface, toutes les autres conditions expérimentales ont
été les mêmes pour les deux dépositions. Dans ce cas-ci, 300g de poudre ont été traitées
pour permettre de caractériser plus en détails les matériaux obtenus. Les concentrations en
ions de fer, de nickel et de zinc étaient respectivement de 0,05 mol/L, 0,0125 mol/L et
0,005 mol/L. On a maintenu le pH à 7 et, comme les autres fois, on a ajouté 1 mL/min
d’une solution de NaNO2 à 0,3 mol/L pendant tout le long de la réaction qui a duré 60
minutes.

60
Après la réaction, 0,5%-m de Kenolube, un lubrifiant développé par Höganäs AB, a été
mélangé à la poudre recueillie et celle-ci a ensuite été compactée sous forme de barres TRS
et d’anneaux toroïdaux. Trois barres TRS ont été compactées à 620 MPa (45 TSI) et trois
autres à 825 MPa (60 TSI) pour chacun des deux mélanges. À titre comparatif, de
l’ATOMET 580 n’ayant subi aucun traitement a aussi été mélangée à 0,5%-m de Kenolube
et compactée sous forme de barre TRS à 620 MPa et 825 MPa. Toujours pour des fins de
comparaisons, pour chaque mélange, une barre TRS de particules revêtues de ferrite ne
contenant pas de lubrifiant a été compactée à 620 MPa et une autre barre TRS a été
compactée dans les mêmes conditions à partir de particules ayant seulement été attaquées à
l’acide chlorhydrique, mais sans avoir été revêtues d’une couche de ferrite. Un anneau a été
compacté à 620 MPa et à 825 MPa avec la poudre du premier mélange, c’est-à-dire celui
ayant subi le traitement de surface à l’acide chlorhydrique 10%-vol. Pour le deuxième
mélange, un anneau a été compacté à 620 MPa, mais il n’a pas été possible d’en compacter
un deuxième à 825 MPa parce que l’anneau se brisait lors de l’éjection.
Les contraintes résiduelles créées lors de la compaction ont pour effet d’augmenter les
pertes magnétiques. Un traitement thermique a donc été effectué sur les échantillons afin de
limiter ces dernières. Cette opération permet également d’augmenter la résistance
mécanique des pièces produites, car elle permet une légère diffusion au sein de celles-ci et
entraîne la création de faibles liens entre les particules. Les conditions expérimentales
utilisées pour faire ce traitement correspondent à celles fréquemment décrites dans la
littérature pour traiter thermiquement les composites magnétiques doux à base de poudres
métalliques revêtues d’un matériau céramique. Pour procéder au traitement thermique en
question, un four tubulaire a d’abord été préchauffé à 500°C et ensuite les pièces y ont été
introduites. Un thermocouple placé à l’intérieur d’une barre TRS a permis de mesurer le
profil thermique du traitement. La Figure 26 illustre le profil en question. Comme on peut
voir sur le graphique, la température a été maintenue à 500°C pendant 30 minutes. Une fois
ce temps écoulé, le tube contenant les échantillons a été retiré du four tubulaire et refroidit à
l’aide d’un ventilateur. Ainsi, le taux de refroidissement a été relativement rapide. En

61
considérant le temps requis pour atteindre 500°C et le temps nécessaire pour le
refroidissement, le traitement thermique en soi a duré au total un peu plus de 60 minutes.
Figure 26 – Profil thermique de l’essai vérifiant le traitement de surface
Les barres TRS ont été utilisées pour mesurer la résistivité, la densité et la résistance en
flexion trois points des matériaux. Les anneaux ont servis à mesurer les propriétés
magnétiques. Le test consiste à bobiner un circuit primaire et un circuit secondaire autour
de l’anneau et à faire circuler un courant électrique dans le circuit primaire. Le courant
électrique fait en sorte que le bobinage du circuit primaire induit un champ magnétique
dans l’anneau. Le champ magnétique produit induit à son tour un courant électrique dans le
bobinage du circuit secondaire. En connaissant l’intensité du courant circulant dans les
deux circuits, on peut tracer la courbe reliant l’induction au champ magnétique appliqué,
soit la boucle d’hystérésis. Celle-ci a été utilisée pour mesurer l’induction maximale pour
un champ magnétique donné, la perméabilité maximale, le champ coercitif, l’induction
rémanente et les pertes à 60 Hz et 400 Hz. Plus spécifiquement, l’induction a été mesurée
avec un champ magnétique appliqué de 12000 A/m (150 Oe)3 et les pertes ont été mesurées
3 L’œrsted, Oe, correspond à l’unité CGS d’intensité de champ magnétique. 1 Oe = 1000/(4π) A/m.

62
pour une induction de 1T (10000 G)4. Les barres TRS ont aussi été observées en
métallographie et au microscope électronique à balayage.
3.1.3 – Amélioration du traitement thermique
Les étapes précédentes ont permis de mettre sur pied une méthode pour produire un
revêtement de ferrite NiZn ayant une bonne résistivité. Pour améliorer davantage les
propriétés finales des échantillons, une autre étape du procédé doit être étudiée. Il s’agit du
traitement thermique. En effet, jusqu’à maintenant les conditions utilisées pour cette étape
étaient inspirées de celles retrouvées dans la littérature. Toutefois, il importe de les adapter
au type de revêtement utilisé pour ce projet. Pour ce faire, l’atmosphère et la température à
utiliser ont été étudiées. L’idée ici n’était pas d’optimiser le traitement thermique, mais
simplement d’améliorer celui-ci car cette démarche dépasserait les objectifs du projet Les
prochaines sections décriront dans le détail les manipulations expérimentales employées
pour y parvenir.
3.1.3.1 – Atmosphère
L’atmosphère utilisée lors du traitement thermique peut avoir un impact capital sur les
propriétés du revêtement puisqu’il peut entraîner l’interaction, souhaitable ou non, du
matériau avec les gaz présents. Le gaz le plus susceptible d’avoir un impact sur le
revêtement est l’oxygène puisqu’il peut possiblement interagir avec ce dernier pour
modifier sa composition et sa structure chimique à haute température. Deux atmosphères
différentes ont été étudiées : l’air et l’argon. Le but de cette étude est de voir si le fait de
faire un traitement thermique dans l’air ou dans un gaz inerte a un impact sur la résistivité
des échantillons compactés. Une autre atmosphère aurait pu être envisagée, soit une
atmosphère composée entièrement d’oxygène. La raison étant qu’il peut permettre dans
certains cas d’augmenter la stabilité de certains oxydes et de limiter les pertes en zinc à
4 Le Gauss, G, correspond à l’unité CGS d’induction magnétique. 1 G = 0,0001 T.

63
haute température. Toutefois, selon la littérature, ce phénomène ne se produit qu’à des
températures de beaucoup supérieures à celles utilisées dans le cadre de ce projet.
Conséquemment, ces tests ont été limités à la comparaison de l’air et l’argon.
Le revêtement a été appliqué sur les poudres de la même façon que la deuxième technique
décrite à la section 3.1.2.2. En guise de rappel, 350g d’ATOMET 580 ont d’abord été
attaquées en utilisant la méthode prescrite par M. Abe. Comme la dernière fois, la
déposition a été effectuée dans une atmosphère exempte d’oxygène sur 300g de poudre. Les
ions de Fe2+
, de Ni2+
et de Zn2+
ont été ajoutés à la solution de réaction dans des
concentrations de 0,05 mol/L, de 0,0125 mol/L et de 0,005 mol/L respectivement.
Finalement, le pH a été maintenu à 7 et une solution oxydante contenant 0,3 mol/L de
NaNO2 a été ajoutée à la solution de réaction au rythme de 1 mL/min pendant 60 minutes.
Comme mentionné plus haut, les premiers échantillons ont subi un traitement thermique
dans l’air. Le profil thermique du traitement est illustré à la Figure 26. Dans le deuxième
cas, le traitement a été effectué sous argon et son profil thermique était pratiquement le
même que celui de la Figure 26.
Les poudres produites au terme de ces manipulations ont été mélangées à 0,5%-m de
Kenolube et ont été compactées sous forme de barres TRS et d’anneaux toroïdaux. Ceux-ci
ont été compactés à 620 MPa et 825 MPa. Comme pour le dernier test portant sur l’étude
du traitement de surface, les échantillons produits ont été utilisés pour mesurer la résistivité,
la résistance en flexion trois points, la densité et les propriétés magnétiques de ces
matériaux. De plus, les poudres ont été observées en métallographie et au microscope
électronique à balayage.
3.1.3.2 – Température
Une autre variable qui a une très grande importance sur un traitement thermique est
évidemment la température à laquelle celui-ci est effectué. Afin de faciliter l’étude et
possiblement de limiter le nombre de températures à étudier, un test de calorimétrie

64
différentielle à balayage (en anglais, differential scanning calorimetry, DSC) a été fait pour
comparer les poudres de fer sans traitement à celles recouvertes de ferrite. Suite aux
résultats donnés par ce test, trois températures différentes ont été utilisées pour les
traitements thermiques, soit 200°C, 250°C et 500°C. Comme discuté à la section 4.1.3, les
résultats précédents ont montré que l’exposition des échantillons à des températures élevées
a pour effet de réduire considérablement la résistivité des échantillons. On sait que
l’importance des pertes magnétiques dépend à la fois de la résistivité et de propriétés
magnétiques telles que la perméabilité, l’induction et le champ coercitif. À cet égard, il est
possible que la résistivité élevée des pièces non traitées thermiquement compense pour
leurs propriétés magnétiques moins intéressantes et qu’il en résulte des pertes magnétiques
moindres. Pour vérifier cette possibilité, les propriétés magnétiques de pièces n’ayant pas
subi de traitement thermique ont été évaluées.
Cette fois encore, les techniques employées pour procéder au traitement de surface et à la
déposition du revêtement de ferrite ont été exactement les mêmes que celles décrites à la
section précédente. Les traitements thermiques quant à eux ont tous été effectués sous
atmosphère inerte, soit une atmosphère composée entièrement d’argon. Comme pour les
autres traitements thermiques, dans chaque cas, le four a d’abord été préchauffé à la
température visée. Ensuite, les pièces y ont été introduites et maintenues à la température
désirée pendant 30 minutes avant d’être refroidies.
Les poudres produites ont été compactées sous forme de barres TRS et d’anneaux toroïdaux
à une pression de 620 MPa. Comme discuté à la section 5.1.2.2, cette fois il a été décidé de
ne pas compacter de pièces à 825 MPa. Par ailleurs, lors de ce test, l’impact qu’a
l’utilisation d’un lubrifiant sur les propriétés magnétiques a aussi été étudié. En ce sens, une
moitié des pièces a été compactée en utilisant des poudres contenant 0,5%-m de Kenolube
alors que l’autre moitié a été compactée en utilisant du lubrifiant (stéarate de zinc)
uniquement sur les parois de la matrice. Comme d’habitude, les pièces produites ont été
utilisées pour mesurer la résistivité, la densité, la résistance en flexion trois points et les
propriétés magnétiques du matériau. Les échantillons ont également été analysés en

65
diffraction des rayons X et ils ont aussi été observés au microscope électronique à balayage.
De plus, les poudres ont été observées et caractérisées au microscope électronique en
transmission. Cette technique de caractérisation permettra d’en savoir plus sur la structure
du revêtement.
3.1.4 – Autres paramètres
Les expériences décrites précédemment ont étudié plusieurs aspects d’une manière très
systématique. Au cours de ces manipulations, il a été noté que quelques modifications à la
démarche décrite plus haut pourraient possiblement améliorer davantage les propriétés du
matériau développé. Ces variantes à la technique utilisée ont été investiguées en suivant les
étapes décrites dans les prochains paragraphes. Deux possibilités ont été étudiées afin
d’améliorer les propriétés du matériau. Dans un cas on a effectué un tamisage pour retirer
les particules ayant un diamètre inférieur à 63 μm afin de voir si ce traitement permettait
d’améliorer les propriétés magnétiques des pièces. Dans l’autre cas, on a étudié l’effet de la
compaction à tiède (125°C) des poudres sur la densité des échantillons, le but étant toujours
de limiter les pertes magnétiques.
3.1.4.1 – Tamisage
L’observation au microscope électronique à balayage de résidus prélevés au sein de la
solution de réaction servant à déposer un film de ferrite sur les premiers échantillons a
révélé une présence importante de fines particules de ferrite (>10 μm), voire ultrafines (> 1
μm). Celles-ci proviennent de la précipitation de la ferrite au sein de la solution. Bien que
l’on essai toujours de minimiser ce phénomène en contrôlant l’oxydation des ions Fe2+
, il
est cependant pratiquement inévitable et on retrouve également ces produits secondaires de
réaction à travers le poudre de fer après la déposition. Ces particules étant relativement
dures, il est possible qu’elles nuisent à la compaction et diminuent la densité des
échantillons compactés. De plus, l’observation au MEB a aussi montré que, comme
mentionné dans la littérature, le revêtement de ferrite était généralement plus épais sur les

66
particules de petite taille que sur les particules de grande taille. Ce phénomène fait en sorte
que les particules de fer de très petite taille, par exemple celles de moins de 60 μm, sont
recouvertes d’une épaisse couche de ferrite et lors de la compaction celle-ci entraîne la
formation de zones ayant une grande concentration en ferrite. La Figure 27 a été prise au
microscope électronique à balayage en mode électrons rétrodiffusés et montre de telles
zones. Celles-ci ne permettent pas de limiter de manière efficace les contacts directs entre
les particules et ont pour désavantage de nuire à la compressibilité du composite. Les deux
phénomènes décrits dans ce paragraphe indiquent que le tamisage de particules de petite
taille pourrait permettre d’augmenter la densité des échantillons et du même coup améliorer
leurs propriétés magnétiques.
Figure 27 – Zones riches en ferrite observées au MEB en mode ERD
Pour vérifier cette possibilité, deux échantillons ont été préparés. Dans les deux cas, les
deux échantillons ont subi le même traitement de surface, la même technique de déposition
et le même traitement thermique. Les conditions expérimentales sont les mêmes que celles
décrites à la section 3.1.3.1 et le traitement thermique a été fait avec une atmosphère
d’argon. La seule différence entre les deux lots est que pour le second, un tamisage visant à
conserver seulement les particules ayant diamètre supérieur à 63 μm a été fait avant et après

67
la déposition du recouvrement de ferrite. Le premier tamisage a servi à retirer les particules
de fer de petite taille pour limiter la formation de zones riches en ferrite et le deuxième a
servi à enlever les fines particules de ferrite. Il a été choisi de retirer les particules ayant un
diamètre inférieur à 63 μm plutôt que toutes autres tailles parce que celles-ci ne
représentent qu’environ 5% de la masse totale de l’ATOMET 580. Ainsi, on peut donc
enlever un nombre important de particules de fer de petite taille sans pour autant entraîner
des pertes majeures.
La caractérisation des échantillons a aussi été faite de la même façon qu’à la section
3.1.3.1. Soit le pressage de barres TRS et d’anneaux à 620 MPa et 825 MPa pour
caractériser la résistivité, la densité, la résistance en flexion trois points et les propriétés
magnétiques du matériau. Le tout suivit d’une observation en métallographie et au
microscope électronique à balayage.
3.1.4.2 – Compaction à tiède
La compaction à tiède a été envisagée pour améliorer les propriétés des composites
magnétiques doux puisque cette technique permet généralement d’atteindre des densités
supérieures à celles normalement atteintes par la compaction standard.
Encore une fois, la poudre a été préparée de la même façon qu’à la section 3.1.3.1 à la
différence qu’après la déposition un autre type de lubrifiant a été utilisé. Effectivement,
puisque la compaction a lieu à une température plus élevée que celle de la pièce, soit
125°C, le Kenolube n’aurait pas été approprié puisqu’il aurait été trop visqueux et n’aurait
pas permis une lubrification efficace. Le lubrifiant employé pour cette expérience a donc
été un polyéthylène A12. Celui-ci est particulièrement efficace à des températures situées
entre 120°C et 130°C. Pour s’assurer que la poudre soit à la température souhaitée lors de la
compaction, celle-ci a été versée dans la cavité de la matrice et y est demeurée environ 5
minutes avant la compaction. Un thermocouple a été utilisé pour mesurer la température de
la poudre juste avant de compacter les échantillons et dans tous les cas, ils ont été

68
compactés à une température de 125 ± 2 °C. Des barres TRS et des anneaux toroïdaux ont
été compactés à une pression de 825 MPa.
Comme pour le dernier essai, les échantillons produits ont été utilisés pour caractériser leur
résistivité, leur densité, leur résistance en flexion trois points et leurs propriétés
magnétiques. Encore une fois, une observation en métallographie et au MEB s’en est
suivie.
3.2 – Ajout de nanoparticules
La deuxième technique envisagée pour isoler les particules de fer les unes des autres est
l’ajout de nanoparticules de ferrite NiZn. L’idée derrière cette technique est la suivante. Les
forces de van der Waals qui deviennent très importantes pour des particules de moins de 10
μm serviront à faire coller les nanoparticules de ferrite à la surface des particules de fer.
Idéalement, au terme du mélange de ces deux types de particules, on devrait retrouver une
couche de nanoparticules de ferrite plus ou moins épaisse à la surface des particules de fer.
Le problème avec la plupart des revêtements céramiques dans les CMD à base de poudres
métalliques est que, étant donnée leur fragilité, ceux-ci se brisent lors de la compaction et
entraînent presque toujours des contacts directs entre les poudres métalliques. En utilisant
un revêtement à base de nanoparticules de céramique à la place d’une couche continue de
ce même matériau, le revêtement ne pourra se briser. On aura plutôt une réorganisation des
nanoparticules dans la couche isolante. Si elle est suffisamment épaisse, il est possible que
celle-ci prévienne la formation de contacts directs entre les particules de fer pendant la
compaction. De plus, puisque les ferrites sont des matériaux ferrimagnétiques avec une
perméabilité relativement élevée, l’ajout d’une grande proportion de ferrite n’entraînera pas
nécessairement une chute drastique de la perméabilité du composite produit. Ainsi, on peut
envisager produire une couche isolante relativement épaisse sans pour autant détériorer
considérablement les propriétés magnétiques des pièces finales.

69
Un problème qui risque de survenir et qu’il faudra probablement résoudre est la formation
d’agglomérats de nanoparticules. En effet, les forces de van der Waals aident à lier les
nanoparticules de ferrite aux particules de fer, mais elles aident aussi à lier les
nanoparticules entre elles. Pour cette raison, deux techniques de mélange ont été
étudiées : le mélange à sec des deux types de poudre et le mélange avec une phase liquide.
Finalement, un autre test a été fait pour voir l’impact qu’avait l’ajout d’une très grande
quantité de nanoparticules aux poudres de fer.
3.2.1 – Ajout de nanoparticules à sec
La première option envisagée est la plus simple de toutes et consiste à mélanger les
nanoparticules de ferrite aux poudres de fer de la même façon que la plupart des éléments
d’alliage sont ajoutés en métallurgie des poudre, c’est-à-dire, sans utiliser une phase
liquide. Si cette technique n’entraîne pas de problèmes tels que la formation d’agglomérats
et qu’elle donne de bons résultats, elle pourrait s’avérer très intéressante.
Les nanoparticules employées étaient des particules de ferrite NiZn ayant un diamètre
compris entre 10 nm et 30 nm fournies par la compagnie Nanostuctured & Amorphous
Materials Inc. Il est très important de noter que toute particule ayant une taille inférieure à 1
μm est considérée comme toxique. À cet égard, toutes les manipulations ont été faites de
manière à éviter un contact direct avec les nanoparticules. La plupart des manipulations qui
suivent ont donc soit été effectuées dans une boîte à gants, dans un sac à gants ou encore
dans certains cas sous la hotte. Toutes les manipulations impliquant des nanoparticules ont
été effectuées à l’Institut des matériaux industriels à Boucherville. Deux protocoles dictant
les procédures à suivre pour procéder à la manipulation et à la compaction de
nanoparticules ou de produits contenant des nanoparticules ont été rédigés et sont présentés
aux annexes B et C de ce mémoire.
Dans cette série d’expériences, un total de huit mélanges de 200g chacun ont été préparés.
Deux concentrations différentes de nanoparticules ont d’abord été ajoutées aux poudres de

70
fer dans des proportions de 0,6%-m et de 2%-m. Le tout a été mélangé pendant deux temps
différents, soit 5 minutes et 10 minutes. Finalement, 0,5%-m de Kenolube a été ajouté et
mélangé pour une durée de 5 minutes ou de 20 minutes. Le Tableau 7 indique la
concentration en ferrite ainsi que les temps de mélange pour chacune des mélanges étudiés.
Les nanoparticules ont d’abord été ajoutées aux poudres de fer (étape 1) puis le lubrifiant
ensuite (étape 2) afin de favoriser la formation d’une couche de nanoparticules directement
sur la surface des particules.
Tableau 7 – Concentrations et temps de mélange pour l’ajout de nanoparticules à sec
Test Concentration
(%-m)
Temps de mélange (min)
Étape 1 Étape 2
1 0,6 5 5
2 0,6 5 20
3 0,6 10 5
4 0,6 10 20
5 2 5 5
6 2 5 20
7 2 10 5
8 2 10 20
Une fois les mélanges préparés, des barres TRS ont été compactées à 620 MPa en utilisant
un sac à gants afin de prévenir toute exposition directe aux nanoparticules. Les échantillons
ont ensuite subi un traitement thermique à 500°C pendant 30 minutes dans l’argon en
suivant la même procédure que celle décrite dans la section 3.1.3.1. Les mélanges produits
ont été observés en métallographie et au MEB. Les échantillons compactés ont été utilisés
pour caractériser leur résistivité, leur densité et leur résistance à cru. Les propriétés
magnétiques n’ont pas été mesurées à ce stade-ci en raison des complications apportées par
l’utilisation d’un sac à gant lors de la compaction. Pour commencer, seule la résistivité sera
utilisée pour déduire l’efficacité des matériaux à limiter les pertes magnétiques. Lorsque la
meilleure technique de mélange aura été trouvée, des anneaux seront compactés et leur
comportement magnétique sera étudié.

71
3.2.2 – Ajout de nanoparticules avec phase liquide
L’autre option envisagée pour mélanger les nanoparticules aux poudres de fer consiste à
mélanger celles-ci en utilisant une phase liquide. Dans le cas présent, l’acétone serait
utilisée. Une fois les poudres nanométriques en suspension dans le liquide, les forces qui
les attirent les unes aux autres deviennent beaucoup moins importantes. En combinaison
avec les ultrasons, il est possible que cette technique limite la formation d’agglomérats de
nanoparticules et que celles-ci aillent plutôt se déposer à la surface des particules de fer.
Puisque le lubrifiant ne peut être mélangé en phase liquide, il doit être mélangé à sec avec
le mélange préparé dans l’acétone. Pour prévenir la reformation d’agglomérats pendant
cette étape, pour le premier des deux essais, on a dilué un liant dans l’acétone afin de lier
les nanoparticules à la surface des particules de fer pendant l’évaporation du solvant.
Pour mélanger de manière efficace les nanoparticules en phase liquide, on a d’abord vérifié
la quantité d’acétone requise pour mouiller toutes les particules de fer. Il a été mesuré que,
pour 400g d’ATOMET 580, 100 mL d’acétone devait être utilisés. Comme discuté à la
section 5.2.2, les résultats précédents ont montré que 0,6%-m de nanoparticules de ferrite
n’était pas suffisant et que 2%-m était trop. Conséquemment, cette fois 1,5%-m de ferrite a
été ajouté à la poudre de fer. La poudre de ferrite a été dispersée dans l’acétone et
désagglomérée en l’exposant à des ultrasons pendant une période de 10 minutes après quoi
les particules de fer ont été versées dans l’acétone. Le tout a été agité légèrement à l’aide
d’un agitateur en verre et laissé sous la hotte pendant une nuit pour laisser l’acétone
s’évaporer. Pour le premier essai, un liant a été utilisé afin de coller les nanoparticules aux
poudres de fer et éviter qu’elles se détachent lors du mélange avec le Kenolube. Le
polymère en question fut du CAPA. Il s’agit d’un polycaprolactone, soit un polyester
aliphatique. Celui-ci a été retenu pour sa solubilité dans l’acétone. On en a dilué 0,05%-m
dans les 100 ml d’acétone avant d’y ajouter les nanopoudres de ferrite. Une fois le solvant
complètement évaporé, 0,5%-m de Kenolube a été ajouté à chacun des mélanges et le tout a
été mélangé à sec pendant 10 minutes. Le traitement thermique utilisé a été exactement le
même que pour les tests précédents, soit 30 minutes à 500°C dans une atmosphère d’argon.

72
Les mélanges préparés sont compacté dans un sac à gants sous forme de barres TRS à des
pressions de compaction de 620 MPa et 825 MPa. Comme pour les tests précédents, ces
échantillons ont servi à déterminer la densité, la résistance en flexion trois points et la
résistivité électrique des matériaux. Leur caractérisation a été complémentée d’une
observation en métallographie et au microscope électronique à balayage.
3.2.3 – Ajout d’une grande quantité de nanoparticules
Au terme des étapes mentionnées plus haut, l’ajout de nanoparticules n’a toujours pas
donné de résultats convaincants en termes de résistivité en comparaison avec ceux obtenus
par placage de la ferrite. Pour essayer d’améliorer les résultats obtenus, un autre test a été
fait, mais cette fois incorporant une plus grande quantité de nanoparticules. Il a été décidé
d’ajouter 5%-m de ferrite aux poudres de fer. Cette concentration correspond
approximativement à celle retrouvée dans les poudres recouvertes de ferrite par placage à la
section 3.1.3.2. On pourra donc comparer les résultats obtenus en effectuant les
manipulations qui suivent dans les prochains paragraphes à ceux obtenus précédemment.
Cette fois, les mélanges seront faits à sec parce que la grande quantité de nanoparticules fait
en sorte qu’il serait très difficile de toutes les garder en suspension dans une phase liquide.
Les conditions expérimentales utilisées sont les suivantes. Un mélange de 400g de poudre
de fer contenant 5%-m de nanoparticules de ferrite a été préparé en mélangeant les deux
constituants ensemble pendant 10 minutes. Le Kenolube a ensuite été ajouté, toujours dans
une proportion de 0,5%-m, et tous ces éléments ont été mélangés pendant 20 minutes
supplémentaires. Une fois le mélange final obtenu, des barres TRS ont été compactées à
620 MPa et 825 MPa pour permettre la mesure de la résistivité, de la densité et de la
résistance en flexion. De plus, un anneau a été compacté à 620 MPa afin de mesurer les
propriétés magnétiques du matériau. Il a été impossible de compacter un anneau à 825 MPa
car lors de l’éjection de la pièce hors de la matrice, celui-ci y demeurait coincé et il était
impossible de le retirer sans le briser. Les difficultés rencontrées lors de la compaction

73
s’expliquent probablement par le fait que la très petite taille des particules de ferrite fait en
sorte qu’elles vont se loger entre le poinçon et les parois intérieures de la matrice. Une fois
à cet endroit, celles-ci augmentent considérablement les forces de frottements lors de
l’éjection et entraînent le blocage de la matrice. Le traitement thermique effectué sur les
échantillons compactés est le même que pour les tests qui ont précédé, c’est-à-dire un
traitement de 30 minutes à 500°C dans une atmosphère d’argon. Les barres TRS et les
poudres produites ont aussi été observées en métallographie et au MEB.

74
4 – Résultats
Ce chapitre présente les résultats obtenus au terme des manipulations décrites
précédemment. Sa structure est à peu de choses près la même que celle du chapitre
précédent. C’est-à-dire qu’il est divisé en deux sections portant respectivement sur le
placage de la ferrite et sur l’ajout de nanoparticules. Les résultats de chaque série
d’expériences sont présentés dans des sous-sections dans le même ordre qu’au chapitre 3.
4.1 – Placage de la ferrite
Plusieurs données ont été recueillies dans le cadre de l’étude portant sur le placage de la
ferrite appliqué au composites magnétiques doux à base de poudres de fer. On présentera
d’abord les résultats obtenus suite à l’étude ayant pour but de déterminer la méthode de
déposition à utiliser pour recouvrir efficacement les poudres d’une couche de ferrite NiZn.
Ensuite, les données recueillies dans le but d’améliorer les conditions de déposition seront
dévoilées. Finalement, les résultats reliés à l’étude du traitement thermique seront
présentés.
4.1.1 – Choix de la méthode de déposition
Les manipulations décrites aux sections 3.1.1.1 et 3.1.1.2 avaient pour but de comparer
deux techniques de déposition de ferrite afin de déterminer laquelle de ces deux méthodes
était la meilleure. Pour ce faire, les poudres ont été observées au microscope électronique à
balayage et elles ont aussi été étudiées en diffraction des rayons X (DRX) afin de vérifier
s’il y avait effectivement présence de ferrite.

75
4.1.1.1 – Première technique
Pour la première technique, l’observation au microscope électronique à balayage a
confirmé la présence d’un dépôt à la surface des poudres. La Figure 28 montre deux
micrographies prises au MEB en mode électrons rétrodiffusés (ERD). À titre comparatif,
deux photos prises au MEB en mode électrons secondaires (ES) d’ATOMET 580 n’ayant
subie aucun traitement sont présentées à la Figure 29.
Figure 28 – Particules de la première technique observées au MEB en mode ERD
Figure 29 – Particules d’ATOMET 580 observées au MEB en mode ES
Afin de s’assurer que le dépôt que l’on aperçoit soit effectivement de la ferrite, la poudre a
été analysée en diffraction des rayons X. La Figure 30 illustre le spectre obtenu. En
comparant ce spectre aux spectres théoriques du fer, de la ferrite Fe (Fe3O4) et de la ferrite

76
NiZn ((NiO)0,5-(ZnO)0,5-Fe2O3), on discerne facilement la présence de ferrite mélangée au
fer. Toutefois, puisque les spectres de la ferrite Fe et de la ferrite NiZn sont presque
identiques, il n’a été pas possible dans ce cas-ci de savoir de quel type de ferrite il
s’agissait.
Figure 30 - Spectre DRX de la poudre obtenue à partir de la première technique
Bien qu’à la Figure 28 le dépôt soit très facile à voir, il ne semble pas très uniforme ou du
moins il est difficile de le confirmer. Pour avoir une idée de son épaisseur et de son
uniformité, les particules ont été observées en coupe transversale en métallographie et au
microscope électronique à balayage. La Figure 31 montre une coupe transversale d’une
particule observée au MEB en mode ERD.

77
Figure 31 – Coupe transversale d’une poudre de la première technique en mode ERD au MEB
Sur cette photo les zones noires correspondent à la résine servant à tenir la particule, les
zones grises pâles correspondent au fer et celles un peu plus foncées correspondent à la
ferrite. L’observation de ce lot de poudre a révélé que le revêtement ne couvrait pas la
totalité de la surface des particules et que son épaisseur variait de nulle à environ 5 μm à
certains endroits.
Par ailleurs, pendant la déposition, on a pu remarquer la présence de précipités en
suspension dans la solution. Ceux-ci ont été recueillis et caractérisés au MEB et en DRX.
La Figure 32 montre ces précipités tels qu’observés au MEB en mode électrons
secondaires. Comme on peut voir, ceux-ci sont composés d’agglomérats de particules de
très petite taille (< 1 μm). La Figure 33 présente le spectre obtenu en DRX et confirme que
les précipités recueillis sont bel et bien de la ferrite. Par contre, une fois de plus, on peut
difficilement déterminer s’il s’agit de ferrite NiZn, de magnétite ou encore d’un mélange
des deux.

78
Figure 32 – Précipités au MEB
Figure 33 – Spectre DRX des précipités présentés à la Figure 32

79
4.1.1.2 – Deuxième technique
Comme pour la technique précédente, l’observation au MEB des particules obtenues à
l’aide de la deuxième technique a confirmé la présence d’un revêtement sur leur surface.
Comme pour le premier test, celui-ci ne semble pas très continu et uniforme. La Figure 34
présente les particules en question observées au MEB en mode ERD. Afin de vérifier
l’uniformité du revêtement, les particules ont été observées en coupe transversale. La
Figure 35 présente une micrographie prise au MEB en mode électrons rétrodiffusés.
Comme le montre cette micrographie, l’observation a révélé encore une fois que le
revêtement n’était pas continu. Il semble également être présent en moins grande quantité
que pour la technique précédente.
Figure 34 – Particules de la deuxième technique observées au MEB en mode ERD

80
Figure 35 - Coupe transversale d’une particule de la deuxième technique en mode ERD au MEB
Une analyse DRX a été effectuée sur la poudre et a donné le spectre illustré à la Figure 36.
On peut y voir encore une fois la présence de pics provenant de la ferrite. Cependant, en le
comparant à celui de la Figure 30, on constate que les pics de la ferrite sont beaucoup
moins nombreux et moins marqués. Ce résultat et l’observation au MEB indiquent que la
deuxième technique a permis d’obtenir un dépôt de ferrite, mais que celui-ci est présent
dans une concentration moindre que celle de la première technique. Cette fois encore des
précipités se sont formés pendant la réaction et étaient de la même nature qu’au test
précédent.

81
Figure 36 – Spectre DRX de la poudre de la deuxième technique
4.1.1.3 – Deuxième technique modifiée
Suite à la comparaison des deux techniques de déposition étudiées précédemment, il a été
décidé de retenir la deuxième, mais en lui apportant des modifications majeures. Comme
mentionné à la section 3.1.1.3, la poudre produite a été analysée en spectroscopie
d’absorption atomique et à l’analyseur d’oxygène. Ces tests ont permis d’obtenir les
concentrations en nickel, en zinc et en oxygène contenues dans la poudre suite au
traitement. De plus, l’ATOMET 580 a préalablement été étudiée à l’analyseur d’oxygène
afin de connaître la concentration en oxygène présente dans la poudre de fer avant le
placage. Elle a également été étudiée par la méthode Brunauer-Emett-Teller (BET) afin de
caractériser sa surface spécifique. Ces tests ont révélé que l’ATOMET 580 contenait à la
base 0,065%-m d’oxygène et qu’elle avait une surface spécifique de 0,025 m2/g. À l’aide

82
de ces données expérimentales, il est possible de déterminer la composition chimique et
l’épaisseur théorique moyenne du revêtement. Les calculs nécessaires pour y arriver sont
décrits à l’annexe A. Par ailleurs, pour ce test, une barre TRS a été compactée à 620 MPa
afin de mesurer la densité et la résistivité de l’échantillon. Pour des fins de comparaisons,
une barre TRS d’ATOMET 580 n’ayant subie aucun traitement a été compactée dans les
mêmes conditions. Le Tableau 8 donne les caractéristiques de la poudre de base (1) et de la
poudre revêtue de ferrite (2).
Tableau 8 – Caractéristiques du revêtement pour la deuxième technique modifiée
Échantillon Conc. en ferrite (%-mol) Épaisseur Densité Densité Résistivité
Ni Zn Fe (nm) (g/cm3) Relative (%) (μΩ-m)
1 7,05 90,1 15
2 5 3 92 890 6,68 90,2 5571
Les concentrations de chacun des types de ferrites sont exprimées en pourcentages
molaires. Ainsi, la composition du revêtement pourrait être (NiO)0,05-(ZnO)0,03-Fe2,91O3,91
suggérant qu’il est constitué principalement de magnétite et d’une faible portion de ferrite
Ni et Zn. Par ailleurs, la résistivité de l’échantillon 2 est beaucoup plus grande que celle de
l’échantillon 1. Ceci indique que le revêtement isole les particules métalliques les unes des
autres de manière très efficace. Les épaisseurs moyennes théoriques des revêtements
données dans le Tableau 8 et dans les prochains tableaux du même genre sont arrondies au
10 nm près. En comparant les densités obtenues, on constate que bien que la densité
absolue du dernier mélange soit nettement inférieure à celle de l’ATOMET 580 mélangée à
0,5%-m de Kenolube, leur densité relative respective est néanmoins très similaire. Ce
phénomène est causé par la présence en grande quantité de ferrite (environ 10%-m) qui
possède une masse volumique inférieure à celle du fer, soit approximativement 5,0 g/cm3
comparativement à 7,83 g/cm3.
Comme pour les tests des deux dernières sections, les poudres produites ont été observées
au MEB. La Figure 37 montre la poudre du dernier test observée au MEB en mode
électrons rétrodiffusés. Afin d’étudier l’uniformité et la continuité du revêtement, les

83
poudres ont également été observées en coupe transversale au microscope électronique à
balayage et en microscopie optique. La Figure 38 montre une coupe transversale d’une
particule recouverte de ferrite au MEB en mode ERD.
Figure 37 – Particules de la dernière technique observées au MEB en mode ERD
Figure 38 – Coupe transversale d’une particule de la dernière technique observée au MEB en mode ERD
Cette fois, comparativement aux essais précédents, le revêtement semble continu et
relativement uniforme. Cette distribution efficace de la ferrite permet d’expliquer la
résistivité élevée donnée au Tableau 8. À la Figure 38 on peut voir que l’épaisseur du
revêtement se situe entre 1 et 5 μm, pour une épaisseur moyenne d’approximativement 2

84
μm. Cette valeur est différente de celle calculée qui était de 890 nm. Cette différence peut
toutefois être expliquée par la morphologie très irrégulière de la poudre de fer atomisée à
l’eau.
Comme pour les autres essais, une analyse de DRX a été faite sur la poudre et a donné le
spectre de la Figure 39. Celui-ci confirme encore qu’il s’agit bel et bien de ferrite. En
sachant que l’on a un mélange de ferrite Ni, Zn et Fe comprenant principalement de la
ferrite Fe, on peut maintenant comprendre pourquoi on discernait mal de quel type de
ferrite il s’agissait aux essais précédents. Comme pour les autres techniques, des précipités
de ferrite ont été formés, mais en quantité beaucoup moins importantes que les fois
précédentes.
Figure 39 – Spectre DRX de la poudre de la dernière technique.

85
4.1.2 – Choix du traitement de surface
Après avoir déterminé quelle technique utiliser pour procéder à la déposition d’un
revêtement de ferrite, une série d’expériences a été faite pour déterminer quel type de
traitement de surface permettrait d’obtenir le matériau le plus résistif. En premier lieu, six
types de traitements de surface ont été comparés et, ensuite, le meilleur de ces traitements a
été comparé à une technique utilisée par M. Abe.
4.1.2.1 – Traitement de surface
Au cours de cette série d’expériences, six types différents de traitements de surface ont été
effectués avant la déposition. Les traitements en question ont été énumérés et décrits plutôt
au Tableau 6. Suite à ces traitements, les concentrations en Ni, en Zn et en O des
échantillons produits ont été mesurées et ont servies à calculer la composition et l’épaisseur
du revêtement. Ces résultats sont présentés au Tableau 9. Des barres TRS ont également été
compactées à 620 MPa pour mesurer leur densité et leur résistivité. Ces valeurs sont
présentées au Tableau 10.
Tableau 9 – Traitement de surface : Caractéristiques du revêtement
Échantillon Conc. des éléments (%-m) Conc. en ferrite (%-mol) Épaisseur
Ni Zn Fe Ni Zn Fe (nm)
1 0,089 0,014 0,501 22 3 75 130
2 0,13 0,036 1,03 15 4 81 290
3 0,093 0,013 0,266 50 6 44 60
4 0,12 0,022 1,35 10 2 88 390
5 0,097 0,030 0,512 24 6 70 130
6 0,10 0,020 0,720 17 3 80 200

86
Tableau 10 – Traitement de surface : Densité et résistivité
Échantillon Densité Densité Résistivité
(g/cm3) Relative (%) (μΩ-m)
1 7,09 91,3 42
2 6,92 90,1 112
3 7,03 90,2 24
4 7,09 92,9 74
5 7,03 90,6 98
6 6,97 90,3 39
Ces résultats montrent que le traitement de surface favorisant la formation du revêtement le
plus résistif est le deuxième, soit une attaque à l’acide chlorhydrique. En effet, ce procédé a
permis d’obtenir un matériau environ 2,5 fois plus résistif que celui n’ayant subi aucun
traitement (échantillon 1). Le revêtement est également plus épais que celui de l’échantillon
1, ce qui permet d’expliquer entre autre la résistivité plus élevée et la densité plus faible.
Les résultats obtenus montrent également que l’attaque à l’acide nitrique (échantillons 3 et
6) a pour effet de diminuer la résistivité et l’épaisseur du revêtement. En effet, en
comparant les échantillons 3 et 6 aux échantillons 1 et 4 respectivement, on constate que
l’attaque à l’acide nitrique a fait diminuer à peu près de moitié l’épaisseur du revêtement de
même que la résistivité du matériau. Finalement, en ce qui a trait au traitement à l’eau
bouillante, on constate que celui-ci a un effet bénéfique sur les propriétés des poudres
n’ayant pas été attaquées (1 et 4) et sur celles des poudres ayant été attaquées à l’acide
nitrique (3 et 6). Cependant, pour les poudres attaquées à l’acide chlorhydrique (2 et 5), le
fait de laisser les poudres dans l’eau bouillante pendant une heure après l’attaque a plutôt
eu pour effet de diminuer considérablement l’épaisseur du revêtement.
Afin de mieux comprendre l’impact de chaque type de traitement sur la chimie de surface
des poudres traitées, une étude de spectrométrie photoélectronique X (en anglais : X-ray
photoemission spectrometry, XPS) a été faite sur chacune des poudres après le traitement
de surface. Le Tableau 11 présente la composition chimique de la surface de chacune des
poudres.

87
Tableau 11 – Traitement de surface : Composition atomique en surface
Échantillon Composition chimique (%-at)
Mn O C S Fe Si N Cl
1 2,68 46,94 27,89 0,96 20,06 0,92 0,55 -
2 - 57,23 8,07 - 33,82 - - 0,88
3 0,97 55,82 14,16 0,56 26,98 - 1,52 -
4 1,06 56,51 9,61 - 31,38 1,44 - -
5 - 56,19 5,29 - 37,65 - 0,87 -
6 0,21 54,75 11,43 - 32,20 1,42 - -
Le tableau donne la concentration atomique des éléments présents à la surface des poudres
étudiées. On peut tout de suite remarquer que la poudre sans traitement de surface se
distingue des autres par sa faible concentration en oxygène et en fer et par sa concentration
en carbone plus importante. De plus, il semble que tous les traitements de surface ont pour
effet de diminuer la proportion de carbone présent à la surface et d’augmenter la
concentration en oxygène. Pour tous les traitements, cette dernière augmente jusqu’à une
valeur située entre 54%-at et 58%-at.
Les spectres recueillis ont été étudiés plus en détails afin de déterminer par les types de
liaisons interatomiques entre les atomes d’oxygène. Cette étude permet de déterminer en
autres la concentration en groupes hydroxydes à la surface des particules. Les résultats
obtenus sont donnés au Tableau 12. Trois types de liaisons avec l’oxygène ont pu être
détectés : les liaisons ioniques (O2-
), les liaisons sous forme de groupes hydroxydes (OH) et
les liaisons sous forme de molécules d’eau (H2O). Dans le tableau, on présente d’abord le
pourcentage d’atomes d’oxygène correspondant à chaque type de liaison (Composition O)
et ensuite on multiplie ces valeurs par la concentration en oxygène contenue dans chacune
des poudres pour obtenir la concentration de ces liaisons (Composition totale). Ainsi, on
peut savoir, par exemple, la concentration de groupes OH présents à la surface.

88
Tableau 12 – Traitement de surface : État de l’oxygène
Échantillon Composition O (%-at) Composition totale (%-at)
O2-
OH H2O O2-
OH H2O
1 57,55 38,73 3,72 27,01 18,18 1,75
2 84,42 15,58 - 48,31 8,92 -
3 54,76 40,97 4,27 30,57 22,87 2,38
4 74,00 26,00 - 41,82 14,69 -
5 72,11 27,89 - 40,52 15,67 -
6 69,36 30,64 - 37,97 16,78 -
Ces résultats montrent qu’avant tout traitement de surface (échantillon 1), une importante
concentration de groupes OH était déjà présente à la surface. On constate que tous les
traitements mis à part celui à l’acide nitrique sans eau bouillante (échantillon 3) ont eu pour
effet de réduire cette valeur. On peut aussi remarquer que la concentration en oxygène sous
forme ionique (O2-
) a augmenté pour les traitements thermiques. Notamment, le matériau le
plus résistif est celui qui a en fait la plus grande concentration en oxygène sous forme
ionique et la plus faible concentration en groupes hydroxydes.
4.1.2.2 – Vérification du traitement de surface
La dernière section a montré que le traitement de surface permettant d’obtenir le matériau
le plus résistif était une attaque à l’acide chlorhydrique 10%-vol dilué dans l’éthanol sans le
traitement d’une heure dans l’eau bouillante. Comme expliqué à la section 3.1.2, cette
technique a été comparée à celle employée par M. Abe. Cette dernière consiste à faire une
attaque à l’acide chlorhydrique 1 mol/L (approximativement 3%-vol) dilué dans l’eau, le
tout étant exécuté sous une atmosphère d’azote. Dans les prochains paragraphes, les
poudres attaquées avec la technique de la section précédente correspondront à l’échantillon
1 et celles attaquées avec la technique de M. Abe correspondront à l’échantillon 2. À titre
comparatif, des spécimens faits à partir d’ATOMET 580 n’ayant pas été recouverte de
ferrite ont également été compactés. Ceux-ci correspondront à l’échantillon 0.
Les barres TRS ont servi à la mesure de la résistivité, de la densité et de la résistance en
flexion trois points. Les échantillons désignés par les lettres DW correspondent aux pièces

89
compactées en utilisant du lubrifiant seulement sur les parois, donc sans Kenolube pré-
mélangé à la poudre. Ceux désignés par les lettres AT correspondent aux échantillons faits
à partir de poudres ayant été attaqués à l’acide chlorhydrique, mais n’ayant pas été
recouverts de ferrite. Ceux-ci ont également été compactés avec du lubrifiant uniquement
sur les parois de la matrice. Finalement, les échantillons 1 et 2 correspondent aux pièces
produites à partir de poudres recouvertes de ferrite contenant 0,5%m de Kenolube. Le
Tableau 13 présente les résistivités avant et après traitement thermique de même que la
densité et la résistance à cru après traitement thermique des échantillons obtenus au terme
de ces manipulations.
Tableau 13 – Vérification du traitement de surface : Résistivité, densité et résistance en flexion
Échantillon Compaction
(MPa)
Avant TT Après TT
Résistivité
(μΩ-m)
Résistivité
(μΩ-m)
Densité
(g/cm3)
Flexion
(MPa)
0-DW 620 15 7,05
0 620 35 1,5 7,14 76
825 31 1,2 7,39 64
1-AT 620 179 0,86 6,97 64
1-DW 620 217 1,4 6,83 55
1 620 294 7,1 6,84 45
825 753 13 6,93 46
2-AT 620 1090 2,2 7,07 66
2-DW 620 1534 2,2 6,90 88
2 620 2369 15 6,87 45
825 1859 12 7,03 44
L’écart-type sur les mesures de résistivité avant et après traitement thermique était
d’environ 10%, pour les mesures de densité elle était largement inférieure à 1% et pour les
mesures de résistance en flexion elle était d’approximativement 5%. Ces résultats
permettent de constater que le traitement de surface à l’acide chlorhydrique 1 mol/L dilué
dans l’eau effectué sous azote permet effectivement d’obtenir une résistivité avant
traitement thermique largement supérieure à celle obtenue avec la technique précédente.

90
L’observation au MEB a permis de constater que le revêtement de la deuxième technique
était plus épais et permettait d’isoler les poudres plus efficacement les unes des autres. Ceci
permet d’expliquer sa résistivité plus élevée, du moins avant le traitement thermique. La
Figure 40 montre une coupe transversale de particules de la première (A) et de la deuxième
(B) technique compactées à 620 MPa observées au MEB en mode électrons rétrodiffusés.
Toutefois, un élément particulièrement étonnant qui ressort des résultats du Tableau 13 est
que malgré le fait que la résistivité de la deuxième technique soit largement supérieure à
celle de la première technique avant traitement thermique, après celui-ci la résistivité des
deux échantillons diminue de manière drastique vers des valeurs à peu près similaires.
Figure 40 – Échantillons 1 (A) et 2 (B) observés au MEB en mode ERD
Afin de pouvoir expliquer comment le traitement de surface peut avoir un impact aussi
important sur la résistivité avant traitement thermique et même avant la déposition de la
ferrite, une étude au XPS a été faite sur les poudres entre l’étape de l’attaque et celle de la
déposition. Les concentrations atomiques des éléments retrouvés à la surface des particules
de fer sont données au Tableau 14.
Tableau 14 – Vérification du traitement de surface : Composition atomique en surface
Échantillon Composition chimique (%-at)
O C Fe Cl
1 57,23 8,07 33,82 0,88
2 55,69 5,84 37,82 0,65

91
Pour ces deux traitements, on peut noter la présence de chlore à la surface des poudres.
Celui-ci est présent sous forme de chlorure de fer et provient de l’attaque à l’acide
chlorhydrique. Pour ce qui est des concentrations en oxygène, en carbone et en fer, on
remarque qu’elles sont très similaires dans les deux cas. Phénomène particulier toutefois, le
traitement de surface effectué en l’absence d’oxygène (2) n’a pas entraîné une diminution
notable de la quantité d’oxygène présente en surface. Comme pour les derniers tests de
spectrométrie photoélectronique X, les spectres ont aussi été étudiés afin d’évaluer les
liaisons de l’oxygène. Les résultats obtenus sont présentés au Tableau 15.
Tableau 15 – Vérification du traitement de surface : État de l’oxygène
Échantillon Composition O (%-at) Composition totale (%-at)
O-- OH O-- OH
1 84,42 15,58 48,31 8,92
2 81,14 18,86 45,19 10,50
Encore une fois, on ne peut remarquer de différence majeure dans la nature des liaisons des
atomes d’oxygène des deux types de poudre.
Les anneaux compactés avec la poudre obtenue suite à ces manipulations ont été utilisés
pour mesurer les propriétés magnétiques des matériaux : l’induction B à 12000 A/m (150
Oe), la perméabilité maximale μmax, le champ coercitif Hc, l’induction rémanente Br et les
pertes à 60 Hz et 400 Hz pour une induction de 1T (10000G). Comme mentionné à la
section 3.1.2.2, des anneaux ont été compactés à 620 MPa pour les deux mélanges et à 825
MPa dans le cas du premier mélange. Il a été impossible de compacter des anneaux à 825
MPa avec le second mélange puisque ceux-ci se brisaient à tout coup lors de l’éjection. Les
résultats obtenus sont présentés au Tableau 16.

92
Tableau 16 – Vérification du traitement de surface : Propriétés magnétiques
Échantillon Compaction B
μmax Hc Br Pertes (W/kg)
(MPa) (T) (A/m) (T) 60 Hz 400 Hz
1 620 0,83 154 626 0,022 19,5 158
825 1,00 197 515 0,024 17,7 150
2 620 0,96 202 614 0,029 23,1 224
Ces résultats montrent que les pertes magnétiques sont généralement plus faibles pour le
premier traitement de surface. Ceci est très étonnant parce que de manière générale, les
pertes magnétiques diminuent avec une augmentation de l’induction, de la résistivité et de
la perméabilité et elles augmentent avec un accroissement du champ coercitif. En
comparant l’échantillon 2 à l’échantillon 1 compacté à 620 MPa, on note une augmentation
de l’induction de 16%, de la perméabilité de 31% et de la résistivité de 111%. On aurait
donc dû s’attendre à ce que le deuxième traitement de surface entraîne des pertes
magnétiques inférieures à celles du premier traitement. Par ailleurs, en comparant les
échantillons 1 compactés à 620 MPa et 825 MPa, on remarque que le fait d’augmenter la
pression de compaction a pour effet d’augmenter l’induction, la perméabilité, l’induction
rémanente et de diminuer le champ coercitif. Toutes ces variations ont pour effet de réduire
l’importance des pertes magnétiques.
4.1.3 – Amélioration du traitement thermique
Après avoir déterminé le montage et le traitement de surface à utiliser, d’autres essais ont
été faits pour améliorer le traitement thermique. L’étude du traitement thermique se divise
en deux étapes. En premier lieu, le type d’atmosphère à utiliser a été investigué et ensuite la
température à laquelle le traitement est effectué a été étudiée. Les paragraphes qui suivent
présenteront les résultats obtenus suite à ces essais.
4.1.3.1 – Atmosphère
L’effet de l’atmosphère a été étudié en comparant les propriétés de deux lots de pièces
ayant subi les mêmes traitements, à la différence que pour un des deux le traitement

93
thermique a été fait dans l’air (1) et pour l’autre il a été fait dans l’argon (2). Des barres
TRS ont été compactées à 620 MPa et 825 MPa afin de mesurer la résistivité, la densité et
la résistance en flexion trois points des échantillons. À titre comparatif, des échantillons
d’ATOMET 580 non traitée ont également été compactés. Certains d’entre eux (0.1) ont été
traités thermiquement dans l’air et d’autres (0.2) ont été traités dans l’argon. Les résultats
obtenus sont présentés au Tableau 17.
Tableau 17 – Atmosphère : Résistivité, densité et résistance en flexion
Échantillon Compaction
(MPa) Atmosphère
Avant TT Après TT
Résistivité
(μΩ-m)
Résistivité
(μΩ-m)
Densité
(g/cm3)
Flexion
(MPa)
0.1 620
Air 35 1,5 7,14 76
825 31 1,2 7,39 64
0.2 620
Argon 25 1,7 7,20 70
825 30 1,7 7,34 65
1 620
Air 2369 15 6,87 45
825 1859 12 7,03 44
2 620
Argon 641 28 6,89 30
825 678 30 7,01 35
Un traitement thermique à 500°C pendant 30 minutes dans l’argon plutôt que dans l’air a
pour effet d’entraîner une moins grande diminution de la résistivité. Une chose est à noter
par contre, normalement la résistivité avant traitement thermique aurait dû être la même
pour les deux échantillons puisque ceux-ci ont été préparés dans les mêmes conditions.
Cette différence de résistivité avant traitement thermique dénote que le traitement de
surface et la déposition du revêtement de ferrite sont des procédés qui ont une grande
variabilité. Cependant, pour un même essai celle-ci n’est pas très élevée. En effet, la
déviation standard pour chaque valeur de résistivité est d’environ 10% à l’exception de
celle de la résistivité après traitement thermique de l’échantillon 1 à 620 MPa pour laquelle
celle-ci se situe à 20%. L’écart-type pour les mesures de densité était toujours inférieure à
1% et celle pour la résistance en flexion était encore près de 5%. Une autre chose que ces
résultats montrent est que le fait de faire un traitement thermique dans l’argon plutôt que
dans l’air entraîne une diminution importante de la résistance en flexion trois points.

94
L’observation au microscope électronique à balayage et au microscope optique n’a pas
montré de différence significative de microstructure entre les différents échantillons. Une
fois encore, le revêtement recouvre de manière continue et relativement uniforme les
poudres de fer. La Figure 41 montre une micrographie au MEB en mode ERD des
échantillons 1 (A) et 2 (B) compactés à 620 MPa. Les poudres ont également été observées
en coupe transversale au MEB et en microscopie optique. L’observation a révélé que le
revêtement était effectivement continu et relativement uniforme. Son épaisseur variait entre
200 nm et 1 μm pour une épaisseur moyenne d’approximativement 500 nm pour les deux
échantillons. La Figure 42 montre une coupe transversale de l’échantillon 2 observée au
MEB en mode électrons rétrodiffusés.
Figure 41 – Échantillons 1 (A) et 2 (B) observés au MEB en mode ERD

95
Figure 42 – Coupe transversale d’une poudre au MEB en mode ERD
Les anneaux toroïdaux ont été compactés et traités thermiquement dans les mêmes
conditions que les barres TRS afin de mesurer les propriétés magnétiques des matériaux
obtenus. La caractérisation magnétique est la même que celle utilisée précédemment. Pour
le premier mélange, un anneau a été compacté à 620 MPa et pour le second un anneau a été
compacté à 620 MPa et un autre à 825 MPa. Il a été impossible de compacter un
échantillon du premier mélange à 825 MPa sans que celui-ci se brise lors de l’éjection. Le
Tableau 18 donne les résultats obtenus.
Tableau 18 – Atmosphère : Propriétés magnétiques
Échantillon Compaction
Atm B
μmax Hc Br Pertes (W/kg)
(MPa) (T) (A/m) (T) 60 Hz 400 Hz
1 620 Air 0,96 202 614 0,029 23,1 224
2 620
Argon 1,15 217 405 0,018 12,2 95
825 1,15 213 407 0,018 11,9 93
Ces résultats montrent que les pertes sont effectivement diminuées de manière très
importante en faisant le traitement thermique sous argon plutôt que dans l’air. Cette
amélioration peut être attribuable à plusieurs éléments dont l’augmentation de la résistivité
après traitement thermique, de l’induction et de la perméabilité, de même que la diminution

96
du champ coercitif. Étrangement, cette fois l’augmentation de la densité pour l’échantillon
2 n’a pas entraîné l’augmentation de l’induction et de la perméabilité. Par ailleurs, le champ
coercitif n’a pas changé non plus. Cela dit, cette augmentation a tout de même permis de
diminuer légèrement les pertes magnétiques.
4.1.3.2 – Température
Le deuxième point étudié afin d’améliorer le traitement thermique est la température à
laquelle le traitement est effectué. Pour limiter le nombre d’essais à faire et pour avoir une
idée des températures à investiguer, un test de calorimétrie différentiel à balayage a été fait
sur des particules d’ATOMET 580 non traitées (A) et sur des particules de fer recouvertes
de ferrite (B). Les résultats obtenus lors de ce test sont montrés à la Figure 43.
Figure 43 – Résultats de calorimétrie différentielle à balayage

97
On peut remarquer sur ces graphiques une différence notable entre les deux courbes aux
alentours de 225°C. Des barres TRS ont donc été compactées à partir de particules
recouvertes de ferrite et ont été traitées thermiquement à 200°C (2), 250°C (3) et 500°C (4).
Les résultats obtenus ont été comparés à des échantillons n’ayant pas été traités
thermiquement (1). Comme pour les autres essais, les échantillons désignés par les lettres
DW ont été compactés en utilisant du lubrifiant seulement sur les parois de la matrice et
ceux désignés par les lettres AT ont été compactés à partir de particules attaquées mais non
revêtues. Les autres ont été mélangés à 0,5%-m de Kenolube avant la compaction. Les
barres TRS produites ont été utilisées pour mesurer la densité, la résistance en flexion trois
points et la résistivité des échantillons. En guise de rappel, tous les traitements thermiques
ont été effectués sous argon et tous les échantillons ont été compactés à 620 MPa. Les
résultats obtenus sont présentés au Tableau 19.
Tableau 19 – Température : Résistivité, densité et résistance en flexion
Échantillon Température TT
(°C)
Résistivité
(μΩ-m)
Densité
(g/cm3)
Flexion
(MPa)
1-AT
Aucun
662 6,93
1-DW 1205 6,88
1 2306 6,81 15
2-DW 200
532 6,88 22
2 1714 6,91 21
3-DW 250
100 6,95 19
3 633 6,88 18
4-DW 500
11 6,91 28
4 28 6,89 30
Ce qui ressort de ces résultats est l’évolution de la résistivité en fonction de la température
du traitement thermique. Il n’y a que quatre points, mais on peut tout de même voir que la
résistivité diminue de manière très importante entre 200°C et 250°C. On pouvait déjà
s’attendre à une diminution de la résistivité avec l’augmentation de la température du
traitement thermique. Or, comme le montre la Figure 44 on remarque une chute drastique
entre 200°C et 250°C. Ces résultats combinés avec ceux de calorimétrie différentielle à

98
balayage semblent indiquer un changement dans la nature du revêtement entre ces deux
températures.
Figure 44 – Résistivité en fonction de la température du traitement thermique
Pour en savoir plus, des échantillons de poudre ont été analysés en diffraction des rayons X
avant et après un traitement thermique à 500°C. Cette technique a permis de constater
qu’on retrouvait les mêmes composés pour les deux échantillons, soit un mélange de fer et
de ferrite. Cependant, comme pour les tests précédents, il a été impossible de déterminer
exactement de quel type de ferrite il s’agissait. Bien que les spectres montrent les mêmes
composés, on peut toutefois remarquer que les pics correspondant à la ferrite sont un peu
mieux définis par rapport à ceux du fer pour la poudre après traitement thermique que pour
celle avant. Les Figure 45 et Figure 46 montrent les spectres DRX obtenus pour les poudres
avant et après traitement thermique respectivement.

99
Figure 45 – Spectre DRX de la poudre avant traitement thermique

100
Figure 46 – Spectre DRX de la poudre après traitement thermique
Afin d’en savoir davantage sur les différences entre les échantillons avant et après le
traitement thermique à 500°C, ces dernier ont été observés au microscope électronique en
transmission. Des lames minces ont d’abord été préparées à l’aide d’une sonde ionique
focalisée (en anglais : Focused Ion Beam, FIB) en utilisant la technique décrite à la
référence [48]. Elles ont ensuite été observées au MET à très fort grossissement. La Figure
47 montre les revêtements de ferrite à la surface des particules de fer avant (A) et après (B)
traitement thermique tels qu’observés au MET. L’observation a confirmé la présence d’un
revêtement continu et relativement uniforme. On a pu mesurer une épaisseur de l’ordre de
250 nm et de 200 nm avant et après traitement thermique respectivement. Toutefois, étant
donné que dans chaque cas l’observation dans ces conditions n’est faite que sur une petite
portion de la surface d’une seule particule, on ne peut savoir si ces valeurs sont réellement

101
représentatives. Des patrons de diffraction pris sur les deux revêtements ont également
révélé qu’il s’agissait de ferrite.
Figure 47 – Échantillons avant (A) et après (B) traitement thermique au MET
Une autre information très intéressante qu’a révélée l’observation au microscope
électronique à transmission est que le revêtement était en fait poreux avant traitement
thermique et que, après traitement thermique, il n’y avait pratiquement plus de porosités.
Ceci aura un impact majeur sur les propriétés de ce dernier, notamment sur sa résistivité et
sa densité. Les Figure 48 et Figure 49 montrent le revêtement d’un échantillon observé au
MET avant et après traitement thermique respectivement. En plus de montrer la différence
de densité de porosités existant entre les deux échantillons, l’observation au MET a permis
de constater que la taille des grains a changé pendant le traitement thermique. On peut voir
que la taille moyenne des grains est très faible (entre 50 nm et 100 nm) dans le cas de
l’échantillon avant traitement thermique et qu’elle devient plus importante par après (entre
100 nm et 200 nm). Afin d’avoir une meilleure idée de la taille des grains, le revêtement a
été isolé des particules de fer en les broyant légèrement et en les passant dans un bain à
ultrasons. De cette façon, il a été possible de recueillir seulement des fragments du
revêtement. Les Figure 50 et Figure 51 montrent des fragments recueillis à partir
d’échantillons avant et après traitement thermique respectivement. Ces micrographies
permettent elles aussi de constater qu’il y a effectivement eu croissance des grains.

102
Figure 48 – Revêtement avant traitement thermique au MET
Figure 49 – Revêtement après traitement thermique au MET

103
Figure 50 – Fragments du revêtement au MET avant traitement thermique
Figure 51 – Fragments du revêtement au MET après traitement thermique

104
Finalement, des anneaux ont été produits dans les mêmes conditions que les barres TRS et
ont servi à la mesure des propriétés magnétiques. Il a toutefois été impossible de mesurer
les propriétés magnétiques des anneaux contenant 0,5%-m de Kenolube non traités
thermiquement puisque leur résistance était trop faible et ils se sont brisés lors du bobinage.
Les résultats obtenus sont donnés au Tableau 20.
Tableau 20 – Température : Propriétés magnétiques
Échantillon Température TT B
μmax Hc Br Pertes (W/kg)
(°C) (T) (A/m) (T) 60 Hz 400 Hz
1-DW Aucun 1,07 157 552 0,017 15,3 114
2-DW 200
1,10 168 535 0,018 15,6 114
2 1,06 158 517 0,016 15,0 111
4 500 1,15 217 405 0,018 12,2 95
Ces résultats montrent que le traitement thermique qui permet de diminuer le plus les pertes
magnétiques est celui à 500°C. Donc, en dépit de l’importante chute de résistivité, le
traitement thermique à 500°C a pour effet de diminuer de manière importante le champ
coercitif et d’augmenter la perméabilité, ce qui a pour effet d’entraîner des pertes
magnétiques moins grandes.
4.1.4 – Autres paramètres
Deux autres paramètres de mise en forme ont été étudiés dans le but d’améliorer les
propriétés magnétiques des composites magnétiques doux. Tel que décrit et expliqué à la
section 3.1.4, dans un cas la poudre a été tamisée pour retirer les particules fines et dans
l’autre elle a été compactée à 120°C. Le but de ces deux changements est d’améliorer la
densité des échantillons et, du même coup, d’améliorer leurs propriétés magnétiques.
4.1.4.1 – Tamisage
Les barres TRS obtenues suites aux manipulations décrites à la section 3.1.4.1 ont été
utilisées pour mesurer la densité, la résistance en flexion trois points et la résistivité des

105
matériaux. Le mélange ayant été tamisé correspond à l’échantillon 2 et l’autre correspond
évidemment à l’échantillon 1. Les résultats obtenus sont présentés au Tableau 21.
Tableau 21 – Tamisage : Résistivité, densité et résistance en flexion
Échantillon Compaction
(MPa)
Avant TT Après TT
Résistivité
(μΩ-m)
Résistivité
(μΩ-m)
Densité
(g/cm3)
Flexion
(MPa)
1 620 641 28 6,89 30
825 678 30 7,01 31
2 620 6634 29 6,73 26
825 5037 25 6,84 28
La différence de densité entre les deux échantillons montre que, contrairement aux attentes,
le fait d’enlever les fines particules de fer et de ferrite nuit à la compressibilité. En effet, on
note que pour les deux pressions de compaction, le tamisage entraîne une diminution de la
densité. Par ailleurs, on remarque encore une très grande différence de résistivité avant
traitement thermique entre les deux échantillons. Celle-ci ne peut certainement pas être
attribuable au tamisage et, comme à la section 4.1.3.1, elle découle probablement de la
grande variabilité du traitement de surface et de la déposition de la ferrite. Quoiqu’il en
soit, en dépit de cette grande différence de résistivité avant traitement thermique, la
résistivité après traitement retombe encore vers les mêmes valeurs, soit environ 25 μΩ-m à
30 μΩ-m. Les échantillons ont également été observés en microscopie optique et en
microscopie électronique à balayage, mais il n’a pas été possible de distinguer de
différences de microstructure notables. Les propriétés magnétiques ont aussi été
déterminées à l’aide des anneaux. Les résultats obtenus sont présentés au Tableau 22.
Tableau 22 – Tamisage : Propriétés magnétiques
Échantillon Compaction B
μmax Hc Br Pertes (W/kg)
(MPa) (T) (A/m) (T) 60 Hz 400 Hz
1 620 1,15 217 405 0,018 12,2 95
825 1,15 213 407 0,018 11,9 93
2 620 0,98 154 487 0,015 13,9 109
825 1,10 190 454 0,018 12,7 98

106
Comme on pouvait s’y attendre, puisque le tamisage des poudres de fer a entraîné une
diminution de la densité et que la résistivité est demeurée à peu près la même, les pertes
magnétiques ont augmenté.
4.1.4.2 – Compaction à tiède
Les manipulations correspondant aux essais de compaction à tiède ont été décrites à la
section 3.1.4.2. Les barres TRS et les anneaux ont été compactées à 125 ± 2 °C et à 825
MPa en utilisant 0,5%-m de polyéthylène A12 pré-mélangé aux poudres en guise de
lubrifiant. Pour des fins de comparaisons, de l’ATOMET 580 n’ayant subit aucun
traitement a été compactée dans les mêmes conditions. Les échantillons faits à base de
particules recouvertes de ferrite correspondent à l’échantillon 1 et ceux faits à partir de
particules non traitées correspondent à l’échantillon 0. Les barres TRS ont servi à la mesure
de la densité, de la résistivité et de la résistance en flexion trois points. Les résultats obtenus
sont donnés au Tableau 23.
Tableau 23 – Compaction à tiède : Résistivité, densité et résistance en flexion
Échantillon Résistivité Densité Densité Flexion
(μΩ-m) (g/cm3) relative (%) (MPa)
0 7,54 96,3 54
1 397 7,23 94,5 72
Ces résultats montrent que la compaction à chaud permet effectivement d’augmenter
significativement la densité des pièces. Par exemple, en utilisant la compaction standard,
les densités normalement atteintes pour les échantillons 0 et 1 étaient respectivement de
7,36 g/cm3 et de 7,02 g/cm
3. Ce qui constitue une augmentation majeure. D’autre part, la
résistance en flexion s’en trouve également grandement améliorée dans le cas des poudres
revêtues de ferrite. Après un traitement thermique à 500°C, la résistance en flexion était
normalement de l’ordre de 35 MPa. Finalement, en ce qui a trait à la résistivité, il est plutôt
difficile de la comparer à toute autre valeur obtenue jusqu’à maintenant puisque la
technique utilisée diffère des précédentes en plusieurs points. Notamment, outre la hausse

107
de température pour la compaction, les échantillons n’ont été soumis à aucun traitement
thermique. Cela dit, malgré la haute densité et le fait que les échantillons aient été
compactés à une température modérément élevée, la résistivité demeure très intéressante.
C’est-à-dire qu’elle est significativement supérieure à celle normalement atteinte après un
traitement thermique à 500°C, soit environ 30 μΩ-m.
Comme pour les essais précédents, les anneaux ont servis à l’évaluation des propriétés
magnétiques. Les résultats obtenus sont présentés au Tableau 24.
Tableau 24 – Compaction à tiède : Propriétés magnétiques
Échantillon B
μmax Hc Br Pertes (W/kg)
(T) (A/m) (T) 60 Hz 400 Hz
1 1,23 198 564 0,023 15,8 113
Si on compare ces résultats à ceux obtenus précédemment, par exemple à ceux du Tableau
18, on constate que les pertes ont augmenté. La densité élevée atteinte par la compaction à
tiède permet effectivement d’obtenir une induction plus élevée. Toutefois, l’absence de
traitement thermique à haute température fait en sorte que le champ coercitif demeure très
élevé, ce qui, au final, a pour effet d’augmenter les pertes.
4.2 – Ajout de nanoparticules
La deuxième méthode envisagée pour isoler les particules de fer efficacement les unes des
autres consistait à recouvrir celles-ci d’une couche de nanoparticules de ferrite NiZn. Deux
techniques de mélanges ont été étudiées. La première technique consistait à simplement
mélanger les deux types de poudre les unes aux autres sans phase liquide et la deuxième
consistait à mélanger les poudres dans l’acétone. De plus, un autre essai a été fait mais avec
une quantité de nanoparticules largement supérieure aux deux premiers essais. Les résultats
obtenus aux termes de ces manipulations sont présentés dans les prochaines sections.

108
4.2.1 – Ajout de nanoparticules à sec
Comme expliqué en détail à la section 3.2.1, huit mélanges ont été préparés avec deux
concentrations en nanoparticules de ferrite différentes et quatre combinaisons de temps de
mélange pour mélanger les poudres de fer, les particules de ferrite et le lubrifiant. Le
Tableau 7 associe chacun des huit mélanges aux conditions expérimentales utilisées pour
les réaliser. Les barres TRS compactées à partir de ces mélanges ont été utilisées pour
mesurer leur densité, leur résistivité et leur résistance en flexion trois points. En guise de
comparaison, des échantillons ont été compactés à partir d’ATOMET 580 contenant
0,5%m de Kenolube mélangé pendant 20 minutes et ne contenant pas de nanoparticules de
ferrite. Ces derniers correspondent aux échantillons 0. Les résultats sont présentés au
Tableau 25.
Tableau 25 – Ajout de ferrite à sec : Résistivité, densité et résistance en flexion
Échantillon
Avant TT Après TT
Résistivité
(µΩ-m)
Résistivité
(µΩ-m)
Densité
(g/cm3)
Flexion
(MPa)
0 30 1,6 7,16 73
1 52 1,9 7,16 48
2 55 2,1 7,21 50
3 68 2,0 7,15 55
4 70 2,4 7,22 51
5 253 4,3 7,03 53
6 321 4,9 7,04 57
7 253 4,4 7,04 49
8 406 6,1 7,05 51
Ces résultats montrent que l’ajout de 2%-m de ferrite plutôt que 0,6%-m augmente de
manière importante la résistivité avant et après traitement thermique. Par ailleurs, selon ces
résultats, une des combinaisons de temps de mélange permet d’obtenir une résistivité un
peu plus élevée que les autres. Elle consiste à mélanger la poudre de fer aux nanoparticules
pendant 10 minutes et ensuite d’y rajouter 0,5%-m de Kenolube et de mélanger pendant 20
minutes. On peut supposer que ce temps de mélange permet d’assurer une meilleure

109
isolation des particules de fer par les nanoparticules de ferrite. Cela dit, après traitement
thermique, la résistivité chute de manière très importante.
Afin de mieux comprendre l’impact des différences de concentration de ferrite et des
différents temps de mélange, les mélanges ont été observés au microscope électronique à
balayage. En premier lieu, les nanoparticules de ferrite ont été examinées. La Figure 52
montre ces dernières en mode électrons secondaires. On peut voir qu’elles sont regroupées
sous forme d’agglomérats ayant des tailles relativement importantes (plus de 10 μm).
Figure 52 – Nanoparticules de ferrite au MEB en mode ES
Les huit différents mélanges ont aussi été observés à faible grossissement en mode
électrons rétrodiffusés afin de voir la distribution des nanoparticules et du lubrifiant. Ces
observations ont permis de constater qu’il y avait une importante quantité d’agglomérats de
nanoparticules, en particulier pour les mélanges contenant 2%-m de ferrite. D’ailleurs,
l’observation a révélé que plus les temps de mélange étaient élevés, plus la quantité et la
taille des agglomérats augmentaient. Les Figure 53 et Figure 54 montrent les mélanges 3 et
7 observés au MEB en mode électrons rétrodiffusés à 100X et 150 X respectivement.

110
Figure 53 – Mélange 3 observé au MEB en mode ERD
Figure 54 – Mélange 7 observé au MEB en mode ERD
Les particules grises pâles correspondent aux particules de fer, celles grises un peu plus
foncées correspondent aux agglomérats de ferrite et les boules grises très foncées
correspondent au lubrifiant. Sur chacune des deux micrographies, des cercles désignent
quelques exemples d’agglomérats de ferrite. Étrangement, les agglomérats sont de formes

111
irrégulières et ont des arêtes très vives. Comme en témoignent les deux figures qui suivent,
ceux-ci sont bel et bien constitués de nanoparticules de ferrite. La Figure 55 présente une
micrographie d’un agglomérat de ferrite NiZn observé au MEB en mode électrons
secondaires. On peut y distinguer aisément les nanoparticules individuelles.
Figure 55 – Agglomérat de nanoparticules de ferrite au MEB en mode ES
Afin de s’assurer qu’il s’agissait bel et bien de particules de ferrite NiZn, un spectre rayon
X a été acquis sur l’agglomérat. La Figure 56 présente le spectre rayons X en question.
Celui-ci montre entre autre la présence d’oxygène, de fer, de nickel et de zinc, ce qui
confirme qu’il s’agit de ferrite NiZn ((NiO)0,5(ZnO)0,5Fe2O3). De plus, on retrouve de l’or
et du palladium provenant du dépôt conducteur nécessaire à l’observation au MEB et du
carbone provenant de la colle servant à retenir les poudres sur le porte-échantillon.

112
Figure 56 – Spectre rayons X de l’agglomérat illustré à la Figure 55
La surface des particules de fer a été observée à fort grossissement afin de voir comment y
sont réparties les nanoparticules. On constate qu’après avoir mélangé les poudres de fer et
de ferrite ensemble pendant 5 ou 10 minutes, on obtient sensiblement le même résultat. La
Figure 57 présente la surface d’une particule de fer d’un mélange contenant 0,6%-m de
nanoparticules ayant été mélangé 5 minutes. Celle-ci est observée au MEB en mode
électrons secondaires. En guise de comparaison, la Figure 58 montre la surface d’une
particule d’ATOMET 580 ne contenant pas de nanoparticules observée au MEB en mode
ES à 10kX. En comparant les deux types de surface, on constate qu’une mince couche de
nanoparticules recouvre une bonne portion de la surface des particules de fer. Cependant,
comme en témoigne les résultats de résistivité, celle-ci ne semble pas suffisamment épaisse
pour isoler efficacement les particules de fer les unes des autres.

113
Figure 57 – Surface d’une particule de fer au MEB en mode ES
Figure 58 – Surface d’une particule d’ATOMET 580 sans nanoparticules au MEB en mode ES
En ajoutant 2%-m de nanoparticules plutôt que 0,6%-m, on obtient encore une fois un
résultat similaire. De plus, le fait de mélanger les particules de fer et les nanoparticules 10
minutes au lieu de 5 minutes ne semble pas avoir un impact notable sur la distribution de
ces dernières. La Figure 59 montre la surface d’une particule de fer provenant d’un
mélange contenant 2%-m de nanoparticules mélangé pendant 5 minutes. On peut voir que
comme pour les mélanges contenant 0,6%-m de nanoparticules, une mince couche de
poudre de ferrite recouvre presque la totalité de la particule de fer. Dans ce cas-ci, la couche

114
de nanoparticules semblait recouvrir une plus grande portion de la surface des particules de
fer sans pour autant être plus épaisse.
Figure 59 – Surface d’une particule de fer au MEB en mode ES
Les poudres ont également été observées après avoir été mélangées au lubrifiant. Il a été
constaté que cette étape retire une bonne partie des nanoparticules présentes à la surface des
particules de fer. La Figure 60 présente la surface des poudres de fer des mélanges 1 (A) et
5 (B) observée au MEB en mode ES. On constate qu’effectivement une bonne partie des
nanoparticules de ferrite a été retirée lors de l’ajout du lubrifiant. Toutefois, on peut voir
que les mélanges contenant 2%-m de ferrite conservent une plus grande quantité de
nanoparticules après l’addition de lubrifiant. Ce qui permet d’expliquer la plus grande
résistivité de ces échantillons.

115
Figure 60 – Surface de particules de fer des mélanges 1 (A) et 5 (B) au MEB
L’examen des mélanges a permis de remarquer que la taille et le nombre des agglomérats
ont augmenté pendant l’ajout du lubrifiant. Ce qui indique qu’une partie des nanoparticules
qui quitte la surface des particules de fer se retrouve sous forme d’agglomérats. De plus,
une autre partie de ces particules de ferrite se dépose à la surface du lubrifiant. En effet,
l’observation au MEB de la surface des boules de lubrifiant a permis d’y voir une
importante quantité de nanoparticules. La Figure 61 montre une boule de lubrifiant telle
que vue au microscope électronique à balayage en mode électrons secondaires. La
micrographie provient du mélange 5. Celui-ci a été préparé en mélangeant d’abord 2%-m
de ferrite à la poudre de fer pendant 5 minutes et ensuite en y rajoutant le lubrifiant et en
mélangeant pendant 5 autres minutes. On peut y voir la présence de plusieurs
nanoparticules. Le même résultat était observable sur les autres mélanges.

116
Figure 61 – Lubrifiant observé au MEB en mode ES
Finalement, des échantillons compactés ont été observés en microscopie optique et au
microscope électronique à balayage afin d’essayer voir comment étaient réparties les
nanoparticules après la compaction. Pour les échantillons comprenant 0,6%-m de ferrite, il
n’a pas été possible de voir les nanoparticules. Pour ceux en comprenant 2,0%-m toutefois,
elles étaient très faciles à repérer. En effet, on pouvait y voir plusieurs agglomérats
relativement volumineux et on pouvait également en voir une importante quantité
distribuée entre les particules de fer. Dans certains cas, les agglomérats pouvaient atteindre
des tailles aussi grandes que 100 μm. On ne pouvait toutefois voir de différence notable
entre les différents mélanges contenant 2,0%-m de ferrite, soit les échantillons 5 à 8. La
Figure 62 présente en exemple une coupe transversale de barres provenant du mélange 6
vue au microscope optique (A) et au microscope électronique à balayage en mode électrons
rétrodiffusés (B).

117
Figure 62 - Coupe transversale au microscope optique (A) et au MEB en mode ERD (B)
Dans la figure de gauche les zones blanches correspondent aux particules de fer, les zones
grises foncées correspondent aux nanoparticules de ferrite et les zones noires correspondent
aux porosités. Dans celle de droite, les zones grises pâles correspondent au fer, celles grises
un peu plus foncées à la ferrite et celles noires aux porosités. On peut aisément y distinguer
plusieurs agglomérats et on peut également voir de la ferrite aux interfaces entre les
particules de fer. On constate cependant que la ferrite ne forme pas un revêtement continu
et uniforme. Une observation à fort grossissement de plusieurs points de contact entre les
particules de fer a permis de montrer une présence de ferrite allant de très faible à nulle. La
Figure 63 montre deux contacts interparticulaires observés au MEB en mode ES. À la
figure de gauche on ne peut y voir de ferrite et dans la figure de droite on peut en voir en
faible quantité.

118
Figure 63 – Contacts entre des particules de fer observées au MEB à en mode ES
4.2.2 – Ajout de nanoparticules avec une phase liquide
Afin de tenter d’éliminer ou de réduire la quantité d’agglomérats présents dans les
mélanges produits à la section précédente, des essais ont été faits en procédant au mélange
des poudres de fer et de ferrite dans une phase liquide. Comme mentionné à la section
3.2.2, deux mélanges ont été produits. Le premier contient un liant pour coller les particules
de ferrites à celles de fer et le second n’en contient pas. Les barres TRS produites ont été
utilisées pour mesurer la densité, la résistivité ainsi que la résistance en flexion trois points.
Ces résultats sont présentés au Tableau 26.
Tableau 26 – Ajout de ferrite avec acétone : Résistivité, densité et résistance en flexion
Échantillon
Avant TT Après TT
Résistivité
(μΩ-m)
Résistivité
(μΩ-m)
Densité
(g/cm3)
Flexion
(MPa)
1 108 4,5 6,99 54
2 119 3,5 7,01 43
Ces résultats montrent que l’ajout d’un liant pour coller les nanoparticules de ferrite aux
particules de fer n’a pas eu un effet notable sur la résistivité. En effet, pour les deux
mélanges, celles-ci sont très semblables. Avant traitement thermique, la valeur de résistivité
se situe entre celles des mélanges 1 à 4 et 5 à 8 de la section précédente. Ce qui est tout à

119
fait normal étant donné que leur concentration en ferrite est également située entre celles de
ces mêmes mélanges. C’est-à-dire que les concentrations en nanoparticules de ferrite des
échantillons 1 à 4 et 5 à 8 de la dernière section étaient de 0,6%-m et de 2,0%-m
respectivement, alors que celle des échantillons de la présente section était de 1,5%-m.
D’ailleurs, comme pour les essais de la section précédente, on peut noter une importante
chute de la résistivité pendant le traitement thermique. La seule différence notable entre les
deux mélanges réside dans la différence de résistance en flexion trois points. Celle du
premier mélange, celui contenant le liant, est plus élevée que celle du second.
Les deux mélanges ont aussi été observés au MEB afin de voir comment y étaient
distribuées les nanoparticules. Mis à part les différentes concentrations en ferrite, aucune
différence majeure n’a été remarquée entre ces mélanges et ceux de la section 4.2.1.
Comme le montre les Figure 64 et Figure 65, on y trouve toujours des agglomérats et une
mince couche plus ou moins continue de nanoparticules de ferrite à la surface des particules
de fer. La Figure 64 montre les deux derniers mélanges observés au MEB en mode
électrons rétrodiffusés. Les figures de gauche et de droite montrent les particules avec et
sans liant respectivement. On peut effectivement y retrouver des agglomérats et il semble y
en avoir autant pour chacun des deux mélanges.
Figure 64 – Derniers mélanges au MEB en mode ERD avec (A) et sans liant (B)

120
La Figure 65 montre la surface des mélanges avec (A) et sans liant (B) observée au MEB
en mode électrons secondaires. Comme à la section précédente, on y trouve une mince
couche de nanoparticules. Une observation minutieuse de la surface de la poudre 1 a permis
d’y voir la présence d’une très mince couche de liant. Des spectres rayons X n’ont pas
permis de détecter plus de carbone pour ce mélange que pour le second, ce qui indique que
la couche est effectivement très mince.
Figure 65 – Derniers mélanges au MEB en mode ES avec (A) et sans liant (B)
Même si aucune différence majeure n’a été remarquée entre ces mélanges et les précédents,
une légère différence de distribution a été notée. En effet, l’observation au MEB a montré
que le fait de procéder au mélange dans l’acétone entraîne la formation d’amas de
nanoparticules de ferrite dans les cavités des particules de fer. Ce phénomène n’a pas été
observé sur les mélanges de la section 4.2.1. La Figure 66 montre les amas en question
observés au MEB en mode ES dans les mélanges 1 (A) et 2 (B). Encore une fois, on ne
remarque pas de différence notable entre les deux mélanges, si ce n’est que la présence
d’une fine couche de liant à la surface du mélange de la figure A.

121
Figure 66 – Amas de nanoparticules au MEB en mode ES avec (A) et sans liant (B)
4.2.3 – Ajout d’une grande quantité de nanoparticules
Le but de cette dernière série d’essais était de voir l’impact de l’ajout de 5%-m de
nanoparticules de ferrite sur les propriétés des échantillons. Les manipulations s’y
rattachant ont été décrites à la section 3.2.3. Les barres TRS produites ont été utilisées pour
caractériser la résistivité, la densité et la résistance en flexion des échantillons. Le Tableau
27 donne les résultats obtenus suite à ces manipulations.
Tableau 27 – Ajout de 5%-m de ferrite : Résistivité, densité et résistance en flexion
Compaction
(MPa)
Avant TT Après TT
Résistivité
(µΩ-m)
Résistivité
(µΩ-m)
Densité
(g/cm3)
Flexion
(MPa)
620 3120 4,1 6,78 58
825 3661 4,5 6,89 63
La première chose que l’on peut remarquer à travers ces résultats est que pour la première
fois, l’ajout de nanoparticules de ferrite a permis d’atteindre une résistivité très élevée avant
traitement thermique. En effet, celle-ci surpasse de beaucoup les résistivités atteintes lors
des essais précédents. Par contre, comme toujours, après traitement thermique elle diminue
énormément et rejoint les valeurs atteintes lors des autres expériences. Par ailleurs, comme

122
on pouvait s’y attendre, la densité de ces échantillons est plus faible. Ceci est tout
simplement causé par la plus grande concentration en ferrite.
Comme pour les dernières sections, le mélange produit a été observé au microscope optique
et au microscope électronique à balayage afin de voir comment y étaient distribués les
différents constituants. L’observation a révélé que l’on trouvait encore une grande quantité
d’agglomérats. Ceci n’est pas vraiment une surprise puisque l’on a procédé au mélange
d’une manière similaire à celle de la section 4.2.1, mais en y incorporant davantage de
nanoparticules de ferrite. La Figure 67 montre le dernier mélange observé au MEB en mode
électrons rétrodiffusés. On y voit effectivement une quantité très importante d’agglomérats.
Figure 67 – Mélange comportant 5%-m de ferrite au MEB en mode ERD
Par ailleurs, l’observation à fort grossissement de la surface des particules de fer a permis
de constater qu’encore une fois la majeure partie de celle-ci était recouverte d’une mince
couche de nanoparticules. La surface en question était très similaire à celle illustrée à la
Figure 59. Finalement, l’observation d’échantillons compactés a évidemment permis de
retrouver une répartition des nanoparticules n’étant pas du tout uniforme. La Figure 68
présente une coupe transversale d’un échantillon compacté à 620 MPa observé au
microscope optique (A) et au MEB en mode ERD (B). On y trouve plusieurs agglomérats

123
de ferrite et on peut aussi remarquer qu’une couche un peu plus continue que pour les
essais précédents sépare les particules de fer les unes des autres. Ce phénomène explique
probablement la hausse très importante de la résistivité avant traitement thermique.
Figure 68 - Coupe transversale au microscope optique (A) et au MEB en mode ERD (B)
Les propriétés magnétiques du matériau ont été mesurées à l’aide d’un anneau compacté à
620 MPa. Comme expliqué à la section 3.2.3, il a été impossible de compacter un anneau à
825 MPa sans que celui-ci se brise lors de l’éjection. Les résultats obtenus sont présentés au
Tableau 28.
Tableau 28 – Ajout de 5%-m de ferrite : Propriétés magnétiques
Compaction
(MPa)
B μmax
Hc Br Pertes (W/kg)
(T) (A/m) (T) 60 Hz 400 Hz
620 1,10 223 386 0,020 13,5 137
En comparant les pertes magnétiques obtenues à celles obtenues précédemment pour des
échantillons ayant été compactés à 620 MPa et traité thermiquement à 500°C pendant 30
minutes dans l’argon (voir l’échantillon 2 compacté à 620 MPa du Tableau 18), on constate
qu’elles sont un peu plus élevées, en particulier pour les pertes mesurées à 400 Hz. Il est
intéressant de remarquer que les propriétés magnétiques sont généralement meilleures pour
le mélange contenant les nanoparticules de ferrite. C’est-à-dire que son induction et sa
perméabilité sont plus élevées alors que son champ coercitif est plus faible. Malgré tout, ses

124
pertes magnétiques sont plus élevées. Ceci est attribuable à la résistivité plus faible de ces
échantillons.

125
5 – Discussion
Cette section fera un retour sur les résultats obtenus au cours de ce projet et ceux-ci seront
ensuite analysés afin d’en tirer des conclusions. La structure de ce chapitre sera très
similaire à celles des deux chapitres précédents. Celui-ci sera séparé en deux grandes
sections, la première portant sur la technique du placage de la ferrite et l’autre sur l’ajout de
nanoparticules.
5.1 – Placage de la ferrite
Les expériences faites sur le placage de la ferrite se séparent en cinq sections. Dans un
premier temps, on évaluera la technique à utiliser pour procéder au dépôt de la ferrite.
Ensuite, on déterminera le traitement de surface à effectuer sur les particules de fer avant la
déposition. Puis, on choisira les conditions à utiliser lors du traitement thermique. Par
après, on traitera des deux variantes du procédé qui furent étudiées plus tôt, soit le tamisage
et la compaction à tiède. On discutera par la suite de l’importance de la résistivité par
rapport aux propriétés magnétiques dans le but de réduire les pertes. Enfin, une synthèse
sera faite sur l’ensemble des manipulations réalisées dans cette partie du projet afin de les
comparer entre elles et de déterminer laquelle a donné les meilleurs résultats et afin
également de discuter des changements à apporter à la technique dans le cadre de travaux
futurs.
5.1.1 – Choix de la méthode de déposition
Pour déterminer quelle méthode de déposition utiliser pour synthétiser le revêtement de
ferrite, deux premières méthodes furent envisagées. Celles-ci furent inspirées de techniques
décrites dans la littérature. Cependant, elles eurent à être ajustées en fonction du substrat
utilisé, c’est-à-dire, des particules de fer atomisées à l’eau. Pour ce faire, une troisième

126
technique, développée à partir d’une combinaison des techniques précédentes, fut
investiguée. Les prochaines sections présenteront d’abord une comparaison entre les deux
premières techniques utilisées. Cette comparaison mènera à certaines modifications de la
deuxième technique. Ensuite, les résultats obtenus seront discutés.
5.1.1.1 – Comparaison entre les deux premières techniques
Les résultats obtenus aux sections 4.1.1.1 et 4.1.1.2 ont montré que chacune des deux
techniques avait mené à la formation d’un dépôt de ferrite. On a d’ailleurs pu constater que
celui de la première technique était en fait plus épais que celui de la seconde. Cependant,
les dépôts produits n’étaient pas uniformes ni continus. Par ailleurs, au terme des essais
effectués, des précipités de ferrite ont été retrouvés en grande quantité en suspension dans
la solution de réaction. Comme mentionné dans la littérature, ceci provient d’une formation
trop rapide de la ferrite. En effet, comme expliqué à la référence [40], si la réaction est trop
rapide, elle aura tendance à entraîner la formation de précipités au sein de la solution plutôt
qu’un dépôt à la surface du substrat. Pour la ralentir, il faut éviter que tous les facteurs
nécessaires à la formation des précipités soient présents simultanément. Pour une
température donnée, trois conditions sont requises pour que débute la formation du spinelle
de la ferrite. On doit avoir une quantité suffisante d’ions métalliques (Fe2+
et autres si
nécessaire) et d’agent oxydant et un pH supérieur à 6. Différents facteurs expérimentaux
auront un impact sur ces trois valeurs. C’est le cas notamment des conditions d’agitation,
de la présence d’ultrasons et, surtout, de la nature du substrat. Étant donné les
caractéristiques de la poudre de fer utilisée, une vitesse de formation très lente est
nécessaire.
Pour contrôler la vitesse de réaction, trois options sont donc possibles. La première option
consiste à mettre les ions métalliques et l’agent oxydant dès le départ dans la solution de
réaction et ensuite d’ajouter une solution basique afin de faire grimper le pH. Ainsi, au
départ la réaction ne peut se produire puisque le pH est trop faible et du moment que le pH
atteint la valeur nécessaire, la réaction débute. Ce procédé correspond à la deuxième

127
technique, soit celle décrite à la section 3.1.1.2. Le problème avec celle-ci est que du
moment que le pH atteint la valeur requise, si la concentration en ions métalliques et en
agent oxydant est suffisamment élevée, la réaction peut débuter très rapidement et entraîner
tout de même la précipitation de la ferrite. Ce fut fort probablement le cas pour la deuxième
technique.
La deuxième option quant à elle consiste à mettre l’agent oxydant dès le départ dans la
solution de réaction, ensuite à ajuster le pH et finalement à ajouter les ions métalliques. De
cette façon, la réaction se produit au fur et à mesure que les ions métalliques sont ajoutés à
la solution de réaction. Cette méthode correspond à la première technique utilisée (section
3.1.1.1). Le problème avec cette technique est que l’ajout des ions métalliques a pour effet
de faire varier considérablement le pH et il est compliqué de le maintenir constant sans le
faire trop augmenter.
Finalement, la troisième option consiste à mettre les ions métalliques en solution, à ajuster
le pH et ensuite à ajouter l’agent oxydant. De cette façon, la ferrite ne peut se former avant
que l’on introduise l’agent oxydant dans la solution de réaction. On doit cependant garder
en tête que l’oxygène agit comme oxydant et qu’il peut entraîner la précipitation de la
ferrite. À cet égard, il importe de retirer l’oxygène dissous dans la solution de réaction
avant d’y introduire les ions métalliques. Il est possible d’y arriver en faisant barboter de
l’azote dans la solution de réaction pendant 30 minutes avant d’y introduire le substrat et
les chlorures et en continuant d’en faire barboter tout au long de la réaction. De la sorte, en
ajoutant une faible quantité de nitrite d’azote (NaNO2) à la solution de réaction, on devrait
arriver à contrôler la vitesse de formation de la ferrite et limiter la formation de précipités.
Donc, étant donné les résultats obtenus suite aux manipulations des sections 3.1.1.1 et
3.1.1.2, il serait préférable d’essayer la technique décrite à la troisième option. Le montage
requis et les manipulations sont relativement similaires à ceux de la deuxième technique
employée, mais avec des changements majeurs. D’abord l’agent oxydant est ajouté
tranquillement tout le long de l’expérience plutôt que dès le début. Comme mentionné plus

128
haut, ceci implique de faire barboter de l’azote dans la solution de réaction avant et pendant
la déposition. Ensuite, afin de limiter la vitesse de formation, il est jugé préférable
d’effectuer les manipulations à température ambiante, sans ultrasons et avec des
concentrations en ions métalliques légèrement inférieures à celles utilisées précédemment.
Pour les prochains essais, afin de pouvoir produire des échantillons et en mesurer la
résistivité, 75g de poudre de fer seront traités simultanément.
Finalement, toujours dans le but de favoriser la formation de la ferrite à la surface des
particules de fer, il a été décidé d’effectuer un traitement de surface sur celles-ci. Dans
certains articles de M. Abe ([41] à [44]), il est mentionné qu’une attaque à l’aide d’une
solution acide a été faite à la surface des échantillons à recouvrir. On ne retrouve
malheureusement dans la littérature aucun détail quant à la nature de l’attaque en question.
On a donc décidé de faire une attaque à l’acide chlorhydrique 10%-vol sur la poudre avant
la déposition.
En conclusion, les techniques étudiées jusqu’à maintenant n’ont pas permis d’obtenir le
résultat désiré. Cela dit, elles ont tout de même permis de mieux comprendre le phénomène
derrière la déposition de la ferrite et certaines modifications seront apportées à la deuxième
techniques afin de favoriser le dépôt de la ferrite à la surface des particules de fer plutôt que
de précipité au sein de la solution.
5.1.1.2 – Technique retenue
En regard des résultats recueillis à la section 4.1.1.3, on peut voir que les modifications
apportées ont porté fruit. L’observation au MEB a montré la présence d’un revêtement
épais, continu et relativement uniforme. Conséquemment, la résistivité est au rendez-vous.
Celle-ci est considérablement plus élevée que celle des échantillons sans revêtement (5571
μΩ-m comparativement à 15μΩ-m). Les spectres de diffraction des rayons X ont d’ailleurs
confirmé qu’il s’agissait bel et bien de ferrite. Le seul problème avec ces résultats est qu’il
est très difficile de déterminer s’il s’agit de magnétite ou de ferrite NiZn. La raison étant

129
que les spectres de ces deux matériaux sont très similaires et, puisque l’on ne travaille pas
avec une substance pure mais plutôt avec un mélange de fer et de ferrite, il est difficile de
distinguer les matériaux les uns des autres seulement par DRX.
Pour remédier à ce problème, des tests de spectrométrie d’absorption atomique et d’analyse
d’oxygène ont été effectués afin de connaître la composition chimique du revêtement. Les
résultats ont révélé qu’il s’agissait principalement de magnétite (92%-m) et d’un faible
pourcentage de ferrite Ni (5%-m) et de ferrite Zn (3%-m). Il y a place ici à amélioration
puisque, comme on peut le voir au Tableau 4, la ferrite NiZn est plus résistive que la
magnétite par plusieurs ordres de grandeur (1010
μΩ-m vs 40 μΩ-m). On aurait donc
avantage à augmenter les proportions de ferrites Ni et Zn afin de faire grimper la résistivité
du matériau. Quoiqu’il en soit l’épaisseur et la continuité du revêtement ont tout de même
permis d’obtenir une résistivité très élevée.
Les calculs faits à partir des concentrations en nickel, en zinc et oxygène ont également
permis d’obtenir l’épaisseur théorique moyenne du revêtement. Celle-ci se base sur
quelques hypothèses. On considère que la totalité des atomes de zinc, de nickel et
d’oxygène sont sous forme de ferrite et que l’épaisseur du revêtement est beaucoup plus
faible que le diamètre moyen de la poudre. On peut supposer que chacune d’elles est
respectée. En effet, bien que les atomes de Ni, Zn et d’O ne sont probablement pas tous
présents sous forme de ferrite, les résultats de DRX ont montré que c’était certainement le
cas pour une importante portion d’entre eux. Par ailleurs, étant donné le diamètre moyen
des particules de fer utilisées (environ 80 µm) et l’épaisseur mesurée du revêtement (de
l’ordre de quelques microns), on sait que la seconde hypothèse est également respectée. Or,
si on compare la valeur calculée, soit 890 nm, à celle mesurée au MEB qui était de l’ordre
de 2 µm, on note une importante différence. On ne peut attribuer cette différence aux
données expérimentales. Effectivement, les mesures de BET, de spectrométrie d’absorption
atomique et de concentration d’oxygène ont témoigné d’une excellente répétabilité tout au
long du projet. Il faut plutôt regarder les valeurs théoriques employées, plus précisément, la
densité de la ferrite utilisée. Tel que mentionné à l’annexe A, la densité utilisée pour le

130
revêtement était de 5,0 g/cm3. Il s’agit là de la densité théorique de la magnétite. Toutefois,
les images de microscope électronique à transmission présentées à la section 4.1.3.2
montrent que le revêtement était en fait poreux. Ceci implique que la densité réelle du
revêtement est plus faible que la densité théorique. Selon les résultats obtenus, comme
l’épaisseur calculée du revêtement est environ deux fois plus petite que celle mesurée, on
peut croire que la densité réelle du revêtement est approximativement deux fois plus petite
que la densité théorique, soit de l’ordre de 2,5 g/cm3. C’est donc probablement ce
phénomène qui est à l’origine de la différence entre l’épaisseur mesurée et l’épaisseur
calculée du revêtement.
Un autre point intéressant à soulever par rapport aux résultats obtenus concerne les densités
absolues et relatives des deux mélanges. En comparant leur densité absolue, la poudre sans
revêtement semble être beaucoup plus compressible que celle recouverte de ferrite. Or, en
jetant un coup d’œil aux densités relatives calculées, on constate qu’il n’en est rien. En
effet, celles-ci sont pratiquement identiques. Ce résultat s’explique par le fait que, dans le
second mélange, on retrouve une quantité importante de ferrite (approximativement 10%-
m) et que celle-ci a une densité absolue inférieure au fer. Ceci fait en sorte que la densité
absolue théorique du second mélange est inférieure à celle du premier. En outre, il est à
noter que, malgré les densités relatives similaires, les propriétés magnétiques du second
mélange seront fort probablement inférieures à celles du premier. Cette différence
s’explique par la perméabilité et surtout la magnétisation à saturation plus faible de la
ferrite comparativement au fer. À cet égard, il est possible qu’il soit préférable de réduire
l’épaisseur du revêtement, quitte à diminuer la résistivité du matériau, afin d’obtenir des
propriétés magnétiques supérieures.
Pour conclure, les modifications apportées suite aux essais discutés à la section précédente
ont porté fruit. Cette fois, la technique utilisée a permis de produire un revêtement de ferrite
uniforme et continu d’environ 2 µm. Les résultats de DRX ont toutefois montré que,
contrairement à ce à quoi on s’attendait, le revêtement n’était pas constitué majoritairement

131
de ferrite NiZn, mais plutôt de magnétite. Ce qui implique que, malgré sa résistivité déjà
élevée, le revêtement n’est probablement pas aussi résistif qu’il aurait pu l’être.
5.1.2 – Choix du traitement de surface
Le deuxième aspect évalué dans le cadre du projet sur le placage de la ferrite fut le
traitement de surface à utiliser. En effet, des essais préliminaires dont les résultats n’ont pas
été inclus dans ce mémoire ont montré que le traitement de surface était un élément
prédominant dans la synthèse d’un revêtement de ferrite. Ces essais avaient pour but
d’évaluer différents aspects du procédé de placage afin d’améliorer les propriétés finales du
matériau. Les aspects en question étaient notamment le traitement de surface à effectuer
avant la déposition, les concentrations en ions métalliques (Fe2+
, Ni2+
, Zn2+
) à mettre dans
la solution de réaction, la température à utiliser pendant le placage et quelques autres.
Cependant, tous les traitements de surface n’ont pas été faits exactement de la même façon
pour chaque essai et cela a fait en sorte qu’il a été impossible de tirer des conclusions
précises sur les aspects mentionnés ci-haut. En fait, la seule conclusion que ces résultats ont
permis de tirer est que la préparation de la surface des particules de fer a un impact majeur
sur les propriétés finales du revêtement. C’est pour cette raison qu’une étude relativement
poussée a été faite spécifiquement sur cette étape.
5.1.2.1 – Comparaison entre les traitements de surface
La première étape de cette étude avait pour but de comparer six traitements de surface
différents. Dans tous les cas, le rôle de celui-ci devait être de favoriser la formation de la
ferrite à la surface de la poudre plutôt que la précipitation au sein de la solution. Comme
mentionné précédemment, aucun détail n’était donné dans la littérature à propos de la
nature exacte du traitement de surface utilisé outre le fait qu’il s’agissait d’une attaque à
partir d’une solution acide. Deux types d’attaque à l’acide ont été choisis à partir d’acides
très communs. Dans un cas l’attaque a été faite à partir d’acide chlorhydrique 10%-vol
dilué dans l’éthanol et dans l’autre elle a été faite à partir d’acide nitrique 2%-vol

132
également diluée dans l’éthanol. L’éthanol a été choisi comme solvant plutôt que l’eau
parce que des essais préliminaires avaient montré qu’il prévenait la formation de rouille et
d’agglomérats lors du séchage de la poudre après l’attaque.
En plus de l’attaque à l’aide d’une solution acide, un autre traitement a été envisagé afin de
favoriser la formation de la ferrite à la surface des particules de fer. Comme la réaction en
question peut nécessiter la présence de groupes hydroxydes à la surface du substrat, il est
justifié de croire que le début de celle-ci peut être facilité si on en retrouve dès le départ à la
surface. En ce sens, certains lots de poudre ont été laissés dans l’eau bouillante pendant une
heure. Ce traitement devait normalement avoir pour effet d’entraîner la formation d’oxyde
et d’hydroxyde de fer à la surface des particules de fer.
En guise de comparaison, un placage a également été fait sur des particules n’ayant subi
aucun traitement. La combinaison des deux attaques présentées plus haut et du traitement
dans l’eau bouillante a donné naissance au plan d’expériences présenté au Tableau 6, soit
six traitements de surface différents.
Les résultats obtenus pour cette série d’expériences ont été présentés à la section 4.1.2.1.
On peut constater de grandes différences de composition, d’épaisseur et de résistivité d’un
traitement à l’autre, ce qui vient confirmer l’importance du traitement de surface.
Notamment, on constate que le fait de faire une attaque à l’acide chlorhydrique augmente
considérablement la résistivité, soit d’un facteur d’environ 2,5 (échantillon 2 vs 1). Il s’agit
d’ailleurs du traitement ayant permis d’obtenir la meilleure résistivité, soit 112 µΩ-m. Cette
augmentation s’explique par l’accroissement de l’épaisseur du revêtement par un facteur
2,25 (290 nm comparativement à 130 nm). Comme à la section précédente, l’épaisseur
réelle doit probablement être deux fois plus grande que celle-ci. Quoiqu’il en soit, cette
valeur peut tout de même être utilisée à titre indicatif. Cette hausse de l’épaisseur du
revêtement est également accompagnée d’une chute importante de la concentration en
ferrite NiZn au profit de la magnétite. Normalement, une diminution de la proportion en

133
ferrite NiZn aurait dû être accompagnée d’une chute notable de la résistivité [42].
Cependant, celle-ci est masquée par l’augmentation de l’épaisseur.
En comparant les valeurs de résistivité obtenues à celles de la section précédente, on
remarque que celles-ci sont beaucoup plus faibles. La principale raison pour laquelle on
note une aussi grande différence est que les revêtements produits cette fois sont beaucoup
plus minces. La seule différence entre la technique utilisée pour produire la poudre de la
section 3.1.1.3 et celle de l’échantillon 2 des derniers essais est que, dans ce cas-ci, l’acide
chlorhydrique a été dilué dans l’éthanol alors qu’au test précédent il fut dilué dans l’eau.
Ceci semble indiquer que la formation d’une légère quantité de rouille et,
malheureusement, d’agglomérats due à l’utilisation de l’eau comme solvant est
probablement favorable à la formation de la ferrite.
Contrairement au traitement à base de HCl, l’attaque à l’acide nitrique a eu pour effet de
diminuer la résistivité à peu près de moitié (échantillon 3 vs 1). Cette différence de
résistivité s’explique encore par une variation d’épaisseur. Celle-ci est passée de 130 nm à
60 nm. Cette attaque a aussi permis d’augmenter considérablement la proportion de ferrite
NiZn présente dans la poudre. Cependant, la hausse de résistivité qu’elle aurait dû entraîner
a été contrée par la diminution de l’épaisseur du revêtement.
En ce qui a trait au traitement dans l’eau bouillante, on constate que celui-ci a eu un impact
très positif sur l’échantillon sans attaque (échantillon 4 vs 1) et pour l’échantillon attaqué à
l’acide nitrique (échantillon 6 vs 3). Effectivement, celui-ci a entraîné une augmentation de
la résistivité de 76% et de 63% respectivement. Dans les deux cas, une fois de plus, cette
hausse s’explique par une augmentation de l’épaisseur. De plus, la concentration en ferrite
NiZn a encore diminué pour chacun des mélanges. Pour ces deux échantillons, la théorie
selon laquelle la couche d’oxyde et d’hydroxyde de fer engendrée par le traitement dans
l’eau bouillante favoriserait la formation de la ferrite s’avère vraie. Étonnamment, pour
l’attaque à l’acide chlorhydrique, ce dernier a plutôt l’effet opposé. C’est-à-dire qu’il
entraîne une diminution de la résistivité causée par la réduction de l’épaisseur du

134
revêtement. Comme on peut maintenant s’y attendre, cette diminution d’épaisseur est aussi
accompagnée d’une hausse de la proportion de ferrite NiZn dans le dépôt, mais une fois de
plus la hausse de résistivité qui aurait due l’accompagner est masquée par la diminution de
l’épaisseur du revêtement.
Il est très difficile d’expliquer exactement pourquoi le traitement de surface dans l’eau
bouillante n’a pas eu le même résultat pour les trois types de poudres. On peut toutefois
tenter d’expliquer ce résultat de la façon suivante. Chacun des échantillons 1, 2 et 3 a une
chimie de surface qui lui est propre. Il s’agit probablement dans les trois cas d’une couche
plus ou moins épaisse d’un mélange d’oxydes, d’hydroxydes et d’autres molécules
adsorbées dont la formation a été causée soit par l’attaque à l’acide pour les échantillons 2
et 3 ou par l’exposition à l’air pour l’échantillon 1. Le traitement dans l’eau bouillante a
nécessairement eu pour effet de modifier cette chimie de surface en y rajoutant d’autres
oxydes ou hydroxydes. Puisque pour l’échantillon sans attaque et celui attaqué au HNO3
l’eau bouillante a entraîné une hausse de la résistivité, on peut conclure que la chimie de
surface qu’elle produit facilite la formation de la ferrite comparativement à celle qu’avait
ces deux échantillons au départ. À l’inverse, la comparaison des résultats obtenus pour les
échantillons attaqués à l’acide chlorhydrique (2 et 5) indique que la chimie de surface
formée par l’attaque au HCl permet à la ferrite de se former plus facilement que celle
formée par le traitement à l’eau bouillante.
Dans un autre ordre d’idée, tous les résultats obtenus présentés plus haut ont montré qu’une
hausse de la résistivité était accompagnée par l’augmentation de l’épaisseur du revêtement
et une diminution de la concentration en ferrite Ni et Zn. On pouvait déjà s’attendre à ce
que l’augmentation de l’épaisseur du revêtement entraîne l’augmentation de la résistivité.
Tel qu’illustré à la Figure 69, selon la loi des mélanges, la résistivité du matériau devrait
augmenter de manière linéaire avec l’augmentation de la concentration en ferrite. Ce serait
le cas si les deux phases en présence étaient dispersées de manière aléatoire à travers le
matériau. Or, dans le cas présent, la ferrite n’est pas du tout dispersée de manière aléatoire

135
et on doit également tenir compte des porosités. Pour ces raisons, comme illustré au
graphique de la Figure 70, la relation n’est pas du tout linéaire.
Figure 69 – Loi des mélanges fer- ferrite
Figure 70 – Relation entre la résistivité et l’épaisseur des revêtements

136
Pour les composites magnétiques doux à base de poudre métallique, la résistivité du
matériau est grandement influencée par la présence des contacts directs entre les particules
de fer (appelés contacts fer-fer). Pour les échantillons ayant un revêtement de ferrite très
mince, comme c’est le cas pour l’échantillon 3, il est très probable que l’on retrouve un très
grand nombre de ces contacts. C’est ce qui explique pourquoi sa résistivité n’est pas
beaucoup plus élevée que celle d’un échantillon fait à partir d’une poudre sans revêtement.
Ceci est d’autant plus vrai que l’on sait que le revêtement n’est pas toujours très uniforme
et continu. À l’inverse, avec un revêtement suffisamment épais, on peut arriver à réduire
considérablement leur nombre et ainsi obtenir une résistivité des plus intéressantes comme
ce fut le cas à la section 4.1.1.3.
Par ailleurs, bien que les résultats obtenus jusqu’à présent semblent indiquer que la
résistivité augmente avec la diminution de la concentration en ferrite NiZn, les travaux
présentés à la référence [42] ont clairement démontré que ce n’était pas le cas. Comme
mentionné précédemment, dans tous les cas, la chute de résistivité qu’aurait dû entraîner la
diminution de concentration a été accompagnée d’une augmentation de l’épaisseur du
revêtement. La raison qui explique ce phénomène est probablement due au fait que lorsque
la couche de ferrite devient suffisamment épaisse, tous les ions de Ni2+
et de Zn2+
en
solution ont déjà été utilisés et il ne peut alors se former que de la magnétite. Une solution
envisageable pour régler ce problème serait donc d’utiliser une plus grande concentration
en nickel et en zinc dans la solution de réaction. Il faut toutefois mentionner que les
concentrations utilisées dans le cadre de ce projet étaient tirées de la littérature et qu’elles
n’étaient pas nécessairement optimisées pour le cas présent. Cela dit, cette optimisation
requiert beaucoup de temps et elle pourra être étudiée dans le cadre de travaux futurs.
La surface des particules a également été étudiée par spectrométrie photoélectronique X
après le traitement de surface (mais avant la déposition du revêtement de ferrite) afin de
mieux connaître son impact sur leur chimie de surface. Ces résultats ont été présentés au
Tableau 11. Comme on peut le voir, on retrouve une importante quantité d’oxygène et de
carbone à la surface. On pouvait s’attendre à retrouver de l’oxygène sur les particules

137
attaquées ou laissées dans l’eau bouillante à cause de la couche d’oxyde formée lors de ces
traitements. Par contre, il est très étonnant d’en retrouver une quantité aussi importante, en
particulier sur celle n’ayant subi aucun traitement. Il est très fréquent lors de la
caractérisation au XPS de métaux purs de retrouver ces éléments. Il s’agit en fait d’une
couche d’oxyde et d’impuretés découlant de l’exposition des échantillons à l’air.
Typiquement, plus le métal examiné est pur, plus il y aura d’impuretés de carbone et
d’oxygène. À l’opposé, si un autre composé moins réactif est présent en surface, comme
une couche d’oxyde par exemple, la quantité d’impuretés provenant de l’air tend à
diminuer. Par conséquent, puisque l’échantillon 1 correspond à l’ATOMET 580 sans
traitement, il est normal que celui-ci possède la plus grande proportion en impuretés à base
de carbone. D’autre part, pour les autres mélanges on peut voir la concentration en oxygène
augmenter et celle en carbone diminuer. On peut donc supposer que les traitements
effectués ont eu pour effet de former une couche d’oxyde à la surface des particules.
Les spectres obtenus par la caractérisation au XPS ont également été étudiés plus en détails
afin de trouver comment était lié l’oxygène. Les résultats ont été présentés au Tableau 12.
Ceux-ci ont montré que tous les traitements, sauf celui à base d’acide nitrique, ont eu pour
effet d’augmenter la composition totale en oxygène sous forme ionisée et de diminuer celle
en oxygène sous forme de groupes hydroxydes. Le traitement à l’acide nitrique était
d’ailleurs le seul à avoir entraîné une diminution de résistivité. Dans tous les cas, puisque
les deux principaux types de liaisons de l’oxygène sont sous la forme ionique et de groupes
hydroxydes, l’augmentation de l’un entraîne inéluctablement la diminution de l’autre.
D’autre part, le traitement à l’eau bouillante a eu pour effet d’augmenter la composition
totale en oxygène sous forme ionisée et de diminuer celle en groupes hydroxydes pour les
poudres non attaquées et pour celles attaquées au HNO3. Comme pour la résistivité, les
poudres attaquées au HCl sont les seules à avoir été affectées différemment par le
traitement dans l’eau bouillante. En effet, pour ces dernières, le traitement a plutôt eu pour
effet de réduire la concentration en oxygène sous forme ionisée et d’augmenter la quantité
de groupes hydroxydes.

138
Ces variations indiquent clairement un lien entre la concentration en O2-
et la résistivité du
matériau. Comme le montre le graphique de la Figure 71, on peut effectivement constater
une relation linéaire entre ces deux paramètres. Celle-ci n’est certes pas parfaite (R2 =
0,71), mais elle permet tout de même d’établir un lien entre ces deux paramètres. On peut
traduire cette relation en disant que la présence d’oxygène ionisé à la surface des poudres
de fer avant la déposition a pour effet de favoriser la formation d’un revêtement de ferrite
résistif. On a également essayé d’établir un lien entre l’épaisseur du revêtement et la
concentration en O2-
, mais celui-ci est beaucoup moins convaincant (R2 = 0,48). On pouvait
s’y attendre étant donné que l’on savait que, dans le cas présent, la relation entre l’épaisseur
du revêtement et sa résistivité n’était pas linéaire (voir Figure 70).
Figure 71 – Relation entre la concentration totale en O2- et la résistivité
En résumé, les résultats obtenus dans cette section ont indiqué que le traitement de surface
permettant d’obtenir le revêtement le plus résistif était le traitement dans l’acide
chlorhydrique. Il a d’ailleurs été observé que la variation de résistivité entraînée par les
différents traitements était due au changement d’épaisseur du revêtement. De plus,
l’analyse de la chimie de surface des différents lots de poudre avant la déposition a révélé
que la résistivité finale des échantillons augmentait avec l’augmentation de la concentration

139
en oxygène sous la forme ionique (O2-
) et avec la diminution de la concentration en groupes
OH.
5.1.2.2 – Comparaison avec la technique de M. Abe
Comme mentionné précédemment, la meilleure technique trouvée à la section précédente,
soit celle à base d’acide chlorhydrique, a été comparée à la technique employée par M. Abe
et ses collègues. Celle-ci n’était décrite dans aucun article et a été connue en communiquant
personnellement avec M. Abe. Le traitement en question consistait à faire une attaque à
l’acide chlorhydrique 1 mol/L (approximativement 3%-vol) diluée dans l’eau plutôt que
dans l’éthanol. L’attaque a également été faite à 60°C et en absence d’oxygène. Les
propriétés des échantillons ainsi produits ont ensuite été comparées à celles d’échantillons
ayant subi un traitement de surface au HCl 10%-vol dilué dans l’éthanol.
Les résultats relatifs à cette comparaison ont été présentés à la section 4.1.2.2. Ceux-ci ont
révélés que l’attaque suggérée par M. Abe permettait effectivement d’augmenter
considérablement la résistivité du matériau. L’observation au MEB a permis de constater
que cette hausse était encore une fois attribuable à l’augmentation de l’épaisseur du
revêtement. Toutefois, contrairement à ce qui avait été observé plus tôt, la hausse de
résistivité n’a pas été accompagnée d’une augmentation de la concentration en oxygène
sous forme ionisée O2-
et d’une diminution de la concentration en groupes OH. En fait, la
chimie de surface des deux types de poudre après l’attaque était très similaire. On note une
légère diminution de la concentration en carbone à la surface des poudres attaquées en
l’absence d’oxygène. Ceci dénote généralement une augmentation de l’épaisseur de la
couche d’oxyde formée lors de l’attaque. On remarque aussi une très légère diminution de
la concentration totale en O2-
. Il est très étonnant que la chimie de surface des deux poudres
soit aussi semblable avant la déposition puisque leur résistivité finale est très différente.
Quoiqu’il en soit, la technique employée par M. Abe permet effectivement d’augmenter la
résistivité, mais il est très difficile d’expliquer pourquoi il en est ainsi.

140
Par ailleurs, la résistivité obtenue pour l’échantillon traité avec la technique de la section
précédente a beaucoup varié par rapports aux résultats obtenus antérieurement. En effet, la
résistivité est passée de 112 µΩ-m à 217 µΩ-m (échantillon 1-DW). Pourtant, les
manipulations sont demeurées sensiblement les mêmes. La seule et unique différence est
qu’à la section précédente 75g de poudre furent traitées alors que cette fois-ci on en traita
300g. Ce changement a apparemment eu un impact majeur sur l’ensemble du procédé. Ceci
s’explique par deux principaux facteurs. Tout d’abord, en ayant une quantité plus
importante de poudre à attaquer pendant le traitement à l’acide, il est plus difficile de rincer
efficacement les particules. Ce qui fait en sorte que l’attaque a probablement duré plus
longtemps que trente secondes comme ce fut le cas lorsque seulement 75g de poudre étaient
traités. Cette différence à elle seule peut avoir comme impact de changer radicalement la
chimie de surface des particules. D’autre part, l’augmentation de la quantité de poudre
implique une augmentation de la surface à recouvrir de ferrite, ce qui peut changer toute la
dynamique de la réaction et changer le taux de déposition de la ferrite. Ultimement, ces
deux facteurs ont eu pour effet de diminuer la densité et, du même coup, augmenter la
résistivité.
Un autre phénomène particulièrement étonnant qu’ont montré ces résultats est l’importance
de la chute de résistivité lors du traitement thermique. Effectivement, bien que les deux
mélanges étudiés avaient des résistivités très différentes au départ, après traitement
thermique, elles chutent considérablement vers des valeurs similaires. Comme expliqué
dans la revue de littérature, il est normal que le traitement thermique entraîne une
diminution de la résistivité, mais il est étonnant qu’elle soit aussi importante. Afin d’en
déterminer la cause, une étude visant à optimiser le traitement thermique a été effectuée et
est présentée à la section 5.1.3.
D’autre part, les résultats présentés au Tableau 13 ont montré que l’ajout de lubrifiant était
généralement bénéfique pour les résistivités avant et après traitement thermique. En effet,
pour les deux mélanges étudiés, on note que l’ajout de 0,5%-m de Kenolube a pour effet
d’augmenter la résistivité avant et après traitement thermique. Ce gain en propriété est

141
expliqué par le fait que, d’une part, le lubrifiant agit à titre d’isolant électrique permettant
d’isoler les particules les unes des autres et que, d’autre part, il permet de préserver
l’intégrité du revêtement en diminuant les forces de frottement interparticulaires. D’ailleurs,
dans le cadre d’une étude plus extensive sur le sujet, il serait très pertinent de procéder à
l’optimisation de la quantité de lubrifiant à employer pour une application particulière.
Les résultats ont également permis de comparer les propriétés physiques d’un matériau
pour deux pressions de compaction différentes, soit 620 MPa et 825 MPa. En théorie, on
devrait s’attendre à ce que l’augmentation de la pression de compaction entraîne une hausse
de la densité et du nombre de contacts fer-fer. Pour des raisons évidentes, ces phénomènes
entraîneraient nécessairement une diminution de la résistivité. C’est d’ailleurs ce qui fut
observé pour l’échantillon 2, soit celui préparé avec l’attaque de M. Abe. Toutefois, contre
toute attente, pour le premier échantillon on a trouvé le phénomène contraire. Comme trois
échantillons ont été compactés dans chaque cas, que la déviation standard était inférieure à
10% et que les mesures de résistivité ont été reprises une seconde fois, on peut exclure la
possibilité d’une erreur de mesure. De plus, les échantillons compactés à 620 MPa et à 825
MPa ont tous été compactés à partir du même lot de poudre. Ce qui permet d’exclure la
possibilité que les poudres n’aient pas été préparées de la même façon ou qu’un des
mélanges ait été confondu avec un autre type de poudre. Par ailleurs, on peut également
exclure la possibilité d’une erreur de pression de compaction étant donné que les densités
coïncident avec les valeurs attendues. Bref, avec les informations dont on dispose, on ne
peut vraiment expliquer pourquoi la relation entre la résistivité et la pression de compaction
ne correspond pas avec la théorie pour cet échantillon.
Dans un autre ordre d’idée, les propriétés des échantillons faits à partir d’une poudre
attaquée mais non revêtue ont également été mesurées (échantillons 1-AT et 2-AT). Ceux-
ci ont montré qu’une simple attaque à l’acide chlorhydrique permettait d’augmenter
beaucoup la résistivité du matériau, en particulier pour la deuxième technique. Cette hausse
de résistivité peut être expliquée à partir des résultats de spectrométrie photoélectronique X
obtenus plus tôt. Effectivement, ils ont montré que l’attaque au HCl entraînait la formation

142
d’une couche d’oxyde ou d’hydroxyde à la surface des particules. Celle-ci étant plus
résistive que le fer, elle entraîne donc nécessairement l’augmentation de la résistivité des
échantillons tel qu’observé au Tableau 13. Ceci étant dit, il pourrait être très intéressant de
caractériser des anneaux de poudres ayant simplement été attaquées à l’acide
chlorhydrique. Cette étude sortirait des objectifs du projet, or elle pourrait s’avérer très
intéressante dans le cadre de travaux futurs.
Finalement, les propriétés magnétiques des échantillons furent déterminées et sont
présentées au Tableau 16. Comme mentionné à la section 4.1.2.2, les résultats ont montré
un phénomène très surprenant. De manière générale, on peut diminuer les pertes
magnétiques engendrées par un champ magnétique variable en augmentant l’induction, la
perméabilité, la résistivité et en diminuant le champ coercitif. Or, en comparant les deux
échantillons compactés à 620 MPa, on constate le phénomène contraire. Les résultats
obtenus lors de la caractérisation magnétique ont généralement une déviation standard
inférieure à 10%, donc on peut exclure la possibilité d’une erreur de mesure. De plus, toutes
les mesures de propriétés (induction, perméabilité, champ coercitif et pertes) sont
effectuées à partir du même montage. Ceci permet donc d’exclure la possibilité d’une
erreur de manipulation d’une mesure à l’autre. Comme les pertes magnétiques dépendent
directement de l’aire sous la courbe d’hystérésis, aucune propriété autre que celles
mesurées ne peut avoir une influence sur cette mesure. Donc, à partir des données
recueillies, on ne peut malheureusement déterminer pourquoi la théorie n’a pas été
respectée entre ces échantillons.
Par ailleurs, les essais de caractérisation magnétique ont aussi permis de voir l’effet de
l’augmentation de la pression de compaction sur les propriétés magnétiques en comparant
les échantillons compactés à 620 MPa et 825 MPa. Comme prévu par la théorie, ces
résultats ont montré que la hausse de densité qui en découle a pour effet d’augmenter
l’induction, la perméabilité et de diminuer le champ coercitif. Tous ces éléments font en
sorte que les pertes magnétiques générées par l’induction d’un champ magnétique variable
à 60 Hz et à 400 Hz sont réduites. Il est à noter toutefois que normalement l’augmentation

143
de la pression de compaction devrait avoir pour effet d’augmenter le champ coercitif du
matériau. Ceci est normalement causé par l’augmentation du nombre de défauts présents
dans le réseau cristallin qu’entraînent les déformations plus importantes associées à
l’accroissement de la pression. Cela dit, le traitement thermique de 30 minutes a pour effet
de réduire ce nombre et du même coup diminuer le champ coercitif. C’est ce qui fait qu’en
général, pour les fréquences utilisées, il est préférable de compacter les échantillons à 825
MPa plutôt qu’à 620 MPa. Toutefois, les équipements employés dans le cadre de ce projet
font en sorte qu’il est beaucoup plus simple de compacter les échantillons à 620 MPa qu’à
825 MPa. Pour cette raison, les prochains échantillons ne seront compactés qu’à 620 MPa.
On pourra ainsi comparer les échantillons compactés à 620 MPa entre eux et si jamais on
désire vraiment obtenir les meilleures propriétés magnétiques, il sera toujours possible de
compacter quelques échantillons à 825 MPa.
En somme, la comparaison entre les deux techniques a révélé que la technique suggérée par
M. Abe permettait effectivement d’augmenter la résistivité du matériau. L’analyse au MEB
a permis de constater que cette hausse de résistivité était attribuable à l’augmentation de
l’épaisseur du revêtement. Toutefois, contrairement aux essais de la section précédente, les
analyses XPS n’ont pas permis de distinguer de différence de chimie de surface permettant
de comprendre pourquoi il en est ainsi. Bien que la nouvelle technique investiguée ait
permis d’obtenir des résistivités plus élevées, après traitement thermique, celle-ci diminue
radicalement pour tous les échantillons. Afin de régler ce problème, la prochaine section
étudiera plus en détails le traitement thermique en question. D’autre part, la caractérisation
des propriétés magnétiques a montré que la technique de M. Abe permettait d’augmenter
l’induction et la perméabilité et de diminuer le champ coercitif, mais qu’étrangement ces
améliorations ne menaient pas à la diminution des pertes magnétiques encourues par
l’application d’un champ magnétique variable. Finalement, les tests ont révélés que la
compaction des échantillons à 825 MPa plutôt qu’à 620 MPa permet de réduire les pertes.

144
5.1.3 – Amélioration du traitement thermique
Le troisième aspect investigué lors de cette étude est le traitement thermique à appliquer
aux échantillons après la compaction. Comme mentionné à la section précédente, le besoin
d’étudier plus en détails ce procédé découle de l’importante chute de résistivité qu’il
entraîne. Afin de l’améliorer, deux paramètres ont été étudiés, soit l’atmosphère et la
température à employer. Plusieurs autres aspects auraient pu être investigués, par exemple
la durée du traitement, toutefois le but ici n’était pas d’optimiser le procédé mais
simplement de l’améliorer. En effet, son optimisation aurait requis beaucoup plus de temps
et aurait débordé des objectifs du projet.
5.1.3.1 – Atmosphère
Comme expliqué à la section 3.1.3.1, deux types d’atmosphères ont été étudiés dans le
cadre de ce projet. Dans un cas les pièces ont été traitées thermiquement dans l’air et dans
l’autre elles furent traitées dans un gaz inerte, soit l’argon. D’autres atmosphères auraient
pu être étudiées. On aurait par exemple pu procéder au traitement sous vide, dans une
atmosphère composée entièrement d’oxygène ou encore dans une atmosphère comprenant
une certaine portion de vapeur d’eau (supérieure à celle retrouvée dans l’air ambiant). Cela
dit, il a été jugé que les deux traitements les plus intéressants étaient ceux mentionnés plus
haut.
Les résultats obtenus ont été présentés à la section 4.1.3.1. En jetant un coup d’œil aux
résistivités après traitement thermique obtenues pour les échantillons 1 et 2, on constate que
l’atmosphère d’argon a effectivement permis de d’augmenter la résistivité finale des
échantillons environ d’un facteur 2. Dans les deux cas, on a encore pu remarquer une
importante chute de résistivité, mais elle était moindre pour le second échantillon.
Une chose est surprenante cependant. Normalement, comme la seule différence entre les
échantillons 1 et 2 est l’atmosphère utilisée pendant le traitement thermique, les résistivités
avant le traitement auraient dû être sensiblement les mêmes. Or, il n’en est rien. On note

145
plutôt une différence importante entre les deux valeurs. Ce phénomène met en évidence la
grande variabilité du procédé employé. Comme ce fut expliqué précédemment, à ce jour, la
technique utilisée ne permet toujours pas d’obtenir exactement les mêmes résistivités d’un
essai à l’autre. Ceci implique donc que, dans le cadre de travaux futurs, il serait essentiel
d’améliorer la méthode expérimentale afin de remédier à cet inconvénient.
D’autre part, il est également important de noter que l’observation au MEB a révélé deux
microstructures très semblables pour les deux échantillons. Plus spécifiquement, l’épaisseur
du revêtement était pratiquement la même dans les deux cas. C’est donc dire que, cette fois-
ci, la différence de résistivité avant traitement thermique n’est pas attribuable à ce
paramètre.
Finalement, les propriétés magnétiques ont été caractérisées et sont présentées au Tableau
18. Normalement, comme la microstructure et la densité des deux échantillons étaient à peu
près les mêmes, on aurait pu s’attendre à avoir des propriétés similaires. Cependant, on
remarque que les propriétés magnétiques des échantillons traités thermiquement dans
l’argon sont largement supérieures à celles de leurs homologues traités dans l’air. En effet,
on note une augmentation de l’induction de près de 20%, une hausse de la perméabilité
d’environ 7% et, surtout, une diminution du champ coercitif de 34%. Tous ces
changements mènent à une réduction des pertes magnétiques de 47% et 58% pour des
fréquences d’applications de 60 Hz et 400 Hz respectivement. Tous ces changements de
propriétés semblent indiquer un changement de composition chimique. On peut donc croire
que le traitement dans l’air a pour effet de former des composés qui détériorent les
propriétés magnétiques.
Une autre chose qui permet d’expliquer la diminution des pertes est l’augmentation de la
résistivité. D’ailleurs, cette propriété devient particulièrement importante pour des
fréquences plus élevées. Par exemple, c’est ce qui explique pourquoi le facteur de réduction
des pertes augmente avec l’accroissement de la fréquence. On pourrait d’ailleurs s’attendre
à ce que ce dernier continu d’augmenter pour des fréquences supérieures à 400 Hz. Ce lien

146
entre la résistivité et la fréquence fait en sorte que, tout dépendamment du type
d’application visé, la résistivité optimale sera amenée à changer. Par exemple, pour un
champ magnétique variant à une fréquence faible, on favorisera une perméabilité élevée, au
détriment de la résistivité, afin de minimiser les pertes. Dans un tel cas, on pourrait par
exemple employer un revêtement plus mince. À l’inverse, pour des applications impliquant
des fréquences plus élevées, il serait préférable d’utiliser un revêtement plus épais, au
détriment de la perméabilité.
En conclusion, les résultats obtenus ont révélé que, bien que l’on remarque toujours une
chute importante de résistivité à la suite du traitement thermique, l’utilisation d’une
atmosphère d’argon plutôt que de l’air permet de réduire cette dernière. De plus, la
caractérisation magnétique a montré que cette pratique entraînait également une
amélioration majeure des propriétés magnétiques.
5.1.3.2 – Température
L’autre aspect étudié afin d’améliorer le traitement thermique est la température à laquelle
celui-ci est effectué. En premier lieu, un test de calorimétrie différentielle à balayage a été
fait sur des particules de fer n’ayant subi aucun traitement et sur d’autres recouvertes de
ferrite afin de voir si une réaction chimique se produisait à une température située entre la
température ambiante et 500°C. Les résultats présentés à la Figure 43 ont montré
qu’effectivement une réaction exothermique avait lieu aux alentours de 225°C. Afin de
savoir si cette réaction peut être à l’origine de la chute des propriétés, la résistivité fut
mesurée sur des échantillons ayant été traités à 200°C, 250°C et 500°C. Comme illustré à la
Figure 44, les résultats ont montré une chute notable de la résistivité entre 200°C et 250°C.
Ceci semble donc indiquer que la réaction en question pourrait effectivement être
responsable de cette diminution de propriétés.
À titre comparatif, des échantillons ont été compactés en n’utilisant du lubrifiant que sur les
parois. Ces derniers ont également permis d’observer une chute marquée de la résistivité

147
entre 200°C et 250°C (voir Figure 44). Dans tous les cas, les densités obtenues étaient
sensiblement les mêmes que celles obtenues en incorporant 0,5%-m de Kenolube à la
poudre et les résistivités étaient beaucoup plus faibles. Cette diminution de la résistivité est
justifiée par les mêmes raisons que celles énumérées à la section 5.1.2.2. Cela dit, étant
donné que la technique de lubrification des parois a entraîné une diminution de la résistivité
sans pour autant augmenter la densité des échantillons, on peut s’attendre à ce que les
propriétés magnétiques de ces échantillons soit inférieures à celles de ceux auxquelles du
lubrifiant a été pré-mélangé.
Afin de comprendre ce qui pouvait expliquer la chute importante de résistivité entraînée par
le traitement thermique, des échantillons de poudre ont été analysés en diffraction des
rayons X. Comme on peut le voir sur les Figure 45 et Figure 46, les deux spectres indiquent
la présence d’un mélange de fer et de ferrite. La seule différence notable que l’on peut
observer entre ces deux graphiques est que les pics de la ferrite sont un peu mieux définis
après le traitement thermique qu’avant. Ceci peut normalement indiquer deux choses. Soit
que l’on a une augmentation de la concentration en ferrite, soit que l’on a à faire à un
matériau plus cristallin. La première hypothèse peut tout de suite être rejetée étant donné
que les deux échantillons proviennent du même lot de poudre et que des tests de
spectrométrie d’absorption atomique et d’analyse d’oxygène n’ont révélé aucun
changement significatif de la composition en nickel, en zinc et en oxygène. La deuxième
hypothèse est en fait beaucoup plus probable, car il est fort possible que le traitement
thermique ait permis la croissance des grains du revêtement de ferrite. Il est certain que les
températures utilisées seraient normalement trop faibles pour permettre la croissance des
grains dans la ferrite. Toutefois, dans le cas présent, la taille des grains avant le traitement
thermique est extrêmement faible, soit de l’ordre de 50 à 100 nm. Il s’agit donc d’un
matériau nanostructuré avec une très grande concentration de défauts cristallins. Pour cette
raison, il est possible que l’énergie d’activation requise pour la recristallisation soit
tellement faible qu’il soit possible pour les grains de ferrite de croître même à des
températures inférieures ou égales à 500°C.

148
Afin d’en avoir le cœur net, les échantillons ont été observés au microscope électronique à
transmission. Les images obtenues et présentées à la Figure 47 ont permis de voir un
revêtement continu et relativement uniforme ayant une épaisseur moyenne
d’approximativement 250 nm avant traitement thermique et 200 nm après. Il ne faut
toutefois pas considérer ces valeurs comme absolues étant donné que ces mesures ont été
prises sur une toute petite portion d’une seule poudre et on ne peut savoir si elles sont
représentatives de l’ensemble des poudres. En comparant les Figure 47 à Figure 51, on
remarque que la taille des grains a effectivement augmenté. Ceci vient donc confirmer
l’hypothèse avancée au paragraphe précédent. L’impact qu’a cette observation est majeur
puisque la résistivité dépend entre autres de la taille des grains. En particulier, lorsque celle-
ci est aussi faible. En effet, plus la taille de ces derniers est faible, plus la résistivité
augmente et vice versa. Ce phénomène pourrait donc être à l’origine de la chute de
résistivité observée.
D’autre part, comme les résultats de diffraction des rayons X l’avaient déjà montré, des
patrons de diffraction pris sur les revêtements avant et après traitement thermique ont tous
deux révélé qu’il s’agissait de ferrite. De plus, les mesures patrons de diffraction des
électrons pris au MET ont également confirmé la présence de ferrite. Ces résultats
impliquent que la chute de résistivité ne peut être attribuable à un changement de la
structure cristallographique.
L’observation au MET a également permis de remarquer que le revêtement était en fait
poreux. La présence de porosité au sein du revêtement a pour effet d’augmenter davantage
la résistivité de ce dernier. En comparant les revêtements avant et après le traitement
thermique, on constate que la proportion de porosité a effectivement diminué. En fait, après
traitement thermique, il ne semble plus en rester du tout. Ce changement de densité de
porosité peut lui aussi expliquer la chute drastique de résistivité observée pendant le
traitement thermique.

149
Un mystère persiste toutefois. Le pic observé sur la courbe de DSC est très bref et ce genre
de phénomène indique souvent un changement de phase ou d’autres réactions du même
genre qui s’effectuent à une température précise. La croissance des grains ou encore la
densification sont des phénomènes qui nécessitent la diffusion des atomes et qui par
conséquent se produisent normalement sur une période de temps et sur une plage de
températures plus étendues. Ce qui fait qu’il serait étonnant que le pic observé en question
corresponde réellement à ces phénomènes. Il est possible que celui-ci proviennent plutôt
d’un changement de phase d’un produit secondaire de réaction se retrouvant dans la poudre
finale (ex : KCl, FeCl2, FeCl3, NiCl2, ZnCl2, etc). Toutefois, après avoir vérifié les
caractéristiques physiques de produits étant susceptibles de s’y retrouver, on constate
qu’aucun d’entre eux n’a un changement de phase à des températures avoisinant 225°C. De
plus, on enregistre tout de même un changement majeur de résistivité à ce point. Il faut
donc que la réaction correspondant à ce pic puisse avoir un effet marqué sur la résistivité.
Bref, avec les données recueillies, il est difficile pour le moment d’affirmer avec certitude
que le pic observé en calorimétrie différentielle à balayage correspond effectivement à la
recristallisation de la ferrite et à la diminution du nombre de porosité, mais ça semble être
l’hypothèse la plus probable.
En se basant sur les résultats de résistivité obtenus, les propriétés magnétiques
d’échantillons n’ayant pas été traités thermiquement ont été comparées à celles
d’échantillons ayant été traités à 200°C et 500°C. Le but était de savoir si la résistivité plus
élevée des échantillons non traités ou traités à 200°C pouvait compenser pour les bonnes
propriétés magnétiques (haute perméabilité et faible champ coercitif) des échantillons
traités à 500°C. Les résultats obtenus ont été présentés au Tableau 20. Ceux-ci ont montré
que le traitement thermique permettant d’obtenir les pertes les moins élevées était celui fait
à 500°C. En comparant les échantillons traités à 200°C et 500°C, on peut voir que le
traitement à plus haute température a permis d’augmenter l’induction de 8,5% et la
perméabilité de 37% tout en diminuant le champ coercitif de 21%. Malgré le fait que la
résistivité de l’échantillon 2 était 60 fois supérieure à celle de l’échantillon 4, les pertes
magnétiques de ce dernier étaient inférieures de 19%. Ces résultats montrent à quel point

150
les pertes par hystérésis (dépendantes de l’induction, de la perméabilité et du champ
coercitif) sont importantes par rapport aux pertes par courants de Foucault, du moins pour
les fréquences d’application utilisées.
Par ailleurs, les propriétés magnétiques des échantillons compactés sans lubrifiant pré-
mélangés ont également été caractérisées. En comparant l’échantillon 2-DW (lubrifiant
seulement sur les parois) à l’échantillon 2 (lubrifiant pré-mélangé), on remarque que les
propriétés magnétiques sont très similaires. En effet, l’induction, la perméabilité et le
champ coercitif des échantillons sans lubrifiant pré-mélangé sont légèrement plus élevés,
soit de 3,7%, de 6,3% et de 3,5% respectivement. Toutefois, comme la résistivité des
échantillons contenant 0,5%-m de Kenolube est supérieure d’un facteur
d’approximativement 3, les pertes magnétiques de l’échantillon 2-DW sont supérieures de
4% à celle de l’échantillon 2.
En regard des résultats recueillis, il a été observé que le traitement thermique permettant de
minimiser les pertes magnétiques était celui effectué à 500°C. En effet, le fait de faire le
traitement thermique à une température aussi élevée permet d’améliorer les propriétés
magnétiques au détriment de la résistivité, qui elle, chute dramatiquement. Ces résultats
dénotent d’ailleurs un point très intéressant. On a pu voir que bien que le traitement à
500°C plutôt qu’à 200°C entraîne une chute de la résistivité d’un facteur d’environ 60, la
hausse relativement faible des propriétés magnétiques qu’il entraîne fait en sorte que les
pertes magnétiques s’en trouvent diminuées. Ce phénomène relativise l’importance de la
résistivité par rapport à celle des propriétés magnétiques, à tout le moins, pour les
fréquences d’applications utilisées. Ceci indique que dans le cadre d’une éventuelle
utilisation concrète de ce procédé, pour des fréquences d’applications comprises entre 60
Hz et 400 Hz, il serait probablement préférable de réduire l’épaisseur du revêtement afin
d’obtenir de meilleures propriétés magnétiques. Dans le même ordre d’idées, on pourrait
aussi envisager de faire le traitement thermique à des températures supérieures à 500°C.
Parallèlement à cela, les résultats ont aussi indiqué qu’il n’était pas souhaitable de
compacter les échantillons sans lubrifiant pré-mélangé. En effet, on a pu voir que cette

151
technique entraînait une diminution de la résistivité sans pour autant améliorer les
propriétés magnétiques, ce qui se soldait en des pertes magnétiques plus élevées.
5.1.4 – Autres paramètres
Les techniques employées au cours des dernières sections ont permis d’obtenir un
revêtement de ferrite continu et relativement uniforme. Dans un souci d’améliorer
davantage le procédé, deux modifications ont été apportées à la technique utilisée afin de
voir leur impact sur les propriétés finales du matériau. Les modifications consistaient à
faire un tamisage à la poudre et à compacter les échantillons à tiède. Les deux prochaines
sections discuteront des résultats obtenus dans le cadre de ces manipulations.
5.1.4.1 – Tamisage
Comme expliqué à la section 3.1.4.1, un tamisage a été fait sur les poudres dans le but
d’améliorer leur compressibilité et d’améliorer les propriétés magnétiques des échantillons
compactés. Le tamisage consistait à retirer les particules ayant une taille inférieure à 63 µm.
Malheureusement, les résultats ont révélé que cette pratique avait pour effet de diminuer la
densité plutôt que de l’augmenter. En effet, la densité passait de 6,89 g/cm3 à 6,73 g/cm
3 et
de 7,01 g/cm3 à 6,84 g/cm
3 pour des pressions de compaction de 620 MPa et de 825 MPa
respectivement. Comme on pouvait s’y attendre cette diminution de densité se traduit par
une diminution majeure des propriétés magnétiques et une augmentation des pertes (voir
Tableau 22).
Un autre point soulevé par les résultats obtenus suite à ces tests est la différence entre les
résistivités avant le traitement thermique. En effet, comme les deux lots de poudre ont subi
les mêmes traitements à la différence du tamisage, les résistivités auraient dû être
sensiblement les mêmes, ou du moins, elles auraient dû être du même ordre de grandeur.
Or, ce n’est pas du tout le cas. Cette différence ramène sur la table le problème de
répétabilité du procédé évoqué plus tôt à la section 5.1.3.1. Comme ce fut mentionné, le

152
procédé employé ne permet toujours pas d’obtenir exactement les mêmes résistivités avant
traitement thermique d’un essai à l’autre. À cet égard, pour une éventuelle application de
cette méthode, il serait essentiel de modifier la procédure expérimentale de manière à
éliminer ce problème. Pour ce qui est des résistivités après traitement thermique toutefois,
on ne remarque pas une aussi grande différence d’un essai à l’autre. En fait, pour tous les
échantillons, les valeurs de résistivités obtenues sont très proches les unes des autres.
Donc, en somme, les essais effectués sur le tamisage ont révélé que cette modification à la
technique déjà utilisée avait pour effet de réduire la densité des échantillons compactés et,
du même coup, d’augmenter les pertes magnétiques. Ceci fait en sorte qu’il sera
évidemment préférable de ne pas utiliser cette technique.
5.1.4.2 – Compaction à tiède
L’autre modification apportée à la technique utilisée dans les dernières sections consistait à
compacter les échantillons à une température supérieure à la température de la pièce, soit
125°C. La compaction d’échantillons dans ces conditions est souvent utilisée pour atteindre
des densités élevées. Dans le cas présent, le but était d’augmenter la densité afin
d’améliorer du même coup les propriétés magnétiques.
Les résultats obtenus ont montré qu’une densité beaucoup plus élevée a effectivement été
atteinte, soit 7,23 g/cm3. Ceci correspond à une densité théorique de 94,5%, ce qui est
remarquable. Comme aucun traitement thermique n’a été fait, la résistivité est demeurée
élevée, soit 397 µΩ-m. Toutefois, cette hausse de densité n’a pas mené à une amélioration
des propriétés magnétiques. En effet, en comparant les résultats du Tableau 18 à ceux du
Tableau 24, on note que malgré l’augmentation de l’induction (7%), la diminution de la
perméabilité (7%) et l’augmentation majeure du champ coercitif (39%) ont mené à une
augmentation des pertes de 33% et de 22% pour des fréquences d’application de 60 Hz et
de 400Hz respectivement. On peut expliquer la diminution de la perméabilité et
l’augmentation de la résistivité par l’absence de traitement thermique. En effet, sans cette

153
étape supplémentaire, la présence de défauts dans le réseau cristallins demeure très élevée,
en particulier étant donné les pressions de compaction. Puis, comme on le sait, la
perméabilité, le champ coercitif et, par extension, les pertes magnétiques sont grandement
influencées par la présence de tels défauts. En ce sens, il serait probablement intéressant,
dans le cadre de travaux futurs, de compacter des échantillons dans les mêmes conditions,
soit à 125°C et à une pression de 825 MPa, et de leur faire subir un traitement thermique de
30 minutes à 500°C. Ainsi, les propriétés magnétiques risqueraient d’être largement
supérieures. Bien sûr, la résistivité s’en trouverait diminuée, mais, comme on l’a vu, cette
propriété ne semble pas être prépondérante dans le domaine de fréquences utilisées pour ce
projet.
Par ailleurs, on a pu voir que la résistivité était significativement plus élevée (d’un facteur
13) pour les derniers essais que pour ceux de la section 5.1.3.1. Or, étant donné que les
propriétés magnétiques étaient moins bonnes, les pertes magnétiques ont augmenté. Encore
une fois, ces résultats semblent indiquer que la résistivité n’est pas si importante pour les
fréquences d’application utilisées. De plus, on peut remarquer que, comme ce fut également
le cas à la section 5.1.3.1, l’accroissement des pertes est réduit avec l’augmentation de
fréquence. Un autre signe qui indique que plus la fréquence augmente, plus la résistivité
devient une propriété importante.
Pour conclure, les tests ont révélé que la compaction à tiède permettait effectivement
d’augmenter la densité, mais que l’absence de traitement thermique à 500°C faisait en sorte
que les pertes magnétiques augmentaient malgré tout. Un des points positifs de l’absence
de traitement à haute température était que l’on maintenait une résistivité élevée.
Cependant, comme ce fut discuté au cours des dernières sections, cette propriété ne semble
pas être primordiale pour les fréquences utilisées dans le cadre de ce projet. La prochaine
section traitera justement de cet aspect.

154
5.1.5 – Importance de la résistivité
Les résultats obtenus jusqu’à maintenant ont montré à plusieurs reprises que la résistivité
n’était pas si critique pour l’obtention de faibles pertes pour des fréquences comprises entre
60 Hz et 400 Hz. En d’autres mots, c’est dire que pour ces fréquences les pertes classiques
(ou pertes par courants de Foucault) ne sont pas très importantes. Par curiosité, de
l’ATOMET 580 n’ayant subi aucun traitement a été compactée sous forme d’anneaux afin
de caractériser ses propriétés magnétiques. La poudre en question a été compactée à 620
MPa et 825 MPa, contenait 0,5%-m de Kenolube et a été traitée thermiquement à 500°C
dans l’argon pendant 30 minutes. Les résultats recueillis ont été comparés aux meilleurs
résultats obtenus avec des poudres revêtues, soit ceux obtenus avec les poudres de la
section 4.1.3.1 traitées dans l’argon.
Tableau 29 – Comparaisons des échantillons avec et sans revêtement
Échantillon Compaction Densité Résistivité B
μmax Hc Pertes (W/kg)
(MPa) (g/cm3) (µΩ-m) (T) (A/m) 60 Hz 400 Hz
Sans
revêtement
620 7,20 1,7 1,38 440 273 9,7 136
825 7,34 1,7 1,36 380 276 9,5 117
Avec
revêtement
620 6,89 28 1,15 217 405 12,2 95
825 7,01 30 1,15 213 407 11,9 93
Les données recueillies montrent qu’en raison de leur excellente compressibilité, les
poudres non revêtues offrent des propriétés magnétiques supérieures et une résistivité très
faible, soit à peine plus élevée que celle du fer pur qui est de 0,96 µΩ-m. Comme expliqué
au chapitre 2, ceci fait en sorte que pour des fréquences relativement faibles, ce matériau
devrait offrir des pertes moindres que celui à base de poudres revêtues de ferrite et qu’à des
fréquences élevées, les rôles devraient être inversés. C’est d’ailleurs ce qui se produit si on
jette un coup d’œil aux pertes des deux matériaux. On peut voir qu’à 60 Hz les poudres
revêtues entraînent des pertes 25% plus élevées et qu’à 400 Hz les poudres sans revêtement
entraînent des pertes 43% et 26% plus élevées pour des pressions de compaction de 620
MPa et 825 MPa respectivement. C’est donc que le second matériau est plus approprié à
des fréquences de l’ordre de 400 Hz et plus. Pour le rendre plus efficace à des fréquences

155
de l’ordre de 60 Hz, on aurait avantage à améliorer ses propriétés magnétiques au détriment
de la résistivité. Comme expliqué à travers ce chapitre, pour y arriver on peut réduire
l’épaisseur du revêtement, augmenter la température et la durée du traitement thermique,
augmenter la pression de compaction, employer une granulométrie plus grossière pour la
poudre de base et compacter les échantillons à tiède (tout en faisant un traitement
thermique). Bref, plusieurs options permettraient d’arriver à améliorer les propriétés. Il
s’agit là toutefois d’un travail d’optimisation qui peut changer en fonction de la fréquence
ou du domaine de fréquences pour lequel le matériau sera utilisé.
5.1.6 – Comparaison entre les différentes techniques
Les essais effectués ont permis de produire un revêtement de ferrite continu, relativement
uniforme et résistif permettant de limiter les pertes magnétiques. Celui-ci n’est toujours pas
optimisé et a certaines limites, mais semble très prometteur et avec un peu plus de travail de
recherche pourrait s’avérer très efficace.
Parmi toutes les techniques employées dans cette partie du projet, celle qui a donné les
meilleurs résultats est la technique décrite à la section 4.1.1.3. Pour être vraiment efficace
celle-ci doit être précédée d’un traitement de surface à l’acide chlorhydrique tel que décrit à
la section 4.1.2.2. Finalement, les résultats obtenus ont également révélé qu’un traitement
thermique de 30 minutes à 500°C dans l’argon était nécessaire pour obtenir de bonnes
propriétés magnétiques et ainsi réduire les pertes magnétiques.
Comme mentionné à la section précédente, bien qu’efficace pour obtenir un matériau
résistif, cette technique pourrait toutefois être améliorée grandement en apportant certaines
modifications au procédé de manière à lui conférer de meilleures propriétés magnétiques,
aux dépends de la résistivité.
De plus, dans le cadre d’une éventuelle application de cette méthode, certains problèmes de
répétabilité mentionnés aux sections 4.1.3.1 et 5.1.4.1 pourront être réglés, bien qu’ils ne

156
semblent pas affecter les propriétés après traitement thermique. Par ailleurs, l’étude sur le
traitement thermique a montré une chute importante de la résistivité aux alentours de
225°C. Bien que la raison exacte expliquant ce phénomène n’ait pu être déterminée avec
certitude, les résultats indiquent qu’il y aurait fort probablement un lien entre la chute de
résistivité et la croissance des grains et/ou la diminution de la densité de porosité du
revêtement. En ce sens, il serait probablement très pertinent d’essayer de trouver une
méthode permettant de conserver une faible taille de grains et de limiter la diminution de la
densité de porosité afin de maintenir une résistivité élevée pendant le traitement thermique
et ainsi limiter davantage les pertes magnétiques.
5.2. – Ajout de nanoparticules
La deuxième méthode envisagée pour isoler les particules de fer les unes des autres
consistait à ajouter des nanoparticules de ferrite NiZn au mélange. Comme expliqué à la
section 3.2, l’idée derrière cette pratique est que les nanoparticules se collent à la surface
des poudres de fer et les isolent. Trois techniques d’ajout de nanoparticules ont été
essayées, soit l’ajout de nanoparticules à sec, l’ajout de nanoparticules avec une phase
liquide et l’ajout d’une grande quantité de nanoparticules. Les prochaines sections
discuteront des résultats obtenus suite à ces essais et, finalement, une comparaison entre les
méthodes de mélange sera faite.
5.2.1 – Ajout de nanoparticules à sec
La première technique utilisée pour mélanger les nanoparticules de ferrite NiZn aux
poudres de fer était en fait la plus simple. Elle consistait à mélanger directement les deux
types de particules ensembles de la même façon qu’on ajoute généralement les éléments
d’alliage en métallurgie des poudres. Comme mentionné à la section 3.2.1, la ferrite et le
lubrifiant ont été ajoutés séparément. Deux concentrations de ferrite ont été utilisées de
même que deux temps de mélanges différents à chacune des deux étapes de mélange. Ce

157
qui fait un total de huit conditions de mélange différentes. Elles furent présentées en détails
au Tableau 7.
Les résultats ont montré que les échantillons contenant 2%-m de ferrite ont mené à des
résistivités environ 5 fois plus élevées avant traitement thermique que ceux contenant
0,6%-m et 2 fois plus élevées après traitement. Ce résultat s’explique simplement par le fait
que l’augmentation de la concentration en ferrite permet d’isoler les particules de fer plus
efficacement les unes des autres.
D’autre part, les résultats ont également montré que les différents temps de mélange avaient
une légère influence sur la résistivité des échantillons. En effet, on remarque que la
résistivité augmente avec l’augmentation du temps de mélange, et ce, pour chacune des
deux étapes. Ceci fait en sorte que le mélange étant le plus résistif est celui ayant été
mélangé le plus longtemps, soit le mélange 8. Il aurait d’ailleurs été intéressant de mélanger
les différents constituants encore plus longtemps afin de voir si la résistivité continuait à
augmenter. Cela dit, ce ne fut pas fait car le but de cette étape était simplement de voir si la
technique pouvait donner des résultats intéressants ou non. Cette augmentation de la
résistivité est probablement causée par le fait qu’en mélangeant la poudre plus longtemps,
les nanoparticules de ferrite sont dispersées de manière plus uniforme au sein du mélange et
qu’ainsi elles parviennent à isoler les particules de fer d’une manière plus efficace.
Pour en savoir plus sur la manière dont sont répartis les différents constituants dans chaque
mélange, ces derniers furent observés au microscope électronique à balayage. Comme on
pouvait s’y attendre, on a pu retrouver une grande quantité d’agglomérats, en particulier,
pour des raisons évidentes, dans les échantillons contenant 2,0%-m de ferrite. Ce résultat
n’est pas trop étonnant étant donné que l’on savait que les nanoparticules allaient avoir une
certaine tendance à s’attirer entre elles. Cela dit, on a tout de même pu retrouver une
quantité importante de nanoparticules à la surface des particules de fer. Il est intéressant de
comparer la surface des particules de fer avant et après l’ajout du lubrifiant. On note une
diminution de la quantité de nanoparticules après l’ajout. Ceci indique que le mélange avec

158
le Kenolube a pour effet d’en retirer un certain nombre d’entre elles de la surface.
D’ailleurs, on remarque que la taille et le nombre d’agglomérats ont augmenté lors de
l’ajout du lubrifiant. C’est donc qu’une portion des nanoparticules présentes à la surface
des particules de fer s’est jointe à ces derniers. L’observation de la surface des boules de
lubrifiant a aussi permis d’y détecter la présence de nanoparticules. Ces deux phénomènes
permettent donc d’expliquer la diminution de la quantité de ferrite présente à la surface des
particules de fer. Quoiqu’il en soit la présence d’agglomérats de ferrite avant la compaction
fait en sorte que les nanoparticules ne parviennent pas à isoler les poudres de fer les unes
des autres d’une manière très efficace. Ceci explique pourquoi les résistivités obtenues pour
cette série d’expériences ne sont pas aussi intéressantes qu’on aurait pu le souhaiter.
Comme pour la technique du placage de la ferrite, le traitement thermique à 500°C a aussi
pour effet de diminuer considérablement la résistivité. Étant donné que cette fois aussi la
ferrite est présente sous forme nanostructurée (la taille moyenne des particules est de
l’ordre de 40 nm et la taille de grains est évidemment plus faible ou égale), il est fort
probable que le traitement thermique ait eu l’effet d’un léger frittage et qu’il ait encore
entrainé la croissance de la taille des grains. Ces deux phénomènes sont tous deux
susceptibles de diminuer la résistivité du matériau. Cette fois cependant, étant donné les
résultats obtenus et les coûts entraînés par ce genre d’étude, cette hypothèse n’a pas été
vérifiée au microscope électronique à transmission.
En résumé, les résistivités obtenues à partir de la technique décrite dans cette section furent
relativement faibles. L’observation en microscopie optique et en microscopie électronique à
balayage a permis de constater que ces résultats étaient attribuables à la présence
d’agglomérats de nanoparticules au sein du mélange et donc d’une distribution non efficace
de celles-ci. Afin d’essayer de limiter la formation d’agglomérats, il serait donc intéressant
de procéder au mélange en utilisant une phase liquide. C’est la technique qui est décrite à la
prochaine section.

159
5.2.2 – Ajout de nanoparticules avec une phase liquide
Comme on a pu le voir avec les résultats de la dernière technique, le mélange à sec de
nanoparticules de ferrite NiZn à l’ATOMET 580 a entraîné la formation d’agglomérats,
menant ainsi à des résistivités relativement faibles. Comme expliqué à la section 3.2.2, le
fait de procéder au mélange dans une phase liquide plutôt qu’à sec a pour effet de réduire
l’importance des forces attirant les nanoparticules entre elles et est donc susceptible de
limiter la formation d’agglomérats lors du mélange. En addition à cela, il est possible
d’utiliser des ultrasons afin de briser les agglomérats et de disperser davantage les
nanoparticules de ferrite. C’est donc la technique qui fut utilisée. Le liquide employé fut de
l’acétone pour prévenir l’oxydation de la poudre de fer et faciliter le séchage. De plus, ce
solvant permet d’y dissoudre un liant et, comme expliqué précédemment, celui-ci a été
utilisé pour coller les nanoparticules de ferrite à l’ATOMET 580. Par ailleurs, pour cette
série de tests, seulement une concentration de ferrite a été utilisée. Puisqu’à la section
précédente 0,6%-m ne semblait pas être suffisant pour recouvrir complètement les
nanoparticules et que 2,0%-m entraîne la formation d’une très grande quantité
d’agglomérats, une concentration en ferrite de 1,5%-m a été employée. Deux mélanges ont
été préparés, le premier contenant 0,05%-m de liant et l’autre n’en contenant pas. Comme
pour les essais précédents, un traitement thermique de 30 minutes à 500°C dans l’argon a
été effectué sur les échantillons.
Les résultats ont été présentés au Tableau 26. Ceux-ci montrent que la nouvelle technique
n’a pas permis de gain en résistivité. En fait, les valeurs obtenues se situent entre celles des
échantillons contenant 0,6%-m et 2,0%-m. En d’autres termes, cela signifie que, pour les
conditions utilisées dans le cadre de cette série d’expériences, il n’y a simplement pas de
gain significatif à mélanger en phase liquide plutôt qu’à sec.
Comme ce fut le cas précédemment, les mélanges ont été observés au MEB afin de voir
comment se sont distribuées les nanoparticules. L’observation à faible grossissement a
révélé que, comme on pouvait s’y attendre, on retrouvait toujours une grande quantité

160
d’agglomérats dans le mélange. C’est ce qui explique les propriétés discutées plus haut.
L’examen de la surface des particules de fer a encore une fois révélée la présence d’une
certaine quantité de nanoparticules de ferrite. Or, comme ce fut le cas pour les essais
précédents, cette quantité n’est pas suffisante pour assurer une isolation efficace des
particules de fer. À part la présence d’une mince couche de polymère à la surface des
particules du premier mélange, on n’a pu noter de différence majeure entre celui-ci et le
second ne contenant pas de liant. Ce qui indique que, bien que la résistivité après traitement
thermique du premier mélange soit un peu plus élevée que celle du second, il n’y a pas
d’avantages notables justifiant l’utilisation d’un liant.
En somme, le fait de procéder au mélange dans une phase liquide n’a pas eu l’effet
escompté. Effectivement, on a tout de même pu remarquer la présence d’une grande
quantité d’agglomérats et, conséquemment, les propriétés n’ont pas été améliorées. Pour
cette raison, on peut affirmer que, dans les conditions employées, il n’y avait pas de gain
notable à préparer les mélanges à l’aide d’une phase liquide.
5.2.3 – Ajout d’une grande quantité de nanoparticules
Les résultats obtenus jusqu’à maintenant dans la partie du projet touchant à l’ajout de
nanoparticules de ferrite n’ont toujours pas permis d’obtenir des propriétés intéressantes.
En effet, les résistivités mesurées après traitement thermique sont de l’ordre de 3 à 6 µΩ-m.
Afin de voir si cette technique pouvait possiblement permettre d’atteindre des résistivités
intéressantes, un dernier essai a été fait en incorporant une plus grande quantité de
nanoparticules. On a donc répété les mêmes opérations mais en ajoutant 5%-m de ferrite
nanométrique. Il convient de mentionner qu’étant donné la très faible densité apparente de
cette poudre, celle-ci représentait une portion du volume qui était beaucoup plus importante
que 5%. De plus, en regard des résultats obtenus lors des deux dernières sections, le
mélange a été fait en mélangeant les nanoparticules à l’ATOMET 580 à sec pendant 10
minutes et ensuite en ajoutant 0,5%-m de Kenolube au tout et en mélangeant 20 minutes.

161
Les résultats obtenus ont été présentés aux Tableau 27 et Tableau 28. Ceux-ci ont montré
une résistivité particulièrement intéressante avant traitement thermique, soit plus de 3000
µΩ-m. Par contre, après traitement thermique cette dernière chute aux mêmes valeurs que
celles obtenues lors des derniers tests, soit de l’ordre de 4 µΩ-m. L’observation au MEB a
évidemment montré une très grande quantité d’agglomérats et la présence d’une certaine
quantité de nanoparticules à la surface des poudres de fer. En bref, il semble y avoir une
quantité maximale de nanoparticules que les particules de fer peuvent contenir à leur
surface et les autres se regroupent pour former des agglomérats. C’est probablement ce qui
explique pourquoi, dans tous les cas, la résistivité après traitement thermique des
échantillons atteints des valeurs très proches les unes des autres. Encore une fois, la
résistivité a chuté de manière drastique pendant le traitement thermique. Comme pour les
autres essais, cette diminution est probablement attribuable à un léger frittage et à la
croissance de la taille des grains des nanoparticules de ferrite.
En comparant la microstructure des échantillons produits par ajout de nanoparticules à celle
d’échantillons préparés par placage de la ferrite, on peut comprendre pourquoi la résistivité
des premiers est plus faible. En effet, les deux comprennent approximativement la même
concentration en ferrite, soit approximativement 5%-m. Toutefois, les deux techniques font
en sorte que dans le cas des échantillons préparés par placage, la ferrite est distribuée de
manière relativement uniforme sur les particules de fer, alors que pour les échantillons
préparés par ajout de nanoparticules, celles-ci se retrouvent majoritairement sous forme
d’agglomérats répartis entre les particules de fer. La Figure 72 illustre très clairement ce
phénomène. C’est principalement pour cette raison que les résultats obtenus avec la
deuxième méthode étaient, de manière générale, moins bons que ceux de la première.

162
Figure 72 – Comparaison des microstructures obtenues par A) placage et B) ajout de nanoparticules
Pour la première fois avec cette technique, les propriétés magnétiques des échantillons ont
été mesurées. Ces dernières se sont avérées relativement bonnes. En fait, on peut voir
qu’elles sont légèrement meilleures que celles des meilleurs échantillons produits par
placage de la ferrite (voir Tableau 18). Toutefois, la résistivité plus faible des échantillons
contenant des nanoparticules fait en sorte que les pertes magnétiques sont plus élevées, en
particulier à 400 Hz.
En conclusion, bien que l’ajout d’une grande quantité de nanoparticule ait finalement
permis d’obtenir une résistivité initiale élevée, celle-ci chute drastiquement pendant le
traitement thermique. De plus, la caractérisation magnétique des échantillons a révélé que,
en dépit de propriétés magnétiques très bonnes, les pertes étaient élevées en raison de la
faible résistivité. De manière plus générale, les résultats obtenus au cours des dernières
sections ont révélé que l’ajout de nanoparticules ne permettait pas d’obtenir des résistivités
après traitement thermique suffisamment élevées. Peu importe la technique utilisée,
l’observation au MEB a révélé que le principal obstacle à l’obtention de bonnes propriétés
était la présence d’agglomérats au sein du mélange. Donc, à moins de trouver une technique
permettant une distribution plus uniforme des nanopoudres à la surface des poudres de fer,
l’ajout de nanoparticules de ferrite NiZn à des poudres de fer ne semble pas être un moyen
efficace pour produire un matériau résistif et ultimement de limiter les pertes magnétiques
entraînées par un champ magnétique variable.

163
6 – Conclusion
Ce projet avait pour but de déterminer si la ferrite NiZn pouvait être un bon isolant dans
l’élaboration d’un composite magnétique doux à base de poudre métallique. Pour répondre
à cette interrogation, deux techniques furent étudiées, soit le placage de la ferrite et l’ajout
de nanoparticules de ferrite NiZn. En premier lieu, l’étude de la première technique a
permis d’arriver aux conclusions suivantes :
Une formation lente de la ferrite favorise sa déposition en surface des particules de
fer plutôt que sa précipitation au sein de la solution. La meilleure technique trouvée
pour contrôler la vitesse de réaction consistait à contrôler l’oxydation des ions Fe2+
présents en solution.
Effectuer un traitement de surface à l’aide d’une solution acide sur les particules de
fer à recouvrir favorise grandement la formation de la ferrite sur ces dernières et
permet l’obtention de résistivités supérieures. La meilleure technique utilisée
consistait à faire l’attaque dans un milieu exempt d’oxygène à l’aide d’acide
chlorhydrique dilué dans l’eau.
Effectuer le traitement thermique dans l’argon plutôt que dans l’air permet de
minimiser considérablement la chute de résistivité lors du même traitement.
Effectuer un traitement thermique à 500°C plutôt qu’à 200°C permet de réduire les
pertes magnétiques pour des fréquences de 60 Hz et 400 Hz.
Selon les données recueillies, il semble que la chute de résistivité entraînée par le
traitement thermique est principalement causée par l’augmentation de la taille des
grains de ferrite et une diminution de porosité du revêtement de ferrite.
Compacter les échantillons à 825 MPa plutôt qu’à 620 MPa permet de réduire les
pertes magnétiques pour des fréquences de 60 Hz et 400 Hz.

164
Compacter les échantillons avec 0,5%-m de Kenolube pré-mélangé plutôt qu’avec
du lubrifiant seulement sur les parois de la matrice permet de réduire les pertes
magnétiques pour des fréquences de 60 Hz et 400 Hz.
Les résultats recueillis ont montré que la résistivité n’était pas une propriété
prépondérante pour l’obtention de pertes magnétiques faibles à des fréquences de 60
Hz et 400 Hz.
Tamiser l’ATOMET 580 de manière à retirer les particules ayant un diamètre
inférieur à 63 µm entraîne une diminution de la compressibilité et une augmentation
des pertes magnétiques.
Pour une même pression de compaction, compacter les échantillons à 125°C sans
effectuer d’autre traitement thermique permet d’augmenter la densité des
échantillons sans pour autant réduire les pertes magnétiques pour des fréquences de
60 Hz et 400 Hz.
En second lieu, l’étude de l’ajout de nanoparticules de ferrite à la poudre de fer a permis
d’arriver aux conclusions qui suivent :
Mélanger à sec ou dans l’acétone des nanoparticules de ferrite NiZn ayant un
diamètre moyen compris entre 10 nm et 30 nm à de l’ATOMET 580 entraîne la
formation d’agglomérats de nanoparticules.
Mélanger les nanoparticules de ferrite et les particules de fer dans l’acétone avec ou
sans liant n’entraîne pas de changement majeur des propriétés physiques.
La résistivité relativement faible des CMD à base de poudre de fer comprenant des
nanoparticules de ferrite est attribuable à la présence d’agglomérats de
nanoparticules et à la distribution non uniforme de ces dernières à la surface des
particules de fer.
La comparaison entre ces deux techniques a montré que la meilleure répartition de la ferrite
au sein des échantillons préparés par placage de la ferrite fait en sorte que leurs pertes
magnétiques sont généralement moindres à des fréquences de 60 Hz et 400 Hz. Quoiqu’il

165
en soit, les résultats obtenus au cours de cette étude permettent d’affirmer que la ferrite
NiZn ou un mélange de ferrite Fe et de ferrite NiZn peut être un bon matériau isolant pour
l’élaboration de composites magnétiques doux à base de poudre métallique.

166
7 – Travaux futurs
Cette section présente quelques suggestions de travaux futurs afin d’améliorer ou d’étudier
plus en détails les techniques étudiées dans le cadre de ce projet.
Placage de la ferrite
Trouver des modifications à apporter à la méthode expérimentale permettant de
réduire la variabilité des résultats.
Trouver les ratios de concentration en ions [Ni2+
]/[Fe2+
] et [Zn2+
]/[Fe2+] permettant
d’augmenter la résistivité du revêtement.
Comparer les propriétés d’échantillons compactés à partir de poudres simplement
attaquées à l’acide chlorhydrique
Déterminer l’épaisseur du revêtement optimale pour une fréquence ou un domaine
de fréquences donné.
Vérifier si la chute de résistivité observée lors du traitement thermique découle
effectivement de l’augmentation de la taille des grains et/ou de la diminution de la
densité de porosités.
Ajout de nanoparticules de ferrite NiZn
Trouver une méthode de mélange permettant d’obtenir une meilleure répartition des
nanoparticules.
Déterminer la quantité de nanoparticules de ferrite à ajouter à la poudre de fer
permettant de minimiser les pertes magnétiques pour une fréquence ou un domaine
de fréquences donné.
Vérifier si la chute de résistivité observée lors du traitement thermique découle
effectivement de l’augmentation de la taille des grains et d’un léger frittage des
nanoparticules de ferrite

167
Placage de la ferrite et ajout de nanoparticules
Déterminer la quantité de lubrifiant permettant de minimiser les pertes magnétiques
pour une fréquence ou un domaine de fréquences donné.
Déterminer la pression de compaction à utiliser afin de minimiser les pertes pour
une fréquence ou un domaine de fréquences donné.
Comparer les propriétés d’échantillons compactés à tiède et après traitement
thermique à celles obtenues dans ce mémoire.
Comparer les propriétés d’échantillons compactés à partir de poudres de différentes
distributions granulométriques.

168
8 – Références
[1] J. STÖHR, H.C. SIEGMANN, Magnetism : From Fundamentals to Nanoscale
Dynamics, Springer, Berlin, 2006, 820p.
[2] D.K. CHENG, Field and Wave Eletromagnetics, 2nd Ed., Addison-Wesley, Reading,
MA, 1989, 703p.
[3] J.D. JACKSON, Classical Electrodynamics, 3rd Ed., John Wiley & Sons Inc., New
York, 1999, 808 p.
[4] J.-P. BAÏLON, J.-M. DORLOT, Des matériaux, 3e Éd., Presses internationales
Polytechnique, Montréal, 2000, 736p.
[5] W.D. CALISTER, Science et génie des matériaux, Modulo, Mont-Royal, 2001, 781p.
[6] C. KITTEL, Physique de l’état solide, 7e Éd., Dunod, Paris, 2005, 610p.
[7] G. COUDERCHON, Alliages magnétiques doux, Techniques de l’ingénieur, M350,
1998.
[8] G. BERTOTTI, Physical Interpretation of Eddy Current Losses in Ferromagnetic
Materials, Journal of Applied Physics, 57, 1985, pp. 2110-2126.
[9] G. BERTOTTI, Hysteresis in Magnetism for Physicists, Materials Scientists, and
Engineers, Academic Press, San Diego, 1998, 558p.
[10] C. CYR, Modélisation et caractérisation des matériaux magnétiques composites doux
utilisés dans les machines électriques, Thèse de doctorat, Université Laval, Québec,
2007, 206p.
[11] C.G. OLIVIER, H.G. RUTZ, Powder Metallurgy in Electromagnetic Applications,
Advances in Powder Metallurgy & Particulate Materials, MPIF, Princeton, NJ, 1995,
Vol. 3, pp. 11-87 - 11-102.
[12] D.E. GAY, High Performance Microencapsulated Powders for Various Applications
Advances in Powder Metallurgy & Particulate Materials, MPIF, Princeton, NJ, 1995,
pp. 11-103 - 11-126.
[13] C. GÉLINAS, F. CHAGNON, S. PELLETIER, Development of an Iron-Resin
Composite Material for Soft Magnetic Applications, Advances in Powder Metallurgy
& Particulate Materials, MPIF, Princeton, NJ, 1996, pp. 20-85 - 20-97.
[14] C. GÉLINAS, S. PELLETIER, P. LEMIEUX, L. AZZI, Properties and Processing of
Improved SMC Materials, Advances in Powder Metallurgy & Particulate Materials,
MPIF, Princeton, 2005, pp. 9-108 - 9-120.
[15] L. HULTMAN, Z. YE, Soft Magnetic Composites – Properties and Applications,
Advances in Powder Metallurgy & Particulate Materials, MPIF, Princeton, 2002, pp.
14-26 - 14-38.

169
[16] G.UOZUMI et al., Properties of Soft Magnetic Composite with Evaporated MgO
Insulation Coating for Low Iron Loss, Materials Science Forum, vol. 534 – 536,
2007, pp. 1361-1364.
[17] Kh. GHEISARI et al., Magnetic Losses of the Soft Magnetic Composites Consisting
of Iron and Ni-Zn Ferrite, Journal of Magnetism and Magnetic Materials, vol. 320,
2008, pp. 1544-1548.
[18] R.M. GERMAN, Powder Metallurgy and Particulate Materials Processing, MPIF,
Princeton, NJ, 2005, 528p.
[19] M. PAULLIN, State of North American PM Industry, Advances in Powder
Metallurgy & Particulate Materials, MPIF, Princeton, NJ, 2008.
[20] Y. MIZUNO, State of Powder Metallurgy in Asia, Advances in Powder Metallurgy &
Particulate Materials, MPIF, Princeton, NJ, 2008.
[21] A. GOLDMAN, Modern Ferrite Technology, 2nd Ed., Springer, New York, 2006,
438p.
[22] E.C. SNELLING, Soft Ferrites: Properties and Applications, 2nd Ed., Butterworths,
London, 1988, 366p.
[23] B. LAX, K.J. BUTTON, Microwave Ferrites and Ferrimagnetism, McGraw-Hill,
New York, 1962, 752 p.
[24] R.F. SOOHOO, Theory and Application of Ferrites, Prentice-Hall Inc., Englewood
Cliffs, NJ, 1960, 280 p.
[25] E.E. RICHES, Ferrites: A Review of Materials and Applications, Mills and Boon
Ltd., London, 1972, 88p.
[26] F. BERTAUT, F. FOMAT, The Structure of Ferromagnetic Ferrites of Rare Earths,
Académie des Sciences Compt. Rend., 242 (Jan. 1956) p. 382.
[27] J. TASAKI, T. ITO, Effect of Sintering Atmosphere on the Permeability of Sintered
Ferrite, Ferrites: Proceedings of the International Conference, University Park Press,
Japan, July 1970, p. 84.
[28] R. WINAND, Electrocrystallization- Theory and Applications, Hydrometallurgy, vol.
29, 1992, pp. 567-598.
[29] E. GHALI, Analyse et conception en électrométallurgie, Notes de cours, Repro
Laval, Québec, 2001.
[30] W. D. FIELDS, R. N. DUNCAN, J. R. ZICKGRAF, Electroless Nickel Plating,
Metals Handbook, 9th Ed., vol. 5, ASM, Metals Park, OH, 1982, pp. 219-243.
[31] J. I. DUFFY, Electrodeposition Processes, Equipment and Composition, Chemical
Technology Review, vol. 206, Noyes Data Corp., Park Ridge, NJ, 1982, 308p.
[32] J. I. DUFFY, Electroless and Other Nonelectrolytic Plating Techniques Recent
Developments, Chemical Technology Review, vol. 171, Noyes Data Corp., Park
Ridge, NJ, 1980, 452p.
[33] O. N. COLLIER, S. J. HACKETT, Metal Powders, US Patent, no. 4130506, 1978.

170
[34] T. TAKADA, M. KIYAMA, Preparation of Ferrites by Wet Method, Ferrites:
Proceedings of the International Conference, University Park Press, Tokyo, 1970, pp.
69-71.
[35] Y. TAMAURA, P. V. BUDUAB, T. KATSURA, Studies on the Oxidation of Iron(II)
Ion during the Formation of Fe3O4 and a-FeO(0H) by Air Oxidation of Fe[OH]2
Suspensions, J. Chem. Soc. Dalton Trans., Issue 9, 1981, pp. 1807-1811.
[36] T. P. NIESEN, M. R. DE GUIRE, Review of Ceramic Thin Films at Low
Temperatures from Aqueous Solutions, Journal of Electroceramics, vol. 6, 2001, pp.
169-207.
[37] M. ABE, Y. TAMAURA, Ferrite-Plating in Aqueous Solution: A New Method for
Preparing Magnetic Thin Film, Japanese Journal of Applied Physics, vol. 22, no. 8,
1983, pp. L511-L513.
[38] M. ABE, Y. TAMAURA, Process for Forming a Ferrite Film, US Patent, no.
4477319, 1984.
[39] M. ABE, T. ITOH, Y. TAMAURA, Magnetic and Biomagnetic Films Obtained by
Ferrite Plating in Aqueous Solution, Thin Solid Films, vol. 216, 1992, pp. 155-161.
[40] M. OISHI, T. SAITO, K. ISHIKAWA, Forming Ferrite Film, European Patent, no.
0259194A2, 1988.
[41] M. ABE et al., Ultrasound Enhanced Ferrite Plating; Bringing Breakthrough in
Ferrite Coating Synthesized from Aqueous Solution, IEEE transactions on Magnetics,
vol. 33, no. 5, 1997, pp. 3649-3651.
[42] Y. NAKAYAMA, H. YAJIMA, Y. KITAMOTO, M. ABE, Preparation of Ferrite
Films Electrical Insulation by Ultrasound-Enhanced Ferrite Plating, IEEE
Transactions on Magnetics, vol. 35, no. 5, 1999, pp. 3040-3042.
[43] M. ABE, Ferrite Plating; a Chemical Method Preparing Oxide Magnetic Films at
24-100°C, and Its Applications, Electrochimica Acta, vol. 45, 2000, pp. 3337-3343.
[44] M. ABE, A Soft Solution Processing Technique for Preparing Ferrite Films and
Their Applications, MRS Bulletin, vol. 25, 2000, pp. 51-55.
[45] N. MATSUSHITA, S. HATANAKA, M. ABE, Fe/Ferrite Composite Magnetic
Cores Far Exceeding Snoek’s Limit Fabricated by Simplified Ferrite Plating in Open
Air, IEEE Transactions on Magnetics, vol. 40, no. 4, 2004, pp. 2011-2013.
[46] M. ZHANG, T. ITOH, M. ABE, Ultrasonic Visualization of Still and Flowing Waters
Using Contrast Agents of Magnetite-Encapsulated Porous Silica Microspheres,
Japanese Journal of Applied Physics, vol. 36, no. 1A, 1997, pp. 243-246.
[47] Metal Powder Industries Federation, Materials Standards for P/M Structural Parts,
Princeton, 1998.
[48] C. BLAIS et al., Characterization of Powders and PM Components in Transmission
Electron Microscopy, International Journal of Powder Metallurgy, vol. 45, no. 2,
2009, pp. 29-38.

171
Annexe A – Calcul des caractéristiques du revêtement
Dans cette annexe, les calculs servant à déterminer la composition chimique du revêtement
et son épaisseur théorique moyenne en fonction des données expérimentales obtenues
seront présentés. Pour procéder à ces calculs, les concentrations massiques en nickel CNi, en
zinc CZn, en oxygène CO ainsi que la surface spécifique de l’ATOMET 580 sont requises.
Les deux premières données expérimentales proviennent de tests de spectroscopie
d’absorption atomique, la concentration en oxygène provient d’un test d’analyse d’oxygène
et la surface spécifique est obtenue en utilisant la méthode BET (Théorie Brunauer-Emett-
Teller). Cette dernière donnée expérimentale est considérée comme étant constante pour
tous les mélanges et, tel que mentionné à la section 4.1.1.3, celle-ci a une valeur de 0,025
m2/g. Dans le cadre de ce calcul, des données théoriques et empiriques provenant de la
littérature seront requises. C’est le cas notamment de la masse molaire du nickel (MNi =
58,6934 g/mol), du zinc (MZn = 65,39 g/mol), du fer (MFe = 55,847 g/mol) et de l’oxygène
(MO = 15,9994 g/mol). La densité de la ferrite NiZn sera aussi nécessaire pour calculer
l’épaisseur théorique du revêtement. Celle-ci peut varier entre 4,8 g/cm3 et 5,2 g/cm
3 en
fonction de sa composition chimique, toutefois puisqu’on cherche plus un ordre de
grandeur qu’une valeur très précise, celle-ci sera approximée à 5,0 g/cm3.
Le calcul présenté prochainement se base sur certaines hypothèses très importantes. On
considère également que l’épaisseur du revêtement est beaucoup plus petite que le diamètre
moyen des poudres et que la totalité du nickel, du zinc et de l’oxygène présent dans la
poudre recouverte est sous forme de ferrite. Il est à noter qu’une analyse d’oxygène a
préalablement été faite sur l’ATOMET 580 afin de soustraire la portion d’oxygène déjà
présente dans la poudre avant la déposition et qui par conséquent n’est pas sous forme de
ferrite. Les résultats de cette analyse ont révélé que 0,065%-m d’oxygène était présent au
départ dans la poudre de base.
La démarche décrite dans cette section se divise en quatre étapes. On commence par
trouver la relation reliant les concentrations en zinc et en nickel aux concentrations de

172
ferrite Ni Cferrite-Ni et de ferrite Zn Cferrite-Zn présentent dans la poudre. Ensuite, à l’aide des
relations obtenues, on trouve la relation permettant de connaître la concentration de ferrite
Fe (Fe3O4) Cferrite-Fe. Par la suite on converti les résultats trouvées en proportions molaires.
Finalement, l’épaisseur théorique moyenne sera calculée.
1 – Concentrations massiques des ferrites Ni et Zn
Par définition :
Équation 16
Équation 17
Où mNi et mZn représentent respectivement les masses en nickel et en zinc présentent dans
la poudre ayant une masse totale de mtot.
Toujours suivant la définition de la concentration massique, on trouve les concentrations en
nickel cNi et en zinc cZn dans les ferrites Ni (NiO-Fe2O3) et Zn (ZnO-Fe2O3) respectivement.
Équation 18
Équation 19
Où mferrite-Ni et mferrite-Zn représentent respectivement les masses de ferrite Ni et de ferrite Zn
présentent dans la poudre.
Maintenant en isolant mNi dans l’équation 18 et en le substituant dans l’équation 16, on
obtient :
Équation 20
De la même manière on obtient avec les équations 17 et 19 on obtient :
Équation 21

173
Finalement, en isolant les concentrations de ferrite Ni et Zn on trouve les deux relations
suivantes :
Équation 22
Équation 23
Où cNi et cZn sont des constantes qui ont été définies aux équations 18 et 19.
2 – Concentration massique de ferrite Fe
Dans la première partie, on s’est servi de la concentration en Ni et en Zn dans les ferrites Ni
et Zn pour déduire la concentration de ferrite dans la poudre étudiée. Pour trouver la
proportion de ferrite Fe, on ne peut se baser sur la concentration en fer dans la poudre
comme on a fait pour le nickel et le zinc puisque le substrat sur lequel on dépose le
revêtement est fait de fer. On doit donc trouver une méthode indirecte pour y arriver. En
considérant que tout l’oxygène, mise à part la portion présente dans la poudre avant la
déposition CO-init, est présent sous forme de ferrite. En connaissant la concentration
massique de ferrite Ni et Zn, on peut indirectement déduire la portion de ferrite Fe présente
dans la poudre.
Sachant que :
Équation 24
Équation 25
Équation 26
Où CO-Ni, CO-Zn et CO-Fe sont les concentrations massiques en oxygène contenues dans la
poudre provenant respectivement de la ferrite nickel, zinc et fer. Les masses d’oxygènes
associées à ces concentrations sont désignées par mO-Ni, mO-Zn et mO-Fe.

174
On doit maintenant trouver les concentrations en oxygène contenues dans les ferrites nickel
cO-Ni, zinc cO-Zn et fer cO-Fe.
Équation 27
Équation 28
Équation 29
Ensuite, en utilisant la même technique que celle qui fut utilisée pour trouver les équations
20 et 21, on obtient :
Équation 30
Équation 31
Équation 32
En posant l’hypothèse que tout l’oxygène contenu dans la poudre, outre la portion présente
avant le recouvrement, est présent sous forme de ferrite Ni, Zn ou Fe, on trouve l’équation
suivante :
Équation 33
Où CO correspond à la concentration totale en oxygène présente dans la poudre. Cette
relation permet de relier les termes CO-Ni, CO-Zn et CO-Fe. La concentration en oxygène
provenant de la magnétite CO-Fe étant le seul inconnu on peut maintenant connaître sa
valeur. En l’utilisant dans l’équation 32, on peut finalement déduire la concentration en
ferrite Fe présente dans les poudres étudiées.
3 – Proportions molaires des ferrites Ni, Zn et Fe
En connaissant les concentrations massiques des ferrites nickel, zinc et fer, on peut
convertir ces valeurs en proportions molaires. L’intérêt de faire cette conversion est qu’elle
permet d’exprimer la composition du revêtement sous la forme (NiO)x-(ZnO)y-Fe3-x-yO4-x-y
où x représente la proportion molaire de ferrite Ni et y représente la proportion molaire de

175
ferrite Zn. Il s’agit d’une formulation très répandue dans la littérature pour donner la
composition chimique des ferrites et d’autres composés.
Pour faire cette conversion, on commence d’abord par trouver le nombre de moles de
ferrite Ni, Zn et Fe.
Équation 34
Équation 35
Équation 36
Où Mferrite-Ni, Mferrite-Zn et Mferrite-Fe représente respectivement les masses molaires des
ferrites nickel, zinc et fer.
Finalement, pour connaître chacune des proportions molaires (Pferrite-Ni, Pferrite-Zn et Pferrite-Fe),
on divise le nombre de moles d’un type de ferrite par le nombre total de moles de ferrite.
Ainsi on obtient les trois équations qui suivent :
Équation 37
Équation 38
Équation 39
4 – Épaisseur théorique moyenne du revêtement
La concentration totale de ferrite présente dans la poudre peut être utilisée pour calculer
l’épaisseur théorique moyenne du revêtement. Il est possible de trouver cette dernière en
additionnant les concentrations de ferrites nickel, zinc et fer ensemble.
Équation 40

176
En considérant que le diamètre moyen des poudre est de beaucoup supérieur à l’épaisseur
du revêtement (D >> e), on peut faire l’approximation suivante :
Équation 41
Où Vferrite représente le volume total de ferrite et AFe représente la superficie de la poudre
de fer. On peut connaître cette valeur en utilisant la surface spécifique s de l’ATOMET 580
obtenue suite aux tests de BET et en la multipliant par la masse totale de poudre de fer mFe.
En procédant à cette modification on obtient la formule qui suit :
Équation 42
On peut exprimer cette équation en remplaçant le volume de ferrite par le rapport entre la
masse de ferrite mferrite et sa densité ρferrite.
Équation 43
Sachant la concentration totale de ferrite est définie par :
Équation 44
En isolant la masse de ferrite dans l’équation 44 et en la substituant dans l’équation 43 on
obtient finalement l’équation permettant de calculer l’épaisseur théorique moyenne du
revêtement.
Équation 45

177
Annexe B – Protocole d’utilisation de la boîte à gants
pour l’utilisation de nanoparticules
Auteurs : Louis-Philippe Lapierre-Boire, Paul-Emile Mongeon, Sylvain Pelletier, Yannig
Thomas
Institut des matériaux industriels – Conseil national de recherches du Canada
Boucherville, QC, Canada
2008
Équipement de protection personnel
1. Lunettes de sécurité
2. Gants de protection
3. Sarrau
4. Masque respiratoire /M avec filtre P100 solvant et poudre
5. Gant de rechange pour la boîte à gant ou élément de fermeture pour les trous
6. Mettre le cartable MSDS pour tous les produits introduits dans le laboratoire
Installation du sac protecteur pour une boîte à gant propre
1. Retirer les gants.
2. Ouvrir la partie avant de la boîte à gants en retirant la vitre de protection.
3. Insérer le sac avec les manches vers le devant de la boîte.
4. Fixer le sac à l’aide des velcros installés.
5. Remettre la vitre de protection.
6. Faire sortir les manches du sac par les trous pour les gants et les replier sur les
anneaux.
7. Remettre les gants.
Éléments nécessaires dans le sac protecteur lors de l’utilisation :
1. Plateau métallique.
2. Sacs de plastique de type ziplock.
3. Bec verseur contenant de l’isopropanol.
4. Bac métallique pour nettoyage.

178
5. Serviettes humides jetables.
Introduction d’éléments dans la boîte à gants
1. S’assurer que la ventilation est en fonction. Mettre en place un cadenas pour
s’assurer que la ventilation demeure en fonction.
2. Avant l’ouverture du SAS, s’assurer que les fermetures éclairs du sac de protection
sont bien fermées.
3. Ouvrir le SAS.
4. Mettre les éléments à insérer sur le plateau.
5. Refermer le SAS.
6. Ouvrir les fermetures éclairs du sac et tirer le plateau du SAS.
7. Prendre les éléments.
8. Pousser le plateau.
9. Refermer le sac de protection.
Sortie d’éléments de la boîte à gants
Équipement
1. Avant d’ouvrir le sac de protection, s’assurer de bien nettoyer l’équipement à l’aide
des serviettes humides*.
2. Ouvrir le sac et la porte intérieure du SAS.
3. Mettre l’équipement sur le plateau.
4. Fermer la porte intérieure du SAS et le sac de protection.
5. Avec des gants de protection, ouvrir la porte extérieure du SAS.
6. Prendre l’équipement et s’assurer qu’il soit bien nettoyé.
7. Nettoyer l’équipement à l’extérieur avec des lingettes puis à l’eau courante si
possible.
8. Refermer la porte extérieure du SAS.
Échantillons
1. Avant d’ouvrir le sac de protection, s’assurer de bien nettoyer l’échantillon à l’aide
des serviettes humides*.
2. Ouvrir le sac et la porte intérieure du SAS.
3. Mettre l’échantillon sur le plateau.
4. Fermer la porte intérieure du SAS et le sac de protection.
5. Avec des gants de protection, ouvrir la porte extérieure du SAS.
6. Prendre l’échantillon et le mettre dans un sac de plastique de type ziplock.
7. Refermer la porte extérieure du SAS.
En cas de déversement dans la boîte à gants

179
Déversement mineur (faible quantité)
1. S’assurer que la ventilation soit en marche.
2. Fermer toutes les ouvertures de la boîte à gant.
3. Avertir les responsables (chef de projet responsable du laboratoire).
4. Laisser reposer quelques heures le temps que les nanoparticules se déposent.
5. À l’aide de serviettes humides*, bien nettoyer l’équipement et les échantillons.
6. Sortir ces derniers selon les procédures mentionnées plus haut.
7. Bien nettoyer toutes les surfaces exposées au déversement à l’aide de serviettes
humides*.
Déversement majeur
1. S’assurer que la ventilation soit en marche.
2. Fermer toute les ouvertures de la boîte à gant.
3. Avertir les responsables avant de poursuivre (chef de projet responsable du
laboratoire).
4. Laisser reposer quelques heures le temps que les nanoparticules se déposent.
5. À l’aide de serviettes humides*, bien nettoyer l’équipement et les échantillons.
6. Sortir ces derniers selon les procédures mentionnées plus haut.
7. Mettre le masque respiratoire.
8. Retirer le sac de protection de la boîte à gants en suivant les procédures de
désinstallation suivantes :
a. Retirer les gants de la boîte à gants.
b. Refermer les manches le plus hermétiquement possible.
c. Ouvrir la partie avant de la boîte à gants en retirant la vitre de protection.
d. Retirer le sac de protection.
9. Disposer du sac de protection dans un contenant hermétique identifié.
10. Nettoyer l’intérieur de la boîte à gants à l’aide de serviettes humides*.
11. Installer un nouveau sac de protection selon les procédures mentionnées plus haut.
Ajuster le protocole au besoin.
* Toutes les serviettes humides utilisées doivent être disposées dans un sac de plastique de type ziplock
avant la sortie de la boîte à gants. Une fois à l’extérieur de la boîte à gants, les rejets sont disposés dans une chaudière identifiée muni d’un sac plastique.

180
Annexe C – Protocole pour la compaction de poudre
contenant des nanoparticules
Auteurs : Bernard Tougas, Philippe Lapointe, Paul-Emile Mongeon, Sylvain Pelletier
Institut des matériaux industriels – Conseil national de recherches du Canada
Boucherville, QC, Canada
2008
Équipement de protection personnel :
1. Lunettes de sécurité
2. Gants de protection en nitrile
3. Sarrau
4. Masque respiratoire 3M avec filtre P100 solvant et poudre. S’assurer d’avoir une
bonne étanchéité avec le visage.
5. Mettre le cartable MSDS pour tous les produits introduits dans le laboratoire.
Mesure de la quantité de poudre pour la compaction dans la
boîte à gants :
Éléments nécessaires dans le sac protecteur lors de l’utilisation
1. Plateau métallique
2. Sacs de plastique de type ziplock
3. Bec verseur contenant de l’isopropanol
4. Bac métallique pour nettoyage
5. Serviettes humides jetables
Introduction de la poudre à peser dans la boîte à gants
La liste d’équipement de protection personnel suivante implique que si l’utilisateur ne connaît pas le fonctionnement en question il devra se référer au guide de l’utilisateur.

181
1. S’assurer que la ventilation est en fonction. Mettre en place un cadenas pour
s’assurer que la ventilation demeure en fonction.
2. Avant l’ouverture du SAS, s’assurer que les fermetures éclairs du sac de protection
sont bien fermées.
3. Ouvrir le SAS.
4. Mettre le contenant qui contient la poudre à compacter et les fioles de verre qui
contiendront la poudre pesée sur le plateau.
5. Refermer le SAS.
6. Ouvrir les fermetures éclair du sac et tirer le plateau du SAS.
7. Prendre les éléments.
8. Pousser le plateau.
9. Refermer le sac de protection.
Préparation des échantillons
1. À l’aide de la balance électronique, mesurer la quantité de poudre requise pour la
compaction d’un échantillon et la placer dans une fiole de verre.
2. Répéter cette dernière étape pour chaque échantillon.
Sortie des fioles contenant la poudre à compacter de la boîte à gant
1. Avant d’ouvrir le sac de protection, s’assurer de bien nettoyer les fioles à l’aide
des serviettes humides.
2. Ouvrir le sac et la porte intérieure du SAS.
3. Mettre l’échantillon sur le plateau.
4. Fermer la porte intérieure du SAS et le sac de protection.
5. Avec des gants de protection, ouvrir la porte extérieure du SAS.
6. Prendre les fioles et le mettre dans un sac de plastique de type ziplock.
7. Refermer la porte extérieure du SAS.
Préparation du sac de compaction :
1. Utiliser un sac à gants de la compagnie Glas-Col modèle 108D X-27-17H. (Utiliser
un sac neuf à chaque utilisation)
2. Placer deux épaisseurs de téflon autocollant à l’intérieur et à l’extérieur du sac au
point de contact entre le piston et la partie supérieure du poinçon de la matrice.
3. Placer également deux épaisseurs de téflon autocollant à l’intérieur et à l’extérieur
du sac au point de contact entre le dessous de la matrice et la plaque d’acier sur
laquelle repose la matrice lors de la compaction.
4. Insérer la matrice, le poinçon et les pièces servant à l’éjection à l’intérieur du sac.
5. Mettre à l’intérieur du sac les éléments suivant :
a. Lingettes humides et sèches
b. Sac de type ziplock
c. Spatule
d. Canette d’air comprimé (si lubrification de type « Die-Wall »)

182
e. Lubrifiant (si lubrification de type « Die-Wall »)
f. Conserver et réserver tous ces éléments (lingettes, canettes, etc) dans un
contenant ou une armoire identifié.
6. Introduire les fioles contenant la poudre préalablement pesées dans la boite à gant et
sceller hermétiquement les deux extrémités du sac à gants.
Procédure de compaction :
1. Remplir la matrice à l’aide de la poudre comprise dans une fiole.
2. Mettre le poinçon sur la matrice et essuyer la surface supérieure de la matrice avec
une lingette humide.
3. Compaction usuelle de la série de pièces.
4. Bien nettoyer avec les lingettes humides les surfaces ayant été en contact avec la
poudre (fiole, matrice, poinçons, sac, spatule, etc).
5. Mettre les lingettes dans un sac ziplock.
6. Lorsque toutes les compactions sont effectuées, amener la matrice sous une hotte à
l’aide d’un chariot.
7. Sous une hotte en fonction et en utilisant tout l’équipement de protection personnel
mentionné plus haut, ouvrir le sac à l’aide d’un paire de ciseaux et y extraire tous
les éléments.
8. Toujours sous la hotte, nettoyer tous les éléments à l’aide de lingettes humides. En
particulier, procéder à un nettoyage complet de la matrice. Démonter complètement
cette dernière et nettoyer chacune de ses parties avec des lingettes humides avant de
la remonter.
9. Récupérer les fioles utilisées en les réinsérant dans la boîte à gant et en les nettoyant
avec de l’isopropanol pour des utilisations futures.
10. Disposer du sac à gants et des déchets dans un contenant hermétique identifié à cet
effet**
. En cas de déversement, voir section suivante.
En cas de déversement dans le sac de compaction :
1. Laisser reposer quelques heures le temps que les nanoparticules se déposent.
Identifier la zone, avertir le responsable du projet et le responsable de laboratoire.
2. Porter tout l’équipement de protection personnel mentionné plus haut.
3. À l’aide de serviettes humides, bien nettoyer l’équipement et les échantillons.
4. Bien nettoyer toutes les surfaces exposées au déversement à l’aide de serviettes
humides et disposer du sac de compaction ainsi que de tous les déchets dans un
contenant hermétique identifié à cet effet.
** Le contenant servant à disposer du matériel ayant été en contact avec des nanoparticules est situé sous la
boîte à gant. Sur celui-ci on doit indiquer le nom des personnes responsables et la liste des produits dangereux qu’il contient.