Embed Size (px)
Citation preview
République Algérienne Démocratique et Populaire
Ministère de l’Enseignement Supérieur et de la Recherche Scientifique
ECOLE NATIONALE SUPERIEURE DES MINES ET METALLURGIE ENSMM-Annaba-
Département science et génie des matériaux
Mémoire de fin d’études
INGENIEUR
Présenté(e) par :- Litim Akram
- Drissi Bilel
Encadré(e) par : - Dr.Tahraoui Tarek
Membres du jury : - Pr. RETIMA Président
- Mme.LEMBOUB Rapporteur
Juillet 2017
Caractérisation et modélisation des
verres multicouches
ENSMM-ANNABA
Remerciement :
Nous remercions dieu le tout puissant de nous avoir aidé et donner patience, santé dans tout
notre cursus scolaire.
Nous tenons à remercier mon encadreur Mr .TAHRAOUI , qui a veillé à l’aboutissement de
ce travail et surtout pour son engagement, son souci permanent et l’honnêteté scientifique
qu’elle a fait preuve.
Egalement on remercie les membres de jury Pr.RETIMA le président de jury et
Mme .LEMBOUB rapporteur de notre mémoire, nous avons l’honneur que vous évaluez
notre travail.
Nous tenons à remercier le professeur Amar Boudour et le professeur Youcef Boumaiza
pour la reception au laboratoire et nous avoir aidés à faire les essais.
Nous remercions MFG qui m'a donné la chance de découvrir le volet industriel
en m'accueillant au sein de son ambitieuse équipe.
A Monsieur SEBAI et AIT CHAABANE qui m'ont fait l'honneur d'être mes maitres de stage
sans oublier tous les opérateurs qui ont contribués à notre formation.
Je remercie tout le corps enseignant de l’Ecole Nationale Supérieure des mines et Métallurgie
de Annaba, toute l’équipe de Laboratoire.
Un sincères remerciement à tous mes amis particulièrement ceux de l’école avec qui j’ai
partagé des moments inoubliables que je vais jamais oublier.
À la plus belle créature que Dieu a créée sur terre ,,,
À cet source de tendresse, de patience et de générosité,,,
À ma mère !
À tous mes deux frères Moncef et Iskandar et mes deux sœurs ,Wissem et Sadjouda que j
les aimes beaucoup
A toute la famille de l’école est surtout Akila et Hanan
À toute mes amis d’enfance Bilel, rida,anouar,bouta
Ames amis du promotion 2014 ( Bri , Rouge douss la7nine, lgarba3i ,youcef , elboh ,edhib,
delali ,djamel ,fathi,dey ,pnipen ,ben moussa ,3li , w 3ami lazrag ,zaki ,toztoz,fateh ,zaki
mrigla ,djamelmila,3imad ,batif nb ,chawi , ………
Mohamed terbaga et mon binome Bilel)

A mes parents , mon grand père et ma grande mère, pour
tout ce qu’ils ont fait pour moi plus particulièrement à
leur éducation que je découvre au fil des années espérant
qu’on sera à la hauteurs de leurs sacrifices.
a mes tantes, mes cousins sans eux la vie n’auraient pas eu
de sens, je m’excuse pour les dépenses et les pertes
financières que je vous ai causées.
a mes deux sœurs, pour leurs affections et le sens de
partage, et les encouragements.
A mon grand-père et ma grand-mère, qu’ils reposent en paix.
Pour toute la famille, les amis et les voisins qui forment
notre entourage.
A toutes mes chères collègues je vous aime beaucoup.
Bilel Drissi
Sommaire
Remerciements
Dédicace
Liste des figures
Liste des tableaux
Résumé
Introduction générale.................................................................................................................. 1
Généralité sur les verres ................................................................................... 3 CHAPITRE I.
I.1 Histoire du verre .......................................................................................................... 3
I.2 Définition du verre ....................................................................................................... 3
I.3 Propriétés du verre ....................................................................................................... 4
I.3.1 Propriétés physiques : .............................................................................................. 4
I.3.2 Propriétés thermiques ............................................................................................... 5
I.3.3 Propriétés chimiques ................................................................................................ 5
I.4 Composition chimique du verre .................................................................................. 6
I.4.1 Oxydes formateurs ................................................................................................... 6
I.4.2 Oxydes modificateurs .............................................................................................. 7
I.4.3 Constituants secondaires .......................................................................................... 7
I.5 Différents types de verre industriel ............................................................................. 8
I.5.1 Verres plats .............................................................................................................. 8
I.5.2 Verres creux ............................................................................................................. 8
ETAPES DE FABRICATION DU VERRE PLAT ....................................... 10 CHAPITRE II.
II.1 Définition de verre flot : ............................................................................................ 10
II.2 Composition chimique du verre Silicate Soudo-Calcique ......................................... 10
II.2.1 Sable (SiO2) ........................................................................................................ 10
II.2.2 Carbonate de soude (Na2 Co3) ............................................................................ 11
II.2.3 Dolomie (CaMg (CO3)2) .................................................................................... 11
II.2.4 Calcaire (CaCO3) ................................................................................................ 11
II.2.5 Feldspath [(K,Na) AlSi3O8 ] ............................................................................. 12
II.2.6 Sulfate de soude ................................................................................................. 12
II.2.7 Charbon .............................................................................................................. 13
II.2.8 Oxyde de fer ....................................................................................................... 13
II.2.9 Calcin ................................................................................................................. 13
II.3 Fusion de verre Silicate Sodo-Calcique ..................................................................... 13
II.3.1 Four à brûleurs transversaux .............................................................................. 13
II.3.2 Etape de fusion ................................................................................................... 14
II.3.3 Etape d’affinage ................................................................................................. 15
II.3.4 La Gorge ............................................................................................................. 15
II.3.5 Etape de conditionnement thermique ................................................................. 16
II.4 Mise en forme du verre .............................................................................................. 17
II.4.1 Principe ............................................................................................................... 17
II.4.2 Bain d’étain ........................................................................................................ 17
II.4.3 Comportement du ruban de verre dans le bain d'étain ....................................... 18
II.4.4 Top Rolls ............................................................................................................ 19
II.5 Recuit du verre ........................................................................................................... 20
II.6 Découpe du verre ....................................................................................................... 20
II.7 verre feuilleté ............................................................................................................. 21
II.7.1 Définition du PVB (polyvinyle butyrale) ........................................................... 21
II.7.2 Fabrication du verre feuilleté ............................................................................. 21
II.7.3 Films intercalaires en PVB ................................................................................. 22
Techniques Acoustiques ................................................................................. 23 CHAPITRE III.
III.1 Introduction ............................................................................................................... 23
III.2 LA MICROSCOPIE ACOUSTIQUE ....................................................................... 23
III.3 Configuration du SAM .............................................................................................. 24
III.3.1 Modes de fonctionnement .................................................................................. 24
III.3.2 Analyse quantitative ........................................................................................... 25
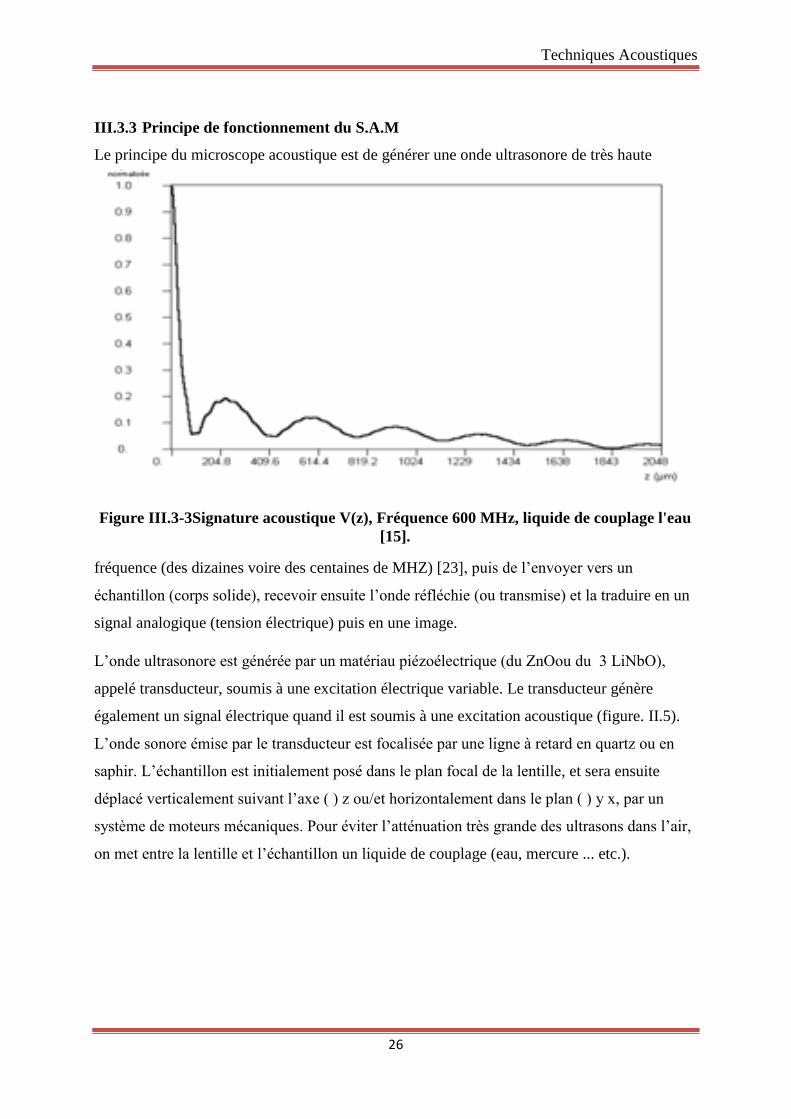
III.3.3 Principe de fonctionnement du S.A.M ............................................................... 26
III.3.4 Avantages du S.A.M .......................................................................................... 27
III.3.5 Eléments du S.A.M ............................................................................................ 27
III.4 Atténuation des ultrasons ........................................................................................... 28
III.4.1 L'atténuation dans les fluides : ........................................................................... 28
III.5 Micro-échographie ..................................................................................................... 29
III.5.1 DESCRIPTION DE L'APPAREILLAGE .......................................................... 30
III.6 Propagation des ondes acoustiques ............................................................................ 31
III.6.1 Les ondes elastiques ........................................................................................... 32
III.7 LES PARAMETRES ELASTIQUES ....................................................................... 33
III.8 REFLEXION DES ONDES ACOUSTIQUES A L’INTERFACE LIQUIDE-
SOLIDE ................................................................................................................................ 34
III.8.1 IMPEDANCE ACOUSTIQUE .......................................................................... 34
III.8.2 COEFFICIENT DE REFLEXION ..................................................................... 35
Partie expérimentale : ..................................................................................... 36 CHAPITRE IV.
IV.1.1 Spectrophotométrie UV-Visible ......................................................................... 36
IV.1.2 Masse volumique ................................................................................................ 37
IV.2 Micro échographie ..................................................................................................... 39
IV.2.1 Etude expérimentale de la structure Verre et la la structure du PVB ................. 39
IV.2.2 Fluorescence X : ................................................................................................. 43
IV.2.3 Calcul des propriétés mécaniques du PVB......................................................... 45
IV.2.4 Etude expérimentale de la structure Verre/PVB/Verre ...................................... 46
IV.3 Micro dureté .............................................................................................................. 47
IV.3.1 Définition ........................................................................................................... 47
IV.4 Test destructif ............................................................................................................ 49
IV.4.1 Fragmentation ..................................................................................................... 49
IV.5 Résultats et discussion ............................................................................................... 50
IV.6 Simulation par microscopie acoustique ..................................................................... 51
IV.6.1 Objectif ............................................................................................................... 51
IV.6.2 Liquide de couplage ........................................................................................... 51
IV.6.3 MODELISATION DU COEFFICIENT DE REFLEXION R(θ) ET DE LA
SIGNATURE ACOUSTIQUE V(z) ................................................................................. 52
IV.6.4 DETERMINATION DES VITESSES DE PROPAGATION A PARTIR DE
R(θ) 53
IV.6.5 Courbes de dispersion ........................................................................................ 53
IV.6.6 Variation des modules élastiques ....................................................................... 54
IV.6.7 Effet de l’épaisseur du PVB sur les modules élastiques .................................... 58
IV.6.8 Effet du nombre de couche sur les propriétés élastiques ................................... 60
IV.6.9 Etude comparative entre la simulation et l’expérience ...................................... 60
Conclusion générale ................................................................................................................. 62
Références bibliographique
Annexe
Liste des figures
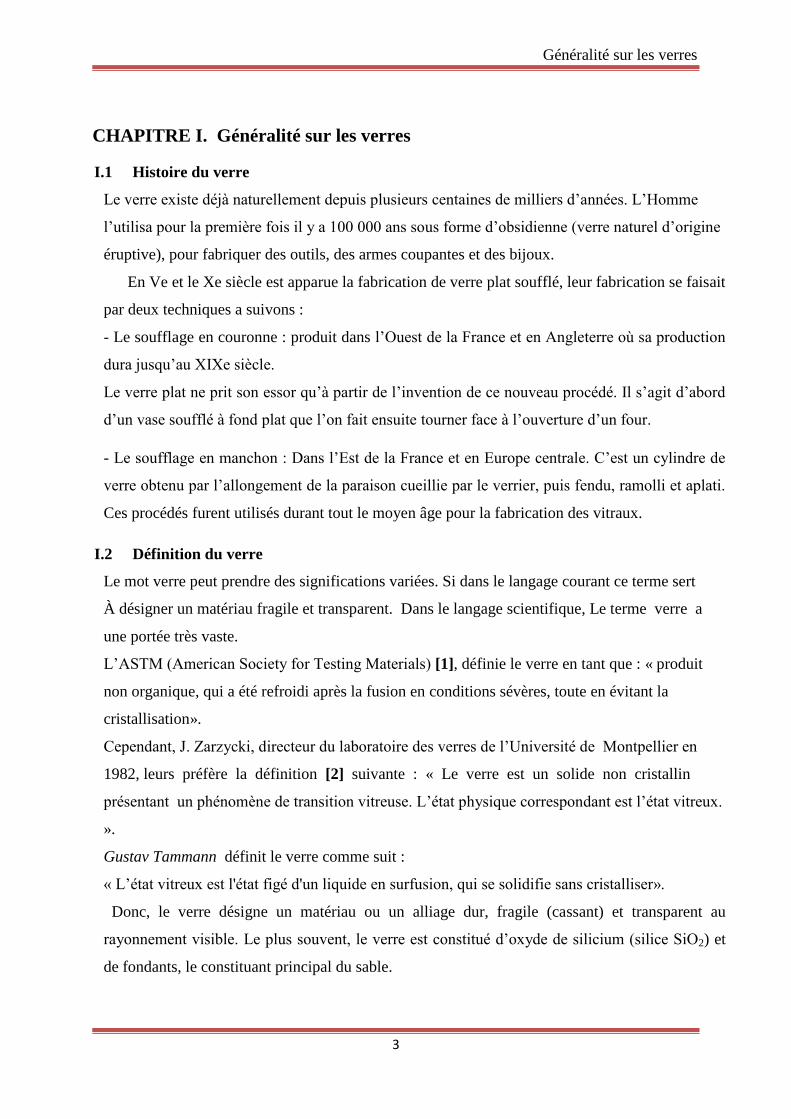
Figure I.2-1 Représentation des structures de la silice cristalline (gauche) et du verre flotté
(droite). ....................................................................................................................................... 4
Figure I.4-1: représentation schématique d’un réseau cristallin de silice. ................................. 6
Figure I.4-2 Schéma montrant la structure moléculaire de Crystal (gauche) et de Verre
(droite). ....................................................................................................................................... 7
Figure I.5-1 Schéma de fonctionnement du procédé Pittsburgh. ............................................... 8
Figure I.5-2 Schéma montrant les différents étapes de procédé pressé-soufflé . ....................... 9
Figure II.1-1 Schéma du processus de fabrication du verre flot. ............................................. 10
Figure II.2-1 Rupture d’une liaison SiO par introduction d’une molécule NaO dans le réseau
de silice. .................................................................................................................................... 11
Figure II.2-2 : Substitution de deux molécules SiO2 par une molécule Al2 O3 dans la
structure d’un verre de silicate (l’introduction de deux Al fait disparaître deux oxygènes non-
pontant) [7]. .............................................................................................................................. 12
Figure II.3-1 Four à brûleurs transversaux (coupe transversale).............................................. 14
Figure II.3-2 Courant de convection dans un four de verrerie. ................................................ 16
Figure II.3-3 : Zones de fusion dans le four a régénérateurs (Vue de haut). ............................ 16
Figure II.4-1 : Résistances électriques du bain d’étain. ........................................................... 17
Figure II.4-2 Etapes du développement du procédé flot . ........................................................ 18
Figure II.4-3 Épaisseur d’équilibre d’une feuille de verre flotté. ............................................. 19
Figure II.4-4 : Schéma d’une série du Top Rolls (vue de l’intérieure). ................................... 19
Figure II.4-5 Photo représente un Top Roll en contact avec le ruban du verre........................ 19
Figure II.4-6 Photo d’une série du Top Rolls (vue d’extérieur). .............................................. 20
Figure II.6-1 : Schéma d’enlèvement des bords du ruban. ....................................................... 21
Figure II.7-1Chaine de fabrication du verre feuilleté ............................................................... 22
Figure III.3-1 Fonctionnement du SAM en Transmission. ...................................................... 25
Figure III.3-2 Fonctionnement du SAM en Réflexion. ............................................................ 25
Figure III.3-3Signature acoustique V(z), Fréquence 600 MHz, liquide de couplage l'eau [15].
.................................................................................................................................................. 26
Figure III.3-4 Schéma du principe de conversion des ondes acoustiques - signal analogique. 27
Figure III.3-5 : Vue d’un microscope acoustique fonctionnant en mode de réflexion. ........... 28
Figure III.5-1Capteur acoustique en mode de réflexion (a) et de transmission (b) ................. 30
Figure III.5-2Configuration d'un capteur acoustique. .............................................................. 30
Figure III.8-1spectrometre UV de marque perklinElmer Lambda1050. .................................. 36
Figure III.8-2 Courbes de transmission et réflexion. ............................................................... 37
Figure III.8-3 desimètre electronique Alfa Mirage. ................................................................. 38
Figure IV.2-1Schéma de principe du micro-échographe en mode de réflexion ...................... 40
Figure IV.2-2Montage opératoire de l’échographe en mode de réflexion, liquide de couplage :
eau, 20f MHz ..................................................................................................................... 40
Figure IV.2-3signale typique d'un capteur acoustique en mode impulsionnelle pour un
échantillon de verre .................................................................................................................. 40
Figure IV.2-4 spectre de raies d’épaisseur du verre (4mm) en fonction de la fréquence. ....... 41
Figure IV.2-5 détermination de la fréquence fondamentale par l’ordre de piques. ................. 41
Figure IV.2-6 Oscillogramme de la structure eau/ verre, F = 20 MHz ................................... 42
Figure IV.2-7: Appareil de la fluorescence X de marque Bruker. ........................................... 44
Figure IV.2-82Polisseuse pour verre (a) et échantillons après polissage et fluorescence X (b).
.................................................................................................................................................. 44
Figure IV.2-9Oscillogramme de la structure eau/ PVB, F = 50 MHz .................................... 45
Figure IV.2-10 Oscillogramme de la structure eau/Verre 3mm/PVB 0.76/Verre 3mm, F = 50
MHz .......................................................................................................................................... 47
Figure IV.3-1 évolution de la micro dureté en fonction de la force pour le verre 3 mm ......... 48
Figure IV.3-21 évolution de la micro dureté en fonction de la force pour le verre 4 mm ....... 48
Figure IV.4-1 fragmentation après deux chocs ........................................................................ 49
Figure IV.4-2Fragmentation après le 1 er chocs ...................................................................... 49
Figure IV.4-3 1Fragmentation après 3chocs ............................................................................ 49
Figure IV.4-4Fragmentation après 14 chocs ............................................................................ 49
Figure IV.4-5Fragmente détachés après 14 chocs ................................................................... 50
Figure IV.4-6 L’ensemble du choc .......................................................................................... 50
Figure IV.6-1 courbe de la phase en fonction de l’angle de réflexion pour l'hélium. .............. 51
Figure IV.6-2 courbe de la phase en fonction de l'angle de réflexion pour l'eau. .................... 52
Figure IV.6-3 variation du phase de R(θ) en fonction de l’angle de l’incidence. .................... 52
Figure IV.6-4 courbe de dispersion des vitesses du système V/PVB/V en fonction fréquence
[25] ........................................................................................................................................... 53
Figure IV.6-5 courbe de dispersion de V/PVB/V en fonction de la fréquence ........................ 53
Figure IV.6-7 courbe de dispersion de V/PVB/V en fonction de la fréquence
(4mm/0.76mm/4mm) ............................................................................................................... 54
Figure IV.6-6courbe de dispersion de V/PVB/V en fonction de la fréquence
(3mm/0.76mm/3mm) ............................................................................................................... 54
Figure IV.6-8 variation de la vitesse longitudinale du système V/PVB/V en fonction de la .. 55
Figure IV.6-9 variation de la vitesse transversale du système V/PVB/V en fonction épaisseur
de la couche de verre. ............................................................................................................... 55
Figure IV.6-10 variation de la vitesse de Rayleigh du système V/PVB/V en fonction épaisseur
de la couche de verre. ............................................................................................................... 56
Figure IV.6-11 variation du module de Young du système V/PVB/V en fonction épaisseur de
la couche de verre. .................................................................................................................... 56
Figure IV.6-12 variation du module de cisaillement du système V/PVB/V en fonction de la
couche de verre. ........................................................................................................................ 57
Figure IV.6-13 variation du module de compressibilité en fonction de l'épaisseur du verre ... 57
Figure IV.6-14variation du module de Young en fonction de l'épaisseur du PVB .................. 58
Figure IV.6-15 variation du module de cisaillement en fonction de l'épaisseur du PVB ........ 59
Figure IV.6-16variation du module de compressibilité en fonction de l'épaisseur du pvb ...... 59

Liste des tableaux
Tableau III.2-1 Les microscopes acoustiques. ...................................................................................... 24
Tableau IV.1-1Les compositions chimiques des échantillons analysés par fluorescence X. ................ 45
Tableau IV.1-2 Les propriétés optiques du verre. ................................................................................. 37
Les données des échantillons que nous avons étudiées sont résumées dans le (tableau IV.2-1)........... 39
Tableau IV.2-1caractéristique des échantillons. .................................................................................... 39
Tableau IV.2-2 Propriétés physiques du verre massif .................................. Erreur ! Signet non défini.
Tableau IV.2-3 Propriétés physiques du PVB massif .................................. Erreur ! Signet non défini.
Tableau IV.2-4Propriétés physiques du système Verre/PVB/Verre pour f=20 MHz ........................... 60
Tableau IV.2-5Propriétés physiques du système Verre/PVB/Verre.f=50MHz ..................................... 47
Tableau IV.7-1 valeurs des paramètres des matériaux. ......................................................................... 51

Résumé
Le travail présenté traite l’étude des paramètres élastiques de verre monocouche et
multicouche en basant sur les techniques acoustiques en utilisant les ultrasons et la simulation
des résultats par MATLAB, pour objectif de la caractérisation et modélisation de notre verre.
L’étude se base sur le traitement du signal obtenu par la micro-échographie, en calculant les
vitesses de propagation longitudinale et transversale du verre par considération des différentes
facteurs influents (température, atténuation,…etc.), et puis on déduit les propriétés élastiques
tout en visant d’assurer une bonne qualité de notre produit.
Mots-clés : contrôle non destructif (CND), micro-échographie, microscope acoustique,
atténuation, paramètres élastiques, vitesse longitudinale, vitesse transversale, fréquence,
adhésion, verre monocouche, verre multicouche, PVB.
Abstract
The work presented deals with the study of elastic parameters of monolayer and multilayer
glass based on acoustic techniques using ultrasound and simulation results by MATLAB,
aiming at the characterization and modeling of our glass.
The study is based on the treatment of the signal obtained by micro-ultrasound, calculating the
longitudinal and transverse propagation velocities of the glass by considering the different
influencing factors (temperature, attenuation, etc.) and then deduce the properties Elastics
while aiming to ensure a good quality of our product.
Keywords: non-destructive testing (NDT), micro-ultrasound, acoustic microscope,
attenuation, elastic parameters, longitudinal velocity, transverse velocity, frequency, adhesion,
single layer glass, multilayer glass, PVB.
Introduction générale
1
Introduction générale
La caractérisation du verre comme matériau se fait par deux types de contrôle, un contrôle
destructif (CND) et un contrôle non destructif
Dans notre mémoire on s’intéresse beaucoup plus à étudier le comportement du verre par le
contrôle non destructif (CND).
Le contrôle non destructif (CND) joue un rôle fondamental dans tous les domaines où les
exigences de sécurité sont importantes, comme l'industrie nucléaire, aéronautique,
automobile, ferroviaire...
Les techniques utilisées sont diverses (ultrasons, la microscopie acoustique, l’EMAT
(elctromagnetic acoustic testing), la gammagraphie, les courants de Foucault pulsés,
l’interférométrie Laser, la thermographie, les rayons X, la radiographie et les inspections
visuelles...). Elles dépendent à la fois de la nature du matériau, de la précision requise et de la
géométrie à contrôler.
Dans notre étude on a caractérisé le verre multicouche qui est un matériau qui contient deux
couches de verre ou plus adhérées entre eux par le polyvinyle butyral (PVB), cette structure a
été une source de motivation pour étudier l’état d’adhésion entre les couches de verre.
En s’appuyant sur la technique des ultrasons on peut étudier le comportement de notre verre,
par le calcul des propriétés mécaniques (E, G, ν) indiquant la bonne qualité de notre produit.
Ce calcul est fait par la technique de micro-échographie (ultrasons) : on fait des mesures sur
notre échantillon de verre pour extraire les vitesses de propagation qui ont une relation directe
avec les propriétés élastiques citées précédemment.
Dans nos essais plusieurs facteurs entre en jeu, ces facteurs influents sur nos résultats, on cite
l’atténuation (qui est la perte d’énergie de l’échantillon dans le milieu de couplage), la
température et les conditions de production de notre matériau …etc.
La simulation est une autre méthode par laquelle on modélise et caractérise notre matériau en
trouvant des valeurs des modules élastiques et les comparer avec ceux de l’expérience, cette
modélisation se fait par le logiciel MATLAB.
Le but essentiel visé par notre travail est de minimiser le coût de production de verre en
essayant de maîtriser quelques paramètres comme l’épaisseur de la couche de verre et de PVB
et beaucoup plus le bon état d’adhérence entre les couches.
Notre travail pour cette étude se manifeste par les éléments essentiels suivants :
1. Généralités sur les verres : pour mieux savoir la nature de ce matériau et savoir leur
différentes propriétés (physique, chimique,…etc.).
Introduction générale
2
2. Procédé de fabrication du verre float pour bien montrer les conditions de fabrication,
les étapes et les facteurs influents sur nos échantillons
3. Présenter les techniques acoustiques (microscope acoustique et micro-échographie)
par lesquelles on fait les mesures des paramètres élastiques.
4. La partie expérimentale se compose de deux parties : résultats obtenus par nos essais,
et la discussion appropriée de ces résultats.
5. La simulation des résultats afin de comparer les résultats avec ceux de l’expérience
Chapitre I Généralité sur les verres
Généralité sur les verres
3
Généralité sur les verres CHAPITRE I.
I.1 Histoire du verre
Le verre existe déjà naturellement depuis plusieurs centaines de milliers d’années. L’Homme
l’utilisa pour la première fois il y a 100 000 ans sous forme d’obsidienne (verre naturel d’origine
éruptive), pour fabriquer des outils, des armes coupantes et des bijoux.
En Ve et le Xe siècle est apparue la fabrication de verre plat soufflé, leur fabrication se faisait
par deux techniques a suivons :
- Le soufflage en couronne : produit dans l’Ouest de la France et en Angleterre où sa production
dura jusqu’au XIXe siècle.
Le verre plat ne prit son essor qu’à partir de l’invention de ce nouveau procédé. Il s’agit d’abord
d’un vase soufflé à fond plat que l’on fait ensuite tourner face à l’ouverture d’un four.
- Le soufflage en manchon : Dans l’Est de la France et en Europe centrale. C’est un cylindre de
verre obtenu par l’allongement de la paraison cueillie par le verrier, puis fendu, ramolli et aplati.
Ces procédés furent utilisés durant tout le moyen âge pour la fabrication des vitraux.
I.2 Définition du verre
Le mot verre peut prendre des significations variées. Si dans le langage courant ce terme sert
À désigner un matériau fragile et transparent. Dans le langage scientifique, Le terme verre a
une portée très vaste.
L’ASTM (American Society for Testing Materials) [1], définie le verre en tant que : « produit
non organique, qui a été refroidi après la fusion en conditions sévères, toute en évitant la
cristallisation».
Cependant, J. Zarzycki, directeur du laboratoire des verres de l’Université de Montpellier en
1982, leurs préfère la définition [2] suivante : « Le verre est un solide non cristallin
présentant un phénomène de transition vitreuse. L’état physique correspondant est l’état vitreux.
».
Gustav Tammann définit le verre comme suit :
« L’état vitreux est l'état figé d'un liquide en surfusion, qui se solidifie sans cristalliser».
Donc, le verre désigne un matériau ou un alliage dur, fragile (cassant) et transparent au
rayonnement visible. Le plus souvent, le verre est constitué d’oxyde de silicium (silice SiO2) et
de fondants, le constituant principal du sable.
Généralité sur les verres
4
Figure I.2-1 Représentation des structures de la silice cristalline (gauche) et du verre
flotté (droite).
I.3 Propriétés du verre
Le verre est la seule matière minérale solide que l’on puisse produire à des dimensions et sous
des formes quelconques tout en conservant sa transparence.
I.3.1 Propriétés physiques :
La dureté I.3.1.1
La dureté d'un matériau définit la résistance qu'oppose sa surface à la pénétration d'un poinçon,
par exemple une bille en acier trempé (dureté Brinell) ou une pyramide en diamant (dureté
Vickers)..
La densité I.3.1.2
Elle dépend des composants ; elle est d’environ 2,5g/cm3. Cela signifie qu’un mètre cube pèse
environ deux tonnes et demie ou qu’une feuille d’un mètre carré et d’un millimètre d’épaisseur
pèse 2,5 kg.
Larésistanceetl’élasticité I.3.1.3
la cassure du verre est liée à sa flexion et à sa résistance au choc. Il casse là où le métal se tord.
Contrairement, sa résistance à la compression est importante : il faut une pression de 10 tonnes
pour briser un centimètre cube de verre.
La vitesse maximale de fissuration du verre Vm est définie par l’expression suivante [4] :
Généralité sur les verres
5
√ ⁄ (1)
Avec :
E : module d’Young.
ρ : la masse volumique.
I.3.2 Propriétés thermiques
La dilatation I.3.2.1
Lorsqu’on le compare à d’autres matériaux, le verre présente une faible dilatation thermique
qui, de plus, dépend de sa composition. Il se brise s’il subit un brusque changement de
température car les différentes parties du verre ne se réchauffent pas en même temps.
La chaleur spécifique I.3.2.2
La quantité d'énergie à apporter par échange thermique pour élever d'un kelvin la température
de l'unité de masse d'une substance.
Le coefficient de dilatation thermique de 9,0 x 10-6
/K signifie qu’une plaque de verre flotte
d’un mètre de long soumise à une augmentation de température de 100° K se dilate de 0,9mm.
Pour l’aluminium, la valeur analogue serait de 2,4mm. Ce coefficient varie selon la
composition .
La conductivité I.3.2.3
Le verre est un mauvais conducteur (environ 500 fois moins que le cuivre); on l’utilise
comme isolant électrique.
Il est aussi un bon isolant acoustique suivant l’épaisseur de la feuille. Ceci n'est pas le cas à
chaud car il devient conducteur à partir de 250°C.
- Il est inflammable et incombustible.
I.3.3 Propriétés chimiques
L’actiondel’eau I.3.3.1
L’eau agit sur les silicates qui, en se décomposant, forment un dépôt en surface qui devient
peu à peu opaque ; le verre perd de sa transparence.
Généralité sur les verres
6
L’actiondel’air I.3.3.2
Les silicates alcalins se combinent avec l’acide carbonique contenu dans l’air ce que donne
un dépôt blanchâtre à la surface du verre.
L’actiondelalumière I.3.3.3
Exposés aux ultraviolets, certains verres se colorent ou se décolorent.
I.4 Composition chimique du verre
I.4.1 Oxydes formateurs
L’oxyde de silicium SiO2 est le meilleur oxyde formateur dans l’industrie verrière car il se
trouve abondamment dans la nature sous forme de sable (quartz).
Les sables utilisés dans l’industrie verrière contiennent plus de 99% de SiO2 avec un taux
d’impuretés inférieur à 0,2% .
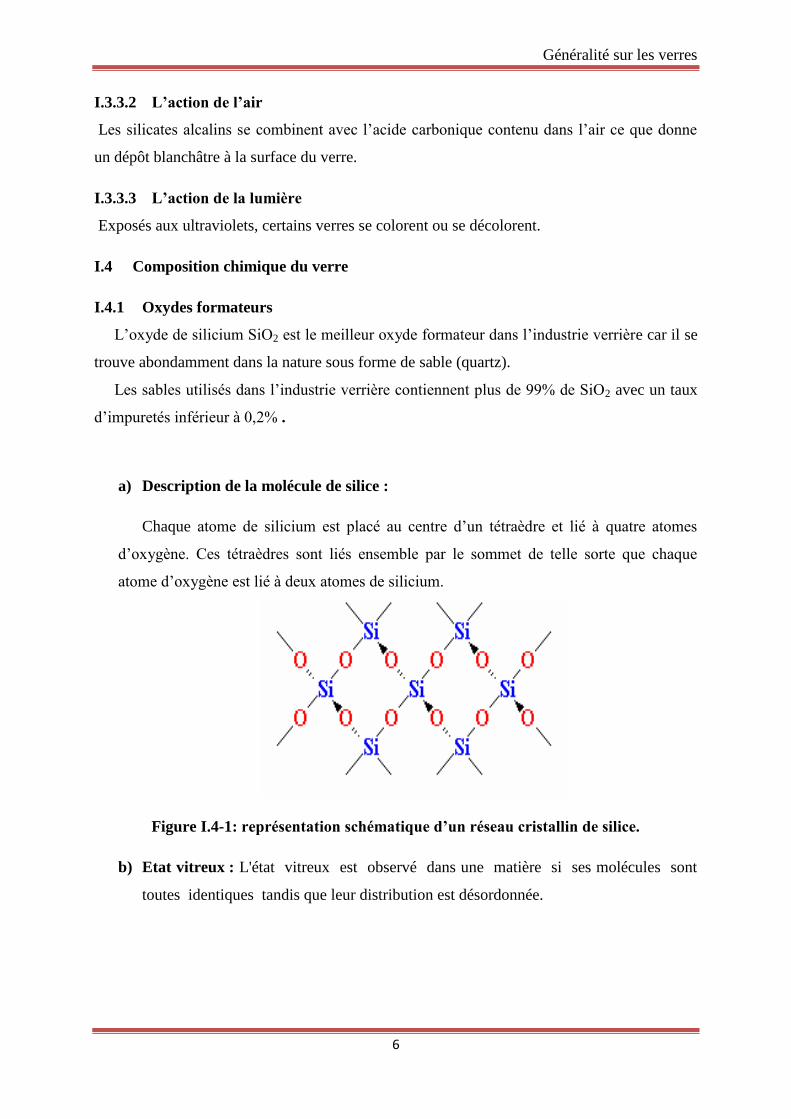
a) Description de la molécule de silice :
Chaque atome de silicium est placé au centre d’un tétraèdre et lié à quatre atomes
d’oxygène. Ces tétraèdres sont liés ensemble par le sommet de telle sorte que chaque
atome d’oxygène est lié à deux atomes de silicium.
Figure I.4-1:représentationschématiqued’unréseaucristallindesilice.
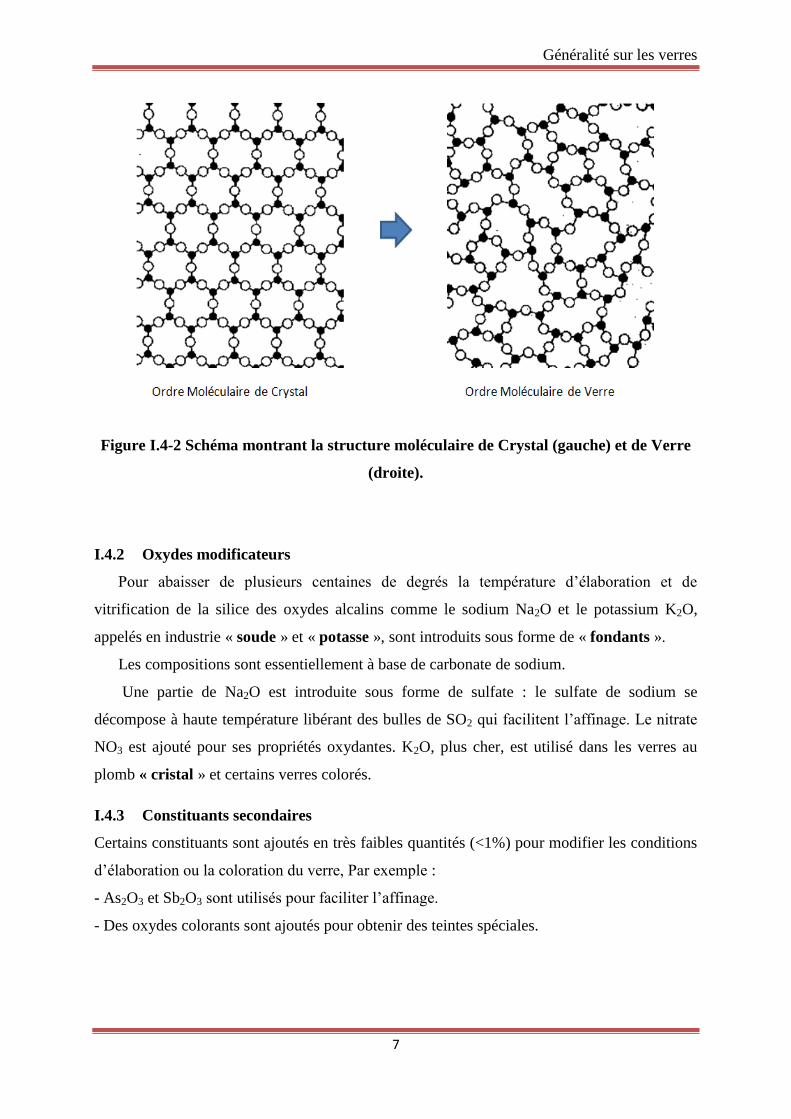
b) Etat vitreux : L'état vitreux est observé dans une matière si ses molécules sont
toutes identiques tandis que leur distribution est désordonnée.
Généralité sur les verres
7
Figure I.4-2 Schéma montrant la structure moléculaire de Crystal (gauche) et de Verre
(droite).
I.4.2 Oxydes modificateurs
Pour abaisser de plusieurs centaines de degrés la température d’élaboration et de
vitrification de la silice des oxydes alcalins comme le sodium Na2O et le potassium K2O,
appelés en industrie « soude » et « potasse », sont introduits sous forme de « fondants ».
Les compositions sont essentiellement à base de carbonate de sodium.
Une partie de Na2O est introduite sous forme de sulfate : le sulfate de sodium se
décompose à haute température libérant des bulles de SO2 qui facilitent l’affinage. Le nitrate
NO3 est ajouté pour ses propriétés oxydantes. K2O, plus cher, est utilisé dans les verres au
plomb « cristal » et certains verres colorés.
I.4.3 Constituants secondaires
Certains constituants sont ajoutés en très faibles quantités (<1%) pour modifier les conditions
d’élaboration ou la coloration du verre, Par exemple :
- As2O3 et Sb2O3 sont utilisés pour faciliter l’affinage.
- Des oxydes colorants sont ajoutés pour obtenir des teintes spéciales.
Généralité sur les verres
8
I.5 Différents types de verre industriel
Les emplois du verre sont très variés, de l’utilisation quotidienne à la haute technologie.
Ils donnent lieu à une production très importante. La production annuelle de la France
(environ 6 % de la production mondiale) est de plus de 3 millions de t.
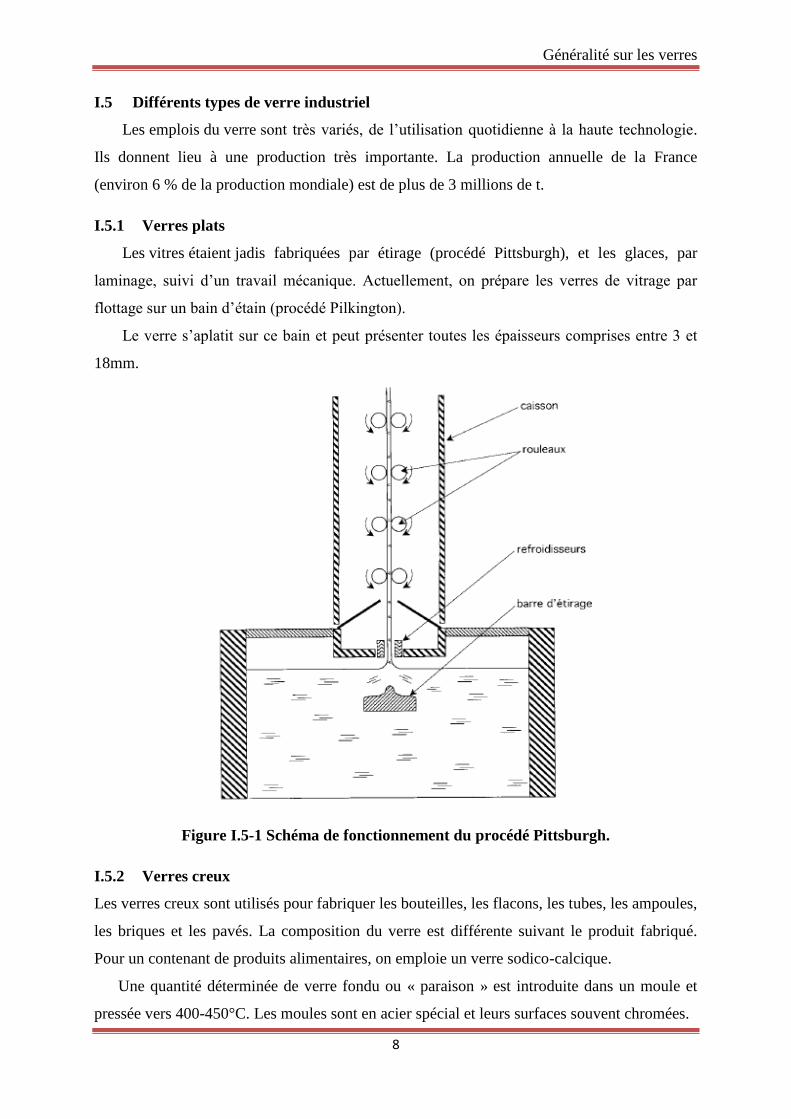
I.5.1 Verres plats
Les vitres étaient jadis fabriquées par étirage (procédé Pittsburgh), et les glaces, par
laminage, suivi d’un travail mécanique. Actuellement, on prépare les verres de vitrage par
flottage sur un bain d’étain (procédé Pilkington).
Le verre s’aplatit sur ce bain et peut présenter toutes les épaisseurs comprises entre 3 et
18mm.
Figure I.5-1 Schéma de fonctionnement du procédé Pittsburgh.
I.5.2 Verres creux
Les verres creux sont utilisés pour fabriquer les bouteilles, les flacons, les tubes, les ampoules,
les briques et les pavés. La composition du verre est différente suivant le produit fabriqué.
Pour un contenant de produits alimentaires, on emploie un verre sodico-calcique.
Une quantité déterminée de verre fondu ou « paraison » est introduite dans un moule et
pressée vers 400-450°C. Les moules sont en acier spécial et leurs surfaces souvent chromées.
Généralité sur les verres
9
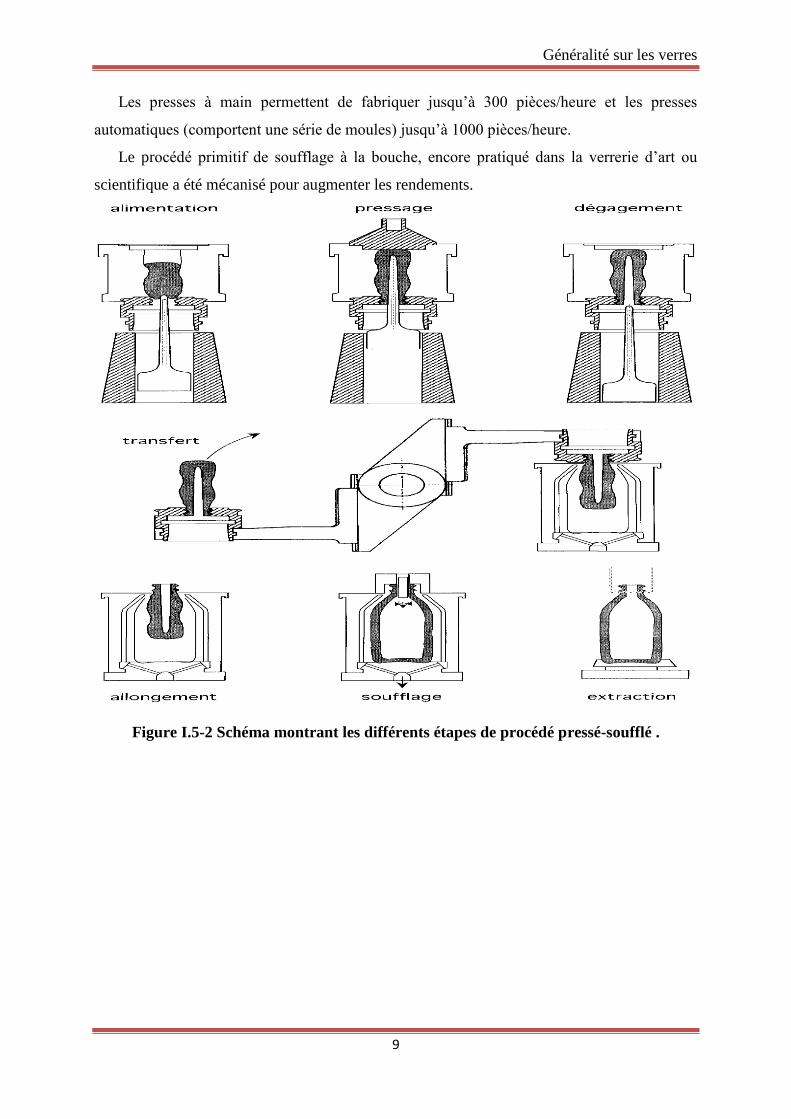
Les presses à main permettent de fabriquer jusqu’à 300 pièces/heure et les presses
automatiques (comportent une série de moules) jusqu’à 1000 pièces/heure.
Le procédé primitif de soufflage à la bouche, encore pratiqué dans la verrerie d’art ou
scientifique a été mécanisé pour augmenter les rendements.
Figure I.5-2 Schéma montrant les différents étapes de procédé pressé-soufflé .
Chapitre II ETAPES DE FABRICATION DU VERRE PLAT
ETAPES DE FABRICATION DU VERRE PLAT
10
ETAPES DE FABRICATION DU VERRE PLAT CHAPITRE II.
II.1 Définition de verre flot :
Le verre flot (float glass) est un type de verre fabriqué par flottage sur un lit de métal fondu,
(généralement l'étain), le plomb et d’autres alliages à bas point de fusion ont été utilisés dans
le passé. Cette méthode donne à la feuille du verre une épaisseur uniforme et une surface très
plane [4].
Le verre flotte est fabriqué dans un long flux continu qui produit un ruban de verre illimité
et ininterrompu, qui peut atteindre chaque jour 30 kilomètres de long, en fonction de
l’épaisseur du verre et de la capacité de l’installation.
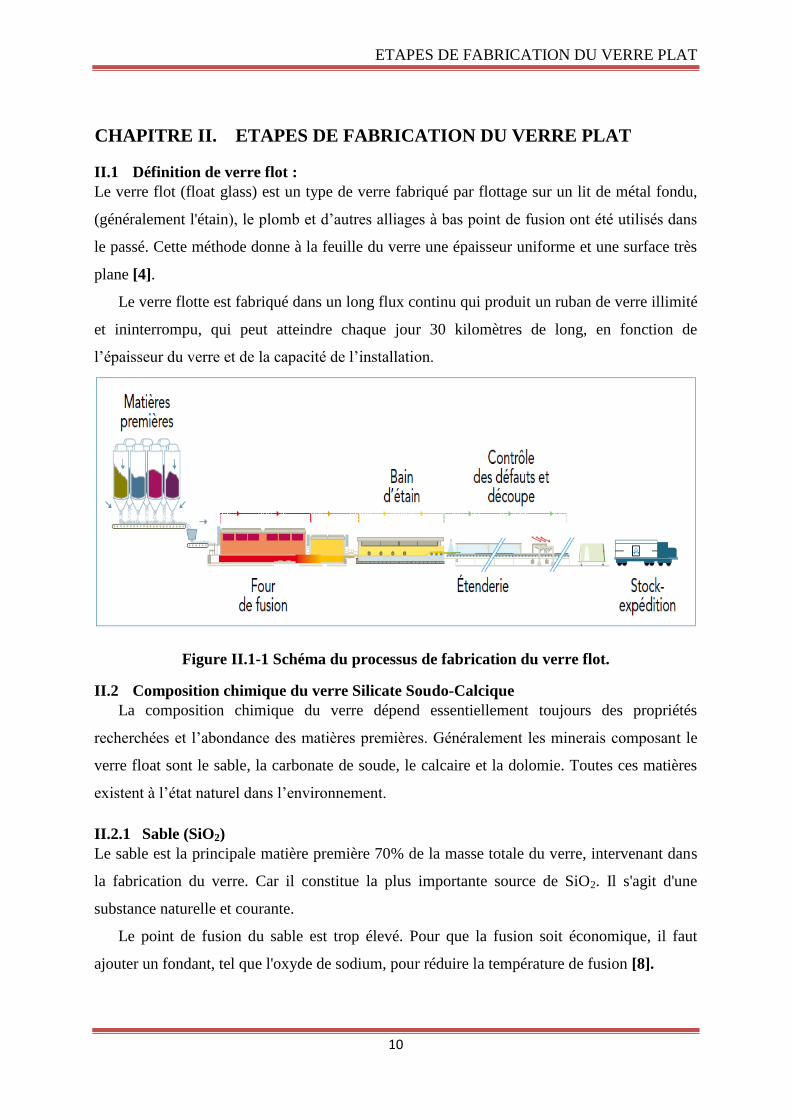
Figure II.1-1 Schéma du processus de fabrication du verre flot.
II.2 Composition chimique du verre Silicate Soudo-Calcique
La composition chimique du verre dépend essentiellement toujours des propriétés
recherchées et l’abondance des matières premières. Généralement les minerais composant le
verre float sont le sable, la carbonate de soude, le calcaire et la dolomie. Toutes ces matières
existent à l’état naturel dans l’environnement.
II.2.1 Sable (SiO2)
Le sable est la principale matière première 70% de la masse totale du verre, intervenant dans
la fabrication du verre. Car il constitue la plus importante source de SiO2. Il s'agit d'une
substance naturelle et courante.
Le point de fusion du sable est trop élevé. Pour que la fusion soit économique, il faut
ajouter un fondant, tel que l'oxyde de sodium, pour réduire la température de fusion [8].
ETAPES DE FABRICATION DU VERRE PLAT
11
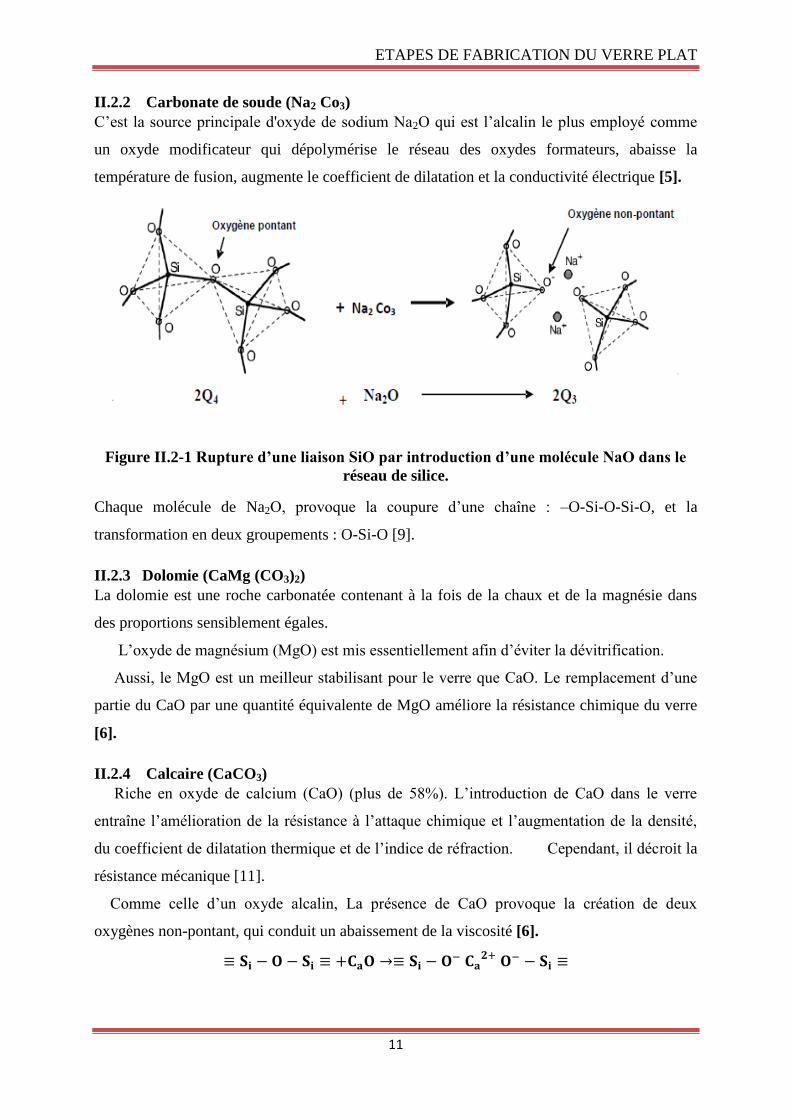
II.2.2 Carbonate de soude (Na2 Co3)
C’est la source principale d'oxyde de sodium Na2O qui est l’alcalin le plus employé comme
un oxyde modificateur qui dépolymérise le réseau des oxydes formateurs, abaisse la
température de fusion, augmente le coefficient de dilatation et la conductivité électrique [5].
Figure II.2-1 Ruptured’uneliaisonSiOparintroductiond’unemoléculeNaOdansle
réseau de silice.
Chaque molécule de Na2O, provoque la coupure d’une chaîne : –O-Si-O-Si-O, et la
transformation en deux groupements : O-Si-O [9].
II.2.3 Dolomie (CaMg (CO3)2)
La dolomie est une roche carbonatée contenant à la fois de la chaux et de la magnésie dans
des proportions sensiblement égales.
L’oxyde de magnésium (MgO) est mis essentiellement afin d’éviter la dévitrification.
Aussi, le MgO est un meilleur stabilisant pour le verre que CaO. Le remplacement d’une
partie du CaO par une quantité équivalente de MgO améliore la résistance chimique du verre
[6].
II.2.4 Calcaire (CaCO3)
Riche en oxyde de calcium (CaO) (plus de 58%). L’introduction de CaO dans le verre
entraîne l’amélioration de la résistance à l’attaque chimique et l’augmentation de la densité,
du coefficient de dilatation thermique et de l’indice de réfraction. Cependant, il décroit la
résistance mécanique [11].
Comme celle d’un oxyde alcalin, La présence de CaO provoque la création de deux
oxygènes non-pontant, qui conduit un abaissement de la viscosité [6].
ETAPES DE FABRICATION DU VERRE PLAT
12
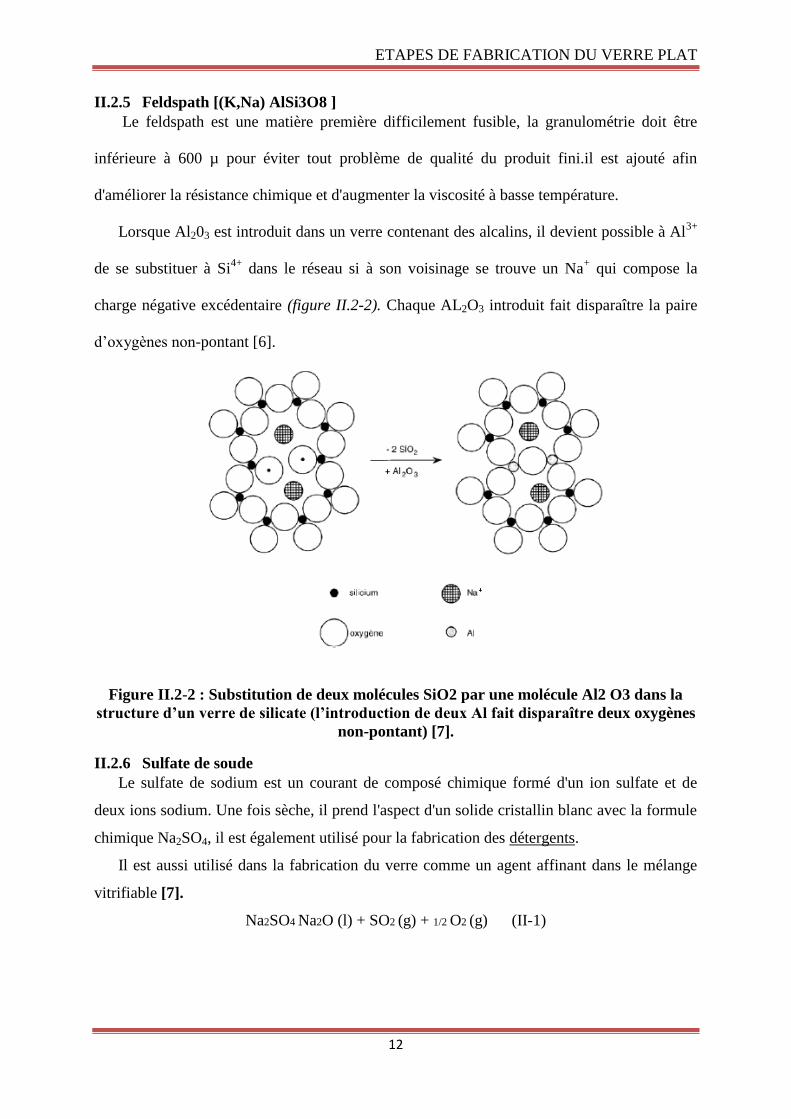
II.2.5 Feldspath [(K,Na) AlSi3O8 ]
Le feldspath est une matière première difficilement fusible, la granulométrie doit être
inférieure à 600 µ pour éviter tout problème de qualité du produit fini.il est ajouté afin
d'améliorer la résistance chimique et d'augmenter la viscosité à basse température.
Lorsque Al203 est introduit dans un verre contenant des alcalins, il devient possible à Al3+
de se substituer à Si4+
dans le réseau si à son voisinage se trouve un Na+ qui compose la
charge négative excédentaire (figure II.2-2). Chaque AL2O3 introduit fait disparaître la paire
d’oxygènes non-pontant [6].
Figure II.2-2 : Substitution de deux molécules SiO2 par une molécule Al2 O3 dans la
structured’unverredesilicate(l’introductiondedeuxAlfaitdisparaître deux oxygènes
non-pontant) [7].
II.2.6 Sulfate de soude
Le sulfate de sodium est un courant de composé chimique formé d'un ion sulfate et de
deux ions sodium. Une fois sèche, il prend l'aspect d'un solide cristallin blanc avec la formule
chimique Na2SO4, il est également utilisé pour la fabrication des détergents.
Il est aussi utilisé dans la fabrication du verre comme un agent affinant dans le mélange
vitrifiable [7].
Na2SO4 Na2O (l) + SO2 (g) + 1/2 O2 (g) (II-1)
ETAPES DE FABRICATION DU VERRE PLAT
13
II.2.7 Charbon
Le charbon est une roche sédimentaire utilisé comme combustible et formée à partir de la
dégradation partielle de la matière organique dans des plantes, il est considéré comme un très
bon adsorbant pour quelques opérations unitaires.
Il est utilisé dans le mélange vitrifiable comme un réducteur d’oxygène libéré lors de la
décomposition de Na2SO4 selon la réaction suivante :
C + SO3 → SO2 + CO2 …… (II-2)
II.2.8 Oxyde de fer
Ajouté avec des faibles quantités, il est considéré comme un agent colorant, il donne au verre
sa couleur verdâtre.
Il y a des circonstances ou l’oxyde de fer donne au verre une teinte bleue, et dans l’autre
donne une teinte jaune, dans ces deux cas le fer se trouve à des degrés différents d’oxydations.
Le second rôle d’oxyde de fer est d’assurer la stabilité de régime thermique dans le four de
fusion grâce à sa bonne conductivité thermique.
L’oxyde de fer est considéré aussi comme régulateur de la transmission lumineuse du
verre.
II.2.9 Calcin
C’est la matière première la plus importante en volume devant le sable et la seconde en
coût derrière le carbonate. Le calcin est du verre de récupération qu’on emploie comme
matière première.
L’emploie du calcin a une grande importance car la fusion de ce dernier consomme moins
d’énergie que le mélange vitrifiable.
II.3 Fusion de verre Silicate Sodo-Calcique
Les matières premières (sont appelées mélanges vitrifiable), pesées et mélangées et
introduites dans le four de fusion, la fusion a lieu température à 1550 °C
II.3.1 Four à brûleurs transversaux
Une enceinte chauffée où s'opère la transformation du mélange vitrifiable en verre utilisant
des systèmes de récupération de la chaleur par régénération. Les orifices d’arrivée d’air ou
d’évacuation des fumées sont situés sur les côtés du four.
ETAPES DE FABRICATION DU VERRE PLAT
14
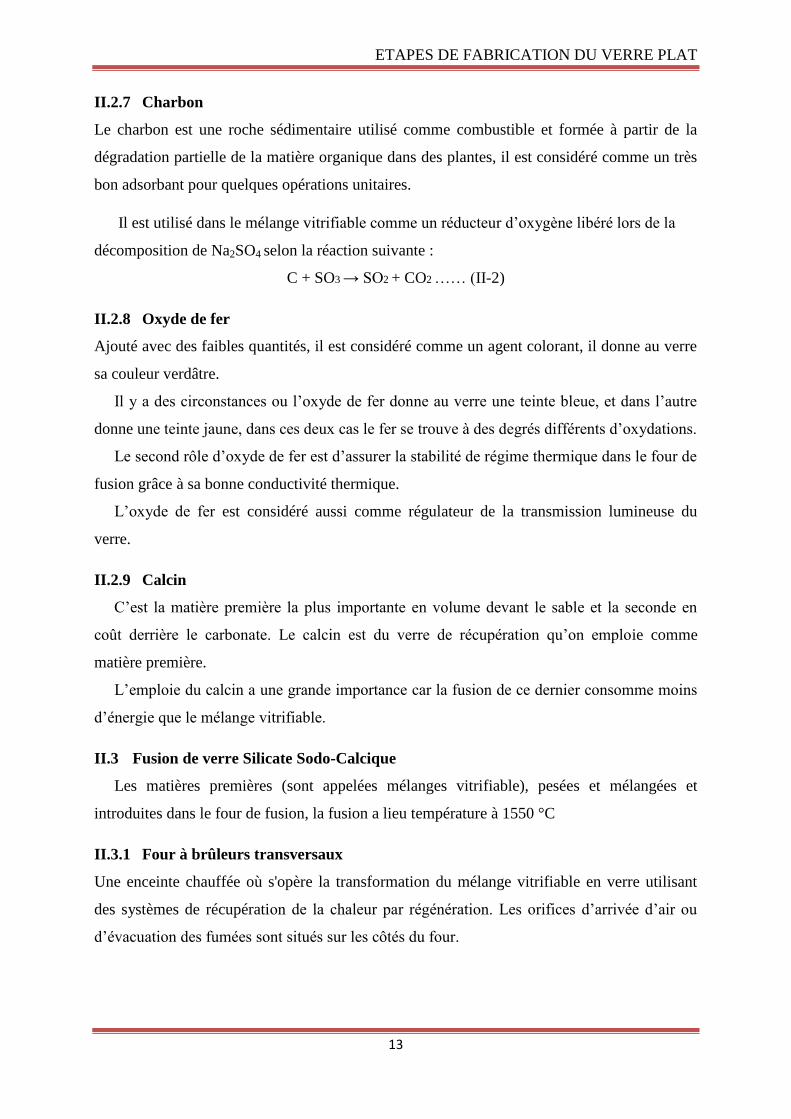
Figure II.3-1 Four à brûleurs transversaux (coupe transversale).
Les fumées sont utilisées pour préchauffer l'air de combustion grâce à leur passage dans
une chambre contenant des briques réfractaires, qui se réchauffent à leur contact.
Les brûleurs fonctionnent d’une façon alternative, après chaque vingt (20) minute le
système est inversé et l'air de combustion passe à travers la chambre préalablement chauffée.
Les parois des cuves de fusion sont constituées par des blocs verticaux évitant tout joint
horizontal qui constitue une amorce de corrosion (consommation progressive du réfractaire).
Dans ce type de four, l’usure par corrosion est prépondérante au niveau de la flottaison où il y
a contact avec la composition non fondu (usure en coup de sabre) [8].
On peut également éviter ou ralentir temporairement cette corrosion en faisant abaisser le
niveau de matière première dans la cuve de four, et peut être que c’est l’avantage principal
que représente le four à brûleurs transversaux par rapport au four électrique, ou l’usure
répartie sur toute la hauteur (usure en tonneau).
II.3.2 Etape de fusion
Au cours de la fusion, le mélange vitrifiable est transformé en une masse liquide dans
laquelle se dissolvent même les particules les moins miscibles, c’est-a-dire les plus riches en
SiO2 et pauvres en Na2O.
Le carbonate de sodium fond, lorsqu’il est seul, à 850° C. Mais des 775° C, il commence à
réagir avec les grains de sable :
SiO2 + Na2CO3 → Na2SiO3 + CO2 (II-3)
Chaque grain de sable dégage des bulles de dioxyde de carbone dans un liquide qui devient
de plus en plus visqueux à mesure que le carbonate se transforme en silicate.

ETAPES DE FABRICATION DU VERRE PLAT
15
Quant aux grains de calcaire, ils ne fondent pas mais perdent leur CO2 en se transformant en
chaux :
Ca2CO3 → CaO + CO2 (II-4)
La dolomie se décompose de manière analogue, puis CaO et MgO se dissolvent dans la
phase liquide dont la composition devient très proche de la composition finale [8].
On appelle chaleur de fusion, la chaleur à fournir pour obtenir un kilogramme de verre à
partir du mélange vitrifiable. Pour la composition sodo-calcique, elle vaut environ 0,73
kWh.kg–1
.
II.3.3 Etaped’affinage
Le verre fondu contient de nombreuses bulles de gaz qui se trouvent piégés dans le liquide à
forte viscosité.
La vitesse ascensionnelle v d’une bulle de gaz de rayon r dans un liquide de viscosité η vaut :
(II-5)
Où ρ est la masse volumique du liquide et g l’accélération de la pesanteur.
À 1450 °C, la viscosité du bain est environ 10 Pa .s. L’application de cette équation à une
bulle de 0,1 mm de diamètre montre qu’il lui faut environ 140 heures pour s’élever d’un mètre
dans le bain.
L’affinage est l’étape au cours de laquelle disparaissent les bulles de gaz grâce à des
substances en faible concentration qui, en se décomposant à la température de fusion du bain,
fournissent des gaz qui font gonfler les bulles et accélèrent ainsi leur évacuation. Quand il n’y
a plus de microbulles l’affinage est terminé et la décomposition de l’affinant s’arrête aussi.
Dans le cas d’un verre sodo-calcique, l’affinant est à peu près systématiquement un sulfate
(de sodium ou de calcium). Sa décomposition peut s’écrire :
2 Na2SO4 → 2 Na2O + O2 + 2 SO2 (II-6)
Le gonflage des bulles se fait donc avec un mélange de SO2 et O2 [8].
II.3.4 La Gorge
C’est une zone intermédiaire entre l’affinage et le conditionnement. Elle est considérée
comme un barrage pour stopper les impuretés qui flottent sur la surface du verre grâce à des
barres en acier introduits à la sortie de cette zone. Elle permet aussi de régler le débit du verre.
Elle contient environ sept (07) malaxeurs qui assurent l’homogénéisation du liquide. Cette
homogénéisation est assurée aussi par le courant de convection naturel et l’ascension des
bulles (affinage).
ETAPES DE FABRICATION DU VERRE PLAT
16
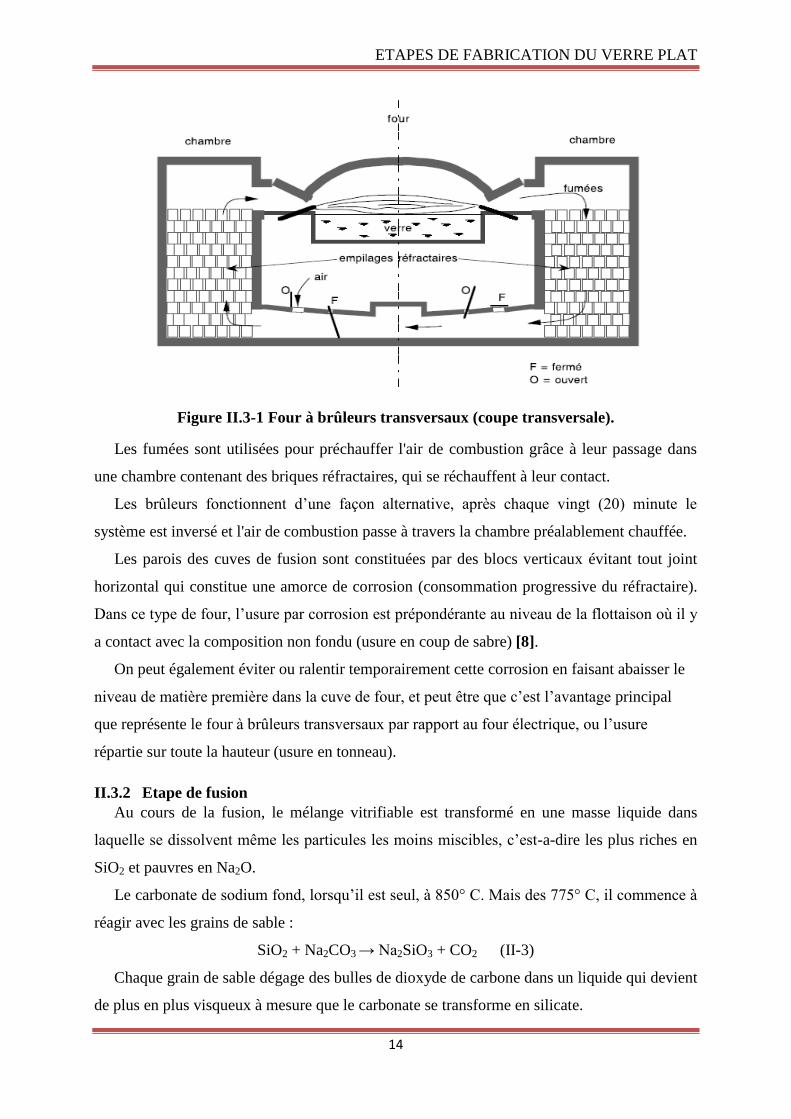
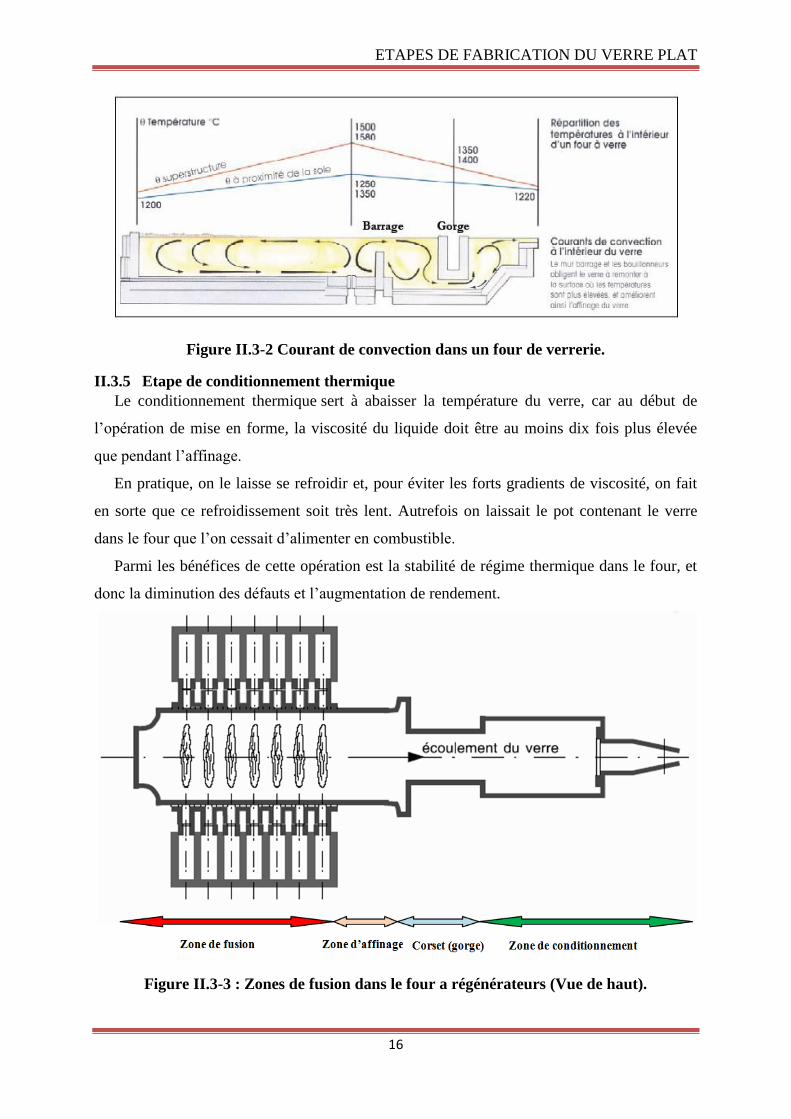
Figure II.3-2 Courant de convection dans un four de verrerie.
II.3.5 Etape de conditionnement thermique
Le conditionnement thermique sert à abaisser la température du verre, car au début de
l’opération de mise en forme, la viscosité du liquide doit être au moins dix fois plus élevée
que pendant l’affinage.
En pratique, on le laisse se refroidir et, pour éviter les forts gradients de viscosité, on fait
en sorte que ce refroidissement soit très lent. Autrefois on laissait le pot contenant le verre
dans le four que l’on cessait d’alimenter en combustible.
Parmi les bénéfices de cette opération est la stabilité de régime thermique dans le four, et
donc la diminution des défauts et l’augmentation de rendement.
Figure II.3-3 : Zones de fusion dans le four a régénérateurs (Vue de haut).
ETAPES DE FABRICATION DU VERRE PLAT
17
II.4 Mise en forme du verre
II.4.1 Principe
Le verre liquide est dirigé sur un bain d’étain liquide. Le fait de flotter librement sur la
surface absolument plane du bain d’étain allié à un chauffage simultané de la surface
supérieure (poli naturel) permet d’obtenir une feuille de verre aux faces parallèles, similaire à
un miroir. Des rouleaux, appelés Top Rolls, permettent de définir l’épaisseur du verre.
II.4.2 Baind’étain
C’est un système étanche avec une atmosphère contrôlée composée d'azote et d'hydrogène.
Il se compose d'une structure en acier, d'une enveloppe métallique supérieure, d'une
enveloppe métallique inférieure protégée de l'étain par des réfractaires spéciaux et de
systèmes de contrôle de la température du ruban de verre et du formage.
Le bain mesure environ 60 m de long sur 8 m de large avec une vitesse de défilement
pouvant atteindre jusqu'à 25 m/min. Il contient près de 200 tonnes d'étain pur, fondu à une
température moyenne de 800 °C.
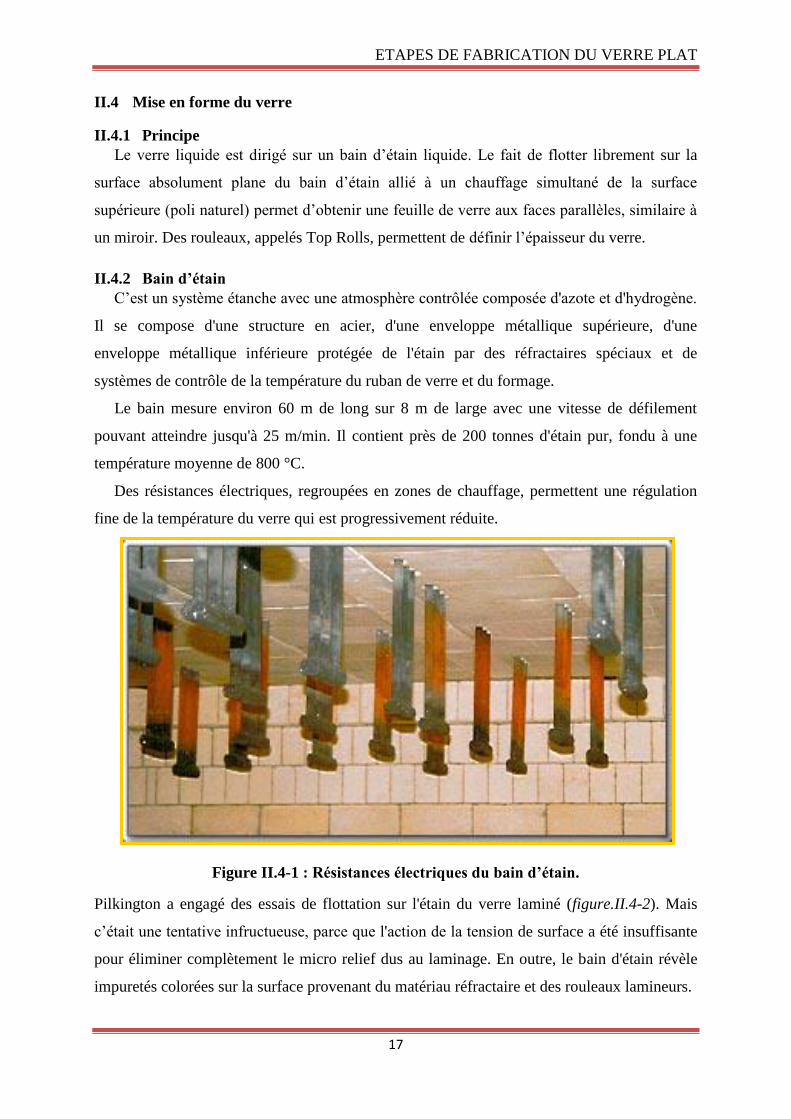
Des résistances électriques, regroupées en zones de chauffage, permettent une régulation
fine de la température du verre qui est progressivement réduite.
Figure II.4-1 :Résistancesélectriquesdubaind’étain.
Pilkington a engagé des essais de flottation sur l'étain du verre laminé (figure.II.4-2). Mais
c’était une tentative infructueuse, parce que l'action de la tension de surface a été insuffisante
pour éliminer complètement le micro relief dus au laminage. En outre, le bain d'étain révèle
impuretés colorées sur la surface provenant du matériau réfractaire et des rouleaux lamineurs.
ETAPES DE FABRICATION DU VERRE PLAT
18
Figure II.4-2 Etapes du développement du procédé flot .
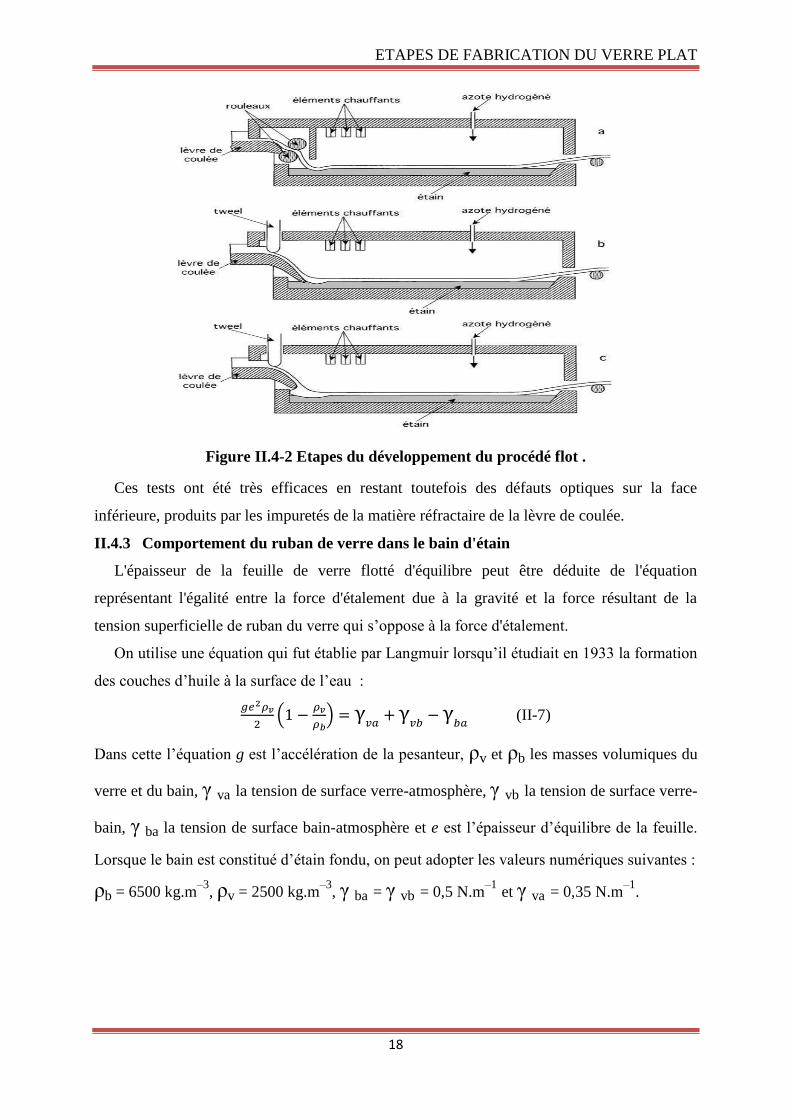
Ces tests ont été très efficaces en restant toutefois des défauts optiques sur la face
inférieure, produits par les impuretés de la matière réfractaire de la lèvre de coulée.
II.4.3 Comportement du ruban de verre dans le bain d'étain
L'épaisseur de la feuille de verre flotté d'équilibre peut être déduite de l'équation
représentant l'égalité entre la force d'étalement due à la gravité et la force résultant de la
tension superficielle de ruban du verre qui s’oppose à la force d'étalement.
On utilise une équation qui fut établie par Langmuir lorsqu’il étudiait en 1933 la formation
des couches d’huile à la surface de l’eau :
(
)
(II-7)
Dans cette l’équation g est l’accélération de la pesanteur, ρv et ρb les masses volumiques du
verre et du bain, γ va la tension de surface verre-atmosphère, γ vb la tension de surface verre-
bain, γ ba la tension de surface bain-atmosphère et e est l’épaisseur d’équilibre de la feuille.
Lorsque le bain est constitué d’étain fondu, on peut adopter les valeurs numériques suivantes :
ρb = 6500 kg.m–3
, ρv = 2500 kg.m–3
, γ ba = γ vb = 0,5 N.m–1
et γ va = 0,35 N.m–1
.
ETAPES DE FABRICATION DU VERRE PLAT
19
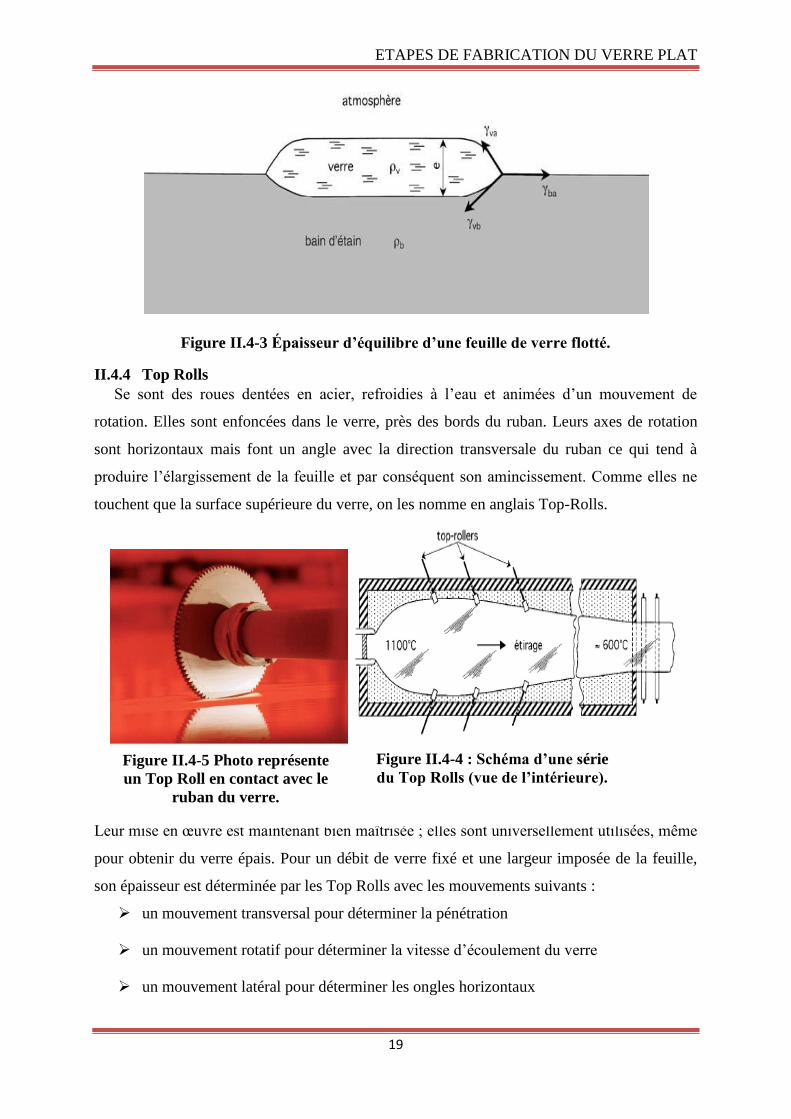
Figure II.4-3 Épaisseurd’équilibred’unefeuilledeverreflotté.
II.4.4 Top Rolls
Se sont des roues dentées en acier, refroidies à l’eau et animées d’un mouvement de
rotation. Elles sont enfoncées dans le verre, près des bords du ruban. Leurs axes de rotation
sont horizontaux mais font un angle avec la direction transversale du ruban ce qui tend à
produire l’élargissement de la feuille et par conséquent son amincissement. Comme elles ne
touchent que la surface supérieure du verre, on les nomme en anglais Top-Rolls.
Leur mise en œuvre est maintenant bien maîtrisée ; elles sont universellement utilisées, même
pour obtenir du verre épais. Pour un débit de verre fixé et une largeur imposée de la feuille,
son épaisseur est déterminée par les Top Rolls avec les mouvements suivants :
un mouvement transversal pour déterminer la pénétration
un mouvement rotatif pour déterminer la vitesse d’écoulement du verre
un mouvement latéral pour déterminer les ongles horizontaux
Figure II.4-5 Photo représente
un Top Roll en contact avec le
ruban du verre.
Figure II.4-4 :Schémad’unesérie
duTopRolls(vuedel’intérieure).

ETAPES DE FABRICATION DU VERRE PLAT
20
un mouvement vertical pour déterminer l’impression
Figure II.4-6 Photod’unesérieduTopRolls(vued’extérieur).
II.5 Recuit du verre
Après le bain d’étain, le ruban de verre passe dans un couloir de refroidissement appelé
Etenderie dont la longueur dépasse 119,25 mètres. Il y est refroidi d’environ 600 à 60° C.
Ce refroidissement lent et contrôlé évite toute formation de tensions internes. C’est un
élément important dont dépend la qualité du traitement ultérieur .
Des résistances et des ventilateurs permettent un contrôle précis de la température dans le
sens longitudinal et transversal du ruban :
- Les résistances électriques sont installées dans les bords des deux côtés de l’étenderie.
- La ventilation est assurée par 11 ventilateurs :
6 ventilateurs dans la zone isolante (deux dans chaque section)
5 ventilateurs dans la zone de refroidissement (un dans chaque section)
Pendant le temps de résidence du verre dans l’étenderie, du SO2 est vaporisé sur le sub
surface du ruban : Na2O + SO2 + ½ O2 → Na2SO4
Ce traitement sert à protéger le verre pendant le contact avec les rouleaux et augmenter la
durabilité du verre en milieu acide ou neutre.
II.6 Découpe du verre
La dernière section de la ligne de production est appelée « bout froid ». Elle comprend le
contrôle qualité et la découpe. Le ruban de verre est contrôlé en continu à l’aide de rayons
laser afin de détecter la plus petite imperfection car il est rare de pouvoir détecter à l’œil nu
les zones qui ne répondant pas aux exigences de qualité.
ETAPES DE FABRICATION DU VERRE PLAT
21
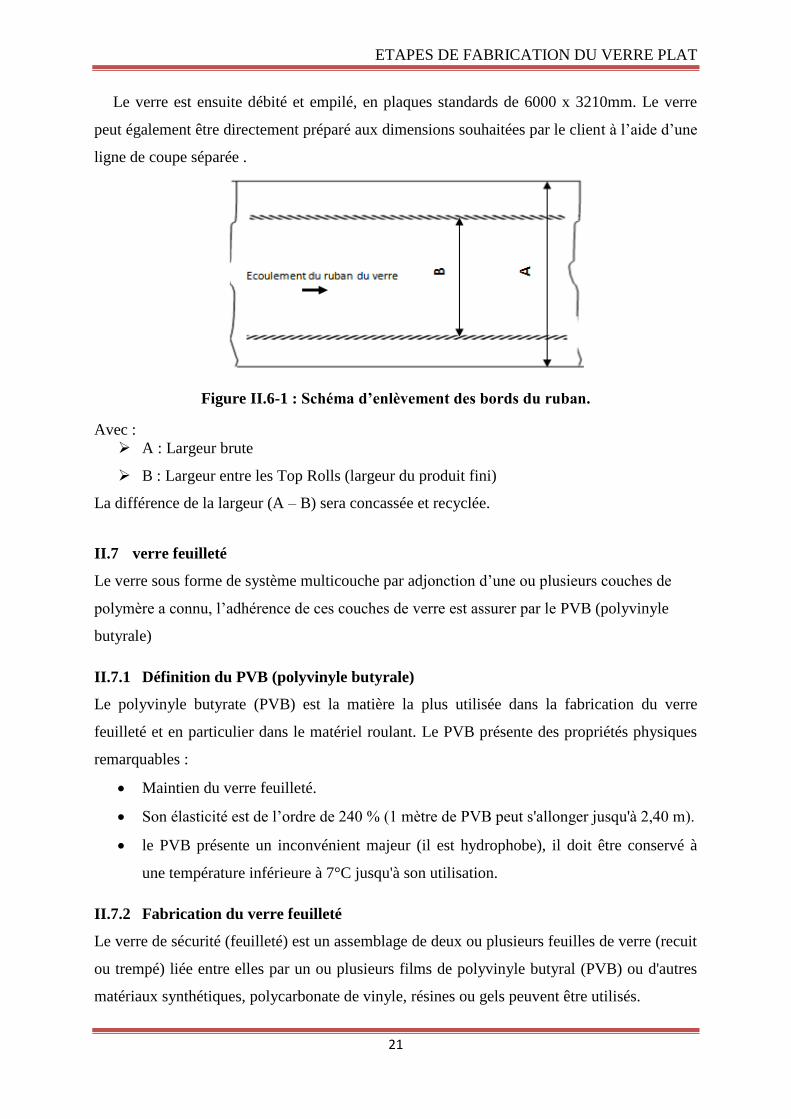
Le verre est ensuite débité et empilé, en plaques standards de 6000 x 3210mm. Le verre
peut également être directement préparé aux dimensions souhaitées par le client à l’aide d’une
ligne de coupe séparée .
Figure II.6-1 :Schémad’enlèvementdesbordsduruban.
Avec :
A : Largeur brute
B : Largeur entre les Top Rolls (largeur du produit fini)
La différence de la largeur (A – B) sera concassée et recyclée.
II.7 verre feuilleté
Le verre sous forme de système multicouche par adjonction d’une ou plusieurs couches de
polymère a connu, l’adhérence de ces couches de verre est assurer par le PVB (polyvinyle
butyrale)
II.7.1 Définition du PVB (polyvinyle butyrale)
Le polyvinyle butyrate (PVB) est la matière la plus utilisée dans la fabrication du verre
feuilleté et en particulier dans le matériel roulant. Le PVB présente des propriétés physiques
remarquables :
Maintien du verre feuilleté.
Son élasticité est de l’ordre de 240 % (1 mètre de PVB peut s'allonger jusqu'à 2,40 m).
le PVB présente un inconvénient majeur (il est hydrophobe), il doit être conservé à
une température inférieure à 7°C jusqu'à son utilisation.
II.7.2 Fabrication du verre feuilleté
Le verre de sécurité (feuilleté) est un assemblage de deux ou plusieurs feuilles de verre (recuit
ou trempé) liée entre elles par un ou plusieurs films de polyvinyle butyral (PVB) ou d'autres
matériaux synthétiques, polycarbonate de vinyle, résines ou gels peuvent être utilisés.
ETAPES DE FABRICATION DU VERRE PLAT
22
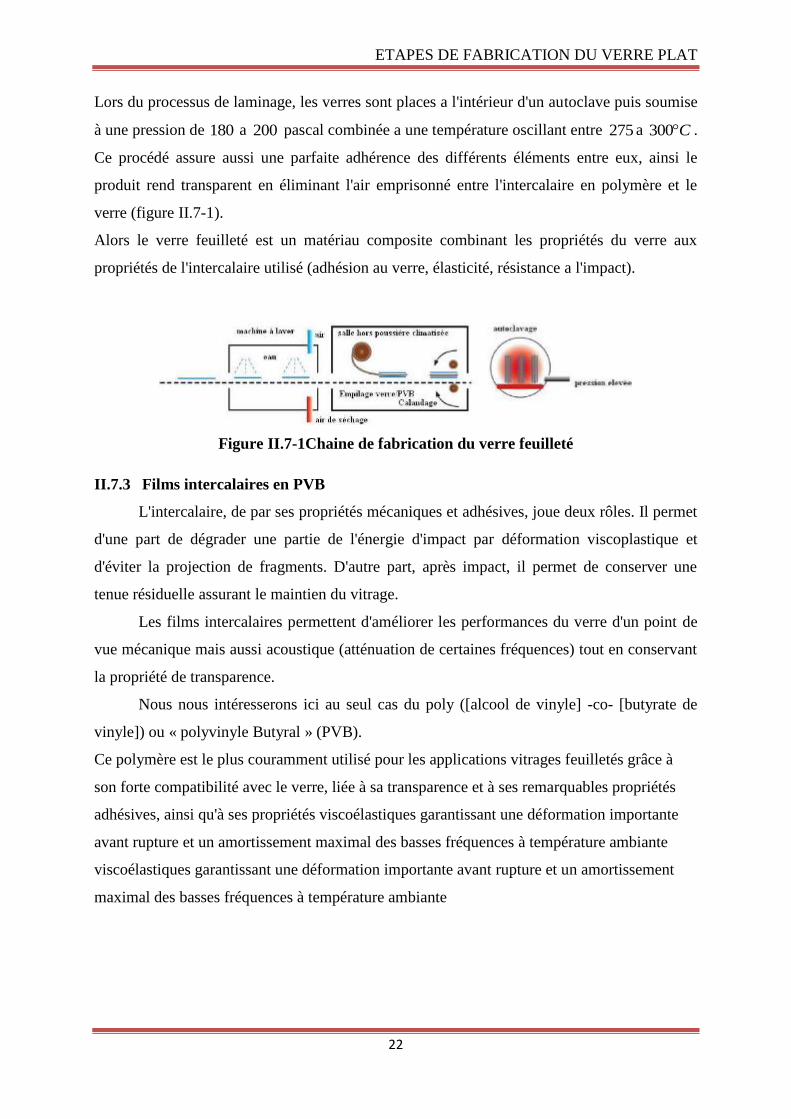
Lors du processus de laminage, les verres sont places a l'intérieur d'un autoclave puis soumise
à une pression de 180 a 200 pascal combinée a une température oscillant entre 275 a 300 C .
Ce procédé assure aussi une parfaite adhérence des différents éléments entre eux, ainsi le
produit rend transparent en éliminant l'air emprisonné entre l'intercalaire en polymère et le
verre (figure II.7-1).
Alors le verre feuilleté est un matériau composite combinant les propriétés du verre aux
propriétés de l'intercalaire utilisé (adhésion au verre, élasticité, résistance a l'impact).
Figure II.7-1Chaine de fabrication du verre feuilleté
II.7.3 Films intercalaires en PVB
L'intercalaire, de par ses propriétés mécaniques et adhésives, joue deux rôles. Il permet
d'une part de dégrader une partie de l'énergie d'impact par déformation viscoplastique et
d'éviter la projection de fragments. D'autre part, après impact, il permet de conserver une
tenue résiduelle assurant le maintien du vitrage.
Les films intercalaires permettent d'améliorer les performances du verre d'un point de
vue mécanique mais aussi acoustique (atténuation de certaines fréquences) tout en conservant
la propriété de transparence.
Nous nous intéresserons ici au seul cas du poly ([alcool de vinyle] -co- [butyrate de
vinyle]) ou « polyvinyle Butyral » (PVB).
Ce polymère est le plus couramment utilisé pour les applications vitrages feuilletés grâce à
son forte compatibilité avec le verre, liée à sa transparence et à ses remarquables propriétés
adhésives, ainsi qu'à ses propriétés viscoélastiques garantissant une déformation importante
avant rupture et un amortissement maximal des basses fréquences à température ambiante
viscoélastiques garantissant une déformation importante avant rupture et un amortissement
maximal des basses fréquences à température ambiante
Chapitre III Techniques Acoustiques
Techniques Acoustiques
23
Techniques Acoustiques CHAPITRE III.
III.1 Introduction
Le Contrôle Non Destructif (CND) consiste à évaluer par une méthode physique, (émission
acoustique, ultrasons, échographie sonore, radiographie X, …), l’intégralité d’une structure.
Cela peut aussi s’effectuer en suivant les processus de dégradation mis en jeu au cours d’un
essai mécanique et les identifier lorsque cela est possible. Afin d’éviter les pertes de matériau
et le recours à des réparations onéreuses, l’intégration des méthodes non destructives, dés la
phase de conception et de fabrication des structures, est devenue une nécessité qui trouve son
utilité dans plusieurs domaines d’application: les infrastructures de transport (secteurs
automobile, ferroviaire, aérien), l’habitat, l'aéronautique, etc. …
Au cours de l’utilisation des matériaux, plusieurs facteurs peuvent entraîner leur
endommagement, (vieillissement hygrothermique, fatigue thermique,…), servant de
précurseurs à un endommagement qui va croître avec la répétition des sollicitations imposées
à la structure en service et finalement conduire à la rupture totale. Il est donc indispensable de
faire appel aux méthodes de Contrôle Non Destructif depuis l’élaboration des matériaux
jusqu’à la fin de leur service. Dans ce qui suit, nous allons donner un aperçu non exhaustif et
succinct des différentes techniques de CND.
III.2 LA MICROSCOPIE ACOUSTIQUE
De nos jour le développement continu de la microscopie acoustique à balayage (SAM:
Scanning Acoustic Microscopy) ont permis d’atteindre des résolutions de l’ordre du
nanomètre [9]. La microscopie acoustique est la seule méthode de visualisation à fournir des
images de la subsurface jusqu’au cœur de la matière. C’est donc une technique d’imagerie de
l’infiniment petit (échelle atomique).
Le concept du microscope fut trouvé par Sokolov en 1949. Il a réalisé que la longueur d’onde
dans l’eau à 3GHz n’était que de 0,5 μm et a donc prédit qu’il serait un jour possible de
construire un microscope ayant de telles performances [10]. Ce n’est qu’en 1970, lorsque les
progrès techniques ont permis de construire des générateurs d’ultrasons que la proposition de
Sokolov a pu être mise en œuvre. En effet les techniques de dépôts sous vide des matériaux
piézoélectrique sur la contre-électrode sont très délicates car il faut respecter une température
fixe et des conditions très strictes pour assurer une cristallisation préférentielle suivant l’axe V
C6et pouvoir générer un seul type d’onde longitudinale et/ou transversal [11].
Techniques Acoustiques
24
L’exploitation des ondes acoustiques dans le domaine de la microscopie acoustique a été
réalisée la première fois à STANFORD. Quate et Lemons y développèrent le premier
instrument en 1974 [12]. Depuis lors, de nombreux travaux ont été effectués pour pousser
cette technique à ces limites et améliorer ainsi ses performances (Atalar 1978; Kushibiki
1982; Bertoni 1984) [13].
Les résultats étaient spectaculaires tant du point de vue théorique qu’expérimental. En effet,
on a pu améliorer non seulement la précision des mesures des propriétés élastiques des
matériaux : Module de Young (E ), module de cisaillement (G), le module de
compressibilité(K ) et le coefficient de poisson (ν) , mais surtout améliorer la qualité des
images de subsurface et en volume, de son état géométrique, les images des grains et de leurs
tailles dans la zone de surface, des défauts de surface et de leurs tailles comme les micro
fissures débouchantes et les pores, … etc. Aussi, et dans les matériaux multicouches, a-t-on
pu quantifier la qualité revêtements et la de leur adhérence [13].
• En microscopie acoustique le support de l’information est assuré par les ultrasons dont la
longueur d’onde détermine la résolution. La génération et la détection de l’onde sont
purement acoustiques. Elle fait appel à la piézoélectricité. D’autres techniques, utilisant un
faisceau d’électrons ou un faisceau laser pour la génération de l’onde ultrasonore ont été
mises au point [10].
Microscope Emission Réception Image
SAM Piézo Piézo Surface, profondeur
SLAM Piézo Laser Par transparence
SEAM Faisceau électrons Piézo Jusqu’a10µm
SPAM Laser Piézo Surface
Tableau III.2-1 Les microscopes acoustiques.
III.3 Configuration du SAM
Le microscope acoustique à balayage, présente l’avantage de pouvoir travailler en
transmission ou en réflexion [12].
III.3.1 Modes de fonctionnement
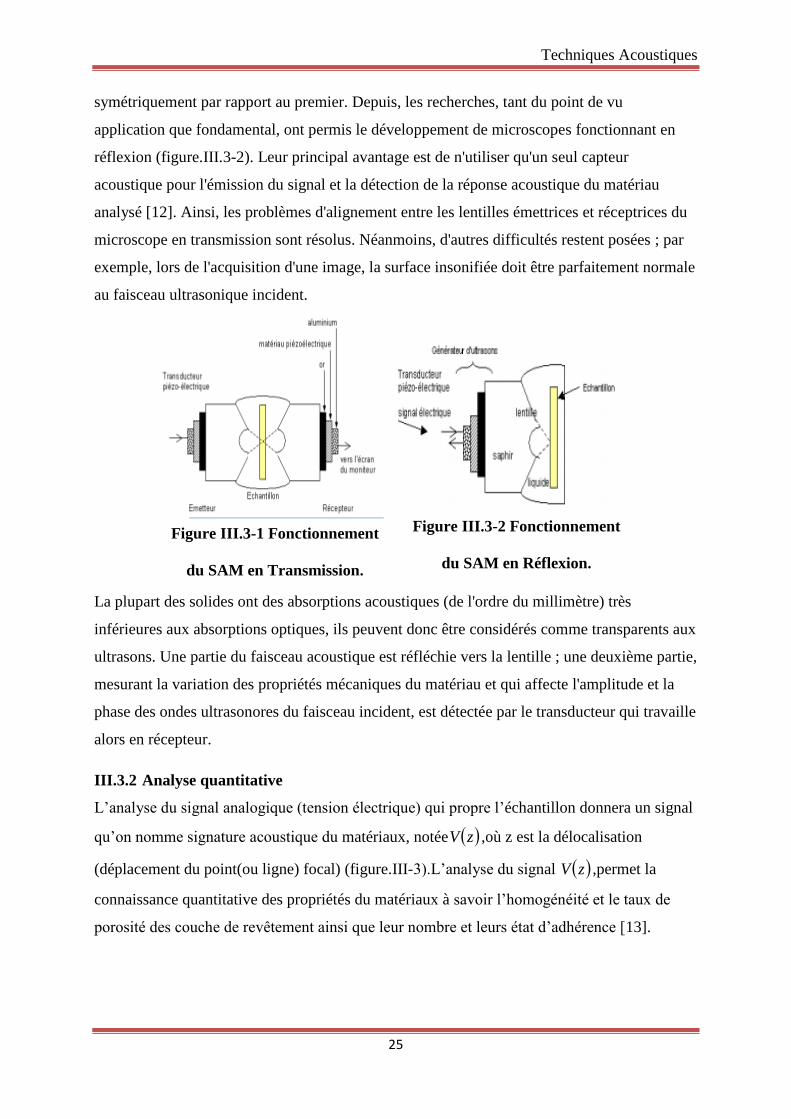
Le premier microscope acoustique à balayage, (Scanning Acoustique Microscopy: SAM en
anglais) a été construit à l'université de Stanford par Quate et Lemons en 1974 [12] et
fonctionnait en transmission (figureIII.3-1). Ce type de microscope est constitué d'une lentille
de réception confocale avec une lentille émettrice; le deuxième capteur est disposé
Techniques Acoustiques
25
symétriquement par rapport au premier. Depuis, les recherches, tant du point de vu
application que fondamental, ont permis le développement de microscopes fonctionnant en
réflexion (figure.III.3-2). Leur principal avantage est de n'utiliser qu'un seul capteur
acoustique pour l'émission du signal et la détection de la réponse acoustique du matériau
analysé [12]. Ainsi, les problèmes d'alignement entre les lentilles émettrices et réceptrices du
microscope en transmission sont résolus. Néanmoins, d'autres difficultés restent posées ; par
exemple, lors de l'acquisition d'une image, la surface insonifiée doit être parfaitement normale
au faisceau ultrasonique incident.
La plupart des solides ont des absorptions acoustiques (de l'ordre du millimètre) très
inférieures aux absorptions optiques, ils peuvent donc être considérés comme transparents aux
ultrasons. Une partie du faisceau acoustique est réfléchie vers la lentille ; une deuxième partie,
mesurant la variation des propriétés mécaniques du matériau et qui affecte l'amplitude et la
phase des ondes ultrasonores du faisceau incident, est détectée par le transducteur qui travaille
alors en récepteur.
III.3.2 Analyse quantitative
L’analyse du signal analogique (tension électrique) qui propre l’échantillon donnera un signal
qu’on nomme signature acoustique du matériaux, notée zV ,où z est la délocalisation
(déplacement du point(ou ligne) focal) (figure.III-3).L’analyse du signal zV ,permet la
connaissance quantitative des propriétés du matériaux à savoir l’homogénéité et le taux de
porosité des couche de revêtement ainsi que leur nombre et leurs état d’adhérence [13].
Figure III.3-1 Fonctionnement
du SAM en Transmission.
Figure III.3-2 Fonctionnement
du SAM en Réflexion.
Techniques Acoustiques
26
III.3.3 Principe de fonctionnement du S.A.M
Le principe du microscope acoustique est de générer une onde ultrasonore de très haute
fréquence (des dizaines voire des centaines de MHZ) [23], puis de l’envoyer vers un
échantillon (corps solide), recevoir ensuite l’onde réfléchie (ou transmise) et la traduire en un
signal analogique (tension électrique) puis en une image.
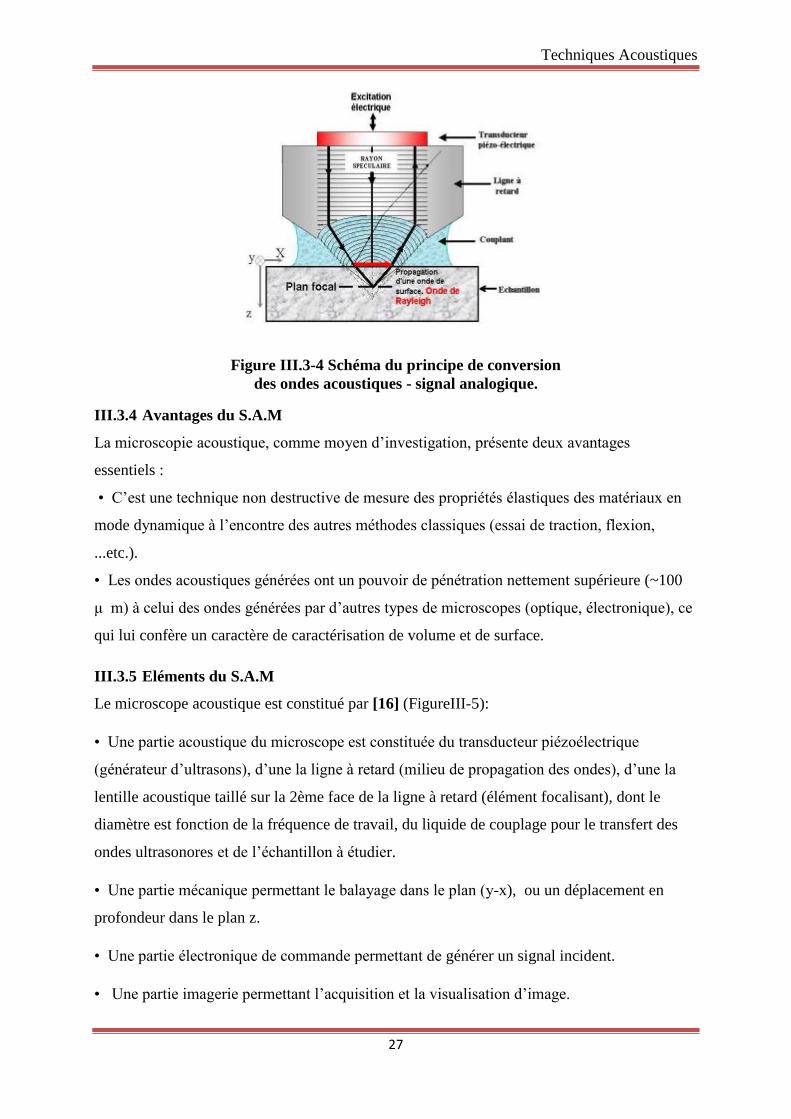
L’onde ultrasonore est générée par un matériau piézoélectrique (du ZnOou du 3 LiNbO),
appelé transducteur, soumis à une excitation électrique variable. Le transducteur génère
également un signal électrique quand il est soumis à une excitation acoustique (figure. II.5).
L’onde sonore émise par le transducteur est focalisée par une ligne à retard en quartz ou en
saphir. L’échantillon est initialement posé dans le plan focal de la lentille, et sera ensuite
déplacé verticalement suivant l’axe ( ) z ou/et horizontalement dans le plan ( ) y x, par un
système de moteurs mécaniques. Pour éviter l’atténuation très grande des ultrasons dans l’air,
on met entre la lentille et l’échantillon un liquide de couplage (eau, mercure ... etc.).
Figure III.3-3Signature acoustique V(z), Fréquence 600 MHz, liquide de couplage l'eau
[15].
Techniques Acoustiques
27
III.3.4 Avantages du S.A.M
La microscopie acoustique, comme moyen d’investigation, présente deux avantages
essentiels :
• C’est une technique non destructive de mesure des propriétés élastiques des matériaux en
mode dynamique à l’encontre des autres méthodes classiques (essai de traction, flexion,
...etc.).
• Les ondes acoustiques générées ont un pouvoir de pénétration nettement supérieure (~100
μ m) à celui des ondes générées par d’autres types de microscopes (optique, électronique), ce
qui lui confère un caractère de caractérisation de volume et de surface.
III.3.5 Eléments du S.A.M
Le microscope acoustique est constitué par [16] (FigureIII-5):
• Une partie acoustique du microscope est constituée du transducteur piézoélectrique
(générateur d’ultrasons), d’une la ligne à retard (milieu de propagation des ondes), d’une la
lentille acoustique taillé sur la 2ème face de la ligne à retard (élément focalisant), dont le
diamètre est fonction de la fréquence de travail, du liquide de couplage pour le transfert des
ondes ultrasonores et de l’échantillon à étudier.
• Une partie mécanique permettant le balayage dans le plan (y-x), ou un déplacement en
profondeur dans le plan z.
• Une partie électronique de commande permettant de générer un signal incident.
• Une partie imagerie permettant l’acquisition et la visualisation d’image.
Figure III.3-4 Schéma du principe de conversion
des ondes acoustiques - signal analogique.
Techniques Acoustiques
28
Figure III.3-5 : Vue d’unmicroscopeacoustiquefonctionnantenmodederéflexion.
III.4 Atténuation des ultrasons
L’atténuation acoustique nous permet d’avoir des informations importantes sur les propriétés
des matériaux, en particulier les matériaux supraconducteurs. Jusqu'à présent, nous avons
négligé l'effet de l'atténuation, mais en réalité il existe toujours des processus irréversibles qui
causent l'atténuation de l'onde acoustique. La prise en compte de ce paramètre présente un
grand intérêt pour la compréhension des phénomènes physiques qui peuvent interagir et
permet également une micro caractérisation plus précise des matériaux. Comme la vitesse de
Rayleigh n'apparaît pas de manière explicite dans la formulation mathématique de la signature
acoustique V(z) , il est clair qu'on ne peut pas introduire directement l'effet de l'atténuation
dans ce type d'onde. La génération du mode de Rayleigh se traduit en fait par une brusque
variation de la phase dans le coefficient de réflexion R( θ ) , et ce dernier dépend des vitesses
des ondes de compression et de cisaillement .
Nous montrons que l'atténuation intervient dans le coefficient de réflexion en considérant des
vitesses complexes des ondes de volume [17].
III.4.1 L'atténuation dans les fluides :
Dans un fluide réel, plusieurs mécanismes sont à l'origine de la dissipation progressive et
irréversible d'une partie de l'énergie acoustique en chaleur.
La viscosité III.4.1.1
Liée au mouvement relatif des particules adjacentes (frottement interne) ou au frottement du
fluide sur les parois.
Techniques Acoustiques
29
La conductivité thermique III.4.1.2
Entre les parties du fluide comprimées, dont la température augmente, et les parties dilatées,
dont la température diminue.
La relaxation moléculaire III.4.1.3
qui traduit, dans un fluide poly atomique, un couplage et donc un échange d'énergie entre les
vibrations de l'onde et les mouvements internes (translation, vibration, rotation) des
molécules. Le coefficient d'atténuation (α) peut être donné par la relation [18] :
α = + pour
1 (III-1)
Où :
: Coefficient d'atténuation classique due à la somme des effets de la viscosité et la
conductivité thermique.
: Coefficient d'atténuation due à la relaxation moléculaire.
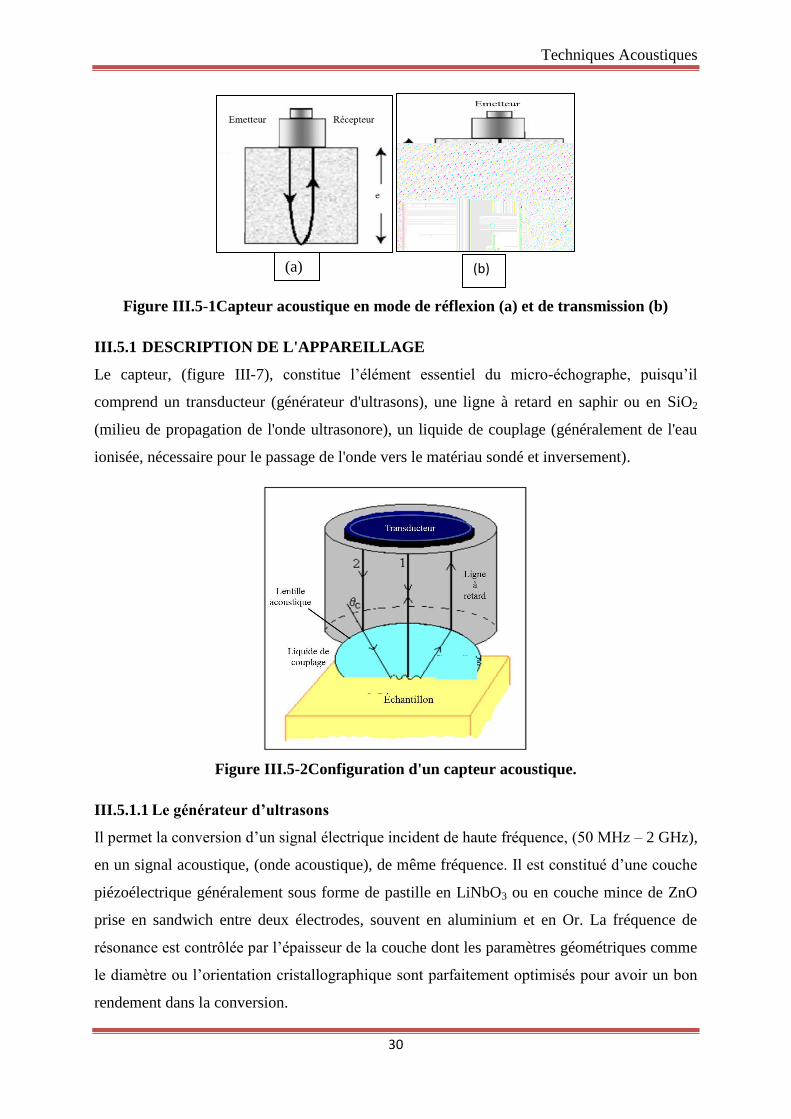
III.5 Micro-échographie
Assez simple à mettre en œuvre, elle s’apparente à la technique du sonar ou de l'échographe
médical. Elle fonctionne en mode impulsionnel avec un signal ultrasonore court et un faisceau
de petit angle. D'un autre côté, elle est généralement utilisée soit en mode de réflexion soit en
mode de transmission.
En mode de réflexion, un seul capteur acoustique est nécessaire qui fait office
d'émetteur et de récepteur de l'onde comme pour la microscopie acoustique (figure
III.5-1 a).
En mode de transmission, deux capteurs acoustiques sont nécessaires. Le premier joue
le rôle d'émetteur et le second celui de récepteur. Cependant, dans ce dernier cas,
l'alignement minutieux des deux capteurs s'avère primordial pour des mesures
correctes (figure III.5-1b).
Techniques Acoustiques
30
Figure III.5-1Capteur acoustique en mode de réflexion (a) et de transmission (b)
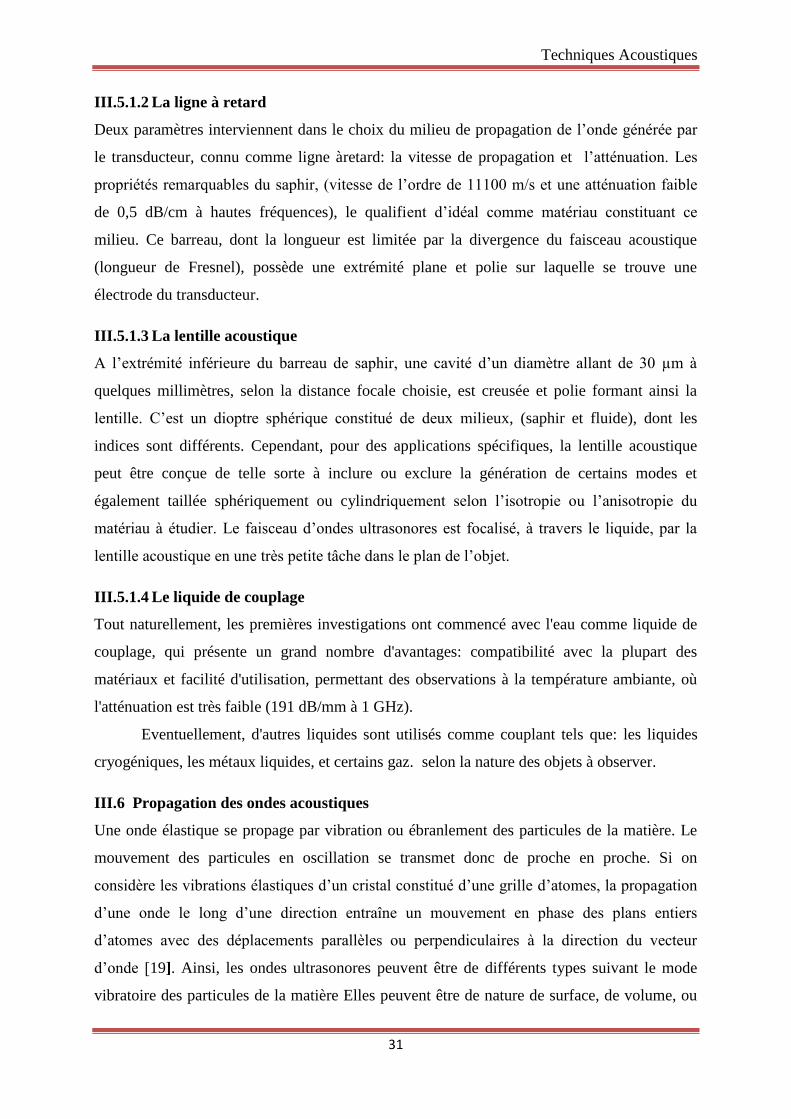
III.5.1 DESCRIPTION DE L'APPAREILLAGE
Le capteur, (figure III-7), constitue l’élément essentiel du micro-échographe, puisqu’il
comprend un transducteur (générateur d'ultrasons), une ligne à retard en saphir ou en SiO2
(milieu de propagation de l'onde ultrasonore), un liquide de couplage (généralement de l'eau
ionisée, nécessaire pour le passage de l'onde vers le matériau sondé et inversement).
Figure III.5-2Configuration d'un capteur acoustique.
Legénérateurd’ultrasons III.5.1.1
Il permet la conversion d’un signal électrique incident de haute fréquence, (50 MHz – 2 GHz),
en un signal acoustique, (onde acoustique), de même fréquence. Il est constitué d’une couche
piézoélectrique généralement sous forme de pastille en LiNbO3 ou en couche mince de ZnO
prise en sandwich entre deux électrodes, souvent en aluminium et en Or. La fréquence de
résonance est contrôlée par l’épaisseur de la couche dont les paramètres géométriques comme
le diamètre ou l’orientation cristallographique sont parfaitement optimisés pour avoir un bon
rendement dans la conversion.
(a) (b)
Techniques Acoustiques
31
La ligne à retard III.5.1.2
Deux paramètres interviennent dans le choix du milieu de propagation de l’onde générée par
le transducteur, connu comme ligne àretard: la vitesse de propagation et l’atténuation. Les
propriétés remarquables du saphir, (vitesse de l’ordre de 11100 m/s et une atténuation faible
de 0,5 dB/cm à hautes fréquences), le qualifient d’idéal comme matériau constituant ce
milieu. Ce barreau, dont la longueur est limitée par la divergence du faisceau acoustique
(longueur de Fresnel), possède une extrémité plane et polie sur laquelle se trouve une
électrode du transducteur.
La lentille acoustique III.5.1.3
A l’extrémité inférieure du barreau de saphir, une cavité d’un diamètre allant de 30 µm à
quelques millimètres, selon la distance focale choisie, est creusée et polie formant ainsi la
lentille. C’est un dioptre sphérique constitué de deux milieux, (saphir et fluide), dont les
indices sont différents. Cependant, pour des applications spécifiques, la lentille acoustique
peut être conçue de telle sorte à inclure ou exclure la génération de certains modes et
également taillée sphériquement ou cylindriquement selon l’isotropie ou l’anisotropie du
matériau à étudier. Le faisceau d’ondes ultrasonores est focalisé, à travers le liquide, par la
lentille acoustique en une très petite tâche dans le plan de l’objet.
Le liquide de couplage III.5.1.4
Tout naturellement, les premières investigations ont commencé avec l'eau comme liquide de
couplage, qui présente un grand nombre d'avantages: compatibilité avec la plupart des
matériaux et facilité d'utilisation, permettant des observations à la température ambiante, où
l'atténuation est très faible (191 dB/mm à 1 GHz).
Eventuellement, d'autres liquides sont utilisés comme couplant tels que: les liquides
cryogéniques, les métaux liquides, et certains gaz. selon la nature des objets à observer.
III.6 Propagation des ondes acoustiques
Une onde élastique se propage par vibration ou ébranlement des particules de la matière. Le
mouvement des particules en oscillation se transmet donc de proche en proche. Si on
considère les vibrations élastiques d’un cristal constitué d’une grille d’atomes, la propagation
d’une onde le long d’une direction entraîne un mouvement en phase des plans entiers
d’atomes avec des déplacements parallèles ou perpendiculaires à la direction du vecteur
d’onde [19]. Ainsi, les ondes ultrasonores peuvent être de différents types suivant le mode
vibratoire des particules de la matière Elles peuvent être de nature de surface, de volume, ou
Techniques Acoustiques
32
latérales. Par conséquent, il existe une grande variété d’ondes élastiques qui diffèrent selon le
mode de propagation [20].
III.6.1 Les ondes elastiques
Les ondes longitudinales III.6.1.1
Les ondes ultrasonores longitudinales, (encore appelées ondes de compression), sont
caractérisées par un déplacement des particules parallèle à la direction de propagation, c'est-à-
dire par une polarisation colinéaire au vecteur d’onde. Le passage d’une onde longitudinale
plane entraîne une variation de la distance entre les plans parallèles contenant les particules, si
bien que le volume occupé par un nombre donné de particules varie. Ce sont des ondes de
volume. Elles se propagent normalement dans les solides, les liquides et les gaz. Cependant,
compte tenu des fréquences très élevées utilisées dans le Contrôle Non Destructif,
l’atténuation de ces ondes est extrêmement élevée dans les gaz. Ainsi, les ondes
longitudinales ne se propagent réellement que dans les solides et les liquides.
Le principe de la détermination de la vitesse longitudinale, consistera à mesurer, pour une
fréquence donnée, l’intervalle de temps qui sépare deux échos successifs. Ainsi,
connaissant la distance "e" séparant deux interfaces, on peut déduire alors la valeur de la
vitesse longitudinale VL du mode considéré qui s’y propage à partir de la relation suivante :
2L
eV
t
(III-2)
Les ondes transversales III.6.1.2
Les ondes ultrasonores transversales, appelées également ondes de cisaillement, sont obtenues
lorsque les vibrations des particules s'effectuent dans un plan normal à la direction de
propagation de l’onde. Par conséquent, le glissement des plans parallèles ne donne lieu à
aucune variation de volume puisque les distances entre les plans sont conservées. Si ces
vibrations se font infiniment dans toutes les directions contenues dans ce plan, l’onde
transversale est dite polarisée. Autrement dit, elles sont caractérisées par une polarisation
perpendiculaire au vecteur d’onde ou tout simplement, les particules oscillent de part et
d’autre de la droite de leur position initiale. Les ondes transversales ne se propagent que dans
les solides ou dans les liquides visqueux.
Les ondes de Rayleigh III.6.1.3
L’existence d’une onde sur la surface libre plane d’un milieu semi-infini a été découverte par
Lord Rayleigh en 1885 [21]. Ce type d’onde est connu sous le nom d’onde de Rayleigh. Ce
Techniques Acoustiques
33
mode d’ondes acoustiques de surface est constitué par la superposition des ondes
longitudinale et transversale se propageant le long de la surface libre avec une vitesse de
phase commune. Selon la nature de l’interface, vide/solide ou liquide/solide, les ondes qui s’y
propagent sont appelées ondes de Rayleigh ou ondes de Rayleigh généralisées.
Les ondes de Rayleigh ont connu un intérêt considérable grâce à leur utilité pour la détection
des défauts de surface dans le contrôle par ultrasons non destructif des matériaux. De plus,
elles sont employées dans la construction des lignes à retard électromécaniques utilisées pour
les radars et les systèmes de télécommunication.
La vitesse des ondes de Rayleigh est un paramètre intrinsèque du matériau. Elle peut être
calculée pour chaque matériau en utilisant la loi de Viktorov.
2
2
75,0
718,0
VV
VV
VV
L
T
L
T
TR
(III-3)
III.7 LES PARAMETRES ELASTIQUES
RELATIONS ENTRE LES PARAMETRES ELASTIQUES ET LES III.7.1.1
VITESSES DE PROPAGATION.
L’évaluation de la vitesse de propagation des ondes longitudinales et transversales permet de
déterminer les propriétés élastiques du milieu dans lequel ce type d’onde se propage. La
vitesse de l’onde longitudinale VL, peut être exprimée en fonction du module de
compressibilité K, du module de cisaillement G, et de la densité du milieu ρ, par la relation
suivante :
4
3L
K G
V
(III-4)
D’autre part, la vitesse de l’onde transversale VT, dépend seulement du module
de cisaillement et de la densité du milieu. Son expression est donnée par la relation suivante :
T
GV
(III-5)
Les relations entre les vitesses longitudinale et transversale et les propriétés
élastiques sont citées dans la théorie de l’élasticité comme suit :

Techniques Acoustiques
34
Le module de Young
2 22
2 2
3 4L TT
L T
V VE V
V V
(III-6)
Le module de cisaillement:
2
TG V (III-7)
Le module de compressibilité:
2 23 4
3
L TV VK
(III-8)
Le coefficient de Poisson:
2 2
2 2
2
2
L T
L T
V V
V V
(III-9)
III.8 REFLEXIONDESONDESACOUSTIQUESAL’INTERFACELIQUIDE-
SOLIDE
III.8.1 IMPEDANCE ACOUSTIQUE
L’impédance acoustique est importante dans la détermination de la transmission acoustique et
la réflexion à la limite de deux milieux ayant des densités différentes. L’impédance
acoustique "Z", d’un milieu de densité ρ, est le rapport entre un vecteur force par unité de
surface et la vitesse V du déplacement de la particule.
"Z" peut alors s'exprimer par :
cos
VZ
(III-10)
Où: V: la vitesse du son dans le milieu en 1.m s
: densité du milieu en 3.kg m
L’impédance acoustique de l’interface liquide-solide est définie par les relations suivantes:
cos
Liq Liq
Lid
VZ
(III-11)
cos
Sol LL
L
VZ
(III-12)
cos
Sol TT
L
VZ
(III-13)
Où: ZLiq, ZL, ZT : sont respectivement les impédances liquide, longitudinale et transversale.

Techniques Acoustiques
35
ρLiq, ρSol: sont respectivement les densités du liquide et du solide.
θL, θT: sont respectivement les angles longitudinales et transversales.
Par conséquent, l’impédance caractéristique dans le solide sera donnée par:
2 2cos 2 sin 2sol L T T TZ Z Z (III-14)
III.8.2 COEFFICIENT DE REFLEXION
Le coefficient de réflexion R(θ) relie l’amplitude de pression de l’onde réfléchie à l’amplitude
de pression de l’onde incidente. L’expression du pouvoir réflecteur a été donnée par Schoch
dans le cas uniquement d’un matériau massif. Généralement, le coefficient de réflexion R(θ)
est souvent considéré comme fonction des impédances acoustiques et s’exprime alors par:
sol Liq
sol Liq
Z ZR
Z Z
(III-15)
En remplaçant dans la relation (III-15), ZLiq et ZSol par leur valeur respective donnée par les
relations (III-11) et (III-14), le coefficient de réflexion s’écrit alors:
2 2
2 2
cos 2 sin 2cos cos cos
cos 2 sin 2cos cos cos
Liq Liqsol L sol T
L
Liq Liqsol L sol T
L
VV V
RVV V
(III-16)
R (θ) est une fonction complexe qui admet une amplitude et une phase. La réflexion
totale est obtenue pour 1R . Rappelons que lorsqu’une onde longitudinale rencontre une
interface entre deux milieux, une partie de son énergie est réfléchie et l’autre est transmise.
Chapitre IV Partie expérimentale
Partie expérimentale :
36
Partie expérimentale : CHAPITRE IV.
Objectif :
Calculer les vitesses des modes de propagation (vitesse longitudinale, vitesse
transversale et vitesse de Rayleigh) du verre multicouche en visant le calcul des
modules élastiques.
Les matériaux utilisés
Notre matériaux utilisé c’est le verre plat (4mm,3mm)destiné au secteur bâtiment ,utilisé aussi
comme verre de vitrage….etc.
Aussi on a utilisé le verre feuilleté (3mm/0,38mmPVB/ 3mm) (3mm/0,76mm PVB/ 3mm)
(4mm/0,38mm PVB/ 4mm) (4mm/0,76mm PVB/ 4mm) utilisé comme vitrage de sécurité, et
partout où le risque de chute est important ou que des morceaux de verre peuvent tomber sur
des personnes, comme les moyens de transport publiques, les toitures des vérandas, … etc.
IV.1.1 Spectrophotométrie UV-Visible
Les mesures de densité optique effectuées à température ambiante sur nos échantillons ont
été réalisées par un spectrophotomètre de marque Perkin Elmer Lambda 1050 WB
UVVis/NIR dont la gamme spectrale s’étale sur un domaine de 175 nm à 3300 nm.
Figure III.8-1spectrometre UV de marque perklinElmer Lambda1050.
Principe IV.1.1.1
La Spectrophotométrie UV-Visible est une technique de caractérisation optique non
destructive qui permet de travailler sur de faibles quantités de substances. Elle nous renseigne
sur les propriétés optiques de l’échantillon à analyser comme la transmission et l’absorption
de la lumière, Le principe de cette technique repose sur l’interaction de la lumière émise avec
l’échantillon à analyser. Une partie du faisceau incident sera absorbée ou transmise par
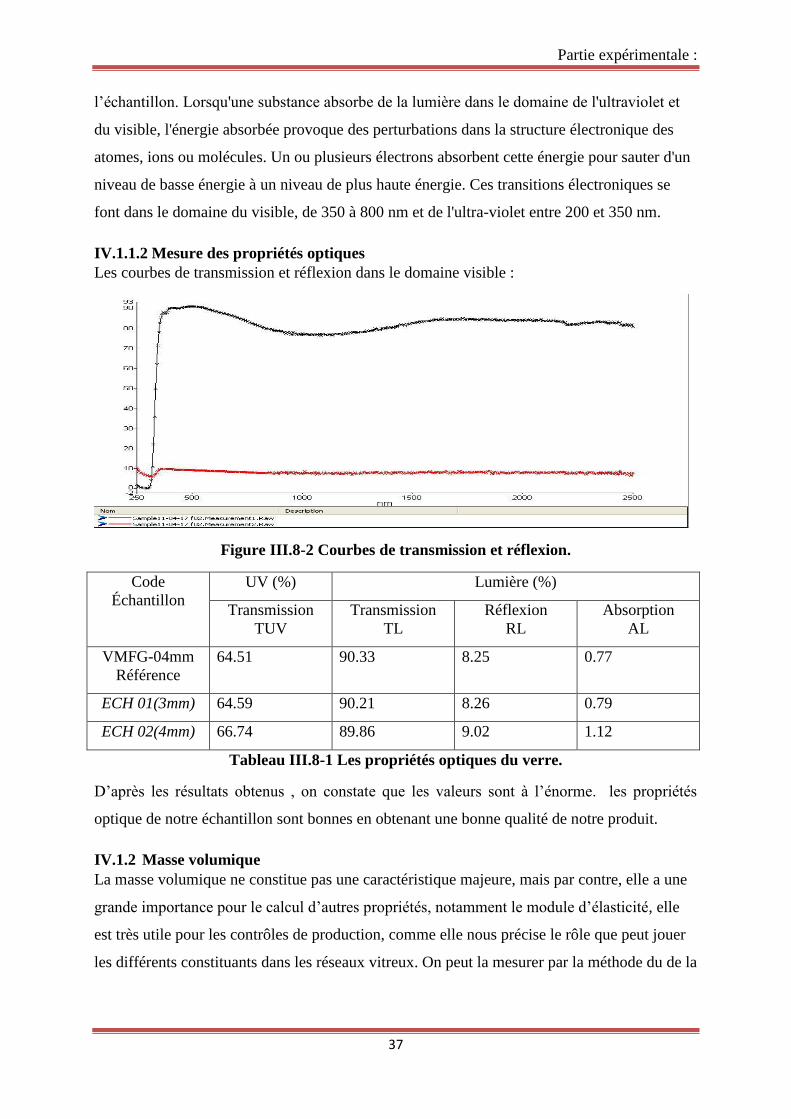
Partie expérimentale :
37
l’échantillon. Lorsqu'une substance absorbe de la lumière dans le domaine de l'ultraviolet et
du visible, l'énergie absorbée provoque des perturbations dans la structure électronique des
atomes, ions ou molécules. Un ou plusieurs électrons absorbent cette énergie pour sauter d'un
niveau de basse énergie à un niveau de plus haute énergie. Ces transitions électroniques se
font dans le domaine du visible, de 350 à 800 nm et de l'ultra-violet entre 200 et 350 nm.
Mesure des propriétés optiques IV.1.1.2
Les courbes de transmission et réflexion dans le domaine visible :
Figure III.8-2 Courbes de transmission et réflexion.
Code
Échantillon
UV (%) Lumière (%)
Transmission
TUV
Transmission
TL
Réflexion
RL
Absorption
AL
VMFG-04mm
Référence 64.51 90.33 8.25 0.77
ECH 01(3mm) 64.59 90.21 8.26 0.79
ECH 02(4mm) 66.74 89.86 9.02 1.12
Tableau III.8-1 Les propriétés optiques du verre.
D’après les résultats obtenus , on constate que les valeurs sont à l’énorme. les propriétés
optique de notre échantillon sont bonnes en obtenant une bonne qualité de notre produit.
IV.1.2 Masse volumique
La masse volumique ne constitue pas une caractéristique majeure, mais par contre, elle a une
grande importance pour le calcul d’autres propriétés, notamment le module d’élasticité, elle
est très utile pour les contrôles de production, comme elle nous précise le rôle que peut jouer
les différents constituants dans les réseaux vitreux. On peut la mesurer par la méthode du de la
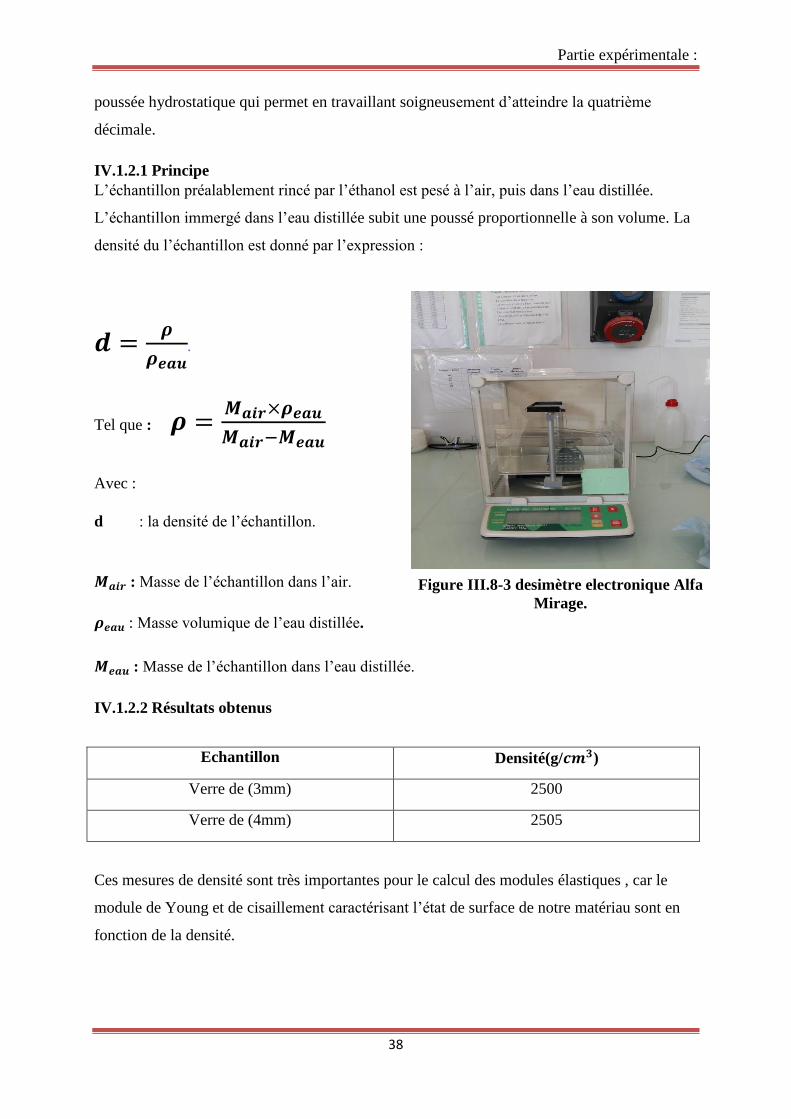
Partie expérimentale :
38
poussée hydrostatique qui permet en travaillant soigneusement d’atteindre la quatrième
décimale.
Principe IV.1.2.1
L’échantillon préalablement rincé par l’éthanol est pesé à l’air, puis dans l’eau distillée.
L’échantillon immergé dans l’eau distillée subit une poussé proportionnelle à son volume. La
densité du l’échantillon est donné par l’expression :
.
Tel que :
Avec :
d : la densité de l’échantillon.
: Masse de l’échantillon dans l’air.
: Masse volumique de l’eau distillée.
: Masse de l’échantillon dans l’eau distillée.
Résultats obtenus IV.1.2.2
Echantillon Densité(g/ )
Verre de (3mm) 2500
Verre de (4mm) 2505
Ces mesures de densité sont très importantes pour le calcul des modules élastiques , car le
module de Young et de cisaillement caractérisant l’état de surface de notre matériau sont en
fonction de la densité.
Figure III.8-3 desimètre electronique Alfa
Mirage.
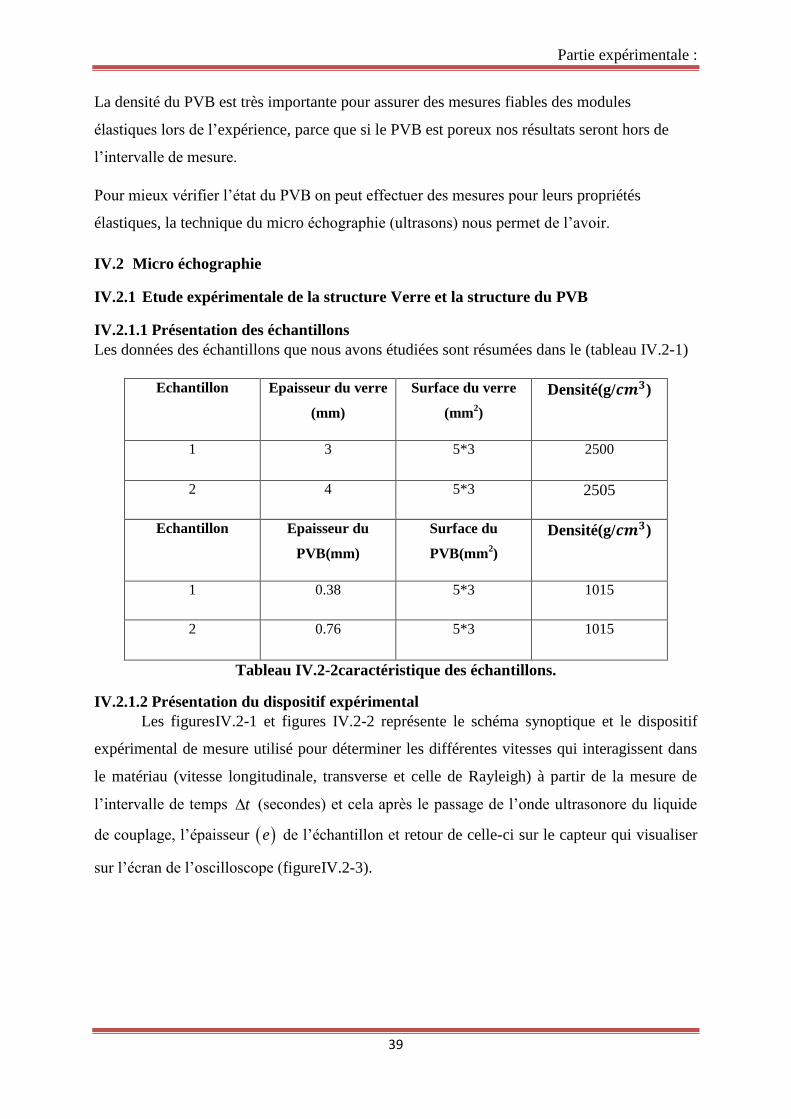
Partie expérimentale :
39
La densité du PVB est très importante pour assurer des mesures fiables des modules
élastiques lors de l’expérience, parce que si le PVB est poreux nos résultats seront hors de
l’intervalle de mesure.
Pour mieux vérifier l’état du PVB on peut effectuer des mesures pour leurs propriétés
élastiques, la technique du micro échographie (ultrasons) nous permet de l’avoir.
IV.2 Micro échographie
IV.2.1 Etude expérimentale de la structure Verre et la structure du PVB
Présentation des échantillons IV.2.1.1
Les données des échantillons que nous avons étudiées sont résumées dans le (tableau IV.2-1)
Echantillon Epaisseur du verre
(mm)
Surface du verre
(mm2)
Densité(g/ )
1 3 5*3 2500
2 4 5*3 2505
Echantillon Epaisseur du
PVB(mm)
Surface du
PVB(mm2)
Densité(g/ )
1 0.38 5*3 1015
2 0.76 5*3 1015
Tableau IV.2-2caractéristique des échantillons.
Présentation du dispositif expérimental IV.2.1.2
Les figuresIV.2-1 et figures IV.2-2 représente le schéma synoptique et le dispositif
expérimental de mesure utilisé pour déterminer les différentes vitesses qui interagissent dans
le matériau (vitesse longitudinale, transverse et celle de Rayleigh) à partir de la mesure de
l’intervalle de temps t (secondes) et cela après le passage de l’onde ultrasonore du liquide
de couplage, l’épaisseur e de l’échantillon et retour de celle-ci sur le capteur qui visualiser
sur l’écran de l’oscilloscope (figureIV.2-3).
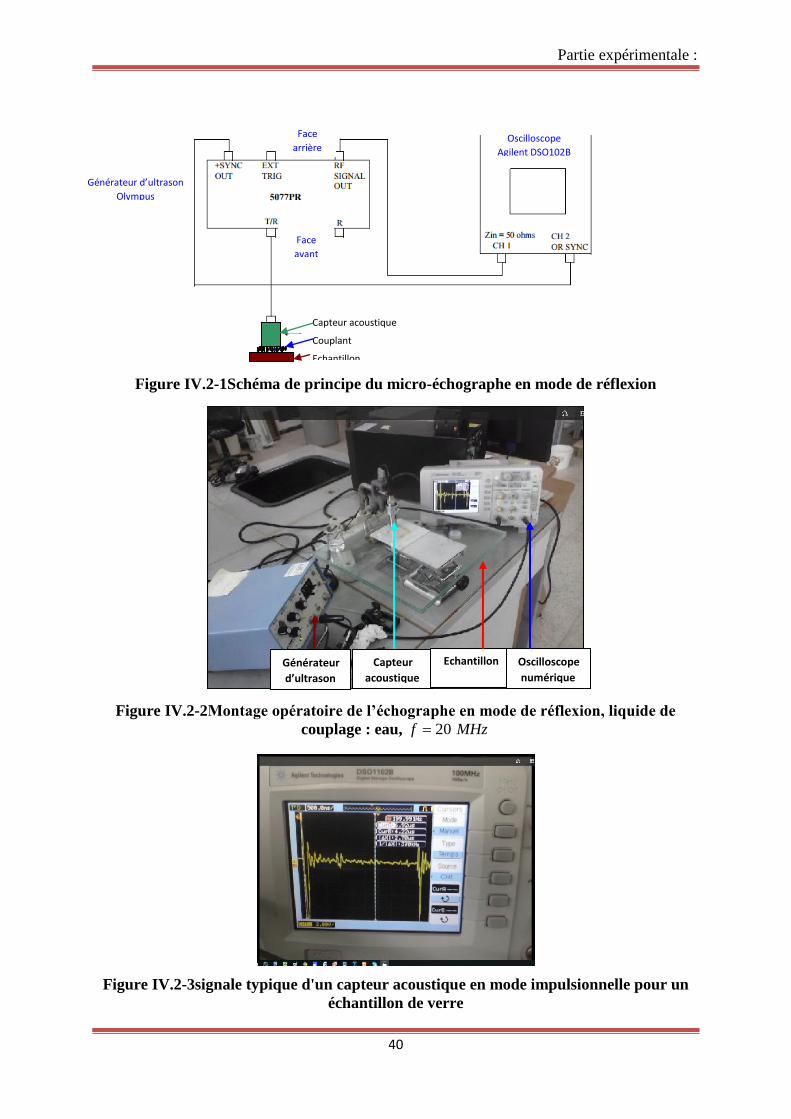
Partie expérimentale :
40
Figure IV.2-1Schéma de principe du micro-échographe en mode de réflexion
Figure IV.2-2Montageopératoiredel’échographeenmodederéflexion,liquidede
couplage : eau, 20f MHz
Figure IV.2-3signale typique d'un capteur acoustique en mode impulsionnelle pour un
échantillon de verre
Oscilloscope
Agilent DSO102B
Générateur d’ultrason
Olympus
Capteur acoustique
Couplant
Echantillon
Face
avant
Face
arrière
Générateur
d’ultrason
Capteur
acoustique
Echantillon Oscilloscope
numérique
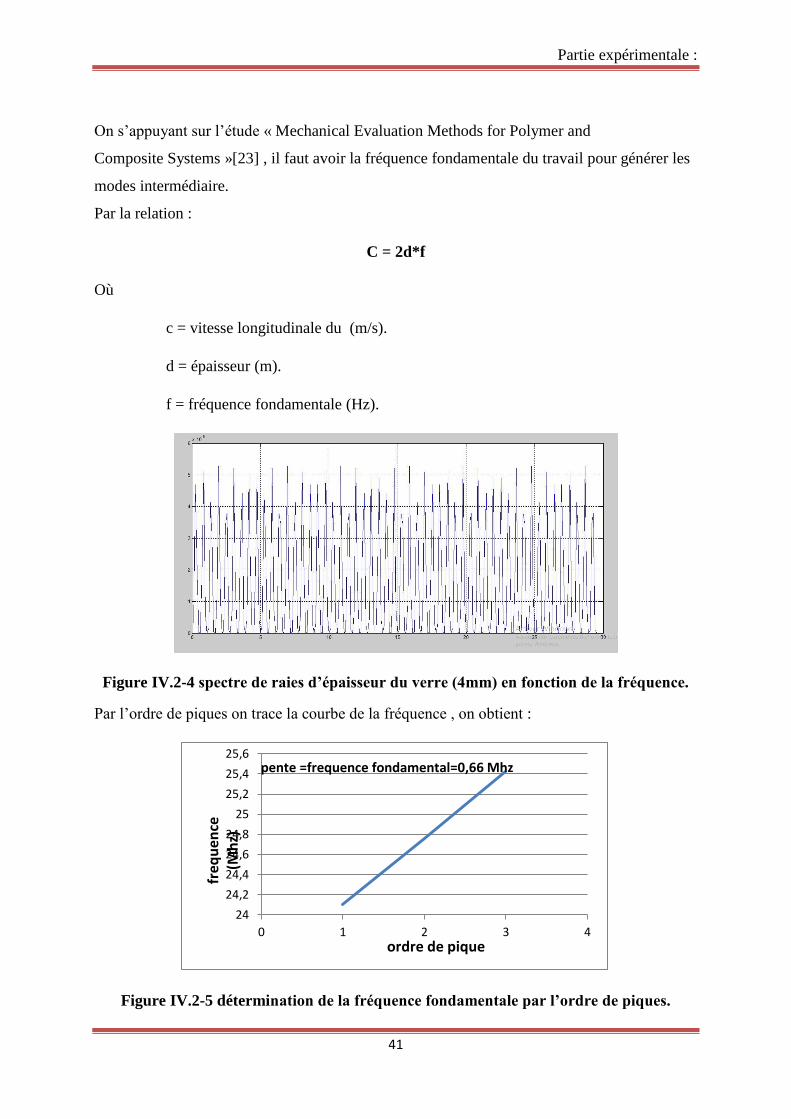
Partie expérimentale :
41
On s’appuyant sur l’étude « Mechanical Evaluation Methods for Polymer and
Composite Systems »[23] , il faut avoir la fréquence fondamentale du travail pour générer les
modes intermédiaire.
Par la relation :
C = 2d*f
Où
c = vitesse longitudinale du (m/s).
d = épaisseur (m).
f = fréquence fondamentale (Hz).
Figure IV.2-4 spectrederaiesd’épaisseurduverre(4mm)enfonctiondelafréquence.
Par l’ordre de piques on trace la courbe de la fréquence , on obtient :
Figure IV.2-5 déterminationdelafréquencefondamentaleparl’ordredepiques.
24
24,2
24,4
24,6
24,8
25
25,2
25,4
25,6
0 1 2 3 4
pente =frequence fondamental=0,66 Mhz
ordre de pique
freq
uen
ce
(Mh
z)
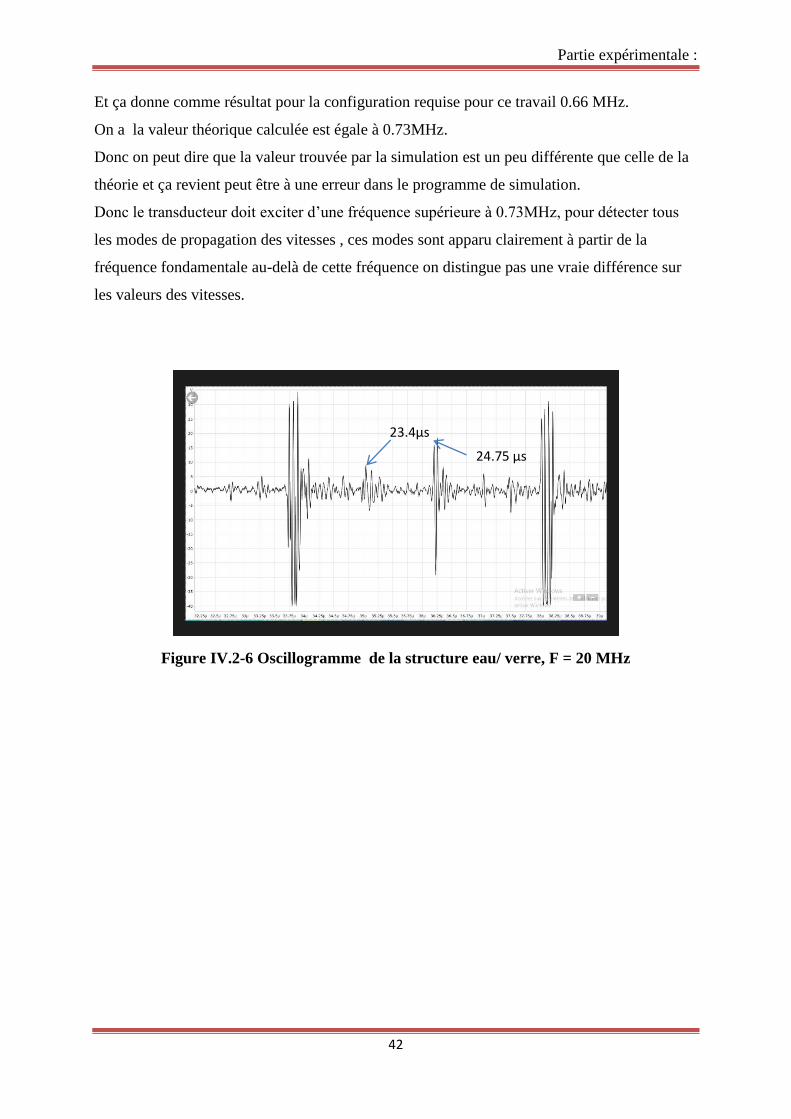
Partie expérimentale :
42
Et ça donne comme résultat pour la configuration requise pour ce travail 0.66 MHz.
On a la valeur théorique calculée est égale à 0.73MHz.
Donc on peut dire que la valeur trouvée par la simulation est un peu différente que celle de la
théorie et ça revient peut être à une erreur dans le programme de simulation.
Donc le transducteur doit exciter d’une fréquence supérieure à 0.73MHz, pour détecter tous
les modes de propagation des vitesses , ces modes sont apparu clairement à partir de la
fréquence fondamentale au-delà de cette fréquence on distingue pas une vraie différence sur
les valeurs des vitesses.
Figure IV.2-6 Oscillogramme de la structure eau/ verre, F = 20 MHz
23.4µs
24.75 µs
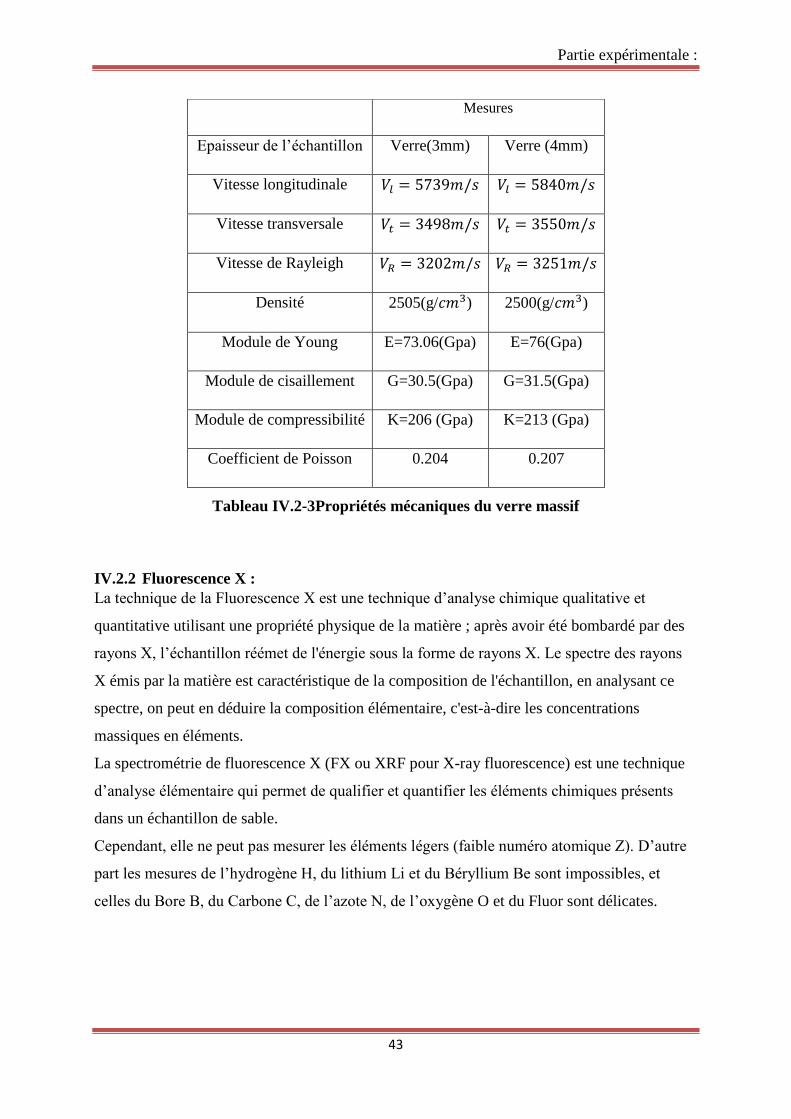
Partie expérimentale :
43
Tableau IV.2-3Propriétés mécaniques du verre massif
IV.2.2 Fluorescence X :
La technique de la Fluorescence X est une technique d’analyse chimique qualitative et
quantitative utilisant une propriété physique de la matière ; après avoir été bombardé par des
rayons X, l’échantillon réémet de l'énergie sous la forme de rayons X. Le spectre des rayons
X émis par la matière est caractéristique de la composition de l'échantillon, en analysant ce
spectre, on peut en déduire la composition élémentaire, c'est-à-dire les concentrations
massiques en éléments.
La spectrométrie de fluorescence X (FX ou XRF pour X-ray fluorescence) est une technique
d’analyse élémentaire qui permet de qualifier et quantifier les éléments chimiques présents
dans un échantillon de sable.
Cependant, elle ne peut pas mesurer les éléments légers (faible numéro atomique Z). D’autre
part les mesures de l’hydrogène H, du lithium Li et du Béryllium Be sont impossibles, et
celles du Bore B, du Carbone C, de l’azote N, de l’oxygène O et du Fluor sont délicates.
Mesures
Epaisseur de l’échantillon Verre(3mm) Verre (4mm)
Vitesse longitudinale
Vitesse transversale
Vitesse de Rayleigh
Densité 2505(g/ ) 2500(g/ )
Module de Young E=73.06(Gpa) E=76(Gpa)
Module de cisaillement G=30.5(Gpa) G=31.5(Gpa)
Module de compressibilité K=206 (Gpa) K=213 (Gpa)
Coefficient de Poisson 0.204 0.207

Partie expérimentale :
44
Figure IV.2-7: Appareil de la fluorescence X de marque Bruker.
Principe de Mesure : IV.2.2.1
Une mesure de fluorescence X permet d'afficher un spectre, c'est-à-dire le nombre de
photons X secondaires (émis par l'échantillon) ayant une énergie E/longueur d'onde λ donnée.
En fait, on mesure un « nombre de coups », c'est-à-dire en nombre d'impulsions générées par
le détecteur ; le rapport entre le nombre de photons pénétrant dans le détecteur et le nombre de
coups généré dépend de rendement du détecteur et de l'amplification. On exprime en général
l'intensité I en nombre de coups par seconde (Cps) ; c'est le « taux de comptage ».
Le polissage : IV.2.2.2
Etant donné que les portes échantillons de l’appareil étaient de forme circulaire, on était
obligé de faire le polissage pour reproduire la forme.
Figure IV.2-82Polisseuse pour verre (a) et échantillons après polissage et fluorescence X
(b).
a b
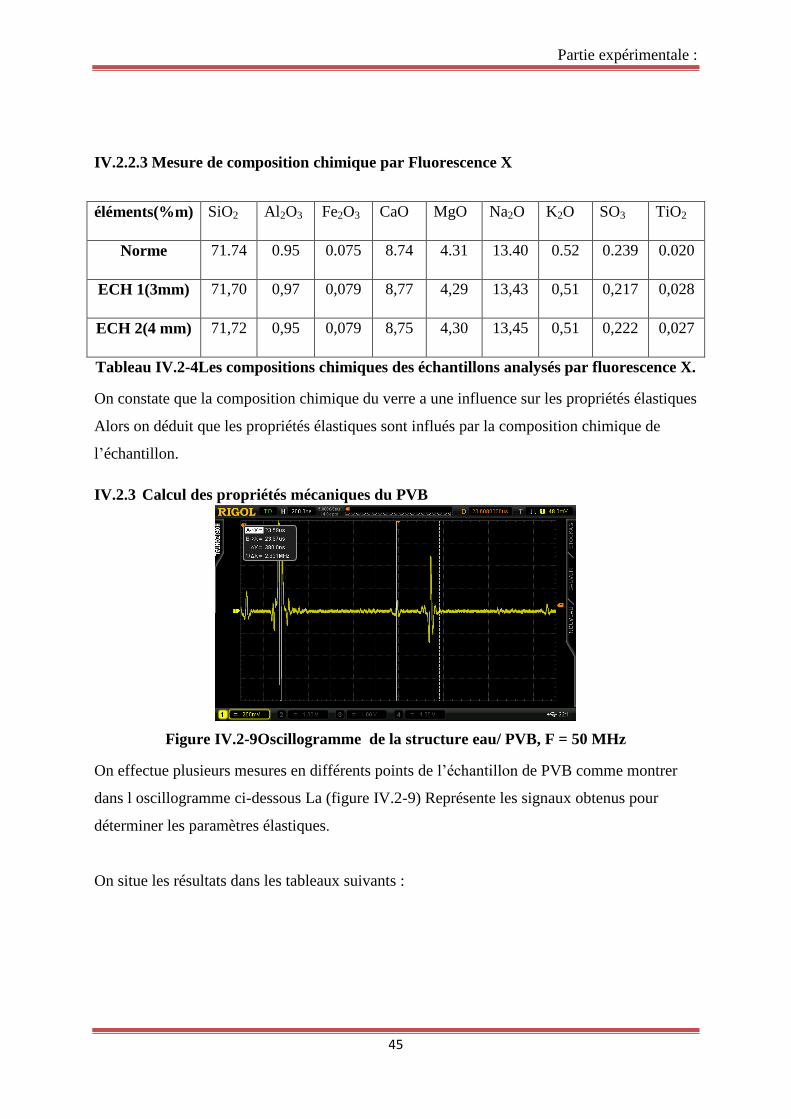
Partie expérimentale :
45
Mesure de composition chimique par Fluorescence X IV.2.2.3
éléments(%m) SiO2 Al2O3 Fe2O3 CaO MgO Na2O K2O SO3 TiO2
Norme 71.74 0.95 0.075 8.74 4.31 13.40 0.52 0.239 0.020
ECH 1(3mm) 71,70 0,97 0,079 8,77 4,29 13,43 0,51 0,217 0,028
ECH 2(4 mm) 71,72 0,95 0,079 8,75 4,30 13,45 0,51 0,222 0,027
Tableau IV.2-4Les compositions chimiques des échantillons analysés par fluorescence X.
On constate que la composition chimique du verre a une influence sur les propriétés élastiques
Alors on déduit que les propriétés élastiques sont influés par la composition chimique de
l’échantillon.
IV.2.3 Calcul des propriétés mécaniques du PVB
Figure IV.2-9Oscillogramme de la structure eau/ PVB, F = 50 MHz
On effectue plusieurs mesures en différents points de l’échantillon de PVB comme montrer
dans l oscillogramme ci-dessous La (figure IV.2-9) Représente les signaux obtenus pour
déterminer les paramètres élastiques.
On situe les résultats dans les tableaux suivants :
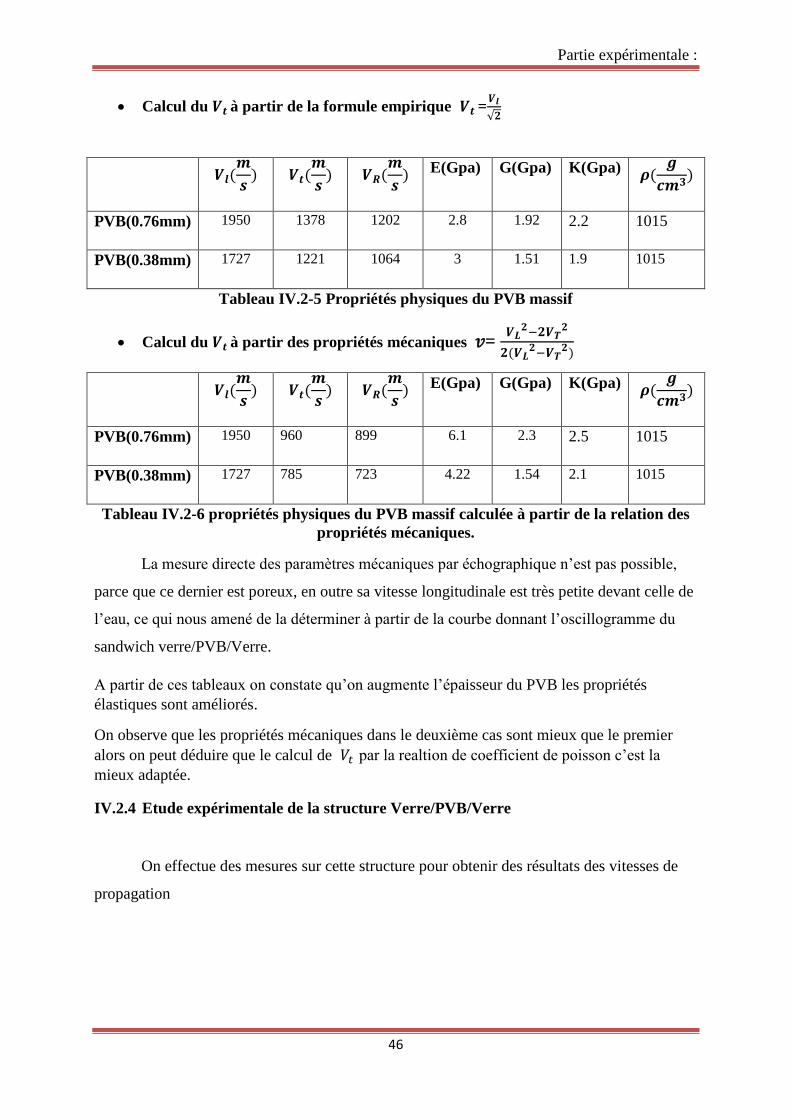
Partie expérimentale :
46
Calcul du à partir de la formule empirique =
√
E(Gpa) G(Gpa) K(Gpa)
PVB(0.76mm) 1950 1378 1202 2.8 1.92 2.2 1015
PVB(0.38mm) 1727 1221 1064 3 1.51 1.9 1015
Tableau IV.2-5 Propriétés physiques du PVB massif
Calcul du à partir des propriétés mécaniques 𝑣=
E(Gpa) G(Gpa) K(Gpa)
PVB(0.76mm) 1950 960 899 6.1 2.3 2.5 1015
PVB(0.38mm) 1727 785 723 4.22 1.54 2.1 1015
Tableau IV.2-6 propriétés physiques du PVB massif calculée à partir de la relation des
propriétés mécaniques.
La mesure directe des paramètres mécaniques par échographique n’est pas possible,
parce que ce dernier est poreux, en outre sa vitesse longitudinale est très petite devant celle de
l’eau, ce qui nous amené de la déterminer à partir de la courbe donnant l’oscillogramme du
sandwich verre/PVB/Verre.
A partir de ces tableaux on constate qu’on augmente l’épaisseur du PVB les propriétés
élastiques sont améliorés.
On observe que les propriétés mécaniques dans le deuxième cas sont mieux que le premier
alors on peut déduire que le calcul de par la realtion de coefficient de poisson c’est la
mieux adaptée.
IV.2.4 Etude expérimentale de la structure Verre/PVB/Verre
On effectue des mesures sur cette structure pour obtenir des résultats des vitesses de
propagation
Partie expérimentale :
47
Figure IV.2-10 Oscillogramme de la structure eau/Verre 3mm/PVB 0.76/Verre 3mm, F
= 50 MHz
On a utilisé un transducteur émetteur de 50 Mhz, les résultats de mesure des différents
paramètres sont présentés dans le tableau suivant :
v/pvb/v
(m/s)
E(GPa) G(GPa) K(GPa)
4/0.76/4 5925 3611 3221 78.53 32.5 0.499 219
4/0.38/4 5762 3510 3193 74.22 30.80 0.497 207.94
3/076/3 5741 3491 3166 73.52 30.46 0.49 206.75
3/0.38/3 5607 3466 3098 71.52 30.03 0.49 195.7
Tableau IV.2-7 Propriétés du système Verre/PVB/Verre pour f=50MHz
Les paramètres élastiques des différentes structures étudiées varient en fonction de l’épaisseur
de la couche de PVB, de l’épaisseur du verre et le nombre de couches, on outre on observe
une nette amélioration de ces paramètres mécaniques (module de Young, module de
cisaillement) en fonction de l’épaisseur du verre, ce qui nous a amené à vérifier ces résultats
par des techniques destructifs.
IV.3 Micro dureté
IV.3.1 Définition
La microdureté est une propriété physique permettant de caractériser la résistance d’un
matériau à la pénétration. Dans notre cas on a utilisé la microdurté Vickers. Cet essai est
appliqué principalement aux métaux et aux céramiques, mais peut l'être également appliqué
aux verres avec des charges choisis.
La mesure de la microdurté Vickers est effectuée avec une pointe de forme d’une pyramide
normalisée en diamant de base carrée et d'angle au sommet entre deux faces opposée égale à
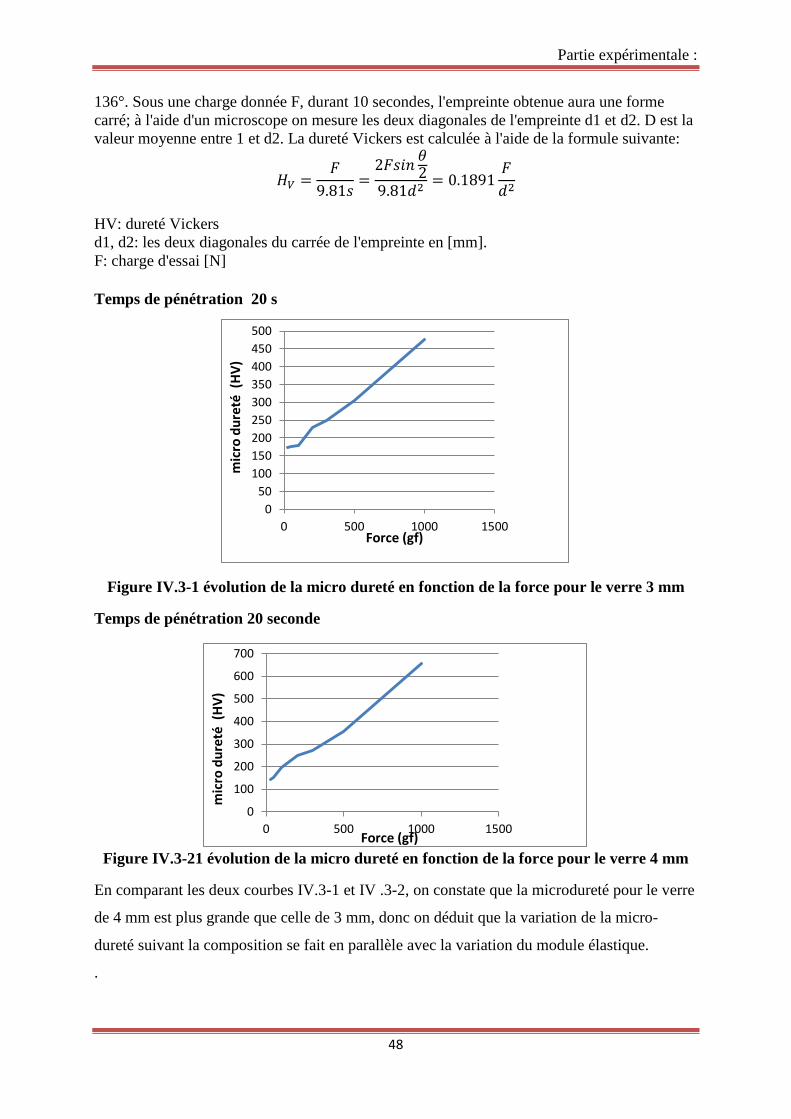
Partie expérimentale :
48
136°. Sous une charge donnée F, durant 10 secondes, l'empreinte obtenue aura une forme
carré; à l'aide d'un microscope on mesure les deux diagonales de l'empreinte d1 et d2. D est la
valeur moyenne entre 1 et d2. La dureté Vickers est calculée à l'aide de la formule suivante:
HV: dureté Vickers
d1, d2: les deux diagonales du carrée de l'empreinte en [mm].
F: charge d'essai [N]
Temps de pénétration 20 s
Figure IV.3-1 évolution de la micro dureté en fonction de la force pour le verre 3 mm
Temps de pénétration 20 seconde
Figure IV.3-21 évolution de la micro dureté en fonction de la force pour le verre 4 mm
En comparant les deux courbes IV.3-1 et IV .3-2, on constate que la microdureté pour le verre
de 4 mm est plus grande que celle de 3 mm, donc on déduit que la variation de la micro-
dureté suivant la composition se fait en parallèle avec la variation du module élastique.
.
0
50
100
150
200
250
300
350
400
450
500
0 500 1000 1500Force (gf)
mic
ro d
ure
té (
HV
)
0
100
200
300
400
500
600
700
0 500 1000 1500
mic
ro d
ure
té (
HV
)
Force (gf)
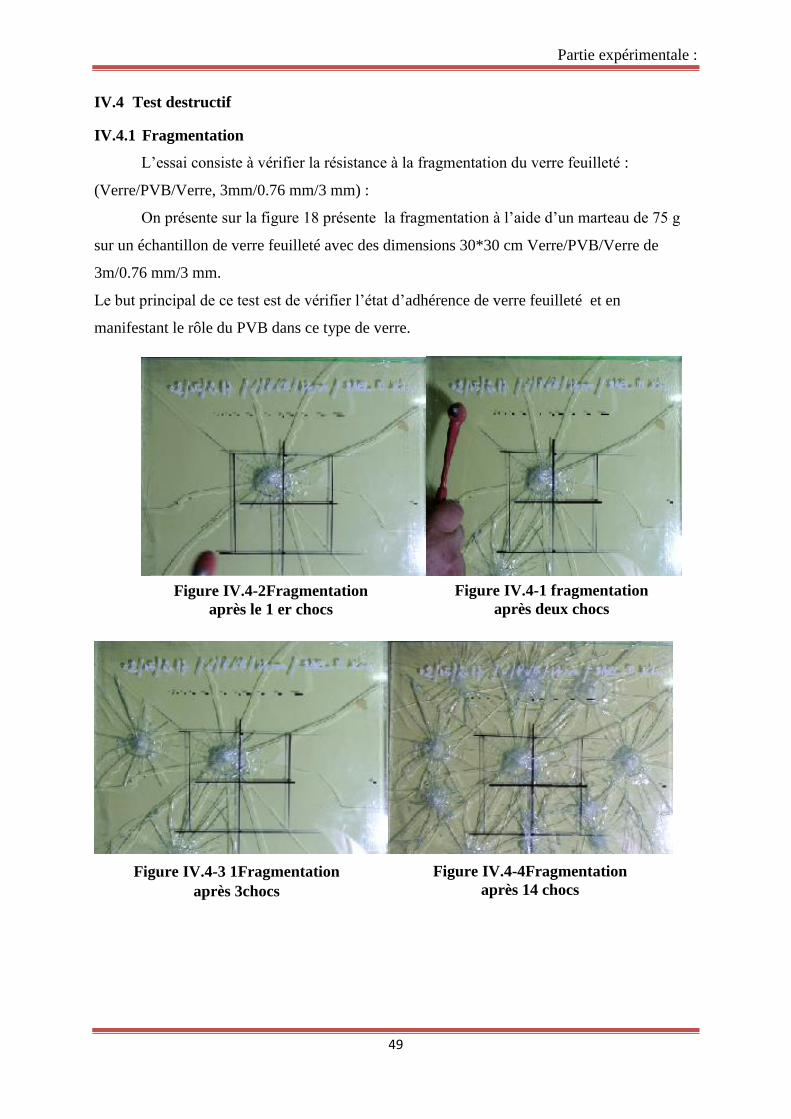
Partie expérimentale :
49
IV.4 Test destructif
IV.4.1 Fragmentation
L’essai consiste à vérifier la résistance à la fragmentation du verre feuilleté :
(Verre/PVB/Verre, 3mm/0.76 mm/3 mm) :
On présente sur la figure 18 présente la fragmentation à l’aide d’un marteau de 75 g
sur un échantillon de verre feuilleté avec des dimensions 30*30 cm Verre/PVB/Verre de
3m/0.76 mm/3 mm.
Le but principal de ce test est de vérifier l’état d’adhérence de verre feuilleté et en
manifestant le rôle du PVB dans ce type de verre.
Figure IV.4-4Fragmentation
après 14 chocs
Figure IV.4-3 1Fragmentation
après 3chocs
Figure IV.4-2Fragmentation
après le 1 er chocs
Figure IV.4-1 fragmentation
après deux chocs
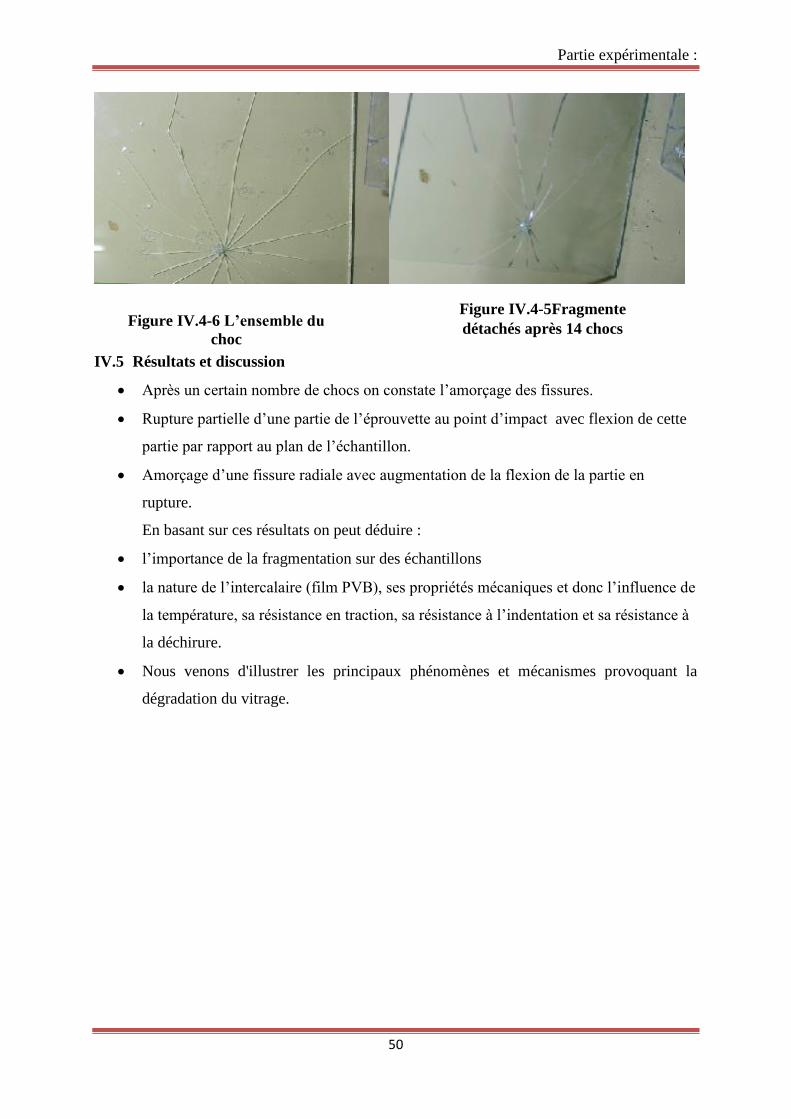
Partie expérimentale :
50
IV.5 Résultats et discussion
Après un certain nombre de chocs on constate l’amorçage des fissures.
Rupture partielle d’une partie de l’éprouvette au point d’impact avec flexion de cette
partie par rapport au plan de l’échantillon.
Amorçage d’une fissure radiale avec augmentation de la flexion de la partie en
rupture.
En basant sur ces résultats on peut déduire :
l’importance de la fragmentation sur des échantillons
la nature de l’intercalaire (film PVB), ses propriétés mécaniques et donc l’influence de
la température, sa résistance en traction, sa résistance à l’indentation et sa résistance à
la déchirure.
Nous venons d'illustrer les principaux phénomènes et mécanismes provoquant la
dégradation du vitrage.
Figure IV.4-5Fragmente
détachés après 14 chocs Figure IV.4-6 L’ensembledu
choc
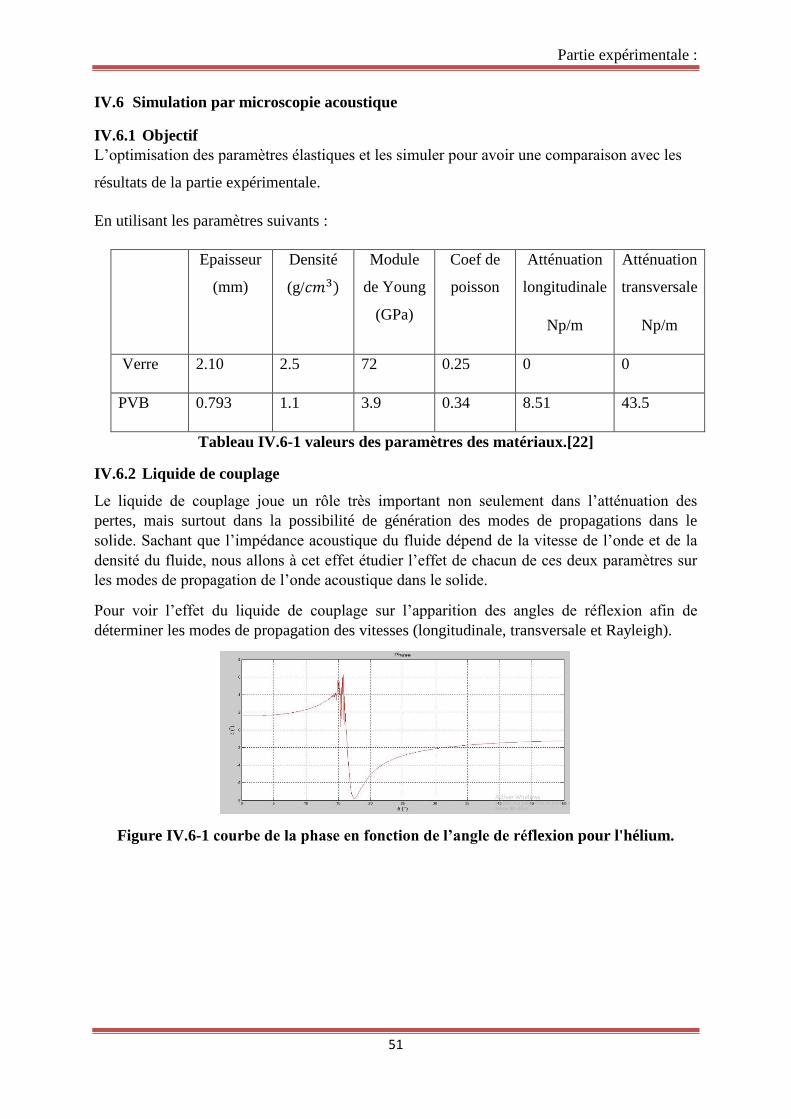
Partie expérimentale :
51
IV.6 Simulation par microscopie acoustique
IV.6.1 Objectif
L’optimisation des paramètres élastiques et les simuler pour avoir une comparaison avec les
résultats de la partie expérimentale.
En utilisant les paramètres suivants :
Epaisseur
(mm)
Densité
(g/
Module
de Young
(GPa)
Coef de
poisson
Atténuation
longitudinale
Np/m
Atténuation
transversale
Np/m
Verre 2.10 2.5 72 0.25 0 0
PVB 0.793 1.1 3.9 0.34 8.51 43.5
Tableau IV.6-1 valeurs des paramètres des matériaux.[22]
IV.6.2 Liquide de couplage
Le liquide de couplage joue un rôle très important non seulement dans l’atténuation des
pertes, mais surtout dans la possibilité de génération des modes de propagations dans le
solide. Sachant que l’impédance acoustique du fluide dépend de la vitesse de l’onde et de la
densité du fluide, nous allons à cet effet étudier l’effet de chacun de ces deux paramètres sur
les modes de propagation de l’onde acoustique dans le solide.
Pour voir l’effet du liquide de couplage sur l’apparition des angles de réflexion afin de
déterminer les modes de propagation des vitesses (longitudinale, transversale et Rayleigh).
Figure IV.6-1 courbedelaphaseenfonctiondel’anglederéflexion pour l'hélium.
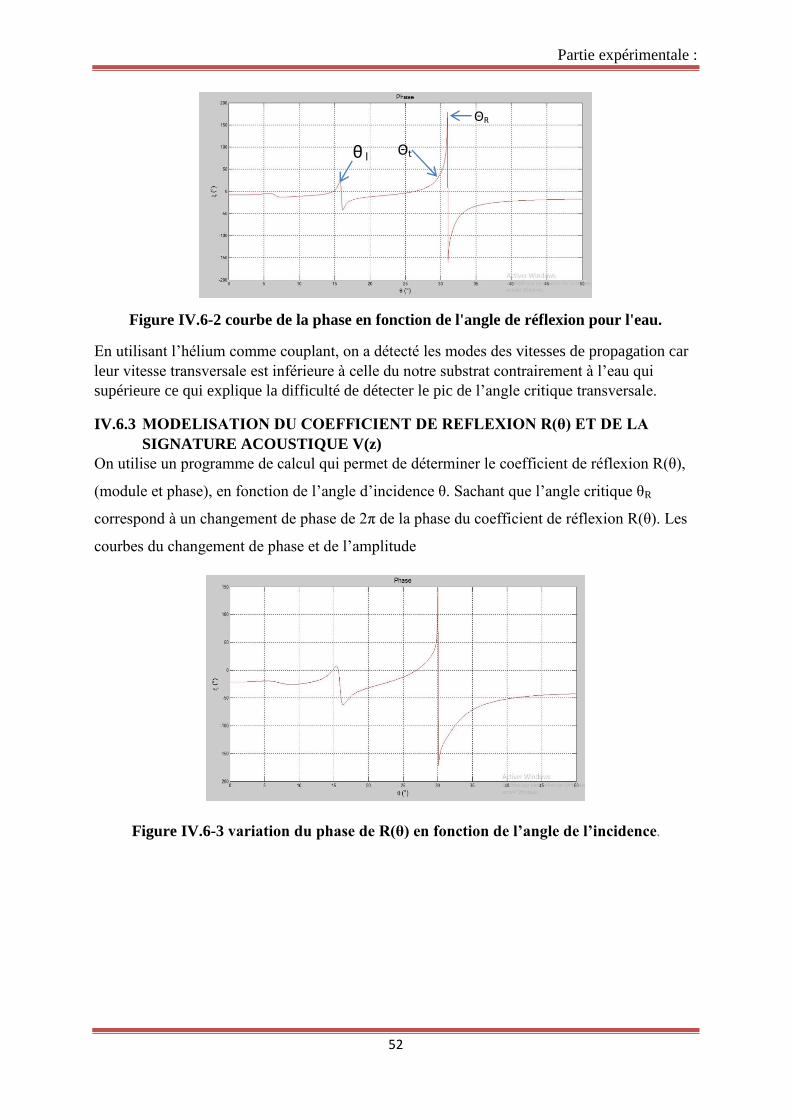
Partie expérimentale :
52
Figure IV.6-2 courbe de la phase en fonction de l'angle de réflexion pour l'eau.
En utilisant l’hélium comme couplant, on a détecté les modes des vitesses de propagation car
leur vitesse transversale est inférieure à celle du notre substrat contrairement à l’eau qui
supérieure ce qui explique la difficulté de détecter le pic de l’angle critique transversale.
IV.6.3 MODELISATIONDUCOEFFICIENTDEREFLEXIONR(θ)ETDELA
SIGNATURE ACOUSTIQUE V(z)
On utilise un programme de calcul qui permet de déterminer le coefficient de réflexion R(θ),
(module et phase), en fonction de l’angle d’incidence θ. Sachant que l’angle critique θR
correspond à un changement de phase de 2π de la phase du coefficient de réflexion R(θ). Les
courbes du changement de phase et de l’amplitude
Figure IV.6-3 variationduphasedeR(θ)enfonctiondel’angledel’incidence.
θ l Θt
ΘR
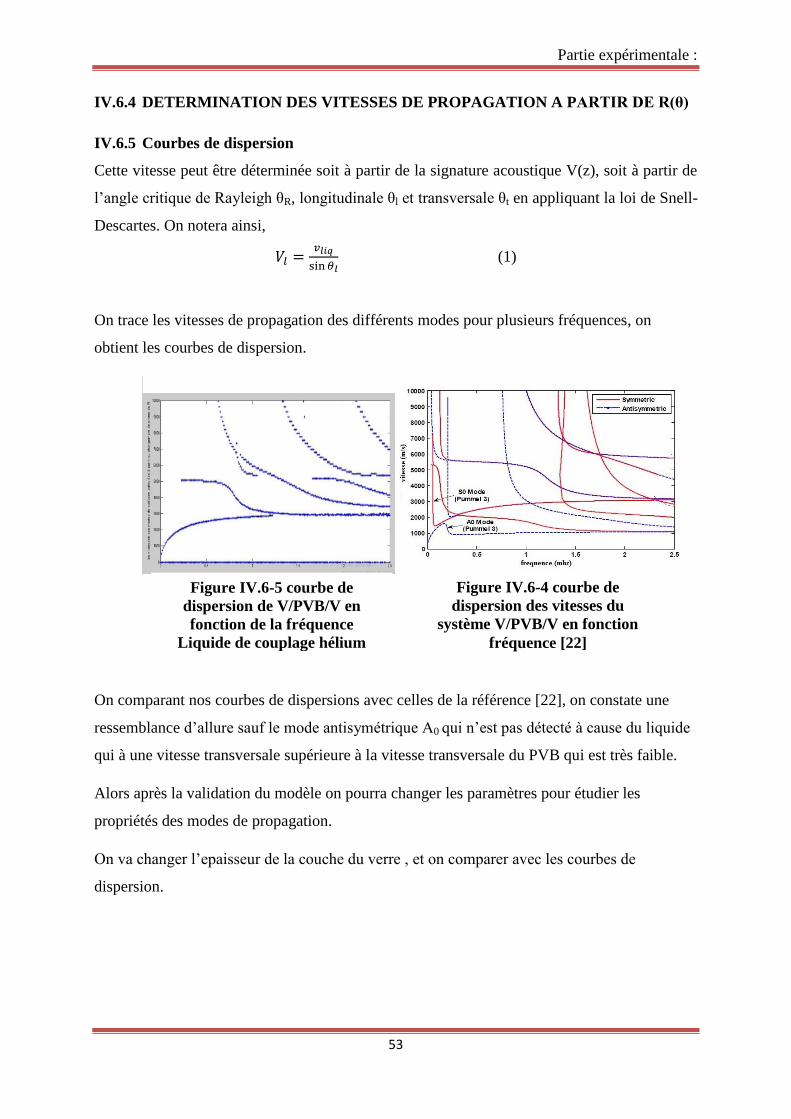
Partie expérimentale :
53
IV.6.4 DETERMINATION DES VITESSES DE PROPAGATION A PARTIRDER(θ)
IV.6.5 Courbes de dispersion
Cette vitesse peut être déterminée soit à partir de la signature acoustique V(z), soit à partir de
l’angle critique de Rayleigh θR, longitudinale θl et transversale θt en appliquant la loi de Snell-
Descartes. On notera ainsi,
(1)
On trace les vitesses de propagation des différents modes pour plusieurs fréquences, on
obtient les courbes de dispersion.
On comparant nos courbes de dispersions avec celles de la référence [22], on constate une
ressemblance d’allure sauf le mode antisymétrique A0 qui n’est pas détecté à cause du liquide
qui à une vitesse transversale supérieure à la vitesse transversale du PVB qui est très faible.
Alors après la validation du modèle on pourra changer les paramètres pour étudier les
propriétés des modes de propagation.
On va changer l’epaisseur de la couche du verre , et on comparer avec les courbes de
dispersion.
Figure IV.6-5 courbe de
dispersion de V/PVB/V en
fonction de la fréquence
Liquide de couplage hélium
Figure IV.6-4 courbe de
dispersion des vitesses du
système V/PVB/V en fonction
fréquence [22]
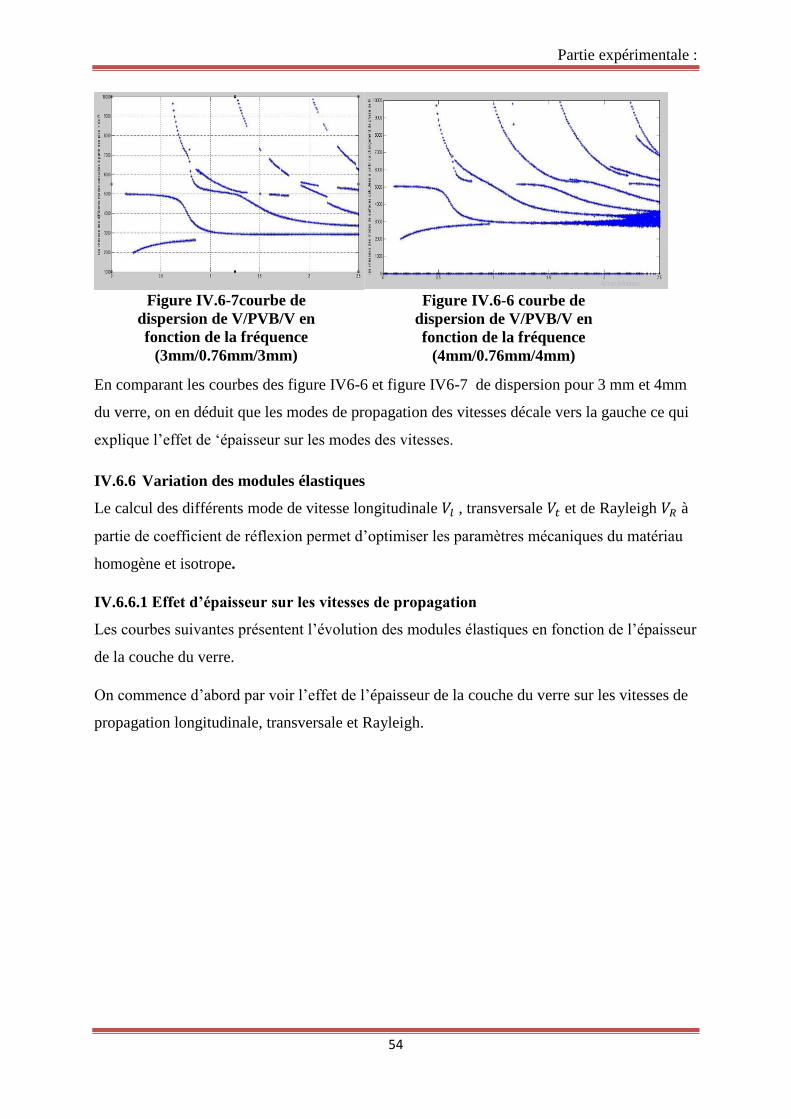
Partie expérimentale :
54
En comparant les courbes des figure IV6-6 et figure IV6-7 de dispersion pour 3 mm et 4mm
du verre, on en déduit que les modes de propagation des vitesses décale vers la gauche ce qui
explique l’effet de ‘épaisseur sur les modes des vitesses.
IV.6.6 Variation des modules élastiques
Le calcul des différents mode de vitesse longitudinale , transversale et de Rayleigh à
partie de coefficient de réflexion permet d’optimiser les paramètres mécaniques du matériau
homogène et isotrope.
Effetd’épaisseursurlesvitessesdepropagation IV.6.6.1
Les courbes suivantes présentent l’évolution des modules élastiques en fonction de l’épaisseur
de la couche du verre.
On commence d’abord par voir l’effet de l’épaisseur de la couche du verre sur les vitesses de
propagation longitudinale, transversale et Rayleigh.
Figure IV.6-7courbe de
dispersion de V/PVB/V en
fonction de la fréquence
(3mm/0.76mm/3mm)
Figure IV.6-6 courbe de
dispersion de V/PVB/V en
fonction de la fréquence
(4mm/0.76mm/4mm)
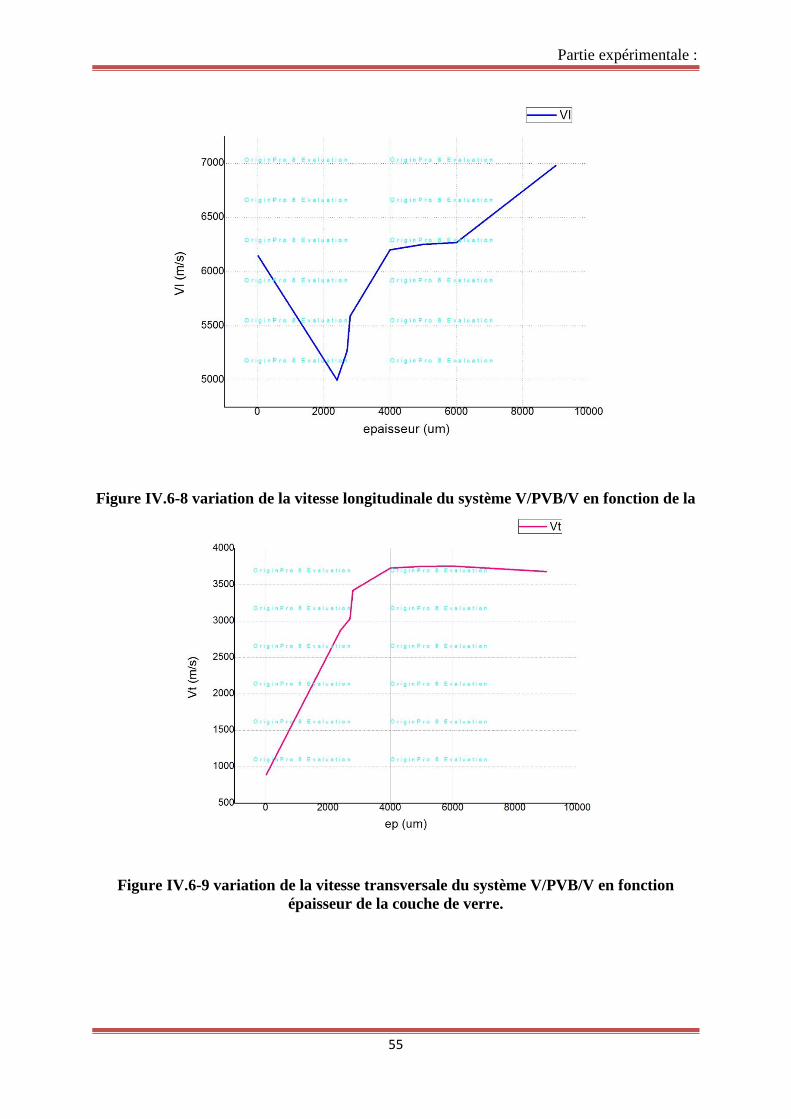
Partie expérimentale :
55
Figure IV.6-8 variation de la vitesse longitudinale du système V/PVB/V en fonction de la
Figure IV.6-9 variation de la vitesse transversale du système V/PVB/V en fonction
épaisseur de la couche de verre.
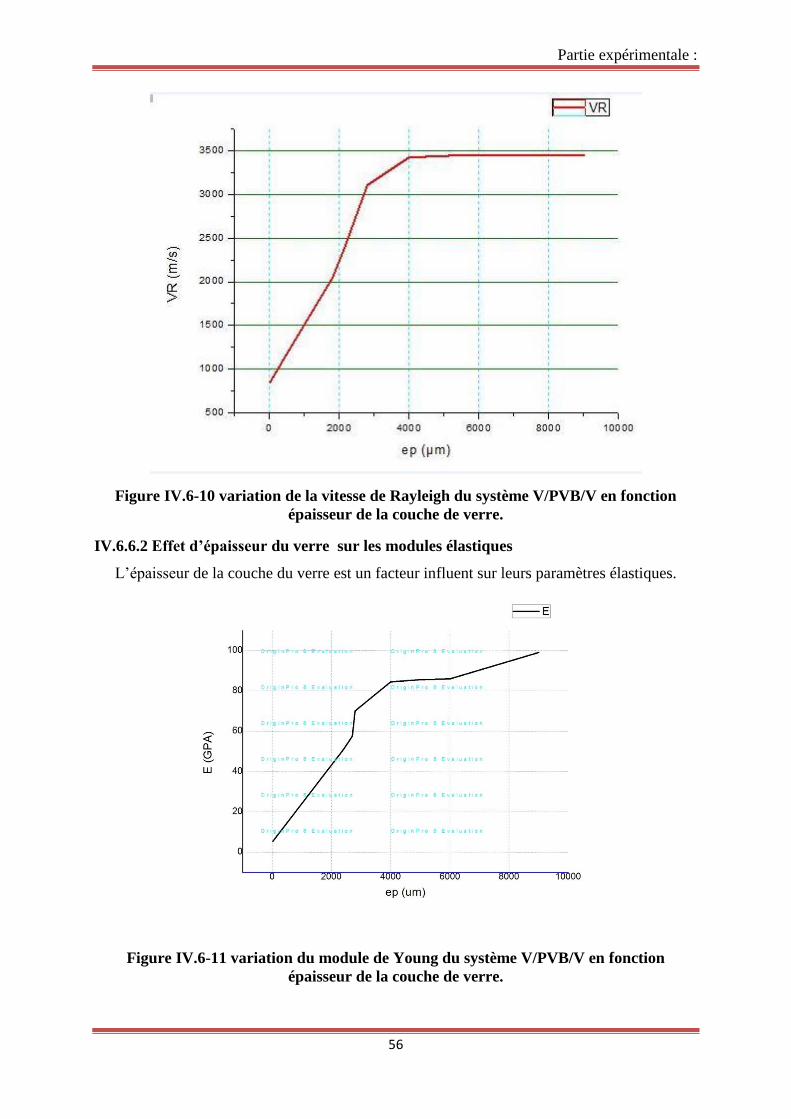
Partie expérimentale :
56
Figure IV.6-10 variation de la vitesse de Rayleigh du système V/PVB/V en fonction
épaisseur de la couche de verre.
Effetd’épaisseurdu verre sur les modules élastiques IV.6.6.2
L’épaisseur de la couche du verre est un facteur influent sur leurs paramètres élastiques.
Figure IV.6-11 variation du module de Young du système V/PVB/V en fonction
épaisseur de la couche de verre.
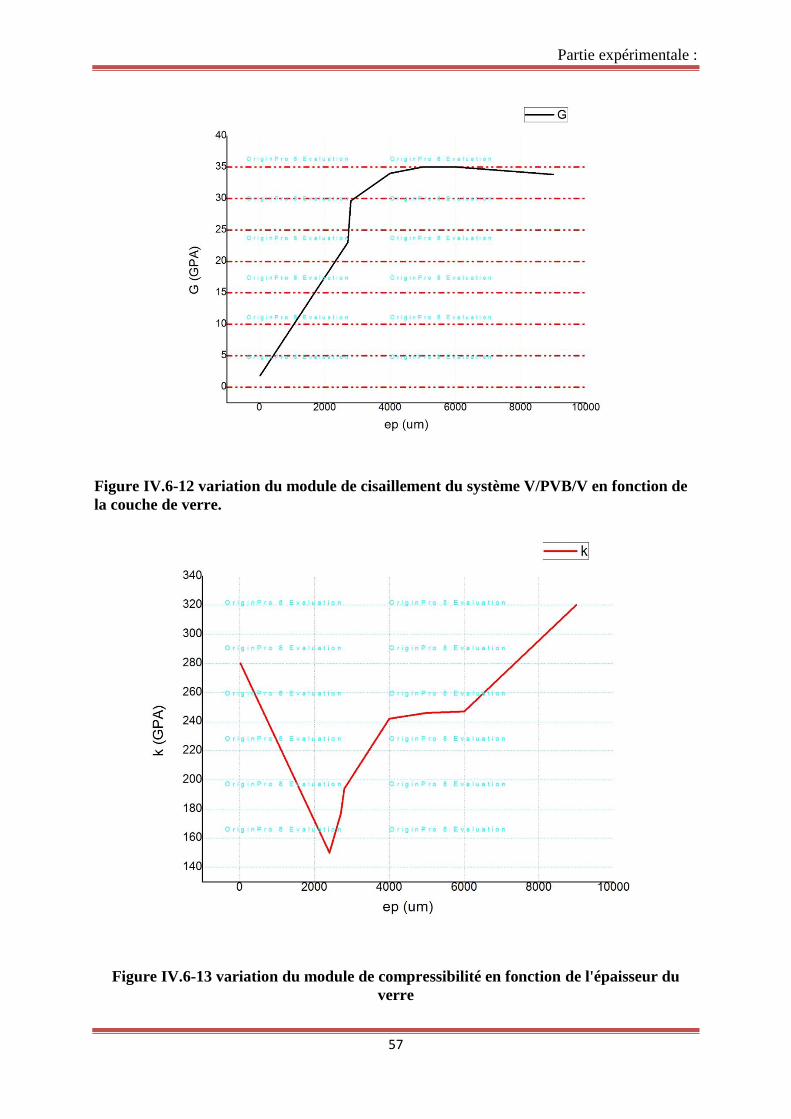
Partie expérimentale :
57
Figure IV.6-12 variation du module de cisaillement du système V/PVB/V en fonction de
la couche de verre.
Figure IV.6-13 variation du module de compressibilité en fonction de l'épaisseur du
verre
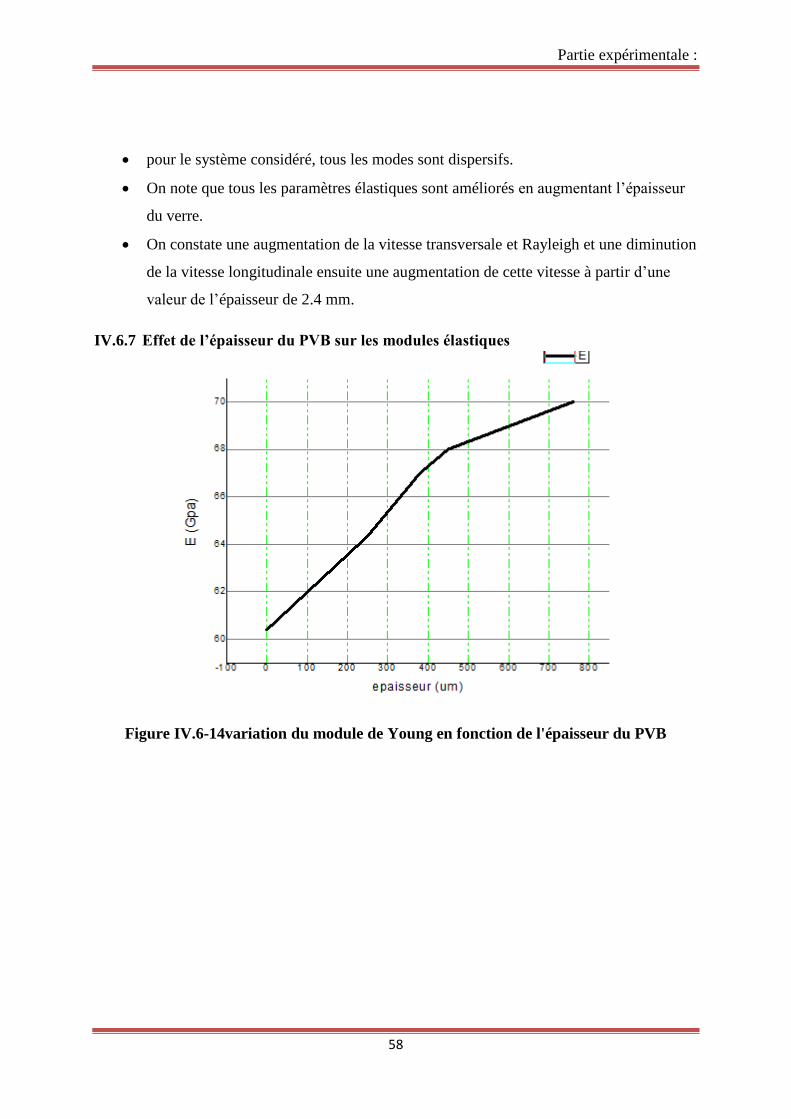
Partie expérimentale :
58
pour le système considéré, tous les modes sont dispersifs.
On note que tous les paramètres élastiques sont améliorés en augmentant l’épaisseur
du verre.
On constate une augmentation de la vitesse transversale et Rayleigh et une diminution
de la vitesse longitudinale ensuite une augmentation de cette vitesse à partir d’une
valeur de l’épaisseur de 2.4 mm.
IV.6.7 Effetdel’épaisseurduPVBsurlesmodulesélastiques
Figure IV.6-14variation du module de Young en fonction de l'épaisseur du PVB
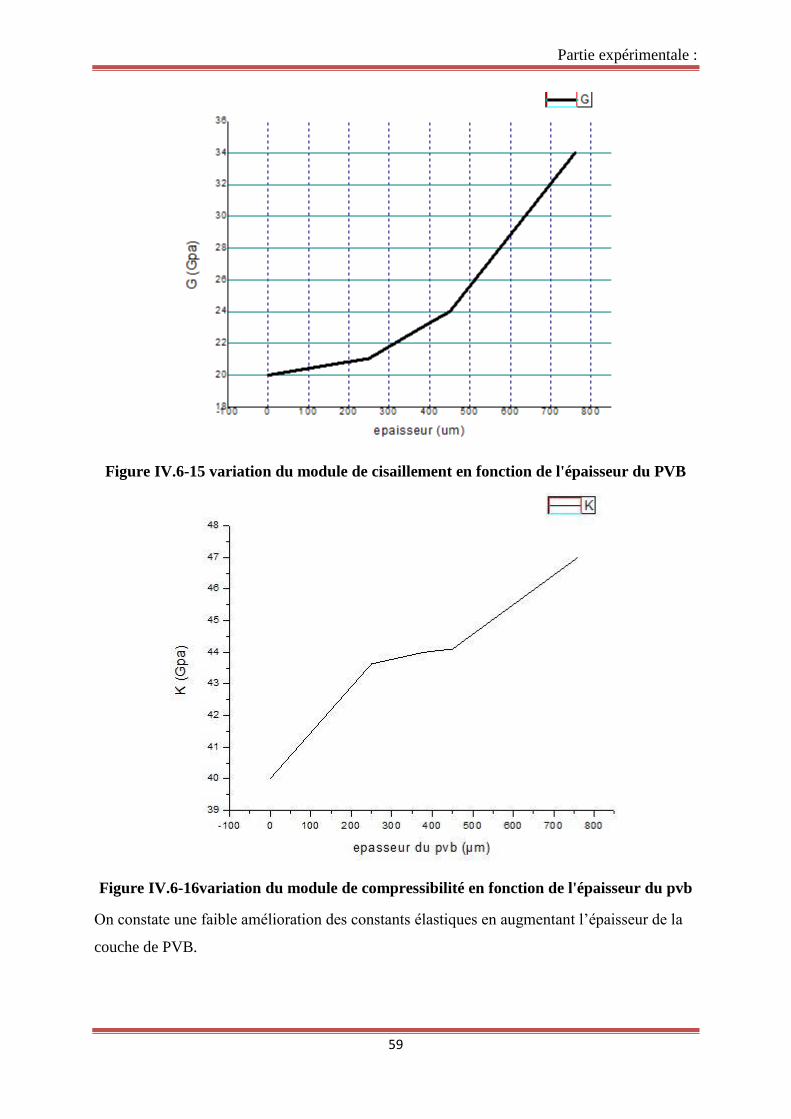
Partie expérimentale :
59
Figure IV.6-15 variation du module de cisaillement en fonction de l'épaisseur du PVB
Figure IV.6-16variation du module de compressibilité en fonction de l'épaisseur du pvb
On constate une faible amélioration des constants élastiques en augmentant l’épaisseur de la
couche de PVB.
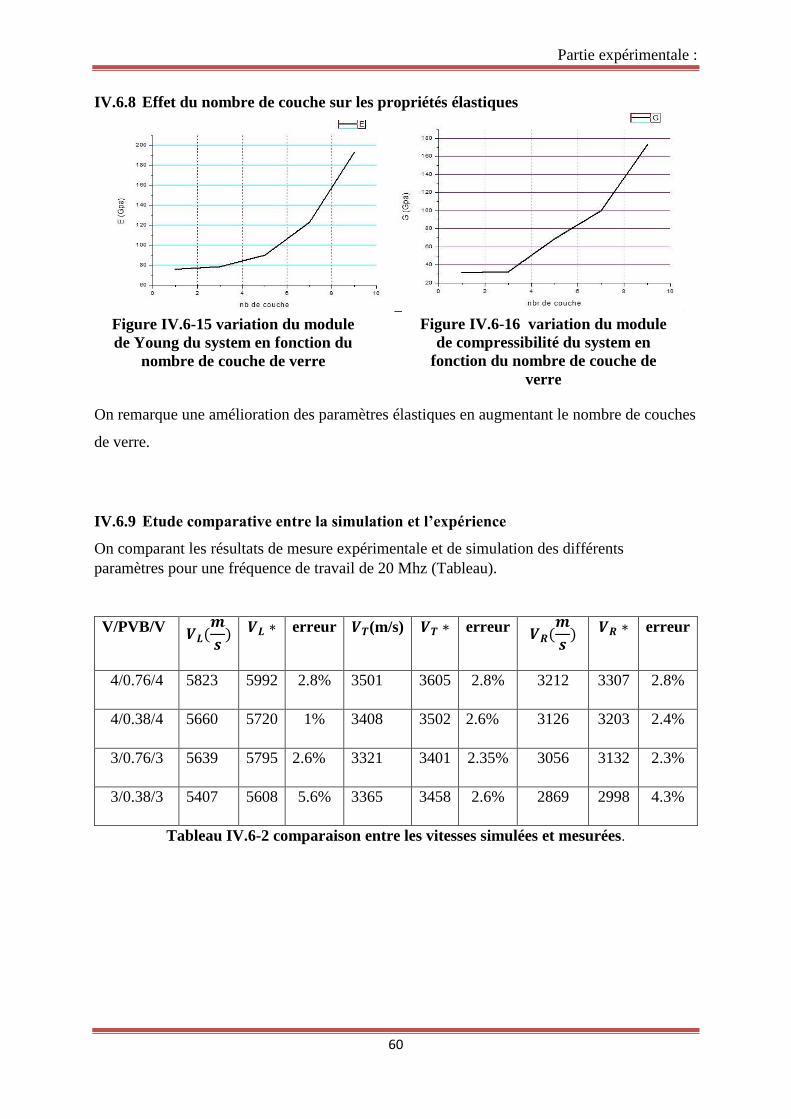
Partie expérimentale :
60
IV.6.8 Effet du nombre de couche sur les propriétés élastiques
On remarque une amélioration des paramètres élastiques en augmentant le nombre de couches
de verre.
IV.6.9 Etudecomparativeentrelasimulationetl’expérience
On comparant les résultats de mesure expérimentale et de simulation des différents
paramètres pour une fréquence de travail de 20 Mhz (Tableau).
V/PVB/V
erreur (m/s) erreur
erreur
4/0.76/4 5823 5992 2.8% 3501 3605 2.8% 3212 3307 2.8%
4/0.38/4 5660 5720 1% 3408 3502 2.6% 3126 3203 2.4%
3/0.76/3 5639 5795 2.6% 3321 3401 2.35% 3056 3132 2.3%
3/0.38/3 5407 5608 5.6% 3365 3458 2.6% 2869 2998 4.3%
Tableau IV.6-2 comparaison entre les vitesses simulées et mesurées.
Figure IV.6-15 variation du module
de Young du system en fonction du
nombre de couche de verre
Figure IV.6-16 variation du module
de compressibilité du system en
fonction du nombre de couche de
verre
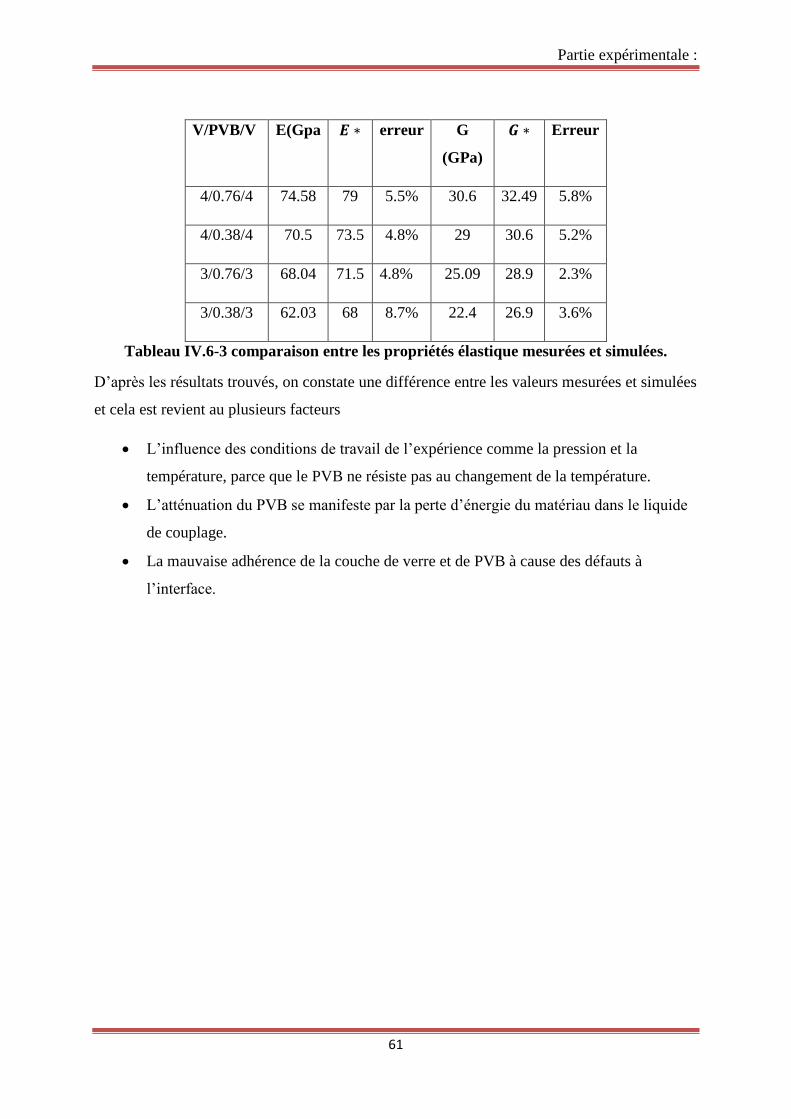
Partie expérimentale :
61
V/PVB/V E(Gpa erreur G
(GPa)
Erreur
4/0.76/4 74.58 79 5.5% 30.6 32.49 5.8%
4/0.38/4 70.5 73.5 4.8% 29 30.6 5.2%
3/0.76/3 68.04 71.5 4.8% 25.09 28.9 2.3%
3/0.38/3 62.03 68 8.7% 22.4 26.9 3.6%
Tableau IV.6-3 comparaison entre les propriétés élastique mesurées et simulées.
D’après les résultats trouvés, on constate une différence entre les valeurs mesurées et simulées
et cela est revient au plusieurs facteurs
L’influence des conditions de travail de l’expérience comme la pression et la
température, parce que le PVB ne résiste pas au changement de la température.
L’atténuation du PVB se manifeste par la perte d’énergie du matériau dans le liquide
de couplage.
La mauvaise adhérence de la couche de verre et de PVB à cause des défauts à
l’interface.
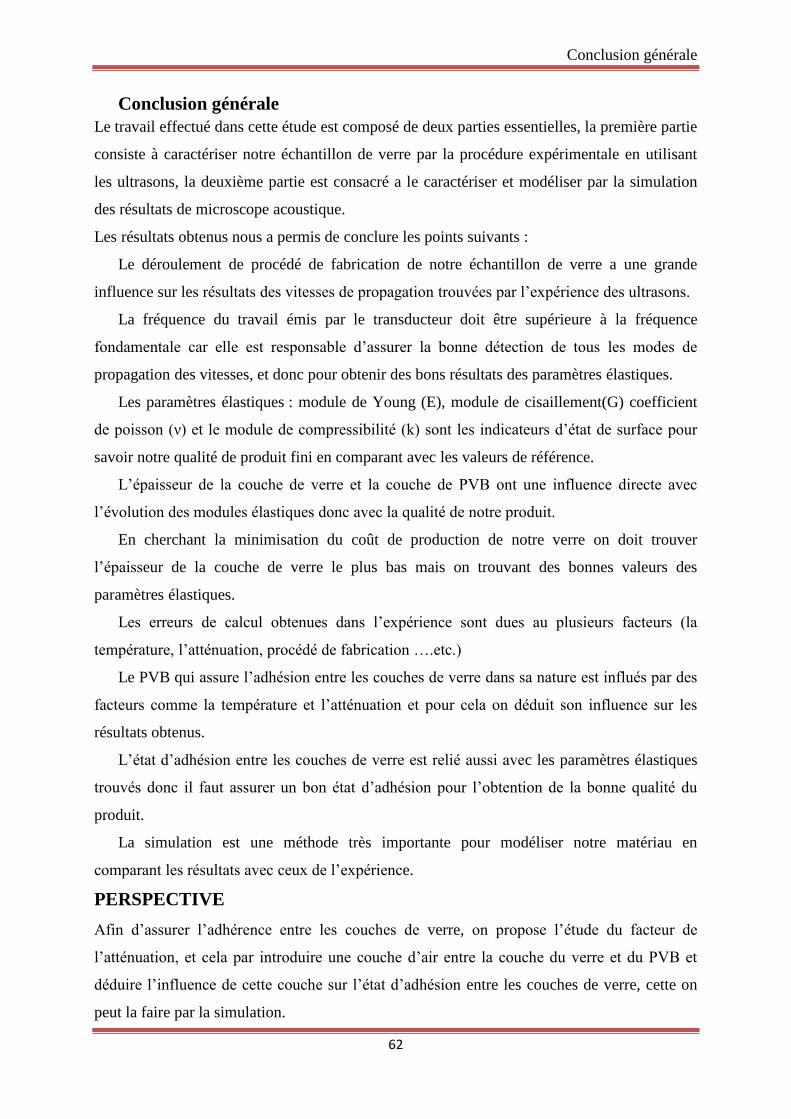
Conclusion générale
62
Conclusion générale
Le travail effectué dans cette étude est composé de deux parties essentielles, la première partie
consiste à caractériser notre échantillon de verre par la procédure expérimentale en utilisant
les ultrasons, la deuxième partie est consacré a le caractériser et modéliser par la simulation
des résultats de microscope acoustique.
Les résultats obtenus nous a permis de conclure les points suivants :
Le déroulement de procédé de fabrication de notre échantillon de verre a une grande
influence sur les résultats des vitesses de propagation trouvées par l’expérience des ultrasons.
La fréquence du travail émis par le transducteur doit être supérieure à la fréquence
fondamentale car elle est responsable d’assurer la bonne détection de tous les modes de
propagation des vitesses, et donc pour obtenir des bons résultats des paramètres élastiques.
Les paramètres élastiques : module de Young (E), module de cisaillement(G) coefficient
de poisson (ν) et le module de compressibilité (k) sont les indicateurs d’état de surface pour
savoir notre qualité de produit fini en comparant avec les valeurs de référence.
L’épaisseur de la couche de verre et la couche de PVB ont une influence directe avec
l’évolution des modules élastiques donc avec la qualité de notre produit.
En cherchant la minimisation du coût de production de notre verre on doit trouver
l’épaisseur de la couche de verre le plus bas mais on trouvant des bonnes valeurs des
paramètres élastiques.
Les erreurs de calcul obtenues dans l’expérience sont dues au plusieurs facteurs (la
température, l’atténuation, procédé de fabrication ….etc.)
Le PVB qui assure l’adhésion entre les couches de verre dans sa nature est influés par des
facteurs comme la température et l’atténuation et pour cela on déduit son influence sur les
résultats obtenus.
L’état d’adhésion entre les couches de verre est relié aussi avec les paramètres élastiques
trouvés donc il faut assurer un bon état d’adhésion pour l’obtention de la bonne qualité du
produit.
La simulation est une méthode très importante pour modéliser notre matériau en
comparant les résultats avec ceux de l’expérience.
PERSPECTIVE
Afin d’assurer l’adhérence entre les couches de verre, on propose l’étude du facteur de
l’atténuation, et cela par introduire une couche d’air entre la couche du verre et du PVB et
déduire l’influence de cette couche sur l’état d’adhésion entre les couches de verre, cette on
peut la faire par la simulation.
Références bibliographiques
Références bibliographiques
[1] « Le Verre : Nature, Structure et Propriété ». H. Scholze. 2éme édition ; Institut du Verre
[2] « Le verre et l’état vitreux » - Ed. Masson - Zarzicky – ISBN : 2225690367, 1982.
[3] « Les céramiques industrielles : propriétés, mise en forme et applications ». Gilbert
Fantozzi et al, édition DUNOD, 2013.
[4] « Pilkington, Le Procédé Float » , sur www.pilkington.com, 2014 (consulté le 21
novembre 2014)
[5] « l’expérience verrière », H. Prevost, 1998.
[6] « Glas, Natur, Struktur und Eigenschaften, Springer », SCHOLZE H, Berlin (1977).
[7] « technologie de verre », Pr. AYADI .A, INMC-Boumerdes
F. Billon, "Soudes et potasses", Petite encyclopédie de chimie industrielle pratique no 3, E.
Bernard et Cie imprimeurs-éditeurs, Paris, 1898, 160 pages.
[8] « Mécanismes physiques et chimiques mis en jeu lors de la fusion du mélange SiO2-
Na2CO3 », J. GRYNBERG, (thèse doctorale de l’université Pierre et Marie Curie), 13 (2012).
[9] « L’industrie du verre dans la communauté économique européenne »,C.C.E,Belgique
1988.
[10] «le Verre» science et Technologie James Barton et Claude Guillemet
[11] W. J. Xu, "Etude par ondes acoustiques de la qualité des interfaces dans une structure
multicouches", Thèse de Doctorat, Université de Valenciennes, France, (1995).
[12] J.E. Heiserman, ''Cryogenic acoustic microscopy: The search for ultrahigh resolution
using cryogenic liquids, '' Physica B+C, Volumes 109-110, pp. 1978-1989, July (1982).
[13] H. Coelho-Mandes, "Microscopie Acoustique: Influence des ondes latérales sur la
signature acoustique V(z)" Thèse de Doctorat, U.S.T.L, Montpellier, France, (1990).
[14] J. Attal, G. Despaux, R. Caplin, J. M. Saurel, "New developments in scanning acoustic
microscopy"n19ème
Acoustical Imaging Symposium, Bochum
[15] R. A. Lemons, C. F. Quate, "Acoustic Microscopy: Scanning version" Appl. Phys.
Letters 24, pp. 163-165, (1974).
[16] R. A. Lemons, C. F. Quate, "Acoustic Microscopy" Physical Acoustics 14, pp. 1-92,
Academic Press, London, (1979).
[17] A. Atalar, C. F. Quate, H. K. Wickramasinghe, "Phase imaging in reflection with the
acoustic microscope" J. Appl. Phys., Vol. 49, n° 10, pp. 5130-5139, (1978).
[18] J. Kushibiki, A. Ohkubo, N. Chubachi, ''Theorical analysis for V(z) curves obtained by
acoustic microscope with line focus beam''. Electronics letters, 18 N° 15, 663 (1982).
[19] J. Kushibiki, T. Ueda, N. Chubachi, "Determination of elastic constants by LFB acoustic
microscope" IEEE Ultrasonics Symposium, pp. 817 - 821, (1987).
[20] A Boudour, ''Etude par microscopie acoustique des différents modes de propagation dans
les structures monocouches et multicouches'', Thèse de Doctorat. Université Badji Mokhtar -
Annaba.(2000).
[21] J.A. Kleppe, Engineering applications of acoustics, Scientific Engineering Instruments,
Inc. Sparks, Nevada, (1989).

Références bibliographiques
[22] ADHESION QUALITY CONTROL OF LAMINATED SAFETY GLASS USING
ULTRASONIC VELOCITY AND ATTENUATION MEASUREMENTS BY
THOMAS ALAN SUCHY
[23] « Mechanical Evaluation Methods for Polymer and Composite Systems » Donna Theresa
Wrublewski University of Massachusetts – Amherst
Annexe
ANNEXE 1
PRESENTATION DU LIEU DE STAGE
1. Histoire et évolution de MFG
Mediterranean Float Glass ou MFG par abréviation, est une Entreprise Algérienne qui
a pour principale activité, la production et la transformation du verre flotté.
MFG, est une filiale du premier groupe industriel privé en Algérie CEVITAL, crée en
Avril 2007, en vue d’exploiter la plus grande ligne de production en Afrique et l’unique
producteur de verre plat au niveau maghrébin, d’une capacité de 600 Tonnes par jour, ce qui
est largement supérieur aux besoins nationaux. 70% de la capacité installée sont donc
destinés à l’exportation.
Le complexe est implantée au niveau du site de l’Arbaa dans la wilaya de Blida et a
nécessité un investissement de 100 Million d’Euros et fait partie d’un grand projet constitué
de 3 lignes de verre plat d’une capacité totale de 642 400 Tonnes par an et de 5 usines de
transformation de verre.
Sur le plan national, MFG a commencé à commercialiser sa production localement en
Septembre 2007, actuellement le verre MFG s’est imposée sur le marché local au détriment de
l’activité d’importation qui a pratiquement était interrompue depuis le début de l’année 2008.
Avec cet investissement, Cevital est le plus grand producteur de verre plat en Afrique,
classé devant l’Afrique du sud avec une production de 500 Tonnes par jour et l’Egypte avec
une production de 400 Tonnes par jour.
Nous pouvons donc dire que MFG est le leader du verre sur le marché national, dans
la mesure où il détient le quasi-monopole sur l’ensemble du territoire national.
2. Objectifs de MFG
MFG est née avec la volonté de relever le défi d’ériger l’industrie du verre au stade
d’incontournable dans son domaine. Dès ses débuts, cette entreprise s’est fixé des objectifs à
atteindre, parmi ses objectifs nous pouvons citer ce qui suit :
- Satisfaction des clients ;
- Optimiser sa part du marché international - Satisfaire les demandes du marché national ;
Annexe
- Respecter l’environnement et l’hygiène et sécurité de ses employés ;
- Aboutir les certificats suivants :
• ISO (international standardisation organisation)
• QHSE (qualité, hygiène, sécurité environnement)
- Un développement qualitatif et quantitatif de la production, pour cela, la société MFG
envisage de réaliser une deuxième ligne d’une capacité de 800tonnes/jours ;
- La réalisation de ce projet constitue l’une des étapes pour faire de MFG un opérateur
incontournable dans le monde du verre plat.
3. Les effectifs de MFG
MFG compte actuellement plus de 750 salariés qui mettent en pratique leurs
compétences dans différents métiers afin de fournir un produit de choix et un service de
qualité
Motivés par l’excellence tous partagent le même esprit de performance et les mêmes
principes fondamentaux d’écoute, d’échange et d’innovation pour générer de la valeur et créer
de la richesse pour toutes les parties prenantes : actionnaires, collaborateur, clients et société
civile
4. Développement
Dans le cadre de l’extension de ces capacités de production MFG envisage de réaliser
une 2ème
ligne d’une capacité de 800tonnes/jours la réalisation de ce projet constitue l’une des
étapes pour faire de MFG un opérateur incontournable dans le monde du verre plat
Par ailleurs dans le but d’optimiser sa part du marché international, MFG diversifie sa
gamme de production à l’expert en créant sa ligne de verre feuilleté avec une capacité de
400tonnes/jours essentiellement en format PLF
Mais pour satisfaire les demandes du marché national MFG prévoit de doter cette
ligne de table de découpe en formats DLF et 1/2DLF

Annexe
5. Qualité Produit