Embed Size (px)
Citation preview

21ème Congrès Français de Mécanique Bordeaux, 26 au 30 août 2013
1
Etude de l’état de surface de trous percés dans des stratifiés carbone UD
MEHDI CHERIFa, Yann LANDONb
a. Université Bordeaux 1, ENSCBP, ENSAM ; I2M UMR CNRS 52 95 (Institut de Mécanique et d’Ingénierie de Bordeaux) ; IUT GMP, 15 rue Naudet CS 10207, 33175 Gradignan cedex, France.
b. Université de Toulouse; INSA, UPS, Mines Albi, ISAE; ICA (Institut Clément Ader); 118, route de Narbonne, F-31077 Toulouse, France.
Résumé : Les exigences de qualité dimensionnelle, d’état de surface et de santé matière imposées sur les trous percés dans des stratifiés composites UD sont drastiques dans le domaine aéronautique, du fait parfois d’une mauvaise connaissance de l’impact des défauts générés pendant le perçage sur la tenue en service des assemblages. C’est le cas de l’exigence d’un critère de rugosité Ra. Nos travaux portent sur la caractérisation et la qualification des défauts de paroi rencontrés lors des opérations de perçage des stratifiés composites UD. Dans un premier temps, les endommagements caractéristiques d’une opération de perçage ont été identifiés et reliés à l’angle entre la vitesse de coupe et l’orientation des fibres d’un pli. Par la suite, la surface d’un perçage a été mesurée au rugosimètre à contact, sur toute sa circonférence, par pas de 5°. Il apparaît que la valeur de Ra obtenue dépend fortement de la position de la ligne de mesure. Cela s’explique par le fait que la position angulaire des endommagements varie et dépend de la séquence d’empilement du stratifié. Il apparaît également que le profil de rugosité R est en partie artificiel, du fait du filtrage de l’ondulation (ISO4287). Ces travaux démontrent donc qu’un critère Ra (ou autre critère de type R) n’est pas représentatif de l’état de surface des trous percés dans les stratifiés composites, et que d’autres critères doivent être envisagés. Par la suite, l’étude s’est attachée à identifier les critères de type P qui sont représentatifs des états de surface obtenus, et à étudier l’influence des conditions opératoires lors du perçage (conditions de coupe, usure outil) sur la dégradation du stratifié. Les résultats montrent qu’un seul critère ne suffit pas à caractériser l’état de surface. L’étude permet également d’identifier les relations entre l’endommagement de la surface percée et les conditions opératoires.
Abstract : Assembling composite structures requires a significant number of drillings. During machining, defects appear on the surface of the drilled hole. This paper outlines that the criterion Ra is not adapted to reliably characterize the surface qualities on the composites. In particular, various tests have shown significant variations of the value of Ra according to the angular position of measurement, as well as the filtering artefacts. This study puts forward a new methodology to characterize the surface quality of a composite hole. To this end, a study of sensitivity of the various criteria proposed by standard ISO4287 was conducted. Various geometries of tool are also tested in the experimental phase. The impact of the operational parameters and the tool wear are analyzed based on this new methodology.
Mots clefs : Etat de surface composite ; Perçage ; Critère Ra
1 Introduction La part d’utilisation des matériaux composites a considérablement augmenté ces dernières années, notamment dans les domaines de l’aéronautique et du spatial. Pour l’assemblage des différentes structures, les logements de fixations sont généralement percés à l’outil coupant. Mais le procédé de perçage engendre des défauts à l’entrée, sur la paroi et à la sortie du trou dans le stratifié composite [1]. Notamment, des défauts d’état de surface apparaissent sur la paroi du trou, fortement liés à l’anisotropie et à l’orientation relative des fibres par rapport à la vitesse de coupe. Ces défauts de paroi sont également spécifiques en perçage d’empilages multi-matériaux [2], en cas de mauvaise évacuation des copeaux métalliques [3,4]. De
21ème Congrès Français de Mécanique Bordeaux, 26 au 30 août 2013
2
nombreux travaux analysent l’impact du procédé de perçage sur la qualité de la surface générée dans un stratifié composite. Ils se basent généralement sur des critères classiques de rugosité. Certains utilisent simplement le critère Ra [3,5-7] ou les critères Ry [8] ou Rmax [9], moyenné sur plusieurs mesures effectuées à différentes positions. Il est cependant admis que les mesures de rugosité varient de façon très importante d’une ligne de mesure à l’autre, en référence aux travaux de König et al. [10]. Cependant, dans aucun des cas, la pertinence du critère de rugosité Ra n’est remise en cause. Il ressort que les critères de rugosité classiquement utilisés (Ra, Ry, Rmax) ne sont pas pertinents pour qualifier les états de surface dans un perçage composite. Catché et al., en accord avec Ghidossi et al., ajoutent que les critères de rugosité ne sont pas représentatifs des performances mécaniques des structures [11,12]. En réponse à cette problématique, cet article s’attache à caractériser et qualifier les défauts de paroi rencontrés en perçage de stratifiés composites et à étudier l’impact des conditions opératoires.
2 Analyse des critères d’état de surface
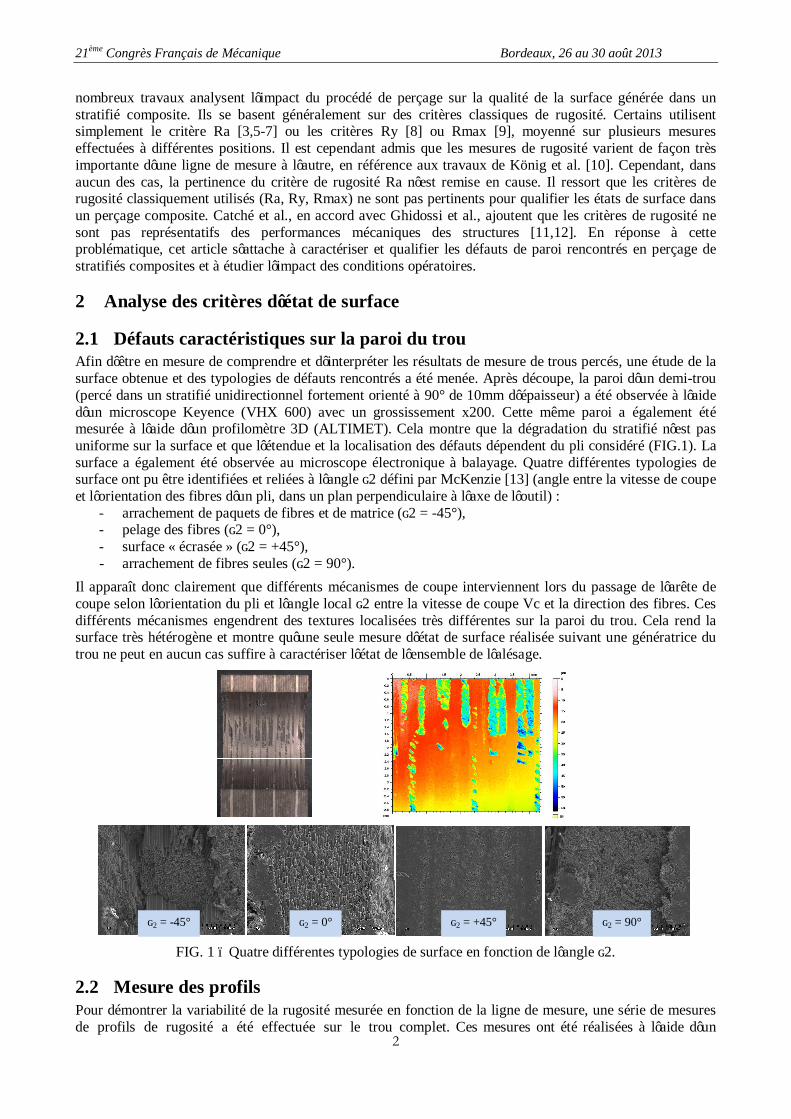
2.1 Défauts caractéristiques sur la paroi du trou Afin d’être en mesure de comprendre et d’interpréter les résultats de mesure de trous percés, une étude de la surface obtenue et des typologies de défauts rencontrés a été menée. Après découpe, la paroi d’un demi-trou (percé dans un stratifié unidirectionnel fortement orienté à 90° de 10mm d’épaisseur) a été observée à l’aide d’un microscope Keyence (VHX 600) avec un grossissement x200. Cette même paroi a également été mesurée à l’aide d’un profilomètre 3D (ALTIMET). Cela montre que la dégradation du stratifié n’est pas uniforme sur la surface et que l’étendue et la localisation des défauts dépendent du pli considéré (FIG.1). La surface a également été observée au microscope électronique à balayage. Quatre différentes typologies de surface ont pu être identifiées et reliées à l’angle χ2 défini par McKenzie [13] (angle entre la vitesse de coupe et l’orientation des fibres d’un pli, dans un plan perpendiculaire à l’axe de l’outil) :
- arrachement de paquets de fibres et de matrice (χ2 = -45°), - pelage des fibres (χ2 = 0°), - surface « écrasée » (χ2 = +45°), - arrachement de fibres seules (χ2 = 90°).
Il apparaît donc clairement que différents mécanismes de coupe interviennent lors du passage de l’arête de coupe selon l’orientation du pli et l’angle local χ2 entre la vitesse de coupe Vc et la direction des fibres. Ces différents mécanismes engendrent des textures localisées très différentes sur la paroi du trou. Cela rend la surface très hétérogène et montre qu’une seule mesure d’état de surface réalisée suivant une génératrice du trou ne peut en aucun cas suffire à caractériser l’état de l’ensemble de l’alésage.
FIG. 1 – Quatre différentes typologies de surface en fonction de l’angle χ2.
2.2 Mesure des profils Pour démontrer la variabilité de la rugosité mesurée en fonction de la ligne de mesure, une série de mesures de profils de rugosité a été effectuée sur le trou complet. Ces mesures ont été réalisées à l’aide d’un
χ2 = -45° χ2 = 0° χ2 = +45° χ2 = 90°
21ème Congrès Français de Mécanique Bordeaux, 26 au 30 août 2013
3
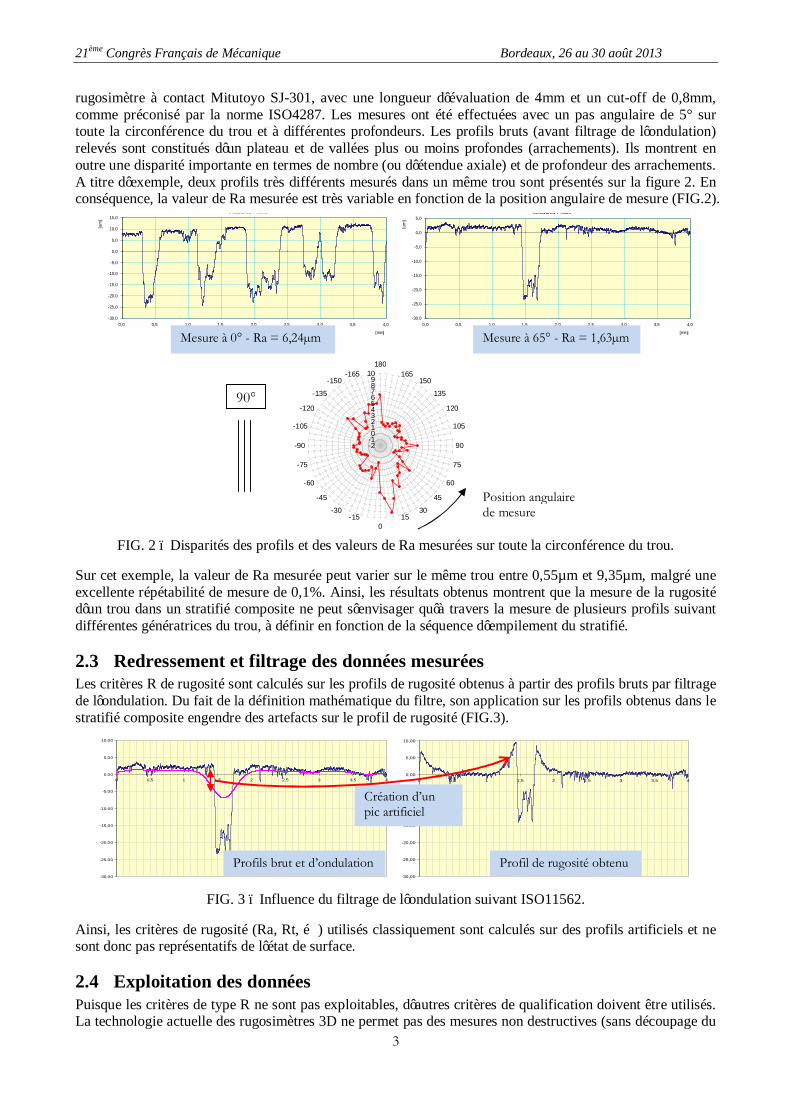
rugosimètre à contact Mitutoyo SJ-301, avec une longueur d’évaluation de 4mm et un cut-off de 0,8mm, comme préconisé par la norme ISO4287. Les mesures ont été effectuées avec un pas angulaire de 5° sur toute la circonférence du trou et à différentes profondeurs. Les profils bruts (avant filtrage de l’ondulation) relevés sont constitués d’un plateau et de vallées plus ou moins profondes (arrachements). Ils montrent en outre une disparité importante en termes de nombre (ou d’étendue axiale) et de profondeur des arrachements. A titre d’exemple, deux profils très différents mesurés dans un même trou sont présentés sur la figure 2. En conséquence, la valeur de Ra mesurée est très variable en fonction de la position angulaire de mesure (FIG.2).
FIG. 2 – Disparités des profils et des valeurs de Ra mesurées sur toute la circonférence du trou.
Sur cet exemple, la valeur de Ra mesurée peut varier sur le même trou entre 0,55µm et 9,35µm, malgré une excellente répétabilité de mesure de 0,1%. Ainsi, les résultats obtenus montrent que la mesure de la rugosité d’un trou dans un stratifié composite ne peut s’envisager qu’à travers la mesure de plusieurs profils suivant différentes génératrices du trou, à définir en fonction de la séquence d’empilement du stratifié.
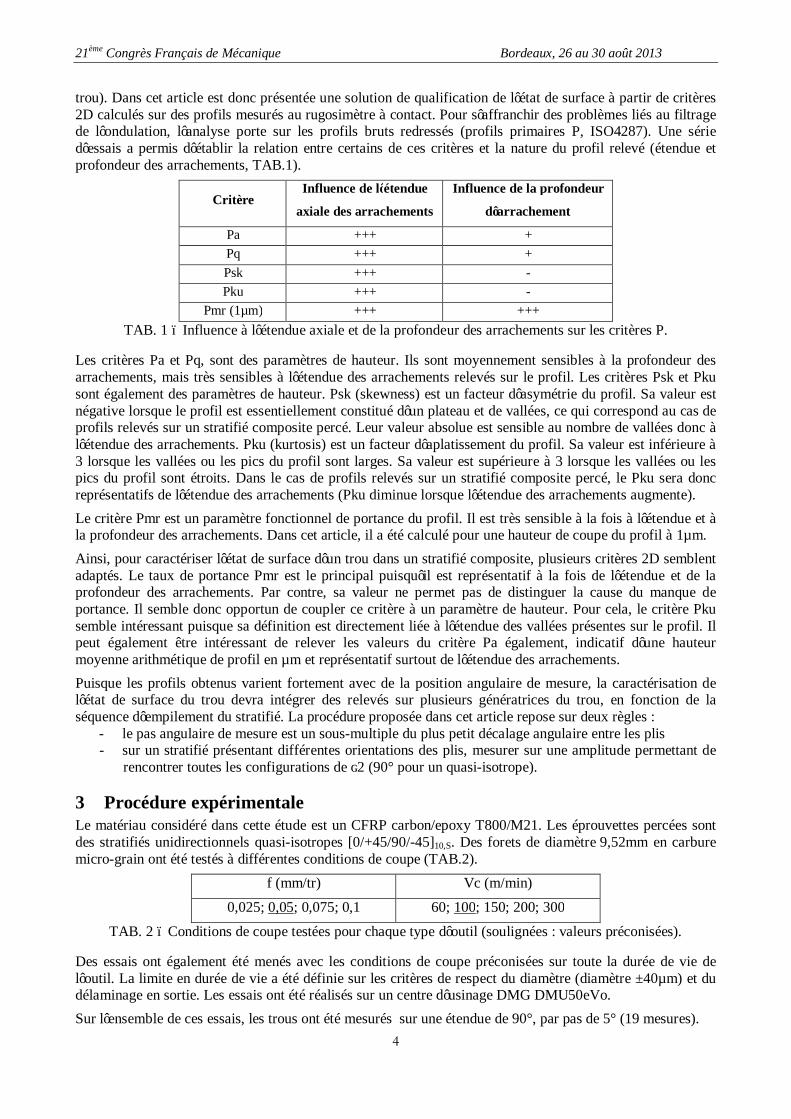
2.3 Redressement et filtrage des données mesurées Les critères R de rugosité sont calculés sur les profils de rugosité obtenus à partir des profils bruts par filtrage de l’ondulation. Du fait de la définition mathématique du filtre, son application sur les profils obtenus dans le stratifié composite engendre des artefacts sur le profil de rugosité (FIG.3).
FIG. 3 – Influence du filtrage de l’ondulation suivant ISO11562.
Ainsi, les critères de rugosité (Ra, Rt, …) utilisés classiquement sont calculés sur des profils artificiels et ne sont donc pas représentatifs de l’état de surface.
2.4 Exploitation des données Puisque les critères de type R ne sont pas exploitables, d’autres critères de qualification doivent être utilisés. La technologie actuelle des rugosimètres 3D ne permet pas des mesures non destructives (sans découpage du
-30,00
-25,00
-20,00
-15,00
-10,00
-5,00
0,00
5,00
10,00
0 0,5 1 1,5 2 2,5 3 3,5 4
-30,00
-25,00
-20,00
-15,00
-10,00
-5,00
0,00
5,00
10,00
0 0,5 1 1,5 2 2,5 3 3,5 4
Profils brut et d’ondulation
Création d’un pic artificiel
Profil de rugosité obtenu
-2-10123456789
10180
165150
135
120
105
90
75
60
45
3015
0-15
-30
-45
-60
-75
-90
-105
-120
-135
-150-165
90°
Position angulaire de mesure
Measured Profile
-30,0
-25,0
-20,0
-15,0
-10,0
-5,0
0,0
5,0
0,0 0,5 1,0 1,5 2,0 2,5 3,0 3,5 4,0
[mm]
[um
]
Measured Profile
-30,0
-25,0
-20,0
-15,0
-10,0
-5,0
0,0
5,0
10,0
15,0
0,0 0,5 1,0 1,5 2,0 2,5 3,0 3,5 4,0
[mm]
[um
]
Mesure à 0° - Ra = 6,24µm Mesure à 65° - Ra = 1,63µm
21ème Congrès Français de Mécanique Bordeaux, 26 au 30 août 2013
4
trou). Dans cet article est donc présentée une solution de qualification de l’état de surface à partir de critères 2D calculés sur des profils mesurés au rugosimètre à contact. Pour s’affranchir des problèmes liés au filtrage de l’ondulation, l’analyse porte sur les profils bruts redressés (profils primaires P, ISO4287). Une série d’essais a permis d’établir la relation entre certains de ces critères et la nature du profil relevé (étendue et profondeur des arrachements, TAB.1).
Critère Influence de l’étendue
axiale des arrachements
Influence de la profondeur
d’arrachement
Pa +++ + Pq +++ + Psk +++ - Pku +++ -
Pmr (1µm) +++ +++ TAB. 1 – Influence à l’étendue axiale et de la profondeur des arrachements sur les critères P.
Les critères Pa et Pq, sont des paramètres de hauteur. Ils sont moyennement sensibles à la profondeur des arrachements, mais très sensibles à l’étendue des arrachements relevés sur le profil. Les critères Psk et Pku sont également des paramètres de hauteur. Psk (skewness) est un facteur d’asymétrie du profil. Sa valeur est négative lorsque le profil est essentiellement constitué d’un plateau et de vallées, ce qui correspond au cas de profils relevés sur un stratifié composite percé. Leur valeur absolue est sensible au nombre de vallées donc à l’étendue des arrachements. Pku (kurtosis) est un facteur d’aplatissement du profil. Sa valeur est inférieure à 3 lorsque les vallées ou les pics du profil sont larges. Sa valeur est supérieure à 3 lorsque les vallées ou les pics du profil sont étroits. Dans le cas de profils relevés sur un stratifié composite percé, le Pku sera donc représentatifs de l’étendue des arrachements (Pku diminue lorsque l’étendue des arrachements augmente). Le critère Pmr est un paramètre fonctionnel de portance du profil. Il est très sensible à la fois à l’étendue et à la profondeur des arrachements. Dans cet article, il a été calculé pour une hauteur de coupe du profil à 1µm. Ainsi, pour caractériser l’état de surface d’un trou dans un stratifié composite, plusieurs critères 2D semblent adaptés. Le taux de portance Pmr est le principal puisqu’il est représentatif à la fois de l’étendue et de la profondeur des arrachements. Par contre, sa valeur ne permet pas de distinguer la cause du manque de portance. Il semble donc opportun de coupler ce critère à un paramètre de hauteur. Pour cela, le critère Pku semble intéressant puisque sa définition est directement liée à l’étendue des vallées présentes sur le profil. Il peut également être intéressant de relever les valeurs du critère Pa également, indicatif d’une hauteur moyenne arithmétique de profil en µm et représentatif surtout de l’étendue des arrachements. Puisque les profils obtenus varient fortement avec de la position angulaire de mesure, la caractérisation de l’état de surface du trou devra intégrer des relevés sur plusieurs génératrices du trou, en fonction de la séquence d’empilement du stratifié. La procédure proposée dans cet article repose sur deux règles :
- le pas angulaire de mesure est un sous-multiple du plus petit décalage angulaire entre les plis - sur un stratifié présentant différentes orientations des plis, mesurer sur une amplitude permettant de
rencontrer toutes les configurations de χ2 (90° pour un quasi-isotrope).
3 Procédure expérimentale Le matériau considéré dans cette étude est un CFRP carbon/epoxy T800/M21. Les éprouvettes percées sont des stratifiés unidirectionnels quasi-isotropes [0/+45/90/-45]10,S. Des forets de diamètre 9,52mm en carbure micro-grain ont été testés à différentes conditions de coupe (TAB.2).
f (mm/tr) Vc (m/min)
0,025; 0,05; 0,075; 0,1 60; 100; 150; 200; 300
TAB. 2 – Conditions de coupe testées pour chaque type d’outil (soulignées : valeurs préconisées).
Des essais ont également été menés avec les conditions de coupe préconisées sur toute la durée de vie de l’outil. La limite en durée de vie a été définie sur les critères de respect du diamètre (diamètre ±40µm) et du délaminage en sortie. Les essais ont été réalisés sur un centre d’usinage DMG DMU50eVo. Sur l’ensemble de ces essais, les trous ont été mesurés sur une étendue de 90°, par pas de 5° (19 mesures).

21ème Congrès Français de Mécanique Bordeaux, 26 au 30 août 2013
5
4 Résultats et discussion L’impact des conditions de coupe sur l’état de surface est représenté sur la figure 4 par les critères Pmr, Pku et Pa moyens, affectés de leur écart-type. Une augmentation de l’avance ou de la vitesse de coupe engendre une détérioration de la portance, qui s’explique par une augmentation de l’étendue et surtout de la profondeur des arrachements, car le critère Pa augmente fortement alors que le critère Pku reste relativement stable.
FIG. 4 – Impact des conditions de coupe sur les critères Pmr, Pku et Pa.
L’impact de l’usure d’outil est présenté sur la figure 5. Il apparaît que la portance a tendance à diminuer avec l’usure de l’outil. Par contre, les paramètres Pku et Pa ne sont pas significativement impactés. Ainsi, il semble que l’usure de l’outil a un impact léger mais régulier sur la profondeur des arrachements.
FIG. 5 – Evolution des critères Pmr, Pku et Pa sur l’ensemble de la durée de vie outil.
0
2
4
6
8
10
0 20 40 60 80 100
Pmr (
%)
tool life (%)
Mean
0
5
10
15
20
25
30
0 20 40 60 80 100
Pku
tool life (%)
Mean
02468
1012141618
0 20 40 60 80 100
Pa (µ
m)
tool life (%)
Mean
05
10152025303540
0 0,05 0,1 0,15
Pmr (
%)
f (mm/rev)
Mean
0
5
10
15
20
25
30
35
40
0 100 200 300 400
Pmr (
%)
Vc (m/min)
Mean
0
5
10
15
20
25
30
0 0,05 0,1 0,15
Pku
f (mm/rev)
Mean
0
5
10
15
20
25
30
0 100 200 300 400
Pku
Vc (m/min)
Mean
0
2
4
6
8
10
12
0 0,05 0,1 0,15
Pa
f (mm/rev)
Mean
02468
1012141618
0 100 200 300 400
Pa
Vc (m/min)
Mean

21ème Congrès Français de Mécanique Bordeaux, 26 au 30 août 2013
6
5 Conclusions A partir des travaux menés et des résultats obtenus, les conclusions suivantes peuvent être apportées :
- Les critères de rugosité de type R ne sont pas utilisables pour caractériser l’état de surface d’un trou percé dans un stratifié composite.
- Le profil obtenu lors d’une mesure au rugosimètre à contact sur un trou dans un stratifié composite dépend de façon très importante de la position angulaire et spatiale de la mesure.
- Afin de caractériser l’état de surface d’un trou dans un stratifié composite, il est nécessaire de relever plusieurs profils sur une étendue angulaire minimale de 90° et avec un pas sous-multiple du décalage entre plis dans le stratifié.
- Afin de caractériser l’état de surface d’un trou dans un stratifié composite, les critères Pmr, Pku et Pa peuvent être utilisés (valeurs moyennes, minimales et maximales, et écart-type) ; le paramètre Pmr est sensible à la profondeur et à l’étendue des arrachements présents sur le profil ; les paramètres Pku et Pa sont surtout sensibles à l’étendue axiale des arrachements.
- Pour les outils utilisés, les résultats obtenus montrent que l’avance et la vitesse de coupe ont un impact important sur la profondeur des arrachements et plus léger sur leur étendue.
- L’usure de l’outil a un impact léger mais régulier sur la profondeur des arrachements générés lors la coupe.
6 Remerciements Ce travail a été conduit dans le cadre du groupe de travail Manufacturing’21 qui regroupe 18 laboratoires de recherche français. Les thèmes étudiés sont la modélisation du processus de fabrication, l’usinage virtuel, et le développement de nouvelles méthodes de fabrication.
References [1] Piquet R., Ferret B., Lachaud F., Swider P., Experimental analysis of drilling damage in thin carbon/epoxy plate using special drills, Composites: Part A, 31, 1107-1115, 2000. [2] Roudge M., Cherif M., Cahuc O., Darnis P., Danis M., Multi layers materials - qualitative approach of the process, International Journal of Material Forming, 1, 949-952, 2008. [3] Shyha I.S., Soo S.L., Aspinwall D.K., Bradley S., Perry R., Harden P., Dawson S., Hole quality assessment following drilling of metallic-composite stacks, International Journal of Machine Tools and Manufacture, 51, 569-578, 2011. [4] Benezech L., Landon Y., Rubio W., Study of manufacturing defects and tool geometry optimisation for multi-material stack drilling, International Journal Advanced Materials Research, 423, 1-11, 2012. [5] Davim J.P., Reis P., António C.C., Experimental study of drilling glass fiber reinforced plastics (GFRP) manufactured by hand lay-up, Composites Science and Technology, 64, 289-297, 2004. [6] Palanikumar K., Karunamoorthy L., Karthikeyan R., Assessment of factors influencing surface roughness on the machining of glass fiber-reinforced polymer composites, Materials & Design, 27, 862-871, 2006. [7] Tsao C.C., Hocheng H., Evaluation of thrust force and surface roughness in drilling composite material using Taguchi analysis and neural network, Journal of Materials Processing Technology, 203, 342-348, 2008. [8] Kim D., Ramulu M., Drilling process optimization for graphite/bismaleimide–titanium alloy stacks, Composite Structures, 63, 101-114, 2004. [9] Brinksmeier E., Janssen R., Drilling of Multi-Layer Composite Materials consisting of Carbon Fiber Reinforced Plastics (CFRP), Titanium and Aluminum Alloys, CIRP Annals - Manufacturing Technology, 51, 87-90, 2002. [10] König W., Graß P., Quality Definition and Assessment in Drilling of Fibre Reinforced Thermosets, CIRP Annals - Manufacturing Technology, 38, 119-124, 1989. [11] Catche S., Piquet R., Lachaud F., Castanie B., Benaben A., Interaction between surface texture after drilling and bearing behaviour of UD carbon/epoxy structures, 17èmes Journées Nationale des Composites, Poitiers, 2011. [12] Ghidossi P., El Mansori M., Pierron F., Influence of specimen preparation by machining on the failure of polymer matrix off-axis tensile coupons, Composites Science and Technology 66, 1857–1872, 2006. [13] McKenzie W.M., Fundamental aspects of the wood cutting process, Forest Products Journal, 10, 447-456, 1960.





























