Embed Size (px)
Citation preview
ENIG
Remerciement
Je tiens à remercier vivement mon tuteur de stage Mr Béchir CHAOUACHI pour
m’avoir fait partager toute son expérience et ses compétences ; pour son soutien, ses conseils
précieux et sa disponibilité en lui témoignant tous mes respects et ma gratitude.
Nos remerciements sont adressés aussi aux personnes avec lesquelles j’ai eu le plaisir
de collaborer et à leurs témoigner toute ma reconnaissance pour l’expérience enrichissante et
pleine d’intérêt qu’elle m’ont fait vivre durant ce mois au sein de cette unité et pour le temps
qu’ils m’ont consacré tout au long de cette période ; en répondant à toutes mes questions.
J’exprime ma grande reconnaissance à tous les enseignants et administrateurs de
l’Ecole Nationale d’Ingénieur de Gabes qu’ont veillé à nous offrir une bonne formation.
Hsini Zouhaier 1
ENIG
SommaireRemerciements...........................................................................................................................1
Table des figures........................................................................................................................4
Liste de tableaux........................................................................................................................4
Nomenclature............................................................................................................................5
INTRODUCTION GENERALE.................................................................................................7
Chapitre I : ETUDE BIBLIOGRAPHIQUE...............................................................................9
I. Généralité sur le froid :..................................................................................................10
I.1. Domaines de froid :........................................................................................10
I.2. Applications industrielles de froid :...............................................................10
I.3. Production de froid :..............................................................................10
II. Quelques systèmes de production du froid par vaporisation d’un fluide frigorigène :. .11
III. Généralités sur les fluides de travail :...........................................................................12
III.1. Critères de choix des fluides de travail utilisé dans les cycles à absorption-diffusion :..............................................................................................................12
III.2. Couples frigorigène/absorbant utilisés dans les cycles à absorption-diffusion :.............................................................................................................13
III.3. Caractéristiques d'un couple frigorigène/absorbant:....................................14
IV. Propriétés des fluides de travail :.................................................................................14
IV.1. Propriétés de l'absorption :..........................................................................14
IV.2. Propriétés des fluides frigorigènes :.............................................................15
IV.3. Propriétés du gaz inerte :.............................................................................15
V. Avantages et les inconvénients des cycles à absorption-diffusion :..............................16
V.1. Avantages :...................................................................................................16
V.2. Inconvénients :.............................................................................................16
VI. Diagrammes thermodynamiques utilisés.....................................................................17
VI.1. Diagramme de Merkel ..............................................................................................17
VI.2. Diagramme d'Oldham...............................................................................................18
Chapitre II : MODELISATION...............................................................................................19
I. Bilans de matière et d’énergie :......................................................................................20
I.1. Générateur :....................................................................................................20
I.2. Rectifieur :.....................................................................................................20
I.3. Condenseur :..................................................................................................21
I.4. Évaporateur :..................................................................................................21
I.5. Échangeur gaz-gaz :......................................................................................21
Hsini Zouhaier 2
ENIG
I.6. Absorbeur :....................................................................................................22
I.7. Echangeur liquide-liquide :............................................................................22
II. Amélioration du coefficient de performance :..............................................................23
III. Paramètres thermodynamiques :..................................................................................24
IV. Propriétés du mélange dans les différentes parties de l’installation :...........................25
V. Densités de l’Hélium dans les différents sites de l’installation :...................................27
Chapitre III : ETUDE PRATIQUE..........................................................................................29
I. Conception de la machine :............................................................................................30
I.1. Description de la machine frigorifique :.........................................................30
I.2. Principe de fonctionnement de la machine frigorifique à absorption :..........31
I.3. Quelques différentes composantes de l'installation:.......................................32
a. Condenseur:......................................................................................................32
b. Evaporateur :....................................................................................................32
c. Bouilleur :.........................................................................................................33
d. Absorbeur :.......................................................................................................33
e. Echangeur gaz-gaz :..........................................................................................33
f. Echangeur liq-liq :.............................................................................................33
g. Pompe à bulles :...............................................................................................33
II. Démarrage de l’installation :.............................................................................34
II.1. calcul de la composition du mélange :..........................................................35
II.2. Vérification de l’étanchéité de la machine :..................................................38
II.3. Création du vide de la machine :...................................................................38
II.4. Préparation du mélange :..............................................................................38
II.5. Introduction du mélange dans l’installation :................................................39
II.6. Circulation du mélange dans l’installation et de la solution pauvre dans l’absorbeur :.........................................................................................................40
II.7. Ajout de l’Hélium :.......................................................................................40
II.8. Alimentation du système de chauffage :.......................................................40
CONCLUSION GENERALE....................................................................................................42
Références bibliographiques....................................................................................................43
Hsini Zouhaier 3
ENIG
Table des figuresFigure 1: Schéma simple d’une machine frigorifique à absorption-diffusion...........................12
Figure 2: Diagramme de Merkel relatif au couple NH3-H2O...................................................17
Figure 3: Diagramme d'Oldham relatif au couple NH3-H20.....................................................18
Figure 4: Schéma d'un cycle de réfrigération par absorption-diffusion...................................20
Figure 5: COP en fonction de la température d’évaporation..................................................23
Figure 6: Schéma de la simulation de l’installation en block....................................................24
Figure 7: Diagramme d’Oldham pour le cycle NH3-H2O-He...................................................24
Figure 8: Courbe de ρ=f(P) pour de températures données....................................................27
Figure 9: Cycle frigorifique à absorption-diffusion...................................................................30
Figure 10: Principe de fonctionnement d’une pompe à bulles................................................34
Figure 11: Courbe de variation de la densité du mélange et de la fraction massique de l’Ammoniac en fonction de la température.........................................................................................36
Liste de tableauxTableau 1: Résultats de la simulation de l’installation.............................................................25
Tableau 2 : Variation de la densité de l’Hélium en fonction de la Température et de la Pression................................................................................................................................................27
Hsini Zouhaier 4
ENIG
Nomenclature
Symboles unité
COP : Coefficient de performance (-)
G : Flux massique (kg/ms)
h : Enthalpie spécifique (J/ kg)
m: Débit (kg/s)
P: Pression (bar)
Q : Puissance thermique (W/m2)
T : Température (K)
V : Volume (L)
X : Fraction molaire de l’ammoniac dans la phase liquide (-)
w : Fraction massique de l’ammoniac dans la phase liquide (-)
: Densité (kg/m3)
Indice
a : Absorbeur
évap: Evaporateur
gén : Générateur
c : condenseur
r : rectifieur
b : bouilleur
égg : echangeur gaz-gaz
éll : echangeur liq-liq
mél : mélange
T : total
Hsini Zouhaier 5
ENIG
H2O : Eau
NH3 : Ammoniac
He : Hélium
Hsini Zouhaier 6
ENIG
INTRODUCTION GENERALE
Le conditionnement d’air et les réfrigérateurs domestiques fonctionnent
principalement suivant les cycles à compression, qui nécessitent pour le fonctionnement du
compresseur, une dépense d’énergie électrique considérable.
Pour éviter cette dépense on peut utiliser les cycles à absorption-diffusion car ils
utilisent plusieurs sources d’énergie comme les chaleurs issues des cheminés, des échangeurs,
des bouilleurs ou du soleil.
Le domaine d’application de ce type de réfrigération est vaste, citons par exemple :
le froid ménager: la conservation des aliments et le rafraîchissement des boissons,
le froid commercial : la conservation des denrées pendant la période de vente,
le froid agro-alimentaire : laiteries, ateliers et conservation de semences de pomme de
terre,
le froid médical: conservation de vaccins, des produits pharmaceutiques.
La majorité des machines frigorifiques à absorption fonctionnent à l’énergie
thermique. Les couples les plus utilisés dans ces machines sont le NH3/H2O et le LiBr/H2O.
Cependant, l’utilisation de ces mélanges souffre de quelques contraintes comme par exemple
le danger de cristallisation sur la circulation des fluides pour le cas de LiBr-eau et la haute
pression pour le NH3-eau qui engendre des fuites d’ammoniac toxique.
Le développement de la technologie de ces machines peut être effectué par des études
expérimentales d’une part et par la modélisation mathématique d’autre part.
Nous proposons une contribution à l’étude expérimentale d’une machine frigorifique à
absorption-diffusion fonctionnant avec le mélange eau-ammoniac-Hélium en utilisant
l’énergie électrique comme source de chaleur.
Hsini Zouhaier 7
ENIG
Cette étude est structurée de la manière suivante :
Dans le premier chapitre, on a fait une étude bibliographique sur les systèmes de production
du froid d’une manière générale ainsi que les propriétés des fluides utilisés.
Le deuxième chapitre est consacré à l’étude théorique d’une machine frigorifique à
absorption-diffusion.
Le chapitre trois est consacré à l’étude expérimentale d’une machine frigorifique à
absorption-diffusion.
On achève ce document par une conclusion sur notre étude.
Hsini Zouhaier 8
ENIG
Chapitre I : ETUDE BIBLIOGRAPHIQUE
Hsini Zouhaier 9
ENIG
I. Généralité sur le froid :
I.1. Domaines de froid : On distingue dans le domaine de froid deux domaines distincts :
la réfrigération : qui consiste à produire et maintenir une température inferieure a la
température ambiante
la cryophysique : qui est la science des propriétés de la matière a très basse
température (quelques K).
La distinction entre réfrigération et cryophysique diffère selon l'usage.
Dans l'industrie la réfrigération s'arrête souvent à la liquéfaction de l'air
(-190 °C environ).
I.2. Applications industrielles du froid : Domaine médical : cryochirurgie, conservation de certains produits, organes...
Industries alimentaires : conservation des aliments, pasteurisation des liquides...
Industries chimiques et pétrochimiques : liquéfaction des gaz pour le transport,
déparaffinage, débenzolage...
Génie civil : refroidissement des bétons, congélation des sols aquifères...
Conditionnement des locaux : rafraichissement de l'air, conditionnement des
patinoires, canons à neige...
Laboratoires d'essai et de recherche : étude des matériaux et comportement de la
matière à très basses températures...
Production de neige carbonique : maintien du froid à basse température (-80 °C).
I.3. Production de froid :Toute transformation endothermique peut constituer un procédé capable de produire du
froid soit :
fusion d'un solide
sublimation d'un solide
vaporisation d'un liquide
détente d'un gaz
Effet Peltier, Thomson
dissolution des solides, liquides, gaz
Hsini Zouhaier 10

ENIG
Les machines les plus courantes fonctionnent en vaporisant le fluide frigorigène dans la
chambre froide. C'est précisément au cours de cette opération que la chaleur est absorbée.
II. Quelques systèmes de production du froid par vaporisation d’un fluide frigorigène :
La production du froid consiste en une absorption de la chaleur, c’est-à-dire prélever
de la chaleur d’un milieu à refroidir appelé source froide, et la transférer vers un milieu
extérieur qui est réchauffé, appelé source chaude. La production de froid artificiel a
commencé par quatre types de machines apparues dans l’ordre suivant :
la machine à compression-évaporation de vapeur liquéfiable
la machine à détente d’air préalablement comprimé
la machine à absorption
la machine à absorption-diffusion
la machine à adsorption
la machine à évaporation d’eau sous pression réduite qui n’existent plus.
Les machines frigorifiques à absorption-diffusion garantissent une importante
réduction de la consommation électrique et une production efficace de froid. En effet, il est
moins coûteux de faire circuler les fluides plutôt que les gaz entre deux niveaux de pression.
Nous exploitons cet avantage afin de réaliser des économies d'électricité. En outre, les fluides
s'évaporent à différents niveaux de pression à différentes températures. Le principe de base de
la production du froid du confort consiste à prélever de la chaleur d’un milieu à refroidir (air
ou eau), appelé source froide et à la transférer vers un milieu extérieur (eau ou air extérieur).
Ce transfert d’énergie est réalisé par l'intermédiaire d'un fluide frigorigène soumis en continu
à un cycle thermodynamique de succession de changements d'états vapeur/liquide.
Hsini Zouhaier 11
ENIG
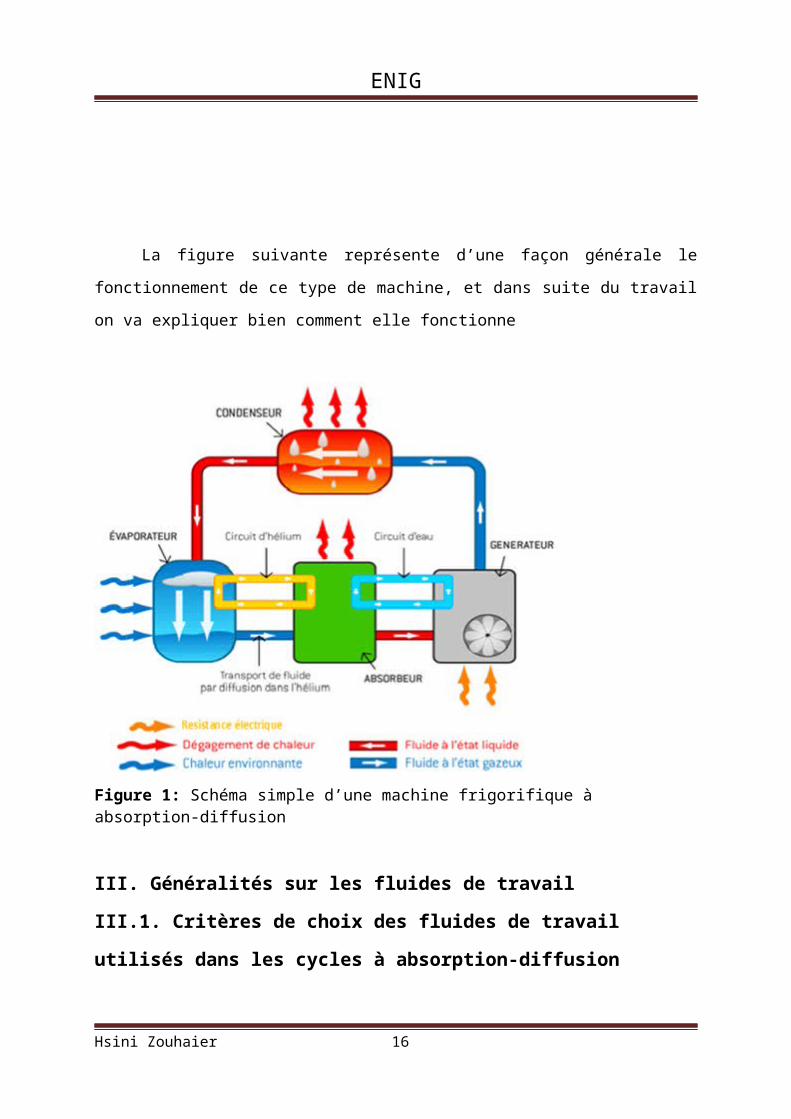
La figure suivante représente d’une façon générale le fonctionnement de ce type de
machine, et dans suite du travail on va expliquer bien comment elle fonctionne
Figure 1: Schéma simple d’une machine frigorifique à absorption-diffusion
III. Généralités sur les fluides de travail
III.1. Critères de choix des fluides de travail utilisés dans les cycles à
absorption-diffusion
La performance d’un système à absorption est sensiblement dépendante des propriétés
physico chimiques et thermodynamiques des fluides de travail utilisés. Par conséquent la
combinaison Réfrigérant/Absorbant doit satisfaire certaines caractéristiques tel que:
Une large différence entre la température d’ébullition du réfrigérant pur et celle de
l’absorbant ;
La concentration du réfrigérant dans le mélange doit être assez large que possible ;
La chaleur de vaporisation du réfrigérant doit être élevée ;
Les propriétés de transport (viscosité, conductivité thermique, coefficient de diffusion)
doivent être favorables ;
Hsini Zouhaier 12
ENIG
Le mélange doit être chimiquement stable, non toxique et non explosif. Il doit aussi
être non corrosif et moins couteux.
Absence de la phase solide : le couple fluide frigorigène-absorbant ne doit pas
former une phase solide dans la gamme de composition et de température de
fonctionnement. En effet, la formation des solides peut arrêter l’écoulement et
poser des problèmes à l’équipement.
Rapport de volatilité : le fluide frigorigène doit être plus volatil que l’absorbant de
sorte qu’il puisse être facilement séparé par chauffage.
Affinité : l’absorbant doit avoir une affinité forte vis à vis du fluide frigorigène dans
les conditions de l’absorption. Cette affinité permet de diminuer le débit d’absorbant
pour la même charge frigorifique et donc de minimiser les pertes de chaleur
sensible. Ceci permet l’utilisation d’un échangeur de chaleur plus petit capable de
diminuer la consommation d’énergie au niveau du générateur.
Pression : des pressions de fonctionnement modérées doivent être employées afin de
réduire la consommation d’énergie électrique exigée pour pomper les fluides du
coté de la basse pression vers la haute pression.
Stabilité : la stabilité chimique élevée est exigée pour éviter la formation de gaz
indésirable, de solides ou de substances corrosives.
Plusieurs fluides de travail ont été suggérés dans la littérature, une investigation établie
par Marcriss sur les fluides a montré environ 40 réfrigérants et 200 absorbants potentiels,
bien que les couples classique NH3/eau et eau/LiBr restent les fluides les plus utilisés dont les
propriétés sont identifiées, malgré qu’ils présentent certains désavantages.
III.2. Couples frigorigène/absorbants utilisés dans les cycles à absorption-diffusion
Durant toute l’histoire de l’utilisation des cycles à absorption plusieurs couples ont été
mis à l’épreuve. Une étude faite par Marcriss [5] montre qu’il y a plus de 40 composés
réfrigérants et 200 absorbants disponibles. Cependant, les fluides les plus utilisés sont : (NH3/
H2O) et (H2O/ LiBr). Ces deux couples ont fourni pendant plusieurs années les meilleures
performances comparées aux autres. En effet, depuis l'invention du système à absorption, le
couple (NH3/H2O) a été largement utilisé dans les procédés de l'absorption, les fluides NH3 et
H2O sont très stables dans un large intervalle de température et de pression.
Hsini Zouhaier 13
ENIG
Les couples de fluides frigorigène/ absorbant utilisés dans les machines à absorption
actuelles sont de deux types : eau/bromure de lithium (H2O/LiBr) en solution aqueuse et
ammoniac/eau (NH3/H2O) dilué. Dans les machines utilisant le couple H2O/LiBr, l'eau peut
être utilisée comme fluide frigorigène. En France, le fluide frigorigène le plus utilisé est
l'ammoniac ce qui permet d'obtenir des températures très basses à l’évaporateur tout en
respectant notre environnement. En effet, l’ammoniac présente une grande chaleur latente et
peut être utilisé pour extraire de la chaleur à des températures très basses allant jusqu’à -77 °C
à la pression atmosphérique. Cependant, ce couple est volatil. Il y a donc une nécessité
d’avoir une rectification des vapeurs du réfrigérant. En plus, il présente des pressions de
travail assez élevées et nécessitent alors des installations complexes est coûteuses. Ce fluide
est toxique et corrosif vis-à-vis du cuivre et ses alliages.
III.3. Caractéristiques d'un couple frigorigène/absorbant:
Les deux substances fluide frigorigène-absorbant qui forment le couple binaire, ou la
solution dans les cycles frigorifiques à absorption, doivent avoir les caractéristiques
suivantes :
Absence de phase solide ;
L'absorbant doit avoir une grande affinité pour le fluide frigorigène ;
Le fluide frigorigène doit être plus volatile que l'agent absorbant ;
La pression de travail doit être modéré ;
Une bonne stabilité chimique ;
L'absence de corrosion ;
Une sécurité, non toxique, non inflammable ;
Une faible viscosité, et, une conductivité thermique élevée ;
Une grande chaleur latente du fluide frigorigène est désirable.
Les couples ammoniac-eau et eau-bromure de lithium sont les couples qui remplissent
le plus de critères.
IV. Propriétés des fluides de travail :
IV.1. Propriétés de l'agent d'absorption :
L'agent d'absorption doit répondre aux caractéristiques suivantes :
Hsini Zouhaier 14
ENIG
La tension de vapeur à la température nécessaire dans le bouilleur doit être négligeable
ou très faible par comparaison à la tension de vapeur du fluide frigorigène ;
L'agent d'absorption doit rester liquide dans tout le cycle et ne pas donner lieu à des
possibilités de cristallisation ; la stabilité chimique doit être bonne et il ne doit pas être
corrosif ;
La chaleur massique doit être faible pour éviter des pertes. La conductivité thermique
doit être élevée, la viscosité et la tension superficielle faible pour favoriser la
transmission de chaleur et l'absorption.
IV.2. Propriétés des fluides frigorigènes :
Selon le besoin, on choisit un couple ou un autre. Dans le cas des couples ammoniac-
eau et eau-bromure de lithium c’est le niveau de température qui impose le choix. L’eau joue
le rôle de l’absorbant dans le cas du premier couple et le fluide frigorigène dans le cas du
deuxième.
L’eau est parfaitement sûre pour l’homme, disponible, ayant des bonnes propriétés
thermiques et une pression de fonctionnement faible ((20_80) mbar). Sa gamme de
température de production de froid est réduite ((0_10) °C). L’eau est bien adaptée pour la
climatisation. Toutefois, l’eau reste un fluide « idéal » d'un point de vue environnement.
L’ammoniac présente une chaleur latente d’évaporation, une conductivité thermique et
une pression de fonctionnements élevés ((0.5_-5) bar). Cette dernière est supérieure à la
pression atmosphérique, ce qui peut être retenu comme avantage. La gamme de
température de production du froid est importante ((-50_10) °C). Cependant, il est très
dangereux, formant avec l’air un mélange explosif et pouvant former une certaine réaction
chimique avec les matériaux de construction de la machine telle que le cuivre. Ainsi, ce
fluide nécessite, pour son emploi, l'utilisation des matériaux résistants comme l’acier
inoxydable.
IV.3. Propriétés du gaz inerte
Dans un cycle d’absorption-diffusion, le gaz frigorigène est entraîné par un gaz inerte
et la pression totale reste la même partout, seule varie la pression partielle du fluide
frigorigène. La présence de ce gaz inerte implique, lors de l’absorption et l’évaporation, une
résistance en phase gazeuse: la diffusion dans le gaz inerte constitue la résistance principale
au transfert de matière. Donc il est nécessaire de chercher le gaz inerte le plus efficace.
Hsini Zouhaier 15
ENIG
Maiya [1] a présenté une simulation du cycle à absorption-diffusion NH3-H2O-He, et
a montré que l’utilisation de l’hélium est meilleure que celle de l’hydrogène bien qu’elle
exige une taille plus élevée de propulsion en raison de sa plus grande viscosité.
Cette étude a prouvé qu’une pression de fonctionnement plus élevée provoque une
diminution du COP.
L’hélium s’est avéré préférable à l’hydrogène comme un gaz inerte pour le cycle. Le
COP d’un système fonctionnant avec l’hélium est plus élevé (jusqu'à 40 %) que le même
système fonctionnant avec l’hydrogène.
L’Hélium est efficace et fait son rôle dans l’installation, pour quelques critères :
Totalement immiscible dans l’ammoniac (coté évaporateur) que dans l’ammoniaque (coté
absorbeur) ;
Sa densité est très petite par rapport à celle de l’ammoniaque et à celle de l’ammoniac
pour que l’hélium peut monter de nouveau vers l’amont de l’évaporateur ;
Sa température de condensation à la pression totale dans l’installation doit être très
inférieure aux températures de l’évaporateur et de l’absorbeur pour que l’hélium reste
toujours en état gazeux ;
V. Avantages et les inconvénients des cycles à absorption-diffusion :
V.1. Avantages : Ils consomment essentiellement de tous les types d'énergie calorifique ;
Ils sont plus économiques que les cycles à compression si on utilise l’énergie
électrique comme source de chaleur ;
Leurs utilisations sont intéressantes si on dispose d'une source de chaleur
(Chaleur gratuite perdue) ;
Intérêt d'avoir de l'eau comme fluide frigorigène (pas de toxicité) ;
Machines silencieuses et sans vibrations.
V.2. Inconvénients : COP faible face aux machines à compression ;
Puissances thermiques importantes à évacuer ;
Problème de construction ;
Etanchéité importante ;
Hsini Zouhaier 16
ENIG
Ce type de machine est encore récent, d'où le peu d'offres présentes sur le marché ;
VI. Diagrammes thermodynamiques utilisés
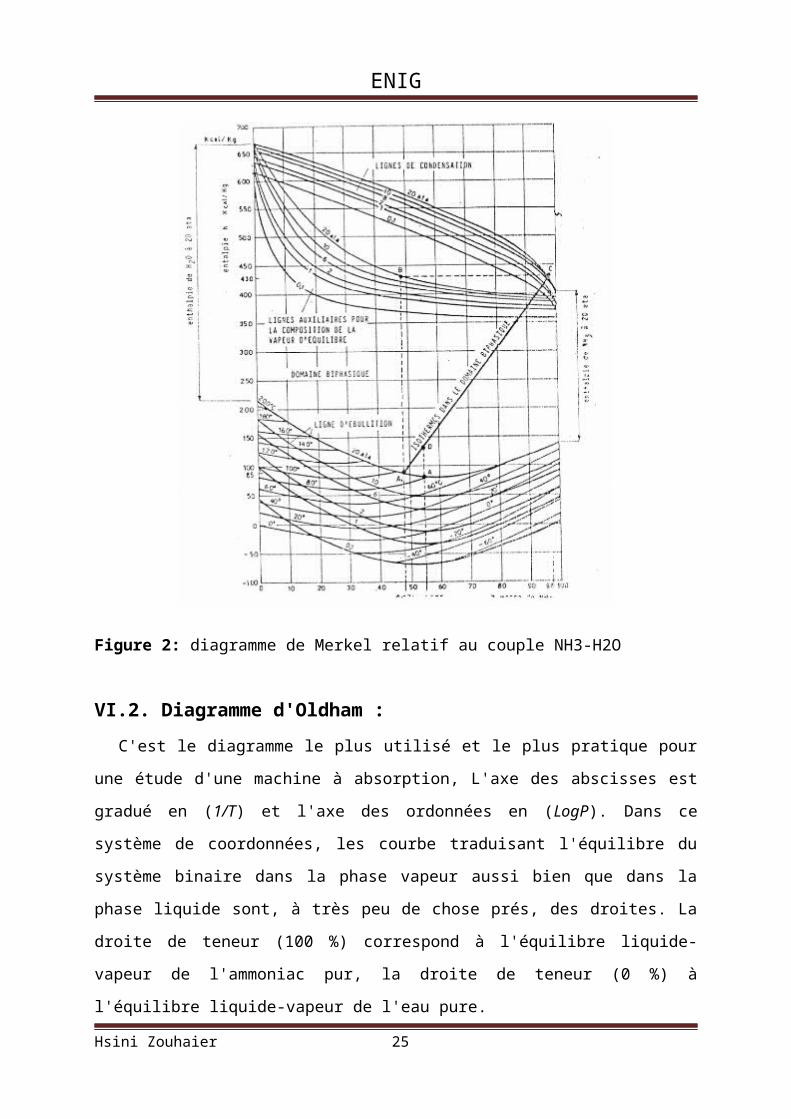
VI.1. Diagramme de Merkel :
Le diagramme de Merkel permet une étude complète de la machine à absorption, car il
fournit les bilans thermiques des différents appareils du circuit par lecture directe des
différences d'enthalpie. L'axe des abscisses est gradué en concentrations de la phase
liquide et l'axe des ordonnées en enthalpies .il comporte, à la partie inférieure, des réseaux
d'isothermes et d'isobares, de même que des courbes d'égale concentration de la phase
vapeur en équilibre avec la phase liquide ; à la partie supérieure, des courbes de référence
permettent, en partant d'un point d'équilibre déterminé dans la partie inférieure, de définir
les caractéristiques de la phase vapeur.
Figure 2: diagramme de Merkel relatif au couple NH3-H2O
Hsini Zouhaier 17
ENIG
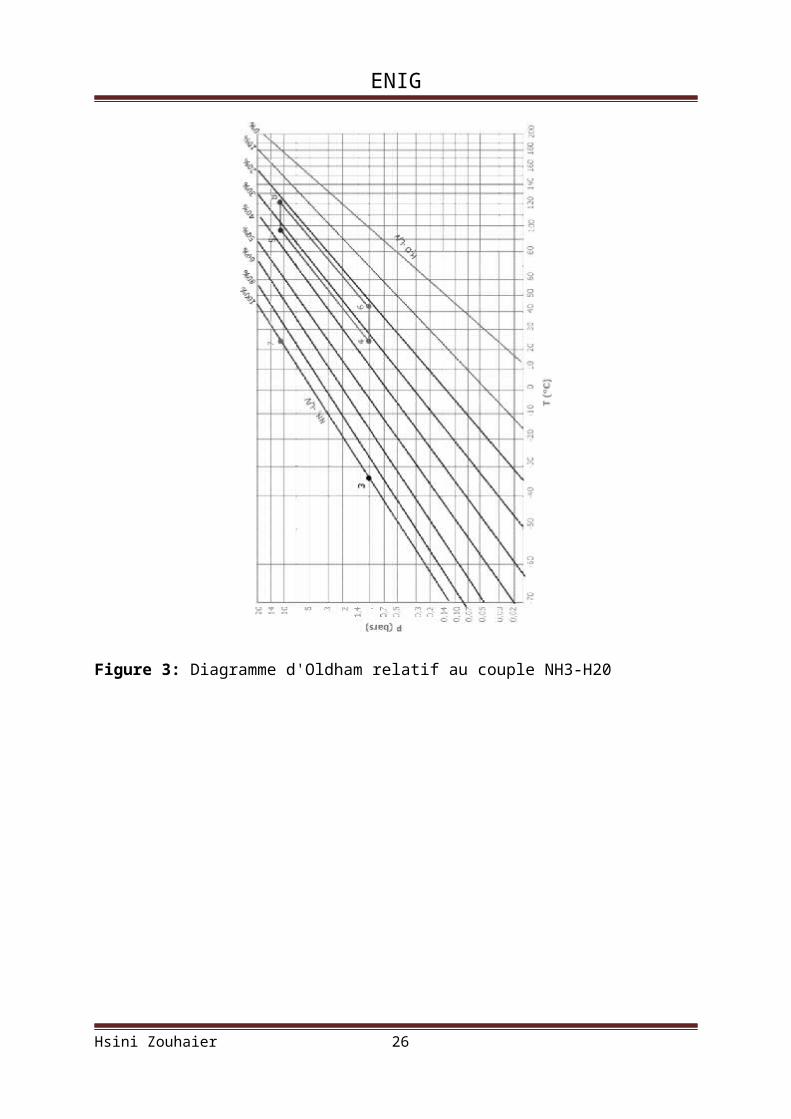
VI.2. Diagramme d'Oldham :
C'est le diagramme le plus utilisé et le plus pratique pour une étude d'une machine à
absorption, L'axe des abscisses est gradué en (1/T) et l'axe des ordonnées en (LogP). Dans ce
système de coordonnées, les courbe traduisant l'équilibre du système binaire dans la phase
vapeur aussi bien que dans la phase liquide sont, à très peu de chose prés, des droites. La
droite de teneur (100 %) correspond à l'équilibre liquide-vapeur de l'ammoniac pur, la droite
de teneur (0 %) à l'équilibre liquide-vapeur de l'eau pure.
Figure 3: Diagramme d'Oldham relatif au couple NH3-H20
Hsini Zouhaier 18
ENIG
Chapitre II : MODELISATION
Hsini Zouhaier 19
ENIG
I. Bilans de matière et d’énergie :
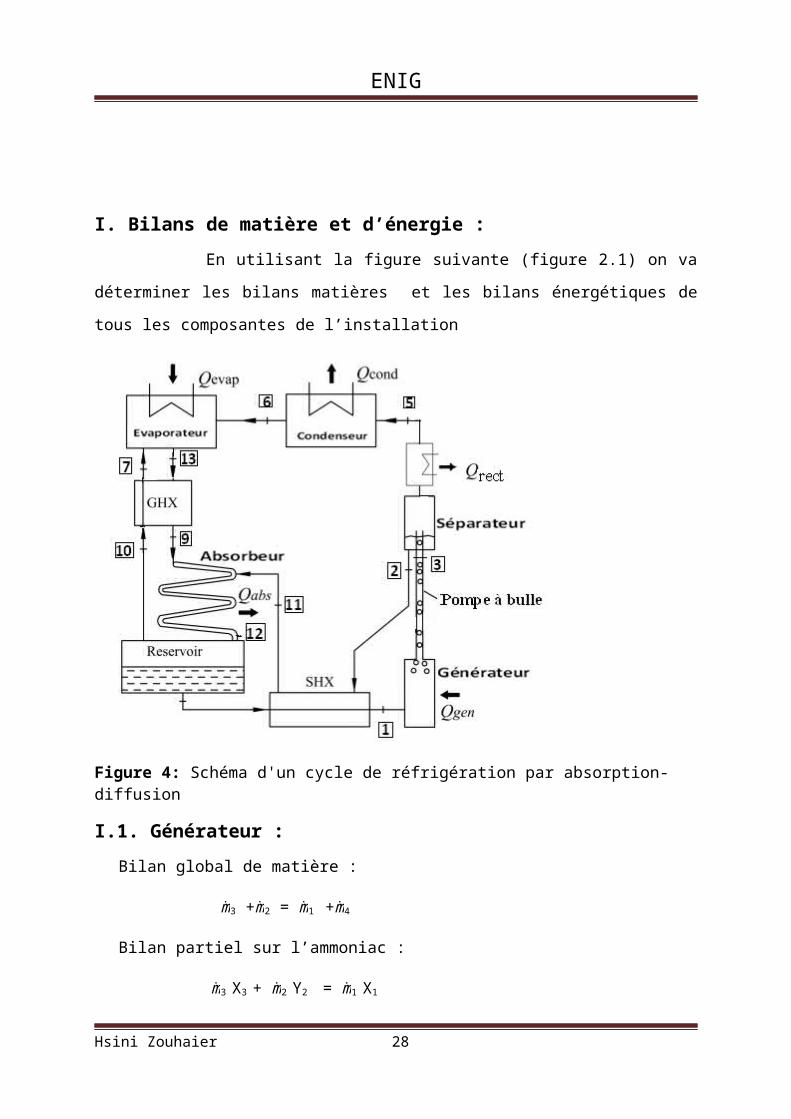
En utilisant la figure suivante (figure 2.1) on va déterminer les bilans matières et les
bilans énergétiques de tous les composantes de l’installation
Figure 4: Schéma d'un cycle de réfrigération par absorption-diffusion
I.1. Générateur :
Bilan global de matière :
m3 +m2 = m1 +m4
Bilan partiel sur l’ammoniac :
m3 X3 + m2 Y2 = m1 X1
Bilan énergétique :
m2 h2 + m3 h3 – m1 h1 - m4 h4 = Qgén
I.2. Rectifieur :
Bilan global de matière :
m5 + m4 =m3
Hsini Zouhaier 20
ENIG
Bilan partiel sur l’ammoniac :
m3 Y3 =m5
Bilan énergétique :
m3 h3 -m5 h5 - m4 h4 = Qr
I.3. Condenseur :
Bilan global de matière :
m5 =m 6
Bilan partiel sur l’ammoniac :
m5 = m6
Bilan énergétique :
m5 h5 - m6 h6 = Qc
I.4. Évaporateur :
Bilan de matière global :
m7 +m6 =m8
Bilan partiel sur l’ammoniac :
m6Y6+ m7 Y7 = m8
Bilan partiel sur l’hélium :
m6 Y6he + m7 Y7he =m8he
Bilan énergétique:
m8 h8 - m6 h6 – m7 h7 = Qévap
I.5. Échangeur gaz-gaz :
Bilan de matière global :
m9 + m7 = m10 + m 8
Hsini Zouhaier 21
ENIG
Bilan partiel sur l’ammoniac :
m9Y9 +m7 Y7 = m10Y10 + m 8Y8
Bilan partiel sur l’hélium :
m9 Y9he + m7 Y7he = m10Y10he + m8Y8he
Bilan énergétique:
m9 h9 + m7 h7 - m8 h8 - m10 h10 = Qegg
I.6. Absorbeur :
Bilan de matière global :
m9 + m11 = m10 + m12
Bilan partiel sur l’ammoniac :
m9 Y9 + m11 X11 = m10Y10 + m12 X12
Bilan partiel sur l’hélium :
m9Y9he = m10Y10he
Bilan énergétique :
m9 h9 + m11 h11 - m12 h12 - m10 h10 = Qa
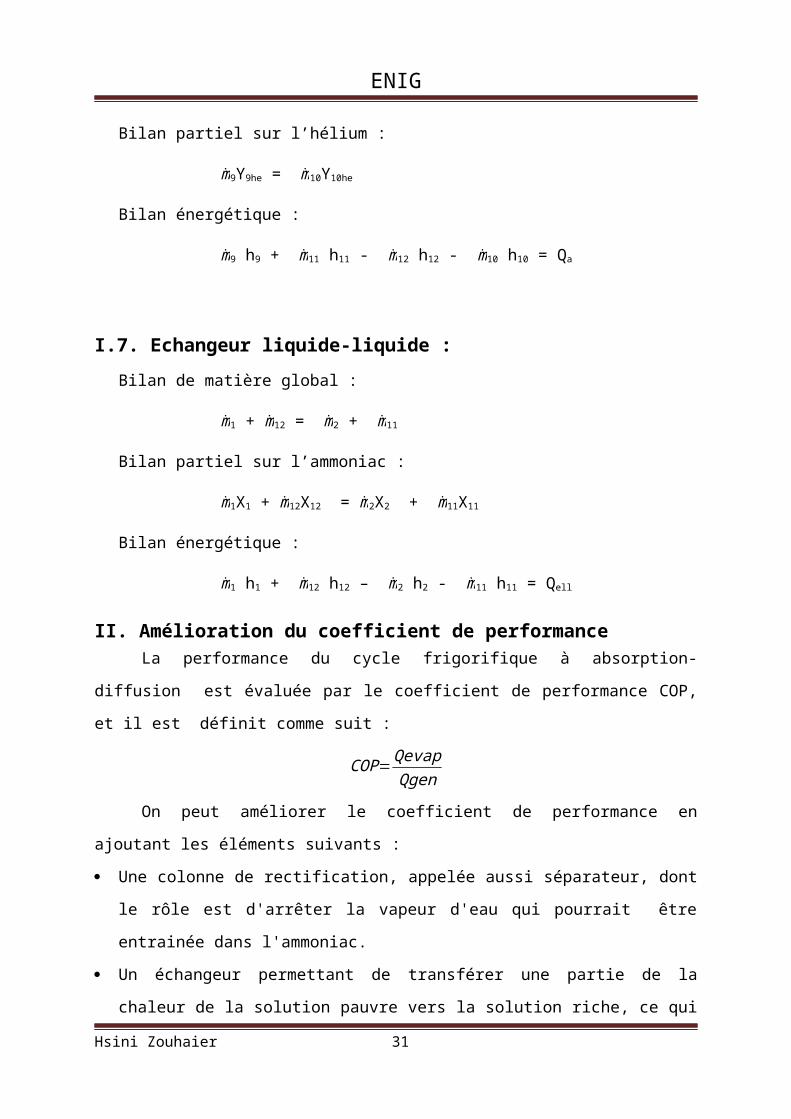
I.7. Echangeur liquide-liquide :
Bilan de matière global :
m1 + m12 = m2 + m11
Bilan partiel sur l’ammoniac :
m1X1 + m12X12 = m2X2 + m11X11
Bilan énergétique :
m1 h1 + m12 h12 – m2 h2 - m11 h11 = Qell
Hsini Zouhaier 22
ENIG
II. Amélioration du coefficient de performance La performance du cycle frigorifique à absorption-diffusion est évaluée par le
coefficient de performance COP, et il est définit comme suit :
COP=QevapQgen
On peut améliorer le coefficient de performance en ajoutant les éléments suivants :
Une colonne de rectification, appelée aussi séparateur, dont le rôle est d'arrêter la vapeur
d'eau qui pourrait être entrainée dans l'ammoniac.
Un échangeur permettant de transférer une partie de la chaleur de la solution pauvre vers
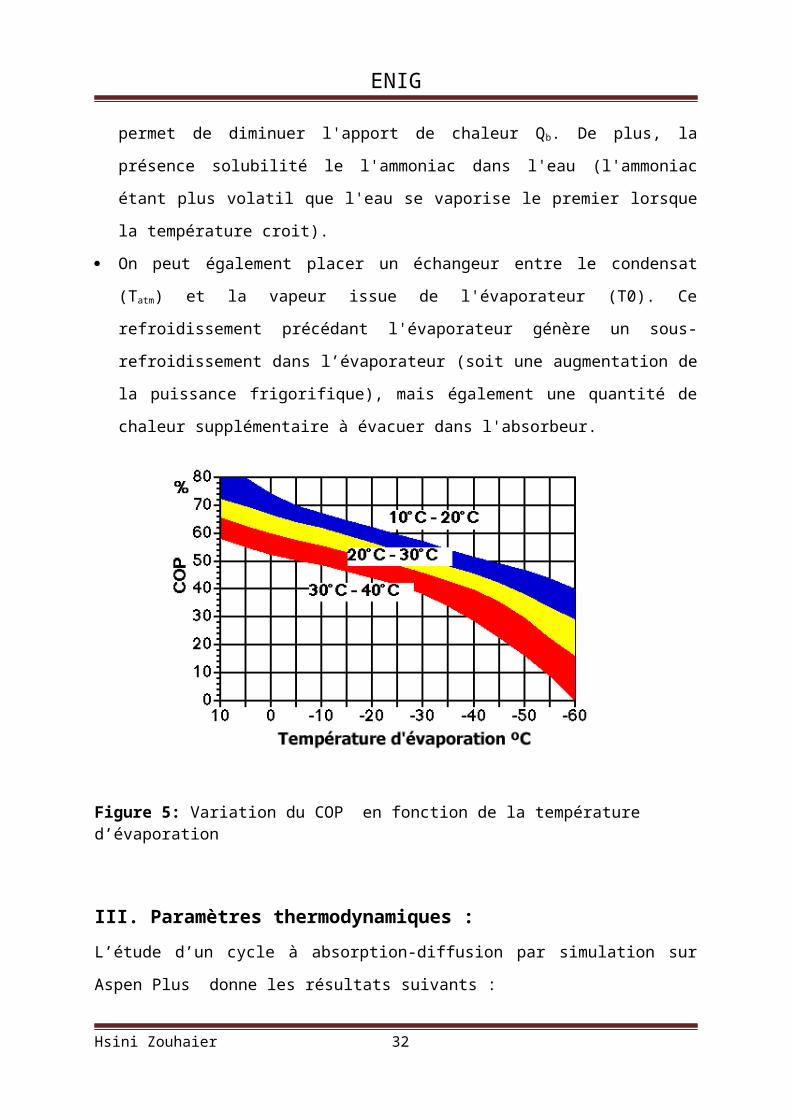
la solution riche, ce qui permet de diminuer l'apport de chaleur Qb. De plus, la présence
solubilité le l'ammoniac dans l'eau (l'ammoniac étant plus volatil que l'eau se vaporise le
premier lorsque la température croit).
On peut également placer un échangeur entre le condensat (Tatm) et la vapeur issue de
l'évaporateur (T0). Ce refroidissement précédant l'évaporateur génère un sous-
refroidissement dans l’évaporateur (soit une augmentation de la puissance frigorifique),
mais également une quantité de chaleur supplémentaire à évacuer dans l'absorbeur.
Figure 5: Variation du COP en fonction de la température d’évaporation
Hsini Zouhaier 23
ENIG
III. Paramètres thermodynamiques :
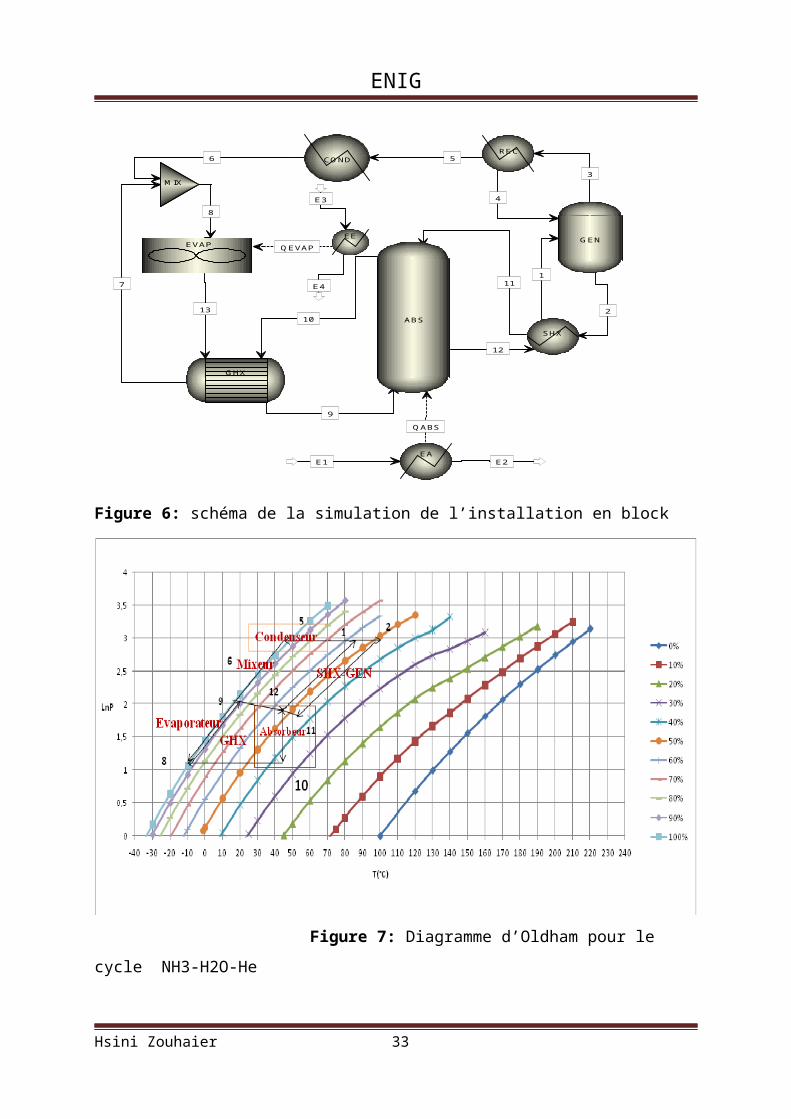
L’étude d’un cycle à absorption-diffusion par simulation sur Aspen Plus donne les résultats
suivants :
4
1
3
2
56
12
11
QABS
9
10
7
8
QEVAP
13
E1 E2
E3
E4
GEN
RECCOND
SHX
ABS
MIX
EVAP
EA
EE
GHX
Figure 6: schéma de la simulation de l’installation en block
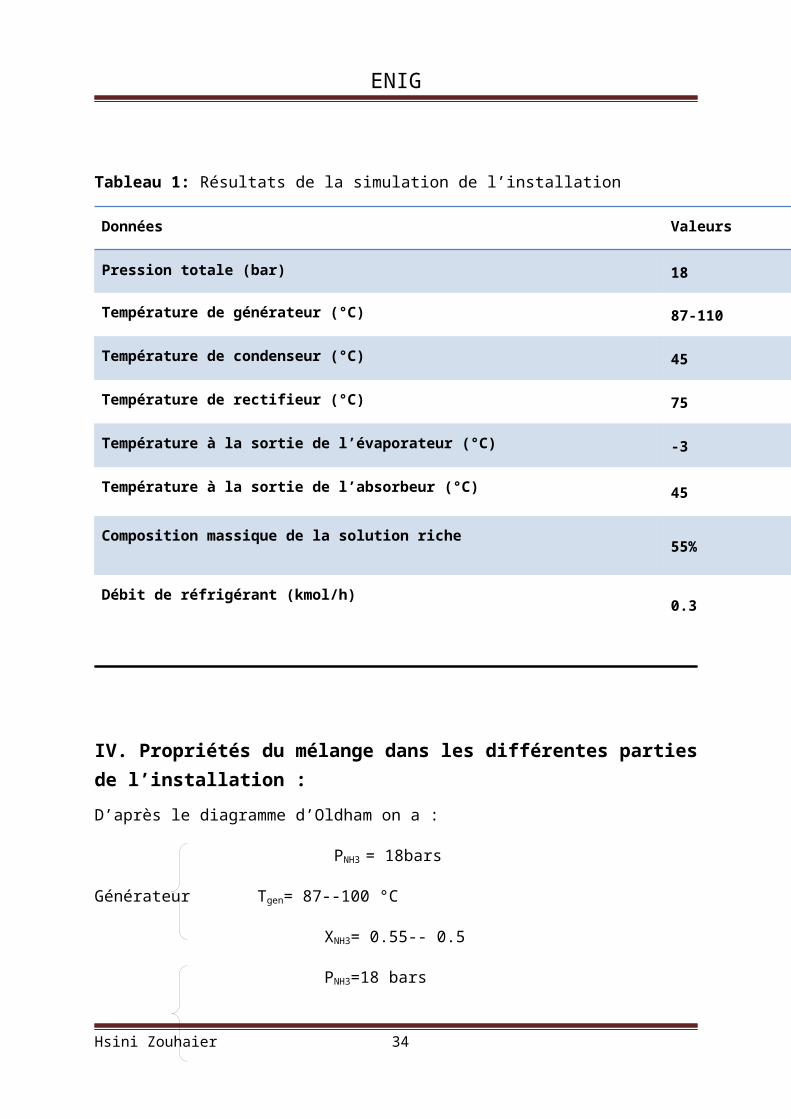
Figure 7: Diagramme d’Oldham pour le cycle NH3-H2O-He
Hsini Zouhaier 24
ENIG
Tableau 1: Résultats de la simulation de l’installation
Données Valeurs
Pression totale (bar) 18
Température de générateur (°C) 87-110
Température de condenseur (°C) 45
Température de rectifieur (°C) 75
Température à la sortie de l’évaporateur (°C) -3
Température à la sortie de l’absorbeur (°C) 45
Composition massique de la solution riche55%
Débit de réfrigérant (kmol/h)0.3
IV. Propriétés du mélange dans les différentes parties de l’installation :
D’après le diagramme d’Oldham on a :
PNH3 = 18bars
Générateur Tgen= 87--100 °C
XNH3= 0.55-- 0.5
PNH3=18 bars
Rectifieur Tr = 75 °C
XNH3 = 0.67
Hsini Zouhaier 25
ENIG
PNH3=18 bars
Condenseur Tc =45 °C
XNH3 ~1
PNH3= 4 bars
Evaporateur PHe= 14 bars
Tévap = -3 °C
XNH3 ~1
PNH3= 7.4 bars
Echangeur PHe= 10.6 bars
gaz-gaz Tégg =20 °C
XNH3 ~1
PNH3= 6.68 bars
Absorbeur PHe= 11.32 bars
Tabs = 45 °C
XNH3= 1--0.55
PNH3= 18 bars
Echangeur Téll = 45--87
liq-liq XNH3=0.55
Hsini Zouhaier 26
ENIG
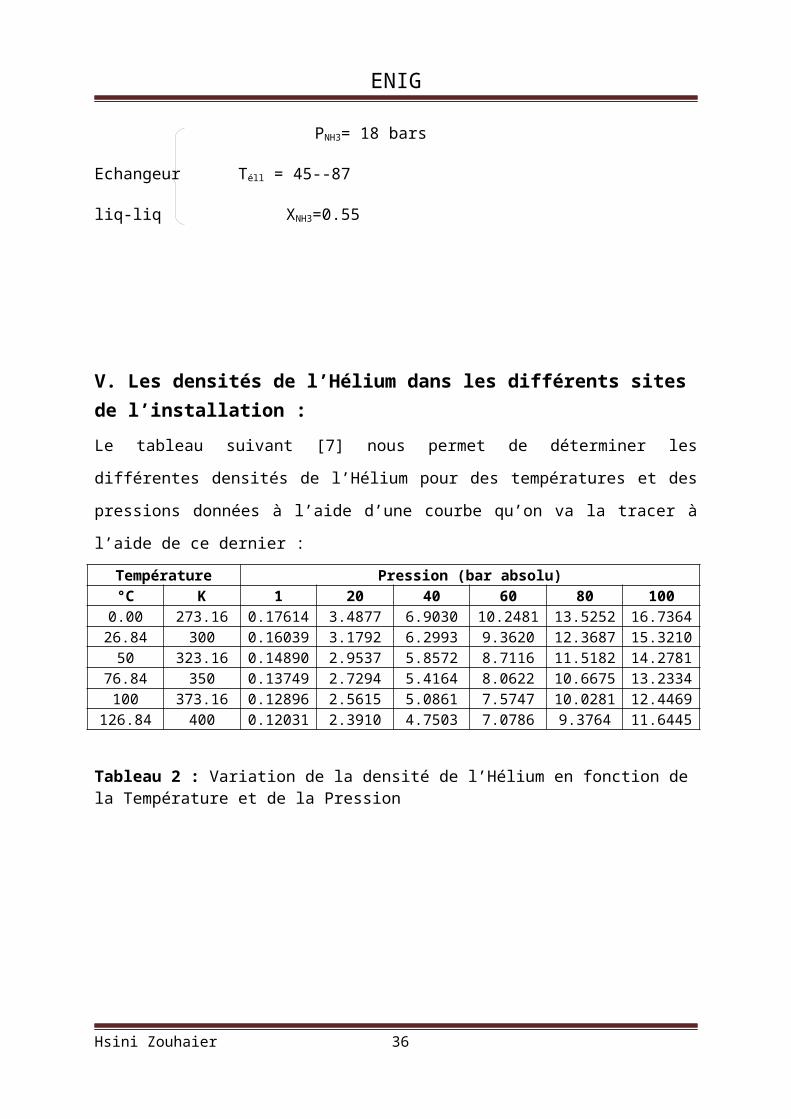
V. Les densités de l’Hélium dans les différents sites de l’installation :
Le tableau suivant [7] nous permet de déterminer les différentes densités de l’Hélium pour des
températures et des pressions données à l’aide d’une courbe qu’on va la tracer à l’aide de ce
dernier :
Température Pression (bar absolu)°C K 1 20 40 60 80 100
0.00 273.16 0.17614 3.4877 6.9030 10.2481 13.5252 16.736426.84 300 0.16039 3.1792 6.2993 9.3620 12.3687 15.3210
50 323.16 0.14890 2.9537 5.8572 8.7116 11.5182 14.278176.84 350 0.13749 2.7294 5.4164 8.0622 10.6675 13.2334100 373.16 0.12896 2.5615 5.0861 7.5747 10.0281 12.4469
126.84 400 0.12031 2.3910 4.7503 7.0786 9.3764 11.6445
Tableau 2 : Variation de la densité de l’Hélium en fonction de la Température et de la Pression
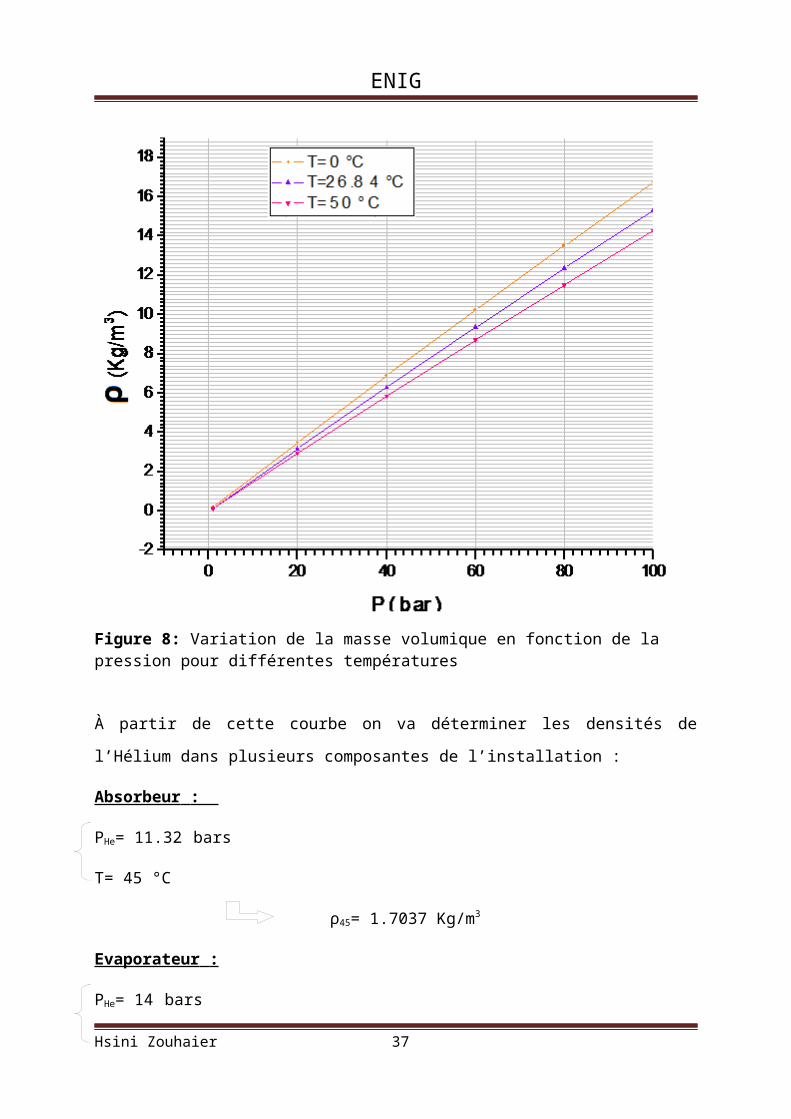
Figure 8: Variation de la masse volumique en fonction de la pression pour différentes températures
Hsini Zouhaier 27
ENIG
À partir de cette courbe on va déterminer les densités de l’Hélium dans plusieurs composantes
de l’installation :
Absorbeur :
PHe= 11.32 bars
T= 45 °C
ρ45= 1.7037 Kg/m3
Evaporateur :
PHe= 14 bars
T= -3 °C
ρ-3= 2.44 Kg/m3
Echangeur gaz-gaz :
PHe= 10.6 bars
T= 20 °C
ρ20 = 1.723 Kg/m3
Hsini Zouhaier 28

ENIG
Chapitre III : ETUDE PRATIQUE
Hsini Zouhaier 29

ENIG
I. Conception de la machine :
I.1. Description de la machine frigorifique :
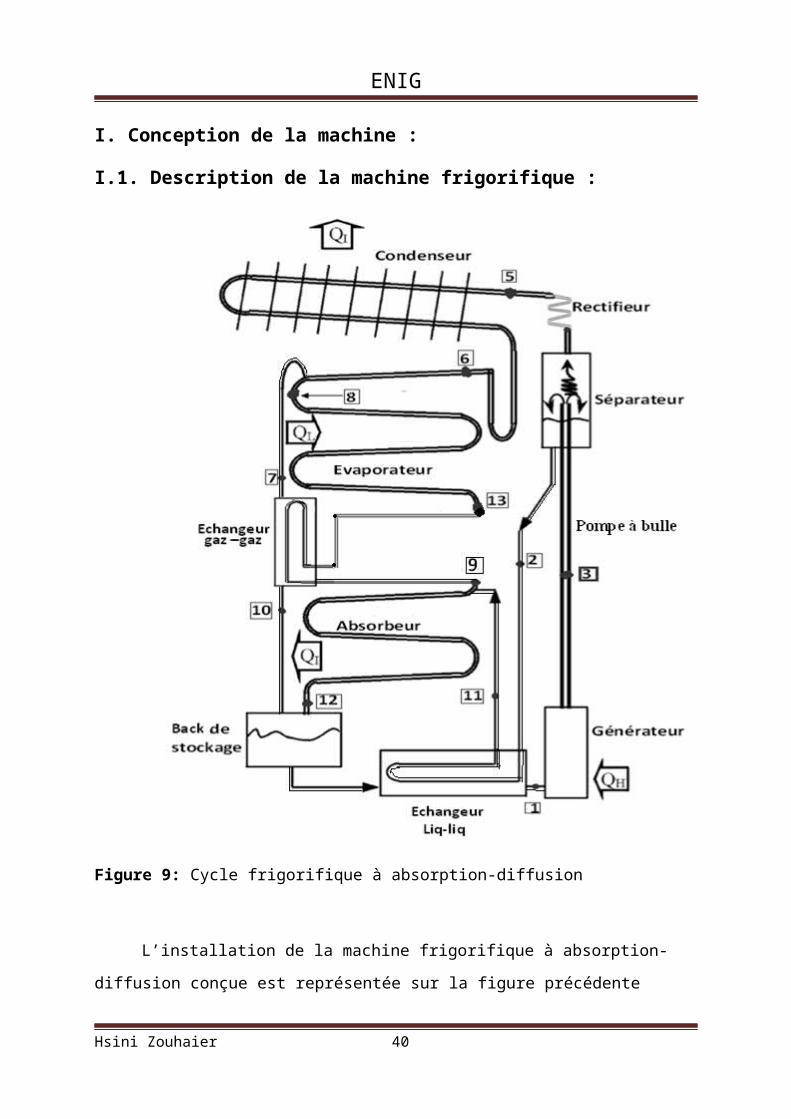
Figure 9: Cycle frigorifique à absorption-diffusion
L’installation de la machine frigorifique à absorption-diffusion conçue est représentée
sur la figure précédente (figure 3.1) :
Elle est constituée d’(e) :
Un générateur
Hsini Zouhaier 30
ENIG
Un condensateur
Un évaporateur
Un absorbeur
Un séparateur
Un rectifieur
Un bac de stockage
Une pompe de circulation d’huile
Deux manomètres de pression
Huit thermocouples
Un échangeur liq-liq
Un échangeur gaz-gaz
I.2. Principe de fonctionnement de la machine frigorifique à absorption :
Parmi les divers procédés de production de froid, le système de réfrigération à
absorption-diffusion. Il utilise le couple ammoniac-eau et un thermo-émulseur en
remplacement de la pompe mécanique.
Dans le fonctionnement d’une machine à absorption-diffusion, un gaz de soutien est
utilisé pour équilibrer les pressions entre le condenseur et l’évaporateur tout en permettant
l’évaporation du réfrigérant et donc la production de froid.
La machine frigorifique à absorption-diffusion inventée par Baltzard Von Platen [3]
utilise trois fluides de fonctionnement: l’ammoniac (réfrigérant), l’eau (absorbant), et
l’hydrogène en qualité de gaz inerte (détendeur).
Une autre étude du cycle à absorption-diffusion, utilisant l’hélium comme un gaz
inerte, a été présentée par Srikhirinet [6],
Et nous allons utiliser l’Hélium comme un gaz inerte à la place de l’hydrogène.
L’absence de pièces mobiles dans l’unité fait que le système à absorption-diffusion est
silencieux et fiable. Ceci lui donne l’avantage d’être souvent employé dans des chambres, des
bureaux, et dans les zones arides et isolées.
Ces machines fonctionnent avec deux niveaux de pression: la haute pression dans le
générateur et le condenseur et la basse pression dans l’évaporateur et l’absorbeur.
Le transvasement de la solution riche de l’absorbeur vers le générateur nécessite une pompe
de circulation.
Hsini Zouhaier 31
ENIG
Pour des installations de petites tailles, il peut être intéressant de s’affranchir de cette
pompe. Pour cela, on utilise un séparateur de H2O; il permet de renforcer la fiabilité de ces
systèmes (absence de pièces tournantes) tout en conservant leur souplesse de fonctionnement.
Ce type de séparateur est utilisé dans les machines à diffusion ayant la même
pression totale dans tout l’appareil.
Par ailleurs, la différence entre les pressions partielles est compensée par
l’introduction d’un gaz inerte.
Cette différence de pression assure la circulation entre l’évaporateur et l’absorbeur.
Le fluide réfrigérant sous forme de vapeur diffuse dans le gaz inerte et circule de
l’évaporateur vers l’absorbeur. Les gaz lourds descendent vers l’absorbeur où le soluté est
absorbé; le gaz inerte remonte alors vers l’évaporateur en passant par un échangeur. La
présence de ce gaz inerte implique, lors de l’absorption et l’évaporation, une résistance en
phase gazeuse. La diffusion dans le gaz inerte constitue la résistance principale au transfert
de matière.
I.3. Quelques différentes composantes de l'installation:
a. Le condenseur:
Le condenseur sert à transmettre au medium de refroidissement (air ou eau) la chaleur
contenue dans les vapeurs refoulées.
La quantité de chaleur à évacuer comprend:
la chaleur sensible des vapeurs surchauffées
la chaleur latente de liquéfaction
la chaleur sensible du liquide jusqu'à une température se rapprochant le plus possible de
celle du medium de refroidissement.
Il est de type "tubes et calandre" il est constitué d'un faisceau, Le fluide Caloporteur circule
dans les tubes, tandis que le fluide frigorigène se condense à l'extérieur de ces tubes.
b. L'évaporateur :
L'évaporateur, comme le condenseur, est un échangeur thermique dont le rôle consiste
à absorbeur le flux thermique provenant du medium à refroidir.
Hsini Zouhaier 32
ENIG
Le passage du flux thermique du fluide frigorigène au milieu extérieur est d'ailleurs régi
par les mêmes lois physiques quel que soit le type d'appareil considéré-condenseur ou
évaporateur-et dépend:
Du coefficient global de transmission de chaleur de l'évaporateur
De la surface de l'évaporateur
De la différence existant entre la température de l'évaporateur et celle du medium à
refroidir.
Il est de type "Coaxial" à deux spires. Le fluide frigorigène s'évapore à l'intérieur des
tubes alors que le fluide Caloporteur circule à l'extérieur de ces derniers. La surface totale
d'échange offerte à l'évaporation à l'intérieur des tubes.
Et le Bouilleur avec l’absorbeur qui remplace le compresseur dans les machines frigorifiques
classique.
c. Le Bouilleur :
Le liquide, riche en frigorigène, entre dans le bouilleur, où il est partiellement vaporisé
grâce à l'énergie apportée par le circuit d'eau chaude; les deux phases résultants sont : une
vapeur de réfrigérant et une solution concentrée de l'absorbant.
d. L'absorbeur :
La solution pauvre en réfrigérant provenant du bouilleur absorbe lors de sa chute la
vapeur de réfrigérant provenant de l'évaporateur. Cette vapeur se liquéfie en cédant sa chaleur
au circuit de refroidissement. Le mélange obtenu à basse pression est retourne au bouilleur.
e. L’échangeur gaz-gaz :
L’échangeur gaz-gaz est utilisé principalement pour refroidir l’Hélium avant d’entrer
dans l’évaporateur puisqu’il sort chaud du back de stockage, car notre but est la fabrication du
froid.
f. L’échangeur liq-liq :
L’échangeur liq-liq est utilisé principalement pour refroidir la solution pauvre avant
d‘entrer dans l’absorbeur.
g. La Pompe à bulles :
Une pompe à bulles est utilisée dans un cycle pour jouer un double rôle : assurer la
circulation des fluides et la séparation des phases (désorption). L’efficacité d’une telle pompe
Hsini Zouhaier 33
ENIG
est définie par la quantité de réfrigérant désorbé par unité du temps. Les performances d’un
cycle à absorption-diffusion dépendent principalement des performances de cette pompe à
bulles. Plusieurs auteurs se sont intéressés à l’étude théorique et expérimentale de la pompe à
bulles isolée ou incorporée dans un cycle à absorption-diffusion
Le principe de fonctionnement d’une pompe à bulles est représenté sur la figure 3.2:
Figure 10: Principe de fonctionnement d’une pompe à bulles
En augmentant la chaleur qui alimente le tube, la solution commence à bouillir. Le but
de l’utilisation de la pompe à bulles est de désorber le réfrigérant de la solution. Le nombre de
bulles de vapeur formées augmente et devient de plus en plus grand, c’est le régime à bulles.
Dans ce régime, le niveau de la solution augmente mais il reste toujours inférieur au niveau
haut du tube et en augmentant davantage le flux de chaleur, les bulles de vapeur donnent lieu
à des poches séparées par des bouchons de liquide de section voisines de celle du tube. C’est
le passage au régime à poches, pour un flux de chaleur bien spécifique dit critique Qcrit.
La première bulle de vapeur arrive au niveau haut de la pompe dès que l’alimentation
dépasse cette valeur critique. Les bulles de vapeur jouant le rôle d’un piston à gaz qui enlève
le liquide de manière continue vers le sommet du tube assurant sa circulation
II. Démarrage de l’installation :Pour le démarrage de l’installation il y a plusieurs étapes importantes à faire :
1. Calcul de la composition du mélange
2. Vérification de l’étanchéité de la machine
Hsini Zouhaier 34
ENIG
3. Tirage du vide de la machine
4. Préparation du mélange
5. Introduction du mélange dans la machine
6. Introduction de la solution pauvre dans l’absorbeur et circulation de la solution dans
l’installation
7. Ajout de l’Hélium
8. Alimentation du système de chauffage de la pompe à bulle
II.1. calcul de la composition du mélange :
Pour trouver une solution H2O-NH3 à 55% massique en NH3, on calcule tout d’abord
le volume de la solution qu’on va l’introduire dans l’installation.
Pour cela on introduit de l’eau dans l’installation jusqu’au niveau de la vanne du back de
stockage puis on le mesure après son vidange de l’installation. Puis on estime le volume à
l’intérieur du tube où circule la solution pauvre (entre les points 2-11 dan l’installation).
On a trouvé presque 5 litres.
Remarque :
Se volume est la quantité de la solution à l’état liquide dans l’installation.
D’autre part on a une relation pour l’optimisation du volume de la solution ajouté
dans les machines à absorption-diffusion tel que :
Vajouté=2/3 *Vinstallation
Or lorsqu’on ajoute l’eau dans toute l’installation et après son vidange, on a trouvé
Vinstallation=7.3 litres.
2/3 * Vinstallation =2/3 * 7.3 =4.86 litres ~ 5 litres (donc 5 litres peut s’utilisé comme volume
de la solution)
Vajouté =5 litres
Ensuite on va déterminer mNH3 et mH2O
On a mT = ρmélange * V
Hsini Zouhaier 35
ENIG
Pour déterminer ρmélange on a deux méthodes qui dépendent de la fraction massique du
mélange :
Par la courbe de variation de la densité du mélange et de la fraction massique de
l’Ammoniac en fonction pour différentes températures [2]
Figure 11 : Variation de la masse volumique du mélange et de la fraction massique de l’Ammoniac en fonction pour différentes températures
Par la relation 1
ρ mél= 1
ρ NH 3+ 1
ρ H 2O
Hsini Zouhaier 36
ENIG
On a remarqué que ces deux relations précédentes sont très proches, par exemple pour
une température ambiante de 35 °C et pour une fraction massique d’ammoniac wNH3=0.55, la
courbe montre que ρmél=0.78 et d’après l’équation on a :ρ mél= 1
1ρ NH 3
+1
ρ H 2O= 0.79
Remarque :
Réellement, il est difficile d’atteindre la fraction massique d’ammoniac wNH3=0.55 car
cette fraction qui est relative à ρmél=0.78 nécessite une faible température de l’ordre de 15°C
pour que l’ammoniac peut dissoudre dans l’eau, il est difficile que le mélange reste à cette
température pour une longue durée à cause de l’élévation de la température ambiante à l’été et
pour un problème de stockage du froid.
Par conséquence, il est nécessaire de déterminer la composition du mélange pour
différentes fractions massiques car on ne peut pas connaitre à quelle fraction on va travailler
sauf après la détermination de la quantité d’ammoniac dissoute dans l’eau :
On a V=5 litres ; ρeau=1 kg/m3
wNH3=0.55 ρmél=0.79
mT =ρmél*V=790*5*10-3 =3.95 kg
mNH3=0.55*3.95=2.17 kg
meau= mT-mNH3 =1.78 kg
wNH3=0.5 ρmél=0.81
mT =ρmél*V=810*5*10-3 =4.05 kg
mNH3=0.5*4.05=2.02 kg
meau= mT-mNH3 =2.03 kg
wNH3=0.45 ρmél=0.83
mT =ρmél*V=830*5*10-3 =4.146 kg
mNH3=1.86 kg
meau=2.286 kg
wNH3= 0.4 ρmél=0.847
mT =ρmél*V=847*5*10-3 =4.238 kg
mNH3= 1.7 kg
meau= 2.54 kg
Hsini Zouhaier 37
ENIG
II.2. Vérification de l’étanchéité de la machine :
Pour vérifier l’étanchéité des vannes et des raccords de la machine, on peut faire un
tirage du vide de l’installation puis on introduit de l’eau en le laissant entrer librement à cause
de la différence de pression du milieu ambiant et de l’intérieur de l’installation.
Lorsque l’écoulement de l’eau dans la machine s’arrête, c’est l’équilibre de pressions, on
installe un pompe volumétrique manuelle et on recommence l’introduction de l’eau mais bien
sûr en augmentant la pression jusqu’à atteindre 25 bars et on ferme la vanne de l’introduction
de l’eau.
Ensuite, on laisse la machine un certain temps environ 24 heures puis on fait un
contrôle sur sa pression si elle diminue ou non,
Si la pression diminue, il y a donc une fuite, on la cherche et on la répare. Sinon, on passe à la
troisième étape.
Remarque :
Pour la vérification de l’étanchéité et pour tester si les tubes de l’installation peuvent
résister aux pressions qu’on peut les atteindre, on a utilisé l’eau à cause de son
incompressibilité. Car les fluides compressibles, l’air par exemple, ont une grande dilatation
sous les hautes pressions s’il y a un éclatement d’un tube qui provoque bien sûr un grand
danger pour l’utilisateur.
II.3. Création du vide de la machine :
Après la vérification de l’étanchéité on vide l’installation de l’eau puis on tire du vide
de l’installation à l’aide d’une pompe à vide puis on ferme la vanne.
II.4. Préparation du mélange :
Pour la préparation du mélange (55% massique en ammoniac), on introduit la quantité
d’eau nécessaire à la solution (1.78 litres) dans l’enceinte du mélange puis on fait lier cette
dernière avec une bouteille d’ammoniac qui est mise sur une balance.
Ensuite, on commence à introduire la quantité d’ammoniac nécessaire à la solution
(2.17 kg) en contrôlant la différence de masse de la bouteille sur la balance.
Hsini Zouhaier 38
ENIG
Conseils d’emploi de l’ammoniac :
Le faire face avec l’ammoniac est très délicat et ça revient à plusieurs choses :
c’est un gaz toxique au-delà de certaines doses.
On travaille sous une haute pression environ de 40 bars et c’est connu que le faire
face avec les hautes pressions est très dangereux.
son odeur est très âcre et facilement reconnaissable et nocif par inhalation (mortel à
hautes doses).
Inflammabilité et explosibilité : sous forte pression, l'ammoniac peut former un
mélange explosif avec les huiles de lubrification, le mélange air-ammoniac
s'enflamme et explose violemment.
Avant d’ouvrir la bouteille d’ammoniac il faut faire plusieurs actions de sécurités :
Aérer bien l’atelier d’ouvrir tous les fenêtres et la porte pour éviter les risques
d’étouffement, s’il y a une fuite d’ammoniac.
Si l’écoulement d’air dans l’atelier n’est pas suffisant pour l’aération, alors on fait
enclencher les ventilateurs s’ils existent pour l’aération, sinon on attend jusqu’à
l’existence d’un écoulement d’air suffisant pour une bonne aération.
Mouiller bien la terre pour absorber une quantité d’ammoniac s’il y a une fuite et
pour refroidir un peut l’atelier car l’ammoniac est très sensible à la température.
Ajuster bien les coulis de serrage des conduites qui relient l’enceinte à la bouteille
d’ammoniac et à la machine pour éviter les fuites d’ammoniac.
Se placer à côté de l’unité de telle sorte que s’il y a une fuite, le vent fiat déplacer
l’ammoniac vers l’extérieur sans qu’il me contacte et donc je ne le respire pas.
Fermer le détendeur qui est lié directement à la bouteille d’ammoniac, car il y a
risque d’ouvrir la bouteille de telle sorte que la pression de sortie d’ammoniac est
très grande ce qui provoque peut être un accident (fuite, explosion…).
Mettre des papiers de couton mouillés sur les vannes de l’installation et de la
bouteille et sur les raccords pour absorber le maximum d’ammoniac s’il y a une fuite.
Eviter tous les obstacles qui sont placés prés de la porte de l’atelier pour sortir
facilement et très vite s’il y a un accident.
Porter des masques pour l’ ammoniac s’ils existent.
Hsini Zouhaier 39
ENIG
II.5. introduction du mélange dans l’installation :
Pour l’introduction du mélange dans l’installation. On ouvre doucement les deux
vannes de l’enceinte et de la machine pour éviter l’injection violente du mélange dans
l’installation se qui provoque son atténuation des sites où il ne doit pas être là (évaporateur : la
place de la solution riche, l’absorbeur : la place de la solution pauvre), et donc il y a risque
que la machine fonctionne pas.
Lorsqu’on on atteint l’équilibre des pressions de l’enceinte et de la machine, on
remarque qu’il reste du liquide dans l’enceinte. Pour recommencer l’injection du mélange
dans l’installation, on augmente donc la pression à la sortie de la bouteille d’ammoniac c'est-
à-dire augmenté la pression dans l’enceinte.
Enfin, on remarque qu’on a atteindre un équilibre de pression final où on ne peut pas
injecter plus de mélange dans l’installation même si ouvre totalement la bouteille d’ammoniac
est le détendeur, et ça parce que la pression dans l’enceinte et da la machine est égale à celle
dans la bouteille.
On ferme donc toutes les vannes de l’enceinte, de l’installation et de la bouteille
d’ammoniac et on passe à l’étape suivante.
II.6. circulation du mélange dans l’installation et introduction de la solution pauvre dans l’absorbeur :
Avant de passer à cette étape, on attend un peut de temps jusqu’à l’équilibre liquide-
vapeur du mélange. Ensuite, on chauffe lentement la solution à l’aide d’une résistance
électrique jusqu’à atteindre une température de 100 °C pour introduire la solution pauvre dans
l’absorbeur et pour circuler le mélange dans l’installation à l’aide de la pompe à bulle.
II.7. Ajout de l’Hélium :
Avant l’ajout de l’Hélium, on attend jusqu’à la machine se refroidit de nouveau
jusqu’à la température ambiante (45 °C). Puis, on introduit l’Hélium doucement jusqu’à
atteindre une pression totale de 18 bars c’est la pression de condensation de l’ammoniac à la
température ambiante.
II.8. Alimentation du système de chauffage :
On commence à chauffer lentement la pompe à bulle à l’aide du système de chauffage
jusqu’à ce que la machine commence le refroidissement.
Hsini Zouhaier 40
ENIG
Remarque :
On remarque que la machine ne fonctionne pas, et ça revient peut être à la quantité
ajouté de la solution, car elle est inférieur à la quantité préférée à introduire dans l’installation.
Une solution pour introduire la quantité préférée du mélange dans la machine est de préparer
la même solution mais en doublant son volume (5 litres) et en gardant sa composition (55%
massique), et on introduit le volume préféré dans l’installation en contrôlant la différence de
masse de l’enceinte Δm=3.95 Kg.
Hsini Zouhaier 41
ENIG
CONCLUSION GENERALE
Au cours de ce travail, on a effectué une étude bibliographique sur les techniques de
production de froid et plus précisément sur les cycles à absorption-diffusion et leurs principes
de fonctionnement. D’autre part, on a présenté les propriétés des couples frigorigène-
absorbant et leurs critères de choix. Cette étude a été consacrée aussi à une description
générale des pompes à bulles, éléments principaux de ces cycles, et leurs principes de
fonctionnement.
Par la suite, on a fait une modélisation d’une machine frigorifique à absorption-
diffusion moyennent les bilans des matières et d’énergies, nous avons pu déterminer, les
différents flux de matière et de chaleur. L’exploitation des résultats obtenus nous a permis de
déterminer les quantités de chaleurs échangées par les divers composants de l’installation lors
du cycle de refroidissement.
Enfin, on a fait le démarrage de la machine frigorifique à absorption-diffusion, pour faire ce
démarrage il nécessaire de :
Calculer la composition du mélange à introduire dans l’installation,
Suivre les étapes de l’introduction du mélange dans l’installation,
Démarrer l’installation et interpréter les résultats obtenus.
Hsini Zouhaier 42
ENIG
Références bibliographiques
[1] M.P. Maiya, ‘Studies on Gas circuit of Diffusion Absorption Refrigerator ‘, in: 21st IIR
International Congress of Refrigeration, Washington DC, USA, 2003.
[2] Dr Manuel R. Conde-Petit; M.Conde Engineering Zurich-Switzerland (2004),
«Thermophysical Properties of (NH3 +H2O) solutions for the industrial design of absorption
refregiration equipement».
[3] B.C. Von Platen and C.G. Munter, ‘Refrigerator’, US Patent 1, 685, 764, 1928.
[4] S.A.Akam, Z.Ouchiha, N.Said et B.Bellal, Expérimentation d’une boucle à absorption
NH3-H2O ,Rev.Energ.Ren pp 17-22 (1999).
[5] R. E. Critoph, Marcriss. Performance limitations of adsorption cycles for solar cooling,
solar energy, 41(1), pp 21-31, 1988.
[6] P. Srikhirin and S. Aphornratana, ‘Investigation of a Diffusion Absorption Refrigerator’,
Applied Thermal Engineering, Vol. 22, N°11, pp. 1181-1193, 2002.
[7] Helge Petersen; Danish Atomic Energy commission Research Establishments Riso, Riso
report N° 224, September, 1970. « The Properties of Helium: Density, Specific Heats,
Viscosity, and Thermal Conductivity at Pressures from 1 to 100 bar and from Room
Temperature to about 1800 K».
Hsini Zouhaier 43
ENIG
Hsini Zouhaier 44
ENIG
Hsini Zouhaier 45





























