Embed Size (px)
Citation preview

M2102 : Automatisme
- Fascicule de TD -
DUT GEII – S2
Automatisme TD M2102
Sommaire
TD1 Gestion de chauffage pour un bâtiment tertiaire...............................................................................3 1.Câblage & configuration du système.............................................................................................................3 2.Pilotage des ventilo-convecteurs...................................................................................................................5 3. Régulation de température...........................................................................................................................5 4.Chauffage d’appoint.......................................................................................................................................5TD 2Séquences Parallèles, Temporisations & Actions Conditionnelles.......................................................8 1.Centrale à béton.............................................................................................................................................8 2.chaîne de remplissage de bidons d'huile.......................................................................................................9TD3 Monte - Charges..............................................................................................................................12 1.Présentation du système.............................................................................................................................12 2.Séquence Principale.....................................................................................................................................13 3.Gestion des Voyants.....................................................................................................................................13TD4 PONT ROULANT..............................................................................................................................14 1.GENERALITES :..............................................................................................................................................14 2.Schémas de commande et de puissance.....................................................................................................15 3.Commande selon les axes X et Y..................................................................................................................15 4.Commande selon les axes X, Y et Z..............................................................................................................16 5.Commande en X, Y et Z avec modes de marche et d’arrêt..........................................................................16TD5 Gestion automatisée d'une serre.....................................................................................................201.Présentation du système..............................................................................................................................202.Gestion du temps..........................................................................................................................................213.Pilotage des électrovannes...........................................................................................................................21TD6 Chaîne de Fabrication de sucre........................................................................................................221.Présentation du système..............................................................................................................................222.FONCTIONNEMENT NORMAL.......................................................................................................................223.Anomalies de fonctionnement.....................................................................................................................23TD7 Chaîne de Fabrication de bière........................................................................................................28 1.ÉTUDE DU BRASSAGE...................................................................................................................................28 2.FONCTIONNEMENT SÉQUENTIEL DU FERMENTEUR 1................................................................................28TD8 Torréfacteur Industriel.....................................................................................................................32 1.Présentation du système.............................................................................................................................32 2.Cahier des charges.......................................................................................................................................34 3.Étude des schémas électriques....................................................................................................................35 4.Application automate..................................................................................................................................36Annexe 4 : Carte d'entrée analogique 750-454...............................................................................................43Annexe 5 : Carte de sorties TOR 750-515........................................................................................................44
IUT de Toulon Département GEII 2/44
Automatisme TD M2102
TD1 Gestion de chauffage pour un bâtiment tertiaire
→ Architecture des S.A, adressage des données, langage LD
Nous allons nous intéresser à la gestion d'équipements de chauffage dans un local à usage tertiaire (bureaux), en vue d'optimiser l'énergie consommée.
1.Câblage & configuration du système.Les ventilo-convecteurs sont des équipements terminaux destinés à diffusé l'air conditionné par le système de production de chaud/froid, afin d'assurer le confort thermique des occupants.
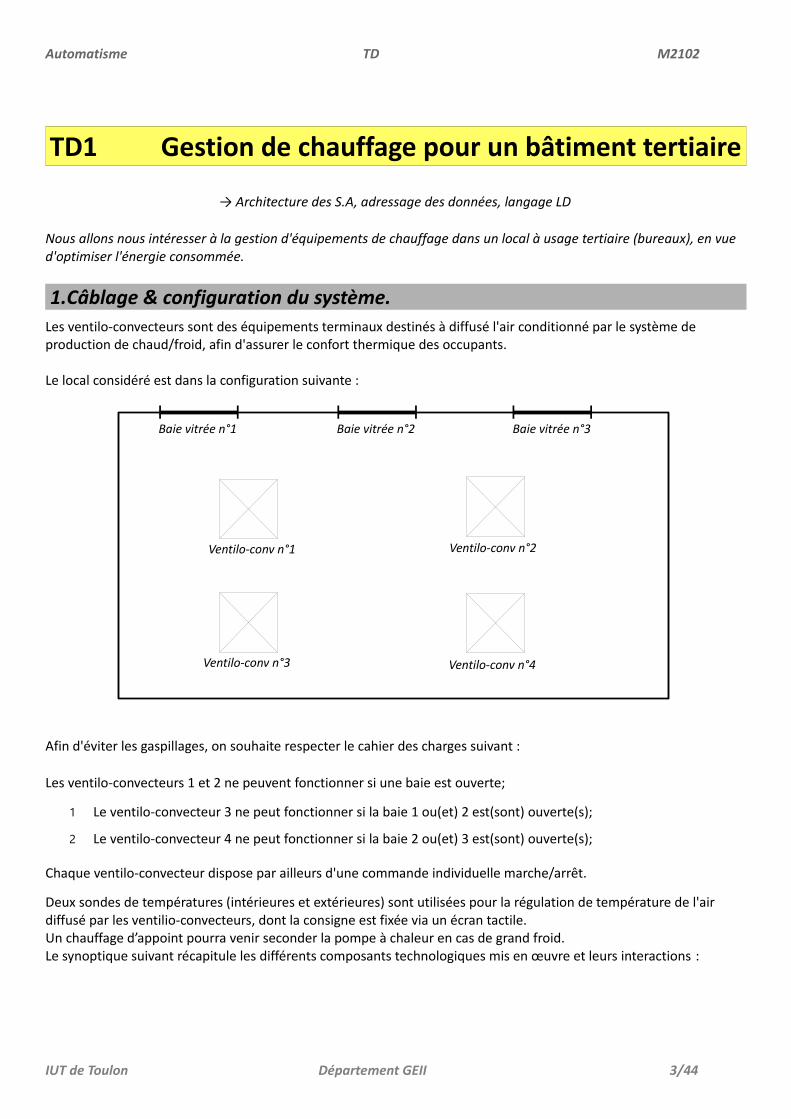
Le local considéré est dans la configuration suivante :
Afin d'éviter les gaspillages, on souhaite respecter le cahier des charges suivant :
Les ventilo-convecteurs 1 et 2 ne peuvent fonctionner si une baie est ouverte;
1 Le ventilo-convecteur 3 ne peut fonctionner si la baie 1 ou(et) 2 est(sont) ouverte(s);
2 Le ventilo-convecteur 4 ne peut fonctionner si la baie 2 ou(et) 3 est(sont) ouverte(s);
Chaque ventilo-convecteur dispose par ailleurs d'une commande individuelle marche/arrêt.
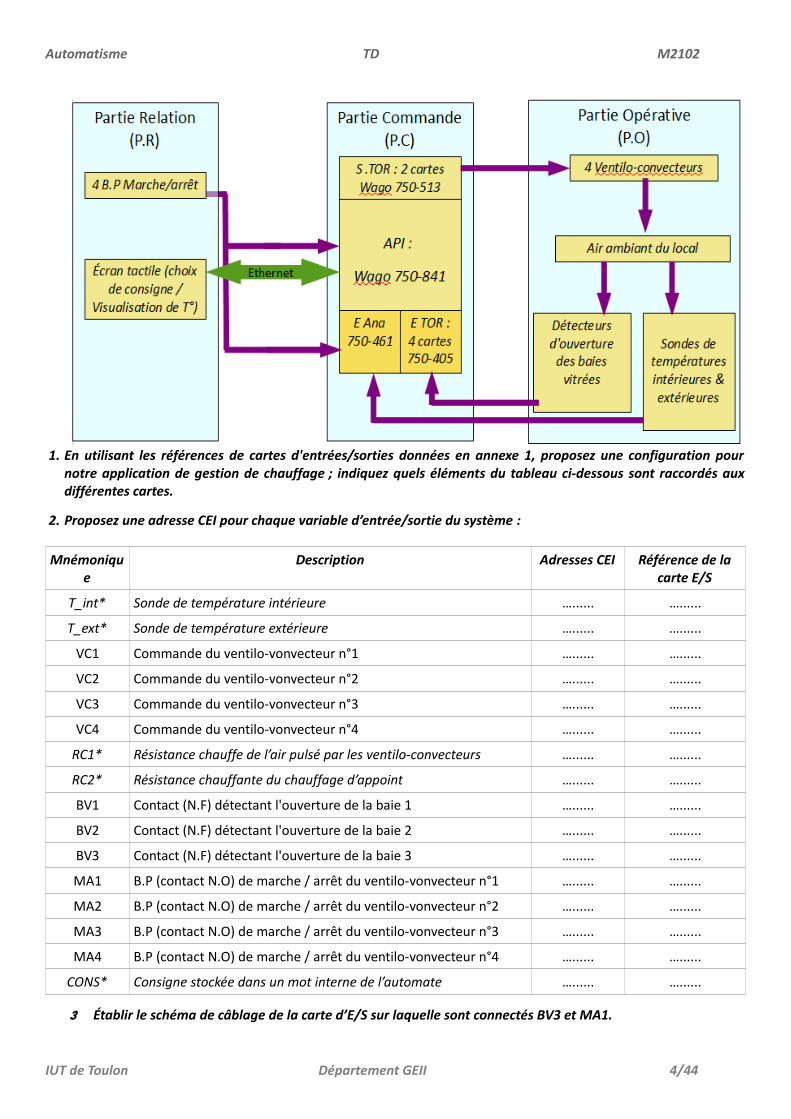
Deux sondes de températures (intérieures et extérieures) sont utilisées pour la régulation de température de l'air diffusé par les ventilio-convecteurs, dont la consigne est fixée via un écran tactile.Un chauffage d’appoint pourra venir seconder la pompe à chaleur en cas de grand froid.Le synoptique suivant récapitule les différents composants technologiques mis en œuvre et leurs interactions :
IUT de Toulon Département GEII 3/44
Baie vitrée n°1 Baie vitrée n°2 Baie vitrée n°3
Ventilo-conv n°1 Ventilo-conv n°2
Ventilo-conv n°3 Ventilo-conv n°4
Automatisme TD M2102
1. En utilisant les références de cartes d'entrées/sorties données en annexe 1, proposez une configuration pournotre application de gestion de chauffage ; indiquez quels éléments du tableau ci-dessous sont raccordés auxdifférentes cartes.
2. Proposez une adresse CEI pour chaque variable d’entrée/sortie du système :
Mnémonique
Description Adresses CEI Référence de lacarte E/S
T_int* Sonde de température intérieure …...... …......
T_ext* Sonde de température extérieure …...... …......
VC1 Commande du ventilo-vonvecteur n°1 …...... …......
VC2 Commande du ventilo-vonvecteur n°2 …...... …......
VC3 Commande du ventilo-vonvecteur n°3 …...... …......
VC4 Commande du ventilo-vonvecteur n°4 …...... …......
RC1* Résistance chauffe de l’air pulsé par les ventilo-convecteurs …...... …......
RC2* Résistance chauffante du chauffage d’appoint …...... …......
BV1 Contact (N.F) détectant l'ouverture de la baie 1 …...... …......
BV2 Contact (N.F) détectant l'ouverture de la baie 2 …...... …......
BV3 Contact (N.F) détectant l'ouverture de la baie 3 …...... …......
MA1 B.P (contact N.O) de marche / arrêt du ventilo-vonvecteur n°1 …...... …......
MA2 B.P (contact N.O) de marche / arrêt du ventilo-vonvecteur n°2 …...... …......
MA3 B.P (contact N.O) de marche / arrêt du ventilo-vonvecteur n°3 …...... …......
MA4 B.P (contact N.O) de marche / arrêt du ventilo-vonvecteur n°4 …...... …......
CONS* Consigne stockée dans un mot interne de l’automate …...... …......
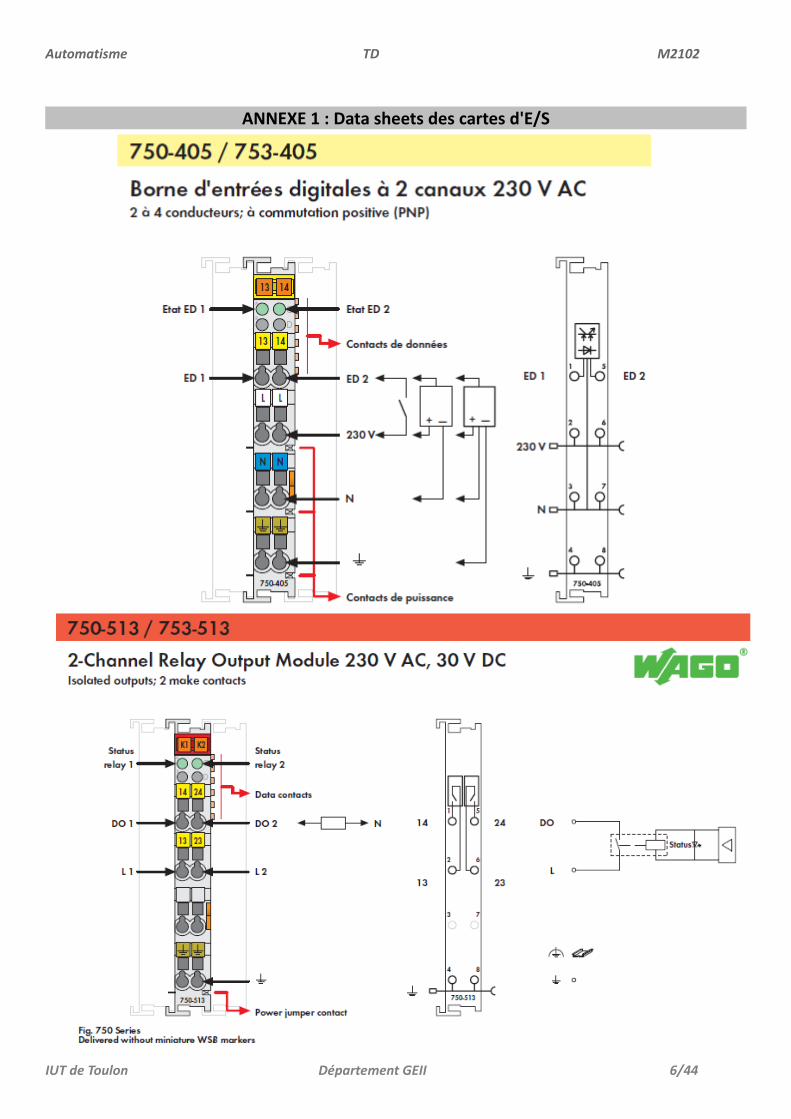
3 Établir le schéma de câblage de la carte d’E/S sur laquelle sont connectés BV3 et MA1.
IUT de Toulon Département GEII 4/44
Automatisme TD M2102
2.Pilotage des ventilo-convecteurs 1. Proposez un programme en langage LD permettant de gérer 4 bits mémoire "Auto1" à "Auto4" correspondant
chacun à une autorisation de fonctionnement d'un ventilo-convecteur, en fonction des détecteurs d'ouverturedes baies vitrées.
2. En utilisant les fonctions "mémoire RS" et "détection de front montant", complétez le programme précédent enajoutant la gestion de 4 bits mémoire "Dmd1" à "Dmd4" correspondant chacun à une demande de marche d'unventilo-convecteur, relative à l'appui sur le B.P correspondant ("MA1" à "MA4").
3. Complétez le programme précédent en ajoutant le pilotage des sorties VC1 à VC4, à partir des bits mémoire"Auto1" à "Auto4" et "Dmd1" à "Dmd4".
4. En utilisant les blocs de temporisation appropriés, proposez une solution permettant de ne prendre en comptel'ouverture d'une baie que si celle-ci dure plus de 5s.
3. Régulation de températureLa sonde de température intérieure est utilisée pour piloter une résistance chauffante (RC1) en vue de réguler l’airsortant des ventilo-convecteurs.
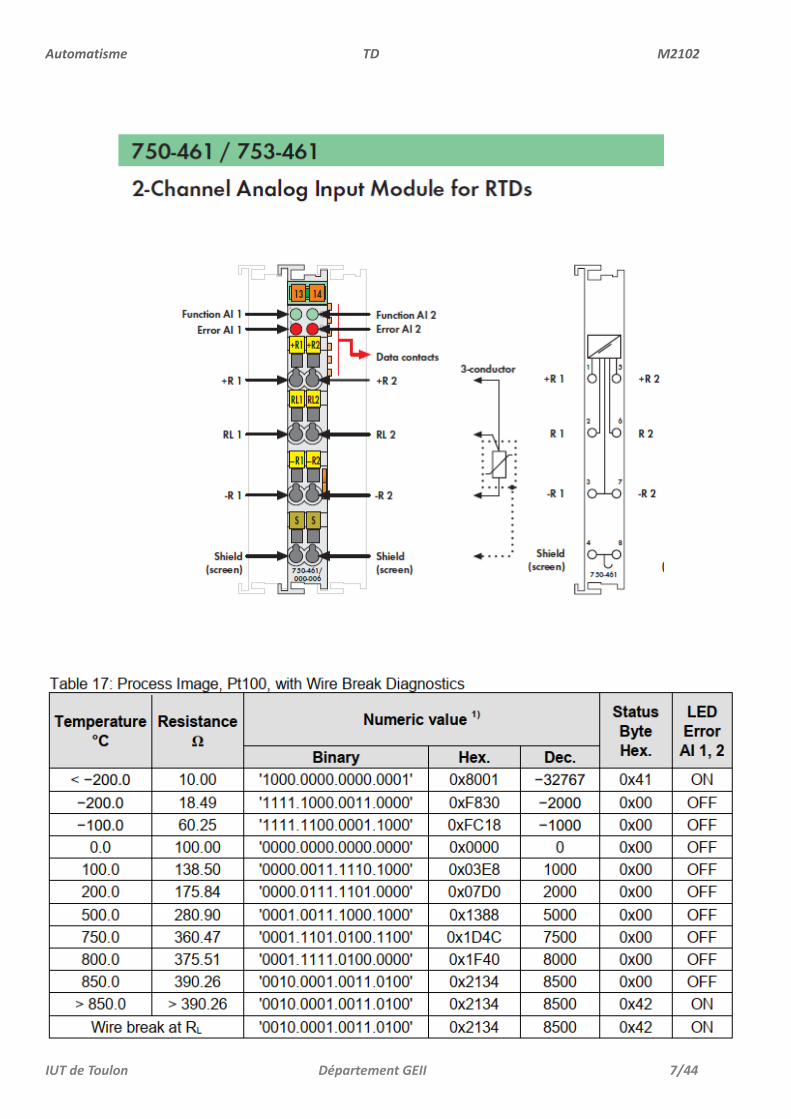
1. Quel format est utilisé pour coder les températures mesurée par la carte 750-461 ? Quelle sera la valeur prise par la variable T_int pour une température mesurée de 25°C ?
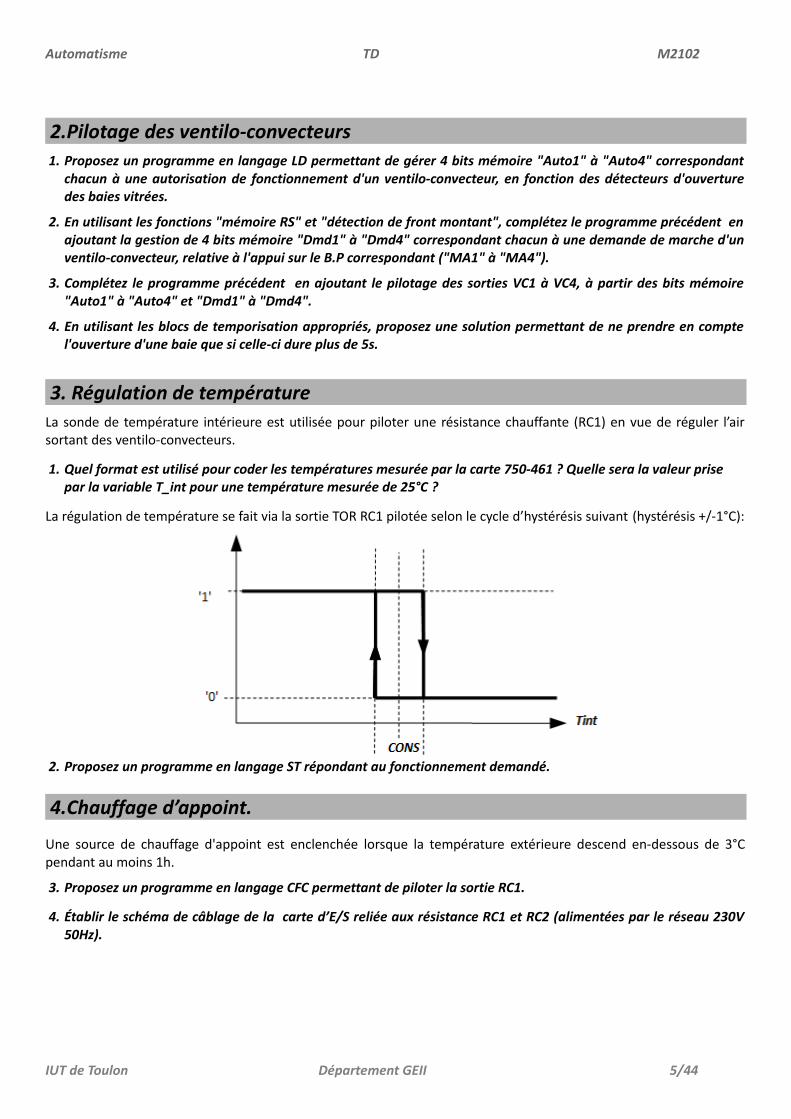
La régulation de température se fait via la sortie TOR RC1 pilotée selon le cycle d’hystérésis suivant (hystérésis +/-1°C):
2. Proposez un programme en langage ST répondant au fonctionnement demandé.
4.Chauffage d’appoint.
Une source de chauffage d'appoint est enclenchée lorsque la température extérieure descend en-dessous de 3°Cpendant au moins 1h.
3. Proposez un programme en langage CFC permettant de piloter la sortie RC1.
4. Établir le schéma de câblage de la carte d’E/S reliée aux résistance RC1 et RC2 (alimentées par le réseau 230V50Hz).
IUT de Toulon Département GEII 5/44
Automatisme TD M2102
ANNEXE 1 : Data sheets des cartes d'E/S
IUT de Toulon Département GEII 6/44
Automatisme TD M2102
IUT de Toulon Département GEII 7/44
Automatisme TD M2102
TD2 Séquences Parallèles, Temporisations & ActionsConditionnelles
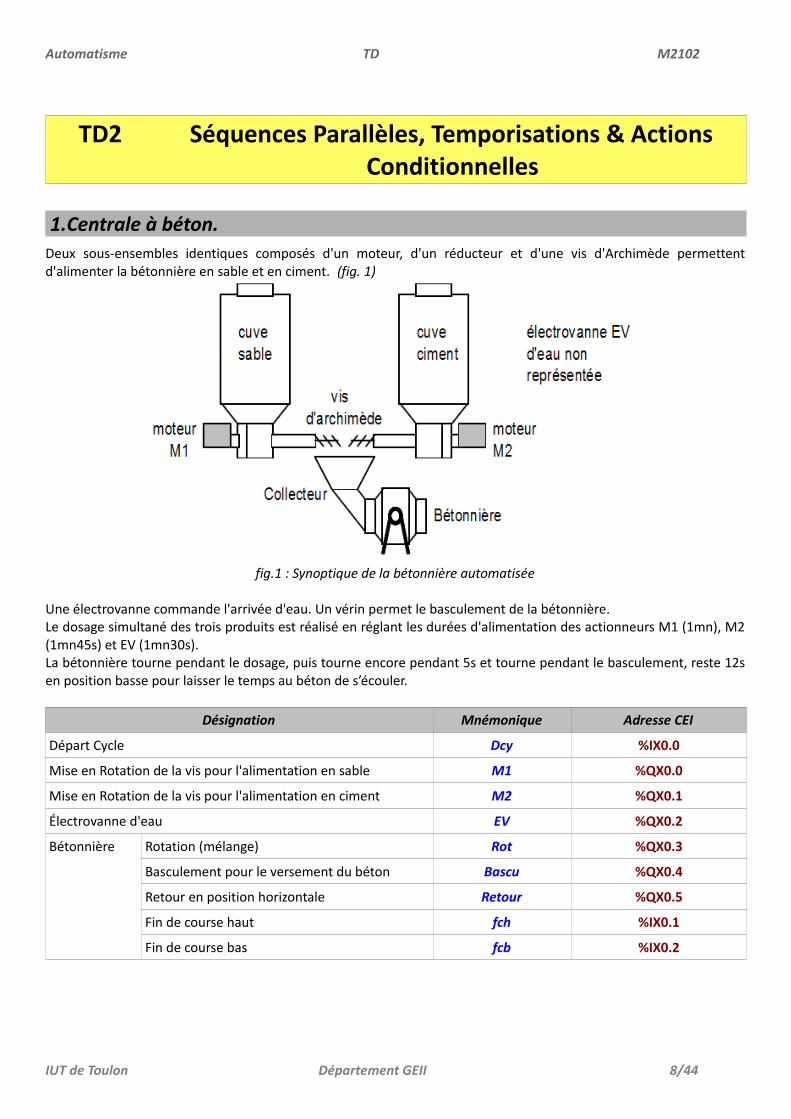
1.Centrale à béton.Deux sous-ensembles identiques composés d'un moteur, d'un réducteur et d'une vis d'Archimède permettentd'alimenter la bétonnière en sable et en ciment. (fig. 1)
fig.1 : Synoptique de la bétonnière automatisée
Une électrovanne commande l'arrivée d'eau. Un vérin permet le basculement de la bétonnière.Le dosage simultané des trois produits est réalisé en réglant les durées d'alimentation des actionneurs M1 (1mn), M2(1mn45s) et EV (1mn30s).La bétonnière tourne pendant le dosage, puis tourne encore pendant 5s et tourne pendant le basculement, reste 12sen position basse pour laisser le temps au béton de s’écouler.
Désignation Mnémonique Adresse CEI
Départ Cycle Dcy %IX0.0
Mise en Rotation de la vis pour l'alimentation en sable M1 %QX0.0
Mise en Rotation de la vis pour l'alimentation en ciment M2 %QX0.1
Électrovanne d'eau EV %QX0.2
Bétonnière Rotation (mélange) Rot %QX0.3
Basculement pour le versement du béton Bascu %QX0.4
Retour en position horizontale Retour %QX0.5
Fin de course haut fch %IX0.1
Fin de course bas fcb %IX0.2
IUT de Toulon Département GEII 8/44
Automatisme TD M2102
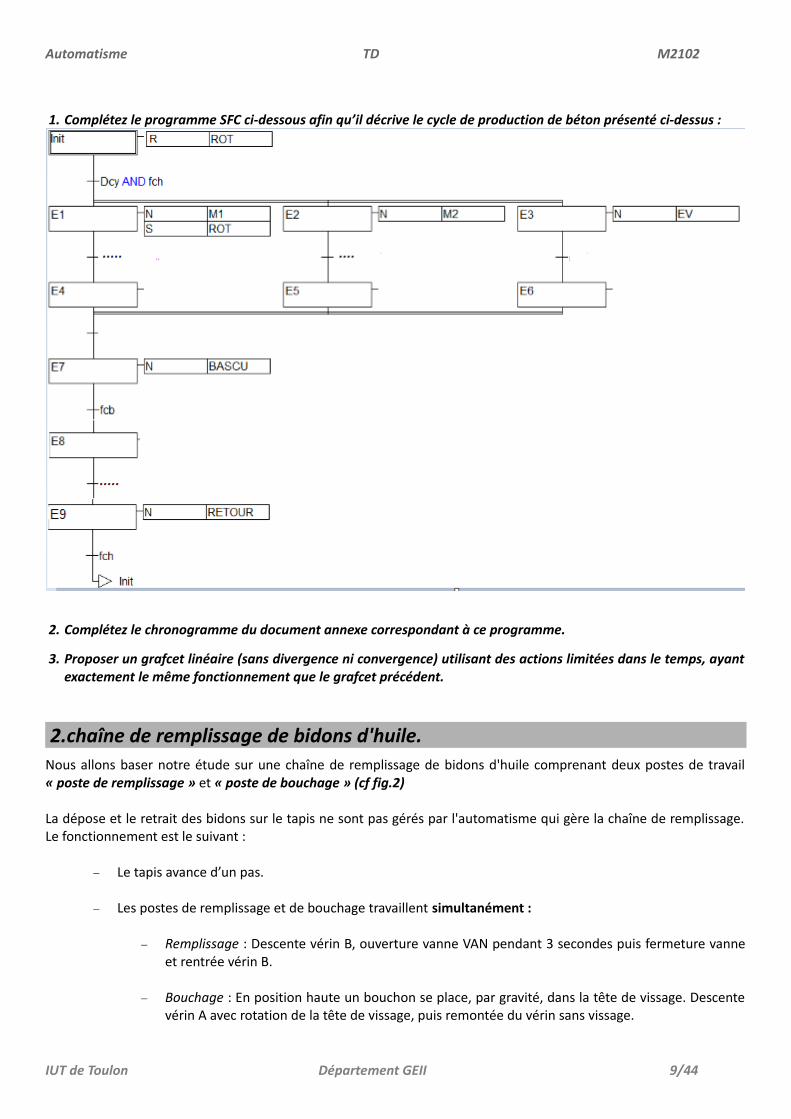
1. Complétez le programme SFC ci-dessous afin qu’il décrive le cycle de production de béton présenté ci-dessus :
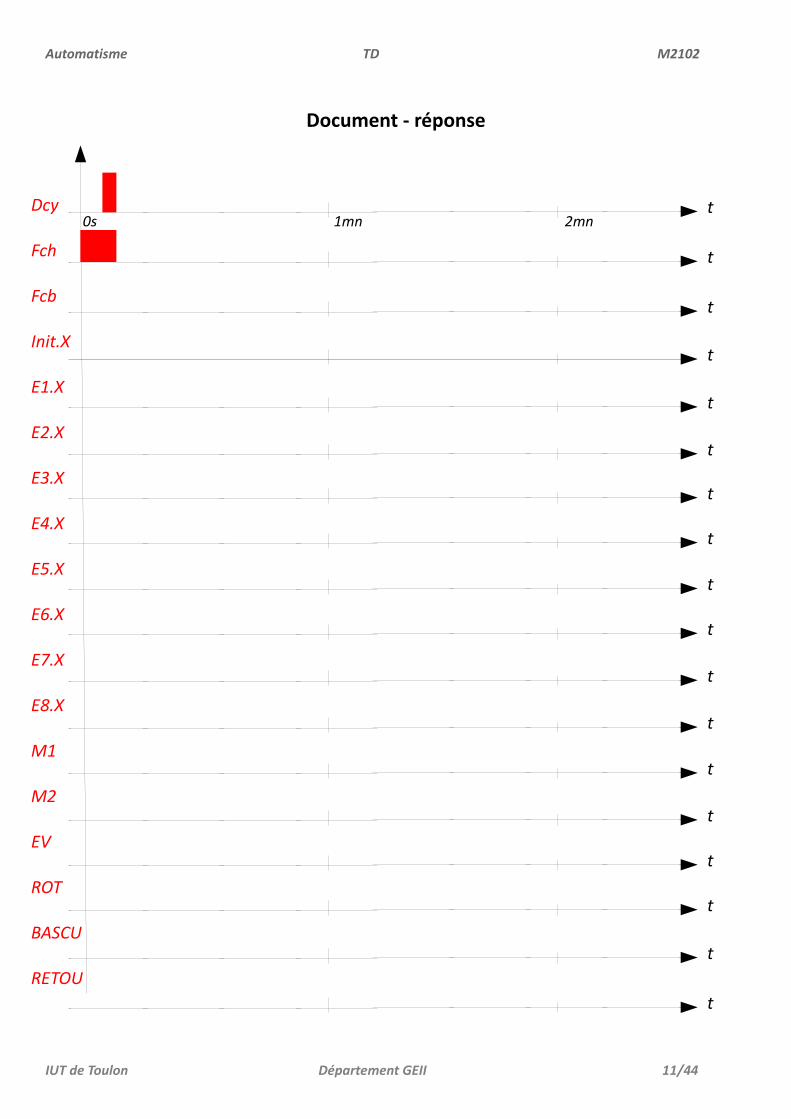
2. Complétez le chronogramme du document annexe correspondant à ce programme.
3. Proposer un grafcet linéaire (sans divergence ni convergence) utilisant des actions limitées dans le temps, ayantexactement le même fonctionnement que le grafcet précédent.
2.chaîne de remplissage de bidons d'huile.Nous allons baser notre étude sur une chaîne de remplissage de bidons d'huile comprenant deux postes de travail« poste de remplissage » et « poste de bouchage » (cf fig.2)
La dépose et le retrait des bidons sur le tapis ne sont pas gérés par l'automatisme qui gère la chaîne de remplissage.Le fonctionnement est le suivant :
Le tapis avance d’un pas.
Les postes de remplissage et de bouchage travaillent simultanément :
Remplissage : Descente vérin B, ouverture vanne VAN pendant 3 secondes puis fermeture vanneet rentrée vérin B.
Bouchage : En position haute un bouchon se place, par gravité, dans la tête de vissage. Descentevérin A avec rotation de la tête de vissage, puis remontée du vérin sans vissage.
IUT de Toulon Département GEII 9/44
Automatisme TD M2102
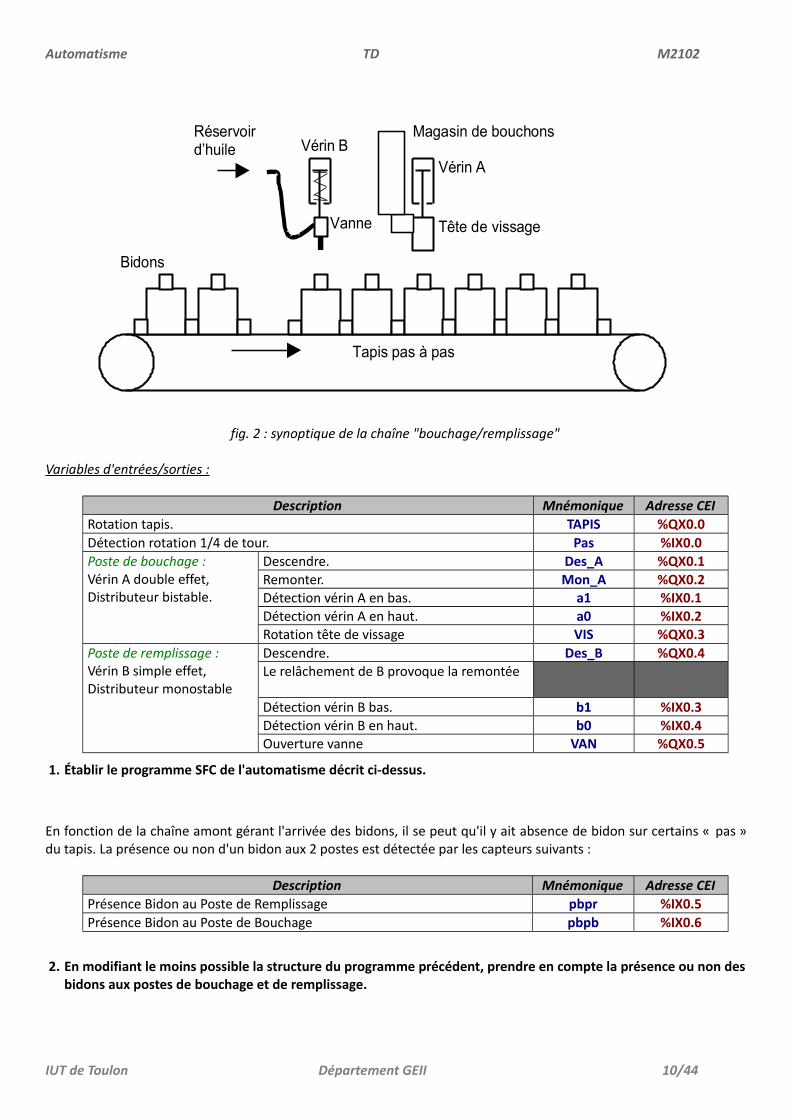
fig. 2 : synoptique de la chaîne "bouchage/remplissage"
Variables d'entrées/sorties :
Description Mnémonique Adresse CEIRotation tapis. TAPIS %QX0.0Détection rotation 1/4 de tour. Pas %IX0.0Poste de bouchage :Vérin A double effet,Distributeur bistable.
Descendre. Des_A %QX0.1Remonter. Mon_A %QX0.2Détection vérin A en bas. a1 %IX0.1Détection vérin A en haut. a0 %IX0.2Rotation tête de vissage VIS %QX0.3
Poste de remplissage :Vérin B simple effet,Distributeur monostable
Descendre. Des_B %QX0.4Le relâchement de B provoque la remontée
Détection vérin B bas. b1 %IX0.3Détection vérin B en haut. b0 %IX0.4Ouverture vanne VAN %QX0.5
1. Établir le programme SFC de l'automatisme décrit ci-dessus.
En fonction de la chaîne amont gérant l'arrivée des bidons, il se peut qu'il y ait absence de bidon sur certains « pas »du tapis. La présence ou non d'un bidon aux 2 postes est détectée par les capteurs suivants :
Description Mnémonique Adresse CEIPrésence Bidon au Poste de Remplissage pbpr %IX0.5Présence Bidon au Poste de Bouchage pbpb %IX0.6
2. En modifiant le moins possible la structure du programme précédent, prendre en compte la présence ou non desbidons aux postes de bouchage et de remplissage.
IUT de Toulon Département GEII 10/44
Magasin de bouchons
Tapis pas à pas
Vérin B
Bidons
Vanne
Réservoird’huile
Vérin A
Tête de vissage
Automatisme TD M2102
Document - réponse
IUT de Toulon Département GEII 11/44
Dcy
Fch
Fcb
Init.X
E1.X
E2.X
E3.X
E4.X
E5.X
E6.X
E7.X
E8.X
M1
M2
EV
ROT
BASCU
RETOU
0s 1mn 2mn t
t
t
t
t
t
t
t
t
t
t
t
t
t
t
t
t
t
Automatisme TD M2102
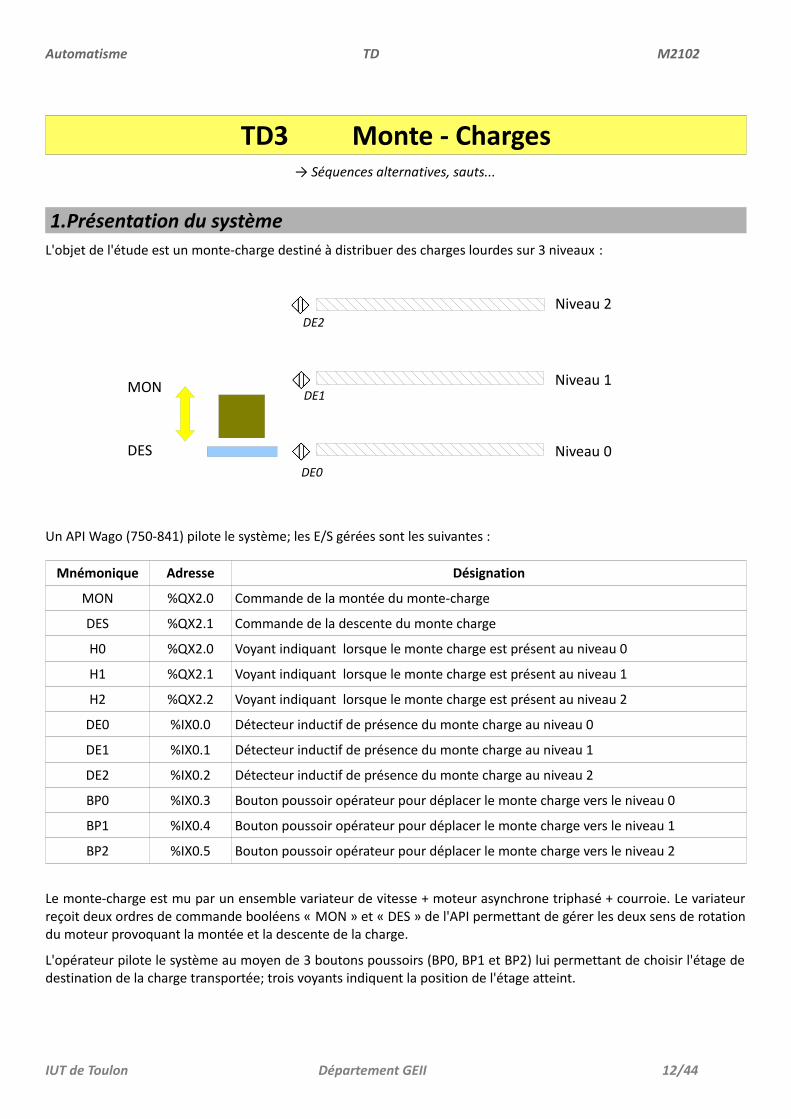
TD3 Monte - Charges→ Séquences alternatives, sauts...
1.Présentation du systèmeL'objet de l'étude est un monte-charge destiné à distribuer des charges lourdes sur 3 niveaux :
Un API Wago (750-841) pilote le système; les E/S gérées sont les suivantes :
Mnémonique Adresse Désignation
MON %QX2.0 Commande de la montée du monte-charge
DES %QX2.1 Commande de la descente du monte charge
H0 %QX2.0 Voyant indiquant lorsque le monte charge est présent au niveau 0
H1 %QX2.1 Voyant indiquant lorsque le monte charge est présent au niveau 1
H2 %QX2.2 Voyant indiquant lorsque le monte charge est présent au niveau 2
DE0 %IX0.0 Détecteur inductif de présence du monte charge au niveau 0
DE1 %IX0.1 Détecteur inductif de présence du monte charge au niveau 1
DE2 %IX0.2 Détecteur inductif de présence du monte charge au niveau 2
BP0 %IX0.3 Bouton poussoir opérateur pour déplacer le monte charge vers le niveau 0
BP1 %IX0.4 Bouton poussoir opérateur pour déplacer le monte charge vers le niveau 1
BP2 %IX0.5 Bouton poussoir opérateur pour déplacer le monte charge vers le niveau 2
Le monte-charge est mu par un ensemble variateur de vitesse + moteur asynchrone triphasé + courroie. Le variateurreçoit deux ordres de commande booléens « MON » et « DES » de l'API permettant de gérer les deux sens de rotationdu moteur provoquant la montée et la descente de la charge.
L'opérateur pilote le système au moyen de 3 boutons poussoirs (BP0, BP1 et BP2) lui permettant de choisir l'étage dedestination de la charge transportée; trois voyants indiquent la position de l'étage atteint.
IUT de Toulon Département GEII 12/44
Niveau 2
Niveau 0
Niveau 1MON
DES
DE2
DE1
DE0
Automatisme TD M2102
2.Séquence Principale
1. Proposer un programme nommé "G1" en langage SFC répondant au fonctionnement attendu (sans la gestiondes voyants).
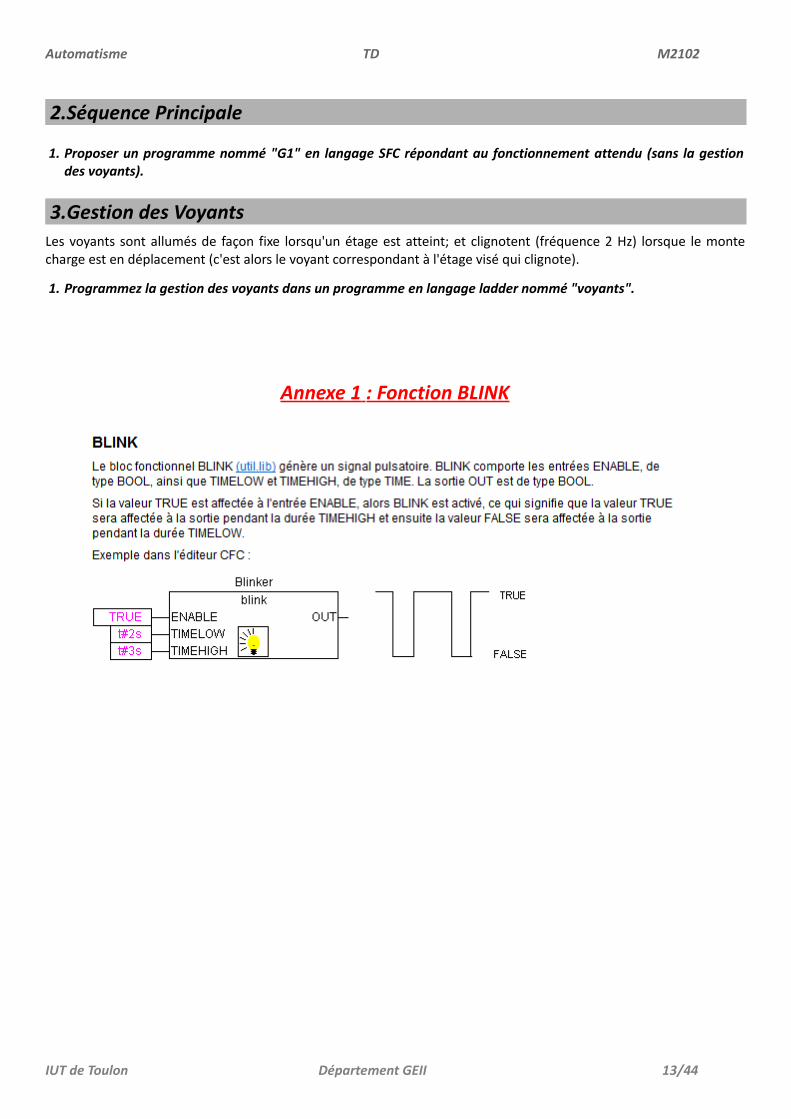
3.Gestion des VoyantsLes voyants sont allumés de façon fixe lorsqu'un étage est atteint; et clignotent (fréquence 2 Hz) lorsque le montecharge est en déplacement (c'est alors le voyant correspondant à l'étage visé qui clignote).
1. Programmez la gestion des voyants dans un programme en langage ladder nommé "voyants".
Annexe 1 : Fonction BLINK
IUT de Toulon Département GEII 13/44
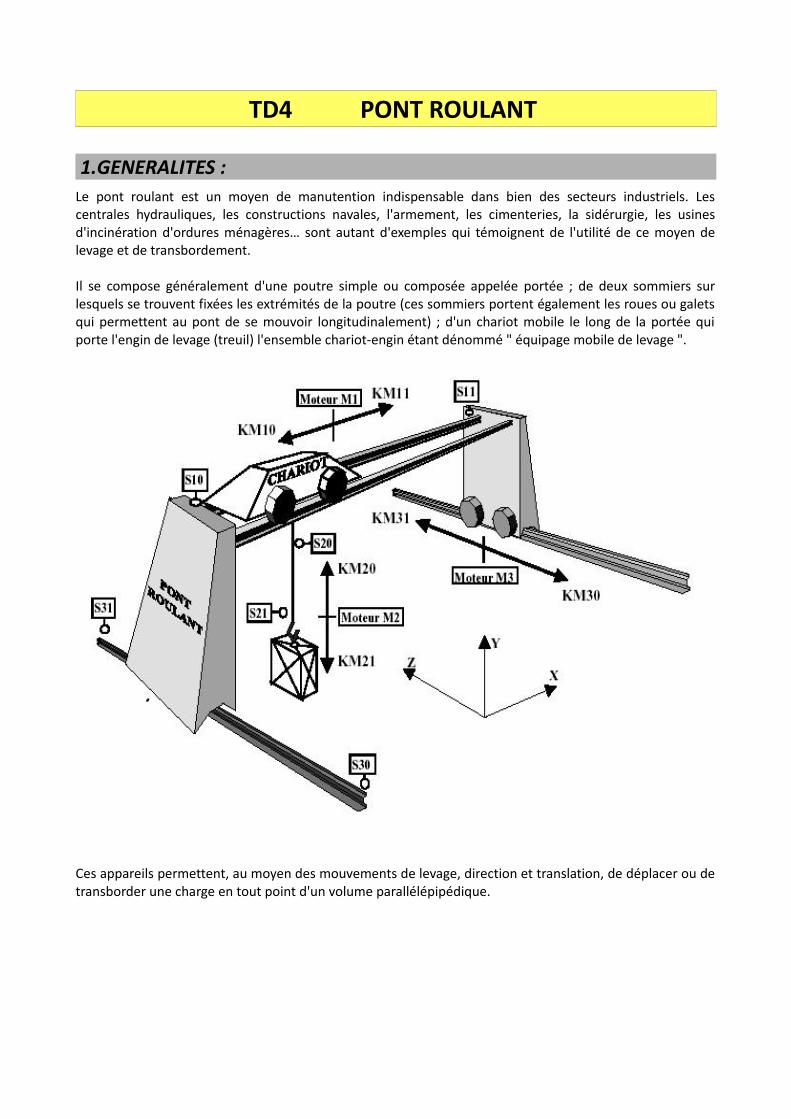
TD4 PONT ROULANT
1.GENERALITES :Le pont roulant est un moyen de manutention indispensable dans bien des secteurs industriels. Lescentrales hydrauliques, les constructions navales, l'armement, les cimenteries, la sidérurgie, les usinesd'incinération d'ordures ménagères… sont autant d'exemples qui témoignent de l'utilité de ce moyen delevage et de transbordement.
Il se compose généralement d'une poutre simple ou composée appelée portée ; de deux sommiers surlesquels se trouvent fixées les extrémités de la poutre (ces sommiers portent également les roues ou galetsqui permettent au pont de se mouvoir longitudinalement) ; d'un chariot mobile le long de la portée quiporte l'engin de levage (treuil) l'ensemble chariot-engin étant dénommé " équipage mobile de levage ".
Ces appareils permettent, au moyen des mouvements de levage, direction et translation, de déplacer ou detransborder une charge en tout point d'un volume parallélépipédique.

Automatisme TD M2102
Repère schéma Adresse API Mémonique Désignation
M1 Moteurs asynchrones triphasés permettant le déplacementdu treuil, du chariot et du pontM2
M3
KM10 %QX0.0 Gauche Contacteurs (commande 24Vcc, puissance 400V tri). Achaque moteur est associé 2 contacteurs permettant leurmise en rotation dans les deux sens de marche.
KM11 %QX0.1 Droite
KM20 %QX0.2 Montee
KM21 %QX0.3 Descente
KM30 %QX0.4 Avant
KM31 %QX0.5 Arriere
S10 %IX0.0 fc_g Détecteurs de fin de course
S11 %IX0.1 fc_d
S20 %IX0.2 fc_h
S21 %IX0.3 fc_b
S30 %IX0.4 fc_av
S31 %IX0.5 fc_ar
S1 %IX0.6 Dcy Bouton poussoir de départ cycle
I1 %IX0.7 Charge_OK Sélecteur manuel bistable : validation du chargement(Charge_OK=1) ou du déchargement (Charge_OK=0)
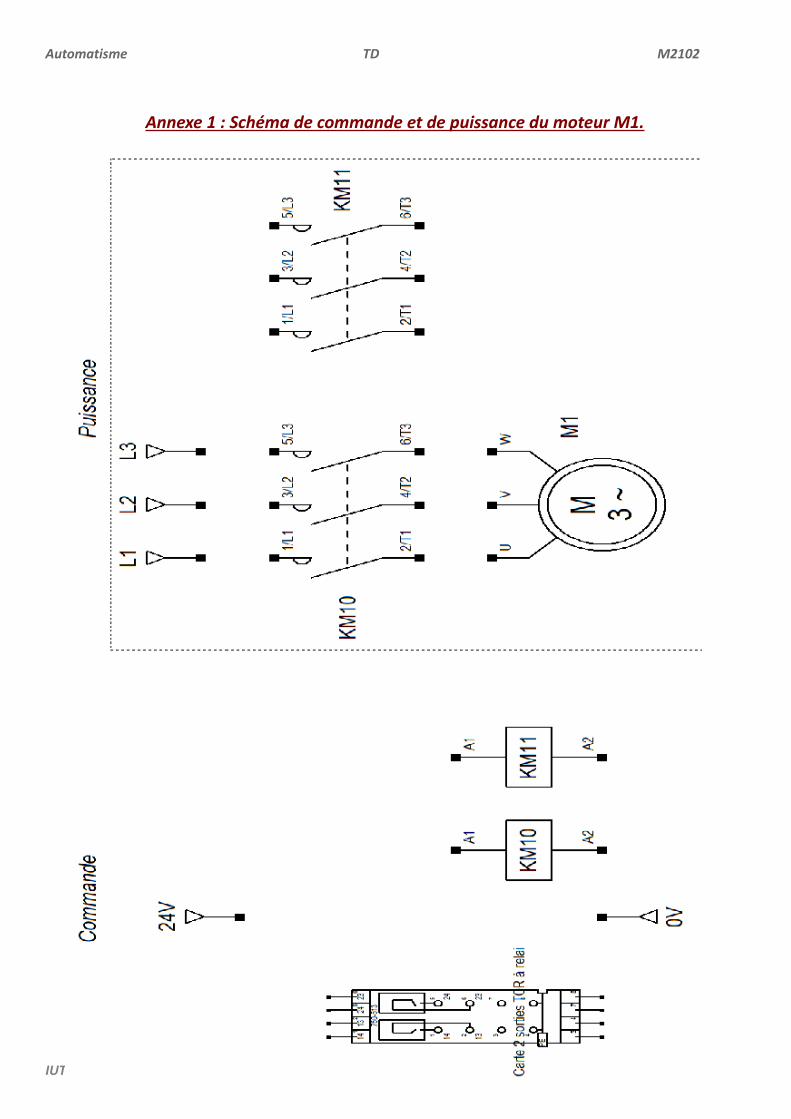
2.Schémas de commande et de puissance 1. Rappelez la fonction du contacteur électrique au sein d'un système automatisé, et son principe de
fonctionnement.
2. Complétez l'extrait du schéma de commande/puissance fourni en annexe 1.
3.Commande selon les axes X et YL'étude qui suit porte sur le transbordement d’une charge selon les axes X et Y (le déplacement du pont roulant selonl’axe Z n’est pas pris en compte pour l'instant). La position initiale du crochet est en haut à gauche.
Le chargement et le déchargement sont effectués manuellement. L'opérateur valide le chargement en basculantl'interrupteur (Charge OK à '1') et en appuyant sur Dcy (idem pour le déchargement avec Charge OK à 0).
Il ne peut y avoir simultanéité de mouvement selon les axes X et Y.
1. Proposez un programme SFC utilisant les mnémoniques du tableau ci-dessus et répondant au fonctionnementdemandé.
IUT de Toulon Département GEII 15/44
Automatisme TD M2102
4.Commande selon les axes X, Y et ZOn souhaite charger 3 containers sur une remorque à partir d'une simple impulsion sur le bouton poussoir DCY. Lecrochetage et décrochetage manuels restent inchangés.
Le déplacement d'une charge à l'autre (selon l'axe des Z) est de 10 secondes et ne peut être effectué que si le chariotest en position S10. Le cycle terminé, le pont roulant revient en position d'origine en prévision d'un nouveautransbordement de 3 containers sur une nouvelle remorque.
La position S30 est à prendre en considération dans les conditions initiales. En revanche la position S31 n'est jamaisatteinte.
1. Proposez un programme SFC utilisant les mnémoniques du tableau ci-dessus et répondant au fonctionnementdemandé.
5.Commande en X, Y et Z avec modes de marche et d’arrêt
Un pupitre de commande, comportant les entrés sorties suivantes est maintenant pris en compte :
Repère schéma Adresse API Mémonique Désignation
S2 %IX0.8 AU Arrêt d’urgence. Bouton poussoir à verrouillage, contact N.F
I2 %IX0.9 Auto_Man Sélecteur manuel bistable : sélection du mode auto(Auto_Man=1) ou manuel (Auto_Man=0)
S3 %IX0.10 BpAv Bouton poussoir de déplacement du pont vers l’avant.
S4 %IX0.11 BpAr Bouton poussoir de déplacement du pont vers l’arrière
S5 %IX0.12 BpGa Bouton poussoir de déplacement du chariot vers la gauche
S6 %IX0.13 BpDr Bouton poussoir de déplacement du chariot vers la droite
S7 %IX0.14 BpMo Bouton poussoir de déplacement du treuil vers le haut
S8 %IX0.15 BpDe Bouton poussoir de déplacement du treuil vers le bas
H1 %QX0.6 Vur Voyant du mode « urgence »
H2 %QX0.7 Vau Voyant du mode « automatique »
H3 %QX0.8 Vma Voyant du mode « manuel »
L'opérateur ou le service de maintenance a la possibilité d'effectuer des déplacements à vide afin de vérifier dans ledésordre le bon fonctionnement du système.
Un arrêt d'urgence AU peut être demandé depuis tous les états du système. Il doit avoir un effet immédiat sur lesdéplacement et doit provoquer le forçage à la situation initiale du GRAFCET G_auto.
L'arrêt d'urgence déverrouillé, la poursuite du cycle entamé n'est possible qu'en mode manuel, mouvement aprèsmouvement grâce aux commandes Bpav, Bpar, Bpmo, Bpde, BPdr et Bpga. Ce n'est qu'une fois le système ramené ensituation initiale que le mode AUTOMATIQUE pourra être de nouveau envisagé.
IUT de Toulon Département GEII 16/44
Automatisme TD M2102
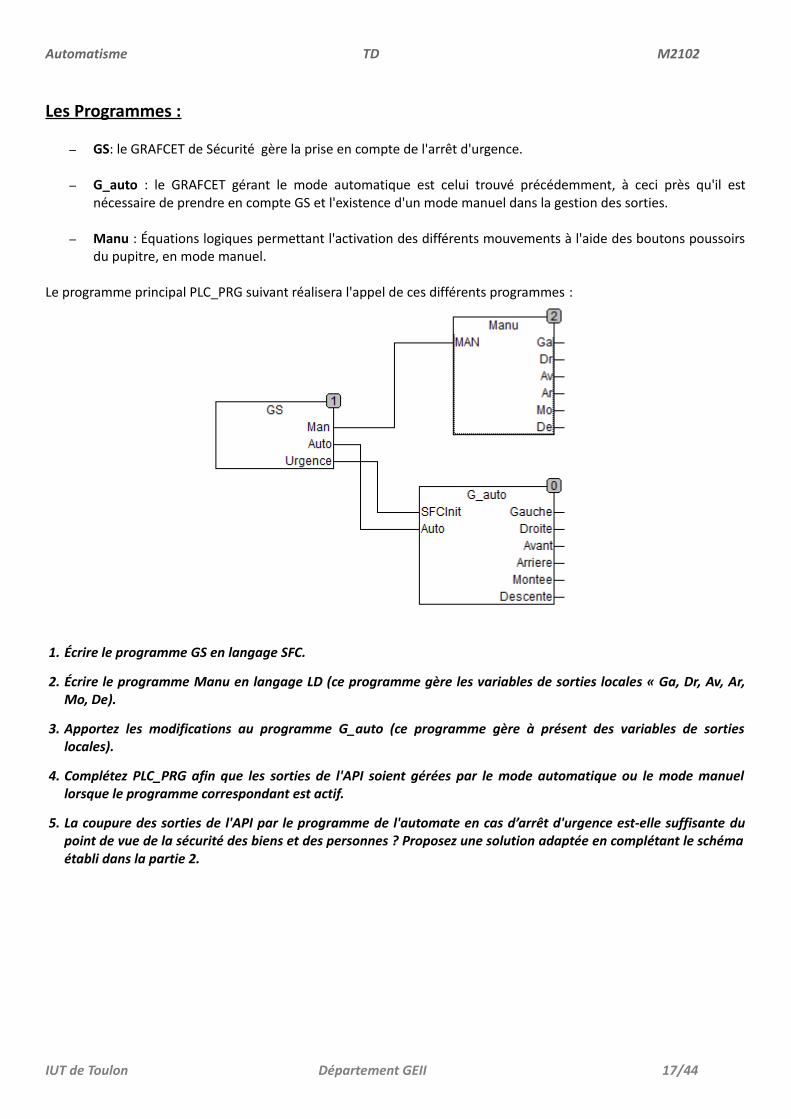
Les Programmes :
– GS: le GRAFCET de Sécurité gère la prise en compte de l'arrêt d'urgence.
– G_auto : le GRAFCET gérant le mode automatique est celui trouvé précédemment, à ceci près qu'il estnécessaire de prendre en compte GS et l'existence d'un mode manuel dans la gestion des sorties.
– Manu : Équations logiques permettant l'activation des différents mouvements à l'aide des boutons poussoirsdu pupitre, en mode manuel.
Le programme principal PLC_PRG suivant réalisera l'appel de ces différents programmes :
1. Écrire le programme GS en langage SFC.
2. Écrire le programme Manu en langage LD (ce programme gère les variables de sorties locales « Ga, Dr, Av, Ar,Mo, De).
3. Apportez les modifications au programme G_auto (ce programme gère à présent des variables de sortieslocales).
4. Complétez PLC_PRG afin que les sorties de l'API soient gérées par le mode automatique ou le mode manuellorsque le programme correspondant est actif.
5. La coupure des sorties de l'API par le programme de l'automate en cas d’arrêt d'urgence est-elle suffisante dupoint de vue de la sécurité des biens et des personnes ? Proposez une solution adaptée en complétant le schémaétabli dans la partie 2.
IUT de Toulon Département GEII 17/44
Automatisme TD M2102
Annexe 1 : Schéma de commande et de puissance du moteur M1.
IUT de Toulon Département GEII 18/44
Automatisme TD M2102
IUT de Toulon Département GEII 19/44
Automatisme TD M2102
TD5 Gestion automatisée d'une serre→ Sorties MLI, gestion du temps
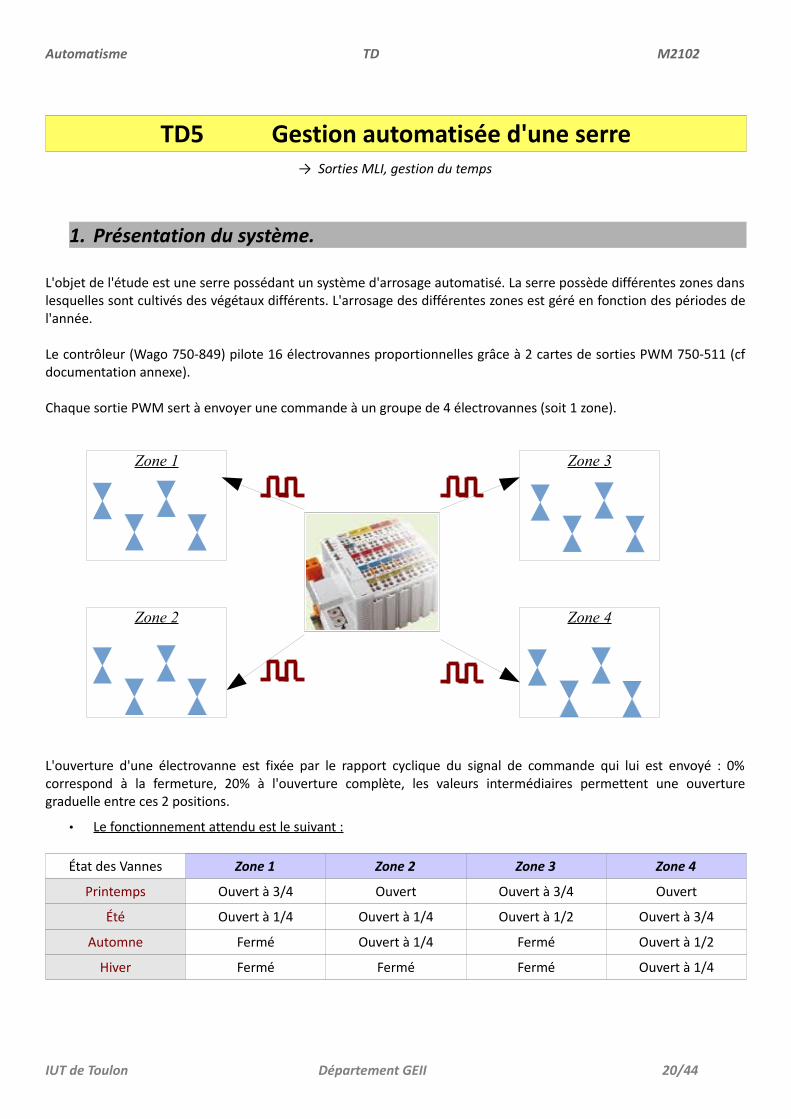
1. Présentation du système.
L'objet de l'étude est une serre possédant un système d'arrosage automatisé. La serre possède différentes zones danslesquelles sont cultivés des végétaux différents. L'arrosage des différentes zones est géré en fonction des périodes del'année.
Le contrôleur (Wago 750-849) pilote 16 électrovannes proportionnelles grâce à 2 cartes de sorties PWM 750-511 (cfdocumentation annexe).
Chaque sortie PWM sert à envoyer une commande à un groupe de 4 électrovannes (soit 1 zone).
L'ouverture d'une électrovanne est fixée par le rapport cyclique du signal de commande qui lui est envoyé : 0%correspond à la fermeture, 20% à l'ouverture complète, les valeurs intermédiaires permettent une ouverturegraduelle entre ces 2 positions.
• Le fonctionnement attendu est le suivant :
État des Vannes Zone 1 Zone 2 Zone 3 Zone 4
Printemps Ouvert à 3/4 Ouvert Ouvert à 3/4 Ouvert
Été Ouvert à 1/4 Ouvert à 1/4 Ouvert à 1/2 Ouvert à 3/4
Automne Fermé Ouvert à 1/4 Fermé Ouvert à 1/2
Hiver Fermé Fermé Fermé Ouvert à 1/4
IUT de Toulon Département GEII 20/44
Zone 1
Zone 2
Zone 3
Zone 4
Automatisme TD M2102
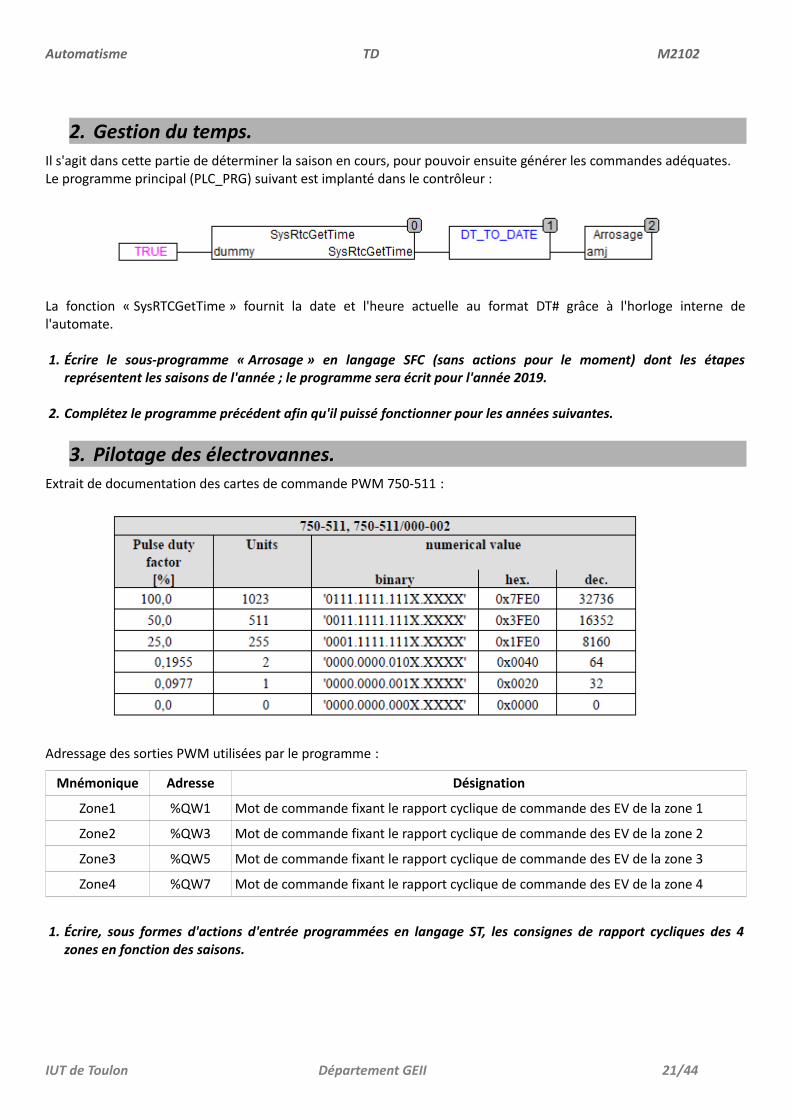
2. Gestion du temps.Il s'agit dans cette partie de déterminer la saison en cours, pour pouvoir ensuite générer les commandes adéquates.Le programme principal (PLC_PRG) suivant est implanté dans le contrôleur :
La fonction « SysRTCGetTime » fournit la date et l'heure actuelle au format DT# grâce à l'horloge interne del'automate.
1. Écrire le sous-programme « Arrosage » en langage SFC (sans actions pour le moment) dont les étapesreprésentent les saisons de l'année ; le programme sera écrit pour l'année 2019.
2. Complétez le programme précédent afin qu'il puissé fonctionner pour les années suivantes.
3. Pilotage des électrovannes.Extrait de documentation des cartes de commande PWM 750-511 :
Adressage des sorties PWM utilisées par le programme :
Mnémonique Adresse Désignation
Zone1 %QW1 Mot de commande fixant le rapport cyclique de commande des EV de la zone 1
Zone2 %QW3 Mot de commande fixant le rapport cyclique de commande des EV de la zone 2
Zone3 %QW5 Mot de commande fixant le rapport cyclique de commande des EV de la zone 3
Zone4 %QW7 Mot de commande fixant le rapport cyclique de commande des EV de la zone 4
1. Écrire, sous formes d'actions d'entrée programmées en langage ST, les consignes de rapport cycliques des 4zones en fonction des saisons.
IUT de Toulon Département GEII 21/44

TD6 Chaîne de Fabrication de sucre
1. Présentation du système.
Il s’agit d’automatiser un des appareils de la chaîne de fabrication du sucre à partir de la betterave. Le jus sucré est extrait de la betterave puis concentré par évaporation de l’eau et enfin cristallisé dans desappareils de cuisson. Le jus extrait contient des cristaux de sucre et du sirop. Pour séparer ces deuxconstituants, on utilise une essoreuse rotative. Cet appareil fait l’objet de l’étude qui va suivre.
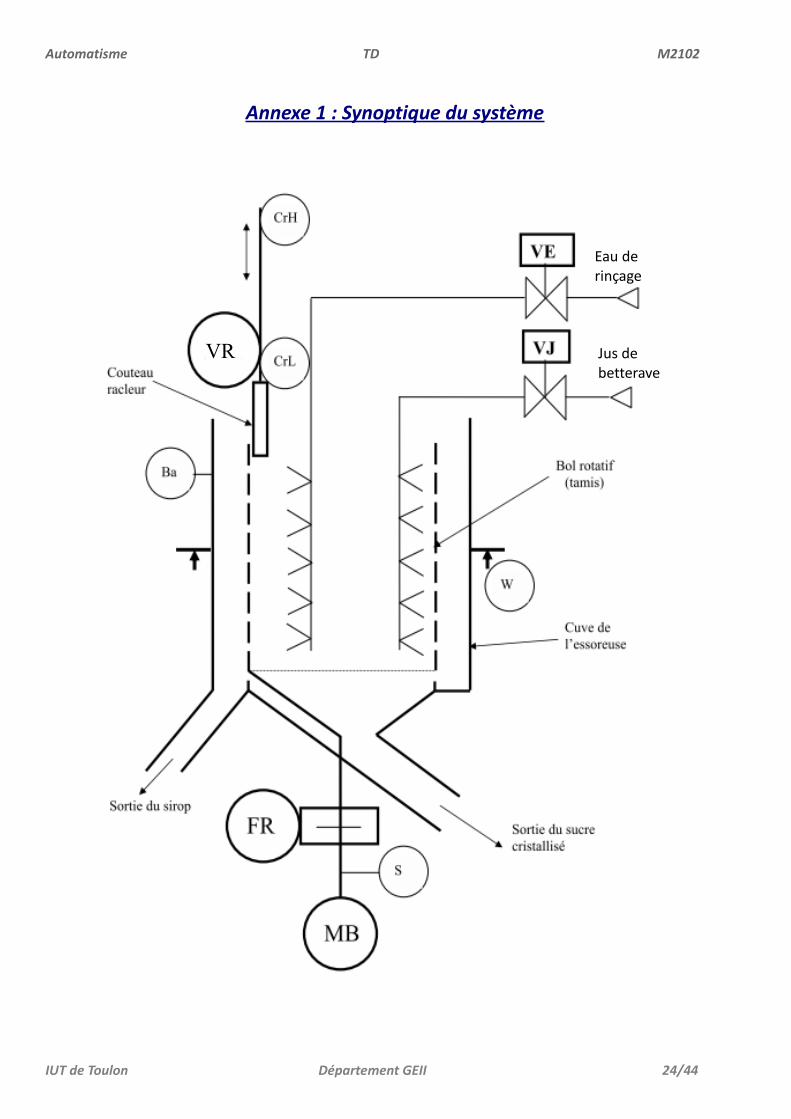
L'essoreuse est constituée d’un tamis en forme de bol qui est entraîné en rotation à grande vitesse par unmoteur MB à 1500 tours/minute. Le jus extrait de la betterave est introduit à l’intérieur, et par l’effet dela force centrifuge, le sirop traverse le tamis et est récupéré sur les parois de la cuve tandis que lescristaux restent prisonniers. Lorsque l’épaisseur de cristaux est suffisante la rotation du bol est arrêtée puis inversée à petite vitesse etun couteau racleur (mu par un vérin VR) vient décoller les cristaux du tamis. Le synoptique correspondant est donné en annexe 1, la liste des E/S et variables utilisées en annexe 2.
Le programme d'automatisation est implanté dans un API Wago 750-849 muni de :– 1 carte d'entrées T.O.R 750-430– 1 carte de sorties T.O.R 750-530– 1 carte d'entrées analogiques 750-467(annexe 4)
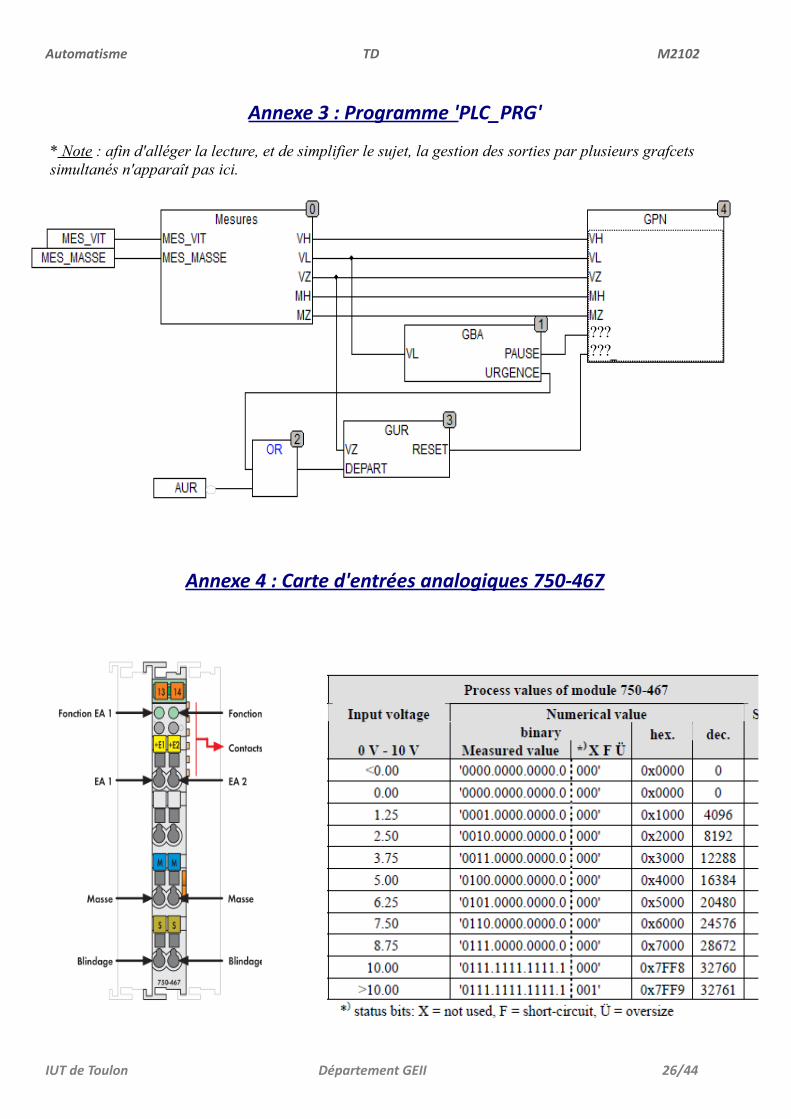
Le programme principal « PLC_PRG », écrit en langage CFC, a la structure donnée en annexe 3.
2. FONCTIONNEMENT NORMAL.• État initial : La cuve est supposée à l’arrêt et le couteau racleur en position haute.
L’opérateur lance le cycle en basculant le commutateur Ma/Ar en position « Marche ».
• Le bol est mis en rotation, et lorsque la petite vitesse est atteinte, on introduit le jus de betteraveet on commande la grande vitesse (la grande vitesse est atteinte avant que le poids maximum soitatteint)
• Le frein est actionné quand le système de pesage détecte le poids maximum. Le bol s’arrête alors et la rotation est inversée pendant que le couteau racleur réalise cinq va et vient successifs en petite vitesse.
• Un lavage à l’eau permet de dissoudre les cristaux restants, l’essoreuse s’arrête lorsque le poidsnul est retrouvé.
• Suivant la position du commutateur Ma/Ar le cycle reprend ou non.
1. Proposez une association « vérin + distributeur » pour VR.
2. Établir le grafcet de production normale « GPN » en langage SFC traduisant le cahier des charges ci-dessus. (la déclaration des entrées / sorties doit apparaître, conformément au bloc GPN de l'annexe 3et à la liste des variables décrites dans l'annexe 2).
Automatisme TD M2102
3. Établir le programme « Mesures » en langage ST permettant de fournir au programme « GPN » les informations'MH', 'MZ', 'VH', 'VL' et 'VZ' à partir des valeurs mesurées sur les entrées analogiques.
3. Anomalies de fonctionnement.Deux anomalies de fonctionnement peuvent apparaître :
• L’arrêt d’urgence provoqué par l’opérateur de conduite lorsqu’il détecte visuellement un défaut defonctionnement. L’appui sur Aur provoque alors la ré initialisation du GPN et la mise en œuvre du grafcetd’urgence GUR :
• Le frein est activé jusqu'à atteindre la vitesse nulle• On attend alors que l'arrêt d'urgence ait été déverrouillé, et que le commutateur soit positionné sur
« arrêt ». • Le bol est alors entraîné en vitesse lente, dans le sens « raclage », et le couteau effectue
parallèlement un aller-retour. Un nouveau cycle ne peut recommencer qu’après que le bouton Aur a été déverrouillé et que l’essoreuse a retrouvéson état initial.
• Lors de l’introduction du jus, un incident majeur de fonctionnement est provoqué par un déséquilibrede la charge dans le bol, appelé « balourd », entraînant une vibration importante. Cette anomalie estdétectée par le capteur Ba. Lorsque cet incident se produit, le grafcet de production normal GPN est figé et le grafcet de balourd GBA est lancé :
• Le frein est activé jusqu'à atteindre la vitesse lente• Le moteur est alors commandé en petite vitesse• Au bout d’une minute si le balourd a disparu le cycle normal reprend,
sinon la procédure définie par le GUR est mise en œuvre.
4. Établir le grafcet de balourd « GBA » en langage SFC traduisant le cahier des charges ci-dessus. (la déclarationdes entrées / sorties doit apparaître, conformément au bloc GBA de l'annexe 3 et à la liste des variables décritesdans l'annexe 2).
5. Établir le grafcet d'urgence « GUR » en langage SFC traduisant le cahier des charges ci-dessus (la déclarationdes entrées / sorties doit apparaître, conformément au bloc GUR de l'annexe 3 et à la liste des variables décritesdans l'annexe 2).
6. Complétez le nom des entrées permettant le figeage et la ré initialisation du programme SFC géré par le bloc'GPN'.
7. Prendre en compte la gestion des sorties TOR par les trois programmes SFC :
– En déclarant les actions comme variables internes à chaque programme SFC
– En créant un sous programme comportant une équation logique pour chaque sortie TOR, activées enfonction des variables précédentes (internes aux programmes SFC), et éventuellement de la variablePAUSE.
IUT de Toulon Département GEII 23/44
Automatisme TD M2102
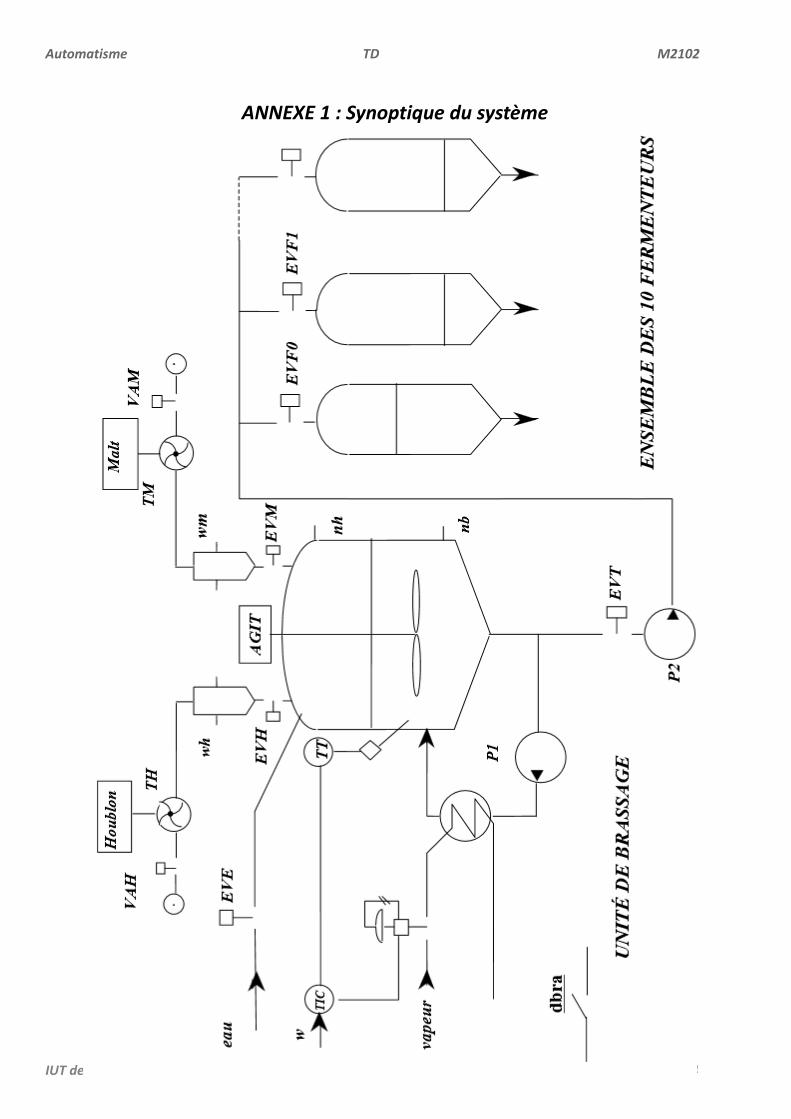
Annexe 1 : Synoptique du système
IUT de Toulon Département GEII 24/44
VR
Eau de rinçage
Jus de betterave
Automatisme TD M2102
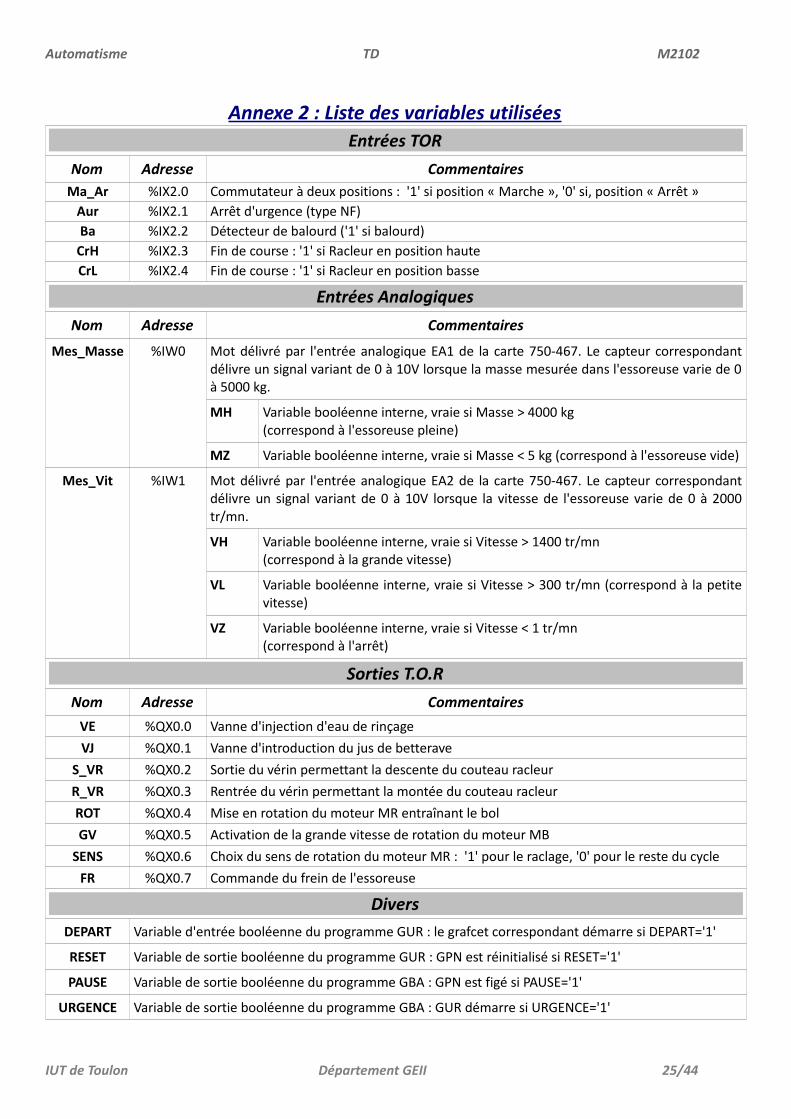
Annexe 2 : Liste des variables utiliséesEntrées TOR
Nom Adresse CommentairesMa_Ar %IX2.0 Commutateur à deux positions : '1' si position « Marche », '0' si, position « Arrêt »
Aur %IX2.1 Arrêt d'urgence (type NF)Ba %IX2.2 Détecteur de balourd ('1' si balourd)
CrH %IX2.3 Fin de course : '1' si Racleur en position hauteCrL %IX2.4 Fin de course : '1' si Racleur en position basse
Entrées AnalogiquesNom Adresse Commentaires
Mes_Masse %IW0 Mot délivré par l'entrée analogique EA1 de la carte 750-467. Le capteur correspondantdélivre un signal variant de 0 à 10V lorsque la masse mesurée dans l'essoreuse varie de 0à 5000 kg.
MH Variable booléenne interne, vraie si Masse > 4000 kg(correspond à l'essoreuse pleine)
MZ Variable booléenne interne, vraie si Masse < 5 kg (correspond à l'essoreuse vide)
Mes_Vit %IW1 Mot délivré par l'entrée analogique EA2 de la carte 750-467. Le capteur correspondantdélivre un signal variant de 0 à 10V lorsque la vitesse de l'essoreuse varie de 0 à 2000tr/mn.
VH Variable booléenne interne, vraie si Vitesse > 1400 tr/mn(correspond à la grande vitesse)
VL Variable booléenne interne, vraie si Vitesse > 300 tr/mn (correspond à la petitevitesse)
VZ Variable booléenne interne, vraie si Vitesse < 1 tr/mn(correspond à l'arrêt)
Sorties T.O.RNom Adresse Commentaires
VE %QX0.0 Vanne d'injection d'eau de rinçageVJ %QX0.1 Vanne d'introduction du jus de betterave
S_VR %QX0.2 Sortie du vérin permettant la descente du couteau racleurR_VR %QX0.3 Rentrée du vérin permettant la montée du couteau racleurROT %QX0.4 Mise en rotation du moteur MR entraînant le bolGV %QX0.5 Activation de la grande vitesse de rotation du moteur MB
SENS %QX0.6 Choix du sens de rotation du moteur MR : '1' pour le raclage, '0' pour le reste du cycleFR %QX0.7 Commande du frein de l'essoreuse
DiversDEPART Variable d'entrée booléenne du programme GUR : le grafcet correspondant démarre si DEPART='1'
RESET Variable de sortie booléenne du programme GUR : GPN est réinitialisé si RESET='1'
PAUSE Variable de sortie booléenne du programme GBA : GPN est figé si PAUSE='1'
URGENCE Variable de sortie booléenne du programme GBA : GUR démarre si URGENCE='1'
IUT de Toulon Département GEII 25/44
Automatisme TD M2102
Annexe 3 : Programme 'PLC_PRG'
Annexe 4 : Carte d'entrées analogiques 750-467
IUT de Toulon Département GEII 26/44
* Note : afin d'alléger la lecture, et de simplifier le sujet, la gestion des sorties par plusieurs grafcets simultanés n'apparaît pas ici.
??????

Automatisme TD M2102
IUT de Toulon Département GEII 27/44
Automatisme TD M2102
TD7 Chaîne de Fabrication de bière
La fabrication de la bière comporte différentes étapes :Le maltage, le concassage, le brassage, la fermentation, la filtration et le conditionnement.Nous allons nous intéresser au brassage et à la fermentation. La partie opérative peut se décomposer en deux sous-ensembles :
- L’unité de brassage - L’unité de stockage du moût dans les fermenteurs.
La partie commande s’organise autour d’un système de supervision qui permet notamment de programmer lesrecettes et d’envoyer les ordres de fabrication à destination d’un automate programmable.
1.ÉTUDE DU BRASSAGE
L’opérateur donne l’ordre de brassage (dbra) d’une quantité de moût permettant de remplir complètement un desfermenteurs à condition que la chaudière et les trémies peseuses soient vides. La préparation du brassage commence par l’acheminement simultané des farines de malt et de houblon jusqu’auxtrémies peseuses ; ceci est réalisé par de l’air comprimé insufflé dans les canalisations et des turbines à godetsmotorisés. Puis le brassage nécessite l’introduction simultanée du malt et de l’eau en agitant et en chauffant le mélange réalisépar la recirculation du moût à travers un échangeur régulé en température. On ajoute le houblon lorsque la température atteint 48 °C. La quantité d’eau délivrée est mesurée indirectement par le niveau haut obtenu grâce à tous les éléments constitutifsdu moût (l’introduction des farines est plus rapide que l’introduction de l’eau). Le moût est maintenu en température pendant deux heures puis on arrête l’agitation et le chauffage. L’information fin de brassage (FBRA) est alors transmise au superviseur qui autorise (Valid(i)) en retour le transfert dumoût dans un fermenteur à l’aide de la pompe P2 qui s’arrête lorsque le niveau bas est atteint.
1. Réaliser le grafcet de préparation et brassage du moût en utilisant les mnémoniques d’entrées/sorties del’annexe.
2.FONCTIONNEMENT SÉQUENTIEL DU FERMENTEUR 1
La fermentation entraîne une élévation de température mais aussi une augmentation de pression par dégagementgazeux dans un réservoir clos. Une légère surpression de 10 % de la pression atmosphérique est bénéfique pour ledéroulement de la fermentation. Pour la survie du réservoir, cette surpression n’est tolérable que jusqu’à 30 % de la pression atmosphérique.L’électrovanne EVMA sert à doser cette pression. D’autre part, cette électrovanne doit rester ouverte lors duremplissage ou de la vidange d’un fermenteur.
2. Faire le grafcet permettant de remplir entièrement ou de vider totalement ou partiellement le fermenteur. Ordre de démarrage : validation ou demande d’utilisation
Conditions d’arrêt : fermenteur plein/vide ou demande d’utilisation
3. Réaliser le logigramme permettant de gérer le maintien en pression correcte du fermenteur 1 entre p10 et p30.
IUT de Toulon Département GEII 28/44
Automatisme TD M2102
ANNEXE 1 : Synoptique du système
IUT de Toulon Département GEII 29/44
Automatisme TD M2102
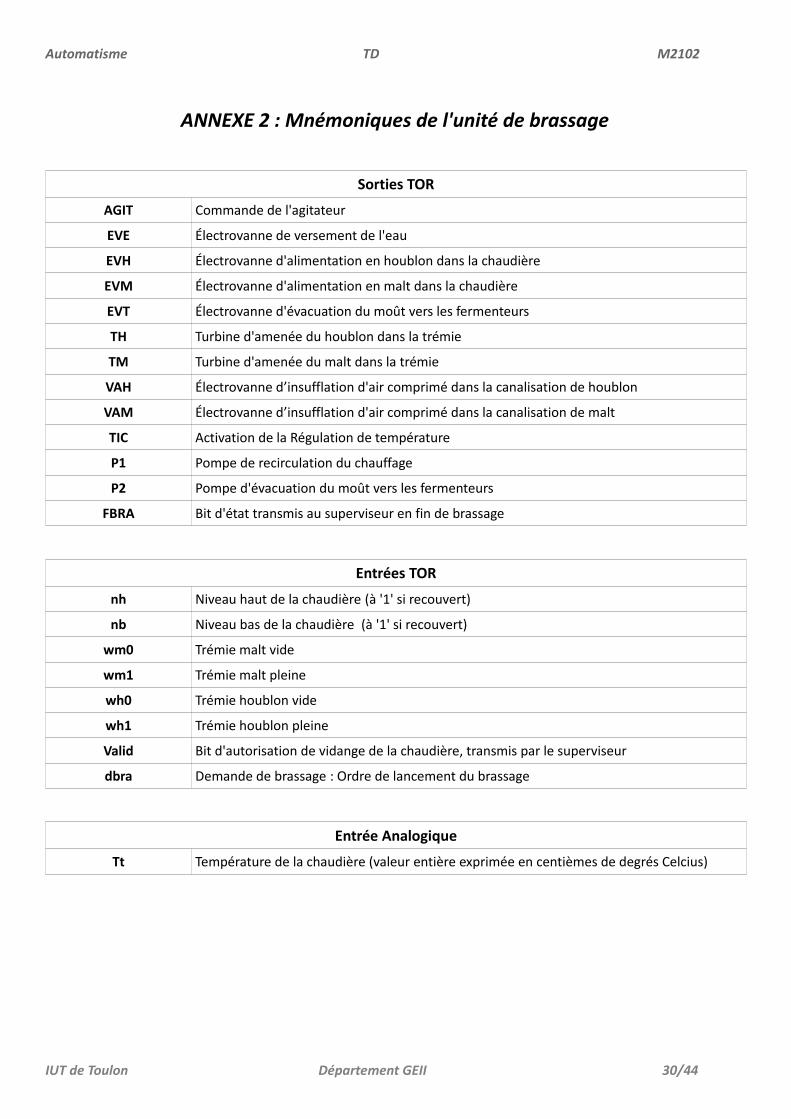
ANNEXE 2 : Mnémoniques de l'unité de brassage
Sorties TOR
AGIT Commande de l'agitateur
EVE Électrovanne de versement de l'eau
EVH Électrovanne d'alimentation en houblon dans la chaudière
EVM Électrovanne d'alimentation en malt dans la chaudière
EVT Électrovanne d'évacuation du moût vers les fermenteurs
TH Turbine d'amenée du houblon dans la trémie
TM Turbine d'amenée du malt dans la trémie
VAH Électrovanne d’insufflation d'air comprimé dans la canalisation de houblon
VAM Électrovanne d’insufflation d'air comprimé dans la canalisation de malt
TIC Activation de la Régulation de température
P1 Pompe de recirculation du chauffage
P2 Pompe d'évacuation du moût vers les fermenteurs
FBRA Bit d'état transmis au superviseur en fin de brassage
Entrées TOR
nh Niveau haut de la chaudière (à '1' si recouvert)
nb Niveau bas de la chaudière (à '1' si recouvert)
wm0 Trémie malt vide
wm1 Trémie malt pleine
wh0 Trémie houblon vide
wh1 Trémie houblon pleine
Valid Bit d'autorisation de vidange de la chaudière, transmis par le superviseur
dbra Demande de brassage : Ordre de lancement du brassage
Entrée Analogique
Tt Température de la chaudière (valeur entière exprimée en centièmes de degrés Celcius)
IUT de Toulon Département GEII 30/44
Automatisme TD M2102
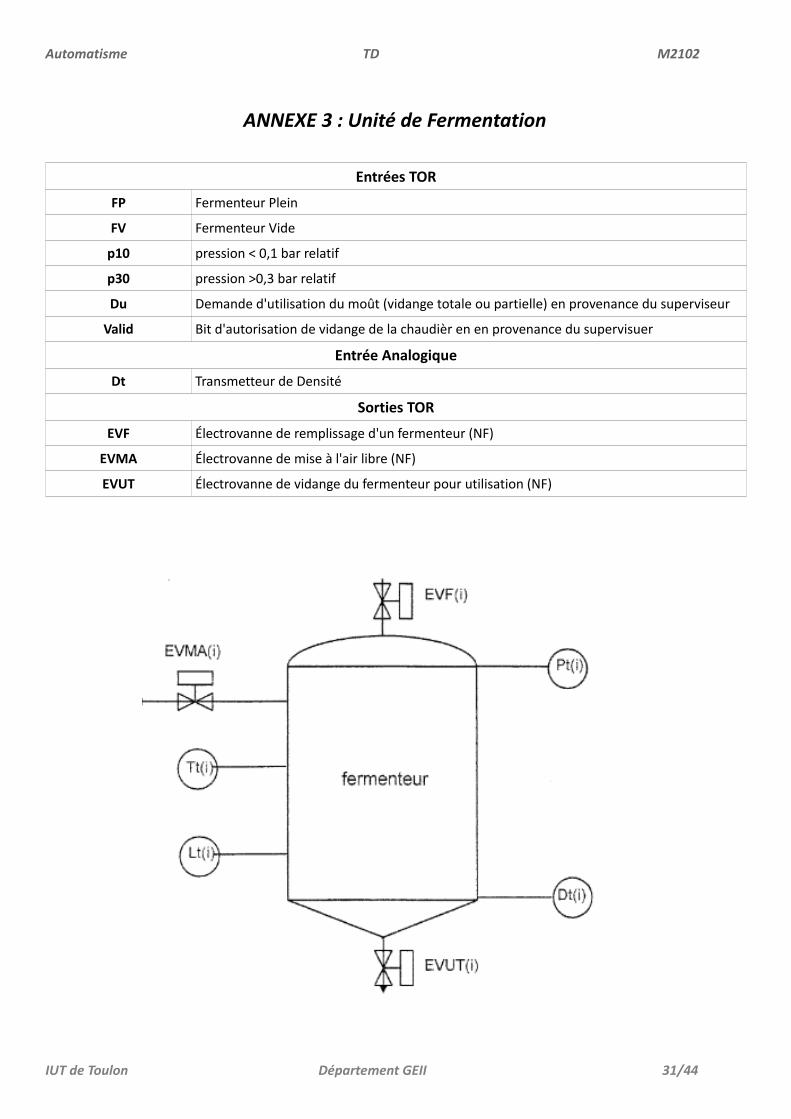
ANNEXE 3 : Unité de Fermentation
Entrées TOR
FP Fermenteur Plein
FV Fermenteur Vide
p10 pression < 0,1 bar relatif
p30 pression >0,3 bar relatif
Du Demande d'utilisation du moût (vidange totale ou partielle) en provenance du superviseur
Valid Bit d'autorisation de vidange de la chaudièr en en provenance du supervisuer
Entrée Analogique
Dt Transmetteur de Densité
Sorties TOR
EVF Électrovanne de remplissage d'un fermenteur (NF)
EVMA Électrovanne de mise à l'air libre (NF)
EVUT Électrovanne de vidange du fermenteur pour utilisation (NF)
IUT de Toulon Département GEII 31/44
TD8 Torréfacteur Industriel
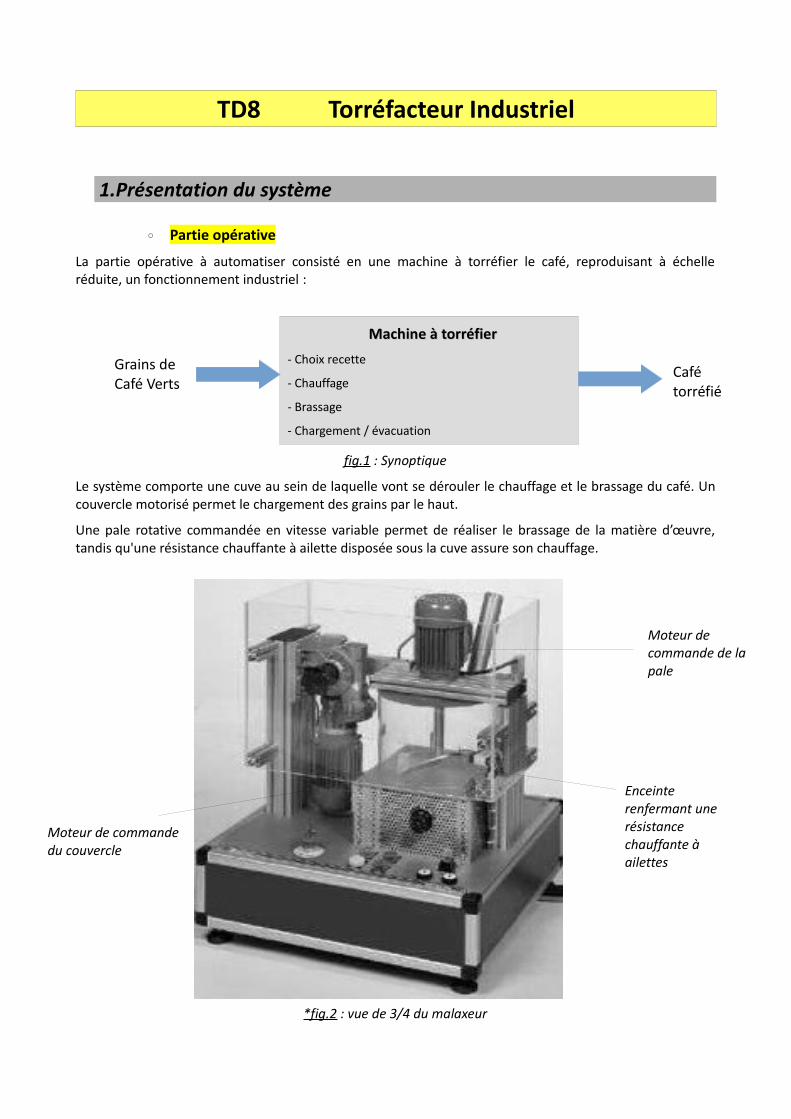
1.Présentation du système
◦ Partie opérative
La partie opérative à automatiser consisté en une machine à torréfier le café, reproduisant à échelleréduite, un fonctionnement industriel :
fig.1 : Synoptique
Le système comporte une cuve au sein de laquelle vont se dérouler le chauffage et le brassage du café. Uncouvercle motorisé permet le chargement des grains par le haut.
Une pale rotative commandée en vitesse variable permet de réaliser le brassage de la matière d’œuvre,tandis qu'une résistance chauffante à ailette disposée sous la cuve assure son chauffage.
*fig.2 : vue de 3/4 du malaxeur
Machine à torréfierMachine à torréfier
- Choix recette
- Chauffage
- Brassage
- Chargement / évacuation
Grains de Café Verts
Café torréfié
Moteur de commande du couvercle
Moteur de commande de la pale
Enceinte renfermant une résistance chauffante à ailettes
Automatisme TD M2102
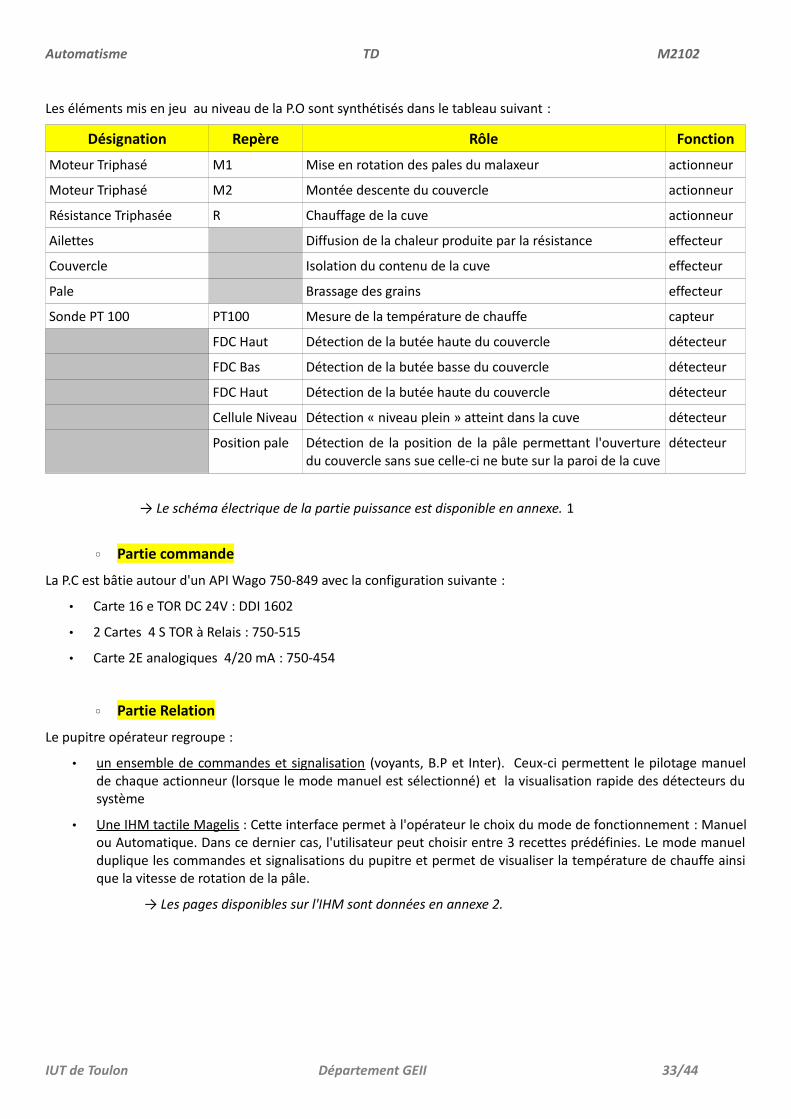
Les éléments mis en jeu au niveau de la P.O sont synthétisés dans le tableau suivant :
Désignation Repère Rôle Fonction
Moteur Triphasé M1 Mise en rotation des pales du malaxeur actionneur
Moteur Triphasé M2 Montée descente du couvercle actionneur
Résistance Triphasée R Chauffage de la cuve actionneur
Ailettes Diffusion de la chaleur produite par la résistance effecteur
Couvercle Isolation du contenu de la cuve effecteur
Pale Brassage des grains effecteur
Sonde PT 100 PT100 Mesure de la température de chauffe capteur
FDC Haut Détection de la butée haute du couvercle détecteur
FDC Bas Détection de la butée basse du couvercle détecteur
FDC Haut Détection de la butée haute du couvercle détecteur
Cellule Niveau Détection « niveau plein » atteint dans la cuve détecteur
Position pale Détection de la position de la pâle permettant l'ouverturedu couvercle sans sue celle-ci ne bute sur la paroi de la cuve
détecteur
→ Le schéma électrique de la partie puissance est disponible en annexe. 1
◦ Partie commande
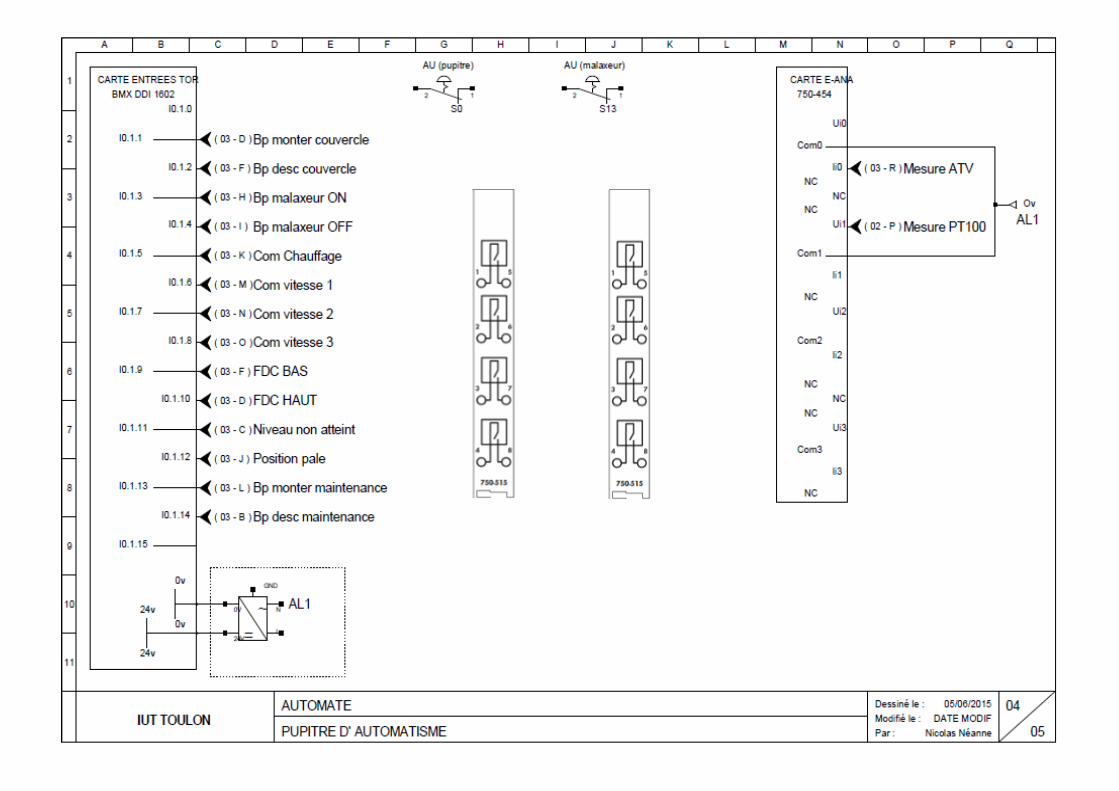
La P.C est bâtie autour d'un API Wago 750-849 avec la configuration suivante :
• Carte 16 e TOR DC 24V : DDI 1602
• 2 Cartes 4 S TOR à Relais : 750-515
• Carte 2E analogiques 4/20 mA : 750-454
◦ Partie Relation
Le pupitre opérateur regroupe :
• un ensemble de commandes et signalisation (voyants, B.P et Inter). Ceux-ci permettent le pilotage manuelde chaque actionneur (lorsque le mode manuel est sélectionné) et la visualisation rapide des détecteurs dusystème
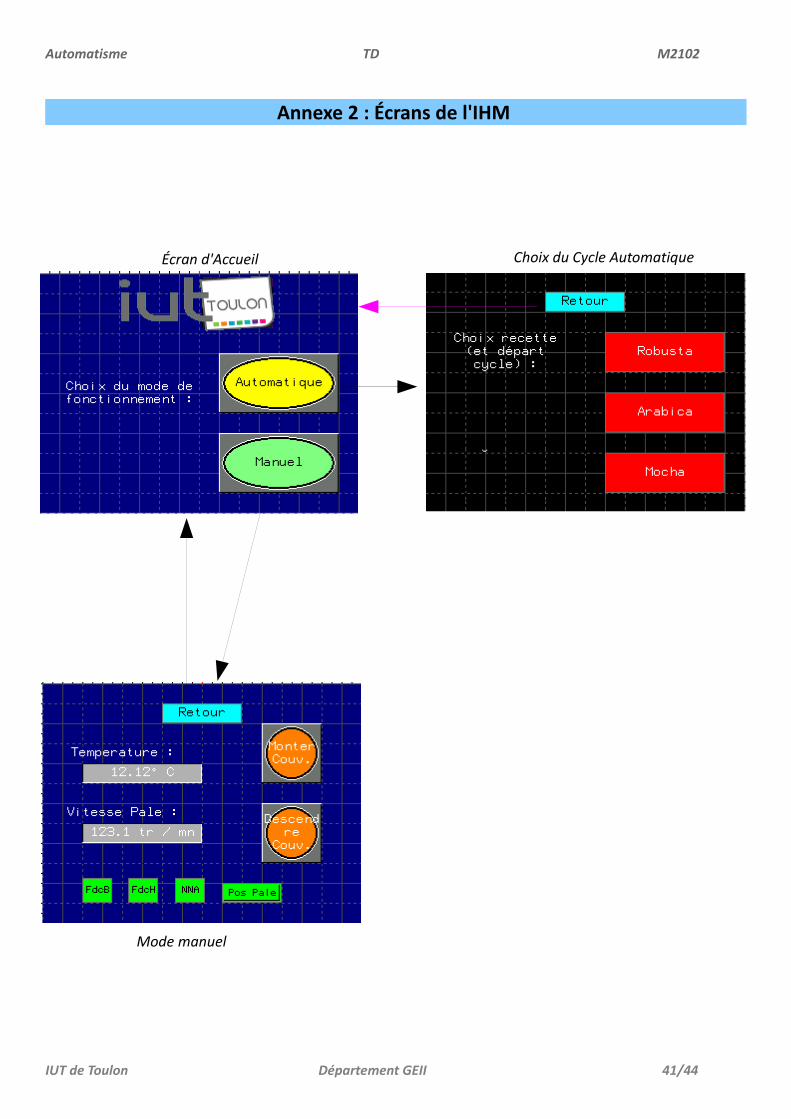
• Une IHM tactile Magelis : Cette interface permet à l'opérateur le choix du mode de fonctionnement : Manuelou Automatique. Dans ce dernier cas, l'utilisateur peut choisir entre 3 recettes prédéfinies. Le mode manuelduplique les commandes et signalisations du pupitre et permet de visualiser la température de chauffe ainsique la vitesse de rotation de la pâle.
→ Les pages disponibles sur l'IHM sont données en annexe 2.
IUT de Toulon Département GEII 33/44
Automatisme TD M2102
fig.3: Pupitre de commande
L'implantation électrique des équipements mis en jeu est faite dans deux armoires distinctes : l’armoire « P.O » etl'armoire « P.C/P.R ».
Deux paires de connecteurs DB9 et DB15 reliées par une nappe de fils permettent de relier la P.O à la P.C.
Le lien entre l'IHM et la P.C est assuré par le réseau ethernet selon un protocole Modbus TCP.
2.Cahier des chargesLe système prend en charge deux modes de fonctionnement : manuel et automatique.
◦ Mode manuel :
En sélectionnant ce mode avec la touche adéquate de l'IHM, l'utilisateur peut :
- Piloter la montée/descente du couvercle via les touches correspondantes sur l'IHM, les deux boutonspoussoirs du pupitre ou encore les deux boutons poussoirs de la P.O (Si le sélecteur « Maintenance » estactivé).
- Activer la rotation de la pale en petite, moyenne ou grande vitesse grâce au sélecteur 4 positions du pupitre.
- Observer la température de chauffe ainsi que la vitesse de rotation de la pâle.
- Visualiser l'état des détecteurs .
◦ Mode automatique :
En sélectionnant ce mode avec la touche adéquate de l'IHM, l'utilisateur peut choisir entre trois recettes ayant lescaractéristiques résumées dans le tableau suivant :
Recette Durée de chauffe Température de chauffe Vitesse de brassage
Mocha 2h30mn 55 °C moyenne
Arabica 2h00mn 60 °C petite
Robusta 1h30mn 75 °C grande
IUT de Toulon Département GEII 34/44
Automatisme TD M2102
Le cycle ne peut démarrer que si le système a été placé dans les conditions initiales de fonctionnement :
- pale permettant l'ouverture du couvercle
- couvercle fermé
- Cuve vidée (niveau haut non atteint)
L'opérateur doit alors choisir le mode automatique via l'IHM, puis sélectionner une des trois recettes. Les paramètrescorrespondants (vitesse et durée de brassage, température de chauffe) sont mémorisés pour la suite du cycle.
la séquence suivante est alors opérée :
- L'opérateur appuie sur « BP_Malaxeur_On », la régulation de température est alors déclenchée (activationmémorisée d'une variable booléenne interne « Regul_ON », qui sera utilisée par le sous-programme« Regul »)
- Une fois la température de consigne atteinte , le couvercle s'ouvre
- Le système attend que la cuve soit remplie et que l'opérateur appuie sur le B.P de fermeture du pupitre
- Le couvercle se referme
- La pale est mise en rotation pendant la durée définie
- La régulation est stoppée et la pâle arrêtée dans une position rendant possible l'ouverture du couvercle.
- Le système attend que la température soit redescendue en dessous de 40°C pour pouvoir débuter unnouveau cycle
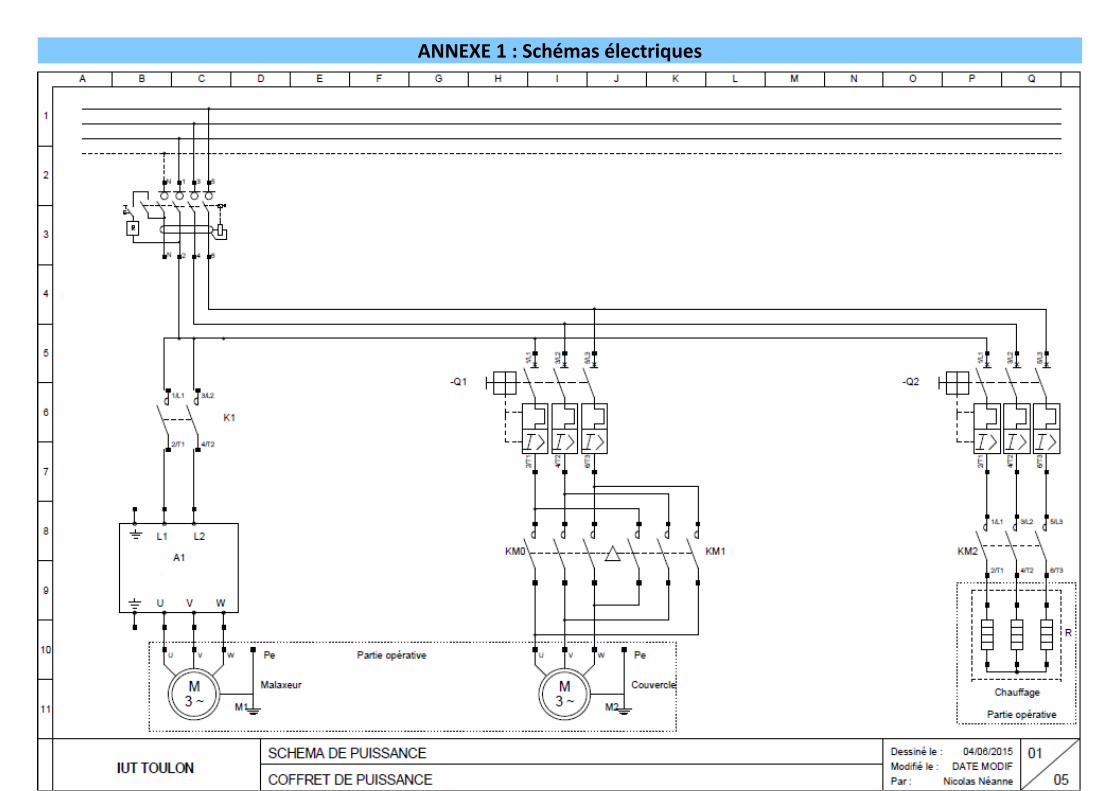
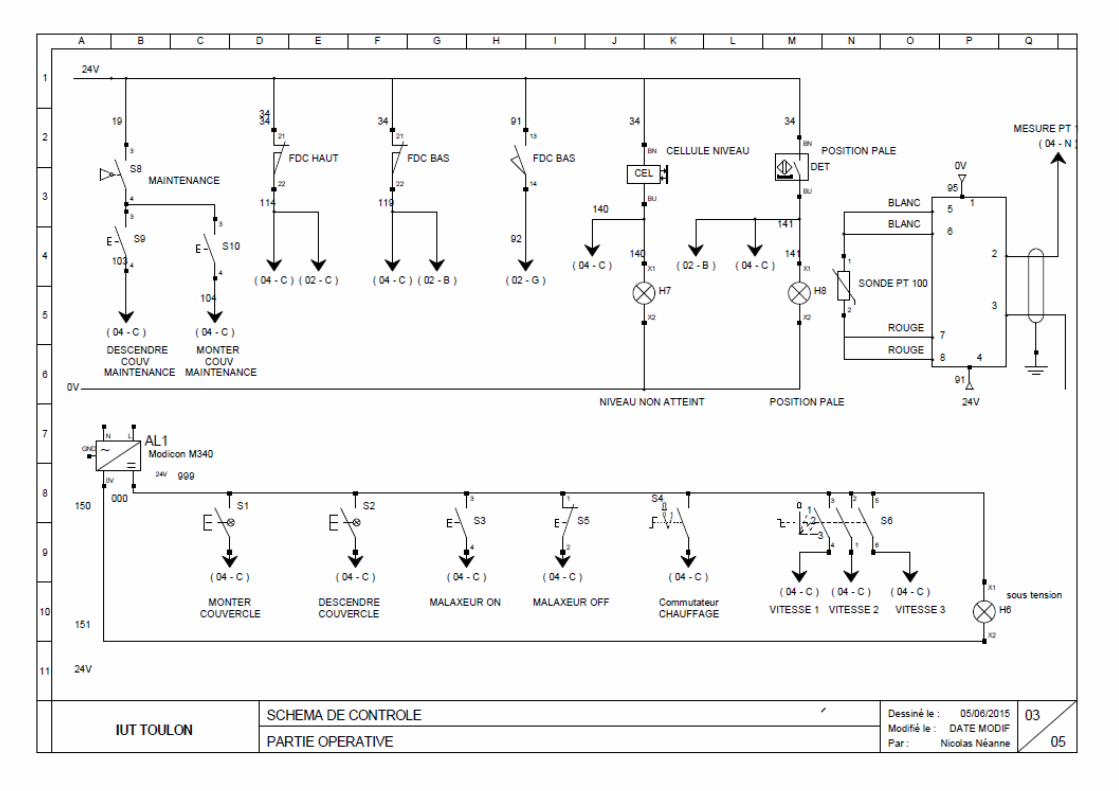
3.Étude des schémas électriques
1. Sur la partie puissance du schéma électrique du système fournis en annexe, relevez les différents préactionneursdu système et synthétisez sous forme d’un tableau pour ces différents préactionneur : le repère correspondant sur le schéma, le type de préactionneur, l'actionneur concerné, et le fonctionnement du couple actionneur/préactionneur.
2. Complétez le schéma électrique du folio 4 de l'annexe 1, de façon à :- relier les sorties TOR de l'API aux préactionneurs correspondants ;- couper l'ensemble des actionneurs lors d'un appui sur l'un des arrêts d'urgence (le variateur de vitesse restera sous tension) ;- prendre en compte les arrêts d'urgence (actifs à 0V) sur l'entrée TOR de l'API correspondante.
3. V)D'après les symboles utilisés sur le schéma, déterminez le technologie des détecteurs utilisés pour les détecteurs de fin de course du couvercle, la détection de remplissage de la cuve, et celle de la position de la pale. Justifiez ces choix technologiques.
4. D'après la présentation de la P.O précédente et le schéma électrique en annexe, quelles sont les sécurités associées à la montée/descente du couvercle ? A l'aide du schéma, donnez les équations logiques des contacteurs correspondants en fonction de ces sécurités et des sorties de l'API « monter_couvercle » et %Q0.2.10 « descendre_couvercle ».
IUT de Toulon Département GEII 35/44
Automatisme TD M2102
4.Application automateL'application d'automatisme contient 5 programmes :
Nom Langage Description
Sorties LD . Gère le pilotage des différentes sorties. Chaque sortie est le résultatd'une équation logique dépendant :
- du mode de fonctionnement (Auto ou Manu)- Des B.P du pupitre et des bits de l'IHM (mode manu)- Des ordres de commande du grafcet (si mode auto actif)
. Gère le positionnement d'un bit « Auto_Manu » ('1' si modeautomatique, '0' sinon)
GPN SFC . Gère le cycle de production normale. Il s'agit du grafcet correspondant àla séquence décrite dans le cahier des charges. Les paramètres de recettesont mémorisés au début de la séquence.Ce programme pilote des bits internes qui seront utilisés par « Sorties »pour activer les sorties correspondantes lorsque le mode « Auto » estactif.
PLC_PRG CFC . Appelle les différents sous-programmes. Assure la réinitialisation de GPNen cas d'arrêt d'urgence.
Regul ST . Assure une régulation de température TOR par hystérésis à ± 0,3°Cautour de la consigne, lorsque le bit « régulation de température » estactivé dans GPN. La sortie de ce bloc est un bit interne qui sera utilisé par« Sorties » pour piloter la résistance chauffante.
Calculs ST . Calcule la température en degrés (variable « info_temperature ») et lavitesse en Tr/mn (variable « info_vitesse») à afficher dans l'IHM. Lesvariables calculées par ce programme doivent être stockées aux adressesinternes indiquées dans l'annexe 3 pour pouvoir être lues par l'IHM.
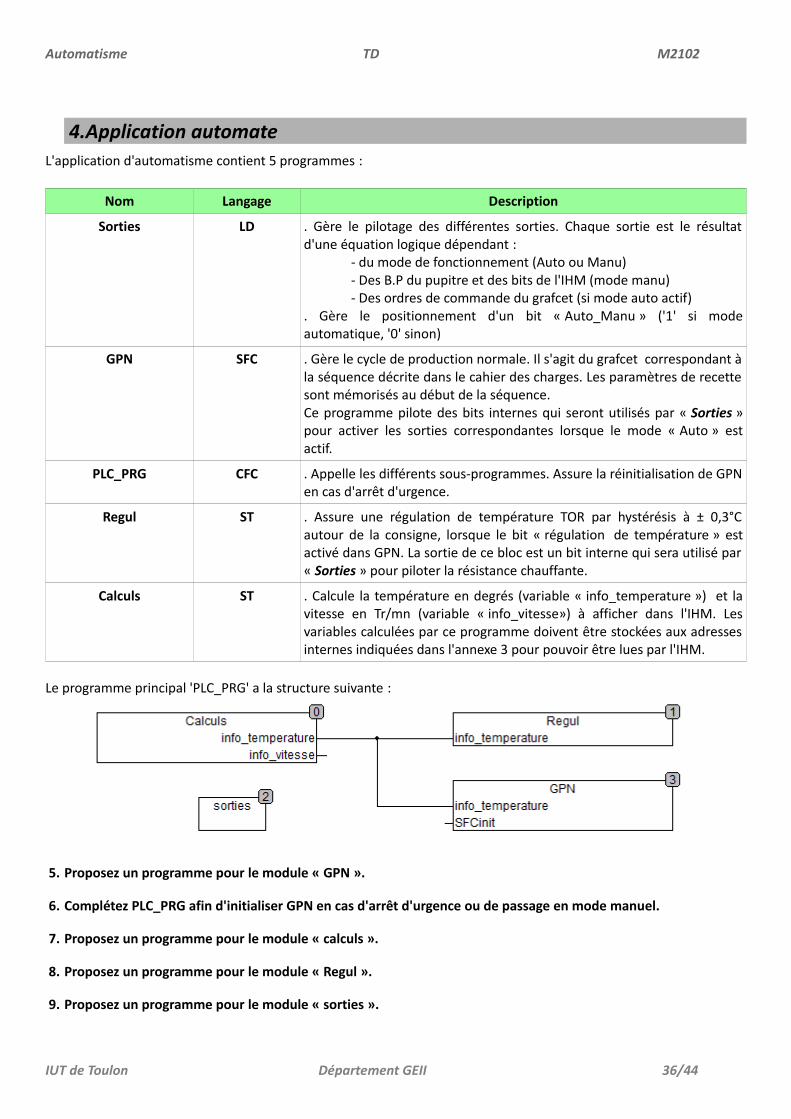
Le programme principal 'PLC_PRG' a la structure suivante :
5. Proposez un programme pour le module « GPN ».
6. Complétez PLC_PRG afin d'initialiser GPN en cas d'arrêt d'urgence ou de passage en mode manuel.
7. Proposez un programme pour le module « calculs ».
8. Proposez un programme pour le module « Regul ».
9. Proposez un programme pour le module « sorties ».
IUT de Toulon Département GEII 36/44
ANNEXE 1 : Schémas électriques

Automatisme TD M2102
Annexe 2 : Écrans de l'IHM
IUT de Toulon Département GEII 41/44
Écran d'Accueil Choix du Cycle Automatique
Mode manuel
Automatisme TD M2102
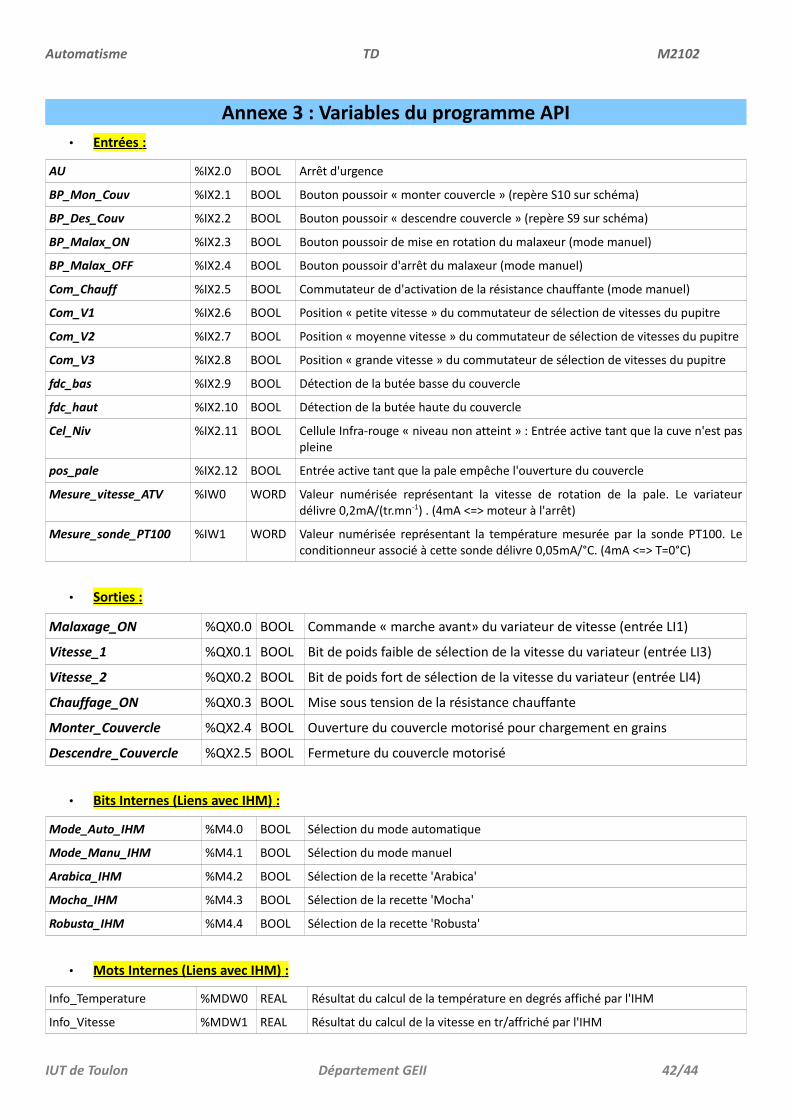
Annexe 3 : Variables du programme API• Entrées :
AU %IX2.0 BOOL Arrêt d'urgence
BP_Mon_Couv %IX2.1 BOOL Bouton poussoir « monter couvercle » (repère S10 sur schéma)
BP_Des_Couv %IX2.2 BOOL Bouton poussoir « descendre couvercle » (repère S9 sur schéma)
BP_Malax_ON %IX2.3 BOOL Bouton poussoir de mise en rotation du malaxeur (mode manuel)
BP_Malax_OFF %IX2.4 BOOL Bouton poussoir d'arrêt du malaxeur (mode manuel)
Com_Chauff %IX2.5 BOOL Commutateur de d'activation de la résistance chauffante (mode manuel)
Com_V1 %IX2.6 BOOL Position « petite vitesse » du commutateur de sélection de vitesses du pupitre
Com_V2 %IX2.7 BOOL Position « moyenne vitesse » du commutateur de sélection de vitesses du pupitre
Com_V3 %IX2.8 BOOL Position « grande vitesse » du commutateur de sélection de vitesses du pupitre
fdc_bas %IX2.9 BOOL Détection de la butée basse du couvercle
fdc_haut %IX2.10 BOOL Détection de la butée haute du couvercle
Cel_Niv %IX2.11 BOOL Cellule Infra-rouge « niveau non atteint » : Entrée active tant que la cuve n'est paspleine
pos_pale %IX2.12 BOOL Entrée active tant que la pale empêche l'ouverture du couvercle
Mesure_vitesse_ATV %IW0 WORD Valeur numérisée représentant la vitesse de rotation de la pale. Le variateurdélivre 0,2mA/(tr.mn-1) . (4mA <=> moteur à l'arrêt)
Mesure_sonde_PT100 %IW1 WORD Valeur numérisée représentant la température mesurée par la sonde PT100. Leconditionneur associé à cette sonde délivre 0,05mA/°C. (4mA <=> T=0°C)
• Sorties :
Malaxage_ON %QX0.0 BOOL Commande « marche avant» du variateur de vitesse (entrée LI1)
Vitesse_1 %QX0.1 BOOL Bit de poids faible de sélection de la vitesse du variateur (entrée LI3)
Vitesse_2 %QX0.2 BOOL Bit de poids fort de sélection de la vitesse du variateur (entrée LI4)
Chauffage_ON %QX0.3 BOOL Mise sous tension de la résistance chauffante
Monter_Couvercle %QX2.4 BOOL Ouverture du couvercle motorisé pour chargement en grains
Descendre_Couvercle %QX2.5 BOOL Fermeture du couvercle motorisé
• Bits Internes (Liens avec IHM) :
Mode_Auto_IHM %M4.0 BOOL Sélection du mode automatique
Mode_Manu_IHM %M4.1 BOOL Sélection du mode manuel
Arabica_IHM %M4.2 BOOL Sélection de la recette 'Arabica'
Mocha_IHM %M4.3 BOOL Sélection de la recette 'Mocha'
Robusta_IHM %M4.4 BOOL Sélection de la recette 'Robusta'
• Mots Internes (Liens avec IHM) :
Info_Temperature %MDW0 REAL Résultat du calcul de la température en degrés affiché par l'IHM
Info_Vitesse %MDW1 REAL Résultat du calcul de la vitesse en tr/affriché par l'IHM
IUT de Toulon Département GEII 42/44

Automatisme TD M2102
Annexe 4 : Carte d'entrée analogique 750-454
IUT de Toulon Département GEII 43/44
Automatisme TD M2102
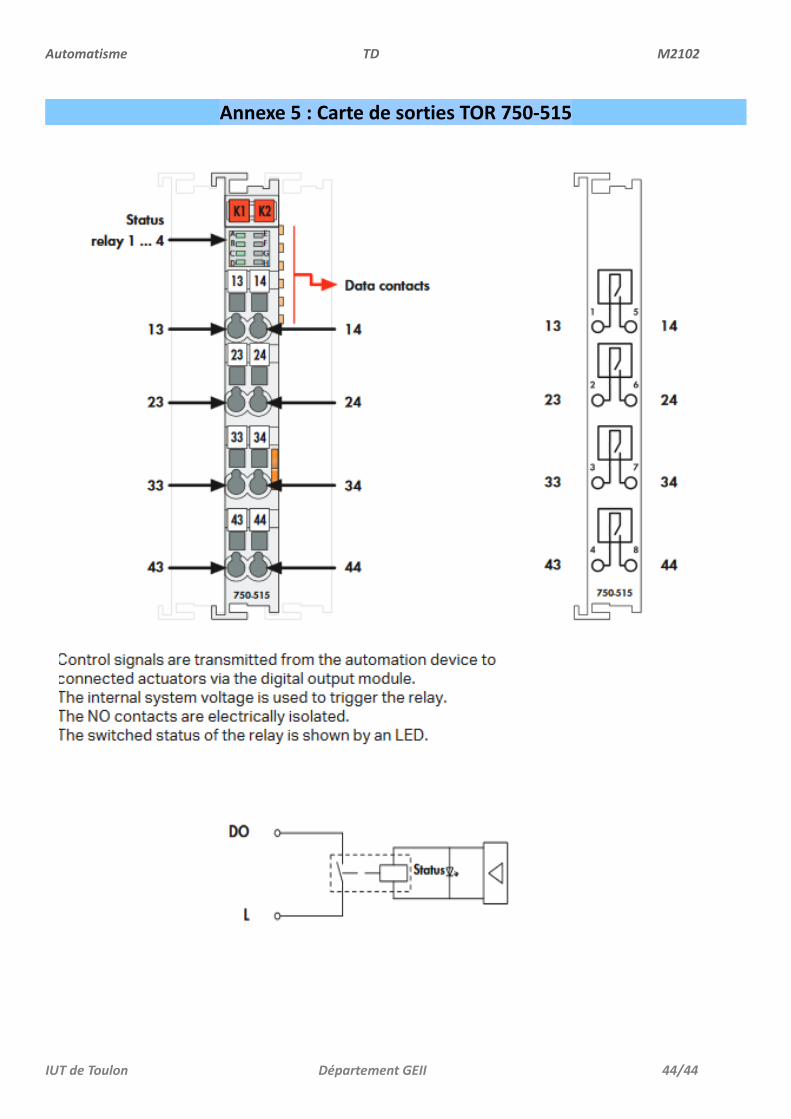
Annexe 5 : Carte de sorties TOR 750-515
IUT de Toulon Département GEII 44/44