Embed Size (px)
Citation preview

REPUBLIQUE TUNISIENNE
MINISTERE DE L’ENSEIGNEMENT SUPERIEUR ET DE LA RECHERCHE
SCIENTIFIQUE
Direction des études technologiques
ISET DE NABEUL
LICENCE APPLIQUEE EN
GENIE MECANIQUE
Semestre 4
M’HEMED SAMIR
Su
pp
ort
de c
ou
rs
-versio
n I
I-
jan
vie
r 2
01
4.

Département GM Production par commande numérique1- sommaire
M’HEMED SAMIR 08/01/14 2
SOMMAIRE
CH-I. Morphologie des MOCN ............................................................................... 5
1. Généralité sur la génération des surfaces en fabrication mécanique ..... 5
2. Naissance du besoin des MOCN..................................................................... 7
3. Morphologie d’une MOCN .............................................................................. 8
3.1. Définition d’axe ......................................................................................... 11
CH-II. Modélisation vectorielle des MOCN .......................................................... 13
1. Introduction ....................................................................................................... 13
2. Points caractéristiqueS dans la chaine vectorielle ..................................... 13
2.1. Le point de référence R ........................................................................... 13
2.2. L’origine mesure Om ................................................................................. 14
2.3. Le point Oo (origine porte pièce Opp) ................................................. 14
2.4. L’origine pièce Op .................................................................................... 15
2.5. L’origine programme OP, ........................................................................ 15
2.6. Le point piloté P ......................................................................................... 16
3. Modèle vectoriel simple .................................................................................. 17
3.1. Correspondance entre les vecteurs et les directeur de commande
(DCN) NUM ............................................................................................................ 18
4. Modèle vectoriel corrigé ................................................................................ 18
5. Application ........................................................................................................ 19
Département GM Production par commande numérique1- sommaire
M’HEMED SAMIR 08/01/14 3
CH-III. STRUCTURE DU PROGRAMME CN ............................................................ 21
1. Introduction ....................................................................................................... 21
2. Programme en code ISO ................................................................................ 22
2.1. Composition d’un programme ............................................................... 22
2.2. Structure d’un programme ...................................................................... 24
2.3. Les syntaxes des actions les plus utilisées .............................................. 26
2.4. Liste des caractères reconnus par le système dans le code ISO ...... 27
3. Différentes fonctions des adresses ................................................................ 28
4. Classification des fonctions préparatoires G et auxiliaires M .................... 29
4.1. Fonctions G modales ................................................................................ 29
4.2. Fonctions G non modales ........................................................................ 30
4.3. Fonctions M modales ................................................................................ 30
4.4. Fonctions M non modales ........................................................................ 30
4.5. Fonctions M « avant » ............................................................................... 31
4.6. Fonction M « après » ................................................................................. 31
4.7. Fonctions M codées .................................................................................. 31
4.8. Fonctions M décodées ............................................................................. 31
CH-IV. Programmation ISO ................................................................................... 34
1. Programmation des déplacements : ............................................................ 34
1.1. Interpolation linéaire à la vitesse d’avance rapide G00 .................... 34
1.2. Interpolation linéaire à la vitesse d’avance programmée G01 ........ 35

Département GM Production par commande numérique1- sommaire
M’HEMED SAMIR 08/01/14 4
1.3. Interpolation circulaire G02 et G03 ........................................................ 36
2. Choix du système de programmation .......................................................... 39
3. Programmation des vitesses de déplacement ........................................... 42
3.1. Vitesse d’avance exprimée en millimètre, pouce ou degré par
minute .................................................................................................................... 42
3.2. Vitesse d’avance exprimée en millimètre ou pouce par tour ........... 43
4. Commande de broche .................................................................................. 43
4.1. Commande du sens de rotation ............................................................ 43
4.2. Commande de vitesse de broche ......................................................... 44
5. Introduction aux cycles fixes d’usinage ....................................................... 47
5.1. Annulation du cycle G80 ......................................................................... 48
5.2. Cycle d’ébauche paraxial G64 .............................................................. 48
6. APPLICATIONs DE PROGRAMMATION ISO .................................................... 51
6.1. APPLICATION 1 ........................................................................................... 51
6.2. APPLICATION 2 ........................................................................................... 52
6.3. CORRECTION PIECE 1 ............................................................................... 55
6.4. Application 3 .............................................................................................. 57
CH-V. Bibliographie .............................................................................................. 61
CH-VI. DS et examens ........................................................................................... 62

Département GM Production par commande numérique1- CH1
M’HEMED SAMIR 08/01/14 5
CH-I. Morphologie des MOCN
1. GENERALITE SUR LA GENERATION DES SURFACES EN
FABRICATION MECANIQUE
Fig. 1 outils de forme et outils à point générateur
Mc
Ma
Outil crémaillère Pièce usinée
Taillage d’une roue dentée par outil crémaillère
Ma Pg
Mc
Pg
Mc
Ma

Département GM Production par commande numérique1- CH1
M’HEMED SAMIR 08/01/14 6
En production, générer une surface revient à combiner deux mouvements relatifs
pièce/outil : un de coupe et l’autre d’avance. Sauf cas spécifiques, où on utilise des outils
de formes (taillage d’engrenage par exemple figure 1), le mouvement de coupe est
souvent une rotation d’un point de l’outil dit point générateur « Pg » quant à l’avance elle
peut être une translation, une rotation ou un mouvement quelconque du point générateur
(figure 2).
Fig. 2 Décomposition des mouvements de coupe
Pg
Ma
Mc
Pg
Ma
Mc
Pg
Ma
Mc
Chariotage Chariotage conique Dressage
Mouvement en tournage
Pièce
Outil
Point générateur
Mc
Ma
Pièce
Point générateur
Mc
Outil
Ma
Pièce
Outil Point générateur
Mc
Mouvement d’avance en fraisage

Département GM Production par commande numérique1- CH1
M’HEMED SAMIR 08/01/14 7
2. NAISSANCE DU BESOIN DES MOCN
Le changement radical du mode de conception mécanique, principalement l’apparition de
la CAO, pousse les concepteurs à être plus exigeant quant à la fabrication des leurs
nouveaux produits (tolérances serrées pour de surfaces de formes complexes par
exemples !) figure 3.
Fig. 3 Usinage d’une matrice de porte de véhicule avec fraise boule
Pour fabriquer de telles formes, le mouvement relatif d’avance (outil / pièce) devra se
décomposer en mouvements élémentaires de translation et de rotation suivant plusieurs
directions simultanément. Les machines-outils conventionnelles n’autorisent pas une telle
flexibilité de mouvements et habituellement un seul mouvement y est possible.
Fig. 4 Décomposition de mouvement à vitesses variables suivant deux
directions.
X
Y V
Vx
Vy

Département GM Production par commande numérique1- CH1
M’HEMED SAMIR 08/01/14 8
Il est, donc, aisé de conclure que : réaliser simultanément des mouvements de directions
distinctes impose une commande séparée des mouvements. C’est l’apparition de la
commande numérique des axes des machines-outils.
3. MORPHOLOGIE D’UNE MOCN
HSP = Broche principale
GSP = Contre-broche
WT = Tourelle porte-outil
Fig. 5 Morphologie d’un centre d’usinage
Département GM Production par commande numérique1- CH1
M’HEMED SAMIR 08/01/14 9
En apparition la partie opérative d’une MOCN ressemble à son ancêtre de machine
conventionnelle. Mais la décentralisation des mouvements rend caduque l’utilisation des
boites des avances et boites des vitesses, faut-il aussi rappeler l’utilisation des capteurs
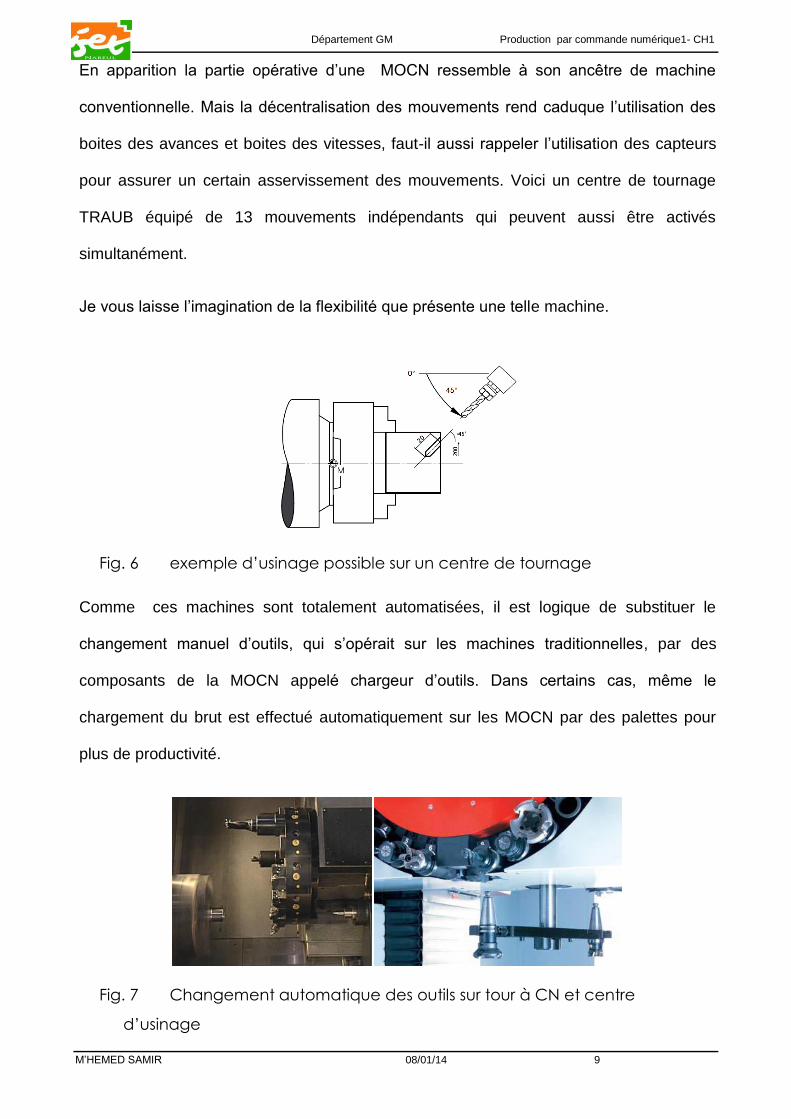
pour assurer un certain asservissement des mouvements. Voici un centre de tournage
TRAUB équipé de 13 mouvements indépendants qui peuvent aussi être activés
simultanément.
Je vous laisse l’imagination de la flexibilité que présente une telle machine.
Fig. 6 exemple d’usinage possible sur un centre de tournage
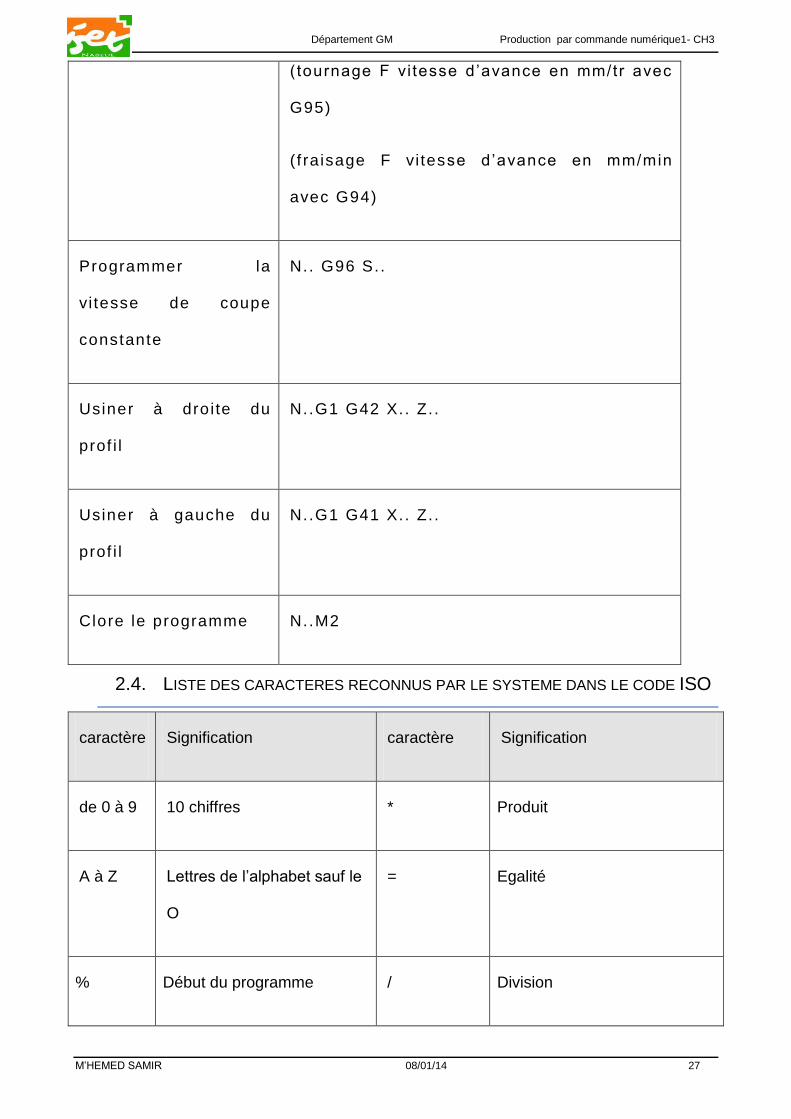
Comme ces machines sont totalement automatisées, il est logique de substituer le
changement manuel d’outils, qui s’opérait sur les machines traditionnelles, par des
composants de la MOCN appelé chargeur d’outils. Dans certains cas, même le
chargement du brut est effectué automatiquement sur les MOCN par des palettes pour
plus de productivité.
Fig. 7 Changement automatique des outils sur tour à CN et centre
d’usinage

Département GM Production par commande numérique1- CH1
M’HEMED SAMIR 08/01/14 10
Mais comme la commande numérique est essentiellement un procédé automatisé de
positionnement ; chaque mouvement, appelé axe est commandé par un organe propre
qui est asservie évidement.
Fig. 8 cinématique d’un axe linéaire : à gauche photo du moteur de
commande, à droite la chaine cinématique
Fig. 9 Électro-broche.
Les machines CN sont équipées de l’électro-broche. Celle-ci peuvent présente des
performances attrayantes: rotation qui dépasse 10 000 tr/min avec refroidissement par
liquide. Une puissance de pointe d’une dizaine de kW et une accélération pour atteindre
la vitesse maximale en quelque secondes (1,5 seconde en moyenne).

Département GM Production par commande numérique1- CH1
M’HEMED SAMIR 08/01/14 11
3.1. DEFINITION D’AXE
Sur une MOCN la notion d'axe signifie un asservissement d’un mouvement linéaire ou
rotatif d'un élément de la machine (table, chariot, broche, contrepointe).
Fig. 10 Principe d’asservissement d’un organe mobile
Pour faciliter le repérage des axes la norme prévoit l'utilisation d'un repère orthonormé
direct Figure 11). Ainsi les axes X,Y,Z constituent les axes principaux de la machine. En
plus de ces trois axes, la norme comprend trois axes rotatifs A,B,C chacun décrivant une
rotation autour d'un axe principal. La norme comprend également trois axes secondaires
U,V,W et trois axes tertiaires P,Q,R qui sont des axes parallèles respectivement aux axes
principaux X,Y,Z. Pour identifier les axes principaux sur une machine il suffit, en général,
d'affecter l'axe Z à celui de la broche, l'axe X à celui qui a le plus grand déplacement
(longitudinal). Enfin, le sens positif est celui où l'outil s'éloigne de la pièce.
Fig. 11 Axes de déplacement d’un centre d’usinage à broche
horizontale

Département GM Production par commande numérique1- CH1
M’HEMED SAMIR 08/01/14 12
Fig. 12 Différentes types de cinématiques des MOCN

Département GM Production par commande numérique1- CH2
M’HEMED SAMIR 08/01/14 13
CH-II. Mode lisation vectorielle des MOCN
1. INTRODUCTION
Dans le premier chapitre, nous avons évoqué la manière de repérage des MOCN et des
programmeurs. Dans ce chapitre on se propose d’examiner leur imbrication et de mettre
en œuvre un modèle vectoriel qui les gouverne. Nous avons dit un modèle et non pas le
modèle, ceci sous entend l’existence d’autres modèles vectoriels plus complexes et
complet. Ces modèles, réservés aux MOCN à cinématiques complexes (plus que trois
axes), tiennent compte de l’orientation des repères les un par rapport aux autres.
Heureusement pour nous qu’on va évoquer uniquement le cas simple qui ne dépassera
pas le cas des MOCN à trois axes.
2. POINTS CARACTERISTIQUES DANS LA CHAINE
VECTORIELLE
2.1. LE POINT DE REFERENCE R
R est un point situé à l'interface entre le porte-outil et la machine. Il est caractéristique de
la liaison encastrement supposée parfaite entre le porte-outil et la machine. Suivant la
machine (centre de fraisage, ou centre de tournage), la forme de la liaison entre le porte-
outil et la machine n'est pas la même, le point R peut donc changer d'une machine à
l'autre. On peut l'appeler <point de référence>.
Sur le porte outil de tournage de type VDI, le point R est à l'intersection de l'axe du
cylindre et de la face d'appui. En fraisage, sur les cônes au standard américain (SA25,
SA30, SA40, SA50), le point R est à l'intersection de l'axe de la surface conique et du
plan de jauge. En pratique il est difficile de mesurer la position de ce dernier point R.

Département GM Production par commande numérique1- CH2
M’HEMED SAMIR 08/01/14 14
Fig. 1 point de référence en tournage et en fraisage
2.2. L’ORIGINE MESURE OM
Om est le point coïncident de R à la date de mise en référence ou d'initialisation des
éléments mobiles « déjà vue).
2.3. LE POINT OO (ORIGINE PORTE PIECE OPP)
Pour des raisons de standardisation on considère ce point qui est indépendant de la pièce
à usiner. Il est généralement un point palpable sur l’élément de la machine qui recevra le
porte-pièce. Sur les nouvelles MOCN on alèse des centreurs sur les tables. On place,
alors, le point Oo à l'intersection de l'axe de l'alésage et du plan associé à la table.
Fig. 2 standardisation de l’origine port-pièce sur la table d’une fraiseuse CN
En tournage la position donnée au point Oo dépend de la fréquence de changement de
mandrin. Si le mandrin n'est jamais démonté, alors tout se passe comme s'il faisait partie
de la machine et le point Oo peut être situé à l'intersection de l'axe de broche et de la face
avant du mandrin pour en faciliter l'accessibilité. Par contre si le mandrin est souvent

Département GM Production par commande numérique1- CH2
M’HEMED SAMIR 08/01/14 15
démonté, alors il fait partie du porte pièce et dans ce cas le point Oo est situé à
l'Intersection de l'axe de broche et du plan de jauge du cône de positionnement du
mandrin sur la broche.
Fig. 3 standardisation de l’origine port-pièce sur le tour CN
2.4. L’ORIGINE PIECE OP
Op est le point caractéristique de la liaison encastrement supposée parfaite entre le porte-
pièce et la pièce. Il est défini par les surfaces de mise en position et appelé « origine
pièce». Le point Op est I' Intersection des éléments géométriques (plans, droites)
associés aux liaisons qui concourent è la liaison complète entre la pièce et le porte-pièce
.
Fig. 4 exemple d’origine pièce en tournage
2.5. L’ORIGINE PROGRAMME OP,
C’est un point choisi par le programmeur comme origine repère pour programmation. Le
seul critère de ce choix est la facilité de description des trajectoires des outils, d’après le
dessin de définition de la pièce à usiner. On peut utiliser plusieurs origines de
programmation dans un même programme.

Département GM Production par commande numérique1- CH2
M’HEMED SAMIR 08/01/14 16
Fig. 5 Choix de l’origine programme
Cas1 Cas2 Cas3 Cas4
points a b a b a b a b
co
ord
on
né
es
x
y
Conclusion : mauvais choix
cas 1 cas 2 cas3 cas4
2.6. LE POINT PILOTE P
Fig. 6 point piloté en tournage

Département GM Production par commande numérique1- CH2
M’HEMED SAMIR 08/01/14 17
P est le point caractéristique ou générateur de l'outil. En tournage, c'est la pointe de l'outil.
En fraisage ce point P est situé selon les géométries d'outil comme indiqué ci-dessous :
Fig. 7 point piloté en fraisage
3. MODELE VECTORIEL SIMPLE
Considérons le cas simple d’opération de perçage sur un tour CN. Pour placer l’outil en
position correcte de perçage, il faut que A et P soient confondus (configuration en
pointillé). Ceci nous permet d’écrire la relation de CHASLE suivante :
Fig. 8 modèle vectoriel simple
RPPOPOPOpOpOoOoOMROM

Département GM Production par commande numérique1- CH2
M’HEMED SAMIR 08/01/14 18
3.1. CORRESPONDANCE ENTRE LES VECTEURS ET LES DIRECTEUR DE
COMMANDE (DCN) NUM
PREFOoOM
1DECOpOo
OPOp : vecteur décalage programmé (G59 )
POP : vecteur programmé
JaugeRP
ROM : vecteur commandé par la DNC
4. MODELE VECTORIEL CORRIGE
Il y a des cas d’usinage où le point P n’appartient pas réellement à l’outil et ne constitue
pas, donc, le point générateur des surfaces usinées.
Fig. 9 Configuration d’un chariotage non parallèle aux axes
Le point C est le centre du rayon de bec de plaquette en tournage ou du rayon de bout en
fraisage.
Les points programmés Q est aussi le point visé, le point à atteindre.

Département GM Production par commande numérique1- CH2
M’HEMED SAMIR 08/01/14 19
Fig. 10 modèle vectoriel corrigé
Pour corriger cette situation il faut ramener Qi sur la trajectoire programmée. Alors le
modèle prendra la forme :
RPPCCQiQiOPOPOpOpOoOoOMROM
Il est évident que dans ce cas d’interpolation, la CN se charge de la correction de rayon :
RPPCCQiQiP
5. APPLICATION
On désire réaliser une opération de tournage avec un outil dont les caractéristiques de la
plaquette sont données par le constructeur par :
Exprimer les composantes du vecteur ROM (appelé pur NUM : PT COUROM) en
fonction des paramètres connus dans la position particulière où le point de contact de

Département GM Production par commande numérique1- CH2
M’HEMED SAMIR 08/01/14 20
l'outil est en A de coordonnée 8,03 sur X et 81,38 (valeur moyenne) sur Z. On prendra les
valeurs des jauges d'outil suivantes : ZXRP 1560 ,= 37,67 deg, ZDEC 5,311 ,
l’origine pièce et l’origine programme confondues et
052,220
448,100PREF . Il est demandé
d'écrire l'équation vectorielle, les 2 équations scalaires puis de faire l'application
numérique (toutes les valeurs sont en mm sauf indication contraire).

Département GM Production par commande numérique1- CH3
M’HEMED SAMIR 08/01/14 21
CH-III. STRUCTURE DU PROGRAMME CN
1. INTRODUCTION
Un programme est la transcription, dans un langage compréhensible par le directeur de
commande numérique d’une machine, des opérations d’usinage à effectuer sur une
pièce.
Les différentes manières de programmer sont :
− La programmation manuelle,
− La programmation assistée :
• Soit conversationnelle par le DCN
• Soit avec un logiciel de F.A.O (fabrication assistée par ordinateur).
Les documents suivants sont nécessaires:
− Le dessin de définition,
− Le contrat de phase avec l’isostatisme et les paramètres de coupe,
− Le dossier de la machine utilisée
Plusieurs types de DCN donc plusieurs façons de programmer les MOCN.
Dans cette partie on va détailler la programmation dite à format variable et adresses
suivant les codes et normes ISO (ISO 6983-1, ISO 6983-2 et ISO 6983-3) et EIA (RS 244
A et RS 273 A).

Département GM Production par commande numérique1- CH3
M’HEMED SAMIR 08/01/14 22
2. PROGRAMME EN CODE ISO
2.1. COMPOSITION D’UN PROGRAMME
Un programme est une suite d’instructions établies dans un langage codé (ISO) que l’on
décompose en une succession de blocs.
2.1.1. Bloc
Un bloc (ou séquence) définit une ligne d’instructions composée de mots codés à transmettre
au système de commande.
Le format de bloc définit la syntaxe des mots de fonction et de dimension composant chaque
bloc de programmation.
2.1.1.1. Exemples de blocs
Ecriture d’un bloc définissant un changement d’outil et l’appel de son correcteur

Département GM Production par commande numérique1- CH3
M’HEMED SAMIR 08/01/14 23
2.1.2. Mot
Un mot définit une instruction ou une donnée à transmettre au système de commande. Il
existe deux types de mots :
Mots définissant des dimensions
Mots définissant des fonctions
2.1.2.1. Exemples de formats de mots :
Mot définissant une dimension, adresse X (unité interne au mm)
MOT

Département GM Production par commande numérique1- CH3
M’HEMED SAMIR 08/01/14 24
2.2. STRUCTURE D’UN PROGRAMME
Structure Exemple
position dégagement
opération 1
position dégagement
initialisation
numéro de programme
identification
opération N
%4723
(Tour SMI )
(Poignée )
(Ph 10 coté cone )
(11/04/03)
N28 G40 G80 M5 M9
N29 G0 G52 X0 Z0
(OPERATION CENTRER)
N30 T5 D5 M6 (FORET A CENTRER)
N40 G0 X0 Z52
N45 G95 G97 S2500 F0.05 M3 M8
N50 G1 Z40
N60 G0 Z52
N70 G0 G52 X0 Z0 M9
………………………............
FINITION PROFIL)
N240 T3 D3 M6 (OUTIL DE FINITION)
N250 G92 S4000
N260 G0 X4 Z52 F0.05 M8
N270 G1 G42 X5 Z46
N280 G96 S250
N290 G1 X15.961 Z46
N300 X24 Z31
N310 Z26 1 Z18
N320 X26
N330 G3 X34 Z22 I26 K22
N340 G
N350 X42

Département GM Production par commande numérique1- CH3
M’HEMED SAMIR 08/01/14 25
fin de programme
position dégagement
N360 G97 S1000
N370 G0 G52 G40 X0 Z0 M5 M9
N 710 M2
Un programme CN comporte des caractères obligatoires de début et fin. Il est exécuté
dans l’ordre d’écriture des blocs situés entre ces caractères.
La numérotation des blocs n’intervient pas dans l’ordre de déroulement du programme. Il
est malgré tout conseillé de numéroter les blocs dans l’ordre d’écriture (de dix en dix par
exemple).
2.2.1. Structure d’une opération

Département GM Production par commande numérique1- CH3
M’HEMED SAMIR 08/01/14 26
2.3. LES SYNTAXES DES ACTIONS LES PLUS UTILISEES
Action Syntaxes
Commencer un
programme
%
(f ichier :….)
(auteur :….)
(Date :…)
(p ièce :….)
(phase :….)
In i t ia l iser N.. M5 M9 G90 G40 G80
Al ler au point de
changement d ’out i l
N. . G0 G52 X.. Z..
Al ler au point
d’approche
N. . G0 X.. Z..
Paramètres de coupe
Mettre en route la
broche
N.. G97 S.. M.. M.. F. .
(M3 ou M4 selon sens de rotat ion de la
broche)
(M41 ou M42 selon la gamme de rotat ion de
la broche)
Département GM Production par commande numérique1- CH3
M’HEMED SAMIR 08/01/14 27
( tournage F vi tesse d’avance en mm/tr avec
G95)
( f ra isage F vi tesse d’avance en mm/min
avec G94)
Programmer la
vi tesse de coupe
constante
N.. G96 S..
Usiner à droi te du
prof i l
N. .G1 G42 X.. Z. .
Usiner à gauche du
prof i l
N. .G1 G41 X.. Z. .
Clore le programme N..M2
2.4. LISTE DES CARACTERES RECONNUS PAR LE SYSTEME DANS LE CODE ISO
caractère Signification caractère Signification
de 0 à 9 10 chiffres * Produit
A à Z Lettres de l’alphabet sauf le
O
= Egalité
% Début du programme / Division

Département GM Production par commande numérique1- CH3
M’HEMED SAMIR 08/01/14 28
( Début du commentaire @ Arrobas
) Fin de commentaire / Saut de bloc (en début de
ligne)
+ Signe d’addition LF Fin de bloc
- Signe de soustraction X OFF Fin de programme
. Séparateur décimal CR Retour chariot
> Supérieur SP espace
< Inférieur
3. DIFFERENTES FONCTIONS DES ADRESSES
Les adresses peuvent être :
G… : Fonctions préparatoires.
M… : Fonctions auxiliaires.
F… : Paramètre d’avance.
S… : Paramètre de coupe : N ou Vc.
N… : Numéro de bloc.
T… : Repère outil.
D… : Correcteur d’outil

Département GM Production par commande numérique1- CH3
M’HEMED SAMIR 08/01/14 29
X… : Mouvement suivant axe X.
Y… : Mouvement suivant axe Y.
Z… : Mouvement suivant axe Z.
etc …
Remarques
• Le nombre de caractère d’un mot doit être inférieur à 118.
• Les espaces et les zéros de tête et avant le point décimal peuvent être supprimés :
(X=0,75 mm peut s’écrire X0.75 ou X.75 ; G01 peut s’écrire G1).
• Pour les déplacements : l’unité est le millimètre, le format est : ± 5.3 (cinq chiffres avant
la virgule et trois après) et le signe + est pris par défaut (X=10 ,25mm peut s’écrie
X+10.25 ou X10.25).
4. CLASSIFICATION DES FONCTIONS PREPARATOIRES G ET
AUXILIAIRES M
4.1. FONCTIONS G MODALES
Ce sont des fonctions appartenant à une famille de fonction G se révoquant
mutuellement. La validité de ces fonctions est maintenue jusqu’à ce qu’une fonction de
même famille révoque leur validité.
Exemple :
N.. G00 X.. Z.. Interpolation linéaire à vitesse rapide
N.. G01 Z.. L’interpolation linéaire à vitesse d’avance programmée
révoque G00

Département GM Production par commande numérique1- CH3
M’HEMED SAMIR 08/01/14 30
4.2. FONCTIONS G NON MODALES
Ce sont des fonctions uniquement valides dans le bloc où elles sont programmées
révoquées en fin de bloc).
Exemple :
N.. G0 G52 X0 Z0 définition des coordonnées du point de destination par rapport à
l’origine mesure révoquée en fin de bloc
4.3. FONCTIONS M MODALES
Ce sont des fonctions appartenant à une famille de fonction se révoquant mutuellement.
La validité de ces fonctions est maintenue jusqu’à ce qu’une fonction de même famille
révoque leur validité.
Exemple :
N..
N.. S500 M03 mise en rotation de la broche
N..
N.. M05 arrêt de la broche
4.4. FONCTIONS M NON MODALES
Ce sont des fonctions uniquement valides dans le bloc où elles sont programmées.
Exemple :
N.. M00 fonction d’arrêt programmé
Département GM Production par commande numérique1- CH3
M’HEMED SAMIR 08/01/14 31
4.5. FONCTIONS M « AVANT »
Ce sont des fonctions exécutées avant de faire les déplacements programmés dans
le bloc.
Exemple :
N.. X50 Z30 M08 la fonction d’arrosage M08 est exécutée avant le
déplacement de l’outil au point de destination de coordonnées X=50 mm et Z=30 mm
4.6. FONCTION M « APRES »
Ce sont des fonctions exécutées après les déplacements programmés dans le bloc.
Exemple :
N.. X50 Z100 M09 la fonction d’arrêt d’arrosage M09 est exécutée après le
déplacement de l’outil au point de coordonnées X=50 mm et Z=100 mm
4.7. FONCTIONS M CODEES
Ce sont des fonctions définies par le constructeur de la machine et sont spécifiques
à la machine. Une seule de ces fonctions est autorisée dans un bloc du programme-
pièce. Il existe deux séries des fonctions M codées et qui sont :
M100 à M199 : fonctions non modales après
M200 à M899 : fonctions modales avant
4.8. FONCTIONS M DECODEES
Ce sont les fonctions M de base du système et dont la signification est connue.
Plusieurs fonctions M décodées peuvent être programmées dans un même bloc.
Exemple :

Département GM Production par commande numérique1- CH3
M’HEMED SAMIR 08/01/14 32
N.. G97 S500 M03 M40 M08
4. Application :
On donne ci-dessous le programme destiné à l’usinage d’une pièce sur un tour à
commande numérique équipé d’un directeur de commande type NUM
% 12
N10 G0 G52 X0 Z0
N20 M6 T1 D1
N40 G92 S2000
N30 G0 X20 Z30
N50G96 S50 M3 M41 (définition d’une vitesse de coupe constante égale à 50 m/min)
N60 G95 F0,01
N80G1 X12 Z32 pt A
N70 G2 X16 Z32 R2 (pt B)
N90 G1 X23.6352 Z32.5
N100
…
N250 M2
N260 G0 X20 Z30
Questions :

Département GM Production par commande numérique1- CH3
M’HEMED SAMIR 08/01/14 33
Donner le nombre de blocs du programme.
Déterminer l’ordre d’exécution du programme.
Déterminer le nombre de mots constituant la ligne N50 et spécifier leurs types.
Des erreurs de syntaxe sont apparues dans les linges N50, N60, N80 et N90. Déterminer
ces erreurs et essayer de les corriger.

Département GM Production par commande numérique1- CH4
M’HEMED SAMIR 08/01/14 34
CH-IV. Programmation ISO
1. PROGRAMMATION DES DEPLACEMENTS :
1.1. INTERPOLATION LINEAIRE A LA VITESSE D’AVANCE RAPIDE G00
La fonction G00 permet de définir un déplacement linéaire à la vitesse d’avance rapide
préréglée par le constructeur de la machine.
Syntaxe :
N.. [G90/G91] G00 X.. Z..
Propriété de la fonction G00
La fonction G00 est modale.
La fonction G00 est révoquée par l’une des fonctions suivantes : G01, G02,
G03 ou G33
Exemple
N100 …
Coordonnées du point à
atteindre

Département GM Production par commande numérique1- CH4
M’HEMED SAMIR 08/01/14 35
N110 [G90] G00 X25 Z5
N120 ..
1.2. INTERPOLATION LINEAIRE A LA VITESSE D’AVANCE PROGRAMMEE G01
La fonction G01 permet de définir un déplacement linéaire effectué avec la vitesse
d’avance programmée.
Syntaxe :
N.. [G90/G91] G01 X.. Z.. [F..]
Propriété de la fonction G01
La fonction G01 est modale et initialisée à la mise sous tension de la
machine.
La fonction G01 est révoquée par l’une des fonctions suivantes : G00, G02,
G03 ou G33
Exemple
N90 …
Coordonnées du point à
atteindre
Vitesse
d’avance

Département GM Production par commande numérique1- CH4
M’HEMED SAMIR 08/01/14 36
N100 [G90] G00 X25 Z5
N110 G01 Z-30
N120 …
1.3. INTERPOLATION CIRCULAIRE G02 ET G03
La fonction G02 permet de faire une interpolation circulaire dans le sens anti
trigonométrique (sens horaire) à vitesse d’avance programmée. La fonction G03 permet
de faire une interpolation circulaire dans le sens trigonométrique à vitesse d’avance
programmée.
Syntax
Cas du tournage Cas du fraisage
N.. [G90/G91] G02/G03 X.. Z.. I.. K.. / R
[F..]
X.. Z..: coordonnées du point à
atteindre
I.. K.. : position du centre de
l’interpolation dans le plan XZ (I
N.. [G17/G18/G19] [G90/G91]G02/G03 X..
Y.. I.. J..
R.. [F..]
G17 : plan d’interpolation XY
G18 : plan d’interpolation ZX

Département GM Production par commande numérique1- CH4
M’HEMED SAMIR 08/01/14 37
suivant X, K suivant Z)
- Par rapport à l’origine
programme en G90
- Par rapport au point de
départ de l’interpolation
en G91
R.. : rayon de l’arc du cercle
F.. : vitesse d’avance
G17 : plan d’interpolation YZ
X.. Y..: coordonnées du point à atteindre
I.. J.. : position du centre de l’interpolation
(I suivant X et J suivant Y)
R.. : rayon de l’arc de cercle
F.. : vitesse d’avance
1.3.1. Propriétés des fonctions G02 et G03
Les fonctions G02 et G03 sont modales.
La fonction G02 est révoquée par les fonctions G00, G01, G03 ou G33.
La fonction G03 est révoquée par les fonctions G00, G01, G02 ou G33.
Dans un bloc programmé en G02 ou en G03, toutes les adresses permettant
d’exécuter l’interpolation sont obligatoires même si leurs valeurs sont nulles
(I0,K0) ou inchangées par rapport au bloc précédent (pour X et Z)
Sens de déplacement suivant la position de la tourelle

Département GM Production par commande numérique1- CH4
M’HEMED SAMIR 08/01/14 38
Exemple
Interpolation circulaire par programmation relative (G91).
Les interpolations circulaires G02 et G03 sont exécutées par programmation du centre du
cercle (avec I et K).
Trajectoires d’usinage (finition)
%30
N10 G00 G52 X.. Z.. Position de changement outil

Département GM Production par commande numérique1- CH4
M’HEMED SAMIR 08/01/14 39
N20 ... Appel de l’outil
N30 S900 M40 M04
N40 G95 F0.15 Vitesse d'avance en mm/tour
N50 X10 Z5 Point a, approche
N60 G96 S200
N70 G01 Z0 Point b
N80 G91 G02 X15 Z-15 I15 K0 Point c
N90 G03 X15 Z-15 I0 K-15 Point d
N100 G90 G01 X80
N110 G52 X.. Z.. G97 S900 M05
N120 M02
2. CHOIX DU SYSTEME DE PROGRAMMATION
La fonction G90 permet de choisir la programmation des déplacements en absolue c’et à
dire par rapport à l’origine programme.
N.. G90 X.. Z..
La fonction G91 permet de choisir la programmation des déplacements en relatif (ou
incrémental) c’et à dire par rapport au point de départ du bloc.
N.. G91 X.. Z..
Propriétés des fonctions

Département GM Production par commande numérique1- CH4
M’HEMED SAMIR 08/01/14 40
Les fonctions G90 et G91 sont modales.
La fonction G90 est initialisée à la mise sous tension de la machine.
Les fonctions G90 et G91 se révoquent mutuellement.
Remarques
Le premier déplacement programmé doit être obligatoirement effectué en
absolu (G90).
La programmation relative (G91) est interdite en programmation
géométrique de profil (PGP).
Exemples
Interpolations linéaires suivant les axes X et Z (trajectoires d'usinage a, b, c)
Chariotage puis dressage en programmation absolue (G90)

Département GM Production par commande numérique1- CH4
M’HEMED SAMIR 08/01/14 41
%20
N10 G00 G52 X.. Z.. Position de changement outil
N20 ... Appel de l’outil
N30 G97 S600 M40 M04
N40 X30 Z5 Point a, approche
N50 G96 S200
N60 G95 F0.2 Vitesse d'avance en mm/tour
N70 G01 X36 Z-30 Point b, chariotage
N80 X46 F0.1 Point c, dressage
N..
Chariotage puis dressage en programmation relative (G91)
%25
N10 G00 G52 X.. Z.. Position changement outil
N20 ... Appel de l’outil
Département GM Production par commande numérique1- CH4
M’HEMED SAMIR 08/01/14 42
N30 G97 S600 M40 M04
N40 X30 Z5 Point a, approche
N50 G96 S200
N60 G95 F0.15 Vitesse d'avance en mm/tour
N70 G91 G01 X3 Z-35 Point b, chariotage
N80 X5 Point c, dressage
N90 G90 ...
3. PROGRAMMATION DES VITESSES DE DEPLACEMENT
3.1. VITESSE D’AVANCE EXPRIMEE EN MILLIMETRE, POUCE OU DEGRE PAR
MINUTE
La fonction G94 permet de définir :
Une vitesse d’avance exprimée en mm/min ou en in/min pour les axes
linéaires
Une vitesse d’avance exprimée en degré/min pour les axes rotatifs
Syntaxe
N.. G94 F.. G01/G02/G03 X.. Z../ C..
Propriétés de la fonction G94
Position angulaire à atteindre sur axe rotatif
Position à atteindre sur les axes linéaires
Valeur de la vitesse programmée

Département GM Production par commande numérique1- CH4
M’HEMED SAMIR 08/01/14 43
La fonction G94 est modale.
La fonction G94 est initialisée à la mise sous tension de la machine.
La fonction G94 est révoquée par la fonction G95.
3.2. VITESSE D’AVANCE EXPRIMEE EN MILLIMETRE OU POUCE PAR TOUR
La fonction G95 permet de définir une vitesse d’avance exprimée en mm/min ou en
in/min.
Syntaxe
N.. G95 F.. G01/G02/G03 X.. Z..
Propriétés de la fonction G95
La fonction G95 est modale.
La fonction G95 est révoquée par la fonction G94.
4. COMMANDE DE BROCHE
4.1. COMMANDE DU SENS DE ROTATION
La fonction M03 permet de mettre la broche en rotation à la vitesse programmée et dans
le sens anti trigonométrique.
La fonction M04 permet de mettre la broche en rotation à la vitesse programmée et dans
le sens trigonométrique
La fonction M05 permet l’arrêt de la rotation de la broche.
Position à atteindre sur les axes linéaires
Valeur de la vitesse programmée
Département GM Production par commande numérique1- CH4
M’HEMED SAMIR 08/01/14 44
Syntaxe
N.. M03/M04/M05
Propriétés des fonctions
Les fonctions M03 et M04 sont des fonctions modales « avant », décodées.
La fonction M05 est une fonction modale « après » décodée initialisée à la
mise sous tension de la machine.
Les fonctions M03, M04 et M05 se révoquent mutuellement.
Les fonctions M00, M19 et M01 révoquent les états M03 ou M04
4.2. COMMANDE DE VITESSE DE BROCHE
4.2.1. Définition d’une vitesse de rotation constante
La fonction G97 permet de définir la vitesse de rotation de broche en tr/min.
Syntaxe
N.. G97 S.. [M03/M04]
Propriétés de la fonction
La fonction G97 est modale.
La fonction G97 est initialisée à la mise sous tension de la machine.
La fonction G97 est révoquée par la fonction G96.
Valeur de la vitesse de rotation en tr/min

Département GM Production par commande numérique1- CH4
M’HEMED SAMIR 08/01/14 45
4.2.2. Définition d’une vitesse de coupe constante
La fonction G96 permet de définir une vitesse de coupe constante exprimée en m/min. la
vitesse de rotation de la broche (N) sera donc variable.
Syntaxe
N.. G96 [X..] S..
Propriétés de la fonction
La fonction G96 est modale.
La fonction G96 est révoquée par la fonction G97.
La broche de la machine doit être en rotation avant l’appel de la fonction
G96.
Après un dégagement par rapport à l’origine mesure (G52 X.. Z..), il est
impératif de reprogrammer une nouvelle position d’initialisation en X pour
pouvoir définir la vitesse de coupe.
Lorsqu’une vitesse de coupe est programmée, il est possible de la modifier
en cours de programme par une redéfinition G96 S..
Pendant un usinage en vitesse de coupe constante, il est préconisé de programmer la
vitesse d’avance en mm/tr.
Avant chaque changement d’outil, il est préconisé d’annuler la vitesse de coupe en
passant par G97 et de réinitialiser à nouveau la vitesse de coupe sur la position X du
nouvel outil.
Valeur de la vitesse de coupe en m/min
Argument définissant le diamètre de positionnement de l’outil

Département GM Production par commande numérique1- CH4
M’HEMED SAMIR 08/01/14 46
Exemple
%12
N10 G00 G52 X0 Z0
N20 T1 D1 M6
N30 G92 S2000
N40 G97 S1000 M03 M41
N50 G00 X20 Z12
N60 G96 S50
N70 G95 F0.1
N…
…
N210 G96 S70
…
N270 G97 S1000
N280 G00 G52 X0 Z0
N290 T2 D2 M6
N300 G0 X25 Z32
N310 G96 S60
…

Département GM Production par commande numérique1- CH4
M’HEMED SAMIR 08/01/14 47
N420 M02
4.2.3. Limitation de la vitesse de rotation
La fonction G92 permet de limiter la vitesse de rotation de la broche.
Syntaxe
N.. G92 S..
Propriétés de la fonction
La fonction G92 est modale.
La fonction G92 est révoquée en définissant une autre valeur G92 S.. ou
avec la fonction M02.
La limitation de la vitesse de rotation de la broche doit être programmée
avant la définition d’une vitesse de coupe constante à l’aide de la fonction
G96.
5. INTRODUCTION AUX CYCLES FIXES D’USINAGE
Un cycle permet, à l'aide de fonctions préparatoires particulières, la génération et
l'enchaînement de mouvements répétitifs (usinage d'ébauche en n passes, perçages
multiples...). Les cycles simplifient la programmation en évitant le calcul de tous les points
bornant chaque trajectoire. Ces points de passages sont déduits par exemple du profil
initial, du profil final et de la profondeur de passe.
Dans ce cours on se limitera aux cycles d’ébauche paraxial G64.
Valeur de la vitesse maximale de la broche
Département GM Production par commande numérique1- CH4
M’HEMED SAMIR 08/01/14 48
5.1. ANNULATION DU CYCLE G80
Cette fonction révoque les cycles d'usinage.
Syntaxe
N… G80
Propriétés
La fonction G80 est modale et initialisée à la mise sous tension.
Révocation
La fonction G80 est révoquée par les fonctions G64, G81, G82, G83, G84, G85, G87 et
G89.
Exemple
Cycle de perçage annulation du cycle
N100 ……
N110 G94 F..
N120 G83 Z-10 P8
N130 G80 G00 X150 Z200
N140..
5.2. CYCLE D’EBAUCHE PARAXIAL G64
Cette fonction permet l'ébauche d'un volume de matière situé entre les définitions d'un
profil brut et d'un profil fini. Le cycle peut être exécuté par dressage ou chariotage, pour
des usinages extérieurs ou intérieurs.

Département GM Production par commande numérique1- CH4
M’HEMED SAMIR 08/01/14 49
La programmation s'effectue en trois étapes :
description du profil fini;
écriture du bloc d'appel du cycle;
description du profil brut.
Syntaxe:
N.. G64 [N.. N. .]/[EP..] [I.. K..] P../ R..
N.. DEFINITION DU BRUTE
N.. N.. Numéros du premier et du dernier bloc définissant le profil
fini (mini 2 blocs, maxi 50 blocs).
EP.. Numéro de contour créé par la fonction profil.
I.. Surépaisseur de finition suivant X (par défaut I = 0).
K.. Surépaisseur de finition suivant Z (par défaut K = 0).
P../ R.. P: profondeur de passe suivant X (ébauche suivant Z).
R:profondeur de passe suivant Z (ébauche suivant X).
Définition du
brute
Suite de blocs définissant les dimensions du brut situés
entre G64 et l’annulation du cycle.
Exemple :
description du profil fini : N100 G1 Xg Zg
N110 Xa Za

Département GM Production par commande numérique1- CH4
M’HEMED SAMIR 08/01/14 50
N120 Xb Zb
N130 Xc Zc
N140 G2 Xd Zd R
N150 G1 Xe Ze
Usinage entre le profil brut et le profil fini :
Ébauche suivant Z
N160 G64 N150 N100 I.5 K.1 P3
N170 G1 Xe Ze
N180 Xf Zf
N190 Xg Zg
N200 G80 Xh Zh
Ébauche suivant X
N160 G64 N100 N150 I.5 K.1 R3
N170 G1 Xg Zg
N180 Xf Zf
N190 Xe Ze
N200 G80 Xh Zh
PROPRIÉTÉS
La fonction G64 est modale.
Département GM Production par commande numérique1- CH4
M’HEMED SAMIR 08/01/14 51
RÉVOCATION
La fonction G64 est révoquée par la fonction G80.
6. APPLICATIONS DE PROGRAMMATION ISO
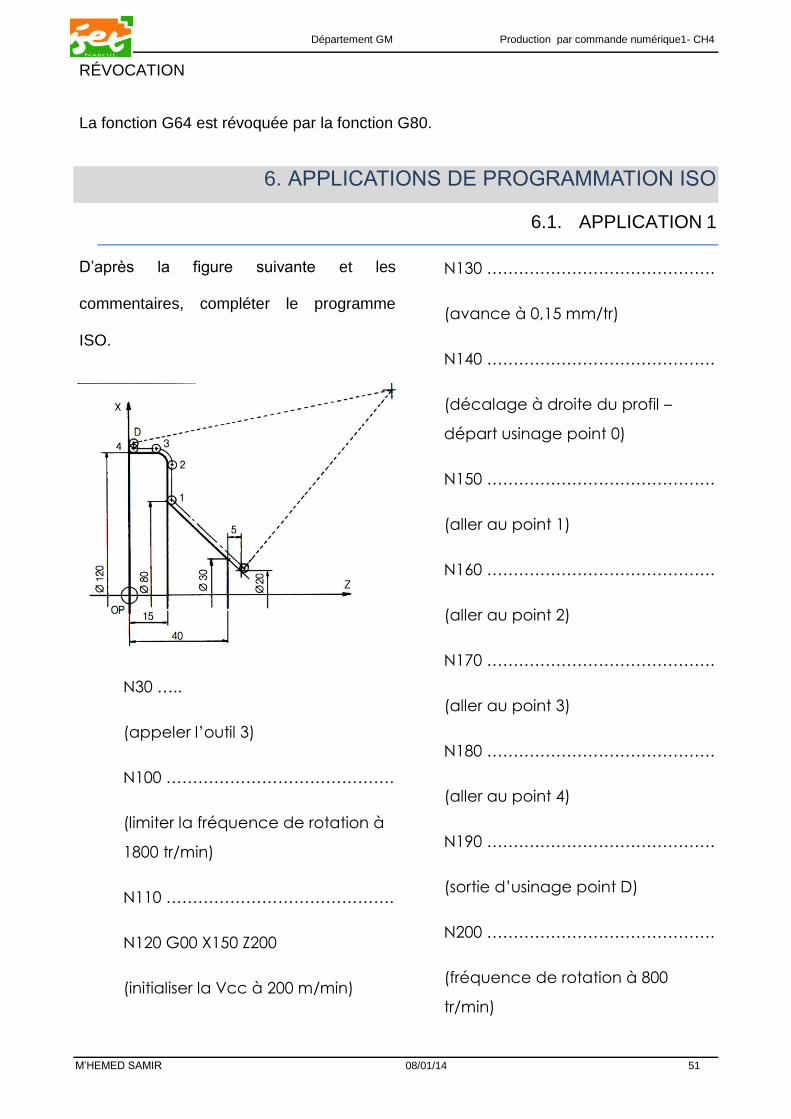
6.1. APPLICATION 1
D’après la figure suivante et les
commentaires, compléter le programme
ISO.
N30 …..
(appeler l’outil 3)
N100 …………………………………….
(limiter la fréquence de rotation à
1800 tr/min)
N110 …………………………………….
N120 G00 X150 Z200
(initialiser la Vcc à 200 m/min)
N130 …………………………………….
(avance à 0,15 mm/tr)
N140 …………………………………….
(décalage à droite du profil –
départ usinage point 0)
N150 …………………………………….
(aller au point 1)
N160 …………………………………….
(aller au point 2)
N170 …………………………………….
(aller au point 3)
N180 …………………………………….
(aller au point 4)
N190 …………………………………….
(sortie d’usinage point D)
N200 …………………………………….
(fréquence de rotation à 800
tr/min)

Département GM Production par commande numérique1- CH4
M’HEMED SAMIR 08/01/14 52
N210 …………………………………….
(annuler le décalage – retour point de dégagement)
N220 …………………………………….
N230 …..
6.2. APPLICATION 2
Considérons les dessins ci-dessous, et supposons la réalisation sur une C.N.
ORDRE CHRONOLOGIQUE POUR LE PARCOURS

Département GM Production par commande numérique1- CH4
M’HEMED SAMIR 08/01/14 53
0 1-2-3-4-5-6-7-8-9-10-11-0
Tableau de cotation absolue des points
en G90
POINTS X Y
0
1
2
3
4
5
6
7
8
9
10
11
Tableau de cotation relative des points
en G91
POINTS X Y
0
1
2
3
4
5
6
7
8
9
10
11
OUTIL ET PARAMÈTRES DE COUPE
T1 : N = fz =
PROGRAMME EN G90 (D.C.N. NUM 720
F)
N5………………………………….
PROGRAMME EN G91 (D.C.N. NUM 720
F)
N5………………………………….

Département GM Production par commande numérique1- CH4
M’HEMED SAMIR 08/01/14 54
N10………………………………….
N15………………………………….
N20………………………………….
N25………………………………….
N30………………………………….
N35………………………………….
N40………………………………….
N45………………………………….
N50………………………………….
N55………………………………….
N60………………………………….
N65………………………………….
N70………………………………….
N75………………………………….
N80………………………………….
N85………………………………….
N90………………………………….
N95………………………………….
N100………………………………….
N10………………………………….
N15………………………………….
N20………………………………….
N25………………………………….
N30………………………………….
N35………………………………….
N40………………………………….
N45………………………………….
N50………………………………….
N55………………………………….
N60………………………………….
N65………………………………….
N70………………………………….
N75………………………………….
N80………………………………….
N85………………………………….
N90………………………………….
N95………………………………….
N100………………………………….

Département GM Production par commande numérique1- CH4
M’HEMED SAMIR 08/01/14 55
6.3. CORRECTION PIECE 1
%555 (EXEMPLE EN TOURNAGE)
(DRESSAGE EBAUCHE)
N10 G0 G52 XZ
N20 T1 D1 M6 (Sélection de l'outil 1 et de
son correcteur)
N30 M3 M41 G97 S1000 (Mise en route
de la broche)
N40 M8 (Mise en marche de l'arrosage)
N50 G0 X82 Z100.5
N60 G96 S150 (Vitesse de coupe
constante 150 m/mn)
N70 G95 F0.2 (Avance 0.2 mm/tour)
N80 G1 X0
N90 G0 G52 XZ G97 S1000
(CYCLE D'EBAUCHE)
N100 T2 D2 M6
N110 M3 M41 G97 S1000 M8
N120 G0 X80 Z 105
N130 G96 S150 G95 F0.3
N140 G64 N450 N330 I1 K0.5 P3
N150 X80 Z-17
N160 X80 Z105
N170 X40 Z105
N180 G80 G97 S1000
N190 G0 G52 X0 Z0
(GORGE)
N200 T3 D3 M6
N210 M3 M41 G97 S1000 M8
N220 G0 X52 Z55
N230 G96 S150 G95 F0.2
N240 G65 N450 N330 EA-160.201 P2 Z0
I1 K0.5
N250 G97 S1000
N260 G0 G52 X0 Z0
(FINITION)
N270 T4 D4 M6
N280 M3 M41 G97 S1000 M8

Département GM Production par commande numérique1- CH4
M’HEMED SAMIR 08/01/14 56
N290 G0 X40 Z120
N300 G96 S200 G95 F0.1
N310 G0 X5 Z105
N320 G1 G42 X 0 Z 100
N330 G1 X0 Z100 (PROFIL FINI)
N340 G1 X40
N350 Z75 EB2
N360 X50
N370 Z55
N380 X32 Z30 EB2
N390 Z0 EB2
N400 X44
N410 X60 Z-8
N420 Z-14 EB2
N430 X65
N440 Z-17 EB1
N450 X80 Z -17
N460 G0 X90
N470 G40 Z M5
N480 G0 G52 XZ
N490 M2

Département GM Production par commande numérique1- CH4
M’HEMED SAMIR 08/01/14 57
6.4. APPLICATION 3
Soit à réaliser l'usinage suivant:
1. un cycle d'ébauche de 1,
2. dressage ébauche de 2,
3. un contournage de finition
4. usinage des gorges.

Département GM Production par commande numérique1- CH4
M’HEMED SAMIR 08/01/14 58
Cet exemple ayant pour but de montrer l'emploi des cycles, programmation
relative/absolue et de la correction de rayon,
Repérage et points de pilotage
La zone ébauché par le cycle d'ébauche est limitée par les point A B et C.
certaines valeurs sont relativement arbitraires (vitesses, nombres de passes, . . . ).
Tableau des affectations:
POINT X Z
A 102 0
B 102 95
C 24 95
0 110 100
1 20 94
2 24 92
3 24 74
4 68 52

Département GM Production par commande numérique1- CH4
M’HEMED SAMIR 08/01/14 59
5 68 40
6 80 34
7 92 34
8 100 28
9 110 5
10 101 5
11 96 5
12 8 94
Programme d’ébauche paraxial
%15512
N10 T1 D1 M6
N20 G92 S2000
N30 G X 110 Z100
N40 G96 S100 M3 M40
N50 G79 N200
(PROFIL FINI)
N100 G1 X24 Z94
N110 Z74 3
N120 X68Z52 4
N130 Z40 5
N140 G2X80 Z34R6 6
N150 G1X88 7
N160 G3X100 Z28R6 8
N170 G1Z0
(PROFIL BRUT)
N210 X102 Z A
N220 Z95 B
N230 X24 Z95 C
N240 G80 X200 Z150M5 M9

Département GM Production par commande numérique1- CH4
M’HEMED SAMIR 08/01/14 60
(DRESSAGE DE 2)
N300 G G52 X150 Z200
N310 T5 D5 M6
N320 G97S900 M40 M3
N330 X28 Z100 (POINT
D’APROCHE)
N340 G92 S3000
N350 G96 S70M8
N360 G95 F.1
N370 G1 G41X25 Z94
N380 X8
N390 G0Z100M9
N400 G40 G52 X150M5
(CONTOURNAGE)
N410 T8 D8 M6
N420 X28 Z100 (POINT
D’APROCHE)
N430 G92 S3000
N440 G96 S100M8
N450 G95 F.2
N460 G42X18Z95
N470 G1 X24 Z92
N480 G77N110 N170
N490 G0X110M9
N500 G40G52X150Z200M5
(GORGE)
N510 T10 D10 M6
N520 G96 S100M8
N530 G95 F.2
N540 G79 N660
N550 G0X110 Z5
N560 X101
N570 G1X96
N580 X101
N590 G59X0Z9
N600 G77 N550 N590 S3
N610 G0G52X200Z150M5
N620 M02

Département GM Production par commande numérique1- CH5
M’HEMED SAMIR 08/01/14 61
CH-V. Bibliographie
- Bernard Méry : Machines à commande numérique. Edition : Hermès 1997
- Ronald CAMERON : Technologie et usinage à commande numérique ,
éléments de fabrication assistée par ordinateur. Edition : SAINT-MARTIN
- B.CORNAND, F.KOLB, J.LACOMBE, I. RAK : Usinage et commande
numérique, Edition : 89Revue et corrigée I.S.B.N: 2-216-00759-5
- Commandes Numériques NUM 1020/1040/1050/1060, NUM Catalogue 2000.
Manuel de programmation et Manuel de l’opérateur
- R.DIETRICH, D.GARSAUD, S.GENTILLON, M.NICOLAS : Précis de méthodes
d’usinage, Edition : Fermand Nathan 1981
- A. CHEVALIER, J.BOHAN : Guide du technicien en production, Edition 1995-
1996
- Emmanuel Duc et Etienne LEFUR : La modélisation vectorielle des machines-
outils : un outil simple pour le régleur. Notes de cours Ecole Normale Supérieure de
Cachan.
- SIDOBRE Daniel : Machines-Outils à Commande Numérique. Notes de cours,
Université Paul Sabatier.

Département GM Production par commande numérique1- CH6
M’HEMED SAMIR 08/01/14 62
CH-VI. DS et examens