Embed Size (px)
DESCRIPTION
Gestión producción
Citation preview
Dr-Ing. José Luis Piñeiros Mendoza
Gestión de la Producción
Sangolquí – Mayo 2013
ESPEGestión de la Producción
1
Dr-Ing. José Luis Piñeiros Mendoza
CONTENIDO TEMATICOCONTENIDO TEMATICO
1. ADMINISTRACION DE OPERACIONES 1. ADMINISTRACION DE OPERACIONES Y AREA DE PRODUCCIONY AREA DE PRODUCCION
1.1 Administración de Operaciones y Área 1.1 Administración de Operaciones y Área de Producciónde Producción1.2 Manufactura y Servicios1.2 Manufactura y Servicios1.3 Tendencia en la administración de operaciones1.3 Tendencia en la administración de operaciones1.4 Toma de decisiones1.4 Toma de decisiones
2. PROCESOS DE PRODUCCION2. PROCESOS DE PRODUCCION2.1 Administración de los Procesos2.1 Administración de los Procesos2.2 Planificación Ciclo Plan de Negocios2.2 Planificación Ciclo Plan de Negocios2.3 Diseños de Procesos2.3 Diseños de Procesos2.4 Pronóstico de la Demanda2.4 Pronóstico de la Demanda2.5 Administración de Tecnología2.5 Administración de Tecnología 2.6 Curvas de Aprendizaje2.6 Curvas de Aprendizaje
3. CAPACIDAD DE PRODUCCION3. CAPACIDAD DE PRODUCCION 3.1 Capacidad de Producción3.1 Capacidad de Producción 3.2 Mantenimiento productivo total (MPT)3.2 Mantenimiento productivo total (MPT) 4. DESICIONES DE OPERACION4. DESICIONES DE OPERACION
4.1 Administración de la cadena de 4.1 Administración de la cadena de SuministrosSuministros4.2 Sistema Justo a Tiempo4.2 Sistema Justo a Tiempo
ESPEGestión de la Producción
2
Dr-Ing. José Luis Piñeiros Mendoza
1.1. ADMINISTRACION DEADMINISTRACION DEOPERACIONES OPERACIONES
Y Y AREA DE PRODUCCIONAREA DE PRODUCCION
ESPEGestión de la Producción
3
Dr-Ing. José Luis Piñeiros Mendoza
1.1 ADMINISTRACION DE OPERACIONES 1.1 ADMINISTRACION DE OPERACIONES Y AREA DE PRODUCCIONY AREA DE PRODUCCION
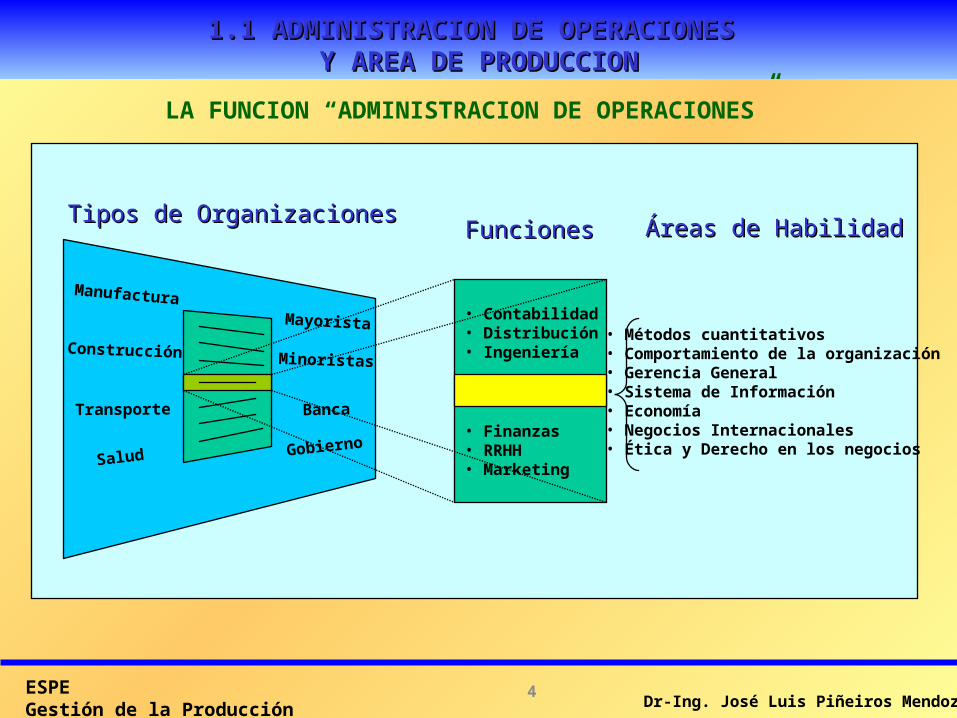
Tipos de OrganizacionesTipos de Organizaciones
Manufactura
Construcción
Transporte
Minoristas
Mayorista
Salud
Banca
Gobierno
FuncionesFunciones Áreas de HabilidadÁreas de Habilidad
• Contabilidad• Distribución• Ingeniería
• Operaciones
• Finanzas• RRHH• Marketing
• Métodos cuantitativos• Comportamiento de la organización• Gerencia General• Sistema de Información• Economía• Negocios Internacionales• Ética y Derecho en los negocios
LA FUNCION “ADMINISTRACION DE OPERACIONES”
ESPEGestión de la Producción
4
Dr-Ing. José Luis Piñeiros Mendoza
1.1 ADMINISTRACION DE OPERACIONES 1.1 ADMINISTRACION DE OPERACIONES Y AREA DE PRODUCCIONY AREA DE PRODUCCION
Ambiente externoAmbiente externo
1
2
3
4
5
Operaciones y Procesos
INSUMOS•Trabajadores•Gerente•Equipo•Instalaciones•Materiales•Servicios•Terrenos•Energía
PRODUCTOS• Bienes • Servicios
Información sobre rendimiento
Participación delConsumidor o cliente
Área deProducción
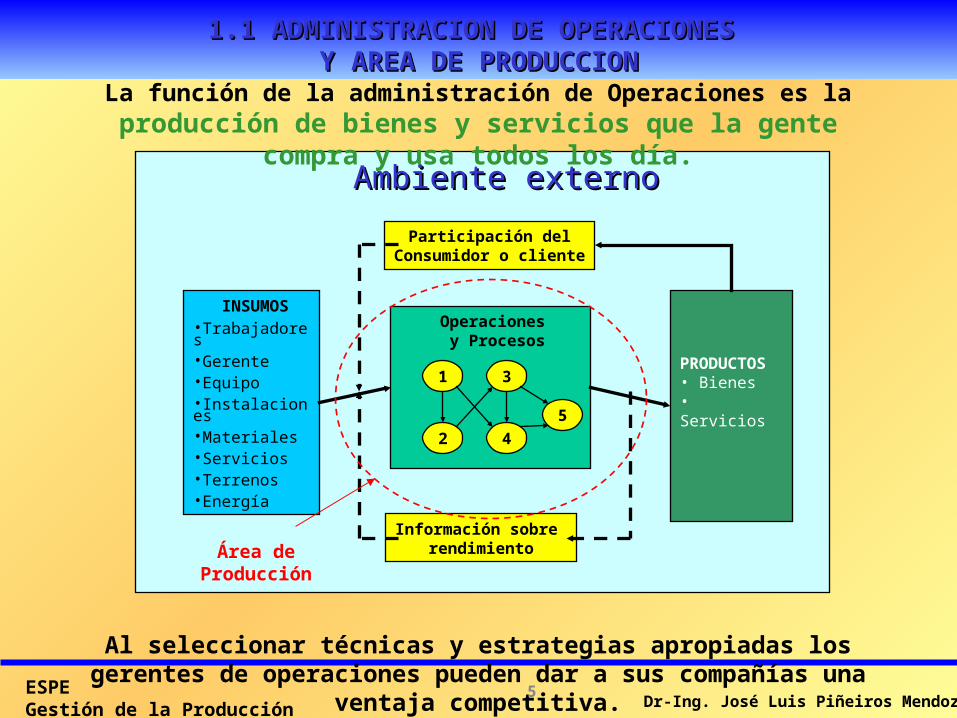
La función de la administración de Operaciones es la producción de bienes y servicios que la gente compra y usa todos los día.
Al seleccionar técnicas y estrategias apropiadas los gerentes de operaciones pueden dar a sus compañías una ventaja competitiva.
ESPEGestión de la Producción
5
Dr-Ing. José Luis Piñeiros Mendoza
1.1 ADMINISTRACION DE OPERACIONES 1.1 ADMINISTRACION DE OPERACIONES Y AREA DE PRODUCCIONY AREA DE PRODUCCION
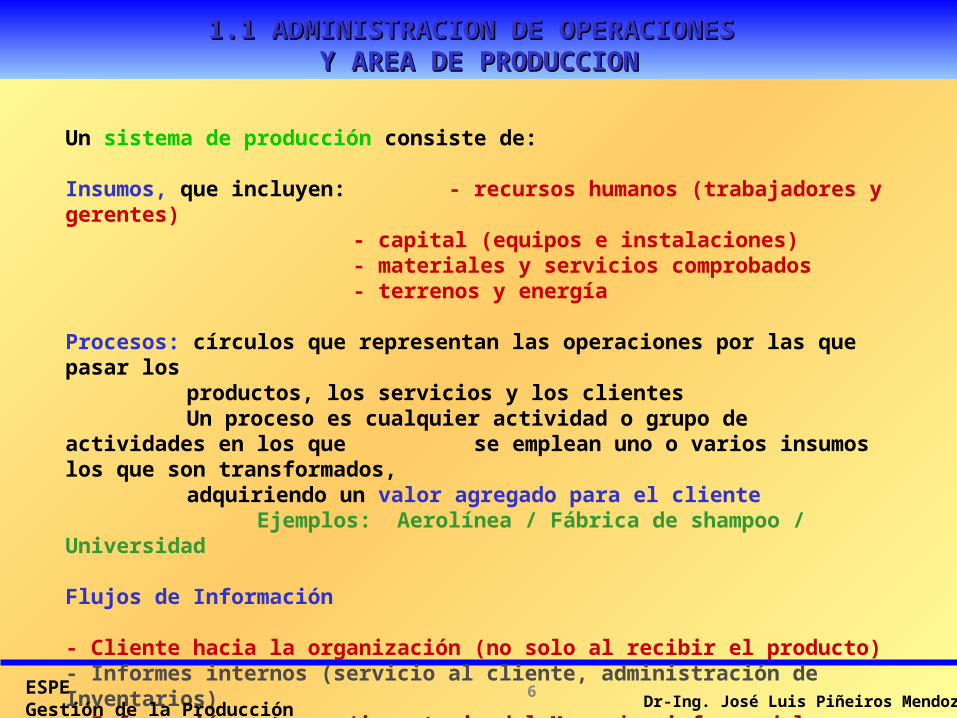
Un sistema de producción consiste de:
Insumos, que incluyen: - recursos humanos (trabajadores y gerentes)- capital (equipos e instalaciones)- materiales y servicios comprobados- terrenos y energía
Procesos: círculos que representan las operaciones por las que pasar los productos, los servicios y los clientes Un proceso es cualquier actividad o grupo de actividades en los que se emplean uno o varios insumos los que son transformados, adquiriendo un valor agregado para el cliente
Ejemplos: Aerolínea / Fábrica de shampoo / Universidad
Flujos de Información
- Cliente hacia la organización (no solo al recibir el producto)- Informes internos (servicio al cliente, administración de Inventarios)- Información externa (inventario del Mercado, informe del gobierno, etc.)
ESPEGestión de la Producción
6
Dr-Ing. José Luis Piñeiros Mendoza
1.1 ADMINISTRACION DE OPERACIONES 1.1 ADMINISTRACION DE OPERACIONES Y AREA DE PRODUCCIONY AREA DE PRODUCCION
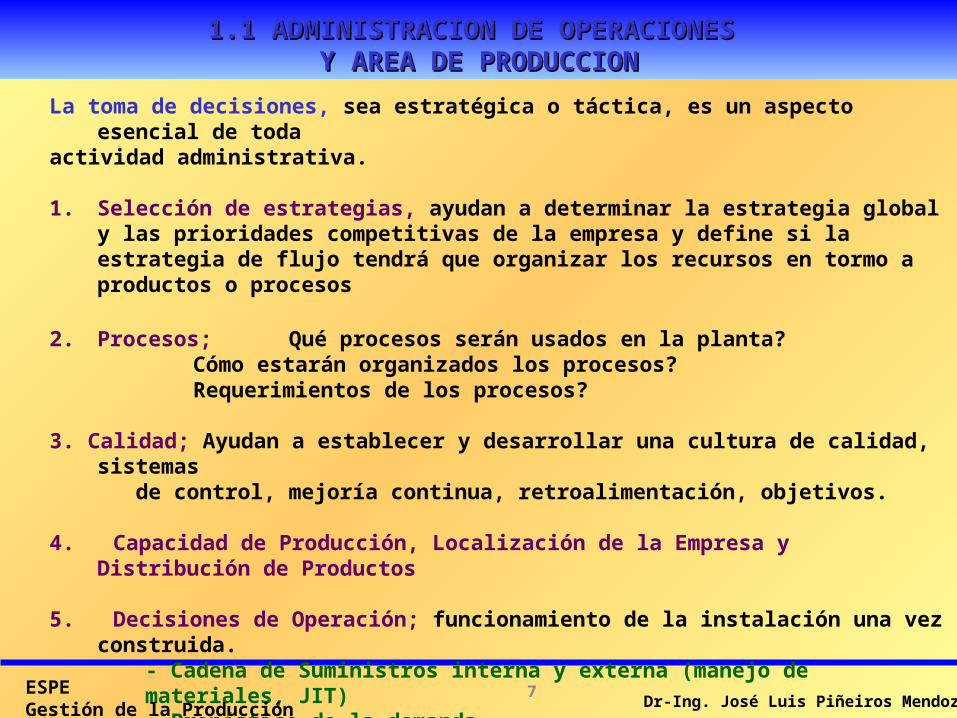
La toma de decisiones, sea estratégica o táctica, es un aspecto esencial de todaactividad administrativa.
1. Selección de estrategias, ayudan a determinar la estrategia global y las prioridades competitivas de la empresa y define si la estrategia de flujo tendrá que organizar los recursos en tormo a productos o procesos
2. Procesos; Qué procesos serán usados en la planta?Cómo estarán organizados los procesos?Requerimientos de los procesos?
3. Calidad; Ayudan a establecer y desarrollar una cultura de calidad, sistemas de control, mejoría continua, retroalimentación, objetivos.
4. Capacidad de Producción, Localización de la Empresa y Distribución de Productos
5. Decisiones de Operación; funcionamiento de la instalación una vez construida. - Cadena de Suministros interna y externa (manejo de materiales, JIT)- Pronóstico de la demanda- Administración de inventarios- Manejo de personal
ESPEGestión de la Producción
7
Dr-Ing. José Luis Piñeiros Mendoza
1.21.2 MANUFACTURA Y MANUFACTURA Y SERVICIOSERVICIO
ESPEGestión de la Producción
8
Dr-Ing. José Luis Piñeiros Mendoza
1.2 MANUFACTURA Y SERVICIO1.2 MANUFACTURA Y SERVICIO
Más semejantea una organización
manufacturera
Más semejantea una organizaciónde servicios
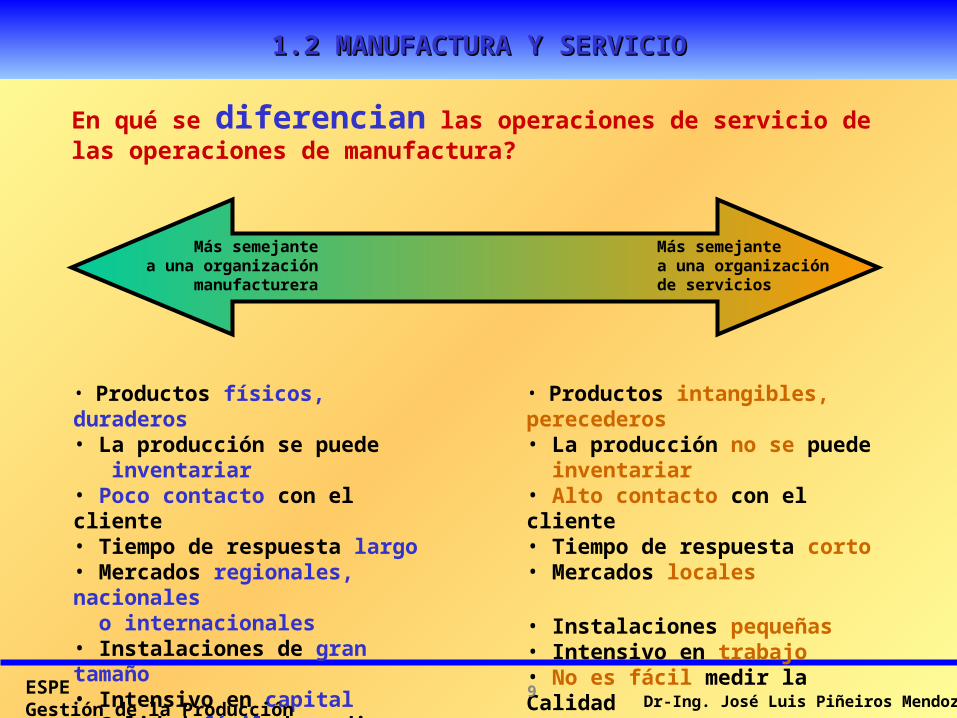
• Productos físicos, duraderos• La producción se puede inventariar• Poco contacto con el cliente• Tiempo de respuesta largo• Mercados regionales, nacionales o internacionales• Instalaciones de gran tamaño• Intensivo en capital• Calidad fácil de medir
• Productos intangibles, perecederos• La producción no se puede inventariar• Alto contacto con el cliente• Tiempo de respuesta corto• Mercados locales
• Instalaciones pequeñas• Intensivo en trabajo• No es fácil medir la Calidad
En qué se diferencian las operaciones de servicio de las operaciones de manufactura?
ESPEGestión de la Producción
9
Dr-Ing. José Luis Piñeiros Mendoza
1.2 MANUFACTURA Y SERVICIO1.2 MANUFACTURA Y SERVICIO
Cuando las diferencias no son tan claras:
1.- Empresas manufactureras no proveen solo productos y las de servicio no brindan solo servicios, generalmente es un paquete combinado de productos y servicios. Ejemplos: En los restaurante, cuales son productos y cuales son servicios
2.- Los proveedores de servicios no pueden mantener un inventario de sus productos, pero si deben tener un inventario de los insumos requeridos para sus servicios. Ejemplo: Hospitales, deben mantener un inventario de medicinas; Floristería?
3.- Muchas organizaciones de servicio no tienen contacto con sus clientes externos.
Ejemplo: Operaciones en las oficinas de un banco; manejo de equipaje del aeropuerto.
Semejanzas entre operaciones de servicio y de manufactura
1.- Toda organización tiene procesos que deben ser diseñados y administrados eficazmente.2.- En cada proceso se debe usar algún tipo de tecnología, ya sea manual o informática.3.- A toda organización le interesa la calidad, productividad y respuesta puntual a los clientes.4.- Tanto para un proveedor de servicio así como para un manufacturero deben tomar decisiones sobre la capacidad, localización y la distribución de sus instalaciones.
ESPEGestión de la Producción
10
Dr-Ing. José Luis Piñeiros Mendoza
1.31.3 TENDENCIA EN LA TENDENCIA EN LA ADMINSITRACION ADMINSITRACION DE OPERACIONES DE OPERACIONES
ESPEGestión de la Producción
11
Dr-Ing. José Luis Piñeiros Mendoza
1.3 TENDENCIA EN LA ADMINISTRACION DE OPERACIONES 1.3 TENDENCIA EN LA ADMINISTRACION DE OPERACIONES
Existen varias tendencias en los negocios que están teniendo unfuerte impacto sobre la administración de operaciones:
1.- Crecimiento del sector servicio
2.- Cambios en el concepto de la productividad
3.- La competencia mundial
4.- La calidad, el tiempo y el cambio tecnológico
5.- Medioambiente, ética y la diversidad de la fuerza de trabajo
ESPEGestión de la Producción
12
Dr-Ing. José Luis Piñeiros Mendoza
1.3 TENDENCIA EN LA ADMINISTRACION DE OPERACIONES1.3 TENDENCIA EN LA ADMINISTRACION DE OPERACIONES
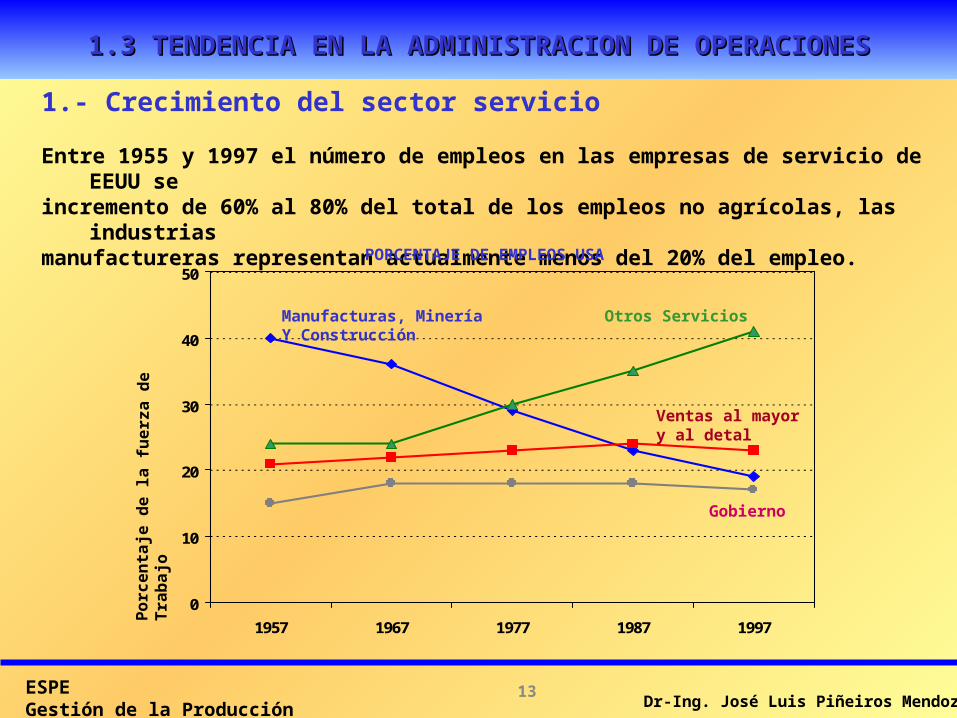
1.- Crecimiento del sector servicio Entre 1955 y 1997 el número de empleos en las empresas de servicio de EEUU seincremento de 60% al 80% del total de los empleos no agrícolas, las industriasmanufactureras representan actualmente menos del 20% del empleo.
Po
rce
nta
je d
e l
a f
ue
rza
de
T
rab
ajo
PORCENTAJE DE EMPLEOS USA
Gobierno
0
10
20
30
40
50
1957 1967 1977 1987 1997
Manufacturas, MineríaY Construcción
Otros Servicios
Ventas al mayory al detal
ESPEGestión de la Producción
13
Dr-Ing. José Luis Piñeiros Mendoza
1.3 TENDENCIA EN LA ADMINISTRACION DE OPERACIONES1.3 TENDENCIA EN LA ADMINISTRACION DE OPERACIONES
A pesar de haber aumentado el número de empleos en la manufactura de 20.5 millonesa 24.7 millones, el porcentaje de empleos en el total de la industria a disminuido.
En otros países industrializados el porcentaje de Personas trabajando en el área deservicio es mayor al 60%: en Gran Bretaña, Francia, Japón y Canadá.
El sector manufacturero sigue siendo un rubro significativo para la economía de USA,el valor en dólares netos de la producción manufacturera solo en la década de los 90sse incremento en un 22%.
Muchas empresas emplean como insumos los productos de otras empresas,más del 25% de estos productos intermedios, como correo Express y servicio deconsultoría, se clasifican como servicios, pero se destinan a empresas que no son deservicio.
Otro factor importante en el mundo actual es que la productividad nacional de unpaís no representa realmente lo que sus empresas realizan, pues la globalizaciónestá llevando a estos conceptos a una nueva dimensión.
ESPEGestión de la Producción
14
Dr-Ing. José Luis Piñeiros Mendoza
1.3 TENDENCIA EN LA ADMINISTRACION DE OPERACIONES 1.3 TENDENCIA EN LA ADMINISTRACION DE OPERACIONES
2.- Cambios en el concepto de la productividad
Estados Unidos después de la segunda guerra mundial, lideró a nivel mundial lacapacidad de producción y empezó a mejorar la calidad de vida de su población,logró disminuir la jornada laborar a la mitad (40 horas a la semana) y agregó 6 añosde tiempo libre al promedio de vida de su población.
En las últimas décadas este liderazgo se ha visto disputado por economías que sonde menor magnitud, básicamente debido a un mejor manejo de sus recursos y a uncrecimiento sostenido de su productividad.
Ejemplos: Japón, Alemania, Bélgica, Malasia, etc.
Los ejecutivos se interesan cada vez más por la Productividad, el aumento delos costos, los bajos márgenes de utilidad y la presión de la competencialocal y extranjera.
Todos estos factores han sensibilizado a la dirección en la necesidad de unamejor utilización de los recursos disponibles.
ESPEGestión de la Producción
15
Dr-Ing. José Luis Piñeiros Mendoza
1.3 TENDENCIA EN LA ADMINISTRACION DE OPERACIONES1.3 TENDENCIA EN LA ADMINISTRACION DE OPERACIONES
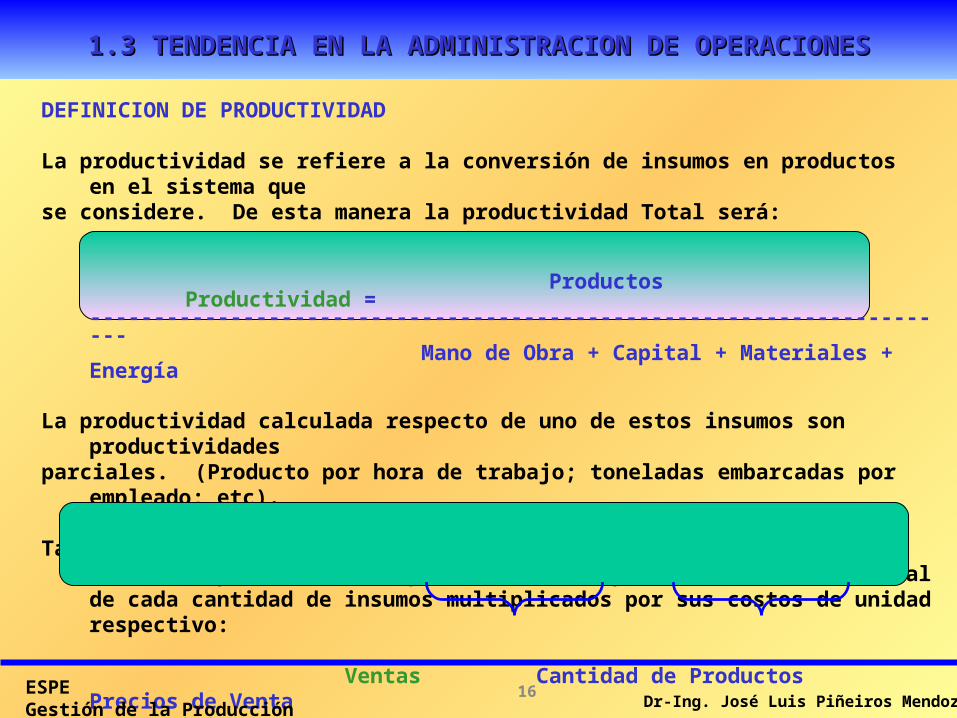
DEFINICION DE PRODUCTIVIDAD
La productividad se refiere a la conversión de insumos en productos en el sistema quese considere. De esta manera la productividad Total será:
ProductosProductividad = ---------------------------------------------------------------------
Mano de Obra + Capital + Materiales + Energía
La productividad calculada respecto de uno de estos insumos son productividadesparciales. (Producto por hora de trabajo; toneladas embarcadas por empleado; etc).
También se puede considerar que las ventas están constituidos por todos los productos a su precio de venta y los costos son el total de cada cantidad de insumos multiplicados por sus costos de unidad respectivo:
Ventas Cantidad de Productos Precios de VentaProductividad = ------------- = ----------------------------------- * ---------------------------
Costos Cantidad de Insumos Costo de unidad
Productividad Recuperación de
PreciosESPEGestión de la Producción
16
Dr-Ing. José Luis Piñeiros Mendoza
1.3 TENDENCIA EN LA ADMINISTRACION DE OPERACIONES 1.3 TENDENCIA EN LA ADMINISTRACION DE OPERACIONES GESTION DE LA CALIDAD TOTAL (T.Q.M.)GESTION DE LA CALIDAD TOTAL (T.Q.M.)
Satisfacción del cliente
Diseños de Productos y servicios
Herramientas para Resolver problemas
Diseños de Procesos
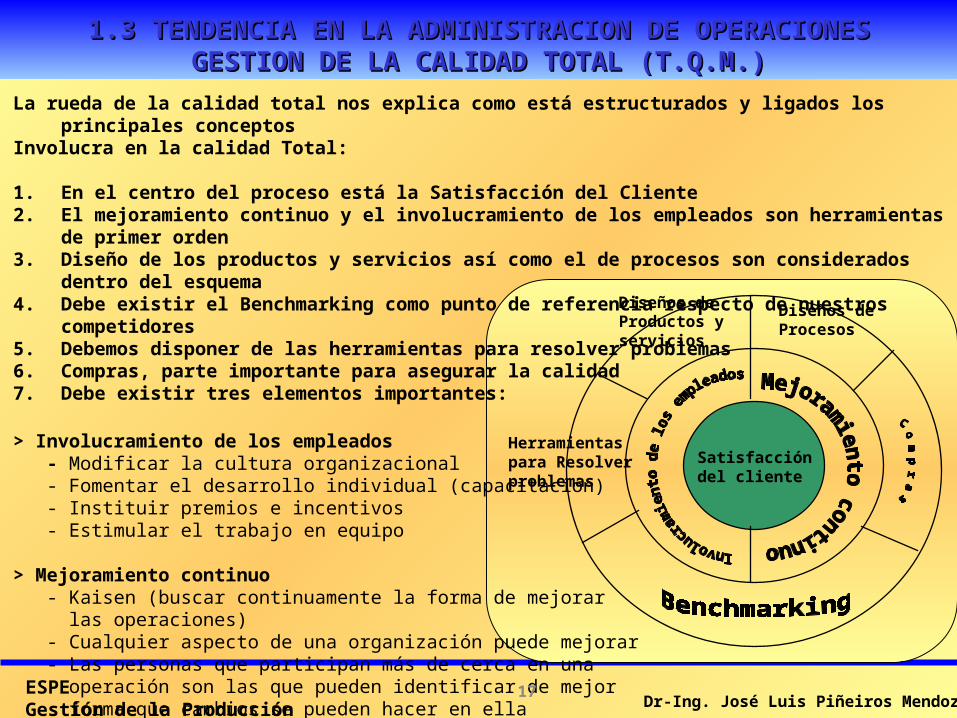
La rueda de la calidad total nos explica como está estructurados y ligados los principales conceptosInvolucra en la calidad Total:
1. En el centro del proceso está la Satisfacción del Cliente2. El mejoramiento continuo y el involucramiento de los empleados son herramientas de primer orden3. Diseño de los productos y servicios así como el de procesos son considerados dentro del
esquema4. Debe existir el Benchmarking como punto de referencia respecto de nuestros competidores5. Debemos disponer de las herramientas para resolver problemas6. Compras, parte importante para asegurar la calidad 7. Debe existir tres elementos importantes:
> Involucramiento de los empleados - Modificar la cultura organizacional - Fomentar el desarrollo individual (capacitación) - Instituir premios e incentivos - Estimular el trabajo en equipo
> Mejoramiento continuo - Kaisen (buscar continuamente la forma de mejorar las operaciones) - Cualquier aspecto de una organización puede mejorar - Las personas que participan más de cerca en una operación son las que pueden identificar de mejor forma que cambios se pueden hacer en ella
ESPEGestión de la Producción
17
Dr-Ing. José Luis Piñeiros Mendoza
1.3 TENDENCIA EN LA ADMINISTRACION DE OPERACIONES1.3 TENDENCIA EN LA ADMINISTRACION DE OPERACIONESGESTION DE LA CALIDAD TOTAL (T.Q.M.)GESTION DE LA CALIDAD TOTAL (T.Q.M.)
PLANEAR
HACER
COMPROBAR
ACTUAR
Pasos para poner en marcha el mejoramiento continuo:
1. Capacitar a los empleados en los métodos de control estadístico de procesos
2. Lograr que los métodos de C.E.P. Sean práctica común en la empresa
3. Integrar equipos de trabajo y propiciar la participación de los empleados
4. Utilizar herramientas dentro de los equipos de trabajo5. Desarrollar en cada operario el sentimiento de que el proceso que realiza le pertenece
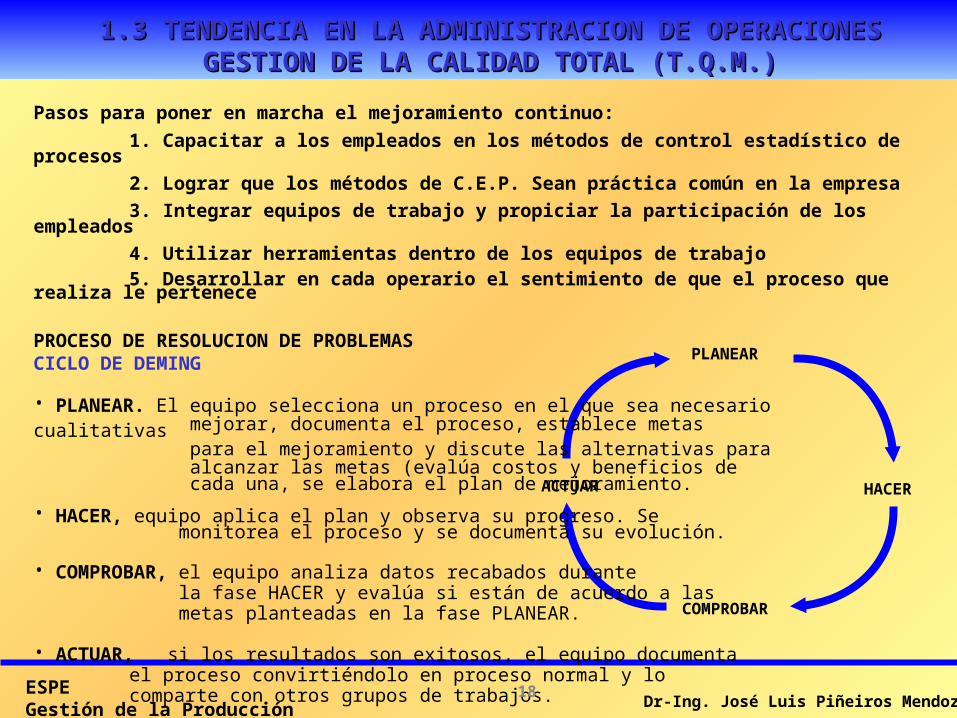
PROCESO DE RESOLUCION DE PROBLEMASCICLO DE DEMING
• PLANEAR. El equipo selecciona un proceso en el que sea necesario mejorar, documenta el proceso, establece metas cualitativas para el mejoramiento y discute las alternativas para alcanzar las metas (evalúa costos y beneficios de cada una, se elabora el plan de mejoramiento.
• HACER, equipo aplica el plan y observa su progreso. Se monitorea el proceso y se documenta su evolución.
• COMPROBAR, el equipo analiza datos recabados durante la fase HACER y evalúa si están de acuerdo a las metas planteadas en la fase PLANEAR.
• ACTUAR, si los resultados son exitosos, el equipo documenta el proceso convirtiéndolo en proceso normal y lo comparte con otros grupos de trabajos.
ESPEGestión de la Producción
18
Dr-Ing. José Luis Piñeiros Mendoza
1.3 TENDENCIA EN LA ADMINISTRACION DE OPERACIONES1.3 TENDENCIA EN LA ADMINISTRACION DE OPERACIONES
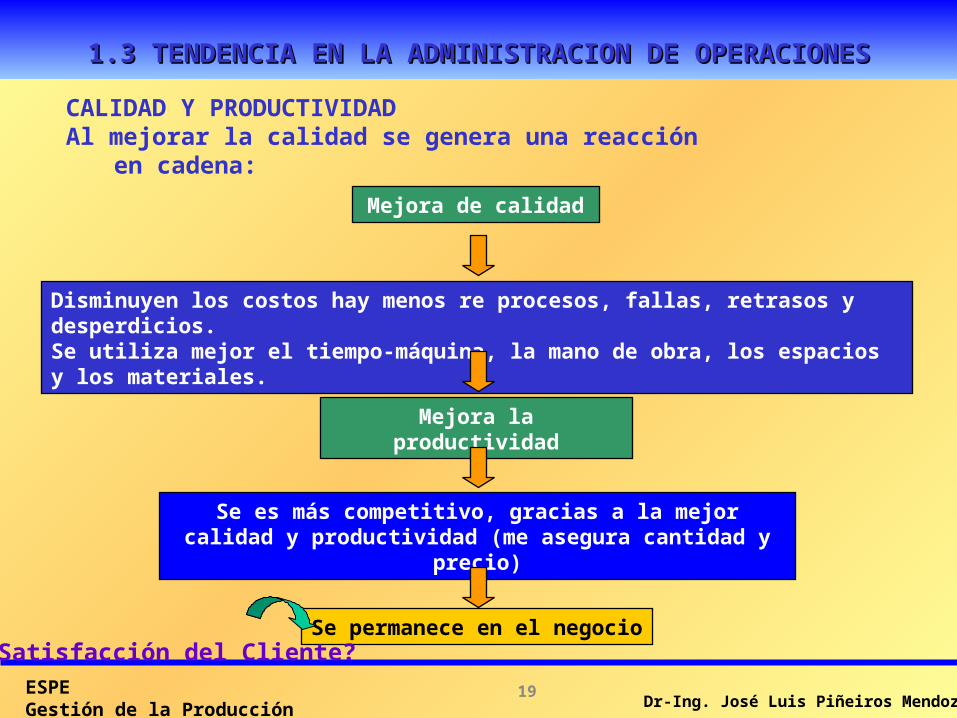
CALIDAD Y PRODUCTIVIDADAl mejorar la calidad se genera una reacción en cadena:
Mejora de calidad
Disminuyen los costos hay menos re procesos, fallas, retrasos y desperdicios.Se utiliza mejor el tiempo-máquina, la mano de obra, los espacios y los materiales.
Mejora la productividad
Se es más competitivo, gracias a la mejor calidad y productividad (me asegura cantidad y precio)
Se permanece en el negocio¿Satisfacción del Cliente?
ESPEGestión de la Producción
19
Dr-Ing. José Luis Piñeiros Mendoza
1.3 TENDENCIA EN LA ADMINISTRACION DE OPERACIONES1.3 TENDENCIA EN LA ADMINISTRACION DE OPERACIONES
Generalmente se vigila con mucho cuidado los indicadores de productividad pero nose toman medidas para detectar, medir e informar de errores o defectos en laproducción.
En aquellos estudios en los que se han considerado tanto la calidad como la cantidadde la producción, las pruebas indican que los trueques de cantidad – calidad no sondirectos sino que más bien están moderados por variables intermediarias.
3.- La competitividad mundial
Las empresas de hoy admiten que, para prosperar, deben visualizar en términos globales a sus clientes, proveedores y competidores, así como la localización de sus instalaciones.
Ejemplos: en un cine, se observa una película de Columbia Picture (japonesa), come una barra de chocolate (Colombiana) en un teatro con tecnología Cineplex (Canadiense).
ESPEGestión de la Producción
20
Dr-Ing. José Luis Piñeiros Mendoza
1.3 TENDENCIA EN LA ADMINISTRACION DE OPERACIONES 1.3 TENDENCIA EN LA ADMINISTRACION DE OPERACIONES
La industria en todas partes del planeta se ha visto afectada por esta competencia intensa, los fabricantes estadounidenses se han visto afectados en los mercados nacionales e internacionales de acero, aparatos domésticos y bienes durables para el hogar, maquinaría, productos químicos.
Sin embargo el mercado Norteamericano consume el 37% de las ventas, Japón el 32% y Europa el 31%, en industrias manufactureras competitivas.
A Estados Unidos le corresponde el 48% de las ganancias corporativas en esas industrias, particularmente en las aeroespaciales, las de equipos de energía, procesamiento de datos y software, componentes electrónicos, bebidas y tabacos, etc.
El mercado mundial de servicios rebasa los 600.000 millones de US$, las operaciones de bancos, líneas aéreas, procesamiento de datos y los servicios de consultoría empiezan a sentir las presiones internacionales que afectan a los manufactureros de USA.
Los tratados internacionales como Unión Europea (UE), el NAFTA, modifican todavía más el panorama competitivo tanto en servicios como manufactura.
LEER Prácticas Administrativas 1.1
ESPEGestión de la Producción
21
Dr-Ing. José Luis Piñeiros Mendoza
1.3 TENDENCIA EN LA ADMINISTRACION DE OPERACIONES 1.3 TENDENCIA EN LA ADMINISTRACION DE OPERACIONES
4.- La calidad, el tiempo y el cambio tecnológico
Durante los años 70s lo más común fue la producción a bajo costo, se daba prioridad a los recortes de costes y luego si daban resultado estos esfuerzos se invertía en sistemas de gestión de calidad y liderazgo tecnológico. Una opción alternativa era elegir nichos de mercado donde el precio era irrelevante (vehículos de lujo).
Al final de los 70s las empresas japonesas evidenciaron que alta calidad y bajo coste no eran necesariamente mutuamente exclusivos. (La calidad total era la base de la rentabilidad) esto provocaba la reducción en las mermas de: materiales, inspección de calidad, procedimientos de control, exigencias en la garantía, servicios postventa y costes de mantenimiento que contribuyeron a la reducción total de costes de producto.
Las empresas americanas necesitaron mucho tiempo para entenderlo y las europeas estaban concentrados en cuidar especificaciones como non plus ultra de la calidad.
ESPEGestión de la Producción
22
Dr-Ing. José Luis Piñeiros Mendoza
1.3 TENDENCIA EN LA ADMINISTRACION DE OPERACIONES 1.3 TENDENCIA EN LA ADMINISTRACION DE OPERACIONES
A continuación se cambió el foco de la estrategia a una nueva combinación:
rentabilidad y satisfacción del cliente.
Esta nueva situación implicaba poder sacar al mercado en periodos máscortos nuevos productos.
La industria Japonesa del automóvil podía recuperar la inversión en un nuevo vehículo al producir al menos 500.000 unidades mientras que sus similares europeas y norteamericanas necesitaban 2´000.000 de unidades.
De esta manera las fábricas japonesas pueden sacar modelos al mercadomás frecuentemente que sus competidores y recuperar su inversión de manera más rápida.
Las últimas tendencias se pueden resumir en:
“globalización de la cadena de producción” y “creación de un valor para el cliente”.
ESPEGestión de la Producción
23
Dr-Ing. José Luis Piñeiros Mendoza
1.3 TENDENCIA EN LA ADMINISTRACION DE OPERACIONES1.3 TENDENCIA EN LA ADMINISTRACION DE OPERACIONES
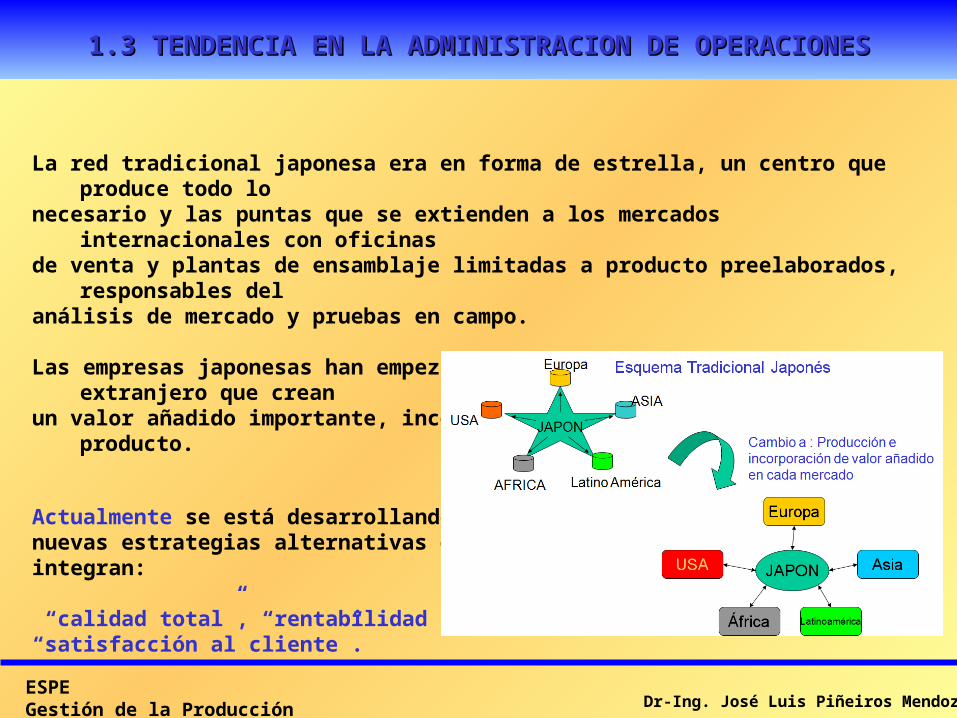
La red tradicional japonesa era en forma de estrella, un centro que produce todo lonecesario y las puntas que se extienden a los mercados internacionales con oficinasde venta y plantas de ensamblaje limitadas a producto preelaborados, responsables delanálisis de mercado y pruebas en campo.
Las empresas japonesas han empezado a establecer plantas en el extranjero que creanun valor añadido importante, incorporando incluso desarrollo de producto.
Actualmente se está desarrollando nuevas estrategias alternativas que integran:
“calidad total”, “rentabilidad” y “satisfacción al cliente”.
ESPEGestión de la Producción
Dr-Ing. José Luis Piñeiros Mendoza
1.3 TENDENCIA EN LA ADMINISTRACION DE OPERACIONES 1.3 TENDENCIA EN LA ADMINISTRACION DE OPERACIONES
El tiempo de entrega es una nueva herramienta empleada por las empresas, atenderpedidos antes que la competencia, presentar nuevos productos y servicios en formaacelerada y llegar primero al mercado.
Ejemplo: Honda usó esta capacidad para neutralizar los intentos de Yamaha de penetrar en elmercado, la estrategia fue presentar una amplia gama de productos con tanta rapidezque su competidor no pudiera seguirle el paso. En un período de 18 meses, Honda lanzó 113 modelos de motocicletas. Yamaha nopudo responder y sus ventas cayeron de manera espectacular.
Otro factor de creciente importancia es el cambio tecnológico, este afecta al diseñode nuevos productos y servicios, y a los propios procesos de producción.
Muchos oportunidades nuevas provienes de los adelantos en la tecnología de lacomputadoras (manejo de la información), las empresas en Estados Unidos gastanmas de 200.000 millones de US$ cada año en la tecnología de la información.
Ejemplos: - La robótica. - La Internet ( supercarretera de la información).
- Miniaturización de dispositivos (las Palm, los i-Pot, etc.)
ESPEGestión de la Producción
25
Dr-Ing. José Luis Piñeiros Mendoza
1.3 TENDENCIA EN LA ADMINISTRACION DE OPERACIONES1.3 TENDENCIA EN LA ADMINISTRACION DE OPERACIONES
5.- Medioambiente, ética y la diversidad de la fuerza de trabajo
Los informes: Porter-McKibbin y el del Graduate Management AdmissionCouncil, presentaron críticas a las escuelas de administración tanto Estadounidensescomo Europeas en el sentido de que faltaba en la formación de los graduados de pre yPost grado conocimientos de ética en los negocios, conciencia medioambiental yDiversidad de la fuerza de trabajo.
Estas falencias impedían una reacción rápida y eficaz al entorno de un mundoque es cambiante y globalizado, en el que las empresas deben competir por susupervivencia.
Los expertos sugieren procedimientos más éticos para los negocios, los administra-dores deben tomar en cuenta problemas sociales, como:
- centros de trabajo inseguro,- discriminación contra minorías y mujeres, - residuos tóxicos, - envenenamiento del agua potable, - pobreza, - calidad del aire y el calentamiento global.
ESPEGestión de la Producción
26
Dr-Ing. José Luis Piñeiros Mendoza
1.3 TENDENCIA EN LA ADMINISTRACION DE OPERACIONES1.3 TENDENCIA EN LA ADMINISTRACION DE OPERACIONES
En el pasado muchas personas consideraban los problemas ambientales comoasuntos referentes a la calidad de vida, pero en la década de los noventas, muchosempezaron a ver estos problemas como una cuestión de supervivencia.
Las naciones industrializadas tienen el 25% de la población mundial, consumen el70% de los recursos del planeta.
Siete países industrializados entre los que se incluye a Norte América y Japónproducen prácticamente la mitad de los gases de invernadero y los gastos deprotección ambiental de los países Europeos y Estados Unidos llegan al 2% de suproducto interno bruto.
De haber tiempo debate sobre estos temas.
Pág. 90.
ESPEGestión de la Producción
27
Dr-Ing. José Luis Piñeiros Mendoza
1.41.4 TOMA DE DECISIONESTOMA DE DECISIONES
ESPEGestión de la Producción
28
Dr-Ing. José Luis Piñeiros Mendoza
1.4 TOMA DE DECISIONES1.4 TOMA DE DECISIONES
1. ANALISIS DEL PUNTO DE EQUILIBRIO
El punto de equilibrio es: el VOLUMEN de productos o servicios en el cual el ingresototal es IGUAL al costo total o el VOLUMEN de ventas en el que un producto o serviciono arroja ni pérdida ni ganancia.
Este análisis puede emplearse para comparar distintos métodos de producción,calculándose el volumen en el cual dos procesos diferentes tienen costos totalesiguales.
Evaluación de Productos y Servicios
Esta técnica ayuda a responder preguntas como:
• ¿El volumen previsto del producto o servicio es suficiente para alcanzar el equilibrio (no obtener ganancias ni pérdidas)?
• ¿Cuán bajo debe ser costo variable por unidad para alcanzar el equilibrio, considerando los precios actuales y el pronóstico de ventas?
• ¿Cuán bajo debe ser el costo fijo para alcanzar el equilibrio?• ¿Cómo afectan los niveles de precios el volumen de equilibrio?
ESPEGestión de la Producción
29
Dr-Ing. José Luis Piñeiros Mendoza
1.4 TOMA DE DECISIONES1.4 TOMA DE DECISIONES
El análisis se fundamenta en que todos los costos se pueden dividir en: Costos fijos yCostos variables.
Costo Variable ( c ), es la porción del costo total que varía directamente con el volumende producción; costos por unidad de materiales, mano de obra, parte de los gastosgenerales.
Si Q representa el número total de unidades el costo variable total será: c*Q
Costo Fijo ( F ), es la porción del costo total que permanece constante independientede los cambios en los niveles de producción; costo anual de alquiler, compra deequipos y recursos nuevos (incluyendo depreciación, tasa de interés, impuestos yseguros), salarios, servicios públicos, presupuesto de publicidad, etc.)
Costo Total = F + c*Q (se supone que el costo variable por unidad es constante, entonces el costo total es lineal)
Si se supone que todas las unidades son vendidas, el ingreso total será igual al ingreso por cada unidad ( p ) multiplicado por la cantidad vendida, o sea:
Ingreso Total = p*Q
ESPEGestión de la Producción
30
Dr-Ing. José Luis Piñeiros Mendoza
1.4 TOMA DE DECISIONES1.4 TOMA DE DECISIONES
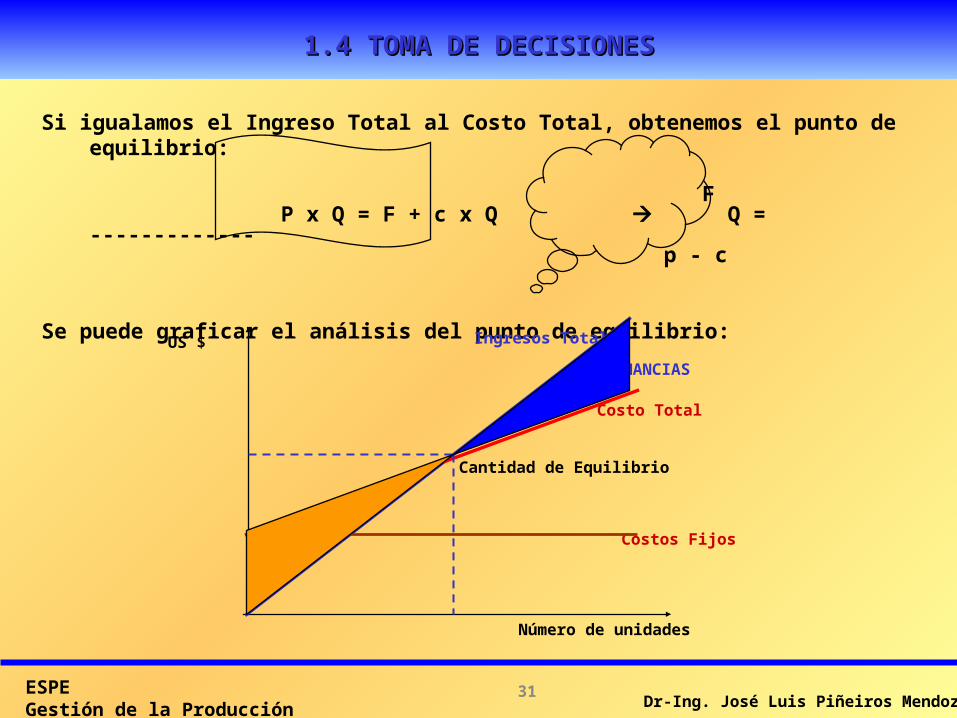
Si igualamos el Ingreso Total al Costo Total, obtenemos el punto de equilibrio:
F P x Q = F + c x Q Q = -------------
p - c
Se puede graficar el análisis del punto de equilibrio:
US $ Ingresos Totales
Número de unidades
Costo Total
Cantidad de Equilibrio
Costos FijosPERDIDA
GANANCIAS
ESPEGestión de la Producción
31
Dr-Ing. José Luis Piñeiros Mendoza
1.4 TOMA DE DECISIONES1.4 TOMA DE DECISIONES
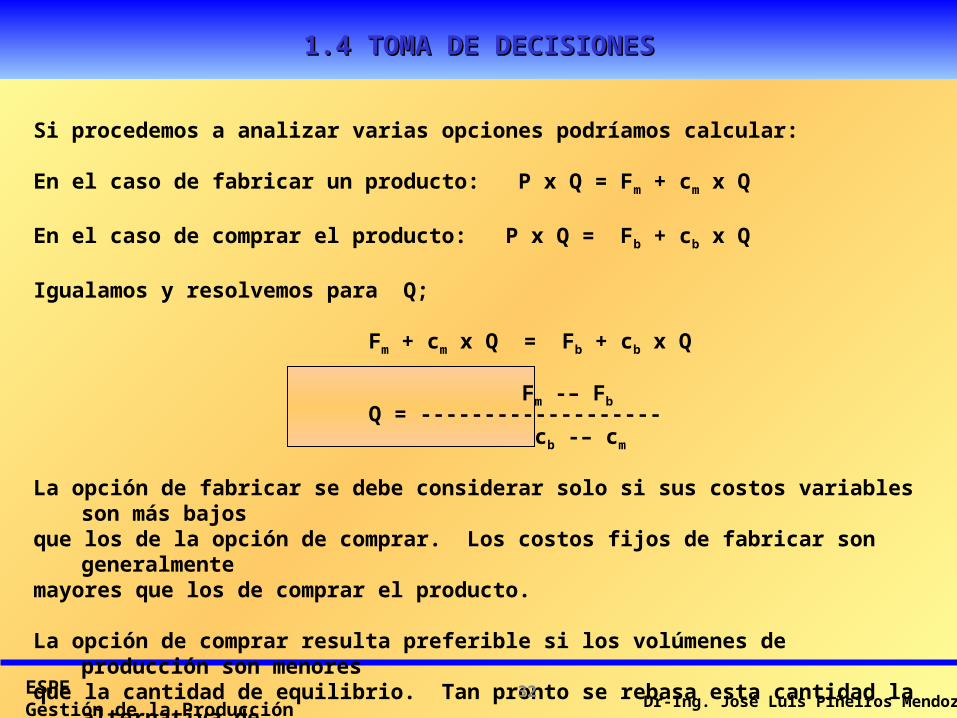
Si procedemos a analizar varias opciones podríamos calcular:
En el caso de fabricar un producto: P x Q = Fm + cm x Q
En el caso de comprar el producto: P x Q = Fb + cb x Q
Igualamos y resolvemos para Q;
Fm + cm x Q = Fb + cb x Q
Fm -– FbQ = ------------------- cb -– cm
La opción de fabricar se debe considerar solo si sus costos variables son más bajosque los de la opción de comprar. Los costos fijos de fabricar son generalmentemayores que los de comprar el producto.
La opción de comprar resulta preferible si los volúmenes de producción son menoresque la cantidad de equilibrio. Tan pronto se rebasa esta cantidad la alternativa defabricar es la mejor.
ESPEGestión de la Producción
32
Dr-Ing. José Luis Piñeiros Mendoza
1.4 TOMA DE DECISIONES1.4 TOMA DE DECISIONES
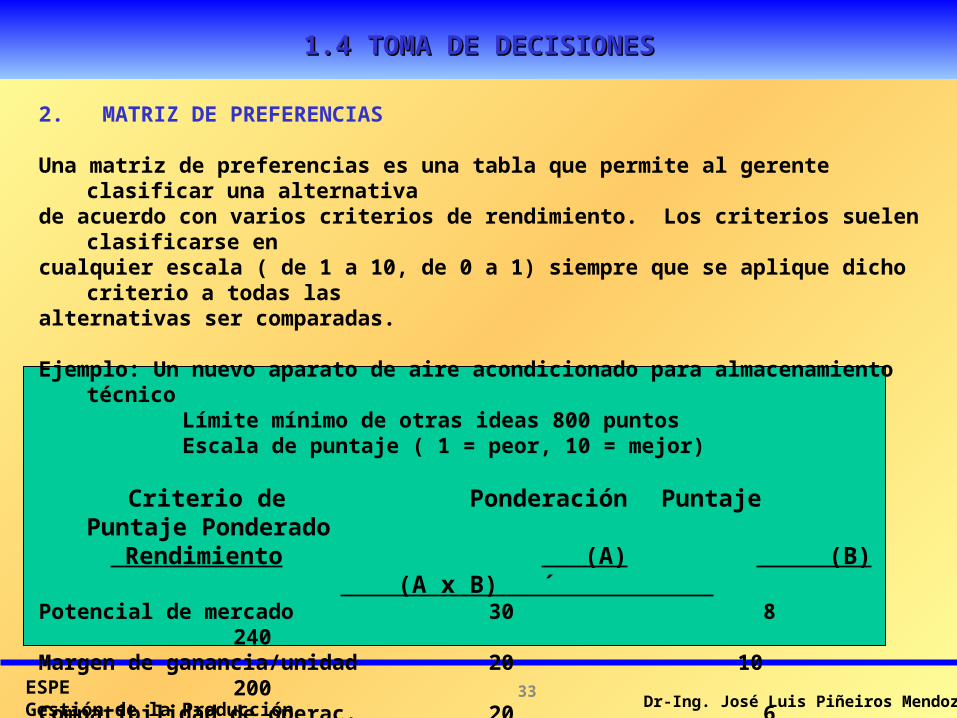
2. MATRIZ DE PREFERENCIAS
Una matriz de preferencias es una tabla que permite al gerente clasificar una alternativade acuerdo con varios criterios de rendimiento. Los criterios suelen clasificarse encualquier escala ( de 1 a 10, de 0 a 1) siempre que se aplique dicho criterio a todas lasalternativas ser comparadas.
Ejemplo: Un nuevo aparato de aire acondicionado para almacenamiento técnicoLímite mínimo de otras ideas 800 puntosEscala de puntaje ( 1 = peor, 10 = mejor)
Criterio de Ponderación Puntaje Puntaje Ponderado Rendimiento (A) (B) (A x B) ´
Potencial de mercado 30 8 240Margen de ganancia/unidad 20 10 200Compatibilidad de operac. 20 6 120 Ventaja competitiva 15 10 150Requisito de inversión 10 2 20Riesgo del proyecto 5 4 20
Puntaje Ponderado = 750ESPEGestión de la Producción
33
Dr-Ing. José Luis Piñeiros Mendoza
1.4 TOMA DE DECISIONES1.4 TOMA DE DECISIONES
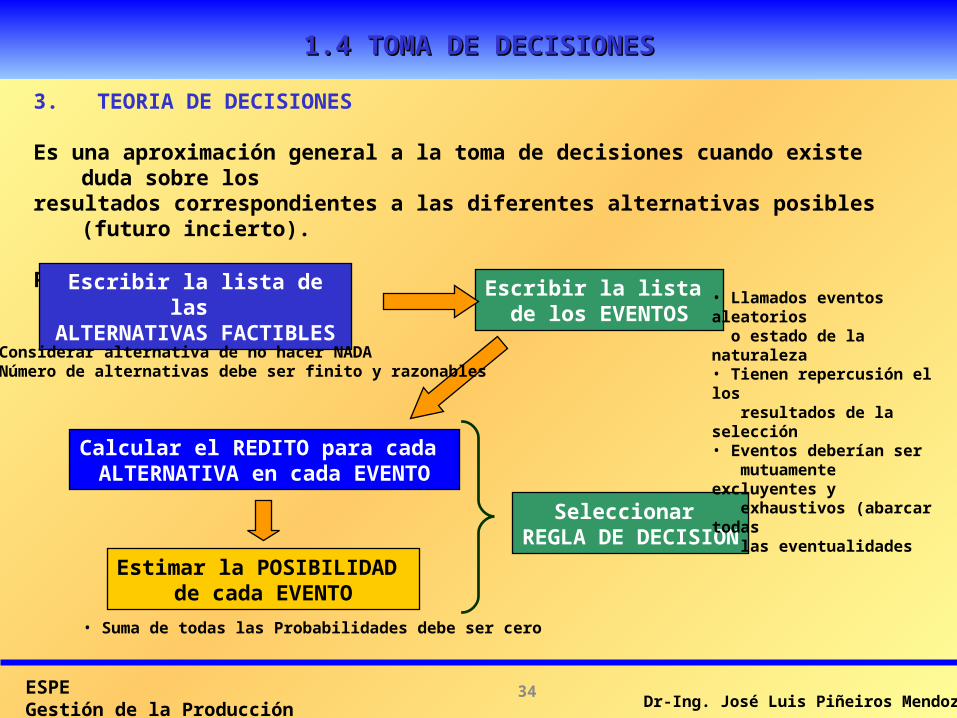
3. TEORIA DE DECISIONES
Es una aproximación general a la toma de decisiones cuando existe duda sobre losresultados correspondientes a las diferentes alternativas posibles (futuro incierto).
Procedimiento general:
Escribir la lista de las ALTERNATIVAS FACTIBLES
Escribir la lista de los EVENTOS
Calcular el REDITO para cada ALTERNATIVA en cada EVENTO
Estimar la POSIBILIDAD de cada EVENTO
Seleccionar REGLA DE DECISION
• Considerar alternativa de no hacer NADA• Número de alternativas debe ser finito y razonables
• Llamados eventos aleatorios o estado de la naturaleza• Tienen repercusión el los resultados de la selección• Eventos deberían ser mutuamente excluyentes y exhaustivos (abarcar todas las eventualidades
• Suma de todas las Probabilidades debe ser cero
ESPEGestión de la Producción
34
Dr-Ing. José Luis Piñeiros Mendoza
1.4 TOMA DE DECISIONES1.4 TOMA DE DECISIONES
Examinemos decisiones tomadas bajo tres situaciones diferentes:
Certidumbre, Incertidumbre y Riesgo:
Toma de decisiones bajo Certidumbre
Se conoce que evento va a ocurrir, la regla es escoger la alternativa que produzca elmejor rédito con el evento conocido. La mejor alternativa será el rédito más alto si losréditos están expresados como ganancias. ( si son expresados en costos será el réditomás bajo).
Toma de decisiones bajo Incertidumbre
Se hace la lista de eventos posibles, pero no se puede estimar sus respectivasposibilidades.
En este caso se puede aplicar una de las cuatro reglas siguientes:
Maxi-min; Elegir la alternativa que sea “la mejor de las peores”. Enfoque conservador(pesimista) que prevé el “peor caso” para cada alternativa
ESPEGestión de la Producción
35
Dr-Ing. José Luis Piñeiros Mendoza
1.4 TOMA DE DECISIONES1.4 TOMA DE DECISIONES
Maxi-max; Elegir la alternativa que sea “la mejor de las mejores”. Enfoque agresivo(optimista) que tiene grandes expectativas y prefiere “pensar en grande”
Laplace; Elegir la alternativa que tenga el mejor “rédito ponderado”. En el que seconcede la misma importancia (o la misma probabilidad) a todos los eventos. En “n” eventos la probabilidad de cada uno es “1/n”, la suma de todos es 1. Enfoquemás realista.
Rechazo mini-max; Elegir la alternativa que tenga “el mejor de los peores rechazos”. Calcule una tabla de rechazos (o pérdidas de oportunidad),en la que las filasrepresentan las alternativas y las columnas los eventos. El rechazo es la diferenciaentre un rédito dado y el mejor rédito de la misma columna. En el caso de un eventoesta cifra muestra cuánto se pierde al escoger una alternativa que no sea la mejor paraese evento. El rechazo puede consistir en ganancias perdidas o en un incremento delcosto, según la situación.
Ejemplo: A.5.
ESPEGestión de la Producción
36
Dr-Ing. José Luis Piñeiros Mendoza
1.4 TOMA DE DECISIONES1.4 TOMA DE DECISIONES
Toma de decisiones bajo Riesgo
En este caso se escribe la lista de eventos y se estima sus probabilidades. Tenemosmenos información que en el caso de Certidumbre pero más información que el casode Incertidumbre.
Se emplea como regla de decisión el valor esperado, que se lo determina ponderandocada rédito con su probabilidad asociada y sumando después los puntajes de losréditos ponderados.
Se elige la alternativa que tenga el mejor valor ponderado (el más alto si se trata deganancias y el más bajo si se refiere a costos).
Esta regla no debe emplearse si el gerente es propenso a evadir riesgos.
ESPEGestión de la Producción
37
Dr-Ing. José Luis Piñeiros Mendoza
1.4 TOMA DE DECISIONES1.4 TOMA DE DECISIONES
ÁRBOLES DE DECISIONES
Es un modelo esquemático de de las alternativas disponibles y de las posiblesconsecuencias de cada una.
El modelo está conformado por nodos cuadrados, que representan puntos dedecisión, y de los cuales surgen ramas ( deben llenarse de izquierda a derecha), querepresentan las distintas alternativas.
Las ramas que salen de nodos circulares, o casuales, representan los eventos.
La probabilidad de cada evento casual, P(E), se indica encima de cada rama. Lasprobabilidades de todas las ramas que salen de un nodo casual deben sumar 1.0.
El rédito condicional, que es el rédito de cada posible combinación alternativa –evento, se indica al final de cada combinación.
Los réditos se dan solo al principio, antes de que empiece el análisis para los puntosfinales de cada combinación alternativa – evento.
ESPEGestión de la Producción
38
Dr-Ing. José Luis Piñeiros Mendoza
1.4 TOMA DE DECISIONES1.4 TOMA DE DECISIONES
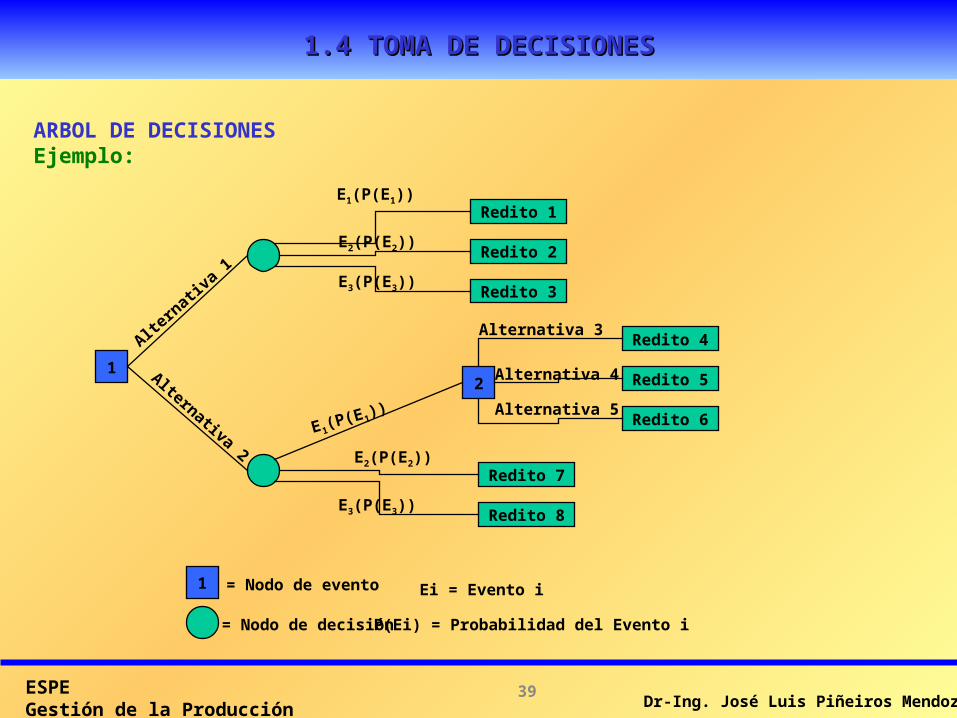
ARBOL DE DECISIONES Ejemplo:
12
Redito 1
Redito 2
Redito 3
E1(P(E1))
E2(P(E2))
E3(P(E3))
Altern
ativa 1
Alternativa 2
Redito 4
Redito 5
Redito 6
Redito 7
Redito 8
E1(P(E1
))
Alternativa 3
Alternativa 4
Alternativa 5
E2(P(E2))
E3(P(E3))
1 Ei = Evento i
P(Ei) = Probabilidad del Evento i= Nodo de decisión
= Nodo de evento
ESPEGestión de la Producción
39
Dr-Ing. José Luis Piñeiros Mendoza
2. PROCESOS DE 2. PROCESOS DE PRODUCCIONPRODUCCION
ESPEGestión de la Producción
40
Dr-Ing. José Luis Piñeiros Mendoza
2.12.1 ADMINISTRACION DE LOS ADMINISTRACION DE LOS PROCESOSPROCESOS
ESPEGestión de la Producción
41
Dr-Ing. José Luis Piñeiros Mendoza
2.1 2.1 ADMINISTRACION DE LOS PROCESOSADMINISTRACION DE LOS PROCESOS
¿ QUÉ ES LA ADMINISTRACIÓN DE PROCESOS?
La administración de Procesos es la selección de insumos, las operaciones, los flujosde trabajo y los métodos que transforman los insumos en productos.
Proceso es un conjunto de operaciones que transforman materias primas en productoy servicios que soportan la actividad de una empresa, agregando valor para elconsumidor/cliente.
La Cadena de Suministros es un conjunto de eslabones, conectados entre sí, que seestablece entre proveedores de materiales y servicio, y abarca los procesos detransformación mediante los cuales las ideas y las materias primas se convierten enbienes y servicios terminados para proveer a los clientes de una compañía.
Las decisiones de procesos se deben tomar cuando:- Se ofrece un servicio o producto nuevo o sustancialmente modificado- Se necesita mejorar la calidad- Las prioridades competitivas han cambiado- Se está modificando la demanda de un producto o servicio- El rendimiento actual es inadecuado- Los competidores ganan terreno por el uso de un nuevo proceso o tecnología- El costo o la disponibilidad de los insumos ha cambiado
ESPEGestión de la Producción
42
Dr-Ing. José Luis Piñeiros Mendoza
2.1 2.1 ADMINISTRACION DE LOS PROCESOSADMINISTRACION DE LOS PROCESOS
PRINCIPALES DECISIONES SOBRE PROCESOS
Siempre se deberán considerar cinco decisiones muy comunes sobre procesos:
1.- Selección de procesos, determina si los recursos se van a organizar en torno a productos o procesos a fin de implementar la estrategia de flujo
2.- Integración Vertical, grado en el que el sistema de producción o la instalación de servicio propios de la empresa maneja la cadena de suministros
3.- Flexibilidad de Recursos, facilidad con la que los empleados y el equipo manejan una amplia variedad de productos, niveles de producción, tareas y funciones
4.- Participación del cliente, refleja la forma en la que los clientes toman parte en el proceso de producción
5.- Intensidad de Capital, mezcla de equipos y habilidades humanas que intervienen en un proceso de producción
La selección del proceso es la primera y principal decisión estratégica en laorganización de sistemas de operación. Consiste en elegir que tipo de estructura deflujo de proceso debería caracterizar el sistema de fabricación o de servicios.
La selección del proceso viene definida por dos aspectos principales de la operación:- La variedad de producción, el número de productos o servicios diferentes que el sistema pretende ofrecer
ESPEGestión de la Producción
43
Dr-Ing. José Luis Piñeiros Mendoza
2.1 2.1 ADMINISTRACION DE LOS PROCESOSADMINISTRACION DE LOS PROCESOS
- El volumen de producción, el número de unidades que serán producidas de cada producto o servicio en un periodo determinado.
Estas dos dimensiones se relacionan inversamente, los sistemas de alta variedad conllevan bajos volúmenes de cada tipo de producto, mientras que los de baja variedad deproducto con llevan altos volúmenes de cada producto.
TIPOS DE PROCESOS DE PRODUCCION
En función de las dos variables ( variedad y volumen ) se pueden definir cinco tipos de procesos de producción:
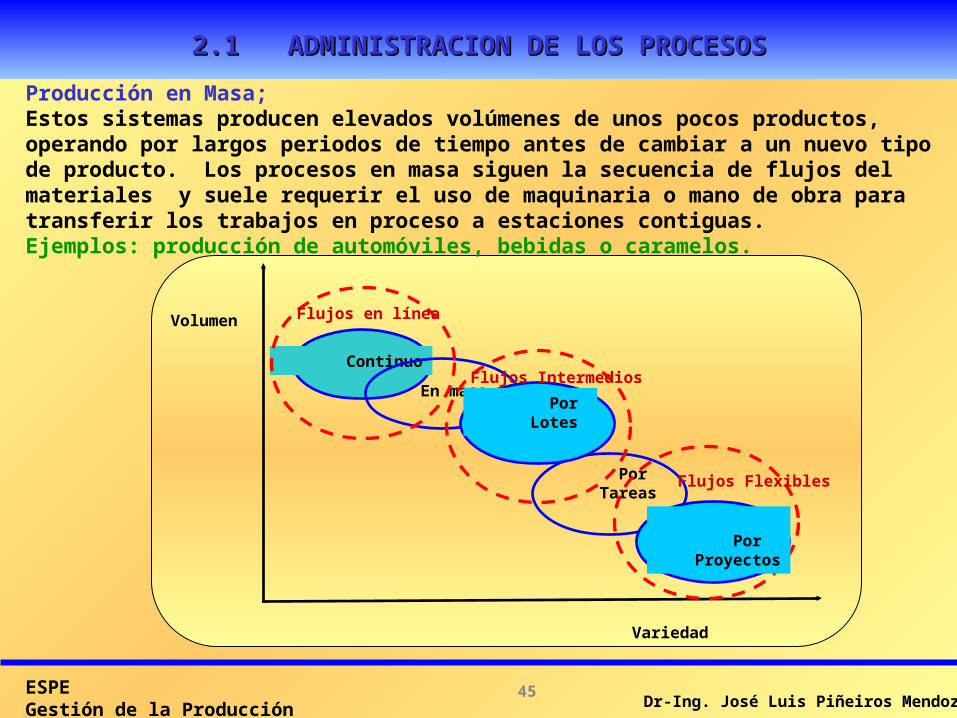
Producción Continua; Se producen niveles muy elevados de volumen de un producto determinado. Los procesos continuos suelen ser completamente integrados, el producto “viaja” por el proceso productivo sin estaciones intermedias hasta su finalización y entrega. Ejemplos: plantas petroquímicas, elaboración del cristal y producción de hierro.
ESPEGestión de la Producción
44
Dr-Ing. José Luis Piñeiros Mendoza
2.1 2.1 ADMINISTRACION DE LOS PROCESOSADMINISTRACION DE LOS PROCESOS
Producción en Masa; Estos sistemas producen elevados volúmenes de unos pocos productos, operando por largos periodos de tiempo antes de cambiar a un nuevo tipo de producto. Los procesos en masa siguen la secuencia de flujos del materiales y suele requerir el uso de maquinaria o mano de obra para transferir los trabajos en proceso a estaciones contiguas. Ejemplos: producción de automóviles, bebidas o caramelos.
Continuo
En masa
Por Tareas
Por Lotes
Volumen
Variedad
Por Proyectos
Flujos en línea
Flujos Intermedios
Flujos Flexibles
ESPEGestión de la Producción
45
Dr-Ing. José Luis Piñeiros Mendoza
2.1 2.1 ADMINISTRACION DE LOS PROCESOSADMINISTRACION DE LOS PROCESOS
Producción por Lotes;Estos sistemas producen volúmenes medios de una variedad media de productos. Los procesos por lotes exigen configuraciones especiales de maquinaria, y pueden funcionar con fábricas relativamente pequeñas centradas en la producción de familias de productos (con características similares).Ejemplos: los proveedores de componentes para la automoción, la industria textil.
Producción por Tareas;Estos sistemas producen bajos volúmenes de una gran variedad de productos.Los procesos por tareas tienden a ser altamente flexibles y poco integrados. El personal y la maquinaria deben tratar con una amplia variedad de componentes y procesos, y suelen organizarse en áreas funcionales.Ejemplos: fabricantes de herramientas para maquinaria, los fabricantes de muebles de “diseño” y los sastres.
Producción por Proyectos;Estos sistemas producen unidades individuales de productos personalizados, queen general tienen grandes dimensiones. Los periodos de producción suelen serlargos; las operaciones pueden precisar de un rediseño completo antes de empezar un nuevo producto. Ejemplos: la construcción civil, la fabricación aeronáutica, la fabricación de generadores de potencia.
ESPEGestión de la Producción
46
Dr-Ing. José Luis Piñeiros Mendoza
2.1 2.1 ADMINISTRACION DE LOS PROCESOSADMINISTRACION DE LOS PROCESOS
TIPOS DE PROCESOS DE SERVICIO
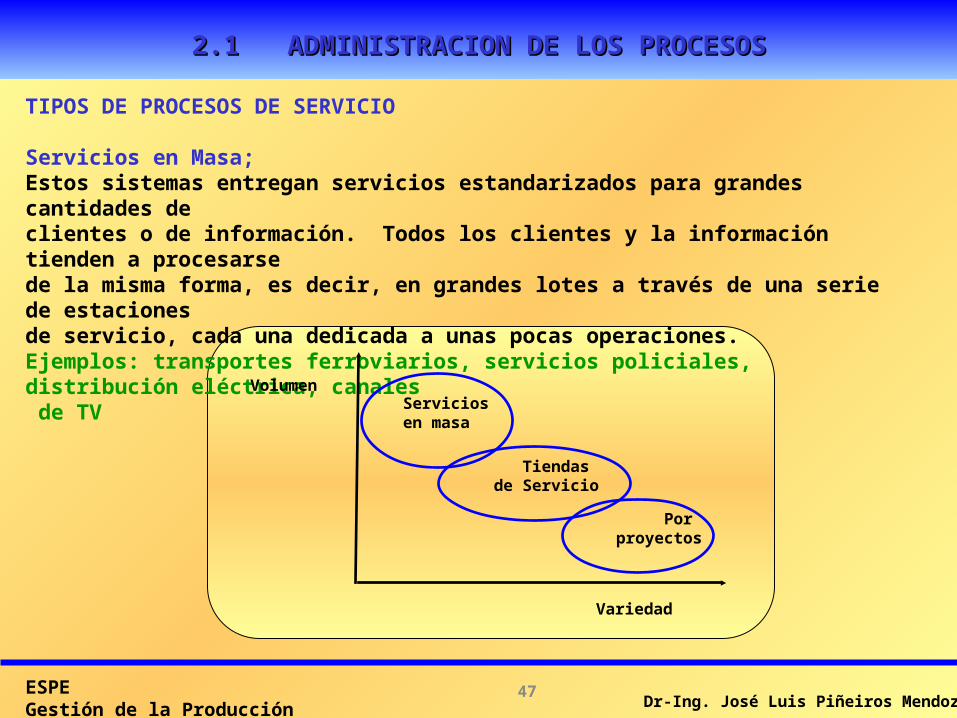
Servicios en Masa;Estos sistemas entregan servicios estandarizados para grandes cantidades declientes o de información. Todos los clientes y la información tienden a procesarsede la misma forma, es decir, en grandes lotes a través de una serie de estacionesde servicio, cada una dedicada a unas pocas operaciones. Ejemplos: transportes ferroviarios, servicios policiales, distribución eléctrica, canales de TV
Servicios en masa
Por proyectos
Tiendas de Servicio
Volumen
Variedad
ESPEGestión de la Producción
47
Dr-Ing. José Luis Piñeiros Mendoza
2.1 2.1 ADMINISTRACION DE LOS PROCESOSADMINISTRACION DE LOS PROCESOS
Tiendas de Servicio;Estos sistemas entregan cantidades medianas de servicios, adaptados, en cierta manera, a las necesidades del cliente. El contacto con éste es mayor que en los servicios en masa, pero no tan personalizados y cualificado como en los servicios profesionales.Ejemplos: bancos comerciales, tiendas de ventas al pormenor, universidades y hoteles.
Servicios Profesionales;Estos sistemas están diseñados para entregar una gran variedad de servicios, con frecuencia adaptados a las necesidades de los distintos clientes. El contacto con el cliente tiende a ser exhaustivo, e implica a profesionales cualificados.Ejemplos: empresas consultoras, arquitectos, gabinete de abogados.
2.- Integración Vertical
En la cadena de transformación, desde el ingreso de materias primas, transformación en procesos a productos y servicios, hasta la entrega de productos y servicios al cliente final, toda empresa compra a otros productores por lo menos algún insumo necesario en su proceso.
ESPEGestión de la Producción
48
Dr-Ing. José Luis Piñeiros Mendoza
2.1 2.1 ADMINISTRACION DE LOS PROCESOSADMINISTRACION DE LOS PROCESOS
Cuanto más abundante sea la cantidad de procesos de la cadena de suministros que desempeñe la misma organización, tanto mayor será la integración vertical.
Si la empresa no lleva a cabo algunos procesos por sí misma, tendrá que depender del OUTSOURCING o pagar a proveedores y distribuidores que desempeñen esos procesos y le entreguen los suministros y materiales requeridos. Entonces al optar por mayor integración vertical implica depender de menor Outsourcing y viceversa. A esta situación se la llama la decisión de fabricar o comprar.
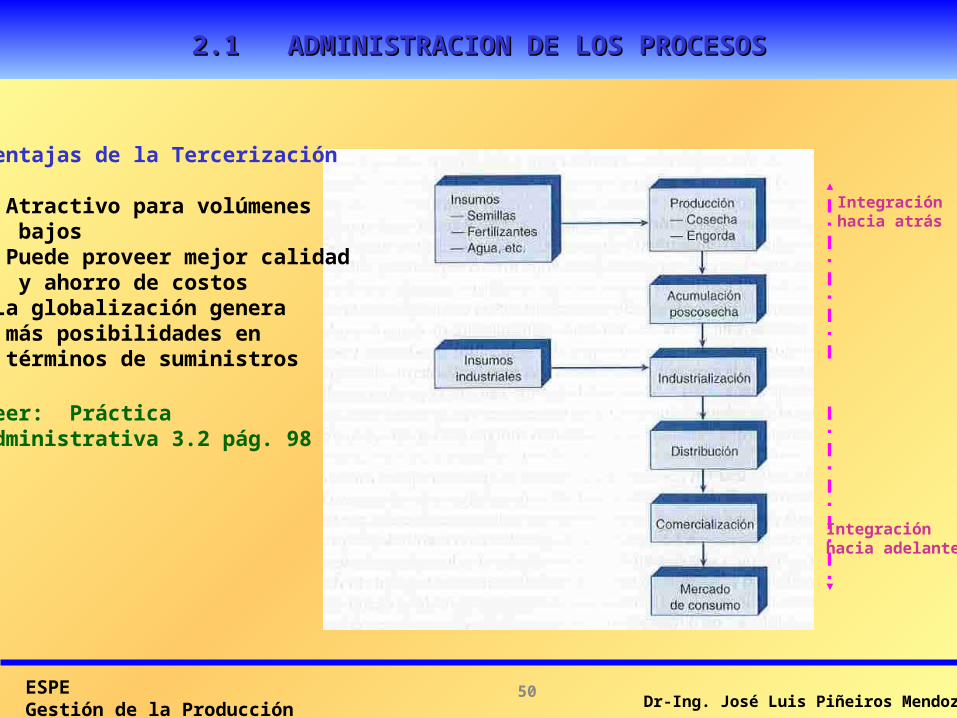
Integración hacia atrás, cuando la empresa se encarga de los procesos hacia las fuentes de las materias primas.
Integración hacia delante, cuando los procesos integrados a las actividades de la empresa corresponden a poseer la red de distribución.
Ventajas de la Integración Vertical
• es atractiva cuando la cantidad de Insumos son altos• es tan bien atractiva cuando la compañía posee las habilidades pertinentes• se consideran los procesos que están siendo integrados • es importante para su éxito futuro
ESPEGestión de la Producción
49
Dr-Ing. José Luis Piñeiros Mendoza
2.1 2.1 ADMINISTRACION DE LOS PROCESOSADMINISTRACION DE LOS PROCESOS
Integración hacia atrás
Integración hacia adelante
Ventajas de la Tercerización
• Atractivo para volúmenes bajos• Puede proveer mejor calidad y ahorro de costos•La globalización genera más posibilidades en términos de suministros
Leer: Práctica Administrativa 3.2 pág. 98
ESPEGestión de la Producción
50
Dr-Ing. José Luis Piñeiros Mendoza
2.1 2.1 ADMINISTRACION DE LOS PROCESOSADMINISTRACION DE LOS PROCESOS
3.- Flexibilidad de Recursos
Cuando los productos y servicios de la empresa, por demandas de competencia y mercado, requieren un ciclo de vida corto o una elevada personalización, se necesita que los empleados sean capaces de dominar una amplia gama de tareas.
Los equipos de trabajo flexibles son capaces de desempeñar tareas muy variadas, esto implica disponer de personal más calificado, con mayor preparación y calificación, lo que con lleva un costo asociado mayor.
Esta flexibilidad de la mano de obra es una de las mejoras formas de asegurar un servicio confiable para el cliente y reducir los cuellos de botella en términos de capacidad.
Si el proceso está sujeto a picos y depresiones de la demanda, en ciclos diarios o estaciónales, la mejor solución suele ser un grupo de empleados temporales o de tiempo parcial para complementar un grupo más pequeño de empleados de tiempo completo.
En caso de disponer de empleados temporales, si las habilidades que se requieren son muy altas y no se llega a la capacitación deseada no es adecuado esta estrategia.
ESPEGestión de la Producción
51
Dr-Ing. José Luis Piñeiros Mendoza
2.1 2.1 ADMINISTRACION DE LOS PROCESOSADMINISTRACION DE LOS PROCESOS
Costo Total ( US $ )
Proceso 2.Equipo dePropósito especial
Número de unidades por año
Proceso 1.Equipo dePropósito general
Cantidad de Equilibrio
F2
F1
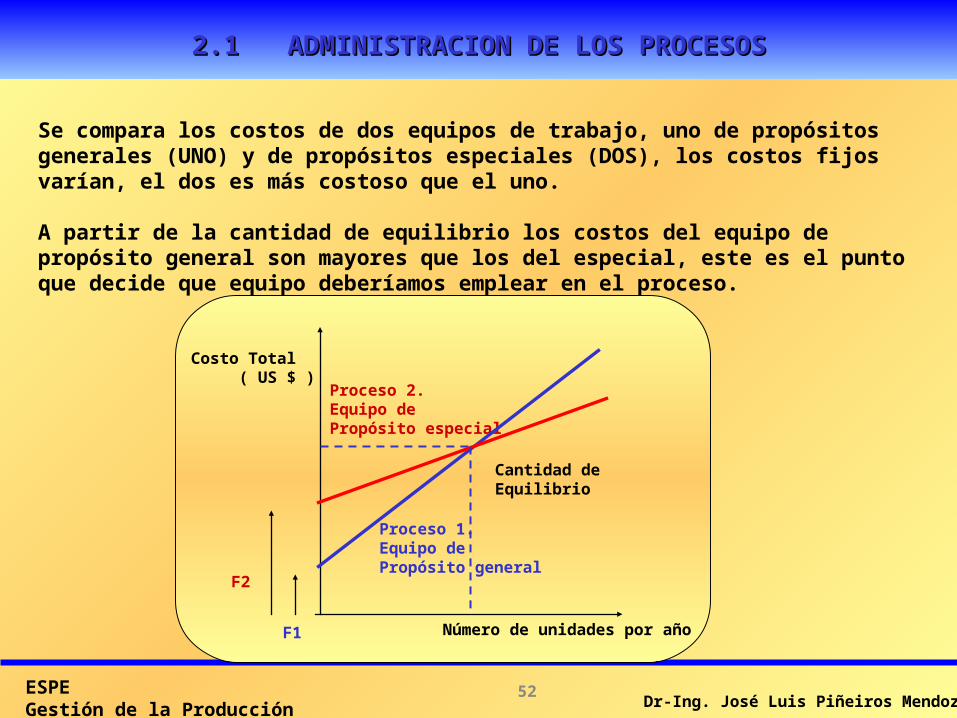
Se compara los costos de dos equipos de trabajo, uno de propósitos generales (UNO) y de propósitos especiales (DOS), los costos fijos varían, el dos es más costoso que el uno.
A partir de la cantidad de equilibrio los costos del equipo de propósito general son mayores que los del especial, este es el punto que decide que equipo deberíamos emplear en el proceso.
ESPEGestión de la Producción
52
Dr-Ing. José Luis Piñeiros Mendoza
2.1 2.1 ADMINISTRACION DE LOS PROCESOSADMINISTRACION DE LOS PROCESOS
4.- Participación del cliente
En qué medida se debe involucrar a los clientes con el proceso.
Autoservicio; cuando el precio es una prioridad competitiva, los minoristas optan por esta opción. El cliente recibe el ahorro generado al intervenir en el proceso como menor precio.
Selección de productos; empresas que compiten a base de personalización (constructoras de vivienda) permiten que en cliente fije las especificaciones del producto y en las verificaciones planeadas de los avances del proceso.
Tiempo y lugar; servicio que no es posible proveer en ausencia del cliente. Se fija hora, fecha y lugar para proveer el servicio y/o producto.
ESPEGestión de la Producción
Dr-Ing. José Luis Piñeiros Mendoza
2.22.2 PLANIFICACION CICLO PLANIFICACION CICLO DEL PLAN DE NEGOCIODEL PLAN DE NEGOCIO
ESPEGestión de la Producción
54
Dr-Ing. José Luis Piñeiros Mendoza
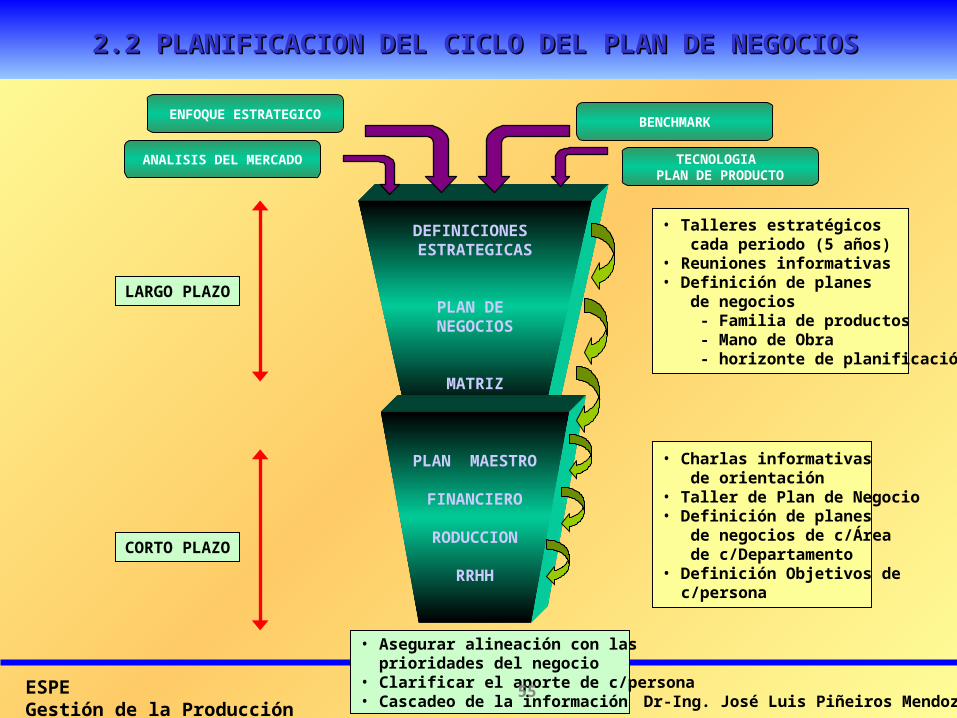
2.2 PLANIFICACION DEL CICLO DEL PLAN DE NEGOCIOS2.2 PLANIFICACION DEL CICLO DEL PLAN DE NEGOCIOS
DEFINICIONES ESTRATEGICAS
PLAN DE NEGOCIOS
MATRIZ
PLAN MAESTRO
FINANCIERO
RODUCCION
RRHH
ENFOQUE ESTRATEGICO
ANALISIS DEL MERCADO
BENCHMARK
TECNOLOGIA PLAN DE PRODUCTO
• Asegurar alineación con las prioridades del negocio• Clarificar el aporte de c/persona• Cascadeo de la información
LARGO PLAZO
CORTO PLAZO
• Charlas informativas de orientación• Taller de Plan de Negocio• Definición de planes de negocios de c/Área de c/Departamento• Definición Objetivos de c/persona
• Talleres estratégicos cada periodo (5 años)• Reuniones informativas• Definición de planes de negocios - Familia de productos - Mano de Obra - horizonte de planificación
ESPEGestión de la Producción
55
Dr-Ing. José Luis Piñeiros Mendoza
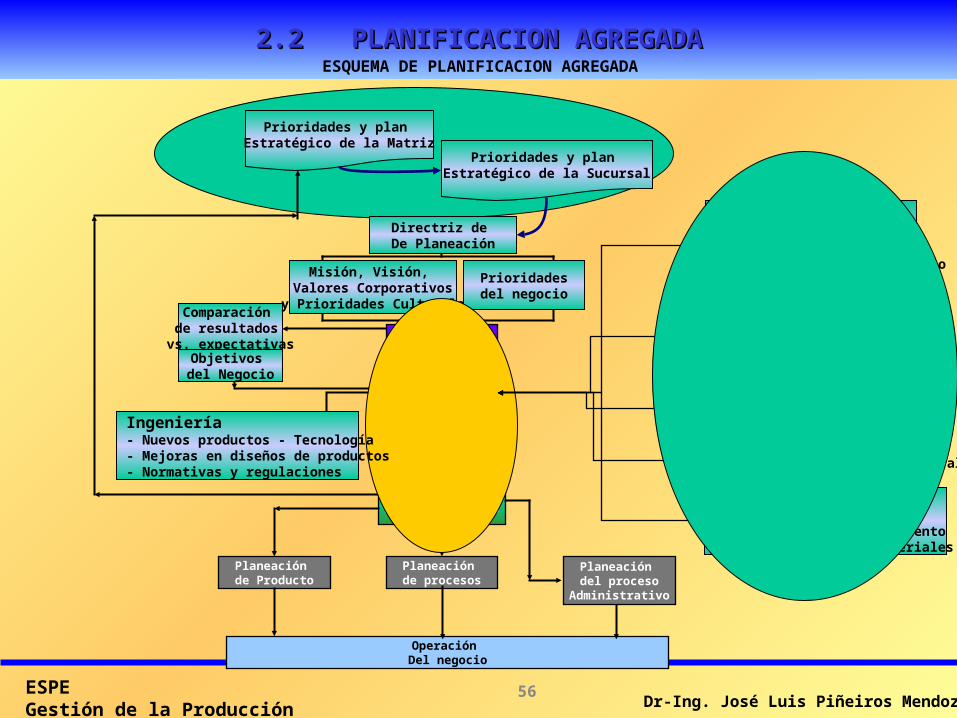
2.2 PLANIFICACION AGREGADA2.2 PLANIFICACION AGREGADA
Planeación estratégica
Despliegue delPlan de Negocios
Planeación de procesos
Operación Del negocio
Comparación de resultados
vs. expectativasObjetivos
del Negocio
Operaciones- Capacidad de Producción- Planes de ampliación- Capacidad fuerza de Trabajo- Nivel del personal
Planeación de Producto
Planeación del proceso
Administrativo
Objetivos del Plan de Negocios
Prioridades y plan Estratégico de la Matriz
Prioridades y plan Estratégico de la Sucursal
Directriz de De Planeación
Misión, Visión, Valores Corporativos
y Prioridades Culturales
Prioridadesdel negocio
Dirección delNegocio
(Director y Staff)
Distribución y Marketing- Requerimientos del cliente- Pronósticos de la Demanda- Comportamiento de la Competencia
Finanzas- Costos- Datos financieros de la empresa
Recursos Humanos- Condiciones del mercado laboral- Capacidad de entrenamiento
Ingeniería- Nuevos productos - Tecnología- Mejoras en diseños de productos- Normativas y regulaciones
Materiales- Capacidad de proveedores- Capacidad de almacenamiento- Disponibilidad de materiales
ESQUEMA DE PLANIFICACION AGREGADA
ESPEGestión de la Producción
56
Dr-Ing. José Luis Piñeiros Mendoza
2.2 PRIORIDADES COMPETITIVAS2.2 PRIORIDADES COMPETITIVAS
Costo: 1. Operaciones de bajo costo
Calidad: 2. Diseño de alto rendimiento3. Calidad Consistente
Tiempo: 4. Entrega rápida5. Entrega a tiempo6. Velocidad de desarrollo
Flexibilidad: 7. Personalización8. Flexibilidad de volumen
ESPEGestión de la Producción
57
Dr-Ing. José Luis Piñeiros Mendoza
2.2 ESTRATEGIAS BASADAS EN FLUJO2.2 ESTRATEGIAS BASADAS EN FLUJO
- Estrategia de fabricación para Inventario(Producción en masa)
- Estrategia de servicios Estandarizados
- Estrategia de ensamble por pedido
- Estrategia de fabricación por Pedido
- Estrategia de Servicios según Pedido
Personalización Masiva (Ensamble por pedido pero a escala masiva) (Mass customization)
ESPEGestión de la Producción
58
Dr-Ing. José Luis Piñeiros Mendoza
2.32.3 DISEÑO DE PROCESOSDISEÑO DE PROCESOS
ESPEGestión de la Producción
59
Dr-Ing. José Luis Piñeiros Mendoza
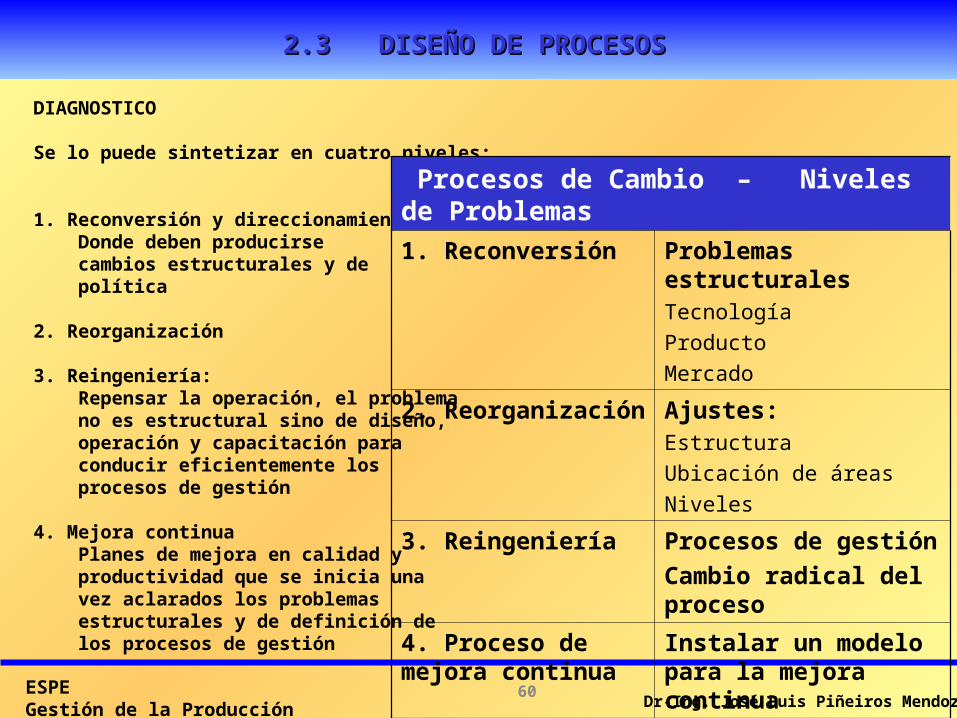
DIAGNOSTICO
Se lo puede sintetizar en cuatro niveles:
1. Reconversión y direccionamiento: Donde deben producirse cambios estructurales y de política
2. Reorganización
3. Reingeniería: Repensar la operación, el problema no es estructural sino de diseño, operación y capacitación para conducir eficientemente los procesos de gestión
4. Mejora continua Planes de mejora en calidad y productividad que se inicia una vez aclarados los problemas estructurales y de definición de los procesos de gestión
Procesos de Cambio – Niveles de Problemas
1. Reconversión Problemas estructuralesTecnología
Producto
Mercado
2. Reorganización Ajustes:Estructura
Ubicación de áreas
Niveles
3. Reingeniería Procesos de gestión
Cambio radical del proceso
4. Proceso de mejora continua
Instalar un modelo para la mejora continua
2.3 2.3 DISEÑO DE PROCESOSDISEÑO DE PROCESOS
ESPEGestión de la Producción
60
Dr-Ing. José Luis Piñeiros Mendoza
2 .3 2 .3 DISEÑO DE PROCESOSDISEÑO DE PROCESOS
1. RECONVERSION Y DIRECCIONAMIENTOLiderazgo FuerteLos gerentes deben ayudar a vencer la resistencia de la estructura vieja, aportando su poder e influencia en el grado necesario para asegurar que el proyecto se desarrolle dentro de un contexto estratégico. También deben generar el sentido de urgencia, presentando una argumentación a favor del cambio que sea convincente y que se renueve constantemente.
Equipos InterdisciplinariosDeben estar presentes en el equipo que trabaja en los cambios todos los departamentos involucrados, deben trabajar con alta participación, donde los equipos autodirigidos y la política de conferir poder o facultad a los empleados debe ser la regla.
Tecnología de la InformaciónEn la mayoría de proyectos de reingeniería se diseñan procesos en torno a flujos de información, como los datos sobre el cumplimiento de los pedidos del cliente. Se debe considerar a fondo los usuarios de la información, cuando la necesitan y dónde.
Filosofía de “borrón y cuenta nueva”Se toma como punto departida la forma en que el cliente desea hacer tratos con la compañía, los equipos comienzan con los objetivos de los clientes internos y externos del proceso, establecen el precio deseado para el servicio o producto, deducen las ganancias deseadas y buscan el proceso que provea lo que el cliente desea al precio que está él dispuesto a pagar.
ESPEGestión de la Producción
Dr-Ing. José Luis Piñeiros Mendoza
2.3 2.3 DISEÑO DE PROCESOSDISEÑO DE PROCESOS
3. Reingeniería de Procesos
Es la revisión fundamental y el cambio radical del diseño del proceso, para mejorar drásticamente el rendimiento en términos de costo, calidad, servicio y rapidez. No es una mejoría gradual, sino una especie de reinvención de los procesos.
Ejemplo: Bell Atlantic sometió a reingeniería su negocio telefónico luego de años de llegar a situación de pérdida continua, al cabo de 5 años de esfuerzos, redujo el tiempo de conexión para sus nuevos suscriptores, de 16 días a solo unas horas. En el proceso de cambio Bell Atlantic cesó a 20.000 empleados, pero consiguió ser más competitivas y revertir la tendencia que se pensaba la llevaría a la quiebra.
Procesos Críticos.Concentrarse en procesos fundamentales del negocio (desarrollo de nuevos productos o servicio al cliente), no en departamentos funcionales como compras o marketing.Descubrir oportunidades de suprimir actividades de supervisión y trabajo que no agregan valor al proceso, en vez de defender su territorio.
ESPEGestión de la Producción
Dr-Ing. José Luis Piñeiros Mendoza
2.3 2.3 DISEÑO DE PROCESOSDISEÑO DE PROCESOS
Análisis de ProcesosEl equipo de reingeniería debe conocer bien (manera objetiva) el proceso actual: qué produce, cuán bien se desempeña y qué factores lo afectan. Se deben analizar todos los procedimientos que intervienen en el proceso, en toda la organización, investigando porqué se hace de tal manera y encontrando toda actividad que no agrega valor para eliminarla o reemplazarla. No olvidar hacer benchmarking de cada tarea y proceso.
El conocimiento de un proceso y la forma en que se puede mejorar surge con frecuencia de la gente que realiza ese trabajo todos los días, no de los equipos ínter funcionales ni de la alta gerencia.
4. Proceso de Mejora Continua
Estudios sistemáticos de las actividades y los flujos de cada proceso a fin de mejorarlos. Se procura entender que esta sucediendo en el proceso para luego buscar soluciones que resuelva alguna de los siguientes problemas del proceso:
• Lento en responder a los requerimientos del cliente• Origina demasiados problemas o errores en relación a la calidad• Es costoso• Es cuello de botella y se generan acumulaciones de material• Con lleva trabajo desagradable, contaminación o poco valor agregado
ESPEGestión de la Producción
Dr-Ing. José Luis Piñeiros Mendoza
2.3 2.3 DISEÑO DE PROCESOSDISEÑO DE PROCESOS
Existen dos técnicas analíticas para ayudar a resolver el proceso:
1.- Diagrama de Flujos2.- Gráficos de Procesos
Para aplicar esto, el administrador debe hacer las siguientes preguntas:
1. Qué se está haciendo 4. Dónde se está haciendo2. Cuándo se hace 5. Cuánto tiempo requiere3. Quién lo está haciendo 6. Cómo se está haciendo
Diagrama de Flujo
Describe el flujo de información, clientes, empleados, equipos o materiales, a través deun proceso. No existe un formato preciso, se suele usar cuadros, líneas y flechas. Setraza la línea de visibilidad que divide las actividades que son visibles directamente paralos clientes, de aquellas que no lo son.
Aquí se identifican las operaciones que son esenciales para el éxito y aquellas que seproducen fallas con frecuencia. Es útil indicar en cada caja ciertas mediciones delproceso como: tiempo total transcurrido, pérdida de calidad, frecuencia de errores,capacidad y/o costo.
ESPEGestión de la Producción
Dr-Ing. José Luis Piñeiros Mendoza
2.3 2.3 DISEÑO DE PROCESOSDISEÑO DE PROCESOS
Gráficas de Procesos
Es forma organizada de registrar todas las actividades que realiza una persona (omáquina) en una estación de trabajo, al atender a un cliente o al trabajar con materiales.
Se han agrupado estas actividades en cinco categorías:
Operación – modifica, crea o agrega algo. Hacer perforación con un taladro. Atender a un cliente.Transporte – (manejo de materiales) mueve el objeto de estudio de un lugar a otro. Cliente que camina de un lugar a otro del mostrador, grúa que mueve viga. Inspección – revisa o verifica algo. Revisar si existen manchas en una superficie.Retraso – el objeto se queda detenido en espera de una acción posterior. Tiempo en que los trabajadores, equipos y/o materiales permanecen
ociosos.Almacenaje – algo es apartado para usarse después. Material guardado, documento queda guardado en un archivo.
ESPEGestión de la Producción
Dr-Ing. José Luis Piñeiros Mendoza
2.3 2.3 DISEÑO DE PROCESOSDISEÑO DE PROCESOS
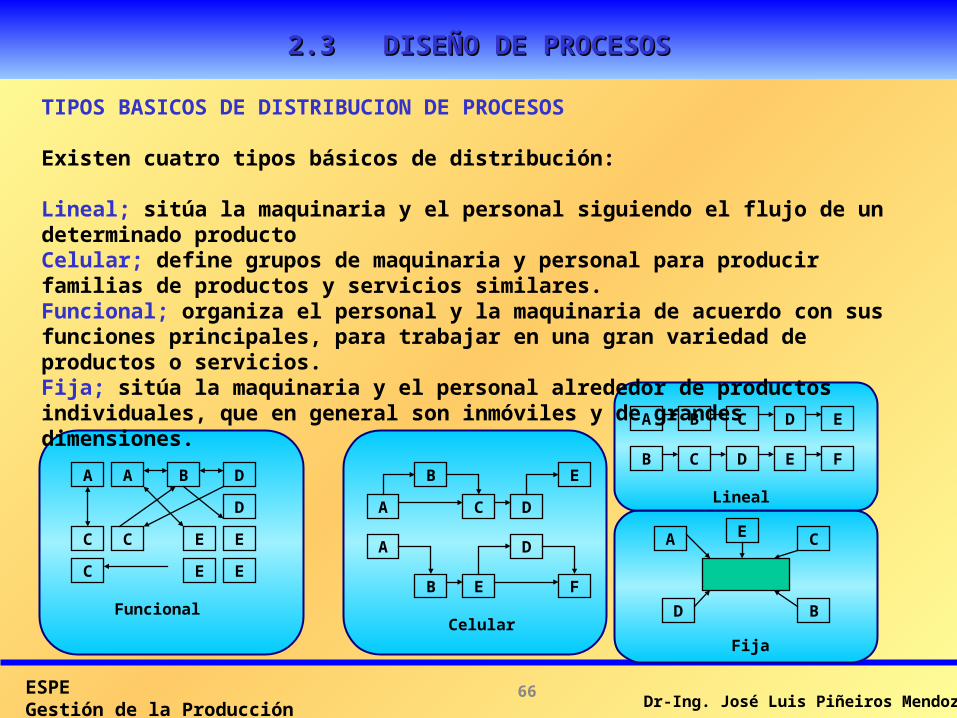
TIPOS BASICOS DE DISTRIBUCION DE PROCESOS
Existen cuatro tipos básicos de distribución:
Lineal; sitúa la maquinaria y el personal siguiendo el flujo de un determinado productoCelular; define grupos de maquinaria y personal para producir familias de productos y servicios similares.Funcional; organiza el personal y la maquinaria de acuerdo con sus funciones principales, para trabajar en una gran variedad de productos o servicios.Fija; sitúa la maquinaria y el personal alrededor de productos individuales, que en general son inmóviles y de grandes dimensiones.
A B C D E
FB C D E
LinealA A B D
D
EE
E E
C C
C
Funcional
A
B
C D
E
A
B F
D
E
Celular
A
B
C
D
E
Fija
ESPEGestión de la Producción
66
Dr-Ing. José Luis Piñeiros Mendoza
2.3 2.3 DISEÑO DE PROCESOSDISEÑO DE PROCESOS
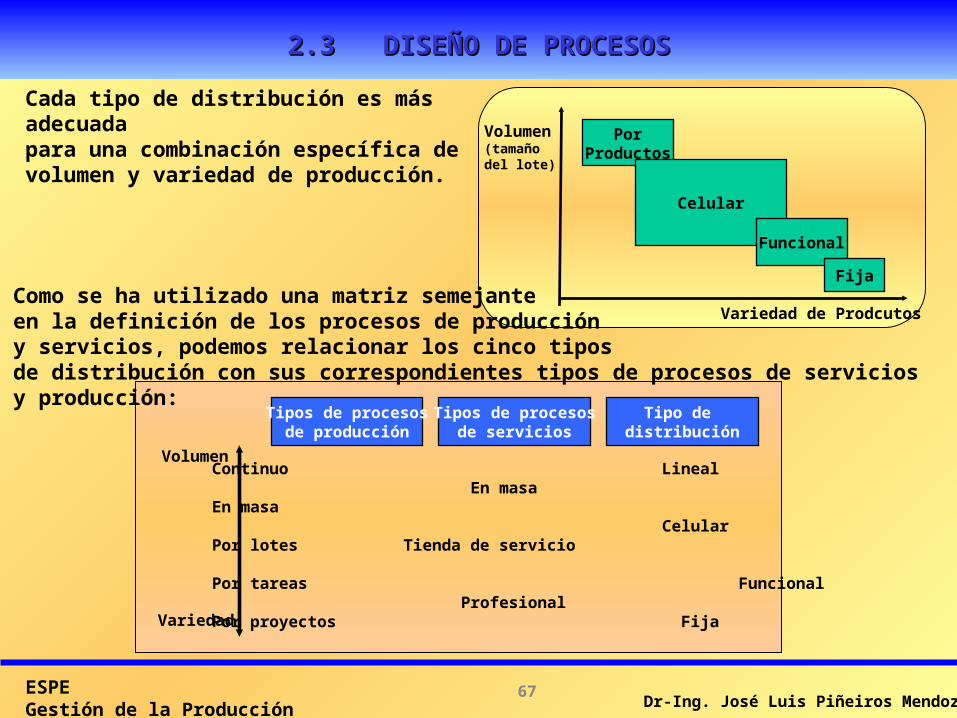
Cada tipo de distribución es más adecuadapara una combinación específica de volumen y variedad de producción.
Volumen
Variedad
Volumen(tamañodel lote)
Variedad de Prodcutos
PorProductos
Celular
Funcional
FijaComo se ha utilizado una matriz semejante en la definición de los procesos de producción y servicios, podemos relacionar los cinco tipos de distribución con sus correspondientes tipos de procesos de servicios y producción:
Tipos de procesosde producción
Continuo Lineal En masa
En masa Celular
Por lotes Tienda de servicio
Por tareas Funcional Profesional
Por proyectos Fija
Tipos de procesosde servicios
Tipo de distribución
ESPEGestión de la Producción
67
Dr-Ing. José Luis Piñeiros Mendoza
2.42.4 PRONOSTICO DE LA PRONOSTICO DE LA DEMANDADEMANDA
ESPEGestión de la Producción
Dr-Ing. José Luis Piñeiros Mendoza
2.4 PRONOSTICO DE LA DEMANDA2.4 PRONOSTICO DE LA DEMANDA
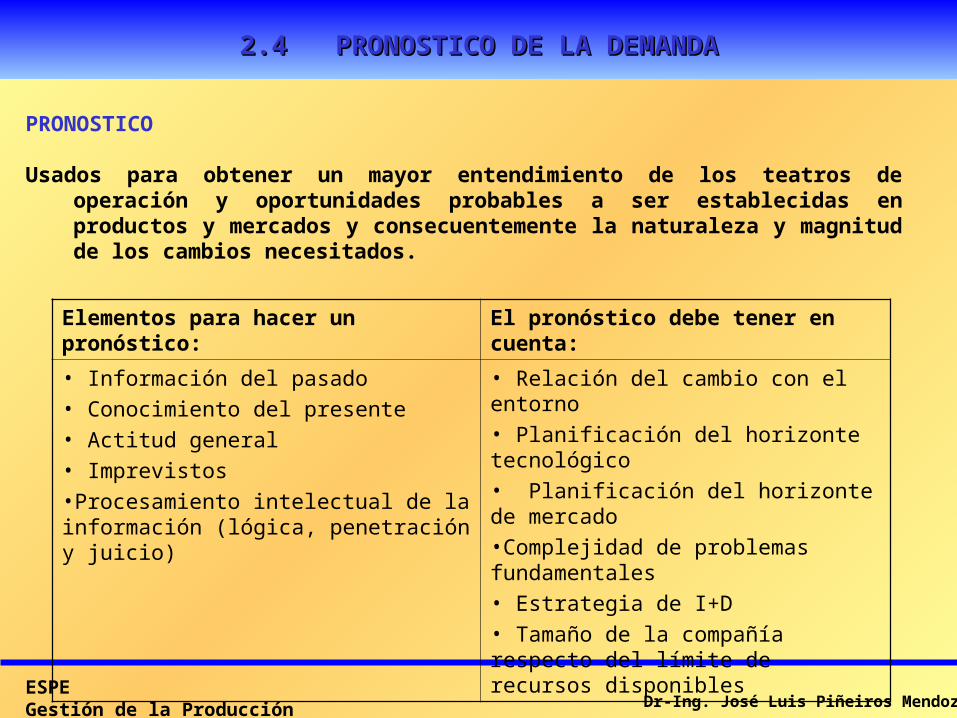
PRONOSTICO
Usados para obtener un mayor entendimiento de los teatros de operación y oportunidades probables a ser establecidas en productos y mercados y consecuentemente la naturaleza y magnitud de los cambios necesitados.
Elementos para hacer un pronóstico: El pronóstico debe tener en cuenta:
• Información del pasado
• Conocimiento del presente
• Actitud general
• Imprevistos
•Procesamiento intelectual de la información (lógica, penetración y juicio)
• Relación del cambio con el entorno
• Planificación del horizonte tecnológico
• Planificación del horizonte de mercado
•Complejidad de problemas fundamentales
• Estrategia de I+D
• Tamaño de la compañía respecto del límite de recursos disponibles
ESPEGestión de la Producción
Dr-Ing. José Luis Piñeiros Mendoza
CARACTERISTICAS DE LA DEMANDA
La demanda se caracteriza por ser muy variable, existen patrones previsibles por ejemplo, demanda de fertilizantes para el césped es mayor en primavera y verano; sin embargo en los fines de semana específicos del periodo de lata demanda pueden verse influenciados por la lluvia.
PATRONES DE LA DEMANDA
Las observaciones ordenadas y repetidas de la demanda de un producto o servicio forman un patrón que se conoce como serie de tiempo.
Los cinco patrones básicos son:
- horizontal; la fluctuación de los datos se da entorno a una media constante- de tendencia; se da un incremento o decremento sistemático de la media en el tiempo.- estacional; un patrón repetible de incrementos o decrementos de la demanda que dependen de la fecha o temporada.- cíclico; pauta de incremento o decrementos graduables y menos previsibles de la demanda, que se presenta en periodos de tiempo (años o decenios).- aleatoria; una serie de variaciones impredecibles.
2.4 PRONOSTICO DE LA DEMANDA2.4 PRONOSTICO DE LA DEMANDA
ESPEGestión de la Producción
Dr-Ing. José Luis Piñeiros Mendoza
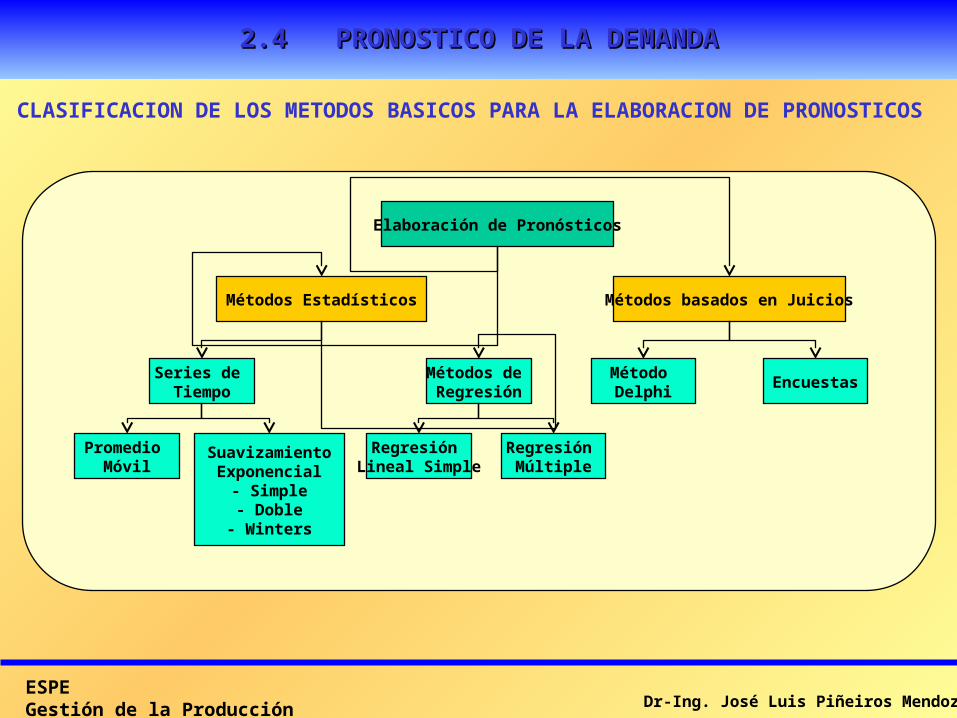
CLASIFICACION DE LOS METODOS BASICOS PARA LA ELABORACION DE PRONOSTICOS
Elaboración de Pronósticos
Métodos Estadísticos Métodos basados en Juicios
Series de Tiempo
Métodos de Regresión
Método Delphi
Encuestas
Promedio Móvil
SuavizamientoExponencial
- Simple- Doble
- Winters
Regresión Lineal Simple
Regresión Múltiple
2.4 PRONOSTICO DE LA DEMANDA2.4 PRONOSTICO DE LA DEMANDA
ESPEGestión de la Producción
Dr-Ing. José Luis Piñeiros Mendoza
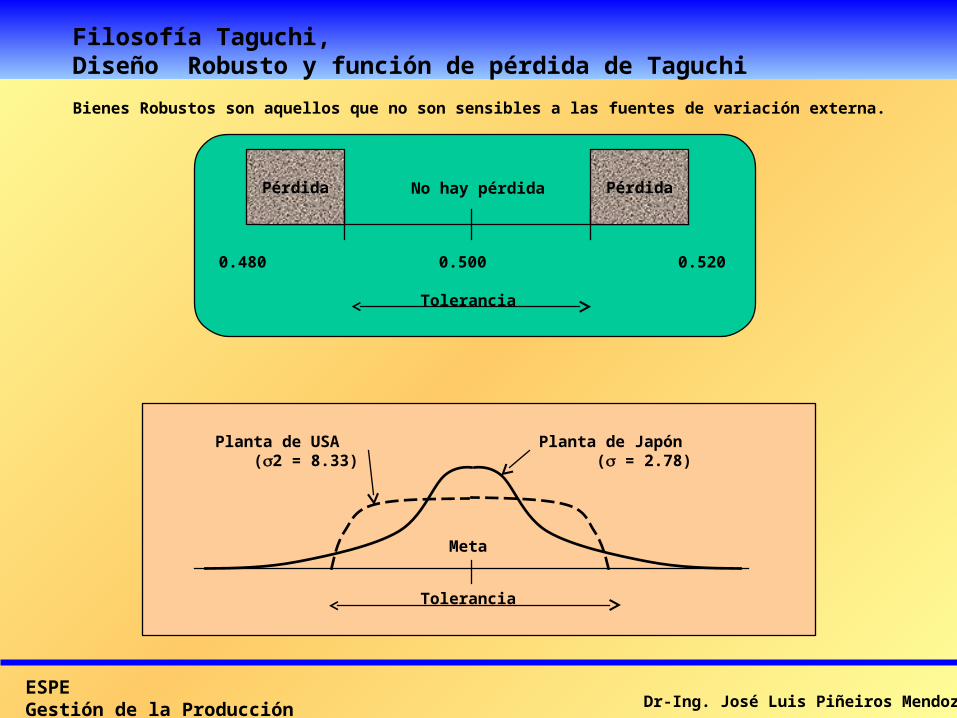
Filosofía Taguchi, Diseño Robusto y función de pérdida de Taguchi
Bienes Robustos son aquellos que no son sensibles a las fuentes de variación externa.
Pérdida Pérdida
0.480 0.500 0.520
Tolerancia
No hay pérdida
Tolerancia
Meta
Planta de USA (2 = 8.33)
Planta de Japón ( = 2.78)
ESPEGestión de la Producción
Dr-Ing. José Luis Piñeiros Mendoza
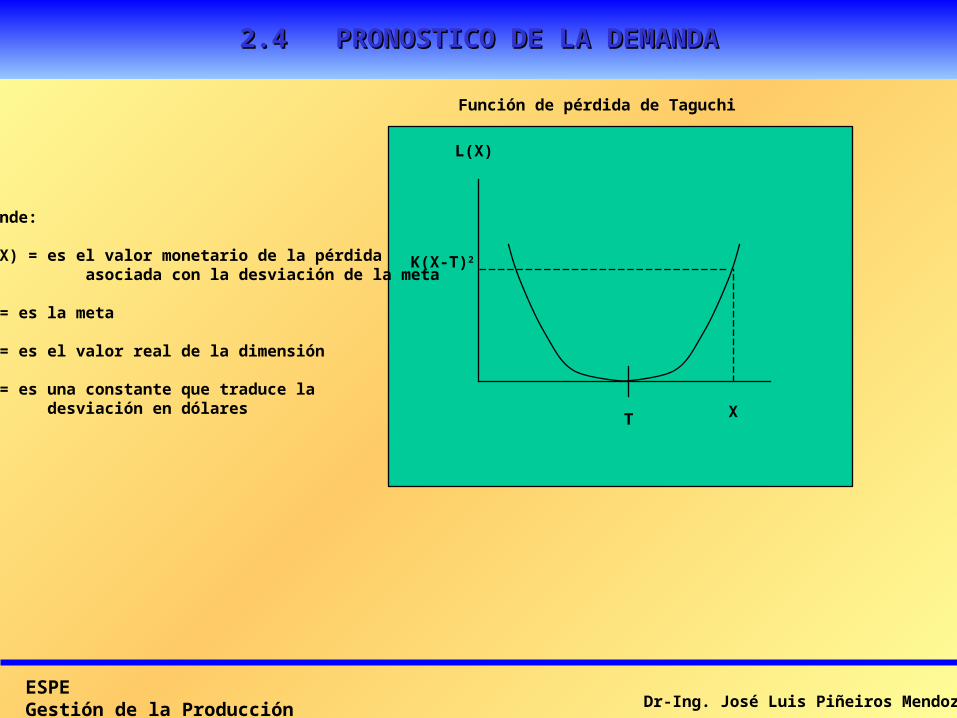
T X
K(X-T)2
L(X)
Donde:
L(X) = es el valor monetario de la pérdida asociada con la desviación de la meta
T = es la meta
X = es el valor real de la dimensión
K = es una constante que traduce la desviación en dólares
Función de pérdida de Taguchi
2.4 PRONOSTICO DE LA DEMANDA2.4 PRONOSTICO DE LA DEMANDA
ESPEGestión de la Producción
Dr-Ing. José Luis Piñeiros Mendoza
2.52.5 ADMINISTRACION DE ADMINISTRACION DE TECNOLOGIATECNOLOGIA
ESPEGestión de la Producción
74
Dr-Ing. José Luis Piñeiros Mendoza
2.5 ADMINISTRACION DE TECNOLOGIA2.5 ADMINISTRACION DE TECNOLOGIA
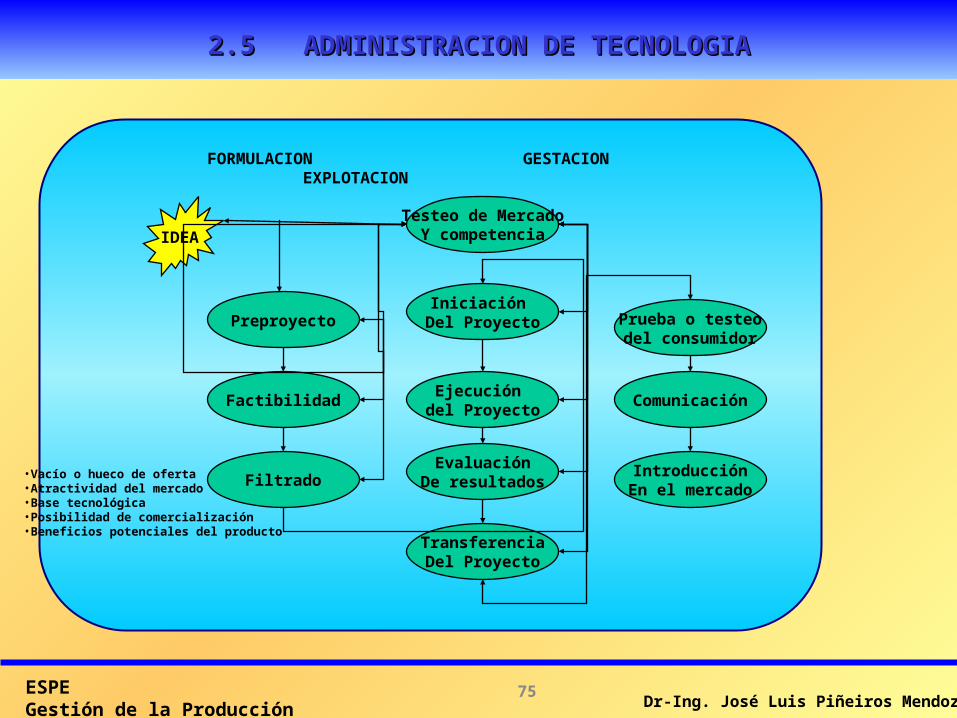
Preproyecto
Factibilidad
Filtrado
Iniciación Del Proyecto
Testeo de MercadoY competencia
Ejecución del Proyecto
EvaluaciónDe resultados
TransferenciaDel Proyecto
Prueba o testeodel consumidor
Comunicación
IntroducciónEn el mercado
IDEA
FORMULACION GESTACION EXPLOTACION
•Vacío o hueco de oferta•Atractividad del mercado•Base tecnológica•Posibilidad de comercialización•Beneficios potenciales del producto
ESPEGestión de la Producción
75
Dr-Ing. José Luis Piñeiros Mendoza
2.5 ADMINISTRACION DE TECNOLOGIA2.5 ADMINISTRACION DE TECNOLOGIA
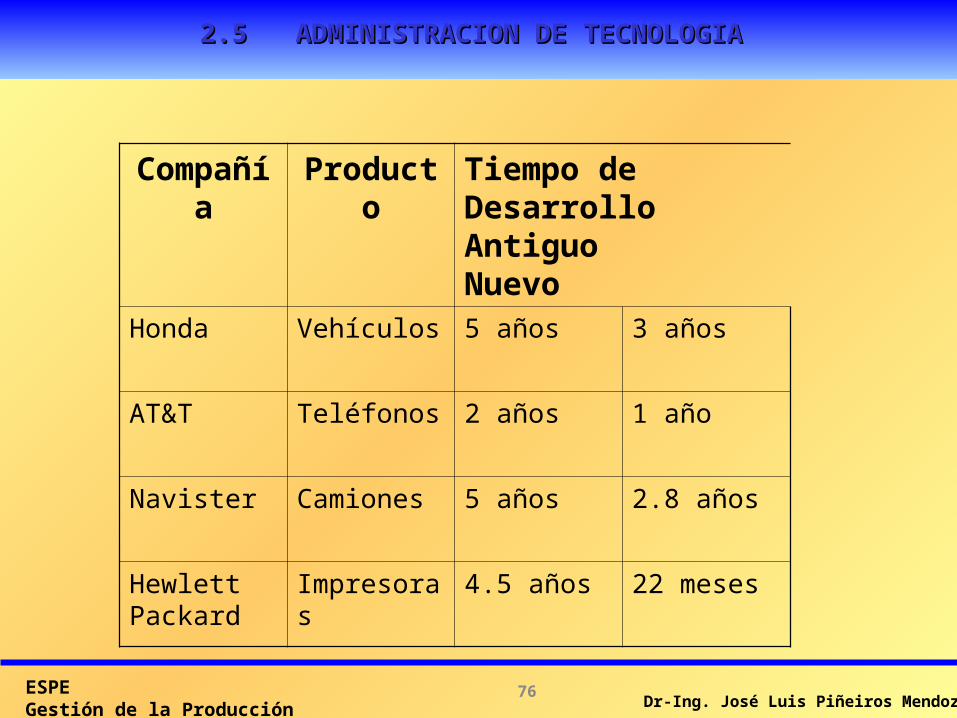
Compañía Producto Tiempo de Desarrollo Antiguo Nuevo
Honda Vehículos 5 años 3 años
AT&T Teléfonos 2 años 1 año
Navister Camiones 5 años 2.8 años
Hewlett Packard
Impresoras 4.5 años 22 meses
ESPEGestión de la Producción
76
Dr-Ing. José Luis Piñeiros Mendoza
2.5 ADMINISTRACION DE TECNOLOGIA2.5 ADMINISTRACION DE TECNOLOGIA
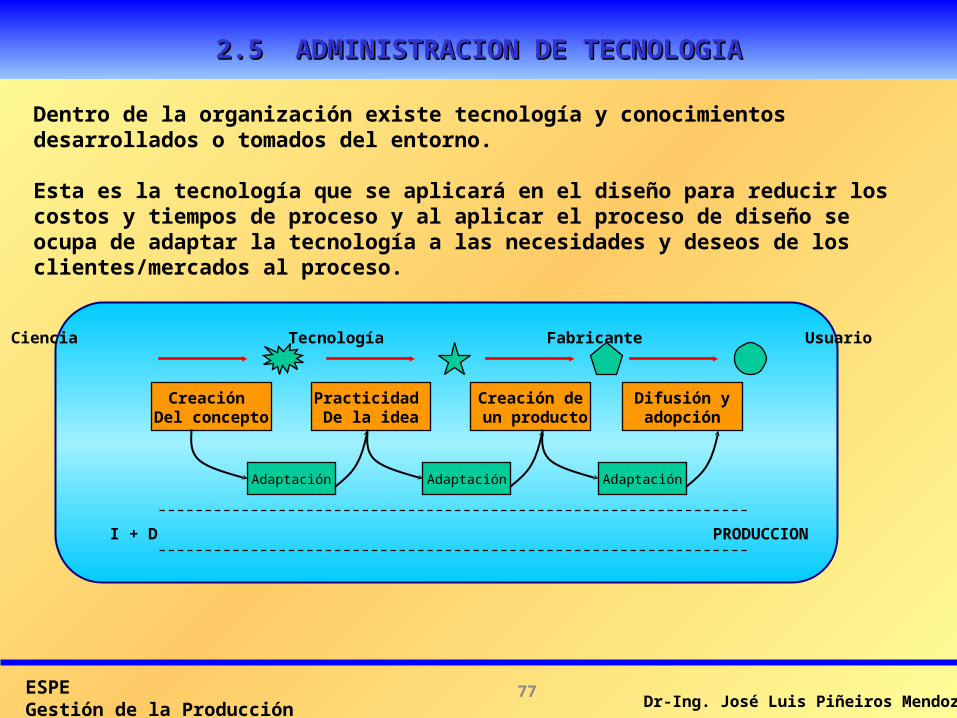
Dentro de la organización existe tecnología y conocimientos desarrollados o tomados del entorno.
Esta es la tecnología que se aplicará en el diseño para reducir los costos y tiempos de proceso y al aplicar el proceso de diseño se ocupa de adaptar la tecnología a las necesidades y deseos de los clientes/mercados al proceso.
Creación Del concepto
Practicidad De la idea
Creación de un producto
Difusión yadopción
Ciencia Tecnología Fabricante Usuario
Adaptación Adaptación Adaptación
I + D PRODUCCION
ESPEGestión de la Producción
77
Dr-Ing. José Luis Piñeiros Mendoza
2.5 ADMINISTRACION DE TECNOLOGIA2.5 ADMINISTRACION DE TECNOLOGIA
CONCEPTOS CLAVE
NIVEL DE TECNOLOGIA de una EMPRESA: Conjunto de conocimientos y habilidadesque tienen las personas y que les permite hacer bien su trabajo en el área en que laempresa compite.
INNOVACION: Incorporación de conocimientos a la organización en el momento en queesta los requiere (pueden estar presentes en el mercado)
El concepto de tecnología queda reducido en el marco de una empresa a dos conceptos:
1.- ¿Como maneja la empresa los conocimientos dentro de la organización? (Knowledge management)2.- Capacidad de la organización para innovar constantemente para mantenerse a la vanguardia del mercado? (tecnology management) Investigadores en las universidades, empresas privadas juegan rol importante, lainnovación es impredecible
En la investigación científica el criterio de éxito es técnico y en la innovación estecriterio es comercial.
ESPEGestión de la Producción
78
Dr-Ing. José Luis Piñeiros Mendoza
2.5 ADMINISTRACION DE TECNOLOGIA2.5 ADMINISTRACION DE TECNOLOGIA
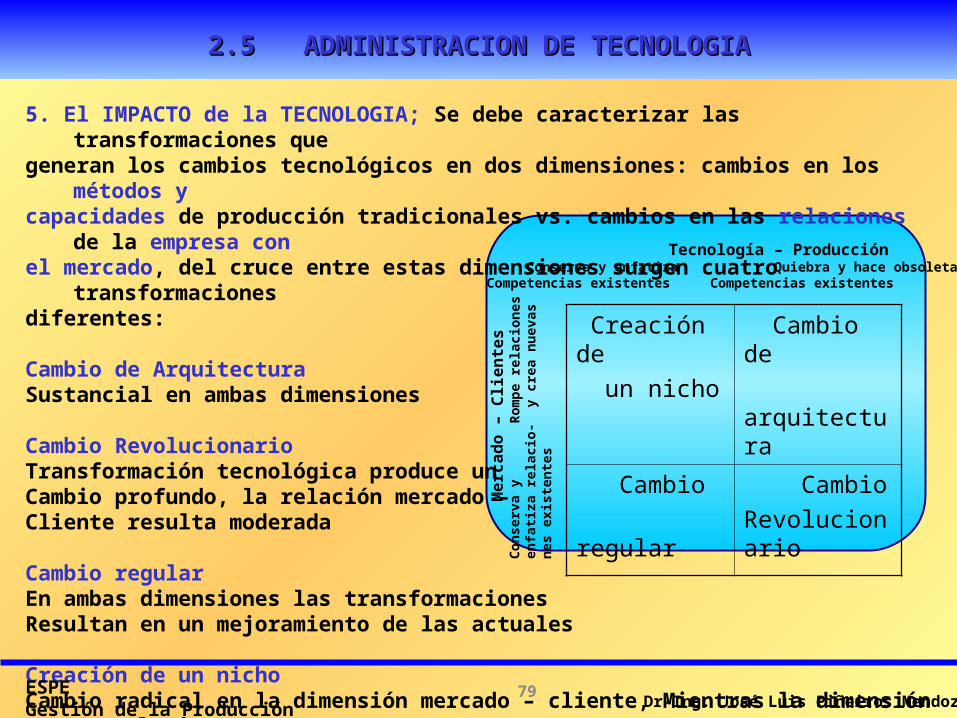
5. El IMPACTO de la TECNOLOGIA; Se debe caracterizar las transformaciones que generan los cambios tecnológicos en dos dimensiones: cambios en los métodos ycapacidades de producción tradicionales vs. cambios en las relaciones de la empresa conel mercado, del cruce entre estas dimensiones surgen cuatro transformacionesdiferentes:
Cambio de ArquitecturaSustancial en ambas dimensiones
Cambio RevolucionarioTransformación tecnológica produce unCambio profundo, la relación mercado –Cliente resulta moderada
Cambio regularEn ambas dimensiones las transformacionesResultan en un mejoramiento de las actuales
Creación de un nichoCambio radical en la dimensión mercado – cliente, Mientras la dimensión tecnologíade producción evoluciona sin desactualizar las existentes
Creación de
un nicho
Cambio de
arquitectura
Cambio
regular
Cambio
Revolucionario
Tecnología – Producción Conserva y enfatiza Quiebra y hace obsoletasCompetencias existentes Competencias existentes
M
erc
ad
o –
Cl i
en
tes
Co
ns e
rva
y
R
om
pe
rela
cio
nes
enfa
tiza
rel
a cio
- y
cre
a n
uev
a sn
e s e
xist
ent e
s
ESPEGestión de la Producción
79
Dr-Ing. José Luis Piñeiros Mendoza
2.62.6 CURVAS DE APRENDIZAJECURVAS DE APRENDIZAJE
ESPEGestión de la Producción
80
Dr-Ing. José Luis Piñeiros Mendoza
2.6 CURVAS DE APRENDIZAJE2.6 CURVAS DE APRENDIZAJE
En el mundo actual se producen cambios de manera constante y donde existen cambiostambién hay algo que aprender.
Mediante la instrucción y la repetición los trabajadores aprenden a realizar con máseficiencia sus labores, reduciendo el número de horas de mano de obra directa por unidad. Las organizaciones al igual que los trabajadores aprenden. El aprendizajeorganizacional implica adquirir experiencia con productos y procesos, alcanzar mayoreficiencia con el uso óptimo de los recursos e introducir mejoras en los métodosadministrativos o en el personal.
EL EFECTO DEL APRENDIZAJE
Se lo puede representar por una línea llamada curva de aprendizaje, que muestra larelación entre mano de obra directa total por unidad y la cantidad acumulativa delproducto o servicio producido.
La curva de aprendizaje fue desarrollada por primera vez en la industria aeronáuticaantes de la II GM, cuando los analistas descubrieron que el insumo de mano de obradirecta por aeroplano fabricado disminuía con considerable regularidad a medida queaumentaba el número acumulativo de aviones producidos.
Las encuestas en esa industria revelaron que se podía representar la experiencia
ESPEGestión de la Producción
81
Dr-Ing. José Luis Piñeiros Mendoza
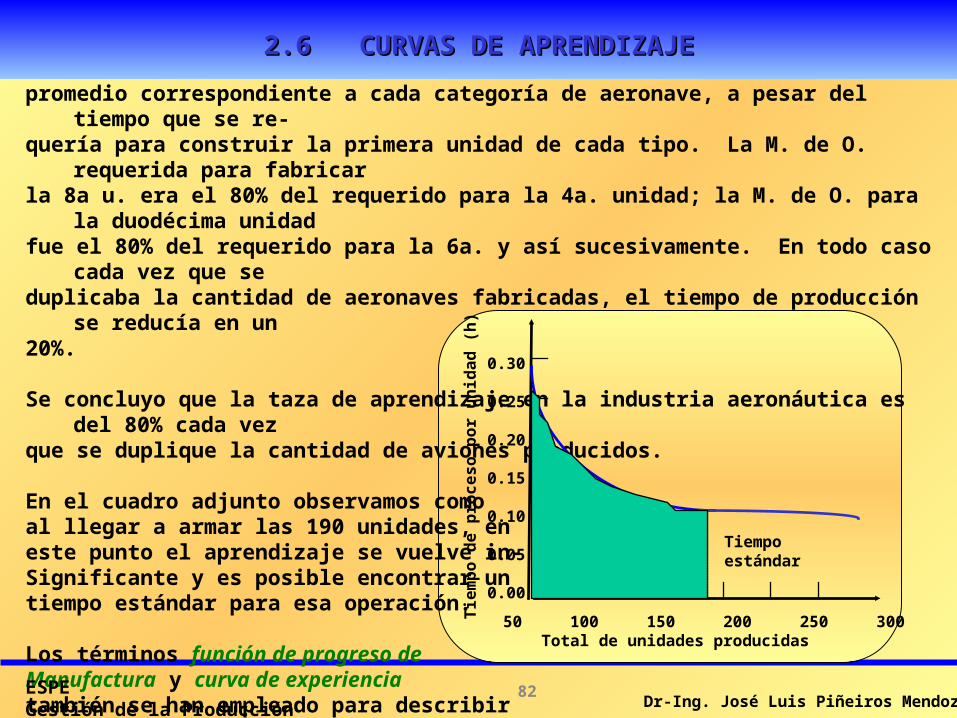
promedio correspondiente a cada categoría de aeronave, a pesar del tiempo que se re-quería para construir la primera unidad de cada tipo. La M. de O. requerida para fabricarla 8a u. era el 80% del requerido para la 4a. unidad; la M. de O. para la duodécima unidadfue el 80% del requerido para la 6a. y así sucesivamente. En todo caso cada vez que seduplicaba la cantidad de aeronaves fabricadas, el tiempo de producción se reducía en un20%.
Se concluyo que la taza de aprendizaje en la industria aeronáutica es del 80% cada vezque se duplique la cantidad de aviones producidos.
En el cuadro adjunto observamos comoal llegar a armar las 190 unidades, en este punto el aprendizaje se vuelve in-Significante y es posible encontrar untiempo estándar para esa operación.
Los términos función de progreso deManufactura y curva de experienciatambién se han empleado para describiresta relación, aún cuando la curva deexperiencia se refiera a los costos delvalor agregado total por unidad y no alas horas de trabajo.
2.6 CURVAS DE APRENDIZAJE2.6 CURVAS DE APRENDIZAJE
Tie
mp
o d
e p
roc
es
o p
or
un
ida
d (
h)
50 100 150 200 250 300 Total de unidades producidas
0.30
0.25
0.20
0.15
0.10
0.05
0.00
Periodo deaprendizaje
Tiempo estándar
ESPEGestión de la Producción
82
Dr-Ing. José Luis Piñeiros Mendoza
2.6 CURVAS DE APRENDIZAJE2.6 CURVAS DE APRENDIZAJE
Emplearemos aquí el término curva de aprendizaje para describir las reducciones,ya sea de la mano de obra directa total por unidad o de los costos del valor agregadototal por unidad.
Las curvas de aprendizaje permiten a la empresa proyectar el costo unitario de Manufactura para cualquier cantidad acumulativa de producción.
Las empresas cuya estrategia competitiva se basa en precios bajos, dependen de laproducción de altos volúmenes para mantener sus márgenes de ganancia. Esta tácticahace difícil que los competidores puedan introducirse en un mercado.
Ejemplo: En la industria de componentes electrónicos, los primeros chips tienen forzosamente un costo muy superior a periodos de producción posteriores.
A medida que aumenta la producción acumulativa, los costos y precios bajan.
Sin embargo los cambios del mercado o de los productos pueden perturbar los beneficios esperados del incremento de la producción.
ESPEGestión de la Producción
83
Dr-Ing. José Luis Piñeiros Mendoza
2.6 CURVAS DE APRENDIZAJE2.6 CURVAS DE APRENDIZAJE
DESARROLLO DE CURVAS DE APRENDIZAJE
Partimos de las siguientes suposiciones:- Mano de obra necesaria para producir la n+1a. Unidad será siempre menor que la
mano de obra directa requerida para fabricar la n-ésima unidad.- La necesidad de mano de obra directa disminuirá a una tasa descendente, a medida
que se incrementa la producción acumulativa.- La reducción, en término de tiempo, seguirá una curva exponencial.
El tiempo de producción por unidad se reduce en un porcentaje fijo cada vez que laproducción se duplica. De esta manera se desarrolla una curva logarítmica en la que lamano de obra directa que requiere la n-ésima unidad, Kn ,es:
Kn = K1nb
Donde: K1 = horas de mano de obra directa para la primera unidadn = número acumulativo de unidades producidas log rb = --------- log 2r = taza de aprendizaje
ESPEGestión de la Producción
84
Dr-Ing. José Luis Piñeiros Mendoza
2.6 CURVAS DE APRENDIZAJE2.6 CURVAS DE APRENDIZAJE
USO DE CURVAS DE APRENDIZAJE
Preparación de una cotización; la estimación de los costos de mano de obra es una parteimportante en la preparación de una cotización. Si se conoce la tasa de aprendizaje, elnúmero de unidades por producir y las tasas salariales, se puede costos esperados paramano de obra.
Planificación financiera; ayuda a determinar la cantidad de dinero en efectivo requeridapara financiar operaciones.
Estimación de requisitos de mano de obra.
CONSIDERACIONES ADMINISTRATIVAS
- La determinación de la tasa de aprendizaje puede ser difícil y usar promedios de la- industria puede ser riesgoso.- Cuanto más sencillo sea el producto tanto menos pronunciada será la tasa de- aprendizaje. Un producto complejo ofrece muchas más oportunidades de mejora.- Al sustituir mano de obra directa por sistemas automatizados, se altera la tasa de- aprendizaje.- El tiempo requerido para producir la primera unidad, es la base de cálculo.
ESPEGestión de la Producción
85
Dr-Ing. José Luis Piñeiros Mendoza
3. CAPACIDAD DE 3. CAPACIDAD DE PRODUCCIONPRODUCCION
ESPEGestión de la Producción
86
Dr-Ing. José Luis Piñeiros Mendoza
3.1 CAPACIDAD DE 3.1 CAPACIDAD DE PRODUCCIONPRODUCCION
ESPEGestión de la Producción
87
Dr-Ing. José Luis Piñeiros Mendoza
3.1 CAPACIDAD DE PRODUCCION3.1 CAPACIDAD DE PRODUCCION
CAPACIDAD, es la tasa de producción máxima de una instalación la que puede serconsiderada una estación de trabajo o una organización entera.
Se debe disponer de la capacidad necesaria para satisfacer tanto la demanda actualcomo la futura, caso contrario se pierde oportunidad de crecimiento y beneficios.
Se tienen dos tipos de planes de Capacidad:
1.- A corto plazo, estrategia para actuar ante las variaciones actuales del mercado, está enfocada al tamaño de la fuerza laboral, presupuesto por horas extras, disponibilidad de maquinarias, mantenimiento, inventarios de materiales.
2.- A largo plazo, mas de dos años, tienen una connotación no reversible e implican inversiones mayores en activos para incrementar la capacidad de la planta. Estos planes requieren la aprobación del directorio de la Cia. por sus implicaciones. PLANIFICACION DE LA CAPACIDAD
La excesiva capacidad puede ser tan fatal como la falta de capacidad, antes de definiruna estrategia de capacidad se debe analizar:
ESPEGestión de la Producción
88
Dr-Ing. José Luis Piñeiros Mendoza
3.1 CAPACIDAD DE PRODUCCION3.1 CAPACIDAD DE PRODUCCION
- Capacidad extra (colchón) requerida para manejar la demanda incierta y variable- Se debe expandir la capacidad antes que la demanda se manifieste con claridad o
esperamos a que se manifieste con certeza
Medición de la CapacidadLa capacidad se expresa en cualquiera de estas dos formas:
A.- Mediciones basadas en la salida del producto; opción empleada por procesos de flujo de línea.Ejemplos: Nissan Mo.Co., indica que la capacidad de su planta de Tennessee es de450.00 vehículos al año, un solo modelo. Si esta misma planta trabajaría en tresmodelos diferentes su capacidad total de producción sería menor, en función del gradode dificultad de cada modelo a ser fabricado, la mezcla de los productos complica lamedición de capacidad basada en productos. Un restaurante puede atender por día a 200 clientes para llevar y a 100 personas en lasmesas del local. Mientras más variedad de productos es más difícil determinar lacapacidad máxima.
B.- Medición basada en los insumos, opción habitual para procesos de flujo flexible.Ejemplo: Una tienda de fotocopiado, es posible medir la capacidad en términos dehoras/máquina o por el número de máquinas, la demanda también dificulta la mediciónbasada en insumos.
ESPEGestión de la Producción
89
Dr-Ing. José Luis Piñeiros Mendoza
3.1 CAPACIDAD DE PRODUCCION3.1 CAPACIDAD DE PRODUCCION
La demanda que se expresa invariablemente como una tasa de salida de productosdebe ser convertida a una medición de capacidad basada en los insumos.Ejemplo: En un centro de copiado se deberá convertir su demanda anual de copias,para sus distintos clientes, al número de máquinas requeridas para ello.
UtilizaciónEs el grado en que el equipo, es espacio o la mano de obra se emplean actualmente, selo expresa como porcentaje:
Tasa de producción promedioUtilización = --------------------------------------------- X 100%
Capacidad máxima
Se debe medir en los mismos términos, tiempo, clientes, unidades, dinero.
Capacidad pico; Máxima producción que se puede lograr en un proceso o instalación,bajo condiciones ideales.
Capacidad Nominal; es una evaluación de ingeniería sobre la producción máximaanual, suponiendo una operación continua, que consideran los tiempos de paraprogramadas para mantenimiento y reparaciones.
ESPEGestión de la Producción
90
Dr-Ing. José Luis Piñeiros Mendoza
3.1 CAPACIDAD DE PRODUCCION3.1 CAPACIDAD DE PRODUCCION
Capacidad efectiva; la máxima producción que un proceso o una empresa es capaz desostener económicamente, en condiciones normales.
Cuando una empresa opera cerca de la capacidad pico, puede obtener gananciasmínimas o perder dinero, a pesar de sus niveles de ventas altos. Ejemplo: P.A. 8.
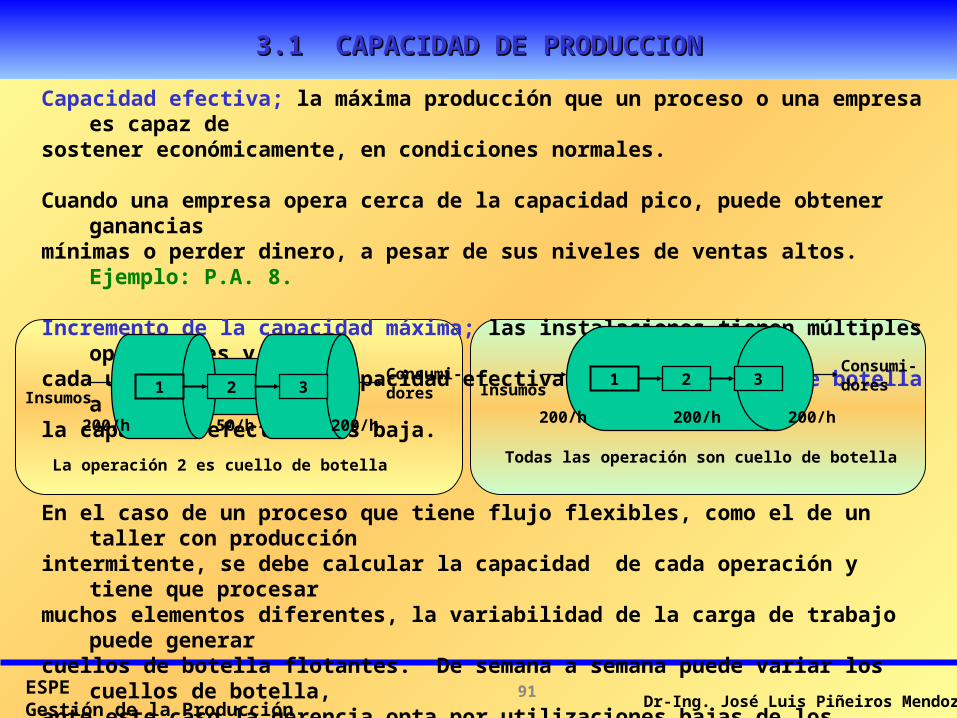
Incremento de la capacidad máxima; las instalaciones tienen múltiples operaciones ycada una con diferente capacidad efectiva, se llama cuello de botella a la operación conla capacidad efectiva más baja.
1 2 3
200/h 50/h 200/h
Insumos
Consumi-dores
La operación 2 es cuello de botella
1 2 3
200/h 200/h 200/h
Insumos
Consumi-dores
Todas las operación son cuello de botella
En el caso de un proceso que tiene flujo flexibles, como el de un taller con producciónintermitente, se debe calcular la capacidad de cada operación y tiene que procesarmuchos elementos diferentes, la variabilidad de la carga de trabajo puede generarcuellos de botella flotantes. De semana a semana puede variar los cuellos de botella,ante este caso la gerencia opta por utilizaciones bajas de los procesos para asegurarpoder reaccionar a la demanda.
ESPEGestión de la Producción
91
Dr-Ing. José Luis Piñeiros Mendoza
3.1 CAPACIDAD DE PRODUCCION3.1 CAPACIDAD DE PRODUCCION
TEORIA DE LAS RESTRICCIONESComo se debe manejar los cuellos de botellas que se presentan en un proceso.
Identificación del (los) cuellos de Botella Se define cada cuello de botella y las restricciones en el proceso que generan, deexistir algunos cuellos de botella considerar el impacto que causa cada uno de ellos en los demás cuellos de botella.
Graficar el procesoConsiderar las métricas y parámetros críticos que son afectados por cada cuello debotella.
Definir Planes de acción para resolver los cuellos de BotellaDefinir los planes de acción para resolver los cuellos de botella en función de los Parámetros y métricas afectadas. Para el caso de más de un cuello de botella,considerar las implicaciones el el proceso de resolver cada una de las restricciones
Verificar eliminación de cuellos de Botellatasa de producción más alta implica
ESPEGestión de la Producción
92
Dr-Ing. José Luis Piñeiros Mendoza
3.1 CAPACIDAD DE PRODUCCION3.1 CAPACIDAD DE PRODUCCION
ECONOMIA DE ESCALAEl costo unitario de un bien o servicio puede reducirse cuando su tasa de producciónse incrementa. En razón de cuatro razones:
Costos fijos se reparten entre más unidades,
Costos de construcción se reducen, al duplicarse el tamaño de la instalación, algunoscostos como permisos de construcción, honorarios de arquitectos, alquiler de equiposde construcción, etc. no se incrementan.
Costo de materiales comprados disminuye, debido a que el incremento en el volumendel material a ser comprado significa por lo general disminución del precio unitario.
Se encuentran diversas ventajas en el proceso, tasa de producción más alta implicaque el proceso se desplace hacia una estrategia de flujo en línea y los recursos sedestinen a productos individuales. (se puede justificar empleo de tecnología másproductiva). Ejemplo P.A. 8.2
DESECONOMIA DE ESCALALas dimensiones de una instalación son tan grandes que se empieza a generar esteFenómeno, el costo unitario de un bien o servicio se incrementa al crecer la tasade producción. El tamaño excesivo suele traer complejidad, pérdida de enfoque,
ESPEGestión de la Producción
93
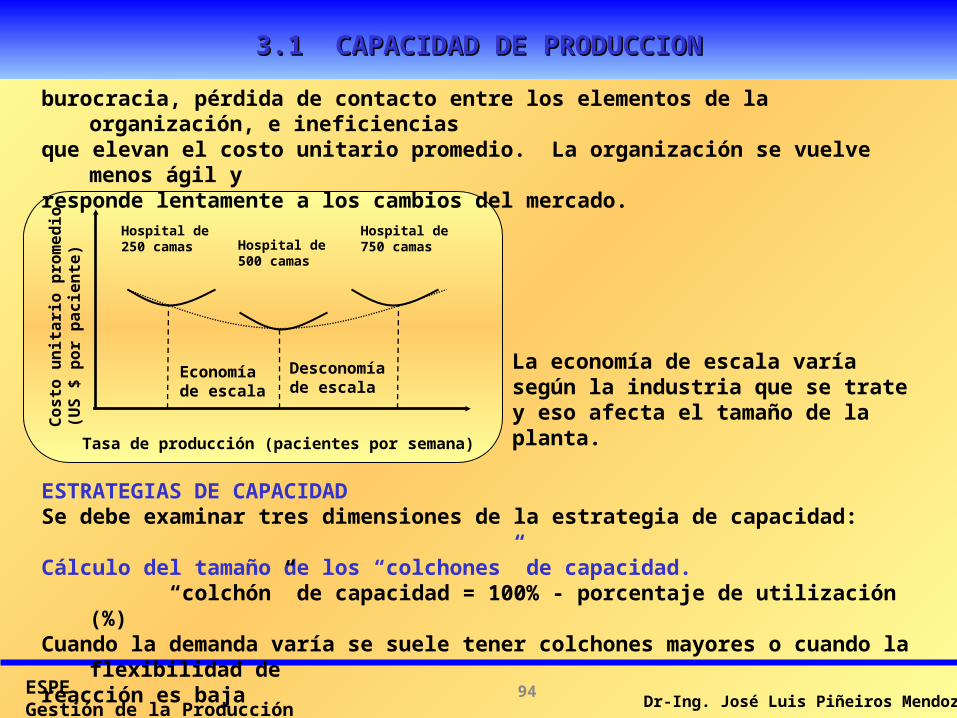
Dr-Ing. José Luis Piñeiros Mendoza
3.1 CAPACIDAD DE PRODUCCION3.1 CAPACIDAD DE PRODUCCION
burocracia, pérdida de contacto entre los elementos de la organización, e ineficienciasque elevan el costo unitario promedio. La organización se vuelve menos ágil yresponde lentamente a los cambios del mercado.
Tasa de producción (pacientes por semana)
Co
sto
un
ita
rio
pro
me
dio
(U
S $
po
r p
ac
ien
te)
Hospital de250 camas Hospital de
500 camas
Hospital de750 camas
Economía de escala
Desconomía de escala
La economía de escala varía según la industria que se trate y eso afecta el tamaño de la planta.
ESTRATEGIAS DE CAPACIDADSe debe examinar tres dimensiones de la estrategia de capacidad:
Cálculo del tamaño de los “colchones” de capacidad. “colchón” de capacidad = 100% - porcentaje de utilización (%)Cuando la demanda varía se suele tener colchones mayores o cuando la flexibilidad dereacción es baja
ESPEGestión de la Producción
94
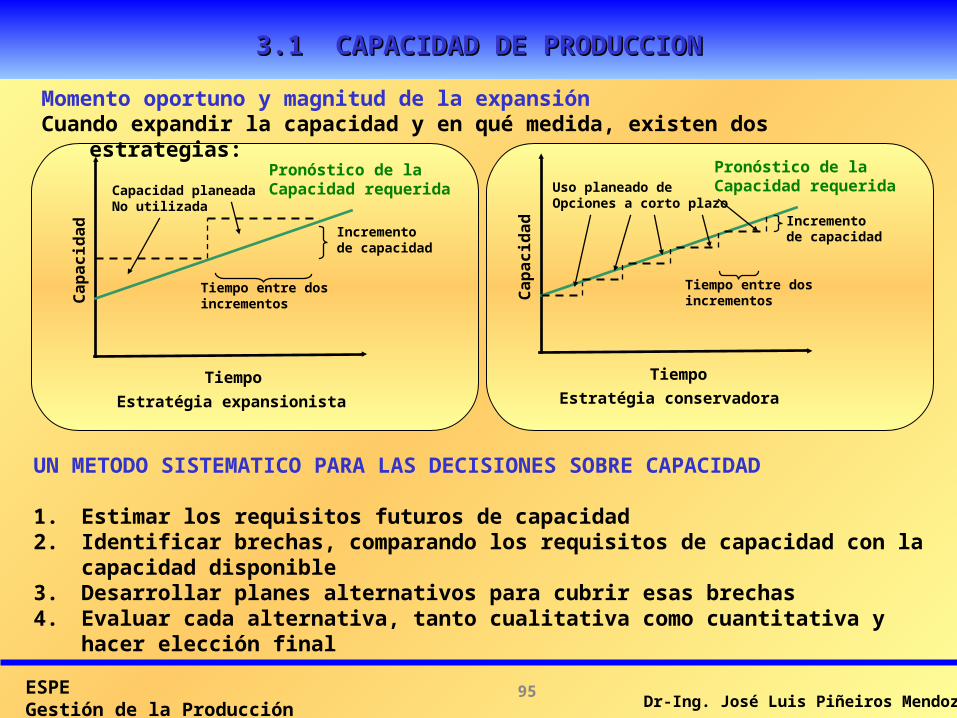
Dr-Ing. José Luis Piñeiros Mendoza
3.1 CAPACIDAD DE PRODUCCION3.1 CAPACIDAD DE PRODUCCION
Momento oportuno y magnitud de la expansiónCuando expandir la capacidad y en qué medida, existen dos estrategias:
UN METODO SISTEMATICO PARA LAS DECISIONES SOBRE CAPACIDAD
1. Estimar los requisitos futuros de capacidad2. Identificar brechas, comparando los requisitos de capacidad con la capacidad
disponible3. Desarrollar planes alternativos para cubrir esas brechas4. Evaluar cada alternativa, tanto cualitativa como cuantitativa y hacer elección final
Tiempo
Ca
pa
cid
ad
Capacidad planeada No utilizada
Pronóstico de la Capacidad requerida
Tiempo entre dosincrementos
Incrementode capacidad
Estratégia expansionista
Tiempo
Ca
pa
cid
ad
Uso planeado deOpciones a corto plazo
Pronóstico de la Capacidad requerida
Tiempo entre dosincrementos
Incrementode capacidad
Estratégia conservadora
ESPEGestión de la Producción
95
Dr-Ing. José Luis Piñeiros Mendoza
3.2 MANTENIMIENTO 3.2 MANTENIMIENTO PRODUCTIVO TOTALPRODUCTIVO TOTAL
ESPEGestión de la Producción
96
Dr-Ing. José Luis Piñeiros Mendoza
3.2 MANTENIMIENTO PRODUCTIVO TOTAL3.2 MANTENIMIENTO PRODUCTIVO TOTAL
MANTENIMIENTO DE MAQUINASLas maquinas son conjunto de elementos mecánicos que requieren constantemente deactividades de soporte para lograr mantenerse en funcionamiento a su capacidadnominal. Estas actividades se las llama mantenimiento.
Mantenimiento CorrectivoSon actividades no programadas que se deben ejecutar luego de un daño en lamaquina que obliga a un paro en su funcionamiento.
Mantenimiento PreventivoSon actividades programadas que se llevan a cabo de acuerdo a un plan preventivopara evitar paros en la maquinaria
Si estamos comprometidos en un programa de producción predefinido, las paras noprogramadas de producción nos causaran con seguridad serios problemas ya quepone en peligro el obtener los objetivos del plan de producción o en su defecto laparas por mantenimiento correctivo acarrean grandes perdidas económicas.
Para evitar estas paras se procede a desarrollar los planes de MantenimientoPreventivos en ellos se procura equilibrar dos parámetros, los costos en tiempo y enmonetario de los mantenimientos preventivos con los riesgos de no hacerlos ohacerlos en periodos mayores de tiempo.
ESPEGestión de la Producción
97
Dr-Ing. José Luis Piñeiros Mendoza
3.2 MANTENIMIENTO PRODUCTIVO TOTAL3.2 MANTENIMIENTO PRODUCTIVO TOTAL
MANTENIMIENTO PRODUCTIVO TOTAL
Se procura desarrollar un plan de tal manera que el mantenimiento sea desarrolladopor los usuarios de la máquina y no por un departamento de mantenimiento.
Ventajas:Cada grupo de trabajo se responsabiliza por sus equipos de trabajoConocen y detectan rápidamente cualquier comportamiento extraño de la máquinaDisminución de los costos de mantenimientoDisminución de las paras no programadas
Desventajas:Solo en el caso de equipos muy especializados el grupo de trabajo no tendría laespecialización adecuada para su mantenimientoEquipos muy grandes que requieren equipos especiales para su mantenimiento
Plan de Desarrollo1. Levantamiento de inventario y características de las máquinas2. Limpieza del lugar de trabajo 3. Estructurar el plan de mantenimiento periódico (grupo de trabajo)4. Entrenamiento del equipo de trabajo sobre las actividades de mantenimiento5. Auto inspección del mantenimiento6. Mejoramiento continuo
ESPEGestión de la Producción
98
Dr-Ing. José Luis Piñeiros Mendoza
4. DECISIONES DE 4. DECISIONES DE OPERACIONOPERACION
ESPEGestión de la Producción
99
Dr-Ing. José Luis Piñeiros Mendoza
4.1 ADMINISTRACIÓN DE LA 4.1 ADMINISTRACIÓN DE LA CADENA DE SUMINISTROSCADENA DE SUMINISTROS
ESPEGestión de la Producción
100
Dr-Ing. José Luis Piñeiros Mendoza
4.1 ADMINISTRACIÓN DE LA CADENA DE SUMINISTROS 4.1 ADMINISTRACIÓN DE LA CADENA DE SUMINISTROS
CADENA DE SUMINISTROLa administración de la cadena de suministro consiste en controlar el INVENTARIO,administrando el flujo de materiales.
El Inventario es una acumulación de materiales que se utilizan para satisfacer lademanda de los clientes o apoyar la producción de bienes y servicios.
Los inventarios existen en tres categorías agregadas, útiles para propósitos decontabilidad:
Materias Primas (RM), son insumos para los procesos de transformación de la empresa,ya sea que esta genere productos o servicios.
Trabajo en proceso (WIP), elementos, componentes o ensambles necesario para elaborarun producto o servicio final.
Bienes terminados (FG), son los artículos que se venden a los clientes de la empresa.Los productos terminados de una empresa pueden ser materias primas de otra.
ESPEGestión de la Producción
101
Dr-Ing. José Luis Piñeiros Mendoza
4.1 ADMINISTRACIÓN DE LA CADENA DE SUMINISTROS 4.1 ADMINISTRACIÓN DE LA CADENA DE SUMINISTROS
ADMINSITRACION DE MATERIALESSe ocupa de las decisiones referentes compra de materiales y servicios, inventarios,niveles de producción, pautas de formación de personal, programas de trabajo ydistribución.
Estructura segmentada, tradicionalmente la empresa a dividido la responsabilidad de laadministración de materiales en tres departamentos: compras, control de producción ydistribución.
Estructura integrada, la complejidad de estas funciones ha llevado a integrar estosdepartamentos en uno solo y dar mayor jerarquía al director de esta función (gerente deMateriales o Logística).
Existen niveles para los proveedores en función de la posición que ocupan en la cadenade suministros, si el proveedor suministra materiales o servicio a la empresa es de nivel1, si suministra material a otro proveedor de nivel 1, es de nivel 2.
CADENA DE SUMINISTROS
El flujo de materiales determina los niveles de los inventarios. El rendimiento de losdiferentes proveedores determina el flujo de los materiales de llegada. El rendimientodel sistema de marketing, producción y distribución de la empresa determina el flujo desalida de productos.
ESPEGestión de la Producción
102
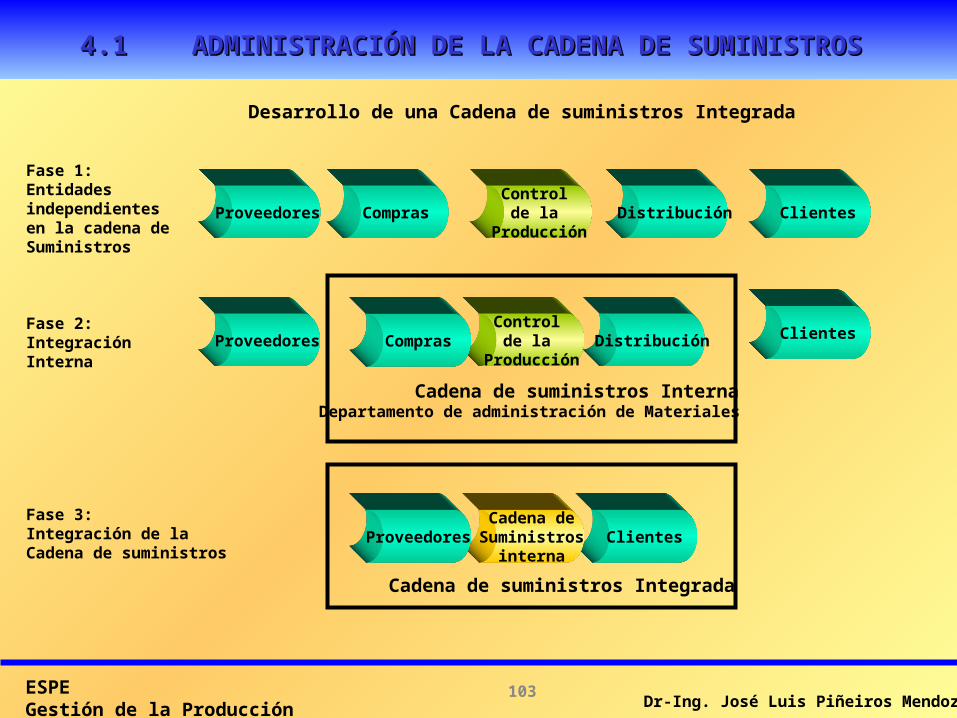
Dr-Ing. José Luis Piñeiros Mendoza
4.1 ADMINISTRACIÓN DE LA CADENA DE SUMINISTROS 4.1 ADMINISTRACIÓN DE LA CADENA DE SUMINISTROS
Proveedores ComprasControl
de la Producción
Distribución Clientes
Fase 1:Entidades independientes en la cadena de Suministros
Fase 2:Integración Interna
Fase 3:Integración de la Cadena de suministros
ProveedoresControl
de la Producción
DistribuciónCompras Clientes
Cadena de suministros InternaDepartamento de administración de Materiales
ClientesCadena de
Suministrosinterna
Cadena de suministros Integrada
Proveedores
Desarrollo de una Cadena de suministros Integrada
ESPEGestión de la Producción
103
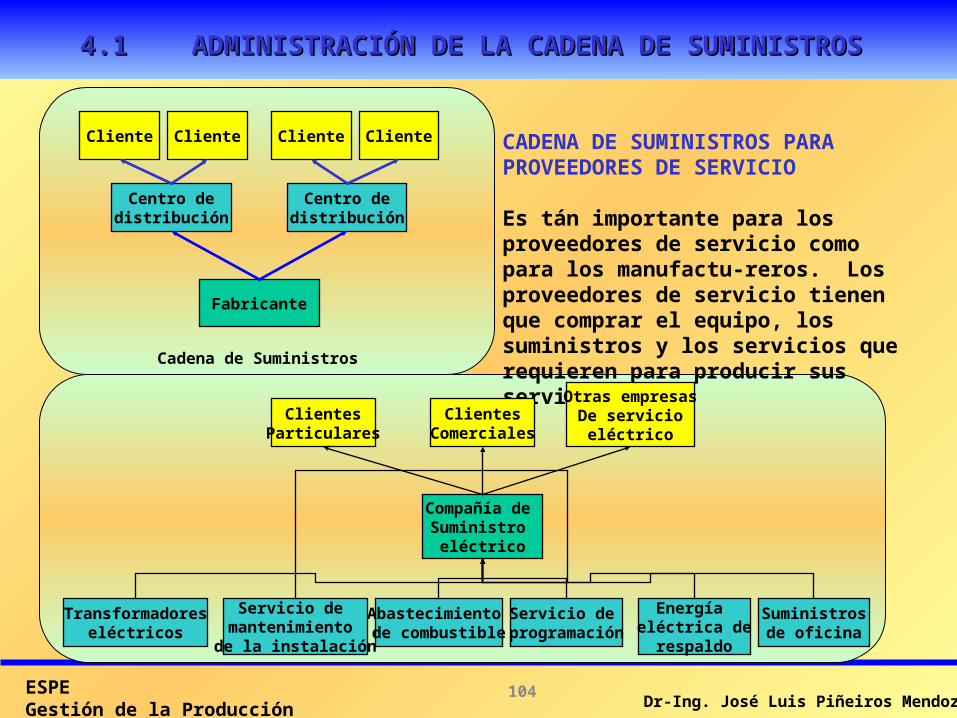
Dr-Ing. José Luis Piñeiros Mendoza
4.1 ADMINISTRACIÓN DE LA CADENA DE SUMINISTROS 4.1 ADMINISTRACIÓN DE LA CADENA DE SUMINISTROS
Fabricante
Centro dedistribución
Centro dedistribución
Cliente ClienteClienteCliente
Cadena de Suministros
CADENA DE SUMINISTROS PARA PROVEEDORES DE SERVICIO
Es tán importante para los proveedores de servicio como para los manufactu-reros. Los proveedores de servicio tienen que comprar el equipo, los suministros y los servicios que requieren para producir sus servicio.
Transformadoreseléctricos
Servicio de mantenimiento de la instalación
Abastecimiento de combustible
Servicio de programación
Energía eléctrica de
respaldo
Suministrosde oficina
Compañía de Suministro
eléctrico
ClientesParticulares
ClientesComerciales
Otras empresasDe servicio
eléctrico
ESPEGestión de la Producción
104
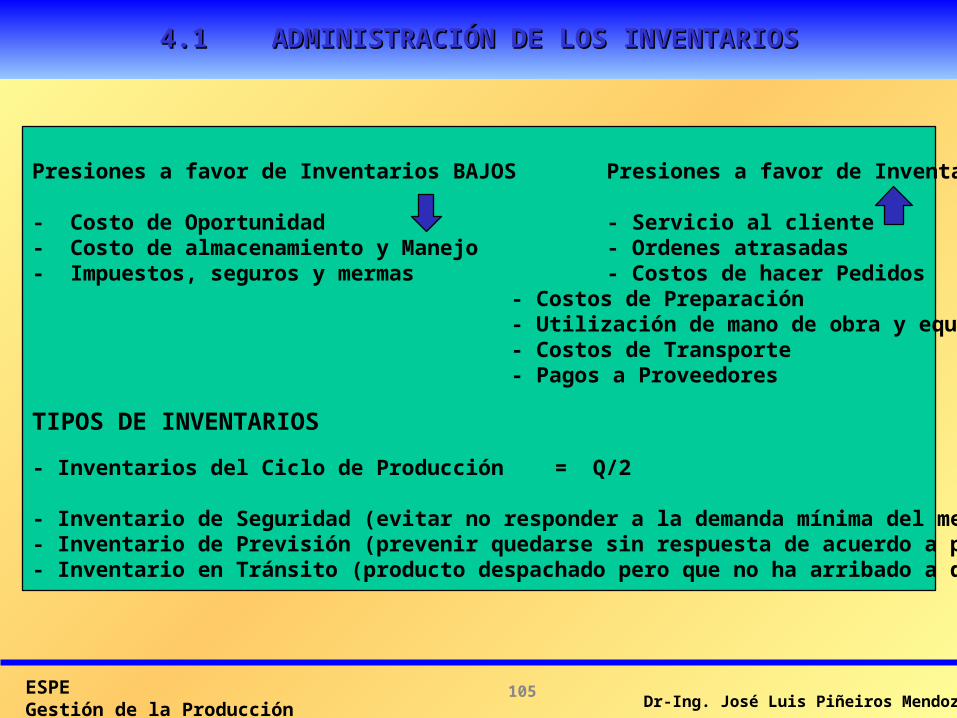
Dr-Ing. José Luis Piñeiros Mendoza
4.1 ADMINISTRACIÓN DE LOS INVENTARIOS4.1 ADMINISTRACIÓN DE LOS INVENTARIOS
Presiones a favor de Inventarios BAJOS Presiones a favor de Inventarios ALTOS
- Costo de Oportunidad - Servicio al cliente- Costo de almacenamiento y Manejo - Ordenes atrasadas- Impuestos, seguros y mermas - Costos de hacer Pedidos
- Costos de Preparación- Utilización de mano de obra y equipos- Costos de Transporte- Pagos a Proveedores
TIPOS DE INVENTARIOS
- Inventarios del Ciclo de Producción = Q/2
- Inventario de Seguridad (evitar no responder a la demanda mínima del mercado)- Inventario de Previsión (prevenir quedarse sin respuesta de acuerdo a pedidos)- Inventario en Tránsito (producto despachado pero que no ha arribado a destino)
ESPEGestión de la Producción
105
Dr-Ing. José Luis Piñeiros Mendoza
4.2 SISTEMA JUSTO A TIEMPO4.2 SISTEMA JUSTO A TIEMPO
ESPEGestión de la Producción
106
Dr-Ing. José Luis Piñeiros Mendoza
4.2 SISTEMA JUSTO A TIEMPO4.2 SISTEMA JUSTO A TIEMPO
FILOSOFIA DE JUSTO A TIEMPOConsiste en eliminar el desperdicio mediante la reducción del inventario innecesario y lasupresión de los retrasos en la operación.
Las metas son producir bienes y servicios según se requiera y mejorar constantementelos beneficios de las operaciones, en términos de valor agregado.
El sistema JIT consiste en la organización de los recursos, los flujos de información ylas reglas de decisión que permitan a una organización aprovechar los beneficios de lafilosofía JIT. Las crisis fuertes convencen a los trabajadores y la gerencia a colaborar en la implantación de este sistema.
CARACTERISTICAS DE LOS SISTEMAS DE JUSTO A TIEMPOSe intenta reducir la ineficiencia y el tiempo improductivo de los procesos de producción, a fin de lograr una mejora continua de los procesos y la calidad del productoo servicio generado. Método de arrastre del flujo de material, la demanda del cliente pone en marcha laproducción del elemento. Ejemplo: Hamburguesería
Método de empuje, la producción del artículo comienza antes de que el cliente lonecesite. (Se ordena el material solicitado y se empieza a preparar el producto final).
ESPEGestión de la Producción
107
Dr-Ing. José Luis Piñeiros Mendoza
4.2 SISTEMA JUSTO A TIEMPO4.2 SISTEMA JUSTO A TIEMPO
CALIDAD CONSISTENTEMENTE ALTA
En este sistema se procura eliminar los desperdicios y la necesidad de hacerrectificaciones en el trabajo, logrando que el flujo de materiales fluya continuamente.
Las operaciones JIT son eficientes cuando se han considerado todos los parámetroscríticos que influyen en la operación desde la fuente de cada elemento involucrado en laproducción. De acuerdo a la administración de la Calidad Total.
SISTEMA ANDONSistema en línea que indica la existencia de un problema en la cadena de producción yactiva un sistema de ayuda soporte inmediata a la estación de trabajo que activó elllamado.
Lotes de tamaño pequeñoEn lugar de disponer de grandes cantidades de materiales alrededor de la línea deproducción, en los casos de JIT se dispone de lotes de materiales mas pequeños, lo quenos permite: - manejo de materiales mas frecuente
- emplear espacio menor para manejo de materiales - se reducen los tiempos de entrega de materiales - ayudan a mantener una carga de trabajo uniforme sobre la operación - tiempos de preparación del material de un solo dígito (troqueles)
ESPEGestión de la Producción
108
Dr-Ing. José Luis Piñeiros Mendoza
4.2 SISTEMA JUSTO A TIEMPO4.2 SISTEMA JUSTO A TIEMPO
Cargas uniformes en la estación de trabajoEl sistema JIT funciona mejor si se tiene una carga uniforme y constante de trabajo encada estación de trabajo. Se crea una demanda estable y constante en toda la planta queImpacta en la calidad y tiempos de trabajo de la planta.
En nuestros mercados muchas veces esto no se puede conseguir, el plan de produccióncambia continuamente incluso de día a día y esto conspira en contra del sistema.
Componentes y métodos de trabajos EstandaresUso de partes comunes o Modularidad, es más complicada una empresa que produce 10diferentes productos a partir de 1000 partes distintas que otra que produce los mismos10 productos pero a partir de 200 partes diferentes.Comentarios.....
Vínculos estrechos con los ProveedoresJIT funciona a niveles de inventarios muy bajos, por lo que el trabajo con losproveedores debe ser muy estructurado, coordinado y contar con un alto grado deconfianza en el cumplimiento de especificaciones y de entregas.
Generalmente se reduce el número de proveedores y se procura que ellos se localicenen las cercanías de la planta de producción.Motivos .....
ESPEGestión de la Producción
109
Dr-Ing. José Luis Piñeiros Mendoza
4.2 SISTEMA JUSTO A TIEMPO4.2 SISTEMA JUSTO A TIEMPO
Fuerza de Trabajo FlexibleCuando las operaciones en la línea de producción son sencillas en toda su extensión, sepuede conseguir una alta flexibilidad en la fuerza de trabajo.Permite: Cubrir cuellos de botella de producción
Aliviar el aburrimiento y reanimar a los trabajadoresEvitar recurrir a colchones de producción
Estrategia de Flujo en LíneaLa producción en grandes cantidades de un producto ahorra los tiempos de preparaciónQue se generan al cambiar las líneas de producción para producir otro productoComentarios.....
Producción AutomatizadaAutomatizar una línea de producción mejora los niveles de calidad y ahorra tiempo deproducción pero significa un costo muy alto que solo se justifica a niveles altos deproducción.
La racionalidad entre demanda, costos de producción, recursos disponibles, niveles decalidad demandado y disponibilidad mano de obra calificada deberá determinar el nivelde automatización de una industria.
ESPEGestión de la Producción
110
Dr-Ing. José Luis Piñeiros Mendoza
4.2 SISTEMA JUSTO A TIEMPO4.2 SISTEMA JUSTO A TIEMPO
MEJORAMIENTO CONTINUO CON SISTEMAS JUSTO A TIEMPOAl disminuir el nivel de Inventarios de productos y componentes se poneen evidencia las flaquezas en: - Desperdicios
- Proveedores no fiables- Desequilibrio en la calidad
Se debe de manera continua identificar las áreas de mejoras de la calidad y laProductividad con objeto de evitar romper el flujo continuo de calidad en la producción.
SISTEMA KANBAN
Kanban significa en japonés “tarjeta” o “registro visible”, se refiere a la tarjeta que seutiliza para controlar el flujo de la producción en la fábrica.
De manera elemental se dispone una tarjeta en cada contenedor en la que se identifica laparte que se contiene y la cantidad de partes que se encuentran en el contenedor, unavez que se vacía un contenedor se retira la tarjeta y el sistema debe llevar en un tiempodefinido un nuevo contenedor lleno a la estación de trabajo determinada y reemplaza elcontendor vació por el que esta lleno.
De esta manera se mantiene un control de las partes en la línea de producción.
ESPEGestión de la Producción
111
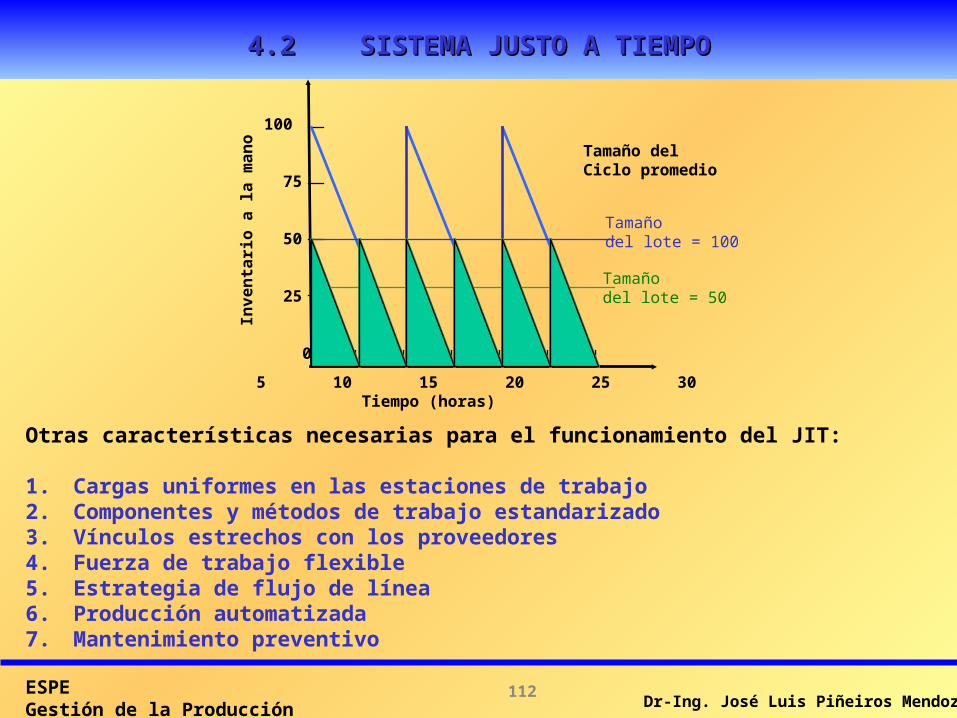
Dr-Ing. José Luis Piñeiros Mendoza
4.2 SISTEMA JUSTO A TIEMPO4.2 SISTEMA JUSTO A TIEMPO
Inv
en
tari
o a
la
ma
no
5 10 15 20 25 30 Tiempo (horas)
100
75
50
25
0
Tamaño del lote = 100
Tamaño del Ciclo promedio
Tamaño del lote = 50
Otras características necesarias para el funcionamiento del JIT:
1. Cargas uniformes en las estaciones de trabajo2. Componentes y métodos de trabajo estandarizado3. Vínculos estrechos con los proveedores4. Fuerza de trabajo flexible5. Estrategia de flujo de línea6. Producción automatizada7. Mantenimiento preventivo
ESPEGestión de la Producción
112





























