Embed Size (px)
DESCRIPTION
L’objectif de cette étude est le développement d’un modèle phénoménologique prenanten compte les paramètres géométriques et matériaux mis en jeu lors d’un essaid’emboutissage de godets cylindriques.
Citation preview
Université de Bretagne-Sud
Procédés industriels de mise en forme
Enseignant: Philippe Pilvin
Influence des paramètres tribologiques sur essais numériqueset expérimentaux d’emboutissage Swift.J. Cochet a
a Université de Bretagne-Sud, Faculté des Sciences et Sciences de l’Ingénieur, 2 rue Le Coat St Haouen, 56123 Lorient
A R T I C L E I N F O R É S U M É
Révisions :Créé : 1er novembre 2012Remis : 28 novembre 2012
Mots-clés :Éléments finisEssai SwiftAnisotropieÉlasto-plasticitéGodetEmboutissage
L’objectif de cette étude est le développement d’un modèle phénoménologique pre-nant en compte les paramètres géométriques et matériaux mis en jeu lors d’un essaid’emboutissage de godets cylindriques.Pour une épaisseur de tôle t0 donnée et un ratio d’emboutissage définie, les pa-ramètres étudiés concernent l’exposant d’écrouissage n, l’effort de serrage Fs, lecoefficient de frottement µ ainsi que le rayon de la matrice rm par analogie del’effort de poinçon fourni Fp. En comparaison avec les essais expérimentaux, leshypothèses de calcul et les résultats numériques se sont vu coïncider de manièreassez précise.En corrélation avec [7] et [8], la prédiction du retour élastique par découpe d’an-neau ainsi que la détermination de l’effort du poinçon ont permis une meilleurecompréhension des phénomènes mis en jeu lors de l’emboutissage à froid.
1 Introduction
La tôle, fournie par le sidérurgiste, est généralementformée à froid par le client selon un, voire parfois plu-sieurs procédés et en suivant une géométrie plus ou moinscomplexe. La plus utilisée de par son coût et sa facilitéd’implantation reste l’emboutissage à froid.
L’emboutissage consiste à fabriquer, à partir d’unflan de faible épaisseur (d’une fraction de millimètre àquelques millimètres), une pièce de forme complexe, nondéveloppable en général. Le flan est découpé au préa-lable dans une tôle laminée dont l’huile de protection,déposée par le lamineur, sert le plus souvent à lubrifierl’emboutissage. L’emboutissage peut comporter une ouplusieurs opérations : dans chacune, le flan ou la pièce del’opération précédente est préalablement plaqué contrela matrice par le serre-flan avec une certaine force, plusou moins constante, puis mis en forme par avancée dupoinçon. La partie formée fait souvent référence à unecoque ou une coupe, et conserve généralement bien sonétat de surface, sans pour autant se plisser ni diminuerson épaisseur.
L’emboutissage est effectué sur des presses hydrau-liques ou mécaniques, et constitue le mode d’obtention leplus utilisé dans le secteur de l’automobile, de l’agroali-
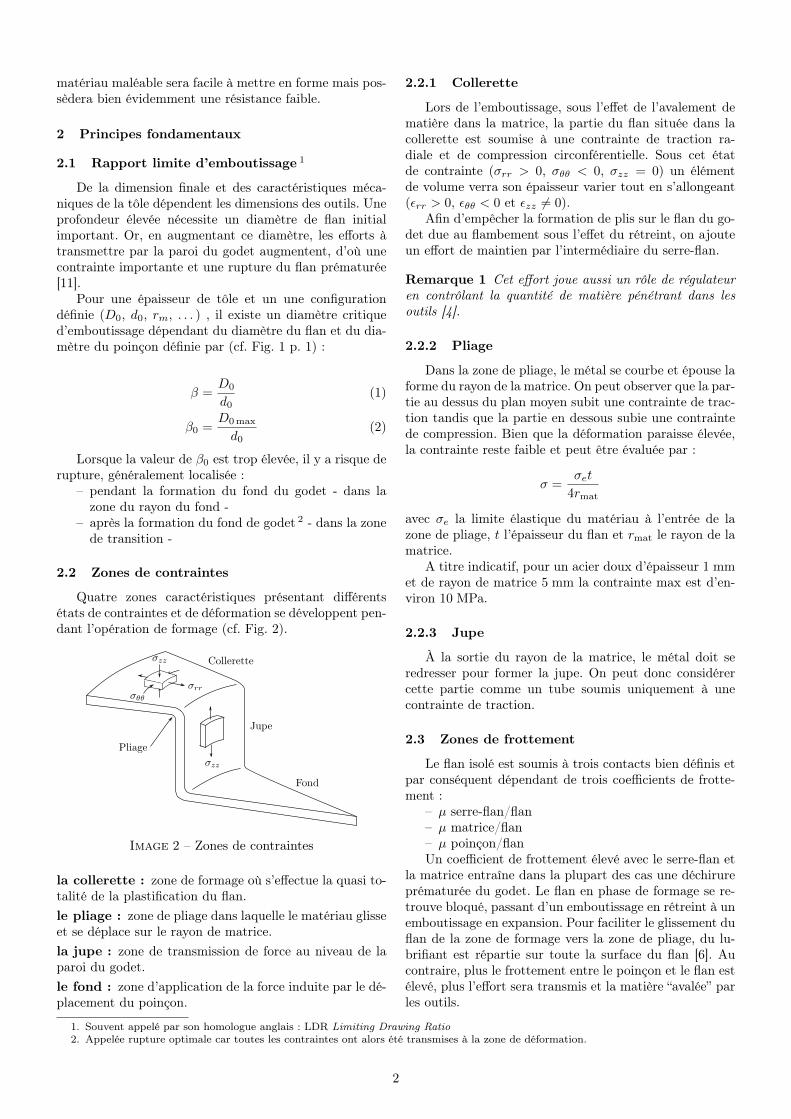
mentaire et de l’électroménager. La partie emboutie n’estofficiellement pas l’objet final en elle même, mais constitueune étape intermédiaire dans les phases de sa fabrication.
Image 1 – Essai Swift en a) phase initiale et b) finale
Elle devra par la suite être ébavurée et soudée pourainsi être assemblée et former la structure finale. Les ca-ractéristiques de formabilité d’un matériau sont donc unpoint essentiel à la bonne mise en forme d’une pièce. Un
1
matériau maléable sera facile à mettre en forme mais pos-sèdera bien évidemment une résistance faible.
2 Principes fondamentaux
2.1 Rapport limite d’emboutissage 1
De la dimension finale et des caractéristiques méca-niques de la tôle dépendent les dimensions des outils. Uneprofondeur élevée nécessite un diamètre de flan initialimportant. Or, en augmentant ce diamètre, les efforts àtransmettre par la paroi du godet augmentent, d’où unecontrainte importante et une rupture du flan prématurée[11].
Pour une épaisseur de tôle et un une configurationdéfinie (D0, d0, rm, . . . ) , il existe un diamètre critiqued’emboutissage dépendant du diamètre du flan et du dia-mètre du poinçon définie par (cf. Fig. 1 p. 1) :
β =D0
d0(1)
β0 =D0max
d0(2)
Lorsque la valeur de β0 est trop élevée, il y a risque derupture, généralement localisée :
– pendant la formation du fond du godet - dans lazone du rayon du fond -
– après la formation du fond de godet 2 - dans la zonede transition -
2.2 Zones de contraintes
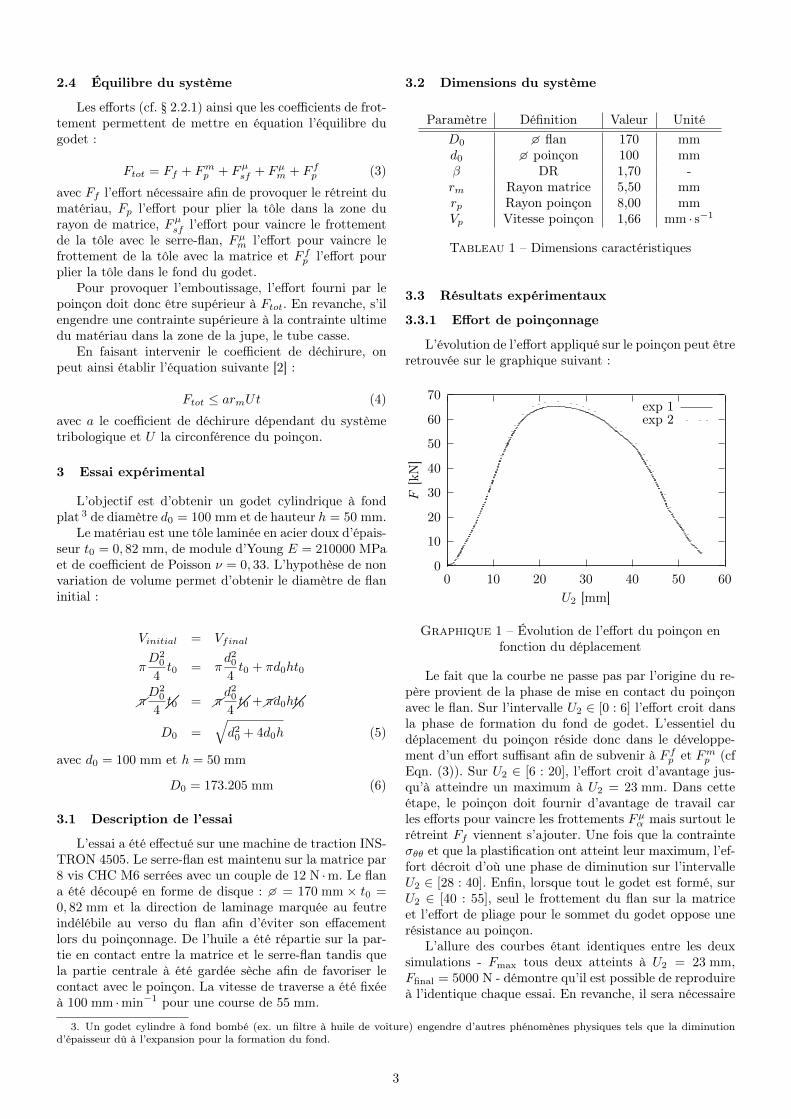
Quatre zones caractéristiques présentant différentsétats de contraintes et de déformation se développent pen-dant l’opération de formage (cf. Fig. 2).
Image 2 – Zones de contraintes
la collerette : zone de formage où s’effectue la quasi to-talité de la plastification du flan.le pliage : zone de pliage dans laquelle le matériau glisseet se déplace sur le rayon de matrice.la jupe : zone de transmission de force au niveau de laparoi du godet.le fond : zone d’application de la force induite par le dé-placement du poinçon.
2.2.1 Collerette
Lors de l’emboutissage, sous l’effet de l’avalement dematière dans la matrice, la partie du flan située dans lacollerette est soumise à une contrainte de traction ra-diale et de compression circonférentielle. Sous cet étatde contrainte (σrr > 0, σθθ < 0, σzz = 0) un élémentde volume verra son épaisseur varier tout en s’allongeant(εrr > 0, εθθ < 0 et εzz 6= 0).
Afin d’empêcher la formation de plis sur le flan du go-det due au flambement sous l’effet du rétreint, on ajouteun effort de maintien par l’intermédiaire du serre-flan.
Remarque 1 Cet effort joue aussi un rôle de régulateuren contrôlant la quantité de matière pénétrant dans lesoutils [4].
2.2.2 Pliage
Dans la zone de pliage, le métal se courbe et épouse laforme du rayon de la matrice. On peut observer que la par-tie au dessus du plan moyen subit une contrainte de trac-tion tandis que la partie en dessous subie une contraintede compression. Bien que la déformation paraisse élevée,la contrainte reste faible et peut être évaluée par :
σ =σet
4rmat
avec σe la limite élastique du matériau à l’entrée de lazone de pliage, t l’épaisseur du flan et rmat le rayon de lamatrice.
A titre indicatif, pour un acier doux d’épaisseur 1 mmet de rayon de matrice 5 mm la contrainte max est d’en-viron 10 MPa.
2.2.3 Jupe
À la sortie du rayon de la matrice, le métal doit seredresser pour former la jupe. On peut donc considérercette partie comme un tube soumis uniquement à unecontrainte de traction.
2.3 Zones de frottement
Le flan isolé est soumis à trois contacts bien définis etpar conséquent dépendant de trois coefficients de frotte-ment :
– µ serre-flan/flan– µ matrice/flan– µ poinçon/flanUn coefficient de frottement élevé avec le serre-flan et
la matrice entraîne dans la plupart des cas une déchirureprématurée du godet. Le flan en phase de formage se re-trouve bloqué, passant d’un emboutissage en rétreint à unemboutissage en expansion. Pour faciliter le glissement duflan de la zone de formage vers la zone de pliage, du lu-brifiant est répartie sur toute la surface du flan [6]. Aucontraire, plus le frottement entre le poinçon et le flan estélevé, plus l’effort sera transmis et la matière “avalée” parles outils.
1. Souvent appelé par son homologue anglais : LDR Limiting Drawing Ratio2. Appelée rupture optimale car toutes les contraintes ont alors été transmises à la zone de déformation.
2
2.4 Équilibre du système
Les efforts (cf. § 2.2.1) ainsi que les coefficients de frot-tement permettent de mettre en équation l’équilibre dugodet :
Ftot = Ff + Fmp + Fµsf + Fµm + F fp (3)
avec Ff l’effort nécessaire afin de provoquer le rétreint dumatériau, Fp l’effort pour plier la tôle dans la zone durayon de matrice, Fµsf l’effort pour vaincre le frottementde la tôle avec le serre-flan, Fµm l’effort pour vaincre lefrottement de la tôle avec la matrice et F fp l’effort pourplier la tôle dans le fond du godet.
Pour provoquer l’emboutissage, l’effort fourni par lepoinçon doit donc être supérieur à Ftot. En revanche, s’ilengendre une contrainte supérieure à la contrainte ultimedu matériau dans la zone de la jupe, le tube casse.
En faisant intervenir le coefficient de déchirure, onpeut ainsi établir l’équation suivante [2] :
Ftot ≤ armUt (4)
avec a le coefficient de déchirure dépendant du systèmetribologique et U la circonférence du poinçon.
3 Essai expérimental
L’objectif est d’obtenir un godet cylindrique à fondplat 3 de diamètre d0 = 100 mm et de hauteur h = 50 mm.
Le matériau est une tôle laminée en acier doux d’épais-seur t0 = 0, 82 mm, de module d’Young E = 210000 MPaet de coefficient de Poisson ν = 0, 33. L’hypothèse de nonvariation de volume permet d’obtenir le diamètre de flaninitial :
Vinitial = Vfinal
πD2
0
4t0 = π
d204t0 + πd0ht0
�πD2
0
4 ��t0 = �πd204 ��t0 +�πd0h��t0
D0 =√d20 + 4d0h (5)
avec d0 = 100 mm et h = 50 mm
D0 = 173.205 mm (6)
3.1 Description de l’essai
L’essai a été effectué sur une machine de traction INS-TRON 4505. Le serre-flan est maintenu sur la matrice par8 vis CHC M6 serrées avec un couple de 12 N · m. Le flana été découpé en forme de disque : � = 170 mm × t0 =0, 82 mm et la direction de laminage marquée au feutreindélébile au verso du flan afin d’éviter son effacementlors du poinçonnage. De l’huile a été répartie sur la par-tie en contact entre la matrice et le serre-flan tandis quela partie centrale à été gardée sèche afin de favoriser lecontact avec le poinçon. La vitesse de traverse a été fixéeà 100 mm · min−1 pour une course de 55 mm.
3.2 Dimensions du système
Paramètre Définition Valeur UnitéD0 � flan 170 mmd0 � poinçon 100 mmβ DR 1,70 -rm Rayon matrice 5,50 mmrp Rayon poinçon 8,00 mmVp Vitesse poinçon 1,66 mm · s−1
Tableau 1 – Dimensions caractéristiques
3.3 Résultats expérimentaux
3.3.1 Effort de poinçonnage
L’évolution de l’effort appliqué sur le poinçon peut êtreretrouvée sur le graphique suivant :
0
10
20
30
40
50
60
70
0 10 20 30 40 50 60
F[k
N]
U2 [mm]
exp 1exp 2
Graphique 1 – Évolution de l’effort du poinçon enfonction du déplacement
Le fait que la courbe ne passe pas par l’origine du re-père provient de la phase de mise en contact du poinçonavec le flan. Sur l’intervalle U2 ∈ [0 : 6] l’effort croit dansla phase de formation du fond de godet. L’essentiel dudéplacement du poinçon réside donc dans le développe-ment d’un effort suffisant afin de subvenir à F fp et Fmp (cfEqn. (3)). Sur U2 ∈ [6 : 20], l’effort croit d’avantage jus-qu’à atteindre un maximum à U2 = 23 mm. Dans cetteétape, le poinçon doit fournir d’avantage de travail carles efforts pour vaincre les frottements Fµα mais surtout lerétreint Ff viennent s’ajouter. Une fois que la contrainteσθθ et que la plastification ont atteint leur maximum, l’ef-fort décroit d’où une phase de diminution sur l’intervalleU2 ∈ [28 : 40]. Enfin, lorsque tout le godet est formé, surU2 ∈ [40 : 55], seul le frottement du flan sur la matriceet l’effort de pliage pour le sommet du godet oppose unerésistance au poinçon.
L’allure des courbes étant identiques entre les deuxsimulations - Fmax tous deux atteints à U2 = 23 mm,Ffinal = 5000 N - démontre qu’il est possible de reproduireà l’identique chaque essai. En revanche, il sera nécessaire
3. Un godet cylindre à fond bombé (ex. un filtre à huile de voiture) engendre d’autres phénomènes physiques tels que la diminutiond’épaisseur dû à l’expansion pour la formation du fond.
3
de mesurer précisément l’effort de serrage (soit par l’in-termédiaire de capteurs de force sur les vis, soit par ser-rage/désserrage par clefs dynamométriques), le centrageinitial du flan ainsi que la quantité de lubrifiant appliquéeafin d’obtenir un effort de poinçon identique. L’équart surFmax de 2000 N observé entre l’essai 1 et 2 provient essen-tiellement de la différence de couple de serrage appliquésur les vis.
On observe également que l’effort en fin course n’estpas stabilisé et continu de diminuer signe que le godetn’est pas totalement formé. Le flan étant initialement dé-coupé pour une hauteur de godet de 50 mm ainsi que lerayon de matrice de 8 mm impose une course totale mini-mum de 58 mm. Or le déplacement du poinçon étant fixéa 55 mm, il reste 3 mm de matière encore en contact avecle rayon de matrice, observable sur la figure 4.
Remarque 2 Il est à noter que le fond du godet n’estentièrement formé qu’à 90◦ et que par conséquent, le frot-tement du godet contre la paroi de la matrice empêchel’effort de revenir à zéro une fois toute la matière « en-gloutie » et formée.
3.3.2 Épaisseur du flan
Image 3 – Procédure de mesure des épaisseurs
Les mesures ont été effectuées au pied à coulisse surdes tranches allant de 0 → 2π par intervalles de π
4 parrapport à la direction de laminage (DL) et à des hauteursrespectives de h = 10, 20, 30, 40 mm (cf. Fig. 3).
0.76
0.78
0.8
0.82
0.84
0.86
0.88
0.9
0.92
0 π4
π2
3π4
π 5π4
3π2
7π4
t[m
m]
inih40+
+
++
+ +
++
+h30
× ××
×× ×
××
×h20
∗∗ ∗
∗∗ ∗
∗∗
∗h10
22 2
2 2 2 2 2
2
Graphique 2 – Épaisseur du godet suivant h et θ(~ez)
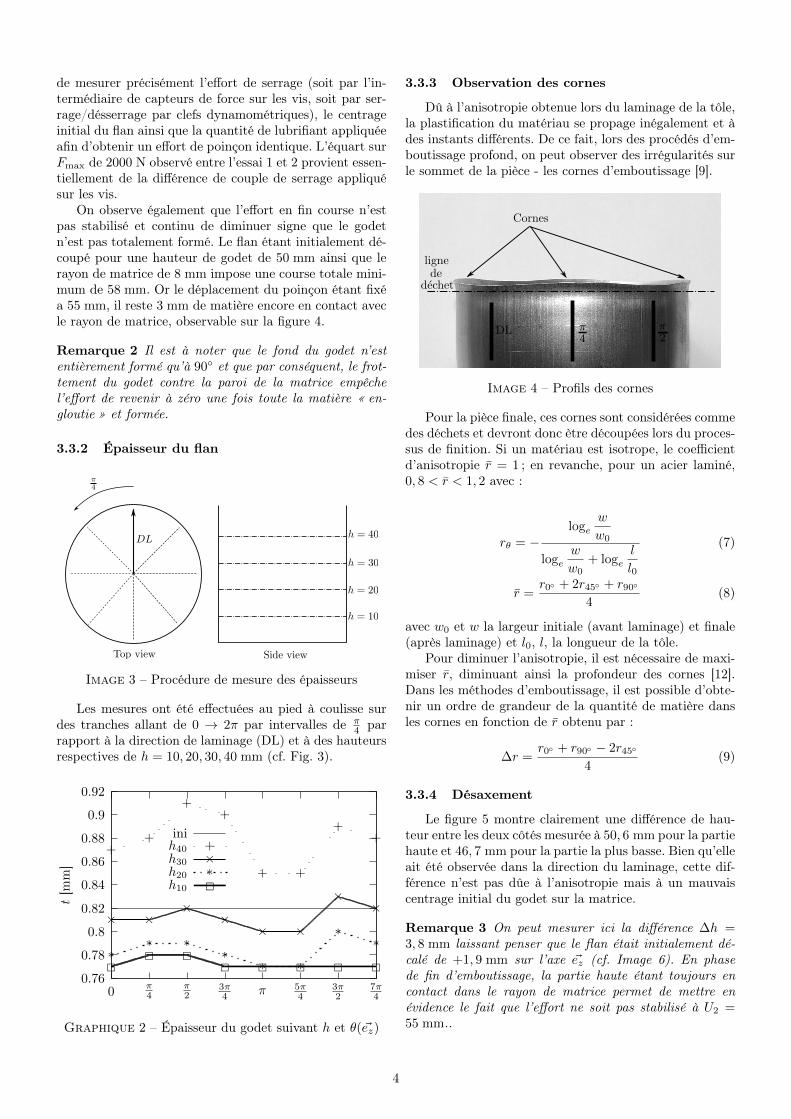
3.3.3 Observation des cornes
Dû à l’anisotropie obtenue lors du laminage de la tôle,la plastification du matériau se propage inégalement et àdes instants différents. De ce fait, lors des procédés d’em-boutissage profond, on peut observer des irrégularités surle sommet de la pièce - les cornes d’emboutissage [9].
Image 4 – Profils des cornes
Pour la pièce finale, ces cornes sont considérées commedes déchets et devront donc ètre découpées lors du proces-sus de finition. Si un matériau est isotrope, le coefficientd’anisotropie r = 1 ; en revanche, pour un acier laminé,0, 8 < r < 1, 2 avec :
rθ = −loge
w
w0
logew
w0+ loge
l
l0
(7)
r =r0◦ + 2r45◦ + r90◦
4(8)
avec w0 et w la largeur initiale (avant laminage) et finale(après laminage) et l0, l, la longueur de la tôle.
Pour diminuer l’anisotropie, il est nécessaire de maxi-miser r, diminuant ainsi la profondeur des cornes [12].Dans les méthodes d’emboutissage, il est possible d’obte-nir un ordre de grandeur de la quantité de matière dansles cornes en fonction de r obtenu par :
∆r =r0◦ + r90◦ − 2r45◦
4(9)
3.3.4 Désaxement
Le figure 5 montre clairement une différence de hau-teur entre les deux côtés mesurée à 50, 6 mm pour la partiehaute et 46, 7 mm pour la partie la plus basse. Bien qu’elleait été observée dans la direction du laminage, cette dif-férence n’est pas dûe à l’anisotropie mais à un mauvaiscentrage initial du godet sur la matrice.
Remarque 3 On peut mesurer ici la différence ∆h =3, 8 mm laissant penser que le flan était initialement dé-calé de +1, 9 mm sur l’axe ~ez (cf. Image 6). En phasede fin d’emboutissage, la partie haute étant toujours encontact dans le rayon de matrice permet de mettre enévidence le fait que l’effort ne soit pas stabilisé à U2 =55 mm..
4
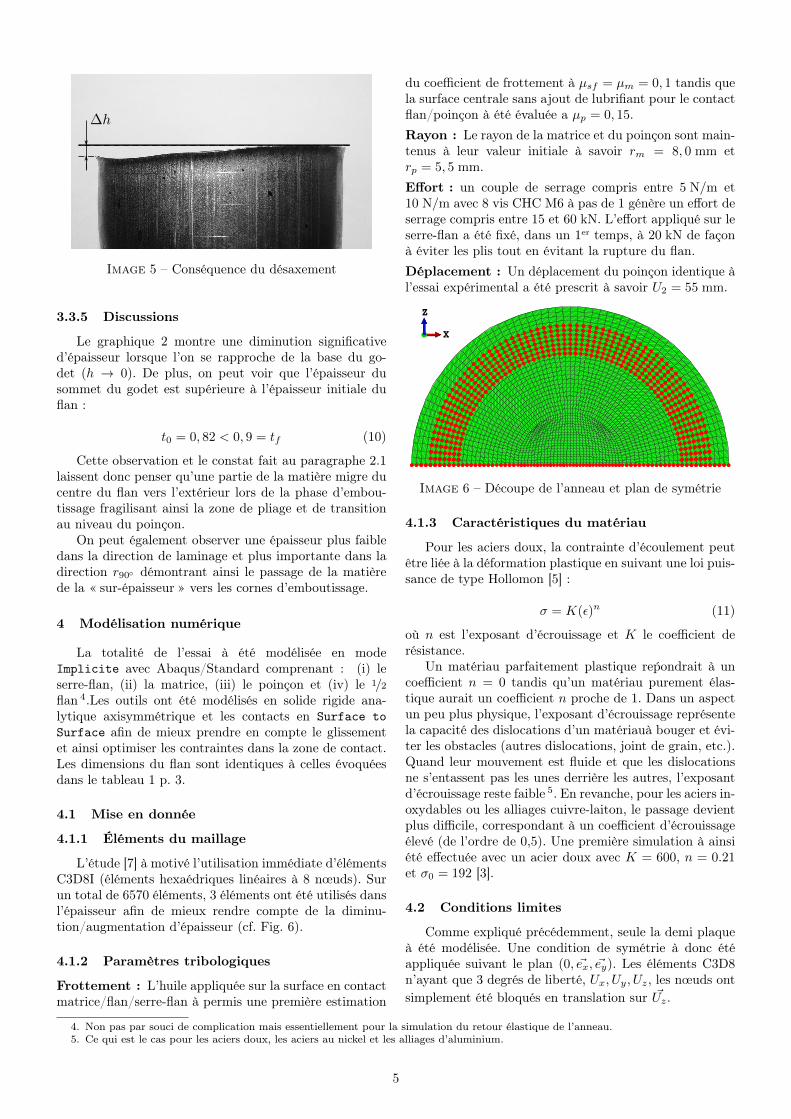
Image 5 – Conséquence du désaxement
3.3.5 Discussions
Le graphique 2 montre une diminution significatived’épaisseur lorsque l’on se rapproche de la base du go-det (h → 0). De plus, on peut voir que l’épaisseur dusommet du godet est supérieure à l’épaisseur initiale duflan :
t0 = 0, 82 < 0, 9 = tf (10)
Cette observation et le constat fait au paragraphe 2.1laissent donc penser qu’une partie de la matière migre ducentre du flan vers l’extérieur lors de la phase d’embou-tissage fragilisant ainsi la zone de pliage et de transitionau niveau du poinçon.
On peut également observer une épaisseur plus faibledans la direction de laminage et plus importante dans ladirection r90◦ démontrant ainsi le passage de la matièrede la « sur-épaisseur » vers les cornes d’emboutissage.
4 Modélisation numérique
La totalité de l’essai à été modélisée en modeImplicite avec Abaqus/Standard comprenant : (i) leserre-flan, (ii) la matrice, (iii) le poinçon et (iv) le 1/2flan 4.Les outils ont été modélisés en solide rigide ana-lytique axisymmétrique et les contacts en Surface toSurface afin de mieux prendre en compte le glissementet ainsi optimiser les contraintes dans la zone de contact.Les dimensions du flan sont identiques à celles évoquéesdans le tableau 1 p. 3.
4.1 Mise en donnée
4.1.1 Éléments du maillage
L’étude [7] à motivé l’utilisation immédiate d’élémentsC3D8I (éléments hexaédriques linéaires à 8 nœuds). Surun total de 6570 éléments, 3 éléments ont été utilisés dansl’épaisseur afin de mieux rendre compte de la diminu-tion/augmentation d’épaisseur (cf. Fig. 6).
4.1.2 Paramètres tribologiques
Frottement : L’huile appliquée sur la surface en contactmatrice/flan/serre-flan à permis une première estimation
du coefficient de frottement à µsf = µm = 0, 1 tandis quela surface centrale sans ajout de lubrifiant pour le contactflan/poinçon à été évaluée a µp = 0, 15.Rayon : Le rayon de la matrice et du poinçon sont main-tenus à leur valeur initiale à savoir rm = 8, 0 mm etrp = 5, 5 mm.Effort : un couple de serrage compris entre 5 N/m et10 N/m avec 8 vis CHC M6 à pas de 1 génère un effort deserrage compris entre 15 et 60 kN. L’effort appliqué sur leserre-flan a été fixé, dans un 1er temps, à 20 kN de façonà éviter les plis tout en évitant la rupture du flan.Déplacement : Un déplacement du poinçon identique àl’essai expérimental a été prescrit à savoir U2 = 55 mm.
Z
X
Image 6 – Découpe de l’anneau et plan de symétrie
4.1.3 Caractéristiques du matériau
Pour les aciers doux, la contrainte d’écoulement peutêtre liée à la déformation plastique en suivant une loi puis-sance de type Hollomon [5] :
σ = K(ε)n (11)
où n est l’exposant d’écrouissage et K le coefficient derésistance.
Un matériau parfaitement plastique repondrait à uncoefficient n = 0 tandis qu’un matériau purement élas-tique aurait un coefficient n proche de 1. Dans un aspectun peu plus physique, l’exposant d’écrouissage représentela capacité des dislocations d’un matériauà bouger et évi-ter les obstacles (autres dislocations, joint de grain, etc.).Quand leur mouvement est fluide et que les dislocationsne s’entassent pas les unes derrière les autres, l’exposantd’écrouissage reste faible 5. En revanche, pour les aciers in-oxydables ou les alliages cuivre-laiton, le passage devientplus difficile, correspondant à un coefficient d’écrouissageélevé (de l’ordre de 0,5). Une première simulation à ainsiété effectuée avec un acier doux avec K = 600, n = 0.21et σ0 = 192 [3].
4.2 Conditions limites
Comme expliqué précédemment, seule la demi plaqueà été modélisée. Une condition de symétrie à donc étéappliquée suivant le plan (0, ~ex, ~ey). Les éléments C3D8n’ayant que 3 degrés de liberté, Ux, Uy, Uz, les nœuds ontsimplement été bloqués en translation sur ~Uz.
4. Non pas par souci de complication mais essentiellement pour la simulation du retour élastique de l’anneau.5. Ce qui est le cas pour les aciers doux, les aciers au nickel et les alliages d’aluminium.
5
4.2.1 Informations additionnelles
La masse du flan circulaire avant emboutissage à étémesurée à 142 g avec m = 142 g et V = 18612.36 mm3 :
ρ = 7.629× 10−3 g/mm3
4.3 Résultats et discussions
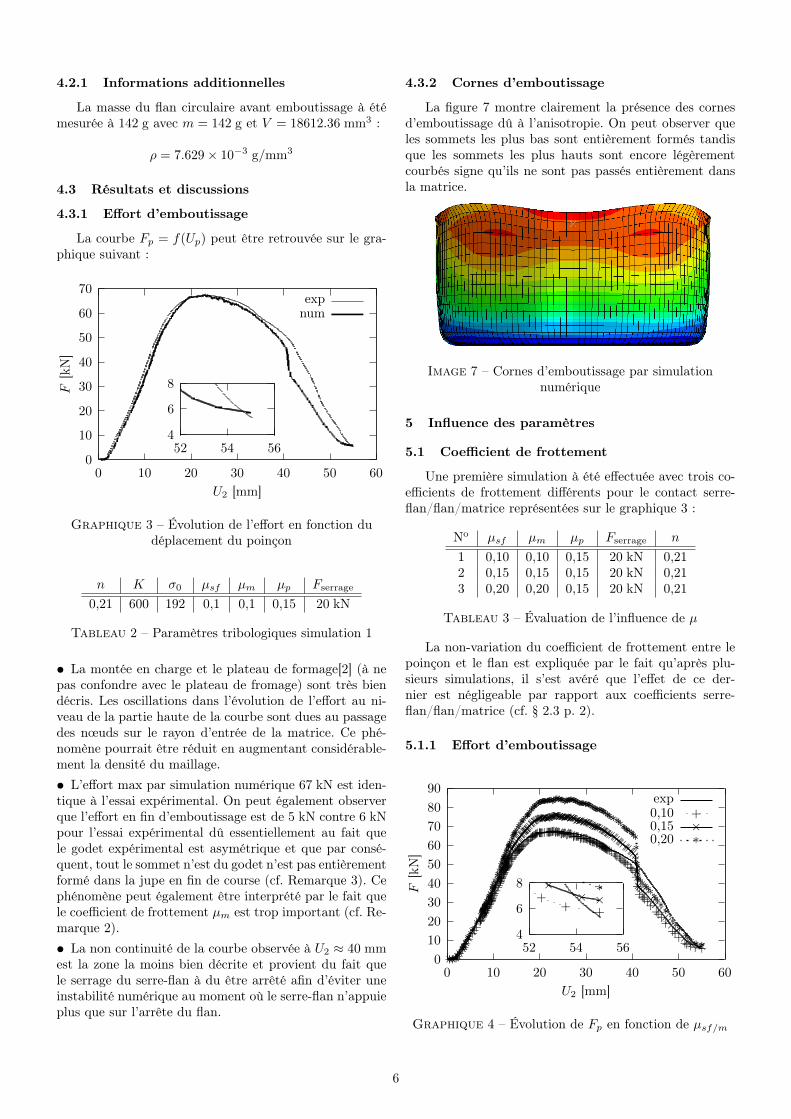
4.3.1 Effort d’emboutissage
La courbe Fp = f(Up) peut être retrouvée sur le gra-phique suivant :
0
10
20
30
40
50
60
70
0 10 20 30 40 50 60
F[k
N]
U2 [mm]
expnum
4
6
8
52 54 56
Graphique 3 – Évolution de l’effort en fonction dudéplacement du poinçon
n K σ0 µsf µm µp Fserrage
0,21 600 192 0,1 0,1 0,15 20 kN
Tableau 2 – Paramètres tribologiques simulation 1
• La montée en charge et le plateau de formage[2] (à nepas confondre avec le plateau de fromage) sont très biendécris. Les oscillations dans l’évolution de l’effort au ni-veau de la partie haute de la courbe sont dues au passagedes nœuds sur le rayon d’entrée de la matrice. Ce phé-nomène pourrait être réduit en augmentant considérable-ment la densité du maillage.• L’effort max par simulation numérique 67 kN est iden-tique à l’essai expérimental. On peut également observerque l’effort en fin d’emboutissage est de 5 kN contre 6 kNpour l’essai expérimental dû essentiellement au fait quele godet expérimental est asymétrique et que par consé-quent, tout le sommet n’est du godet n’est pas entièrementformé dans la jupe en fin de course (cf. Remarque 3). Cephénomène peut également être interprété par le fait quele coefficient de frottement µm est trop important (cf. Re-marque 2).• La non continuité de la courbe observée à U2 ≈ 40 mmest la zone la moins bien décrite et provient du fait quele serrage du serre-flan à du être arrêté afin d’éviter uneinstabilité numérique au moment où le serre-flan n’appuieplus que sur l’arrête du flan.
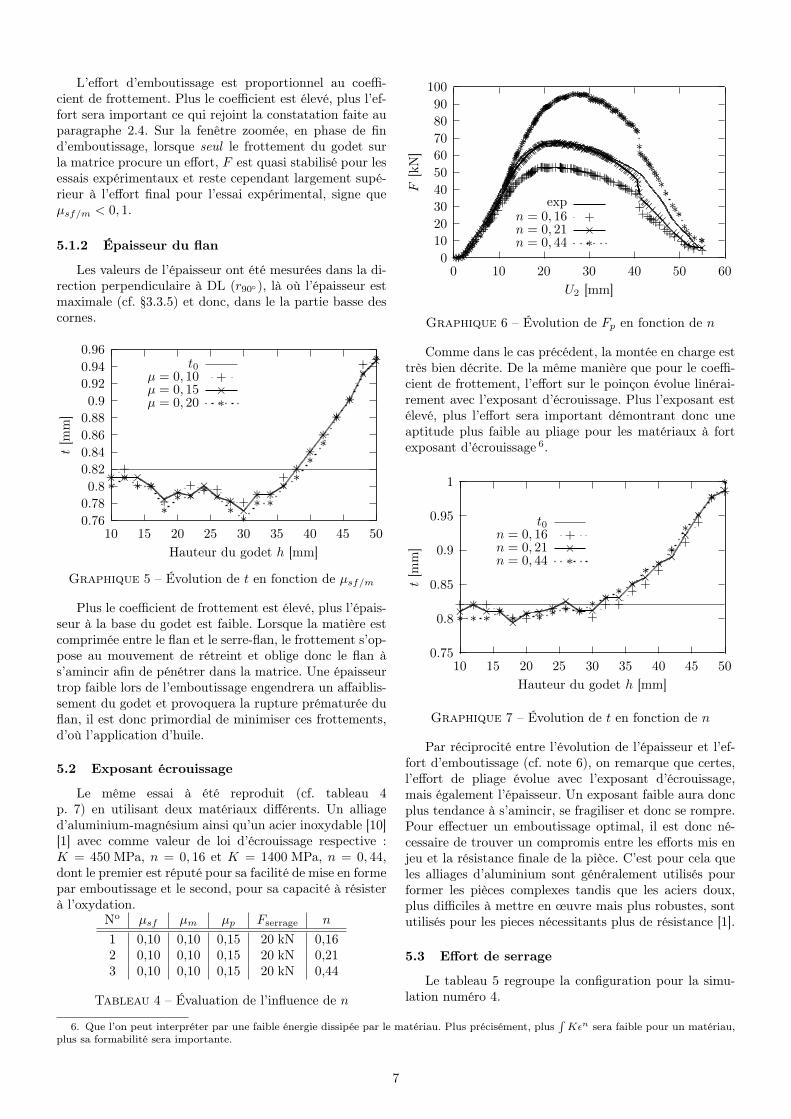
4.3.2 Cornes d’emboutissage
La figure 7 montre clairement la présence des cornesd’emboutissage dû à l’anisotropie. On peut observer queles sommets les plus bas sont entièrement formés tandisque les sommets les plus hauts sont encore légèrementcourbés signe qu’ils ne sont pas passés entièrement dansla matrice.
Image 7 – Cornes d’emboutissage par simulationnumérique
5 Influence des paramètres
5.1 Coefficient de frottement
Une première simulation à été effectuée avec trois co-efficients de frottement différents pour le contact serre-flan/flan/matrice représentées sur le graphique 3 :
No µsf µm µp Fserrage n
1 0,10 0,10 0,15 20 kN 0,212 0,15 0,15 0,15 20 kN 0,213 0,20 0,20 0,15 20 kN 0,21
Tableau 3 – Évaluation de l’influence de µ
La non-variation du coefficient de frottement entre lepoinçon et le flan est expliquée par le fait qu’après plu-sieurs simulations, il s’est avéré que l’effet de ce der-nier est négligeable par rapport aux coefficients serre-flan/flan/matrice (cf. § 2.3 p. 2).
5.1.1 Effort d’emboutissage
0
10
20
30
40
50
60
70
80
90
0 10 20 30 40 50 60
F[k
N]
U2 [mm]
exp0,10
++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++
++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++
+++++++++++
++++++++
+0,15
×××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××
××××××××××××××××××××
×0,20
∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗
∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗
∗∗∗∗∗∗∗∗
∗
4
6
8
52 54 56
++ +
×× ×∗
Graphique 4 – Évolution de Fp en fonction de µsf/m
6
L’effort d’emboutissage est proportionnel au coeffi-cient de frottement. Plus le coefficient est élevé, plus l’ef-fort sera important ce qui rejoint la constatation faite auparagraphe 2.4. Sur la fenêtre zoomée, en phase de find’emboutissage, lorsque seul le frottement du godet surla matrice procure un effort, F est quasi stabilisé pour lesessais expérimentaux et reste cependant largement supé-rieur à l’effort final pour l’essai expérimental, signe queµsf/m < 0, 1.
5.1.2 Épaisseur du flan
Les valeurs de l’épaisseur ont été mesurées dans la di-rection perpendiculaire à DL (r90◦), là où l’épaisseur estmaximale (cf. §3.3.5) et donc, dans le la partie basse descornes.
0.76
0.78
0.8
0.82
0.84
0.86
0.88
0.9
0.92
0.94
0.96
10 15 20 25 30 35 40 45 50
t[m
m]
Hauteur du godet h [mm]
t0µ = 0, 10
++
+
+
+
+
++
++++
++++
+++
++
+µ = 0, 15
××
××
××
××××
×××
××××
××××
×µ = 0, 20
∗∗
∗∗
∗∗
∗∗∗∗
∗∗∗∗∗∗
∗
∗∗∗∗
∗
Graphique 5 – Évolution de t en fonction de µsf/m
Plus le coefficient de frottement est élevé, plus l’épais-seur à la base du godet est faible. Lorsque la matière estcomprimée entre le flan et le serre-flan, le frottement s’op-pose au mouvement de rétreint et oblige donc le flan às’amincir afin de pénétrer dans la matrice. Une épaisseurtrop faible lors de l’emboutissage engendrera un affaiblis-sement du godet et provoquera la rupture prématurée duflan, il est donc primordial de minimiser ces frottements,d’où l’application d’huile.
5.2 Exposant écrouissage
Le même essai à été reproduit (cf. tableau 4p. 7) en utilisant deux matériaux différents. Un alliaged’aluminium-magnésium ainsi qu’un acier inoxydable [10][1] avec comme valeur de loi d’écrouissage respective :K = 450 MPa, n = 0, 16 et K = 1400 MPa, n = 0, 44,dont le premier est réputé pour sa facilité de mise en formepar emboutissage et le second, pour sa capacité à résisterà l’oxydation.
No µsf µm µp Fserrage n
1 0,10 0,10 0,15 20 kN 0,162 0,10 0,10 0,15 20 kN 0,213 0,10 0,10 0,15 20 kN 0,44
Tableau 4 – Évaluation de l’influence de n
0
10
20
30
40
50
60
70
80
90
100
0 10 20 30 40 50 60
F[k
N]
U2 [mm]
expn = 0, 16
++++++++++++
++++++++++
++++++++++++++++++++++++
+++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++
++++++++++++++++++
+n = 0, 21
×××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××
×n = 0, 44
∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗
∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗
Graphique 6 – Évolution de Fp en fonction de n
Comme dans le cas précédent, la montée en charge esttrès bien décrite. De la même manière que pour le coeffi-cient de frottement, l’effort sur le poinçon évolue linérai-rement avec l’exposant d’écrouissage. Plus l’exposant estélevé, plus l’effort sera important démontrant donc uneaptitude plus faible au pliage pour les matériaux à fortexposant d’écrouissage 6.
0.75
0.8
0.85
0.9
0.95
1
10 15 20 25 30 35 40 45 50
t[m
m]
Hauteur du godet h [mm]
t0n = 0, 16
++
+
++
++
+++
++++++++
+++
+n = 0, 21
××××
××××
××××
×××××××××
×n = 0, 44
∗∗
∗∗
∗∗∗
∗∗∗∗∗∗∗∗∗∗∗∗∗∗
∗
Graphique 7 – Évolution de t en fonction de n
Par réciprocité entre l’évolution de l’épaisseur et l’ef-fort d’emboutissage (cf. note 6), on remarque que certes,l’effort de pliage évolue avec l’exposant d’écrouissage,mais également l’épaisseur. Un exposant faible aura doncplus tendance à s’amincir, se fragiliser et donc se rompre.Pour effectuer un emboutissage optimal, il est donc né-cessaire de trouver un compromis entre les efforts mis enjeu et la résistance finale de la pièce. C’est pour cela queles alliages d’aluminium sont généralement utilisés pourformer les pièces complexes tandis que les aciers doux,plus difficiles à mettre en œuvre mais plus robustes, sontutilisés pour les pieces nécessitants plus de résistance [1].
5.3 Effort de serrage
Le tableau 5 regroupe la configuration pour la simu-lation numéro 4.
6. Que l’on peut interpréter par une faible énergie dissipée par le matériau. Plus précisément, plus∫Kεn sera faible pour un matériau,
plus sa formabilité sera importante.
7
No µsf µm µp Fserrage n
1 0,10 0,10 0,15 20 kN 0,212 0,10 0,10 0,15 40 kN 0,213 0,10 0,10 0,15 60 kN 0,21
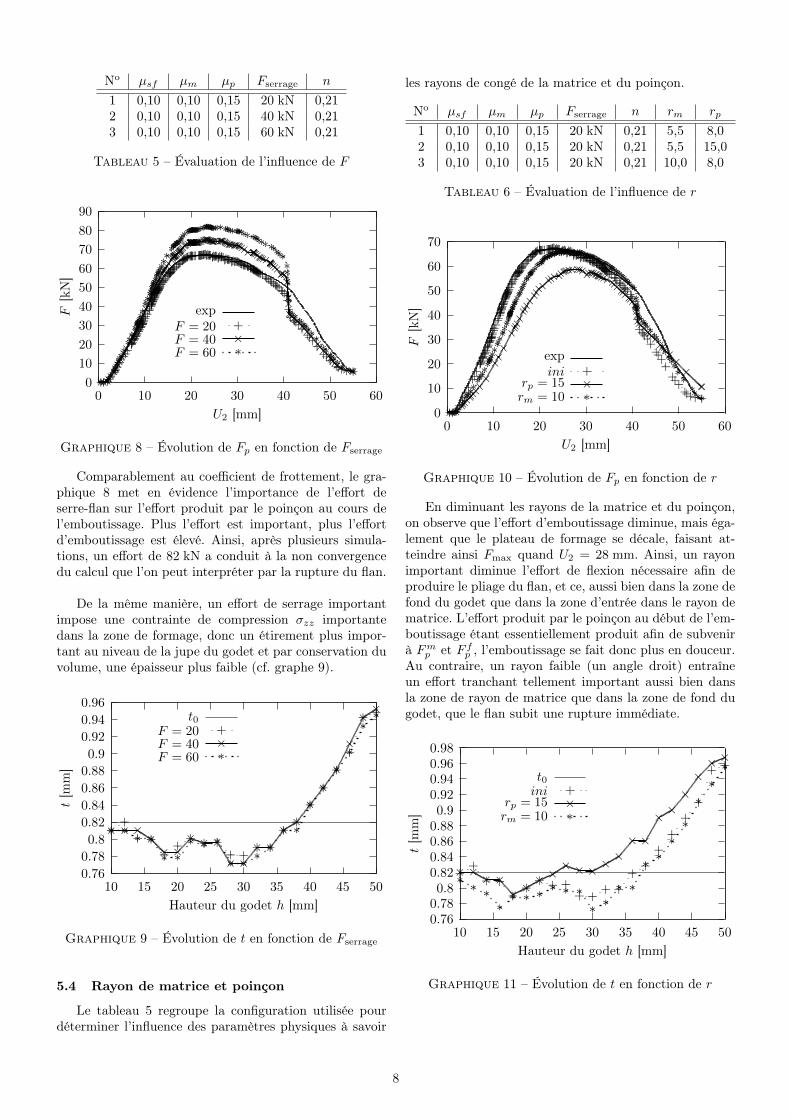
Tableau 5 – Évaluation de l’influence de F
0
10
20
30
40
50
60
70
80
90
0 10 20 30 40 50 60
F[k
N]
U2 [mm]
expF = 20
++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++
++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++
+++++++++++
++++++++
+F = 40
×××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××
××××××××××××××××××××××××
×F = 60
∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗
∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗
∗
Graphique 8 – Évolution de Fp en fonction de Fserrage
Comparablement au coefficient de frottement, le gra-phique 8 met en évidence l’importance de l’effort deserre-flan sur l’effort produit par le poinçon au cours del’emboutissage. Plus l’effort est important, plus l’effortd’emboutissage est élevé. Ainsi, après plusieurs simula-tions, un effort de 82 kN a conduit à la non convergencedu calcul que l’on peut interpréter par la rupture du flan.
De la même manière, un effort de serrage importantimpose une contrainte de compression σzz importantedans la zone de formage, donc un étirement plus impor-tant au niveau de la jupe du godet et par conservation duvolume, une épaisseur plus faible (cf. graphe 9).
0.76
0.78
0.8
0.82
0.84
0.86
0.88
0.9
0.92
0.94
0.96
10 15 20 25 30 35 40 45 50
t[m
m]
Hauteur du godet h [mm]
t0F = 20
++
+
+
+
+
++
++++
++++
+++
++
+F = 40
××
×
×××
××××
×××××××
××××
×F = 60
∗∗
∗∗
∗∗
∗∗∗∗∗∗
∗∗∗∗∗
∗∗∗∗
∗
Graphique 9 – Évolution de t en fonction de Fserrage
5.4 Rayon de matrice et poinçon
Le tableau 5 regroupe la configuration utilisée pourdéterminer l’influence des paramètres physiques à savoir
les rayons de congé de la matrice et du poinçon.
No µsf µm µp Fserrage n rm rp
1 0,10 0,10 0,15 20 kN 0,21 5,5 8,02 0,10 0,10 0,15 20 kN 0,21 5,5 15,03 0,10 0,10 0,15 20 kN 0,21 10,0 8,0
Tableau 6 – Évaluation de l’influence de r
0
10
20
30
40
50
60
70
0 10 20 30 40 50 60F
[kN]
U2 [mm]
expini
++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++
+++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++
+++++++
+++++
+rp = 15
×××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××
××××
rm = 10∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗
∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗∗
Graphique 10 – Évolution de Fp en fonction de r
En diminuant les rayons de la matrice et du poinçon,on observe que l’effort d’emboutissage diminue, mais éga-lement que le plateau de formage se décale, faisant at-teindre ainsi Fmax quand U2 = 28 mm. Ainsi, un rayonimportant diminue l’effort de flexion nécessaire afin deproduire le pliage du flan, et ce, aussi bien dans la zone defond du godet que dans la zone d’entrée dans le rayon dematrice. L’effort produit par le poinçon au début de l’em-boutissage étant essentiellement produit afin de subvenirà Fmp et F fp , l’emboutissage se fait donc plus en douceur.Au contraire, un rayon faible (un angle droit) entraîneun effort tranchant tellement important aussi bien dansla zone de rayon de matrice que dans la zone de fond dugodet, que le flan subit une rupture immédiate.
0.760.780.8
0.820.840.860.880.9
0.920.940.960.98
10 15 20 25 30 35 40 45 50
t[m
m]
Hauteur du godet h [mm]
t0ini
++
++
++
++
++++
++++
+++
++
+rp = 15
××××
××
×××××××××××
××××
×rm = 10
∗∗
∗
∗∗∗∗
∗∗∗∗
∗∗∗∗∗∗∗
∗∗∗
∗
Graphique 11 – Évolution de t en fonction de r
8
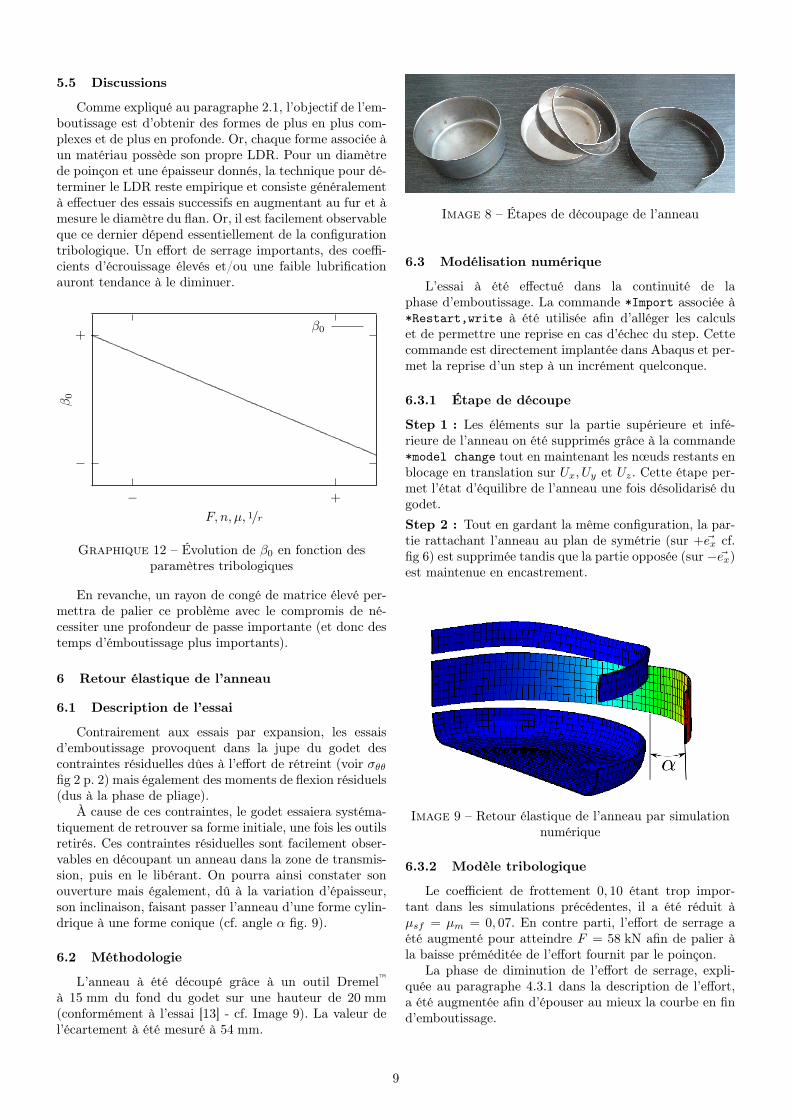
5.5 Discussions
Comme expliqué au paragraphe 2.1, l’objectif de l’em-boutissage est d’obtenir des formes de plus en plus com-plexes et de plus en profonde. Or, chaque forme associée àun matériau possède son propre LDR. Pour un diamètrede poinçon et une épaisseur donnés, la technique pour dé-terminer le LDR reste empirique et consiste généralementà effectuer des essais successifs en augmentant au fur et àmesure le diamètre du flan. Or, il est facilement observableque ce dernier dépend essentiellement de la configurationtribologique. Un effort de serrage importants, des coeffi-cients d’écrouissage élevés et/ou une faible lubrificationauront tendance à le diminuer.
−
+
− +
β0
F, n, µ, 1/r
β0
Graphique 12 – Évolution de β0 en fonction desparamètres tribologiques
En revanche, un rayon de congé de matrice élevé per-mettra de palier ce problème avec le compromis de né-cessiter une profondeur de passe importante (et donc destemps d’émboutissage plus importants).
6 Retour élastique de l’anneau
6.1 Description de l’essai
Contrairement aux essais par expansion, les essaisd’emboutissage provoquent dans la jupe du godet descontraintes résiduelles dûes à l’effort de rétreint (voir σθθfig 2 p. 2) mais également des moments de flexion résiduels(dus à la phase de pliage).
À cause de ces contraintes, le godet essaiera systéma-tiquement de retrouver sa forme initiale, une fois les outilsretirés. Ces contraintes résiduelles sont facilement obser-vables en découpant un anneau dans la zone de transmis-sion, puis en le libérant. On pourra ainsi constater sonouverture mais également, dû à la variation d’épaisseur,son inclinaison, faisant passer l’anneau d’une forme cylin-drique à une forme conique (cf. angle α fig. 9).
6.2 Méthodologie
L’anneau à été découpé grâce à un outil Dremel™à 15 mm du fond du godet sur une hauteur de 20 mm(conformément à l’essai [13] - cf. Image 9). La valeur del’écartement à été mesuré à 54 mm.
Image 8 – Étapes de découpage de l’anneau
6.3 Modélisation numérique
L’essai à été effectué dans la continuité de laphase d’emboutissage. La commande *Import associée à*Restart,write à été utilisée afin d’alléger les calculset de permettre une reprise en cas d’échec du step. Cettecommande est directement implantée dans Abaqus et per-met la reprise d’un step à un incrément quelconque.
6.3.1 Étape de découpe
Step 1 : Les éléments sur la partie supérieure et infé-rieure de l’anneau on été supprimés grâce à la commande*model change tout en maintenant les nœuds restants enblocage en translation sur Ux, Uy et Uz. Cette étape per-met l’état d’équilibre de l’anneau une fois désolidarisé dugodet.Step 2 : Tout en gardant la même configuration, la par-tie rattachant l’anneau au plan de symétrie (sur + ~ex cf.fig 6) est supprimée tandis que la partie opposée (sur − ~ex)est maintenue en encastrement.
Image 9 – Retour élastique de l’anneau par simulationnumérique
6.3.2 Modèle tribologique
Le coefficient de frottement 0, 10 étant trop impor-tant dans les simulations précédentes, il a été réduit àµsf = µm = 0, 07. En contre parti, l’effort de serrage aété augmenté pour atteindre F = 58 kN afin de palier àla baisse préméditée de l’effort fournit par le poinçon.
La phase de diminution de l’effort de serrage, expli-quée au paragraphe 4.3.1 dans la description de l’effort,a été augmentée afin d’épouser au mieux la courbe en find’emboutissage.
9
Antérieure Optimisée
Step time F Step time F
0 20 kN 0 58 kN0.74 20 kN 0.74 58 kN0.75 0 kN 0.89 0 kN1 0 kN 1 0 kN
Tableau 7 – Tabular de l’effort sur le serre-flan aprèsoptimisation
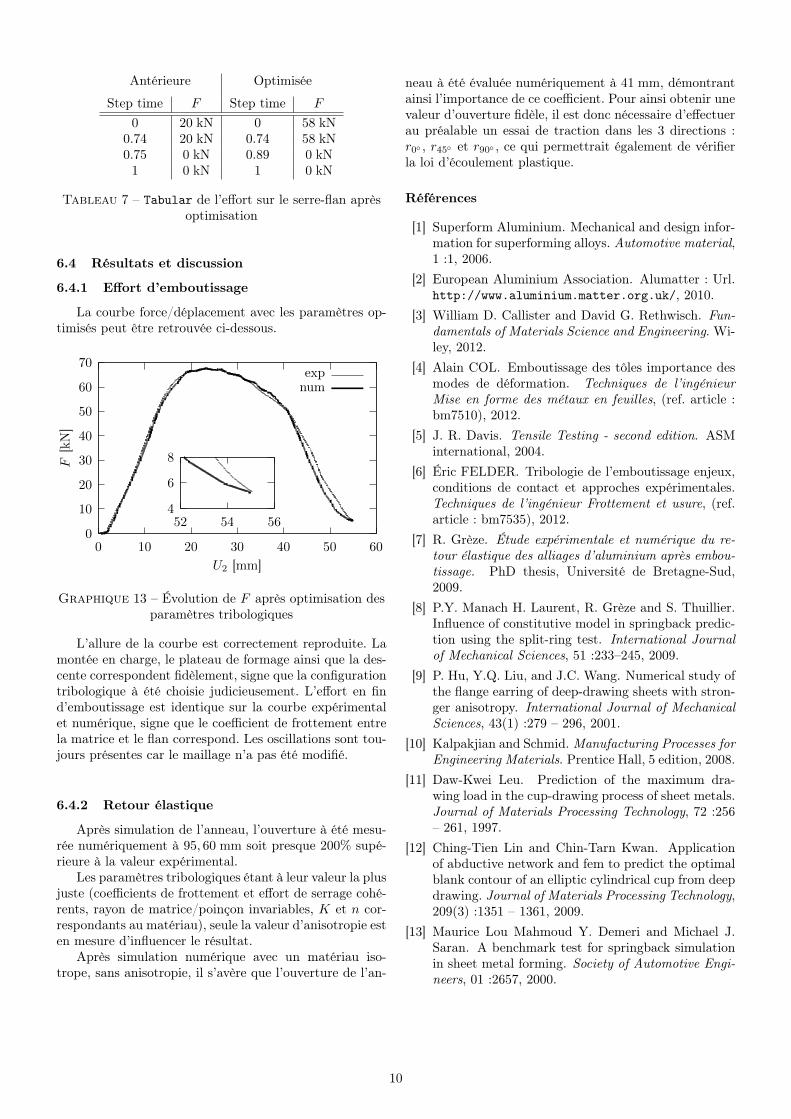
6.4 Résultats et discussion
6.4.1 Effort d’emboutissage
La courbe force/déplacement avec les paramètres op-timisés peut être retrouvée ci-dessous.
0
10
20
30
40
50
60
70
0 10 20 30 40 50 60
F[k
N]
U2 [mm]
expnum
4
6
8
52 54 56
Graphique 13 – Évolution de F après optimisation desparamètres tribologiques
L’allure de la courbe est correctement reproduite. Lamontée en charge, le plateau de formage ainsi que la des-cente correspondent fidèlement, signe que la configurationtribologique à été choisie judicieusement. L’effort en find’emboutissage est identique sur la courbe expérimentalet numérique, signe que le coefficient de frottement entrela matrice et le flan correspond. Les oscillations sont tou-jours présentes car le maillage n’a pas été modifié.
6.4.2 Retour élastique
Après simulation de l’anneau, l’ouverture à été mesu-rée numériquement à 95, 60 mm soit presque 200% supé-rieure à la valeur expérimental.
Les paramètres tribologiques étant à leur valeur la plusjuste (coefficients de frottement et effort de serrage cohé-rents, rayon de matrice/poinçon invariables, K et n cor-respondants au matériau), seule la valeur d’anisotropie esten mesure d’influencer le résultat.
Après simulation numérique avec un matériau iso-trope, sans anisotropie, il s’avère que l’ouverture de l’an-
neau à été évaluée numériquement à 41 mm, démontrantainsi l’importance de ce coefficient. Pour ainsi obtenir unevaleur d’ouverture fidèle, il est donc nécessaire d’effectuerau préalable un essai de traction dans les 3 directions :r0◦ , r45◦ et r90◦ , ce qui permettrait également de vérifierla loi d’écoulement plastique.
Références
[1] Superform Aluminium. Mechanical and design infor-mation for superforming alloys. Automotive material,1 :1, 2006.
[2] European Aluminium Association. Alumatter : Url.http://www.aluminium.matter.org.uk/, 2010.
[3] William D. Callister and David G. Rethwisch. Fun-damentals of Materials Science and Engineering. Wi-ley, 2012.
[4] Alain COL. Emboutissage des tôles importance desmodes de déformation. Techniques de l’ingénieurMise en forme des métaux en feuilles, (ref. article :bm7510), 2012.
[5] J. R. Davis. Tensile Testing - second edition. ASMinternational, 2004.
[6] Éric FELDER. Tribologie de l’emboutissage enjeux,conditions de contact et approches expérimentales.Techniques de l’ingénieur Frottement et usure, (ref.article : bm7535), 2012.
[7] R. Grèze. Étude expérimentale et numérique du re-tour élastique des alliages d’aluminium après embou-tissage. PhD thesis, Université de Bretagne-Sud,2009.
[8] P.Y. Manach H. Laurent, R. Grèze and S. Thuillier.Influence of constitutive model in springback predic-tion using the split-ring test. International Journalof Mechanical Sciences, 51 :233–245, 2009.
[9] P. Hu, Y.Q. Liu, and J.C. Wang. Numerical study ofthe flange earring of deep-drawing sheets with stron-ger anisotropy. International Journal of MechanicalSciences, 43(1) :279 – 296, 2001.
[10] Kalpakjian and Schmid. Manufacturing Processes forEngineering Materials. Prentice Hall, 5 edition, 2008.
[11] Daw-Kwei Leu. Prediction of the maximum dra-wing load in the cup-drawing process of sheet metals.Journal of Materials Processing Technology, 72 :256– 261, 1997.
[12] Ching-Tien Lin and Chin-Tarn Kwan. Applicationof abductive network and fem to predict the optimalblank contour of an elliptic cylindrical cup from deepdrawing. Journal of Materials Processing Technology,209(3) :1351 – 1361, 2009.
[13] Maurice Lou Mahmoud Y. Demeri and Michael J.Saran. A benchmark test for springback simulationin sheet metal forming. Society of Automotive Engi-neers, 01 :2657, 2000.
10