Embed Size (px)
Citation preview
PLASTILIENPLASTILIENLe magazine d'Allizé-Plasturgie
Décembre n°83
p.30
CADEAUX D’AFFAIRES :
DÉDUCTIBILITÉ OU NON ?
p.13
QU’ATTENDENT
LES ENTREPRENEURS POUR
ENTREPRENDRE ?
p.38
LES FIBRES NATURELLES
DÉMONTRENT TOUT
LEUR POTENTIEL
LES PROCÉDÉS D’INJECTIONDossier p.14
OPTIMISER, SURVEILLER, PILOTEROPTIMISER, SURVEILLER, PILOTERLES PARAMÈTRES DU PROCESSLES PARAMÈTRES DU PROCESS
decembre_Mise en page 1 14/12/11 17:04 Page1
decembre_Mise en page 1 14/12/11 17:05 Page2

A L A U N E<1
n°83 • Décembre • Plastilien
Et en 2012… Toujours plus d’innovation avec les « Innovdays »
9 « InnovDays », comme autant de rendez-vous incontournables pour tous ceux quisouhaitent bénéficier des dernièresconnaissances liées aux plastiques.
Le contexte socio-économique, la règle-mentation, les consommateurs finaux,l’évolution des besoins et des mentalitésincitent la filière plasturgie à concevoir denouveaux procédés et matériaux poly-mères : des produits capables de répon-
dre aux nouvelles exigences en termesde performances, propriétés, coûts
de production, esthétique, recy-clabilité, respect de l’envi-
ronnement, santé... L’ha-bitat basse
consommation ou le véhicule électriquesont des illustrations de ces nouveauxdéfis qui encouragent l’innovation au seinde la filière.
C’est ainsi que se développent les poly-mères biosourcés, les nanotechnologieset des applications nouvelles à partir de lamicrofluidique ou de l’électronique…
Les «InnoVDays» 2012 seront entièrementconsacrés à ces nouveaux procédés etmatériaux polymères qui caractérisentune filière plasturgie tournée vers l’avenir.
Les «InnoVDays» regroupent les Journéesde l’Innovation du CFP et les JournéesTechniques du PEP. Ces évènements ontpour mission de favoriser le transfert deconnaissance et les échanges entre lesCentres Techniques, les fournisseurs etles utilisateurs de matériaux polymères.
Rappelons que le CFP dispose de centresde ressources uniques en France : il metson expertise à la portée de ses clients,avec les moyens humains et techniquesles plus importants du secteur :• Une présence commerciale sur toute laFrance, avec plus de vingt consultants etassistants commerciaux,• Des sessions de formation proposées
sur les plus grands bassins d’activité,• Un accompagnement individualisé à l’in-ternational,• Un parc machines unique en Europe (1 200 m2 de plateforme multi procédés àLyon 8ème),• Deux camions - ateliers entièrementéquipés, conçus par «Destination Plastur-gie», qui permettent de dispenser les for-mations aux portes des usines
Pour découvrir toute l’offre : www.plasturgie-formation.com
Le parti pris de L’INNOVATIONau cœur de l’offre du Centre de Formation de la Plasturgie
Le CFP a été conçu dés son origine comme l’outil de per-fectionnement de la filière. Il développe régulièrement de nou-veaux stages, directement en lien avec l’actualité de la profession : ainsipour 2012 il a développé pas moins de 26 nouveaux stagesproposés en « inter-entreprises » afin de répondre de la façon la plus perti-nente et réactive aux évolutions des entreprises.
decembre_Mise en page 1 14/12/11 17:05 Page1

01/A LA UNE01 Le parti pris de l’innovation au cœur
de l’offre du Centre de Formation de la Plasturgie
05/PROFESSION05 Un nouveau pacte pour l’industrie,
pour la croissance et pour l’emploi05 Guide égalité professionnelle06 Semaine de l’industrie : mobilisation pour
valoriser l’image, les métiers et les carrières industrielles
06 BTS Europlastic 201207 A découvrir le nouveau portail
de l’alternance08 Retour sur la Rencontre Annuelle
d’Allizé-Plasturgie Franche-Comté11 Jeudi 5 juillet 2012 : l’événement à noter
sur votre agenda
13/CHRONIQUE13 Qu'attendent les entrepreneurs
pour entreprendre ?...
21/TECHNOLOGIE21 L’injection multi-matières
25/POINT DE VUE25 Comment va la sous-traitance ?
27/DROIT DES AFFAIRES27 Sous-traitance : l’alliance léonine28 La sous-traitance mal traitée
30/FISCALITÉ30 Cadeaux d’affaires : déductibilité ou non ?
33/SOCIAL33 Baisse d’activité, économies et lettre
de licenciement
36/ENVIRONNEMENT36 Rapport développement durable 201137 Des outils de formation pour sensibiliser,
former et échanger
38 Colloque "Fibres naturelles et polymère" : les fibres naturelles démontrent tout leur potentiel
44/INTERNATIONAL44 La plasturgie aux Etats-Unis : point de
vue d’experts49 Prochaine édition d’Interplastica (Moscou)
50/INNOVATION50 Le film transparent se transforme en capteur51 Des viroles de ventilateur en biomatériau
52/STRATÉGIE52 Le design a une valeur : il fait vendre !54 De l’utilité de calculer les coûts de revient…
61/DOSSIER SPECIAL LEAN62 Lean Office, Lean Project :
Un autre regard sur la performance64 Identifier et capturer les bénéfices
du Lean/Six Sigma (LSS)69 Vous avez dit “Green belt , Black belt,
six sigma, lean six sigma”?72 Le LEAN quels impacts sur le management ?
76/REPORTAGES76 EASY : Les entreprises adaptées ne sont
pas celles que vous croyez !78 CLIP INDUSTRIE soutient la filière plasturgie80 REXAM DISPENSING SMT : Un engagement
pour maitriser sa consommation d’énergie
82/ÉCONOMIE82 Mercuriales83 Conjoncture
84/AGENDA
Répertoire des Annonceurs : A2P (p.35) / ACDI (p.12) / Albis (p.4) / Albro (p.26) /Alma Consulting Group (p.8) / AMP-Polymix (p.60) / Apicil (p.75) / Arburg (4e couv.) / Béwé-plast (p.07) /Billion (2e couv.) / Engel (p.24) / Farpi (p.79 et p.83) / GT industries (p.68) / Kistler (p.81) /Lifocolor (p.34) / Lypsis (p.43) / Martiplast (p.29 et p.59) / Piovan France (3e couv.) / Reed expo(p.59) / Resin Express France (p.3) / Single (p.23) /Sofras-Conseil (p.32) / Sumitomo Demag (p.20) / Wittmann (p.67).
Plastilien est édité par : Cediplast Communication - Plastilien - 39, rue de la Cité - 69441 LYON cedex 03 - Tél. : 04 72 68 28 28 - Fax : 04 72 36 00 80 • Directeur dela publication : Anne de Lansalut • Comité de Rédaction : Dominique Appert / Amandine Authier / Frédéric Beau / Chantal Bedarride / Marie Bessoud /Thierry-Guillaume Bardin / Thierry Charles / Christophe Contini / Benoît Dorsemaine / Marion Druet / Elisabeth Garnier / Véronique Gay / Aurélia Le Roux /Guillaume Robert / Emmanuel Rossi / Ulrich Thomir / Audrey Viricel • Secrétariat de rédaction : Christine Poupon • Graphisme, maquette et réalisation PAO :Cécilie Felt • Service publicité : Cediplast Communication • Impression : Ferréol • Routage : Routage Rhône-Alpes • Diffusion de ce numéro : 1600 exemplaires- Tous droits réservés. La reproduction partielle ou totale des articles/ illustrations/schémas/ photos est soumise à autorisation écrite préalable de l’éditeur • Crédits photographiques couverture : © Allizé-Plasturgie
SommairePlastilien Décembre 2011 n°83
ALLIZÉ-PLASTURGIE
p.21
DOSSIER DU MOIS
Plastilien est aussi accessible en ligne pour lesadhérents d’Allizé-Plasturgie uniquement. Vouspouvez retrouver les numéros parus pour lestélécharger, les transmettre à vos collègues etcollaborateurs librement sur : www.plastic-way.com, Espace Communauté, Base Economie,critère « Plastilien ».
ÌÌ
Plastilien • Décembre 2011 • n°83
p.44
LES PROCEDES D’INJECTION : optimiser, surveiller, piloter les paramètres du process
p.14
decembre_Mise en page 1 14/12/11 17:05 Page2

Vous recherchez une solution économique RESINEX est également
producteur de compounds 1er choix et industriels
✔ Auprès des constructeurs AUTOMOBILE
✔ Référencement officiel chez les équipementiers
✔ Homologation au panel PP & PA Recyclés PSA
✔ Homologation chez les constructeurs européens : VW, Audi, BMW, Opel...
��������� ������������� ���
RESINEX France votre partenaire pour vousaccompagner dans le développement de vosprojets auprès des plus grands donneurs d’ordres
France
Z.A. des Lavours - Martignat01117 Oyonnax Cedex - France
Tél.: + 33 474 81 46 46Fax + 33 474 81 46 47Site : www.resinex.fr
NatureWorks®
®
Ravalene PEScolefin/Mafill PPSicostirolo PSSicoran SANSicoflex ABS
Polyfast ASAMablex PC/ABSSicoklar PCSicoblend PA/ABSSicoter PPO/PBT
Ravamid PAEnflex TPE-VEnsoft TPE-S www.resinex.com
Your trusted partner for Ravago Brands
®
KOLON PLASTICS Mitsubishi Plastics
E
decembre_Mise en page 1 14/12/11 17:05 Page3
decembre_Mise en page 1 14/12/11 17:05 Page4
P R O F E S S I O N<5
n°83 • Décembre • Plastilien
« Avec un Nouveau Pacte pour l’Industrie, pourla Croissance et pour l’Emploi, le GFI apporte lacontribution de l’industrie aux débats publicsqui précèderont les élections de 2012. Ce Pactepropose un choc decompétitivité pourcréer les conditionsd’un nouveau déve-loppement de l’indus-trie en France »déclare Pierre GAT-TAZ, Président duGroupe des FédérationsIndustrielles (GFI).
Pierre Gattaz, Présidentdu Groupe des Fédéra-tions Industrielles (GFI) aprésenté le 25 octobre2011 un Nouveau Pactepour l’Industrie, pour laCroissance et pour l’Em-ploi comprenant 12 propositions pour :• Libérer la croissance• Relancer une ambition nationale pour l’industrie• Redresser la compétitivité du site de productionFrance• Consolider l’emploi industriel dans les terri-toires.
Ce Pacte pour l’Industrie, pour la Croissance etpour l’Emploi constitue la contribution du GFI etde ses 15 membres aux débats de société quesusciteront les échéances électorales de 2012.
« Sans industrie forte, innovante et conquérante,nous considérons que notre pays ne pourra tenirson rang de cinquième puissance mondiale.
En effet, l’industrie et les services qui lui sontassociés, se trouvent au coeur des innovationset des solutions du monde de demain : énergiesrenouvelables, transports du futur, télésanté,éducation et formation à distance, route intelli-gente,…» déclare P. Gattaz qui, au nom du GFI,souligne : « Il est temps de proposer à nos conci-toyens de partager une haute et légitime ambi-tion : celle que porte l’industrie pour notre pays
et pour les 3 millions de femmes et d’hommes qui,au quotidien, contribuent aux performances de ladeuxième industrie en Europe et de la cinquième
mondiale ».Dans sa présentation des 12 pro-positions du GFI, P. Gattaz a par-ticulièrement insisté sur 4 axesessentiels :- Une ambition industrielle pourle pays clairement affirmée etmise en œuvre.- Une législation et une régle-mentation fiscales, sociales,environnementales et juri-diques simplifiées et stabili-sées au service du dévelop-pement de l’industrie enFrance, notamment pour lesPME et les ETI.- L’affirmation d’une Europequi défend, sans protection-
nisme, ses marchés, ses industries et sesemplois, à travers une réciprocité des échanges,exigée et contrôlée.- Un choc de compétitivité, pour la croissance etpour l’emploi, permettant de réduire significati-vement le coût du travail en France, en basculantune partie du financement de la protectionsociale vers la fiscalité (TVA, CSG,…).
P. Gattaz a conclu en rappelant la nécessité pourla France de disposer sur son territoire d’indus-tries conquérantes et innovantes parce que com-pétitives : « Aucun citoyen ou élu allemand ne sepose de question quant à son industrie, sa com-pétitivité, sa force, sa présence dans le monde.
Par ce Pacte pour l’Industrie, pour la Croissanceet pour l’Emploi le GFI souhaite qu’il en soit demême en France et que soit créé un choc salu-taire de compétitivité ».
L’ensemble du dossier de presse est téléchar-geable sur le site du GFI :www.industrie-gfifrance.com
Un nouveau pacte pour l’Industrie, pour la Croissance et pour l’EmploiLE GUIDE EGALITÉ
PROFESSIONNELLELa récente loi du 9 novembre 2010(n°2010-1330) portant réforme desretraites contient trois mesures enfaveur de l’égalité professionnelleentre les femmes et les hommes, àsavoir :
- La création d’une pénalité finan-cière pour les entreprises qui n’au-raient pas conclu un accord d’entre-prise ou qui ne seraient pas dotéesd’un plan d’action.
- Le renforcement des informationsdevant figurer dans le rapport de lasituation comparée et le rapportannuel de la situation économique.
- L’obligation de négocier sur lesconditions dans lesquelles l 'em-ployeur peut prendre en charge toutou partie du supplément de cotisa-tions sociale pour permettre auxsalariés travaillant à temps partielde cotiser, en matière de retraite, surla base d’un temps plein.
Pour autant, les deux premières obli-gations sont très proches d’un « 2 en1 » car les principaux points arrêtésdans l’accord ou le plan d’action doi-vent être repris dans les documentsd’informations.
Le Guide Egalité Professionnelle réa-lisé par la Fédération de la Plasturgieest destiné à aider les plasturgistes àappréhender ce sujet impor tantpour la vie de nos entreprises.
Il est accessible aux adhérents de laFédération de la Plasturgie sur sonExtranet : Communauté Social /base Veille et documents.
ContactMathieu DufourDirecteur des Affaires [email protected]
NOUVEAU
decembre_Mise en page 1 14/12/11 17:05 Page5
Plastilien • Décembre 2011 • n°83
P R O F E S S I O N
<6
La deuxième édition de la semaine de l’in-dustrie se tiendra dans toute la France du19 au 25 mars 2012.
Elle permettra au grand public et en particu-lier aux jeunes de découvrir l’industrie etses métiers, de rencontrer ses acteurs, devoir comment fonctionnent les sites indus-triels du 21ème siècle, prendre conscience durôle structurant de l’industrie en France.
Il s’agit de contrebalancer le déficit d’imagede l’industrie en France et de faire évoluerles comportements des jeunes, notammentlors des choix d’orientation professionnelleet, à terme, de dynamiser les recrutementsdans nos secteurs d’activité.
Découvrir l’industrie avec les industrielsLes entreprises industrielles constituentl’élément clé de la semaine de l’industrie,en organisant ou en contribuant à organi-ser des événements d’information et desensibilisation sur l’industrie et sesmétiers.
Journées portes ouvertes en entreprise -visites d’entreprises et de sites de forma-tion – ateliers pédagogiques sur sites sco-laires – forums des métiers – jeux,concours sur l’industrie – conférences,débats, etc…
C’est simple de participer !- Vous demandez la labellisation de votreévènement sur le site :www.semaine.industrie.gouv.fr enquelques clics dès la fin du mois denovembre 2011.- Votre évènement apparaît alors dans laliste des manifestations officielles et béné-ficie d’une visibilité nationale.
- Vous recevez le kit de communicationélectronique de la semaine de l’industrie(logo, affiches, bannières, chemise, totem,lettre et têtière, powerpoint…) pour ren-forcer votre communication.
Quelles sont les conditions pour êtrelabellisé « Semaine de l’Industrie » ?- L’événement doit se dérouler au moinspartiellement entre le 19 et el 25 mars 2012.- Il doit être ouvert au grand public, auxjeunes.- Il doit avoir pour objectif d’informer sur lethème de l’industrie.- L’accès doit être gratuit.
Accueillir du public et notamment desjeunes pendant mon évènement : com-ment et avec qui ?Des comités de pilotage régionaux ont étécréés par les préfectures, auxquels parti-cipent les partenaires de la Semaine del’Industrie: Direcctes, organisations pro-fessionnelles, chambres consulaires, Pôleemploi, rectorat, partenaires sociaux…
Vous pouvez contacter votre préfecturepour toute information à ce sujet.
Comment faire connaître mon événementau-delà de la labellisation ?- Marquez votre participation à la Semainede l’Industrie en utilisant le kit de commu-nication sur vos supports papier, internet,mail…
- Contactez les sites scolaires/ les sites deformation à proximité. Proposez-leur departiciper à votre évènement.
- Informez vos interlocuteurs locaux : mai-rie, Pôle Emploi, chambre consulaire, orga-nisation professionnelle, et la presselocale.
L’industrie se mobilisepour valoriser son image, ses métierset ses carrières
Depuis 2008, 158 jeunes ont tentél’expérience Europlastic. Apprentis ou étudiants,
ils ont choisi defaire un stage en Europependant leur 2ème annéede BTS pour renforcer
leurs compétences,découvrir des nouvellestechniques et s’ouvrir àdes cultures différentes.
En 2012, de nombreux jeunesmotivés et dynamiques
recherchent des entreprisespour effectuer leur stage de 1 à 2
mois entre janvier et mars.
Ces jeunes sont l’avenir de la plasturgie et il ne tient qu’à
vous de les intégrer dèsà présent dans votre entreprise
par le biais de votre réseau.
Pour recruter unstagiaire Europlastic, contac-
ter : votre syndicat régional ou Audrey Noble de la
Fédération de la [email protected]
Prenez des stagiairesdans vos filiales
BTS EUROPLASTIC2012
decembre_Mise en page 1 14/12/11 17:05 Page6

P R O F E S S I O N<7
n°83 • Décembre • Plastilien
le nouveau « Portail de l'alternance »
Informer sur les dispositifs de formation en alternance et simpli-fier les démarches administratives pour les jeunes et les entre-prises, en proposant une série de services pratiques en ligne :c'est l'objet du nouveau portail de l'alternancealternance.emploi.gouv.fr, lancé par Xavier Bertrand, ministre duTravail, de l'Emploi et de la Santé, jeudi 13 octobre 2011.
Quatre fonctions principales- La dématérialisation du formulaire Cerfa du contrat d'apprentis-sage et de professionnalisation pour les entreprises, qui doit per-mettre au recruteur de « remplir le contrat en moins de 10minutes sur internet », avec une aide informatique facilitant ladémarche.
Par ailleurs, le formulaire Cerfa a fait l'objet d'une simplification(un item sur trois supprimé) et la demande de certaines piècesjustificatives doit être prochainement supprimée.
- Un accès à la totalité des offres de formation en alternance dis-ponibles :- Les 100 000 offres de formation proposées par l'ensemble desCFA sont consultables.- Une bourse des offres d'emploi en alternance : les futursapprentis peuvent consulter l'ensemble des offres grâce à unmoteur de recherche.- Une calculatrice qui permet au futur apprenti de calculer sonsalaire et au futur employeur le coût du recrutement d'un alternant.
A DECOUVRIR
decembre_Mise en page 1 14/12/11 17:05 Page7

C.C : Quels objectifs vous étiez-vous fixéspour cette 13ème édition de la rencontreannuelle Allizé-Plasturgie Franche-Comté ?Nous avions 3 objectifs : mobiliser la pro-fession, mobiliser les Pouvoirs Publics ànos côtés, et faire passer le message sui-vant : « pour mieux faire face aux enjeux,mais aussi pour mieux vivre, il faut quenous sachions mieux « faire envie » etplus « faire ensemble » ! ».
C.C : Et ses objectifs ontété atteints ?En bonne partie jepense ! Plus de 150
personnes présentes,dont plus de la moitié
d’industriels, jepense que
cela tra-duit
le dynamisme et la mobilisation des diri-geants de la filière plasturgie de Franche-Comté autour de leur syndicat profession-nel. Et une conclusion assurée par laPrésidente du Conseil Régional en per-sonne et la Préfecture de Région, avecdes propositions de soutien exprimées endirect à la clé, je pense que cela témoignede l’intérêt qu’ils portent à notre dyna-mique. Quant à savoir si nous avons sutransmettre l’envie de « faire envie » et de« faire ensemble », il est trop tôt pour lesavoir, mais les échos des participantsdepuis plusieurs jours ont été très positifs.
C.C : Pourquoi avoir choisi les thèmes « faire envie » et « faire ensemble » ?
Tout n’est pas facile dans notre quoti-dien : l’économiemondiale vacille, la
zone Euro est enpleine turbulence, le
comportement de certainsclients depuis septembrenous incite à la prudence, et
c’est devenu un châtiment que d’écouterles actualités dans les medias...
Nos relations à l’intérieur de la filière sontaussi compliquées : certains fournisseurs,notamment de matières premières, nousont démoralisés avec leurs augmentationsde prix, leurs reports de livraisons, leursdéclarations de force majeures… et del’autre côté certains clients nous ont épui-sés dans les discussions sur les répercus-sions des hausses des prix des matières,ou par l’application de pratiques commer-ciales abusives, de type « rupture abusivede contrats », « remises ou avantagesrétroactifs », « note de débit unilatérale », « décomposition des prix », « paiement enretard », j’en passe et des meilleures…
Ce sont d’ailleurs des sujets sur lesquelsAllizé-Plasturgie s’est fortement investi…Tout à fait. Ces enjeux sont tellementimportants que notre organisation profes-sionnelle se doit d’être, sur ces thèmes,force de proposition et active aux côtés
RENCONTRE Allizé-Plasturgie Franche-Comté Interview de son Président Serge Deffradas, par Christophe Contini, Délégué Régional d’Allizé-Plasturgie Franche-Comté
P R O F E S S I O N
<8
25/10/2011
Plus de 150 participants...
Serge DEFFRADAS - Président d’Allizé-Plasturgie Franche-Comté
decembre_Mise en page 1 14/12/11 17:06 Page8

P R O F E S S I O N<9
n°83 • Décembre • Plastilien
des entreprises. C’est ce qu’elle a fait encette année 2011, pour essayer de faire « bouger les lignes », comme l’ont d’ail-leurs très bien expliqué Emmanuel ROSSIet Thierry CHARLES, en introduction denotre manifestation.
C.C : Mais quel est le lien entre ces enjeuxet les thèmes « faire envie » et « faireensemble » ?En parlant uniquement de ce qui ne va pas,de nos problèmes, de nos inquiétudes, jene pense pas qu’on « fasse envie », etdonc qu’on puisse enclencher une dyna-mique positive. Je me rappelle d’une réu-nion animée avec des plasturgistes par unconsultant en stratégie.
Après avoir entendu toutes les doléanceset complaintes des industriels, il nous avaitvolontairement interpelés de façon provo-cante : « Ce dont vous vous plaignez, c’estsurement justifié, mais vous pensez quedepuis le début de la réunion, vous fassiezenvie d’avancer avec vous ? Tout est grisdans vos propos et vos attitudes ! Vousvous imaginez, avec dans la salle vosclients, vos partenaires financiers, vossalariés ? Vous pensez qu’ils auraientenvie de vous suivre les yeux fermés ? Alors que vous avez une technologie for-midable, des matières formidables, desentreprises formidables ! Qu’attendez-vous pour nous faire plus envie ? ».
Cette provocation a fait « tilt » dans ma tête,je me suis dit qu’il fallait absolument qu’onapplique ce principe à notre rencontre
annuelle 2011.
C’est pourquoi nous avons souhaité nousarrêter sur les thèmes du « faire envie », et du « faire ensemble », bons pour la dyna-mique, bons pour la réussite, bons pour le moral, et bons pour la santé. Parce quand« ça va bien », c’est quand même mieux, non ?
C.C : Qu’avez-vous présenté pour faire enviede « faire envie » et de « faire ensemble » ?Nous avons d’abord proposé une confé-rence d’Olivier TORRES, Universitaire-Chercheur à l’Université de Montpellier età l’EM Lyon, spécialiste du monde de laPME, et Président d’AMAROK, qui est l’Ob-servatoire de la santé des Dirigeants dePME, sur le thème « faire envie et faireensemble, c’est bon pour la santé », et quia remporté un franc succès. Puis nousnous sommes appuyés sur les témoignagesde 4 industriels, qui ont su, à notre avis, « faire envie » et/ou « faire ensemble ».
C.C : Pouvez-vous nous en dire plus surces 4 témoignages ?Tout d’abord, je voudrais préciser qu’il yaurait pu y en avoir beaucoup d’autres, etcela aurait été un plaisir de tous les pré-senter, tant ce que de nombreux confrèresont mis en place est remarquable ! Maisce n’est que partie remise, ils viendront àd’autres occasions pour faire partager leurexpérience !
C.C : Le premier témoignage a été apportépar la société SMOBY TOYS…
Dans le témoignagede Thomas LEPAUL, son Direc-teur Général j’aibeaucoup aiméla démonstra-
tion.
C.C : Y a-t-il encore un avenir à produiredans le Jura, même pour des produits degrande consommation ? J’ai été frappé par sa ferme volonté derepositionner l’entreprise, rachetée par legroupe SIMBA DICKIE, comme un Fabri-quant avec un « F majuscule », et par lesmoyens qu’il s’est donné pour cela : nou-velle usine, rénovation des bureaux, créa-tion d’emplois long termes, investisse-ments dans le parc machines, formation,mise en place d’un socle social, etc…
Tout cela pour « faire envie » aux clients, « faire envie » à l’environnement et auxsalariés, et se positionner comme uneentreprise citoyenne.
De gauche à droite : Thierry CHARLES et Emmanul ROSSI - Allizé-Plasturgie
Olivier TORRES - Observatoire AMAROK
Thomas LE PAUL - Smoby Toys
decembre_Mise en page 1 14/12/11 17:06 Page9

C.C : Autre témoignage, celui du groupe-ment d’entreprises ACTIVIPLAST …Du témoignage de Denis HOCHEDE, sonPrésident, je retiens son message pas-sionné pour le « faire ensemble » : celaentraîne non seulement la réussite profes-sionnelle - accès à des clients plus impor-tants ou à des marchés différents - maiscela permet aussi une aventure humaineincomparable - encore plus de réseaux,encore plus d’échanges, encore plus derichesse humaine ! Je souscris totale-ment à ce message.
C.C : Quant au binôme constitué de BOUR-BON DESIGN INDUSTRIE et PLASTOREX…Nous avons bien perçu dans leurs témoi-gnages les deux dimensions complémen-taires, « faire envie » et « faire ensemble ».Pierre BOURBON, Président de BOUR-BON DESIGN INDUSTRIE, spécialisé dans« l’expertise industrielle au service dudesign », a d’abord fait une splendidepublicité pour la plasturgie en nous pré-sentant certains produits « redesignés ».
En plasturgie, on sait faire envie avec nosproduits ! Puis, avec Régis SAUVEUR,Président de PLASTOREX, fabriquant deproduits pour la puériculture, ils nous ontfait une brillante démonstration qu’en fai-sant ensemble, designer et fabricant-ven-deur de produits, on pouvait encore mieux« faire envie » aux marchés avec desgammes de produits séduisantes et tech-nologiquement innovantes.
C.C : Les 2 prix Allizé-Plasturgie Franche-Comté 2011 ont été également remis,parvos partenaires BILLION et EDF, à 2 entre-prises qui ont su « faire envie » ?Effectivement, c’était l’un des critèresprincipaux, nous souhaitions que ces 2prix puissent être une vitrine pour notreprofession.
C.C : Parlez-nous des 2 lauréats…Le groupe RGF a été récompensé pour sonparcours au cours des 10 dernières années :Joël BERALDIN a su faire fortement évoluerson entreprise, de quelques salariés dédiésà une seule activité, la fabrication de porte-clés d’hôtel, à un groupe de plusieurs socié-tés et une soixantaine de salariés, présentsdans différentes technologies, capablesd’investir des sommes très importantes dansdes chaines automatisées dédiées à desproduits complets de grande consommation,et en passe de s’implanter à l’international.
Pour ce qui est de l’entreprise SIDEOBEDEVILLE et son responsable de site,Didier PIERRE, nous avons souhaité récom-penser un acteur du marché automobile,marché qui a été fortement chahuté, et quia su mettre en place un plan d’actionsambitieux en termes de productivité, degestion des ressources humaines, et d’in-vestissements qui porte ses fruits : le chif-fre d’affaires est en hausse de quasiment20%, une nouvelle activité de travail dutube est en cours d’intégration, une ving-taine de personnes sont en cours de recru-
tement, et une nouvelle dynamique impli-quant les salariés a été mise en œuvre.
C.C : « Faire envie » et « faire ensemble »,c’est une idée intéressante, mais quepouvez-vous faire pour soutenir les entre-prises sur ces sujets ?Notre philosophie est de jamais nouscontenter de poser les problèmes et lesenjeux, mais aussi d’apporter des solutions.Nous proposons aux entreprises 3 typesd’actions, avec cofinancements à la clé. La première consiste à mobiliser unexpert, pour accompagner l’entreprisedans une action d’optimisation de sonapproche client, pour lui « faire envie » detravailler avec elle, en agissant sur lesmessages, ou sur les techniques ou sup-ports de communication.
La seconde action a pour objectif d’accom-pagner l’entreprise dans une action d’opti-misation de sa gestion des ressourceshumaines et de son management, pour « donner envie » aux collaborateurs, consti-tuer des équipes performantes, et dévelop-per en interne le « faire ensemble ».
La troisième action s’appelle : « nouvellescollaborations et mutualisations ». Noussouhaitons interroger toutes les entre-prises pour étudier toutes les pistesconduisant à la création de « clubsd’échanges par thèmes », toutes lesmutualisations de compétences possibles,toutes les actions communes envisagea-bles, et tous les partenariats d’affaireséventuels. Suite à la synthèse de toutes lesdonnées, les collaborations seront propo-
Plastilien • Décembre • n°83
P R O F E S S I O N
<10
Michel GOURY (BILLION) et Denis LAPLACE (EDF) entourent les laureats Joel BERALDIN (GROUPE
RGF) et Didier PIERRE (SIDEO BEDEVILLE)
De gauche à droite : Denis HOCHEDE, Pierre BOURBON, Régis SAUVEUR
decembre_Mise en page 1 14/12/11 17:07 Page10
P R O F E S S I O N<11
n°83 • Décembre • Plastilien
sées aux entreprises, et nous accompagne-rons le lancement des « meilleurs » projets.
En conclusion de la manifestation, vousavez fait passer trois messages forts, lepremier sur la notion de « faire envie »…
Comme le dit le philosophe René Girard, « faire envie, c’est l’un des moteurs princi-pal du monde moderne ». A mon avis, qu’ilfaut que nous laissions plus souvent noshumeurs, nos pudeurs et notre modestieau placard.
Pourquoi ne mettons-nous pas mieux enavant nos entreprises, nos produits, nosmatières, et notre travail de dirigeant dePME ? Soyons fiers de nos entreprises etde notre métier ! En privé, nous sommesdes passionnés… Laissons transpirercette passion vers nos clients, vers nospartenaires, vers le grand public ! Ce sontles gens passionnés qui entrainent lesautres dans leur sillage !
C.C : Votre second message concernait lanotion de « faire ensemble »Faire ensemble, ce n’est pas qu’entreindustriels, c’est aussi avec toutes lescomposantes de notre environnement.Nous avons besoin d’une organisation pro-fessionnelle Allizé-Plasturgie qui soitencore plus forte, et dans ce cadre, jetenais à féliciter toute l’équipe d’Allizé-Plasturgie pour son efficacité et son impli-cation, mais je souhaitais aussi redire àtous les industriels présents que nousdevons continuer à développer notre espritd’adhérent militant ! Nous avons aussibesoin d’un pôle de compétitivité Plastipo-lis fort, et je souhaitais saluer le travail faitpar son Président, Daniel GOUJON. Je
souhaitais enfin saluer le travail de nospartenaires, notamment publics, qui sou-tiennent efficacement notre filière depuisplusieurs années.
Je suis persuadé que « tous ensemble »,nous pouvons faire des choses fantastiques !
C.C : Et le dernier message était en direc-tion de vos confrères.A travers tous les témoignages que jevenais d’entendre, et tout ce que je savaisd’autres confrères, je voulais dire que jetrouvais nos entreprises « épatantes ». Etla somme de ces entreprises forme unefilière régionale unie, dynamique et enpleine ascension… donc « épatante ».
Et je tenais à dire en tribune que si nosentreprises et notre filière sont « épa-tantes », c’est parce que les dirigeants deces entreprises sont eux-mêmes « épa-tants ». Je suis fier d’être le représentantde la communauté de dirigeants qu’ils for-ment, de leur dynamisme, de leur inventi-vité, de leur ténacité, de leur passion... Aupassage, j’en profite pour remercier parti-culièrement mes 14 collègues qui ontaccepté de prendre des responsabilités ausein du Conseil d’Administration d’Allizé-Plasturgie Franche-Comté : leur implica-tion et le temps qu’ils consacrent bénévo-lement au service du collectif sont trèsprécieux pour la plasturgie !
C.C : Vous avez demandé à plusieursreprises à l’assistance si tout le mondeallait « bien »... Et vous, comment allez-vous ?Je ne m’en suis pas caché, je vais bien !Je vais bien… parce que la santé, ça va…parce que professionnellement, l’année a
été jusque-là plutôt bonne… parce que j’aides projets plein la tête… parce que j’ai pume réserver des moments avec les per-sonnes que j’aime… parce que j’ai pu gar-der une certaine disponibilité pour mespassions… parce qu’aussi, j’ai envie queça aille bien… ! Parce qu’avoir envie queça aille bien, et donc aller mieux, c’estquand même mieux, non ?
Pensez à cela, pensez à faire envie, pen-sez à faire ensemble, c’est bon pour réus-sir, mais c’est aussi bon pour la santé ! Etaprès cela, j’espère qu’un maximum demonde pourra me répondre, « moi aussi, jevais bien » !
La Rencontre Annuelle d’Allizé-PlasturgiePour cette édition nous vous proposons un nouveau lieu (l’ECOLE NORMALE SUPERIEURE de Lyon,Grand amphithéâtre Charles Mérieux. 10 h – 16 h) et un nouveau concept qui privilégiera leséchanges et sera enrichi d’apports originaux !
Contact : Anne de Lansalut – Allizé-Plasturgie – 04 72 68 28 28
A NOTER : JEUDI 05 JUILLET 2012
decembre_Mise en page 1 14/12/11 17:07 Page11
decembre_Mise en page 1 14/12/11 17:07 Page12

<13
n°83 • Décembre • Plastilien
Les Français ne comprendraient rien àl'économie, mais seraient lucides sur lesdifficultés financières à venir.
À supposer que ce soit vrai, ils ont descirconstances atténuantes. Depuis plu-sieurs mois, les experts censés les éclai-rer semblent eux aussi plongés dans unépais brouillard. Ce sont ces mêmesexperts (traders et agences de notation)qui alimentent au quotidien la spéculationdes marchés financiers.
La conséquence est la pression mise surles épaules de nos gouvernants qui necessent de répéter que nos économiessont en faillite et qu’il faudra une fois deplus se serrer la ceinture.
N’y aurait-t-il pas dans tout cela de l'in-cantation et du mensonge ? Et que penser du choix binaire qui nous estprésenté, tantôt l’enfer, tantôt le paradis ?Il faut dire que nous vivons une périodeétonnement riche en évènements : sauve-tage des états après la crise financière...révolutions à répétition... Tsunami auJapon... inondations en Thaïlande… etj'en passe.
Me voilà conduit ce mois-ci à commenterces sujets d’économie avec toute laréserve de ma faible compétence danscette discipline.
Ce qui me frappe en premier, dans cettepériode d'incertitude, c'est le caractèreexcessif des commentaires et des inter-prétations faites par les médias. J’ob-serve ainsi que les pays industrialisésrestent encore sous le choc de la flambéedes matières premières et que les pre-miers signes d'une récession n'incitent niles entreprises à investir, ni les consom-mateurs à dépenser.
À l'heure où la campagne électoraledémarre, et où la crise Européenne s’ins-talle, ressurgit le spectre de la déflation etdes licenciements économiques : il fautse séparer de collaborateurs qui n'ontpourtant pas démérité !
Ravageur à moyen terme pour l'écono-mie, ce phénomène est en revanche dansl'immédiat une manière de rendre l'entre-prise plus compétitive. Force est deconstater que le jeu de la concurrencemondiale en accentue la tendance.
Dans ces conditions, je ne sais pas sincè-rement comment sera évaluée l'économienationale par les experts dans les pro-chains mois, mais ce que je sais c’est qu’àce jour les entreprises ne se portent pasbien. Dans l'entreprise, la santé ne s'ex-prime pas par des métaphores, elle semesure en terme concret de commandes,de trésorerie, de marge bénéficiaire, d'es-prit et d'énergie de ses collaborateurs, etles résultats se traduisent souvent eninvestissements et avantages sociaux.
L'entreprise Française fait-elle partie deces faux malades auxquels le médecin ditinvariablement : "vous n'avez rien d'orga-nique, c'est psychologique il faut voussecouer" ? Secouée, elle l'a déjà été, eton lui promet d'autres secousses. Sonmoral ne s'améliore pas pour autant.
Alors qu'attendent les entrepreneurspour entreprendre, exclame l’opinionpublique ?En réponse les patrons de TPE/PME vou-draient voir plus loin que le jour d’au-jourd’hui.• Ils voudraient avoir envie de faireensemble et écrire ensemble leur destin.• Ils voudraient que cesse les réglemen-tations en tout genre.• Ils voudraient que la liberté d’entreprendresoit inscrite comme un tag sur leurs murs.• Ils voudraient qu’on cesse de les assi-miler aux dirigeants du CAC 40.• Ils attendent pour aller de l’avant queceux qui nous gouvernent, comme ceuxqui aspirent à nous gouverner, veuillentbien dissiper le brouillard dans le lequel ilsenveloppent leurs projets sur l’entreprise.
Selon l’institut Xerfi « La France n’a pasd’autre solution pour les prochainesannées que de réduire ses dépensespubliques et d’augmenter ses prélève-ments obligatoires. Et elle va devoir seprescrire cette potion amère sans nuireaux capacités de développement desentreprises qui créent de la valeur et desemplois sur le territoire ».
Chaque décision engagera ainsi l'avenirdes TPE/PME et plus particulièrementcelui des hommes et des femmes, qu'ilssoient salariés ou entrepreneurs.
Et après les patrons assumeront leurschoix et feront ce qu'ils savent faire lemieux, à savoir leur métier.
Alors, qu'attendent les entrepreneurs
C H R O N I Q U E
« Nous cherchons toujours à savoir ce qui se passe dansla tête de ceux qui nous dirigent, même si nous avonstoutes les raisons de penser qu'il ne s'y passe rien.»
Jean Amadou
Emmanuel ROSSIDélégué Général d’Allizé-Plasturgie
pour entreprendre, s’exclame l’opinion publique ?...
decembre_Mise en page 1 14/12/11 17:07 Page13

DO
SSIE
R14 <
ContactsSara Maiez-Tribut
ARDI Rhône AlpesDépartement Matériaux et
Procédés sara-maiez-tribut@ardi-
rhonealpes.fr
Dominique AppertCentre de Formation
de la PlasturgieR&D
Une journée de l’innovation sur le thème de l’optimisation,de la surveillance et du pilotage des paramètres du processs’est déroulée le 27 septembre 2011, à Oyonnax, évènementco-organisé par le Centre de Formation de la Plasturgie(CFP) et le département Matériaux et Procédés de l’ARDIRhône-Alpes.
Une quarantaine de personnes étaient présentes à cet évène-ment dont 76% appartenant au domaine de l’industrie, 5%aux laboratoires et centres techniques et 19% auxinstitutions et organisationnels.
La concurrence des pays« low cost » et
les comportements des consommateursobligent les donneurs d’ordre à être tou-jours plus exigeants vis-à-vis des fabri-cants en termes de qualité de produits et
de réduction de coût.
Cela nécessite pour les plas-turgistes de produire entenant compte de ces impé-ratifs : -produire la quantité depièces attendues, -dans les coûts prévus, -et dans les délais prévus, -des pièces conformes auxexigences … La journée de l’innovationdu 27 septembre a mis lefocus sur les procédésd’injection des piècesplastiques pour montrerles méthodes de réglage,les techniques nouvellesde production et les outilsqui se mettent en placepour produire « MIEUX ».
LES PROCÉDÉS D’INJECTION : optimiser, surveiller, piloter les paramètres du process
D O S S I E R
Plastilien • Décembre • n°83
decembre_Mise en page 1 14/12/11 17:07 Page14

D O S S I E R<15
n°83 • Décembre • Plastilien
Qualité de production et producti-vité : Evolutions des technologiesde presse à injecter
M. Alexandre GIROUD, BILLION, chef de projet plasturgie
M. Giroud a fait un point sur les différentestechnologies de presse : hydraulique,hybride (énergie hydraulique et moteur devis électrique) et 100% électrique.
Les presses hydrauliques sont encore lesplus répandues dans les ateliers. Dans cestechnologies de presse, un centre hydrau-lique commun gère l’ensemble des mou-vements, ce qui peut poser des problèmeslors de mouvements simultanés.
Pour pallier à cette difficulté, la sociétéBillon a développé un accumulateur depression visant à obtenir un débit hydrau-lique important sur un temps court permet-tant de mieux gérer les mouvements simul-tanés, gagner en temps de cycle etdiminuer la consommation d’énergie (touten conservant une vitesse d’injection éle-vée). Afin de gagner en précision et répé-tabilité du dosage et de l’injection, lesmouvements de la vis sont régulés en bou-cle fermée, c'est-à-dire que la pression detravail est mesurée en continue par uncapteur dans le vérin d’injection, ce quipermet un réajustement automatique.
Une autre solution est de passer à unetechnologie de presse hybride, c'est-à-dire utilisant l’énergie hydraulique pourtous les mouvements de translationnécessitant force et vitesse et l’énergieélectrique pour les mouvements de rota-tion avec un excellent rendement.
Cette combinaison diminue la consomma-tion énergétique de 30%, améliore defaçon significative la précision sur laphase de plastification et permet une aug-mentation de la vitesse de rotation de lavis.
Enfin la dernière technologie de presseprésentée et qui connait le plus fort essorest la technologie électrique. Les pressesélectriques représentent aujourd’hui 50%des ventes de la société Billion. Elles per-mettent de produire « mieux », c'est-à-direavec une meilleure précision et fiabilité,
avec une réduction des coûts d’exploita-tion (diminution de la consommation éner-gétique et en eau), une diminution desdéchets et pollution et améliore les condi-tions de travail (bruit, propreté). Chaque mouvement de la presse est pilotépar un moteur électrique dédié. Le grandavantage de ces moteurs est la stabilité deleur performance par rapport aux moteursà huile (dépendant de la Température parexemple). Chaque moteur n’est utilisé quepour un mouvement, le reste du temps ilest à l’arrêt, ce qui permet une forte éco-nomie d’énergie (de 50% à 70% par rap-port au système hydraulique). De plus cetype de moteur présente un faible niveausonore et leur maintenance est plus aisée(pas d’huile).
Un autre avantage des presses élec-triques est la précision de mesure de laposition et de la vitesse : précision 10 foissupérieure à celle d’une presse hydrau-lique. Cela a un impact direct sur la qualitédes pièces (précision et régularité desvolumes injectés) et facilite l’intégrationde robots et de périphériques. Cette préci-sion est conservée même dans les faiblesniveaux de pression (ce qui n’est pas lecas des presses hydrauliques).
La société Billon développe aujourd’huides presses électriques jusqu’à 600tonnes de force de fermeture. Au-delà ledéveloppement des moteurs électriquesn’est plus compétitif par rapport à la tech-nologie hydraulique. Actuellement la tech-nologie hydraulique est plutôt destinéeaux pièces épaisses et/ ou à des piècesnécessitant des temps de maintien impor-
tants (mal supporté par les moteurs élec-triques).
M. Giroud a également présenté le travaileffectué sur l’interface homme-machine(l’automate) afin de rendre le pilotage dela presse plus intuitif, fonctionnel, réactif,communiquant et évolutif. Il permet degérer la production et d’en contrôler laqualité. De nouvelles fonctionnalités visentà améliorer la qualité et la reproductibilitédes pièces : adaptation de la force de ver-rouillage en fonction du volume injectédans l’empreinte (easy flow), autocorrec-tion de la force de verrouillage, autocor-rection de la pression de commutation (enfonction de la viscosité de la matière).
L’optimisation et le pilotage du pro-cédé d’injection par la mesure desflux thermiques dans les outillages
M. Fabien CARA, TFX, manager
TFX (issu de la société Thermoflux) estspécialisé dans le contrôle et l’optimisa-tion des procédés par le biais de mesuresthermiques (conception de capteurs etsystèmes de mesure et de gestion de l’in-formation).
Grâce à ce type de mesures, il est possibled’accéder à un certain nombre d’informa-tions sur le procédé. En plasturgie, la diffé-rence de température entre la matièreinjectée et l’outillage génère des flux ther-miques et inversement les flux thermiquesgénèrent des variations de températuredans la matière injectée et l’outillage.Deux types de mesure sont possibles : une
Schéma de principe process d’injection - Doc ERCE Plasturgie
decembre_Mise en page 1 14/12/11 17:07 Page15

DO
SSIE
R16 <
D O S S I E R
Plastilien • Décembre • n°83
mesure de flux (capteur de flux ther-mique) ou une mesure de variation detempérature (thermocouple).
Le capteur de flux thermique est vissédans l’outillage à 1mm de la surface.L’objectif est de suivre la variabilité dansle process qui peut être le signe d’unproblème. Cette technologie est plutôtadaptée pour des cycles d’une minute àune heure (peut donc aussi être utilisépour matériaux réactifs : SMC, compo-sites, mousses PU, silicones…
L’utilisation d’un thermocouple sera plu-tôt destinée à des cycles inférieurs à 1 minute. La sonde est placée à 1 mm dela surface, ce qui permet d’avoir desinformations sur la température matièrede façon confortable. L’exploitation dessignaux (contrôle en ligne, acquisition dedonnées) fournit des informations sur leprocess et peut aboutir à l’identificationdes causes de problème de variation(indicateur).
La détection de pièce incomplète, l’opti-misation de temps de refroidissement, ladétection d’anomalies à l’injection (varia-bilité matière par exemple…), le contrôledu surmoulage sont autant de paramè-tres pouvant être contrôlés par ce biais.
Des modifications mesurées de flux ther-mique peuvent permettre :- de faire un triage automatique despièces (signature d’un incomplet),
- de donner des consignes de démou-lage (envoi d’un signal de démoulagelorsque le flux ou la température passeau-dessous d’un seuil), adapte le tempsde cycle aux performances du systèmede refroidissement.- de détecter des anomalies à l’injection :le contrôle d’un échauffement anormal àproximité des zones de cisaillement per-met de détecter des anomalies en ligne,- de contrôler le surmoulage : absenced’insert, variabilité de position.
Ces capteurs sont donc des outils d’aideà la surveillance de production (stabilitéet lien avec la qualité).
L’optimisation et le pilotage duprocédé d’injection par la mesurede la pression dans le moule
M. Pascal TOURNIER, RJG France, responsable commercial ; M. Stéphane CASTIN, KISTLER, responsable des ventes ; M. Thierry LAVEIX, SISE, responsable des ventes France ;
Regards croisés des 3 principaux fabri-cants et installateurs de capteurs pouroutillage d’injection. La pression reflètela viscosité effective de la matière plas-tique dans l’empreinte, il est donc inté-ressant que les capteurs se trouvent auplus près de la pièce. Les capteurs peu-vent être positionnés en début et fin deremplissage. On peut ainsi piloter la
presse en suivant les indications recueil-lies dans le moule.L’Intérêt de placer ce type de capteursest de trois ordres : - le tri : évite d’envoyer des pièces mau-vaises aux clients (traçabilité 100% despièces).- pilotage du process : réduire les rebuts.- analyse : comprendre les causes dedérives, dupliquer un processus sur uneautre machine.
La mesure de pression peut se faire, soitde manière indirecte à l’arrière d’unéjecteur ou d’une tige de mesure, soit demanière directe, le capteur est encontact avec la matière dans l’empreinteet mesure la pression directement sanstige de transmission. Cette dernière solu-tion permet des mesures très précises etun positionnement idéal dans l’empreintemais nécessite plus d’usinage pour lepassage des câbles notamment.
A partir des données fournies par les cap-teurs et les données fournies par lapresse, on met en place des indicateursqui vont permettre de suivre la qualité dela production.
Il sera donc possible d’écarter automati-quement des pièces avec des défauts deremplissage par exemple. L’intérêt demesurer la pression d’empreinte est que lacourbe de pression enregistrée pourchaque pièce devient une réelle carted’identité de la pièce moulée.
Schéma de principe process d’injection - Doc RJG
decembre_Mise en page 1 14/12/11 17:07 Page16
n°83 • Décembre • Plastilien
D O S S I E R<17
M. Laveix nous précise qu’en plus desinformations provenant des capteurs dansle moule, il est possible de collecter d’au-tres types de signaux comme les informa-tions machine, les informations production,et ainsi, de corréler toutes ces variablesvia un dispositif unique équipé d’un logicielde traitement de données.
3 niveaux d’utilisation sont possibles :- collecte et affichage des données, - traitement et transfert des données afind’identifier des points remarquables decette production, de ce process. On peutmultiplier le nombre de paramètres,- analyses et corrélations des données :analyses statistiques, effet de variationd’indicateurs les uns par rapport auxautres, corrélation entre les variables,identification des variables à surveiller.
Retour d’expérience d’implantationen atelier de systèmes de supervi-sion du procédé d’injection par cap-teurs dans les outillages
M. Hassan BELHANDA, ERCE Plasturgie, responsable Recherches et Innovation
La société ERCE plasturgie a initié unedémarche d’instrumentation de ses outil-lages depuis 2008 et tend à le généraliser àla plupart de ses nouveaux développe-
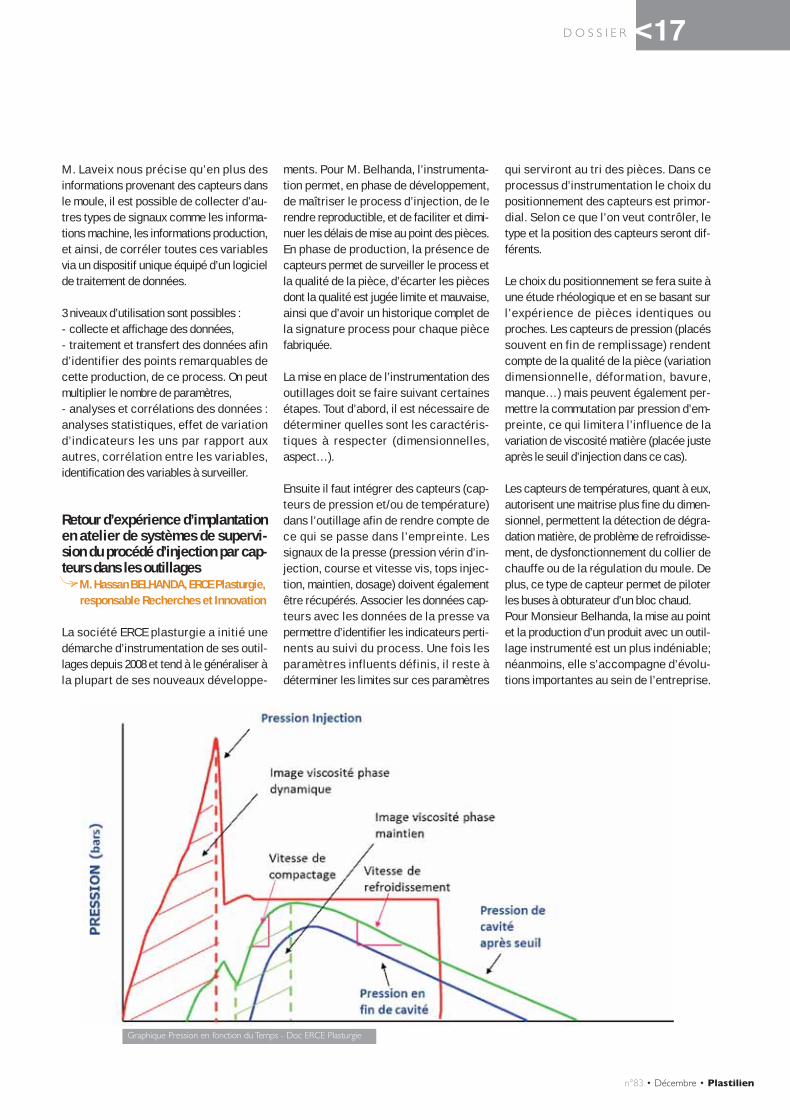
ments. Pour M. Belhanda, l’instrumenta-tion permet, en phase de développement,de maîtriser le process d’injection, de lerendre reproductible, et de faciliter et dimi-nuer les délais de mise au point des pièces.En phase de production, la présence decapteurs permet de surveiller le process etla qualité de la pièce, d’écarter les piècesdont la qualité est jugée limite et mauvaise,ainsi que d’avoir un historique complet dela signature process pour chaque piècefabriquée.
La mise en place de l’instrumentation desoutillages doit se faire suivant certainesétapes. Tout d’abord, il est nécessaire dedéterminer quelles sont les caractéris-tiques à respecter (dimensionnelles,aspect…).
Ensuite il faut intégrer des capteurs (cap-teurs de pression et/ou de température)dans l’outillage afin de rendre compte dece qui se passe dans l’empreinte. Lessignaux de la presse (pression vérin d’in-jection, course et vitesse vis, tops injec-tion, maintien, dosage) doivent égalementêtre récupérés. Associer les données cap-teurs avec les données de la presse vapermettre d’identifier les indicateurs perti-nents au suivi du process. Une fois lesparamètres influents définis, il reste àdéterminer les limites sur ces paramètres
qui serviront au tri des pièces. Dans ceprocessus d’instrumentation le choix dupositionnement des capteurs est primor-dial. Selon ce que l’on veut contrôler, letype et la position des capteurs seront dif-férents.
Le choix du positionnement se fera suite àune étude rhéologique et en se basant surl’expérience de pièces identiques ouproches. Les capteurs de pression (placéssouvent en fin de remplissage) rendentcompte de la qualité de la pièce (variationdimensionnelle, déformation, bavure,manque…) mais peuvent également per-mettre la commutation par pression d’em-preinte, ce qui limitera l’influence de lavariation de viscosité matière (placée justeaprès le seuil d’injection dans ce cas).
Les capteurs de températures, quant à eux,autorisent une maitrise plus fine du dimen-sionnel, permettent la détection de dégra-dation matière, de problème de refroidisse-ment, de dysfonctionnement du collier dechauffe ou de la régulation du moule. Deplus, ce type de capteur permet de piloterles buses à obturateur d’un bloc chaud.Pour Monsieur Belhanda, la mise au pointet la production d’un produit avec un outil-lage instrumenté est un plus indéniable;néanmoins, elle s’accompagne d’évolu-tions importantes au sein de l’entreprise.
Graphique Pression en fonction du Temps - Doc ERCE Plasturgie
decembre_Mise en page 1 14/12/11 17:07 Page17
Plastilien • Décembre 2011 • n°83
En effet elle nécessite :- d’intégrer les différents plans d’expé-riences dans le planning client,- un personnel ayant des compétencestrès pointues en plasturgie,- une implication du personnel,- une maintenance des outillages plusdélicate.
Mais l’instrumentation permetdes gains de temps dans lamise au point de pièces quipeut aller jusqu’à 4 phases, soitpresque 12 semaines de dévelop-pement (même si le temps de réali-sation des plans d’expérience néces-saire à l’optimisation des conditions demise en œuvre, n’est pas à négliger(jusqu’à 6 semaines)).
Le gain de temps n’est pas le seul avan-tage, le suivi de production permet égale-ment de réduire le taux de rebuts etd’identifier plus facilement les causes dedérives.
Le suivi de production par l’utili-sation d’outils statistiques
M. Jean-François BLEICHER, CFP, expert Plasturgie
Il existe un certain nombre de capteursqui permettent de fournir des informa-tions sur le disfonctionnement des outilsde production.
Les deux problèmes principaux rencon-trés sont un mauvais échange thermiquedans le moule et une inhomogénéité dela plastification dans le système vis/four-reau. Ce sont des éléments perturbants.
L’outil statistique est basé sur une infor-mation préventive permettant de réagirrapidement avant la dérive de la valeursurveillée entrainant une non-conformité.Le procédé doit donc être sous contrôle.
L’utilisation de l’outil statistique nécessiteque des règles strictes soient respectées :les procédés doivent être optimisés, leprocédé doit être stable, un nombre demesures minimum doit permettre le calcul
de deux valeurs :la moyenne et l’éten-
due.
La surveillance va permettre dedétectée une dérive. La combinaison desurveillances simultanées confirme l’ori-gine de la cause de cette dérive.Les paramètres à mettre sous surveil-lance sont : homogénéité de la plastifica-tion matière (temps de dosage, tempsd’injection dynamique…), les échangesthermiques dans le moule (températurede démoulage, température d’empreinte)ainsi que les paramètres de réglages dela presse.
M. Bleicher a insisté sur le fait que lesoutils statistiques nécessitent de respec-ter des règles strictes sinon les résultatsne sont pas exploitables et ne reflètentpas la réalité. Ils sont donc à manipuleravec précautions.
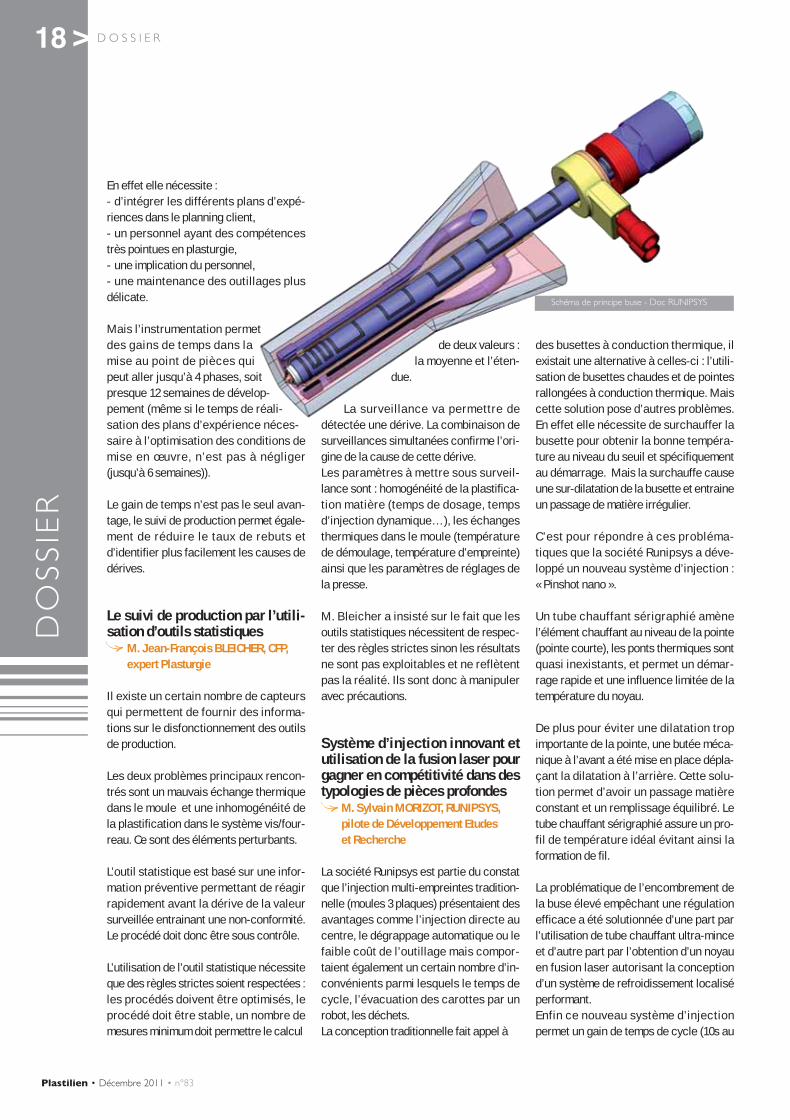
Système d’injection innovant etutilisation de la fusion laser pourgagner en compétitivité dans destypologies de pièces profondes
M. Sylvain MORIZOT, RUNIPSYS, pilote de Développement Etudes et Recherche
La société Runipsys est partie du constatque l’injection multi-empreintes tradition-nelle (moules 3 plaques) présentaient desavantages comme l’injection directe aucentre, le dégrappage automatique ou lefaible coût de l’outillage mais compor-taient également un certain nombre d’in-convénients parmi lesquels le temps decycle, l’évacuation des carottes par unrobot, les déchets. La conception traditionnelle fait appel à
des busettes à conduction thermique, ilexistait une alternative à celles-ci : l’utili-sation de busettes chaudes et de pointesrallongées à conduction thermique. Maiscette solution pose d’autres problèmes.En effet elle nécessite de surchauffer labusette pour obtenir la bonne tempéra-ture au niveau du seuil et spécifiquementau démarrage. Mais la surchauffe causeune sur-dilatation de la busette et entraineun passage de matière irrégulier.
C’est pour répondre à ces probléma-tiques que la société Runipsys a déve-loppé un nouveau système d’injection : « Pinshot nano ».
Un tube chauffant sérigraphié amènel’élément chauffant au niveau de la pointe(pointe courte), les ponts thermiques sontquasi inexistants, et permet un démar-rage rapide et une influence limitée de latempérature du noyau.
De plus pour éviter une dilatation tropimportante de la pointe, une butée méca-nique à l’avant a été mise en place dépla-çant la dilatation à l’arrière. Cette solu-tion permet d’avoir un passage matièreconstant et un remplissage équilibré. Letube chauffant sérigraphié assure un pro-fil de température idéal évitant ainsi laformation de fil.
La problématique de l’encombrement dela buse élevé empêchant une régulationefficace a été solutionnée d’une part parl’utilisation de tube chauffant ultra-minceet d’autre part par l’obtention d’un noyauen fusion laser autorisant la conceptiond’un système de refroidissement localiséperformant.Enfin ce nouveau système d’injectionpermet un gain de temps de cycle (10s au
DO
SSIE
R18 <
D O S S I E R
Schéma de principe buse - Doc RUNIPSYS
decembre_Mise en page 1 14/12/11 17:07 Page18

D O S S I E R<19
n°83 • Décembre • Plastilien
lieu de 24s) et de s’affranchir des déchetspuisque les pointes courtes éliminent laformation de carottes.
Les développements procédés pre-nant en compte les spécificités desnouvelles matières : matériauxagro-sourcés, biodégradables
M. Jean-Philippe SEYMARC, EPA Etudes Plastiques Appliquées, PDG
La problématique première pour les bio-matériaux est la stabilisation de leur duréede vie et la fragilité de ces produits. En effetla technologie traditionnelle, aux particulari-tés connues pour la température de chauffepar exemple, retrouve de nouvelles donnesavec les bio-matériaux : tout reste à adapter.
Les bio-matériaux ont tendance à sedégrader dans le procédé d’injection,comment faire pour les transformer etqu’ils répondent à la demande. De plus cetype de matériaux pose des problèmes decorrosion et diffusent beaucoup de gazlors de la transformation. Pour transformerces polymères, EPA a dû repenser le sys-tème de chauffe. Le système d’obturationa également été modifié et renforcé pourgérer la production de gaz parasites.
Le choix des matériaux, acier et alliages,entrant dans la fabrication des éléments aégalement été adapté. Des aciers spé-ciaux résistants à la corrosion chimique etdes traitements thermiques d’aujourd’huiadaptés et spécialisés ont été utilisés afind’obtenir un résultat optimum et un coeffi-cient de frottement idéal dans le systèmede transit de la matière. La thermique de labuse a, elle-aussi, été revue et corrigéepour un rendement optimum.
Travaux visant à permettre aux plas-turgistes d’optimiser la matière surle plan économique et rhéologiquepour obtenir le produit voulu
M. Frédéric LEONARDI, UNIVERSITE de PAU, maître de conférences
M. Léonardi a étudié comment mélangerdifférents grades d’un polymère pour obte-
nir la viscosité voulue. La viscosité dumélange est toujours plus proche de la vis-cosité la plus forte. Ajouter une part d’ungrade moins visqueux peut être plus effi-cace que d’augmenter la température (pasde risque de dégradation de la matière).
Un approvisionnement massif de deuxgrades de MFI assez différent permet deformuler tous les grades intermédiairesavec une loi empirique sur le MFI. Le gainest en terme de coût et en variabilité en lotmatière.
Le mélange aura une élasticité supérieure(donc un gonflement en sortie de buse) parrapport au grade de même MFI.
La compatibilité totale des deux gradespermet un mélange direct de ceux-ci dansla trémie sans pré-mélange. En vérifiant ladégradation éventuelle, on peut aussi dou-bler la course de dosage pour augmenterle temps de séjour (diffusion).
On peut aller plus loin en utilisant desmodèles moléculaires qui permettent deprédire la courbe d’écoulement dumélange à partir du comportement rhéolo-gique de chaque constituant.
En Conclusion, la journée du 27 septembrea permis de dresser un état des lieux desméthodes de suivi de process, par descapteurs de températures et/ou de pres-sion, par l’optimisation des presses ou lamise au point de nouveaux systèmes d’in-jection. Les présentations ont égalementpermis de montrer que la matière étaitaussi à prendre en compte et était égale-ment un vecteur de développement.
Malgré un nombre restreint de partici-pants, les échanges avec les intervenantsont été nombreux et intéressants.
Beaucoup de développements sont encoreen cours sur ce sujet et un des challengesest de généraliser le contrôle des procé-dés d’injection afin d’assurer une optimi-sation de ceux-ci et par ce biais gagner encompétitivité.
Remerciements• Remerciements aux intervenants pour leurdisponibilité et la qualité de leurs interventions.
• Remerciements aux partenaires de la mani-festation : Plastic Vallée, Communauté deCommunes d’Oyonnax, Conseil RégionalRhône-Alpes, aide de l’Etat, Fonds Européen.
Liens Utilesh t t p : / / w w w . p l a s t u r g i e -formation.com/ji2011/270911.html h t t p : / / w w w . t e c h n i q u e s -ingenieur.fr/actual ite/mater iaux-thema-tique_6342/un-systeme-d-injection-revolu-tionnaire-pour-la-fabrication-de-petites-pieces-article_7805/
decembre_Mise en page 1 14/12/11 17:07 Page19

El-Exis SP – la machine de course
„Vitesse et effi cacité vous apportent un incomparable avantage concurrentiel“Armin Distler, Key account Manager Packaging, Sumitomo (SHI) Demag
3 des 100.000 bouchons produits par heure, Temps de cycle 2,5 s.Offrez-vous dès maintenant la productivité et la haute performance avec l’El-Exis SP
www.sumitomo-shi-demag.eu
decembre_Mise en page 1 14/12/11 17:07 Page20

0 ans après, cette thématique estencore très attractive et a rassem-blé près de 160 professionnels de la
plasturgie lors d’une journée technique auPôle Européen de la Plasturgie le 6 octo-bre dernier. Pas étonnant puisque selonune étude de Arburg, 1 transformateur sur5 dit avoir l’intention de s’orienter vers del’injection multi-matières dans les 5 ans à venir.
De part la banalisation des applicationsmulti-couleurs et/ou multi soft touch pourdes marchés comme l’automobile, l’embal-lage, le médical, l’électronique, l’injection
multi-matières est devenue une véritablevoie de différentiation technologique. Lamulti-injection apparaît comme une solu-tion pour répondre à de nombreuses pro-blématiques liées à la réduction des coûts.
En effet, elle permet la fabrication en uneseule opération (ou plusieurs au seind’une même cellule) de pièces complexesréduisant les manipulations et la main-d’œuvre inhérentes aux procédés d’as-semblage standards.
La variété de matières, couleurs et addi-tifs disponibles sur le marché permet la
réalisation de composants à forte valeurajoutée en terme esthétique, sensorielset/ou fonctionnels.
Une technologie qui place le moule au cœur des développementsCes technologies disposant de plusieurspostes au sein d’un même outillage per-mettent d’améliorer l’efficacité de l’auto-matisation : les moules peuvent produiredes assemblages multi-composants enune seule étape et sur une seule machine,en utilisant les mêmes paramètres.
L’INJECTION multi-matières
Valérie FRÈREJEAN • PEP •
La multi-injection n’est pas nouvelle, Billion a déposé le 1er brevet « multi-injection »en 1961 et commercialisé une presse Tri-Matière en 1968, et Arburg, dans cette mêmedécennie se fait reconnaître avec un moule tournant pour touches de machines à écrireet téléphone.
5
T E C H N O L O G I E<21
n°83 • Décembre • Plastilien
Equipement multi-matière PEP (© Olivier Guerin)
decembre_Mise en page 1 14/12/11 17:08 Page21

Plastilien • Décembre 2011 • n°83
Lors de la réalisation de plusieurs élé-ments d’une même pièce, certains moulespeuvent présenter des empreintes diffé-rentes permettant de produire des famillesde pièces toutes différentes en forme eten taille, seuls les temps d’ouverture et defermeture moule augmentent les temps decycle.
Les temps de remplissage, compactage etrefroidissement demeurent les mêmes,imposés par le poste le plus long.
Par contre dans tous les cas on augmentela taille du moule (qui est alors unique) parrapport à des moules classiques qui pourpermettre le surmoulage des différentsniveaux demandent une synchronisationet un transfert de la production entre plu-sieurs machines, tout en complexifiant lesopérations de post-moulage.
Le transfert des pièces d’une cavité à l’au-tre peut être réalisé grâce à un robotcomme dans le cas du procédé MultitubeOne-shot présenté au FIP dernier par de lasociété G. Pernoud, ou grâce à une rota-tion du moule nécessitant le plus souventun plateau ou une embase spécifique.
L’utilisation d’un robot n’impose pas d’au-tres investissements qu’une presse spéci-
fique et un robot qui peut le cas échéantréaliser d’autres opérations (rangement,présentation des pièces pour un mar-quage…) en temps masqué.
Par contre, une rotation dans le mouleimpose des investissements spécifiques « tournants » pouvant conduire à despièces plus complexes que le transfertpar robot. La rotation peut être horizontalegrâce à une embase tournante qui faittourner la totalité de l’outillage, ou unebase tournante avec un arbre comme lesbases tournantes de la société JP Grosfil-ley où seules certaines parties du moulepeuvent tourner. `
Ce type de rotation horizontale n’est tou-tefois pas très adaptée à des pièceslongues qu’il est plus facile de faire tour-ner autour d’un axe vertical.
C’est ce type de technologie que lasociété ENGEL met en avant avec sagamme de presse CombiM doté d’un pla-teau horizontal entre deux unités d’injec-tion. Ceci induit par contre des investisse-ments presses plus importants et souventdédiés à une seule production.
Les moules réalisés pour ce type de tech-nologie à rotation verticale, souvent nom-més moules cube, sont en fait des moulesde la famille des moules à étages qui pré-sentent l’avantage d’augmenter la pro-ductivité : le prix d’une pièce plastique estnotamment déterminé par le coût horairemachine, directement en relation avec letonnage de la presse, lequel est propor-tionnel à la surface projeté des pièces.
Un moule tournant à étage requière seule-
ment la moitié du tonnage nécessaire. Ex : un moule tournant 8+8 empreintesnécessite la moitié du tonnage nécessaireà un moule 16 empreintes ; par exemple,pour un rendement égal, le moule tour-nant pour 8+8 empreintes requière unemachine de 300 t plutôt qu’une presse de600t, soit une réduction du taux horairepresse de 43% !
Les moules à étages avec canaux chaudssont idéaux pour les applications packa-ging parois minces, et le champ des pos-sibles en terme de design se voit large-ment élargit avec le multi-matériaux.
Les Tendances évolution machines Les développements technologiques sesont accélérés et permettent aujourd’huide produire des pièces plus grandes, eneffet on constate une généralisation destechnologies multi-matières pour lesgrosses presses, des combinaisonssoft/hard ou différentes autres matièresavec des machines équipées de plusieursfourreaux, et des moules spécifiques per-mettant de nombreuses opérations dansle moule.
Les fabricants de presses à injecter déve-loppent des produits adaptés à l’évolutiondes marchés.
On peut citer par exemple suite aux pré-sentations de la journée technique du PEP :- Arburg qui propose des machines avectoute une gamme d’unités d’injection auxconfigurations flexibles (verticale, hori-zontale, superposée, parallèle horizontaleou verticale…).
T E C H N O L O G I E
<22
Développement ENGEL (avec l’aimable autorisation de la société ENGEL)
decembre_Mise en page 1 14/12/11 17:08 Page22

- Billion qui se concentre sur une machinebimatière unique aux unités d’injectionsuperposées offrant toute une panoplie depossibilités accrues par l’ajout possibled’un fourreau Plug and Play.
- Engel qui met en avant la rotation verti-cale avec sa gamme combiM (E-Motion etDuo).
La tendance observée est que le dévelop-pement d’un produit multi-matières néces-site de plus en plus souvent la collabora-tion de plusieurs fournisseurs pour mettreà disposition une cellule complète, presse,robot, système rotatif, moule, distributeurd’inserts, matières ou autres.
En effet, bien au-delà du « multi-matière debase », beaucoup de développementsaujourd’hui intègrent la combinaison deplusieurs technologies comme par exem-ple assistance gaz ou eau, surmoulage desilicone ou de PUR, compression pour pro-duire des pièces ou des ensembles à fortevaleur ajoutée.
L’injection multi-matière se complexifiedonc à l’envie, et il n’existe pas une seulesolution pour réaliser une même pièce.
Le marché du multi-matières est commetous, soumis aux problématiques d’écono-mie d’énergie, ce qui dynamise le dévelop-pement des presses multi-matières élec-triques, tout comme les fortes potentialitésdans le domaine du médical, avec souventle surmoulage de TP sur TD, en général dusilicone liquide.
Le domaine de la micro-plasturgie n’estpas en reste avec le développement depresses spécifiques.
En effet, la demande croissante de micro-pièces pour des marchés comme l’optique,la communication, la santé, favorisel’émergence d’une nouvelle combinaisonde procédés maîtrisés que sont la multi-injection et la micro-plasturgie.
Ces nouveaux challenges technologiques,confrontés à des productions de masse,connaissent des enjeux identiques à la « plasturgie classique », à savoir :
Productions de qualité constante Stabilité et tolérances dimensionnelles
élevées Réduction des coûts de production
La multi-injection est une des réponsestechnologiques à cette problématique. Ellepermet, par une bonne maîtrise du pro-cédé, de sécuriser les tolérances dimen-sionnelles et la répétabilité du procédé,ouvrant ainsi aux transformateurs la voievers ces nouveaux marchés.
ConclusionDifficile alors de s’y retrouver avec toutesles solutions technologiques possibles,mais les spécialistes s’accordent à direque les technologies multi-injection per-mettent de :
Réaliser des opérations In Mold Produire des pièces finies en une seule
étape Economiser de l’espace au sol Réduire de 20% en moyenne les coûts
d’assemblage Réduire de 20% les temps de cycle en
moyenne Economiser 25% des coûts
d’investissements
Aujourd’hui, non seulement les produc-tions de masse mais également les pro-ductions plus modestes peuvent bénéfi-cier des technos de multi-injection. Cemarché est en croissance et est estimémondialement hors Chine par Engel à plusde 600 machines multi-matières par an.
Le choix d’une technologie ou d’une autreest propre à chaque projet, et fonction desinvestissements déjà réalisés par l’entre-prise (type de presses, plateaux tournantsou bases tournantes), de la géométrie despièces et de leur encombrement, de lacompétence et de l’expérience des mou-listes partenaires.
first choice in temperature control
Les pâtes « al dente » demandent à la
fois une température de cuisson précise
et un timing exact.
Ce qui est vrai pour la cuisson des pâtes
l‘est également pour la régulation ther-
mique des moules.
Les thermorégulateurs SINGLE sont
puissants tout en restant peu gour-
mands en énergie – appareils à eau jus-
qu‘à 225 °C et à huile jusqu‘à 350 °C.
Ils possèdent un affichage du débit,
une commande multilingue ainsi que
de nombreuses interfaces et options.
Avec SINGLE, prenez goût aux écono-
mies. www.single-temp.de
Appareils standard
compacts et économiques.
Rapport qualité / prix intéressant.
www.easitem
p.eu
SINGLE Temperiertechnik GmbH
Ostring 17-19, 73269 Hochdorf, Allemagne
Tél.: +49 7153 30 09-0, Fax: +49 7153 30 09-50
E-mail: [email protected]
www.single-temp.de
decembre_Mise en page 1 14/12/11 17:08 Page23

Plus d‘efficacité énergétique.Grâce à ENGEL ecodrive & Co.
Plus d‘expérience. 40 ans de savoir-faire.3 000 machines.
Plus de choix. Parmi une gamme de technologies plus vaste.Concernant toutes les tailles de machines. De l‘hydraulique au tout électrique.
Plus de liberté. Pour les moules et l‘automatisation.Grâce à l‘avantage sans colonne de l‘ENGEL victory. Aide à limiter la taille de machine.
ENGEL combimelt.Une compétence à composants multiples.
ENGEL FRANCE S.A. | 15, Rue Marcelin Berthelot | F-91320 Wissous tel: +33 1 69 75 12 12 | fax: +33 1 60 13 95 39 e-mail: [email protected] | www.engelglobal.com
be the first.
Plus de coloris. Plus de possibilités. ENGEL combimelt. La technologie exhaustive à composants multiples. Pour l‘ensemble des produits ENGEL, ou presque. Que ce soit pour deux, trois, quatre, cinq ou même six unités d‘injection. Diverses possibilités de configuration, telles que la position en L, V, H, W et M. Pour les machines de petite taille, tout comme pour les moyennes et les grandes. À entraînement hydraulique ou électrique. Avec la plus grande efficacité énergétique. Un concentré de compétences à composants multiples, basé sur nos 40 ans d‘expérience.
La construction sans colonne unique de l‘ENGEL victory et de l‘ENGEL e-victory électrique à grande précision vous permet par exemple de gagner en encombrement et en taille de machine. Il en va de même avec la technologie intelligente de cube rotatif ENGEL duo combi M et l‘ENGEL e-motion cube tout électrique.
En résumé : ENGEL combimelt. Technologie de pointe des composants multiples. Pour une plus grande efficacité et une augmentation de la productivité.
decembre_Mise en page 1 14/12/11 17:08 Page24
P O I N T D E V U E<25
n°83 • Décembre • Plastilien
es débats ont été ouverts succes-sivement par Jérôme FRANTZ, Pré-sident de la Fédération des Indus-
tries Mécaniques (FIM), Bruno ESTIENNE,Président de la Fédération de la Plastur-gie, Yves ROBIN, chef du service de l'in-dustrie au Ministère de l'Economie, desFinances et de l'Industrie, Jean-LouisGAGNAIRE, Vice-Président du ConseilRégional Rhône-Alpes.
En préambule, trois exposés ont dépeintl’état des lieux de la situation industrielleen France et en Europe.
Rappelons que la sous-traitance indus-trielle française est la troisième au niveaueuropéen, loin derrière l’Allemagne, maisproche de l’Italie.
L’exposé de Jean Marc CHOLET, de laDirection Générale de la Compétitivité, del’industrie et des services au Ministère del’Economie, des Finances et de l’Industrie(DGCIS) « Structure et conjoncture de lasous-traitance industrielle française »,a démontré la grande variété de la sous-traitance industrielle ainsi que lecontraste de croissance/récession entreles différents marchés (même si desniches existent).
« L’enjeu de la compétitivité industriellefrançaise : leviers, actions, résultats »développé par Denis FERRAND, directeurgénéral de COE-Rexecode, a permis decomparer la compétitivité industrielle enFrance et en Allemagne depuis 10 ans etd’observer le très NET décrochage dû,certes, à des différences structurelles
(mentalités), mais, surtout, aux diver-gences des politiques économiques desEtats (coûts du travail, fiscalité, banques,etc.).
Le point de vue allemand sur les difficultésd’approvisionnement en matières pre-mières (« Matières Premières : le rôle dela sous traitance dans la Supplychain » :intervention d’Andreas MOHLENKAMP,directeur général de WSM de Wirtschaft-verband Stahl undMetalverarbeitung), amis en avant le caractère de plus en plusaléatoire des prix et délais : « Nous devonsunir nos forces au niveau européen pourgarantir nos sources d’approvisionnementet limiter la spéculation ».
Les deux thèmes « sous-traitance durable »et « point de vue des donneurs d’ordres »(ie. La sous-traitance durable ou commentassurer la pérennité des entreprises ? Crois-sance et développement d’une entreprisepatrimoniale. Diversification de marchés etinternationalisation.
Adaptation des PME aux nouveaux outilsde management) en présence de chefsd’entreprises de sous-traitance indus-trielle : Bruno MACHET de COMPOSE, Phi-lippe BASSON de NOVARESSORT, MarcMOREUIL des Ets JC.BOUY), ont fait res-sortir une grande convergence d’analysesur les atouts de nos productions :grandes qualités, réactivité et complé-mentarité.
Quant aux relations commerciales (« Tableronde donneurs d’ordres : quelle industrieensemble demain ? » avec Eric ECKERT,
responsable des achats industrielsEurope et investissements du GroupeRHODIA, Jacques FAY, Président Direc-teur Général du Groupe PCM SA (Pompesindustrielles), André TRUCHOT, Directeurdes Achats du Groupe LIEBHERR etPatrice HOUDU, Rolling Stock MainlineS-trategy Vice President, Alstom Transport)elles ne sont plus simplement donneursd’ordres / sous-traitants (quoique…),mais interindustrielles, ce qui avalise unenouvelle conception des échanges, colla-boratifs, plus intensifs en qualité et enquantité, en particulier pour les concep-tions complexes et l’anticipation.
Les intervenants sont revenus sur lanécessité de se projeter ensemble dansl’avenir, de grandir ensemble, d’atteindredes tailles critiques, pour accompagnerles groupes et gagner à l’international.
Les concurrences low-cost posent des pro-blématiques de prix non négligeables, fai-sant ressortir les problèmes de taux dechange et de pratiques protectionnistes,alors que l’Europe reste encore trop passive.
Les trois ateliers (COMPETENCES / FONDSPROPRES / INNOVATION) sont revenus àla fois sur la nécessité d’attirer les jeuneset de hausser notre niveau de compé-tences ; la nécessité d’augmenter lesfonds propres des PME et d’établir un lienplus étroit avec les banquiers ; et la néces-sité d’innover dans tous les domaines :produits, techniques, management.
Enfin, avec les témoignages des direc-tions juridiques de la fédération de la
COMMENT VA la sous-traitance ?
Thierry CHARLES • Allizé-Plasturgie •
Les premières ASSISES NATIONALES DE LA SOUS TRAITANCE (« Ensemble pourgagner les marchés de demain ! ») se sont déroulées à la Cité internationale au centre descongrès de Lyon les 2O et 21 octobre 2011.
L
Assises nationales de la sous-traitance à Lyon
decembre_Mise en page 1 14/12/11 17:08 Page25

Plastilien • Décembre 2011 • n°83
P O I N T D E V U E
<26
Plasturgie et d’Allizé-Plasturgie (ThierryCHARLES) de la Fédération des Fondeursde France (Wilfrid BOYAULT), de la Fédéra-tion des Industries Mécaniques (YvesBLOUIN) ; et de Jean-Claude MONIER,Vice-Président de la FIM et Président duCENAST), il a été question des garantiesde paiement dans le cadre de la loi de1975, de la rupture abusive de contratcommercial, de la théorie d’imprévision, dela protection du savoir-faire, et de la pro-priété intellectuelle, etc.
Les différents aspects juridiques souli-gnent une double nécessité : faire appli-quer les lois alors que certains donneursd’ordre sont dans la totale illégalité et amé-liorer les lois à travers le projet de la Plas-turgie (proposition de loi du 13 juillet 2011de « Modernisation de la sous-traitanceindustrielle » /http://www.assemblee-natio-nale.fr/13/propositions/pion3683.asp ) sou-tenu par le CENAST ou comment « briser laloi du silence ».
A cet égard, Wilfrid BOYAULT, prenant
l’exemple de la rupture brutale de la rela-tion commerciale établie, a démontré toutl’intérêt d’une loi claire sur des chartes quilaissent une large part à l’interprétation : Article L 442-6, I, 5° du code de commerce :« I.-Engage la responsabilité de son auteuret l'oblige à réparer le préjudice causé lefait, …:
5° De rompre brutalement, même partielle-ment, une relation commerciale établie,sans préavis écrit tenant compte de ladurée de la relation commerciale et res-pectant la durée minimale de préavisdéterminée... Les dispositions qui précè-dent ne font pas obstacle à la faculté derésiliation sans préavis, en cas d'inexécu-tion par l'autre partie de ses obligations ouen cas de force majeure … ».
Charte de la médiation du crédit et de laCompagnie des Dirigeants et Acheteurs deFrance (CDAF) :Engagement 4 - Impliquer les Donneursd’Ordres dans leur filière :« Dans sa relation bilatérale avec les four-
nisseurs dans sa filière, le grand donneurd’ordres s’engage à rechercher : (…) laprotection de la filièreen évitant, dans lamesure du possible, de réintégrer brutale-ment des opérations en cas de crise… ».
Pour sa part, le représentant de la média-tion (Jean Claude VOLOT, Médiateur inter-entreprises de la sous-traitance s’étantdésisté à la dernière minute) s’est dit tota-lement engagé dans le respect du droitactuel, en équilibrant et en humanisant lesrelations.
Enfin, en conclusion, Claude VAJSMAN,Chargé de mission auprès du Président duGroupe PSA PEUGEOT CITROEN a prôné lanécessité de groupes de travail plusouverts et plus internationaux, dans lafilière automobile en pleine mutation, pour« analyser, débattre, anticiper, décider etagir ». Il se dit même prêt à des délais depaiement à 30 jours.Chiche ?
wwwo.fr Email: info@albrFax: el: 04 72 15 22 80TTe
Y69970 CHAPONNAAY646 ruZAC du Chapotin
echnologiesALBRO T
oupe RAPIDSociété du gr
decembre_Mise en page 1 14/12/11 17:08 Page26

D R O I T D E S A F F A I R E S<27
n°83 • Décembre • Plastilien
es États Généraux de l'Industrie(EGI) avaient largement soulignéles effets néfastes du déséquilibre
dans les relations entre donneurs d'ordreet sous-traitants. Dans ce contexte, lePrésident de la République décidait le 4 mars 2010 à Marignane de créer unmédiateur de la sous-traitance placéauprès du ministre chargé de l'Industrie. Le médiateur inter-entreprises industrielleset de la sous-traitance devenait ainsi unepièce maîtresse de la politique de filièresdécloisonnée à construire, où donneursd'ordre et sous-traitants devaient désormaiss'inscrire dans une logique de partenariat.
En effet, de très nombreuses PMI sont fra-gilisées par une trop grande sujétion éco-nomique. Or certains comportements pou-vant s'apparenter à des abus de positiondominante ne sont pas dénoncés parcrainte de se voir durablement écarté desmarchés à venir.
Or, les principales pratiques abusives(relevées par plus de 55% des réponses)rencontrées restent sensiblement lesmêmes que celles dénoncées tout au longdes États Généraux de l'Industrie (EGI) fin2009, à savoir : l’obligation de détailler lescoûts de production, l’obligation d’accep-ter les conditions générales d’achat (CGA)sans réserve, les notes de débit [note dedébit pour non-conformité ou incidentstechniques non prouvés ou manquementsupposés à des clauses imprécises], lerejet des conditions générales de vente(CGV) du sous-traitant ou encore le refusde clauses de révision de prix.A noter que ces pratiques sont très pré-sentes dans le secteur automobile avec
lequel travaille la très grande majorité desentreprises ayant répondu à l’enquête. Lagrande distribution ainsi que le BTP sontégalement cités.
La première des pratiques relevées parles entreprises est l’obligation de détaillerles coûts de production. Celle-ci apparaîtde plus en plus fréquente et les informa-tions demandées semblent de plus en plusdétaillées.
Concernant les transferts de responsabilité,certaines entreprises citent les exemplessuivants : transfert via les contrats de garan-tie, fournisseurs de rang 2 fortement « conseillés » pour obtenir un marché, trans-fert de responsabilité sur les outillages, etc.
Les autres pratiques citées sont le « quickSaving », l’ingérence dans le cadre d’unaudit « système/process » pour l’obtentiond’une baisse de prix, le « self billing », l’al-longement des délais de paiement [suite àla perte de facture, personnel absent, soi-disant erreurs, etc.], la livraison de piècesà un sous-traitant à la demande du don-neur d’ordres, ou encore à l’occasion d’undépôt de bilan du sous-traitant, le donneurd’ordre dégage sa responsabilité concer-nant les impayés, voire des moyens insi-dieux de faire accepter des CGA [insertiondes CGA lors de commandes ponctuelles,CGA intégrées au manuel de qualité, etc.].Si la Médiation des relations interentre-prises industrielles et de la sous-traitanceest connue par la moitié des entreprises,la « Charte des 10 engagements pour desachats responsables » [voirhttp://www.cdaf.fr/documents_cdaf/offi-ciel/Charte_de_bonnes_pratiques.pdf ]
élaborée par la Médiation, tout en étantjugée positive, reste encore peu et malconnue des entreprises.
Parmi les entreprises qui connaissent la « Charte des bonnes pratiques », les entre-prises jugent cette initiative positive. Toute-fois, les résultats de l’enquête démontrentune connaissance imparfaite de la charte :la plupart ne sachant pas si leurs clientssont signataires, alors que d’autres citentdes donneurs d’ordres de l’automobile quine sont pas signataires (à noter que cesentreprises sont en revanche concernéespar le « Code de performances et de bonnes pratiques de l’automobile»,voirhttp://www.ccfa.fr/IMG/pdf/code_de_performance_et_de_bonnes_pratiques_du_09.02.09.pdf ).
Parmi les engagements non respectés, lesentreprises citent principalement la révisiondes prix, le paiement des études, le respectdes CGV, le respect des délais de paiement,l’arrêt des notes de débit, la non-ingérenceavec l’imposition d’un règlement d’achat fai-sant obstacle à toute consultation.
Enfin, en cas de pratiques abusives, lerecours à la Médiation de la sous-trai-tance pourrait être envisagé par près de60% des entreprises (quant aux autrestrès majoritairement, c’est par crainte derétorsions de la part du client qu’ils nerecourent pas au médiateur). En conclu-sion, il y a loin de la coupe aux lèvres !
SOUS-TRAITANCE : l’alliance léonine
Thierry CHARLES • Allizé-Plasturgie •
En juillet 2011, la Fédération de la Plasturgie a mené une enquête auprès de ses adhérents afin de rendre compte de l’évolution des pratiques commerciales et du rôle de la médiation. Au vu des premiers résultats, la situation ne s’est guère améliorée plus d’un an après la nomination de Jean-Claude Volot, médiateur inter-entreprises industrielles et de la sous-traitance.
1 : Lire également « Automobile : l'écart se creuse entregrands et petits sous-traitants », Les Echos, 11.10.2001. «(…) Mais, au sein de la fédération de la plasturgie, 42%des membres renonceraient à saisir cette médiationdans le cas de pratiques abusives. La plupart du temps,c’est par crainte de rétorsion de la part du client, assureThierry Charles, directeur des affaires juridiques d’Allizé-Plasturgie ».
L
decembre_Mise en page 1 14/12/11 17:08 Page27

Plastilien • Décembre 2011 • n°83
D R O I T D E S A F F A I R E S
<28
ans le cadre des « Journées del'Economie 2011 » se tenait le 10 novembre 2011 à Lyon la confé-
rence : « La sous-traitance maltraitée enFrance » à laquelle participaient Jean-Claude Volot, médiateur des relations inter-entreprises industrielles et de la sous-trai-tance, Jean-Claude Monier, Président duCENAST (Centre national de la sous-trai-tance), Farid Toubal, Professeur à l’Univer-sité d’Anger, conseiller scientifique auCEPII, Henri Malosse, Président du Groupedes employeurs au Comité économique etsocial européen et Thierry Charles, Direc-teur des affaires juridiques d’Allizé-Plastur-gie (Philippe Escande du journal « LesEchos » animant les débats).
Les causes du déclin des entreprises desous-traitance sont multiples : des entre-prises moyennes trop petites, une insuffi-sance de fonds propres, des difficultésd'accès au financement et au crédit, uneculture de l'innovation (R&D) peu dévelop-pée, des relations avec les donneurs d'or-dres défavorables et, sur le plan social, uneformation inadaptée et un déficit d'attracti-vité. Par ailleurs, on ne peut qu'être frappépar le fait que la France nie aux preneursd'ordres (PME, sous-traitants, etc.) la placecentrale qui est la leur dans l'enrichisse-ment de notre économie et de nos terri-toires. Car il ne fait pas bon être sous-trai-tant aujourd'hui en France. Et pourtant, ilfaut éviter de sanctuariser ces entreprisesdont notre avenir dépend.
L'objectif de cette conférence était doncde donner un coup de projecteur sur lesproblèmes de la sous-traitance industrielletels qu'ils se posent au quotidien, dedénoncer au passage les mensonges, lesillusions, voire l'hypocrisie des relationscommerciales, à défaut d'une nouvellelégislation qui définisse les relations inter-entreprises industrielles tout en fixant lesgrandes orientations pour lutter contre les
mauvaises pratiques dans ce domaine.Plus qu'une simple réflexion interne à l'en-treprise, il s'agit là d'une question publique,d'enjeu national, un débat majeur au coeurdes « Journées de l’économie 2011 » (voirhttp://www.journeeseconomie.org/index.php?arc=a6&num=151).
Jean-Claude. Volot, a dressé un état deslieux sans concession des relationsclients/fournisseurs après 18 mois d'activitéde la Médiation Inter-Entreprises (voirhttp://www.mediateur.industrie.gouv.fr/rap-ports/catalogue_miest/index.html ). Il a éga-lement présenté lesdispositifs mis en placepour améliorer l'équilibre relationnel etcontractuel au profit de la compétitivité denos entreprises afin de promouvoir leconcept de cotraitance.
Selon Jean-Claude Monier, la sous-trai-tance c’est un chiffre d’affaire estimé à 77milliards d’€ , 565 000 salariés, 32 000 entre-prises (les sous-traitances de capacité et despécialité). Son poids a doublé en 20 ans etreprésente plus de 10% du chiffre d’affairede l’industrie manufacturière française.Dans l’industrie, contrairement à beaucoupde secteur, le lieu et le temps de produc-tion/consommation n’est pas le même. Deuxphénomènes de fond modifient depuis 40ans notre système économique : d’une partl’explosion des technologies fruit du couplesciences/technologies, d’autre part, leséchanges économiques s’accélèrent :réduction de l’espace/temps. Sous cettedouble pression, les moyens de productionhumains et financiers ont dû s’adapter etaccélérer la spécialisation (compétenceshumaines individuelles moins généralistesmais utilisées en équipe, avec une intensitécapitaliste sans cesse en augmentation).
Farid Toubal a évoqué la filière automobile,où l'on rappelle que les grands construc-teurs français ont subi la crise de plein foueten faisant face à la concurrence accrue des
grands émergents. C'est toute la chaine deproduction qui est touchée : les équipemen-tiers mais surtout la batterie de leurs sous-traitants industriels. La compétitivité denotre industrie passe par une meilleureorganisation des relations industrielles entrePME sous-traitantes et grands donneursd'ordre. Il a également dressé un parallèleavec l’écosystème allemand. Mais l’Italie etla Grande Bretagne sont désormais des casd'école. Si la sous-traitance est malade, ilfaut trouver le bon traitement en urgence.
Henri Malosse, Président du groupe desemployeurs au Comité économique etsocial européen a rappelé avec force que,le débat étant mondial, l’'Europe seul peutapporter une réponse commune au pro-blème de la sous-traitance.
Thierry Charles est revenu sur le titre de laconférence « la sous-traitance maltraitéeen France » en tentant d'expliquer cecruel constat, exacerbé avec la crise de2008 (perte de 10% de marge). Les réfé-rences ne manquent pas et chacun s'ac-corde à la lecture des conclusions desEtats Généraux de l’Industrie (EGI) qu'il ya bien une spécificité de la sous-traitanceindustrielle.
Il s’est également félicité que dans lecadre des « Journées de l'Economie »(JECO), une place soit enfin réservée àl'industrie et à la sous-traitance, d'autantque l'actualité n'a jamais été aussi riche(voir le déroulement des premières « Assises de la sous-traitance » à Lyon aumois d'octobre / http://www.assises-sous-traitance.com/). Durant son inter-vention, il a abordé les premières solu-tions envisagées (autrement dit « quelleréforme pour la sous-traitance ? ») etnotamment la répartition des domainesentre la loi (nécessaire) et la négociation(utile).
LA SOUS-TRAITANCE mal traitée
Thierry CHARLES • Allizé-Plasturgie •
D(table ronde des JECO 2011)
decembre_Mise en page 1 14/12/11 17:08 Page28
decembre_Mise en page 1 14/12/11 17:08 Page29

Plastilien • Décembre 2011 • n°83
F I S C A L I T É
<30
Champagne, vin, chocolat, agendas, sty-los, …, les cadeaux d’entreprise consti-tuent une pratique courante pour créer ouentretenir de bonnes relations commer-ciales. A l’approche des fêtes de fin d’an-née, vous songez peut-être à offrir descadeaux à vos meilleurs clients pour lesremercier de leur fidélité.
Ces cadeaux d’affaires constituent l’unedes catégories de frais généraux énumérésà l’article 39, 5 du Code Général des Impôtsqui font l’objet d’une attention particulièrede la part de l’Administration Fiscale.
Selon les dispositions de cet article, lescadeaux d’affaires ont le caractère decharges déductibles pour la détermina-tion du bénéfice imposable s’ils relèventd’une gestion normale, c’est-à-dire s’ilspeuvent être regardés comme faits dansl’intérêt de la bonne marche ou du déve-loppement de l’affaire. En pratique, il suffitque le cadeau corresponde à une gestion
normale et soit fait au profit d’un fournis-seur ou d’un client. Aucune condition liéeà la valeur du cadeau n’est fixée, étantentendu que le cadeau ne doit pas êtreexcessif.
Toutefois ces dépenses peuvent être réin-tégrées dans les bénéfices imposableslorsqu’elles sont excessives et sans inté-rêt direct pour l’entreprise.
Par ailleurs, lorsqu’elles augmentent dansune proportion supérieure à celle desbénéfices imposables ou que leur mon-tant excède celui des bénéfices, l’Admi-nistration peut demander à l’entreprise dejustifier qu’elles sont nécessitées par sagestion.
Ces précisions ne concernent pas, bienentendu, les cadeaux de très faible valeurconçus spécialement pour la publicité.C’est ainsi qu’ont été admis en déductiondes résultats d’une entreprise des séjours
en Thaïlande, aux Caraïbes et aux Sey-chelles offerts à des représentants desociétés clientes dans la mesure où descontrats importants ont été signés aprèschaque voyage (CAA Lyon, 2 avril 1992 n° 91-146, 2e ch.).
Ces dépenses doivent figurer sur le relevédétaillé des frais généraux lorsqu’ellesexcèdent un certain montant fixé à 3 000 €pour chaque exercice.
L’Administration Fiscale a indiqué à cetégard que les mentions à porter sur lerelevé concernent les avantages accor-dés en dehors du cadre contractuel danslequel s’inscrit la réalisation des transac-tions (Réponse du Comité fiscal MOA du17/12/1997).
A défaut de déclaration, les cadeaux don-nent lieu au paiement d’amendes spéci-fiques. La pénalité due est égale à 5% dumontant des sommes ne figurant pas surle relevé, amende réduite à 1% lorsqueces frais sont déductibles.
Toutefois cette obligation ne s’appliquepas aux objets spécialement conçus pourla publicité et dont la valeur unitaire nedépasse pas un montant porté de 60 € à65 € TTC par bénéficiaire à compter du1er janvier 2011. Ce seuil est réévalué tousles 5 ans, proportionnellement à la varia-tion de l’indice mensuel des prix à laconsommation, hors tabac, de l’ensembledes ménages et arrondi à l’euro supérieur.
L’Administration considère la conditionrelative à la publicité comme remplie
CADEAUX D’AFFAIRES : déductibilité ou non ?
Valérie CLAYTON • Allizé-Plasturgie •
La fin d’année approche ; pour certains d’entre vous qui souhaitent fidéliser un client, c’est le moment de penser aux cadeaux de fin d’année.Faisons le point …
© Remi BORNET - Fotolia.com
decembre_Mise en page 1 14/12/11 17:08 Page30

n°83 • Décembre • Plastilien
F I S C A L I T É<31
lorsque les objets comportent une inscrip-tion publicitaire apparente et indélébilementionnant le nom ou la raison socialede l’entreprise distributrice et lisible dansleur position normale d’utilisation.
L’inscription exigée doit consister en unegravure ou, tout au moins en une impres-sion ineffaçable par l’usage sur la matièremême qui constitue l’objet. Tel est le caspar exemple, pour les cendriers, lesverres à dégustation, les objets décora-tifs, etc.
Pour les denrées (parfums, alcools, bon-bons, etc.) distribuées à titre publicitaire,cette condition est satisfaite dès lors queles conditionnements individuels dechaque denrée (sachets ou boîte de bon-bons, papiers d’emballage, flacons deliqueur ou de parfum, etc.) sont revêtusd’une inscription explicitement publici-taire au nom ou à la marque de l’entre-prise distributrice.
Cette inscription peut être imprimée d’unemanière très lisible soit sur le contenantlui-même, soit sur une étiquette apposéesur celui-ci.
Lorsque les cadeaux consistent en descoffrets comprenant plusieurs articles (lavaleur totale de l’ensemble n’excédantpas le seuil de 65 € TTC), chacun doitcomporter ces mentions ou la marque del’entreprise distributrice sous les formespropres à chacun des articles (objets oudenrées).
Selon la doctrine administrative, la seulemention sur le cadeau de la marque duconcédant ou du fournisseur du négociantqui le distribue ne constitue pas une indi-cation suffisante pour garantir le carac-tère publicitaire des objets.
Concernant la TVA ?Fiscalement une livraison de bien effec-tuée à titre gratuit ne constitue pas uneopération imposable à la TVA. Par consé-quent, la TVA grevant le coût des cadeauxd’affaires ne peut, en principe, être récu-pérée, sauf s’agissant de cadeaux de fai-ble valeur, qu’ils aient été ou non spécia-lement conçus pour la publicité.
En application de l’article 28-00 A de l’an-nexe IV au CGI, la condition de très faiblevaleur est considérée comme remplielorsque la valeur unitaire des objets n’ex-cède pas 65 € TTC (y compris les fraisd’emballage et de port) par an et par béné-ficiaire. Ce seuil de 65 € TTC a été rééva-lué à compter du 1er janvier 2011 par unarrêté du 9 juin 2011. Il était auparavantfixé à 60 € TTC. Il sera réévalué tous les 5ans proportionnellement à la variation del’indice mensuel des prix à la consomma-tion, hors tabac, de l’ensemble desménages et arrondi à l’euro supérieur.
La valeur à retenir est soit le prix d’achatpar l’entreprise distributrice, soit le prix derevient lorsque cette entreprise procèdeelle-même, ou fait procéder pour soncompte, à la fabrication des objets. Lorsqueles objets ainsi distribués à titre publicitairesont constitués par la réunion de plusieursarticles susceptibles d’être distribués isolé-ment, c’est la valeur totale de l’ensemblequi doit être retenue et non celle de chacundes articles qui le composent.
Hormis les biens de faible valeur, sontégalement détaxables les objets et maté-riels de nature publicitaire destinés à lapromotion, la vente, le rangement ou laprésentation de ses produits, qu’un fabri-cant ou distributeur remet gratuitementpour les besoins de son activité commer-ciale aux membres de son circuit de com-mercialisation et dont il supporte le coût.
Sont notamment visés les matériels de ter-rasse fournis aux détaillants par les four-nisseurs de boissons, les stands de venteinstallés dans les magasins par les fabri-cants de parfumerie, les enseignes,affiches, panonceaux, meubles de range-ment adaptés au conditionnement desproduits commercialisés, présentoirs, etc.
L’Administration admet la déduction de laTVA ayant grevé ces biens sans exigerqu’ils comportent une mention de lamarque des produits et quelle que soit leurvaleur (Décision de rescrit du 9-9-2008).
Les entreprises à partir de 50 salariés ont désormais l’obligation de verser une prime àleurs salariés en cas de hausse des dividendes distribués aux actionnaires et associés.
L’obligation s’applique aux sociétés commerciales qui ont versé, depuis le 1er janvier2011, des dividendes dont le montant est en hausse par rapport à la moyenne des divi-dendes par part sociale ou par action versés pour les 2 exercices précédents.
Le montant de la prime et ses modalités de versement sont librement fixés par l’accordou, à défaut, par la décision unilatérale de l’employeur. Aucun montant minimum n’estfixé par la loi.
Elle est en principe uniforme pour tous les salariés, mais peut être modulée en fonctiondu salaire et/ou de l’ancienneté.
Dans un rescrit du 18 octobre 2011 (n°2011/28), l’administration fiscale précise lerégime fiscal de la prime de partage des profits. Aux termes du rescrit, la prime de par-tage des profits instituée par la loi n°2011-894 du 28 juillet 2011 est imposable, pourle salarié, dans la catégorie des traitements et salaires et s’analyse comme un complé-ment de rémunération au profit du salarié.
Le bénéfice net étant établi sous déduction des charges, notamment les dépenses depersonnel et de main d’œuvre, la prime de partage des profits peut donc être déduite durésultat de l’entreprise qui verse la prime, dans les mêmes conditions que les autrescharges de personnel, à condition que :- la prime corresponde à un travail effectif et - qu'elle ne soit pas excessive eu égard à l'importance du service rendu.
FOCUS sur le régime fiscal de la prime de partage des profits
decembre_Mise en page 1 14/12/11 17:08 Page31
decembre_Mise en page 1 14/12/11 17:08 Page32
S O C I A L<33
n°83 • Décembre • Plastilien
out d’abord, il ressort de la jurispru-dence qu'il ne faut pas confondredifficultés économiques et volonté
de l'entreprise de réaliser des économies.En effet, le motif « d'économie » n'est pas,en droit, un motif économique.
A titre d’exemple :- La Jurisprudence considère que lelicenciement économique ne repose passur une cause réelle et sérieuse si les dif-ficultés de l'entreprise ne sont pas réelleset que la réorganisation invoquée estexclusivement destinée à réaliser uneéconomie sur le salaire (Cass. soc., 7 oct.1998, no 96-43.107, no 3798 P, Sté Aramisc/ Serazin : Bull. civ. V, no 405).
- La restructuration d'une entreprise quin'éprouve pas de difficultés économiquesne permet pas de justifier des licencie-ments économiques dès lors qu'elle a étédécidée dans le seul but de réaliser desbénéfices plus importants, et non par lanécessité de sauvegarder la compétitivitéde l'entreprise (Cass. soc., 12 déc. 2001, no99-45.248, Cesari c/ Fouret et a. Cass. soc.,9 mars 2004, no 02-41.883, Debeaumont c/Sté Carrières et fours à chaux de Dugny).
- En revanche, des pertes financières ouune grave détérioration des résultats etdu chiffre d'affaires constituent une causeréelle et sérieuse de licenciement( Cass.soc., 6 avr. 2004, no 01-46.898, Giraud c/Chétivaux).
Plus clairement, on pourrait dire que lajurisprudence admet les mesures cura-tives mais non les mesures strictementpréventives.
Selon l’article L 1233-16, la lettre de licen-ciement doit comporter l’énoncé desmotifs économiques invoqués par l’em-ployeur, ce qui en jurisprudence se traduitpar l’énoncé d’un « motif précis et maté-riellement vérifiable » (Cass. soc., 15 avril1996, n° 93-40.664).Un motif jugé imprécis équivaut à uneabsence de motif et rend le licenciementsans cause réelle et sérieuse (Cass. soc.,2 juin 1993, n° 91-44.136).
Ce dernier est sanctionné notamment parune indemnité en fonction du préjudicesubi par le salarié dans les entreprises demoins de 11 salariés ; et par une indemnitéau minimum égale à six mois de salaires
ainsi que le remboursement à Pôle Emploides indemnités versées, dans les entre-prises de 11 salariés et plus.
L’intérêt de motiver correctement la lettrede licenciement réside également dans lefait qu’en cas de contestation de la rup-ture celle-ci fixera les limites du litige,cequi signifie que, devant le juge, seuls leséléments qui y sont énoncés pourront êtrediscutés par les parties, sans que l’em-ployeur ne puisse invoquer de nouvellescauses pour justifier sa décision.
Le contenu de la lettre doit donc mettre lejuge en mesure de vérifier que le licencie-ment répond aux conditions légales :
- existence d’une raison économique (dif-ficultés économiques, mutations techno-logiques, réorganisation de l’entreprise,cessation d’activité) ;
- incidence sur l’emploi (suppression outransformation d’emploi, refus d’une modi-fication du contrat) ;
- et que le motif invoqué est réel etsérieux.
BAISSE D’ACTIVITÉ, ECONOMIESet lettre de licenciement
Véronique LAUPRETRE • Allizé-Plasturgie •
Une grande attention doit être portée à la rédaction de la lettre de licenciement. Celle-ci ne peut comporter tout type d’argument. Ainsi en matière économique, unfait considéré par l’employeur comme un « motif économique » ne constituera pasforcément une cause réelle et sérieuse de licenciement aux yeux des juges. De plus, les exigences de motivation issues de la loi et de la jurisprudence imposentd’indiquer dans le courrier de licenciement des faits précis et matériellementvérifiables. La baisse d’activité, fréquemment invoquée par les entreprises sans faireexpressément référence à des difficultés économiques, ne suffit pas, à elle seule, àrépondre aux exigences légales de motivation. Il en va différemment lorsque la baissed’activité invoquée peut permettre au juge de vérifier l’existence de difficultés écono-miques en résultant.
T
decembre_Mise en page 1 14/12/11 17:09 Page33

Ces principes sont rappelés dans les deuxarrêts du 16 février 2011, s’agissant de lapossibilité d’invoquer dans la lettre unesimple baisse d’activité entraînant unesuppression d’emploi, sans faire état litté-ralement de difficultés économiques.
Première affaire :Un salarié occupant la fonction de mana-ger commercial, licencié pour le motif éco-nomique suivant : « Suite à une baissesignificative de l’activité, nous sommesdans l’obligation de supprimer le poste demanager commercial ».
Pour l’employeur, cette mention caractéri-sait l’existence de difficultés économiqueset constituait donc une raison économiquesuffisante au regard de la loi.
La Cour de cassation n’est pas de cet avis.Elle décide au contraire que la lettre delicenciement qui ne fait état que d’unebaisse d’activité, sans autre précision, nesatisfaisait pas aux exigences légales demotivation... « à moins d’être accompa-gnée de faits précis et vérifiables ».
La seconde affaire apporte des précisions :Une secrétaire d’avocat avait été licenciéeen raison de la chute du nombre de dos-siersde crédits permanents et de précon-tentieux de loyers impayés et résiliation debaux dont elle avait la charge, entraînantla suppression de son poste.
Pour la salariée, ce motif était insuffisant,la seule baisse d’activité n’induisant pasl’existence de difficultés économiques.
Cette fois-ci, pour la Cour de cassation, lalettre était suffisamment motivée : la moti-vation de la lettre de licenciement, qui fai-sait état d’une baisse d’activité résultantde la disparition d’un certain nombre decontentieux traités par le cabinet et de sonincidence sur l’emploi de la salariée, étaitfondée sur des faits précis et matérielle-ment vérifiables.
Ceci permettait au juge de vérifier s’il exis-tait des difficultés économiques résultantde cette baisse d’activité.
Même si la lettre ne porte pas, dans sarédaction même, la mention de difficultéséconomiques, il suffit donc que la baissed’activité soit explicitée, même sommaire-ment, quant à sa cause et son objet.
Mais il ne faut pas s’y tromper : la baissed’activité explicitée n’implique pas unegarantie absolue de reconnaissance d’unecause réelle et sérieuse de licenciement.Les juges devront vérifier que cette baissed’activité a bien engendré des difficultéséconomiques, difficultés économiquesconstitutives d’une cause réelle etsérieuse de licenciement.
Plastilien • Décembre 2011 • n°83
S O C I A L
<34
Tél. : 00 33 4 74 77 26 97 - Fax : 00 33 4 74 77 46 12 - www.lifocolor.fr
- Appareils Électriques- Articles de Jardin- Articles Ménagers- Automobile- Bâtiment & Construction- Électrique / Électronique- Emballage- Film- Jouet- Mobilier
LIFOCOLOR FARBENLichtenfels, Allemagne
LIFOCOLOR FARBPLASTBydgoszcz, Pologne
LIFOCOLOR s.r.oBrno, République Tchèque
LIFOCOLOR01100 Bellignat
Où que vous soyez nous avons la solution pour vos idées
decembre_Mise en page 1 14/12/11 17:09 Page34

Tous les avantages du constructeur NOVA FRIGO :- Une vaste gamme de refroidisseurs monobloc de 5 à 1.000 kW.
- La nouvelle série SIGMA de refroidisseurs compactsà deux circuits distincts froid / chaud avec free-cooling intégré.
- Des solutions sur mesure « KEY» qui s’adaptent à toutes vos exigences (p.e. un seul appareil peut délivrer 8 régimes distincts de température chaud et/ou froid).
Des options uniques en free-cooling performant.
Une garantie 3 ans toutes pièces, sans franchise.
Des coefficients de rendement (EER) inégalés.
Un SAV intégré en couverture nationale.
A2P INDUSTRIE propose des solutions enfroid innovantes, évolutives et écologiquesqui intègrent :
CONFIEZ-NOUS VOTRE
FROID INDUSTRIEL
SAS au Capital de 450 000 €
Faites confiance à un spécialiste
A2P INDUSTRIE • 35, rue Alfred Brinon • 69100 VilleurbanneTél. : 04 37 43 20 00 • Fax : 04 37 43 20 01 • e-mail : [email protected]
www.a2p.eu
decembre_Mise en page 1 14/12/11 17:09 Page35
Plastilien • Décembre 2011 • n°83
« Nous n’avons qu’une seuleTerre… » tels sont les premiers mots del’éditorial de Bruno ESTIENNE, Présidentde la Fédération de la Plasturgie, en intro-duction du Rapport Développement Dura-ble de la Plasturgie 2011, publié en novem-bre 2011.
Cette prise de conscience nous oblige àagir de façon responsable et se traduitforcément par des actions où se conci-lient performance économique, responsa-bilité sociale et respect de l’environne-ment.
La Plasturgie française est engagée dansune politique de développement durablequ’elle considère comme un enjeu straté-gique pour anticiper les changements etêtre au plus près des attentes de ses par-ties prenantes, en particulier ses entre-
prises et ses salariés, ses fournisseurs etclients, sans oublier les consommateurs.
Dans chacun des 3 piliers du développe-ment durable, la Fédération de la Plastur-gie a identifié des enjeux stratégiques :
Économie- Développer des relations clients durables.- Faciliter l’accès des PME aux matièrespremières.- Soutenir l’accès aux investissements,notamment en R&D.
Social- Prévenir les risques professionnels etaméliorer les conditions de travail.- Renforcer l’attractivité du secteur de laplasturgie et faciliter l’insertion profes-sionnelle et la mobilité des jeunes.- Encourager l’accès des salariés à une
Rapport Développement Durable2011
Marc MADEC • Fédération de la Plasturgie •
E N V I R O N N E M E N T
<36
Le Rapport Développement Durable 2011 a été réalisé par la Fédération de la Plasturgie dans le cadre d’un partenariat avec la Direction générale de la compétitivité, de l’industrie et des services du ministère de l’Industrie. L’occasion de revenir sur certains des chantiers-phares qui occupent la profession, aussi bien dans les domaines écomoniques, sociaux, qu’environnementaux.
© Remi BORNET - Fotolia.com
decembre_Mise en page 1 14/12/11 17:09 Page36

E N V I R O N N E M E N T<37
n°83 • Décembre • Plastilien
formation de qualité et accompagner ledéveloppement des compétences.
Environnement- Lutter contre le réchauffement climatique.- Préserver les ressources naturelles etoptimiser les consommations énergétiques.- Protéger l’environnement et les consom-mateurs.- Faire coexister exigence réglementaireet compétitivité.
Face à ces enjeux stratégiques, la Fédéra-tion de la Plasturgie s’est engagée dans untrès grands nombre d’actions tant au plan
local qu’au niveau national, voire interna-tional.
Pour n’en citer que quelques unes :- Contribution aux travaux de la Médiationdes relations interentreprises industrielleset de la sous-traitance pour l’améliorationdes pratiques commerciales.- Conclusion d’un accord de branche surl’égalité professionnelle.- Engagement dans la lutte contre lesdéchets marins via la fondation « WasteFree Oceans ».La crise qui aurait pu être fatale à cetteambition a bien au contraire joué le rôle
d’accélérateur du mouvement. Et même sile contexte économique reste empreintd’incertitudes, il n’est plus possible derevenir en arrière tant le « développerdurable » offre un vaste champs d’oppor-tunités pour les PME de la Plasturgie fran-çaise.
Contact Marc MadecResponsable Département HSE Fédération de la [email protected]
La Fédération de la Plasturgie se mobiliseet s’investit pour développer des outils deformation à destination des entreprises etdes centres de formation, mettant en lienle développement durable et la plasturgie.
Ces outils répondent à 3 grands objectifs :sensibiliser, former, échanger.
Sensibiliser : Plastidev
Développé dans le cadre d’un partenariateuropéen, le DVD Plastidev a pour objectifd’informer et de sensibiliser les jeunes enformation ainsi que les salariés de nos
entreprises aux problématiques du déve-loppement durable dans la plasturgie.
Ludique et simple d’approche, ce DVDbilingue français anglais tente de faireréfléchir, de questionner et d’apporter despistes concrètes pour que chacun puissecontribuer à sa manière au développementdurable à la fois en tant que citoyen etaussi en tant que professionnels.
Former : PlastigreenEgalement développé en partenariat avecdes acteurs de la profession au niveaueuropéen, la formation Plastigreen
s’adresseaux opéra-teurs dese n t r e -prises deplasturgiesouhaitanté v o l u e rsur leur
poste de travail afin d’anticiper et d’être deplus en plus réactifs face aux change-ments économiques, sociaux et environ-nementaux présents et à venir.Organisée en 6 modules (maintenance,
sécurité, utilisation de l’énergie, organisa-tion et communication, gestion desdéchets et qualité), Plastigreen met l’ac-cent sur de nouvelles compétences émer-gentes liées au développement durable.
Echanger : Plasturgie-durable.frAfin de faciliter le développement de cours,de modules ou d’actions de sensibilisationau développement durable dans les forma-tions en plasturgie, la Fédération vient decréer la plate-forme plasturgiedurable.fr.
Cet outil s’adresse en particulier aux ensei-gnants mais peut également intéresser lesprofessionnels du secteur recherchant desinformations spécifiques. Pour poursuivre cepartage de ressources existantes et tenterd’identifier les nouveaux besoins en matièrede développement durable pour la plastur-gie, un groupe de travail s’est constitué.
Contact Audrey Noblechargée de mission EuropeFédération de la [email protected]
Des outils de formationpour sensibiliser, former et échanger
decembre_Mise en page 1 14/12/11 17:09 Page37

Plastilien • Décembre 2011 • n°83
out l'intérêt de ce colloque résidedans le fait que les différentesinterventions donnent une vision
globale du potentiel des fibres naturellesen plasturgie en abordant la thématique"fibres naturelles" de la fiabilité de la res-source agricole jusqu'à des applicationsconcrètes dans différents secteurs indus-triels comme l'automobile, l'emballage...
Les différents points techniques abordésparmi lesquels l'optimisation et la proces-sabilité des biocomposites, leur recy-clage, l'analyse du cycle de vie, les avan-tages et les inconvénients desagromatériaux, permettent à l'auditeur
d'avoir une bonne idée des capacitéstechniques des biocomposites.
A la question de la fiabilité des ressourcesagricoles, la réponse apportée montreque la matière première est disponible, dequalité et impacte faiblement l'alimen-taire. Les chiffres montrent que la culturedes fibres naturelles représente un faiblepourcentage par rapport à la biomassealimentaire mondiale (Biomasse alimen-taire mondiale = 3.4 milliards d'ha, pro-duction de chanvre en France (1er pro-ducteur) = 10 000 ha). Sur la remise encause de la qualité des agromatériaux,c'est essentiellement dû à la manière dont
on les utilise plutôt que les matériaux entant que tels.
Améliorer les connaissances sur les fibres naturellesAfin d'optimiser l'utilisation des matériauxagrosourcés et de comprendre les méca-nismes régissant leur association auxmatières plastiques, de nombreux travauxde recherches sont en cours dans leslaboratoires de recherche et les centresde compétences. La finalité principale deces travaux de recherches est de mettreen évidence et de comprendre au mieuxles facteurs influençant les propriétés du
LE 3ème COLLOQUE « Fibres naturelles et polymère »
Yves SCHMITT • Allizé-Plasturgie •
Le 15 septembre dernier, le 3ème colloque "fibres naturelles et polymère" s'est déroulé à l'Université Technologique de TROYES. Ce colloque, co-organisé par AFT plasturgie, leader européen de la production de compounds associant desmatières plastiques et des fibres naturelles et Fibres Recherche Développement,société de recherche dédiée à la valorisation des fibres végétales en matériaux, est destiné aux acteurs du domaine de la plasturgie et permet de faire un point complet sur les derniers développements dans l'utilisation des fibres naturelles associées à des matières plastiques.
T
E N V I R O N N E M E N T
<38
© D
ja 6
5 -
Foto
lia.c
om
decembre_Mise en page 1 14/12/11 17:09 Page38

E N V I R O N N E M E N T<39
n°83 • Décembre • Plastilien
produit final. Ainsi, l'INSA de Lyon a mis enévidence l'importance de la liaisonfibre/résine sur les propriétés mécaniquesd'un composite polypropylène/fibres dechanvre.
Les objectifs de l'étude sont d'améliorer lamise en œuvre par injection, les propriétésmécaniques et la recyclabilité d'un com-posite PP/fibres de chanvre en dévelop-pant une méthode de couplage basée surune chimie des organosilanes. Le greffagede l'agent de couplage de type siloxaneentre les fibres et le polypropylène se faiten milieu fondu lors de l'unique opérationde compoundage (extrusion réactive enmachine bi-vis).
Par une meilleure maitrise de l'interfacefibre/résine, les propriétés mécaniques etthermiques de l'agrocomposite s'en trou-vent sensiblement améliorées. Dans ledomaine des textiles à base de fibres natu-relles, les évolutions sont également nom-breuses au niveau de la compréhensiondes matériaux.
Ainsi la modification de la méthodologie detissage des fibres naturelles par uneréduction de la torsion des fibres impactefavorablement sur les performancesmécaniques finales. La ConfédérationEuropéenne du Lin et du Chanvre, en pré-sentant ses dernières innovations dans
l'optimisation des préformes de renfortpour composite,met en évidence l'in-fluence de la torsion des fibres sur les per-formances mécaniques dans le cas d'ap-plications concrètes.
En comparaison avec les fibres inorga-niques (verre, carbone...), les fibres natu-relles se caractérisent géométriquementpar une variation de leur section moyenneselon leur axe principale. Or, il est parfaite-ment connu dans la littérature spécialiséedans le domaine des matériaux compo-sites que les propriétés d'un matériaucomposite dépendent fortement de la géo-métrie des fibres et plus particulièrementde leur section. Le laboratoire LASMIS del'Université Technologique de Troyes pro-pose une méthode originale de caractéri-sation qui permet de mieux appréhenderles propriétés de la fibre naturelle et ainsi,de mieux estimer les propriétés du maté-riau composite à base de cette même fibre.
Favoriser l'utilisation des fibres naturellesPour favoriser le développement des appli-cations à base de fibres naturelles danscertains secteurs industriels en lien avecla plasturgie, il est encore nécessaired'acquérir des connaissances spécifiquescomme l'alimentarité, la recyclabilité, l'in-térêt environnemental et la processabilité,
connaissances qui vont bien au-delà dessimples propriétés mécaniques.
Concernant l'alimentarité des fibres natu-relles, le matériau doit être inerte par rap-port à l'aliment même si les migrants peu-vent être présents dans la composition del'aliment à la base. Dans les conclusionsdu CTCPA Pôle Est et avec l'objectif deconserver le caractère alimentaire desfibres naturelles, il est important de poserles conditions d'emploi et de processabi-lité lors de la phase de conditionnement(température, durée...).
En effet, ces dernières peuvent fortementinfluencer l'alimentarité du matériau et untraitement thermique préalable des fibrespermet d'améliorer sensiblement leurcaractère alimentaire par une réductiondes effets "odeurs". Ceci s'explique par laréduction du taux d'extractibles dans lesfibres lors de la phase de traitement ther-mique.
Aujourd'hui, beaucoup se posent encore laquestion de savoir quel est l'intérêt tech-nique et environnemental d'utiliser desfibres naturelles dans les matières plas-tiques. Est-ce seulement un effet de mode ?Etre dans la mouvance du "green washing"?La synthèse des différents résultats desanalyses de cycle de vie ainsi que les direc-tives européennes qui imposent de réutili-ser ou de recycler 95% de la masse d'unvéhicule usagé, montrent à ce jour tout l'in-térêt d'avoir recours à des matériaux recy-clables.
Dans ce cadre, les fibres végétales ont unrôle important à jouer car en plus d'êtreune ressource renouvelable, elles présen-tent une éco-balance favorable. L'autrequestion de fond est de savoir s'il y a unintérêt à coupler les fibres naturelles avecdes matières recyclées.
Quant à jouer sur la bonne image environ-nementale des fibres naturelles pour justi-fier d'une démarche verte dans son pro-cessus interne, autant être extrémistedans sa démarche et favoriser, autant soitpeu que les contraintes techniques le per-mettent, les résines recyclées ou biosour-cées. Le colloque a rassemblé 270 personne dont + de 60% d’industriels
decembre_Mise en page 1 14/12/11 17:09 Page39

Le laboratoire LIMATB de l'Université deBretagne Sud a quantifié positivementtout l'intérêt environnemental d'utiliserune matrice recyclée dans un matériaucomposite polypropylène/chanvre. Lesrésultats mettent en évidence que le recy-clage des composites à fibres végétalesimpacte défavorablement les propriétésdes fibres mêmes si les propriétés méca-niques des composites restent stables.Lors du procédé de recyclage, les fibressubissent à la fois une diminution de leurlongueur et une réduction de leur section.
Ainsi, le rapport d'aspect des fibres restequasi constant et les propriétés méca-niques restent stables après un grandnombre de cycles d'injection, phéno-mènes que l'on ne rencontre pas avec descomposites à base de fibres de verre.L'analyse environnementale fait étatd'une baisse générale de tous les impactslorsque que l'on a recours à une matricerecyclée dans la formulation d'un compo-site à base de fibres naturelles.
En conclusion, il y a un intérêt techniqueet un intérêt environnemental à associerdes fibres naturelles avec une matricerecyclée.
L'utilité des fibres naturelles dans unematière plastique ne se limite pas unique-ment au côté mécanique de la chose maisd'autres propriétés particulièrement inté-ressantes peuvent être révélées par cesmêmes fibres.
Les travaux de recherche de WELIENCEdans le cadre du projet EMAC (embal-lages actifs pour l'agroalimentaire) appor-tent une autre vision du potentiel techno-logique des fibres naturelles associéesaux matières plastiques. Les fibres dechanvre, en jouant le rôle de réservoir àmolécules actives, ont une capacité desorption et de désorption vis-à-vis del'eau, des arômes et de molécules activescomme les agents antimicrobiens.
En association avec du polyéthylène, lesfibres de chanvre peuvent être utiliséesdans des emballages actifs pour l'agroali-mentaire en permettant le piégeage ou lalibération contrôlée d'arômes, la libéra-tion d'agents antimicrobiens et la régula-tion de l'humidité et de l'activité de l'eau.Les fibres naturelles offrent ainsi un fortpotentiel dans la conception et la réalisa-tion d'emballages actifs biosourcés pourl'agroalimentaire, permettant ainsi d'aug-menter la date limite de consommation(DLC) des produits.
Le concret par l'exempleIntégrer des fibres naturelles dans despièces industrielles en matière plastiqueengendre des modifications au niveau dela méthodologie et du procédé de trans-formation.
La pleine réussite de l'intégration desfibres naturelles dépend fortement de lavolonté de l'industriel à bien vouloir pro-céder en amont à des phases de mise aupoint du process, l'objectif étant de déter-miner et de valider les paramètres detransformation. L'intégration des maté-riaux agrosourcés doit bien évidemment,dans un premier temps, répondre à la
contrainte qui est de pouvoir utiliser leséquipements et les procédés de transfor-mation existants.
C'est la démarche qu'a entrepris lasociété COOPER STANDARD AUTOMO-TIVE en développant des applicationspolypropylène/chanvre au niveau des sys-tèmes d'étanchéité pour automobile.
Les premières conclusions amènent aufait que le matériau est extrêmement sen-sible aux conditions de process et néces-site la prise de certaines précautions lorsde la mise en forme par extrusion.
Ces précautions sont nécessaires car lesfibres naturelles sont sensibles à la dégra-dation thermique, le matériau est sujet àdes phénomènes de déchirabilité impor-tante à chaud et de l'eau intrinsèque à lamatière naturelle est également présentedans le matériau. L'adaptation du procédéd'extrusion permet de s'affranchir desproblèmes cités précédemment (mise aupoint de l'outillage, ajustement et contrôledes paramètres de process, étuvage...).
La mise au point d'un process d'extrusionspécifique en influant à la fois sur l'outil-lage et les paramètres d'extrusion, permetde fabriquer des pièces dont les fonctionsprincipales sont validées industriellement(stabilité dimensionnelle, rigidité, inflam-mabilité, absorption d'humidité...).
La démarche de FAURECIA est dictée parsa volonté de réduire sa dépendance vis àvis du prix du baril de pétrole. En effet, lamatière plastique représente en moyenne40% du prix final d'un produit. Aussi, lasociété FAURECIA met en place des pro-grammes de recherche et développementafin de faciliter l'intégration des matériauxcomposites à base de fibres naturellesdans la conception de pièces de tableaude bord pour automobile.
Dans le cadre du programme NAFI (natu-ral fibres for injection) qui porte sur ledéveloppement de pièces de tableau debord à partir de compound fournis par lasociété AFT PLASTURGIE, il a été mis enavant plusieurs avantages à utiliser des
Plastilien • Décembre 2011 • n°83<40 E N V I R O N N E M E N T
1 : Profilé térrasse2 : Profilé étanchéité3 : Bouchon boîte de dégazage4 : Déflecteur5 : Platine rétroviseur Peugeot 207
1
3
2
decembre_Mise en page 1 14/12/11 17:09 Page40

E N V I R O N N E M E N T<41
n°83 • Décembre • Plastilien
matériaux à base de fibres naturelles, àsavoir : une réduction de la masse de 25%par rapport à une solution standard, ungain de 20% au niveau de l'analyse ducycle de vie (impact C02), un matériau vert,réduction de la dépendance vis à vis duprix du pétrole, matériau adapté auxmachines d'injection traditionnelles.
Le matériau répond parfaitement au cahierdes charges initial (rigidité, résistancethermique, impact, propriétés physico-chi-miques...) mais nécessite quelques ajuste-ments au niveau des paramètres d'injec-tion. On constate une diminution durapport de forme des fibres avec l'aug-mentation de la pression d'injection, parcontre les fibres ne perturbent pas le profilde température. Les conclusions du pro-gramme NAFI permettent d'envisager uneconsommation de 20 000 tonnes en maté-riaux verts dans les 5 ans à venir.
La société ECOTECHNILIN développe desmâts à base de fibres naturelles pour desapplications dans l'automobile (plagearrière de véhicule, pièces intérieures depanneau de porte, panneaux d'habillagede coffre).
Les deux axes de développement de lasociété sont la réduction de la masse despièces et la recyclabilité de ces mêmespièces. Les pièces finales sont obtenuespar thermocompression à partir de mâts
composés d'un mixe de fibres polypropy-lène et de fibres naturelles. Tout l'intérêtdes fibres naturelles est qu'elles permet-tent d'impacter favorablement sur l'ana-lyse de cycle de vie d'un produit.
La société PSA Peugeot Citroën a ainsiexposé sa démarche vers les matériauxverts et plus particulièrement au niveaudes matières plastiques. La démarche doitêtre adaptée par pays car il faut choisir lesmatériaux en fonction du pays pour resteren adéquation avec les fondamentaux del'éco-conception. Il est évidemment tout àfait déraisonnable de concevoir une pièceen matériaux verts à un endroit et ensuitede lui faire faire le tour du globe pour lalivrer.
Ceci implique donc de faire des choix tech-nologiques en fonction des disponibilitéslocales en matériaux verts et de dévelop-per des solutions matériaux verts propresaux différentes zones géographiques.
La démarche doit être intégrée le plus enamont possible et dès le choix des matériaux.
Actuellement, les polymères représententenviron 20 % de la masse globale d'unvéhicule, soit environ 150 à 250 kg. L'objec-tif de PSA est que 50 % de la masse totaleque représentent les plastiques soit com-posée de matériaux verts à l'horizon 2015.
Pour atteindre ces objectifs, lesdémarches de PSA sont de construire unebase de données matériaux avec la meil-leure balance technico-économique, detravailler avec les fournisseurs pour fairedes propositions systématiques en maté-riaux verts sur les projets, de substituerpar des solutions matériaux verts sur lesmodèles existants et de fixer des objectifsambitieux à tous les futurs projets.
Une cible en % en masse est introduitedans les spécifications matériaux pourchaque pièce à Cahier des Charges iden-tiques.
Ces premières démarches ont débouchésur des applications concrètes en sérieavec du polypropylène chargé de 30% defibres de chanvre pour l'injection.
Le bouchon de dégazage est obtenu par leremplacement du polyamide par un poly-propylène chargé de 30 % de fibres dechanvre et la platine de rétroviseur de laPeugeot 207 est conçue avec un polypro-pylène chargé 30% de fibres de chanvreen remplacement d'un polypropylènechargé de 30% de fibres de verre.
L'analyse de cycle de vie comparatived'une platine de rétroviseur de la Peugeot207 montre le réel intérêt du remplacementde la platine PP/fibres de verre par la pla-tine PP/fibres naturelles qui réduit consi-dérablement la plupart des impacts :
- 14% d’impacts sur le réchauffement cli-matique,- 25% sur la consommation de ressourcesnon-renouvelables,- 16% sur l’acidification de l’air,- 12% sur la consommation d’énergietotale,- 43% sur la consommation d’eau,- 41% sur la production de déchets nonvalorisés(DIB + DIS) et +35% de déchets-valorisés- Mais +95% d’occupation des sols.
Concernant les perspectives de dévelop-pement des fibres naturelles dans lesmatières plastiques, des projets collabora-tifs multipartenaires sont mis en place pourdévelopper des matières techniques pré-sentant des tenues aux chocset ther-miques améliorées et des composites àfibres naturelles à tenue thermique amélio-rée pour des applications sous capot (ex :filtre à air,…).
Des travaux de recherche sont égalementen cours pour améliorer la compatibilisa-tion des fibres naturelles avec la matricepolypropylène pour augmenter les proprié-tés mécaniques et chocs.
Un autre objectif étant également de tra-vailler avec des résines biosourcées tellesque des polyamides biosourcées ou par-tiellement : PA6-10 et PA10-10 pour desapplications sous capot (Substitution duPA12 par PA10-10) et des polyesters bio-sourcés pour des applications au niveaudes réflecteurs de feux, des boîtiers élec-troniques, des pièces décors….
4
5
decembre_Mise en page 1 14/12/11 17:09 Page41

Plastilien • Décembre 2011 • n°83
Les perspectivesL'emploi des fibres naturelles connait unecroissance dans de nombreux secteursindustriels et les perspectives de dévelop-pement sont plutôt positives. Cette posi-tive attitude est en adéquation avec lestendances marchés et réglementairesactuelles ou à venir.
Au niveau de la plasturgie, les futurs déve-loppements dans le domaine des maté-riaux se feront en prenant en compte l'im-pact environnemental de ces derniers.Les produits manufacturés doivent de plusen plus répondre à des critères environ-nementaux et de recyclabilité fixés par lesrèglementations en vigueur ou la bonneconscience générale.
De par leur intérêt environnemental large-ment démontré dans de nombreusesétudes ou programme de recherche etdéveloppement, les fibres naturelles ontun rôle déterminant à jouer pour favoriserle développement de la part des matièresplastiques dans les produits. Toutefois, le
recours aux fibres naturelles doit se fairede manière constructive et raisonnée carincorporer des fibres naturelles dans unematière plastique engendre des modifica-tions au niveau de la méthodologie et duprocédé de transformation.
Pour que l'intégration des fibres natu-relles soit une pleine réussite, il faut pro-céder en amont à des phases de mise aupoint du process et les résultats finaux enseront d'autant plus probants.
Il ne faut pas oublier que les fibres natu-relles sont un matériau "jeune" dans ledomaine de la plasturgie et qu'il resteencore de nombreuses connaissances àacquérir pour mieux les comprendre, lesutiliser et s'ouvrir vers de nouveauxpotentiels technologiques.
En effet, la qualité d'un matériau dépendplus de la manière dont on l'utilise que dumatériau en lui-même.
E N V I R O N N E M E N T
<42
Plastic Ecodesign Center - Materiautech de la Plasturgie et des Composites - 39 rue de la Cité - 69003 Lyon (FRANCE)www.plasticecodesigncenter.org - www.materiautech.org
ESPACE D’INNOVATION & D’ECO-CONCEPTIONPlasturg ie & Compos i tes
- Il propose du conseil, de la recherche & développement, de la formation et de la veille.
- Il intégre également la Materiautech de la Plasturgie et des Composites, qui permet de découvrir de façon très concrète une palette extrêmement variée de matériaux plastiques et composites, y compris les biomatériaux.
Ces informations ont été compilées àl'occasion d'une mission de veille réaliséepar l'auteur de cet article. Cette actions'est déroulée dans le cadre du CAPéCOPlasturgie Bourgogne qui bénéficie dusoutien de la DIRECCTE Bourgogne etde la Région Bourgogne.
decembre_Mise en page 1 14/12/11 17:10 Page42

decembre_Mise en page 1 14/12/11 17:10 Page43

Plastilien • Décembre 2011 • n°83
L’industrie de la plasturgie aux Etats-Unis,3ème industrie manufacturière du pays,représente 1,1 millions d’emploi pour 18500 entreprises. Face à la concurrenceasiatique et aux demandes de plus en plusexigeantes des donneurs d’ordres, le sec-teur se modernise. Le secteur croit de 3%par an (plus que le secteur de l’industrie
globalement). De réelles opportunitéss’offrent donc aux entreprises françaisesfournissant des produits, équipements,services améliorant la productivité desfabricants locaux. Certains signes de relo-calisation (retour de la production auxEtats-Unis) se font voir, sans encore êtreune généralité.
Le Midwest reste la région principale ethistorique pour les transformateurs etéquipementiers de l’industrie. Cependant,de plus en plus de donneurs d’ordres etdonc de fournisseurs s’implantent dans lesud-est grâce à des coûts d’opérationavantageux et peu de syndicats.
LA PLASTURGIE AUX ETATS-UNISpoints de vue d’experts
Alexander BLANCO & Rose CATHERIN - ERAI / Etats-Unis
Les Etats-Unis, 1ère puissance économique mondiale (21% du PIB mondial), est le 1er
pays de production au monde avec un marché national de 308 millions d’habitants.Grâce au North American Free Trade Agreement, 529 millions de consommateurs sont à portée de main (en incluant le Mexique et le Canada).
I N T E R N A T I O N A L
<44
decembre_Mise en page 1 14/12/11 17:10 Page44

I N T E R N A T I O N A L<45
n°83 • Décembre • Plastilien
Cette tendance est particulièrement pro-noncée dans l’automobile et l’aéronautique.
4OKABASHI BRANDS :
une entreprise américainetémoigne…Brad Laporte, VP of Manufacturingwww.okabashi.com
Pouvez-vous nous présenter l’entreprise ? Okabashi Brands a démarré il y a 27 ansàBuford, GA (40 miles au nord d’Atlanta)avec un but en tête : fabriquer les chaus-sures les plus confortables jamais faites,aujourd’hui Okabashi Brands emploie 250salariés et est présent dans 16 pays.
Nos chaussures ont un design impeccableavec une semelle massante, un supportpour l’arc plantaire et une ergonomie pourle dessous des pieds. Aujourd’hui, une de nos plus belles réus-site est que nos chaussures sont 100%recyclables et faites avec du Microplast TM,dans un système en boucle fermée.
Quelle est votre vision de l’industrie amé-ricaine du plastique et de votre secteur?2011 a été une bonne année pour les pro-ducteurs et les formulateurs américainsmais une année difficile pour les fabri-cants de produits finis comme nous. Avecl’interruption de la « supplychain » japo-naise en début d’année, les formulateursaméricains ont vu une augmentation glo-bale de la demande et donc la capacitéd’exporter leurs produits à des prix plusélevés. Malheureusement, cela s’est tra-duit par une augmentation de la matièrepremière pour nous dans un marché quine tolère pas une augmentation de prixdes produits finis.
Car moins de 1% des chaussures sont fabri-quées aux Etats-Unis, notre secteur est unmarché global avec une réelle compétitionmondiale. Malgré des coûts de fabricationplus élevés, nous sommes en mesure defournir un service de qualité, des livraisonsplus courtes, une communication de proxi-mité, de l’innovation et plus globalement,une satisfaction client que nos concurrentsétrangers ne peuvent fournir.
Comment votre activité a-t-elle été affec-tée par la récession? Quels ont été lesrisques et opportunités ?
Comme beaucoup d’entreprises aux Etats-Unis, nos ventes nationales ont légère-ment décliné. Cependant, le côté positifde cette récession est que nous avonsreconcentré nos ressources vers l’inno-vation, l’amélioration de notre productivitéet agrandi nos réseaux de distribution àl’étranger.
Prenez l’exemple de notre programme « zéro déchet », certaines entreprisesvendent leurs déchets à prix réduits à desrecycleurs ou bien les jettent, finissantdans des décharges ou pire les océans.Grâce à l’étude des matériaux et l’innova-tion, nous utilisons 100% de nos maté-riaux. Grâce à nos programmes d’utilisa-tion des déchets, nous avons réutilisél’équivalent de 10 camions entiers cetteannée uniquement.
Quelles sont les tendances, perspectiveset innovations dans votre secteur auxEtats-Unis? Actuellement, le coût des matériaux auxEtats-Unis est en train de baisser car laproduction augmente et le coût du pétrolebaisse. Cela est de bon augure pour nousdans les mois à venir car nous voyons deplus en plus d’entreprises essayant deramener leurs productions aux Etats-Unispour plusieurs raisons : l’augmentationdes coûts de production en Chine, la qua-lité des produits importés, les minimumsd’achat qui ont des impacts sur les coûtsde transport et les délais.
Selon vous, quelles sont les opportunitéspour les entreprises françaises et euro-péennes aux Etats-Unis?
Pour la 27ème Edition de ce salon organisétous les 3 ans (historiquement à Chicagopuis à Orlando dorénavant), Plastipolis etERAI organisent un stand collectif pour lesentreprises rhônalpines. Salon phare desAmériques, il compte 30% de présenceinternationale. Les 1850 exposants sontdes professionnels des technologies etprocessus d’injection plastique, fournis-seurs de matériaux, composants et équi-pements de transformation du plastique.Les 45000 visiteurs présents sont des plas-turgistes dans l’automobile, électrique etélectronique, packaging, médical, électro-ménager, …
Pour plus d’informations, et parti-ciper à ce salon, contactez votreconseiller en développement inter-national ERAI : Alexandre Couturier [email protected]
Le salon Nord-Américainde référence : NPE 2012
du 1er au 5 avril
© D
eksa
ndr
Dib
rova
- F
otol
ia.c
om
decembre_Mise en page 1 14/12/11 17:10 Page45

Certaines entreprises américaines sontsous-évaluées et représentent de bonnesopportunités pour un investisseur étran-ger. Avec une main-d’œuvre plus chère enChine, l’augmentation des coûts de trans-port, la demande qui continue de croître etla stabilité des prix des matériaux, il y ad’importantes opportunités pour les entre-prises stratégiquement positionnées sur lesol américain.
Prenez Kia Motors par exemple, une entre-prise avec un bon produit, qui a de lademande, une culture à flux tendus et quistratégiquement a su positionner ses sous-traitants dans des Etats de « right to work »(droit au travail). Kia continue de gagnerdes parts de marché grâce à la qualité etau prix de ses produits, ce qui n’auraitjamais pu être le cas si ses produitsavaient été réalisés en Corée.
Comment restez-vous en avance de vosconcurrents ? Bonne question. C’est un sujet complexeet à plusieurs facettes. La meilleureréponse possible est que nous fournissonsla « best value » (meilleure valeur ajoutéepossible). Soit par notre garantie produitde 2 ans pour chaque paire que nous ven-dons ou par notre technologie brevetée ouencore par notre promesse sociale et envi-ronnementale de ne pas produire dedéchets.
Quelles sont les dernières tendances enmatière d’équipements, technologies etsavoir-faire des entreprises américaines ?Une tendance parmi les plus intéressantesaux Etats-Unis en ce moment est dans lascience des matériaux et le développe-ment des produits bio.
Casser le lien avec le pétrole ou le gaznaturel serait une très grande avancéepour les entreprises comme Okabashi etl’aspect écologique serait bénéfique pourtout le monde et surtout pour les généra-tions à venir.
Qu’est-ce que cela demande de réussir entant qu’entreprise américaine globale ? La bonne culture. Une culture à flux ten-dus, agressive, globale, intégrée, inno-vante et entrepreneuse.
une entreprise française implan-tée aux Etats-Unis témoigne…Christophe Quenee – VP of Marketing andCommunication
Pouvez-vous présenter Grosfillex aux Etats-Unis et votre best-seller sur ce marché ? Grosfillex est implanté aux Etats-Unisdepuis 1969 avec deux sites de productionen Pennsylvanie (Robesonia et Lebanon)et 180 employés. Depuis ces deux sites,nous produisons, stockons et distribuonsen Amérique du Nord (Canada, Etats-Uniset Mexique).
Nous servons 2 marchés : le « non residen-tial » (mobiliers de loisir pour l’hôtellerie, larestauration et les collectivités) et le rési-dentiel (produits de grande consommationtels que mobiliers de loisirs, bacs décora-tifs et rangements). Nos best-sellers sontles mobiliers de loisir sur les deux marchéset les bacs pour le grand public.
Quels sont les challenges de la produc-tion et des ressources humaines aux
Etats-Unis pour une entreprise française ? Il est essentiel d’avoir une équipe de direc-tion biculturelle. Notre board est très inter-national et biculturel ce qui nous permetd’associer la réactivité américaine, quipeut parfois être déconcertante pour lesfrançais. Aux Etats-Unis, la réactivitéprime alors qu’en France, c’est la réflexionqui prime à l’action.
Pour le recrutement, nous avons des atoutspour attirer et conserver de bons candi-dats. Nous sommes une PME moyenne,établie depuis longtemps sur le marché,internationale et avec des avantagessociaux basés sur le modèle français quisont très appréciés par nos employés.
Nous avons également la chance d’êtrebasé dans une région surnommée « dutch-county » avec une population très peumobile et fidèle. Nous avons ainsi un faibleturnover.
Quelles sont les tendances du marché duplastique et de la grande consommationaux Etats-Unis ? Le plastique générique est de plus en plusmontré du doigt notamment pour les
Plastilien • Décembre 2011 • n°83
I N T E R N A T I O N A L
<46
4GROSFILLEX :
decembre_Mise en page 1 14/12/11 17:10 Page46

n°83 • Décembre • Plastilien
emballages. La tendance verte était à lamode il y a 2 ans mais cette tendance estretombée par manque de législation fédé-rale. Les produits à base de plastiquenoble sont largement prisés par lesconsommateurs.
Les compétences de Grosfillex reposentsur la valorisation du plastique et sanoblesse, ce qui permet d’élaborer desproduits en faisant oublier aux consomma-teurs que ceux-ci sont en plastique.
Le marché de la grande consommationaux Etats-Unis est uniforme et représente300 millions de consommateurs avec demoins en moins de spécificités régionales.
Nous sommes sur un marché monopolis-tique avec 5 ou 6 centrales d’achat natio-nales contrôlant 10 000 magasins. 5 ou 6acheteurs sur notre segment décidentdonc pour 300 millions de consommateurs.
Il y a une vraie linéarisation de l’offre. Unproduit à succès pourra donc être vendu àtrès grande échelle.
Cela peut également représenter uneréelle barrière, car si on ne peut référen-cer un produit, tout le potentiel du marchése ferme.
On peut donc monter très vite mais égale-ment redescendre très vite.
Quelles sont les différences entre lesmarchés français et américains de lagrande consommation ? En Europe, il y a une segmentation parpays. Chaque pays est indépendant etreprésente plusieurs dizaines de millionsde consommateurs avec des modes deconsommation et des tendances spéci-fiques.
Alors que le marché américain est global. Laconcurrence y est extrême. Le monde entiers’intéresse à ce marché et essaie d’y com-mercialiser ses produits. C’est tout ou rien.
Quels sont vos conseils pour une entre-prise française de l’industrie du plastiquequi souhaite s’implanter aux Etats-Unis ?C’est un pays relativement simple pours’implanter. Il est impératif d’avoir unestratégie béton et de contrôler complète-ment son développement. Tout peut allertrès vite dans un sens comme dans l’autre.Il faut donc gérer et contrôler la crois-sance afin d’éviter d’être pris de revers parla perte d’un référencement.www.grosfillexus.com
Le marché de l’automobileaméricain présenté par Jim BLAIR
International Project Manager du GDEcD(Georgia Departement of EconomicDeve-lopment)www.georgia.org
Pouvez-vous nousprésenter votreorganisation ? Le GDEcD estl’agence de déve-loppement écono-mique de l’Etat deGéorgie qui permet
d’attirer les investissements étrangers etnationaux, accompagner le développe-ment des PME-PMI sur le marché domes-tique et sur les marchés étrangers, et pro-mouvoir l’Etat auprès de l’industriecinématographique et des arts.
Notre division « Global Commerce » aideplus spécifiquement les entreprises quisouhaitent croître ou s’implanter en Géor-gie en offrant plusieurs services comme lalocalisation d’un site, la formation d’em-ployés grâce au programme Quickstart oubien par des études de marché et dévelop-pement export.
Quelles innovations plastique savez-vousvu dans l’industrie automobile ? Les tendances d’efficacité énergétique etréduction d’émissions des véhicules ontpoussé les OEM a regarder au-delà du plas-tique traditionnel. Les innovations dans leplastique haute performance sont en déve-loppement et des plastiques plus légerssont introduits dans des applications “sousle capot” et pour les réservoirs d’essence. Le développement durable a entraîné desinnovations en bio-polymères qui sont deplus en plus acceptées dans l’industrieautomobile.
Quelle est la situation du marché de l’au-tomobile aux Etats-Unis et de quoi le futurà court terme est-il fait ? Suite à la récession qui a commencé en2007, les ventes de véhicules ont drasti-quement baissé aux Etats-Unis en 2008 et2009. Les ventes ont repris en 2010 et conti-
I N T E R N A T I O N A L<47
Phot
os :
© S
ite in
tern
et G
rosfi
llex
decembre_Mise en page 1 14/12/11 17:10 Page47

Plastilien • Décembre 2011 • n°83
nueront de croître en 2011 a un rythmesolide. Le Sud-Est est un marché priori-taire pour les fabricants de véhicules. Leshabitants du Sud-Est achètent 17% desnouveaux véhicules. Dans les 10 pro-chaines années, les enregistrements devéhicules augmenteront de 6.5% par andans la région pour atteindre 3.2 millionsen 2020. Les fabricants souhaitent se rap-procher des lieux de vente et donc duSud-Est.
Confirmez-vous la migration de l’industrieautomobile du Midwest vers le Sud-Est ?Dans les 10 dernières années, le Sud-Estest devenu l’épicentre de l’automobile auxEtats-Unis. Le succès des fabricantsétrangers dans des zones de fabricationnon traditionnelles pour cette industrie astimulé la croissance en Alabama, Ten-nessee, Mississippi, Caroline du Sud et enGéorgie. Le nouveau couloir de l’automo-bile passe maintenant des Grands Lacs auGolf du Mexique. Le Sud-Est compte doré-navant 14 usines de fabrication et assem-blage d’automobiles, camions et bus,notamment Mercedes-Benz, Honda,Hyundai, Nissan, BMW, Kia, Volkswagenet Toyota.
L’économie solide du Sud-Est ainsi que laforce de travail stable et croissante, le fai-ble taux de syndicat, le droit au travail(right to workstatus) et les faibles coûtsde production sont parmi les principalesraisons pour lesquelles les fabricants s’yinstallent.
Quelles sont les tendances des véhiculesaméricains ? Une tendance majeure est le rôle crois-sant de l’électronique qui compte mainte-nant pour 40% du contenu total d’un nou-veau véhicule. La performance desvéhicules et leur connectivité sont deuxfonctions principales qui entrainent l’utili-sation croissante de l’électronique.
Pour la performance des véhicules, l’élec-tronique a joué un rôle important dans laredéfinition du groupe autopropulseur afinde réduire les émissions et améliorer laconsommation d’essence ainsi que dansla redéfinition du châssis, de l’extérieur et
intérieur du véhicule pour améliorer lasécurité et le confort.
Pour la connectivité, les consommateurssouhaitent rester connectés par télé-phone ou Internet pendant qu’ils condui-sent. De telles attentes redéfinissent lafaçon dont les voitures sont utilisées, des-sinées et commercialisées. L’activationdes communications par voix et l’affi-chage de l’information en temps réel surle tableau de bord sont les deux optionsélectroniques que les consommateursdemandent le plus.
Quelles opportunités percevez-vous pourles technologies françaises dans l’indus-trie automobile américaine ? 55% de la production mondiale des fabri-cants français se trouvent toujours enFrance même si le marché français necompte que pour 25% de leurs ventes.Bien que les fabricants français soientdevenus plus internationaux et qu’ils aientétendu leurs investissements en produc-tion mondiale, ils se sont concentrés surl’Europe de l’Est, l’Amérique du Sud etl’Asie. Alors que les 10 autres fabricantsde véhicules ont des unités de productionaux Etats-Unis, PSA Peugeot Citroën etRenault (8eme et 10eme respectivementen production totale de véhicules) n’onttoujours pas établi une présence auxEtats-Unis. Ainsi, il y a de la place pour lesfabricants français et leurs technologiespour accroitre leur production et ventesaux Etats-Unis.
Quelles sont vos recommandations pour lesfournisseurs français intéressés pour péné-trer le marché américain avec succès ? Une bonne façon de pénétrer le marchéest de s’appuyer sur les connexions exis-tantes avec d’autres entreprises déjà pré-sentes aux Etats-Unis. Si une entreprisefrançaise fournit déjà un fabricant améri-cain de véhicules ou un fabricant étrangerayant des unités de production aux Etats-Unis, il est essentiel de développer desconnections afin de valider si des oppor-tunités sont présentes dans les unitésaméricaines. Une autre stratégie est departiciper à un salon de l’automobile auxEtats-Unis afin de développer des
contacts et de sentir les tendances etopportunités de l’industrie. Un grand nom-bre d’entreprises internationales établis-sent leur siège social et bureau commer-cial aux Etats-Unis pour accroître leurprésence et leurs ventes puis ils mettronten place une unité de fabrication auxEtats-Unis pour continuer leur croissance.
Le Pôle de CompétitivitéPOLYMEROHIO présenté par Wayne EarleyChief Executive Officerwww.polymerohio.org
Pouvez-vous nous présen-ter votre organisation ?PolymerOhio est un centrede technologies qui a pourbut de développer la com-pétitivité globale et lacroissance de l’industrie
des polymères de l’Ohio en offrant auxentreprises du plastique de l’Etat des pro-grammes et services. Des institutionsacadémiques, ressources de développe-ment économique et prestataires de ser-vices sont disponibles pour nos membresafin de permettre une croissance et uneamélioration continue. Les experts denotre organisation ont une très bonneconnaissance des polymères, process etproduits dérivés de ces matériaux.
Nos entreprises membres font parties dela chaine de valeur complète de la pro-duction en passant par le design, auxmatériaux et aux équipements ainsi qu’àla fabrication de moules, aux transforma-teurs et jusqu’aux OEM.
Quelle est votre vision de l’industrie duplastique aux Etats-Unis, tendances etinnovations ? Les tendances aux Etats-Unis sontcon-centrées sur les polymères, les « advan-cedmaterials » et les produits, services etprocess pour les matériaux à base végé-tal. Les entreprises croient et prospèrentpar le développement et l’adoption de nou-velles technologies telles que bio-poly-mères, polymères conducteurs et électro-niques, incluant les polymères à cristaux
I N T E R N A T I O N A L
<48
decembre_Mise en page 1 14/12/11 17:10 Page48

Prochaine édition d’Interplastica (Moscou) :
INTERPLASTICA, le salon professionnelde référence sur le marché Russe pourl'industrie du caoutchouc et des matièresplastiques. Il se tiendra du 24 au 27 jan-vier 2012 sur le parc des expositionsExpocentre de Moscou.
L'édition 2011 a rassemblé 586 exposants de 30pays et 20 000 visiteurs professionnels de 54 pays.80% des exposants ont souligné la qualité des visi-teurs en termes de compétence et pouvoir déci-sionnel.
La thématique d'INTERPLASTICA comprend lesthématiques suivantes :- Machines et Équipements pour l'industr ie ducaoutchouc et des matières plastiques.- Procédés de transformation et de traitement ducaoutchouc et des matières plastiques.- Équipements de mesure, contrôle et régulation- Matières premières et adjuvants.- Produits finis et semi-finis à base de caoutchouc etde matières plastiques.- Logistique, technologies de stockage et matérielde manutention.- Services pour l'industrie du caoutchouc et desmatières plastiques.
Cette plateforme de choix vous aidera dans ledéveloppement de vos activités sur un marché àfort potentiel. La production russe reste bien insuffi-sante face aux besoins domestiques et les infra-structures nécessitent des investissements substan-tiels dans l'industrie du caoutchouc et des matièresplastiques.
Comme chaque année, UBIFRANCE organise lepavillon France et vous propose de bénéficier d'uneoffre de participation et de services subventionnéepar le ministère délégué au commerce extérieur. Auprogramme, une formule économique, un gain detemps et un environnement propice à la rencontrede vos futurs partenaires.
Contact Frédéric Kretzer - Chargé de [email protected], rue de la LouvièreBP 37 | 78512 Rambouillet CedexTél. 01 34 57 11 44 | Fax. 01 34 57 11 40www.interplastica.de
liquides, les polymères nano-composites, les polymères haute perfor-mance et les polymères recyclables / dégradables. Les entreprisesaméricaines impliquées dans les polymères sont très intéressées pardes matières premières propres, sans pétrole, particulièrement pour lespolymères à base de soja et les produits chimiques dérivés des algues.
Quelles sont les évolutions du marché américain en termes d’équipe-ments, technologies, savoir-faire parmi les différents marchés quigénèrent de l’innovation ? De 2009 à 2015, le marché des bio-polymères a une prévision de crois-sance de 27.3% par an pour atteindre 2.7 millions de tonnes. Les expertsde l’industrie automobile estiment que 20% du plastique dans le mondesera du bioplastique d’ici 2020. Cette demande est dominée par les Etats-Unis, avec 45% de la demande mondiale en 2009.
La consommation globale de polymères à cristaux liquides devrait croitreà 9% par an. Les capacités de production devant croitre de 5 à 6% par anpour satisfaire cette demande. Le marché des imprimés flexibles électro-niques est d’un milliard de dollars et devrait atteindre 45 milliards en 2016.
La demande américaine de nanomatériaux devrait augmenter de 22%par an jusqu’en 2013, les nano polymères composant la majorité decette demande. Le marché des nano-revêtements et adhésifs devraitégalement croitre significativement jusqu’en 2015. Les ventes devraientaugmenter de 2.3 milliards de dollars en 2009 à 19.1 milliards en 2015.
Parmi les polymères haute-performance, ceux résistants à la corrosionou à la chaleur seront les grands gagnants, les caractéristiques derésistance seront les succès des marchés futurs. Les tendances dumarché vont vers des matériaux à haute valeur, prix plus élevé et hauteperformance. Les principaux acteurs de l’industrie ont déplacé leursactivités vers des technologies à plus fort potentiel telles que les cel-lules solaires et les panneaux de verre.
Les polymères dégradables ont attiré l’attention des consommateurs, pro-ducteurs et législateurs afin de réduire les effets néfastes sur l’environne-ment. Le marché global des polymères biodégradables a un taux de crois-sance annuel de 13% prévu entre 2009 et 2014. L’Europe est le plus grosmarché de polymères biodégradables avec 50% de la consommationmondiale. La consommation nord-américaine continuera de croitre.
Quels sont les liens de PolymersOhio avec la France ? Nous avons organisé et sponsorisé Biopolymer Exchange 2011 qui aréuni des universitaires et fabricants américains et français de l’industriedes biopolymères. Le but de ce forum était de développer des partena-riats technologiques et commerciaux entre les entités françaises etaméricaines. Cette année nous conduirons une 2ème mission concen-trée sur le développement des bioplastiques dans l’industrie automobile. 3 Pôles de compétitivité français (IAR, Elastopole et Plastipolis; sous labannière France Green Plastics) ont participé au Salon NPE en 2009 etau Ohio PolymerSummit en 2010.
Dossier réalisé par Alexander Blanco et Rose CatherinERAI Etats-Unis
I N T E R N A T I O N A L<49
Un pavillon UBI France pour vous accompagner
efficacement
n°83 • Décembre • Plastilien
decembre_Mise en page 1 14/12/11 17:10 Page49

Plastilien • Décembre 2011 • n°83
e film plastique inerte, c’est dupassé. Le fabricant japonais decomposants électroniques Murata-
veut en faire un capteur de pression et dedéformations. Et il le prouve en dévelop-pant un dispositif de mesure basé sur unfilm polymère piézoélectrique.
Ce film se caractérise par une sensibilitépiézoélectrique élevée (180 x 10-3Vm/N),par une transparence supérieure à 98 %et l’absence d’effet pyroélectrique (pasd’impact des changements de tempéra-ture sur le comportement électrique). Lecapteur peut mesurer la pression, maisaussi des déformations comme la torsion,l’étirement ou la courbure.
Ce dispositif trouve ses applications surles écrans tactiles et les interfaceshomme-machine. Murata a fait la démons-tration de son potentiel à travers l’exem-ple d’une télécommande de télévision.Pas de boutons. La télé se pilote en éti-rant, courbant ou tordant la télécom-mande.
Le fabricant japonais a également réaliséun écran tactile où cette technologie sertà agrandir l’objet touché en fonction de lapression qui lui est appliquée par le doigt.
Pas d'impact de la température Il y a environ un, la société japonaiseKuraraya fait état du développement d’unfilm polymère piézoélectrique susceptiblede servir de capteur de pression dans lasanté, le sport et les interfaces de pro-duits de loisirs. Mais selon Murata, lesfilms piézoélectriques développés
jusqu’ici se caractérisaient par leur pyroé-lectricité. A une variation de température,ils répondent en générant un courantélectrique. Une caractéristique qui lesempêche d’être utilisés comme capteursde déformation, car on ne saurait pas si lecourant généré est dû à la variation detempérature ou à une déformation.
Murata semble avoir résolu le problèmeen mettant au point un film piézoélec-trique sans pyroélectricité, en coopéra-tion avec la Kansai Universityet le chi-miste japonais Mitsui Chemicals. Il prévoitla livraison des premiers échantillons auprintemps 2012.
SourcesIndustries et Technologie
LE FILM TRANSPARENT se transforme en capteurLe Japonais Murata a développé un capteur basé sur un film polymère piézoélectrique.Il détecte pression, courbure, torsion et étirement. Une innovation pour les interfaceshomme-machine.
L
I N N O V A T I O N
<50
decembre_Mise en page 1 14/12/11 17:10 Page50

I N N O V A T I O N<51
n°83 • Décembre • Plastilien
ans le but de limiter le recours auxplastiques issus du pétrole et delimiter l’énergie nécessaire à la
réalisation de ses ventilateurs, l’industrielebm-papst a décidé d’intégrer dorénavantdans sa production 15 % de biomatériaud’ici 2015.
Il a ainsi récemment présenté un matériaucomposite nommé WPC contenant 50 %de fibres de bois, qui est appelé à rempla-cer au fur et à mesure, le polypropylèneutilisé dans la fabrication des viroles deses ventilateurs.
L’utilisation d’un matériau chargé de fibresde bois comme matériau de remplissagede réduit la part de résines synthétiquesutilisée ; polluants dans les eaux usées,émissions de CO2, potentiel d’acidificationet énergie dépensée, étant ainsi réduitsde 1/3.
Un bois ‘‘vert’’Ce biomatériau provient exclusivement debois issus de sylvicultures certifiées PEFC.Aucun bois d’importation, notamment boistropical n’est utilisé. Le souci du respectde l’environnement est total. Apposé surun produit à base de bois, la marque PEFC
atteste que les matières premières pro-viennent de forêts dont les propriétairesse sont engagés à respecter les règles degestion forestière durable, et garantit éga-lement que tous les intermédiaires impli-qués dans la fabrication et la vente duproduit, satisfont aux obligations de lachaîne de contrôle PEFC.
Soumis par ebm-papst aux tests les plusdrastiques, autant sur le plan de la tenuemécanique, que de la résistance ther-mique, chimique, microbiologique, et auxintempéries, ce biomatériau utilisé dans la
fabrication des viroles garantit une par-faite interchangeabilité et n’affecteaucune des caractéristiques ni aérau-liques ni dimensionnelles des ventilateurs.
Les ventilateurs ESM à économies d’éner-gie de diamètre 200 seront les premiers àen bénéficier. Les autres suivront.
Contactebm-papst SarlZ.I. Nord Rue A. Mohler BP 6267212 OBERNAI CEDEXTél. : +33 (0) 820 326 266Fax : +33 (0) 3 88 67 38 [email protected]
DES VIROLES DE VENTILATEUR en BiomatériauEbm-papst remplace le polypropylène servant aux viroles de ses ventilateurs par unbiomatériau contenant 50 % de fibres de bois. La tenue aux différentes contraintesn’est pas affectée et la fabrication des pièces est à la fois moins polluante et moinsvorace en énergie.
D
decembre_Mise en page 1 14/12/11 17:10 Page51

Plastilien • Décembre 2011 • n°83
e plasturgiste ne doit donc pasregarder le design uniquementcomme un coût, mais aussi comme
un investissement, qui peut rapporterdurablement.
Nous avons souhaité recueillir l’avis surce sujet de Pierre BOURBON, Présidentde BOURBONDESIGNINDUSTRIE.
Propos recueillis par Christophe CONTINI,Délégué Régional d’Allizé-PlasturgieFranche-Comté.
Christophe CONTINI : Dans vos contactsavec les clients non plasturgistes,quelles demandes avez-vous vu émergerau cours de l’année écoulée ?
P. BOURBON : Un point qui m’a particuliè-rement marqué, c’est la recherche par cesclients de partenaires capables de lesaccompagner très en amont, autant dansla réflexion et la validation de nouveauxconcepts, que dans la recherche prospec-tive. Il est vrai qu’actuellement, les clientssouhaitent très rapidement se positionnersur des territoires « vierges » ou à fortspotentiels, par des opérations ambitieuses.
C.C : Le client a donc besoin d’autrestypes de soutien, hors technologie etesthétique ?
« LE DESIGN A UNE VALEUR : il fait vendre ! »
Dans une étude menée pour le compte d’Allizé-Plasturgie Franche-Comté en 2010,plus d’un responsable de développement produits sur 2, client de la plasturgie, déclare :« Pour nous, innover implique la connaissance de matériaux et technologies que nousne maîtrisons pas toujours, les polymères en particulier, et une démarche de designindustriel optimisée et partagée avec nos partenaires industriels. ». Au sujet du design,l’un d’eux nous a précisé : « Le design n’est pas là pour faire joli ! C’est une arme dereconnaissance, de séduction, mais aussi de différenciation et d’efficacitééconomique.C’est pour cela que cela m’intéresse ! ».
L
S T R A T É G I E
<52
Denis et Aurélie, designers chez Bourbondesignindustrie
decembre_Mise en page 1 14/12/11 17:10 Page52
S T R A T É G I E<53
n°83 • Décembre • Plastilien
P.B : La technologie est bien sûr impor-tante, mais elle n’intervient que dans unsecond temps. Peu importe pour le clientqu’il ait recours à l’injection, ou au thermo-formage, ou à d’autres matières que lespolymères, ce qui l’intéresse de plus enplus, au démarrage, c’est que soit pris encompte, dans l’étude design,l’avis et laperception de l’utilisateur final, qu’il soitréalisé des analyses d’usage… C’est cequ’un cabinetde design doit pouvoir propo-ser à ses clients, pour apporter une valeurajoutée supplémentaire et une sécuritéaux projets.
C.C : Vous changez donc de métier ?
P.B : Disons que nous le faisonsévoluer.Nous maîtrisons aujourd’hui denouvelles compétences, mais notre cœurde métier reste le même, à savoir la plas-turgie de pièces d’aspect à forte valeurajoutée décorative. Nos clients souhaitentque nous puissions proposer un lien fortentre le design et l’engineering. ChezBOURBONDESIGNINDUSTRIE, ce n’estpas un hasard si, du fait de notre maîtriseimportante à la fois des technologies de laplasturgie et des solutions d’aspect, notre« base line » soit « l’expertise industrielleau service du design ».
C.C : En ce qui concerne la partie tarifairedes prestations design, il s’avère que cer-taines entreprises associent le recours audesign à des coûts relativement consé-quents. Qu’en pensez-vous ?
P.B : Pour toute opération, il y a nécessai-rement un coût, et un retour sur investisse-ment à analyser. La problématique est lamême avec l’acquisition d’une machine deproduction, le recrutement d’un commer-cial… Pour notre part, et c’est aussi ceque nous disent nos clients, nous sommesconvaincus que « le design fait vendre, et ila une valeur ». Toute la pertinence de notreexpertise réside dans la compréhensionde la problématique du client, dans la maî-trise de la perception du marché, dans laproposition de solutions « technico-écono-mico-esthétiques » associées, et dansl’aide à la décision.
C.C : Comment le design est-il, selon vous,perçu par les plasturgistes ?
P.B : La culture design est plus longue àimplanter en France que dans d’autrespays. Beaucoup d’entreprises sont néesde la technologie, et ont eu grâce à elle unfranc succès.
Mais dans une économie mondialisée etqui laisse de moins en moins de place à lafidélité, où la concurrence se joue sur tousles fronts, technologiques bien sûrs, maisaussi géographiques, en termes de coûts,de fonctions, de perception, etc… il fautdésormais explorer toutes les pistes dedifférenciation et d’excellence. Le designen fait partie, indéniablement, mais il peine
à s’imposer, principalement par mécon-naissance de nos solutions.
C.C : Que répondez-vous à ceux qui vousdisent : « les designers sont dans leurbulle » ?
P.B : Je réponds deux choses. Première-ment, qu’un designer n’est pas un gra-phiste. Un designer performant doit maîtri-ser en bonne partie les technologies quiseront utilisées pour la réalisation du pro-duit, et par conséquent, il apportera desgaranties quant à l’industrialisation dessolutions, et parfois il les optimisera.
Chez BOURBONDESIGNINDUSTRIE, noussommes « passeurs » entre la créativité etl’innovation. Nous mettons notre expertiseindustrielle au service du design. Etdeuxièmement, le « design to cost », quenous maîtrisons pour notre part parfaite-ment, permet des économies à tous lesniveaux,y compris logistiques.
C.C : Pour terminer, quel message souhai-tez-vous faire passer aux plasturgistes ?
P.B : Etudiez toutes les solutions qui pas-sent par le design, tel que je l’entends ettel que je l’ai décrit ! Le design peut vouspermettre de proposer à votre client labonne solution, attractive, originale et opti-misée par un co-développement entre vosservices et nos experts.
Il permet de vous positionner différem-ment dans la chaîne de valeur du produit,et de développer votre propre identité -même s’il ne s’agit pas de produits pro-pres, vous y mettez votre « empreinte »,originale et reconnaissable.
Nom : BOURBONPrénom : PierreCoordonnées : 95, AVENUE DE SAINT CLAUDE 39260 MOIRANS EN MONTAGNEMétier : « Expertise industrielle au ser-vice du design »Tél : 03 84 42 36 81Mail : [email protected]
Fiche d’identité
Assiettes Plastorex
decembre_Mise en page 1 14/12/11 17:10 Page53

Plastilien • Décembre 2011 • n°83
Pourquoi calculer les COÛTS DEREVIENT dans votre entreprise ?La comptabilité de management est avanttout un “outil décisionnel” qui permet derépondre à de nombreuses questions tellesque : connaître la structure des coûts, cal-culer les "coûts standard" des produits etprestations, déterminer les "coûts réels",mettre en évidence les écarts, aider aux"choix des investissements", calculer l'im-pact lié à la modification d'un "process","faire où faire faire" un produit ou une opéra-tion (sous-traitance), déterminer la "rentabi-lité des ventes", etc... Cette liste non exhaus-
tive démontre bien tout l'intérêt d'implanterdans l'entreprise un système analytique.
Qu'est-ce qu'un COÛT DE REVIENT ?
DéfinitionTout d'abord un coût est le fruit d'un cal-cul, par opposition à un prix qui est lerésultat de l'offre et de la demande. Uncoût est une accumulation de charges :sur une fonction, sur un produit, une pres-tation, plus globalement sur un “objet de
coût”. Un coût n'est pas unique et lacomptabilité de management n'est pasune science exacte. Les coûts sont rela-tifs à des hypothèses de calculs quiinfluent bien évidemment sur les résultatsobtenus.
Les chargesLes charges utilisées en comptabilité ana-lytique sont constituées pour partie descharges comptables, mais également decharges dites "extra-comptables". En effetun certain nombre de retraitements sontnécessaires pour prendre en compte la
DE L’UTILITÉ DE CALCULERles coûts de revient...
Bernard JOLY • JB & A SONSEILS •
S T R A T É G I E
<54
decembre_Mise en page 1 14/12/11 17:10 Page54
S T R A T É G I E<55
n°83 • Décembre • Plastilien
réalité économique de l'entreprise, paropposition à la réalité comptable et fiscale.Les charges peuvent êtres directes ouindirectes, variables ou fixes. Ces diffé-rents critères vont permettre de définir lesméthodes de calcul.
Les retraitements des chargesLes retraitements concernent pour l’es-sentiel : l'amortissement des immobilisa-tions, le coût des capitaux et les chargesappelées "non incorporables" qui ne tra-duisent par des faits permanents, ces der-nières sont donc éliminées du calcul.
La comptabilité fiscale définit des règlesd’amortissement qui peuvent être, entermes de durée, éloignées de la réalitééconomique, bien que l’évolution desnormes “IFRS” tend à en corriger lesécarts. Il est indispensable d’établir la listedes immobilisations en fonctionnement,avec pour chacune d’elle, le prix d’achat,la durée stratégique d’amortissement etd’en calculer l’annuité constante. Les
valeurs obtenues se substitueront auxdonnées comptables.
Dans la plupart des cas, les montants cal-culés seront sensiblement supérieurs auxvaleurs comptables.
Les différentes méthodesUne charge Directe est affectée à un coûtsans calcul intermédiaire (ex : les matièrespremières, la sous-traitance directe, lecoût salarial de la main-d’œuvre de pro-duction, les charges d'emballages et detransports, ect..). Une charge Indirecte estrépartie grâce à une "clé de répartition".
Une charge dite Variable évolue en fonc-tion de l'activité de l'entreprise, mais pastoujours proportionnellement. Cela vadépendre du “mix produits”.
En effet tous les produits n’ont pas la mêmestructure de coût. Certains peuvent inté-grer par exemple un pourcentage impor-tant de matières premières et une part éle-vée de main-d’œuvre directe, alors qued’autres auront peu de matières premièreset seulement des heures-machine.
Une charge Fixe reste à un niveau donnédurant une période définie, souvent l'exer-cice fiscal, et ceci quelle que soit l'activité(loyers, entretien des matériels, assu-rances, honoraires, dotations aux amortis-sements, salaires de l’encadrement et desfonctions “supports”).
A partir du tableau ci-dessous, nous pou-vons définir le contenu des différentesméthodes de calcul :
Notons que le choix d'une méthode de cal-cul n'est pas anodin et que cela peut avoirdes conséquences sur les résultats obte-nus, ainsi que sur la pertinence de l'ana-lyse qui en découle. L'expérience nousdémontre qu'un "savant dosage" entrecoûts partiels et coûts complets donne debons résultats.
Les méthodes dites des COÜTS PARTIELSLes différents méthodes sont :- Les coûts variables (Direct Costing) : 1,2- Les coûts variables améliorés (DirectCosting amélioré) : 1,2,3- Le coût marginal : 1,2,3
Les méthodes dites des COÛTS COMPLETSLes différents méthodes sont :- les centres d'analyse (Full costing) : 1,2,3,4- ABC (Activités à Base de Coûts) : 1,2,3,4- L’imputation rationnelle des charges : 1,2,3,4
La différence entre ces méthodes provientdes modes de répartition des charges indi-rectes.
La méthode "ABC" (Activités à Base deCoûts)Cette méthode s'appuie sur la logique des"processus". L'enchaînement des tâches,de la conception à la commercialisationd’un produit, va donc structurer l'organisa-tion analytique de l'entreprise.
L'apparition de cette méthode tient au faitque depuis de nombreuses années nousassistons à une modification de l'outil detravail (moins de main-d'oeuvre, plus demachines, de technique et de souplesse).
La structure des coûts évolue (moins defonctions productives et plus de fonctions"supports"). Nous pouvons mesurer facile-ment l’accroissement important des coûtsindirects (Qualité, chef de projets, etc..).
La méthode des “centres d'analyse”oblige à répartir nombre de charges indi-rectes grâce à des "clés", très souventarbitraires, qui ne reflètent pas la façondont les ressources sont réellementconsommées.
La méthode ABC peut être appliquée dansles PME, voire TPE, à condition de faire"simple".
Cette méthode définit, pour chaque sec-tion “supports”, des "activités", à conditionque ces dernières soient "traçables", c'est-à-dire pouvant être rattachées à un pro-duit, une prestation, un client, un marché,par un lien d'imputation direct ou indirect.
ChargesDirectes
Charges Indirectes
Charges Variables 1 2
Charges Fixes 3 4
© F
rog
974
- Fo
tolia
.com
decembre_Mise en page 1 14/12/11 17:10 Page55
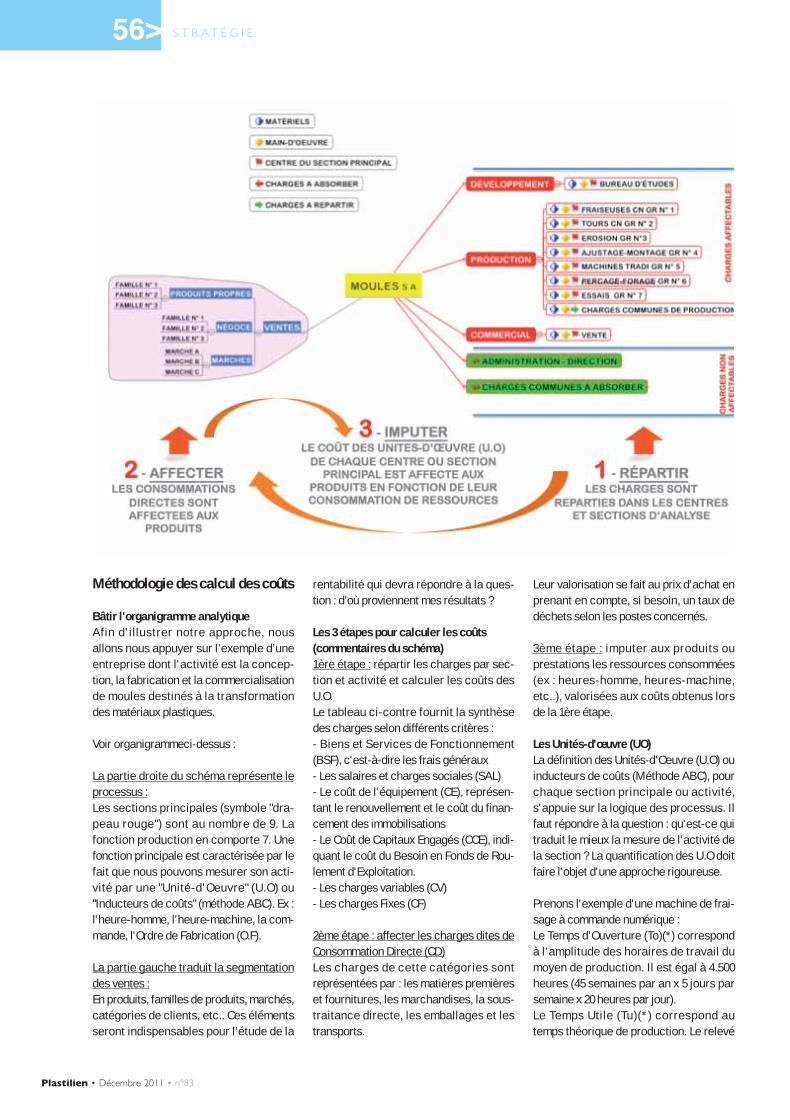
Plastilien • Décembre 2011 • n°83
Méthodologie des calcul des coûts
Bâtir l'organigramme analytiqueAfin d'illustrer notre approche, nousallons nous appuyer sur l’exemple d’uneentreprise dont l'activité est la concep-tion, la fabrication et la commercialisationde moules destinés à la transformationdes matériaux plastiques.
Voir organigrammeci-dessus :
La partie droite du schéma représente leprocessus :Les sections principales (symbole "dra-peau rouge") sont au nombre de 9. Lafonction production en comporte 7. Unefonction principale est caractérisée par lefait que nous pouvons mesurer son acti-vité par une "Unité-d'Oeuvre" (U.O) ou"Inducteurs de coûts" (méthode ABC). Ex :l'heure-homme, l'heure-machine, la com-mande, l'Ordre de Fabrication (O.F).
La partie gauche traduit la segmentationdes ventes :En produits, familles de produits, marchés,catégories de clients, etc.. Ces élémentsseront indispensables pour l’étude de la
rentabilité qui devra répondre à la ques-tion : d’où proviennent mes résultats ?
Les 3 étapes pour calculer les coûts(commentaires du schéma)1ère étape : répartir les charges par sec-tion et activité et calculer les coûts desU.O.Le tableau ci-contre fournit la synthèsedes charges selon différents critères :- Biens et Services de Fonctionnement(BSF), c'est-à-dire les frais généraux- Les salaires et charges sociales (SAL)- Le coût de l'équipement (CE), représen-tant le renouvellement et le coût du finan-cement des immobilisations- Le Coût de Capitaux Engagés (CCE), indi-quant le coût du Besoin en Fonds de Rou-lement d'Exploitation.- Les charges variables (CV)- Les charges Fixes (CF)
2ème étape : affecter les charges dites deConsommation Directe (CD)Les charges de cette catégories sontreprésentées par : les matières premièreset fournitures, les marchandises, la sous-traitance directe, les emballages et lestransports.
Leur valorisation se fait au prix d'achat enprenant en compte, si besoin, un taux dedéchets selon les postes concernés.
3ème étape : imputer aux produits ouprestations les ressources consommées(ex : heures-homme, heures-machine,etc..), valorisées aux coûts obtenus lorsde la 1ère étape.
Les Unités-d'œuvre (UO)La définition des Unités-d'Oeuvre (U.O) ouinducteurs de coûts (Méthode ABC), pourchaque section principale ou activité,s'appuie sur la logique des processus. Ilfaut répondre à la question : qu'est-ce quitraduit le mieux la mesure de l'activité dela section ? La quantification des U.O doitfaire l'objet d'une approche rigoureuse.
Prenons l'exemple d'une machine de frai-sage à commande numérique :Le Temps d'Ouverture (To)(*) correspondà l'amplitude des horaires de travail dumoyen de production. Il est égal à 4.500heures (45 semaines par an x 5 jours parsemaine x 20 heures par jour).Le Temps Utile (Tu)(*) correspond autemps théorique de production. Le relevé
S T R A T É G I E
<56
decembre_Mise en page 1 14/12/11 17:10 Page56
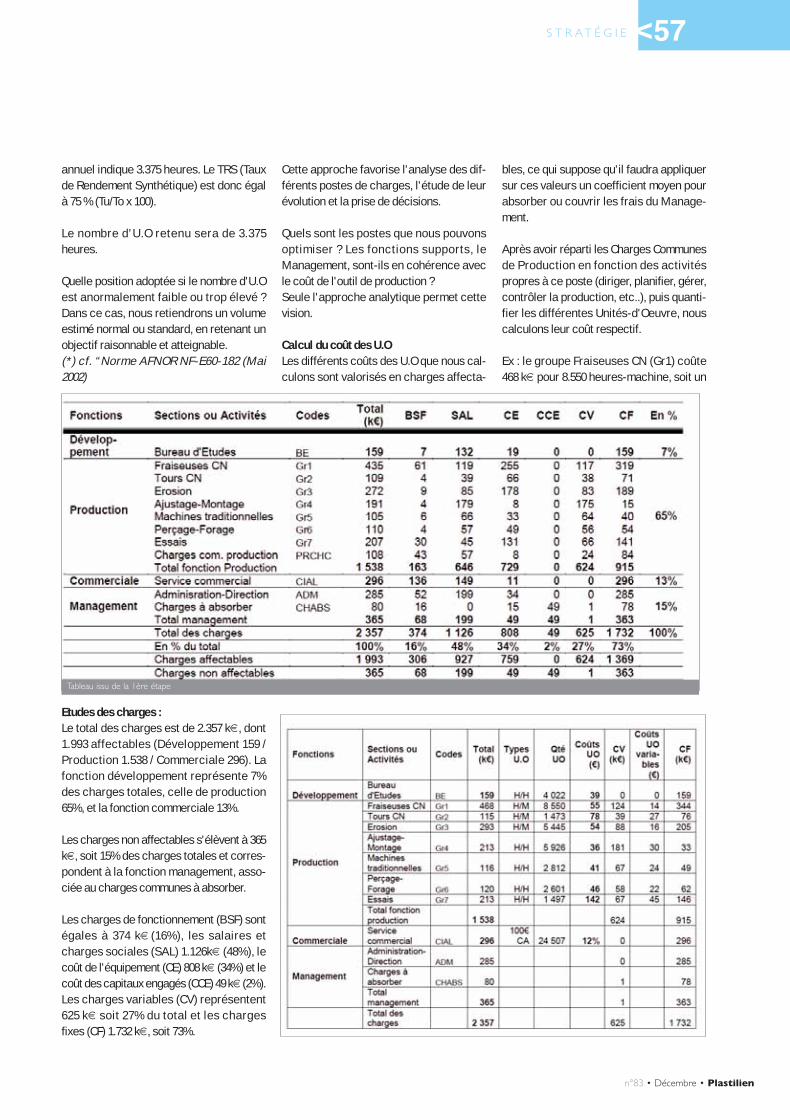
S T R A T É G I E<57
n°83 • Décembre • Plastilien
annuel indique 3.375 heures. Le TRS (Tauxde Rendement Synthétique) est donc égalà 75 % (Tu/To x 100).
Le nombre d'U.O retenu sera de 3.375heures.
Quelle position adoptée si le nombre d'U.Oest anormalement faible ou trop élevé ?Dans ce cas, nous retiendrons un volumeestimé normal ou standard, en retenant unobjectif raisonnable et atteignable.(*) cf. “Norme AFNOR NF-E60-182 (Mai2002)
Etudes des charges :Le total des charges est de 2.357 k€ , dont1.993 affectables (Développement 159 /Production 1.538 / Commerciale 296). Lafonction développement représente 7%des charges totales, celle de production65%, et la fonction commerciale 13%.
Les charges non affectables s'élèvent à 365k€ , soit 15% des charges totales et corres-pondent à la fonction management, asso-ciée au charges communes à absorber.
Les charges de fonctionnement (BSF) sontégales à 374 k€ (16%), les salaires etcharges sociales (SAL) 1.126k€ (48%), lecoût de l'équipement (CE) 808 k€ (34%) et lecoût des capitaux engagés (CCE) 49 k€ (2%).Les charges variables (CV) représentent625 k€ soit 27% du total et les chargesfixes (CF) 1.732 k€ , soit 73%.
Cette approche favorise l'analyse des dif-férents postes de charges, l'étude de leurévolution et la prise de décisions.
Quels sont les postes que nous pouvonsoptimiser ? Les fonctions supports, leManagement, sont-ils en cohérence avecle coût de l'outil de production ?Seule l'approche analytique permet cettevision.
Calcul du coût des U.OLes différents coûts des U.O que nous cal-culons sont valorisés en charges affecta-
bles, ce qui suppose qu'il faudra appliquersur ces valeurs un coefficient moyen pourabsorber ou couvrir les frais du Manage-ment.
Après avoir réparti les Charges Communesde Production en fonction des activitéspropres à ce poste (diriger, planifier, gérer,contrôler la production, etc..), puis quanti-fier les différentes Unités-d'Oeuvre, nouscalculons leur coût respectif.
Ex : le groupe Fraiseuses CN (Gr1) coûte468 k€ pour 8.550 heures-machine, soit un
Tableau issu de la 1ère étape
decembre_Mise en page 1 14/12/11 17:10 Page57

Plastilien • Décembre 2011 • n°83
coût horaire de 55 €. Cette valeur est com-posée de 14 € (124 k€ x 1000 / 8.550) decharges variables, les charges fixesreprésentant 344 k€ .
Si nous posons l'hypothèse d'augmenterle nombre d'heures productives de 20%,soit un total de 10.260 H/M (8.550 x 1,20).Le nouveau coût de l'U.O du Gr1 sera de48 € [14 € + (344 k€ x 1000 / 10.260)]. Legain espéré serait de 7 € par heure-machine.
La fonction Développement est valoriséeà 39 € par heure. Il est important de biensuivre l'imputation des heures de cettesection sur les affaires, car nous consta-tons très souvent une déperdition impor-tante entre heures retenues comme divi-seur d’U.O et heures imputées. Cet écarts’explique par des tâches associées àcette fonction qui relève fréquemment dela Recherche et Développement (R&D).
La fonction Commerciale a pour U.O, 100 €de Chiffre d'Affaires. Le coût de cette U.Oest de 12€ . L'application de ce coût serale suivant : sur un Prix de Vente calculé de50 k€ nous appliquerons 12% pour couvrirles coûts commerciaux, soit un montantde 6 k€ . Bien évidemment nous pourrionsenvisager un autre type d'U.O, qui refléte-rait peut être mieux la réalité.
Calcul du Prix de VenteLa fonction Management qui inclut lescharges d'Administration-Direction etcelles dites "communes à absorber", pèse15% du total, pour 365 k€ . L'absorption dece coût au niveau des produits ou presta-tions vendus se fera par application d'uncoefficient dit de VALORITE-CIBLE dont ladétermination est la suivante :(Charges affectables + charges de Mana-gement) / Charges affectables = Coefficient(1.993 + 365) / 1.993 = 1,18
Attention, il s'agit d'un coefficient moyenqui doit être appliqué avec discernement.En effet chaque couple "familles de pro-duits/Marchés" peut générer des résultatshétérogènes, entraînant nécessairementl'application de taux distincts. Le prix mar-
ché est influencé par de nombreux fac-teurs (Pression des clients, concurrence,technicité requise, ect.) Seule l'analysedes ventes selon le concept de la ValeurAjoutée Directe (VAD) peut faciliter laconnaissance des différents coefficientsobtenus . Leur utilisation est fonction de lastratégie définie par la direction de l'en-treprise.
Déterminer le Prix de Vente (PV) se ferapar application de la formule suivante :Consommations Directes (CD) + [Effortaffectable (Développement + Production +Commercial) x Coefficient de Valorité-cible ] = PV souhaitable
La notion de "Seuil de Rentabilité"L'étude analytique des charges permet dedéterminer le montant des Charges Varia-bles (CV) et les Charges Fixes (CF).
Le Seuil de Rentabilité (SR) ou Point Mort(PM) exprime un niveau d'activité (Chiffred'Affaires, nombre d'heures ou de pro-duits à vendre), pour lequel l'entreprise nefait ni bénéfice, ni perte.
Or dans l'approche que nous décrivons,les retraitements auxquels nous avonsprocédé incorporent aux coûts toutes lescharges : de fonctionnement, les salaireset charges sociales, le renouvellement etle coût financier des immobilisations, ainsique le coût du Besoin en Fonds de Roule-ment d'Exploitation (BFRE).
Dans cette configuration, le Seuil de Ren-tabilité obtenu, devient un niveau d'acti-vité à atteindre pour que l'entreprisepuisse assurer sa pérennité.
Le calcul du SR nécessite de connaître : leTaux de Marge Sur Coûts Variables (Tauxde MSCV) et le montant des charges Fixes(CF).Voici les données de notre entreprise (k€ ) : CA ht : 2.721 - CV : 1.621 (CD 996 + Autres625) - MSCV : 1.100 (2.721-1.621) - Taux deMSCV : 40% (1.100/2.721) - CF 1.732
Seuil de Rentabilité = 4.285 k€ (1.732 / 40%)Compte tenu du chiffre d'Affaires réalisé,
la Marge de Sécurité (CA-SR) est négative(1.564 k€ ). Bien évidemment il s'agit dedonnées analytiques, mais néanmoinsl'objectif à atteindre est bien de 4.285 k€ .
ConclusionsCette approche n’est qu’un condenséréducteur des techniques de calcul descoûts de revient, dont le développementau sein de chaque entreprise doit être unfacteur d’amélioration des performances.Nous soulignons que les différentes hypo-thèses retenues en termes d’unités-d’oeu-vre devront faire l’objet d’un suivi régulier,afin d’anticiper d’éventuelles dérives. Lacomptabilité de Management devientainsi le premier maillon d’un système de“contrôle de gestion” aux sein de vosentreprises.
L’action collective intitulée “OptimisationFinancière”; initiée par Allizé-Plasturgie-Rhône-Alpes a été un excellent labora-toire pour implanter dans vingt-trois entre-prises, ces méthodes et en démontrerl’éfficacité. Nous formulons le souhait devoir se développer l’intérêt pour cetteapproche.
ContactJB & A CONSEILSGestion Financière et Management Stratégique de l'EntrepriseBernard [email protected]
S T R A T É G I E
<58
decembre_Mise en page 1 14/12/11 17:10 Page58

Le N°1 mondial des salons de sous-traitance industrielle
6 > 9 NOVEMBRE
MIDEST est la
plate-forme
mondiale
de référencement
et d’échanges
entre donneurs
d’ordres et
sous-traitants.
Allez à la rencontre de nouvellesopportunités :40 424 professionnels venus de 74 paysDes donneurs d’ordres de tous lessecteurs d’activité (automobile, ferroviaire, nucléaire, aéronautique,chimie, médical…)
Des décisionnaires qualifiés et porteurs de projets.
Soyez présent au cœur de l’offremondiale de sous-traitance :1 712 exposants venus de 37 paysTous les secteurs de la sous-traitance industrielle :
Transformation des métaux / Transformation des plastiques, caoutchouc, composites /Transformation du bois / Transformationdes autres matières et matériaux /Électronique et électricité / Microtechniques / Traitements de surfaces / Fixations industrielles / Services à l’industrie.
MIDEST, accélérateur de rencontres et de diversification commerciale.
Informations, formules d’exposition et tarifs sur www.midest.com
* T
rava
iller
ense
mbl
e
www.midest.com
Injection Extrusion
Doseur pondéralde 4 à 12 composants
jusqu’à 3 600 kgRéf. WSB
Doseur pondéralmono composantRéf. MGF
Contrôle extrusionpar perte de poidsjusqu’à 1 400 kg/h
Réf. LIW
Doseur pondéralavec potence articulée support chargeurRéf. WSB 140 MP
Z.A. 121 Rue des Lavours01100 Martignat (France)
e-mail : [email protected]
decembre_Mise en page 1 14/12/11 17:11 Page59
SIÈGE ADMINISTRATIF 6 rue de l’Industrie - 68126 BENNWIHR-GARE - TÉL. +33 (0)3 89 20 13 90 - FAX +33 (0)3 89 20 13 [email protected] - www.amp.fr
P A R I S - C O L M A R - O Y O N N A X
DE LA MATIÈRENAISSENT LES FORMES
© R
EFLE
TCo
mm
unica
tion
- Nan
cy/B
elfo
rt :0
3 84
22
60 3
9
decembre_Mise en page 1 14/12/11 17:11 Page60

n°83 • Décembre • Plastilien
M A N A G E M E N T<61
© R
EFLE
TCo
mm
unica
tion
- Nan
cy/B
elfo
rt :0
3 84
22
60 3
9
Le LEAN MANUFACTURING s’inscrit dans le cadre plus vaste du LEANMANAGEMENT ou encore de la démarche LEAN 6 SIGMA (entreprise svelte, agile,adaptable). Cette approche peut se traduire par “l’organisation au plus juste” del’ensemble des services de l’entreprise. Elle vise à la performance maximale dechaque établissement en productivité, qualité et management.
Dans ce dossier spécial, conçu avec le concours de partenaires (Membres du RéseauExperts Allizé-Plasturgie) nous abordons le LEAN sous 4 angles :
• Lean Office, Lean Project : un autre regard sur la performance • Identifier et capturer les bénéfices du Lean/Six Sigma (LSS) • Vous avez dit “Green belt , Black belt, six sigma, lean six sigma”? • Le LEAN quels impacts sur le management ?
DOSSIER SPÉCIAL
© Ben Chams - Fotolia.com
decembre_Mise en page 1 14/12/11 17:11 Page61
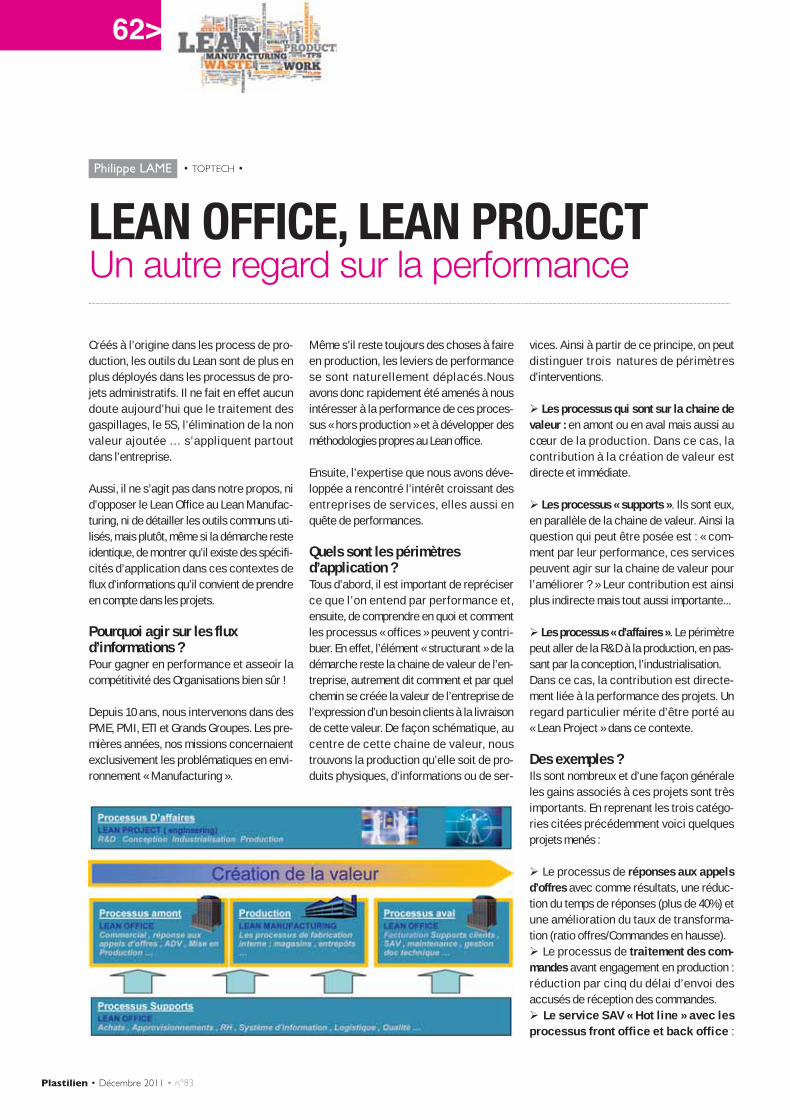
Plastilien • Décembre 2011 • n°83<62
Créés à l’origine dans les process de pro-duction, les outils du Lean sont de plus enplus déployés dans les processus de pro-jets administratifs. Il ne fait en effet aucundoute aujourd’hui que le traitement desgaspillages, le 5S, l’élimination de la nonvaleur ajoutée … s’appliquent partoutdans l’entreprise.
Aussi, il ne s’agit pas dans notre propos, nid’opposer le Lean Office au Lean Manufac-turing, ni de détailler les outils communs uti-lisés, mais plutôt, même si la démarche resteidentique, de montrer qu’il existe des spécifi-cités d’application dans ces contextes deflux d’informations qu’il convient de prendreen compte dans les projets.
Pourquoi agir sur les flux d’informations ?Pour gagner en performance et asseoir lacompétitivité des Organisations bien sûr !
Depuis 10 ans, nous intervenons dans desPME, PMI, ETI et Grands Groupes. Les pre-mières années, nos missions concernaientexclusivement les problématiques en envi-ronnement « Manufacturing ».
Même s’il reste toujours des choses à faireen production, les leviers de performancese sont naturellement déplacés.Nousavons donc rapidement été amenés à nousintéresser à la performance de ces proces-sus « hors production » et à développer desméthodologies propres au Lean office.
Ensuite, l’expertise que nous avons déve-loppée a rencontré l’intérêt croissant desentreprises de services, elles aussi enquête de performances.
Quels sont les périmètres d’application ?Tous d’abord, il est important de repréciserce que l’on entend par performance et,ensuite, de comprendre en quoi et commentles processus « offices » peuvent y contri-buer. En effet, l’élément « structurant » de ladémarche reste la chaine de valeur de l’en-treprise, autrement dit comment et par quelchemin se créée la valeur de l’entreprise del’expression d’un besoin clients à la livraisonde cette valeur. De façon schématique, aucentre de cette chaine de valeur, noustrouvons la production qu’elle soit de pro-duits physiques, d’informations ou de ser-
vices. Ainsi à partir de ce principe, on peutdistinguer trois natures de périmètresd’interventions.
Les processus qui sont sur la chaine devaleur : en amont ou en aval mais aussi aucœur de la production. Dans ce cas, lacontribution à la création de valeur estdirecte et immédiate.
Les processus « supports ». Ils sont eux,en parallèle de la chaine de valeur. Ainsi laquestion qui peut être posée est : « com-ment par leur performance, ces servicespeuvent agir sur la chaine de valeur pourl’améliorer ? » Leur contribution est ainsiplus indirecte mais tout aussi importante...
Les processus « d’affaires ». Le périmètrepeut aller de la R&D à la production, en pas-sant par la conception, l’industrialisation.Dans ce cas, la contribution est directe-ment liée à la performance des projets. Unregard particulier mérite d’être porté au « Lean Project » dans ce contexte.
Des exemples ?Ils sont nombreux et d’une façon généraleles gains associés à ces projets sont trèsimportants. En reprenant les trois catégo-ries citées précédemment voici quelquesprojets menés :
Le processus de réponses aux appelsd’offres avec comme résultats, une réduc-tion du temps de réponses (plus de 40%) etune amélioration du taux de transforma-tion (ratio offres/Commandes en hausse). Le processus de traitement des com-mandes avant engagement en production :réduction par cinq du délai d’envoi desaccusés de réception des commandes. Le service SAV « Hot line » avec lesprocessus front office et back office :
LEAN OFFICE, LEAN PROJECTUn autre regard sur la performance
Philippe LAME • TOPTECH •
decembre_Mise en page 1 14/12/11 17:11 Page62

réduction de 25% du temps de traitementdes demandes et la réduction de 30% del’âge moyen des en-cours. La création et la gestion des documenta-tions techniques : Temps de passage divisépar quatre et augmentation de la capacitéde 180/an à 270/an à iso ressources. Le processus achats : Réduction de 40 % du temps de traitement desdemandes et une augmentation de lacapacité de 20%. Les processus de réception du traite-ment des bon de livraisons à la comptabi-lité, de facturation relance encaissement:avec des temps de passage réduits de 30 à60% et une baisse des en-cours clientsde 15 à 20%. Le processus RH recrutement : réductiondu délai moyen de recrutement de 20%. Développement de logiciels : 41% deréduction du cycle, réduction de 29% descoûts (non dépensés). Projets développement produits nou-veaux : réduction du planning de 18 à 12mois.
Quelle sont les particularités du Lean Office ?Pour simplifier la vision, elles tiennent dedeux familles intimement liées
1.La nature « immatérielle » des flux d’in-formationsLes flux ne sont pas visibles. Les stocks etles en-cours sont dans les ordinateurs, lesdéplacements se font par mails. La surpro-duction et la non valeur ajoutée sontamplifiées par les « copier coller » et lesmails envoyés en copie (le plus souventinutilement). La surinformation est généra-lisée, les sur-stockages et les en-courssont indétectables spontanément.
2. Les équipes concernées et la nature destâches réaliséesLes « machines » sont soit absentes et lestâches sont réalisées manuellement parles personnes, soit 100% automatiques(logiciels) à capacité « quasis infinie ». Lespersonnes sont souvent « expertes » deleur domaine, la technologie, le juridique,les normes, etc.Ainsi, les changements d’activités (de pro-duction) qui semblent moins contraignant(pas d’outillages, pas de réglages demachine, …), deviennent plus nombreux.Les priorités changent fréquemment. Les
micros arrêt sont continus, les interrup-tions d’une tâche sont continues. Les tra-vaux commencés mais non terminés s’ac-cumulent, phénomène accentué encorepar la difficulté à réconcilier toutes lesinformations. Tous ces gaspillages pistésen manufacturing sont une source trèsimportante d’amélioration en office.
Quelles difficultés doit-on s’attendre à rencontrer dans ce contexte Office ?Le niveau d’expertise des populationsconcernées, généralement renforcé parune vision très « centrée » de leur activité,augmente la résistance au changement.Cette conviction du « on a déjà toutessayé, on ne peut rien faire » se trouverenforcée par « l’immatériel » des flux. Lanotion de valeur ajoutée qui semblait clai-rement identifiée dans les processusmanufacturing l’est beaucoup moins dansles processus office.Les équipes ne visualisent pas la chaînede valeur et encore moins la non valeurajoutée. Souvent, elles ont l’impressionque tout est déjà décrit dans les manuelsde procédures ou que la solution passepar l’informatique.
Dans ce domaine il y a matière à réflexion.Quoi de plus simple en office que d’ajouterun point de contrôle, une signature, unreporting, une copie, un champs de saisiesupplémentaire… ?
Antoine de Saint-Exupéry nous a cédé uneexcellente définition du Lean : « La perfec-tion est atteinte, non pas lorsqu'il n'y aplus rien à ajouter, mais lorsqu'il n'y a plusrien à retirer. » C’est particulièrement vraipour les processus de flux d’informations.
La mesure est également source de diffi-culté. Ici les TRS, capabilité, temps gammeset autres « tack-time » ne sont pas naturels.Cette difficulté complique la cartographiede la chaine de valeur. Souvent le point de départ de la démarcheest le processus décrit dans les procé-dures, mais le risque est grand pour leséquipes de rester dans le monde de lavaleur ajoutée et de ne pas identifier lesleviers de la non valeur ajoutée. A ce stade,il est essentiel de rendre visuel ce qui nel’est pas, et de trouver la mesure de ce quine l’est pas souvent.
Et le Lean dans les processus de projets ?Là aussi, l’approche Lean a fait son appari-tion et bien sûr, on retrouve l’ensemble desproblématiques citées précédemment.Que ce soit en R&D ou en Etudes/indus-trialisation, beaucoup d’entreprises ontdéjà structuré leur processus projets etelles respectent un jalonnement et le pilo-tage par des « chargés d’affaires ».
Les équipes sont très expertes et larecherche de solutions pour maitriser ledéveloppement projets et les risques estpermanente. La difficulté de faire « bougerles lignes », changer de regard sur sonpilotage s’en trouve renforcée et souventla contrainte technique masque aux yeuxdes experts d’autres pistes de gains.
Après de nombreux projets réalisés, il nousparait intéressant de distinguer deux cas : Le Lean appliqué dans le projet Le Lean appliqué dans la production deprojets
Le management visuel et la recherche dessolutions (type OBEYA Room) doit être aucœur de la démarche. Les décisions doi-vent se prendre au plus près du terrain.
En projets, le Lean est un ingrédient deplus dans notre recette de la performanceet il rejoint naturellement des outils telsque l’Ingénierie simultanée, la Conceptionà Coûts Objectifs, Les stage/gate , la criti-cal chain etc …
En résumé Avec un effort de visualisation et derecherche de mesures, la plupart desoutils du Lean s’appliquent dans les pro-cessus « Office ». La démarche est iden-tique mais pour autant, la méthodologiepour engager une telle démarche doit êtreadaptée. La prise de conscience desleviers de gains par les équipes est quel-quefois plus difficile à obtenir, mais unefois passée cette étape, la recherche desolutions et les résultats sont rapides ettrès concrets.
Plus que jamais le Lean doit se construireavec les équipes pas contre elles. Lemodèle par chantier kaizen est particuliè-rement adapté.
<63
n°83 • Décembre • Plastilien
decembre_Mise en page 1 14/12/11 17:11 Page63
Plastilien • Décembre 2011 • n°83
Des expériences décisives- En 1971, jeune ingénieur travaillant chezRenault, je me suis porté acquéreur d' uneRenault 4L. En en faisant le tour je décou-vre une anomalie : le pare-choc avant nepossède pas de trou en son milieu pour
passer une manivelle de démarragecomme c’est le cas sur le même modèleque possède ma sœur.
Renseignements pris, j’apprends queRenault a supprimé la fonction « démar-rage à la manivelle » sur les modèles 1971pour en réduire le coût.
Mais alors pourquoi garder la noix dedémarrage qui représentait l’essentiel dugain ?
Réponse après enquête interne : il y après d’un an d’en-cours de production enboites de vitesses ancien modèles !
Bilan : le client a donc perdu une fonction,mais l'économie pour Renault sera fictivependant 1 an.
- Quelques années plus tard, ayant desresponsabilités commerciales chez unéquipementier de l’automobile, chaque foisque mon client demande une modification,l’usine me donne un délai d’application deplusieurs mois pour écouler les en-cours.Quand ce délai est inacceptable, des négo-ciations pénibles commencent pour obte-nir un dédommagement pour les en-coursqu’il faut rebuter et toutes les relations s'entrouvent affectées !
IDENTIFIER ET CAPTURERles bénéfices du Lean/Six Sigma (LSS)
Didier CHEVENARD • ATEOS •
<64
RappelNous regrouperons sous le vocable LSS lesméthodologies d'amélioration des processusissues de l'école Lean (tournée plus spécifi-quement sur l'éradication du gaspillage) etde l'école Six Sigma (visant plus particulière-ment la réduction de la variabilité).
© Serge Parin - Fotolia.com
decembre_Mise en page 1 14/12/11 17:11 Page64

<65
n°83 • Décembre • Plastilien
A la fin des années 1970, un voyaged’études au Japon puis une conférence duDr. Shingo venu présenter le système deproduction Toyota me firent découvrir queces anomalies rencontrées auparavantavaient une solution. Je commençai alorsà militer au sein de l'entreprise pour l'ap-plication de ce qui sera appelé plus tard leLean, avant de le déployer en usine à par-tie de 1981.
30 ans d’application du LSS à toutes sortesde processus et dans toutes sortes d’acti-vités m’ont appris à rechercher tous lesbénéfices que peut apporter une applica-tion du Lean/Six Sigma, à les anticiper et àles planifier dans les prévisions finan-cières d’une entreprise.
Les 3 R On identifie trois classes de bénéfices duLSS• Les Résultats • Les Ressources• La Réactivité.
Les résultats : ce sont toutes les écono-mies se mesurant en termes de coût, parexemple• Rebuts• Retouches• Sur-production • Economies de MOD• Economies de MOI• Economies sur les assurances, l’entre-tien, etc • Economies sur les frais de livraison • Taxes proportionnelles liées aux res-sources engagées (terrains machines,assurances,...) • etc.
Ces économies réalisées se répètent doncà chaque cycle de production ou à l'annéeet impactent donc directement le résultatfinancier.
Les ressources : ce sont tous les gains enressources et moyens engagés, par exem-ple :• En cours de production• Stocks de matières premières• Stocks de produits finis
• Equipements • Bâtiments/surfaces• Moyens de gestion • En général toutes ressources destinéesà maîtriser la complexité, • etc.
Ces économies ne sont réalisées qu'unefois et se mesurent le plus souvent par unebaisse des capitaux engagés, soit enstocks et en-cours, soit en installations etéquipements.
La réactivité : c'est tout ce que permet uneréponse plus rapide aux besoins du mar-ché et de l'environnement, par exemple :
• Encaisser plus vite les variations devolume et de mix produit,• Lancer plus vite de nouveaux produits etne pas manquer la fenêtre d’introductionsur le marché,• Optimiser ses achats avec un effet plusrapide, • Eviter ou minimiser l'impact de change-ments de programmes et des annulationsde commande, • etc.Les gains peuvent être directs, par exem-ple un meilleur taux de livraison à tempséconomise des envois express et descoûts de traitement des réclamations.Ils peuvent être indirects comme d'intro-duire avant les concurrents un produit surle marché.
Comment capturer ces bénéfices ?Certains bénéfices du LSS découlent pareux même des chantiers réalisés.Par exemple les coûts des rebuts, lescoûts de retouche, les réductions des en-cours de production. Leur saisie est ainsi évidente et la mesureen est facilitée.
D’autres bénéfices ne sont souvent passaisis, par exemple :- les gains sur les taxes, assurances etcontributions diverses basées sur les res-sources engagées (bâtiments, machines),- les gains réalisés lors des changements(modifications de produits, de mix produit,de quantités, etc.).
Encore faut-il souvent que des actionspermettant ces gains induits aient étéengagées, par exemple :- libérer et réaffecter l’espace dégagé, - désinvestir une partie des équipementsque l’augmentation de capabilité a auto-risé par la réduction des rebuts et desretouches, - ou encore, prévoir à l’avance la réaffec-tation du personnel libéré par l’augmenta-tion de l’efficacité.
Enfin certains bénéfices ne seront captu-rés que si parallèlement au projet LSS onengage des actions spécifiques qui contri-bueront à augmenter la marge et/ou lechiffre d’affaires.
En résumé nous avons donc 3 catégories - gains directs- gains indirects à capturer- gains liés à des projets parallèles
Quelques exemples : - Dans une entreprise fournissant des filsémaillés destinés à la construction élec-trique, une action LSS entreprise sur laréduction du cycle de production (de 3semaines à 2 jours) des fils méplats àhaute valeur ajoutée a permis de conqué-rir rapidement de nouveaux marchés àl'exportation (action commerciale spéci-fique) tout en renforçant les équipesdédiées à ces produits par des personnelsqualifiés libérés par l'abandon d'une autrefabrications faible valeur ajoutée.
- dans une usine d'assemblage automo-bile, le programme LSS destiné à améliorersignificativement le FTOK (bon du premiercoût) a été couplé à un redéploiement pro-gressif sur d'autres chantiers d'améliora-tion des personnels très qualifiés aupara-vant dédiés aux retouches de fin dechaîne. Par contre, le supplément de capa-cité de production (environ 16% à res-sources égales), autorisé par le gain deFTOK n'a pas été valorisé sur le marché,aucune action commerciale spécifiquen'ayant été entreprise en parallèle.
- Dans une imprimerie produisant desformes et imprimés en grandes quantité,la réactivité accrue par la réduction de
decembre_Mise en page 1 14/12/11 17:11 Page65

Plastilien • Décembre 2011 • n°83
M A N A G E M E N T
<66
délai moyen de 2 semaines à 3 jours (Bonà tirer inclus) a permis d'augmenter consi-dérablement la marge moyenne par com-mande, les vendeurs ayant pu se redé-ployer sur les commandes urgentes aulieu de se concentrer sur les commandessur appel d'offre concédées au moinsoffrant.
“Attention aux projets LSS locaux quifaute d’avoir implanté au préalable unprocessus d’escalation solide ne produi-sent pas tous les bénéfices possibles !”
Cas des processus transactionnelsOn appelle ainsi les processus adminis-tratifs ou non matérialisés par des pro-duits matériels.Dans ces processus, les percées sont souvent spectaculaires et pas toujoursmesurées.
Exemples : - Services bancaire: accord de prêt sous24h grâce à un programme LSS = margemoyenne doublée et doublement du tauxde succès des offres..- Services téléphoniques : une nouvelleapplication est développée dans la jour-née au lieu des 2 semaines du servicecentral de la société. Cela a permis demettre au point une procédure permettantà un vendeur de développer l'applicationsans quitter le site du client, partout dansle monde, et d'emporter le marché dansla foulée avec une réduction conséquentedes coûts commerciaux et du taux desuccès.
Dans le cas du développement de nou-veaux produits, développer plus vite veut dire :- Livrer à temps et donc économiser lesrattrapages et retards qui plombent lesressources - Etre moins vulnérable aux changementsde spécifications - Rentabiliser plus vite l’inventaire invisi-ble (ressources stockées non capitaliséescomme les heures d'ingénierie).
Mesurer les processusOn a besoin d’indicateurs qui mesurentles progrès réalisés. En effet beaucoupdes bénéfices sont décalés dans le temps,
comme par exemple la réduction desstocks et en-cours.
Une mesure évidente et instantanée d'unprocessus est : (voir graphique ci-dessus)
Le temps de cycle moyen est représentéici sur un histogramme portant en ordon-née le nombre d'unités ayant parcouru lecycle et en abscisse le temps qu'a mischaque unité à parcourir le processus.
Cela permet de mettre en évidence lavariabilité du processus.
On constate aussi que lorsque la variabi-lité se réduit, il devient possible de rac-courcir le temps de cycle moyen et doncde gagner en réactivité tout en respectantles délais, donc à réduire les files d'at-tente, génératrices de stocks et en-coursmais aussi de changements de priorités etd'obsolescence.
Le temps de cycle capture toutes les amé-liorations de processus :
Les actions en cours représentent desressources immobilisées; heures d'ingé-nieurs, stocks, matériaux, bâtiments, fraisde gestion, manutentions ...
Le débit est représentatif de l'efficacité àressources données, donc des coûts(résultats).
Enfin il représente directement la réacti-vité. La deuxième mesure élémentaire àinstaller est le FTOK (First Time OK) ouBon du Premier Coup.
Cette mesure représente le vrai rende-ment du processus, sans rebuts ouretouches. Elle est le moyen d'identifierles origines de la variabilité et de sélec-tionner les chantiers prioritaires.
Toute amélioration du FTOK reflète l'amé-lioration de la variabilité du processus, etdonc son temps de cycle moyen.
En mettant en place au préalable les 2indicateurs TC moyen et FTOK processus,on va pouvoir mesurer très rapidement etglobalement les progrès réalisés par unprogramme LSS.
Le temps de cycle est une mesure nonmanipulable. Par contre, il faut être vigi-lant sur le FTOK et l'utiliser comme outild'analyse et de mesure des progrès.
Réciproquement, on a constaté que toutce qui améliore le temps de cycle contri-bue à l’amélioration du processus.
decembre_Mise en page 1 14/12/11 17:11 Page66

decembre_Mise en page 1 14/12/11 17:11 Page67

Plastilien • Décembre 2011 • n°83<68
Le tableau ci-contre résulte d'une statis-tique portant sur environ 150 programmesLSS dans lesquels on a réalisé en moyenneun gain de temps de cycle moyen de 50% :environ).
ConclusionIl est dommage de réduire le LSS à un sim-ple outil de productivté;Les bénéfices induits de l’économie deressources et de la réactivité (cyclescourts) sont considérables.Mais il faut les capturer.Pour les capturer, il faut programmer lesaméliorations de processus dans le temps,Cela permet de programmer les actionsspécifiques destinées à exploiter les béné-fices de ces améliorations.Pour piloter ces améliorations il faut mesu-rer les progrès des processus avec desmesures faciles à maitriser et à compren-dre, et non manipulables :Le temps de cycle est un bon outil demesure permettant de piloter globalementun programme LSS, d’évaluer/hiérarchiser
les chantiers et de mesurer en temps réelles progrès.
C'est aussi un outil de prévision permettantde coupler une approche prédictive (du hautvers le bas) à une approche analytique (dubas vers le haut) en sommant les gains cal-culés puis mesurés par chantier. Il permet de
déployer très rapidement un programme LSSet de motiver ainsi plus rapidement lesemployés et le management.
ContactDidier [email protected]
decembre_Mise en page 1 14/12/11 17:11 Page68
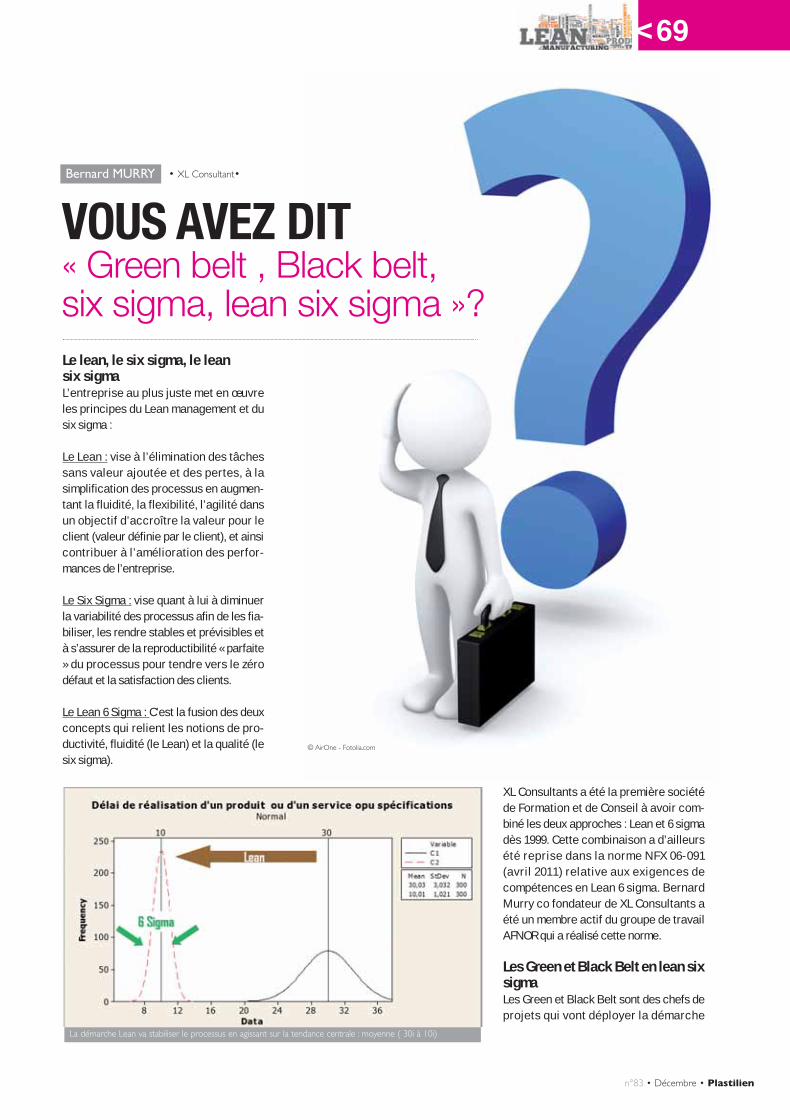
<69
n°83 • Décembre • Plastilien
Le lean, le six sigma, le lean six sigmaL’entreprise au plus juste met en œuvreles principes du Lean management et dusix sigma :
Le Lean : vise à l’élimination des tâchessans valeur ajoutée et des pertes, à lasimplification des processus en augmen-tant la fluidité, la flexibilité, l’agilité dansun objectif d’accroître la valeur pour leclient (valeur définie par le client), et ainsicontribuer à l’amélioration des perfor-mances de l’entreprise.
Le Six Sigma : vise quant à lui à diminuerla variabilité des processus afin de les fia-biliser, les rendre stables et prévisibles età s’assurer de la reproductibilité « parfaite» du processus pour tendre vers le zérodéfaut et la satisfaction des clients.
Le Lean 6 Sigma : C’est la fusion des deuxconcepts qui relient les notions de pro-ductivité, fluidité (le Lean) et la qualité (lesix sigma).
XL Consultants a été la première sociétéde Formation et de Conseil à avoir com-biné les deux approches : Lean et 6 sigmadès 1999. Cette combinaison a d’ailleursété reprise dans la norme NFX 06-091(avril 2011) relative aux exigences decompétences en Lean 6 sigma. BernardMurry co fondateur de XL Consultants aété un membre actif du groupe de travailAFNOR qui a réalisé cette norme.
Les Green et Black Belt en lean sixsigmaLes Green et Black Belt sont des chefs deprojets qui vont déployer la démarche
VOUS AVEZ DIT« Green belt , Black belt, six sigma, lean six sigma »?
Bernard MURRY • XL Consultant•
La démarche Lean va stabiliser le processus en agissant sur la tendance centrale : moyenne ( 30i à 10i)
© AirOne - Fotolia.com
decembre_Mise en page 1 14/12/11 17:11 Page69
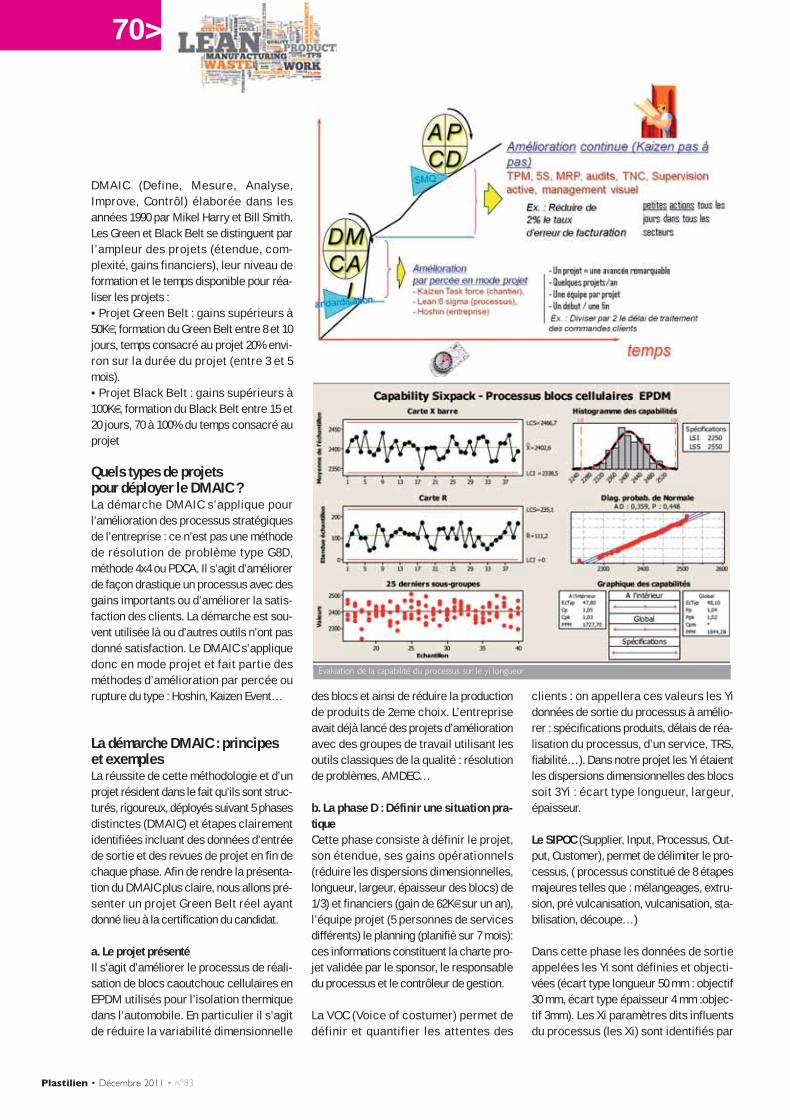
Plastilien • Décembre 2011 • n°83
DMAIC (Define, Mesure, Analyse,Improve, Contrôl) élaborée dans lesannées 1990 par Mikel Harry et Bill Smith.Les Green et Black Belt se distinguent parl’ampleur des projets (étendue, com-plexité, gains financiers), leur niveau deformation et le temps disponible pour réa-liser les projets :• Projet Green Belt : gains supérieurs à50K€, formation du Green Belt entre 8 et 10jours, temps consacré au projet 20% envi-ron sur la durée du projet (entre 3 et 5mois).• Projet Black Belt : gains supérieurs à100K€, formation du Black Belt entre 15 et20 jours, 70 à 100% du temps consacré auprojet
Quels types de projets pour déployer le DMAIC ?La démarche DMAIC s’applique pourl’amélioration des processus stratégiquesde l’entreprise : ce n’est pas une méthodede résolution de problème type G8D,méthode 4x4 ou PDCA. Il s’agit d’améliorerde façon drastique un processus avec desgains importants ou d’améliorer la satis-faction des clients. La démarche est sou-vent utilisée là ou d’autres outils n’ont pasdonné satisfaction. Le DMAIC s’appliquedonc en mode projet et fait partie desméthodes d’amélioration par percée ourupture du type : Hoshin, Kaizen Event…
La démarche DMAIC : principes et exemples La réussite de cette méthodologie et d’unprojet résident dans le fait qu’ils sont struc-turés, rigoureux, déployés suivant 5 phasesdistinctes (DMAIC) et étapes clairementidentifiées incluant des données d’entréede sortie et des revues de projet en fin dechaque phase. Afin de rendre la présenta-tion du DMAIC plus claire, nous allons pré-senter un projet Green Belt réel ayantdonné lieu à la certification du candidat.
a. Le projet présentéIl s’agit d’améliorer le processus de réali-sation de blocs caoutchouc cellulaires enEPDM utilisés pour l’isolation thermiquedans l’automobile. En particulier il s’agitde réduire la variabilité dimensionnelle
des blocs et ainsi de réduire la productionde produits de 2eme choix. L’entrepriseavait déjà lancé des projets d’améliorationavec des groupes de travail utilisant lesoutils classiques de la qualité : résolutionde problèmes, AMDEC…
b. La phase D : Définir une situation pra-tiqueCette phase consiste à définir le projet,son étendue, ses gains opérationnels(réduire les dispersions dimensionnelles,longueur, largeur, épaisseur des blocs) de1/3) et financiers (gain de 62K€ sur un an),l’équipe projet (5 personnes de servicesdifférents) le planning (planifié sur 7 mois):ces informations constituent la charte pro-jet validée par le sponsor, le responsabledu processus et le contrôleur de gestion.
La VOC (Voice of costumer) permet dedéfinir et quantifier les attentes des
clients : on appellera ces valeurs les Yidonnées de sortie du processus à amélio-rer : spécifications produits, délais de réa-lisation du processus, d’un service, TRS,fiabilité…). Dans notre projet les Yi étaientles dispersions dimensionnelles des blocssoit 3Yi : écart type longueur, largeur,épaisseur.
Le SIPOC (Supplier, Input, Processus, Out-put, Customer), permet de délimiter le pro-cessus, ( processus constitué de 8 étapesmajeures telles que : mélangeages, extru-sion, pré vulcanisation, vulcanisation, sta-bilisation, découpe…)
Dans cette phase les données de sortieappelées les Yi sont définies et objecti-vées (écart type longueur 50 mm : objectif30 mm, écart type épaisseur 4 mm :objec-tif 3mm). Les Xi paramètres dits influentsdu processus (les Xi) sont identifiés par
<70
Evaluation de la capabilité du processus sur le yi longueur
decembre_Mise en page 1 14/12/11 17:11 Page70

n°83 • Décembre • Plastilien
brainstorming avec les opérateurs et enréalisant un logigramme détaillé du pro-cessus. (31 facteurs influents Xi ont étéidentifiés lors de 2 brainstorming et d’unlogigramme détaillé du processus). Unematrice de sélection entre les Yi et les Xi apermis de sélectionner 24 Xi qui ferontl’objet des mesures de la phase M.
c.La phase M : Mesure : transformer la situa-tion pratique en une situation statistiqueCette phase consiste à réaliser les mesuresen simultanée des Yi et des Xi dits influentsdu processus. Les définitions opérationnelleset les capabilités des processus de mesureont été réalisées avant les campagnes demesures, avec des méthodes types R&R,CMC ou Kappa. Dans le projet présenté il y aeu 2 campagnes de mesures de 2 mois, 6000blocs ont été mesurés et 24 paramètres enre-gistrés par bloc : c’est le prix à payer pouratteindre les objectifs ambitieux.
La fin de la phase M consiste à calculerles capabilités du processus, vérifier la loide distribution des données. (Cp, Cpk…)
d.La phase A : Analyser : définir des solu-tions statistiquesCette phase consiste à valider par l’ana-lyse des données les facteurs influents duprocessus (Xi) en partant des dires des « experts » de la phase D.
Les outils utilisés sont plus au moinssophistiqués et comprennent les analysesstatistiques en utilisant des logiciels telsque Minitab : corrélations, tests d’infé-rences, ANOVA… mais il ne faut transfor-mer le projet en une seule analyse statis-tique de haut niveau. Toutefois l’analysestatistique devient simple avec les logi-ciels et la vulgarisation des formateursqualifiés.
Les principaux outils utilisés non statis-tiques sont les 6M, diagramme des affini-tés, 5P…
La phase A s’achève par la modélisationdu processus du type : Yi=F(Xi). Dans leprojet présenté, les facteurs influents ontété : la viscosité du mélange, les temps degrillage et de stockage des mélanges, lestypes de plateau de production… Quantaux facteurs dits influents par les opéra-teurs aucune influence sérieuse n’a étédémontrée : longueur ébauche, cellules destabilisation, opérateurs…le modèletrouvé a permis d’expliquer plus de 50% dela variation des dimensions des blocs.
e. Phase I « improve » ou améliorer : pas-ser de solutions statistiques à des solu-tions pratiques
Cette phase consiste à générer puis àsélectionner des solutions pour amélioreret maitriser les Xi les plus influents. Lesoutils de créativité incluant des matricesde sélection multicritères sont fréquem-ment utilisés par les techniciens du pro-cessus ainsi que des outils d’analyse derisques tels que l’AMDEC. Dans certainscas des outils statistiques peuvent être uti-lisés comme les plans d’expériences. Danscette phase I, des « pilotes » sont souventréalisés pour valider le nouveau processusou les modifications envisagées. La mise àjour de la documentation du processus, etla formation du personnel sont des élé-ments essentiels de cette phase pourassurer une reproductibilité des bonnespratiques et pérenniser les acquis.
f. Phase C Contrôl au sens « maitriser »Cette phase consiste à déployer des outilsde pilotage du processus afin de garantirun non retour en arrière vis-à-vis des per-formances améliorées du processus. Onse focalise sur le pilotage des Xi les plusinfluents en utilisant des outils tels que lescartes de contrôle du SPC, les auditsinternes, le management visuel.
Dans le projet présenté des cartes decontrôle relatives à la viscosité, aux tempsde grillage ont été déployées et intégrésau pilotage automatique du processus.
Dans cette phase il s’agit aussi de clôturerle projet sur ses gains opérationnels etfinanciers mais aussi effectuer un retourd’expériences sur le déroulement du projetDMAIC et ainsi « améliorer le processusd’amélioration ».
Sur le projet présenté les gains opération-nels estimés ont été atteints et les gainsfinanciers validés par le contrôleur de ges-tions, les bonnes pratiques ont été expor-tées sur d’autres blocs cellulaires.
Conclusions Le projet a permis de dépasser les objec-tifs fixés tant au niveau opérationnels quefinanciers ( gains supérieur à 110K€ sur leproduit amélioré ), les actions d’améliora-tion ont été en suite déployées sur d’autresfamilles de blocs EPDM avec le même suc-cès. Le projet a mobilisé une équipe pluri-disciplinaire qui s’est très fortement impli-quée du fait de la démarche rigoureuse,pragmatique, scientifique : on est sur desfaits et non plus sur des opinions.
Le DMAIC a bien marché là ou desméthodes de base de résolution de pro-blème ont échoué. L’entreprise utilise sys-tématiquement le DMAIC sur des proces-sus de production complexes tout endéployant une démarche d’améliorationcontinue basée sur le lean management.
Comme on le vérifie souvent, les chefs deprojet Green Belt ou Black Belt sont devrais vecteurs du changement et de l’amé-lioration des performances.
Ils mettent en œuvre avec rigueur lesphases et étapes du DMAIC en utilisant lesoutils du lean, et du management de laqualité afin d’améliorer de façon impor-tante les processus stratégiques de l’en-treprise. C’est pour eux un facteur impor-tant d’employabilité et d’évolution dans leurentreprise.
Il y a lieu de bien organiser le déploiementde la démarche en formant des Cham-pions, sponsor, Black Belt et Green Belt eten sélectionnant les projets avec rigueur.
<71
Boîte à moustaches : pour visualiser les différencesentre les 2 fournisseurs
decembre_Mise en page 1 14/12/11 17:11 Page71

Plastilien • Décembre 2011 • n°83
Le Lean quels en sont les fondements de base ? Le grand principe du lean managementvise l’élimination de tous les gaspillages(matières, équipements, finance, délais ettemps de réalisation,..). A l’origine, il estdéveloppé par Toyota, approche Japo-naise qui fait référence dans les années70/80. L'école du Lean s'est formaliséeaux États-Unis dans les années 1990 et a
été popularisée par le livre Lean Thinking4 (1996) de James P. Womack et Daniel T.Jones. De nombreux travaux ont suivi,parmi lesquels Team Toyota (1996) deTerry L. Bresser et The Toyota Way (2004)de Jeffrey K. Liker.
Le « lean » est désormais mis en placedans de nombreuses industries et s’étendaussi à des activités de services.
Ainsi le LEAN semble embrasser d'unemême volonté 4 axes clés : 1- Une redéfinition de la valeur produitepar une entreprise, 2- Une organisation de production adap-tée (processus et approche systémique),3- Le développement d'attitudes managé-riales originales,4- La formulation d’une stratégie à longterme.
LE LEAN quels impacts sur le management ?
Thierry-Guillaume BARDIN • Pôle Conseil d’Allizé-Plasturgie •
Le Lean Management depuis plus de 40 ans fait son chemin, il induit des espoirs de trouver des solutions pérennes pour développer la compétitivité de l’entreprise. Il nourrit des craintes sur des effets secondaires tels que le Stress, les TMS, le manquede résultat durable. Il est évoqué comme un effet de mode (qui dure depuis les années70)… Le lean management venu du Soleil Levant est né dans un contexte de croissance. Il a fait et fait toujours l’objet de nombreux articles et études. Aussi sans parti pris, cet article a pour vocation à souligner les impacts possibles du lean sur le management de l’entreprise ainsi que son importance.
<72
© Choucashoot - Fotolia.com
decembre_Mise en page 1 14/12/11 17:11 Page72

n°83 • Décembre • Plastilien
Aussi le Lean apparaît être une philoso-phie qui induit des changements par étapeet un engagement dans le temps afin depérenniser un ensemble complexe. LeLean s’il produit des effets court termen’est donc pas une solution d’immédiatetédéfinitive telle que le montre le schémasuivant :
Sur ces fondements de pensée, il est fortde constater que l’engagement de chan-tier Lean repose sur :
• Répondre à des enjeux concurrentiels(pressions sur les prix, exigences clients).• Développer la productivité et réduire lestemps de cycle.• Supprimer les Gaspillages : réductiondes coûts, améliorer la marge, dégager dela trésorerie.
Dans ce contexte, cette forte volonté dedévelopper sa performance industrielle leplus rapidement possible entraine logique-ment de faire mieux avec les mêmesmoyens, voir avec moins. En ce sens l’ap-proche Lean donne le sentiment de secentrer en 1er lieu sur l’organisation et lesoutils (5S, Smed, Kanban, Kaisen, Pland'expérience...).
Pour appuyer ses outils, les indicateursviennent mesurer et démontrer une effica-cité immédiate pour répondre à de fortesattentes de rentabilité.
Selon la culture Lean du prestataire et lesobjectifs de l'entreprise, l'orientation don-
née à l'optimisation des processus, la miseen place d'outils d'indicateurs, est plus oumoins prononcées et a tendance, toutefoissans les oublier, à minorer l'impact duchangement sur une ressource clés : « leshommes ».
En effet, le Lean venant renforcer l'effica-cité des processus, il peut venir seconfronter à la capacité des collabora-teurs et des manager à intégrer, digérerces changements au-delà des outils et desMéthodes. Or l'un des axes du LEAN estd'après la littérature le développement denouveaux comportements managériauxpour obtenir une sorte de carré magique.
Sauf qu’il est plus rapide de changer unprocessus, d’implanter le management parle visuel, mettre un place un nouvel indica-teur que de changer un comportementmanagérial positivement et durablement.
Dans le cadre d’un changement organisa-tionnel profond, les éléments non intégréspar le management peuvent devenircontre-productifs avec des postures cen-trées uniquement sur le bon niveau des
indicateurs en perdant le bon sens qui faitl'efficience d'un processus et l'expressiondes compétences.
Quels changements managériauxsont induits par ce changementd’organisation ?Il est certain qu’une approche Lean réus-sie sera celle qui comprend dès son ori-gine une dimension compétence forte surune période de temps suffisamment longuepour que les changements soient durableset sources de progrès pour tout le monde.Il ne faut pas non plus que celui qui portele projet face en lieu et place des mana-gers mais s'assure d'un réel transfert deSavoir-Faire pour que cela devienne unevraie compétence managériale.
Le lean induit des évolutions métiers, deschangements de définition de fonction enadéquation avec de nouveaux processus.Ce que l'on faisait hier ne sera peut-êtreplus fait ou fait par un autre, ou remis encause dans la manière de procéder.
Le lean peut induire une nouvelle organi-sation dans les processus de décisions, decommunication, de partage de décision. Ilconvient de faire mieux, plus vite.
Le système d’information mis en place est(saisie de données, traitement, analyse)plus élaboré et exigent. La dimension dureporting et administrative du manage-ment peuvent être renforcée.
Alors comment en terme de managementfaire vivre ces changements et s’assurerqu’ils soient efficaces. Si l’approche Leanprend en compte une dimension managé-riale c’est que le succès de la performancerepose sur la capacité des hommes à ren-trer dans une démarche d’améliorationcontinue.
Les impacts du lean sur le manage-ment se situent à plusieurs niveaux
1- Culturel a. La direction est engagée dès l’amont dela démarche, impulse et porte ce change-ment culturel dans la durée.
«Sans Direction Générale convaincue, Le Leanne peut pas fonctionner. La Direction Générale ne doit
pas être un pilote, mais le driver du Lean, celui qui conduit le changement, pas celui qui accompagne
ou observe le changement.»
On considère que le Lean est une démarche qui vise à améliorer le Management, nous ne sommes pas encore
au stade d’une intégration au niveau de la DirectionGénérale, ni dans une conception structurelle du Lean,
mais dans une phase intermédiaire qui se focalisesur le Management de l’excellence.»
« Le Lean est pour notre groupe, un levier d’image, c’est un facteur d’attractivité, notamment sur le plan
des RH, c’est un plus, une valeur ajoutée.»
<73
decembre_Mise en page 1 14/12/11 17:11 Page73

Plastilien • Décembre 2011 • n°83
b. Le Lean vise l’excellence et celle-ci doitêtre partagée dans ses différentes com-posantes : Les valeurs, les résultats, laposture, la communication interne etexterne, la reconnaissance, …
c. Le lean vise la résolution de problème,le management porte en permanencecette dimension pour produire des solu-tions adaptées.
d. Définir un équilibre réel entre approchetechnique, organisationnelle et humaineen amont de la démarche.
e. La culture projet devient une nouvellerègle. La réussite est transversale et passeulement l’apanage d’un service plusqu’un autre.
f. La connaissance est un enjeu clés pourmaitriser ses processus, ses clients, sesconcurrents… la définition d'un référen-tiel d'entreprise qui fixe un cap communet des standards facilitant la reproductibi-lité des logiques installées.
g. L’entreprise se centre sur ses clientsdans une logique de performance.
2- L’apprentissagea. La connaissance vient du terrain, del’observation, de l’expérimentation…l’ap-prentissage est continu dans une boucled’amélioration continue. Cela implique lacapacité de remise en question.
b. Le travail et la réussite d’équipe.
c. L’écoute et le partage des idées et dusavoir.
d. Les réunions d’amélioration compren-nent une capacité d’écoute, de créativité,de prise en compte d’idées différentes. Lacommunication interpersonnelle devientprimordiale.
e. L’entreprise forme des « pilotes » qui àleurs tours forment et assurent le transfertde compétences.
f. De nouvelles compétences sont déve-loppées, de nouveaux métiers peuvent
émerger et doivent être pilotés.
g. La capacité à détecter l’expression destalents.
3- La mesure a. Le lean induit l’objectivité, pas forcé-ment complexe mais sur la base d’indica-teurs fiables.
4- La responsabilisationa. Le management est impliqué dans sesdécisions c’est ce qui le rend crédible.
b. La responsabilisation permet la pro-activité afin d’être dans une démarched’anticipation.
5- La proximité managérialea. Le manageur est au cœur du processus,aussi sa posture, son exemplarité, sonaptitude à donner du sens, à porter le pro-jet et les valeurs de l’entreprise, à assumerses décisions sont autant de facteurs clésde réussite. Les Objectifs doivent être par-tagés. Il assume son Leadership.
b. Le développement de la motivation. Unelogique de performance permanenteinduit une réelle motivation des collabora-teurs. Le manager doit savoir entrainer etdévelopper la capacité de ses collabora-teurs à eux-mêmes évoluer.
c. Cette logique de performance dans lacomplexité induit le développement d’uneagilité pour chaque jour aller au plus sim-ple et choisir le meilleur chemin.
d. Il faut détecter au plus vite la potentia-lité des uns et des autres à changer dansun contexte de performance pour lesaccompagner dans leurs différences.
Ces éléments soulignent le poids de lapolitique managériale avant, pendant etaprès Le LEAN.
Le LEAN réussi ou durable induit pourl'entreprise de prendre en compte à partentière cette dimension managériale quiassure le bon fonctionnent de l'organisa-tion, du système d'information, de la pro-duction d'une vraie valeur ajoutée et est
garant de la réalisation du projet d'entre-prise. Ainsi, le véritable levier de l’effica-cité d’un tel système repose sur un aligne-ment de la vision, des valeurs et desprincipes de l’individu sur ceux de l’entre-prise afin de garantir son meilleur enga-gement dans les activités qui lui sontconfiées.
La somme globale est l'agilité = Moyens +Résultats + vitesse + pro-activité
Pour en savoir plus Thierry-Guillaume BardinRéseau [email protected]
<74
decembre_Mise en page 1 14/12/11 17:11 Page74

decembre_Mise en page 1 14/12/11 17:11 Page75
n préambule, il nous semble impor-tant de rappeler que les entreprisesadaptées oeuvrent dans le cadre
d’une double mission : dans le domaineéconomique d’exploitation au même titreque n’importe quelle autre entreprise, etsur le champ de l’action sociale, au titrede leur agrément d’entreprise adaptée, àtravers un contrat d’objectif triennal quiest validé et suivi par les services de l’Etatcompétents (la Direccte).
Si jusqu’à ce jour, les activités de sous-traitance simples (assemblage, visserie,emballage...) constituaient les principalesmissions des entreprises adaptées, l’évo-lution de l’environnement industriel aavantageusement modifié le niveau d’ac-tivité de ces établissements. En effet, les
délocalisations vers des pays low-cost,ont permis l’élévation des compétences etde nombreuses évolutions métiers à l’inté-rieur des entreprises adaptées.
En 2009, fort de tous ces constats, Easi,entreprise adaptée de la région Greno-bloise s’est lancée dans la prestation deservice externalisée.
Sa stratégie de diversification dans le sec-teur de la sous-traitance industrielle ayantété quelque peu freinée par la crise, Easi,riche de sa connaissance du fonctionne-ment des entreprises de production et deses compétences informatiques, s’estorientée vers le choix de cette nouvelleprestation, c’est le nouvel environnementde travail dans lequel nous évoluons tous.
L’évolution de notre environnementPrincipalement, depuis ces dernièresannées, c’est l’extraordinaire évolution denos moyens de communication au senslarge du terme, qui permet aujourd’hui detraiter des activités de sous-traitance... àdistance dès lors que l’aspect proximitén’est plus une composante essentielle ducahier des charges.
• Echanger des photos, des croquis, desplans ou des schémas se fait aujourd’huien... un clic !• Visualiser à Grenoble des produits qui setrouvent à Dunkerque se fait en...deuxclics !
Cela a donné naissance à des activités desous-traitance et/ou de service nova-
LES ENTREPRISES ADAPTÉESne sont pas celles que vous croyez !Cap sur l’EASI et la Gestion Electroniquedes Documents (GED)
Plastilien • Décembre 2011 • n°83
R E P O R T A G E S
<76
E
decembre_Mise en page 1 14/12/11 17:11 Page76

trices, dont la Gestion Electronique desDocuments ou Ged, devenue désormais undes métiers de L’Easi.
Cette méthodologie, qui dépasse large-ment les étapes du scannage et du simplearchivage informatique, permet de réaliserdes gains de productivité significatifs, ensupprimant le back office - charge de tra-vail dénuée de valeur ajoutée - et en met-tant à disposition des personnes, les infor-mations et les documents nécessaires, entemps opportun, au bon endroit, et sous laforme adéquate d’utilisation.
Dans ce contexte, on appelle Workflow, laméthode et les logiciels qui permettent degérer, traiter, optimiser la gestion desdocuments, en association avec tous lesautres flux d’informations qui peuvent yêtre rattachés si besoin, tels que mails,appels téléphoniques, fax, archives, etc.
L’arrivée de la Gestion Electronique desDocuments au sein d’une entreprisegénère un questionnement quant à l’orga-nisation, la gestion et le traitement des fluxd’information et leur valeur ajoutée.
Ce service performant permet qu’un fluxd’informations (réclamations, litiges, fac-tures...) soit orienté avec pertinenceauprès des bons interlocuteurs et traitédans les délais impartis, évitant ainsi leslenteurs administratives auxquelles noussommes parfois confrontés.
A titre d’exemple, notre équipe a été ame-née à résoudre une problématique au seind’une filiale grenobloise d’un grand groupe.Notre mission visait le traitement des dos-siers RH, avec en ligne de mire la possibilitéde traiter les informations par catégories, etde manière à pouvoir en automatiser le trai-tement ainsi que la recherche.
L’accessibilité du système d’exploitation etsa construction appartenait à notre client,qui avait déjà initié un important projet deGed sur le secteur RH, et installé tous lesoutils lui permettant aujourd’hui une ges-tion dynamique des informations.
En étroite relation avec leur responsableprojet, nous avons collecté et traité des
dossiers RH, qu’il a fallu trier, classer etaiguiller selon les indications du cahierdes charges, dans une logique d’intégra-tion dans un système de type Workflow, etnous en avons réalisé la numérisation et larestitution.
Une partie du flux d’information perma-nente est toujours traitée par Easi (cour-riers, mise à jour des dossiers, flux hebdo-madaire du service).
Notre clientèle diversifiée nous permetd’effectuer des missions très variées.
Ainsi, une entreprise nous a sollicités pourle traitement de ses archives scientifiques,outils de travail incontournable et d’unevaleur industrielle inestimable. Les dos-siers techniques, plans, brevets, formuleset autres informations fréquemmentconsultés, devaient être conservés sanslimitation de durée.
Le cahier des charges pour le traitement,la numérisation et la remise en forme desdossiers a été construit conjointementavec notre client.
Au terme de ce premier travail, nousavons élaboré un mode opératoire, mis enplace des indicateurs de qualité, ainsi quedes phases de contrôle sur différentsniveaux d’intervention, le tout reporté surun tableau de suivi qui permettait à notreclient de savoir précisément qui avait tra-vaillé sur quel dossier, et quel était leniveau de qualité restitué.
Parmi tous les problèmes d’ordre tech-nique et opérationnel qui étaient à traiter,la confidentialité restait le mot d’ordre,compte tenu de la nature des documentsne pouvant en aucun cas quitter l’entre-prise, pour des raisons de sûreté indus-trielle. Nous avons donc externalisé unepartie de notre atelier, formé deux opéra-teurs en collaboration avec notre client, etréalisé l’ensemble de la prestation dansses propres locaux.
Le retour d’expérience fait par l’EASIL’Easi a su prendre son essor et a acquisaujourd’hui une véritable expérience dansle domaine de la Gestion Electronique des
Documents. Notre activité a évolué defaçon certaine depuis notre premièreparution dans le mensuel Plastilien.
Pour répondre spécifiquement à chaquedemande, nous avons construit des parte-nariats avec des éditeurs de logiciels deworkflow, des fournisseurs de matériel etsolutions informatiques, ainsi qu’avec uneentreprise partenaire spécialisée dansl’ingénierie préalable à la mise en placed’une solution, ce qui nous permet d’inter-venir et de construire des propositionsrépondant aux besoins spécifiques desentreprises.
Notre stratégie repose sur une offre décli-née sur un segment très diversifié d’activi-tés liées à la Ged, ce qui nous permetaujourd’hui d’afficher des compétencesmultiples et un niveau de polyvalence danscet environnement de gestion électro-nique des documents.
Nos interventions peuvent être ponc-tuelles, ciblées sur une action précise,dans le thème ou dans le temps, mais peu-vent aussi donner lieu à des projets d’ex-ternalisation de back office ou de gestion.
Notre ligne de conduite reste axée sur laréactivité, l’écoute, l’aptitude à fournir desréponses en adéquation avec les attentesdes entreprises, et la pérennité d’un parte-nariat de qualité avec notre clientèle.
Contact EASI / M. Miguel FERNANDEZ, Dirigeant27 rue du Progrès 38170 SEYSSINET-PARISETTél : 04 38 26 00 90E-mail : [email protected]
R E P O R T A G E S<77
n°83 • Décembre • Plastilien
decembre_Mise en page 1 14/12/11 17:11 Page77

Plastilien • Décembre 2011 • n°83
dhérent à Allizé-Plasturgie, ClipIndustrie compte parmi ses clientsde belles entreprises de ce sec-
teur d’activité. Dorlon, Usiduc, ICTDP,SMAC, Fibres de Berre, HFT, RM2P, Roto-mod pour ne citer qu’elles… travaillentces précieux matériaux indissociables del’innovation technologique.
M. Arnaud Duboc Directeur de l’établis-sement Fibre de Berre (90 personnes 5 M€de C.A. en 2009). « Les applications sesont en effet multipliées ces dernièresannées. Le développement des matériauxcomposites et en particulier les progrèsréalisés dans les tissus à base de fibresde carbones ont permis aux matièresplastiques de s’inviter dans les structurestravaillantes en remplaçant avantageuse-ment les pièces métalliques d’un point de
vue mécanique tout en permettant d’obte-nir des gains de masse substantiels. Infine, l’utilisation de ces matériauxapporte, par exemple, une économied’énergie non négligeable sur l’exploita-tion des aéronefs (A380, A350) ou encoreune amélioration notable des perfor-mances sur des bateaux de course aularge. »
Installé dans 8 000 m2 dans la zone aéro-port de Marseille-Marignane, Fibres deBerre, sous-traitant de rang 1 pour Euro-copter, a développé une expérienceirremplaçable dans la production de sousensemble d’aérostructures composites(http://bit.ly/oo2Seb).
« La France dispose d’une expertisereconnue dans le domaine de l’utilisationet de la mise en œuvre des matériauxcomposites pour l’aéronautique. Entrai-nées par les succès commerciaux de nosdonneurs d’ordre (AIRBUS, EUROCOP-TER, DASSAULT), les entreprises du sec-teur se trouvent dans une dynamique derecherche de performance et d’innova-tion qui leur permet un positionnement
intéressant à l’international. De plus,l’existence de pôles de compétitivité qu’ilssoient aéronautique au sens large(Pégase en région PACA) ou spécialisée(EMC2 en région Pays de Loire), permetde fédérer les entreprises autour de pro-jets innovants et d’améliorer le rayonne-ment de notre industrie sur le territoire età l’international. » dit encore M. Duboc
« L’accès aux matières premières et l’évo-lution inquiétante de leurs prix sont laseule source d’inquiétude.
Au-delà d’un éventuel bridage du déve-loppement à l’international, il devient diffi-cile de maitriser nos prix de revient dansle temps et donc de pouvoir répondre auxexigences de nos clients en la matière.S’ajoute à cela le fait que nos matièrespremières, dans le cadre de la fabricationà base de pré-imprégnés, ont une duréede vie définie et que nous ne pouvons, defait, stocker pour tenter de palier auxfluctuations des prix matières commecela pourrait être le cas avec les matièresmétalliques. » notera le patron de Fibresde Berre
CLIP INDUSTRIEsoutient la filière plasturgie La recherche de matériaux innovants est une démarche inhérente à l’amélioration d’unproduit. Aujourd'hui les polymères sont des produits de haute technologie capables deprouesses inégalées et la filière des matériaux composites attache une très grandeénergie à la biodiversité et au respect de l’environnement.
A
R E P O R T A G E S
<78
decembre_Mise en page 1 14/12/11 17:11 Page78

R E P O R T A G E S<79
n°83 • Décembre • Plastilien
M. Dutruc,Directeur général de la sociétéICTDP (25 salariés, 3,9 M€ de C.A. en 2011),l’usinage de pièces composites (thermo-dur) est devenu un axe stratégique dedéveloppement. La progression des carac-téristiques techniques de ces matériaux aengendré une demande croissante favora-ble à notre activité.
Nous avons toutes les raisons de croireaux perspectives encourageantes de lafilière plasturgie.
Nous investissons 2 M€ en bâtiments etéquipements et recruterons huit nouveauxcollaborateurs sur trois ans. Notre activitése porte bien (13 % d’augmentation parrapport à 2010). »
Clipper dans la plasturgieClipper est un logiciel de gestion de pro-duction (GPAO / ERP) orienté résultats,conçu pour les entreprises industrielles. « Nous sommes équipés de Clipper depuisjuillet 2010, nous n’avons pas encore fait le
tour des capacités de la solution, noussommes cependant très satisfaits de cechoix dans l’accompagnement de notredéveloppement. » confiera M. Dutruc
ICTDP partage son activité entre l’usinagede pièces composites (thermodur) et laconfection de matelas isolants thermiquessouples MC-Therm®(http://www.ictdp-usinage.fr/)
« L’ergonomie et la simplicité de Clippersont les atouts principaux qui en font unoutil adapté à notre activité et très completqui facilite la gestion quotidienne de notreentreprise. Une des qualités de Clipper aété de nous permettre de gérer un paramè-tre primordial pour notre gestion de stock :la péremption de nos tissus pré-imprégnésdont les « lois » de durée de vie reposent àla fois sur une péremption à terme et surles mouvements d’entrée/sortie pendant sapériode d’utilisation. La souplesse de clip-per nous a permis d’intégrer cette notion àtous les niveaux : de la gestion de stock à
la traçabilité sur affaire. »précisera M.Duboc.
Site internetClip Industrie : www.clipindustrie.com
@
Rentabilité*
Reproductibilité
Homogénéité
Auto Calibration
Lorsque l’ajout d’additifs dans vos pièces devient un vecteur de rentabilité
*Jusqu’à 30% d’économie de colorant
moyenne vis moyenne cylindre doseur cylindrevis de dosage
decembre_Mise en page 1 14/12/11 17:12 Page79

Plastilien • Décembre 2011 • n°83
R E P O R T A G E S
<80
L’excellence opérationnelle du siteL’entreprise a emménagé à Lacrost, fin2008, sur un site de production moderned’une surface de 15 000 m², adapté auparc machines (50 presses à injecter, et 25machines d’assemblage).
Elle a su optimiser le site, en intégrant dèsla conception sa politique renforcée desécurité, de qualité (certification ISO9001), et sa démarche environnementale(certification ISO 14001, recyclage de prèsde 85% de ses déchets…).Ancrés dans la culture d’entreprise, cesoutils de progrès ont permis d’obtenir lelabel « Lean Beyond Gold Saphir », attri-bué par le groupe en reconnaissance duhaut niveau de performance globale.
La méthode mise en placeAfin de contrôler la consommation d’aircomprimé, et ainsi pour voir la réduire,toute une démarche a été initiée, selonplusieurs étapes :- un contrôle quotidien des compresseurs- une planification de la maintenance- une baisse de la pression réseau parétape (de 7,5 à 6 bars)
- la mise en place de témoins lumineux etde pressostats avertissant les régleurs dela baisse de pression (ne rendant ainsipas nécessaire la modification desréglages machines)- une prévision de la consommation d’aircomprimé- une coupure de l’alimentation d’air com-primé la nuit et le week-end sur les lignesarrêtées (économisant ainsi jusqu’à 1 800heures / an)- un système de mesure de consomma-tion d’air sur les machines (permettant ungain jusqu’à 30%)
- un changement des venturis- une réforme de la procédure d’arrêt desmachines (mise en place de programmesde pause lorsque l’arrêt des machines nes’avère pas justifié)- une recherche des fuites…
Des gains significatifs pour l’entrepriseGrâce à ces réformes, les gains ont étéimportants pour l’entreprise.Ainsi, la baisse de la pression a permisd’économiser 7 500 € / an, la coupure de l’ali-mentation les nuits et week-ends, une éco-nomie de 18 000 € / an, et l’optimisation de lacompression, une économie de 8 500 € / an.
ContactRexamDispensing SMTFrançois DEMORTIEREResponsable Maintenance / Lean / HSEChemin des Croux71700 LACROST - Tél. : 03 85 32 79 00*
REXAM DISPENSING SMTUn engagement pour maitriser sa consommation d’énergie
Engagée dans le ClubEnergies Saône-et-Loire(*), l’entreprise RexamDis-pensing SMT, spécialiséedans les systèmes de diffu-sion pour produits debeauté (pompes…), a initiéune démarche d’économied’énergie, en contrôlant eten réduisant la consomma-tion d’air comprimé surson site. Retour sur uneexpérience qui s’est révéléegagnante pourl’entreprise…
decembre_Mise en page 1 14/12/11 17:12 Page80

R E P O R T A G E S<81
n°83 • Décembre • Plastilien
Allizé-Plasturgie Bourgogne s’est associée à l’UIMM Saône-et-Loire et au Pôle nucléaire de Bourgogne pour le lancement d’un « club énergies » en Saône-et-Loire. Co-animé avec ERDF Bourgogne, ce club a pour objectif de sensibiliser aux économies d’éner-gie, aux bonnes pratiques développées dans les entreprises, aux meilleure solutions disponibles sur le marché… Il permet égale-ment de suivre en permanence les évolutions et organisations du marché des énergies (législation, fournisseurs, tarifs…).
Pour tout renseignement : Guillaume ROBERTAllizé-Plasturgie [email protected]
* Le Club Energies Saône-et-Loire
Kistler France15 avenue du Hoggar, 91953 Les Ulis cédexTél. +33 1 6918 8181, Fax +33 1 6918 [email protected], www.kistler.com
Comment évaluer la qualité de vos pièces en ligne ?
500-
701f
.03-
11
1. OK
2. NOK
1. OK
2. NOK
La qualité grâce à la pression empreinteessiprela mesurant En
toute pendant moule du pièce chaque jection,
de emesurrela car lifiée, exact du comportement de la matièr
ténus plus les défauts Les les et éel rrétemps en tés
données, des ement egistrrerechaque de P(t) courbes des
La qualité grâce à la pression empreinteeintel’empredans ession l’inde éedurréla toute -
quaet ôléecontrôest -efletrele est essionprede
e.ent de la matière
détecainsi sont ténus -’enLtriées. pièces les -
visualisation la données, ent frofmoulée chaque
chaque de P(t) courbes des écieuses prvaleurs des
au point et à la surveillance des pr
ent frofmoulée chaque mise la à utiles et écieuses
océdés.au point et à la surveillance des pr
Kistler France9,raggoHudeuneva51
él. +33 1 6918 8181, FTTé.com, wwwinfo.fr@kistler
xedécsilUseL35919él. +33 1 6918 8181, Fax +33 1 6918 8189
.com.kistler.com, www
Réunion du club Energies dans les locaux de RexamlDispensingSmt. © Allzé-Plasturgie Bourgogne
decembre_Mise en page 1 14/12/11 17:12 Page81
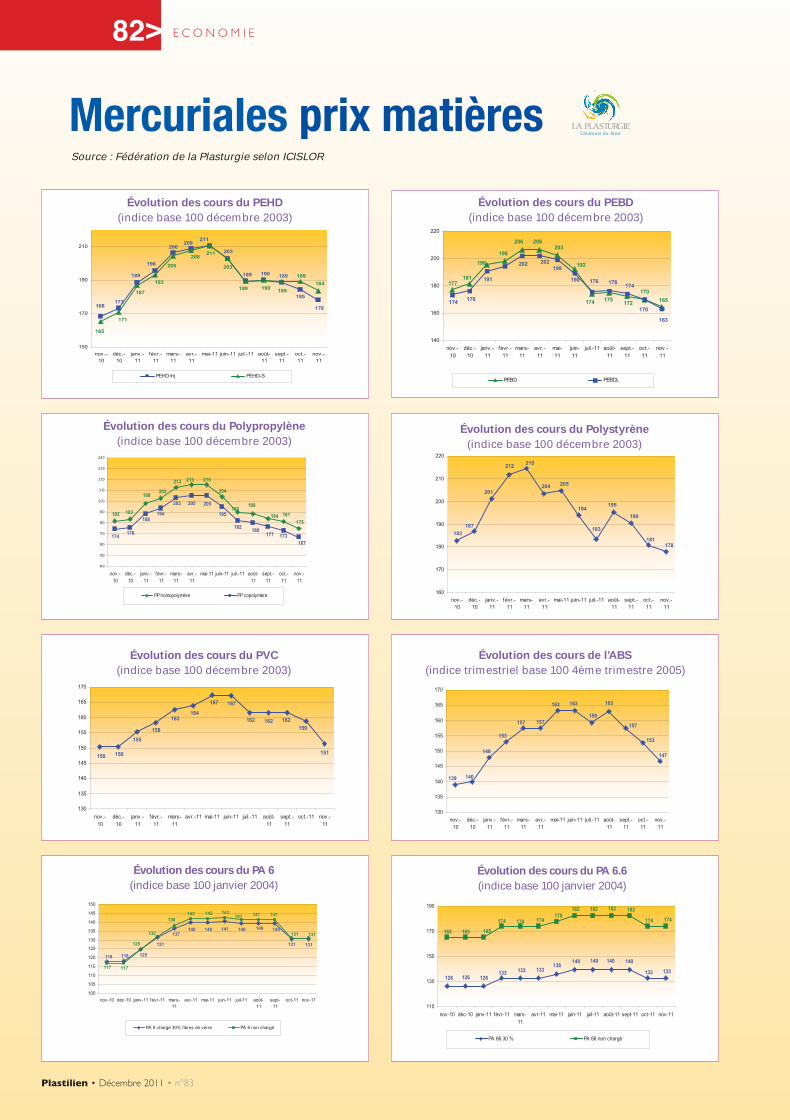
Créateurs du futurLA PLASTURGIE
Source : Fédération de la Plasturgie selon ICISLOR
Mercuriales prix matières
189
168
189 190
173185
189
196
206209
203
211
178
165
189
189
190189
203
211208
205
193
187
171
184
150
170
190
210
nov.-10
déc.-10
janv.-11
févr.-11
mars-11
avr.-11
mai-11 juin-11 juil.-11 août-11
sept.-11
oct.-11
nov.-11
PEHD Inj PEHD-S
181
194190
183
195
178
201
212 215
204 205
183187
160
170
180
190
200
210
220
nov.-10
déc.-10
janv.-11
févr.-11
mars-11
avr.-11
mai-11 juin-11 juil.-11 août-11
sept.-11
oct.-11
nov.-11
215
204
190184
175181
215213
203198
188183182
205203
194188
176
205
195
180182
167177 173174
140
150
160
170
180
190
200
210
220
230
240
nov.-10
déc.-10
janv.-11
févr.-11
mars-11
avr.-11
mai-11 juin-11 juil.-11 août-11
sept.-11
oct.-11
nov.-11
PP homopolymère PP copolymère
165170
172175174
192
203206
177181
206
196
198
163
174 176
170
174176176190
199202202
191
140
160
180
200
220
nov.-10
déc.-10
janv.-11
févr.-11
mars-11
avr.-11
mai-11
juin-11
juil.-11 août-11
sept.-11
oct.-11
nov.-11
PEBD PEBDL
162
151
159162162
155
167167
164163
158
150 150
130
135
140
145
150
155
160
165
170
nov.-10
déc.-10
janv.-11
févr.-11
mars-11
avr.-11 mai-11 juin-11 juil.-11 août-11
sept.-11
oct.-11 nov.-11
Évolution des cours du Polypropylène
(indice base 100 décembre 2003)Évolution des cours du Polystyrène
(indice base 100 décembre 2003)
Évolution des cours du PVC
(indice base 100 décembre 2003)
Évolution des cours du PEHD
(indice base 100 décembre 2003)Évolution des cours du PEBD
(indice base 100 décembre 2003)
153
163
157
159
163
147148
153
157 157
163
139 140
130
135
140
145
150
155
160
165
170
nov.-10
déc.-10
janv.-11
févr.-11
mars-11
avr.-11
mai-11 juin-11 juil.-11 août-11
sept.-11
oct.-11
nov.-11
Évolution des cours de l’ABS
(indice trimestriel base 100 4ème trimestre 2005)
131131
140140140141140140137
131
118 118 125
131131
141141141143142142
138
132
117 117
125
100
105
110
115
120
125
130
135
140
145
150
nov-10 déc-10 janv-11 févr-11 mars-11
avr-11 mai-11 juin-11 juil-11 août-11
sept-11
oct-11 nov-11
PA 6 chargé 30% fibres de verre PA 6 non chargé
133133
140140140136
133133140
133126 126 126
174174
182182182182178
174174174
165 165 165
110
130
150
170
190
nov-10 déc-10 janv-11 févr-11 mars-11
avr-11 mai-11 juin-11 juil-11 août-11 sept-11 oct-11 nov-11
PA 66 30 % PA 66 non chargé
Évolution des cours du PA 6
(indice base 100 janvier 2004)Évolution des cours du PA 6.6
(indice base 100 janvier 2004)
Plastilien • Décembre 2011 • n°83
E C O N O M I E
<
82
decembre_Mise en page 1 14/12/11 17:12 Page82

5,0
4,0
3,0
2,0
1,0
0,0
Con
som
mat
ion
d'én
ergi
e (k
Wh)
PresseHydraulique
(J75EIII)
Presseélectrique
(J85AD)
3,816
0,879
E C O N O M I E<83
n°83 • Décembre • Plastilien
Evolution de l’indice des prix à la
consommation en Sept.-Oct. 2011
(source Insee) :
• En données brutes :+0,2 % à un mois et
+2,3 % à un an.
• En données CVS(Corrigées des Variations
Saisonnières) :
+0,3 % à un mois et +2,4 % à un an
decembre_Mise en page 1 14/12/11 17:12 Page83

L’innovation en plasturgie
InnoV DaysLa plasturgie aujourd’huiLes procédés et les matériaux polymères savent adapter les produits à la demande : des produits performants, intelligents, capables deréagir à leur environnement, précis, économiques… Et pour mieux répondre encore aux attentes et aux nouvelles réglementations, lesprocédés et matériaux polymères progressent : nouvelles fonctionnalités de produits, nouvelles performances, recyclabilité, respect del’environnement, ... Les polymères biosourcés se développent, les nanotechnologies sont très prometteuses et des besoins nouveauxdans des spécialités comme la microfluidique, l’électronique, l’habitat basse consommation, le médical, le véhicule électrique font évo-luer les matériaux polymères et leurs procédés.
InnoV DaysEn 2012, le CFP et le PEP proposent des rendez-vous incontournables à tous ceux qui souhaitent bénéficier des dernières connais-sances liées à la filière plasturgie. Ces évènements, ou journées techniques, sont axés sur L’INNOVATION EN PLASTURGIE et ont pourmission de favoriser le transfert de connaissances et les échanges entre Centres Techniques, Fournisseurs, Utilisateurs de matériauxpolymères.
• LES PLASTIQUES TRANSPARENTS
29 MARS 2012 - LYON
• LES PLASTIQUES TRES TECHNIQUES
19 JUIN 2012 - DIJON
• LE RECYCLAGE DES MATERIAUX
POLYMERES
5 JUILLET 2012 - OYONNAX
• LES PLASTIQUES SOUPLES
27 SEPTEMBRE 2012 - LYON
• LES OUTILLAGES AVANCES EN PLASTURGIE
4 OCTOBRE 2012 - OYONNAX
• LES NANOMATERIAUX EN PLASTURGIE
22 NOVEMBRE 2012 - DIJON
• LA PLASTRONIQUE
Interconnexions électriques et report
de composants sur plastique (MID)
6 DECEMBRE 2012 - OYONNAX
AGENDA InnoV Days
84 <
A G E N D A
Plastilien • Décembre 2011 • n°83
SALONS et CONGRÈS 2012
INTERPLASTICA 201224 au 27 janv. 2012Moscou
COLLOQUE« Les plastiques et les questionssur la santé :comment répondre aux interroga-tions de la société ? »26 janvier 2012Paris
PLASTINDIA 201201 au 06 février 2012New Delhi
JEC COMPOSITES SHOW27 au 29 mars 2012Paris
PLASTICS MEETINGS : les rendez-vous d’affaires de la Plasturgie04 au 05 avril 2012Lyon - Espace Tête d’Or
CHINA PLAST18 au 21 avril 2012Shanghai
PLAST8 au 12 mai 2012Milan
RENCONTRE ANNUELLE DE LA PLASTURGIE5 juillet 2012Lyon
ARMO 2012Congrès mondial du rotomoulage30 septembre au 2 octobre 2012Lyon
decembre_Mise en page 1 14/12/11 17:12 Page84
decembre_Mise en page 1 14/12/11 17:12 Page85
decembre_Mise en page 1 14/12/11 17:12 Page86





























