Embed Size (px)
Citation preview
Les aciers IFS et DWI

Les métaux à très grande déformation
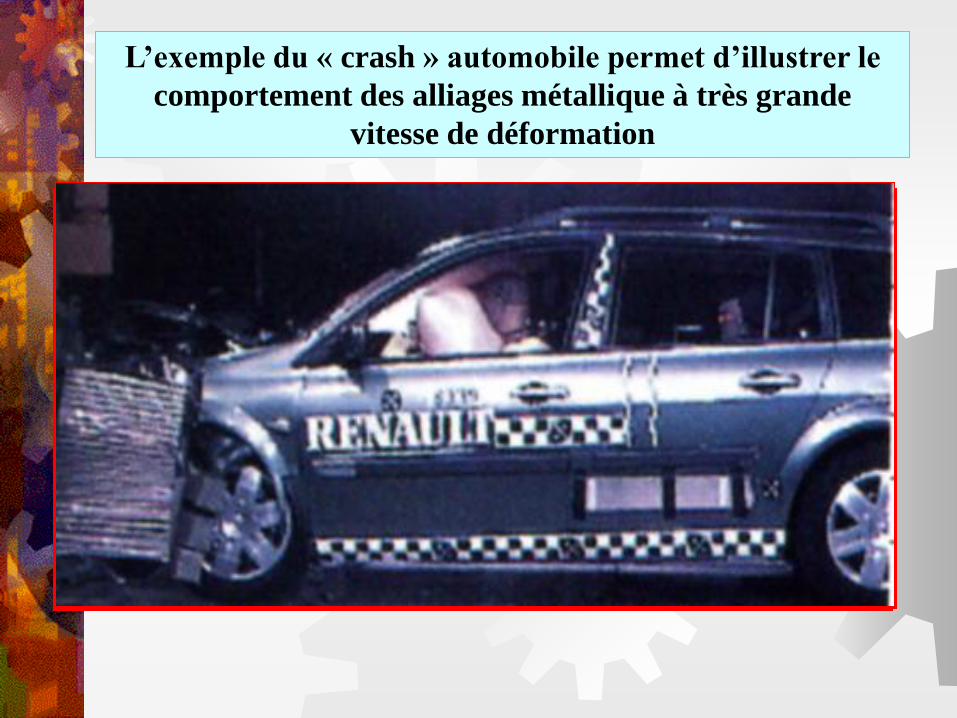
L’exemple du « crash » automobile permet d’illustrer le
comportement des alliages métallique à très grande
vitesse de déformation
De telles performances sont possibles grâce :
• à la conception
• et la mise en œuvre de matériaux métalliques capables
de se déformer en absorbant une grande quantité
d’énergie sans se rompre
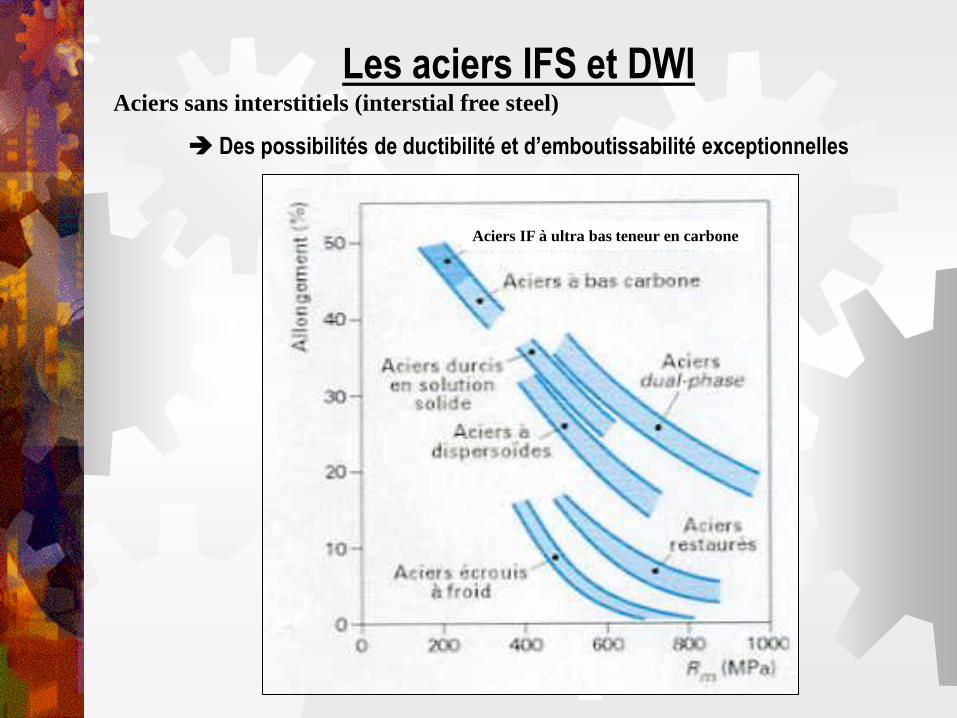
Les aciers IFS et DWIAciers sans interstitiels (interstial free steel)
Des possibilités de ductibilité et d’emboutissabilité exceptionnelles
Aciers IF à ultra bas teneur en carbone
Domaine d’application aciers hyperemboutissables
IFS interstial free steel
Applications principales : pièces de peau de véhicules
automobiles
Exigences
• De formabilité de plus en plus sévères
• D’allégement
• Dessins de pièces de plus en plus complexes
-
Ce qui impose un contrôle de la précipitation et du développement des
textures ( la distribution des orientations des grains ayant la même
structure cristallographique)
Domaine d’application aciers hyperemboutissables
DWI : Drawing and Wall Ironing
Mise en forme des canettes
Exigences
• Importance réduction d’épaisseur
• Grande vitesse de production
-
Ce qui impose un contrôle du comportement thermomécanique
Les aciers IFS et DWIAciers sans interstitiels (interstial free steel)
Qu’est ce qu’un interstitiel ?
Les atomes interstitiels, déterminés par la composition
chimique de l’acier, fixent les propriétés du matériau.
• Certains jouent un role pour le durcissement (Ti,Cr, ..)
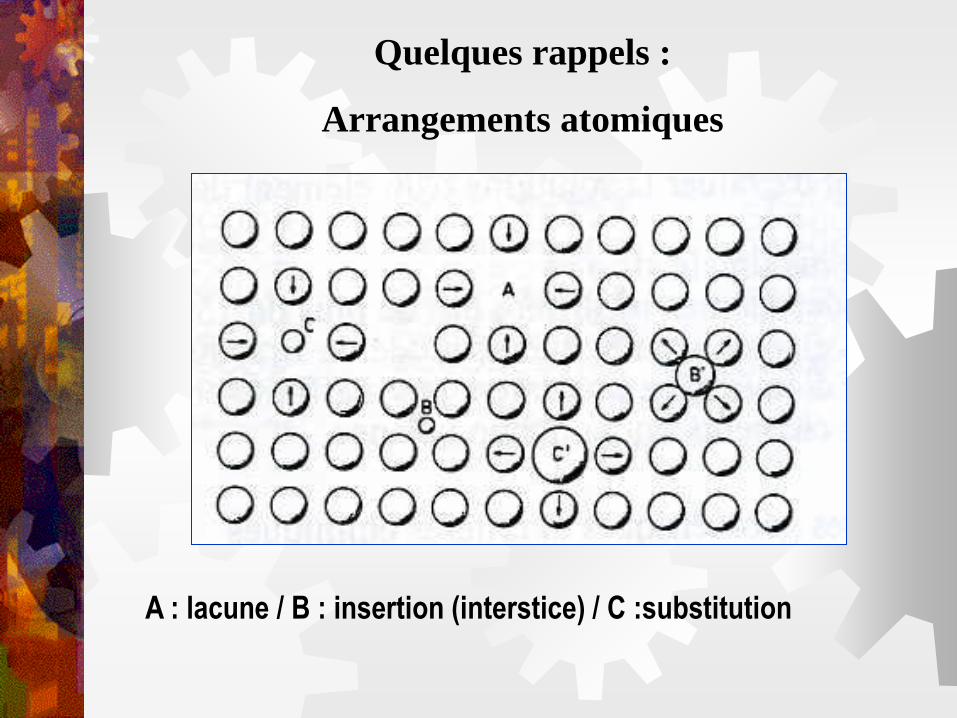
Quelques rappels :
Arrangements atomiques
A : lacune / B : insertion (interstice) / C :substitution
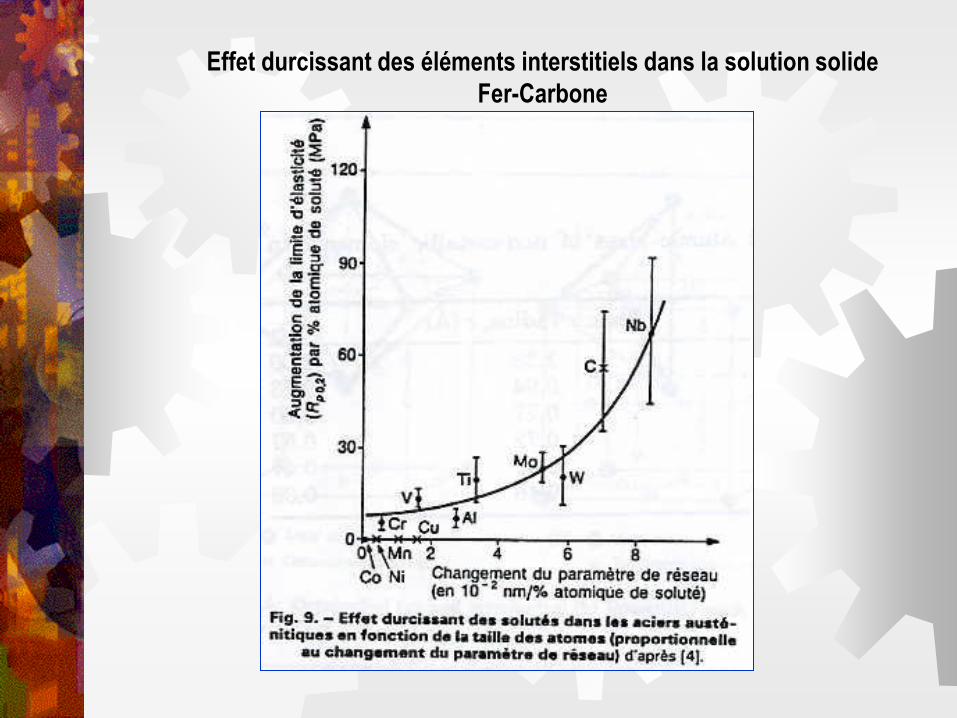
Effet durcissant des éléments interstitiels dans la solution solide
Fer-Carbone
Les aciers IFS et DWIAciers sans interstitiels (interstial free steel)
Principe métallurgique
Le carbone et l’azote sont totalement piégés ( sous la forme
de précipités) grâce à des additions contrôlées d’un ou
plusieurs éléments carburigénes et / ou nitrurigénes tels que
le titane et le niobium
Les aciers IFS et DWIAciers sans interstitiels (interstial free steel)
Il est nécessaire de bien maîtriser des interstitiels d’azotes
libres et les carbones en sursaturation qui participent au
durcissement et conditionnent fortement les propriétés
d’emboutissage
En effet, ces atomes sont compatibles (taille du rayon) avec
le réseau cristallin
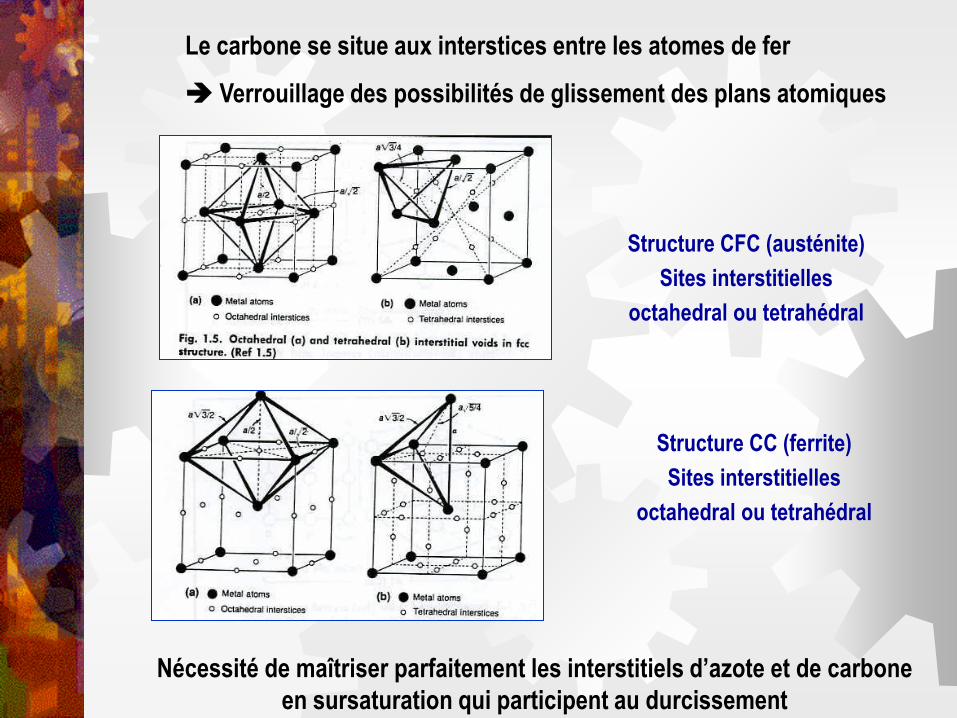
Le carbone se situe aux interstices entre les atomes de fer
Verrouillage des possibilités de glissement des plans atomiques
Structure CFC (austénite)
Sites interstitielles
octahedral ou tetrahédral
Structure CC (ferrite)
Sites interstitielles
octahedral ou tetrahédral
Nécessité de maîtriser parfaitement les interstitiels d’azote et de carbone
en sursaturation qui participent au durcissement
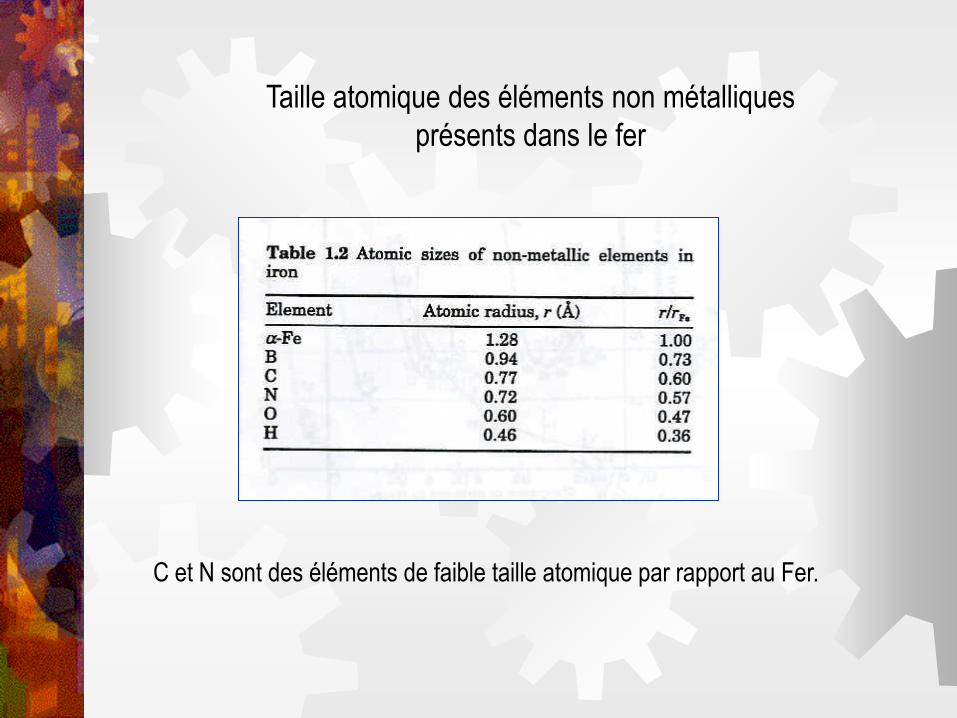
Taille atomique des éléments non métalliques
présents dans le fer
C et N sont des éléments de faible taille atomique par rapport au Fer.
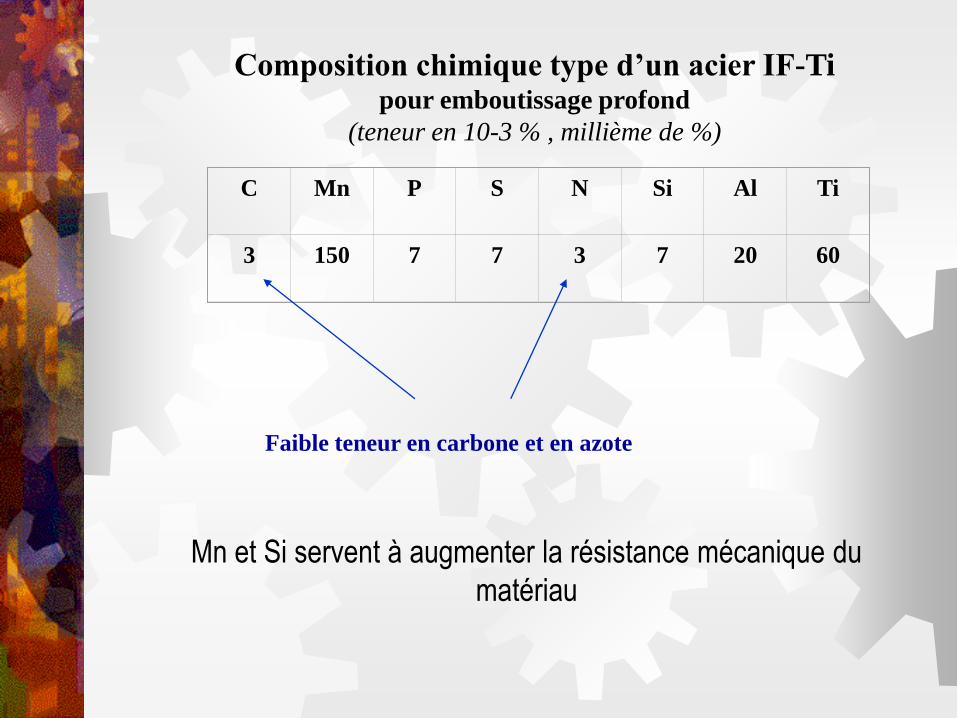
Composition chimique type d’un acier IF-Ti pour emboutissage profond
(teneur en 10-3 % , millième de %)
C Mn P S N Si Al Ti
3 150 7 7 3 7 20 60
Faible teneur en carbone et en azote
Mn et Si servent à augmenter la résistance mécanique du
matériau
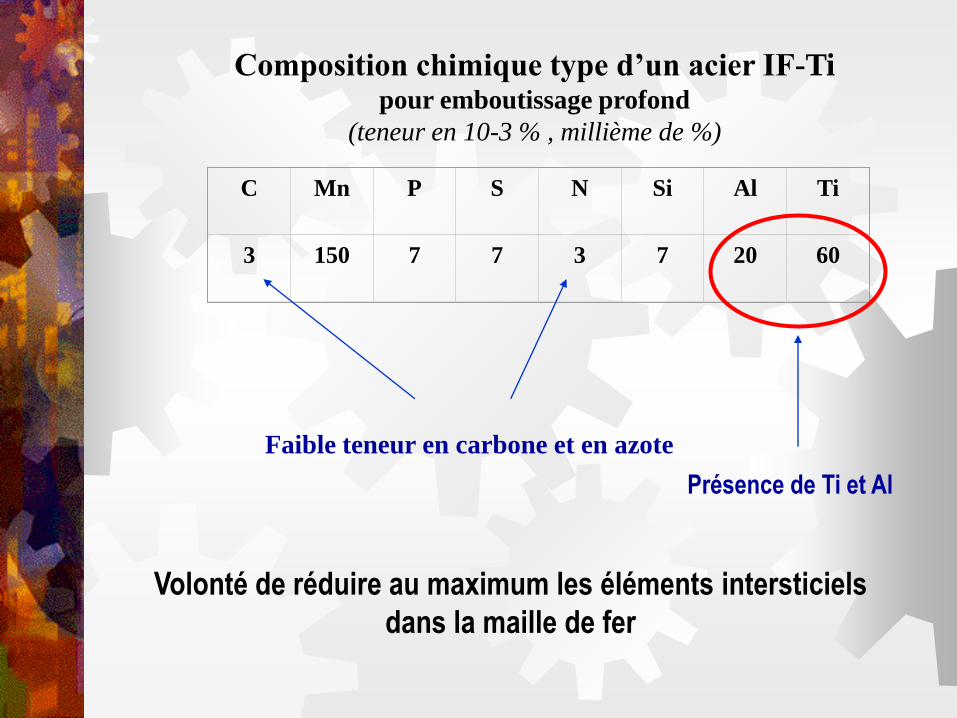
Composition chimique type d’un acier IF-Ti pour emboutissage profond
(teneur en 10-3 % , millième de %)
C Mn P S N Si Al Ti
3 150 7 7 3 7 20 60
Faible teneur en carbone et en azote
Volonté de réduire au maximum les éléments intersticiels
dans la maille de fer
Présence de Ti et Al
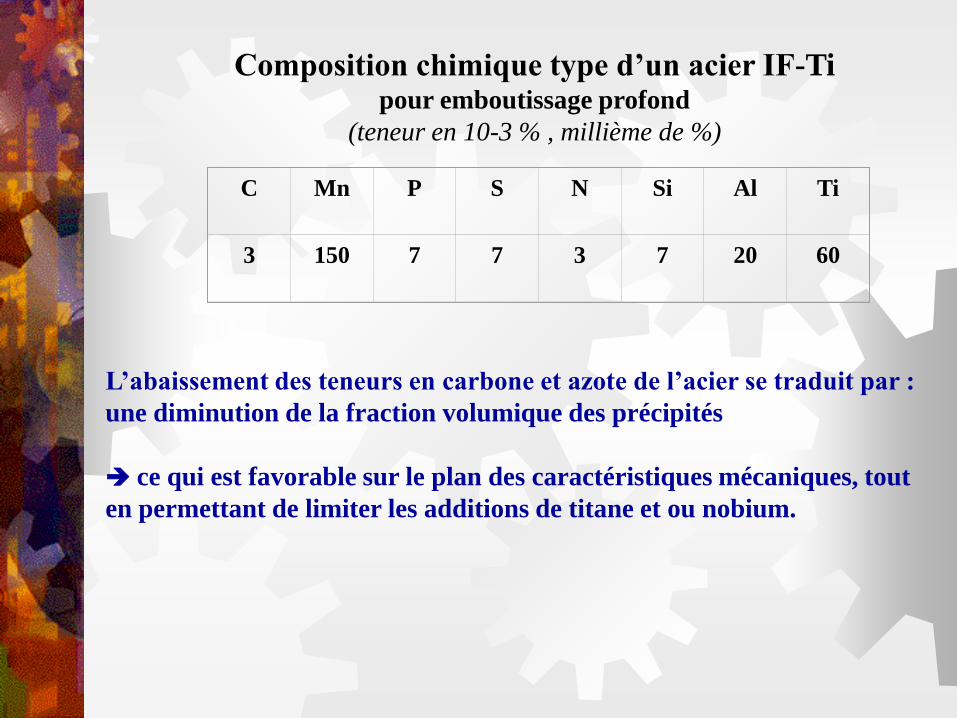
Composition chimique type d’un acier IF-Ti pour emboutissage profond
(teneur en 10-3 % , millième de %)
C Mn P S N Si Al Ti
3 150 7 7 3 7 20 60
L’abaissement des teneurs en carbone et azote de l’acier se traduit par :
une diminution de la fraction volumique des précipités
ce qui est favorable sur le plan des caractéristiques mécaniques, tout
en permettant de limiter les additions de titane et ou nobium.
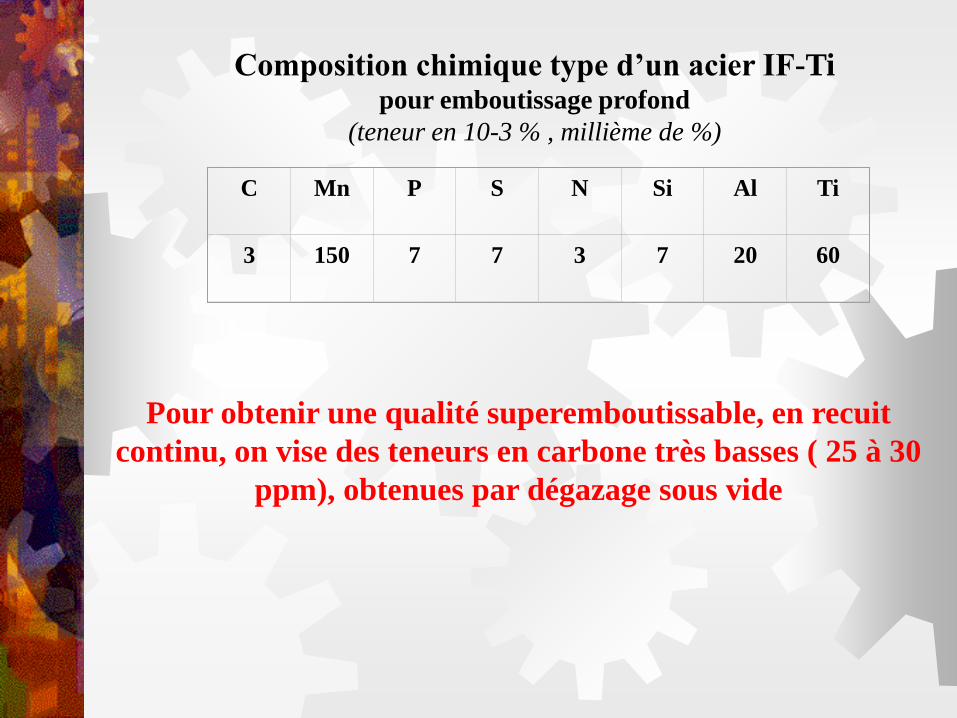
Composition chimique type d’un acier IF-Ti pour emboutissage profond
(teneur en 10-3 % , millième de %)
C Mn P S N Si Al Ti
3 150 7 7 3 7 20 60
Pour obtenir une qualité superemboutissable, en recuit
continu, on vise des teneurs en carbone très basses ( 25 à 30
ppm), obtenues par dégazage sous vide
Les différentes nuances d’acier sans interstitiel
Quatre familles principales
• les IFS au titane
• au niobium
• microalliés Ti et Nb
• IFHR ( IFS à haute résistance)
Les différentes nuances d’acier sans interstitiel
Quatre familles principales
• les IFS au titane Ti en excés par rapport à la stoechiomètrie en C
pour améliorer l’emboutissabilité (Re, A%, coefficient d’anisotropie)
• au niobium Nb/C = 1
• microalliés Ti et Nb la teneur en Ti est ajustée à N ( formation de
nitrure de titane)
• IFHR ( IFS à haute résistance) ajouts d’éléments durcissants (Si,
Mn) avec une augmentation des résistances mécaniques
400MPa : ce qui perturbe l’anisotropie et l’écrouissage
Comment améliorer l’aptitude à
l’emboutissage
En réduisant le nombre d’éléments
interstitiels notamment C et N
Comment ?
Comment améliorer l’aptitude à
l’emboutissage
En réduisant le nombre d’éléments
interstitiels notamment C et N
Comment ?
Comment améliorer l’aptitude à
l’emboutissage
En réduisant le nombre d’éléments interstitiels
notamment C et N
Comment ?
Par l’addition de nobium et de titane
Formation de précipités TiC et TiN
Ont un effet sur la texture de recristallisation
1. Une limite élastique Re la plus basse possible
2. L’allongement A% le plus élevé possible, traduisant en partie
la capacité du métal à se déformer
3. Un coefficient d’écrouissage n ( = K. n ), loi de type
puissance, le plus élevé possible afin d’offrir une
consolidation importante sur pièce mais également afin de
mieux répartir les déformations au cours de l’emboutissage
4. Un coefficient d’anisotropie le plus élevé possible traduisant
la résistance du matériau à la déformation dans l’épaisseur
Les caractéristiques métallurgiques souhaitées
Les caractéristiques métallurgiques
Le coefficient d’écrouissage
= K. n
Comportement en traction : une loi de
puissance
n coefficient d’écrouissage
Pour des opérations d’emboutissage, on recherche un n élevé
( > 0,22 pour un IFS par rapport à un acier calmé Al recuit n = 0,18 à 0,21)
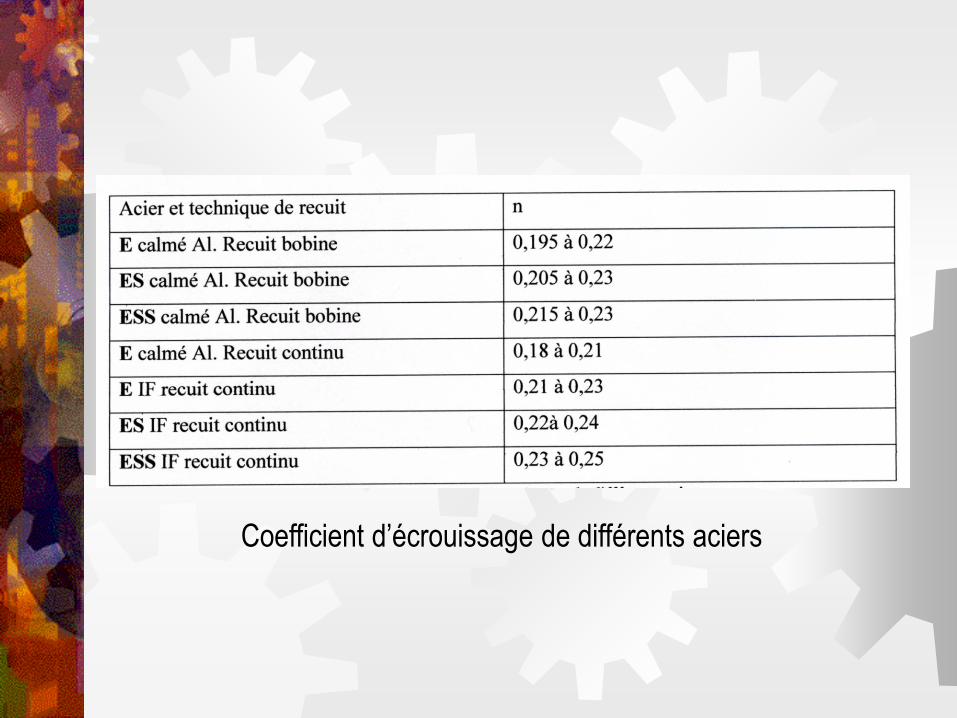
Coefficient d’écrouissage de différents aciers
Les caractéristiques métallurgiques
Le coefficient d’anisotropie mécanique
r = largeur / épaisseur
largeur : déformation rationnelle dans la largeur
épaisseur : déformation rationnelle dans l’épaisseur
d’une éprouvette de traction plane
On vise r maximal
L’accroissement de r provient de l’orientation préférentielle
des grains telle que la contrainte d’écoulement la plus
élevée du monocristal soit perpendiculaire au plan de la tôle
Les caractéristiques métallurgiques
Le coefficient d’anisotropie mécanique
r = largeur / épaisseur
maximal
Pour les nuances ferritiques
cela revient à favoriser la formation des grains dont la
direction <111> est perpendiculaire au plan de la tole
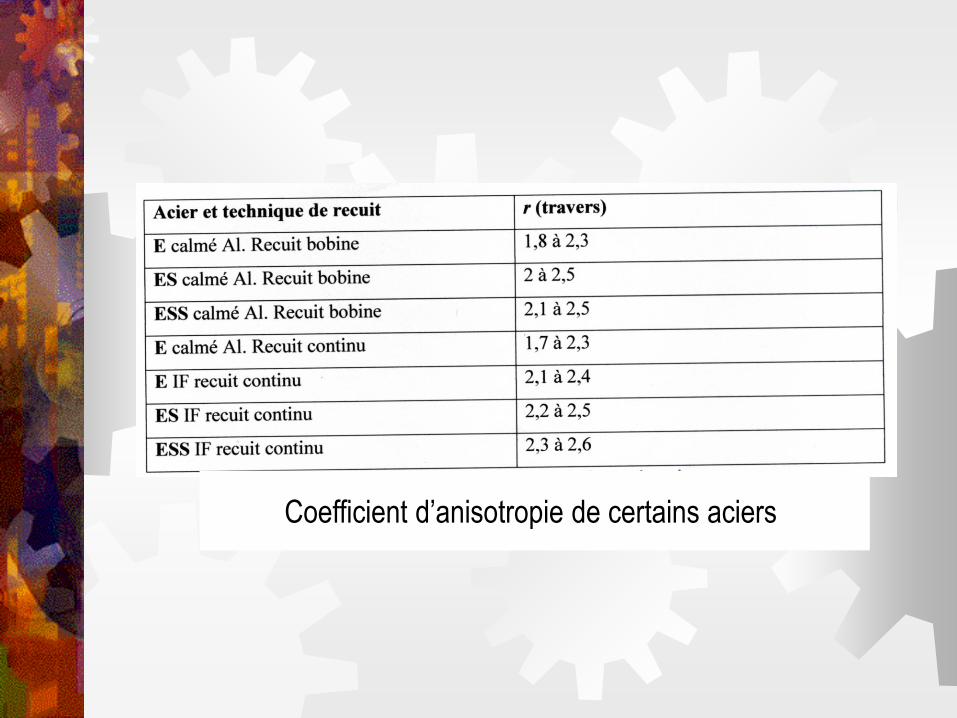
Coefficient d’anisotropie de certains aciers
Caractéristiques mécaniques des tôles de qualité
hyperemboutissable
Re
MPa
Rm
MPa
A
%
r moyen n moyen
120-160 270-330 > 42 > 1,9 > 0,22
Quels sont les facteurs qui jouent un rôle important ?
Caractéristiques mécaniques des tôles de qualité
hyperemboutissable
Re
MPa
Rm
MPa
A
%
r moyen n moyen
120-160 270-330 > 42 > 1,9 > 0,22
Les facteurs qui jouent un rôle important sont :
1. L’absence d’éléments interstitiels
2. La quantité d’éléments carburigènes en excès ( en solution
solide), en particulier le titane
3. La morphologie de la précipitation ( quantité, taille)
4. La taille des grains sur la tôle à chaud
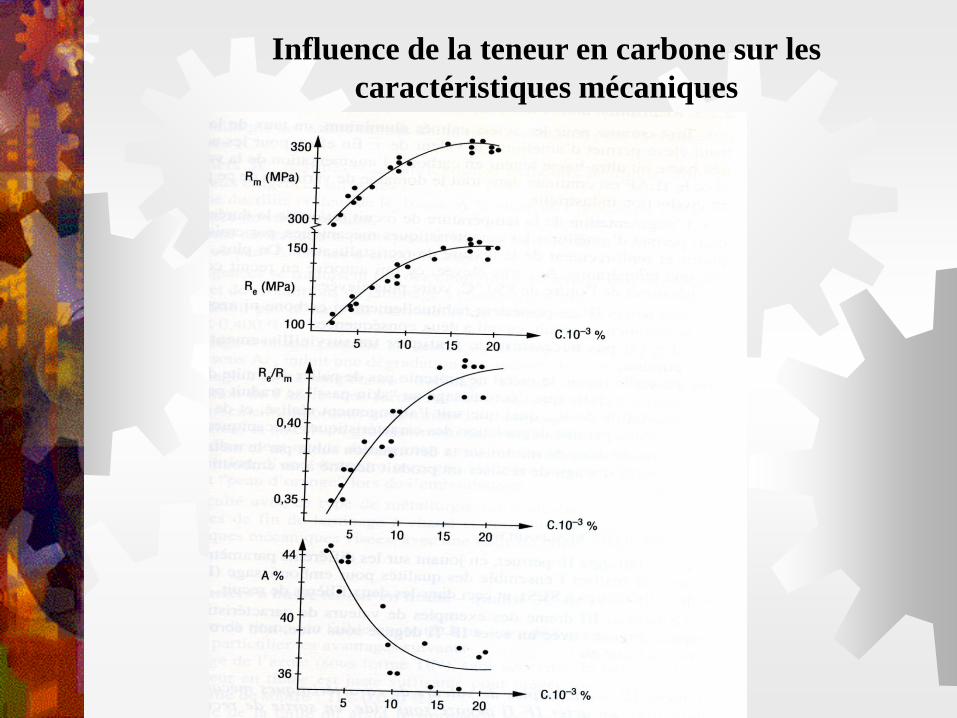
Influence de la teneur en carbone sur les
caractéristiques mécaniques
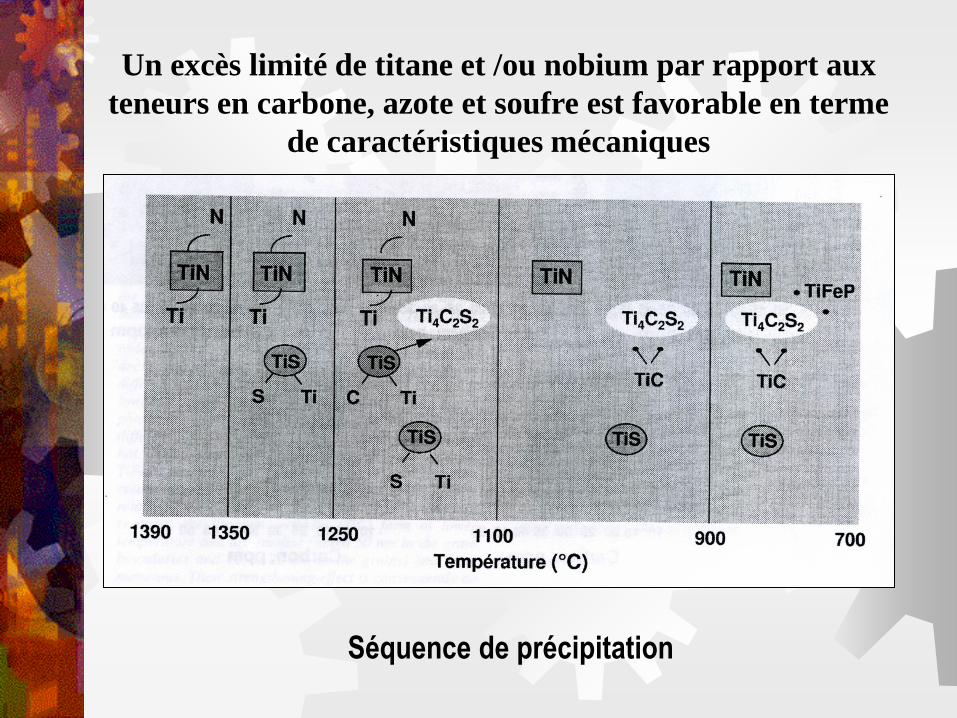
Un excès limité de titane et /ou nobium par rapport aux
teneurs en carbone, azote et soufre est favorable en terme
de caractéristiques mécaniques
Séquence de précipitation
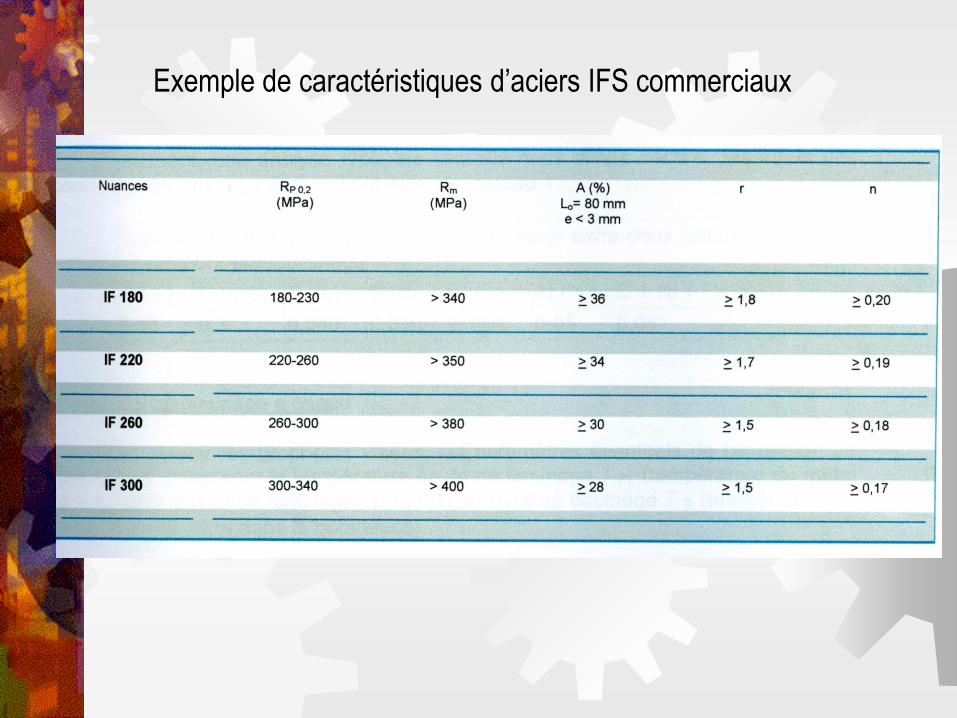
Exemple de caractéristiques d’aciers IFS commerciaux
L’élaboration
Les aciers IFS sont fabriqués selon le même
principe que les aciers courants avec une étape
supplémentaire
A l’état liquide : étape de dégazage
L’élaboration
A l’état liquide : étape de dégazage
Objectif limiter la quantité de carbone
- réaction de décarburation
C + ½ O2 CO
- réaction de dénitruration
N N2 (g)
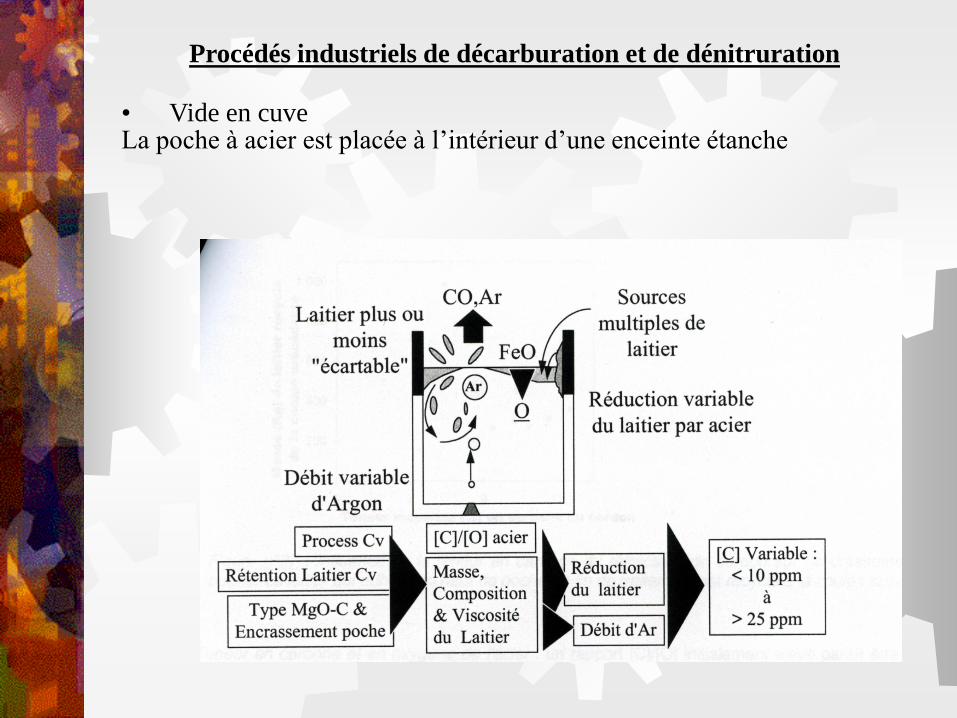
Procédés industriels de décarburation et de dénitruration
• Vide en cuveLa poche à acier est placée à l’intérieur d’une enceinte étanche
Vide en cuve
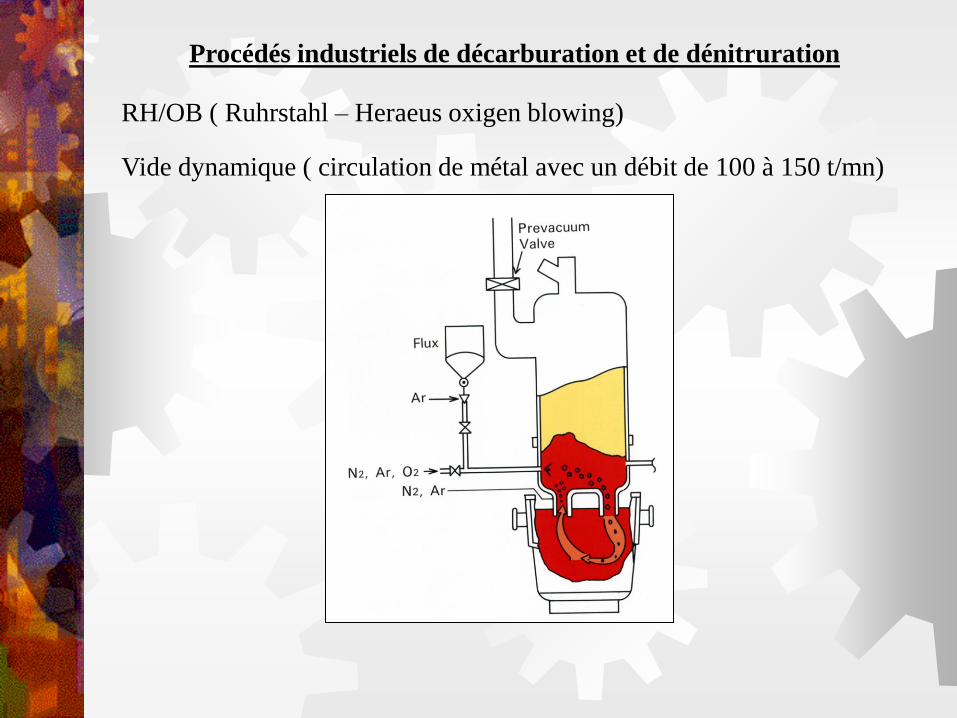
Procédés industriels de décarburation et de dénitruration
RH/OB ( Ruhrstahl – Heraeus oxigen blowing)
Vide dynamique ( circulation de métal avec un débit de 100 à 150 t/mn)
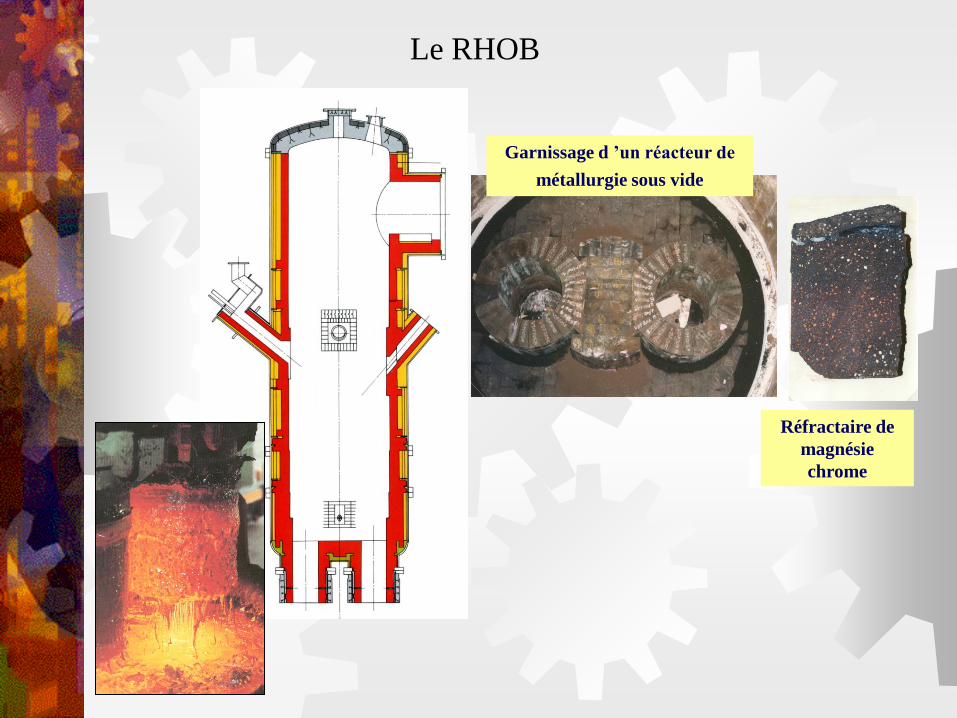
Le RHOB
Garnissage d ’un réacteur de
métallurgie sous vide
Réfractaire de
magnésie
chrome
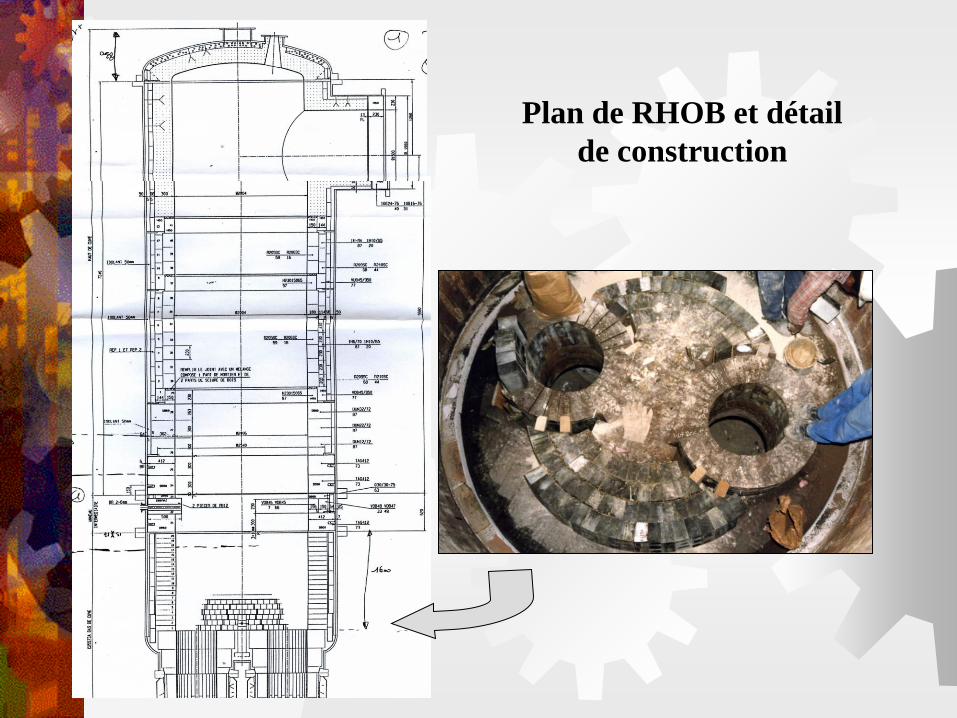
Plan de RHOB et détail
de construction
Vue de détail des plongeurs au contact avec le métal
Plongeur après
traitement
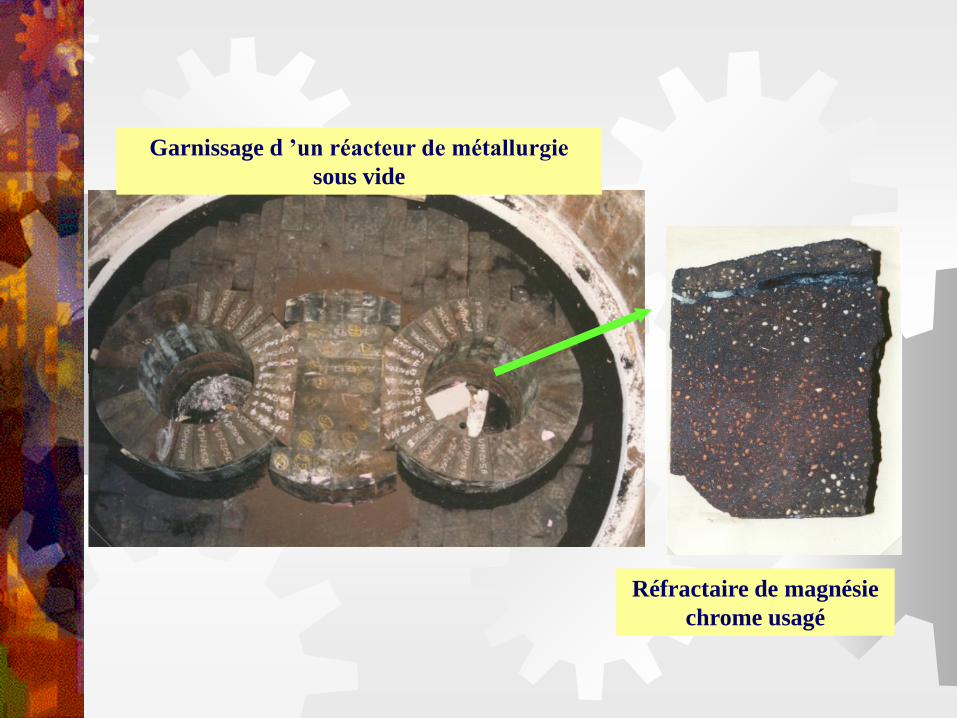
Garnissage d ’un réacteur de métallurgie
sous vide
Réfractaire de magnésie
chrome usagé
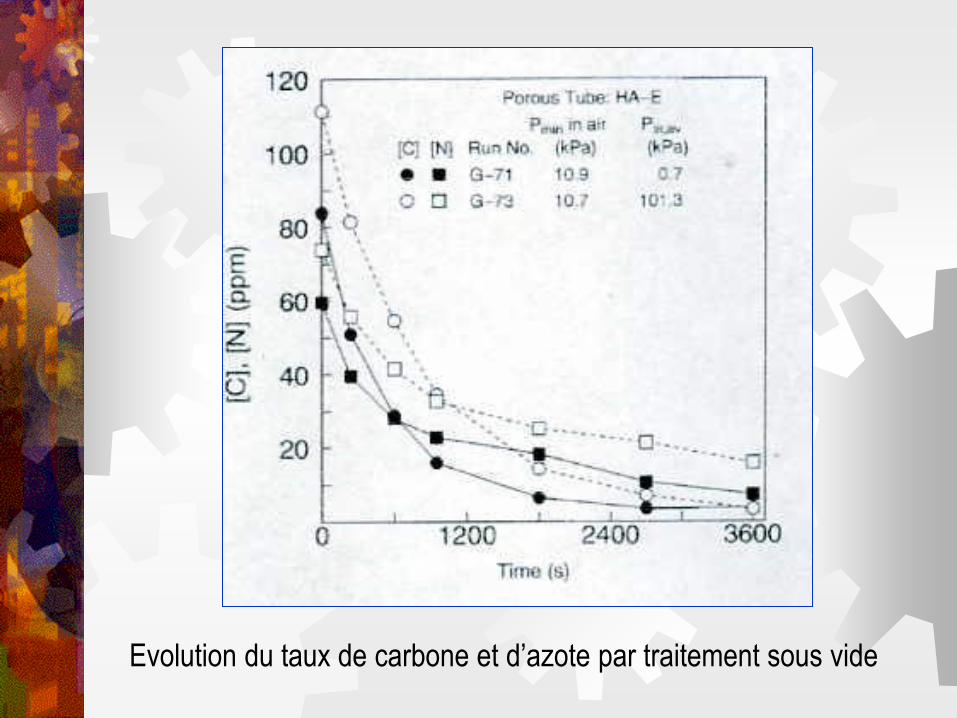
Evolution du taux de carbone et d’azote par traitement sous vide
Déformation à chaud ( laminage à chaud)
Les températures de réchauffage du métal, de fin de laminage et de
bobinage influencent :
• La morphologie de la précipitation
• La taille des grains sur tôle
• et donc jouent sur les caractéristiques mécaniques du produit
Un bobinage chaud est favorable à des valeurs très
élevées d’ un coefficient d’anisotropie r
Laminage à chaud : 3 paramètres importants
• la vitesse de refroidissement
• la température de fin de laminage
• la température de bobinage
Laminage à chaud : 3 paramètres importants
• la vitesse de refroidissement : 20°C/s
Peu d’influence sur la microstructure ( trempabilité
réduite)
Cette vitesse est calculée afin d’avoir la bonne température
au bobinage
la température de fin de laminage
doit être supérieure à la température de transformation de
l’austénite en ferrite(austénite à grains fins équiaxes par
recristallisation à chaque passe de laminage)
la température de bobinage
Répartition et taille optimale de carbures
Si la taille est trop élevée, on a un grossissement de grains
Déformation à froid ( relaminage à froid)
• Un taux de laminage élevé améliorer r
(coefficient d’anisotropie)
Déformation à froid ( relaminage à froid)
• Un taux de laminage élevé améliorer r
• L’augmentation de la température de recuit ( 850°C voire
plus) et ou du temps de maintient permet d’améliorer les
caractéristiques mécaniques par croissance des grains et
renforcement de la texture de recristallisation
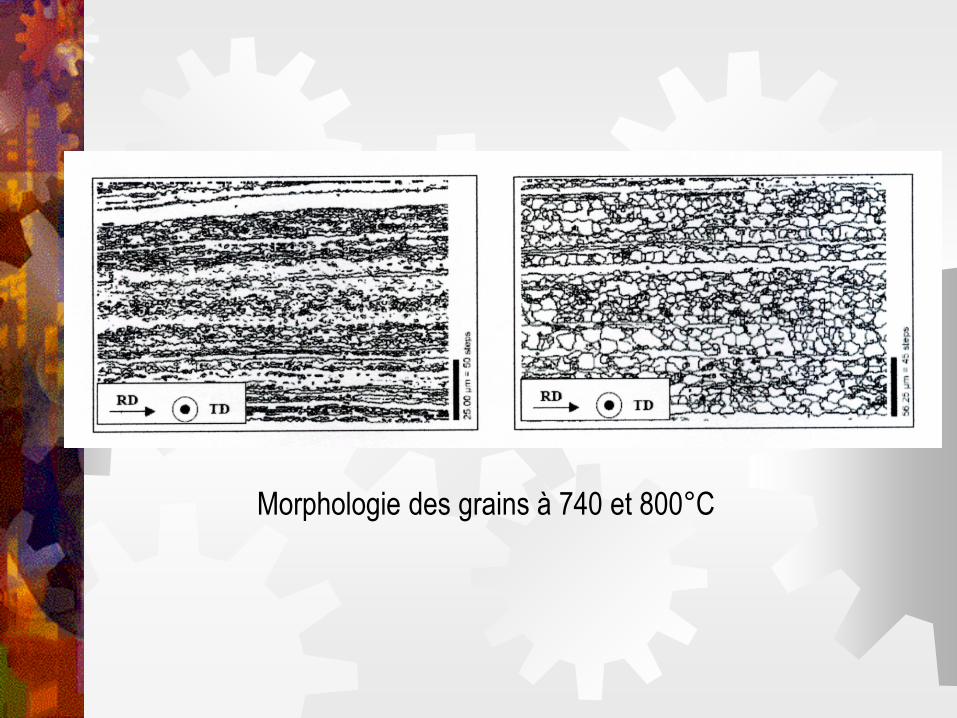
Morphologie des grains à 740 et 800°C
Déformation à froid ( relaminage à froid)
• Un taux de laminage élevé améliorer r
• L’augmentation de la température de recuit ( 850°C voire plus) et
ou du temps de maintient permet d’améliorer les caractéristiques
mécaniques par croissance des grains et renforcement de la
texture de recristallisation
• Les aciers IFS ne possédent pas de carbone ni d’azote libre
- il n’est pas necessaire de pratiquer un surveillissement
en recuit continu ( pas de capacité de vieillissement)
- pas de pallier de limite élastique, ne pas faire
d’écrouissage au skin pass après le recuit
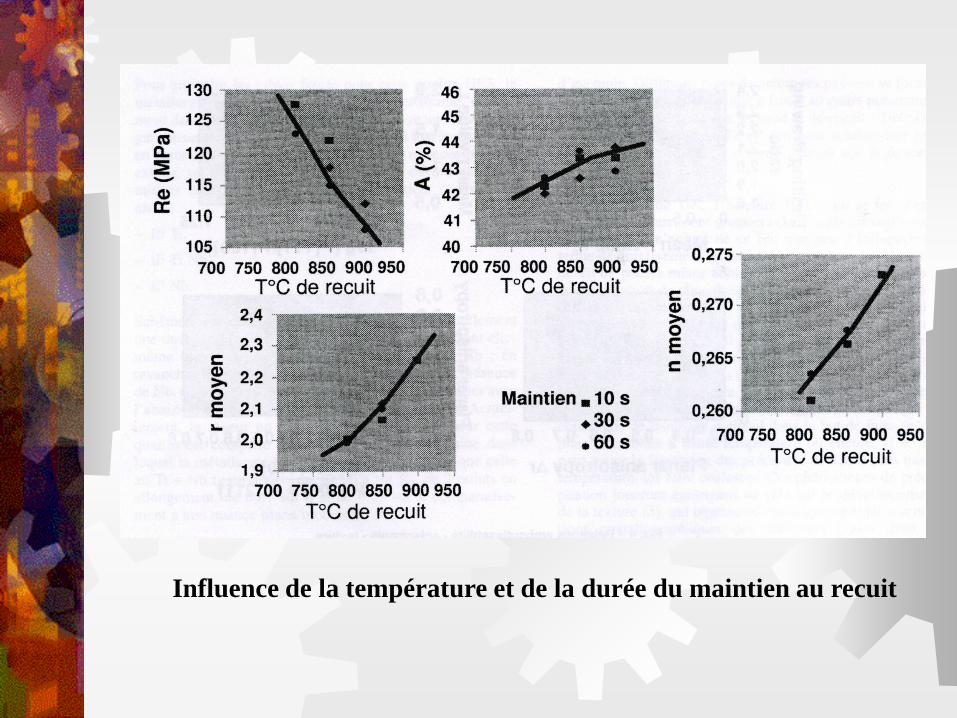
Influence de la température et de la durée du maintien au recuit
Conclusion
• une métallurgie relativement simple
• des aciers remarquables pour tous les traitements
d’emboutissage
• une demande importante du secteur de l’automobile





























