Embed Size (px)
Citation preview
1
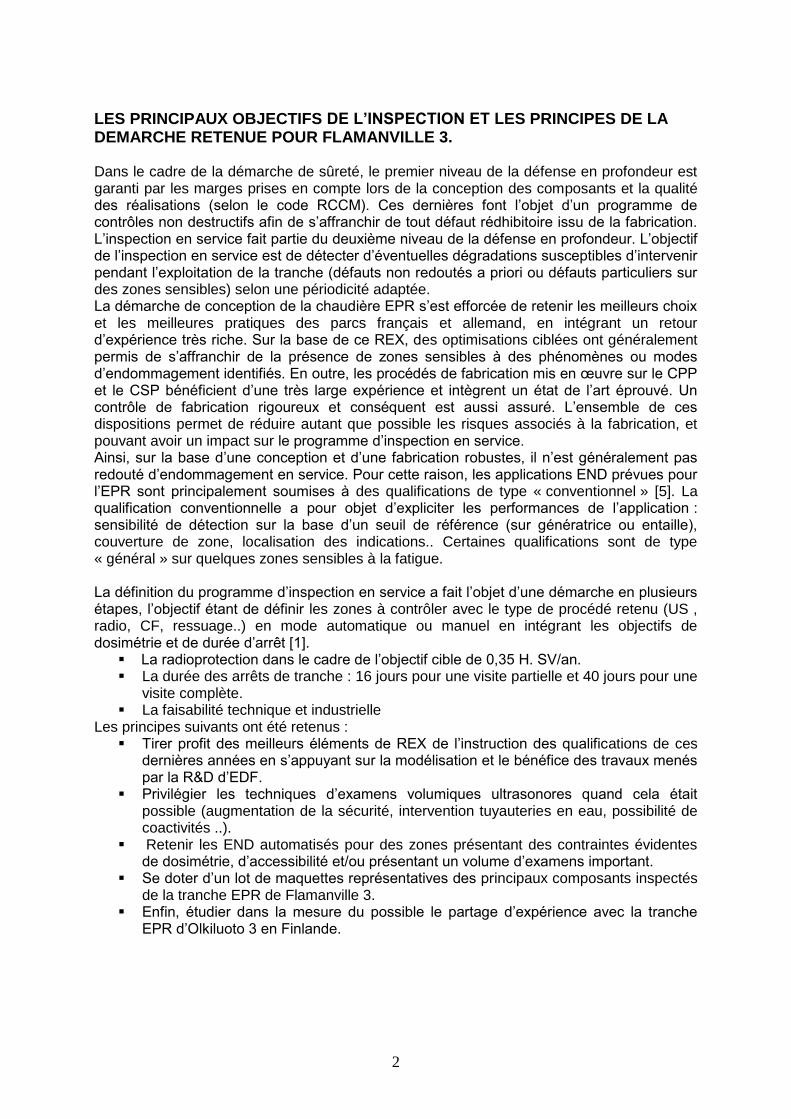
LES END POUR L’INSPECTION DE l’EPRTM DE FLAMANVILLE 3 : PROGRAMME DES DEVELOPPEMENTS ET DES QUALIFICATIONS
THE NDE FOR EPRTM „s INSPECTION: DEVELOPMENT AND QUALIFICATION PROGRAM
P. BLIN: EDF-DIN-CEIDRE - St Denis
F. CHAMPIGNY : EDF-DIN-CEIDRE – St Denis F.CHAVIGNY : EDF-DIN-CNEN – Montrouge
JL. GUILLOTEAU: EDF-DPN-UTO – Noisy le Grand
INTRODUCTION La tranche EPRTM de Flamanville 3 est la première tranche à être soumise aux Arrêtés du 10/11/99 [2] et du 23/12/05 [3] dès sa conception. Au titre des articles 8 et 9 de l’arrêté du 10/11/99, les examens non destructifs prévus pour l’inspection en service et mis en œuvre à partir de la Visite Complète Initiale (VCI) devront être disponibles et faire l'objet de gestes de qualification formelle. La VCI est une inspection complète du circuit primaire principal (CPP) et du circuit secondaire principal (CSP). Elle consiste à effectuer avant le premier chargement du réacteur, tous les END qui seront réalisés en service dans les mêmes conditions, de façon à disposer d'une référence fiable permettant de détecter l'apparition ou l'évolution d'un éventuel endommagement en service. La Visite Complète Initiale (VCI) sur site est prévue à partir de fin 2012 / début 2013. Le programme abordé ci-après prévoit le développement et la qualification d’END compatibles avec les enjeux de cette nouvelle génération de réacteurs. Le texte présente:
les objectifs de l’inspection et la démarche retenue pour Flamanville 3, les grandes lignes du programme d’inspection en service, un rappel du processus de qualification, les évolutions et enseignements dans la méthodologie de qualification, les interactions et échanges avec la conception et la fabrication, un focus sur les nouvelles applications END de l’EPR, l’avancement et les premiers éléments de REX.
ABSTRACT The “Flamanville 3” EPRTM unit is the first one to be subjected to the French Ministerial Orders of the 10th November 1999 and of the 13th December 2005 from the design phase. According to these orders, the non destructive examination (NDE) planned for the in service inspection (ISI) and for the pre service inspection (PSI) must be operational with a compulsory formal qualification. The PSI is a complete inspection of the main primary and secondary systems. The PSI‟s objective is to perform before the first core loading all the NDE planned for the future ISI in the same conditions, in order to have a reliable reference for the detection or for the evaluation of the possible damages during the ISI. The “Flamanville 3” PSI is planned to start end 2012 / beginning 2013. The program consists of the development and the qualification of the NDE compatible with this new generation reactor‟s challenges. The paper is about:
the main EPR‟s objectives and the approach to set up the ISI program, the mainlines of the ISI program, a reminder of the NDE qualification process, the evolutions of the qualification methodology, the exchanges with the design and the manufacturing, some examples of the new NDE, the progress and the first feed-back.
2
LES PRINCIPAUX OBJECTIFS DE L’INSPECTION ET LES PRINCIPES DE LA DEMARCHE RETENUE POUR FLAMANVILLE 3. Dans le cadre de la démarche de sûreté, le premier niveau de la défense en profondeur est garanti par les marges prises en compte lors de la conception des composants et la qualité des réalisations (selon le code RCCM). Ces dernières font l’objet d’un programme de contrôles non destructifs afin de s’affranchir de tout défaut rédhibitoire issu de la fabrication. L’inspection en service fait partie du deuxième niveau de la défense en profondeur. L’objectif de l’inspection en service est de détecter d’éventuelles dégradations susceptibles d’intervenir pendant l’exploitation de la tranche (défauts non redoutés a priori ou défauts particuliers sur des zones sensibles) selon une périodicité adaptée. La démarche de conception de la chaudière EPR s’est efforcée de retenir les meilleurs choix et les meilleures pratiques des parcs français et allemand, en intégrant un retour d’expérience très riche. Sur la base de ce REX, des optimisations ciblées ont généralement permis de s’affranchir de la présence de zones sensibles à des phénomènes ou modes d’endommagement identifiés. En outre, les procédés de fabrication mis en œuvre sur le CPP et le CSP bénéficient d’une très large expérience et intègrent un état de l’art éprouvé. Un contrôle de fabrication rigoureux et conséquent est aussi assuré. L’ensemble de ces dispositions permet de réduire autant que possible les risques associés à la fabrication, et pouvant avoir un impact sur le programme d’inspection en service. Ainsi, sur la base d’une conception et d’une fabrication robustes, il n’est généralement pas redouté d’endommagement en service. Pour cette raison, les applications END prévues pour l’EPR sont principalement soumises à des qualifications de type « conventionnel » [5]. La qualification conventionnelle a pour objet d’expliciter les performances de l’application : sensibilité de détection sur la base d’un seuil de référence (sur génératrice ou entaille), couverture de zone, localisation des indications.. Certaines qualifications sont de type « général » sur quelques zones sensibles à la fatigue. La définition du programme d’inspection en service a fait l’objet d’une démarche en plusieurs étapes, l’objectif étant de définir les zones à contrôler avec le type de procédé retenu (US , radio, CF, ressuage..) en mode automatique ou manuel en intégrant les objectifs de dosimétrie et de durée d’arrêt [1].
La radioprotection dans le cadre de l’objectif cible de 0,35 H. SV/an. La durée des arrêts de tranche : 16 jours pour une visite partielle et 40 jours pour une
visite complète. La faisabilité technique et industrielle
Les principes suivants ont été retenus : Tirer profit des meilleurs éléments de REX de l’instruction des qualifications de ces
dernières années en s’appuyant sur la modélisation et le bénéfice des travaux menés par la R&D d’EDF.
Privilégier les techniques d’examens volumiques ultrasonores quand cela était possible (augmentation de la sécurité, intervention tuyauteries en eau, possibilité de coactivités ..).
Retenir les END automatisés pour des zones présentant des contraintes évidentes de dosimétrie, d’accessibilité et/ou présentant un volume d’examens important.
Se doter d’un lot de maquettes représentatives des principaux composants inspectés de la tranche EPR de Flamanville 3.
Enfin, étudier dans la mesure du possible le partage d’expérience avec la tranche EPR d’Olkiluoto 3 en Finlande.

3
LES GRANDES LIGNES DU PROGRAMME D’INSPECTION Le programme prévisionnel d’inspection de l’EPR France résultant de l’ensemble des données et de la démarche ci-dessus fait état de 40 applications END (au sens RSEM) sur le CPP et le CSP auxquelles il faut ajouter d’autres examens classiques de type télévisuel. A titre de comparaison, 87 applications qualifiées environ sont requises pour le parc en exploitation (58 tranches, 6 paliers). Sur ce programme, on notera que :
La moitié est constituée d’ END dits « automatisés » avec des équipements lourds et parfois complexes, l’autre moitié comprend des END dits « manuels » avec la mise en œuvre de la procédure d’examen par du personnel qualifié.
La moitié est basée sur des techniques ultrasonores (à comparer à un ratio de l’ordre de 35 % sur le parc) impliquant une nette diminution des applications radiographiques.
Tous les équipements END de type porteurs automatisés sont des nouveaux outillages présentant des évolutions pour l’EPR et obligatoirement «froids » pour la réalisation de la VCI.
Ce programme comprend entre autres les examens: des soudures de la cuve et de la boulonnerie du couvercle de cuve, des soudures homogènes et bimétalliques des boucles primaires, des soudures homogènes et bimétalliques des enveloppes des MCG, des soudures des enveloppes des générateurs de vapeur et du pressuriseur, des tubes des générateurs de vapeur, des soudures des canalisations du CSP (vapeur et eau alimentaire).
RAPPEL DU PROCESSUS DE QUALIFICATION Le processus de qualification [4] [5] est un processus structuré et formalisé qui démontre et qui apporte la garantie que le procédé END respecte bien les exigences de l’exploitant en terme de performances et de périmètre. Les différents acteurs du processus sont rappelés ci-après :
L’exploitant du parc nucléaire qui définit les exigences fonctionnelles attendues sur la base des données d’entrée issues du projet EPR.
L’entité instructrice de la qualification (Ingénierie Nucléaire). L’entité de qualification (Commission de Qualification). Le prestataire (Titulaire du contrat END).
Fig.1 – Principe du processus de qualification
EXPLOITANT
NUCLEAIRE
PRESTATAIRE
(Industriels)
ENTITE
INSTRUCTRICE
COMMISSION DE
QUALIFICATION
Surveillance
Attestation
Développement de l’END
Justifications techniques
Procédure
Synthèse de la qualification
Exigences
Cahier des charges
Essais
4
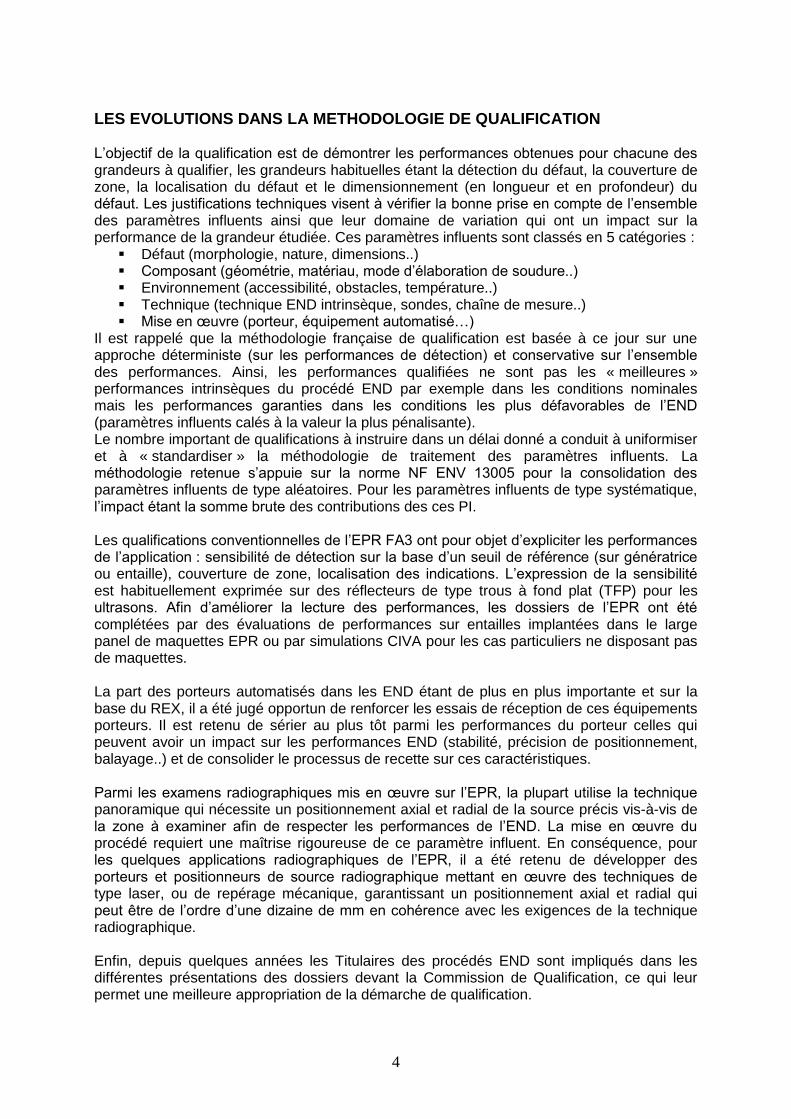
LES EVOLUTIONS DANS LA METHODOLOGIE DE QUALIFICATION L’objectif de la qualification est de démontrer les performances obtenues pour chacune des grandeurs à qualifier, les grandeurs habituelles étant la détection du défaut, la couverture de zone, la localisation du défaut et le dimensionnement (en longueur et en profondeur) du défaut. Les justifications techniques visent à vérifier la bonne prise en compte de l’ensemble des paramètres influents ainsi que leur domaine de variation qui ont un impact sur la performance de la grandeur étudiée. Ces paramètres influents sont classés en 5 catégories :
Défaut (morphologie, nature, dimensions..) Composant (géométrie, matériau, mode d’élaboration de soudure..) Environnement (accessibilité, obstacles, température..) Technique (technique END intrinsèque, sondes, chaîne de mesure..) Mise en œuvre (porteur, équipement automatisé…)
Il est rappelé que la méthodologie française de qualification est basée à ce jour sur une approche déterministe (sur les performances de détection) et conservative sur l’ensemble des performances. Ainsi, les performances qualifiées ne sont pas les « meilleures » performances intrinsèques du procédé END par exemple dans les conditions nominales mais les performances garanties dans les conditions les plus défavorables de l’END (paramètres influents calés à la valeur la plus pénalisante). Le nombre important de qualifications à instruire dans un délai donné a conduit à uniformiser et à « standardiser » la méthodologie de traitement des paramètres influents. La méthodologie retenue s’appuie sur la norme NF ENV 13005 pour la consolidation des paramètres influents de type aléatoires. Pour les paramètres influents de type systématique, l’impact étant la somme brute des contributions des ces PI. Les qualifications conventionnelles de l’EPR FA3 ont pour objet d’expliciter les performances de l’application : sensibilité de détection sur la base d’un seuil de référence (sur génératrice ou entaille), couverture de zone, localisation des indications. L’expression de la sensibilité est habituellement exprimée sur des réflecteurs de type trous à fond plat (TFP) pour les ultrasons. Afin d’améliorer la lecture des performances, les dossiers de l’EPR ont été complétées par des évaluations de performances sur entailles implantées dans le large panel de maquettes EPR ou par simulations CIVA pour les cas particuliers ne disposant pas de maquettes. La part des porteurs automatisés dans les END étant de plus en plus importante et sur la base du REX, il a été jugé opportun de renforcer les essais de réception de ces équipements porteurs. Il est retenu de sérier au plus tôt parmi les performances du porteur celles qui peuvent avoir un impact sur les performances END (stabilité, précision de positionnement, balayage..) et de consolider le processus de recette sur ces caractéristiques. Parmi les examens radiographiques mis en œuvre sur l’EPR, la plupart utilise la technique panoramique qui nécessite un positionnement axial et radial de la source précis vis-à-vis de la zone à examiner afin de respecter les performances de l’END. La mise en œuvre du procédé requiert une maîtrise rigoureuse de ce paramètre influent. En conséquence, pour les quelques applications radiographiques de l’EPR, il a été retenu de développer des porteurs et positionneurs de source radiographique mettant en œuvre des techniques de type laser, ou de repérage mécanique, garantissant un positionnement axial et radial qui peut être de l’ordre d’une dizaine de mm en cohérence avec les exigences de la technique radiographique. Enfin, depuis quelques années les Titulaires des procédés END sont impliqués dans les différentes présentations des dossiers devant la Commission de Qualification, ce qui leur permet une meilleure appropriation de la démarche de qualification.
5
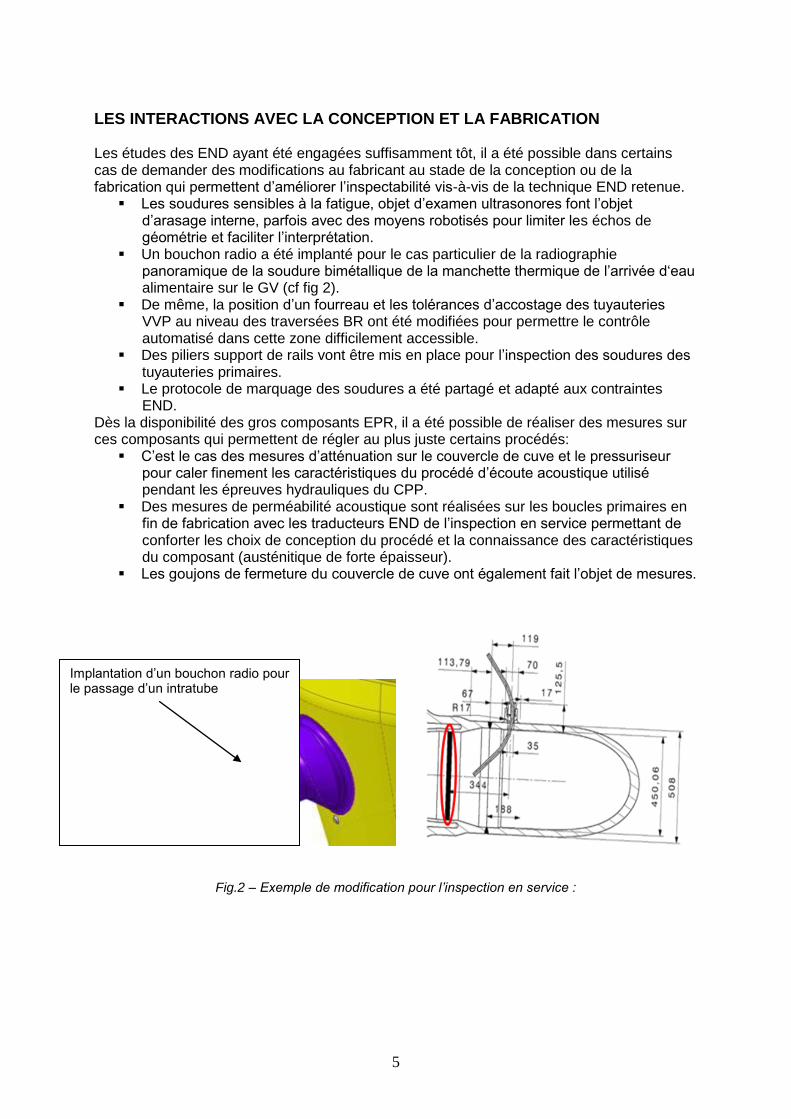
LES INTERACTIONS AVEC LA CONCEPTION ET LA FABRICATION Les études des END ayant été engagées suffisamment tôt, il a été possible dans certains cas de demander des modifications au fabricant au stade de la conception ou de la fabrication qui permettent d’améliorer l’inspectabilité vis-à-vis de la technique END retenue.
Les soudures sensibles à la fatigue, objet d’examen ultrasonores font l’objet d’arasage interne, parfois avec des moyens robotisés pour limiter les échos de géométrie et faciliter l’interprétation.
Un bouchon radio a été implanté pour le cas particulier de la radiographie panoramique de la soudure bimétallique de la manchette thermique de l’arrivée d‘eau alimentaire sur le GV (cf fig 2).
De même, la position d’un fourreau et les tolérances d’accostage des tuyauteries VVP au niveau des traversées BR ont été modifiées pour permettre le contrôle automatisé dans cette zone difficilement accessible.
Des piliers support de rails vont être mis en place pour l’inspection des soudures des tuyauteries primaires.
Le protocole de marquage des soudures a été partagé et adapté aux contraintes END.
Dès la disponibilité des gros composants EPR, il a été possible de réaliser des mesures sur ces composants qui permettent de régler au plus juste certains procédés:
C’est le cas des mesures d’atténuation sur le couvercle de cuve et le pressuriseur pour caler finement les caractéristiques du procédé d’écoute acoustique utilisé pendant les épreuves hydrauliques du CPP.
Des mesures de perméabilité acoustique sont réalisées sur les boucles primaires en fin de fabrication avec les traducteurs END de l’inspection en service permettant de conforter les choix de conception du procédé et la connaissance des caractéristiques du composant (austénitique de forte épaisseur).
Les goujons de fermeture du couvercle de cuve ont également fait l’objet de mesures.
Fig.2 – Exemple de modification pour l‟inspection en service :
Implantation d’un bouchon radio pour le passage d’un intratube
6
FOCUS SUR QUELQUES APPLICATIONS END DE L’EPR
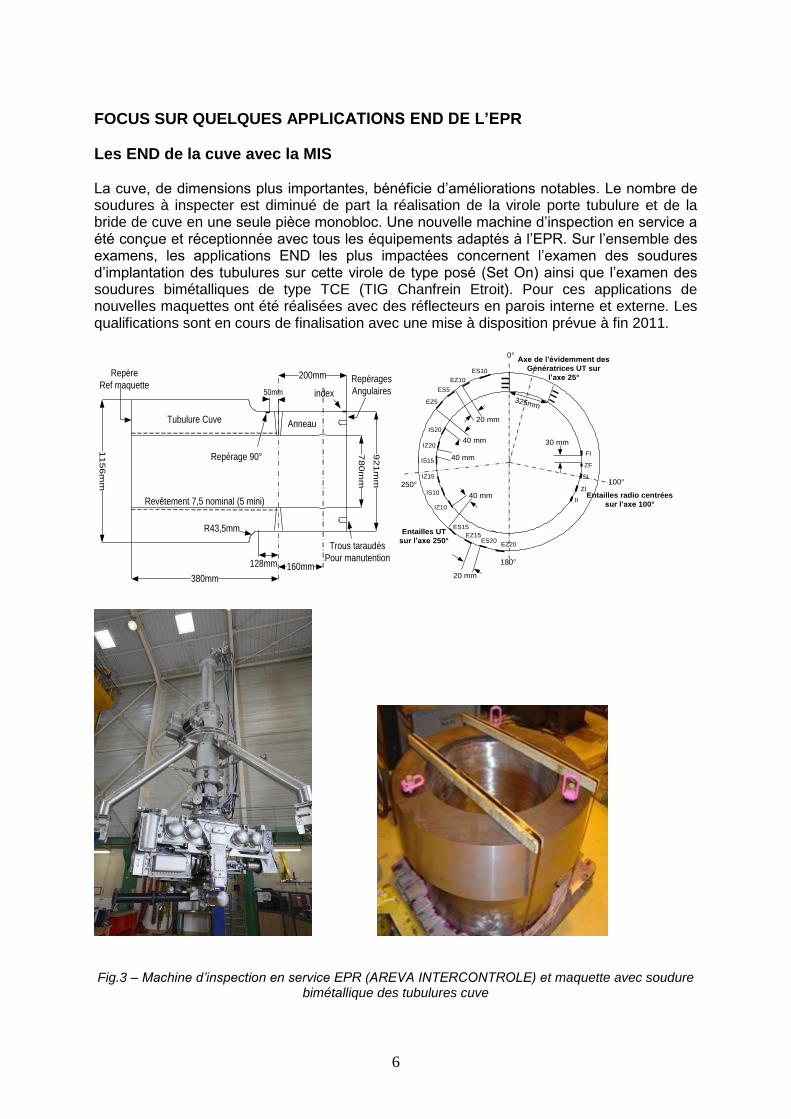
Les END de la cuve avec la MIS La cuve, de dimensions plus importantes, bénéficie d’améliorations notables. Le nombre de soudures à inspecter est diminué de part la réalisation de la virole porte tubulure et de la bride de cuve en une seule pièce monobloc. Une nouvelle machine d’inspection en service a été conçue et réceptionnée avec tous les équipements adaptés à l’EPR. Sur l’ensemble des examens, les applications END les plus impactées concernent l’examen des soudures d’implantation des tubulures sur cette virole de type posé (Set On) ainsi que l’examen des soudures bimétalliques de type TCE (TIG Chanfrein Etroit). Pour ces applications de nouvelles maquettes ont été réalisées avec des réflecteurs en parois interne et externe. Les qualifications sont en cours de finalisation avec une mise à disposition prévue à fin 2011.
92
1m
m
11
56
mm
380mm
160mm
200mm
Tubulure Cuve
R43,5mm
Anneau
128mm
Revêtement 7,5 nominal (5 mini)
78
0m
m
Repère
Ref maquette
Trous taraudés
Pour manutention
Repérages
Angulaires50mm
Repérage 90°
index
0°
30 mm
40 mm
20 mm
IZ10
IS10
IZ15100°
Axe de l’évidemment des
Génératrices UT sur
l’axe 25°
Entailles radio centrées
sur l’axe 100°
40 mm
Entailles UT
sur l’axe 250°
FI
ZF
SI
ZI
II
EZ20ES20
EZ15
ES15
IS15
IZ20
IS20
EZ5
ES5
EZ10
ES10
20 mm
40 mm
180°
325mm
250°
Fig.3 – Machine d‟inspection en service EPR (AREVA INTERCONTROLE) et maquette avec soudure
bimétallique des tubulures cuve
7
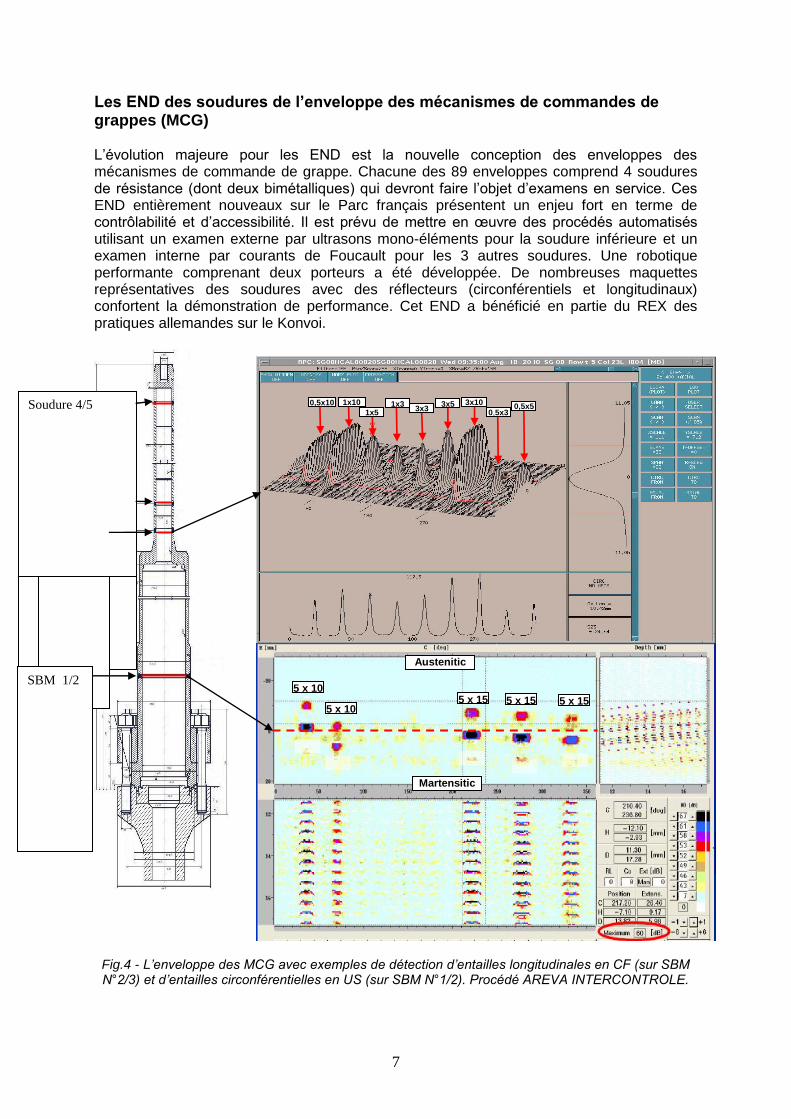
Les END des soudures de l’enveloppe des mécanismes de commandes de grappes (MCG) L’évolution majeure pour les END est la nouvelle conception des enveloppes des mécanismes de commande de grappe. Chacune des 89 enveloppes comprend 4 soudures de résistance (dont deux bimétalliques) qui devront faire l’objet d’examens en service. Ces END entièrement nouveaux sur le Parc français présentent un enjeu fort en terme de contrôlabilité et d’accessibilité. Il est prévu de mettre en œuvre des procédés automatisés utilisant un examen externe par ultrasons mono-éléments pour la soudure inférieure et un examen interne par courants de Foucault pour les 3 autres soudures. Une robotique performante comprenant deux porteurs a été développée. De nombreuses maquettes représentatives des soudures avec des réflecteurs (circonférentiels et longitudinaux) confortent la démonstration de performance. Cet END a bénéficié en partie du REX des pratiques allemandes sur le Konvoi.
Fig.4 - L‟enveloppe des MCG avec exemples de détection d‟entailles longitudinales en CF (sur SBM N°2/3) et d‟entailles circonférentielles en US (sur SBM N°1/2). Procédé AREVA INTERCONTROLE.
5 x 10
5 x 10 5 x 15 5 x 15 5 x 15
Austenitic steel
Martensitic steel
Soudure 3/4
SBM 2/3
SBM 1/2
Soudure 4/5 0,5x10 1x10
1x5 1x3
3x3 3x5 3x10
0,5x3 0,5x5

8
Les END des soudures des boucles primaires Les tuyauteries primaires sont en acier inoxydable austénitique forgé avec une réduction du nombre de soudures, la branche froide étant entièrement monobloc. Les soudures homogènes sont réalisées avec le procédé TOCE (TIG orbital chanfrein étroit) tandis que les soudures bimétalliques de liaison avec la cuve et les GV sont réalisées avec le procédé TCE avec remplissage en alliage 52. La conception de ces tuyauteries est basée sur la démonstration d’exclusion de rupture, qui constitue une particularité par rapport aux tranches du parc. Ces soudures feront l’objet d’examens volumiques privilégiant des techniques ultrasonores de type multi-éléments avec un porteur d’inspection guidé par des rails. L’enjeu principal de cet END, est l’obtention des performances pour ce type d’assemblages (matériaux austénitiques de forte épaisseur). Plus de 6 maquettes complètes représentent toutes les configurations en terme de soudures, d’épaisseur et de matériaux avec un large éventail de réflecteurs.
Fig.5 - Boucles primaires, porteur END sur rail (Procédé AREVA INTERCONTROLE), maquette complète avec soudures homogène et bimétallique coté GV et caractéristiques des réflecteurs
associés.
ENTAILLE Nb PROFONDEUR
(mm) LONGUEUR
(mm)
Soudure homogène
MF axe soudure 1 10 60
MF axe soudure 1 15 90
MF axe soudure 1 20 120
MdB à 20 mm/axe soudure 2 10 60
Soudure bimétallique
MF axe soudure 1 10 60
MF axe soudure 1 5 20
MdB à 5 mm/axe côté GV 1 5 20
MdB à 10 mm/axe côté anneau
1 5 20
MdB à 20 mm/axe soudure 2 10 60
Trous à Fond Plat Ø1 3 3 / 5 / 10
Trous à Fond Plat Ø5 3 3 / 5 / 10
Trous à Fond Plat Ø10 3 3 / 5 / 10
9
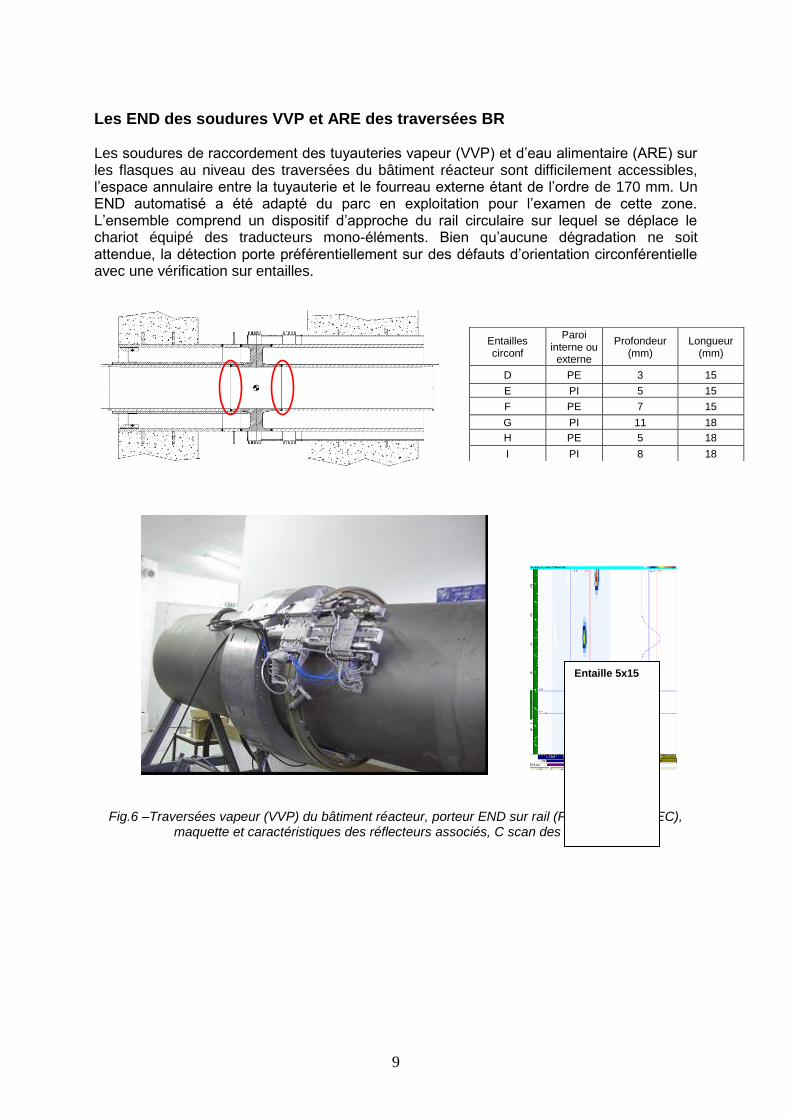
Les END des soudures VVP et ARE des traversées BR Les soudures de raccordement des tuyauteries vapeur (VVP) et d’eau alimentaire (ARE) sur les flasques au niveau des traversées du bâtiment réacteur sont difficilement accessibles, l’espace annulaire entre la tuyauterie et le fourreau externe étant de l’ordre de 170 mm. Un END automatisé a été adapté du parc en exploitation pour l’examen de cette zone. L’ensemble comprend un dispositif d’approche du rail circulaire sur lequel se déplace le chariot équipé des traducteurs mono-éléments. Bien qu’aucune dégradation ne soit attendue, la détection porte préférentiellement sur des défauts d’orientation circonférentielle avec une vérification sur entailles.
Fig.6 –Traversées vapeur (VVP) du bâtiment réacteur, porteur END sur rail (Procédé CEGELEC), maquette et caractéristiques des réflecteurs associés, C scan des entailles.
Entailles circonf
Paroi interne ou
externe
Profondeur (mm)
Longueur (mm)
D PE 3 15
E PI 5 15
F PE 7 15
G PI 11 18
H PE 5 18
I PI 8 18
Entaille 5x15
10
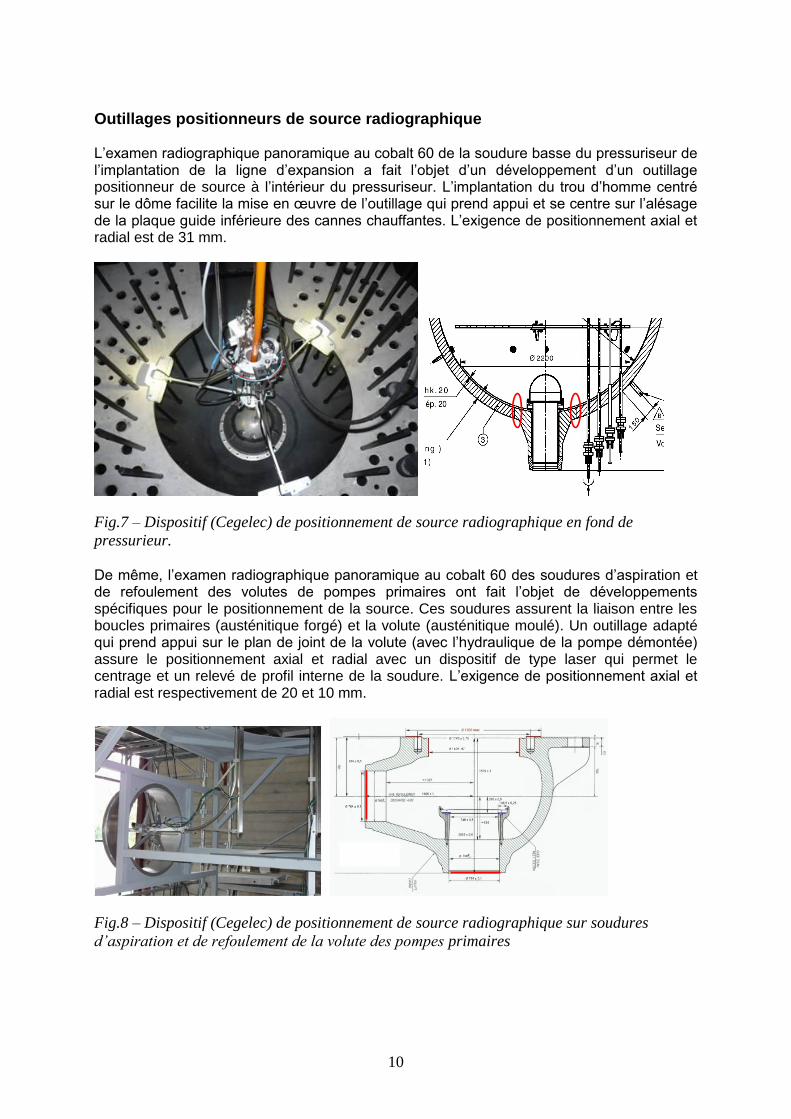
Outillages positionneurs de source radiographique L’examen radiographique panoramique au cobalt 60 de la soudure basse du pressuriseur de l’implantation de la ligne d’expansion a fait l’objet d’un développement d’un outillage positionneur de source à l’intérieur du pressuriseur. L’implantation du trou d’homme centré sur le dôme facilite la mise en œuvre de l’outillage qui prend appui et se centre sur l’alésage de la plaque guide inférieure des cannes chauffantes. L’exigence de positionnement axial et radial est de 31 mm.
Fig.7 – Dispositif (Cegelec) de positionnement de source radiographique en fond de
pressurieur. De même, l’examen radiographique panoramique au cobalt 60 des soudures d’aspiration et de refoulement des volutes de pompes primaires ont fait l’objet de développements spécifiques pour le positionnement de la source. Ces soudures assurent la liaison entre les boucles primaires (austénitique forgé) et la volute (austénitique moulé). Un outillage adapté qui prend appui sur le plan de joint de la volute (avec l’hydraulique de la pompe démontée) assure le positionnement axial et radial avec un dispositif de type laser qui permet le centrage et un relevé de profil interne de la soudure. L’exigence de positionnement axial et radial est respectivement de 20 et 10 mm.
Fig.8 – Dispositif (Cegelec) de positionnement de source radiographique sur soudures
d’aspiration et de refoulement de la volute des pompes primaires

11
PREMIER BILAN ET REX A mars 2011, le niveau d’avancement global du programme de développement et de qualification des END EPR est de l’ordre de 75%. La majorité des applications END est au stade des essais de qualification ou de l’établissement de la synthèse de qualification. Plus de 10 applications END sont disponibles et qualifiées, principalement des END manuels sur le générateur de vapeur et le pressuriseur, ainsi qu’une application automatisée sur les taraudages de la cuve. Tous les équipements END en terme de robotique et de traducteurs sont réalisés et réceptionnés. Environ 40 maquettes et blocs représentatifs ont été fabriqués et mis à la disposition des Titulaires END. Ce programme mobilise plusieurs centres d’ingénierie à EDF pour les exigences END, le recensement des données des composants, le suivi des développements et surtout pour l’établissement des dossiers de justifications techniques (DJT) et l’instruction des qualifications END. La charge totale d’ingénierie EDF, depuis le début des premières réflexions sur le programme jusqu’à la réalisation de la visite complète initiale sur site, devrait atteindre 150000 heures. Au stade actuel, les principaux éléments de REX à retenir concernent :
La mise à disposition des maquettes des composants dans les délais compatibles avec les premiers essais de mise au point de la technique END. La réalisation de ces maquettes doit être anticipée et engagée le plus en amont possible avec le fabricant. Ce dernier doit pouvoir disposer des approvisionnements matières et intégrer la réalisation de ces maquettes (usinage, soudage..) si possible au début du planning de fabrication des composants de la tranche EPR.
La mise à disposition des données d’entrées stabilisées (matériau, géométrie, procédé de soudage) au plus tôt et dans la mesure du possible dès le lancement des appels d’offres pour les Titulaires END. Une mise à jour avec reconsolidation a été parfois nécessaire avant l’établissement des DJT.
Ces deux éléments sensibles inhérents aux développements END menés en parallèle à la réalisation d’une nouvelle tranche ont été la cause de difficultés et ont parfois conduit à modifier le déroulement des développements et des qualifications END. L’enjeu a été de s’adapter en permanence à ces contraintes et de limiter au mieux les impacts. Au-delà de ces difficultés qui ont été maîtrisées, le développement de plusieurs END en simultané a permis de mutualiser l’instruction de certains volets de DJT de procédés ayant des similitudes en terme de technique END. Ce fût le cas d’une part des procédés US manuels des soudures du pressuriseur et des générateurs de vapeur, et d’autre part des radiographies. Pour chacune de ces techniques, des référents ou experts END ont supervisé les développements et adopté des démarches de qualifications communes, par exemple la méthodologie de consolidation des paramètres influents. L’emploi d’outils de simulation a été généralisé pour certaines justifications, la part de ces outils étant en augmentation par rapport aux qualifications précédentes sur le parc en exploitation. Par ailleurs et comme détaillé auparavant, le dialogue mené avec le fabricant a permis de corriger ou de modifier certaines caractéristiques du matériel pour améliorer l’accessibilité et l’inspectabilité. L’accès aux composants pendant la fabrication a permis également une meilleure connaissance de certains paramètres influents. Le niveau de justifications théoriques, expérimentales…des applications END EPR a atteint un niveau qui permet de conforter la robustesse de la démonstration pour répondre aux exigences de performances. Une équipe EDF prépare actuellement les opérations VCI avec une surveillance appropriée de ces examens. L’objectif est également de tirer les premiers éléments de REX pour éventuellement apporter les éléments correctifs pour les prochaines visites de cette tranche.

12
CONCLUSIONS Pour répondre aux obligations réglementaires de l’Arrêté d’Exploitation du 10/11/99 et aux objectifs de la VCI de Flamanville 3 prévue à partir de fin 2012, EDF a initié un programme de développement et de qualification qui regroupe une quarantaine d’applications END. La démarche de conception et la fabrication de cette nouvelle tranche est robuste et dans l’ensemble aucun endommagement n’est redouté. En conséquence le programme d’inspection en service requiert une majorité d’examens au titre de la défense en profondeur. Cependant, les évolutions de conception de certains composants ont conduit EDF à faire développer des nouveaux équipements END et instruire de nouvelles qualifications pour inspecter ces zones qui présentent des enjeux en terme de démonstration de performance vis à vis des matériaux rencontrés et du design des assemblages. D’importants développements ont été engagés avec des outillages « lourds » tels que la machine d’inspection en service de la cuve ou les différents porteurs de contrôle des MCG. Ces développements ont été accompagnés de la fabrication d’un jeu de maquettes représentatives de la plupart des zones caractéristiques de l’EPR. A ce jour, tous les équipements END sont réalisés, une dizaine d’applications END est qualifiée et le solde est en cours de finalisation. Les ressources d’ingénierie ont renforcé leurs connaissances dans la méthodologie de qualification avec un niveau conséquent de justifications techniques. La prochaine étape est la mise en œuvre de ces END lors de la VCI de Flamanville 3 avec la prise en compte d’un premier REX de l’intervention. Ainsi, depuis plusieurs années EDF et ses partenaires industriels sont mobilisés dans ce programme pour répondre aux objectifs de sûreté en cohérence avec les enjeux industriels de cette nouvelle tranche.
Fig.7 – L‟ EPR de Flamanville 3 en décembre 2010
Références bibliographiques [1] EDF DIN CNEN : Projet EPR France. [2] Arrêté du 10/11/1999 relatif à la surveillance en exploitation du CPP et du CSP des réacteurs nucléaires à eau sous pression. [3] Arrêté du 13/12/2005 relatif aux équipements sous pression nucléaire. [4] La qualification des END de l’EPR- P.Blin - F.Champigny - L. Berhault – SFEN – Novembre 2009. [5] RSE-M : Règles de Surveillance en Exploitation des matériels Mécaniques des îlots nucléaires REP - 1997-2010.