Embed Size (px)
Citation preview

Derrière les constructeurs se cache tout un écosystèmeconstituant la filière automobile. Les niveaux de maturitélogistique et industrielle de ces équipementiers sont variables. Mais la cible est claire : se placer dans les pasdes constructeurs.
ENQUÊTEL’industrie automobile
N°101 ■ SUPPLY CHAIN MAGAZINE - JANVIER-FÉVRIER 201650
Derrière les constructeurs se cache tout un écosystèmeconstituant la filière automobile. Les niveaux de maturitélogistique et industrielle de ces équipementiers sont variables. Mais la cible est claire : se placer dans les pasdes constructeurs.
Les équipementiersroulent sur les traces
des constructeurs
Les équipementiersroulent sur les traces
des constructeurs©
PATR
ICK
P. P
ALE
T-FO
TOLI
A

JANVIER-FÉVRIER 2016 - SUPPLY CHAIN MAGAZINE ■ N°101 51
Bien que souvent compa-rée au secteur aéronau-tique, l’industrie automo-bile n’enregistre pas lesmêmes niveaux de crois-sance (voir encadrépage 54). Elle semble
néanmoins sortir de la crise dont ellea subi de plein fouet les effets dans lesannées 2010. « Le secteur automobileest en croissance au niveau mondiald’environ 4 % depuis déjà quelquesannées », observe Marc Dauga, Direc-teur Associé chez Metis Consulting.Dans un contexte où la machine redé-marre, il est fondamental pour lesconstructeurs que les « ramp-up » desfournisseurs suivent la cadence impo-sée par la demande. Les équipemen-tiers n’ont plus qu’à se mettre augarde-à-vous. « Il existe aujourd’huiune pression forte qui s’exerce entreles constructeurs et les équipemen-tiers », constate Jean-Marc Giraudeau,Associé chez Lasce Associates. Leséquipementiers ont suivi naturelle-ment les évolutions de leurs clients enmondialisant leurs activités. Le mar-ché de première monte étant de plusen plus concurrentiel et la pression surles coûts telle, que les équipementiersaccordent toute leur attention au mar-ché de deuxième monte, celui despièces de rechange. Par ailleurs, lasphère des équipementiers est enmouvement. « Nous observons desrecentrages, opérés par les grands
équipementiers de rang 1, sur leursproduits à haute valeur ajoutée »,commente Jérôme Courgeon, Direc-teur Associé chez BearingPoint. Lavolonté de concentrer le marché etd’augmenter ses parts de marché dansun domaine d’activité donné est aussiune raison pour expliquer ces recen-trages. Le rachat à Faurecia par Plas-tic Omnium de la division ailes,pare-chocs et hayon est le dernierexemple en date.
Des profils variésDerrière l’appellation équipementier secache une myriade d’entreprises, de lagrosse multinationale à la petite ETI(Entreprise de Taille Intermédiaire). Lefournisseur approvisionne-t-il direc-tement une usine de montage ? Laréponse à cette question offre une première segmentation. Qui dit usinede montage, dit flux direct vers lafabrication des véhicules. Quand onconnaît le coût d’arrêt d’une chaîne defabrication automobile, on comprendla dimension structurante des appro-visionnements synchrones. Néan-moins, le niveau d’exigence des groséquipementiers de rang 1 implantésdans le monde entier est quasiment lemême que celui des constructeurs. Lesimpératifs des clients se « cascadant »sur le reste de la chaîne, le mimétismeen matière d’organisation et de con-traintes logistiques entre le rang 1 etle constructeur est fort. « En général,on qualifie de rang 1 les équipemen-tiers dont l’activité automobile est à90 % directement en contact avec lesconstructeurs. Les 3 plus gros français(Faurecia, Valeo et Plastic Omnium)sont particulièrement avancés en
matière logistique et de Lean Manu-facturing et servent de benchmarks àleurs sous-traitants, explique MarcDauga. Et de préciser : Ils se caracté-risent par une tendance à se spéciali-ser sur des systèmes complexes, àinnover de façon à monter en gamme,ainsi qu’à s’internationaliser. » Regar-dez attentivement les publicités desconstructeurs et vous observerez eneffet que la très grande majorité desinnovations mises en avant ont été enréalité développées par leurs équipe-mentiers. « L’enjeu des rangs 2 et 3 estde vendre leurs pièces au prix le plusfaible possible avec un niveau de qua-lité élevé. Ils sont souvent perçuscomme fournisseurs de commodités.Quant à leur niveau de maturité logis-tique, il est très variable d’une sociétéà l’autre », complète Jean-Marc Sou-lier, Président de Metis Consulting.
Le Lean : indémodable !Quels sont les sujets qui animent lequotidien des équipementiers ? « Nousintervenons sur des missions visant àremettre en fonctionnement des orga-nisations en rupture (opérations deréduction de stocks, mise en perfor-mance, remise à plat des effectifs,etc.). Nous accompagnons aussi des sociétés déjà matures qui souhai-tent aller plus loin dans leur SupplyChain sur des sujets variés tels que laredéfinition du modèle de gestion(DDMRP…), le développement de lacollaboration avec les fournisseurs(prévisions collaboratives avec répon-ses capacitaires…), la mise en place desystèmes de traçabilité, etc. », répondPatrick Groult, Associé chez LasceAssociates. Le Lean a toujours le vent
Jean-MarcGiraudeau,
Associé chez LasceAssociates
Jean-MarcSoulier, Président de MetisConsulting
©M
ETIS
CO
NSU
LTIN
G
©LA
SCE
ASS
OC
IATE
S

ENQUÊTEL’industrie automobile
N°101 ■ SUPPLY CHAIN MAGAZINE - JANVIER-FÉVRIER 201652
en poupe, avec des enjeux différentsselon l’état d’avancement de la société.Les rudiments pour les équipementiersles moins matures. Il peut alors s’agird’un véritable changement d’ADN.« Bien que les contraintes soient cas-cadées, la maturité des niveaux de per-formance s’arrête souvent assez vitederrière les constructeurs. Nous avonsété surpris de constater que même chezcertains équipementiers de rang 1, il ya encore des leviers de progrès extrê-mement importants », révèle PatrickGroult. Pour ceux déjà très avancés surces sujets, l’objectif est d’aller plus loinencore. « Michelin par exemple déve-loppe le concept d’organisation res-ponsabilisante. Les ilots disposentd’une très forte autonomie pour pren-dre une décision et trouver des solu-tions aux problématiques auxquellesils font face », illustre Marc Dauga. Leséquipementiers mènent aussi desréflexions sur l’optimisation des fluxde logistique internes aux sites de pro-duction. « Les sujets « kitting » sontaussi une tendance de fond. Cetteméthode de travail se généralise. Elleconcerne généralement les sous-trai-tants qui produisent des systèmescomplexes », cite également Jean-MarcSoulier.
L’usine du futurAu risque de se confondre avec unscénario de science-fiction, l’usine dufutur est un des autres sujets dumoment. La flexibilité et la polyva-lence sont les 2 cibles principales. Lestemps ont en effet bien changé depuisl’époque où Henry Ford disait de laFord T « les gens peuvent la choisirdans n’importe quelle couleur, du
totypage. Il existe en outre des appli-cations sur la partie outillage. D’autresutilisations sont en cours de test », nousconfie Marc Dauga.
Une « collaboration » imposée ?
Qu’en est-il de la collaboration entreconstructeurs et équipementiers ? (voirencadré page 56) Pour beaucoup, c’estl’arlésienne ! Certains équipementiersévoquent même une relation « maître-esclave » qualifiée de « marche ou crève »et soulignent l’absence d’exemples réelsde démarches collaboratives. « Les rela-tions sont souvent très contraintes. Leséquipementiers doivent être capables derépondre strictement aux exigences desconstructeurs. A eux de se débrouillerpour maintenir leurs marges. Ce principede fonctionnement ne correspond pasvraiment à une approche collaborative »,confirme Patrick Groult. Le son de cloche
moment que c’est noir ». Aujourd’hui,les clients exigent une personnali-sation maximale de leur véhicule.« L’usine du futur regroupe en parti-culier : la cobotisation et l’automati-sation, le big data et l’analytics,l’internet des objets, l’impression 3Det la virtualisation des flux », détailleMarc Dauga. D’une manière générale,la robotisation est dans l’air du tempsavec notamment l’émergence des« cobots », robots collaboratifs travail-lant « main dans la main » avec lesouvriers. Le big data et l’internet desobjets offrent la possibilité de collecterune grande quantité d’informations surles lignes de production, de les analy-ser pour influer ensuite sur la mainte-nance, par exemple. Les projets ne sontpas encore légion mais les questionne-ments vont bon train. « L’imprimante3D quant à elle est très utilisée dans lesecteur automobile pour faire du pro-
Jérôme Courgeon,DirecteurAssocié chezBearingPoint
PatrickGroult, Associé
chez LasceAssociates
©LA
SCE
ASS
OC
IATE
S
©B
EAR
INGPO
INT
MarcDauga,DirecteurAssocié chez MetisConsulting
©M
ETIS
CO
NSU
LTIN
G
Système électronique Continental fabriqué dans l’usine de Toulouse

JANVIER-FÉVRIER 2016 - SUPPLY CHAIN MAGAZINE ■ N°101 53
diffère chez les cons- tructeurs qui évo-quent notamment leur participation auGroupement pour l’Amélioration desLiaisons dans l’Industrie Automobile(Galia) ou à la Plate-forme de la FilièreAutomobile (PFA), ainsi que leur contri-
bution aux démarches engagées visant àsoutenir le reste de la filière. La vérité sesitue donc certainement entre les deux…Les missions de « Supplier Development »souvent présentées comme des démar-ches « gagnant-gagnant » sont parfoisperçues comme intrusives et autoritairespar les équipementiers. « Ce sont souventdes opérations de réduction de coûts àl’initiative des constructeurs rarementbien accueillies par les sous-traitants,témoigne Jean-Marc Giraudeau, quiajoute : Il existe 2 cas de figure. Les groséquipementiers de rang 1, déjà bienoutillés et disposant des équipes ad hocpour gérer la productivité industrielle,sont susceptibles de faire l’objet d’uneintervention pour régler des problèmes dequalité ou de livraison non conformesou hors délai. Les entreprises de rang 2ou 3, de taille plus modeste, ne possè-dent en général pas de structure interneconsacrée à la performance. Le rapportde force est à l’avantage du constructeurqui impose en conséquence au sous-trai-tant une intervention. Par ailleurs, le
partage des gains de productivité est sou-vent à l’avantage du constructeur. »D’une manière générale, le constructeurest très présent chez ses équipementiers.« En situation de crise, certains construc-teurs s’octroient le droit de reprendre lesrênes jusqu’au contrôle de l’outil de pro-duction. Le sous-traitant n’a alors pas lechoix », indique Patrick Groult. Voyonsles choses du bon côté. A travers ce genrede démarche, les constructeurs contri-buent à améliorer la performance del’ensemble de la filière. Toyota a parexemple soutenu il y a quelques annéesun fournisseur plasturgiste stratégiquequi se trouvait alors dans une situationéconomique délicate. Le constructeur apassé un accord avec ce dernier consis-tant à lui apporter son expertise tech-nique sous forme de 350 jours/hommesur site en contrepartie d’un investisse-ment humain des équipes du fournisseur.La filière automobile, déjà bien avancée,a encore une marge de progression en matière de collaboration et de per-formance. ■ BRUNO SIGUICHE
©C
ON
TIN
ENTA
LA
UTO
MO
TIV
E

ENQUÊTEL’industrie automobile
N°101 ■ SUPPLY CHAIN MAGAZINE - JANVIER-FÉVRIER 201654
Chiffres 2015 du marché français
Ventes mondialesen 2015 et 2016
Selon un rapport d’IHS Global Automotive, 2015 a été une bonneannée sur les marchés matures et à l’inverse, peu satisfaisante surles marchés émergents. La croissance mondiale est de 1,5 %, soitle rythme le plus lent depuis 2010. Les prévisions de ventes pour2016 sont plus optimistes. En effet, les volumes devraient se main-tenir aux Etats-Unis et en Europe et repartir significativement enChine. En revanche, IHS Automotive anticipe une baisse desvolumes en Russie, en Amérique du Sud, ainsi que sur certains mar-chés de la région Asean. La croissance devrait toutefois atteindre2,7 %. Le marché nord-américain de l’automobile a été boosté parles faibles taux d’intérêt et les bas prix du gaz. Bien que les taux d’in-térêt soient susceptibles d’augmenter, IHS prévoit une croissance dece marché en 2016 et 2017. La croissance en Europe de l’Ouest estsignificative et IHS estime que les ventes pourraient surpasser lesprévisions de ventes actuelles de 2,5-3 %. Néanmoins, certains mar-chés en Europe du Nord ont atteint un plafond. A l’inverse, le mar-ché espagnol devrait repartir. L’optimisme sur le marché chinois asensiblement augmenté depuis l’annonce par le gouvernement demesures visant à réduire les taxes d’achat sur les petits véhicules.IHS Automotive anticipe pour 2016 une croissance des ventes de5-6 %. Le marché indien devrait enregistrer un retour de la crois-sance à 2 chiffres, non observée depuis 2010. Après 3 ans de déclin,2016 devrait à nouveau être une année de décroissance pour laRussie et le Brésil, dont les économies ne cessent de se contracter.Les niveaux de production aux Etats-Unis et en Europe devaientquant à eux augmenter en 2016. La production devrait croître glo-balement dans le monde de 3,2 % en 2016. ■ BS(Source : IHS Automotive)
Le Comité Stratégique de la Filière Automobile
trace sa routeQuelques jours après les révélations sur la fraudede Volkswagen, Emmanuel Macron, Ministre del’Economie, de l’Industrie et du Numérique, a réuniles principaux acteurs de l’industrie automobile àl’occasion de la 2e réunion plénière du Comité stra-tégique de la filière (CSF) Automobile. Cette réu-nion a conduit à renforcer les moyens financiers.Les « prêts croissance automobile » de Bpifranceseront portés de 100 M€ à 170 M€. Ils visent àcofinancer, aux côtés des banques commerciales,les investissements ou le besoin en fonds de rou-lement des entreprises. Par ailleurs, cette réunion apermis de préciser la simplification de la gouver-nance du Fonds d’Avenir Automobile (FAA) et sonpremier investissement. Rappelons que le FAA,doté de plus de 200 M€, a pour but d’accompa-gner les évolutions technologiques liées au véhi-cule du futur. Le ministre a annoncé son premierinvestissement depuis 2012 dans la société Corio-lis composites. Cette PME lorientaise, de 20 M€
de CA et de 100 salariés, développe des solutionsrobotisées de placement de fibres composites pourl’aéronautique. Le FAA l’accompagnera dans sesprojets de développement dans l’automobile. ■
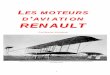
Le marché français des voitures particulières par groupe en 2015
SOU
RC
E: C
CFA
/ A
AA
DAT
A
Le comité des constructeurs automobiles français a publié son rapport annuel surle marché automobile français révélant l’évolution des ventes de l’année 2015 parrapport à 2014 :■ Voitures particulières : +6,8 % ■ Véhicules utilitaires légers : +2,0 %■ Véhicules industriels : +11,1 %
Groupes VP Janvier à décembre 2015 Variation en %(immatriculations)
PSA Peugeot Citroën 558 715 +4,2■ Peugeot 327 393 +7,3■ Citroën 201 065 +0,8■ DS 30 257 -4,7Groupe Renault 479 945 +5,2■ Renault 382 504 +8,1■ Dacia 97 441 -5,0Groupes Français 1 039 901 +4,6Groupes Etrangers 877 329 +9,4
TOTAL 1 917 230 +6,8
SOU
RC
E: C
CFA
/ A
AA
DAT
A
Peugeot17,1%
Citroën10,5%
Renault20,0%
Groupesétrangers
45,8%
Dacia5,1%
DS1,6%
Groupes français 54,2%■ PSA Peugeot Citroën 29,1%■ Groupe Renault 25,0%
Immatriculations en France en 2015 par groupe
©A
LAIN
HAT
AT

JANVIER-FÉVRIER 2016 - SUPPLY CHAIN MAGAZINE ■ N°101 55
Jean-François Salles Directeur logistique aval et contrôle de production de Renault-Nissan
Collaborer pour mieux gérer le risque fournisseur« Le marché européen de l’automo-bile connaît actuellement une reprise.Dans ce contexte, nous travaillons avecnos fournisseurs de manière à être plusréactifs pour répondre à l’augmentationdes volumes. Nous déployons un projetqui vise à mieux maîtriser la capacitéglobale de notre chaîne d’approvision-nement en communiquant à nos four-nisseurs de rang 1 nos prévisions sur unhorizon de 2-3 ans, à la maille trimestrielle. L’objectif estensuite d’interagir avec eux sur les solutions capacitaires àmettre en place (organisation, investissement, etc.). Ainsi,nous gérons mieux le risque fournisseur. Nous avonsmis en place depuis 2 ans sur le périmètre Renault unoutil collaboratif (DCP - Demand Capacity Planning) per-mettant d’échanger avec nos fournisseurs. Nous ledéployons actuellement au niveau mondial chez Nissan.Les équipementiers de l’Alliance disposeront à termed’une interface unique. Nous menons par ailleurs des
démarches « terrain » avec nos fournisseurs. Lorsque l’und’entre eux se heurte à des difficultés pour livrer les volumesnécessaires, nous menons conjointement avec lui des initia-tives pour identifier, par exemple, des solutions d’améliorationsur sa ligne de production. Nous lui mettons alors à disposi-tion des experts processus Renault. Notre intervention, bienque pouvant être perturbante au démarrage, est appréciéepar nos fournisseurs qui en perçoivent rapidement les béné-fices. A titre d’illustration, nous avons proposé à un de nosfournisseurs de venir « benchmarker » un de nos sites. Nouscollaborons aussi étroitement sur le sujet du packaging : stan-dardisation, remplissage des emballages, etc. » ■ BS
Renault Twingo au départ de l’usine Revoz en Slovénie
©R
ENA
ULT
©R
ENA
ULT
-NIS
SAN

ENQUÊTEL’industrie automobile
N°101 ■ SUPPLY CHAIN MAGAZINE - JANVIER-FÉVRIER 201656
Les relations client-fournisseur examinées à la loupe
Hervé Galon Senior Manager, Global Materials Planning & Logistics chez Dana
Les spécificités de « l’Off-Highway »
« Le business de la division Off-Highway de Danaest mondial et les cycles diffèrent selon les marchés(agriculture, construction, exploitation minière,manutention) qui requièrent des innovations fré-quentes, se traduisant par des évolutions régulièresde produits. A la différence du secteur automobile,l’activité Off-Highway se distingue par des volumesinférieurs et une grande variété. Nos flux sontmoins tendus que dans l’automobile grand publicet nous produisons essentiellement à la com-mande. Ces particularités nous imposent une
grande f lexibil i té. Nousréétudions régulièrementnotre empreinte industrielle(où fabriquer quoi) pourentretenir une dynamiquede compétitivité interne etfavoriser l’agilité. Beaucoupde nos projets concernent lalogistique interne, en particu-lier l’application des conceptsLean aux flux internes à
l’usine. Par exemple, nous minimisons les manu-tentions et les distances pour alimenter les lignesde production. Nous travaillons également avecnos fournisseurs pour réduire les quantités mini-males de commande. Compte-tenu de nosvolumes, nous ne disposons pas forcément dumême pouvoir d’influence sur eux que d’autresfournisseurs de rang 1 du secteur automobile.Enfin, en raison des longs délais d’approvisionne-ment et de la variabilité inhérente à nos marchés,nous développons la collaboration avec nos clientsles plus stratégiques au niveau de la visibilité de lademande à moyen terme. » ■ BS
Grégoire Le Bret Directeur Supply Chain et affaires
industrielles de Valeo Services
Coup de projecteur sur la deuxième monte
« Valeo Services est l’activité de deuxièmemonte du groupe. Nous couvrons l’ensembledes lignes de produits de Valeo (éclairage,embrayage, etc.) que nous distribuons dans lemonde entier à travers tous les canaux(constructeurs, distribution spécialisée, grandedistribution, e-business, etc.). La gestion decentaines de milliers de références, du présentet du passé (parfois des produits mis sur lemarché il y a 10, 20 ans ou plus) est une descaractéristiques de notre métier. En outre, par rapport au marchéde la première monte, notre activité est sujette à un plus fort niveaude variabilité. Notre marché est très concurrentiel, particulièrementen matière de disponibilité des gammes. Nous menons desdémarches collaboratives avec nos clients pour améliorer cette dis-ponibilité : définition commune du calendrier de l’année, partagedes prévisions de ventes, répartition du travail et du portage dustock dans la chaîne, intégration des flux d’information, etc. Le ser-vice est aussi un facteur différenciant. Cette notion est variableselon le canal de distribution et le territoire livré. Nous livrons despièces parfois en 2h pour le compte de certains clients premium.Nous travaillons actuellement sur les technologies d’échanges d’in-formation notamment pour accélérer le délai de traitement descommandes. Par ailleurs, nous avons développé un projet de
magasin virtuel baptisé « easy-warehouse ». Cette offre de
service permet aux clients denos clients de piocher direc-
tement dans notre stock.Il s’agit d’une garantiepour le client final de tou-
jours trouver son produit,tout en limitant le niveau destock de notre client. » ■ BS
La PFA (Plate-forme de la Filière Auto-mobile), en partenariat avec Thésame,a lancé en janvier 2015 la première édi-tion du « PEAK Collaborative Index –PFA », une enquête destinée à évaluerla qualité des relations client-fournis-seur au sein de la filière automobilefrançaise. Les résultats, communiquésen juillet 2015, ont révélé qu’alors queles clients évaluent à 73 % la qualité deleur relation avec leurs fournisseurs, ces
derniers ne l’évaluent qu’à 66 %. Parmiles points forts figurent l’existence desfondamentaux de la relation client-four-nisseur (processus, outils, etc.), le profes-sionnalisme entre les partenaires, ladisponibilité des interlocuteurs et lapérennité des relations. Les 3/4 desréponses font état de collaborations sui-vies depuis plus de 15 ans. L’enquêterévèle que les répondants déplorent unmanque de proactivité du partenaire en
cas de difficulté et son incapacité àmesurer et à prendre en compte ce quiest positif dans la relation. Le CPBP(Code de Performance et de BonnesPratiques) souligne que certains sujets,comme celui des compensations rela-tives à des reports, des annulations decommandes ou à la non atteinte desvolumes prévisionnels, représententdes sujets de préoccupations pour denombreux chefs d’entreprise. ■ BS
©VA
LEO
©VA
LEO
©JP
GU
ILLA
UM
E

ENQUÊTEL’industrie automobile
N°101 ■ SUPPLY CHAIN MAGAZINE - JANVIER-FÉVRIER 201658
Supply Chain Magazine: Quellesgrandes tendances observez-vous ?Pierre Lagarde : Depuis plusieursannées, les constructeurs mettent encommun la fabrication de certainsorganes (moteurs, éléments d’acces-soires, etc.) sur des plates-formesconjointes. Nous avons donc adapténotre organisation pour être capablesde réponde à ces appels d’offres glo-baux et mondiaux. Par ailleurs, leconstructeur, historiquement assem-blier de pièces détachées, assembleaujourd’hui des modules. Cela impacteles organisations car les produits sontdès lors plus coûteux et plus volumi-neux. Nous observons aussi un recen-trage sur les activités cœur de métier.Pour tout ou partie du module, nous nesommes plus capables de réaliser nous-même tout de A à Z. Cela signifie quenotre schéma industriel est impacté etdépend davantage d’un réseau de four-nisseurs réalisant une plus grande« profondeur de gamme ». Enfin, lanécessité d’optimiser le cash (investis-sements et stocks) ne cesse de croître.
SCMag : Quelles sont les contraintesde votre métier ?P.L. : La fiabilité de la demande de nosclients est fondamentale car c’est ladonnée d’entrée de l’ensemble denotre Supply Chain, jusque chez nosfournisseurs. En fonction de la matu-rité du client, l’information envoyéeest plus ou moins polluée par l’effetcoup de fouet. La notion de flexibilitédevient une exigence de plus en plusforte pour nos clients. Nous y répon-dons grâce au stock et via une réservede capacité industrielle. Par ailleurs,nous devons être capables de gérerune « désynchronisation » entre lademande du client et notre organisa-tion industrielle. Nous travaillons en
effet avec l’ensemble des construc-teurs dont les contraintes en termesd’ouverture et de fermeture des usinesdiffèrent. Notre organisation doit per-mettre de répondre à la demande denos clients 365 jours par an.
SCMag : Observez-vous des évolutions de votre activité ?P.L. : Depuis 4-5 ans, nos clients nousont rétrocédé la gestion de certains deleurs flux physiques. Jusqu’à présent,les constructeurs venaient eux-mêmeschercher des produits sur une plate-forme à proximité de nos usines. Ilsnous demandent maintenant de gérerun stock déporté à proximité de leursusines, dont nous supportons lescoûts. La gestion des conditionne-ments durables (liée au volume despièces) devient également un sujetomniprésent. Nous remplaçons lescaisses en carton ou en bois, aupara-vant « perdues », par des caisses enplastique réutilisables. Cette gestion« en juste à temps » (transport, sys-tème de déclaration d’entrée et sortie,inventaires, propreté, etc.) devient uneproblématique extrêmement forte.
SCMag : Quels sont les sujets SupplyChain actuellement à l’étude ?P.L. : Le cabinet de conseil Citwellnous a accompagnés sur un sujet lié àla mesure de la justesse de la demandeclient avec 2 objectifs principaux : leredimensionnement de nos stocks desécurité et la mise en place d’unecommunication systématique des élé-ments de non fiabilité à nos forces devente pour engager des échanges avecles clients. Tous les ans, les clientsnégocient de la productivité, c’est-à-dire que nous devons baisser nos prixde vente. Fiabiliser la demande est unlevier important de compétitivité pourfabriquer le « juste nécessaire ».S’agissant de la performance indus-trielle, nous travaillons sur la syn-chronisation entre les besoins clientset notre chaîne logistique afin d’êtreplus près du Takt Time de nos clients[Ndlr : son rythme de consommation].Nous travaillons aussi sur la gestiondes conditionnements durables, ainsique sur l’optimisation des coûts desflux physiques (transport, stockage,etc.) en raison de l’évolution duvolume de nos pièces. Sans oublier lagestion des risques, sujet très présentdans la dernière version du référentielMMOG (référentiel mondial du secteurautomobile des bonnes pratiques de laSupply Chain).
SCMag : Comment se passe la collaboration avec vos clients ? P.L. : La collaboration avec les clientsest très variable (transparence et flui-dité de l’information, visibilité sur lesramp-up, etc.). Certains de nos clientssont très fiables avec des donnéesjustes à plus ou moins 1% tous lesmois. D’autres peuvent varier de plusou moins 15-20 % ! Nous faisons facedans l’industrie automobile à l’absence
Pierre LagardeSupply Chain OEM General Manager Group chez NTN - SNR
« Fiabiliser la demande est un levier important de compétitivité »
Eviter l’effet coup de fouet en fiabilisant la demande, synchroniser les besoins clients avec l’outil industriel, sécuriser la chaîne d’approvisionnement en soutenant ses fournisseurs… l’équipementier NTN-SNR ne manquepas de sujets Supply Chain.
©N
TN -
SNR

JANVIER-FÉVRIER 2016 - SUPPLY CHAIN MAGAZINE ■ N°101 59
d’homogénéité et de standardisa-tion entre les constructeurs(outils, systèmes, suivi, etc.). Celaest très handicapant pour lesfournisseurs. Actuellement, nousessayons avec Galia (Groupementpour l’Amélioration des Liaisons dansl’Industrie Automobile), dont je faispartie, de sensibiliser l’ensemble desconstructeurs européens pour définirdes standards communs de la SupplyChain. Mais cela est compliqué carchaque constructeur revendique sesspécificités.
SCMag : Quelles sont les actionsengagées vis-à-de vos fournisseurs ?P.L. : Notre schéma industriel s’estorienté vers un panel de fournisseursmondiaux. La collaboration avec euxest donc vitale. Nous mettons unaccent très fort sur la gestion desrisques au niveau de la Supply Chainamont via des actions de SupplierDevelopment. Nous accompagnons nosfournisseurs pour les aider à renforcer
leur maturité logistique ainsi que surles aspects capacitaires en les formantet en les associant à notredémarche P IC (P lanIndustriel et Commercial).Nous mettons à leur dis-position des ressourcesqui leur diffusent lesbonnes pratiques et lessensibilisent aux exi-gences de nos clients. Ledéploiement de cette Sup-ply Chain Collaborative
concerne pour l’instant nos fournis-seurs stratégiques et à risque, maisnous souhaitons la déployer à unemajorité de nos fournisseurs. Par ail-leurs, nous menons des démarches
ciblées depuis 2 ans de type VSM(Value Stream Mapping), depuis leclient final jusqu’à nos fournisseurs derang 1 ou 2. L’objectif à terme est d’aligner toute la Supply Chain enconvaincant l’ensemble des interve-nants que l’optimum global n’est pasla somme des optimums globaux. ■
PROPOS RECUEILLIS PAR
BRUNO SIGUICHE
©N
TN -
SNR
©N
TN -
SNR

ENQUÊTEL’industrie automobile
N°101 ■ SUPPLY CHAIN MAGAZINE - JANVIER-FÉVRIER 201660
Patrice FoulonDirecteur achats France de Continental Automotive France
« Nous souhaitons rendre nos fournisseursplus forts et plus résistants»
La première grappe automobile a été lancée en France par Continental en 2014. Une initiative fédératrice visantà améliorer la performance de ses fournisseurs.
Supply Chain Magazine: Continentala lancé la première grappe automobile en juillet 2014. En quoi consiste cette initiative ?Patrice Foulon : Cette démarche col-laborative et structurée, inspirée desgrappes aéronautiques, a pour objectifl’excellence industrielle et la maîtrisedes flux logistiques. Nous souhaitonsrendre nos fournisseurs plus forts etplus résistants, les aider à se dévelop-per sans objectif direct et chiffré parContinental. Au démarrage du pro-gramme, nous avons invité 56 fournis-seurs français. 4 thèmes de travail ontété présentés : la chaîne d’approvision-nement et de production, l’innovation,l’excellence industrielle et l’internatio-nal. Le kick-off du volet « innovation –international » est prévu en février, enpartenariat avec Thésame qui maîtrisele sujet de l’innovation dans les PME.15 fournisseurs y assisteront. Seuls lesvolontaires y participeront.
SCMag : Comment s’est déroulé le volet Excellence Industrielle qui a démarré en 2014 ?P.F. : La PFA, la région et l’Etat ontproposé une structure de financement.Continental a présenté un projet dedéveloppement d’excellence indus-trielle à ses fournisseurs. 12 d’entreeux ont accepté de participer à cevolet et ont reçu le support de 12 jours
de consultants (Supply Chain et excel-lence industrielle) homologués par laPFA. L’entreprise en finance 50%. Enoutre, nous mettons en place des jour-nées de discussion qui permettent auxfournisseurs de débattre de l’étatd’avancement dans leurs entreprises.Elles sont aussi l’occasion de faireintervenir des experts de Continentalou externes sur divers sujets : mana-gement participatif dans une PME,importance de la mise en place d’unestructure achat, etc. Une réunion declôture des 12 projets menés avec lesconsultants est prévue en mars. Néan-moins, les fournisseurs souhaitent queles journées de session collective surdes thématiques essentielles perdurentau-delà de début 2016.
SCMag : Pourriez-vous illustrer en développant le contenu de certains projets ?
P.F. : Le fournisseurFondex (le premiera y a n t r e j o i n t l agrappe), dont le CAaugmentait significa-tivement, a décidé dedoubler sa superficie deproduction. Pour ren-forcer la performancede cet agrandissement,Fondex a réorganiséson usine en s’ap-
puyant sur les principes Lean : les ilotsde production, les délais de production,l’optimisation des surfaces, etc. Nousavons remporté en février 2015, entandem avec ce-dernier, le Prix Colla-boratif 2015 dans le cadre du ForumCollaboratif. Un autre fournisseur, avecune activité historique de production,a petit à petit développé un bureaud’étude. Son défi consistait à rappro-cher ces 2 entités. Le consultant a per-mis de dégager une organisation dansl’entreprise où la délimitation entre les2 entités a été effacée : amélioration dela communication, remise à plat desgammes élaborées par le bureaud’étude en phase avec la production,déploiement d’un plan Lean industrielélaboré collectivement, etc.
SCMag : Au-delà du lancement de l’axe de travail « innovation – international » prévu en février,quelles sont les prochaines étapes ?P.F. : En 2016, nous démarrerons unnouveau volet baptisé « agilité –confiance » qui portera sur la relationclient-fournisseur. Nous organiseronsdes journées favorisant les rencontres,au cours desquelles se tiendront destables rondes. Comme pour les autresvolets, nous n’imposerons à aucunfournisseur d’y participer. ■
PROPOS RECUEILLIS PAR
BRUNO SIGUICHE©C
ON
TIN
ENTA
LA
UTO
MO
TIV
E
©C
ON
TIN
ENTA
LA
UTO
MO
TIV
E