Embed Size (px)
Citation preview
1
Les Modes de Marche et d’Arrêt (MMA)
Le dialogue d’exploitationLes constituants de dialoguesLe GemmaIntégration des MMA L’encapsulation
Philippe Raymond 09/12/04
2
I - Le dialogue d’exploitation
Le dialogue d'exploitation regroupe toutes les fonctions nécessaires à un opérateur pour
commander et surveiller le fonctionnement d'une machine ou d'une installation
3
Importance de l’opérateur
Il commande la mise en route et l'arrêt, ces deux phases pouvant éventuellement comporter des procédures de démarrage ou d'arrêt prises en charge par l'automatisme ou effectuées en mode manuel ou semi automatiques sous la responsabilité de l'opérateur.
Il effectue les commandes et les réglages nécessaires au déroulement normal du processus et surveiller l'état et l'évolution de celui-ci.
Il décèle une situation anormale et engager une action corrective avant que l'évolution de cette situation n'entraîne une aggravation des perturbations
Il Fait face à une défaillance du système, en stoppant la production ou en mettant en œuvre un mode de marche dégradée qui supplée tout ou partie des commandes automatiques par des commandes manuelles pour maintenir la production.
Il assure la sécurité des personnes et du matériel en intervenant si nécessaire sur les dispositifs de sécurité.
4
Conception d’une IHMInterface Homme Machine
Le système de dialogue doit être conçu de telle sorte qu'il facilite la tâche de l'opérateur
et lui permette d'assurer en toutes circonstances une conduite sûre.
5
Aspect cognitif
COMPRENDRE REAGIR
limiter les items de menus à 7
établir des liens entre éléments (couleurs, format, emplacements) pour faciliter le filtrage cognitif
écrire des messages concis
ne pas présenter d'informations inutiles
MEMOIRE A COURT TERME
mémorise 7 items (± 2 selon individu, fatigue...)
regroupe les mnèmes (unité d'information) par motifs visuels ( lettres, chiffres, mots, formes, taille, couleur, localisation) ou acoustiques
motifs visuels :
Durée de vie 15 à 30 secondes
PERCEVOIR
6
Conseils
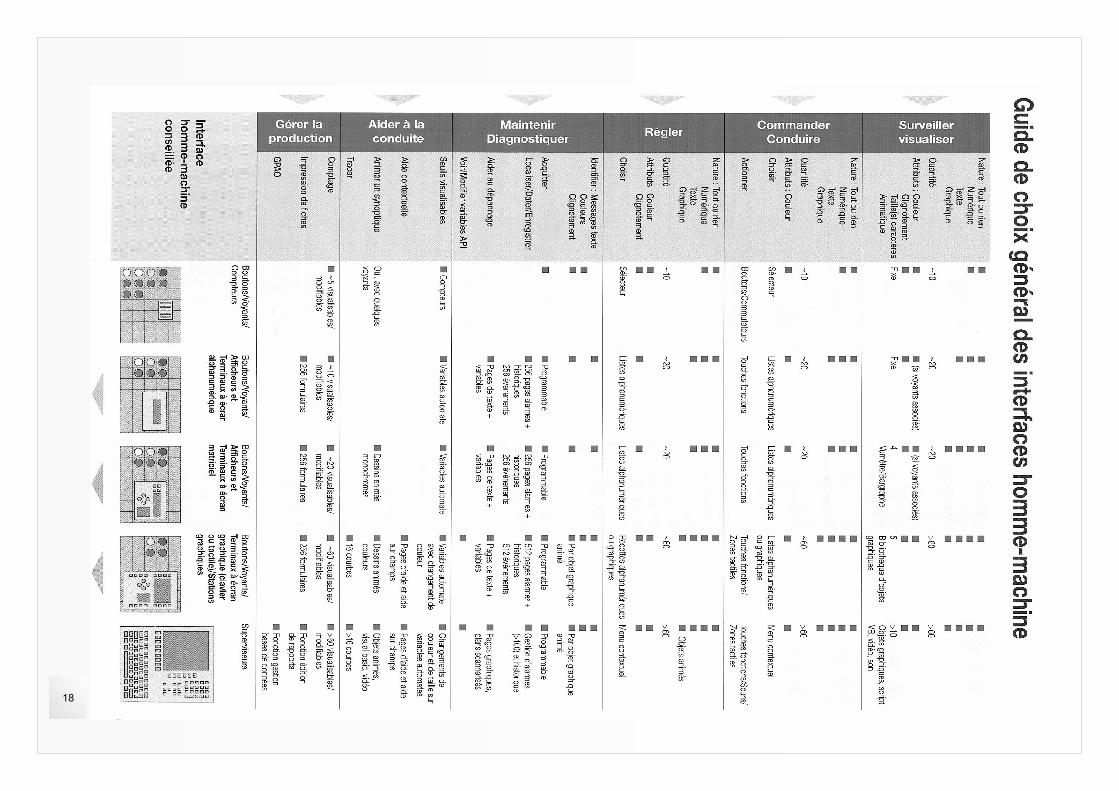
Tout changement dans les conditions de marche d'une machine se traduit généralement par la modification ou l'apparition d'une information sur un voyant, un afficheur ou un écran. Cet événement doit avant tout être perçu par l'opérateur, ceci quelles que soient les conditions d'environnement (lumière ambiante,...). Différents moyens peuvent être mis en œuvre pour attirer son attention : clignotement de l'information, changement de couleur, signal sonore, protection contre les reflets, etc.
Pour éviter tout risque d'action préjudiciable à la sûreté, l'information perçue par l'opérateur doit être suffisamment lisible et précise pour être immédiatement comprise et exploitable. L'ergonomie de lecture des constituants intervient ici tout autant que la conception de la fonction :
Pour un voyant lumineux : respect de la couleur prescrite par la norme, cadences de clignotement lent ou rapide nettement différenciées,...Pour un afficheur : textes précis dans la langue de l'utilisateur, distance de lisibilité appropriée,...Pour un écran : emploi de symboles normalisés, zoom offrant une vue détaillée de la zone concernée par le message,...
Selon la teneur du message transmis parla machine, l'opérateur peut être amené à intervenir rapidement en agissant sur un ou plusieurs boutons-poussoirs ou touches de clavier. Cette action est facilitée par : un repérage clair pour identifier aisément boutons et touches, par exemple par marquage des poussoirs à l'aide de symboles normalisés,une ergonomie soignée avec des surfaces de poussoirs importantes, des touches à effet tactile, ...
PERCEVOIR
COMPRENDRE
REAGIR
7
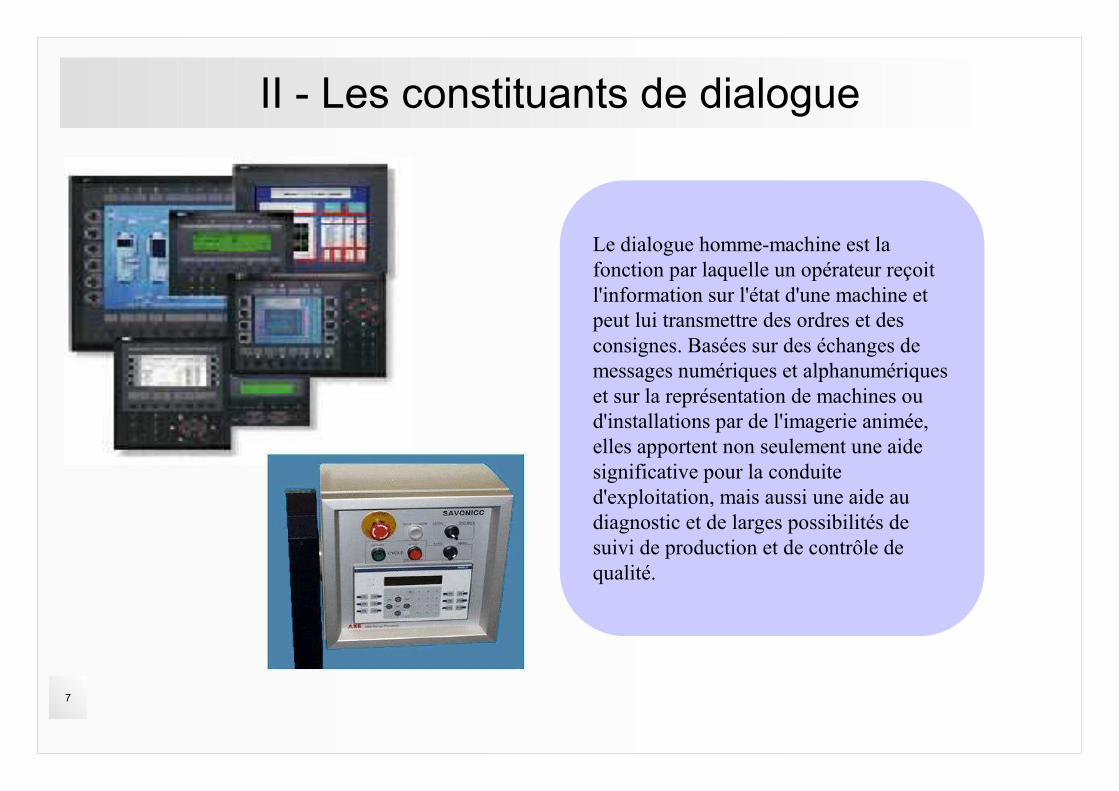
II - Les constituants de dialogue
Le dialogue homme-machine est la fonction par laquelle un opérateur reçoit l'information sur l'état d'une machine et peut lui transmettre des ordres et des consignes. Basées sur des échanges de messages numériques et alphanumériques et sur la représentation de machines ou d'installations par de l'imagerie animée, elles apportent non seulement une aide significative pour la conduite d'exploitation, mais aussi une aide au diagnostic et de larges possibilités de suivi de production et de contrôle de qualité.

8
Commande et signalisation tout ou rien
Ce sont des interfaces de dialogue parfaitement adaptées quand les
informations échangées entre opérateur et machine sont peu nombreuses et limitées à des signaux tout ou rien.
9
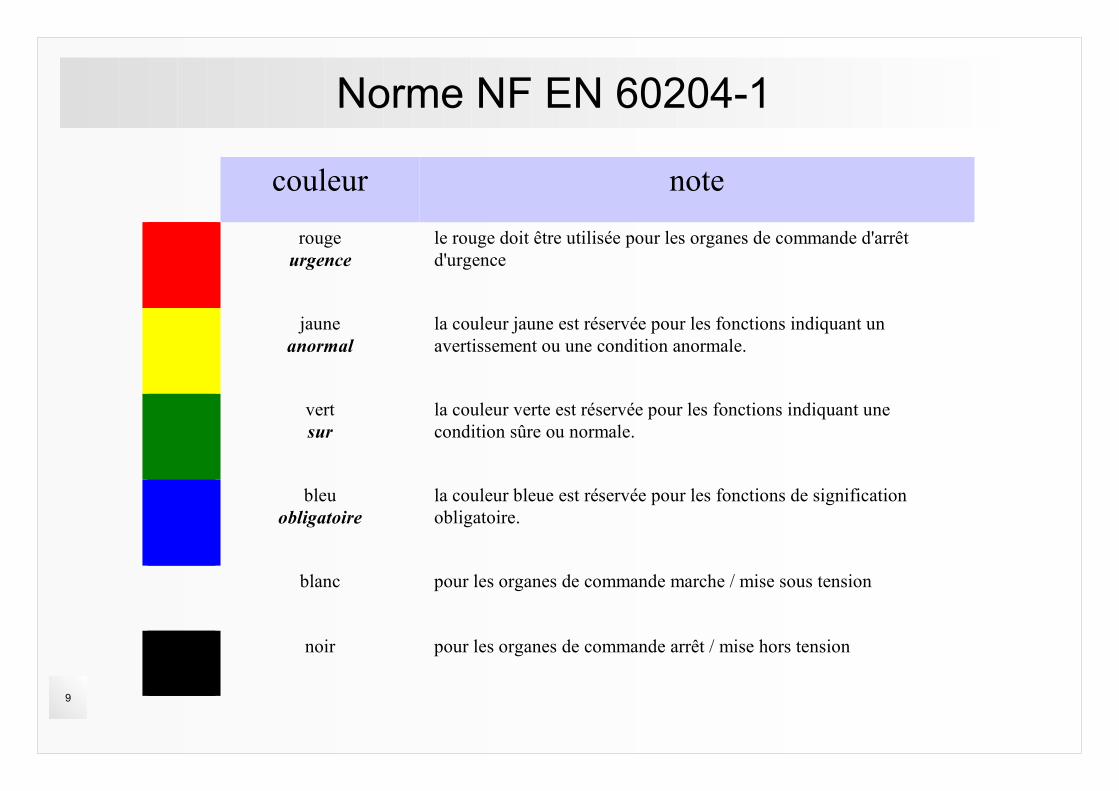
Norme NF EN 60204-1 couleurcouleur Significationnote rouge
urgencele rouge doit être utilisée pour les organes de commande d'arrêt d'urgence
jauneanormal
la couleur jaune est réservée pour les fonctions indiquant un avertissement ou une condition anormale.
vertsur
la couleur verte est réservée pour les fonctions indiquant une condition sûre ou normale.
bleuobligatoire
la couleur bleue est réservée pour les fonctions de signification obligatoire.
blanc pour les organes de commande marche / mise sous tension
noir pour les organes de commande arrêt / mise hors tension
10
Les terminaux d'exploitation
L'évolution des unités de fabrication vers une plus grande flexibilité impose de plus
en plus fréquemment des changements rapides et aisés des programmes de
production, des contrôles et des réglages précis, des modifications de données. Cela
entraîne par conséquent des échanges d'informations nombreuses et variées entre
l'opérateur et la machine.
11
La supervision
Assure la communication entre les équipements d'automatismes et les outils informatiques d'ordonnancement et de gestion de la production, pour lancer et gérer les différents programmes de fabrication,
Coordonne le fonctionnement d'un ensemble de machines enchaînées constituant un îlot ou une ligne de production, en assurant l'exécution d'ordres communs (marche, arrêt ...) et de tâches telles que la synchronisation, le pilotage de marches dégradées ...
Assure une gestion qualitative et quantitative de la production, cette tâche nécessitant la collecte en temps réel de nombreuses informations, leur archivage et leur traitement immédiat ou différé,
Assiste l'opérateur dans les opérations de diagnostic et de maintenance préventive et corrective.
12
Exemples
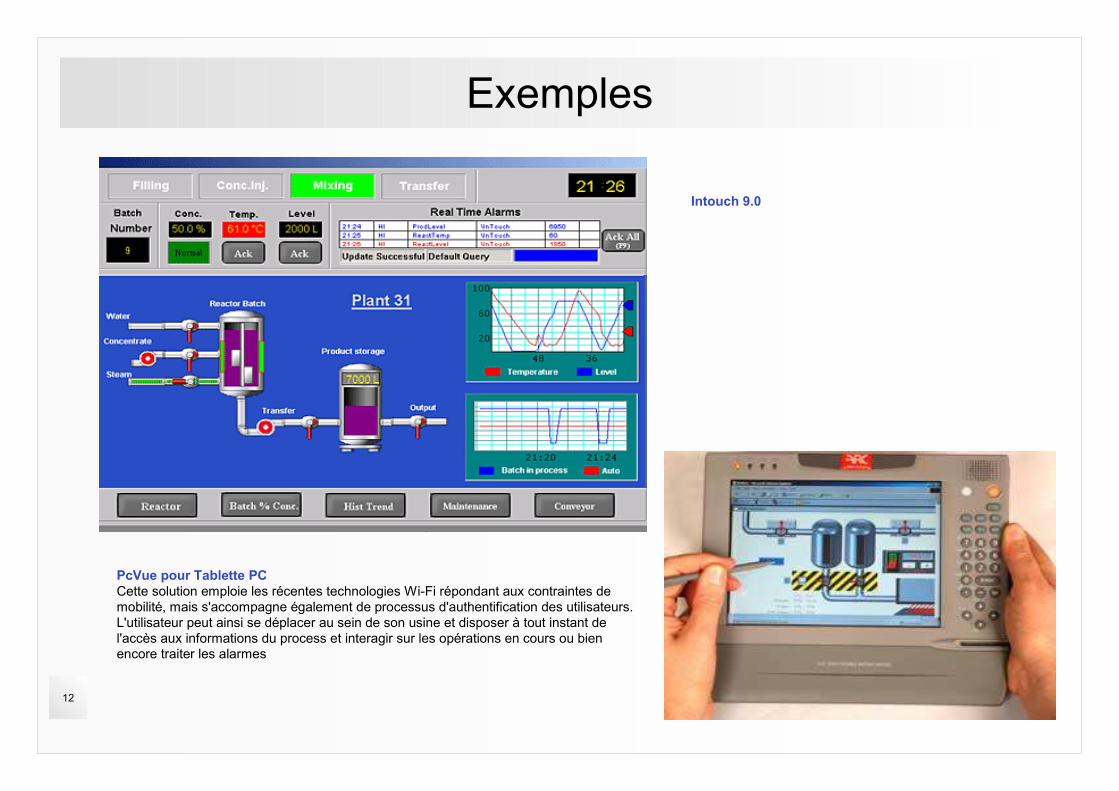
PcVue pour Tablette PCCette solution emploie les récentes technologies Wi-Fi répondant aux contraintes de mobilité, mais s'accompagne également de processus d'authentification des utilisateurs.L'utilisateur peut ainsi se déplacer au sein de son usine et disposer à tout instant de l'accès aux informations du process et interagir sur les opérations en cours ou bien encore traiter les alarmes
Intouch 9.0
13
Organes de services
Clairement visibles, identifiables et, le cas échéant, marqués de manière appropriée (les boutons, leviers et commutateurs seront placés là où l'opérateur s'attend à les trouver, suivant une disposition logique avec leur fonction, en utilisant les recommandations de l'ergonomie.Placés pour permettre une manœuvre sûre, sans hésitation ni perte de temps et sans équivoque (le bouton "montée" au-dessus du bouton "descente"... ).Conçus pour que leur mouvement soit cohérent avec l'effet commandé (un basculement de levier à gauche fait bouger un axe dans le même sens par rapport à l'opérateur…).Disposés en dehors des zones dangereuses, sauf si nécessaire pour certains organes tels qu'un arrêt d'urgence ou une console d'apprentissage pour les robots.Situés de façon que leurs manœuvres ne puissent engendrer de risques supplémentaires.Conçus ou protégés de telle façon que l'effet voulu, s'il peut entraîner un risque, ne puisse se produire sans une manœuvre intentionnelle (attention au levier qu'on accroche, au bouton en saillie qui s'enfonce parce qu'on pose un cahier ou une pièce sur la console opérateur).Fabriqués de façon à résister aux efforts prévisibles, notamment en ce qui concerne les dispositifs d'arrêt d'urgence qui risquent d'être soumis à des efforts importants. Lorsqu'un organe de service est conçu et construit pour permettre plusieurs actions différentes, c'est-à-dire que son action n'est pas univoque, notamment en cas d'utilisation d'un clavier, l'action commandée doit être affichée en clair et, si nécessaire, faire l'objet d'une confirmation.Les organes de service doivent avoir une configuration telle que leur disposition, leur course et leur effort résistant soient compatibles avec l'action commandée, compte tenu des principes de l'ergonomie. Les contraintes dues à l'utilisation, nécessaire ou prévisible, d'équipements de protection individuelle doivent être prises en considération.
14
Signalisation et contrôle
La machine doit être munie des dispositifs de signalisation tels que cadrans, signaux, et des indications dont la connaissance est nécessaire pour qu'elle puisse fonctionner de façon sûre. Depuis le poste de commande, l'opérateur doit pouvoir percevoir les indications de ces dispositifs. Depuis le poste de commande principal, l'opérateur doit pouvoir s'assurer de l'absence de personnes exposées dans les zones dangereuses.Si cela n'est pas possible, le système de commande doit être conçu et construit de manière que toute mise en marche soit précédée d'un signal d'avertissement sonore ou visuel. Les personnes exposées présentes dans la zone dangereuse doivent avoir le temps et les moyens de s'opposer rapidement au démarrage de la machine. Pour faciliter l'interruption de la signalisation, on évitera la surabondance d'informations inutiles. Si on utilise un superviseur, on fera une hiérarchie des écrans pour en faciliter la lecture. Le code des couleurs défini par la norme EN 60204 (rouge : alarme, vert : OK...) doit être utilisé.
15
Sélecteur de mode de marche
Le mode de commande sélectionné doit avoir priorité sur tous les autres systèmes de commande, à l'exception le la commande d'arrêt d'urgence. Cela implique que l'on doit considérer le mode affiché au sélecteur comme un ordre vis-à-vis de la commande et non pas comme une demande. Le passage du mode automatique au mode manuel par exemple doit générer un arrêt immédiat de la séquence en cours. Si la machine a été conçue et construite pour permettre son utilisation selon plusieurs modes de commande ou de fonctionnement présentant des niveaux de sécurité différents, tels que les modes de fonctionnement permettant le réglage, l'entretien, l'inspection, elle doit être munie d'un sélecteur de mode de marche verrouillable dans chaque position. Chaque position du sélecteur ne doit correspondre qu'à un seul mode de commande ou de fonctionnement.Compte tenu qu'il semble bien difficile de concevoir une machine avec les mêmes niveaux de sécurité suivant les modes de marche, le sélecteur de mode doit être un commutateur à clef ou à code. Le sélecteur peut être remplacé par d'autres moyens de sélection permettant de limiter l'utilisation de certaines fonctions de la machine à certaines catégories d'opérateurs, tels que codes d'accès à certaines fonctions de commandes numériques.
16
Sélecteur de mode de marche
Si, pour certaines opérations, la machine doit pouvoir fonctionner avec ses dispositifs de protection neutralisés, le sélecteur de mode de marche doit simultanément : Exclure le mode de commande automatique.N'autoriser la commande des mouvements que par des organes de service nécessitant une action maintenue N’autoriser le fonctionnement des éléments mobiles, dangereux que dans des conditions limitant le danger telles que marche à vitesse réduite, à effort réduit, par à-coups ou autre disposition adéquate et en évitant tout risque découlant d'un enclenchement de séquences ;Interdire tout mouvement susceptible de présenter un danger que pourrait déclencher une action volontaire ou involontaire sur les capteurs internes de la machine. En outre, au poste de réglage, l'opérateur doit avoir la maîtrise du fonctionnement es éléments sur lesquels il agit.
17
Dispositifs d'alerte
Si la machine est munie de dispositifs d'alerte, ils doivent être compris sans ambiguïté et facilement perçus. La permanence de l'efficacité de ces dispositifs d'alerte doit pouvoir être vérifiée par l'opérateur-
Un dispositif d'alerte ne doit pas tolérer une panne dormante. Il doit aussi être fiable sinon il ne remplit pas son rôle par perte de confiance.
…Installé dans ses fonctions vingt-six ans plus tôt et à quelques mois de la retraite, le concierge attitré du Palais de justice de Rennes fut pris dans une polémique autour du fait que l'alarme, connue pour des déclenchements intempestifs, avait été interrompue à trois reprises avant que l'alerte ne soit donnée. Seul mis en examen lors de l'instruction qui suivit, il a été mis hors de cause en 1996…
18
19
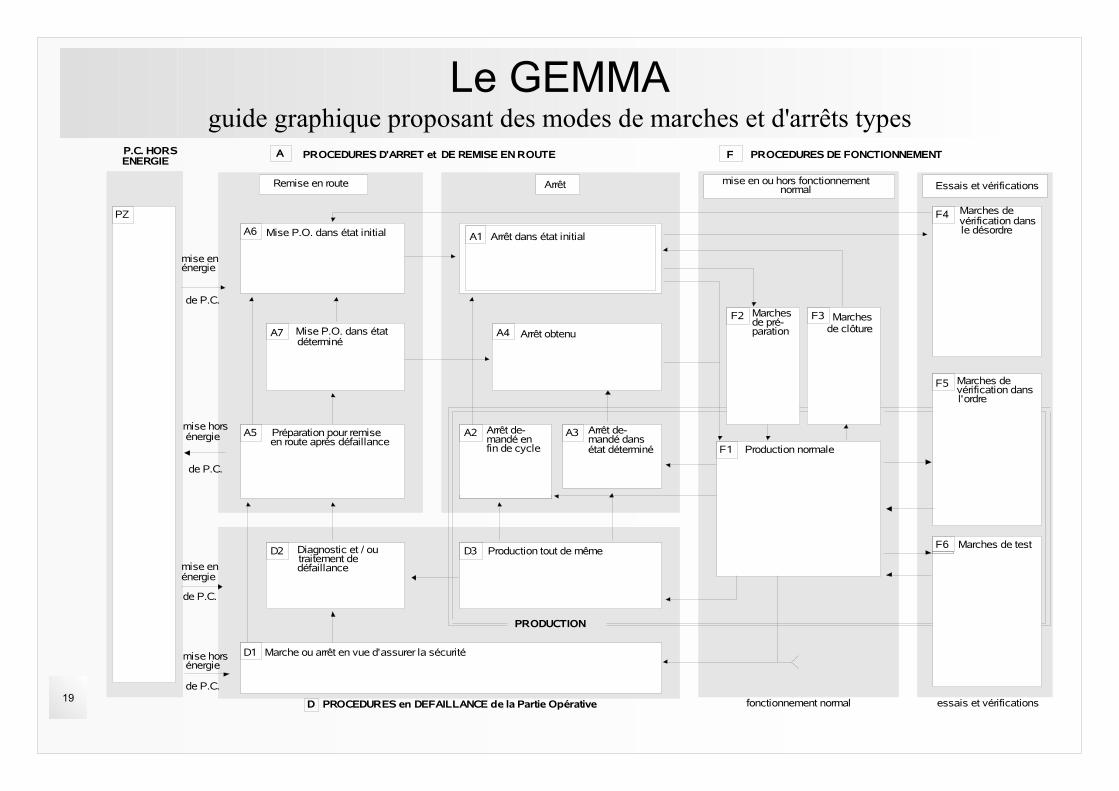
Le GEMMAguide graphique proposant des modes de marches et d'arrêts types
P.C. HORS ENERGIE
Remise en route
Mise P.O. dans état initialA6
Mise P.O. dans étatdéterminé
A7
A5 Préparation pour remiseen route après défaillance
A1 Arrêt dans état initial
A2 Arrêt de-mandé enfin de cycle
A3 Arrêt de-mandé dansétat déterminé
D2 Diagnostic et / outraitement dedéfaillance
D1 Marche ou arrêt en vue d'assurer la sécurité
D3 Production tout de même
A4 Arrêt obtenu
F1 Production normale
MarchesF3de clôture
Arrêt
PROCEDURES D'ARRET et DE REMISE EN ROUTEA F PROCEDURES DE FONCTIONNEMENT
F6 Marches de test
Marches devérification dansl'ordre
F5
F4 Marches devérification dansle désordre
mise en ou hors fonctionnementnormal
mise enénergie
de P.C.
mise horsénergie
de P.C.
mise horsénergie
de P.C.
mise enénergie
de P.C.
MarchesF2 de pré-paration
PRODUCTION
D PROCEDURES en DEFAILLANCE de la Partie Opérative fonctionnement normal essais et vérifications
Essais et vérifications
PZ
20
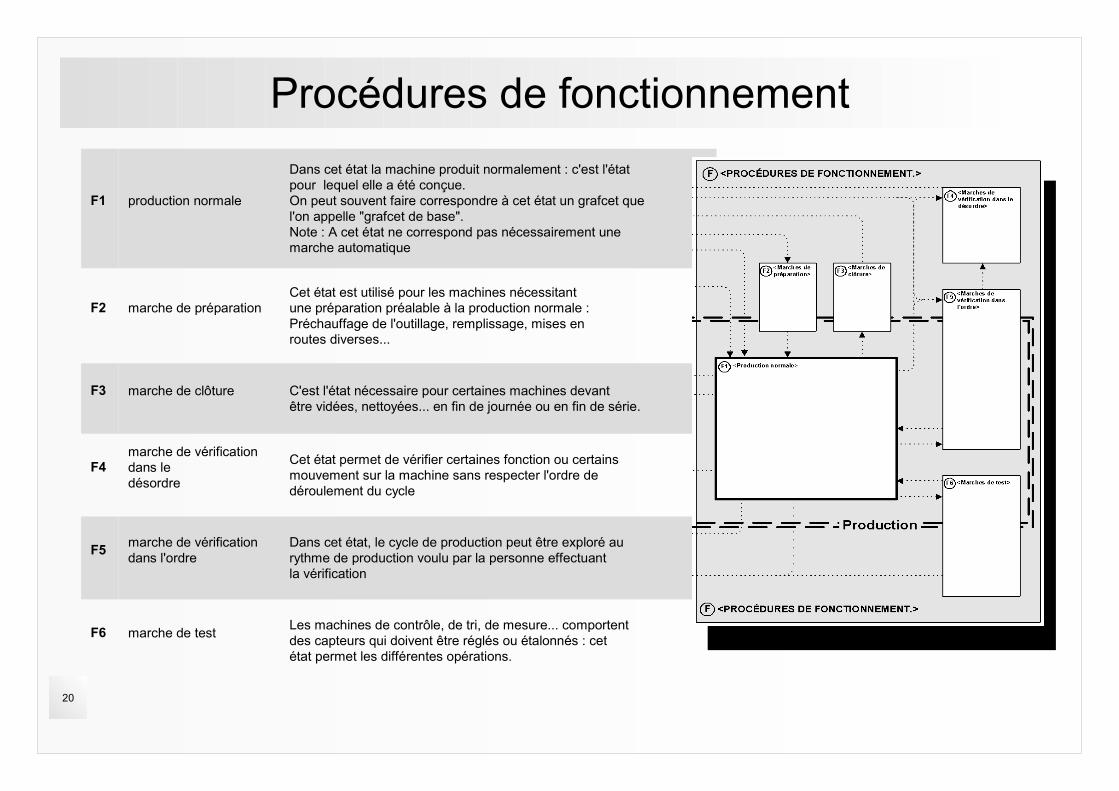
Procédures de fonctionnement
F1 production normale
Dans cet état la machine produit normalement : c'est l'état pour lequel elle a été conçue.On peut souvent faire correspondre à cet état un grafcet que l'on appelle "grafcet de base".Note : A cet état ne correspond pas nécessairement une marche automatique
F2 marche de préparationCet état est utilisé pour les machines nécessitant une préparation préalable à la production normale : Préchauffage de l'outillage, remplissage, mises en routes diverses...
F3 marche de clôture C'est l'état nécessaire pour certaines machines devant être vidées, nettoyées... en fin de journée ou en fin de série.
F4marche de vérification dans le désordre
Cet état permet de vérifier certaines fonction ou certainsmouvement sur la machine sans respecter l'ordre de déroulement du cycle
F5 marche de vérification dans l'ordre
Dans cet état, le cycle de production peut être exploré au rythme de production voulu par la personne effectuant la vérification
F6 marche de test Les machines de contrôle, de tri, de mesure... comportentdes capteurs qui doivent être réglés ou étalonnés : cet état permet les différentes opérations.
21
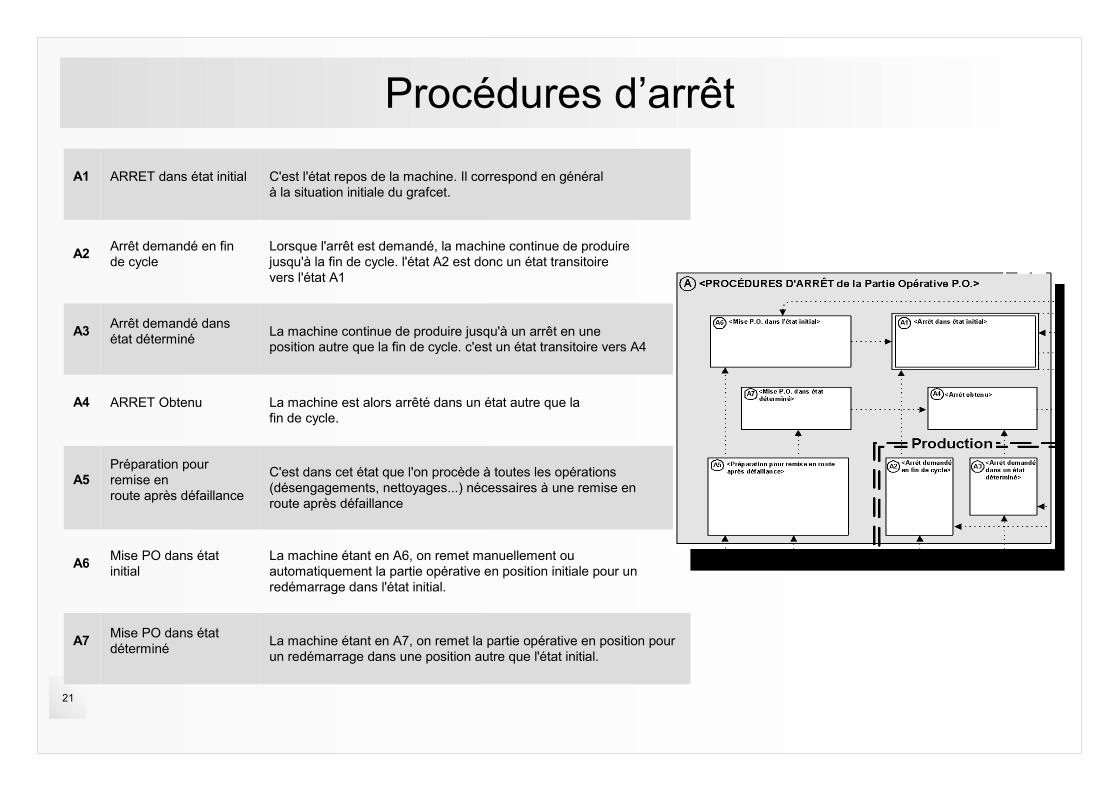
Procédures d’arrêt
A1 ARRET dans état initial C'est l'état repos de la machine. Il correspond en généralà la situation initiale du grafcet.
A2 Arrêt demandé en fin de cycle
Lorsque l'arrêt est demandé, la machine continue de produire jusqu'à la fin de cycle. l'état A2 est donc un état transitoire vers l'état A1
A3 Arrêt demandé dansétat déterminé La machine continue de produire jusqu'à un arrêt en une
position autre que la fin de cycle. c'est un état transitoire vers A4
A4 ARRET Obtenu La machine est alors arrêté dans un état autre que la fin de cycle.
A5Préparation pour remise enroute après défaillance
C'est dans cet état que l'on procède à toutes les opérations(désengagements, nettoyages...) nécessaires à une remise enroute après défaillance
A6 Mise PO dans état initial
La machine étant en A6, on remet manuellement ou automatiquement la partie opérative en position initiale pour unredémarrage dans l'état initial.
A7 Mise PO dans état déterminé La machine étant en A7, on remet la partie opérative en position pour
un redémarrage dans une position autre que l'état initial.
22
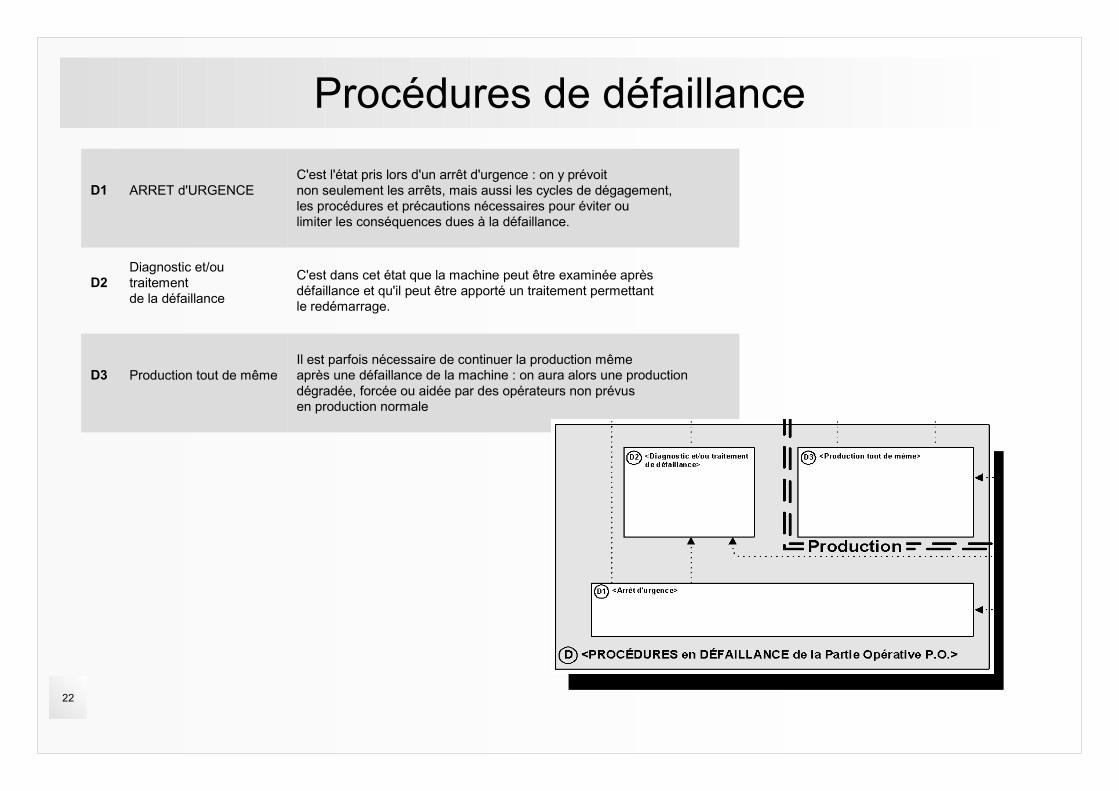
Procédures de défaillance
D1 ARRET d'URGENCEC'est l'état pris lors d'un arrêt d'urgence : on y prévoit non seulement les arrêts, mais aussi les cycles de dégagement,les procédures et précautions nécessaires pour éviter oulimiter les conséquences dues à la défaillance.
D2Diagnostic et/ou traitementde la défaillance
C'est dans cet état que la machine peut être examinée après défaillance et qu'il peut être apporté un traitement permettantle redémarrage.
D3 Production tout de mêmeIl est parfois nécessaire de continuer la production mêmeaprès une défaillance de la machine : on aura alors une production dégradée, forcée ou aidée par des opérateurs non prévus en production normale
23
P.C. HORS ENERGIE
Remise en route
Mise P.O. dans état initialA6
Mise P.O. dans étatdéterminé
A7
A5 Préparation pour remiseen route après défaillance
A1 Arrêt dans état initial
A2 Arrêt de-mandé enfin de cycle
A3 Arrêt de-mandé dansétat déterminé
D2 Diagnostic et / outraitement dedéfaillance
D1 Marche ou arrêt en vue d'assurer la sécurité
D3 Production tout de même
A4 Arrêt obtenu
F1 Production normale
MarchesF3de clôture
Arrêt
PROCEDURES D'ARRET et DE REMISE EN ROUTEA F PROCEDURES DE FONCTIONNEMENT
F6 Marches de test
Marches devérification dansl'ordre
F5
F4 Marches devérification dansle désordre
mise en ou hors fonctionnementnormal
mise enénergie
de P.C.
mise horsénergie
de P.C.
mise horsénergie
de P.C.
mise enénergie
de P.C.
MarchesF2 de pré-paration
PRODUCTION
D PROCEDURES en DEFAILLANCE de la Partie Opérative fonctionnement normal essais et vérifications
Essais et vérifications
PZ
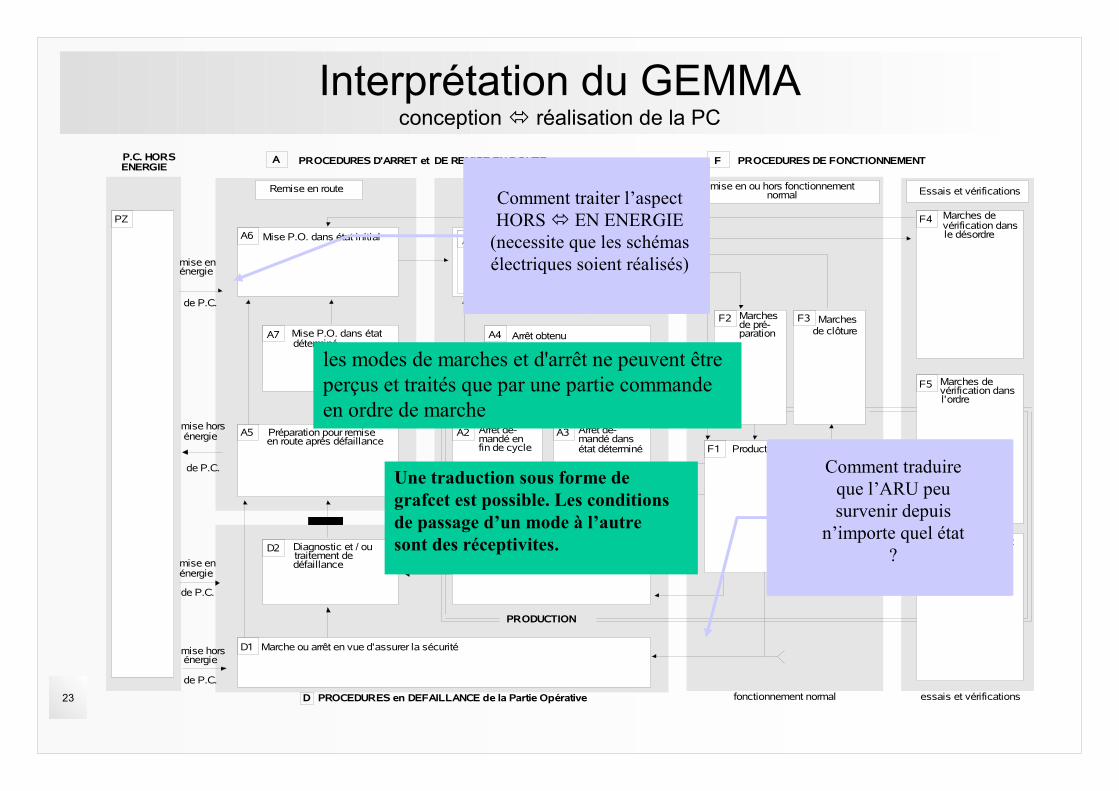
Interprétation du GEMMAconception réalisation de la PC
Comment traduire que l’ARU peu survenir depuis
n’importe quel état ?
Comment traiter l’aspect HORS EN ENERGIE
(necessite que les schémas électriques soient réalisés)
Une traduction sous forme de grafcet est possible. Les conditions de passage d’un mode à l’autre sont des réceptivites.
les modes de marches et d'arrêt ne peuvent être perçus et traités que par une partie commande en ordre de marche
24
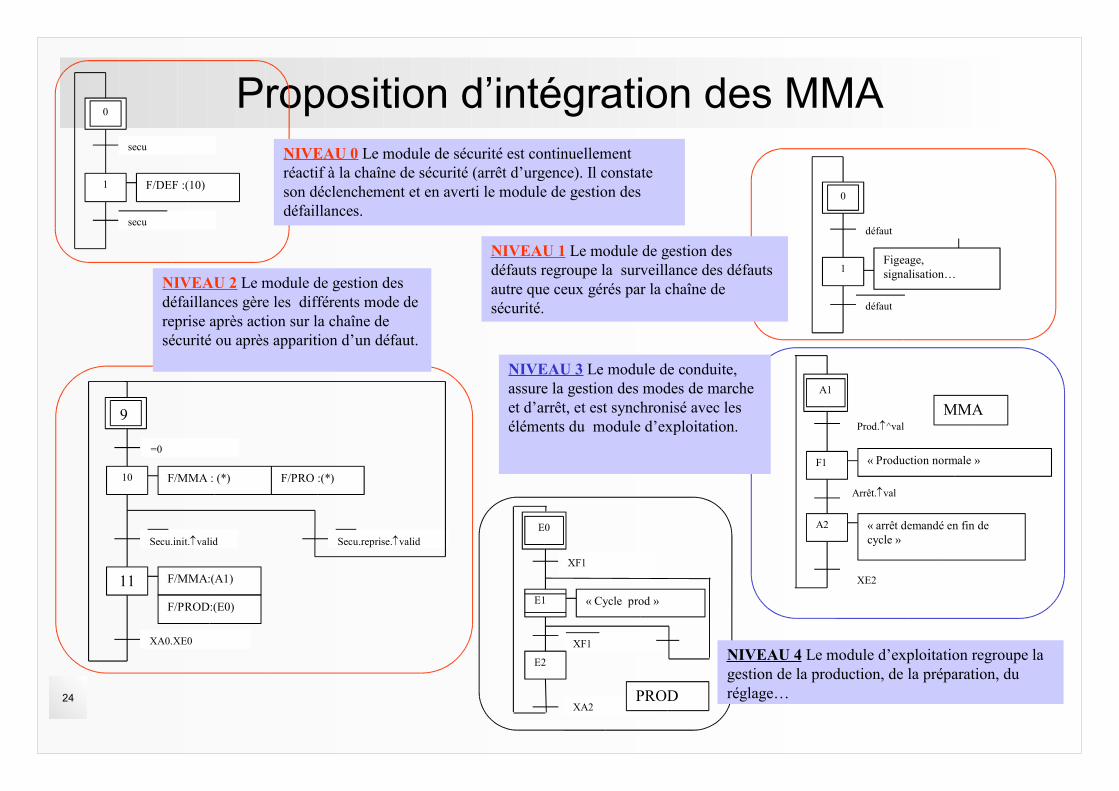
Proposition d’intégration des MMA
NIVEAU 1 Le module de gestion des défauts regroupe la surveillance des défauts autre que ceux gérés par la chaîne de sécurité.
NIVEAU 3 Le module de conduite, assure la gestion des modes de marche et d’arrêt, et est synchronisé avec les éléments du module d’exploitation.
NIVEAU 4 Le module d’exploitation regroupe la gestion de la production, de la préparation, du réglage…
secu
0
secu
F/DEF :(10)1
défaut
0
défaut
Figeage, signalisation…1
NIVEAU 0 Le module de sécurité est continuellement réactif à la chaîne de sécurité (arrêt d’urgence). Il constate son déclenchement et en averti le module de gestion des défaillances.
Secu.init.valid
F/MMA : (*)10
=0
XA0.XE0
F/MMA:(A1)11
F/PRO :(*)
F/PROD:(E0)
Secu.reprise.valid
9
NIVEAU 2 Le module de gestion des défaillances gère les différents mode de reprise après action sur la chaîne de sécurité ou après apparition d’un défaut.
XF1
XF1
E0
XF1
« Cycle prod »E1
XA2
E2
PROD
Prod.^val
A1
Arrêt.val
F1
« arrêt demandé en fin de cycle »
A2
XE2
« Production normale »
MMA
25
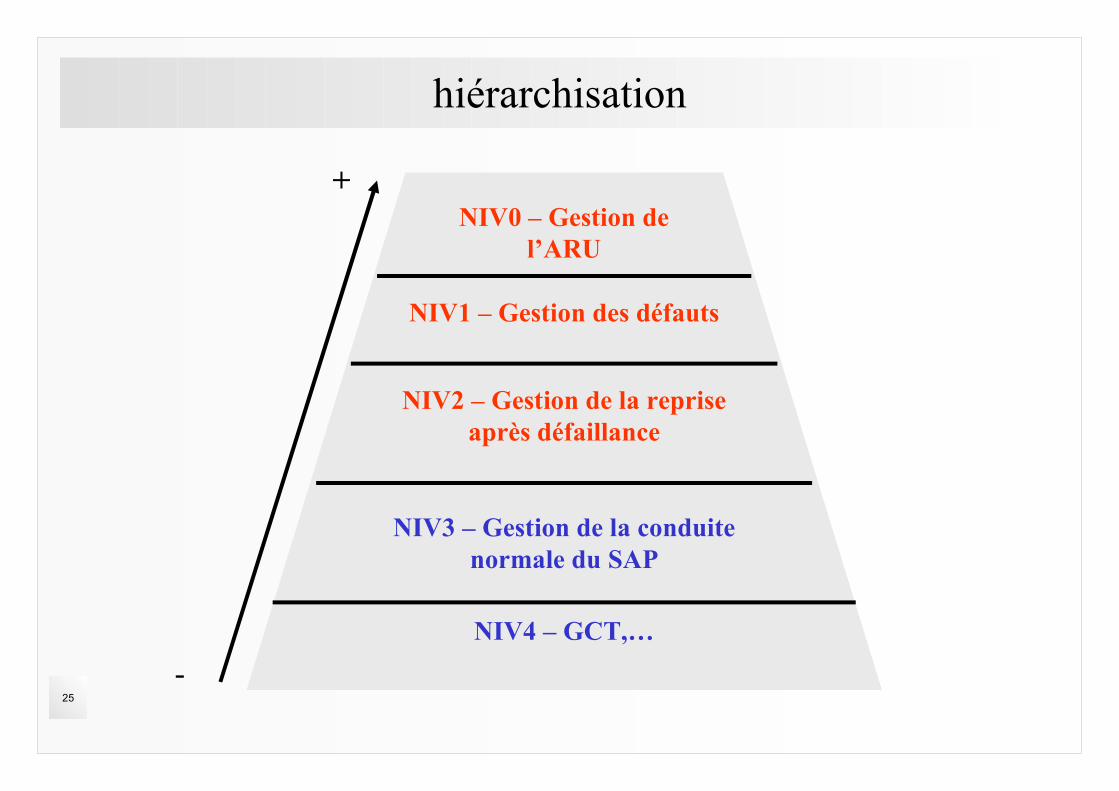
hiérarchisation
NIV0 – Gestion de l’ARU
NIV3 – Gestion de la conduite normale du SAP
NIV4 – GCT,…
NIV1 – Gestion des défauts
NIV2 – Gestion de la reprise après défaillance
-
+
26
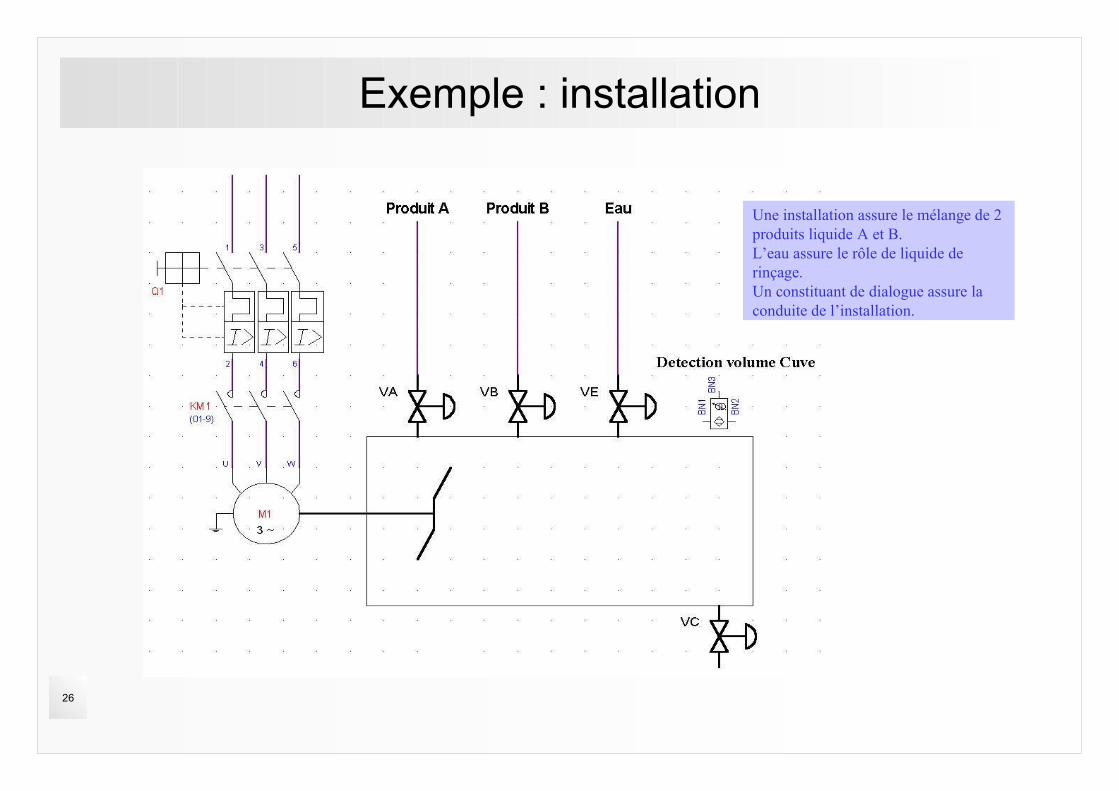
Exemple : installation
Une installation assure le mélange de 2 produits liquide A et B.L’eau assure le rôle de liquide de rinçage.Un constituant de dialogue assure la conduite de l’installation.
27
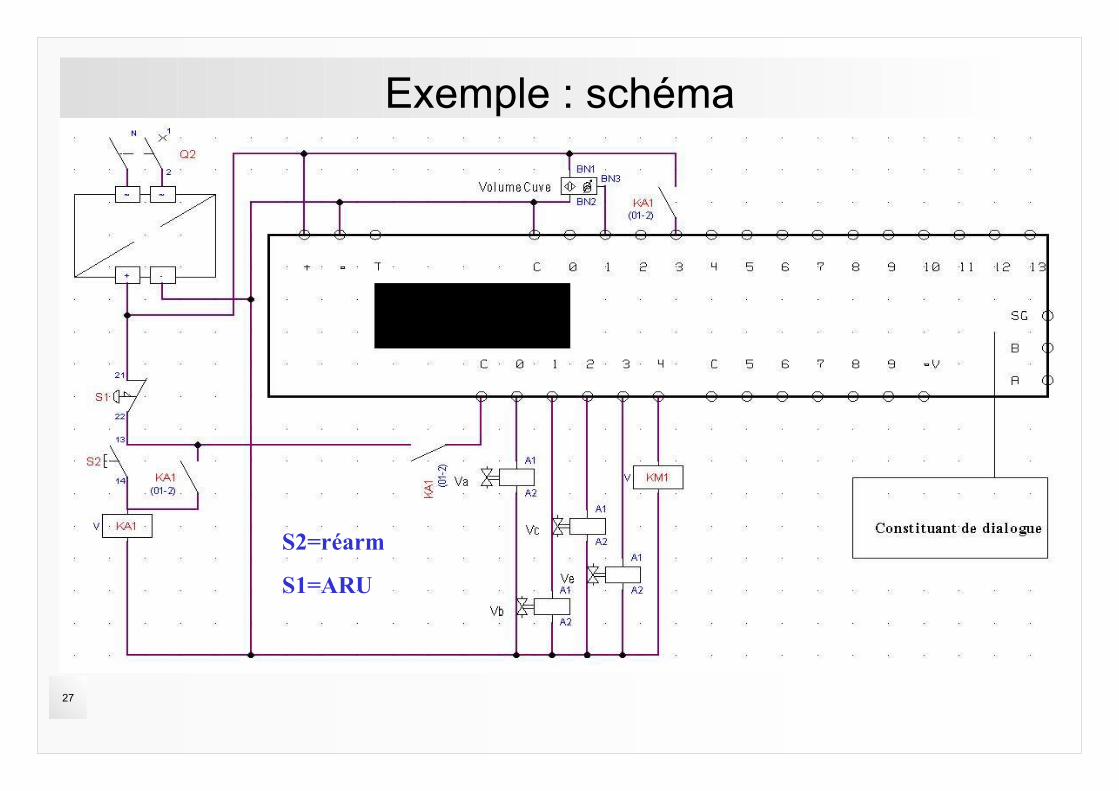
Exemple : schéma
S2=réarm
S1=ARU
28
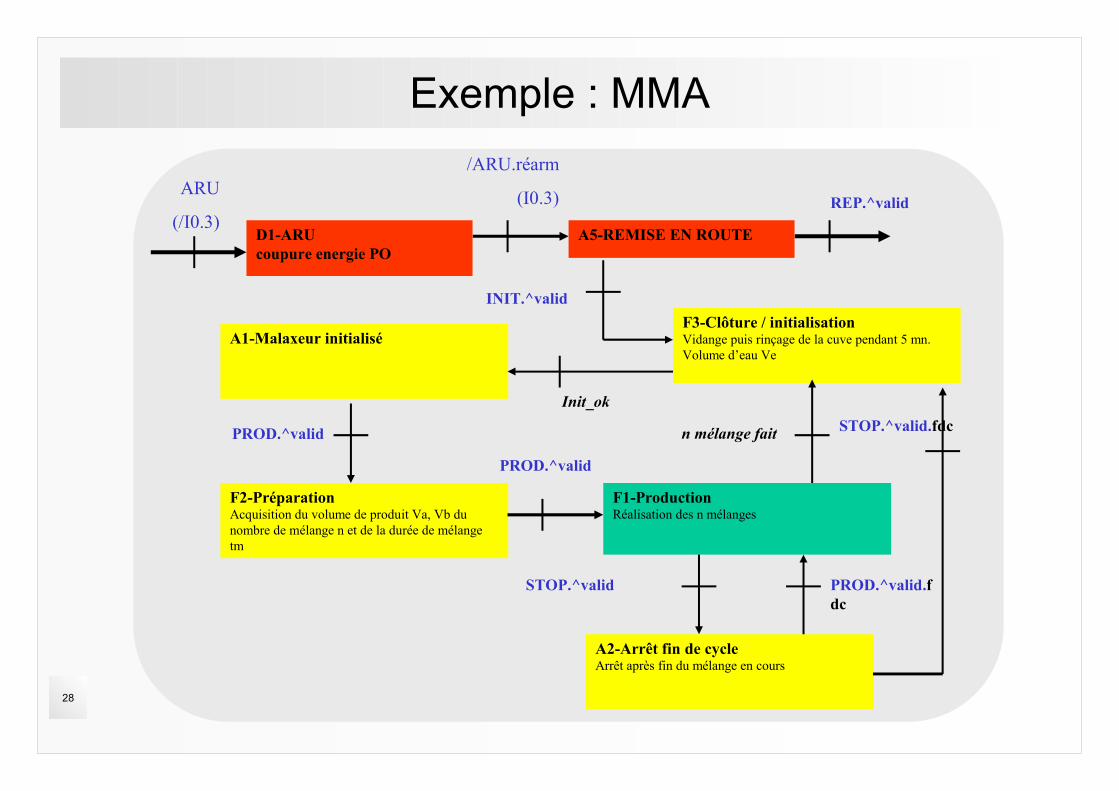
Exemple : MMA
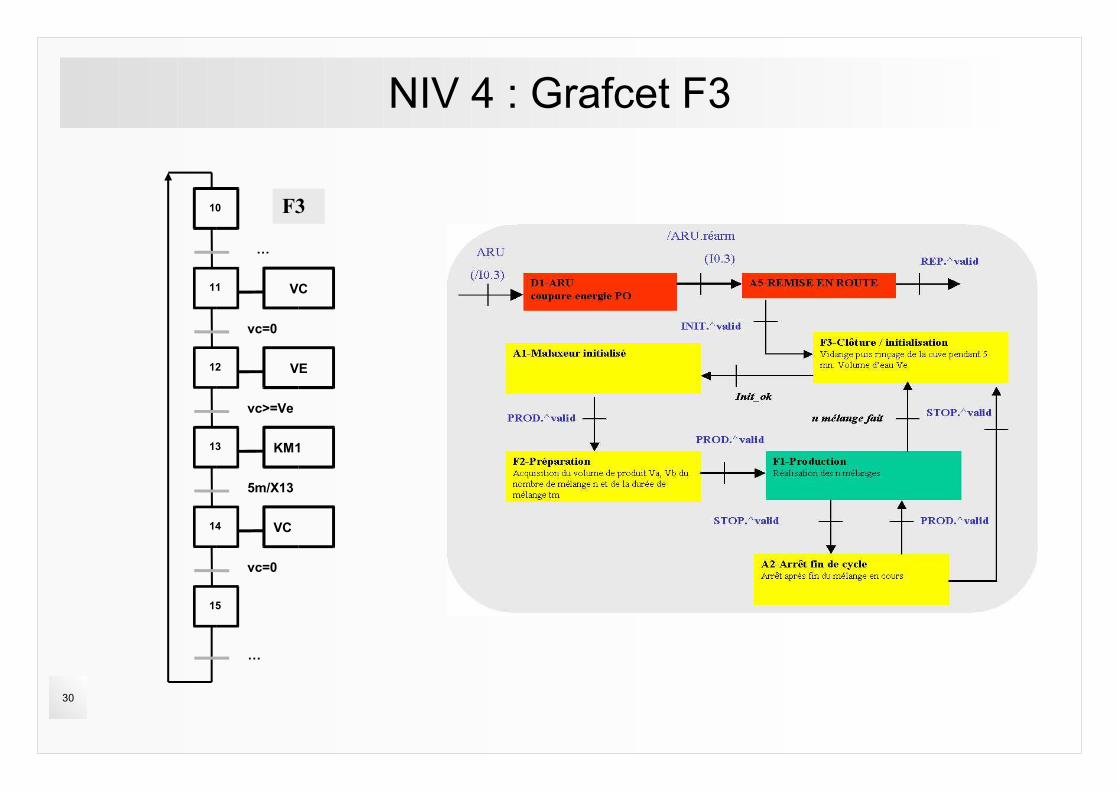
F3-Clôture / initialisationVidange puis rinçage de la cuve pendant 5 mn. Volume d’eau Ve
A1-Malaxeur initialisé
F2-PréparationAcquisition du volume de produit Va, Vb du nombre de mélange n et de la durée de mélange tm
F1-ProductionRéalisation des n mélanges
A2-Arrêt fin de cycleArrêt après fin du mélange en cours
D1-ARU coupure energie PO
A5-REMISE EN ROUTE
PROD.^valid
PROD.^valid
STOP.^valid PROD.^valid.fdc
STOP.^valid.fdcn mélange fait
Init_ok
REP.^valid
INIT.^valid
/ARU.réarm
(I0.3)ARU
(/I0.3)
29
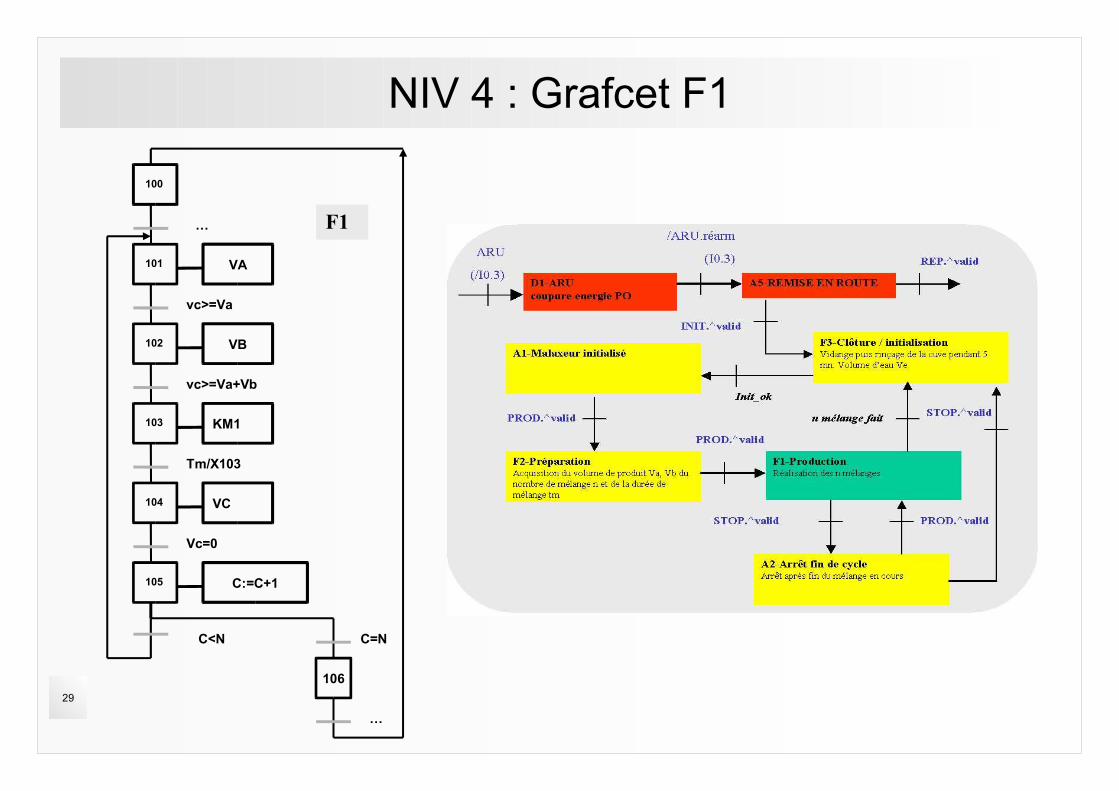
NIV 4 : Grafcet F1
101 VA
vc>=Va
100
102 VB
vc>=Va+Vb
103 KM1
Tm/X103
105 C:=C+1
C<N
106
…
C=N
104 VC
Vc=0
… F1
30
NIV 4 : Grafcet F3
11 VC
vc=0
10
12 VE
vc>=Ve
13 KM1
5m/X13
15
14 VC
vc=0
…
…
F3
31
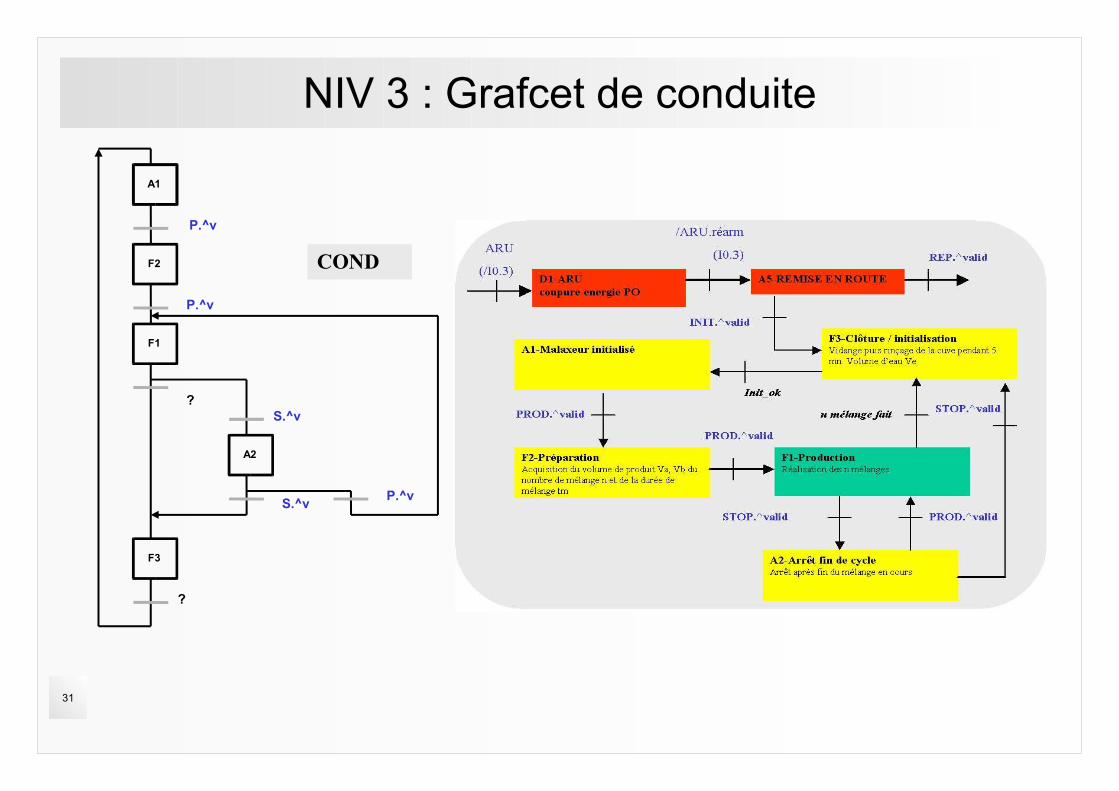
NIV 3 : Grafcet de conduite
F2
P.^v
A1
F1
S.^v
S.^v
?
P.^v
A2
P.^v
F3
?
COND
32
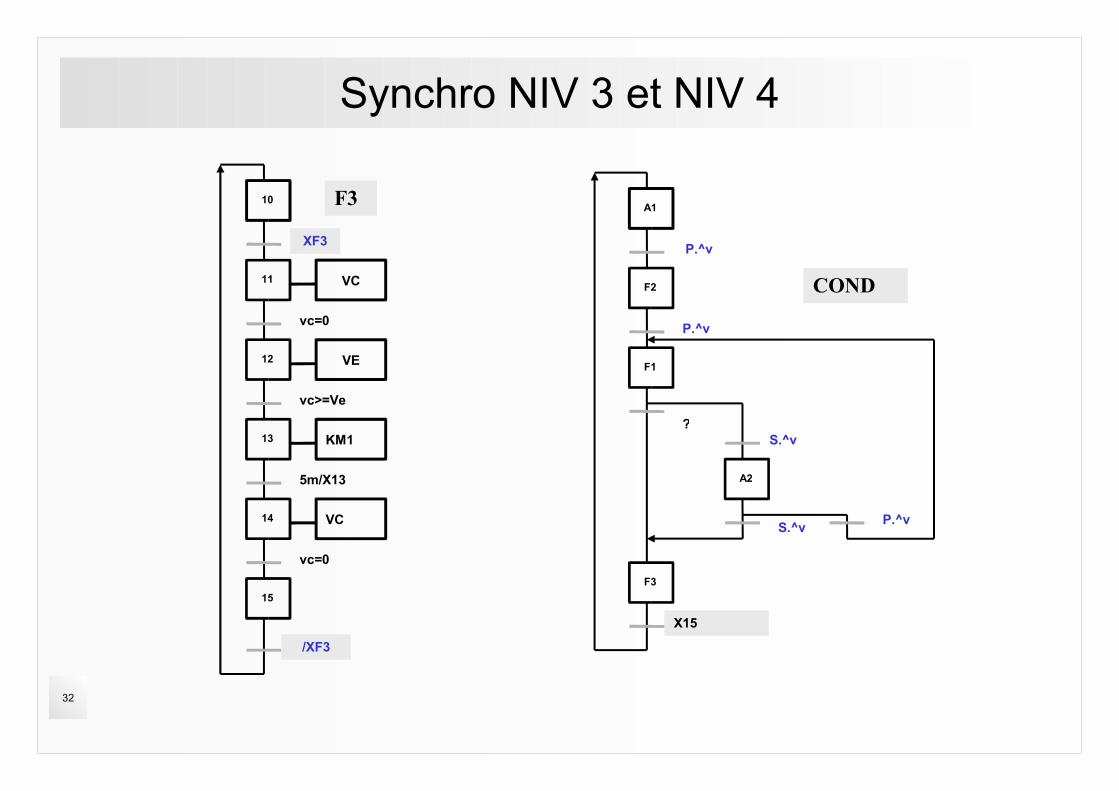
Synchro NIV 3 et NIV 4
11 VC
vc=0
10
12 VE
vc>=Ve
13 KM1
5m/X13
15
14 VC
vc=0
XF3
/XF3
F3
F2
P.^v
A1
F1
S.^v
S.^v
X15
P.^v
A2
P.^v
F3
?
COND
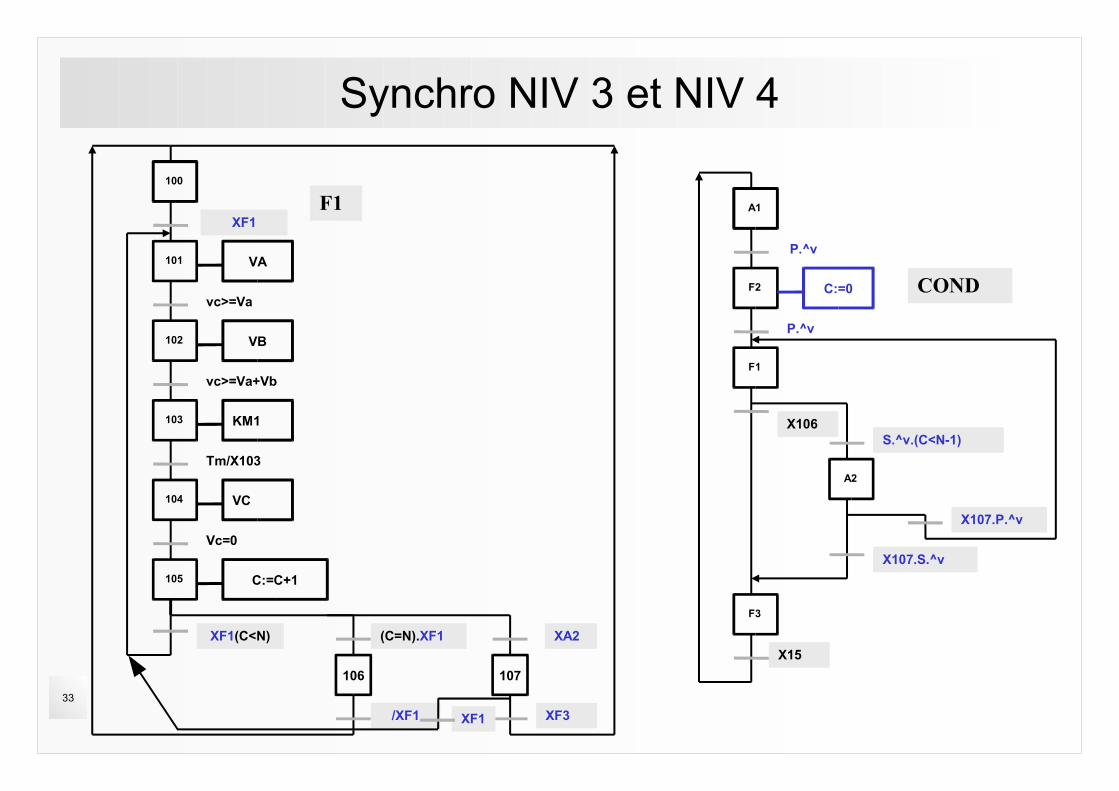
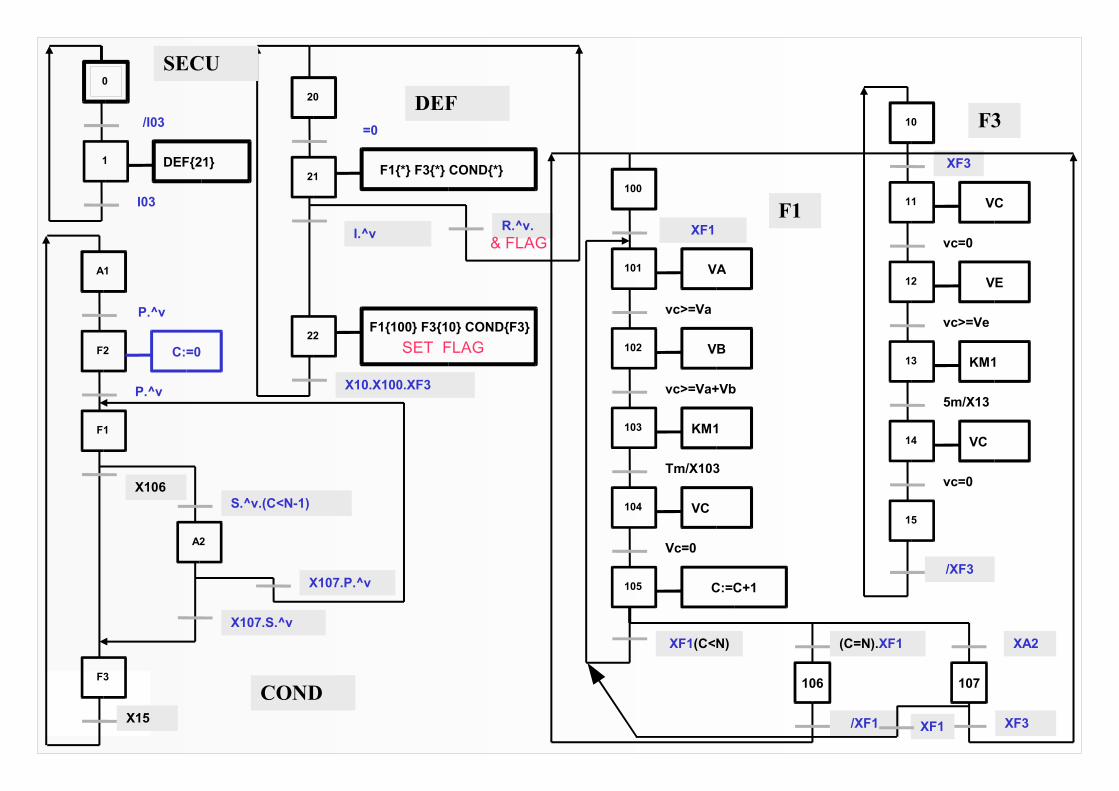
33
Synchro NIV 3 et NIV 4
F2
P.^v
A1
F1
X107.S.^v
S.^v.(C<N-1)
X15
P.^v
A2
X107.P.^v
F3
X106
CONDC:=0
101 VA
vc>=Va
100
102 VB
vc>=Va+Vb
103 KM1
Tm/X103
105 C:=C+1
XF1(C<N)
106
/XF1
(C=N).XF1
104 VC
Vc=0
F1
107
XA2
XF3
XF1
XF1
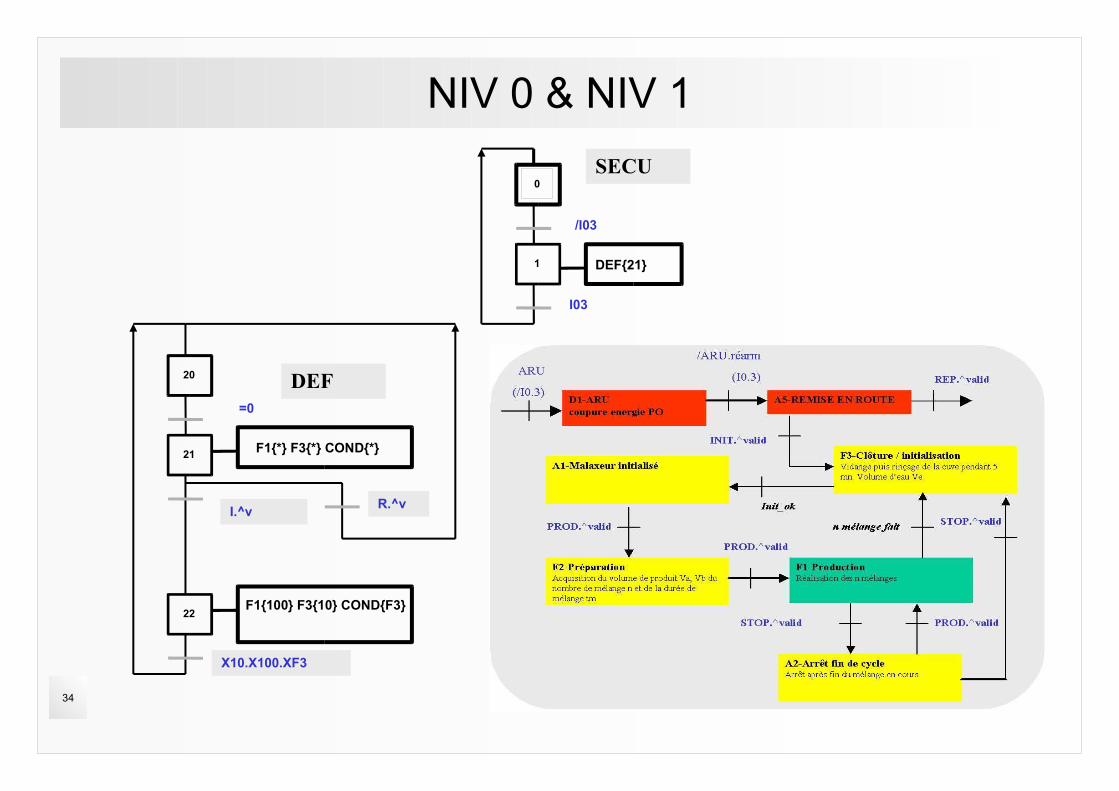
34
NIV 0 & NIV 1
1
I03
0
/I03
SECU
DEF{21}
21
I.^v
20
X10.X100.XF3
R.^v
=0
22
F1{*} F3{*} COND{*}
F1{100} F3{10} COND{F3}
DEF
35
21
I.^v
20
X10.X100.XF3
R.^v.
=0
22
F1{*} F3{*} COND{*}
F1{100} F3{10} COND{F3}
DEF
1
I03
0
/I03
SECU
DEF{21}
F2
P.^v
A1
F1
X107.S.^v
S.^v.(C<N-1)
X15
P.^v
A2
X107.P.^v
F3
X106
COND
C:=0
11 VC
vc=0
10
12 VE
vc>=Ve
13 KM1
5m/X13
15
14 VC
vc=0
XF3
/XF3
F3
SET FLAG
& FLAG101 VA
vc>=Va
100
102 VB
vc>=Va+Vb
103 KM1
Tm/X103
105 C:=C+1
XF1(C<N)
106
/XF1
(C=N).XF1
104 VC
Vc=0
F1
107
XA2
XF3
XF1
XF1
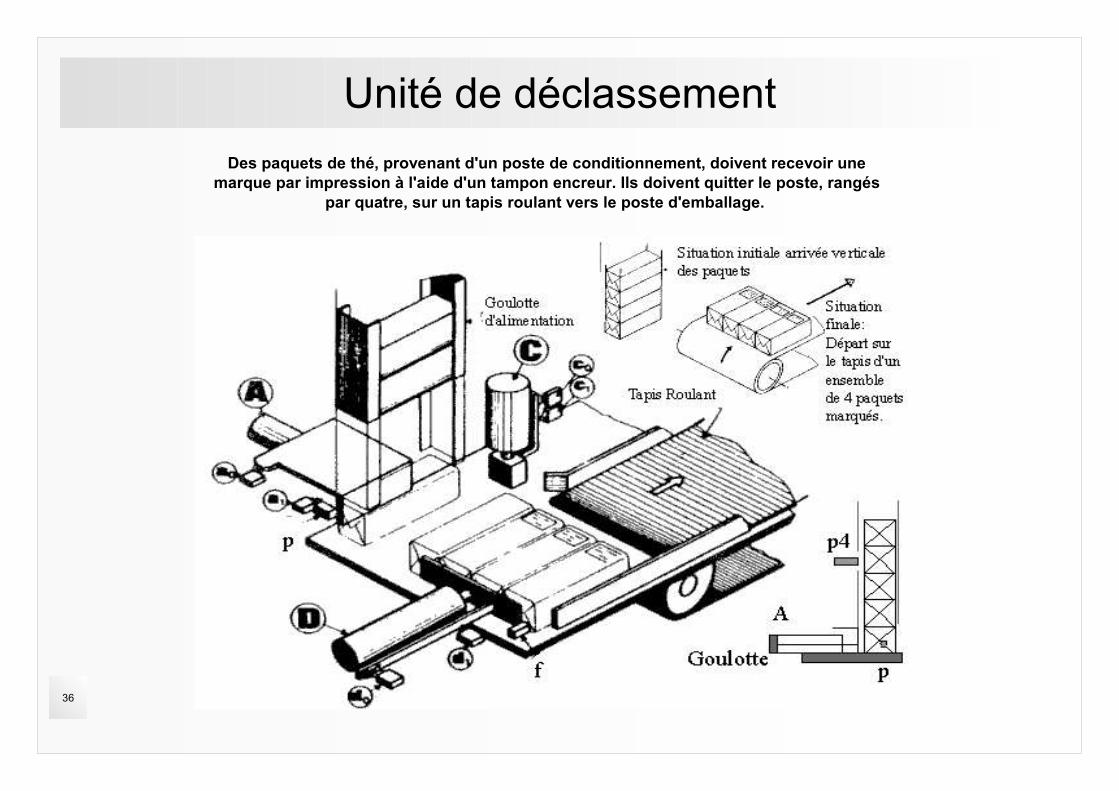
36
Unité de déclassementDes paquets de thé, provenant d'un poste de conditionnement, doivent recevoir une
marque par impression à l'aide d'un tampon encreur. Ils doivent quitter le poste, rangés par quatre, sur un tapis roulant vers le poste d'emballage.
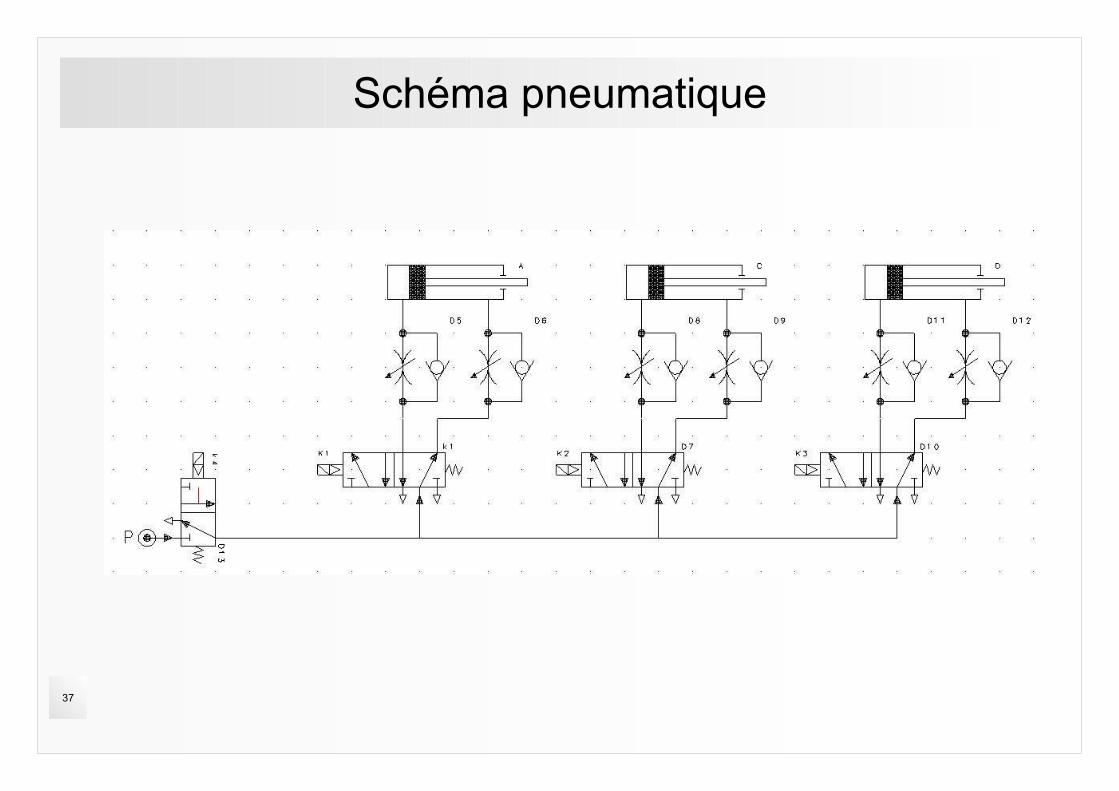
37
Schéma pneumatique
38
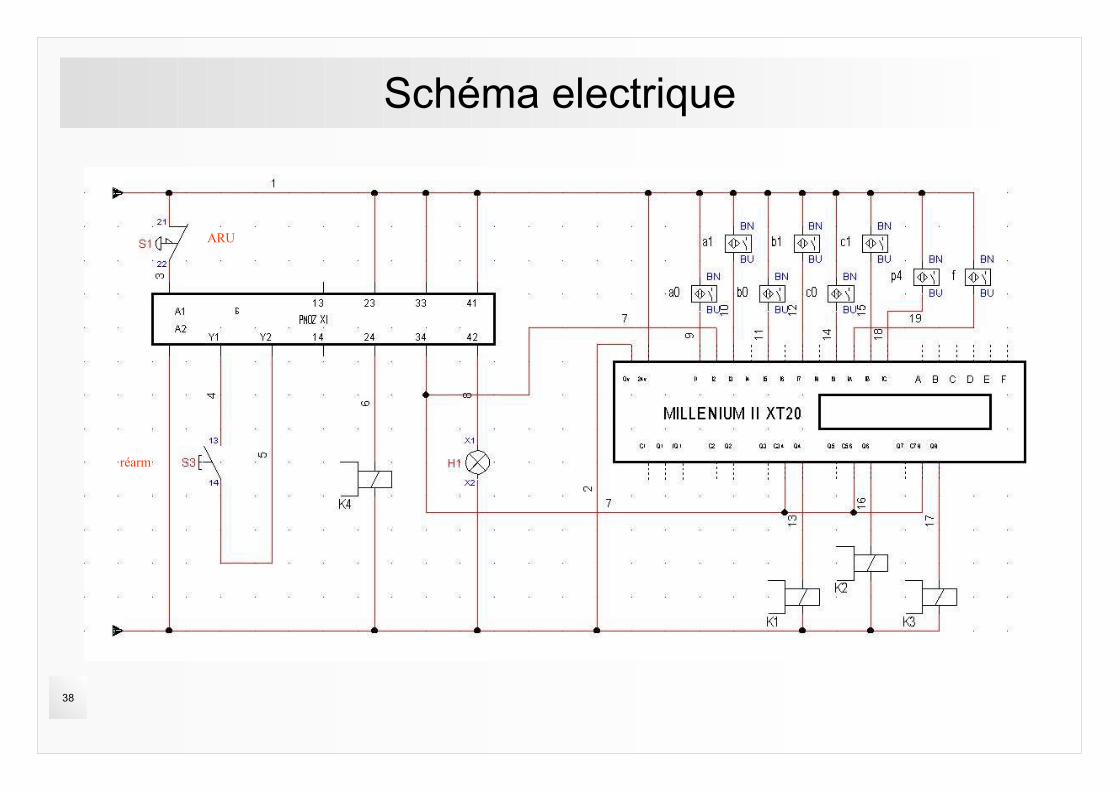
Schéma electrique
ARU
réarm
39
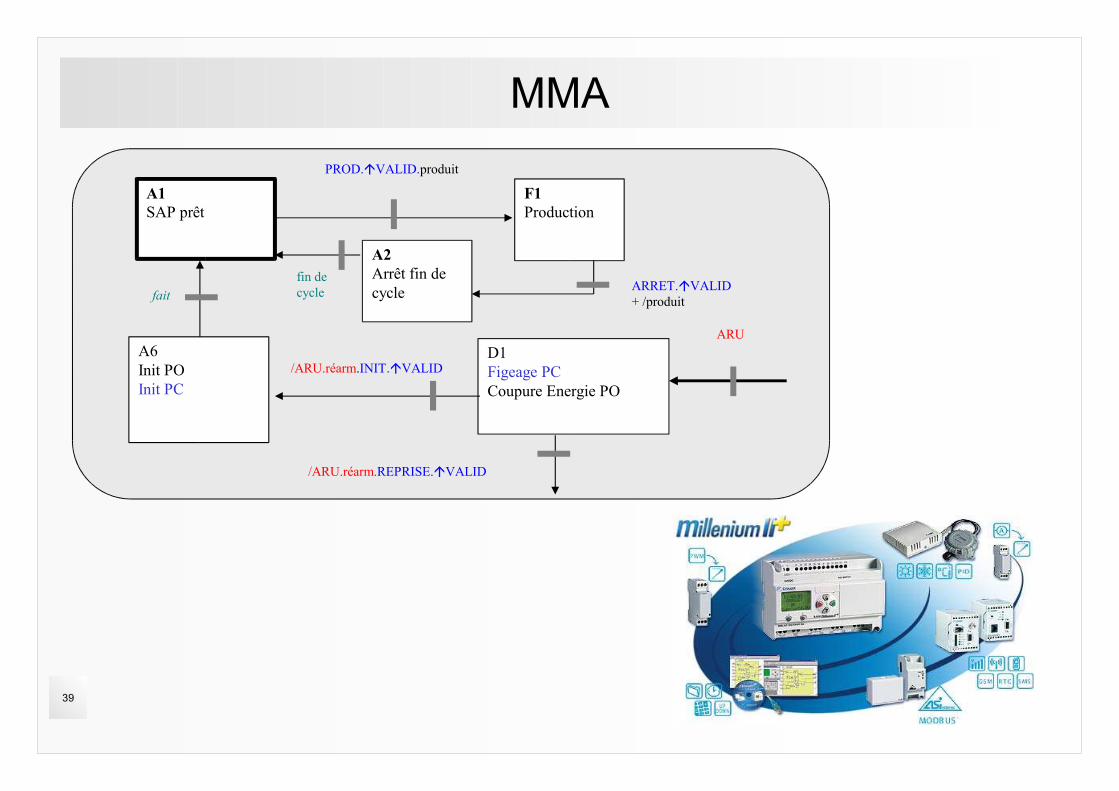
MMA
A1SAP prêt
F1 Production
PROD.VALID.produit
A6Init PO Init PC
D1Figeage PCCoupure Energie PO
ARU
/ARU.réarm.INIT.VALID
fait
/ARU.réarm.REPRISE.VALID
A2 Arrêt fin de cycle ARRET.VALID
+ /produit
fin de cycle



























![[Fr] (Extrait) observatoire commerce mobile juin 2017 - MMA](https://img.pdfslide.fr/doc/110x75/5a647f657f8b9a4c568b49b9/frextrait-observatoire-commerce-mobile-juin-2017-mma.jpg)
