Embed Size (px)
Citation preview
Your Industrial Automation Resource
Été 2011
Contient
Update Magazine
Nouveautés produits de
Rockwell Automation
PLUSObtenir une haute disponibilité des applications de process
1006 14
Les performances de votre process … ... mesurez-les, contrôlez-les, gérez-les, améliorez-les.
HPV Engineering s’aligne sur des standards de production internationaux
Un grand sucrier remplace un système de contrôle distribué propriétaire par PLantPAx afin de réaliser et d’intégrer la commande d’une chaudière assurant des fonctions cruciales
PACkAgEd EqUiPMENt PROCESS CONtROL diSCREtE APPLiCAtiONS
iNfORMAtiON SyStEMS SAfEty SyStEMS
MOtOR CONtROL
Allen-Bradley HMIs

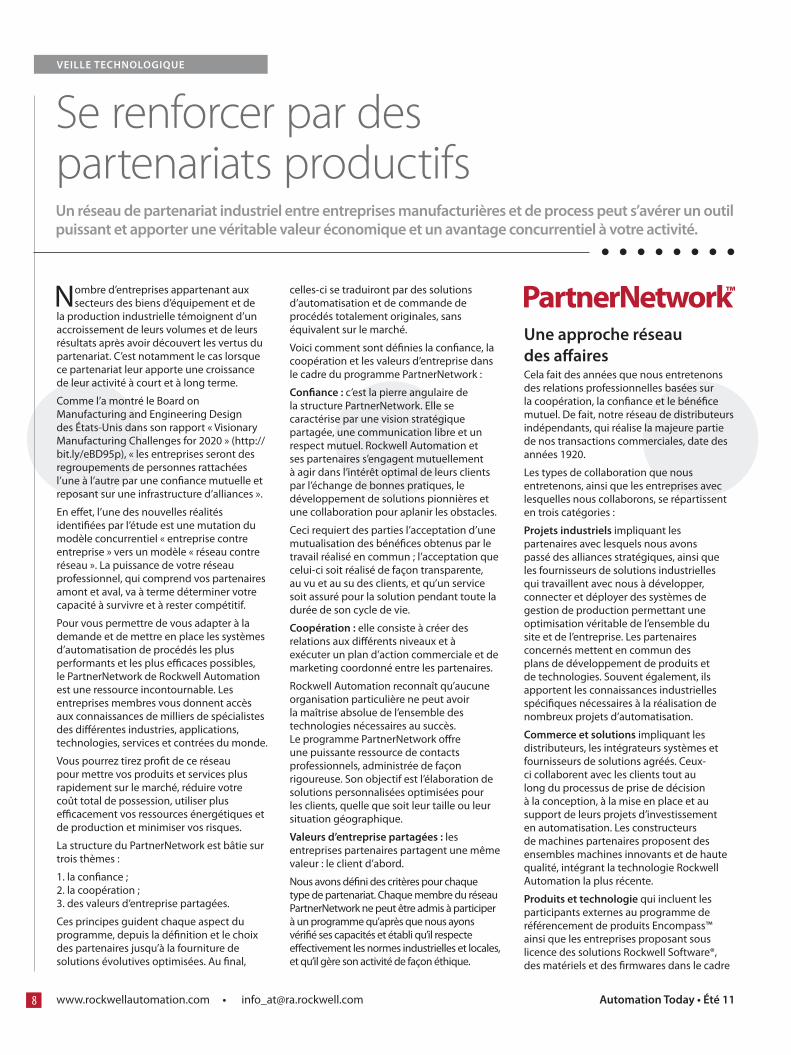
60+ Industrial Protocol Interfaces
EtherNet/IP, Modbus, Modbus TCP/IP,
PROFIBUS, Industrial Ethernet, DNP 3.0, IEC
60870-5, DH-485, DF1, ASCII, HART, BACnet...
Industrial Wireless
Industrial 802.11a/b/g/n, Frequency
hopping, Ethernet and/or Serial Wireless...
Unequalled Technical Support
Worldwide, 24/7, throughout the life-cycle
of the product...
A S I A P A C I F I C | A F R I C A | E U R O P E | M I D D L E E A S T | L A T I N A M E R I C A | N O R T H A M E R I C A
Where Automation Connects.www.prosoft-technology.com/emea_1
[email protected].+33 (0)5 3436-8720
WIred or WIreleSS, yoU need relIable commUnIcaTIonS.
Working close to your team, ProSoft Technology helps you doing more with less: • Reduce network engineering • Ease system integration • Accelerate on-field installation • Decrease maintenance costs • Reduce impact on environment •
Partnering with rockwell automation® for over 20 years, ProSoft Technology® has been designing and supporting a broad range of communication solutions for Plc-5, Slc 500, controllogix, compactlogix, Flexlogix...
DH-485
DF1
Modbus
ModbusASCII
EtherNet/IP
PROFIBUS-DP
PROFIBUS-DP
Modbus TCP/IP
HMICondition
Monitoring
Barcode Scanner
MVI46-MNET MVI46-DFNT
MVI46-DFCMMVI69-DFCMPS69-DPM
MVI69-PDPMV1PS69-DPS
MVI69-PDPS
MVI69-MCM
MVI69-GSC
MVI56-DFCM
MVI56E-GSC
MVI56E-MCMMVI71-MCM
MVI71-GSC MVI46-GSC
MVI46-MCM
MVI71-DFNTMVI71-MNET MVI56E-MNET
MVI56-DH485MVI71-DFCM
MVI69-DH485
Asset Management with CIPconnect™SCADA
Weigh ScalePrinter ASCII
Display
3170-PDP
CPU
ETHERN
ET/IP
CHAN
NEL 0
100 BA
SE T
LNK
NS
CS
ISOLAT
ED
CH 0
CompactLogix L35E
CPU
CHAN
NEL 0
ISOLAT
ED
CH 0
CompactLogix L35E
ETHERN
ET/IP
100 BA
SE T
LNK
NS
CS
RLXIB-IH2N-W
CPUETH
ERNET/
IPCH
ANNE
L 0100
BASE T
LNK
NS
CS
ISOLAT
ED
CH 0
CompactLogix L35E
802.1 1 n Industrial Hotspot
R L XIB-IH N
RLXIB-IHN
RLXIB-IHW
MVI69-AFCMVI56-AFC
MVI71-AFC
MVI46-AFC
CPU
ETHERN
ET/IP
CHAN
NEL 0
100 BA
SE T
LNK
NS
CS
ISOLAT
ED
CH 0
CompactLogix L35E
MVI56-PDPMV1MVI56-PDPS
CIPconnect™ enabled
Modbus Plus
HART
DNP 3.0
MVI46-DNP MVI71-DNPMVI46-PDPMV1MVI46-PDPS
MVI46-MBP MVI46-HART3300-MBP
MVI69-DNP
CPU
ETHERN
ET/IP
CHAN
NEL 0
100 BA
SE T
LNK
NS
CS
ISOLAT
ED
CH 0
CompactLogix L35E
Power Relay Power MonitorSubstation Controller
MVI69-HART
CPU
ETHERN
ET/IP
CHAN
NEL 0
100 BA
SE T
LNK
NS
CS
ISOLAT
ED
CH 0
CompactLogix L35E
HART Transmitters
1756-ENBT
I/O BlockTransmitters
Wireless Point I/OAdapter
ILX34-AENWG 4-20mA InputDigital Input Relay Ouput
FieldPower
SystemPower
Point BusStatus
NetworkStatus
NetworkActivity
ModuleStatus
Link
Antenna
Activity
LinkActivity/Status
RLXIB-ICN
RLXIB-IHN
DNP 3.0SCADA
802.1 1 n Industrial Hotspot
R L XIB-IC N
MIMO Antenna
B01V-02g EN-AutomationToday 210x280mm.indd 1 6/9/2011 9:47:48 AM
3www.rockwellautomation.com • [email protected] Automation Today • Été 11
VEILLE TECHNOLOGIQUE PlantPAx : une alternative aux systèmes de contrôle distribué (DCS) et aux systèmes AUTOMATE/SCADA 04DCS contre AUTOMATE/SCADA : les deux systèmes ont leurs avantages, mais PlantPAx regroupe le meilleur des deux univers dans une solution unique et évolutive.
Obtenir une haute disponibilité de ses applications de process 06Découvrez comment les technologies évolutives peuvent apporter une haute disponibilité et un retour sur investissement notoire.
Se renforcer par des partenariats productifs 08 Découvrez comment les réseaux de partenariat apportent de la valeur ajoutée et des avantages concurrentiels aux industries de transformation et de production.
APPLICATIONS CLIENT HPV Engineering s’aligne sur des standards de production internationaux 10définis par un grand fabricant de produits de beauté et d’entretien.
ACS Dobfar utilise PlantPAx pour la commande de précision 12d’une nouvelle installation aval.
Tereos Sugar 14Le grand sucrier remplace un système de contrôle distribué patrimonial par PLantPAx afin de réaliser et d’intégrer la commande d’une chaudière assurant des fonctions cruciales.
Sommaire
Bienvenue dans cette édition d’Automation Today
Automation Today est publié par
Rockwell Automation NV Pegasus Park De Kleetlaan 12A B-1831 Diegem
Tel +32 2 663 06 00 Fax +32 2 663 06 40
Pour plus d’informations, veuillez contacter votre responsable commercial ou adressez-nous un courriel à [email protected]
© 2011 Rockwell International Corporation Tous droits réservés. Le contenu de cette publication ne peut être reproduit en tout ou partie sans le consentement du détenteur des droits d’auteur.
Les industries de process sont l’un des secteurs industriels parmi les plus exigeants du monde. Les demandes des clients, les contraintes réglementaires nationales et régionales et la sensibilité au prix influencent en effet tous les aspects de leur modèle économique.
En tant que fournisseur mondial d’un grand nombre de sociétés internationales parmi les plus renommées dans les domaines de la santé, de la chimie, de l’agroalimentaire ou de la pharmacie, Rockwell Automation est dans une position extrêmement privilégiée pour non seulement aider ses clients à relever leurs défis quotidiens, mais encore pour leur proposer une base solide pour leurs extensions futures et l’amélioration de leurs performances.
Notre solution PlantPAx propose une approche basée sur l’utilisation d’une plate-forme unique, transparente et évolutive, permettant de prendre en compte les besoins les plus exigeants des industries de process. Grâce à sa transparence et son interopérabilité à tous les niveaux, ainsi qu’à son accessibilité facile aux données cruciales, elle fournit un environnement favorisant une meilleure information et une prise de décisions plus pertinente pour l’activité.
Les entreprises, petites ou grandes, peuvent toutes bénéficier de notre savoir-faire, de notre expérience sectorielle et de nos programmes de partenariat. Mais, ne nous croyez pas sur parole, lisez plutôt… dans ce numéro d’« Automation Today » les détails sur un certain nombre de nos atouts et quelques unes de nos réussites les plus marquantes.
Si vous avez des commentaires ou des questions, n’hésitez pas à nous contacter.
Hedwig Maes Président – Région EMEA Rockwell AutomationATEMEA-BR211A-FR-P
L’ensemble des technologies et produits mentionnés dans Automation Today sont des marques commerciales de leurs propriétaires respectifs et sont soumis aux droits d’auteur associés.
Été 2011
Allen-Bradley HMIs

4 Automation Today • Été 11www.rockwellautomation.com • [email protected]
VEILLE TECHNOLOGIQUE
PlantPAx : le meilleur des systèmes DCS et AUTOMATE/SCADAIl existait traditionnellement deux options pour le choix d’un système de commande de process : l’approche système de commande distribué (DCS) ou l’approche système AUTOMATE/SCADA. Ces deux systèmes ont leurs avantages et leurs inconvénients. Le système PlantPAx de Rockwell Automation a choisi quant à lui de regrouper le meilleur des deux univers dans une solution unique et évolutive.
L’atout clé des systèmes DCS est qu’ils sont conçus dans une « optique systémique »,
pour des applications de commande de grande ampleur. La majeure partie de la tâche laborieuse consistant à intégrer les différentes parties d’un système DCS est déjà réalisée par son fournisseur à l’aide d’une base de données unique.
L’approche DCS consiste à configurer le système à l’aide d’objets de commande standard qui sont reliés automatiquement au synoptique approprié. Ceci simplifie la configuration et permet d’obtenir une standardisation. Il y a néanmoins un certain nombre d’inconvénients. Beaucoup d’applications en effet incluent une grande quantité de sous-ensembles (« packages » OEM) provenant de fournisseurs tiers. Ces équipements doivent être intégrés. Or, il est peu probable que leurs fournisseurs soient enclins à utiliser un système DCS pour la commande, pour des raisons de coût ou de compétence.
Dans le cas où le sous-ensemble est livré avec un automate, cela signifie qu’il aura deux systèmes de commande différents sur le site. Ce qui augmentera les coûts globaux. Dans bien des cas, il sera très malaisé d’intégrer directement les éléments de commande du sous-ensemble au système DCS. Il sera également difficile au fournisseur du sous-ensemble de tester son équipement ou de donner des garanties de bon fonctionnement dans les conditions du process, s’il n’a pas fourni son système de
commande. Ces problèmes se trouvent encore accentués par la tendance actuelle à réaliser des installations de production plus modulaires.
Habituellement, un système DCS est cher en entretien sur toute sa durée de vie. Les frais de licence et d’assistance annuels constituent notamment une part significative de son coût global. La plupart des systèmes DCS sont en effet conçus et entretenus exclusivement par leur fournisseur d’origine, et Il n’est pas facile d’éviter cela. Ceci laisse l’utilisateur final totalement à la merci du fournisseur du système DCS quant à l’obtention d’un service à un prix justifié. La marge de manœuvre de l’utilisateur est restreinte s’il s’avère que ce n’est pas le cas.
L’approche AUTOMATE/SCADADéveloppés à l’origine pour les applications discrètes, les automates sont maintenant capables de couvrir une vaste gamme d’applications. Le terme de contrôleur d’automatisme programmable (ou PAC) est maintenant utilisé pour désigner tous les produits qui se démarquent des systèmes plus anciens focalisés uniquement sur la logique discrète. Cette approche est très souple : multiples langages de programmation, système de communication ouverts, adaptabilité à différentes applications.
Il existe un grand choix d’intégrateurs systèmes possédant une connaissance spécifique d’un métier ou d’une application et capables de mettre en œuvre des solutions techniques à base d’automate ou de PAC. Cette approche est également idéalement adaptée aux équipementiers (OEM – Original Equipment Manufacturers), qui peuvent sélectionner un produit économique répondant à leurs besoins. La souplesse et la puissance des solutions à automate ou PAC, ainsi que leur caractère standard, ont fait d’elles le choix favori de nombreux utilisateurs finaux.
Bien que les automates et les PAC soient devenus de plus en plus puissants, il leur manque toujours nombre de fonctionnalités en comparaison d’un système DCS. Les utilisateurs sont souvent obligés de configurer la base de données de l’automate, puis celle du système SCADA séparemment. Un autre inconvénient potentiel est que tous les automates ne disposent pas des caractéristiques suffisantes pour les applications exigeantes comme la commande des procédés en continu.
L’optimisation des procédés et la gestion des actifs sont d’autres domaines dans lesquels les automates traditionnels présentent souvent des lacunes comparés aux systèmes DCS. Ces derniers offriront normalement un certain nombre d’outils d’optimisation des boucles de régulation et des alternatives plus évoluées à la régulation PID, permettant d’améliorer les performances. De même, les automates traditionnels peuvent être dépourvus des
PlantPAx supprime l’obligation de choisir entre les approches système DCS ou AUTOMATE/SCADA. Il a été conçu à partir des meilleures fonctionnalités des deux systèmes, qu’il intègre dans une solution unique et évolutive. En tant que composante de l’Architecture Intégrée de Rockwell Automation, il permet d’utiliser une architecture unique pour une vaste gamme d’applications comprenant la commande de process, le traitement par lots, la commande de variateurs et d’axes et la sécurité.

5www.rockwellautomation.com • [email protected] Automation Today • Été 11
fonctionnalités nécessaires pour tirer tout le profit des dispositifs de terrain intelligents et des systèmes de gestion d’actifs.
Combiner le meilleur des deux universLe système d’automatisation de process PlantPAx est conçu pour tirer le meilleur des deux univers. Il combine l’« optique systémique » d’un DCS et la souplesse d’un automate pour fournir un système parfaitement adapté à de nombreuses applications. PlantPAx fait aussi partie de notre concept d’Architecture Intégrée, une architecture véritablement applicable à l’ensemble d’une unité de production et conçue pour prendre en compte toute une gamme de disciplines : process continu, traitement par lots, commande discrète, commande d’axes et de variateurs, sécurité machines et process.
Au cœur du système PlantPAx se trouve une base de données unique utilisant également un modèle de sécurité unique, ce qui permet de simplifier la gestion des profils utilisateurs. De plus, toute donnée créée dans le système est instantanément accessible à tous les modules logiciels qui en ont besoin.
PlantPAx peut également être dimensionné pour des petits ensembles OEM avec moins de 100 points d’E/S aussi bien que pour des systèmes distribués de grande ampleur mettant en œuvre de nombreux automates, des centaines de boucles de régulation et plus de 10 000 E/S. Tous les éléments du système utilisent la même plate-forme de développement pour les instructions, les communications réseau et la visualisation. Ceci permet à l’utilisateur de choisir une seule architecture pour l’ensemble de son site, d’évoluer d’une unité pilote à une unité de production à grande échelle en conservant toujours la même architecture, de construire une unité de production modulaire intégrée dans un même système et d’y incorporer des sous-ensembles utilisant PlantPAx.
Il offre une haute disponibilité à tous les niveaux du système, depuis les E/S et les réseaux redondants, jusqu’aux automates et aux systèmes de supervision. De plus, lorsque l’application nécessite un système de sécurité, il propose une panoplie complète d’options, allant d’un système à sûreté intrinsèque SIL1 à un système à tolérance de défaut SIL3.
Les options de gestion d’actifs permettent aux utilisateurs d’administrer leur configuration, de mettre en place des procédures de sauvegarde,
un suivi des actions de l’utilisateur, de configurer l’instrumentation de terrain et d’être alertés en cas de problèmes potentiels. PlantPAx prend en charge la technologie ouverte FDT/DTM afin d’offrir ces fonctionnalités de gestion d’actifs pour une vaste gamme d’appareillages de mesure communiquant par réseaux HART, Profibus ou Foundation Fieldbus. Il prend aussi en charge la dernière génération d’instruments d’Endress+Hauser et autres sur Ethernet/IP.
Des systèmes PlantPAx peuvent être développés par des utilisateurs finaux, des intégrateurs système, des OEM ou par le groupe systèmes de notre division SSB (Solutions and Services Business). Il existe au niveau mondial un vaste réseau d’intégrateurs systèmes, possédant une très grande expérience des applications et susceptibles de vous fournir des solutions PlantPAx personnalisées selon vos besoins. Dans de nombreux cas, ils pourront vous faire bénéficier d’une assistance locale et de leur expérience d’applications particulières.
Pour plus d’informations, adressez-nous un courriel à : [email protected] en mentionnant la réf. : Comparaison PCS
Allen-Bradley HMIs

6 Automation Today • Été 11www.rockwellautomation.com • [email protected]
VEILLE TECHNOLOGIQUE
Obtenir une haute disponibilité des applications de process Selon ARC Advisory Group, l’industrie manufacturière dans son ensemble perd 14 milliards d’Euros, soient cinq pour cent de la production annuelle, en raison d’arrêts de production imprévus et de problèmes de qualité. ARC estime que près de 80 % de ces pertes sont évitables et que 40 % de ces pertes évitables sont dues à des problèmes d’efficacité des opérateurs en salle de contrôle.
S’assurer que la production ne sera pas interrompue par des évènements tels que
des défauts produits, des avaries ou des interventions de maintenance, implique généralement la mise en place d’un système d’automatisation permettant une haute disponibilité. En l’absence de cette condition, les industriels risquent de se trouver confrontés à des arrêts de production imprévus et des problèmes de qualité. Ceux-ci auront un impact sur les plannings de production, sur la capacité à honorer les engagements vis à vis des clients et, bien évidemment, sur la rentabilité de l’entreprise.
Grâce aux évolutions constantes de la technologie, à la possibilité de trouver sur le marché des produits évolutifs et aux bonnes pratiques de conception, les intéressés disposent maintenant de possibilités accrues d’améliorer leur efficacité opérationnelle et d’obtenir une haute disponibilité. Les fabricants ont simplement besoin d’analyser leurs processus critiques et d’appliquer la ou les méthodes et techniques qui leur permettront de préserver au mieux leurs productions sensibles et d’atteindre leurs objectifs économiques et de performance.
On parlera suivant les cas en secondes plutôt qu’en jours ou en centaines d’euros plutôt qu’en millions. Selon une étude de l’ARC, le coût moyen d’une heure d’arrêt de production d’une unité est estimé à environ 8 750 €. Mais il est substantiellement plus important dans de nombreuse usines fonctionnant en continu. Si l’on retient ce coût moyen horaire de 8 750 €, le coût du temps d’immobilisation annuel peut être estimé à 735 000 € pour des utilisateurs ayant une disponibilité système de 99 %. Alors qu’il sera tout juste de 73 € pour ceux bénéficiant d’une disponibilité de 99,9999 %.
Évolutions de l’environnement de travailIl existe plusieurs tendances fortes influant sur les temps d’immobilisation imprévus et la disponibilité système ; tout d’abord et prioritairement, l’évolution de la main d’œuvre. Les « baby boomers » commencent à prendre massivement leur retraite. Ils emportent avec eux des décennies d’expérience à un moment où les industriels sont également obligés de tailler dans leurs effectifs pour réduire les coûts. Pour ces raisons, les industriels sont amenés à se
Définition de la haute disponibilitéLa disponibilité se définit comme la probabilité qu’un système fonctionne de façon satisfaisante lorsqu’on en a besoin. Elle est le plus souvent exprimée sous forme de pourcentage et on la caractérise par son « nombre de 9 ». Pour simplifier, la disponibilité est la part du temps pendant lequel un système est en conditions de fonctionnement et à même d’accomplir sa mission.
Disponibilité = MTBF / MTBF+MTTR, dans lequel MTBF est le temps moyen entre défaillances et MTTR est le temps moyen de réparation. De nos jours, les fabricants de systèmes de commande offrent des disponibilités qui vont typiquement de 99 à 99,9999 %. Comme la fiabilité influence le temps d’utilisation et que la maintenabilité affecte le temps d’immobilisation, ces deux éléments sont des composantes importantes de la disponibilité.
Néanmoins, investir dans un système à haute disponibilité plutôt que dans un système simplement « disponible » peut se traduire par une différence substantielle en termes de pertes de temps et de coûts induits.

7www.rockwellautomation.com • [email protected] Automation Today • Été 11
reposer plus largement sur des prestataires de services extérieurs. Dans le même temps, le ralentissement de l’économie réduit les ressources financières disponibles pour la mise à niveau et le remplacement des équipements anciens. Ceci entraîne plus de temps d’arrêt et conduit les exploitants à rechercher des systèmes plus fiables et faciles à entretenir.
Utilisation de la redondanceLa redondance est une méthode très fréquemment choisie pour améliorer la disponibilité. Elle apporte une réponse aux situations d’arrêt soudain du système de commande ou de perte de contrôle risquant d’occasionner des conséquences financières majeures, la destruction de l’équipement, des blessures aux personnes ou l’interruption d’un service public. Bien que la plupart des utilisateurs s’en remettent traditionnellement à la redondance pour obtenir une haute disponibilité, cette méthode augmente cependant le nombre de composants. En conséquence, elle augmente le taux de défaillances potentielles de composants. C’est pourquoi la redondance, si elle n’est pas utilisée judicieusement, risque en fait d’affecter la disponibilité du système. Pour éviter d’alourdir un système avec un surplus de composants redondants, les exploitants de process doivent d’abord évaluer le coût des défaillances potentielles et déterminer leur investissement dans un système à haute disponibilité en conséquence.
En complément de ces méthodes proactives, les fabricants industriels ont habituellement recours à des mesures « réactives » pour favoriser une plus grande disponibilité du système. Le plus fréquemment, il s’agira d’outils et de procédures de maintenance. Un système de commande doit être facile à dépanner, à modifier et à réparer. Le personnel doit être qualifié et formé. De plus, il doit être capable de démonter et remonter des composants sur le système sans que cela n’interrompe sa tâche. Donc, les remplacements ne doivent pas entraîner de recâblage ou de reprogrammation.
De plus, afin de coller au plus juste aux besoins des industriels, dans l’immédiat comme pour le futur, les fournisseurs les plus avisés ont ajouté une nouvelle dimension à leurs produits : l’évolutivité. Les systèmes de commande de procédés modernes sont maintenant capables de prendre en charge beaucoup plus de fonctionnalités que la traditionnelle commande en boucle fermée des processus en continu. Ils peuvent aussi gérer le traitement par lots, la commande de variateurs et de moteurs, les commandes de sécurité et à caractère critique, de même que des commandes discrètes comme celles des séquences d’emballage. Ils permettent de plus d’accéder aux informations de production à travers une plate-forme de commande unique.
Optimisation de la disponibilitéHistoriquement, les industries de process ont toujours regardé la mise en place d’une
redondance totale dans les systèmes comme une mesure coûteuse mais nécessaire. Cependant, avec l’évolution permanente des techniques, l’offre de produits évolutifs et les nouvelles bonnes pratiques de conception, cette vision se transforme. Si certains industriels continuent de préconiser des systèmes à redondance totale, d’autres, considérant qu’un temps de réparation minimum est tolérable, choisissent de limiter cette redondance aux actifs de production critiques uniquement. Les ingénieurs process ont toute latitude d’appliquer les méthodes qui correspondent le mieux à leurs exigences économiques et de performance, pour maintenir une haute disponibilité de leurs systèmes. Néanmoins, leur objectif sera toujours de réduire les risques potentiels et de préserver les actifs de production les plus importants et les plus coûteux.
Nouvelles solutionsRockwell Automation poursuit l’extension de son système d’automatisation de process PlantPAx afin de répondre toujours plus simplement et plus économiquement à la demande de haute disponibilité. Ces extensions incluent :
• les contrôleurs d’automatisme programmables ControlLogix L7 Allen-Bradley et le firmware RSLogix 5000 v19.50 qui, combinés, permettent d’améliorer les performances et d’assurer un basculement interne rapide des systèmes redondants ;
• les E/S redondantes 1715 qui fournissent des modules d’entrée et de sortie redondants, y compris des sorties analogiques configurables par le logiciel RSLogix5000, et qui prennent en charge les adaptateurs Ethernet redondants sans aucune programmation supplémentaire nécessaire ;
• FactoryTalk SE View 6.0, qui prend en charge les serveurs d’alarmes et d’évènements redondants pour la synchronisation automatique des dispositifs et des alarmes à base de points entre le serveur actif et le serveur de secours, ainsi que les configurations à historique d’alarmes unique ;
• les E/S EtherNet/IP. Les topologies EtherNet/IP en anneau au niveau capteurs, en étoile ou autres, autorisent une résilience évolutive et une tolérance aux défauts permettant de répondre à toutes les exigences en matière de disponibilité, de coût et de performance du réseau.
Pour plus d’information adressez-nous un courriel à : [email protected] en mentionnant la réf. : Haute disponibilité
Cet article est basé sur le document de présentation technique « Achieving High Availability in Process Applications » (Réf. PROCES-WP004A-EN-P) par Art Pietrzyk, Responsable segment, Rockwell Automation. L’incorporation de la technologie DLR dans les systèmes de commande augmente la résilience du réseau et la flexibilité de l’installation.Allen-Bradley HMIs
88 Automation Today • Été 11www.rockwellautomation.com • [email protected]
Nombre d’entreprises appartenant aux secteurs des biens d’équipement et de
la production industrielle témoignent d’un accroissement de leurs volumes et de leurs résultats après avoir découvert les vertus du partenariat. C’est notamment le cas lorsque ce partenariat leur apporte une croissance de leur activité à court et à long terme.
Comme l’a montré le Board on Manufacturing and Engineering Design des États-Unis dans son rapport « Visionary Manufacturing Challenges for 2020 » (http://bit.ly/eBD95p), « les entreprises seront des regroupements de personnes rattachées l’une à l’autre par une confiance mutuelle et reposant sur une infrastructure d’alliances ».
En effet, l’une des nouvelles réalités identifiées par l’étude est une mutation du modèle concurrentiel « entreprise contre entreprise » vers un modèle « réseau contre réseau ». La puissance de votre réseau professionnel, qui comprend vos partenaires amont et aval, va à terme déterminer votre capacité à survivre et à rester compétitif.
Pour vous permettre de vous adapter à la demande et de mettre en place les systèmes d’automatisation de procédés les plus performants et les plus efficaces possibles, le PartnerNetwork de Rockwell Automation est une ressource incontournable. Les entreprises membres vous donnent accès aux connaissances de milliers de spécialistes des différentes industries, applications, technologies, services et contrées du monde.
Vous pourrez tirez profit de ce réseau pour mettre vos produits et services plus rapidement sur le marché, réduire votre coût total de possession, utiliser plus efficacement vos ressources énergétiques et de production et minimiser vos risques.
La structure du PartnerNetwork est bâtie sur trois thèmes :
1. la confiance ; 2. la coopération ; 3. des valeurs d’entreprise partagées.
Ces principes guident chaque aspect du programme, depuis la définition et le choix des partenaires jusqu’à la fourniture de solutions évolutives optimisées. Au final,
VEILLE TECHNOLOGIQUE
Se renforcer par des partenariats productifsUn réseau de partenariat industriel entre entreprises manufacturières et de process peut s’avérer un outil puissant et apporter une véritable valeur économique et un avantage concurrentiel à votre activité.
celles-ci se traduiront par des solutions d’automatisation et de commande de procédés totalement originales, sans équivalent sur le marché.
Voici comment sont définies la confiance, la coopération et les valeurs d’entreprise dans le cadre du programme PartnerNetwork :
Confiance : c’est la pierre angulaire de la structure PartnerNetwork. Elle se caractérise par une vision stratégique partagée, une communication libre et un respect mutuel. Rockwell Automation et ses partenaires s’engagent mutuellement à agir dans l’intérêt optimal de leurs clients par l’échange de bonnes pratiques, le développement de solutions pionnières et une collaboration pour aplanir les obstacles.
Ceci requiert des parties l’acceptation d’une mutualisation des bénéfices obtenus par le travail réalisé en commun ; l’acceptation que celui-ci soit réalisé de façon transparente, au vu et au su des clients, et qu’un service soit assuré pour la solution pendant toute la durée de son cycle de vie.
Coopération : elle consiste à créer des relations aux différents niveaux et à exécuter un plan d’action commerciale et de marketing coordonné entre les partenaires.
Rockwell Automation reconnaît qu’aucune organisation particulière ne peut avoir la maîtrise absolue de l’ensemble des technologies nécessaires au succès. Le programme PartnerNetwork offre une puissante ressource de contacts professionnels, administrée de façon rigoureuse. Son objectif est l’élaboration de solutions personnalisées optimisées pour les clients, quelle que soit leur taille ou leur situation géographique.
Valeurs d’entreprise partagées : les entreprises partenaires partagent une même valeur : le client d’abord.
Nous avons défini des critères pour chaque type de partenariat. Chaque membre du réseau PartnerNetwork ne peut être admis à participer à un programme qu’après que nous ayons vérifié ses capacités et établi qu’il respecte effectivement les normes industrielles et locales, et qu’il gère son activité de façon éthique.
Une approche réseau des affairesCela fait des années que nous entretenons des relations professionnelles basées sur la coopération, la confiance et le bénéfice mutuel. De fait, notre réseau de distributeurs indépendants, qui réalise la majeure partie de nos transactions commerciales, date des années 1920.
Les types de collaboration que nous entretenons, ainsi que les entreprises avec lesquelles nous collaborons, se répartissent en trois catégories :
Projets industriels impliquant les partenaires avec lesquels nous avons passé des alliances stratégiques, ainsi que les fournisseurs de solutions industrielles qui travaillent avec nous à développer, connecter et déployer des systèmes de gestion de production permettant une optimisation véritable de l’ensemble du site et de l’entreprise. Les partenaires concernés mettent en commun des plans de développement de produits et de technologies. Souvent également, ils apportent les connaissances industrielles spécifiques nécessaires à la réalisation de nombreux projets d’automatisation.
Commerce et solutions impliquant les distributeurs, les intégrateurs systèmes et fournisseurs de solutions agréés. Ceux-ci collaborent avec les clients tout au long du processus de prise de décision à la conception, à la mise en place et au support de leurs projets d’investissement en automatisation. Les constructeurs de machines partenaires proposent des ensembles machines innovants et de haute qualité, intégrant la technologie Rockwell Automation la plus récente.
Produits et technologie qui incluent les participants externes au programme de référencement de produits Encompass™ ainsi que les entreprises proposant sous licence des solutions Rockwell Software®, des matériels et des firmwares dans le cadre

de solutions agréées Rockwell Automation. Tous ces partenaires apportent des réponses techniques intégrant nos solutions aux défis des applications industrielles.
Le partenariat au service de votre réussiteNos solutions optimisées, combinées avec notre vaste communauté de partenaires, vous offrent la sécurité qu’apporte un fournisseur unique. Nous sommes intimement convaincus que chaque fois que nous établissons une collaboration fructueuse avec et entre nos partenaires, cela permet d’imaginer collectivement les meilleures solutions à long terme pour vous.
Réseau PartnerNetwork de Rockwell Automation www.rockwellautomation.com/partners
Pour plus d’informations, adressez-nous un courriel à : [email protected] en mentionnant la réf. : Partenariat
Allen-Bradley HMIs

10 Automation Today • Été 11www.rockwellautomation.com • [email protected]
de procédures et de normes de fabrication communes s’est imposé massivement à elles. L’adoption d’un standard unique en matière d’équipements rend l’exploitation et la maintenance de ces sites de production multinationaux beaucoup plus facile. Les réussites peuvent alors être dupliquées et les problèmes être plus facilement résolus.
Pour pouvoir garantir tous ces avantages au client, les fabricants fournissant les équipements de process se trouvent confrontés à de nombreux défis.
Les fournisseurs et les constructeurs de machines qui n’ont pas la possibilité de s’appuyer sur un réseau mondial de distribution et d’assistance risquent de voir leurs opportunités d’affaires réduites. Les fabricants d’équipements proposant des facilités d’assistance et de livraison élargies et fiables auront par contre un avantage certain.
Dans le cas d’HPV Engineering, son client avait déjà commencé à franchir le pas vers une plate-forme commune. Il avait en effet standardisé les solutions de commande de process de Rockwell Automation dans l’ensemble de ses sites de production mondiaux.
La solution« Notre spécialité », explique Karel Vetešník, Directeur général d’HPV Engineering, « est la préfabrication de plates-formes équipées offrant des fonctionnalités prêtes à l’emploi. Ces plates-formes comportent tous les équipements nécessaires pour permettre une utilisation immédiate. Tout ce que le client doit faire c’est raccorder les tuyaux, l’alimentation et les communications, et tout est prêt ».
« La solution de commande, les systèmes d’alimentation et autres composants électriques embarqués sont des produits Allen-Bradley, », poursuit Vetešník, « le logiciel
utilisé pour piloter l’ensemble est également fourni par Rockwell Automation ».
HPV Engineering a également bénéficié du savoir-faire et des ressources fournies par les consultants de Rockwell Automation. Ceux-ci l’ont aidé à créer les logiciels et les interfaces nécessaires pour les raccordements au reste de l’usine.
Les résultats« Nous étions tenus d’utiliser les produits Allen-Bradley de Rockwell Automation du fait de la politique de standardisation internationale de notre client. Cela dit en passant, j’y vois d’énormes avantages commerciaux pour ceux qui n’auraient pas encore opté pour une coopération avec Rockwell Automation; d’abord du fait de sa présence significative dans les industries de process ; également pour ses solutions de commande discrète pour les machines ; et enfin pour ses capacités d’intervention directe au niveau mondial. C’est un fait que notre client n’est pas la seule entreprise multinationale à avoir standardisé les produits Allen-Bradley ».
« Je crois juste de dire que même si notre client ne nous l’avait pas imposé au niveau de ses standards, Rockwell Automation aurait été notre choix privilégié », ajoute Vetešník. « Ses systèmes et l’ensemble de son approche de l’automatisation rendent plus faciles la conception et le développement de solutions ».
À propos des relations entre HPV et Rockwell Automation en République tchèque, Vetešník explique : « Nous avons la chance d’avoir un distributeur Rockwell Automation local qui est très proche de nous. Nous sommes très satisfaits de son service. Lorsque nous avons besoin d’une assistance technique plus approfondie ou de réponses à des questions particulières,
HPV Engineering s’aligne sur des standards de production internationaux définis par un grand fabricant de produits de beauté et d’entretienUn constructeur d’équipements de process apporte la souplesse du prêt à l’emploi à ses clients grâce aux solutions de commande de process et à l’expertise de Rockwell Automation.
Le contexteFondée en 1995, l’entreprise tchèque HPV Engineering est spécialisée dans la conception, le montage et la mise en service de plates-formes équipées spéciales prêtes à l’emploi destinés aux industries de process.
Près de 90 % de son activité est dédiée au service de l’un des fabricants de produits de beauté et d’entretien les plus connus au monde. Détenteur de 300 marques leaders de produits ménagers, ce client est présent dans 80 pays et emploie 135 000 personnes au niveau mondial.
Les produits et les services de conseil de Rockwell Automation jouent un rôle clé dans cette relation. Ils permettent à HPV Engineering de répondre à un grand nombre de besoins de son client. Ces besoins sont extrêmement variables en termes d’étendue, de catégorie et d’application.
Le défiDu fait que les entreprises manufacturières mondiales réalisent maintenant très largement leur production par l’intermédiaire d’installations multiples situées aux quatre coins du monde, le besoin d’un ensemble
APPLICATION CLIENT

Are you sending service people to remote sites for updates & troubleshooting ?
Save time and money with eWON and Talk2M remote access products
Easy, secure, Internet remote access for machine maintenance
- Instant broadband connection across factory LAN- Easy to setup / no fi rewall issue- Fully secure VPN tunnel
www.ewon.biz
1-2 page A4-Automation Today 0611.indd 1 14/06/2011 12:44:30
notre responsable commercial Rockwell Automation est toujours disponible ».
Et Vetešník de conclure : « La disponibilité dont font preuve les techniciens de Rockwell Automation à notre égard est remarquable. Malgré les distances entre nous et leurs bureaux, ils nous apportent le même niveau d’assistance que s’ils étaient basés dans notre voisinage immédiat. C’est vraiment très satisfaisant ».
Pour plus d’informations, adressez-nous un courriel à : [email protected] en mentionnant la réf. : HPV
Allen-Bradley HMIs

12 Automation Today • Été 11www.rockwellautomation.com • [email protected]
ACS Dobfar est une entreprise privée à capitaux Italiens. Elle possède 13 sites
de production dont sept sont contrôlés par la FDA (Food and Drugs Administration) aux États-Unis. Elle fait partie des cinq premières entreprises chimiques et pharmaceutiques mondiales. Elle est aussi l’un des principaux producteurs mondiaux de céphalosporines et de pénicilline en vrac, toutes deux destinées à l’usage oral et par injection. Elle exporte ses ingrédients pharmaceutiques actifs (ou IPA) dans le monde entier.
Elle est l’un des principaux exportateurs sur le marché américain de même que dans de nombreux autres pays. En dépit d’une concurrence très présente et forte sur les
ACS Dobfar utilise PlantPAx pour la commande de précision d’une nouvelle installation en avalUn laboratoire pharmaceutique majeur se diversifie dans la nourriture pour poissons à partir d’un fermenteur existant et d’une solution de commande de process de pointe de Rockwell Automation.
marchés émergents, ACS Dobfar conserve une part importante du marché mondial grâce à un contrôle qualité strict, à ses investissements dans la recherche et le développement, son savoir-faire, ses ressources humaines et son intégration verticale et internationale.
Dans le cadre d’un projet récent, elle a été contactée par une importante société japonaise pour entreprendre la production d’astaxanthine, un supplément apportant des composés polyvitaminiques à la nourriture des saumons et conférant sa couleur à leur chair et leur peau. Ce contact a été incité par le fait qu’ACS Dobfar possédait l’une des dernières installations de fermentation à grande échelle d’Europe et que la production de suppléments destinés à la nourriture pour poissons est très peu différente de celle des composés pharmaceutiques traditionnels. Pour la commande du processus, ACS Dobfar s’est tourné vers Rockwell Automation et sa solution de commande de process PlantPAx.
Le défiL’entreprise avait besoin d’un système prenant en compte toute l’unité et qui soit pratique, fiable et capable d’interagir avec les automates commandant les divers éléments d’équipement de production. Elle avait également besoin d’une solution qui soit modulaire, flexible et qui puisse s’interfacer avec les principaux réseaux comme ControlNet, DeviceNet et ModBus, tout en offrant également des possibilités de redondance et de diagnostics.
La technique de fermentation était toujours la même, mais l’entreprise avait besoin d’une toute nouvelle installation de production en aval. Celle-ci devait être logée dans un
APPLICATION CLIENT
SolutionsLa solution Rockwell Automation mise en place inclut les éléments suivants :• unesolutionPlantPAx;• lelogicielFactoryTalk®;• uncontrôleurd’automatismeprogrammableredondantControlLogix®1756-L63Allen-Bradley®;
• unserveurd’IHMredondant;• unecartedecommunicationModbus;• unecarted’E/SanalogiquesHART;• l’assistanceRockwellAutomationàtraverssesdivisionsGlobalSolutionsetServicesandSolutions.
Les résultats• unprojetautimingsensibleterminédanslestemps;
• unesolutiondecommandepourunprocessusavalàlapointedelatechnique;
• unecompatibilitéavecdefuturesinstallationsdetypeDCSéquipéesparRockwellAutomation;
• lafacilitédegestiondesmodulesHart;• unesupervisionetunerésolutiondesproblèmesplusfaciles;
• uneplusgrandeflexibilité.
« C’est une solution très pertinente . Il ne s’agit pas vraiment d’un système DCS. Ce n’est pas non plus une solution AUTOMATE/SCADA. C’est en fait une synthèse optimale de ces deux univers.
nouveau bâtiment et un planning très serré avait été défini pour la réalisation de cette installation. « Il y avait un défi supplémentaire du fait qu’il s’agissait d’un nouveau procédé », explique Renato Donnarumma, Directeur général du service Engineering d’ACS Dobfar. « Avec n’importe quel nouveau procédé, en effet, vous êtes confronté à des spécificités propres à ce procédé, que vous devez maîtriser. Nous avions également à mettre en œuvre des équipements qui différaient de nos installations habituelles, notamment un nouveau filtre sécheur. Nous devions

1313www.rockwellautomation.com • [email protected] Automation Today • Été 11
également construire une nouvelle salle blanche ».
Ce processus aval a pour fonction de recevoir le bouillon de culture du fermenteur, de le traiter et le purifier. Bien qu’il s’agisse « juste de nourriture pour poissons », elle doit être traitée avec les mêmes critères de qualité que la plupart des IPA habituellement produits par l’entreprise.
La solutionLa solution PlantPAx fournie par Rockwell Automation comprenait un système redondant ControlLogix 1756-L63 Allen-Bradley. La sauvegarde était assurée par un serveur d’IHM redondant utilisant le logiciel FactoryTalk SE (en version distribuée) avec applications clientes. La solution incluait des synoptiques d’IHM et des instructions complémentaires (AOI) ControlLogix. Les communications avec les dispositifs tiers étaient réalisées par des cartes de communication Modbus et des cartes d’E/S analogiques HART.
« C’est une solution très pertinente », commente Donnarumma. « Il ne s’agit pas vraiment d’un système DCS. Ce n’est pas non plus une solution AUTOMATE/SCADA. C’est en fait une synthèse optimale de ces deux univers. L’un des points extrêmement positifs pour nous est que tous les équipements Rockwell Automation s’y intègrent parfaitement. Normalement, l’intégration des composants d’une installation de cette taille est un problème. Mais, ce n’est pas le cas avec les équipements Allen-Bradley. Ils sont capables de communiquer tous entre eux avec très peu de mises au point supplémentaires ».
Les résultats« Nous sommes extrêmement contents de la nouvelle installation », explique Donnarumma. « L’unité est en place et fonctionne. Tout marche comme prévu ». L’équipe Rockwell Automation a été très professionnelle. Elle a particulièrement bien travaillé avec notre propre équipe d’engineering interne ».
Rockwell Automation s’est avéré dès le départ à même de répondre à toutes les exigences du projet. Il a également signalé au client certains éléments non prévus au planning, mais susceptibles d’être mis en place sans demander de coûts, de temps ou d’efforts supplémentaires importants.
« L’opportunité d’intégrer au système de commande de process des modules supplémentaires tels qu’un module Batch n’est pas la moindre dont nous ait fait profiter Rockwell Automation », commente Donnarumma. « Nous avons aussi apprécié la simplicité avec laquelle le système de commande de process de la nouvelle unité va pouvoir s’adapter aux futures solutions de type DCS à base d’équipements Rockwell Automation. À l’instant présent en effet, un second système DCS utilisant des équipements Rockwell Automation est en cours d’approbation ».
ACS Dobfar a également bénéficié de la présence d’intégrateurs système locaux. Ceux-ci ont été supervisés directement par un chef de projet Rockwell Automation. Le
fait de disposer d’une assistance à proximité de l’usine a représenté un gros avantage pour l’équipe d’ingénierie travaillant sur le site d’Anagni. Ceci a aussi favorisé l’établissement de relations plus étroites et d’une communication plus efficace.
La division Global Solutions de Rockwell Automation a géré et coordonné toutes les actions pendant toute la durée du projet. Cette gestion de projet s’est concentrée principalement sur : l’étude et l’intégration de l’armoire électrique installée chez ACS Dobfar, qui a été réalisée par l’équipe de services et d’assistance d’un constructeur d’armoires italien local ; ainsi que sur la formation et l’assistance technique pour l’utilisation du logiciel, des IHM et du système de commande (ControlLogix), qui a été assurée par l’intégrateur système local.
L’équipe Global Solutions a également supervisé la collaboration entre le chef de projet d’ACS Dobfar, l’Ingénieur. Giuseppe Frisenna, qui a consacré énormément de temps et d’efforts à fournir les meilleures informations possibles à toutes les parties prenantes du projet, et l’intégrateur système. L’accent a été mis sur la réduction des risques et l’obtention des meilleurs résultats possibles en termes de performance du process et de respect du planning. L’aide apportée à l’équipe Global Solutions par l’équipe de services et d’assistance de Rockwell Automation est également à souligner. Elle s’est manifestée à travers l’expérience et la connaissance technique du terrain, ainsi que lors des tests de validation fournisseur FAT (Factory Acceptance Test). Ces derniers ont été réalisés chez le constructeur d’armoire en présence du client et de l’intégrateur système.
Pour plus d’informations, adressez-nous un courriel à : [email protected] en mentionnant la réf. : ACS DobfarAllen-Bradley HMIs

14 Automation Today • Été 11www.rockwellautomation.com • [email protected]
Sucre Tereos : raffinage intelligent et durable avec le système d’automatisation du procédé PlantPAx Le leader de l’industrie sucrière remplace un système SNCC propriétaire par PlantPAx pour assurer et optimiser le pilotage stratégique de ses chaudières
Le groupe industriel agroalimentaire Tereos, spécialisé dans la première
transformation de la betterave, de la canne et des céréales, apprécie les relations de travail qu’elle entretient avec Rockwell Automation depuis plus de dix ans et utilise ses produits pour automatiser les opérations d’une partie de ses sites de production. Il a choisi la solution de contrôle-commande de procédé PlantPAx pour piloter les chaudières alimentant en énergie son site de production de Boiry Sainte Rictrude.
ContexteTereos France est le leader de l’industrie sucrière dans l’hexagone avec neuf sucreries, cinq distilleries et quatre unités de conditionnement produisant chaque année 1,5 million de tonnes de sucre et 500 000 mètres cubes d’alcools traditionnels et de bioéthanol à partir de betteraves.
Chaque année, la sucrerie Tereos de Boiry Sainte Rictrude, située près d’Arras (dans la région du Pas de Calais), produit 250 000 tonnes de sucre blanc destiné aux industriels de l’agroalimentaire (fabricants de boissons, chocolats, confitures, biscuits, laitages). Ce sucre est produit sur une période très courte appelée « campagne sucrière » qui s’étend
APPLICATION CLIENT
chaque année de mi-septembre à décembre, époque pendant laquelle les betteraves sont récoltées et acheminées vers la sucrerie pour y être traitées.
Pendant cette campagne, Boiry traite chaque jour 20 000 tonnes de betteraves, produit 2 800 tonnes de sucre… et consomme 15 MW d’électricité ! Une énergie dont la sucrerie assure seule la production grâce à deux chaudières alimentant en vapeur un turboalternateur. L’usine ne se connecte en effet au réseau national d’électricité (EDF) qu’au moment du démarrage et en période d’inter-campagne.
Véritables « poumons » de la sucrerie, ces chaudières peuvent produire respectivement jusqu’à 140 et 120 tonnes de vapeur par heure. 85% de cette vapeur permet la production d’électricité ; les 15% restants sont utilisés dans les différentes opérations de fabrication du sucre. En 2009, Tereos décide de remplacer le système numérique de contrôle-commande (SNCC) devenu obsolète qui pilotait les deux chaudières.
L’objectif pour Tereos : moderniser et optimiser le pilotage de ses chaudières et l’intégrer au sein d’un système de supervision unique pour l’ensemble de la sucrerie. La société lance une consultation et, après étude des propositions, choisit de faire migrer le contrôle-commande de la chaudière vers le système PlantPAx de Rockwell Automation.
ChallengeLa décision est prise en mars 2009… Et la campagne sucrière démarre en septembre ! Un véritable challenge donc pour Rockwell Automation car sans chaudière, la sucrerie ne peut pas fonctionner… Qui plus est, le pilotage d’une chaudière fait appel à un savoir-faire très spécifique : algorithmes de régulation très complexes, réglage minutieux
SolutionsUne solution Rockwell Automation a été installée, incluant :
Systèmedecontrôle-commandedeprocédéPlantPAx• lasolution,baséesurlaplate-formedecontrôle
Logix et les PACs ControlLogix, remplace un systèmeSNCCobsolèteetconstitueunsystèmedecontrôle-commandedeprocédéflexible,offrant une excellente fiabilité
• unenouvelleplateformed’entrées-sortiesfaciliteles évolutions du système
Servicesetassistance• ApprocheProjet«clésenmains»géréeparl’équipeGlobalSolutions
Résultats• Le pilotage des chaudières a été amélioré,
notamment la surveillance de leur réchauffage ;leschaudièresontpuêtremisesenréseauetl’équilibragedeleurpuissanceestdésormaisréaliséautomatiquement;l’exploitationdeschaudières est très fiable
• Totalement intégré aux autres unités de l’usine, le systèmedecontrôle-commandedeschaudièrespermet la centralisation de la traçabilité de l’ensemble du site de production

15www.rockwellautomation.com • [email protected] Automation Today • Été 11
des brûleurs et calculs très sophistiqués pour anticiper les demandes de charge.
SolutionAssurer cette migration avec un risque minimal et dans les délais nécessite donc des compétences spécifiques et variées. C’est là qu’intervient le groupe Global Solutions de Rockwell Automation. Son expertise « métier » en gestion des chaudières et sa maîtrise de la gestion du risque sont indispensables ici. L’équipe Global Solutions de Rockwell Automation assure donc une rétro-analyse du système SNCC et définit la solution de migration capable de garantir le fonctionnement optimal des chaudières, avec un risque minimal.
Cette solution s’appuie sur le système de contrôle-commande de procédé PlantPAx, basé sur trois PACs redondants Allen-Bradley® ControlLogix® et complètement intégré au système global de l’usine. Les spécialistes en pilotage de chaudières de Rockwell Automation ont mis au point les régulations et automatismes séquentiels nécessaires au contrôle-commande de la combustion.
Fin août 2009, juste avant le démarrage de la campagne, l’usine tourne « à blanc » pendant une semaine et les équipes de la sucrerie et celles de Rockwell Automation procèdent alors à la mise au point et testent les charges. Les derniers réglages du système ne peuvent avoir lieu qu’au démarrage de la production et il n’y a aucun droit à l’erreur…
Le premier jour de la campagne se déroule sans problème et la montée en puissance s’effectue selon les prévisions. Michel Hennebique, Responsable Electricité - Automatismes de la sucrerie de Boiry, confirme : « Le démarrage et la mise en service de la chaudière sous contrôle Rockwell Automation se sont très bien passés ; en moins de deux jours, tout était réglé. Et aucun arrêt de la chaudière n’a été constaté pendant toute la campagne ».
RésultatsAprès deux campagnes sucrières, Tereos est en mesure d’apprécier les bénéfices des évolutions apportées par la solution Rockwell Automation. Et l’équipe Global Solutions de Rockwell Automation avec le système PlantPAx a démontré sa capacité à remplacer une solution SNCC classique ainsi que sa compétitivité face à ce type de solution.
« Le pilotage des chaudières a été amélioré,
notamment la surveillance de leur réchauffage ; leur rendement atteint aujourd’hui 96%. L’exploitation des chaudières est également beaucoup plus fiable qu’auparavant. Grâce à la solution Rockwell Automation, les chaudières ont aussi pu être mises en réseau et l’équilibrage de leur puissance est désormais réalisé automatiquement par le système PlantPAx. La compétence et le support sans faille de l’équipe Rockwell Automation tout au long du projet ont fait la différence », précise le Responsable des Automatismes de Boiry.
Le système de contrôle-commande des chaudières est aujourd’hui totalement intégré aux autres unités de l’usine, permettant la centralisation de la traçabilité de l’ensemble du site de production : alarmes, actions opérateur et historique
process. « Nous avons profité de cette migration pour revoir avec Rockwell Automation l’ergonomie de nos postes de supervision et nos opérateurs apprécient tout particulièrement la convivialité accrue du système PlantPAx», confirme l’équipe d’automatisme de Boiry.
Aujourd’hui, la plupart des opérations de fabrication de la sucrerie de Boiry Sainte Rictrude - diffusion, épuration, évaporation,
cristallisation - est automatisée avec la solution de Rockwell Automation. Deux ateliers (lavage et filtration) seront également contrôlés par Rockwell Automation dès 2012. Et la sucrerie constitue un site de référence pour le groupe Tereos.
Mais Michel Hennebique ne compte pas s’arrêter là. Il a déjà en projet la mise en oeuvre d’un logiciel spécifique de Rockwell Automation pour économiser sa consommation d’énergie; et l’utilisation du logiciel de traçabilité FactoryTalk AssetCentre pour suivre toutes les modifications effectuées dans les programmes de conduite de la sucrerie.
Pour plus d’informations, adressez-nous un courriel à : [email protected] en mentionnant la réf.: Tereos
« Le démarrage et la mise en service de la chaudière sous contrôle Rockwell Automation se sont très bien passés ; en moins de deux jours, tout était réglé. Et aucun arrêt de la chaudière n’a été constaté pendant toute la campagne ».
Allen-Bradley HMIs