Embed Size (px)
Citation preview
MESURES 813 - MARS 2009 - www.mesures.com48
G uide d’achat
MESURES 813 - MARS 2009 - www.mesures.com 49
G uide d’achatMESURES MÉCANIQUES
Les petits instruments de mesure dimensionnelle
Bien qu’omniprésents dans la plupart des laboratoires de métrologie et des ateliers de production, les instruments de poche pour la mesure dimensionnelle font rarement parler d’eux. Pourtant les pieds à coulisse, micromètres, comparateurs ou vérificateurs d’alésage méritent aussi que l’on s’y intéresse. Sur le marché, l’offre est variée et abondante. D’un modèle à l’autre, les caractéristiques techniques des instruments et les applications auxquelles ils sont destinés sont souvent très différentes. Le choix du modèle le plus adapté ne doit donc rien au hasard. Pour ne pas se tromper, il faut prendre en compte plusieurs critères spécifiques, et ne pas se laisser abuser par des ressemblances parfois trompeuses.
Ils se nomment pieds à coulisse, mi-cromètres, jauges de profondeur, comparateurs, colonnes de mesure, trusquins, mesureurs d’épaisseur ou
encore vérificateurs d’alésage. Ces instru-ments manuels dits de “petite métrologie” forment un univers à part. Tout le monde, ou presque, les utilise, mais personne n’y accorde beaucoup d’attention… La rançon du succès, sans doute, pour des appareils que l’on trouve désormais partout. Vus de loin, ils ont plusieurs points communs. Tous sont basés sur un principe basique : un palpeur mobile qui se déplace le long d’un axe de mesure jusqu’à entrer au contact de la pièce. Tous s’utilisent de manière très simple. Il
suffit de serrer une pièce entre les becs d’un pied à coulisse ou entre les touches d’un micromètre pour lire le résultat qui s’affiche. Tous, enfin, sont desti-nés aux mêmes types d’applications : des mesures rapides sur place (au moment de la réception des pièces, dans l’atelier, ou dans la salle de métrologie) pour vérifier quelques cotes et s’assurer que la pièce reçue ou pro-
duite est conforme. Mais les ressemblances s’arrêtent là. A y regarder de plus près, cha-que famille d’instruments a sa spécificité. Et chaque modèle peut être très différent des autres. Si l’on souhaite faire le bon choix et trouver l’instrument le plus adapté à son ap-plication, il y a donc des critères bien spéci-fiques à prendre en compte.
Les pieds à coulisseAvec les règles ou les réglets, c’est l’instru-ment “de base” du métrologue. Un pied à coulisse est généralement constitué d’une règle graduée et d’un coulisseau, portant tous les deux un bec à leur extrémité. Suivant la forme de l’instrument et le type de becs, les applications peuvent être très différentes. Un pied à coulisse est aussi bien utilisé pour des mesures extérieures (longueurs, épais-seurs, hauteurs, diamètres extérieurs, etc.) que pour des mesures intérieures (diamètre de gorges ou de rainures, profondeur de méplats sur des arbres cylindriques, profon-deur d’alésages, etc.). Certains sont mêmes destinés à la mesure d’entraxes (les becs sont alors remplacés par des pointes coniques) ou à la mesure de dents d’engrenages. Bref, on trouve sur le marché une très grande va-riété de modèles, dotés de becs de toutes formes et de toutes tailles. Choisir un pied à coulisse revient donc en premier lieu à sélectionner un type de becs, suivant l’ap-plication considérée.
Second critère à prendre en compte, le mode de lecture du résultat. Il existe en effet trois types d’instruments : les modèles numéri-ques, les modèles mécaniques à cadran (ou à montre), et les appareils à vernier. Les mo-dèles à cadran sont longtemps restés les plus utilisés. Il faut dire que la lecture est beau-coup plus facile qu’avec un vernier. « Mais depuis que l’on trouve des modèles électroniques étan-ches, les industriels se tournent de plus en plus vers le numérique, constate Thierry Stauffer, directeur marketing de Tesa. A l’heure actuelle, nous obser-vons une répartition d’environ 50 % pour les pieds à coulisse numérique, 40 % pour les modèles à vernier et 10 % pour les modèles à cadran. » Pour Julien Braun, ingénieur commercial instrumenta-tion manuelle chez Mahr, « le numérique est effectivement le plus courant, mais les modèles à ca-dran sont encore beaucoup utilisés. Par expérience ou par habitude, certains préfèrent ce type de lecture ». Le résultat est aussi plus “visuel” qu’avec un pied à coulisse numérique. Un défaut de forme, par exemple, est souvent mieux vi-sualisé en observant le déplacement d’une aiguille sur un cadran plutôt qu’avec un af-
fichage numéri-que. Enfin, « il y a aussi ceux qui utilisent le cadran parce qu’ils n’ont pas encore tout à fait confiance au nu-mérique », ajoute Philippe Damblant technico-commer-cial chez Mitutoyo. Les pieds à coulisse à vernier sont par-fois utilisés pour cette même raison, mais aussi pour des questions de coût. Cependant, la difficulté de lecture est un obstacle im-portant. Sur ce
point, le constat est unanime : « Il faut recon-naître qu’il y a de moins en moins d’opérateurs qui soient capables de lire un vernier », observe Thierry Stauffer (Tesa).Autre critère de choix, l’étendue de mesure du pied à coulisse. Celle-ci est directement liée à la taille des pièces que l’on doit con-trôler. « La capacité la plus courante est de 150 mm. Mais il existe des modèles spécifiques pour contrôler des pièces de très grandes dimensions », indique Julien Braun (Mahr). Dans ce cas, les pieds à coulisse ont souvent des caractéristiques par-ticulières (telles que des matériaux spécifiques pour que l’instrument ne soit pas trop lourd). Par exemple, le modèle 25 ES de Mahr offre une capacité de 1 000 mm, et deux becs mobiles qui coulissent sur la règle pour une répartition du poids plus équili-brée. La précision des pieds à coulisse, en revanche, n’est pas un critère différenciateur puisqu’elle est normalisée. La plupart des modèles présents sur le marché offrent ainsi une incertitude de mesure de l’ordre de 20 µm (tout dépend ensuite de la capacité de l’appareil). Une fois que l’on a sélectionné le type de modèle (numérique ou pas, avec le type de becs adapté et une capacité spéci-fique), il ne faut pas croire que tous les pieds à coulisse se ressemblent. Sur ce sujet, les fournisseurs sont unanimes : il y a “pied à coulisse” et… “pied à coulisse”. La qualité de l’appareil, souvent invisible à l’œil nu, peut être très différente d’un modèle à un autre. La robustesse de l’instrument est le critère le plus simple à évaluer. Pour cela, on distinguera les modèles les moins étanches (dotés d’un indice de protection IP45, IP54…) des modèles les plus robustes (IP67). Le choix est important, en particulier pour les applications en environnement dif-ficile (projections d’huile, de liquides de coupe, poussières, copeaux, etc.). Les autres critères, en revanche, sont moins intuitifs. « Tout le monde connaît les questions à se poser sur le type de becs, la capacité du pied à coulisse, l’emploi
d’un instrument numérique ou analogique, etc. Mais cela ne suffira pas à évaluer la qualité du produit. Il faut par exemple tenir compte des matériaux utilisés. Les qualités d’acier sont souvent très différentes. De même, le marquage du vernier peut jouer, suivant sa qualité, sur la précision et la durée de vie de l’appa-reil », précise Michel Cordos, responsable technique chez Blet. Autre signe de mauvaise qualité, un affichage numérique plus ou
moins “saccadé”, où les chiffres ne se suc-cèdent pas les uns après les autres… Pour ne pas se tromper, les fournisseurs recomman-dent de se renseigner sur le pays d’origine du produit, sur sa garantie et sur le nom du fabricant. Certaines marques européennes et japonaises peuvent ainsi constituer un gage de qualité. Il existe enfin d’autres critères de choix susceptibles de faire la différence.
L’offre en instruments de “petite métrologie” est variée. Leur qualité aussi.
Pour faire le bon choix, il faut se renseigner sur l’origine du produit et sur le nom du fabricant.
Reste ensuite à prendre en compte un certain nombre de critères techniques : la capacité de l’appareil, sa robustesse ou encore sa polyvalence, feront souvent la différence.
L’essentiel
➜
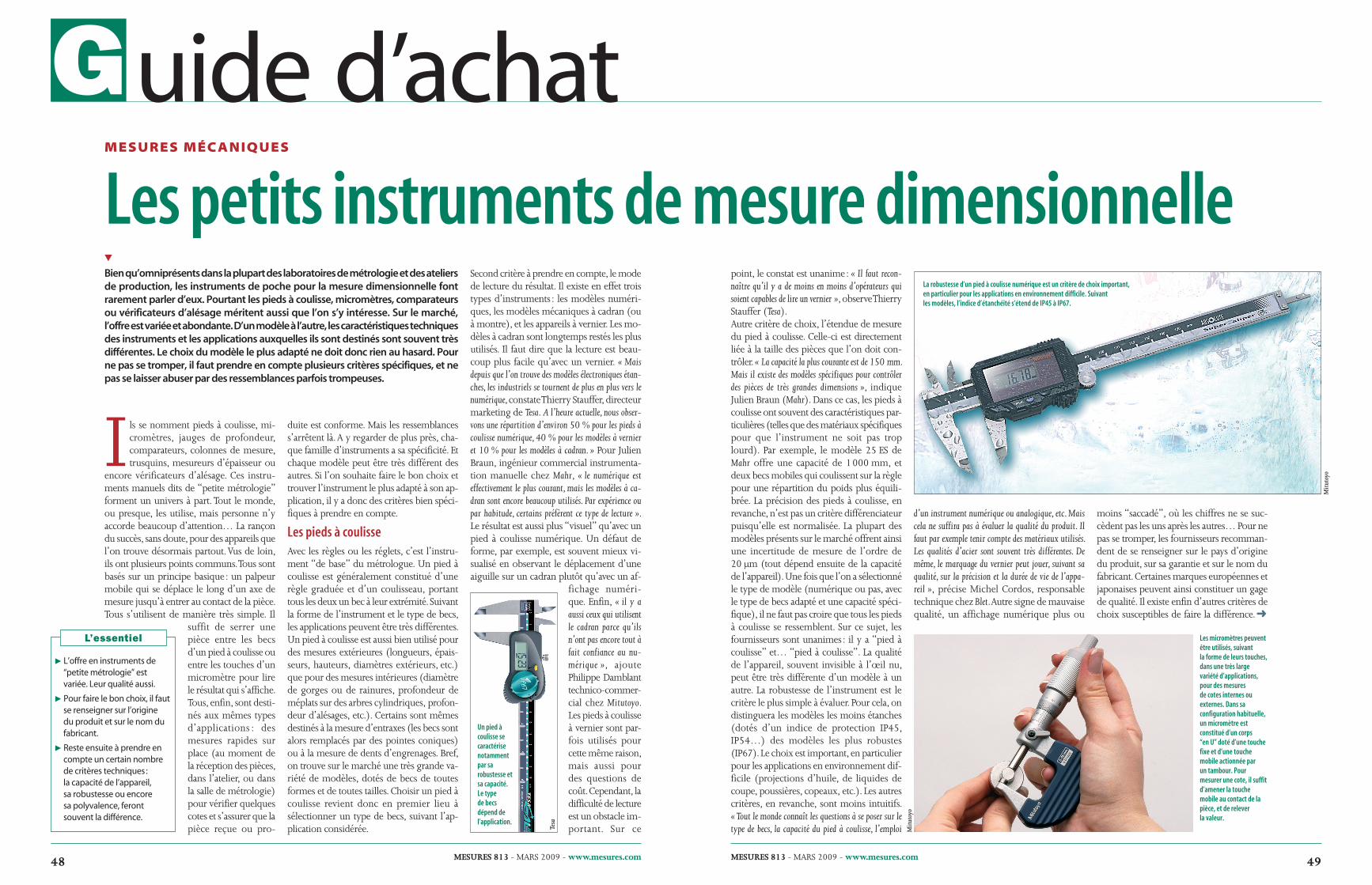
La robustesse d’un pied à coulisse numérique est un critère de choix important, en particulier pour les applications en environnement difficile. Suivant les modèles, l’indice d’étanchéité s’étend de IP45 à IP67.
Un pied à coulisse se caractérise notamment par sa robustesse et sa capacité. Le type de becs dépend de l’application.
Les micromètres peuvent être utilisés, suivant la forme de leurs touches, dans une très large variété d’applications, pour des mesures de cotes internes ou externes. Dans sa configuration habituelle, un micromètre est constitué d’un corps “en U” doté d’une touche fixe et d’une touche mobile actionnée par un tambour. Pour mesurer une cote, il suffit d’amener la touche mobile au contact de la pièce, et de relever la valeur.
Tesa
Mitu
toyo
Mitu
toyo
MESURES 813 - MARS 2009 - www.mesures.com50
Guide d’achat
MESURES 813 - MARS 2009 - www.mesures.com 51
Guide d’achat
Citons, par exemple, le type d’interfaces utilisé pour transférer les données du pied à coulisse à un PC. Il existe pour cela des ap-pareils à sortie RS232, USB ou encore Digimatic. Ce format, introduit à l’origine par Mitutoyo, rend possible la connexion de plusieurs appareils à un multiplexeur, lui-même connecté à un seul port série du PC (sans qu’il soit nécessaire de rajouter une carte supplémentaire). Notons qu’il existe aussi, depuis peu, des modules sans fil pour transférer les données provenant des instru-ments de mesure au PC par transmission radio. C’est le cas notamment chez Mahr ou chez Mitutoyo. La solution qu’ils proposent autorise le raccordement de plusieurs appa-reils au PC (le module sans fil de Mitutoyo, par exemple, peut s’interfacer avec 100 ap-pareils Digimatic). Et surtout les câbles dis-paraissent. Quant à l’alimentation des pieds à coulisse numériques, elle peut être assurée par des piles, par le secteur, ou même par un capteur solaire sur certains modèles. Enfin, on trouvera chez les principaux fabricants du marché des modèles dotés de fonction-nalités plus ou moins originales. Il existe ainsi des pieds à coulisse “polyvalents”, dotés de touches interchangeables. Il suffit alors de raccorder au bout des becs les acces-soires adaptés à l’application (mesure de gorges, de rainures, etc.). L’instrument est plus cher à l’achat, mais il s’adapte à de nom-breuses applications. Autre exemple, il existe chez Mahr un principe appelé “reference lock” pour bloquer les touches des pieds à coulisse numériques, et éviter les mauvaises manipulations. Chez Mitutoyo, de nombreux modèles numériques offrent le système de lecture breveté “absolute”, qui permet de s’assurer que l’instrument conserve le point d’origine. Il n’est donc pas nécessaire de
refaire le zéro, même après extinction de l’appareil.
Les micromètresCe sont, eux aussi, des instruments extrême-ment courants. Dans sa configuration habi-tuelle, un micromètre est constitué d’un corps “en U” doté d’une touche fixe et d’une touche mobile actionnée par un tambour. Le principe de lecture est là aussi très simple. Il suffit d’amener la touche mobile au contact de la pièce, et de relever la valeur.Les micromètres (parfois encore appelés pal-mer) offrent de nombreux points communs avec les pieds à coulisse. On utilise le plus souvent des modèles numériques ou des instruments à vernier (les modèles à comp-teur, en revanche, sont plus anecdotiques). Chez certains fabricants, le numérique a le vent en poupe. Chez d’autres, le vernier con-serve une avance confortable. Les utilisateurs restent donc partagés entre la facilité de lec-ture du numérique, et le faible coût des mi-cromètres à vernier (il faut compter de l’ordre d’une trentaine d’euros pour un micromètre mécanique, contre plus d’une centaine d’euros pour un instrument numérique). Mais les différences ne s’arrêtent pas là. « Dans l’esprit de certains utilisateurs, les micromè-tres mécaniques restent malgré tout plus robustes que les modèles numériques », souligne Philippe Damblant (Mitutoyo). Michel Cordos (Blet)
fait la même analyse. « De nombreux industriels achètent des micromètres électroniques car la résolu-tion de l’affichage leur donne l’illusion d’avoir une mesure plus précise. Mais les “vrais” métrologues con-tinuent à préférer les micromètres à vernier, qui sont bien souvent de meilleure qualité ».Le micromètre peut être utilisé, suivant la forme de ses touches, dans une très large variété d’applications, pour des mesures de cotes internes ou externes. On trouve donc, là encore, de très nombreux modèles : des micromètres à touche fine pour les endroits difficiles d’accès, des modèles à touche sphé-rique pour les surfaces incurvées, ou à tou-che couteau pour les mesures de petites gorges, des appareils pour la mesure de ser-tissages ou de filetages, pour les matériaux tendres, pour le contrôle de dents d’engre-nages… Bref, tout est possible, ou presque. Et pour ceux qui auraient du mal à choisir, il existe également des micromètres dits “à touches interchangeables”. Comme dans le cas des pieds à coulisse, il suffit là aussi d’adapter la forme des touches à l’aspect de la pièce ou au type de mesure que l’on sou-haite réaliser. « Ces modèles sont presque deux fois plus chers, mais ils peuvent être utilisés dans de nom-breuses applications, y compris dans les endroits les plus difficiles d’accès », souligne Julien Braun (Mahr).Notons que l’on distingue aussi les micro-mètres “d’extérieur” et “d’intérieur” (pour la mesure de cotes externes ou internes). Ces derniers sont parfois nommés alésomètres sur certains catalogues. On trouve également les termes de micromètres à deux ou à trois touches, qui sont essentiellement destinés à la mesure de diamètres internes. Mais sur ce sujet, tous les fournisseurs ne parlent pas le même langage… Pour ne pas se tromper, mieux vaut donc décrire l’application que l’on souhaite réaliser.Si le pied à coulisse sert à effectuer une me-sure de première approche, le micromètre est utilisé pour affiner le résultat. La préci-sion, normalisée, est en effet largement su-périeure (de l’ordre de 4 ou 5 µm, voire mieux). Elle est encore plus élevée avec les micromètres intégrant des comparateurs à montre. C’est le cas, par exemple, du mo-dèle 40 F de Mahr ou de la série 510 chez
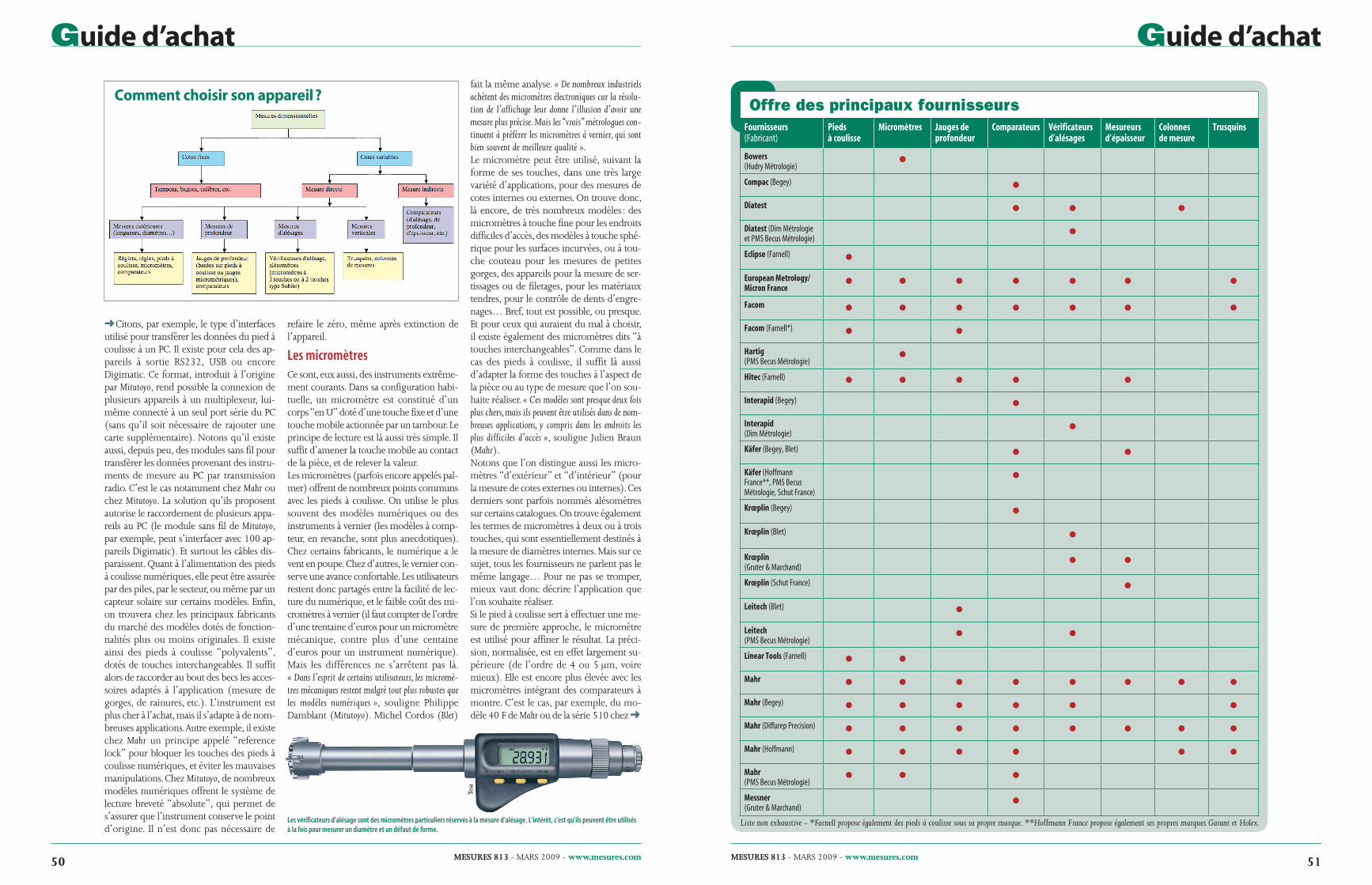
Offre des principaux fournisseursFournisseurs (Fabricant)
Pieds à coulisse
Micromètres Jauges de profondeur
Comparateurs Vérificateurs d’alésages
Mesureurs d’épaisseur
Colonnes de mesure
Trusquins
Bowers (Hudry Métrologie) •Compac (Begey) •Diatest • • •Diatest (Dim Métrologie et PMS Becus Métrologie) •Eclipse (Farnell) •European Metrology/ Micron France • • • • • • •Facom • • • • • • •Facom (Farnell*) • •Hartig (PMS Becus Métrologie) •Hitec (Farnell) • • • • •Interapid (Begey) •Interapid (Dim Métrologie) •Käfer (Begey, Blet) • •Käfer (Hoffmann France**, PMS Becus Métrologie, Schut France)
•Krœplin (Begey) •Krœplin (Blet) •Krœplin (Gruter & Marchand) • •Krœplin (Schut France) •Leitech (Blet) •Leitech (PMS Becus Métrologie) • •Linear Tools (Farnell) • •Mahr • • • • • • • •Mahr (Begey) • • • • • •Mahr (Diffurep Precision) • • • • • • • •Mahr (Hoffmann) • • • • • •Mahr (PMS Becus Métrologie) • • •Messner (Gruter & Marchand) •
Liste non exhaustive - *Farnell propose également des pieds à coulisse sous sa propre marque. **Hoffmann France propose également ses propres marques Garant et Holex.
Comment choisir son appareil ?
➜
➜
Les vérificateurs d’alésage sont des micromètres particuliers réservés à la mesure d’alésage. L’intérêt, c’est qu’ils peuvent être utilisés à la fois pour mesurer un diamètre et un défaut de forme.
Tesa
MESURES 813 - MARS 2009 - www.mesures.com52
Guide d’achat
MESURES 813 - MARS 2009 - www.mesures.com 53
Guide d’achat
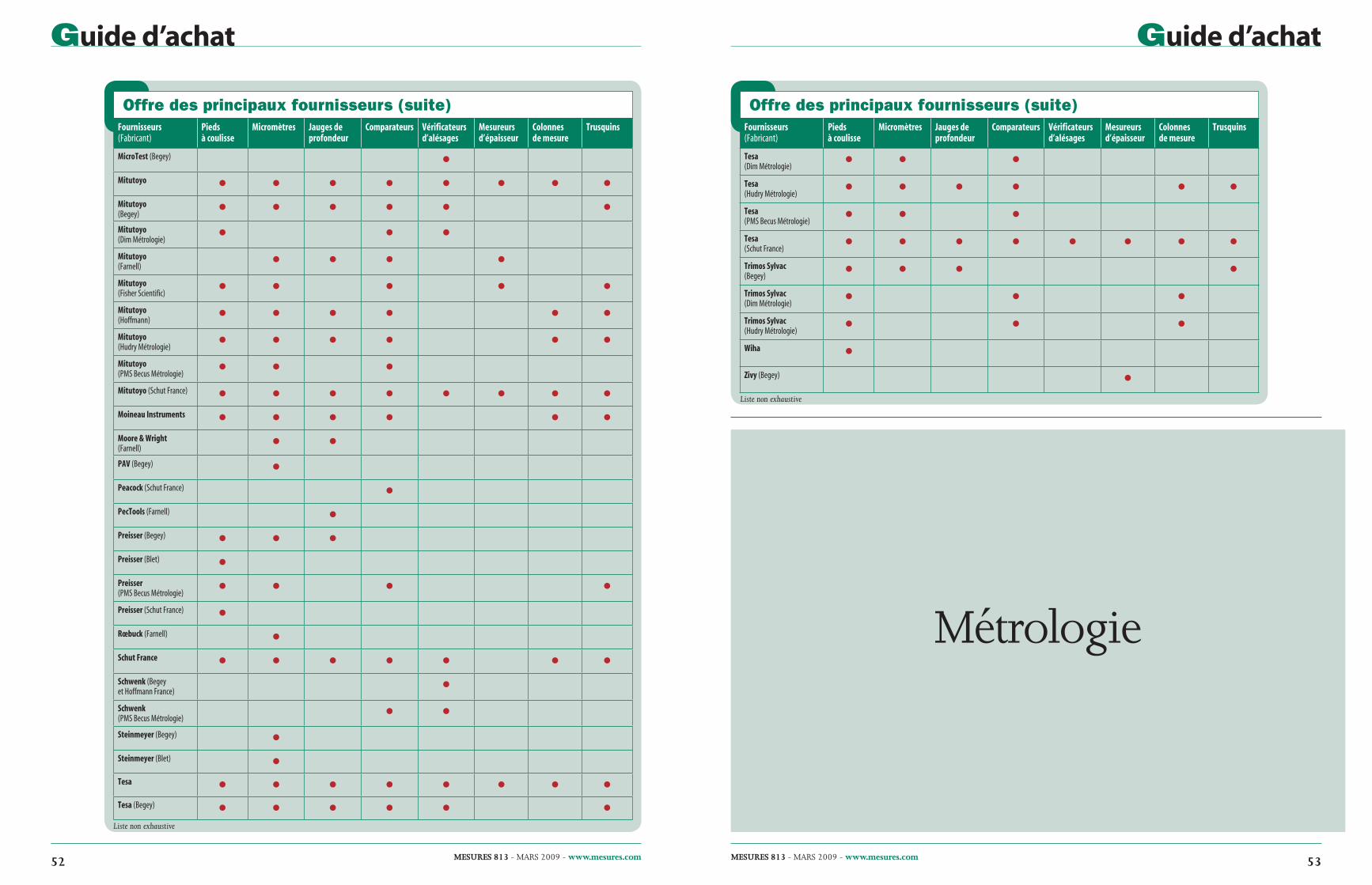
Offre des principaux fournisseurs (suite)Fournisseurs (Fabricant)
Pieds à coulisse
Micromètres Jauges de profondeur
Comparateurs Vérificateurs d’alésages
Mesureurs d’épaisseur
Colonnes de mesure
Trusquins
MicroTest (Begey) •Mitutoyo • • • • • • • •Mitutoyo (Begey) • • • • • •Mitutoyo (Dim Métrologie) • • •Mitutoyo (Farnell) • • • •Mitutoyo (Fisher Scientific) • • • • •Mitutoyo (Hoffmann) • • • • • •Mitutoyo (Hudry Métrologie) • • • • • •Mitutoyo (PMS Becus Métrologie) • • •Mitutoyo (Schut France) • • • • • • • •Moineau Instruments • • • • • •Moore & Wright (Farnell) • •PAV (Begey) •Peacock (Schut France) •PecTools (Farnell) •Preisser (Begey) • • •Preisser (Blet) •Preisser (PMS Becus Métrologie) • • • •Preisser (Schut France) •Rœbuck (Farnell) •Schut France • • • • • • •Schwenk (Begey et Hoffmann France) •Schwenk (PMS Becus Métrologie) • •Steinmeyer (Begey) •Steinmeyer (Blet) •Tesa • • • • • • • •Tesa (Begey) • • • • • •
Offre des principaux fournisseurs (suite)Fournisseurs (Fabricant)
Pieds à coulisse
Micromètres Jauges de profondeur
Comparateurs Vérificateurs d’alésages
Mesureurs d’épaisseur
Colonnes de mesure
Trusquins
Tesa (Dim Métrologie) • • •Tesa (Hudry Métrologie) • • • • • •Tesa (PMS Becus Métrologie) • • •Tesa (Schut France) • • • • • • • •Trimos Sylvac (Begey) • • • •Trimos Sylvac (Dim Métrologie) • • •Trimos Sylvac (Hudry Métrologie) • • •Wiha •Zivy (Begey) •
Métrologie
Liste non exhaustive
Liste non exhaustive

MESURES 813 - MARS 2009 - www.mesures.com54
Guide d’achat
MESURES 813 - MARS 2009 - www.mesures.com 55
Guide d’achat
Mitutoyo. Signalons enfin qu’il existe des instruments appelés passomètres (ou passa-mètres). A mi-chemin entre un micromètre et un calibre à mâchoires, ils sont utilisés pour vérifier, lors de mesures en série, que les cotes des pièces contrôlées sont bien dans un intervalle de tolérance prédéfini. Tout comme les pieds à coulisse, les micromètres se distinguent enfin par leur étendue de me-sure, ainsi que par leur indice d’étanchéité (jusqu’à IP65, pour les plus étanches d’entre eux). Les données peuvent être transférées vers un PC à travers des interfaces RS232, USB, Digimatic ou par une transmission radio. Enfin, il existe là aussi des spécificités propres à certains fabricants. Tesa, par exem-ple, propose un “alésomètre” destiné spécia-lement à la mesure dans des trous borgnes (non débouchants).
Les jauges de profondeur et vérificateurs d’alésageLes jauges de profondeur sont des variantes des appareils précédents. Elles sont en effet basées sur des pieds à coulisse ou sur des micromètres dotés d’une semelle d’appui. L’appareil est alors “calé” sur les bords de la pièce, et la touche mobile (ou la règle) pé-nètre dans la profondeur à mesurer. Pour ce type d’instruments, on retrouve les mêmes caractéristiques qu’avec les pieds à coulisse ou les micromètres classiques. Les jauges de profondeur existent sous forme d’appareils numériques, à vernier ou à cadran. Les jauges micrométriques de profondeur sont plus précises que leurs homologues basés sur des
MENpieds à coulisse. Et l’on retrouve là aussi des modèles à touches interchangeables…Les vérificateurs d’alésage, quant à eux, sont des variantes des micromètres d’intérieur (ou des alésomètres). Dans certains catalo-gues, cette gamme d’appareils inclut à la fois les micromètres à deux touches et à trois touches. Dans ce cas, les trois touches (espa-cées de 120°) viennent s’autocentrer dans le diamètre à mesurer. Cependant, la catégorie des vérificateurs d’alésage est le plus souvent basée sur des instruments à deux touches. « L’intérêt, c’est que l’on peut à la fois mesurer le diamètre et détecter les éventuels défauts de forme (en tournant la pièce) », précise Julien Braun (Mahr). Il existe aussi des vérificateurs d’alésage asso-ciés à un comparateur. Il existe aussi des vé-rificateurs d’alésage associés à un compara-teur spécifique. « Dans ce cas, pas besoin de scruter la progression des valeurs affichées pour dé-tecter le point de rebroussement. Il suffit de démarrer
la mesure, et l’appareil affiche la valeur », indique Philippe Damblant (Mitutoyo).
Les comparateursLorsqu’ils ne sont pas associés à un autre instrument de mesure (vérificateur d’alé-sage, micromètre, etc.), les comparateurs sont généralement montés sur un support vertical et considérés comme un instrument de mesure par comparaison. Ils sont consti-tués d’un palpeur surmonté d’un affichage numérique ou à cadran.Leur champ d’applications est relativement large : on les utilise pour mesurer des planéi-tés, des rectitudes, mais aussi et surtout « pour comparer des cotes de hauteur sur des pièces en série, ou détecter des défauts de forme », précise Thierry Stauffer (Tesa). De même, il existe des com-parateurs d’alésage ou de profondeur. Suivant les besoins, on peut réaliser des montages plus ou moins complexes avec plusieurs comparateurs dirigés dans des directions différentes (et reliés éventuellement à un PC). Dans ces montages, il est possible d’orienter le cadran des appareils pour garder un con-fort de lecture optimal. On pourra enfin paramétrer certaines tolérances pour savoir, le plus rapidement possible, si une pièce est conforme ou pas.L’appareil est peu coûteux (de quelques di-zaines à quelques centaines d’euros), mais il est relativement peu précis (de l’ordre de 20 µm). Malgré tout, « il reste très utilisé en atelier car il autorise des mesures rapides et il est simple d’utilisation », ajoute Julien Braun (Mahr). Comme les pieds à coulisse ou les micromètres, les comparateurs se distin-guent par leur capacité, leur résolution… et leur qualité. Pour ne pas se tromper, mieux vaut là aussi se fier à des marques connues. Bref, « attention à la tentation de plus en plus courante d’acheter un prix, et non un appareil », rappelle Michel Cordos (Blet).
Les mesureurs d’épaisseurCes instruments sont une variante des appa-reils précédents. La plupart du temps, ils se présentent sous la forme d’un comparateur muni de bras de palpage et d’un affichage (numérique ou à cadran). Il suffit alors de placer la pièce entre les bras et de lire le ré-sultat qui s’affiche instantanément. Compte tenu de leur faible précision (de l’ordre de la vingtaine de microns), les mesureurs d’épaisseur sont rarement destinés au con-trôle de pièces métalliques avec des tolérances très strictes, mais plutôt à la mesure d’épais-seur de cartons, plastiques, bois, papier, etc. Leur intérêt, c’est qu’ils sont simples d’utili-
sation et plutôt pratiques. La longueur des bras autorise en effet des mesures dans des endroits difficiles d’accès (notamment lors-qu’il faut mesurer une épaisseur loin des bords d’une pièce de grande dimension).
Les colonnes de mesure et les trusquinsCes appareils font partie des instruments de mesure verticaux. Ils sont en effet constitués d’une colonne verticale (montée sur un socle), dans laquelle coulisse un bras muni d’un palpeur ou d’un bec traceur. Si elles font également partie des appareils de “petite métrologie”, les colonnes de mesure se dis-tinguent toutefois des pieds à coulisse, com-parateurs ou micromètres. Le prix, tout d’abord, est largement supérieur. Une co-lonne de mesure coûte en effet de 3 000 à 9 000 euros (suivant sa capacité). A ce prix-là, on l’aura compris, les applications ne sont pas tout à fait les mêmes. Les colonnes de mesure sont associées à un calculateur doté d’une mémoire interne. Elles sont utilisées pour des mesures “classiques” de hauteur de pièces, mais aussi des diamètres, des en-traxes, ou calculer des angles. Bref, c’est un instrument beaucoup plus polyvalent que les précédents. Dans la plupart des catalogues, il existe des colonnes de mesures manuelles et
➜
Il existe sur le marché une très large gamme de comparateurs. Généralement montés sur un support, ils sont constitués d’un palpeur surmonté d’un affichage numérique ou à cadran. On les utilise pour mesurer des planéités, des rectitudes, mais aussi et surtout pour comparer des cotes de hauteur sur des pièces en série, ou détecter des défauts de forme.
A mi-chemin entre un micromètre et un calibre à mâchoires, le passomètre (ou passamètre) est utilisé pour vérifier, lors de mesures en série, que les cotes des pièces contrôlées sont bien dans un intervalle de tolérance prédéfini.
motorisées (sur coussin d’air ou pas). Les appareils motorisés sont plus chers, mais ils assurent une répétabilité supérieure. Autre critère de choix, la capacité de la colonne de mesure et sa précision. Par exemple, chez Tesa, les précisions sont de l’ordre de ± 3, ± 6 et ± 10 µm (suivant les modèles). Bien que fort ressemblants aux colonnes de me-sure, les trusquins ont un champ d’applica-tions différent. A l’origine, il s’agit en effet d’un instrument de traçage. Il mesure des cotes de hauteur afin de tracer le contour des zones à usiner. Mais avec le développement des technologies numériques, la fonction de traçage est de moins en moins utilisée. Cependant « les trusquins sont encore employés, non pas pour leur fonction première, mais pour des appli-cations de mesure. La précision est inférieure à celle des colonnes de mesure, mais l’appareil est beaucoup moins cher », explique Philippe Damblant (Mitutoyo). On trouve en effet des trusquins allant d’environ 200 euros à près de 3 000 euros. Du coup certains considèrent encore les trusquins comme la “colonne de mesure du pauvre”. Mais leur utilité se jus-tifie de moins en moins. « Avec la diminution du prix des colonnes de mesure, les trusquins sont amenés à disparaître », prédit Thierry Stauffer (Tesa).
Marie-Line Zani-Demange
Les colonnes de mesure et les trusquins appartiennent tous deux à la catégorie des appareils de mesure verticaux. Mais contrairement à la colonne de mesure(à droite), qui est utilisée pour contrôler des hauteurs, diamètres, entraxes, etc., le trusquin (à gauche) est à l’origine un instrument de traçage. Les deux appareils se distinguent donc par les applications auxquelles ils sont destinés, et par leur coût.Te
sa
Tesa
Mitu
toyo
Blet
Mitu
toyo Tesa