Embed Size (px)
Citation preview
OFPPT/DRIF 1
OFPPT
/
ROYAUME DU MAROC
MODULE N° : MAITRISE DES TECHNIQUES D’ORDONNANCEMENT/LANCEMENT
SECTEUR : CONFECTION SPECIALITE : TECHNICIEN EN PRODUCTION NIVEAU : TECHNICIEN
Office de la Formation Professionnelle et de la Promotion du Travail DIRECTION RECHERCHE ET INGENIERIE DE FORMATION
RESUME THEORIQUE&
GUIDE DE TRAVAUX PRATIQUES
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 2
Document élaboré par : DIMITROVA ANGELINA CDC Confection DRIF
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 3
SOMMAIRE
Page Présentation du module 5 RESUME DE THEORIE 7 I. Introduction 8 I.1 Définition de l’ordonnancement : 8 I.2 Organisation du service de l’ordonnancement 9 I.3 Termes utilisées : 11 II. Donnés pour l’élaboration d’un planning ainsi que les contraintes
12
III . Représentation d’un planning 15 III.1 Méthode de cheminement critique 15
III.2 Graphique de GANTT 17
IV. Elaboration d’ un planning prévisionnel 20
IV.1 Détermination précise de la capacité à produire 20
IV.2 Détermination précise de l’importance des tâches à réaliser 20
IV.3 Etude de faisabilité 20
V. Exécution « mise en œuvre des tâches prédéfinies et suivi de ces tâches ».
24
V.1 Détermination précise des besoins. 24 V.2 Etablissement et diffusion des ordres aux services concernés : 26 V.3 Le suivi 29 VI. Contrôler l’avancement des tâches à travers les différents services de fabrication.
30
GUIDE DE TRAVAUX PRATIQUE 31 TP1. Construction d’ un réseau pour déterminer la durée d’ un projet
32
TP2. Planification de la production au sein d’une entreprise fabricant des produits en maille fine
33
TP 3 :Élaboration d'un planning prévisionnel dans une société fabriquant des pantalons
43
TP 4 : Détermination des besoins et du délais de fabrication pour une commande.
48
EVALUATION DE FIN DE MODULE 51 CORRIGE DU TEST 53 LISTE BIBLIOGRAPHIQUE 57 ANNEXES 59
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 4
MODULE : MAITRISE DES TECHNIQUES D’ORDONNANCEMENT LANCEMENT
Durée :48 H 24heures : théorique
20 heures : pratique
04 heurs : évaluation de fin de module OBJECTIF OPERATIONNEL DE PREMIER NIVEAU
DE COMPORTEMENT
COMPORTEMENT ATTENDU
Pour démontrer sa compétence, le stagiaire doit maîtriser les techniques d’ordonnancement/lancement selon les conditions, les critères et les précisions qui suivent.
CONDITIONS D’EVALUATION
• Individuellement • A l’aide d'une situation réelle • A l’aide de toute documentation pertinente • A l’aide d’une étude de cas
CRITERES GENERAUX DE PERFORMANCE
• Respect des délais de livraison • Esprit d’analyse et d’organisation • Optimisation de l’utilisation des ressources humaines et matérielles de
l’entreprise • Respect des contraintes de fabrication
PRECISIONS SUR LE COMPORTEMENT ATTENDU
CRITERES PARTICULIERS DE PERFORMANCE
A. Elaborer un planning prévisionnel • Détermination précise de la capacité de charges des différents ateliers de fabrication.
• Détermination précise de l’importance des tâches à réaliser.
• Etude parfaite de faisabilité. B. Mettre en œuvre les tâches
prédéfinies • Détermination précise des besoins • Etablissement et diffusion corrects des ordres (OF,
OC) au service de lancement • Réalisation parfaite des suivis
C. Contrôler l’avancement des tâches à travers les différents services de fabrication.
• Contrôle précis quantitatif et qualitatif des tâches en fin et en cours de fabrication.
• Contrôle précis des moyens réellement utilisés (matière, matériel, personnel…)
• Contrôle précis des délais d’exécution. • Détermination précise des écarts entre planification
et réalisation. • Mise à jours correcte du planning.
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 5
OBJECTIFS OPERATIONNELS DE SECOND NIVEAU
LE STAGIAIRE DOIT MAITRISER LES SAVOIRS, SAVOIR-FAIRE, SAVOIR-PERCEVOIR OU SAVOIR-ETRE JUGES PREALABLES AUX APPRENTISSAGES DIRECTEMENT REQUIS POUR L’ATTEINTE DE L’OBJECTIF DE PREMIER NIVEAU, TELS QUE :
Avant d’apprendre à élaborer un planning prévisionnel, (A) le stagiaire doit :
1. Savoir traiter une commande 2. Avoir des notions de la mesure du temps. 3. Etudier les ratios de fabrication 4. Prendre connaissance des capacités de charges des unités de production 5. Etudier les flux d’information entre les différents services.
Avant d’apprendre à mettre en œuvre des tâches pré-défines (B), le stagiaire doit :
6. Calculer les besoins en matières premières 7. Traiter un O.F 8. Traiter un O.C 9. Etudier les fiches de production et suivi
Avant d’apprendre à contrôler l’avancement des tâches à travers des services de fabrication (C), le stagiaire doit :
10. Exploiter les informations des diverses fiches de production.
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 6
PRESENTATION DU MODULE Ce module va permettre au futurs techniciens en production dans la confection :
• D'identifier les objectifs de la planification et les facteurs qui affectent la
planification.
• De maîtriser les méthodes de représentation graphique d'un planning.
• De déterminer les besoins en matière, matériel et main d'œuvre.
• D'élaborer un planning prévisionnel.
• D'analyser les facteurs qui occasionnent des problèmes de mise en œuvre des
tâches prédéfinies.
• D'effectuer un contrôle et suivi de la réalisation de la planification.
Dans le programme d’études ce module est après les modules :Mesure des indicateurs de
performance et gestion des en-cours de fabrication.
La durée de ce module est de 48 heures :
- 24 heures théorique.
- 20 heures pratique.
- 04 heures pour l’évaluation de fin de module
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 7
Module : Maîtrise des techniques
d’ordonnancement/lancement RESUME THEORIQUE
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 8
J. INTRODUCTION : I.1 Définition de l’ordonnancement : L’ordonnancement est la fonction responsable de la fixation et de la bonne tenue des délais . Son but est de rassembler en temps opportun tous ce qui est nécessaire pour honorer les commandes clients dans les délais voulus et ceci dans les meilleures condition de coûts possibles . A partir des commandes fermes ou prévues , l’ordonnancement doit déterminer tout ce qui est nécessaire pour assurer la fabrication de ces commandes dans les délais prévus, c’est à dire les matières premières , le matériel et le personnel . L’ordonnancement est un système de prévision de déroulement des événements dans le temps, suivi d’un lancement, de l’exécution , puis d’un contrôle de la réalisation par rapport aux prévisions. Sans une fonction ordonnancement efficace on constate les événements et on est conduit par eux sans les contrôler . La fonction ordonnancement obéit à deux grandes principes : a) Elle définit ses objectifs par une simulation préalables de l’exécution en recherchant l’utilisation optimale du personnel , du matériel , des matières et le raccourcissement optimal des délais d’exécution. b) Elle contrôle ensuite la réalisation et la conformité entre les prévisions et la réalisation. En résumé l’ordonnancement consiste à : 1) Gérer les commandes enregistrées de façon à prévoir les meilleures délais puis à faire de sorte de les respecter et par voie de conséquence gérer les stocks de façon à optimiser leurs niveau en approvisionnant les matières et les fournitures au bon moment : - ni trop tôt pour éviter les stocks inutiles - ni trop tard pour éviter les inoccupation du matériel et du personnel attendant les matières, les retards et l’accroissement des en-cours . Le première volet de la fonction ordonnancement est donc : « L’ordonnancement des matières ou gestion des stocks » 2) Gérer les moyen en personnel et en matériel de façon à optimiser leur utilisation, à éviter leur inoccupation comme leur sursaturation et par voie de conséquence , là aussi minimiser les en-cours de fabrication .
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 9
Le second volet de la fonction ordonnancement est donc : « L’ordonnancement des moyens de production » c'est-à-dire :
• la prévision des charges du travail et du matériel • la prévision des délais d’exécution qui découle des charges de travail • le lancement en fabrication
3) Le contrôle de l’exécution par rapport aux prévisions et la décision des mesures nécessaires (en cas d’écart) . ORDONNANCEMENT classe le travail par ordre de priorité et voit à ce que les provisions soient disponibles à l'usine, au bon moment et dans la bonne séquence. Exemples d'activités d'ordonnancement :
1- Déterminer la priorité des modèles à produire dans l'atelier de couture. 2- Définir le nombre d'opérateurs requis pour une opération spécifique. 3- Equilibrer des affectations (ordonnancement à court terme). 4- Effectuer le suivi, les graphiques, les rapports de production, par commande, par lot, etc. 5- Faire le suivi des lots en coupe et préparer les lots pour le jour suivant. 6- Arrêter la production d'un modèle pour permettre la production d'une commande
prioritaire. I.2 Organisation du service de l’ordonnancement : La mise en œuvre d'un processus de planification nécessite le support d'une infrastructure organisationnelle ainsi que la définition des rôles de chacun dans l'élaboration des plans. Un préalable toutefois, consiste à s'assurer de l'engagement formel et actif du dirigent tendant à favoriser la mobilisation de l'ensemble de l'organisation pour la mise en œuvre de ce processus. Cependant, l'engagement du dirigeant varie selon le type d'entreprise. Ainsi, dans les entreprises de petite taille, le dirigeant s'occupe aussi bien de l'élaboration que du suivi du plan. Pour faire face à de telles difficultés, les entreprises font recours à la division des tâches, à des unités de support (services fonctionnels) ou de coordination. De l'entrepreneur solitaire centralisant l'ensemble de l'information et prenant toutes les décisions, le dirigeant doit se transformer en un véritable coordinateur orienté vers le long terme et déléguant à ses collaborateurs l'ensemble des détails opérationnels.
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 10
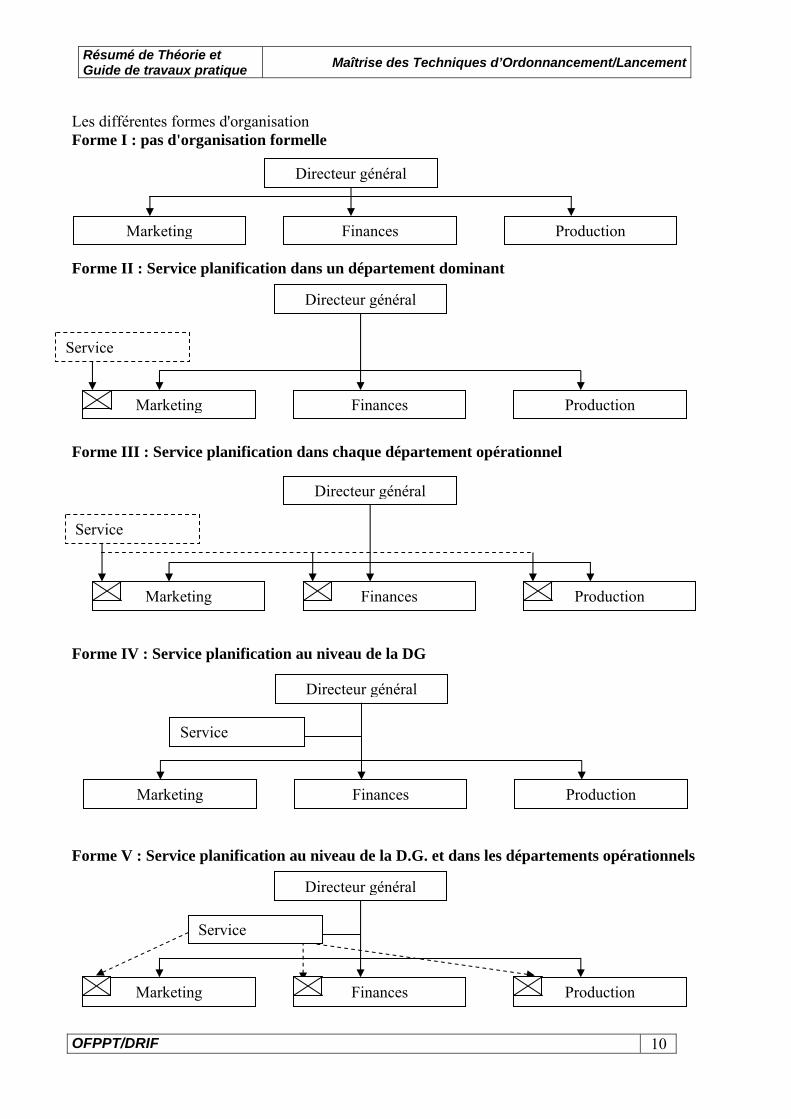
Les différentes formes d'organisation Forme I : pas d'organisation formelle Forme II : Service planification dans un département dominant Forme III : Service planification dans chaque département opérationnel Forme IV : Service planification au niveau de la DG Forme V : Service planification au niveau de la D.G. et dans les départements opérationnels
Directeur général
Marketing Finances Production
Directeur général
Marketing Finances Production
Service
Directeur général
Marketing Finances Production
Service
Directeur général
Marketing Finances Production
Service
Directeur général
Marketing Finances Production
Service
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 11
I.3 Termes utilisées : TACHE : une tâche est un ouvrage qui doit être fait dans un temps fixé . ex. : fabriques une pièce,dessiner un article , réparer une machine ,écrire un rapport ,etc… DELAIS : c’est le temps accordé pour réaliser une tâche . ex. : Délais de paiement , Délais de fabrication , Délais de livraison , … PLANNING : c’est outil qui permet de mettre en évidence l’enchaînement des tâches dans le temps et dans l’espace . . ex. : planning d’entretien , planning de fabrication , planning de livraison planning de formation , etc … PREVISIONNEL : c’est des projection dans le futur . ex. : budget prévisionnel , programme de production prévisionnel , etc... La programmation , c’est la préparation d’une charge de travail compatible avec la capacité disponible (capacité de production ) LA CAPACITE A PRODUIRE est matérialisée par le volume de L’EN-COURS nécessaire à l’atelier de PIQUAGE (exemple : 1350 pièces par jour ) . LA CHARGE DE TRAVAIL est représentée par les lignes de commandes en attente de fabrication , classées par DELAIS et pour lesquelles les MATIERES existent en STOCK (par exemple dans le même atelier il y a des commandes de 1250 pièces par jours). La fonction ordonnancement doit faire en sorte que les charges de travail soient adaptées aux capacités de production, et ceci prévisionnellement. On doit étudier le rapport : Charge de travail Taux de charge = < 1 Capacité( potentiel)
Charge < Capacité
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 12
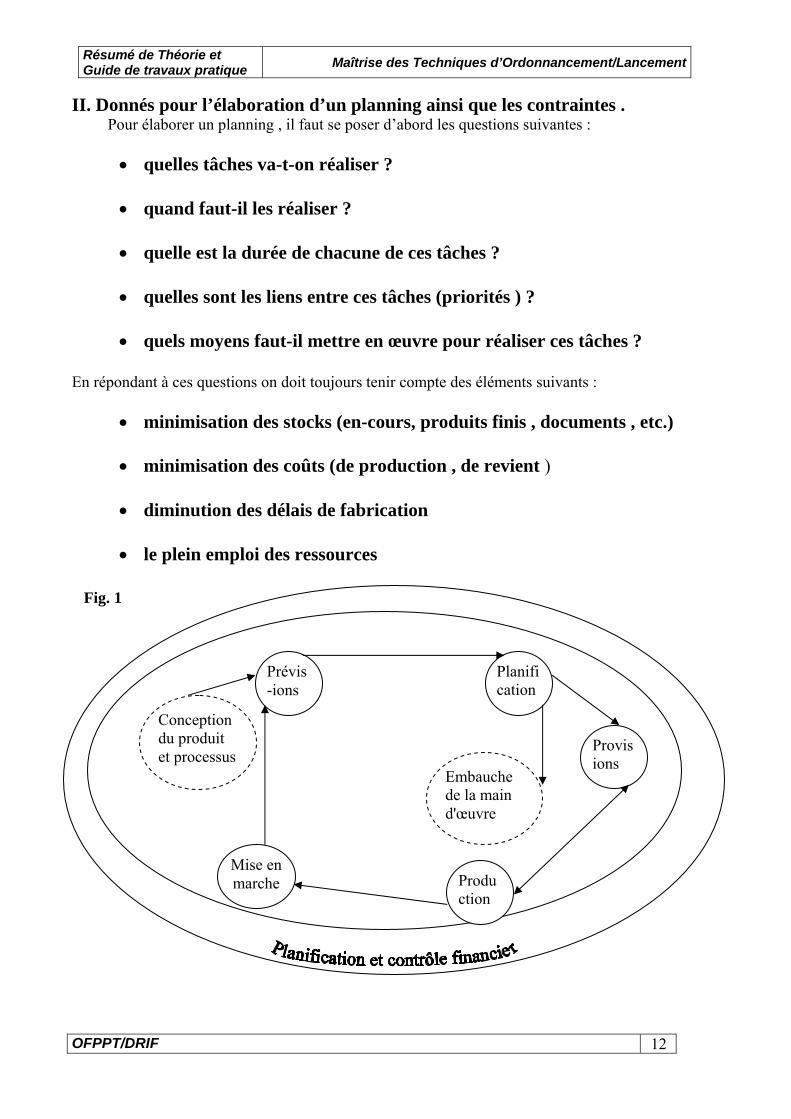
II. Donnés pour l’élaboration d’un planning ainsi que les contraintes . Pour élaborer un planning , il faut se poser d’abord les questions suivantes :
• quelles tâches va-t-on réaliser ? • quand faut-il les réaliser ? • quelle est la durée de chacune de ces tâches ? • quelles sont les liens entre ces tâches (priorités ) ? • quels moyens faut-il mettre en œuvre pour réaliser ces tâches ?
En répondant à ces questions on doit toujours tenir compte des éléments suivants :
• minimisation des stocks (en-cours, produits finis , documents , etc.) • minimisation des coûts (de production , de revient )
• diminution des délais de fabrication
• le plein emploi des ressources
Fig. 1
Production
Mise en marche
Provisions
Planification
Prévis-ions
Conception du produit et processus
Embauche de la main d'œuvre
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 13
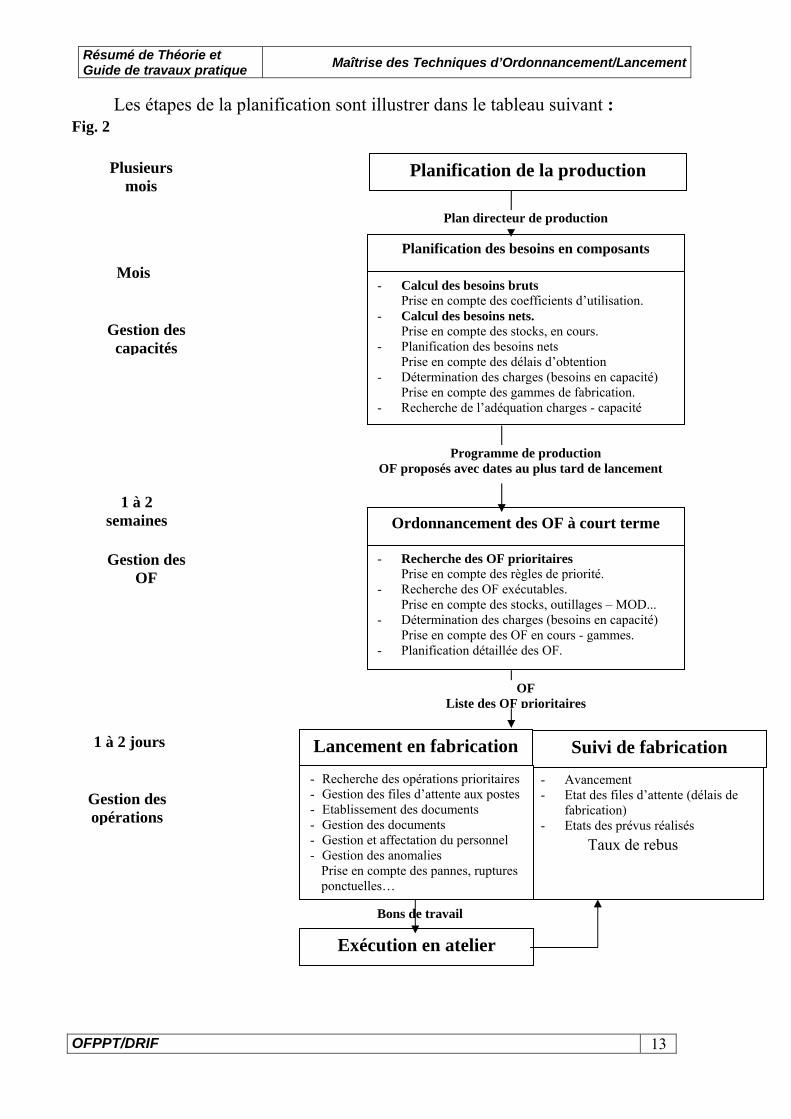
Les étapes de la planification sont illustrer dans le tableau suivant : Fig. 2
Planification de la production
Planification des besoins en composants
- Calcul des besoins bruts Prise en compte des coefficients d’utilisation.
- Calcul des besoins nets. Prise en compte des stocks, en cours.
- Planification des besoins nets Prise en compte des délais d’obtention
- Détermination des charges (besoins en capacité) Prise en compte des gammes de fabrication.
- Recherche de l’adéquation charges - capacité
Ordonnancement des OF à court terme
- Recherche des OF prioritaires Prise en compte des règles de priorité.
- Recherche des OF exécutables. Prise en compte des stocks, outillages – MOD...
- Détermination des charges (besoins en capacité) Prise en compte des OF en cours - gammes.
- Planification détaillée des OF.
- Avancement - Etat des files d’attente (délais de
fabrication) - Etats des prévus réalisés Taux de rebus
Suivi de fabrication Lancement en fabrication
OF Liste des OF prioritaires
Plan directeur de production
Programme de production OF proposés avec dates au plus tard de lancement
Exécution en atelier
Gestion des opérations
1 à 2 jours
Gestion des OF
1 à 2 semaines
Gestion des capacités
Mois
Plusieurs mois
Bons de travail
- Recherche des opérations prioritaires - Gestion des files d’attente aux postes - Etablissement des documents - Gestion des documents - Gestion et affectation du personnel - Gestion des anomalies
Prise en compte des pannes, ruptures ponctuelles…
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 14
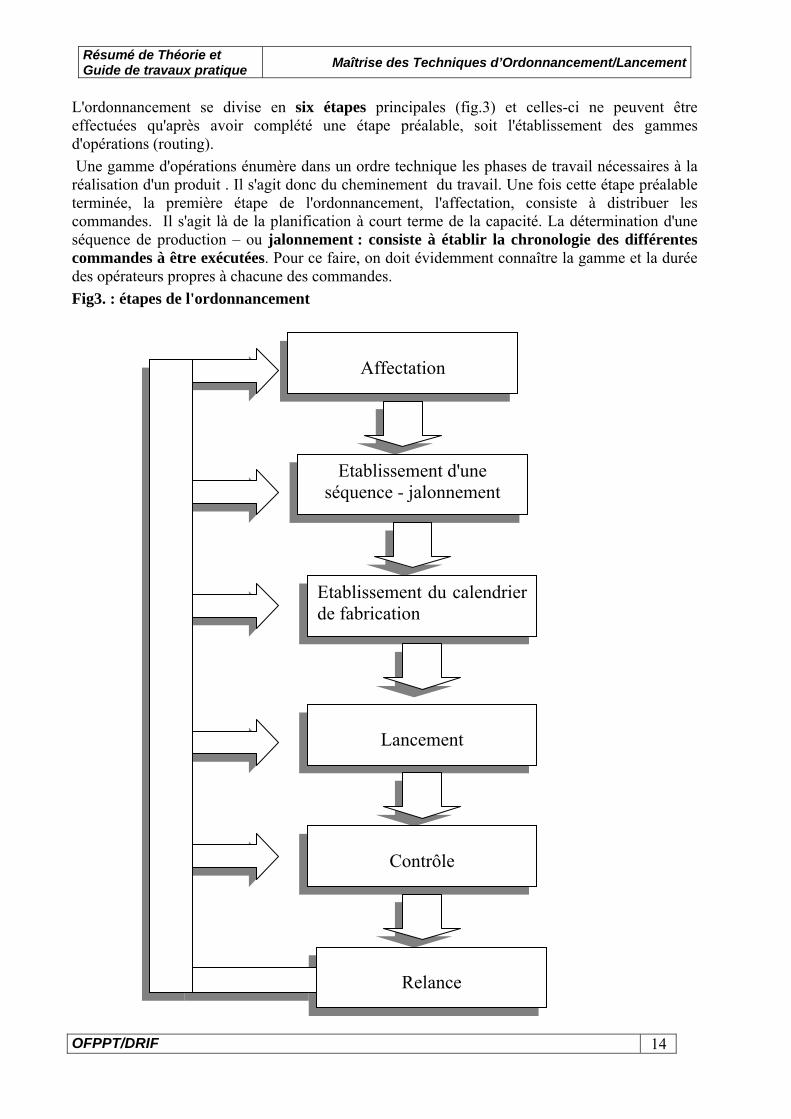
L'ordonnancement se divise en six étapes principales (fig.3) et celles-ci ne peuvent être effectuées qu'après avoir complété une étape préalable, soit l'établissement des gammes d'opérations (routing). Une gamme d'opérations énumère dans un ordre technique les phases de travail nécessaires à la réalisation d'un produit . Il s'agit donc du cheminement du travail. Une fois cette étape préalable terminée, la première étape de l'ordonnancement, l'affectation, consiste à distribuer les commandes. Il s'agit là de la planification à court terme de la capacité. La détermination d'une séquence de production – ou jalonnement : consiste à établir la chronologie des différentes commandes à être exécutées. Pour ce faire, on doit évidemment connaître la gamme et la durée des opérateurs propres à chacune des commandes. Fig3. : étapes de l'ordonnancement
Affectation
Etablissement d'une séquence - jalonnement
Etablissement du calendrier de fabrication
Lancement
Contrôle
Relance
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 15
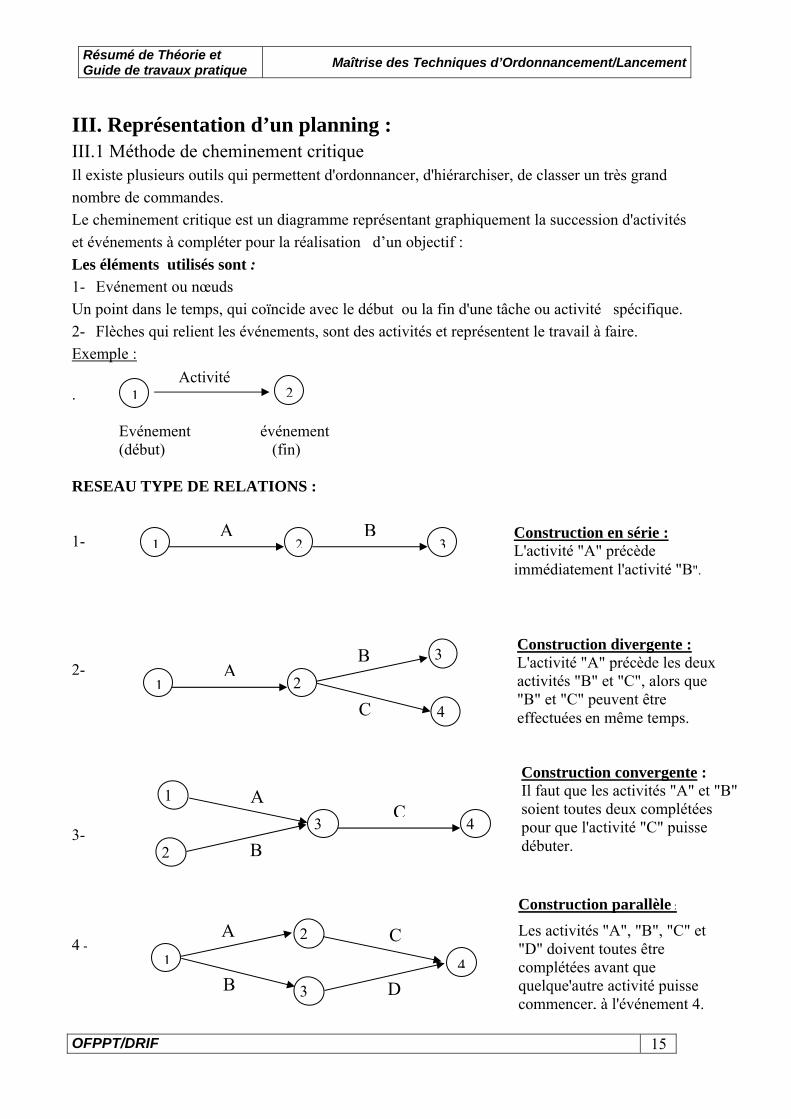
III. Représentation d’un planning : III.1 Méthode de cheminement critique Il existe plusieurs outils qui permettent d'ordonnancer, d'hiérarchiser, de classer un très grand nombre de commandes. Le cheminement critique est un diagramme représentant graphiquement la succession d'activités et événements à compléter pour la réalisation d’un objectif : Les éléments utilisés sont : 1- Evénement ou nœuds Un point dans le temps, qui coïncide avec le début ou la fin d'une tâche ou activité spécifique. 2- Flèches qui relient les événements, sont des activités et représentent le travail à faire. Exemple : .
Evénement événement (début) (fin)
RESEAU TYPE DE RELATIONS : 1- 2- 3-
4 -
1 2A
3B Construction en série :
L'activité "A" précède immédiatement l'activité "B".
1 2 A
3B Construction divergente : L'activité "A" précède les deux activités "B" et "C", alors que "B" et "C" peuvent être effectuées en même temps. 4C
43 C
1 A
2 B
Construction convergente : Il faut que les activités "A" et "B" soient toutes deux complétées pour que l'activité "C" puisse
débuter.
Construction parallèle :
Les activités "A", "B", "C" et "D" doivent toutes être complétées avant que quelque'autre activité puisse commencer, à l'événement 4.
4
2 C
3 D 1
A
B
1 2Activité
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 16
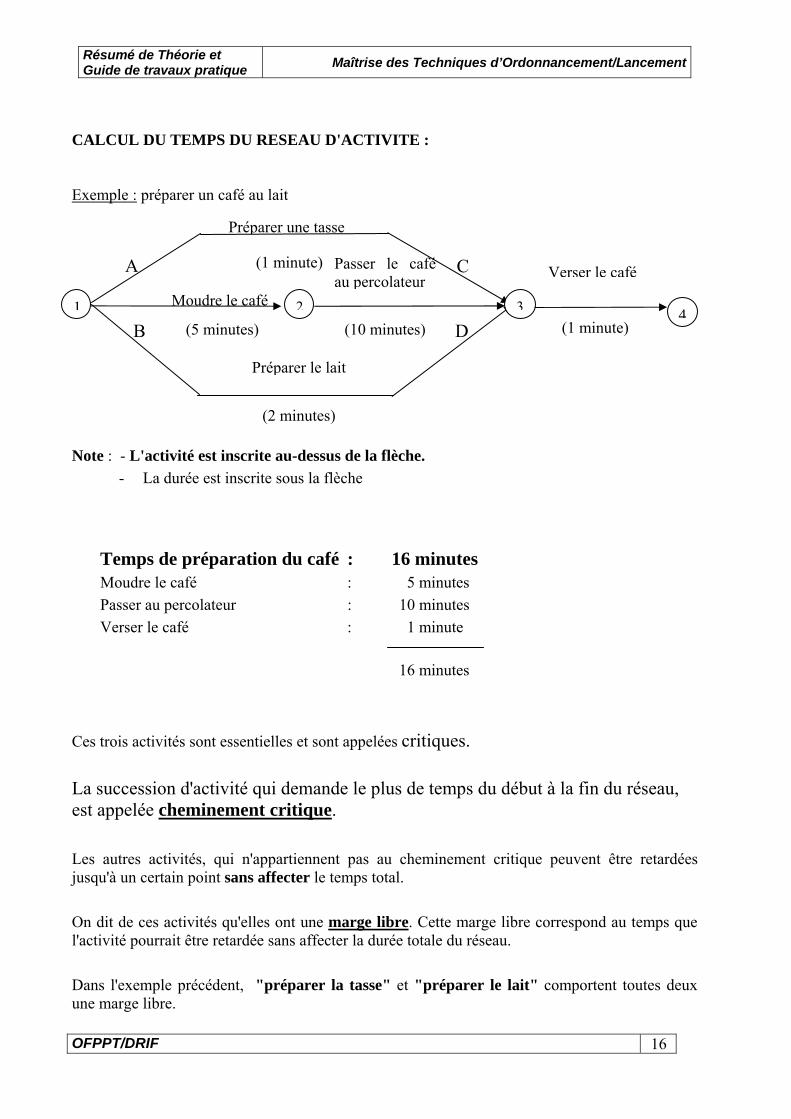
CALCUL DU TEMPS DU RESEAU D'ACTIVITE : Exemple : préparer un café au lait Note : - L'activité est inscrite au-dessus de la flèche.
- La durée est inscrite sous la flèche
Temps de préparation du café : 16 minutes Moudre le café : 5 minutes Passer au percolateur : 10 minutes Verser le café : 1 minute
16 minutes
Ces trois activités sont essentielles et sont appelées critiques. La succession d'activité qui demande le plus de temps du début à la fin du réseau, est appelée cheminement critique. Les autres activités, qui n'appartiennent pas au cheminement critique peuvent être retardées jusqu'à un certain point sans affecter le temps total. On dit de ces activités qu'elles ont une marge libre. Cette marge libre correspond au temps que l'activité pourrait être retardée sans affecter la durée totale du réseau. Dans l'exemple précédent, "préparer la tasse" et "préparer le lait" comportent toutes deux une marge libre.
C
D 1
A
B 2
(1 minute)
Moudre le café
Passer le café au percolateur
(5 minutes) (10 minutes)
Préparer le lait
(2 minutes)
43(1 minute)
Verser le café
Préparer une tasse
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 17
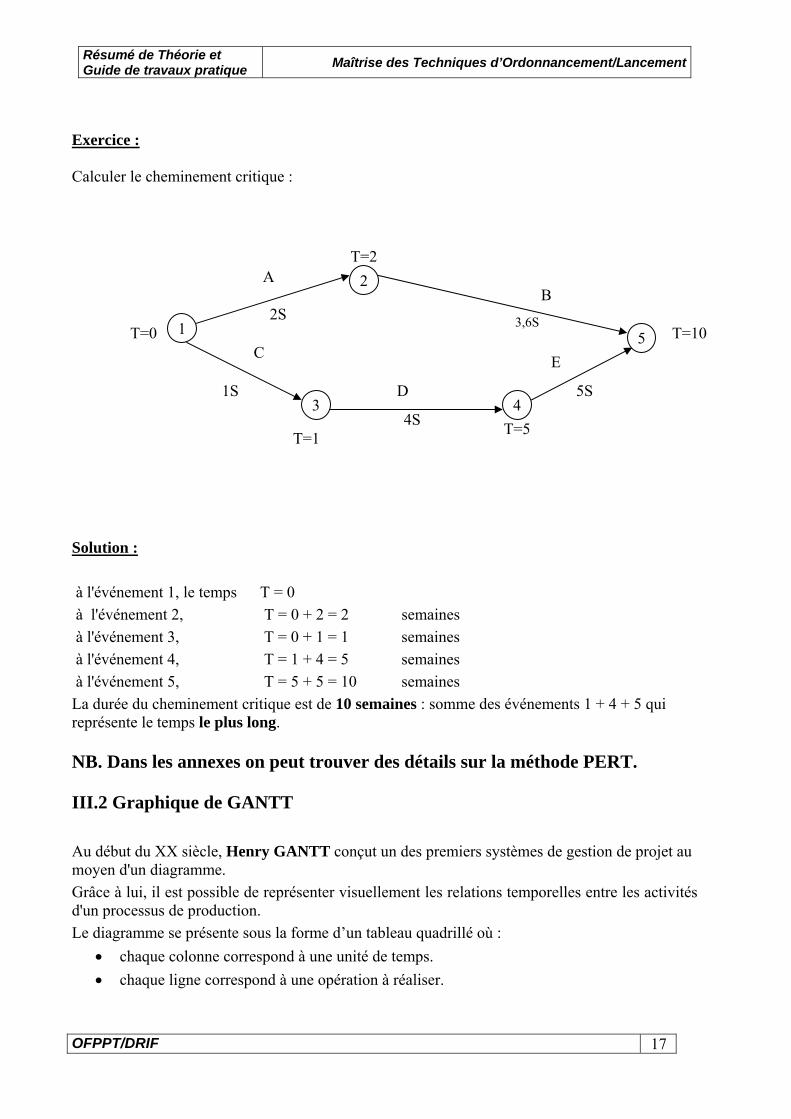
Exercice : Calculer le cheminement critique : Solution : à l'événement 1, le temps T = 0 à l'événement 2, T = 0 + 2 = 2 semaines à l'événement 3, T = 0 + 1 = 1 semaines à l'événement 4, T = 1 + 4 = 5 semaines à l'événement 5, T = 5 + 5 = 10 semaines La durée du cheminement critique est de 10 semaines : somme des événements 1 + 4 + 5 qui représente le temps le plus long. NB. Dans les annexes on peut trouver des détails sur la méthode PERT.
III.2 Graphique de GANTT Au début du XX siècle, Henry GANTT conçut un des premiers systèmes de gestion de projet au moyen d'un diagramme. Grâce à lui, il est possible de représenter visuellement les relations temporelles entre les activités d'un processus de production. Le diagramme se présente sous la forme d’un tableau quadrillé où :
• chaque colonne correspond à une unité de temps. • chaque ligne correspond à une opération à réaliser.
1
2
5
43
A
2S 3,6S
5S
4S
1S
C
D
E
T=10T=0
T=2
T=1 T=5
B
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 18
On définit une barre horizontale pour chaque tache , la longueur de celle-ci correspond à la durée de la tâche ,la situation de la barre sur la graphique est fonction des liens entre les différentes tâche. Pour définir les liens entre les différentes tâches , différentes possibilités existent :
• priorité à la fabrication d’un produit ayant la date de livraison la plus rapprochée ( pour respecter les délais )
• première commande confirmée , première commande exécutée (ce qui n’est pas
forcément une bonne solution car elle peut conduire à augmenter les stocks ) .
• priorité à la tâche dont la durée est la plus courte ( méthode qui permet de diminuer les changements de série )
• priorité à la tâche ayant la plus petite marge
• (marge=temps restant à couvrir jusqu’à la livraison – temps total d’achèvement ).
• priorité à la tâche ayant le ratio critique le plus faible
ratio critique : Temps restant à couvrir jusqu’à la livraison Somme des temps des opérations restant à effectuer Les étapes de construction du diagramme de GANTT sont : 1- Fixer les tâches à réaliser. 2- Définir les durées des tâches. 3- Définir les liens entre ces différentes opérations (les antériorités). La tâche
de début est celle qui ne compte pas d'antériorité. 4- Préparer le tableau.
(On commence le plutôt possible des tâches qui n'ont pas d'antériorité, puis on représente les tâches ayant pour antériorité les tâches déjà représentées et ainsi de suite
r =
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 19
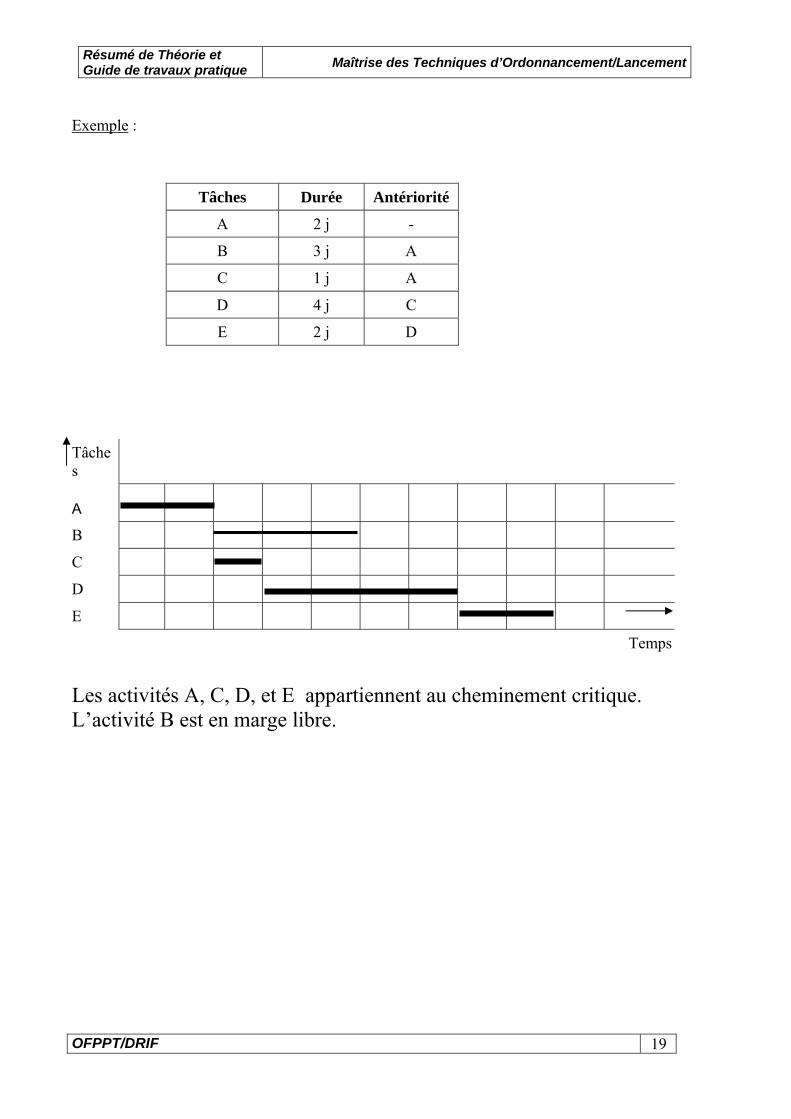
Exemple :
Tâches Durée Antériorité
A 2 j -
B 3 j A
C 1 j A
D 4 j C
E 2 j D
Tâches
A
B
C
D
E
Temps
Les activités A, C, D, et E appartiennent au cheminement critique. L’activité B est en marge libre.
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 20
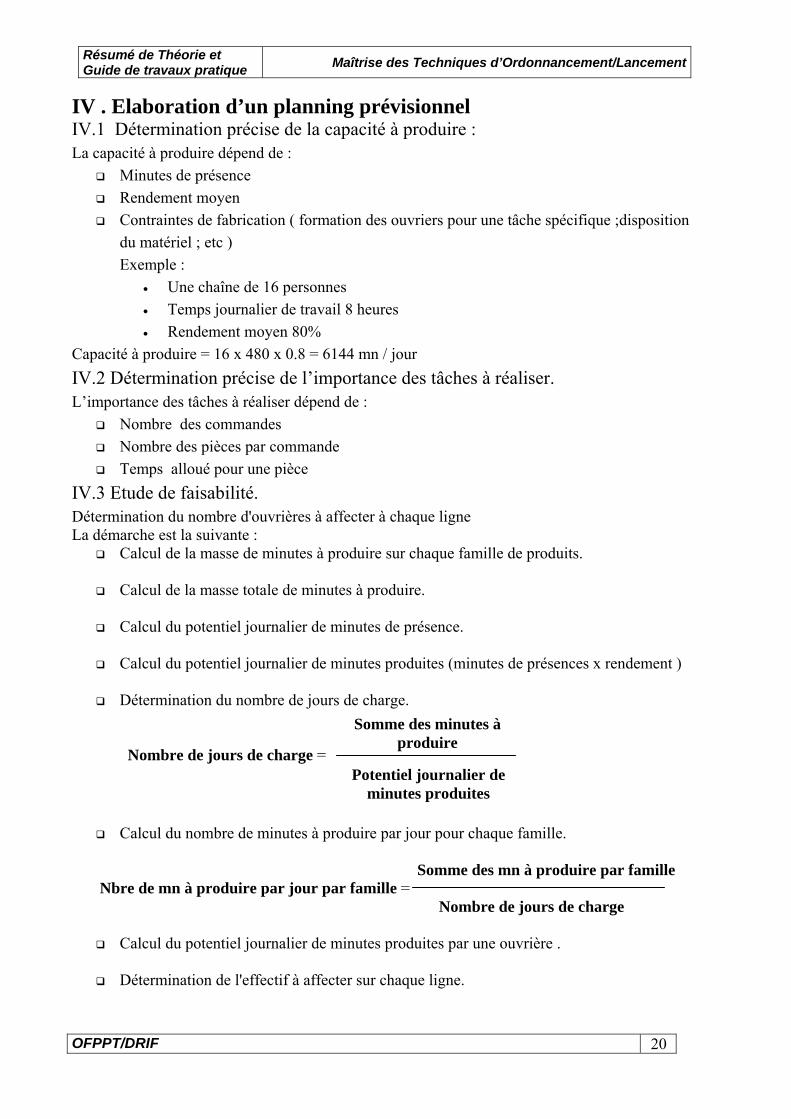
IV . Elaboration d’un planning prévisionnel IV.1 Détermination précise de la capacité à produire : La capacité à produire dépend de :
Minutes de présence Rendement moyen Contraintes de fabrication ( formation des ouvriers pour une tâche spécifique ;disposition
du matériel ; etc ) Exemple :
• Une chaîne de 16 personnes • Temps journalier de travail 8 heures • Rendement moyen 80%
Capacité à produire = 16 x 480 x 0.8 = 6144 mn / jour IV.2 Détermination précise de l’importance des tâches à réaliser. L’importance des tâches à réaliser dépend de :
Nombre des commandes Nombre des pièces par commande Temps alloué pour une pièce
IV.3 Etude de faisabilité. Détermination du nombre d'ouvrières à affecter à chaque ligne La démarche est la suivante :
Calcul de la masse de minutes à produire sur chaque famille de produits.
Calcul de la masse totale de minutes à produire.
Calcul du potentiel journalier de minutes de présence.
Calcul du potentiel journalier de minutes produites (minutes de présences x rendement )
Détermination du nombre de jours de charge. Nombre de jours de charge =
Calcul du nombre de minutes à produire par jour pour chaque famille.
Somme des mn à produire par famille Nbre de mn à produire par jour par famille =
Nombre de jours de charge
Calcul du potentiel journalier de minutes produites par une ouvrière .
Détermination de l'effectif à affecter sur chaque ligne.
Somme des minutes à produire
Potentiel journalier de minutes produites
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 21
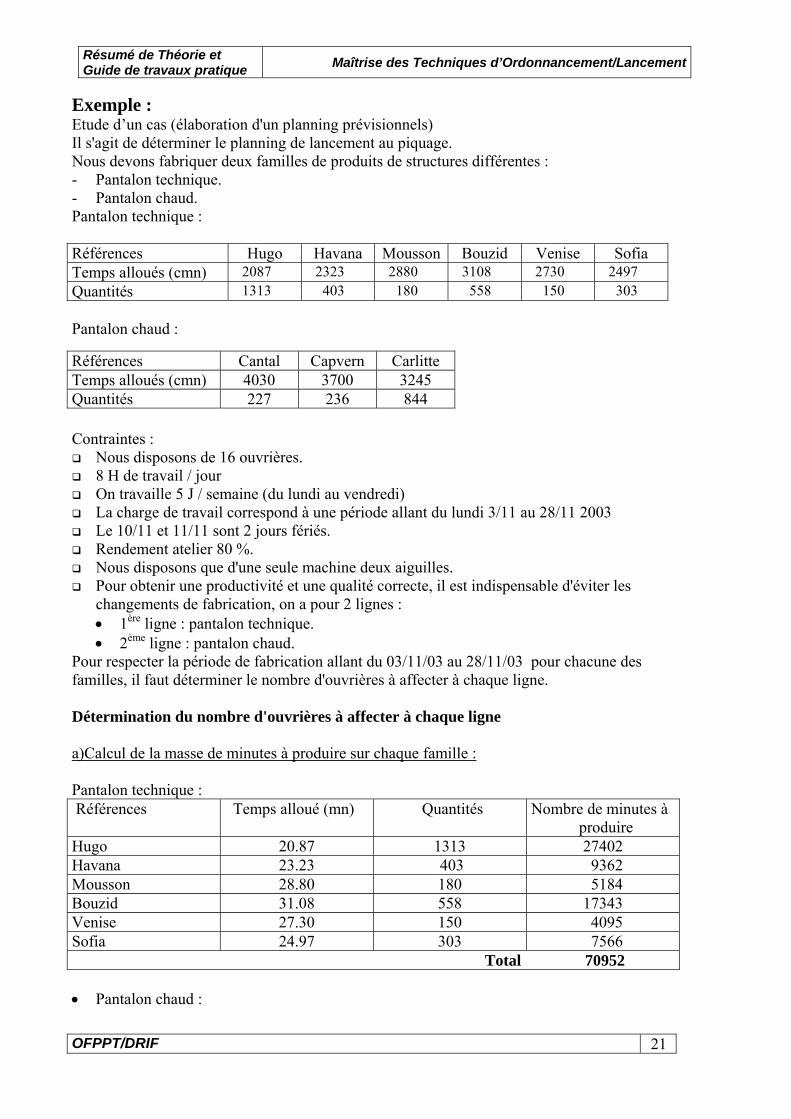
Exemple : Etude d’un cas (élaboration d'un planning prévisionnels) Il s'agit de déterminer le planning de lancement au piquage. Nous devons fabriquer deux familles de produits de structures différentes : - Pantalon technique. - Pantalon chaud. Pantalon technique :
Pantalon chaud :
Contraintes :
Nous disposons de 16 ouvrières. 8 H de travail / jour On travaille 5 J / semaine (du lundi au vendredi) La charge de travail correspond à une période allant du lundi 3/11 au 28/11 2003 Le 10/11 et 11/11 sont 2 jours fériés. Rendement atelier 80 %. Nous disposons que d'une seule machine deux aiguilles. Pour obtenir une productivité et une qualité correcte, il est indispensable d'éviter les
changements de fabrication, on a pour 2 lignes : • 1ère ligne : pantalon technique. • 2ème ligne : pantalon chaud.
Pour respecter la période de fabrication allant du 03/11/03 au 28/11/03 pour chacune des familles, il faut déterminer le nombre d'ouvrières à affecter à chaque ligne. Détermination du nombre d'ouvrières à affecter à chaque ligne a)Calcul de la masse de minutes à produire sur chaque famille : Pantalon technique : Références Temps alloué (mn) Quantités Nombre de minutes à
produire Hugo 20.87 1313 27402 Havana 23.23 403 9362 Mousson 28.80 180 5184 Bouzid 31.08 558 17343 Venise 27.30 150 4095 Sofia 24.97 303 7566
Total 70952 • Pantalon chaud :
Références Hugo Havana Mousson Bouzid Venise Sofia Temps alloués (cmn) 2087 2323 2880 3108 2730 2497 Quantités 1313 403 180 558 150 303
Références Cantal Capvern Carlitte Temps alloués (cmn) 4030 3700 3245 Quantités 227 236 844
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 22
Réf Temps alloué (mn) Qtés Nombre de minutes à produire
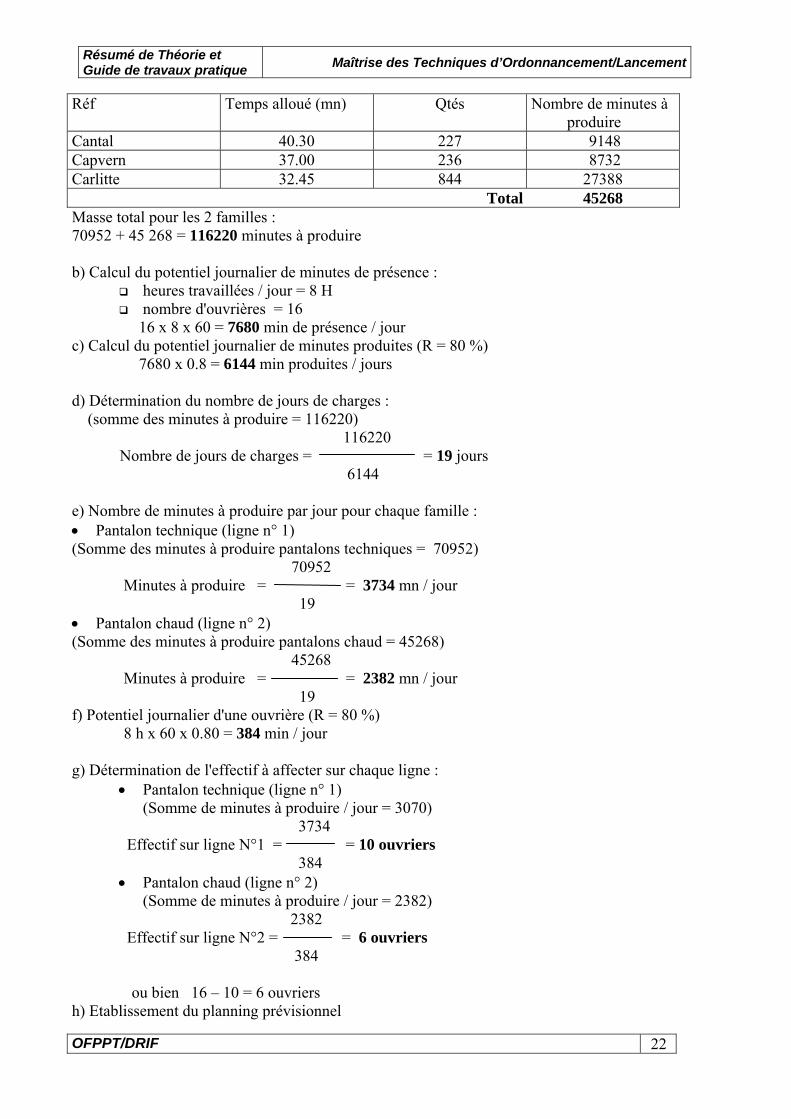
Cantal 40.30 227 9148 Capvern 37.00 236 8732 Carlitte 32.45 844 27388 Total 45268 Masse total pour les 2 familles : 70952 + 45 268 = 116220 minutes à produire b) Calcul du potentiel journalier de minutes de présence :
heures travaillées / jour = 8 H nombre d'ouvrières = 16
16 x 8 x 60 = 7680 min de présence / jour c) Calcul du potentiel journalier de minutes produites (R = 80 %)
7680 x 0.8 = 6144 min produites / jours
d) Détermination du nombre de jours de charges : (somme des minutes à produire = 116220) 116220 Nombre de jours de charges = = 19 jours 6144 e) Nombre de minutes à produire par jour pour chaque famille : • Pantalon technique (ligne n° 1) (Somme des minutes à produire pantalons techniques = 70952) 70952 Minutes à produire = = 3734 mn / jour 19 • Pantalon chaud (ligne n° 2) (Somme des minutes à produire pantalons chaud = 45268) 45268 Minutes à produire = = 2382 mn / jour 19 f) Potentiel journalier d'une ouvrière (R = 80 %) 8 h x 60 x 0.80 = 384 min / jour g) Détermination de l'effectif à affecter sur chaque ligne :
• Pantalon technique (ligne n° 1) (Somme de minutes à produire / jour = 3070) 3734 Effectif sur ligne N°1 = = 10 ouvriers 384 • Pantalon chaud (ligne n° 2) (Somme de minutes à produire / jour = 2382) 2382 Effectif sur ligne N°2 = = 6 ouvriers 384
ou bien 16 – 10 = 6 ouvriers h) Etablissement du planning prévisionnel
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 23
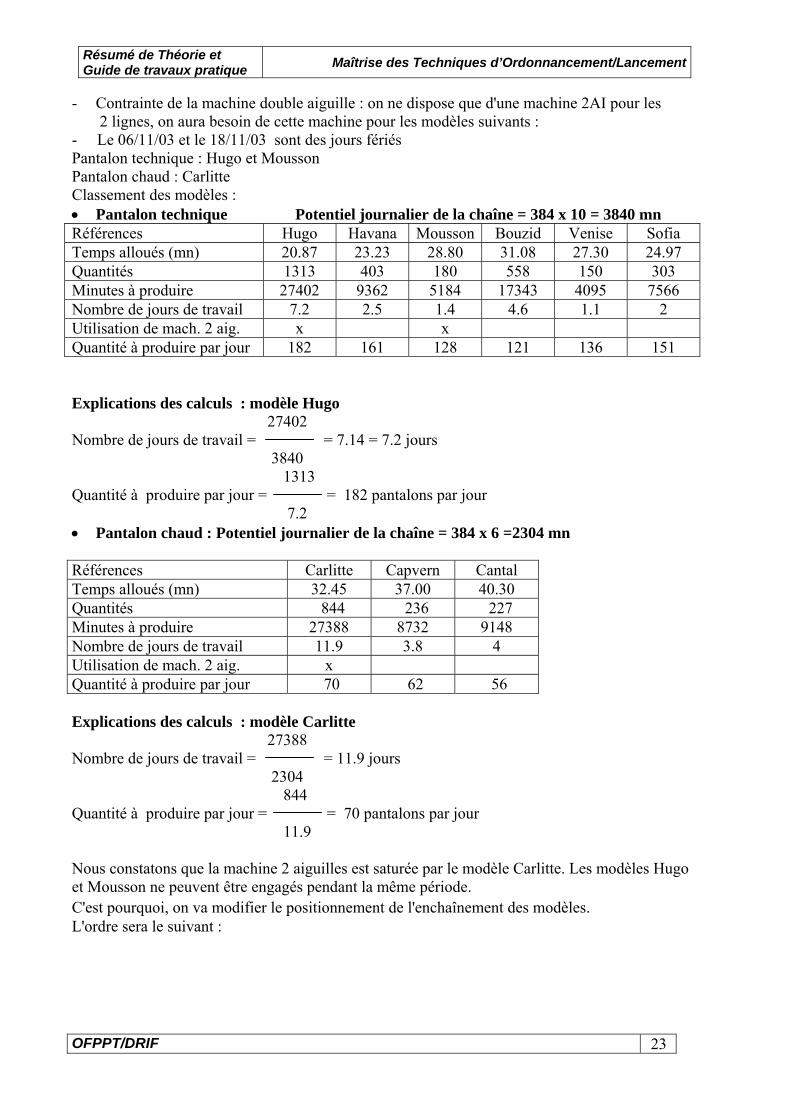
- Contrainte de la machine double aiguille : on ne dispose que d'une machine 2AI pour les 2 lignes, on aura besoin de cette machine pour les modèles suivants : - Le 06/11/03 et le 18/11/03 sont des jours fériés Pantalon technique : Hugo et Mousson Pantalon chaud : Carlitte Classement des modèles : • Pantalon technique Potentiel journalier de la chaîne = 384 x 10 = 3840 mn Références Hugo Havana Mousson Bouzid Venise Sofia Temps alloués (mn) 20.87 23.23 28.80 31.08 27.30 24.97 Quantités 1313 403 180 558 150 303 Minutes à produire 27402 9362 5184 17343 4095 7566 Nombre de jours de travail 7.2 2.5 1.4 4.6 1.1 2 Utilisation de mach. 2 aig. x x Quantité à produire par jour 182 161 128 121 136 151 Explications des calculs : modèle Hugo 27402 Nombre de jours de travail = = 7.14 = 7.2 jours 3840 1313 Quantité à produire par jour = = 182 pantalons par jour 7.2 • Pantalon chaud : Potentiel journalier de la chaîne = 384 x 6 =2304 mn Références Carlitte Capvern Cantal Temps alloués (mn) 32.45 37.00 40.30 Quantités 844 236 227 Minutes à produire 27388 8732 9148 Nombre de jours de travail 11.9 3.8 4 Utilisation de mach. 2 aig. x Quantité à produire par jour 70 62 56 Explications des calculs : modèle Carlitte 27388 Nombre de jours de travail = = 11.9 jours 2304 844 Quantité à produire par jour = = 70 pantalons par jour 11.9 Nous constatons que la machine 2 aiguilles est saturée par le modèle Carlitte. Les modèles Hugo et Mousson ne peuvent être engagés pendant la même période. C'est pourquoi, on va modifier le positionnement de l'enchaînement des modèles. L'ordre sera le suivant :
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 24
D a t e s
Lund
i 03/
11
Mar
di 0
4/11
M
ercr
edi0
5
Jeud
i 06
/11
Ven
dred
i 07
Lund
i 10/
11
Mar
di 1
1/11
M
ercr
edi 1
2
Jeud
i 13
/11
Ven
dred
i 14
Lund
i 17/
11
Mar
di 1
8/11
M
ercr
edi 1
9
Jeud
i 20
/11
Ven
dred
i 21
Lund
i 24/
11
Mar
di25
/11
Mer
cred
i 26
Jeud
i 27
/11
Ven
dred
i 28
Lund
i 01/
12
Mar
di 0
3/12
M
ercr
edi 0
4
Carlitte 2A f f Capvern
Lign
e 2
Cantal é é Hugo 2A Mousson r r Havana Bouzid i i
Venise
Lign
e 1
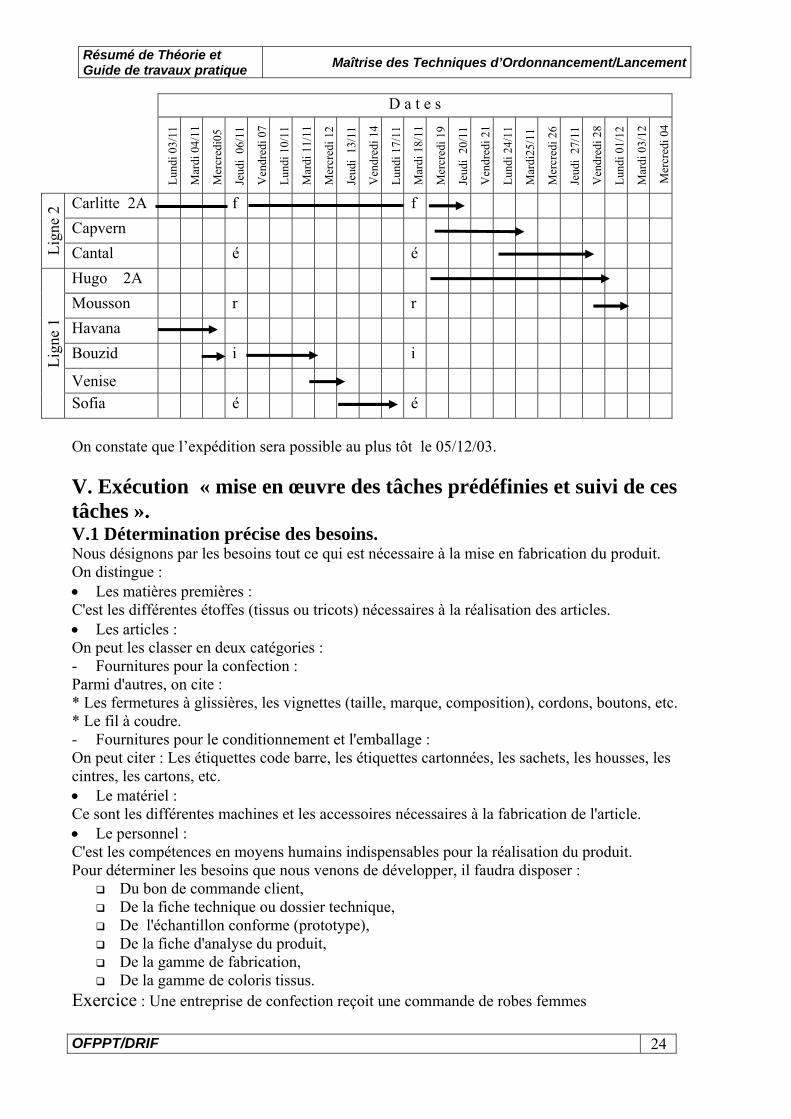
Sofia é é On constate que l’expédition sera possible au plus tôt le 05/12/03. V. Exécution « mise en œuvre des tâches prédéfinies et suivi de ces tâches ». V.1 Détermination précise des besoins. Nous désignons par les besoins tout ce qui est nécessaire à la mise en fabrication du produit. On distingue : • Les matières premières : C'est les différentes étoffes (tissus ou tricots) nécessaires à la réalisation des articles. • Les articles : On peut les classer en deux catégories : - Fournitures pour la confection : Parmi d'autres, on cite : * Les fermetures à glissières, les vignettes (taille, marque, composition), cordons, boutons, etc. * Le fil à coudre. - Fournitures pour le conditionnement et l'emballage : On peut citer : Les étiquettes code barre, les étiquettes cartonnées, les sachets, les housses, les cintres, les cartons, etc. • Le matériel : Ce sont les différentes machines et les accessoires nécessaires à la fabrication de l'article. • Le personnel : C'est les compétences en moyens humains indispensables pour la réalisation du produit. Pour déterminer les besoins que nous venons de développer, il faudra disposer :
Du bon de commande client, De la fiche technique ou dossier technique, De l'échantillon conforme (prototype), De la fiche d'analyse du produit, De la gamme de fabrication, De la gamme de coloris tissus.
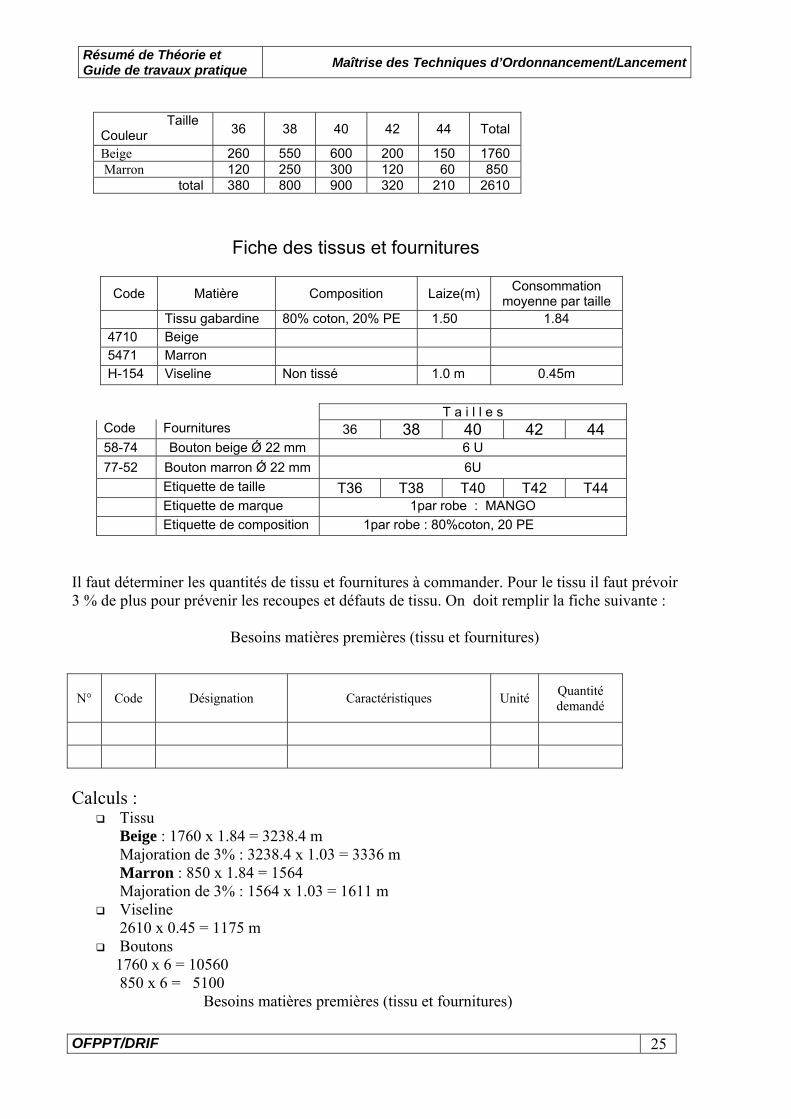
Exercice : Une entreprise de confection reçoit une commande de robes femmes
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 25
Taille
Couleur 36 38 40 42 44 Total
Beige 260 550 600 200 150 1760 Marron 120 250 300 120 60 850 total 380 800 900 320 210 2610
Fiche des tissus et fournitures
Code Matière Composition Laize(m) Consommation moyenne par taille
Tissu gabardine 80% coton, 20% PE 1.50 1.84 4710 Beige 5471 Marron H-154 Viseline Non tissé 1.0 m 0.45m
T a i l l e s Code Fournitures 36 38 40 42 44 58-74 Bouton beige Ǿ 22 mm 6 U 77-52 Bouton marron Ǿ 22 mm 6U Etiquette de taille T36 T38 T40 T42 T44 Etiquette de marque 1par robe : MANGO Etiquette de composition 1par robe : 80%coton, 20 PE
Il faut déterminer les quantités de tissu et fournitures à commander. Pour le tissu il faut prévoir 3 % de plus pour prévenir les recoupes et défauts de tissu. On doit remplir la fiche suivante :
Besoins matières premières (tissu et fournitures)
N° Code Désignation Caractéristiques Unité Quantité demandé
Calculs :
Tissu Beige : 1760 x 1.84 = 3238.4 m Majoration de 3% : 3238.4 x 1.03 = 3336 m Marron : 850 x 1.84 = 1564 Majoration de 3% : 1564 x 1.03 = 1611 m
Viseline 2610 x 0.45 = 1175 m
Boutons 1760 x 6 = 10560 850 x 6 = 5100 Besoins matières premières (tissu et fournitures)
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 26
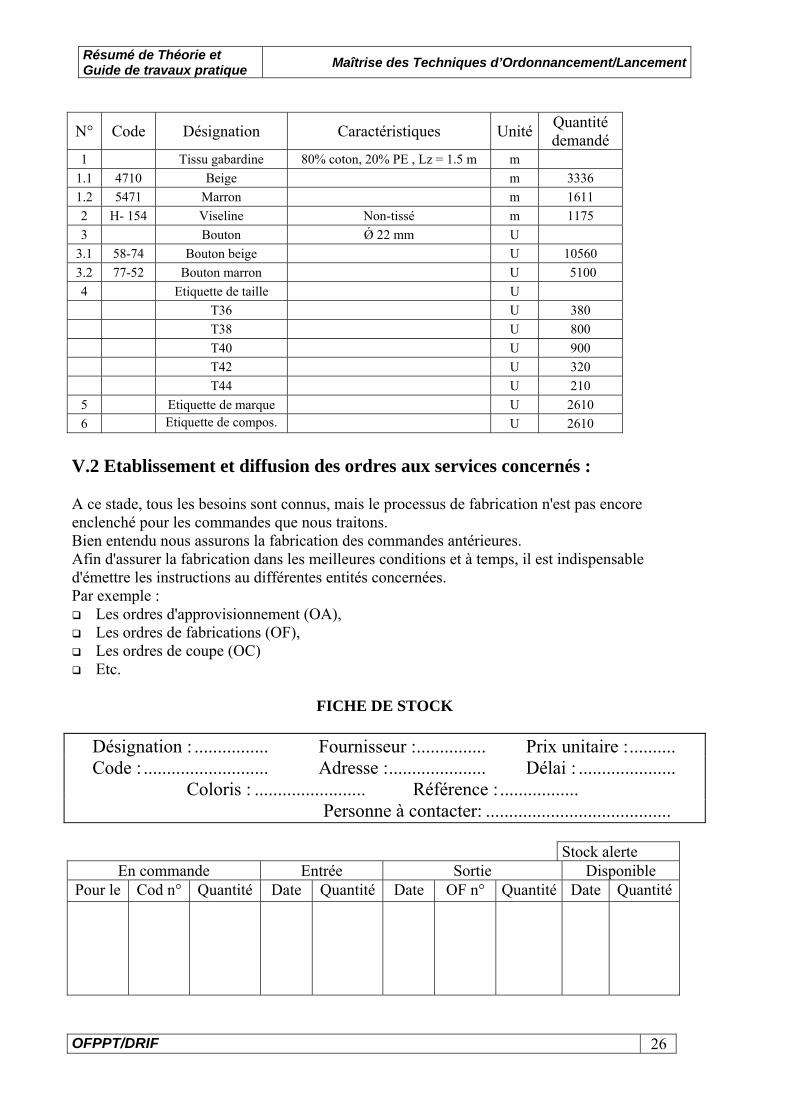
N° Code Désignation Caractéristiques Unité Quantité demandé
1 Tissu gabardine 80% coton, 20% PE , Lz = 1.5 m m 1.1 4710 Beige m 3336 1.2 5471 Marron m 1611 2 H- 154 Viseline Non-tissé m 1175 3 Bouton Ǿ 22 mm U
3.1 58-74 Bouton beige U 10560 3.2 77-52 Bouton marron U 5100 4 Etiquette de taille U T36 U 380 T38 U 800 T40 U 900 T42 U 320 T44 U 210
5 Etiquette de marque U 2610 6 Etiquette de compos. U 2610
V.2 Etablissement et diffusion des ordres aux services concernés : A ce stade, tous les besoins sont connus, mais le processus de fabrication n'est pas encore enclenché pour les commandes que nous traitons. Bien entendu nous assurons la fabrication des commandes antérieures. Afin d'assurer la fabrication dans les meilleures conditions et à temps, il est indispensable d'émettre les instructions au différentes entités concernées. Par exemple :
Les ordres d'approvisionnement (OA), Les ordres de fabrications (OF), Les ordres de coupe (OC) Etc.
FICHE DE STOCK
Désignation : ................ Fournisseur :............... Prix unitaire :.......... Code : ........................... Adresse :..................... Délai : .....................
Coloris : ........................ Référence : ................. Personne à contacter: ........................................
Stock alerte
En commande Entrée Sortie Disponible Pour le Cod n° Quantité Date Quantité Date OF n° Quantité Date Quantité
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 27
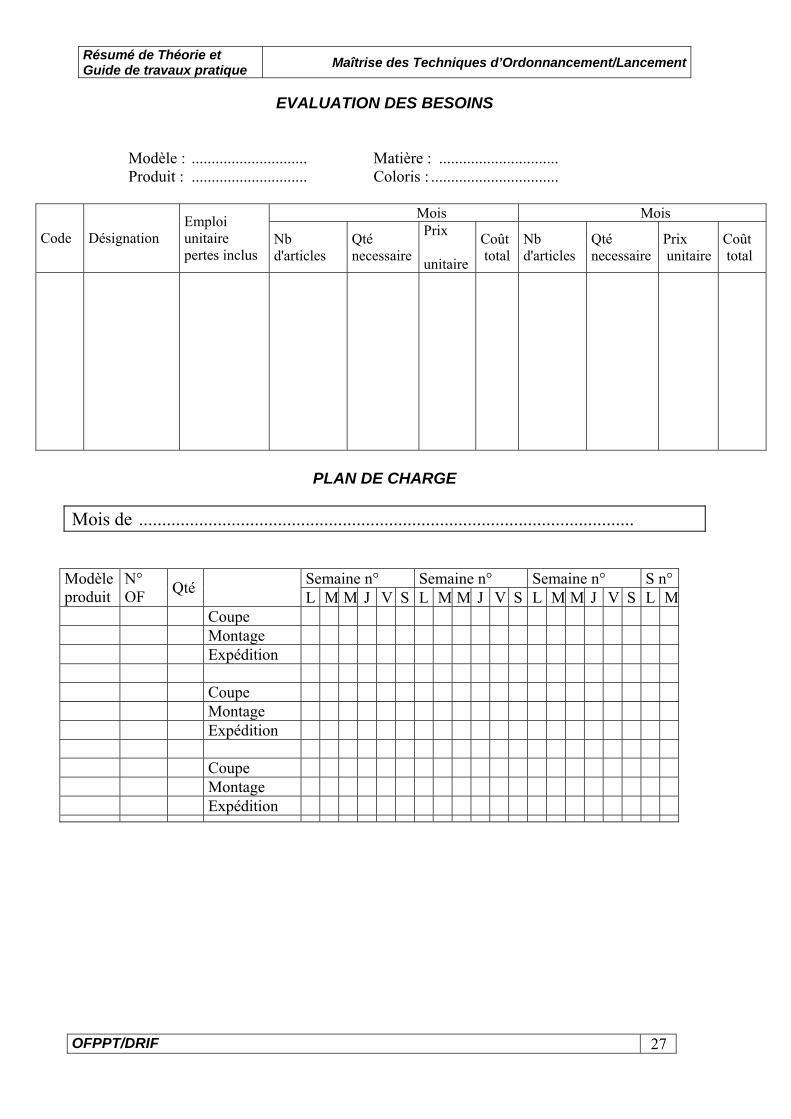
EVALUATION DES BESOINS
Modèle : ............................. Matière : .............................. Produit : ............................. Coloris : ................................
Mois Mois
Code Désignation Emploi unitaire pertes inclus
Nb d'articles
Qté necessaire
Prix unitaire
Coût total
Nb d'articles
Qté necessaire
Prix unitaire
Coût total
PLAN DE CHARGE
Mois de ...........................................................................................................
Semaine n° Semaine n° Semaine n° S n°Modèle produit
N° OF Qté L M M J V S L M M J V S L M M J V S L M
Coupe Montage Expédition
Coupe Montage Expédition
Coupe Montage Expédition
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 28
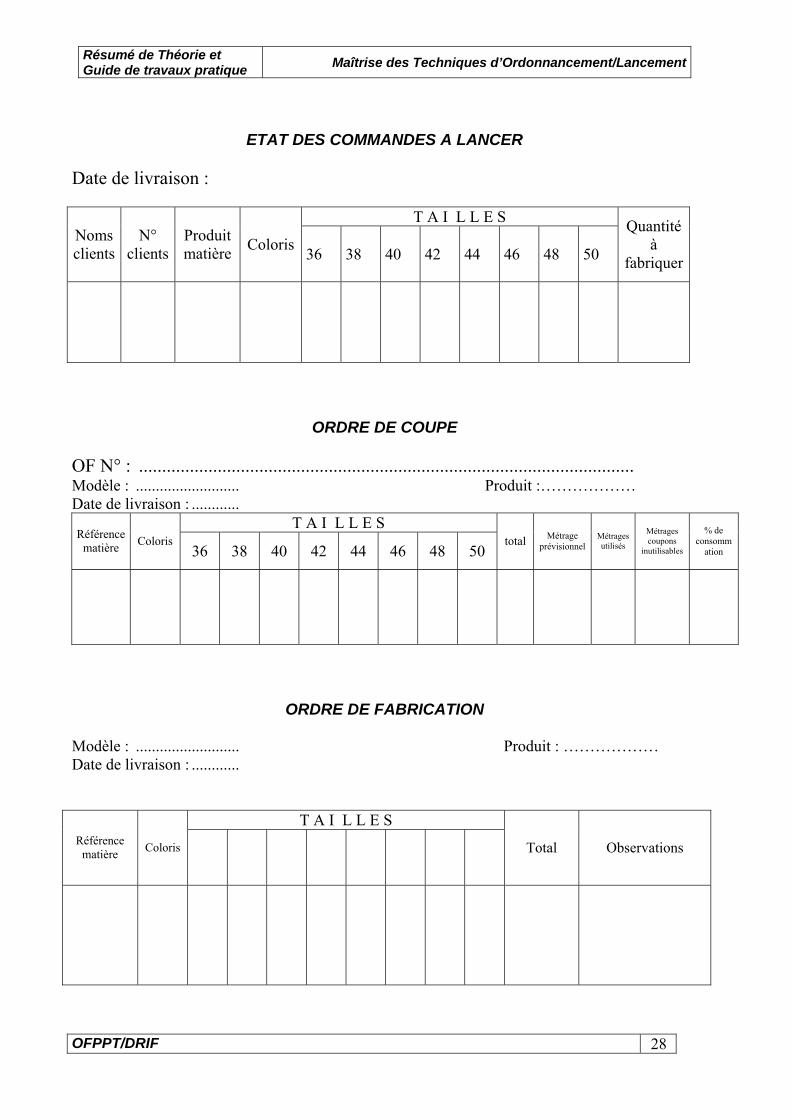
ETAT DES COMMANDES A LANCER Date de livraison :
T A I L L E S Noms clients
N° clients
Produit matière Coloris 36 38 40 42 44 46 48 50
Quantité à
fabriquer
ORDRE DE COUPE OF N° : ........................................................................................................... Modèle : .......................... Produit :……………… Date de livraison : ............
T A I L L E S Référence
matière Coloris 36 38 40 42 44 46 48 50
total Métrage prévisionnel
Métrages utilisés
Métrages coupons
inutilisables
% de consomm
ation
ORDRE DE FABRICATION Modèle : .......................... Produit : ……………… Date de livraison : ............
T A I L L E S Référence
matière Coloris Total Observations
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 29
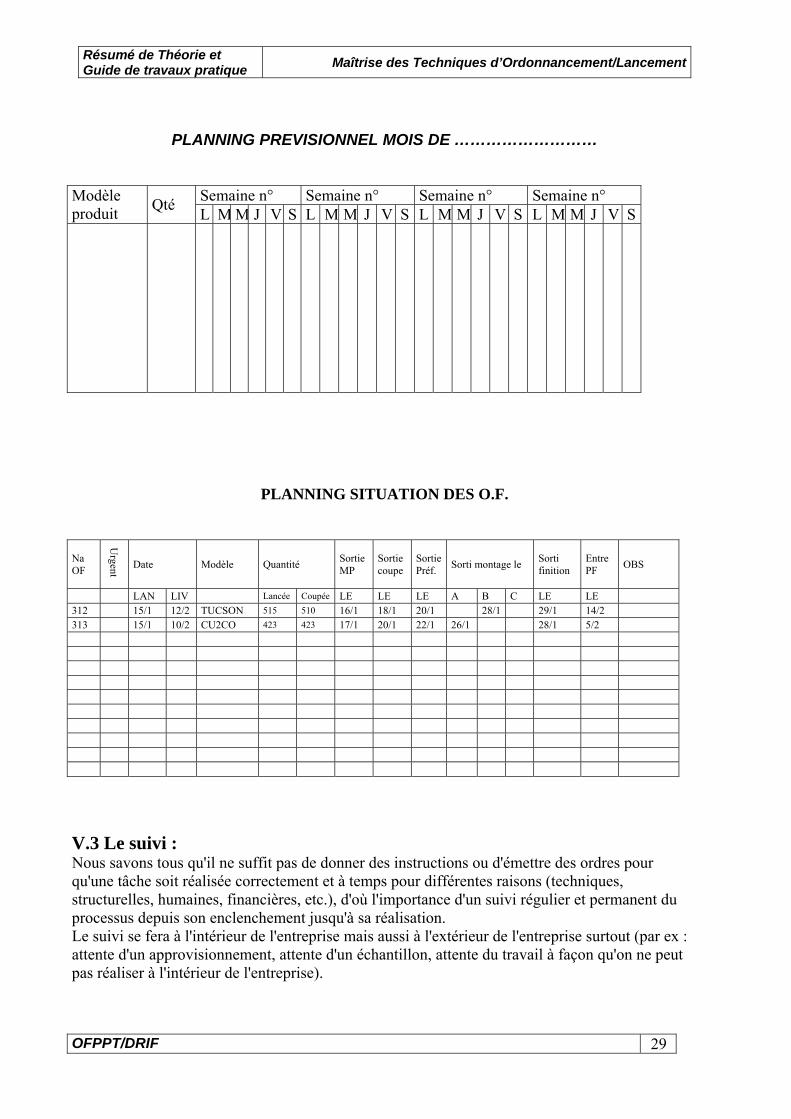
PLANNING PREVISIONNEL MOIS DE ………………………
Semaine n° Semaine n° Semaine n° Semaine n° Modèle produit Qté L M M J V S L M M J V S L M M J V S L M M J V S
PLANNING SITUATION DES O.F. Na OF
Urgent
Date Modèle Quantité Sortie MP
Sortie coupe
Sortie Préf. Sorti montage le Sorti
finition Entre PF OBS
LAN LIV Lancée Coupée LE LE LE A B C LE LE 312 15/1 12/2 TUCSON 515 510 16/1 18/1 20/1 28/1 29/1 14/2 313 15/1 10/2 CU2CO 423 423 17/1 20/1 22/1 26/1 28/1 5/2 V.3 Le suivi : Nous savons tous qu'il ne suffit pas de donner des instructions ou d'émettre des ordres pour qu'une tâche soit réalisée correctement et à temps pour différentes raisons (techniques, structurelles, humaines, financières, etc.), d'où l'importance d'un suivi régulier et permanent du processus depuis son enclenchement jusqu'à sa réalisation. Le suivi se fera à l'intérieur de l'entreprise mais aussi à l'extérieur de l'entreprise surtout (par ex : attente d'un approvisionnement, attente d'un échantillon, attente du travail à façon qu'on ne peut pas réaliser à l'intérieur de l'entreprise).
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 30
Les moyens du suivi : 1- Les tâches à l'extérieur de l'entreprise :
Téléphone, Fax, Lettre de rappel, Etc.
2- Les tâche à l'intérieur de l'entreprise : Téléphone, Suivi manuel (mise en place d'un système), Suivi par moyens informatiques (la saisie et le traitement se fait par ordinateur, mais il
faut analyser les résultats). La période du suivi : La période du suivi dépend essentiellement de la tâche à suivre et de la durée de sa réalisation. Exemples :
Suivi horaire de production par poste dans l'atelier de confection.
Suivi journalier de production dans l'atelier de coupe.
Suivi journalier des consommations des fournitures dans le magasin.
Suivi hebdomadaire des expéditions des produits finis.
Etc. VI. Contrôler l’avancement des tâches à travers les différents services de fabrication.
Contrôle précis quantitatif et qualitatif des tâches en fin et en cours de fabrication.
Contrôle précis des moyens réellement utilisés (matière, matériel,
personnel…)
Contrôle précis des délais d’exécution.
Détermination précise des écarts entre planification et réalisation.
Mise à jours correcte du planning.
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 31
Module : Maîtrise des techniques d’ordonnancement/lancement
GUIDE DES TRAVAUX PRATIQUES
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 32
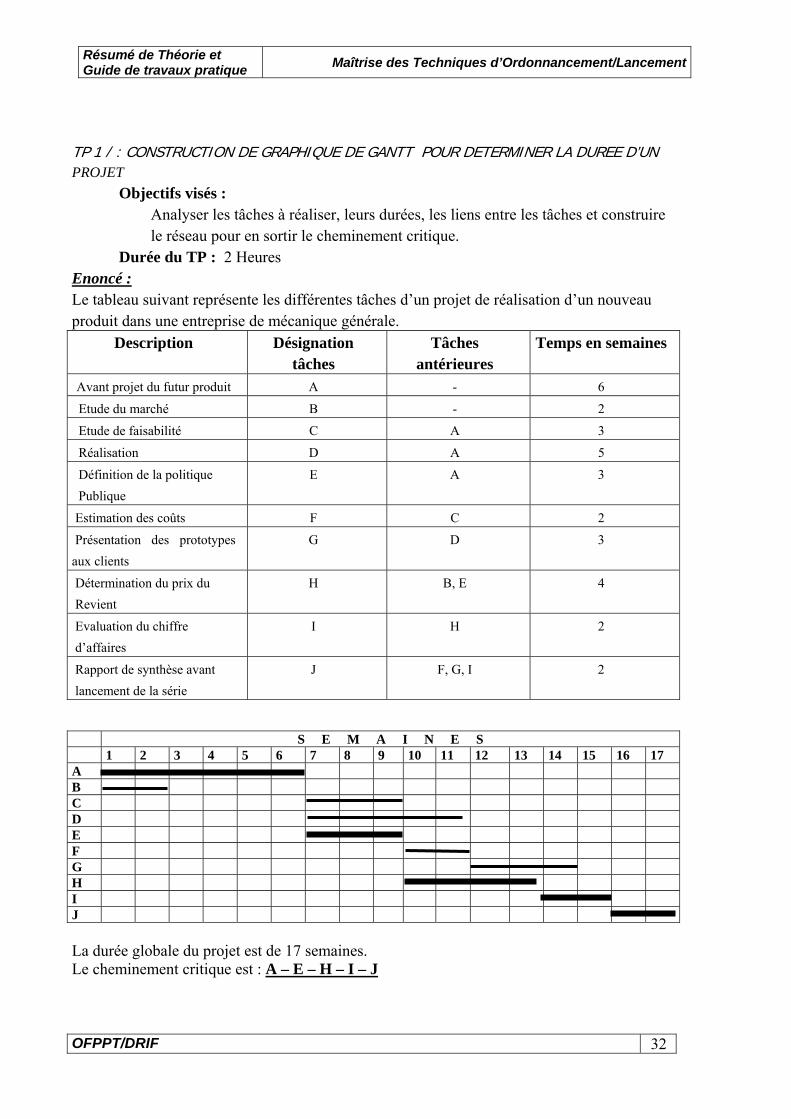
TP 1 / : CONSTRUCTION DE GRAPHIQUE DE GANTT POUR DETERMINER LA DUREE D’UN PROJET
Objectifs visés : Analyser les tâches à réaliser, leurs durées, les liens entre les tâches et construire le réseau pour en sortir le cheminement critique. Durée du TP : 2 Heures
Enoncé : Le tableau suivant représente les différentes tâches d’un projet de réalisation d’un nouveau produit dans une entreprise de mécanique générale.
Description Désignation tâches
Tâches antérieures
Temps en semaines
Avant projet du futur produit A - 6
Etude du marché B - 2
Etude de faisabilité C A 3
Réalisation D A 5
Définition de la politique Publique
E A 3
Estimation des coûts F C 2
Présentation des prototypes aux clients
G D 3
Détermination du prix du Revient
H B, E 4
Evaluation du chiffre d’affaires
I H 2
Rapport de synthèse avant lancement de la série
J F, G, I 2
S E M A I N E S 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 A B C D E F G H I J La durée globale du projet est de 17 semaines. Le cheminement critique est : A – E – H – I – J
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 33
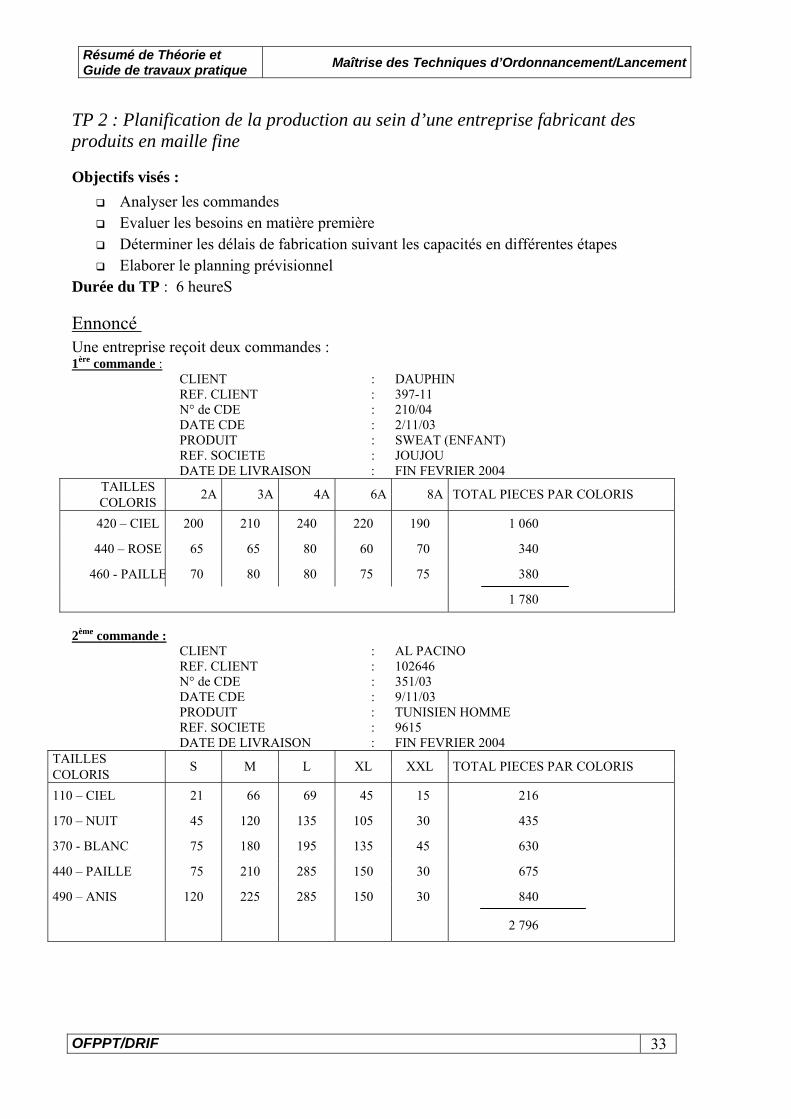
TP 2 : Planification de la production au sein d’une entreprise fabricant des produits en maille fine
Objectifs visés : Analyser les commandes Evaluer les besoins en matière première Déterminer les délais de fabrication suivant les capacités en différentes étapes Elaborer le planning prévisionnel
Durée du TP : 6 heureS
Ennoncé Une entreprise reçoit deux commandes : 1ère commande :
CLIENT : DAUPHIN REF. CLIENT : 397-11 N° de CDE : 210/04 DATE CDE : 2/11/03 PRODUIT : SWEAT (ENFANT) REF. SOCIETE : JOUJOU DATE DE LIVRAISON : FIN FEVRIER 2004
TAILLES COLORIS 2A 3A 4A 6A 8A TOTAL PIECES PAR COLORIS
420 – CIEL 200 210 240 220 190 1 060
440 – ROSE 65 65 80 60 70 340
460 - PAILLE 70 80 80 75 75 380
1 780 2ème commande :
CLIENT : AL PACINO REF. CLIENT : 102646 N° de CDE : 351/03 DATE CDE : 9/11/03 PRODUIT : TUNISIEN HOMME REF. SOCIETE : 9615 DATE DE LIVRAISON : FIN FEVRIER 2004
TAILLES COLORIS S M L XL XXL TOTAL PIECES PAR COLORIS
110 – CIEL 21 66 69 45 15 216
170 – NUIT 45 120 135 105 30 435
370 - BLANC 75 180 195 135 45 630
440 – PAILLE 75 210 285 150 30 675
490 – ANIS 120 225 285 150 30 840
2 796
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 34
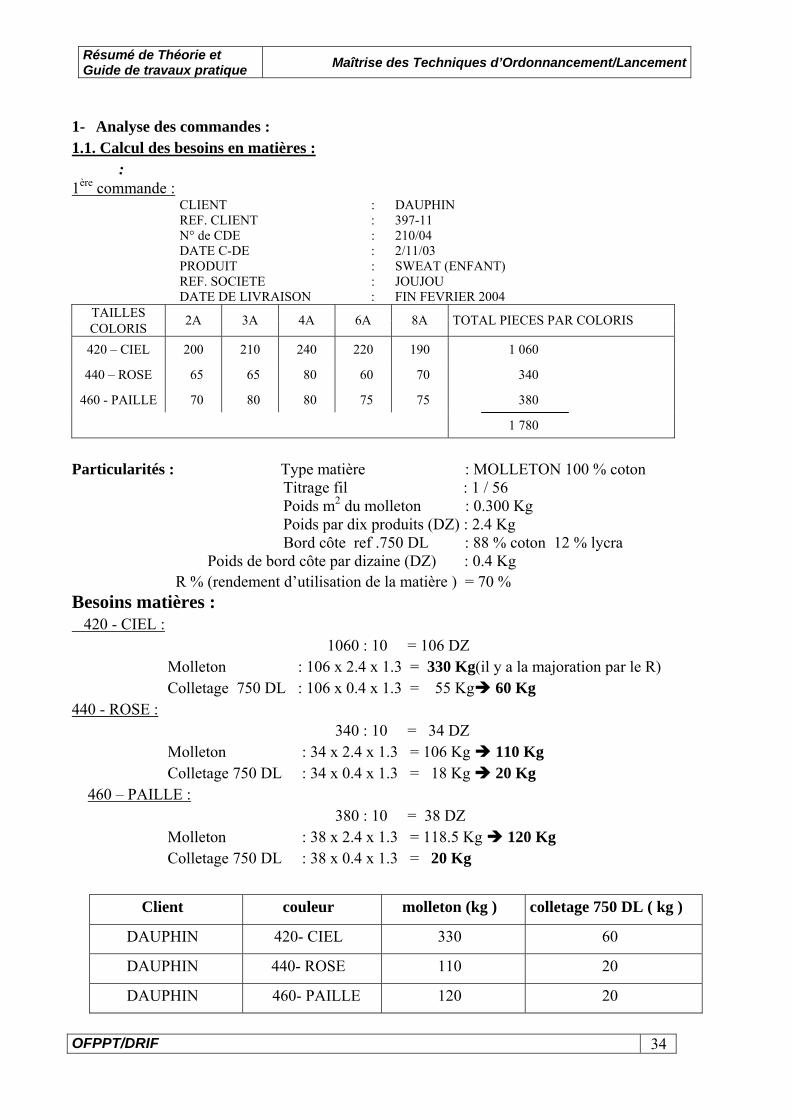
1- Analyse des commandes : 1.1. Calcul des besoins en matières :
: 1ère commande :
CLIENT : DAUPHIN REF. CLIENT : 397-11 N° de CDE : 210/04 DATE C-DE : 2/11/03 PRODUIT : SWEAT (ENFANT) REF. SOCIETE : JOUJOU DATE DE LIVRAISON : FIN FEVRIER 2004
TAILLES COLORIS 2A 3A 4A 6A 8A TOTAL PIECES PAR COLORIS
420 – CIEL 200 210 240 220 190 1 060
440 – ROSE 65 65 80 60 70 340
460 - PAILLE 70 80 80 75 75 380
1 780
Particularités : Type matière : MOLLETON 100 % coton Titrage fil : 1 / 56 Poids m2 du molleton : 0.300 Kg Poids par dix produits (DZ) : 2.4 Kg Bord côte ref .750 DL : 88 % coton 12 % lycra Poids de bord côte par dizaine (DZ) : 0.4 Kg R % (rendement d’utilisation de la matière ) = 70 % Besoins matières : 420 - CIEL :
1060 : 10 = 106 DZ Molleton : 106 x 2.4 x 1.3 = 330 Kg(il y a la majoration par le R)
Colletage 750 DL : 106 x 0.4 x 1.3 = 55 Kg 60 Kg 440 - ROSE :
340 : 10 = 34 DZ Molleton : 34 x 2.4 x 1.3 = 106 Kg 110 Kg
Colletage 750 DL : 34 x 0.4 x 1.3 = 18 Kg 20 Kg 460 – PAILLE : 380 : 10 = 38 DZ
Molleton : 38 x 2.4 x 1.3 = 118.5 Kg 120 Kg Colletage 750 DL : 38 x 0.4 x 1.3 = 20 Kg
Client couleur molleton (kg ) colletage 750 DL ( kg )
DAUPHIN 420- CIEL 330 60
DAUPHIN 440- ROSE 110 20
DAUPHIN 460- PAILLE 120 20
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 35
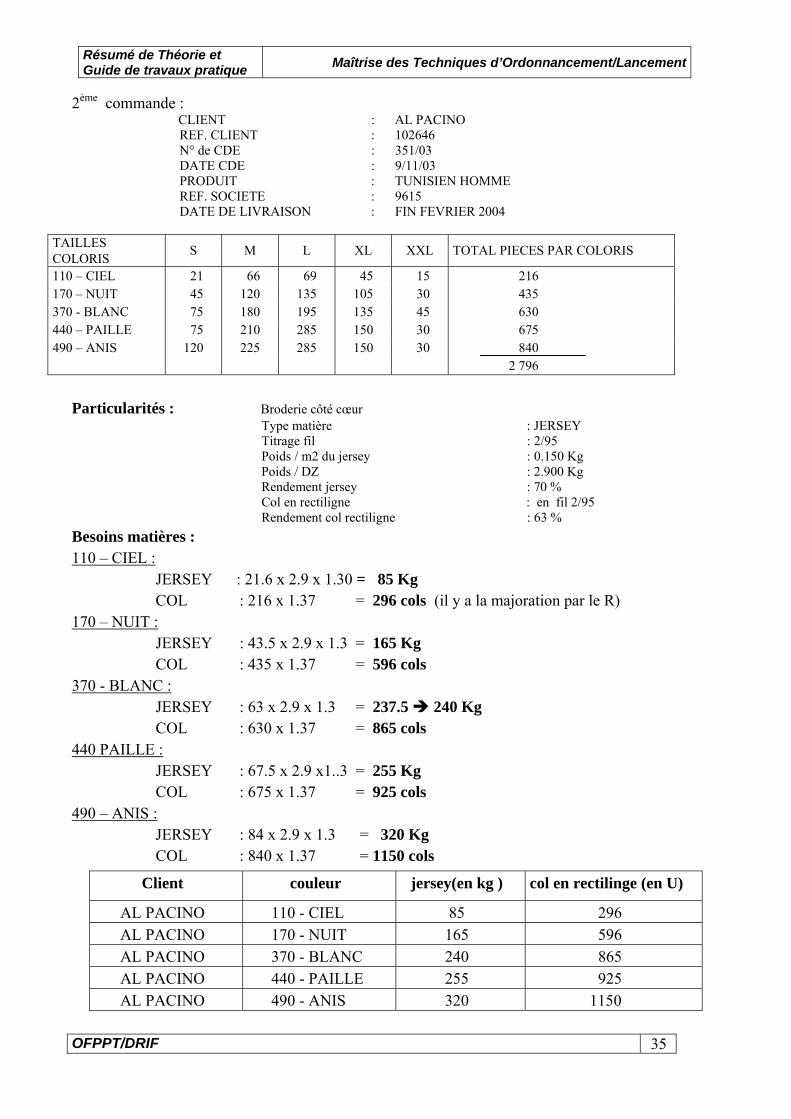
2ème commande : CLIENT : AL PACINO
REF. CLIENT : 102646 N° de CDE : 351/03 DATE CDE : 9/11/03 PRODUIT : TUNISIEN HOMME REF. SOCIETE : 9615 DATE DE LIVRAISON : FIN FEVRIER 2004
TAILLES COLORIS S M L XL XXL TOTAL PIECES PAR COLORIS
110 – CIEL 21 66 69 45 15 216 170 – NUIT 45 120 135 105 30 435 370 - BLANC 75 180 195 135 45 630 440 – PAILLE 75 210 285 150 30 675 490 – ANIS 120 225 285 150 30 840 2 796
Particularités : Broderie côté cœur Type matière : JERSEY Titrage fil : 2/95 Poids / m2 du jersey : 0.150 Kg Poids / DZ : 2.900 Kg Rendement jersey : 70 % Col en rectiligne : en fil 2/95 Rendement col rectiligne : 63 % Besoins matières : 110 – CIEL : JERSEY : 21.6 x 2.9 x 1.30 = 85 Kg
COL : 216 x 1.37 = 296 cols (il y a la majoration par le R) 170 – NUIT :
JERSEY : 43.5 x 2.9 x 1.3 = 165 Kg COL : 435 x 1.37 = 596 cols
370 - BLANC : JERSEY : 63 x 2.9 x 1.3 = 237.5 240 Kg COL : 630 x 1.37 = 865 cols
440 PAILLE : JERSEY : 67.5 x 2.9 x1..3 = 255 Kg COL : 675 x 1.37 = 925 cols
490 – ANIS : JERSEY : 84 x 2.9 x 1.3 = 320 Kg
COL : 840 x 1.37 = 1150 cols
Client couleur jersey(en kg ) col en rectilinge (en U)
AL PACINO 110 - CIEL 85 296 AL PACINO 170 - NUIT 165 596 AL PACINO 370 - BLANC 240 865 AL PACINO 440 - PAILLE 255 925 AL PACINO 490 - ANIS 320 1150
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 36
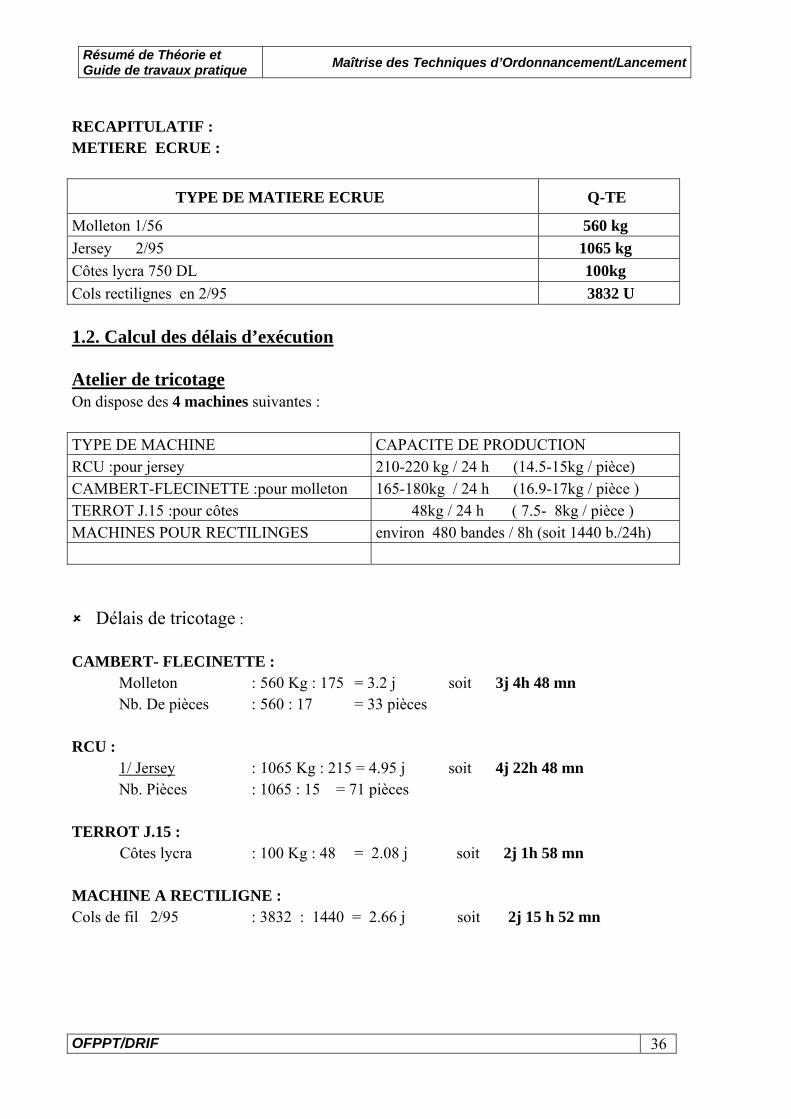
RECAPITULATIF : METIERE ECRUE :
TYPE DE MATIERE ECRUE Q-TE
Molleton 1/56 560 kg Jersey 2/95 1065 kg Côtes lycra 750 DL 100kg Cols rectilignes en 2/95 3832 U 1.2. Calcul des délais d’exécution Atelier de tricotage On dispose des 4 machines suivantes : TYPE DE MACHINE CAPACITE DE PRODUCTION RCU :pour jersey 210-220 kg / 24 h (14.5-15kg / pièce) CAMBERT-FLECINETTE :pour molleton 165-180kg / 24 h (16.9-17kg / pièce ) TERROT J.15 :pour côtes 48kg / 24 h ( 7.5- 8kg / pièce ) MACHINES POUR RECTILINGES environ 480 bandes / 8h (soit 1440 b./24h)
Délais de tricotage : CAMBERT- FLECINETTE :
Molleton : 560 Kg : 175 = 3.2 j soit 3j 4h 48 mn Nb. De pièces : 560 : 17 = 33 pièces
RCU : 1/ Jersey : 1065 Kg : 215 = 4.95 j soit 4j 22h 48 mn Nb. Pièces : 1065 : 15 = 71 pièces
TERROT J.15 : Côtes lycra : 100 Kg : 48 = 2.08 j soit 2j 1h 58 mn MACHINE A RECTILIGNE : Cols de fil 2/95 : 3832 : 1440 = 2.66 j soit 2j 15 h 52 mn
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 37
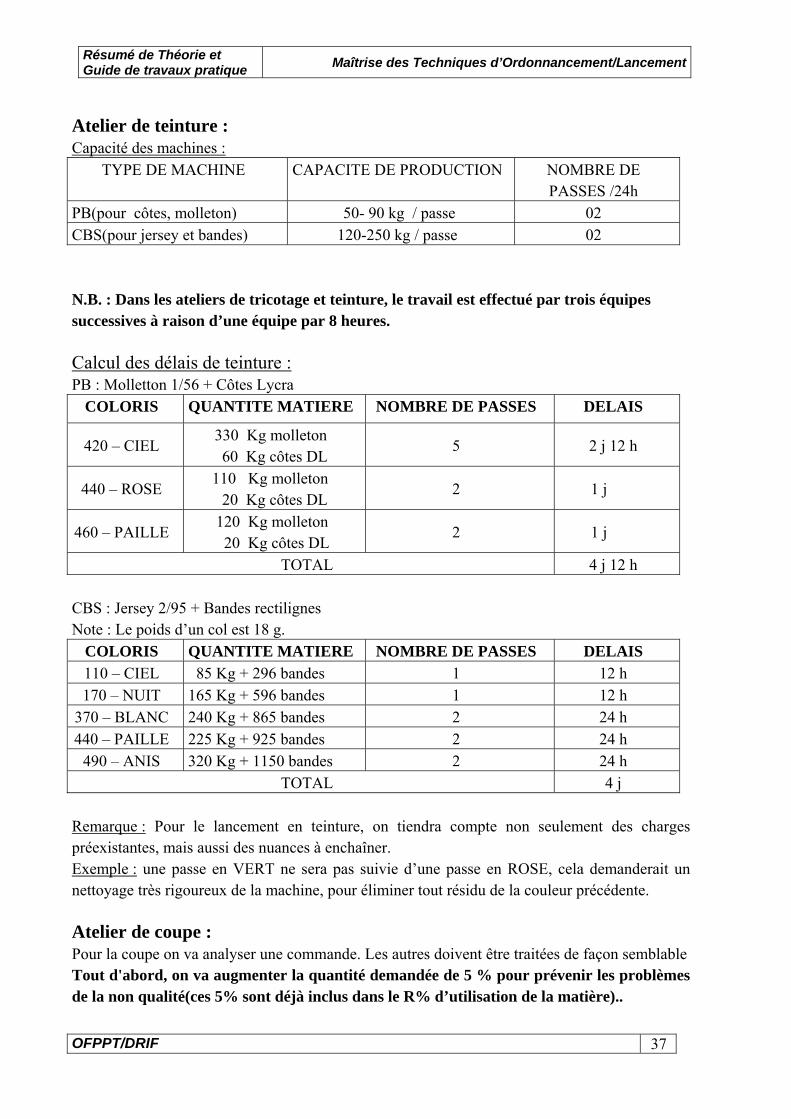
Atelier de teinture : Capacité des machines :
TYPE DE MACHINE CAPACITE DE PRODUCTION NOMBRE DE PASSES /24h
PB(pour côtes, molleton) 50- 90 kg / passe 02 CBS(pour jersey et bandes) 120-250 kg / passe 02
N.B. : Dans les ateliers de tricotage et teinture, le travail est effectué par trois équipes successives à raison d’une équipe par 8 heures. Calcul des délais de teinture : PB : Molletton 1/56 + Côtes Lycra
COLORIS QUANTITE MATIERE NOMBRE DE PASSES DELAIS
420 – CIEL 330 Kg molleton 60 Kg côtes DL
5 2 j 12 h
440 – ROSE 110 Kg molleton
20 Kg côtes DL 2 1 j
460 – PAILLE 120 Kg molleton 20 Kg côtes DL
2 1 j
TOTAL 4 j 12 h CBS : Jersey 2/95 + Bandes rectilignes Note : Le poids d’un col est 18 g.
COLORIS QUANTITE MATIERE NOMBRE DE PASSES DELAIS 110 – CIEL 85 Kg + 296 bandes 1 12 h 170 – NUIT 165 Kg + 596 bandes 1 12 h
370 – BLANC 240 Kg + 865 bandes 2 24 h 440 – PAILLE 225 Kg + 925 bandes 2 24 h
490 – ANIS 320 Kg + 1150 bandes 2 24 h TOTAL 4 j
Remarque : Pour le lancement en teinture, on tiendra compte non seulement des charges préexistantes, mais aussi des nuances à enchaîner. Exemple : une passe en VERT ne sera pas suivie d’une passe en ROSE, cela demanderait un nettoyage très rigoureux de la machine, pour éliminer tout résidu de la couleur précédente. Atelier de coupe : Pour la coupe on va analyser une commande. Les autres doivent être traitées de façon semblable Tout d'abord, on va augmenter la quantité demandée de 5 % pour prévenir les problèmes de la non qualité(ces 5% sont déjà inclus dans le R% d’utilisation de la matière)..
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 38
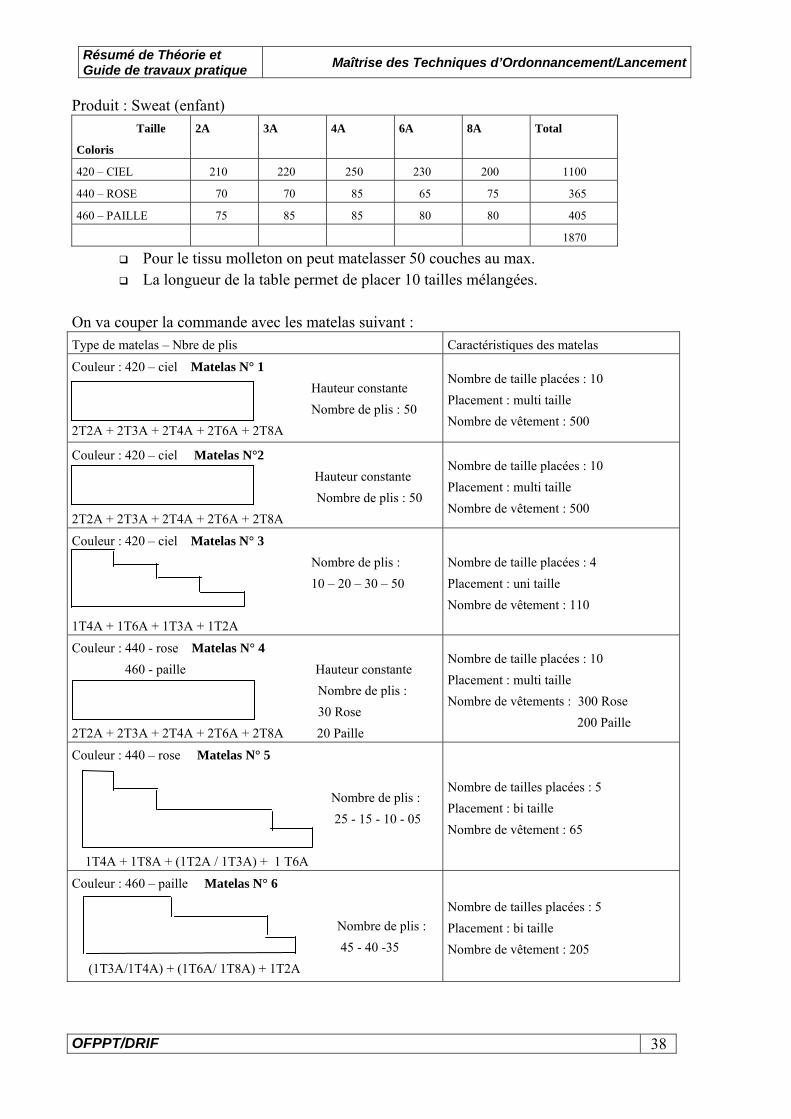
Produit : Sweat (enfant) Taille
Coloris
2A 3A 4A 6A 8A Total
420 – CIEL 210 220 250 230 200 1100
440 – ROSE 70 70 85 65 75 365
460 – PAILLE 75 85 85 80 80 405
1870
Pour le tissu molleton on peut matelasser 50 couches au max. La longueur de la table permet de placer 10 tailles mélangées.
On va couper la commande avec les matelas suivant : Type de matelas – Nbre de plis Caractéristiques des matelas
Couleur : 420 – ciel Matelas N° 1 Hauteur constante Nombre de plis : 50 2T2A + 2T3A + 2T4A + 2T6A + 2T8A
Nombre de taille placées : 10 Placement : multi taille Nombre de vêtement : 500
Couleur : 420 – ciel Matelas N°2 Hauteur constante Nombre de plis : 50 2T2A + 2T3A + 2T4A + 2T6A + 2T8A
Nombre de taille placées : 10 Placement : multi taille Nombre de vêtement : 500
Couleur : 420 – ciel Matelas N° 3 Nombre de plis : 10 – 20 – 30 – 50 1T4A + 1T6A + 1T3A + 1T2A
Nombre de taille placées : 4 Placement : uni taille Nombre de vêtement : 110
Couleur : 440 - rose Matelas N° 4 460 - paille Hauteur constante Nombre de plis : 30 Rose 2T2A + 2T3A + 2T4A + 2T6A + 2T8A 20 Paille
Nombre de taille placées : 10 Placement : multi taille Nombre de vêtements : 300 Rose 200 Paille
Couleur : 440 – rose Matelas N° 5 Nombre de plis : 25 - 15 - 10 - 05 1T4A + 1T8A + (1T2A / 1T3A) + 1 T6A
Nombre de tailles placées : 5 Placement : bi taille Nombre de vêtement : 65
Couleur : 460 – paille Matelas N° 6 Nombre de plis : 45 - 40 -35 (1T3A/1T4A) + (1T6A/ 1T8A) + 1T2A
Nombre de tailles placées : 5 Placement : bi taille Nombre de vêtement : 205
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 39
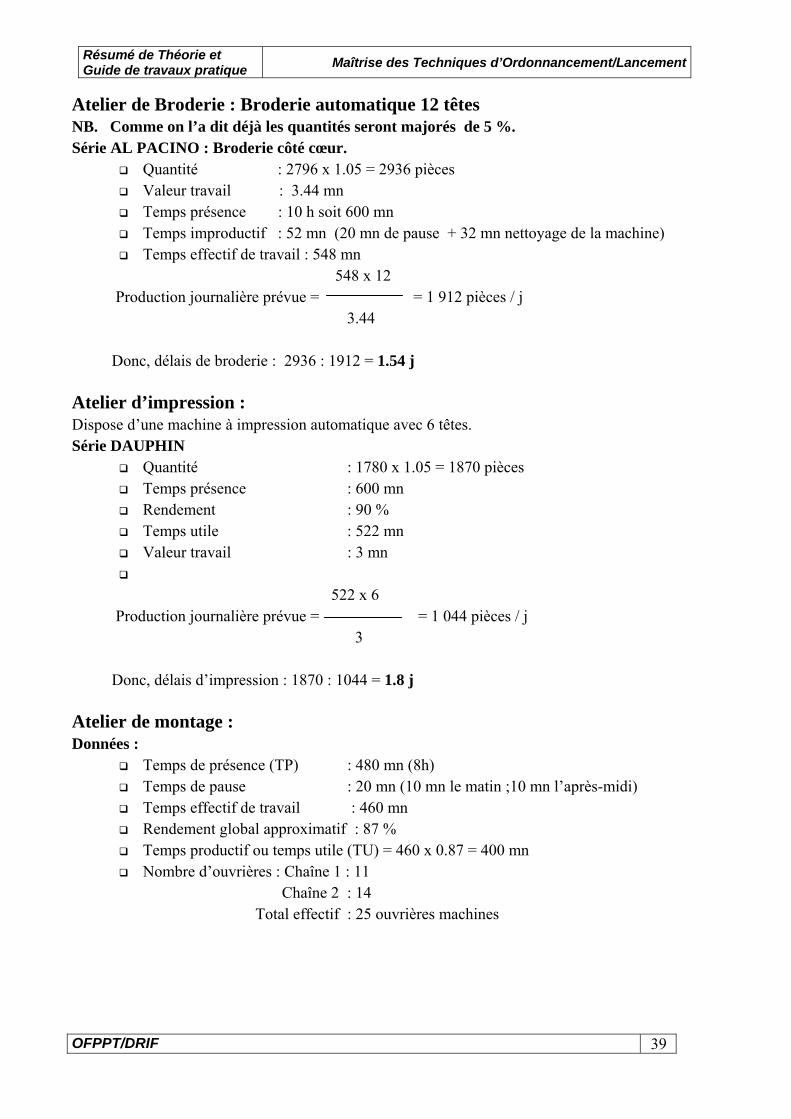
Atelier de Broderie : Broderie automatique 12 têtes NB. Comme on l’a dit déjà les quantités seront majorés de 5 %. Série AL PACINO : Broderie côté cœur.
Quantité : 2796 x 1.05 = 2936 pièces Valeur travail : 3.44 mn Temps présence : 10 h soit 600 mn Temps improductif : 52 mn (20 mn de pause + 32 mn nettoyage de la machine) Temps effectif de travail : 548 mn
548 x 12 Production journalière prévue = = 1 912 pièces / j 3.44 Donc, délais de broderie : 2936 : 1912 = 1.54 j
Atelier d’impression : Dispose d’une machine à impression automatique avec 6 têtes. Série DAUPHIN
Quantité : 1780 x 1.05 = 1870 pièces Temps présence : 600 mn Rendement : 90 % Temps utile : 522 mn Valeur travail : 3 mn
522 x 6 Production journalière prévue = = 1 044 pièces / j 3
Donc, délais d’impression : 1870 : 1044 = 1.8 j Atelier de montage : Données :
Temps de présence (TP) : 480 mn (8h) Temps de pause : 20 mn (10 mn le matin ;10 mn l’après-midi) Temps effectif de travail : 460 mn Rendement global approximatif : 87 % Temps productif ou temps utile (TU) = 460 x 0.87 = 400 mn Nombre d’ouvrières : Chaîne 1 : 11
Chaîne 2 : 14 Total effectif : 25 ouvrières machines
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 40
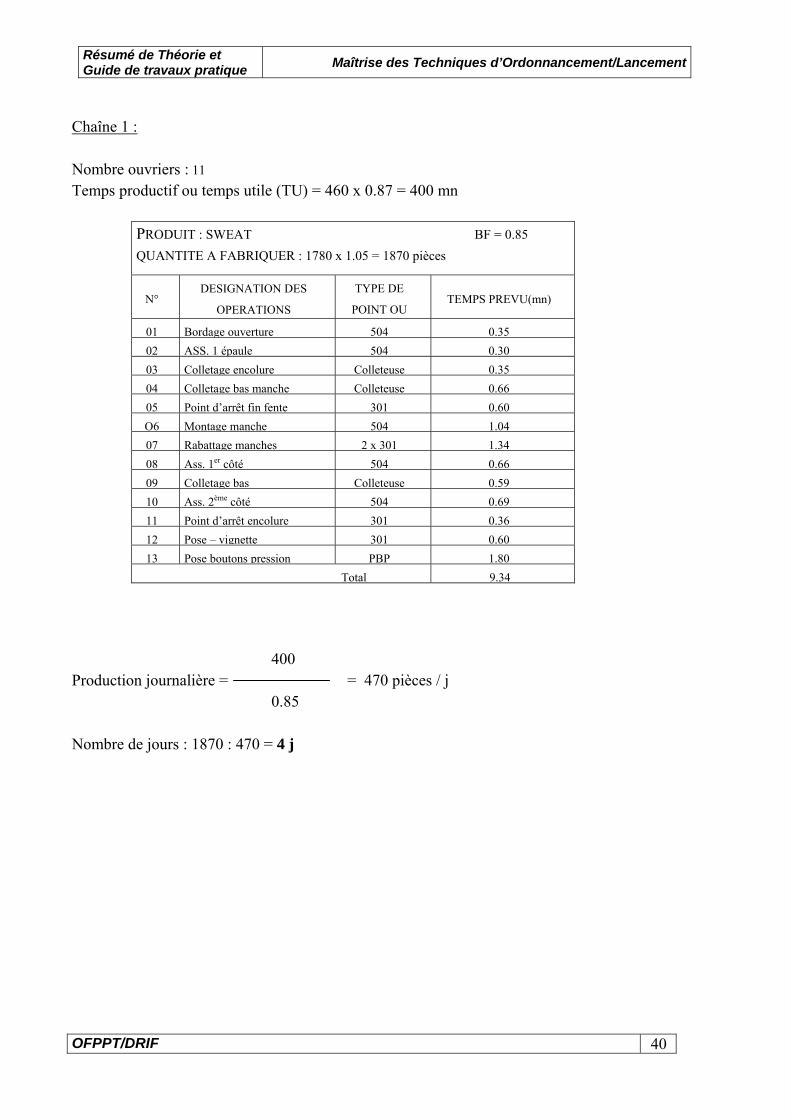
Chaîne 1 : Nombre ouvriers : 11 Temps productif ou temps utile (TU) = 460 x 0.87 = 400 mn
PRODUIT : SWEAT BF = 0.85 QUANTITE A FABRIQUER : 1780 x 1.05 = 1870 pièces
N° DESIGNATION DES
OPERATIONS
TYPE DE
POINT OU TEMPS PREVU(mn)
01 Bordage ouverture 504 0.3502 ASS. 1 épaule 504 0.3003 Colletage encolure Colleteuse 0.3504 Colletage bas manche Colleteuse 0.6605 Point d’arrêt fin fente 301 0.60O6 Montage manche 504 1.0407 Rabattage manches 2 x 301 1.3408 Ass. 1er côté 504 0.6609 Colletage bas Colleteuse 0.5910 Ass. 2ème côté 504 0.6911 Point d’arrêt encolure 301 0.3612 Pose – vignette 301 0.6013 Pose boutons pression PBP 1.80
Total 9.34 400 Production journalière = = 470 pièces / j 0.85 Nombre de jours : 1870 : 470 = 4 j
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 41
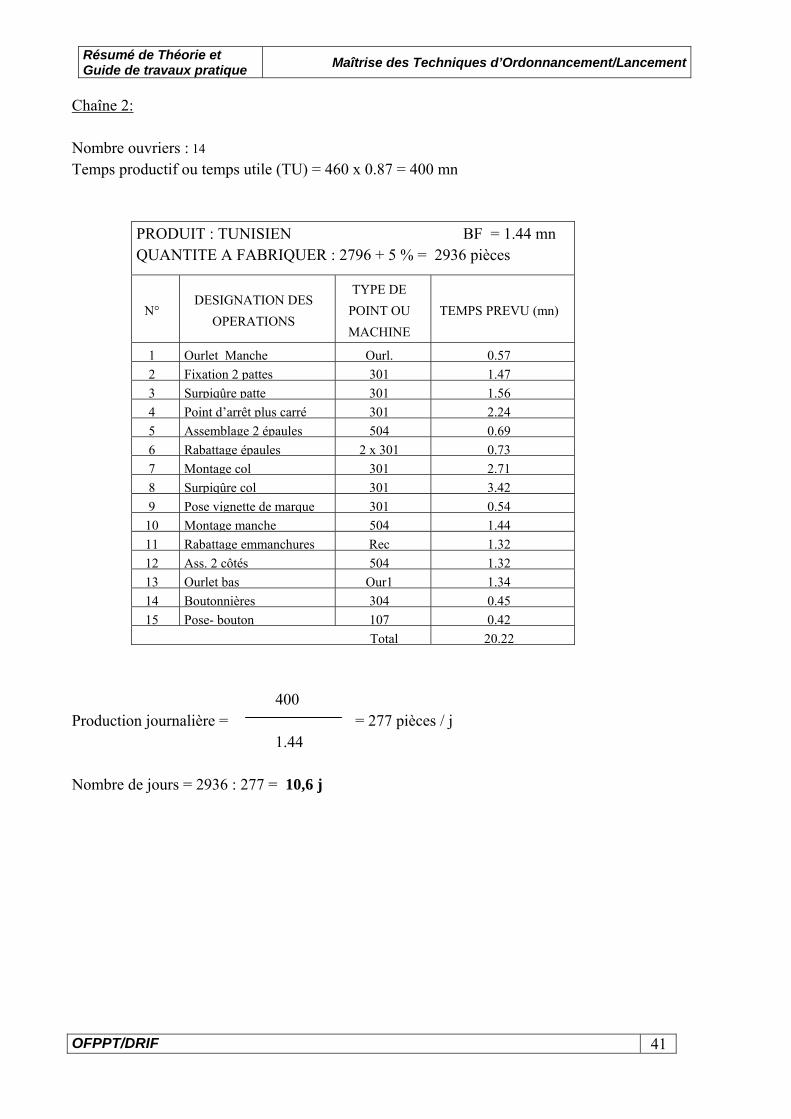
Chaîne 2: Nombre ouvriers : 14 Temps productif ou temps utile (TU) = 460 x 0.87 = 400 mn
PRODUIT : TUNISIEN BF = 1.44 mn QUANTITE A FABRIQUER : 2796 + 5 % = 2936 pièces
N° DESIGNATION DES
OPERATIONS
TYPE DE POINT OU MACHINE
TEMPS PREVU (mn)
1 Ourlet Manche Ourl. 0.572 Fixation 2 pattes 301 1.473 Surpiqûre patte 301 1.564 Point d’arrêt plus carré 301 2.245 Assemblage 2 épaules 504 0.696 Rabattage épaules 2 x 301 0.737 Montage col 301 2.718 Surpiqûre col 301 3.429 Pose vignette de marque 301 0.54
10 Montage manche 504 1.4411 Rabattage emmanchures Rec 1.3212 Ass. 2 côtés 504 1.3213 Ourlet bas Our1 1.3414 Boutonnières 304 0.4515 Pose- bouton 107 0.42
Total 20.22 400 Production journalière = = 277 pièces / j 1.44 Nombre de jours = 2936 : 277 = 10,6 j
Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 42
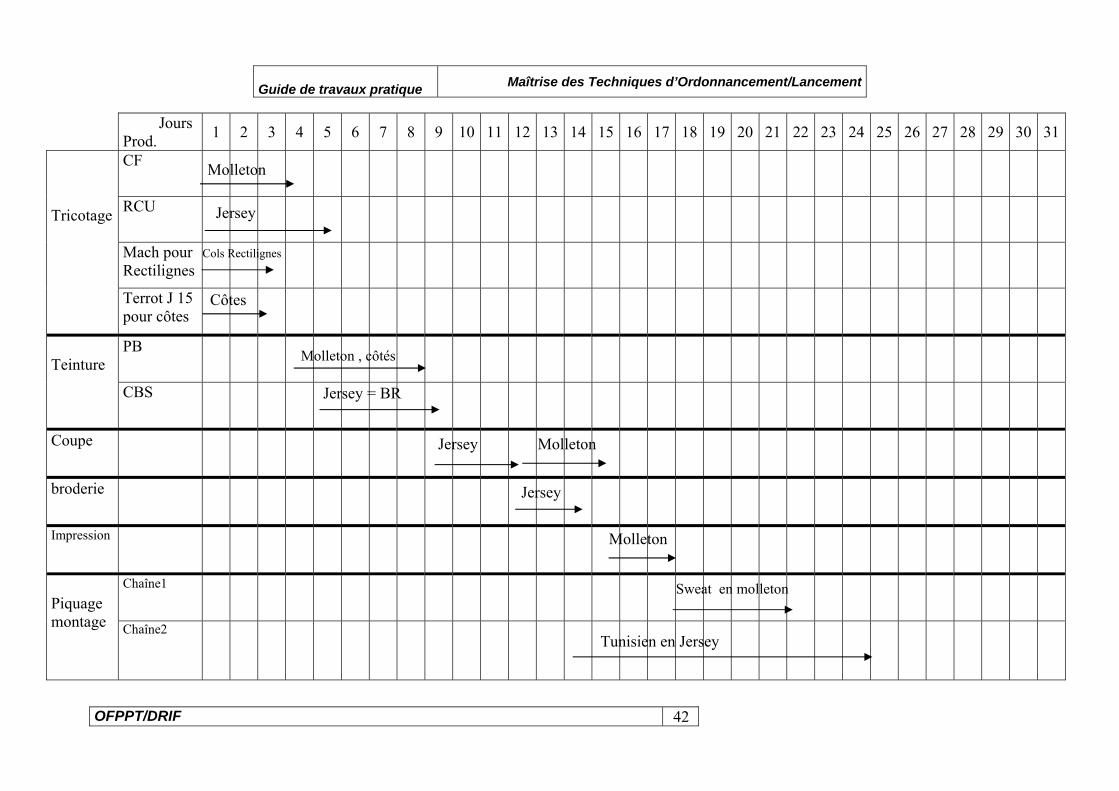
Jours Prod. 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
CF
RCU
Mach pour Rectilignes
Tricotage
Terrot J 15 pour côtes
PB Teinture
CBS
Coupe
broderie
Impression
Chaîne1 Piquage montage Chaîne2
Tunisien en Jersey
Sweat en molleton
Molleton
Jersey
Molleton
Jersey
Côtes
Molleton , côtés
Jersey Molleton
Jersey = BR
Cols Rectilignes
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 43
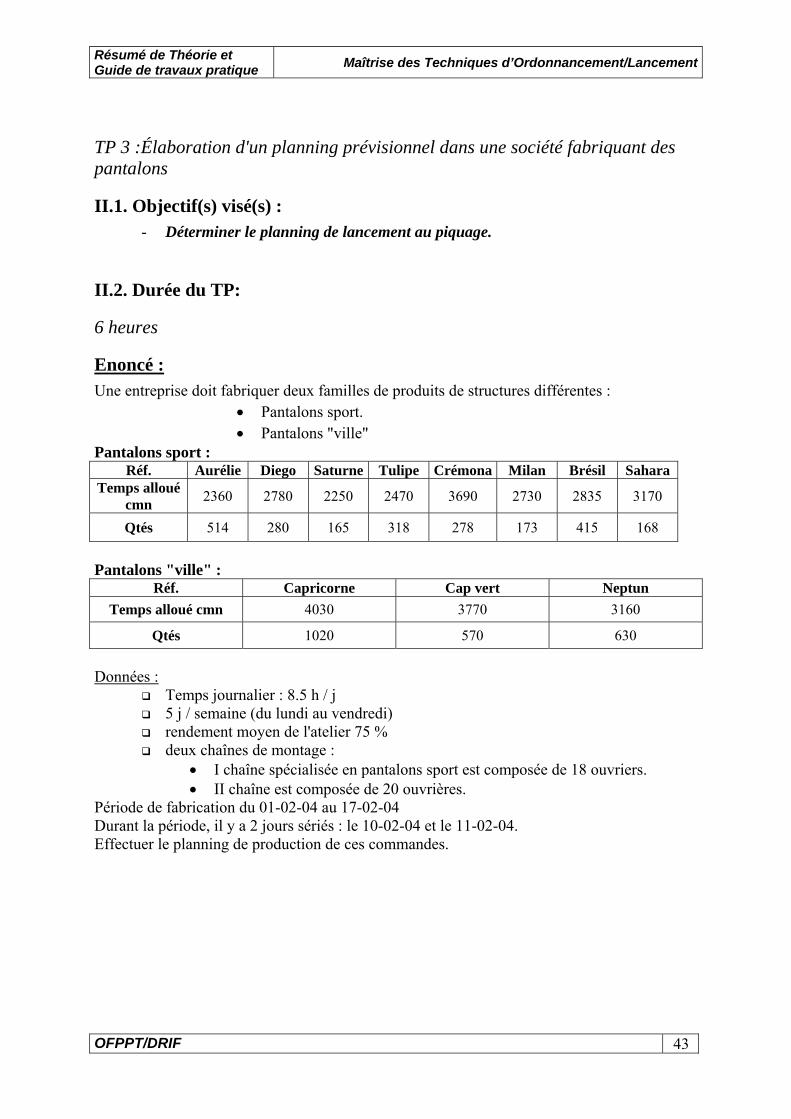
TP 3 :Élaboration d'un planning prévisionnel dans une société fabriquant des pantalons
II.1. Objectif(s) visé(s) : - Déterminer le planning de lancement au piquage.
II.2. Durée du TP:
6 heures
Enoncé : Une entreprise doit fabriquer deux familles de produits de structures différentes :
• Pantalons sport. • Pantalons "ville"
Pantalons sport : Réf. Aurélie Diego Saturne Tulipe Crémona Milan Brésil Sahara
Temps alloué cmn 2360 2780 2250 2470 3690 2730 2835 3170
Qtés 514 280 165 318 278 173 415 168
Pantalons "ville" :
Réf. Capricorne Cap vert Neptun Temps alloué cmn 4030 3770 3160
Qtés 1020 570 630 Données :
Temps journalier : 8.5 h / j 5 j / semaine (du lundi au vendredi) rendement moyen de l'atelier 75 % deux chaînes de montage :
• I chaîne spécialisée en pantalons sport est composée de 18 ouvriers. • II chaîne est composée de 20 ouvrières.
Période de fabrication du 01-02-04 au 17-02-04 Durant la période, il y a 2 jours sériés : le 10-02-04 et le 11-02-04. Effectuer le planning de production de ces commandes.
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 44
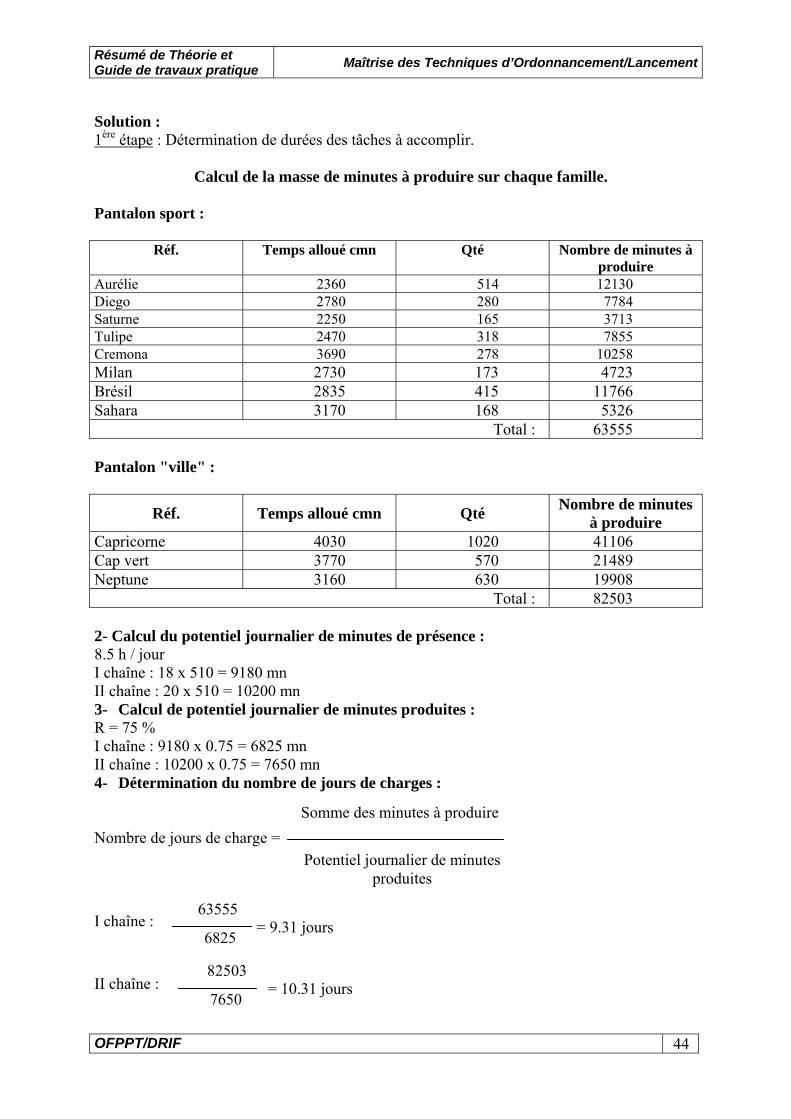
Solution : 1ère étape : Détermination de durées des tâches à accomplir.
Calcul de la masse de minutes à produire sur chaque famille. Pantalon sport :
Réf. Temps alloué cmn Qté Nombre de minutes à produire
Aurélie 2360 514 12130 Diego 2780 280 7784 Saturne 2250 165 3713 Tulipe 2470 318 7855 Cremona 3690 278 10258 Milan 2730 173 4723 Brésil 2835 415 11766 Sahara 3170 168 5326 Total : 63555 Pantalon "ville" :
Réf. Temps alloué cmn Qté Nombre de minutes à produire
Capricorne 4030 1020 41106 Cap vert 3770 570 21489 Neptune 3160 630 19908 Total : 82503 2- Calcul du potentiel journalier de minutes de présence : 8.5 h / jour I chaîne : 18 x 510 = 9180 mn II chaîne : 20 x 510 = 10200 mn 3- Calcul de potentiel journalier de minutes produites : R = 75 % I chaîne : 9180 x 0.75 = 6825 mn II chaîne : 10200 x 0.75 = 7650 mn 4- Détermination du nombre de jours de charges : Nombre de jours de charge =
I chaîne :
II chaîne :
Somme des minutes à produire
Potentiel journalier de minutes produites
63555
6825 = 9.31 jours
82503
7650 = 10.31 jours
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
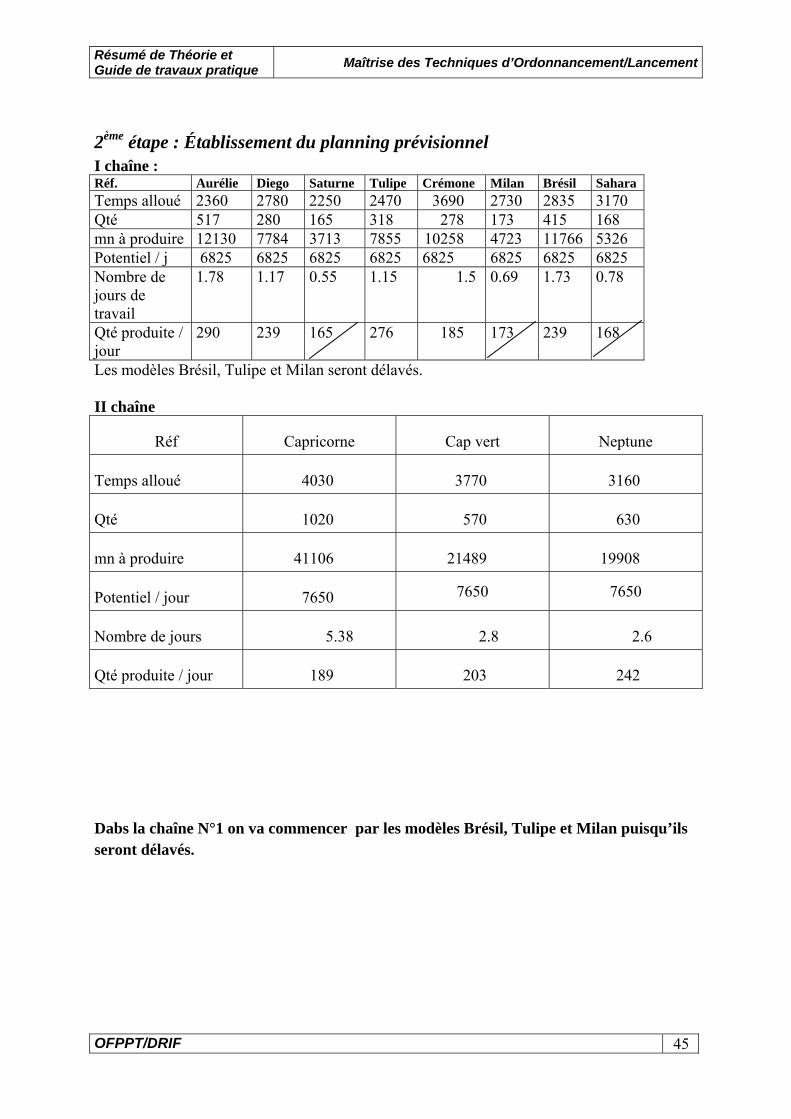
OFPPT/DRIF 45
2ème étape : Établissement du planning prévisionnel I chaîne : Réf. Aurélie Diego Saturne Tulipe Crémone Milan Brésil Sahara Temps alloué 2360 2780 2250 2470 3690 2730 2835 3170 Qté 517 280 165 318 278 173 415 168 mn à produire 12130 7784 3713 7855 10258 4723 11766 5326 Potentiel / j 6825 6825 6825 6825 6825 6825 6825 6825 Nombre de jours de travail
1.78 1.17 0.55 1.15 1.5 0.69 1.73 0.78
Qté produite / jour
290 239 165 276 185 173 239 168
Les modèles Brésil, Tulipe et Milan seront délavés. II chaîne
Réf Capricorne Cap vert Neptune
Temps alloué 4030 3770 3160
Qté 1020 570 630
mn à produire 41106 21489 19908
Potentiel / jour 7650 7650 7650
Nombre de jours 5.38 2.8 2.6
Qté produite / jour 189 203 242 Dabs la chaîne N°1 on va commencer par les modèles Brésil, Tulipe et Milan puisqu’ils seront délavés.
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 46
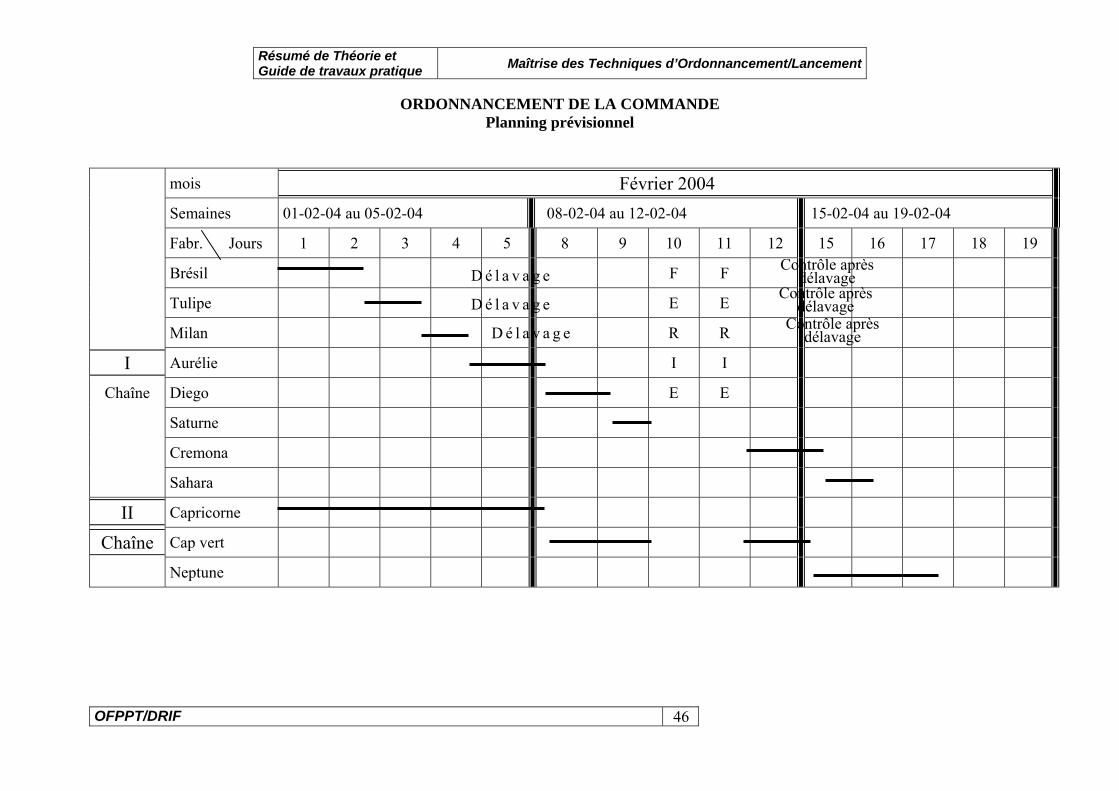
ORDONNANCEMENT DE LA COMMANDE Planning prévisionnel
mois Février 2004 Semaines 01-02-04 au 05-02-04 08-02-04 au 12-02-04 15-02-04 au 19-02-04
Fabr. Jours 1 2 3 4 5 8 9 10 11 12 15 16 17 18 19
Brésil F F
Tulipe E E
Milan R R
I Aurélie I I
Chaîne Diego E E
Saturne
Cremona
Sahara
II Capricorne
Chaîne Cap vert
Neptune
D é l a v a g e
D é l a v a g e
D é l a v a g e
Contrôle après délavage
Contrôle après délavage
Contrôle après délavage
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 47
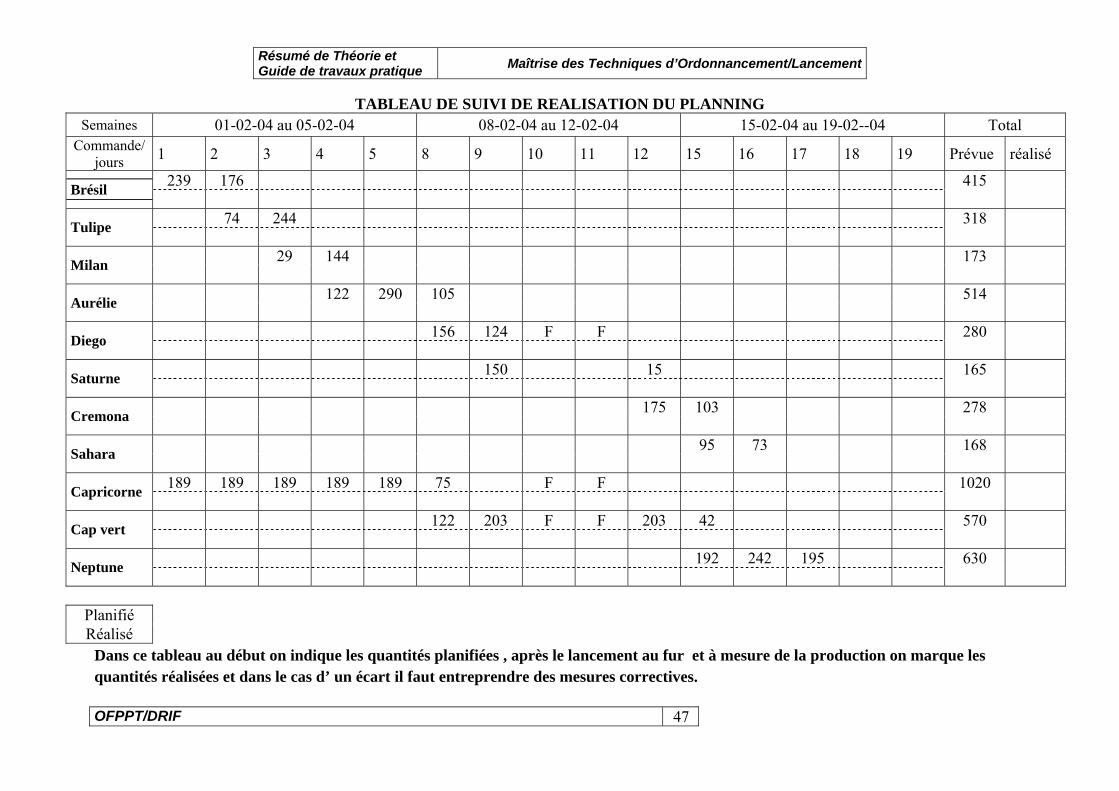
TABLEAU DE SUIVI DE REALISATION DU PLANNING Semaines 01-02-04 au 05-02-04 08-02-04 au 12-02-04 15-02-04 au 19-02--04 Total
Commande/ jours 1 2 3 4 5 8 9 10 11 12 15 16 17 18 19 Prévue réalisé
239 176 Brésil 415
74 244 Tulipe 318
29 144Milan 173
122 290 105Aurélie 514
156 124 F FDiego 280
150 15Saturne 165
175 103Cremona 278
95 73Sahara 168
189 189 189 189 189 75 F FCapricorne 1020
122 203 F F 203 42Cap vert 570
192 242 195Neptune 630
Planifié Réalisé
Dans ce tableau au début on indique les quantités planifiées , après le lancement au fur et à mesure de la production on marque les quantités réalisées et dans le cas d’ un écart il faut entreprendre des mesures correctives.
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 48
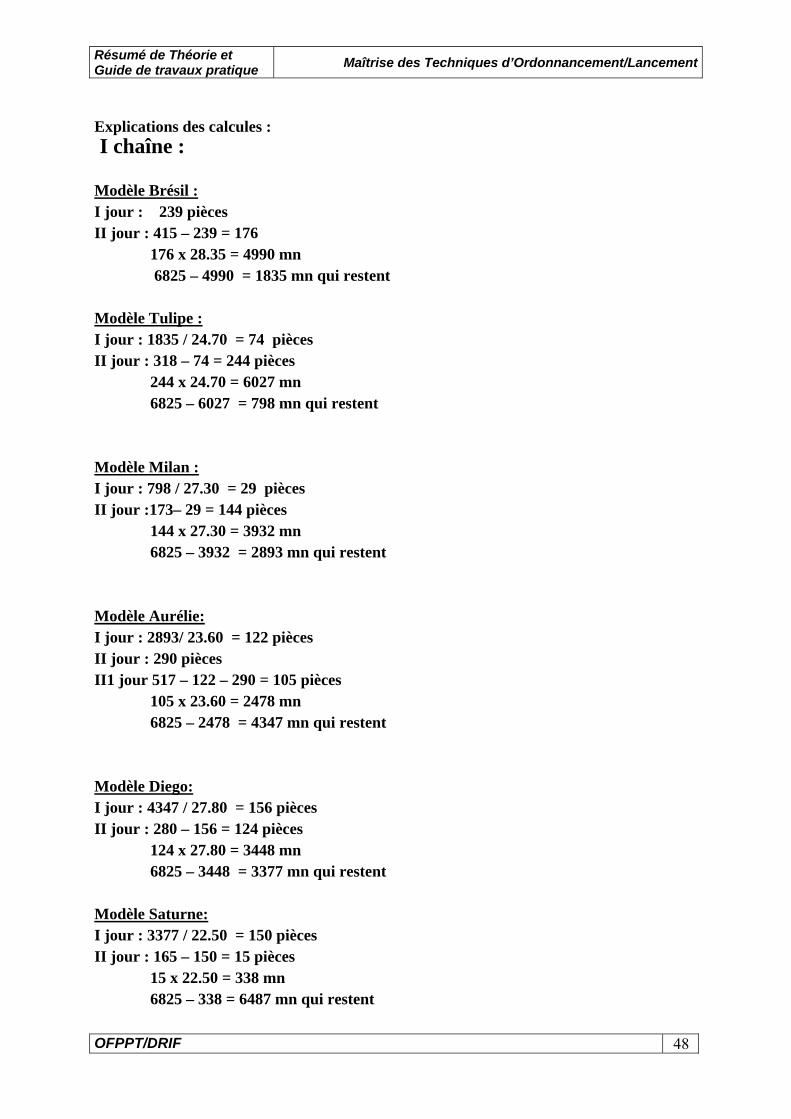
Explications des calcules : I chaîne : Modèle Brésil : I jour : 239 pièces II jour : 415 – 239 = 176 176 x 28.35 = 4990 mn 6825 – 4990 = 1835 mn qui restent Modèle Tulipe : I jour : 1835 / 24.70 = 74 pièces II jour : 318 – 74 = 244 pièces 244 x 24.70 = 6027 mn 6825 – 6027 = 798 mn qui restent Modèle Milan : I jour : 798 / 27.30 = 29 pièces II jour :173– 29 = 144 pièces 144 x 27.30 = 3932 mn 6825 – 3932 = 2893 mn qui restent Modèle Aurélie: I jour : 2893/ 23.60 = 122 pièces II jour : 290 pièces II1 jour 517 – 122 – 290 = 105 pièces 105 x 23.60 = 2478 mn 6825 – 2478 = 4347 mn qui restent Modèle Diego: I jour : 4347 / 27.80 = 156 pièces II jour : 280 – 156 = 124 pièces 124 x 27.80 = 3448 mn 6825 – 3448 = 3377 mn qui restent Modèle Saturne: I jour : 3377 / 22.50 = 150 pièces II jour : 165 – 150 = 15 pièces 15 x 22.50 = 338 mn 6825 – 338 = 6487 mn qui restent
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 49
Modèle Cremona: I jour : 6487 / 36.90 = 175 pièces II jour : 278 – 175 = 103 pièces 103 x 36.9 = 3800 mn 6825 – 3800 = 3025 mn qui restent Modèle Sahara: I jour : 3025 / 31.70 = 95 pièces II jour : 168 – 95 = 73 pièces II chaîne : Modèle Capricorne: I, II, III, IV et V jour : 189 pièces VI jour : 1020 – (189 x 5 ) = 75 pièces 75 x 40.30 = 3023 mn 7650 – 3023 = 4627mn qui restent Modèle Cap vert : I jour : 4627 / 37.70 = 122 pièces II jour : 203 pièces III jour : 203 pièces IV jour : 570 – (122 + 203 + 203 ) = 42 pièces 42 x 37.70 = 1583 mn 7650 – 1583 = 6067 mn qui restent Modèle Neptune : I jour : 6067 / 31.60 = 192 pièces II jour : 242 pièces III jour : 630 – ( 192 + 242 ) = 195 pièces
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 50
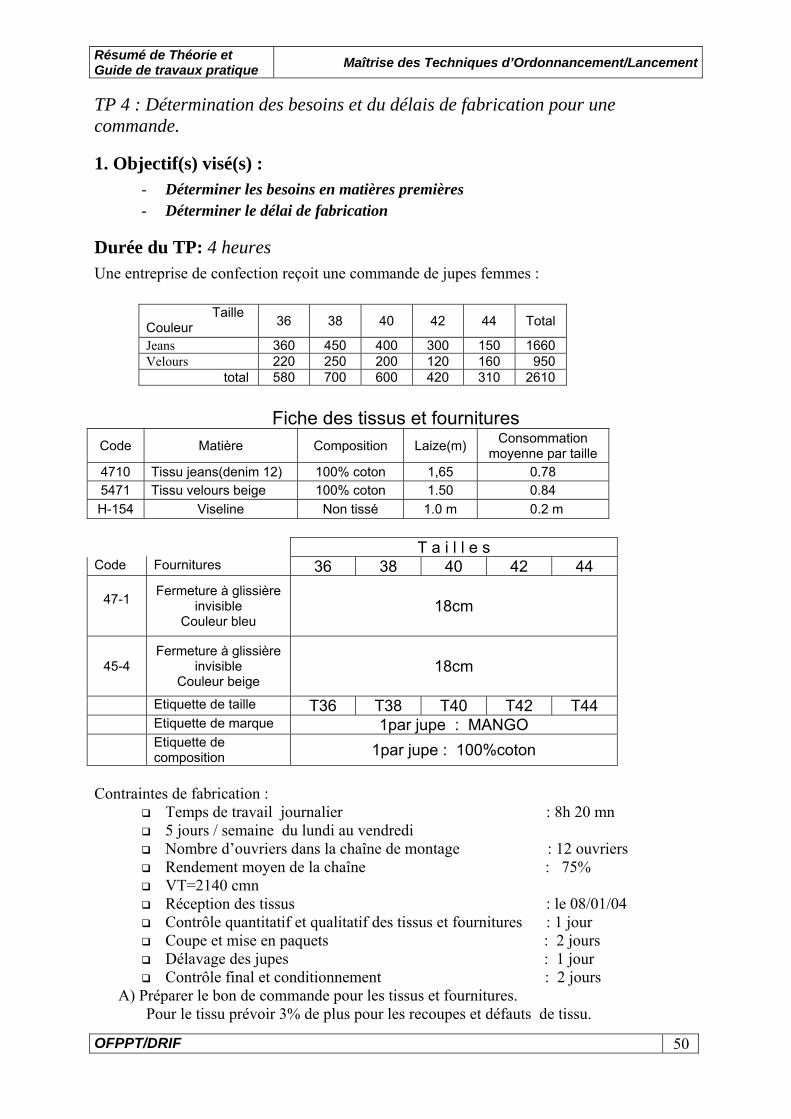
TP 4 : Détermination des besoins et du délais de fabrication pour une commande.
1. Objectif(s) visé(s) : - Déterminer les besoins en matières premières - Déterminer le délai de fabrication
Durée du TP: 4 heures Une entreprise de confection reçoit une commande de jupes femmes :
Taille Couleur 36 38 40 42 44 Total
Jeans 360 450 400 300 150 1660 Velours 220 250 200 120 160 950 total 580 700 600 420 310 2610
Fiche des tissus et fournitures
Code Matière Composition Laize(m) Consommation moyenne par taille
4710 Tissu jeans(denim 12) 100% coton 1,65 0.78 5471 Tissu velours beige 100% coton 1.50 0.84 H-154 Viseline Non tissé 1.0 m 0.2 m T a i l l e s Code Fournitures 36 38 40 42 44
47-1
Fermeture à glissière invisible
Couleur bleu 18cm
45-4 Fermeture à glissière
invisible Couleur beige
18cm
Etiquette de taille T36 T38 T40 T42 T44 Etiquette de marque 1par jupe : MANGO Etiquette de
composition 1par jupe : 100%coton Contraintes de fabrication :
Temps de travail journalier : 8h 20 mn 5 jours / semaine du lundi au vendredi Nombre d’ouvriers dans la chaîne de montage : 12 ouvriers Rendement moyen de la chaîne : 75% VT=2140 cmn Réception des tissus : le 08/01/04 Contrôle quantitatif et qualitatif des tissus et fournitures : 1 jour Coupe et mise en paquets : 2 jours Délavage des jupes : 1 jour Contrôle final et conditionnement : 2 jours
A) Préparer le bon de commande pour les tissus et fournitures. Pour le tissu prévoir 3% de plus pour les recoupes et défauts de tissu.
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 51
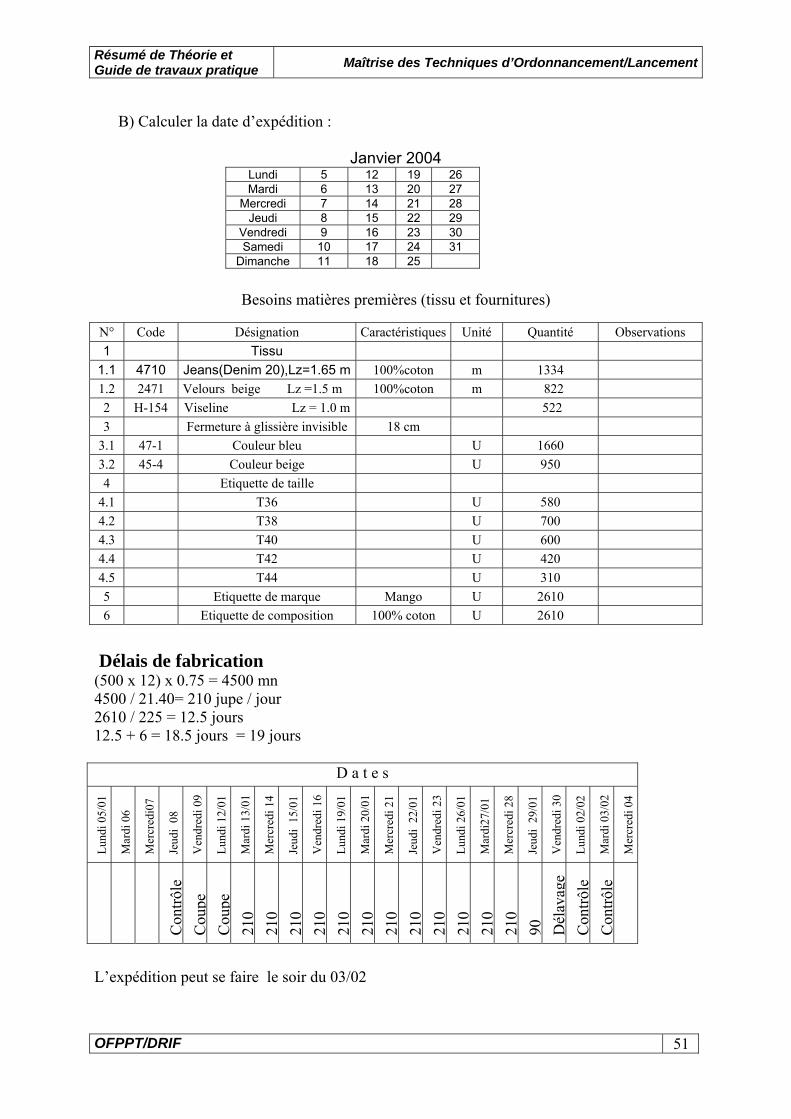
B) Calculer la date d’expédition :
Janvier 2004
Lundi 5 12 19 26 Mardi 6 13 20 27
Mercredi 7 14 21 28 Jeudi 8 15 22 29
Vendredi 9 16 23 30 Samedi 10 17 24 31
Dimanche 11 18 25
Besoins matières premières (tissu et fournitures)
N° Code Désignation Caractéristiques Unité Quantité Observations 1 Tissu
1.1 4710 Jeans(Denim 20),Lz=1.65 m 100%coton m 1334 1.2 2471 Velours beige Lz =1.5 m 100%coton m 822 2 H-154 Viseline Lz = 1.0 m 522 3 Fermeture à glissière invisible 18 cm
3.1 47-1 Couleur bleu U 1660 3.2 45-4 Couleur beige U 950 4 Etiquette de taille
4.1 T36 U 580
4.2 T38 U 700
4.3 T40 U 600
4.4 T42 U 420
4.5 T44 U 310
5 Etiquette de marque Mango U 2610
6 Etiquette de composition 100% coton U 2610
Délais de fabrication (500 x 12) x 0.75 = 4500 mn 4500 / 21.40= 210 jupe / jour 2610 / 225 = 12.5 jours 12.5 + 6 = 18.5 jours = 19 jours
D a t e s
Lund
i 05/
01
Mar
di 0
6 M
ercr
edi0
7
Jeud
i 08
Ven
dred
i 09
Lund
i 12/
01
Mar
di 1
3/01
M
ercr
edi 1
4
Jeud
i 15
/01
Ven
dred
i 16
Lund
i 19/
01
Mar
di 2
0/01
M
ercr
edi 2
1
Jeud
i 22
/01
Ven
dred
i 23
Lund
i 26/
01
Mar
di27
/01
Mer
cred
i 28
Jeud
i 29
/01
Ven
dred
i 30
Lund
i 02/
02
Mar
di 0
3/02
M
ercr
edi 0
4
Con
trôle
C
oupe
C
oupe
21
0 21
0 21
0 21
0 21
0 21
0 21
0 21
0 21
0 21
0 21
0 21
0 90
D
élav
age
C
ontrô
le
Con
trôle
L’expédition peut se faire le soir du 03/02
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
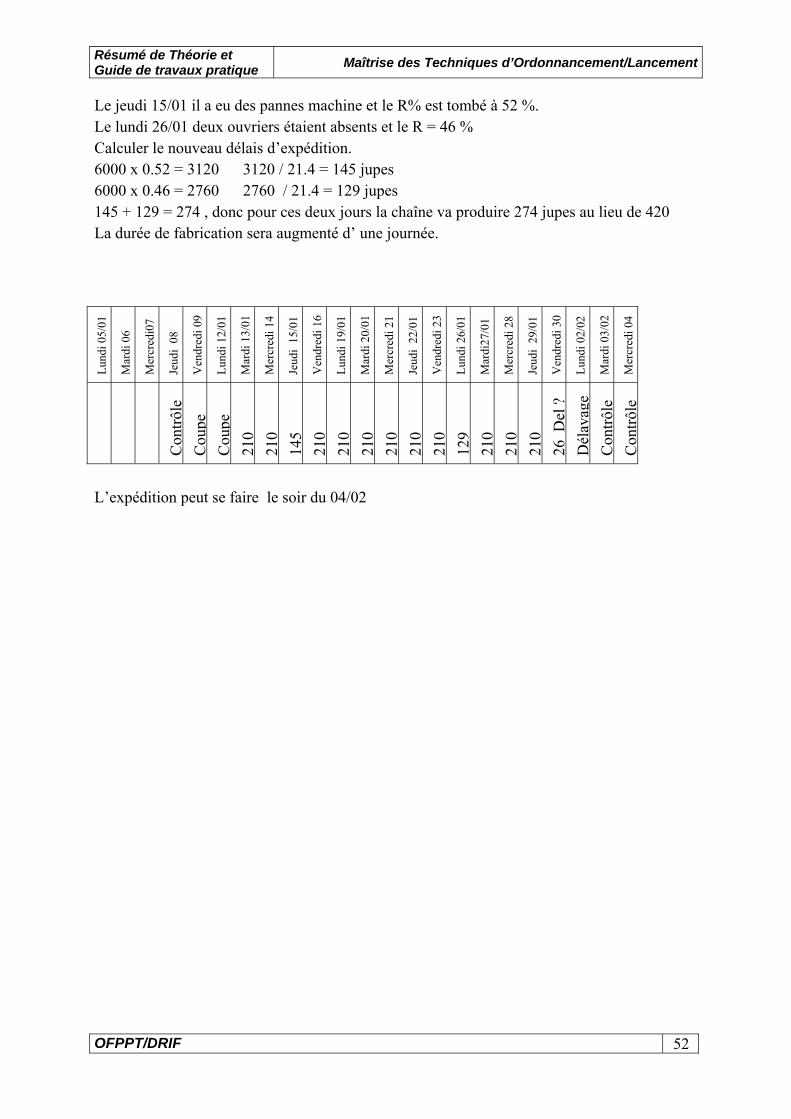
OFPPT/DRIF 52
Le jeudi 15/01 il a eu des pannes machine et le R% est tombé à 52 %. Le lundi 26/01 deux ouvriers étaient absents et le R = 46 % Calculer le nouveau délais d’expédition. 6000 x 0.52 = 3120 3120 / 21.4 = 145 jupes 6000 x 0.46 = 2760 2760 / 21.4 = 129 jupes 145 + 129 = 274 , donc pour ces deux jours la chaîne va produire 274 jupes au lieu de 420 La durée de fabrication sera augmenté d’ une journée.
Lund
i 05/
01
Mar
di 0
6 M
ercr
edi0
7
Jeud
i 08
Ven
dred
i 09
Lund
i 12/
01
Mar
di 1
3/01
M
ercr
edi 1
4
Jeud
i 15
/01
Ven
dred
i 16
Lund
i 19/
01
Mar
di 2
0/01
M
ercr
edi 2
1
Jeud
i 22
/01
Ven
dred
i 23
Lund
i 26/
01
Mar
di27
/01
Mer
cred
i 28
Jeud
i 29
/01
Ven
dred
i 30
Lund
i 02/
02
Mar
di 0
3/02
M
ercr
edi 0
4
Con
trôle
C
oupe
C
oupe
21
0 21
0 14
5 21
0 21
0 21
0 21
0 21
0 21
0 12
9 21
0 21
0 21
0 26
Del
?
Dél
avag
e
Con
trôle
C
ontrô
le
L’expédition peut se faire le soir du 04/02
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 53
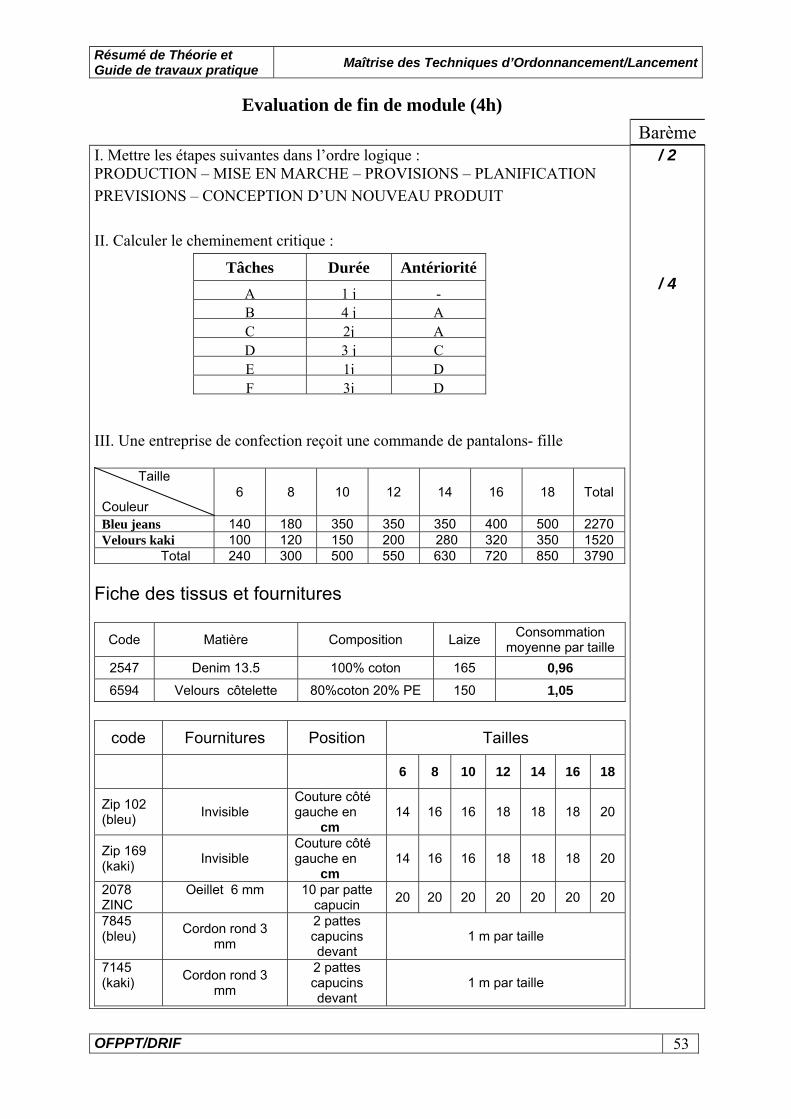
Evaluation de fin de module (4h) BarèmeI. Mettre les étapes suivantes dans l’ordre logique :PRODUCTION – MISE EN MARCHE – PROVISIONS – PLANIFICATION PREVISIONS – CONCEPTION D’UN NOUVEAU PRODUIT II. Calculer le cheminement critique :
Tâches Durée Antériorité A 1 j -B 4 j AC 2j AD 3 j CE 1j DF 3j D
III. Une entreprise de confection reçoit une commande de pantalons- fille
Taille
Couleur 6 8 10 12 14 16 18 Total
Bleu jeans 140 180 350 350 350 400 500 2270 Velours kaki 100 120 150 200 280 320 350 1520 Total 240 300 500 550 630 720 850 3790
Fiche des tissus et fournitures
Code Matière Composition Laize Consommation moyenne par taille
2547 Denim 13.5 100% coton 165 0,96 6594 Velours côtelette 80%coton 20% PE 150 1,05
code Fournitures Position Tailles
6 8 10 12 14 16 18
Zip 102 (bleu) Invisible
Couture côté gauche en cm
14 16 16 18 18 18 20
Zip 169 (kaki) Invisible
Couture côté gauche en cm
14 16 16 18 18 18 20
2078 ZINC
Oeillet 6 mm 10 par patte capucin 20 20 20 20 20 20 20
7845 (bleu) Cordon rond 3
mm
2 pattes capucins devant
1 m par taille
7145 (kaki) Cordon rond 3
mm
2 pattes capucins devant
1 m par taille
/ 2
/ 4
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 54
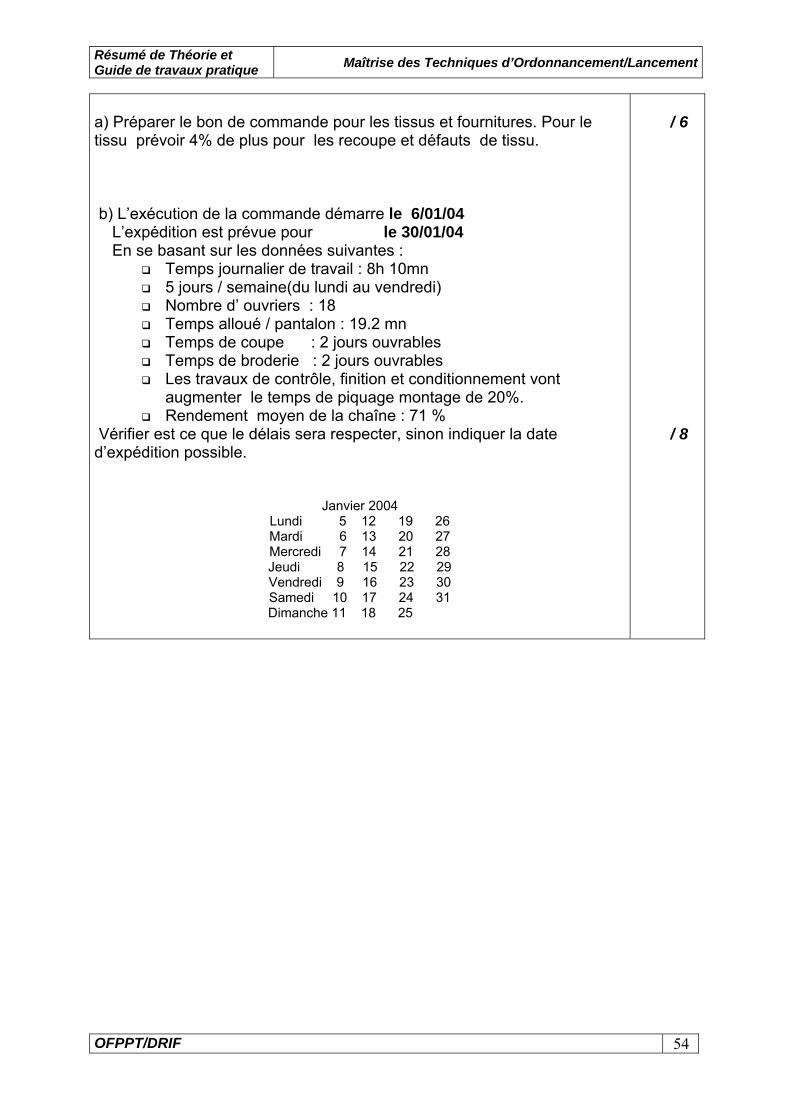
a) Préparer le bon de commande pour les tissus et fournitures. Pour le tissu prévoir 4% de plus pour les recoupe et défauts de tissu. b) L’exécution de la commande démarre le 6/01/04 L’expédition est prévue pour le 30/01/04 En se basant sur les données suivantes :
Temps journalier de travail : 8h 10mn 5 jours / semaine(du lundi au vendredi) Nombre d’ ouvriers : 18 Temps alloué / pantalon : 19.2 mn Temps de coupe : 2 jours ouvrables Temps de broderie : 2 jours ouvrables Les travaux de contrôle, finition et conditionnement vont
augmenter le temps de piquage montage de 20%. Rendement moyen de la chaîne : 71 %
Vérifier est ce que le délais sera respecter, sinon indiquer la date d’expédition possible.
Janvier 2004
Lundi 5 12 19 26 Mardi 6 13 20 27 Mercredi 7 14 21 28 Jeudi 8 15 22 29 Vendredi 9 16 23 30 Samedi 10 17 24 31
Dimanche 11 18 25
/ 6 / 8
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 55
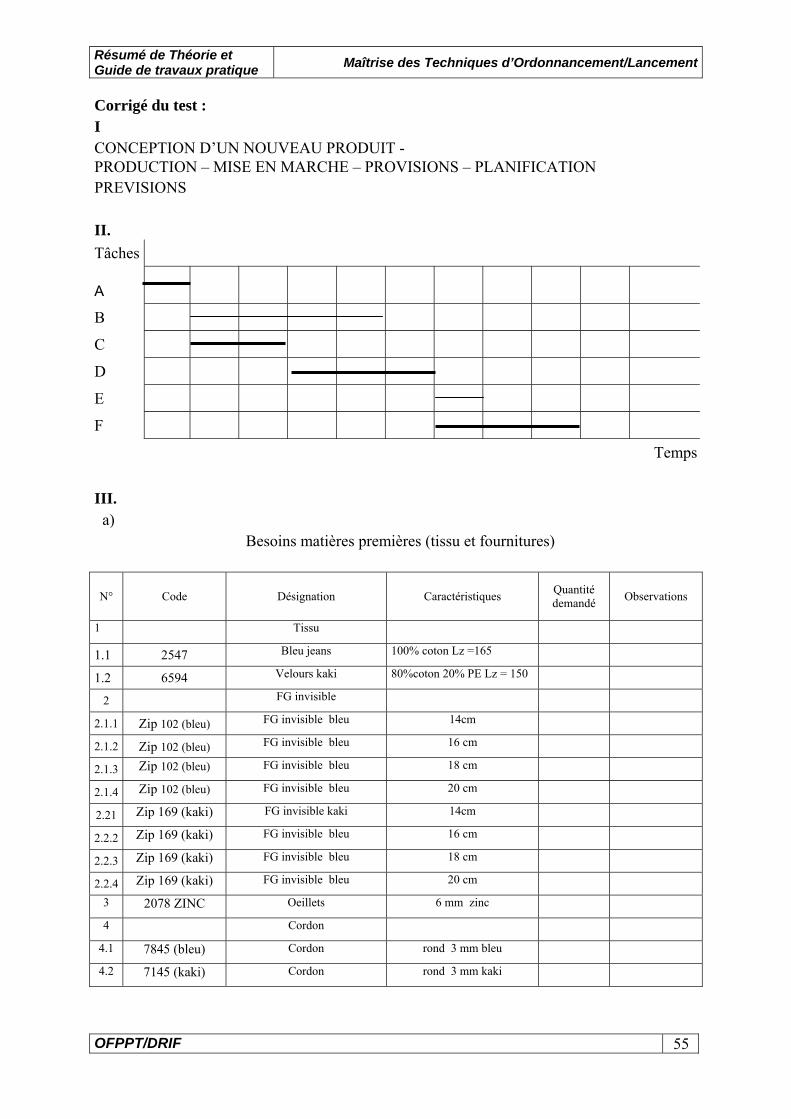
Corrigé du test : I CONCEPTION D’UN NOUVEAU PRODUIT - PRODUCTION – MISE EN MARCHE – PROVISIONS – PLANIFICATION PREVISIONS II. Tâches
A
B
C
D
E
F
Temps III. a) Besoins matières premières (tissu et fournitures)
N° Code Désignation Caractéristiques Quantité demandé Observations
1 Tissu
1.1 2547 Bleu jeans 100% coton Lz =165
1.2 6594 Velours kaki 80%coton 20% PE Lz = 150
2 FG invisible
2.1.1 Zip 102 (bleu) FG invisible bleu 14cm
2.1.2 Zip 102 (bleu) FG invisible bleu 16 cm
2.1.3 Zip 102 (bleu) FG invisible bleu 18 cm
2.1.4 Zip 102 (bleu) FG invisible bleu 20 cm
2.21 Zip 169 (kaki) FG invisible kaki 14cm
2.2.2 Zip 169 (kaki) FG invisible bleu 16 cm
2.2.3 Zip 169 (kaki) FG invisible bleu 18 cm
2.2.4 Zip 169 (kaki) FG invisible bleu 20 cm
3 2078 ZINC Oeillets 6 mm zinc
4 Cordon
4.1 7845 (bleu) Cordon rond 3 mm bleu
4.2 7145 (kaki) Cordon rond 3 mm kaki
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 56
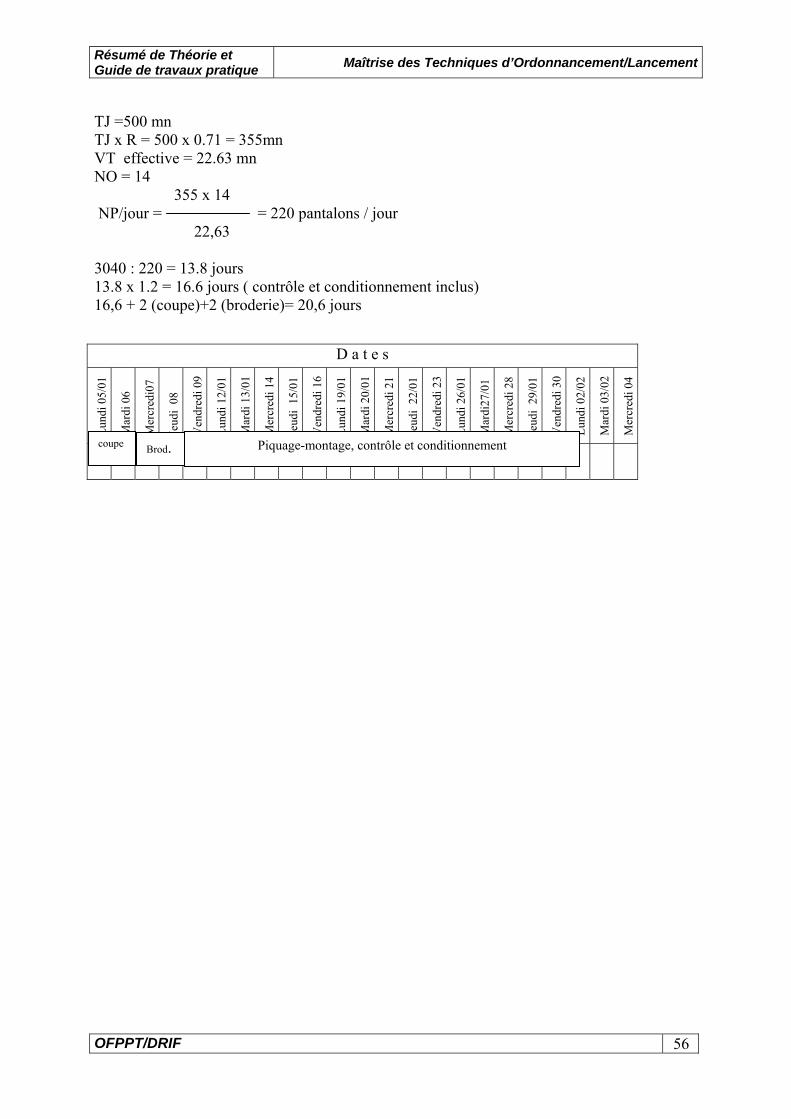
TJ =500 mn TJ x R = 500 x 0.71 = 355mn VT effective = 22.63 mn NO = 14 355 x 14 NP/jour = = 220 pantalons / jour 22,63 3040 : 220 = 13.8 jours 13.8 x 1.2 = 16.6 jours ( contrôle et conditionnement inclus) 16,6 + 2 (coupe)+2 (broderie)= 20,6 jours
D a t e s
Lund
i 05/
01
Mar
di 0
6 M
ercr
edi0
7
Jeud
i 08
Ven
dred
i 09
Lund
i 12/
01
Mar
di 1
3/01
M
ercr
edi 1
4
Jeud
i 15
/01
Ven
dred
i 16
Lund
i 19/
01
Mar
di 2
0/01
M
ercr
edi 2
1
Jeud
i 22
/01
Ven
dred
i 23
Lund
i 26/
01
Mar
di27
/01
Mer
cred
i 28
Jeud
i 29
/01
Ven
dred
i 30
Lund
i 02/
02
Mar
di 0
3/02
M
ercr
edi 0
4
coupe Brod. Piquage-montage, contrôle et conditionnement
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 57
Liste des références bibliographiques.
Ouvrage Auteur Edition LA GESTION DES OPERATIONS
Serge Carrier et collaborateurs Gaëtan Morin
LA GESTION DES OPERATIONS ET DE LA PRODUCTION
Nollet, Kelada, Diorio Gaëtan Morin
DES OUTILS POUR LA GESTION DE PRODUCTION INDUSTRIELLE
Jean Louis Brissard et Marc Polizzi Afnor gestion
ETUDES DE CAS ET EXERCICES CORRIGES EN GESTION DE PRODUCTION
Jacques Benichou, Daniel Malhiet Les éditions d’organisation
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 58
ANNEXES
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 59
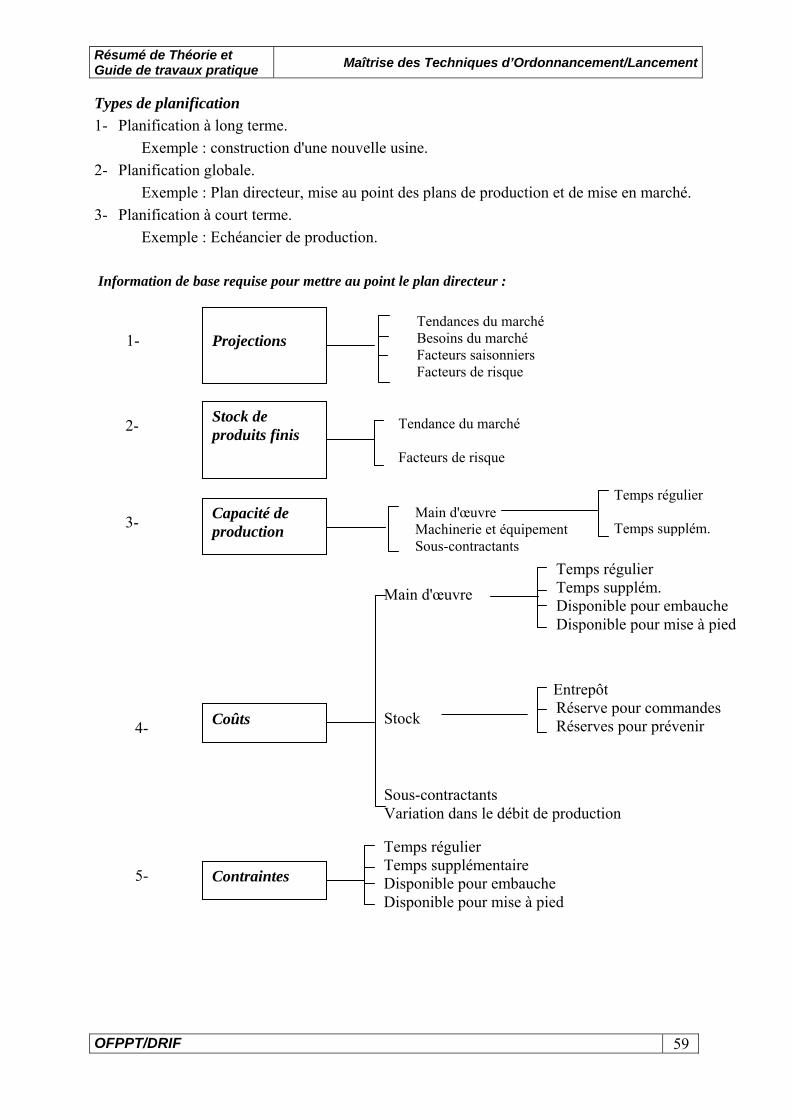
Types de planification 1- Planification à long terme.
Exemple : construction d'une nouvelle usine. 2- Planification globale.
Exemple : Plan directeur, mise au point des plans de production et de mise en marché. 3- Planification à court terme.
Exemple : Echéancier de production.
Information de base requise pour mettre au point le plan directeur :
Projections
Tendances du marché Besoins du marché Facteurs saisonniers Facteurs de risque
1-
Stock de produits finis
Tendance du marché
Facteurs de risque
Capacité de production
Main d'œuvre Machinerie et équipement Sous-contractants
Temps régulier
Temps supplém.
Coûts
Main d'œuvre
Stock
Sous-contractants Variation dans le débit de production
Temps régulier Temps supplém. Disponible pour embauche Disponible pour mise à pied
Entrepôt Réserve pour commandes Réserves pour prévenir
Contraintes
Temps régulier Temps supplémentaire Disponible pour embauche Disponible pour mise à pied
2-
3-
4-
5-
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 60
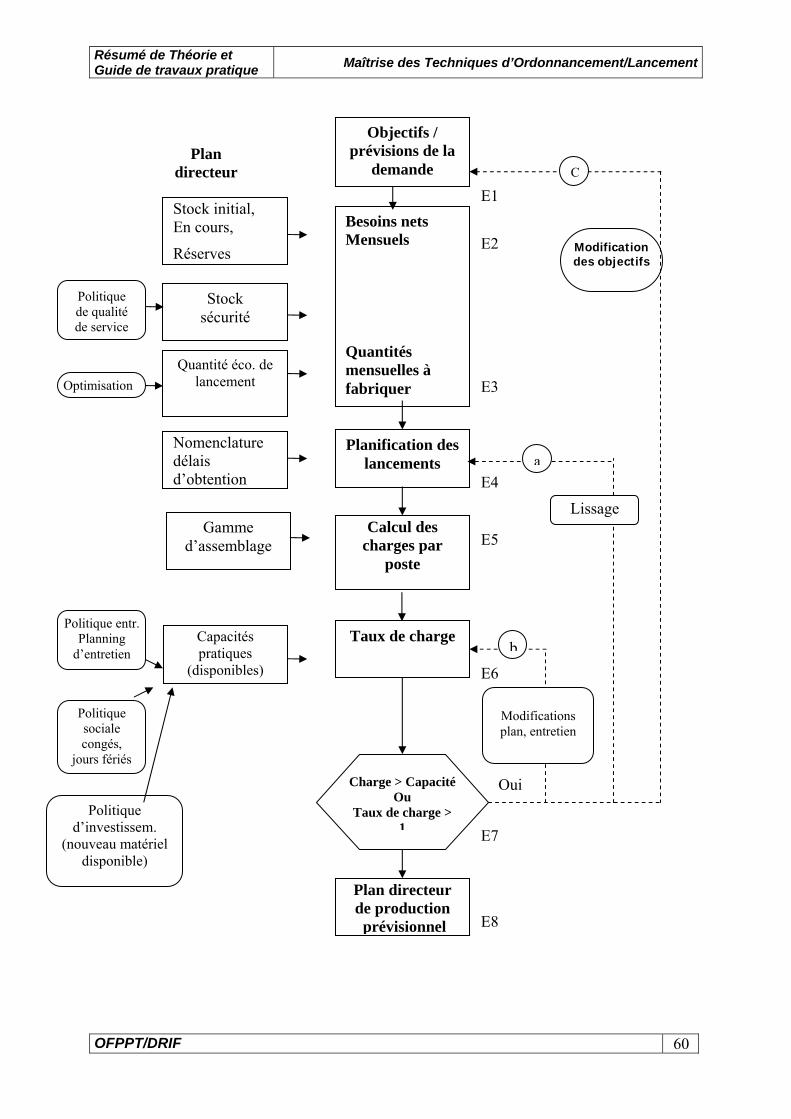
Politique sociale congés,
jours fériés
Politique d’investissem.
(nouveau matériel disponible)
Plan directeur
Stock initial, En cours,
Réserves
Stock sécurité
Quantité éco. de lancement
Nomenclature délais d’obtention
Gamme d’assemblage
Capacités pratiques
(disponibles)
Besoins nets Mensuels
Quantités mensuelles à fabriquer
Planification des lancements
Calcul des charges par
poste
Taux de charge
Charge > CapacitéOu
Taux de charge > 1
Plan directeur de production
prévisionnel
Modification des objectifs
Modifications plan, entretien
Objectifs / prévisions de la
demande C
b
a
Lissage
Politique entr. Planning
d’entretien
E1
E2
E3
E4
E5
E6
E7
E8
Oui
Politique de qualité de service
Optimisation
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 61
PERT Un certain nombre de techniques plus raffinées ont été développé en se basant sur des facteurs semblables à ceux requis par le graphique de GANTT : la première est connue sous le nom de PERT (Program Evaluation and Review Technique : Technique d’évaluation et de révision des programmes). Sa « traduction » pourrait être aussi « Pour En finir avec les Retards Traditionnels ». Le principe de cette technique est sensiblement le même que celui du diagramme de GANTT excepté que chacune des étapes se divise en sous-étapes. Cette fragmentation permet de mieux situer les séquences d’activité sur une certaine période. CONSTRUCTIONS D’UN RESEAU Pour construire un réseau, il convient d'effectuer chronologiquement les quatre opérations suivantes : 1. Etablissement d'une liste des tâches. 2. Déterminer des tâches antérieures et des tâches immédiatement antérieures. 3. Construction des graphes partiels. 4. Construction du réseau. Exemple N° 1 :
Tâches Tâches antérieures A E G C B A E – F D D E C – B C
A l'aide du tableau ci-dessus : 1. Déterminer les tâches de début et de fin. 2. Déterminer les tâches immédiatement antérieures. 3. Dessiner les graphes partiels après regroupement. 4. Construire le réseau P.E.R.T.
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 62
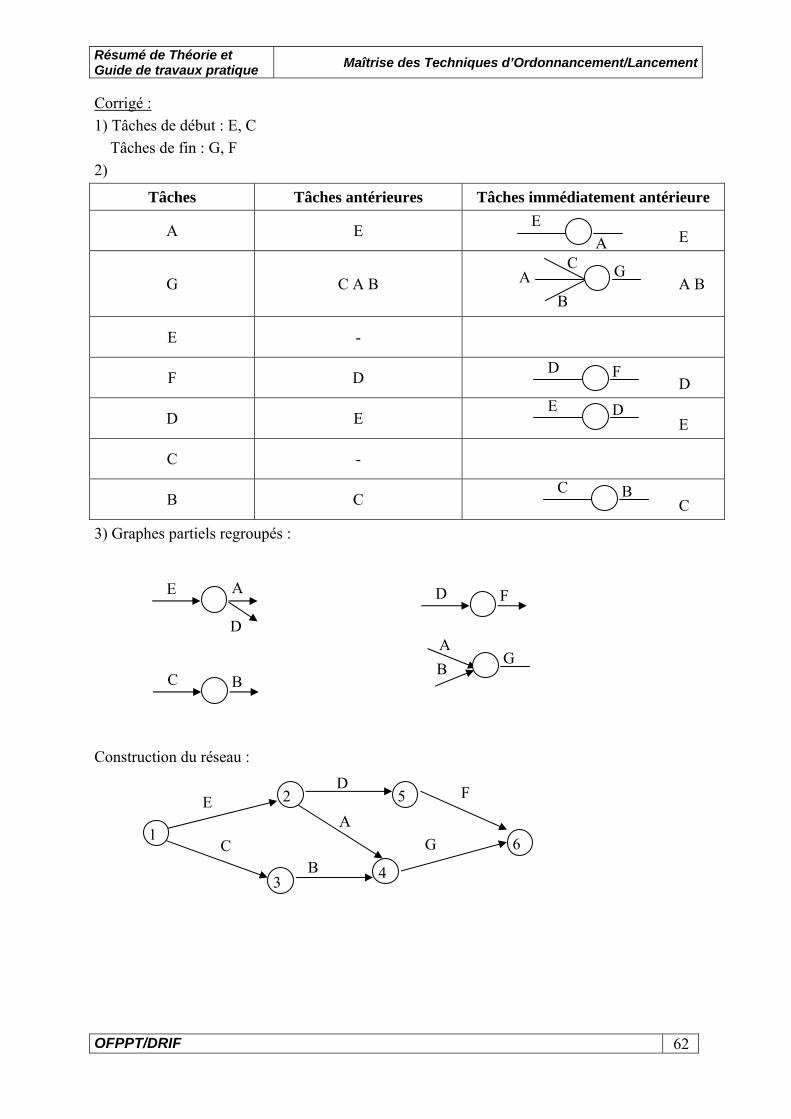
Corrigé : 1) Tâches de début : E, C Tâches de fin : G, F 2)
Tâches Tâches antérieures Tâches immédiatement antérieure
A E E
G C A B A B
E -
F D D
D E E
C -
B C C
3) Graphes partiels regroupés : Construction du réseau :
EA
A G C
B
D F
E D
C B
E A D F
AG
C B
D
B
2 5
6
43
1
E
C B
D
A
F
G
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 63
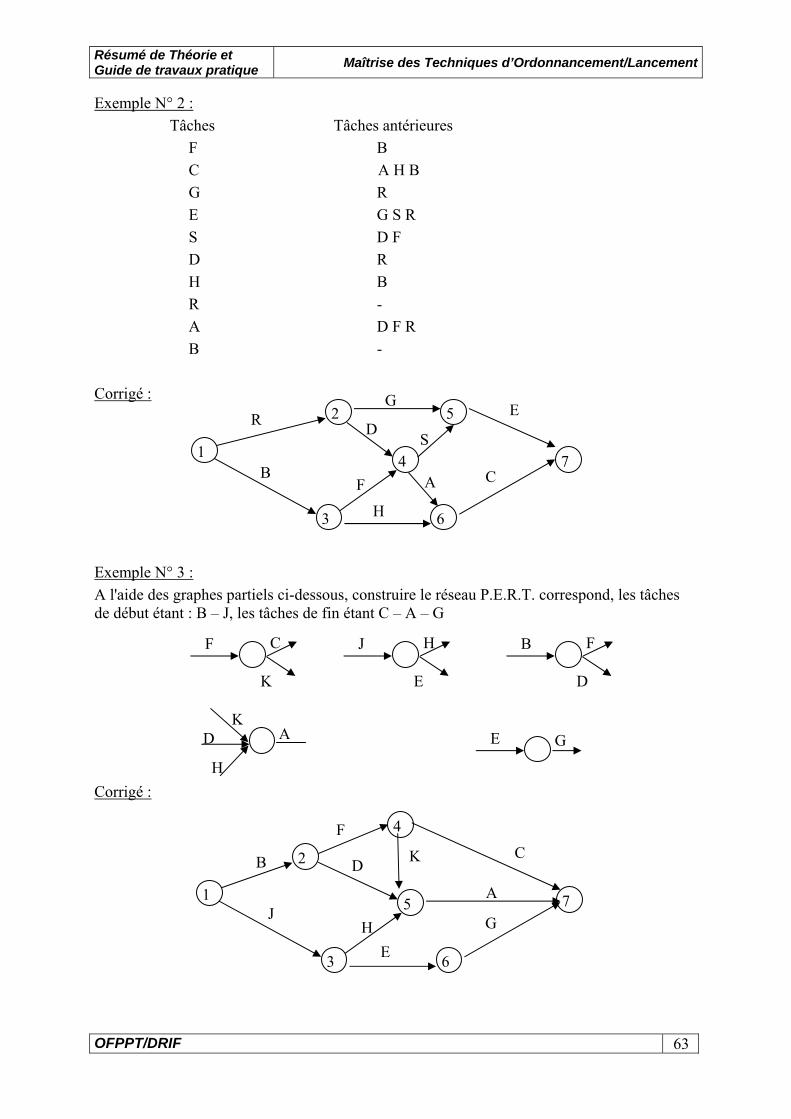
Exemple N° 2 : Tâches Tâches antérieures
F B C A H B G R E G S R S D F D R H B R - A D F R B -
Corrigé : Exemple N° 3 : A l'aide des graphes partiels ci-dessous, construire le réseau P.E.R.T. correspond, les tâches de début étant : B – J, les tâches de fin étant C – A – G Corrigé :
2 5
7
6
1
R
B F
G
A
E
4
3
D
C
S
H
F C
KA E G
K
H
J H
E
B F
D
D
2
4
7
6
1
B
J H
F C
5
3
G
E
A
D K
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 64
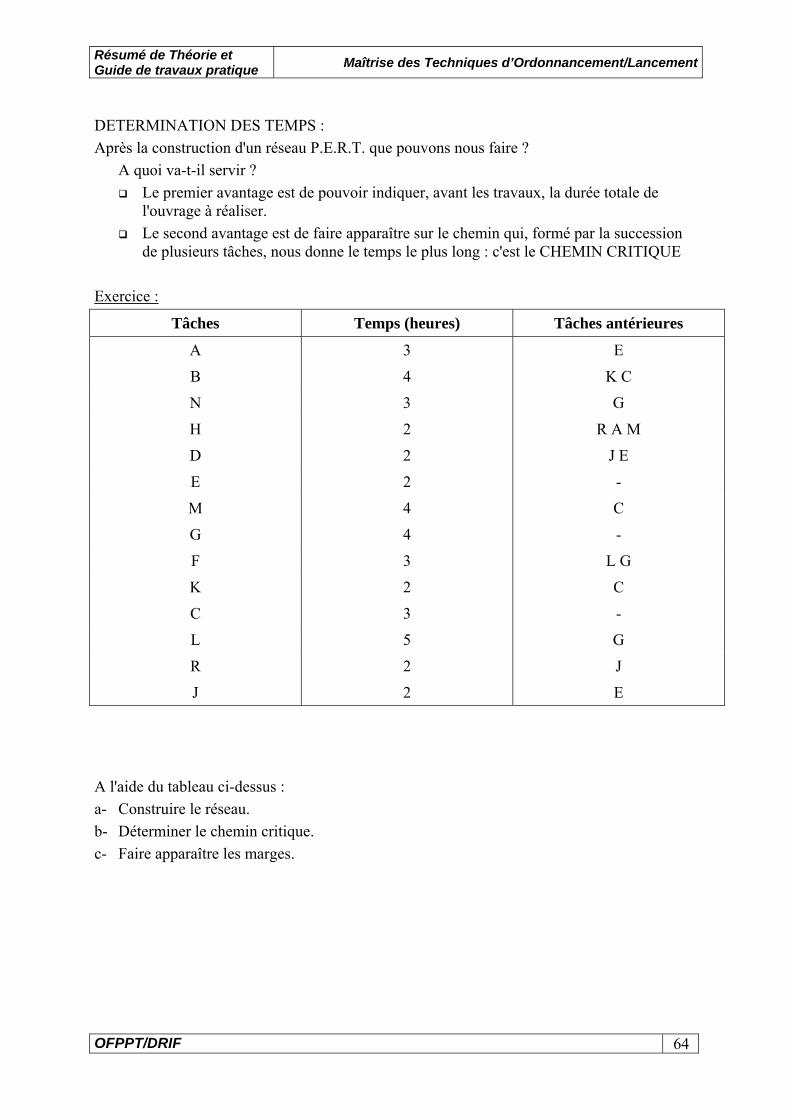
DETERMINATION DES TEMPS : Après la construction d'un réseau P.E.R.T. que pouvons nous faire ?
A quoi va-t-il servir ? Le premier avantage est de pouvoir indiquer, avant les travaux, la durée totale de
l'ouvrage à réaliser. Le second avantage est de faire apparaître sur le chemin qui, formé par la succession
de plusieurs tâches, nous donne le temps le plus long : c'est le CHEMIN CRITIQUE
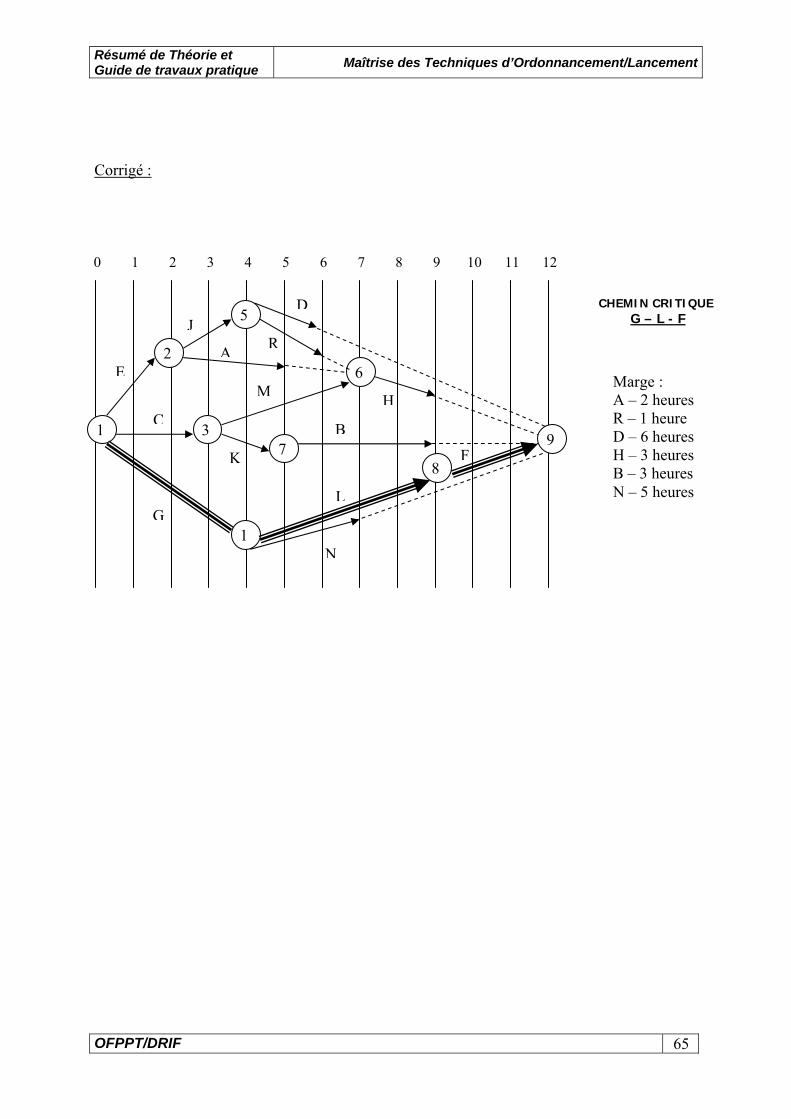
Exercice :
Tâches Temps (heures) Tâches antérieures
A 3 E
B 4 K C
N 3 G
H 2 R A M
D 2 J E
E 2 -
M 4 C
G 4 -
F 3 L G
K 2 C
C 3 -
L 5 G
R 2 J
J 2 E
A l'aide du tableau ci-dessus : a- Construire le réseau. b- Déterminer le chemin critique. c- Faire apparaître les marges.
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 65
Corrigé :
0 1 2 3 4 5 6 7 8 9 10 11 12
1
1
3
2
5
6
8
97
J
E
C
GL
K
M
A R
D
H
BF
N
Marge : A – 2 heures R – 1 heure D – 6 heures H – 3 heures B – 3 heures N – 5 heures
CHEMIN CRITIQUE G – L - F
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 66
JUSTE - A – TEMPS : 1. Le concept Acheter ou produire seulement ce dont on a besoin, quand on en a besoin. 2. Les objectifs
• Améliorer la compétitivité • réduire les coûts • Répondre aux attentes des clients • Suppression des gaspillages • Efficacité • Souplesse • Qualité • Productivité • Amélioration continue
3. Les conditions • Pas de sur-production pour gonfler les stocks • Délais de fabrication courts • Souplesse et flexibilité • Lots de fabrication minimums • Respects des quantités à produire • Suppression des stockages entre les opérations • Elimination des attentes et des pertes de temps • Fiabilité des équipements • Qualité garantie des intrants • Qualité de la production • Polyvalence du personnel.
4. Les moyens • Revue de la gestion de la production • Aménagement d'usine • Revue de l'équipement de production • Standardisation des opérations • Changement rapide d'outils (SMED) • Maintenance • Qualité totale • Mobilisation et formation du personnel • Grappes industrielles • Collaboration avec les clients • Amélioration continue et progressive.
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 67
5. Les avantages
• Réduction des inventaires • Réduction des coûts • Réduction du temps de parcours • Réduction des dépenses opérationnelles (gaspillage) • Augmentation de la vitesse de parcours • Temps de réponse aux clients plus court • Amélioration de la qualité • Amélioration continue
6. Les désavantages • Ration machine/homme plus élevé • Investissement en capital plus élevé • Investissement en formation plus élevé • Main d'œuvre directe possiblement moins productive
Définition plus complète du J-A-T :
Le juste temps est une philosophie de gestion basée sur de nouvelles valeurs, visant à continuellement améliorer la qualité et la productivité. C'est un processus continuel de transformation visant à rendre une entreprise capable de :
Produire avec des délais de plus en plus courts à tous les niveaux. Fabriquer en petits lots, utilement une pièce à la fois.
La variable critique est le délai à tous les niveaux. Le juste à temps n'est donc pas uniquement le fait de travailler debout. Conséquences et caractéristiques du J-A-T : Le juste à temps amène une nouvelle philosophie de gestion ayant comme caractéristiques principales : Un processus continu d'amélioration par l'identification et l'élimination progressive des
pertes dans tous les aspects de la production ainsi que dans dans ses activités connexes (c'est à dire l'élimination des activités qui n'ajoutent aucune valeur au produit) :
• La manutention, la manipulation • L'attente donc le stock (matières premières, en cours et final) • Les mauvaises méthodes et procédés engendrant les pertes de temps et la non-
qualité. • Le transport • La créativité non utilisée.
Capacité de fabriquer le produit désiré au moment désiré en qualité désirée : donc recevoir à temps les matières premières qui entrent à temps en fabrication, pour que le produits finis soient livrés à temps aux clients :
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 68
• La surproduction est aussi indésirable que la sous-production • Remettez à demain ce qu'il n'est pas indispensable de faire aujourd'hui
Réorganisation de la production en cellules. L'humain est au centre des considérations :
• L'employé est un expert Cette philosophie ne semble pas nouvelle, mais l'est par son approche qui déplace les préoccupations :
• De la main d'œuvre directe • Vers d'autres activités.
Nouveau calcul de la productivité basé sur le délai minimum et le délai réel Temps de réponse = temps standard de fabrication (valeur
partiellement ajoutée) +
temps improductifs de fabrication (aléas, excédents)
+ temps d'inspection
+ temps de déplacement
+ temps d'attente
+ temps d'entreposage
temps à valeur ajoutée productivité du cycle de production = temps total Donc 95 % du procédé ajoute du coût et non de la valeur. Une entreprise devrait sans cesse se mesurer en terme de délai minimum et de délai réel. 7.Les 5 zéros : Zéro stock
Zéro délai Zéro panne Zéro défaut Zéro papier
8. Les outils du juste-à-temps
La qualité totale La maintenance préventive La gestion des inventaires La fabrication cellulaire La réduction des temps de mise en cours La gestion de la production La mobilisation des employés
Sans valeur ajoutés
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 69
9. Le Kanban La Kanban est essentiellement un moyen de contrôle visuel afin de minimiser les inventaires. Il a été inspiré du système du supermarché où : • Le consommateur choisit des biens. • Le consommateur diminue le travail du personnel car c'est lui qui amène le produit aux
caisses. • Au lieu d'avoir un système qui estime le remplissage des tablettes, la magasin va
seulement remplir les items qui ont été vendus. Donc, il faut arriver à un système de production sur commande où les items produits seront ceux vendus. Ce qui résulte en un système qui tire la production (PULL). Un kanban c'est une carte de contrôle qui a 3 fonctions : • L'identification (Qu'est ce que le produit ?) • Les instructions de travail (indique ce qu'il y a à faire) • Le transfert (indique où transporter les produits). Il y a 2 types de kanban : • kanban de production qui sert d'identification et d'instructions de travail. • Kanban de transfert qui sert d'identification et de transfert. Donc, un système de Kanban a 2 caractéristiques : • Utilise des cartes de Kanban à répétitions. • Le nombre de cartes de Kanban limite le flux de production, élimine le gaspillage et
garde l’inventaire au minimum. Conclusion : Les cartes et le système de Kanban ne représente qu’un moyen d’améliorer les systèmes de production. Ils apportent des valeurs considérables telles que : • Ils déterminent le nombre de Kanban pour régulariser le flux de l’ensemble des items et
de réduire le stock au minimum. • Ils permettent un contrôle visuel lors de l’exécution. Les systèmes de Kanban sont extrêmement efficaces pour réduire le travail de bureau et donne plus d’autonomie au plancher de production. Ce qui leur permet de manœuvrer les changements avec plus de facilité. Un des avantages du système de Kanban est de donner des instructions à la dernière opération et l’information va se transmettre.
Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 70
Lorsque la cellule suivante produit, elle consomme les pièces requises. Elle a des contenants de pièces, auxquels est joint le Kanban transfert. Lorsque l’employé commence à prendre des pièces dans un nouveau contenant, il enlève le Kanban transfert pour le déposer à l’endroit « T ». Un Kanban transfert à cet endroit autorise un manutentionnaire à se rendre à la zone de stockage pour aller chercher un contenant plein. Dans la zone de stockage, le contenant plein est identifié par le Kanban production. Le manutentionnaire enlève le Kanban production et le dispose à l’endroit « P ». Il met le Kanban transfert sur le contenant plein et le transporte à l’endroit approprié de la cellule suivante. Le Kanban production déposé à l’endroit « P » autorise la cellule précédente à produire la pièce en question. Une fois terminé, le contenant de pièces avec le Kanban production, est placé dans la zone de stockage. Les kanbans contrôlent donc le niveau de stock entre les cellules et servent de moyen de communication. Le kanban de production recircule en permanence sur le plancher, il remplace l’ordre de fabrication (work order) qu’on retrouve dans les systèmes traditionnels de PBM (MRP). Le kanban transfert recircule lui aussi en permanence sur le plancher, il remplace les réquisitions. Le système kanban est donc le système qui détermine quoi produire, comment en produire et quand le produire. Tout ceci se déroule sur le plancher, sans intervention du « bureau ». On peut donc dire que le système kanban se charge de l’exécution du programme de production. La planification de ce programme doit se faire d’une façon similaire à celle utilisée dans les systèmes de type MRP II. Si l’on intègre les fournisseurs dans un tel système, on pourrait éliminer les bons d’achat. ces bons seraient remplacés par l’équivalent des kanbans production qui s’appelleraient « kanban achat »

Résumé de Théorie et Guide de travaux pratique Maîtrise des Techniques d’Ordonnancement/Lancement
OFPPT/DRIF 71





























