Embed Size (px)
Citation preview
Machines de forgeage Presses hydrauliques

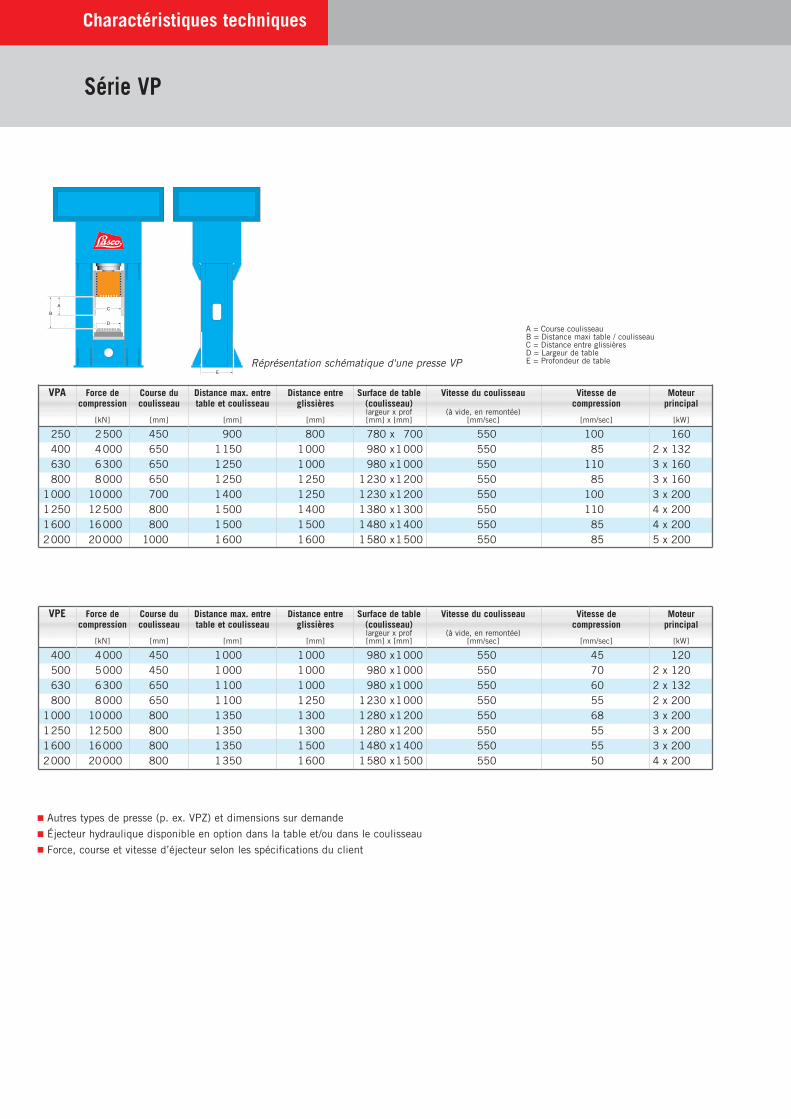
Série VP
Charactéristiques techniques
1600 16000 800 1350 1500 1480 x1400 550 55 3 x 200 2000 20000 800 1350 1600 1580 x1500 550 50 4 x 200
A
BC
D
E
VPA Force de Course du Distance max. entre Distance entre Surface de table Vitesse du coulisseau Vitesse de Moteur compression coulisseau table et coulisseau glissières (coulisseau) compression principal largeur x prof (à vide, en remontée) [kN] [mm] [mm] [mm] [mm] x [mm] [mm/sec] [mm/sec] [kW]
250 2500 450 900 800 780 x 700 550 100 160 400 4000 650 1150 1000 980 x1000 550 85 2 x 132 630 6300 650 1250 1000 980 x1000 550 110 3 x 160 800 8000 650 1250 1250 1230 x1200 550 85 3 x 160 1000 10000 700 1400 1250 1230 x1200 550 100 3 x 200 1250 12500 800 1500 1400 1380 x1300 550 110 4 x 200 1600 16000 800 1500 1500 1480 x1400 550 85 4 x 200 2000 20000 1000 1600 1600 1580 x1500 550 85 5 x 200
Réprésentation schématique d'une presse VP
Autres types de presse (p. ex. VPZ) et dimensions sur demande
Éjecteur hydraulique disponible en option dans la table et/ou dans le coulisseau
Force, course et vitesse d’éjecteur selon les spécifications du client
VPE Force de Course du Distance max. entre Distance entre Surface de table Vitesse du coulisseau Vitesse de Moteur compression coulisseau table et coulisseau glissières (coulisseau) compression principal largeur x prof (à vide, en remontée) [kN] [mm] [mm] [mm] [mm] x [mm] [mm/sec] [mm/sec] [kW]
400 4000 450 1000 1000 980 x1000 550 45 120 500 5000 450 1000 1000 980 x1000 550 70 2 x 120 630 6300 650 1100 1000 980 x1000 550 60 2 x 132 800 8000 650 1100 1250 1230 x1000 550 55 2 x 200 1000 10000 800 1350 1300 1280 x1200 550 68 3 x 200 1250 12500 800 1350 1300 1280 x1200 550 55 3 x 200
A = Course coulisseauB = Distance maxi table / coulisseauC = Distance entre glissièresD = Largeur de tableE = Profondeur de table


Produire économiquement
3
Notre proposition
Plus de 300 spécialistes ont chez LASCO un seul objectif: construire des machines optima-les pour assurer le succès de l’utilisateur.
Presse d’extrusion à froid LASCO KFP 1000 pour la production de pièces automobiles. Uneparmi plus de 1000 presses hydrauliques LASCO en service dans le monde entier chez desutilisateurs industriels.
LASCO a toujours travaillé, depuissa création en 1863, sur la génération d’énergie par utilisationde l’écoulement des fluides. Nousavons reconnu très tôt les avanta-ges des systèmes oléohydrauliqueset les avons utilisés pour la construction de machines-outils àhaut rendement. Notre expériencede plus de 100 ans dans cedomaine nous permet de proposermondialement des installations deforgeage spécialement adaptées à l’environnement particulièrementsévère des industries de la forge,et qui accomplissent leur travailavec un haut degré de fiabilité.
Les presses hydrauliques LASCOréunissent en une unité fonction-nelle la somme des composantsles plus évolués du moment, dansles domaines de l’hydraulique, lamécanique, l’électrique et la tech-nologie de commande. Il en résulteune installation de productionoptimalisée pour des décennies àchaque cas particulier d’application.
Toute notre activité est centréeautour de la réalisation des sou-haits de nos clients. C’est la raisonpour laquelle pratiquement chaquemachine est différente des autres,et que chaque groupe hydrauliqueest optimisé individuellement parrapport à son utilisation particulière.Les caractéristiques et conceptionsde base de nos presses hydrauli-ques sont explicitées dans la pré-sente brochure. Quant aux caracté-ristiques que devrait avoir "votre"presse hydraulique, c’est avec plaisir que nous en discuteronsavec vous.

Hydraulische Pressen in der Massivumformung
4
Mission
Les presses oléohydrauliques sesont établies en forgeage, car ellespermettent d’obtenir n’importequel niveau d’énergie souhaité.Leurs emplois sont pratiquementuniversels et elles se plient sansgrandes difficultés aux change-ments de production. D’autresavantages économiques sont obte-nus par la conception de l’entraî-nement et l’utilisation de techni-ques modernes de commande etde régulation.
Les caractéristiques telles que larobustesse, la clarté de réalisation,la sécurité et le confort d’utilisationainsi que la facilité d’entretienfont ressortir les solutions deLASCO sur le marché internationaldes machines. Nos presses hydrau-liques se distinguent par la granderigidité de leur bâti, la vitesse deformage en charge, la rapidité dela montée en pression et l’inversionrapide de mouvement, ainsi que
des temps de contact outils parti-culièrement courts, ménageant ladurée de vie des outils. Avec lesséries VP, KFP et KP, ainsi qu’avecde nombreuses options, acces-soires et possibilités d’automatisa-tion, nous proposons pour chaquedomaine d’utilisation des concep -tions de presses efficaces.
Les domaines d’emploi classiquedes presses hydrauliques sont ledécalaminage, le refoulement, lechanfreinage, le préformage, larépartition matière, le refoulement,le pliage, l étirage, l’extrusion, letréfilage, l’ébavurage, le poinçon-nage et le calibrage. Chacun deces procédés implique des diffé-rences de longueur de course,vitesse coulisseau, ouverture libre,mode opératoire et dimensions delaboratoire. En fonction des exi-gences particulières, il faut doncconcevoir et dimensionner diffé-remment les bâtis, les coulisseaux,
les guidages de coulisseau et lescommandes. C’est pourquoi nousproposons des presses conçuessoit pour un large éventail d’utili-sation, soit optimisées pour uneutilisation spécifique.
Fidèle au principe qu’ „il vautmieux s’occuper soi-même de laqualité“, la prestation de LASCOne se limite pas à la conception, àla fabrication et au montage decomposants standardisés, maistraite le problème dans sonensemble. Le haut niveau d’inté-gration de notre fabrication engen-dre non seulement une qualité cer-tifiée par les normes internationa-les les plus sévères, mais apportetout particulièrement la flexibilitépermettant de pouvoir répondrerapidement et sans complicationsaux souhaits et spécifications par-ticuliers de nos clients.
Fabrication de pistons sur VPE 160 et VPE500.
Ébauchage annulaire sur VPE 800. Travaux de calibrage sur KP 500.
Presses hydrauliques pour le forgeage

Überzeugend wirtschaftlichÉconomiquement convaincantes
5
Les solutions LASCO
Fabrication d’ébauche annulaire sur une LASCO VPE 800.
LASCO-Konzepte...Des caractéristiques qualités fondamentales
6
Les concepts LASCO …
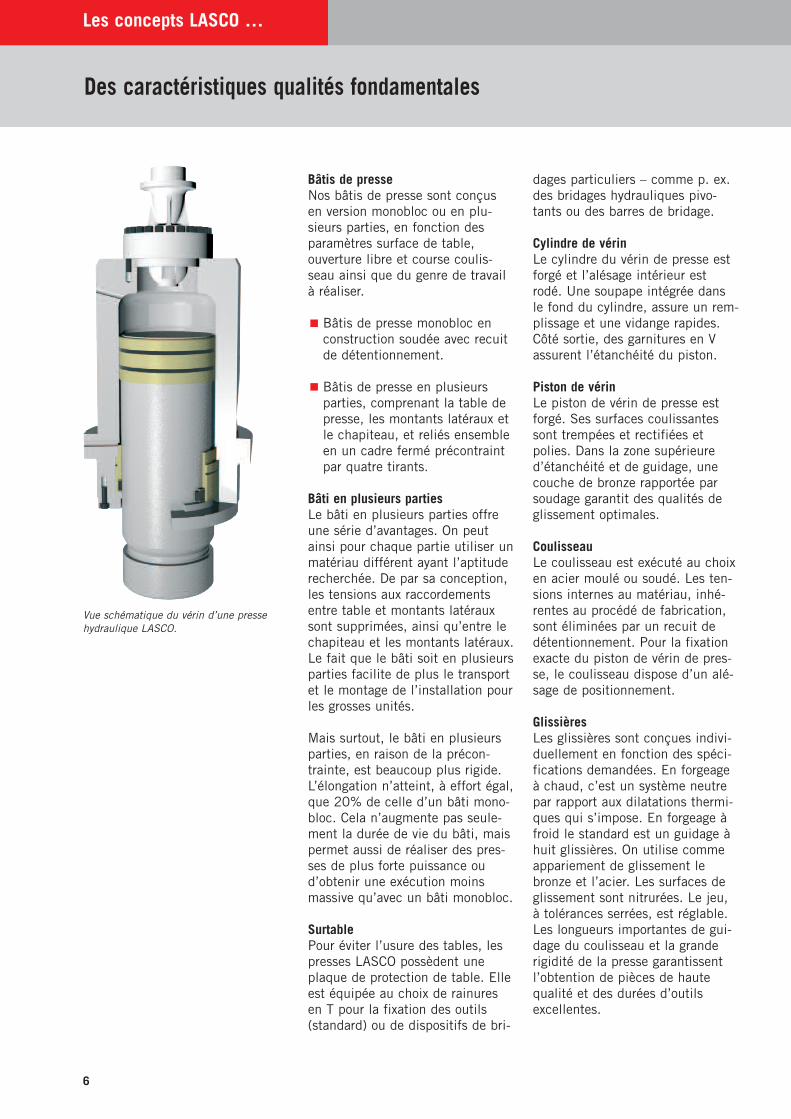
Bâtis de presseNos bâtis de presse sont conçusen version monobloc ou en plu-sieurs parties, en fonction desparamètres surface de table,ouverture libre et course coulis-seau ainsi que du genre de travailà réaliser.
Bâtis de presse monobloc enconstruction soudée avec recuitde détentionnement.
Bâtis de presse en plusieursparties, comprenant la table depresse, les montants latéraux etle chapiteau, et reliés ensembleen un cadre fermé précontraintpar quatre tirants.
Bâti en plusieurs partiesLe bâti en plusieurs parties offreune série d’avantages. On peutainsi pour chaque partie utiliser unmatériau différent ayant l’aptituderecherchée. De par sa conception,les tensions aux raccordementsentre table et montants latérauxsont supprimées, ainsi qu’entre lechapiteau et les montants latéraux.Le fait que le bâti soit en plusieursparties facilite de plus le transportet le montage de l’installation pourles grosses unités.
Mais surtout, le bâti en plusieursparties, en raison de la précon-trainte, est beaucoup plus rigide.L’élongation n’atteint, à effort égal,que 20% de celle d’un bâti mono-bloc. Cela n’augmente pas seule-ment la durée de vie du bâti, maispermet aussi de réaliser des pres-ses de plus forte puissance oud’obtenir une exécution moinsmassive qu’avec un bâti monobloc.
SurtablePour éviter l’usure des tables, lespresses LASCO possèdent uneplaque de protection de table. Elleest équipée au choix de rainuresen T pour la fixation des outils(standard) ou de dispositifs de bri-
dages particuliers – comme p. ex.des bridages hydrauliques pivo-tants ou des barres de bridage.
Cylindre de vérinLe cylindre du vérin de presse estforgé et l’alésage intérieur estrodé. Une soupape intégrée dansle fond du cylindre, assure un rem-plissage et une vidange rapides.Côté sortie, des garnitures en Vassurent l’étanchéité du piston.
Piston de vérinLe piston de vérin de presse estforgé. Ses surfaces coulissantessont trempées et rectifiées etpolies. Dans la zone supérieured’étanchéité et de guidage, unecouche de bronze rapportée parsoudage garantit des qualités deglissement optimales.
CoulisseauLe coulisseau est exécuté au choixen acier moulé ou soudé. Les ten-sions internes au matériau, inhé-rentes au procédé de fabrication,sont éliminées par un recuit dedétentionnement. Pour la fixationexacte du piston de vérin de pres-se, le coulisseau dispose d’un alé-sage de positionnement.
GlissièresLes glissières sont conçues indivi-duellement en fonction des spéci-fications demandées. En forgeageà chaud, c’est un système neutrepar rapport aux dilatations thermi-ques qui s’impose. En forgeage àfroid le standard est un guidage àhuit glissières. On utilise commeappariement de glissement lebronze et l’acier. Les surfaces deglissement sont nitrurées. Le jeu,à tolérances serrées, est réglable.Les longueurs importantes de gui-dage du coulisseau et la granderigidité de la presse garantissentl’obtention de pièces de hautequalité et des durées d’outilsexcellentes.
Vue schématique du vérin d’une pressehydraulique LASCO.

...im Detail
7
…. en détail
Sécurité coulisseauUne chandelle, actionnée pneuma-tiquement et surveillée électrique-ment, assure la sécurité de travaildans le laboratoire presse enempêchant tous mouvementsintempestifs du coulisseau. Lecoulisseau peut être verrouillé enposition haute. La fonction sécuri-té est intégrée dans la commandede la presse.
Vues en coupe d’un bâti monobloc (en hautà droite) et en plusieurs parties (à gauche)de presses hydrauliques LASCO.
Largement éprouvé en utilisation

Bestimmende Leistungsträger
8
Le groupe hydraulique …
Dans l’entraînement direct, les mouvementsde la presse hydraulique résultent unique-ment du débit de la pompe d’entraînement.On opte pour cette solution lorsqu’on abesoin d’une certaine puissance sur untemps relativement long, avec seulementde courtes pauses de la presse.
Employé LASCO lors du montage du groupehydraulique d’une VPE.
Le groupe hydrauliqueLe groupe hydraulique de la presseinflue directement, par sa puissanceet sa qualité, sur l’efficacité del’installation. C’est pourquoi nousconstruisons et fabriquons ces élé-ments nous-mêmes dans notrepropre usine – et ceci, individuel-lement pour chaque groupehydraulique.
Entraînement direct,Entraînement avec accumulateur,Entraînement combinéSuivant la taille et les caractéristi-ques de la presse, nous employonsun des trois principes fondamen-taux d’entraînements hydrauliques: l’entraînement direct, l’entraîne-ment avec accumulateurs ainsiqu’une combinaison des deux(entraînement par pompe et accu-mulateur). Ces variantes permet-tent de générer des puissances decompression de 1.000 kN à50.000 kN.
Nous installons de préférence legroupe hydraulique, de conception
blocs, sur le chapiteau de la presse.Cela apporte des avantages essen-tiels, tels que la bonne accessibilitéde tous les éléments hydrauliquesou les tuyauteries hydrauliques lesplus courtes possible entre pompes,accumulateurs et vérins. Nous réa-lisons également, à la demande,d’autres formes de construction,par exemple quand l’entraînementdoit être placé à côté de l’installa-tion pour des raisons de hauteur.
La température d’huile hydrauliqueest maintenue constante, mêmependant les périodes d’arrêt, parun chauffage intégré au réservoir.Un système séparé de refroidisse-ment et de filtrage, possédant sapropre pompe de circulation,empêche le dépassement de latempérature maximum et nettoiele fluide en continu. Le degréd’encrassement du filtre s’inscritsur l’écran de commande.
Un facteur déterminant de puissance

Kompetent ausgelegtCompétence dans la conception
9
… de notre propre fabrication
L’entraînement combiné pompe-accumula-teur met en réserve une partie de l’énergiedans un accumulateur hydraulique, celle-cipouvant être mise à disposition à la deman-de. Cette solution est choisie de préférencelorsque l’on a besoin de fortes puissancessur un court instant, et que l’on dispose desuffisamment de temps pour recharger l’ac-cumulateur.
Entraînement hydraulique sur chapiteau.
LubrificationLa lubrification des glissières sefait à l’huile – et est contrôléeélectroniquement. L’électroniquepermet le réglage individuel desintervalles de graissage et évite, enémettant un signal d’alarme, depasser en dessous de la quantitéminimum.

Prozesssteuerungen
10
Commande du processus
Commande décentraliséeLe "cerveau" de toute machine-outil moderne, c’est la commandedécentralisée de processus.Conformément à notre logiqued’entreprise orientée clients, nousla configurons et programmonsindividuellement, dans nos propresateliers, selon le profil de travailque doit effectuer l’installation.
La compétence de LASCO dans laprogrammation des logiciels, ainsique dans la conception et le mon-tage de composants électroniques,électriques et mécatroniques, nousdonne la souplesse nécessaire depouvoir répondre positivement àtoute demande techniquement réa-lisable. La mise à disposition d’in-terfaces pour l’intégration dans lesprocessus existants, tout comme lacréation de commande centraliséesupérieure pour la supervision d’unprocessus couplé, appartient audomaine de la pratique courante.
Les commandes de processus etles machines LASCO offrent toutesles caractéristiques de perfor-mance propre à une organisationmoderne de la production:
Réglage et analyse, centraliséset fonction du produit, de tousles paramètres machine.
gestion des gammes produit et,en option, liaison avec une ban-que de données.
Saisie des données de production
Suivi du produit
Intégration dans le PPS (systè-me de programmation et degestion de la production)
Programme d’entretien intégré
Datalogger intégré
Nous tenons compte aussi très lar-gement des souhaits de nos clientsdans le design des interfaceshomme/machine. C’est ainsi quenous proposons, en option, la con-figuration des menus et graphi-ques d’écran selon les exigencesspécifiques du client (bien sûr enplusieurs langues).
La commande opérateur se fait parun écran graphique couleur, lestextes comme les touches fonctionssont dans la langue du client. Lasaisie, l’analyse et la mémorisationdes données peuvent se faire entemps réel pendant la produc tion.Les données peuvent être transmi-ses au réseau interne de l’entreprisepar une interface spécifique.
La liaison avec des modules logi-ciels spécifiques du client est également possible. Sur demande,nous intégrons des systèmes detélémaintenance par téléphone oupar Internet.
La conception, le montage et la programmation de composants électroniques, électriquesou mécatroniques font partie des principales compétences de LASCO.
Sécurité de processus sans compromis
Individuell programmiert Commande opérateur selon vos souhaits
11
Programmée individuellement
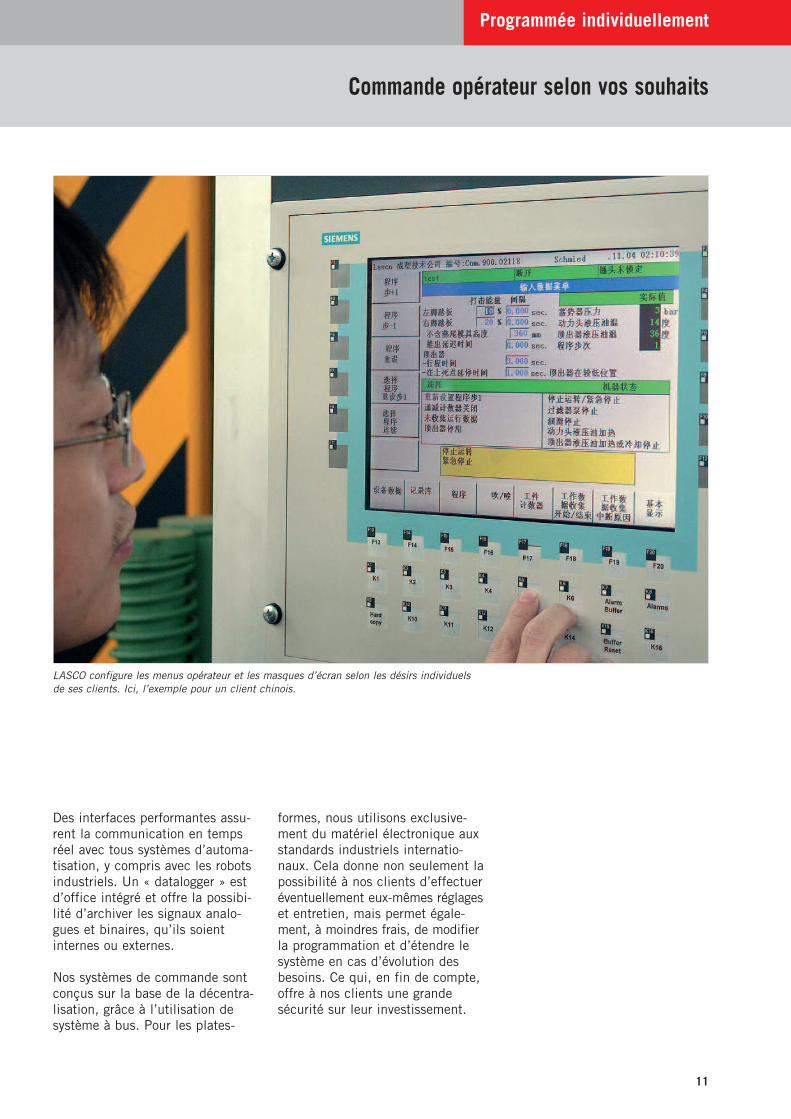
LASCO configure les menus opérateur et les masques d’écran selon les désirs individuelsde ses clients. Ici, l’exemple pour un client chinois.
Des interfaces performantes assu-rent la communication en tempsréel avec tous systèmes d’automa-tisation, y compris avec les robotsindustriels. Un « datalogger » estd’office intégré et offre la possibi-lité d’archiver les signaux analo-gues et binaires, qu’ils soientinternes ou externes.
Nos systèmes de commande sontconçus sur la base de la décentra-lisation, grâce à l’utilisation desystème à bus. Pour les plates-
formes, nous utilisons exclusive-ment du matériel électronique auxstandards industriels internatio-naux. Cela donne non seulement lapossibilité à nos clients d’effectueréventuellement eux-mêmes réglageset entretien, mais permet égale-ment, à moindres frais, de modifierla programmation et d’étendre lesystème en cas d’évolution desbesoins. Ce qui, en fin de compte,offre à nos clients une grandesécurité sur leur investissement.

Vielzweckpressen
12
Série VP
Pièces typiques préformées et finies sur presses hydrauliques LASCO de la série VP.
Sous la dénomination VP, LASCOpropose une large gamme de presseshydrauliques de forgeage à chauddont le dimensionnement en puis-sance et les caractéristiques deperformance sont conçus de façonoptimale pour leur domaine d’utili-sation. De par leur large profild’aptitude, les Presses LASCO VPsont des candidates idéales pourles tâches de préformage tellesque le chanfreinage, l’écrasement,le pliage ou le refoulement.
Ces presses VP, robustes et puis-santes, conviennent égalementpour tous travaux de forgeage enune ou plusieurs opérations, ainsique pour l’extrusion.
En tant que presse de préparationavant forgeage final – p. ex. avantmarteaux-pilons ou presses àestamper – elles augmentent lacadence et l’efficacité du processde production. Elles réalisent desébauches idéales, permettant ainsid’économiser de la matière pourles opérations suivantes de forgeage,et soulagent ces machines et leursoutillages de l’opération de réparti-tion matière.
Les caractéristiques principalesdes presses LASCO VP sont leurhaut rendement et leur rigidité aubasculement en cas de chargedécentrée. Elles se distinguent parun guidage long du coulisseau, un
réglage en continu des vitesses decompression et de course coulis-seau, ainsi que de la durée demaintien pression.
Avec ce profil, les presses LASCOVP sont des presses polyvalentespermettant de forger de façon éco-nomique un large spectre de piècesdifférentes. Elles donnent ainsi àl’utilisateur un maximum de sou-plesse dans l’organisation de sesprocessus de production. Le pilotageprécis en fonction de la force, dela vitesse et/ou de la course, est laclé permettant d’assurer la précisionet la reproductibilité de chacunedes opérations de forgeage.
Des presses polyvalentes

Klassiker mit breitem Eignungsprofil
13
Série VP
Lubrification des gravures sur une VPE 500(en haut). À gauche: une LASCO VPA 1250.
Conception de base d’une presse LASCOVP en représentation schématique.
Un classique aux larges possibilités
Optimal konfiguriert ...
14
Série VP
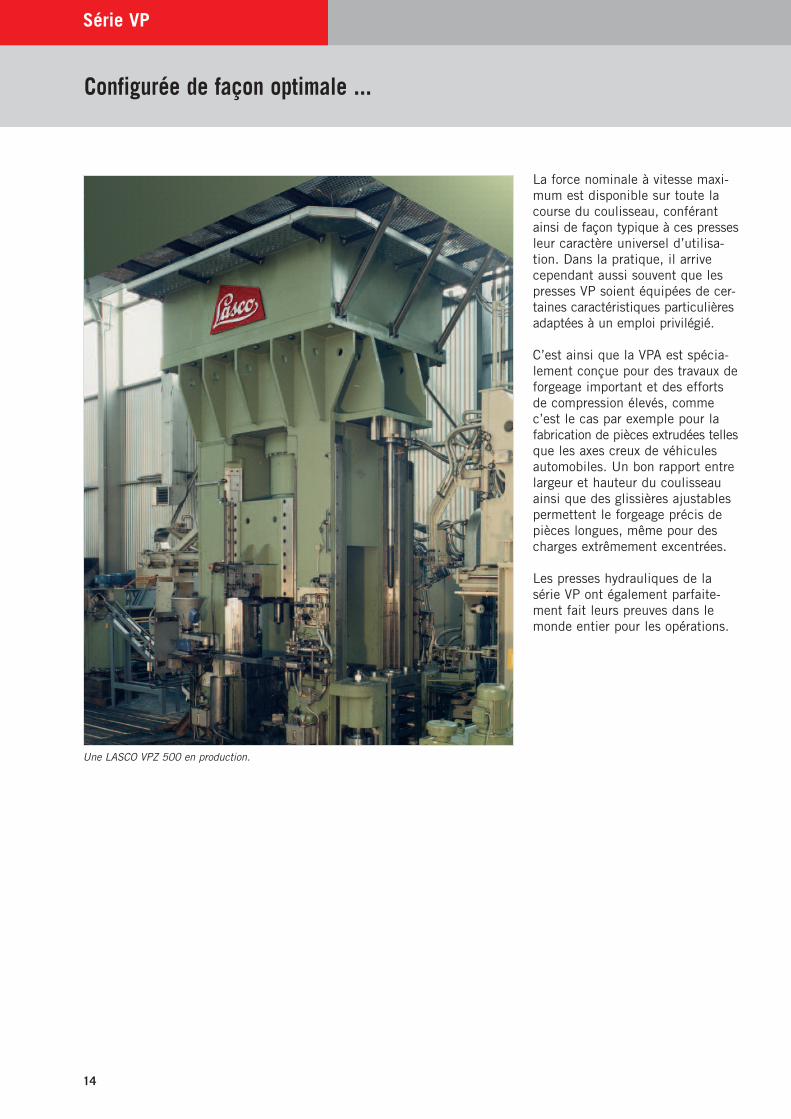
La force nominale à vitesse maxi-mum est disponible sur toute lacourse du coulisseau, conférantainsi de façon typique à ces pressesleur caractère universel d’utilisa -tion. Dans la pratique, il arrivecependant aussi souvent que lespresses VP soient équipées de cer-taines caractéristiques particulièresadaptées à un emploi privilégié.
C’est ainsi que la VPA est spécia-lement conçue pour des travaux deforgeage important et des effortsde compression élevés, commec’est le cas par exemple pour lafabrication de pièces extrudées tellesque les axes creux de véhiculesautomobiles. Un bon rapport entrelargeur et hauteur du coulisseauainsi que des glissières ajustablespermettent le forgeage précis depièces longues, même pour descharges extrêmement excentrées.
Les presses hydrauliques de lasérie VP ont également parfaite-ment fait leurs preuves dans lemonde entier pour les opérations.
Une LASCO VPZ 500 en production.
Configurée de façon optimale ...

... auch für kombinierte Aufgaben... également pour des opérations combinées
15
Série VP
de fabrication combinées. C’estainsi que la presse VPZ d’extrusionet d’étirage réalise, à elle seule, letravail qui autrement devrait êtreeffectué sur une presse de forgea-ge à chaud, puis sur une pressed étirage. Avec une répétabilité deprécision et un rendement impor-tant, une VPZ maîtrise parfaite-ment la réalisation des longs corpscreux à symétrie de révolution,dans des dimensions pouvant allerjusqu’à environ 2000 mm delongueur et 350 mm de diamètreextérieur, comme c’est le cas parexemple pour les axes creux devéhicule, les porte-outils ou lesbouteilles de gaz – également avecétirage et évasement.
L’opération d’étirage à chaud quisuit l’extrusion à chaud peut êtreréalisée au choix avec une brocheou un chariot d’étirage. La mani-pulation de la pièce est entière-ment automatique, de même quele refroidissement combiné de l’in-térieur et de l’extérieur de l’outillage.
Presse VPZ d’extrusion et d’étirage combi-nés pour la production de pièces à symétriede révolution (Schéma).

Kaltfliesspressen
16
Série KFP
Le forgeage aux dimensions exac-tes avec une précision aux centiè-mes de mm, voilà le domaine despresses hydrauliques de matriçageà froid LASCO KFP.
L’extrusion à froid compte parmiles procédés les plus importantslorsqu’il s’agit du formage écono-mique à contours presque défini-tifs de pièces de grande série. Laflexibilité de la caractéristiqueCourse-Effort, la réserve importan-te d’énergie, et l’extraordinaireadaptabilité de la presse aux diffé-rentes opérations de formageoffrent les conditions optimumsd’efficacité en production. C’estsur des LASCO de type KFP que
sont fabriquées, dans le mondeentier, toutes sortes de pièces dif-férentes, tels les pignons d’atta-que, les arbres de démarreurs, lesarbres creux et autres pièces sem-blables réalisées par refoulementet étirage. Sur une presse combi-nant l’extrusion avant, arrière etlatérale, il est possible de réaliserdes pièces complexes, comme lesjoints homocinétiques, et cela defaçon extrêmement économique etavec une qualité constante.
Une LASCO KFP maîtrise égale-ment de façon standard les opéra-tions de formage multiple avecoutil à suivre intégré dans l’espacepresse. Le système de guidage à
Pièces typiques produites sur des presses hydrauliques LASCO d’extrusion à froid de lasérie KFP.
KFP 1000 utilisée pour le formage de piè-ces aluminium pour l’industrie automobile.
Extrusion à froid

Überlegen in der Großserie
17
Série KFP
Construction de base d’une Presse LASCO dela série KFP représentée schématiquement.
huit glissières garantit dans le casprésent la plus haute précisionpour chacune des étapes du pro-cessus. Avec les options d équipe-ment telles que les chariots dedéplacement, broches et tablesrotatives (au choix dessus ou des-sous) ainsi que les dispositifs dechargement et de manutention deslopins ou des pièces préformées,la KFP est prédestinée pour unefabrication automatisée ou uneautomatisation complète. Undégrappage des pièces à formerest également possible. La presseest alors équipée en standard desystèmes d’éjection intégrés dansla table et le coulisseau.
Supériorité en grande série

Kalibrierpressen
18
Série KP
Calibrage à chaud de bagues de synchroni-sation frittées.
Afin de donner à une pièce forgéesa géométrie finale, il est souventtechniquement nécessaire de réali-ser un calibrage après l’opérationde forgeage.
Les presses hydrauliques à calibrerLASCO de la série KP conviennentaussi bien pour le calibrage àfroid, que pour le calibrage àchaud ou à mi-chaud. En fonctionde l’outillage utilisé, elles permet-tent également d’exécuter des opé-rations d’ébavurage, de perçage,de pliage ou de matriçage (creux,plein, à dimension), ainsi que desopérations de dégauchissage oud’amélioration de l’état de surface.La prise outils est conçue pour
divers cas d’application, y comprispour les charges excentrées. Unegrande précision de calibrage estobtenue grâce au réglage en conti-nu de la vitesse de travail, à larégulation exacte de la force decompression ainsi que par la grandeprécision de positionnement, enversion à servocommande.
Il est possible de compléter ou derajouter en option des fonctionsélectriques et hydrauliques supplé-mentaires (Upgrading). C’est pour-quoi la série KP est capable de„grandir dans la fonction“, c’est àdire d’évoluer avec les tâchesqu’on lui demande.
Exemples de pièces frittées standard et forgées, où la géométrie finale est calibrée surpresse LASCO.
Presse à calibrage

Wirtschaftlich zur EndgeometrieObtention économique de la géométrie finale
19
Série KP
Construction de base d’une presse à calibrerLASCO de la série KP (Schéma).
LASCO KP 630.
Offen für spezielle Anforderungen
20
Développement des procédés
Les presses hydrauliques LASCOpour le formage à froid, à chaud età mi-chaud sont à la pointe duprogrès, tant pour leurs compo-sants que pour le niveau interna-tional du développement des pro-cédés. D’origine, elles sont conçuespour être particulièrement robus -tes, et sont dotées d’une importan-te réserve de puissance. Ellesdémontrent leur grande efficacité
l’installation adaptée la plus perfor-mante.
De cette façon, l’ensemble des para-mètres principaux de l’installationde forgeage et de l’outillage sontidéalement accordés entre eux, touten tenant compte du procédé de for-geage le plus économique. C’estainsi que le client reçoit une instal-lation de forgeage exceptionnelle.
par leur capacité d’adaptation auxbesoins spécifiques de l’utilisateur.
En tant que constructeur de presseshautement flexible, LASCO s’estfixé comme objectif principal deproposer des solutions sur mesure,même pour les exigences les pluscomplexes. Partant des pièces àréaliser, nos spécialistes des pro-cédés développent le procédé et
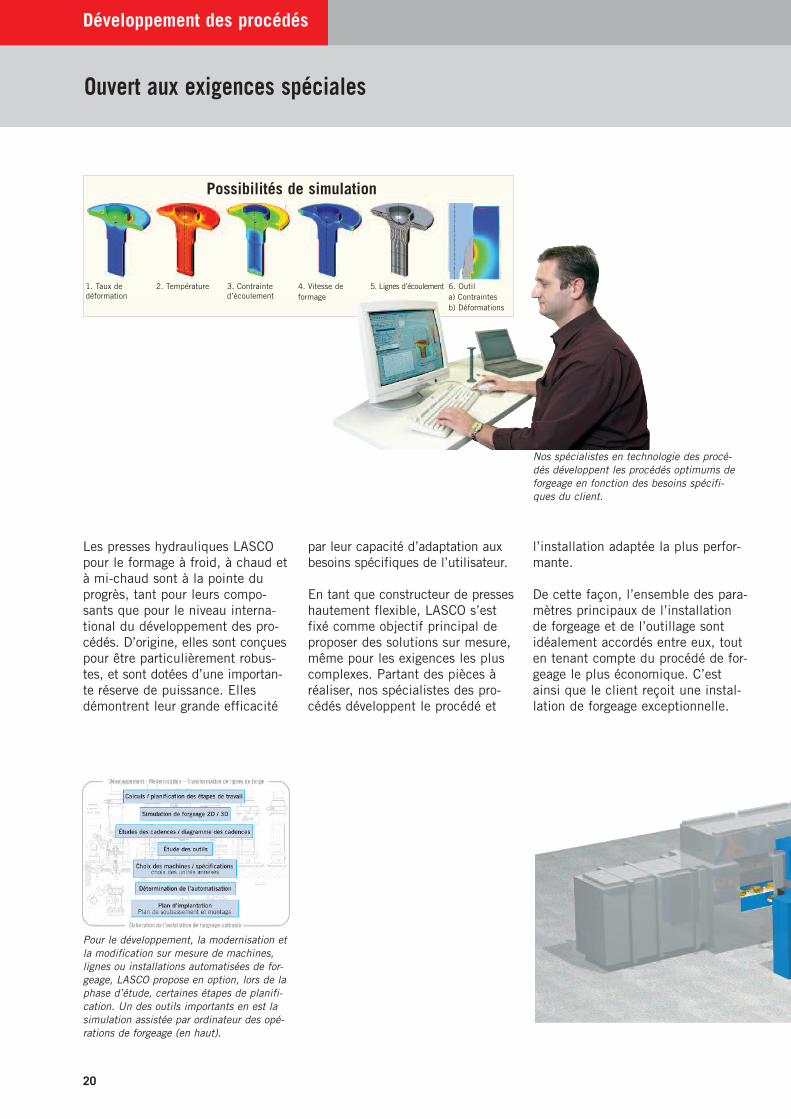
Pour le développement, la modernisation etla modification sur mesure de machines,lignes ou installations automatisées de for-geage, LASCO propose en option, lors de laphase d’étude, certaines étapes de planifi-cation. Un des outils importants en est lasimulation assistée par ordinateur des opé-rations de forgeage (en haut).
Possibilités de simulation
1. Taux de déformation
2. Température 3. Contrainted’écoulement
4. Vitesse de formage
6. Outila) Contraintesb) Déformations
5. Lignes d’écoulement
Nos spécialistes en technologie des procé-dés développent les procédés optimums deforgeage en fonction des besoins spécifi-ques du client.
Ouvert aux exigences spéciales
Automatisieren, integrieren, steuernPeripherie Automatiser, intégrer, piloter
21
Périphérie
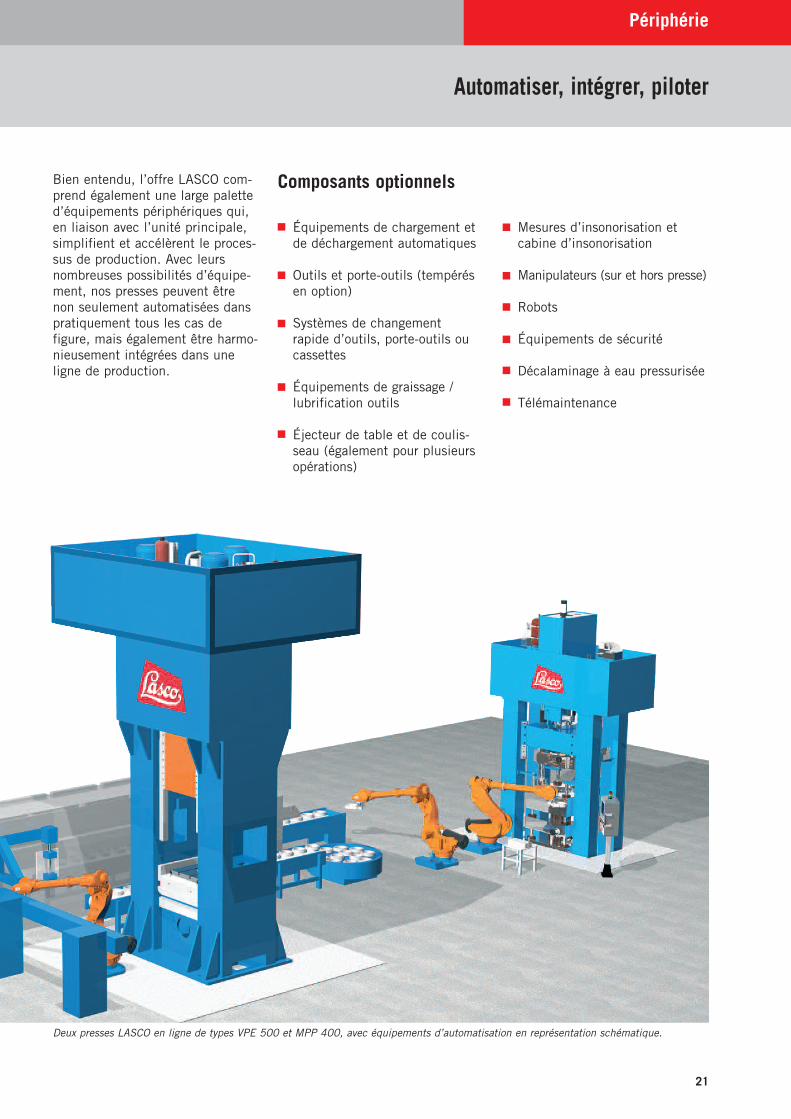
Bien entendu, l’offre LASCO com-prend également une large paletted’équipements périphériques qui,en liaison avec l’unité principale,simplifient et accélèrent le proces-sus de production. Avec leursnombreuses possibilités d’équipe-ment, nos presses peuvent êtrenon seulement automatisées danspratiquement tous les cas de figure, mais également être harmo-nieusement intégrées dans uneligne de production.
Deux presses LASCO en ligne de types VPE 500 et MPP 400, avec équipements d’automatisation en représentation schématique.
Équipements de chargement etde déchargement automatiques
Outils et porte-outils (tempérésen option)
Systèmes de changementrapide d’outils, porte-outils oucassettes
Équipements de graissage /lubrification outils
Éjecteur de table et de coulis-seau (également pour plusieursopérations)
Mesures d’insonorisation etcabine d’insonorisation
Manipulateurs (sur et hors presse)
Robots
Équipements de sécurité
Décalaminage à eau pressurisée
Télémaintenance
Composants optionnels

Umfassender ServiceLes PLUS de LASCO
22
Un service complet
Tous les composants primordiaux àla qualité des installations sontréalisés chez LASCO par nos spé-cialistes possédant une longueexpérience en la matière. La sou-plesse et la rapidité de décision,propre à une entreprise de taillemoyenne, nous permettent derépondre parfaitement aux attentesde nos clients et de proposer un
C’est dans des groupes de travail interdisci-plinaires que les collaborateurs LASCOdéfinissent ensemble la solution idéale auxproblèmes de formage.
Les spécialistes des services commerciaux,études, production, montage et SAV per-mettent à LASCO de répondre pleinementet de façon flexible aux attentes desclients.
seul intervenant pour une solutioncomplète parfaitement adaptéeaux besoins.
Complété par un service après-vente personnalisé sur l’ensembledu globe, LASCO propose à sesclients des prestations qui fontréférence sur le marché mondialdepuis plusieurs décennies.
Un seul intervenant pour une solution parfaitement adaptée

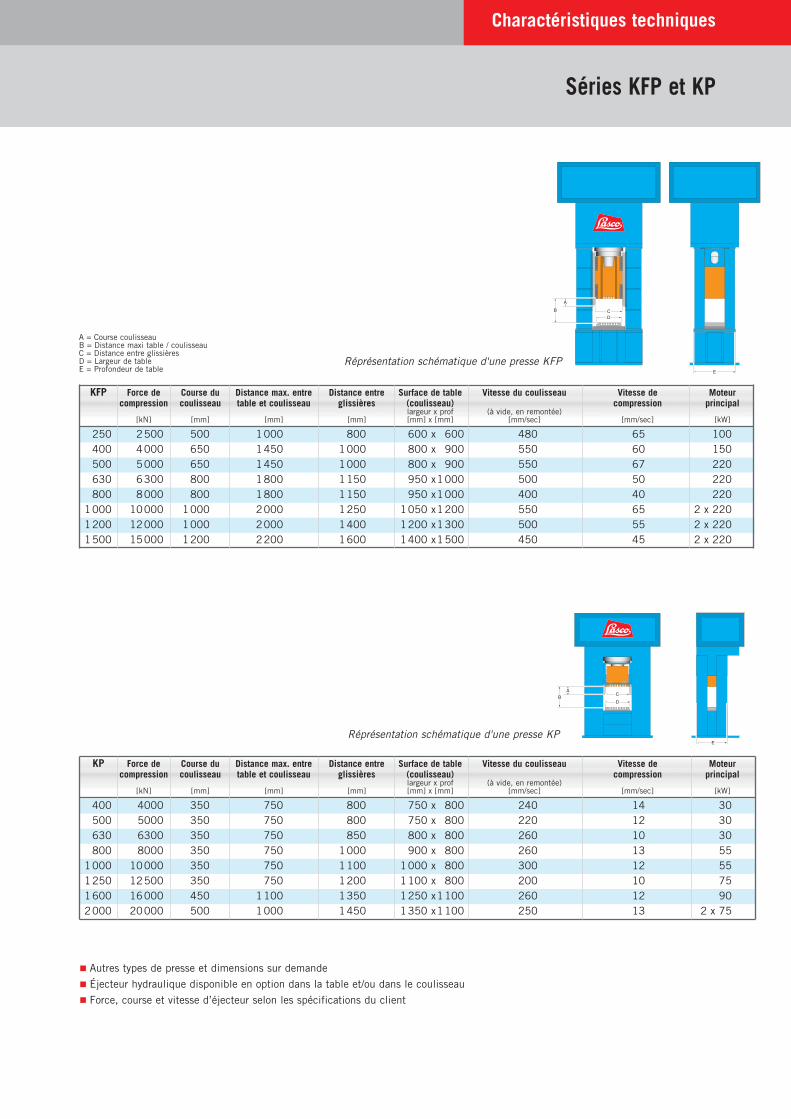
Séries KFP et KP
Charactéristiques techniques
AB
C
D
E
A
B CD
E
KP Force de Course du Distance max. entre Distance entre Surface de table Vitesse du coulisseau Vitesse de Moteur compression coulisseau table et coulisseau glissières (coulisseau) compression principal largeur x prof (à vide, en remontée) [kN] [mm] [mm] [mm] [mm] x [mm] [mm/sec] [mm/sec] [kW]
400 4000 350 750 800 750 x 800 240 14 30 500 5000 350 750 800 750 x 800 220 12 30 630 6300 350 750 850 800 x 800 260 10 30 800 8000 350 750 1000 900 x 800 260 13 55 1000 10000 350 750 1100 1000 x 800 300 12 55 1250 12500 350 750 1200 1100 x 800 200 10 75 1600 16000 450 1100 1350 1250 x1100 260 12 90 2000 20000 500 1000 1450 1350 x1100 250 13 2 x 75
KFP Force de Course du Distance max. entre Distance entre Surface de table Vitesse du coulisseau Vitesse de Moteur compression coulisseau table et coulisseau glissières (coulisseau) compression principal largeur x prof (à vide, en remontée) [kN] [mm] [mm] [mm] [mm] x [mm] [mm/sec] [mm/sec] [kW]
250 2500 500 1000 800 600 x 600 480 65 100 400 4000 650 1450 1000 800 x 900 550 60 150 500 5000 650 1450 1000 800 x 900 550 67 220 630 6300 800 1800 1150 950 x1000 500 50 220 800 8000 800 1800 1150 950 x1000 400 40 220 1000 10000 1000 2000 1250 1050 x1200 550 65 2 x 220 1200 12000 1000 2000 1400 1200 x1300 500 55 2 x 220 1500 15000 1200 2200 1600 1400 x1500 450 45 2 x 220
Réprésentation schématique d'une presse KFP
Réprésentation schématique d'une presse KP
Autres types de presse et dimensions sur demande
Éjecteur hydraulique disponible en option dans la table et/ou dans le coulisseau
Force, course et vitesse d’éjecteur selon les spécifications du client
A = Course coulisseauB = Distance maxi table / coulisseauC = Distance entre glissièresD = Largeur de tableE = Profondeur de table

Mai 2
018www.lasco.com
Siège central:LASCO Umformtechnik GmbHHahnweg 13996450 COBURGALLEMAGNETél +49 9561 642-0Fax +49 9561 642-333E-Mail [email protected]
LASCO FRANCEThierry Lebailly1, allée des Cèdres78860 SAINT NOM LA BRETÈCHEFRANCETél +33 1 3080-0528 Fax +33 1 3080-0584 E-Mail [email protected]
LASCO RUSSIEOOO „LASCO Umformtechnik Service“Dobroselskaja 212, Büro 309600031 WLADIMIRRUSSIETél +7 492 2479 314E-Mail [email protected]
LASCO USALASCO Engineering Services L.L.C.615 Harbor AvenueMONROE, MI 48162USATél +1 734 241-0094Fax +1 734 241-1316E-Mail [email protected] www.lascoUSA.com
LASCO CHINELASCO (Beijing) Forming Technology Co. Ltd.Huateng Tower, Unit 1706AJia 302, 3rd Area of Jinsong,Chaoyang District100021 BEIJINGCHINETél +86 10 8773 0378Fax +86 10 8773 0379E-Mail [email protected]