Embed Size (px)
DESCRIPTION
Rang Moyen Et Anteriorite
Citation preview

Gestion de production
48 © Éditions d’Organisation
On ordonne M5, M2, M3, M4, M6, M1, M7, ce qui donne le tableausuivant :
On arrête le processus lorsqu’il n’y a plus d’inversion à faire. Onretrouve ici le même regroupement que celui donné par la méthode deKuziack. Cependant, les regroupements occasionnés par les deuxméthodes ne sont pas toujours identiques.
5.3 Méthode de mise en ligne
Après avoir identifié les îlots de production indépendants, il faut procé-der à l’implantation de chaque îlot. L’implantation idéale doit suivre leplus possible la gamme de fabrication. C’est pour cela que l’on cher-chera autant que faire se peut à mettre en ligne les machines. Cela peutse faire de multiples façons. Nous présenterons deux méthodes : laméthode des antériorités et la méthode des rangs moyens.
5.3.1 Méthode des antériorités
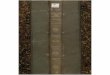
Soit l’îlot de fabrication avec les gammes définies par la figure 2.19.
Pièces M5 M2 M3 M4 M6 M1 M7Équivalent décimal
P1 1 1 0 0 0 0 0 96
P5 1 1 0 0 0 0 0 96
P3 1 0 1 1 0 0 0 88
P7 0 1 1 0 0 0 0 48
P2 0 0 0 1 1 0 0 12
P6 0 0 0 1 1 0 0 12
P4 0 0 0 0 0 1 1 3
Poids 26 25 24 23 22 21 20

L’implantation des moyens de production
49© Éditions d’Organisation
Figure 2.19 – Gammes de fabrication
Étape 1 – On établit le tableau des antériorités.
Pour établir ce tableau, on place dans chaque colonne l’ensemble desmachines qui interviennent dans une gamme avant la machine consi-dérée.
Étape 2 – On place et on raye les machines qui n’ont pas d’antériorité.
M1 M2 M3 M4 M5 M6 M7 M8 M9
P1 3 1 2 4 5 6
P2 1 5 3 2 4 6 7
P3 1 3 2 4 5
P4 1 5 3 2 4 6 7
Machines M1 M2 M3 M4 M5 M6 M7 M8 M9
Antériorités M1M3M4M5M6M7
M1M5
M1 M1M3M4M5
M1M2M3M4M5M6
M1M2M3M4M5M6M7
M1M2M3M4M5M6M7M8
Machines M1 M2 M3 M4 M5 M6 M7 M8 M9
Antériorités M1M3M4M5M6M7
M1M5
M1 M1M3M4M5
M1M2M3M4M5M6
M1M2M3M4M5M6M7
M1M2M3M4M5M6M7M8

Gestion de production
50 © Éditions d’Organisation
Étape 3 – La machine M5 n’a plus d’antériorité. On raye M5 et on placecette machine après M1, M3.
On place de même les machines M4, M6.
Étape 4 – Présence de boucle.
Lorsqu’il y a une boucle dans le tableau, par exemple
M1
M3
Machines M1 M2 M3 M4 M5 M6 M7 M8 M9
Antériorités M1M3M4M5M6M7
M1M5
M1 M1M3M4M5
M1M2M3M4M5M6
M1M2M3M4M5M6M7
M1M2M3M4M5M6M7M8
M1
M5 M4 M6
M3
Machines M1 M2 M3 M4 M5 M6 M7 M8 M9
Antériorités M1M3M4M5M6M7
M1M5
M1 M1M3M4M5
M1M2M3M4M5M6
M1M2M3M4M5M6M7
M1M2M3M4M5M6M7M8
M2 M7
M7 M2

L’implantation des moyens de production
51© Éditions d’Organisation
on raye en même temps M2 et M7 et on les met en parallèle.
On place alors M8 en suivant la même procédure.
5.3.2 Méthode des rangs moyens
Reprenons le même îlot de fabrication avec les gammes définies dansle tableau 2.19. Pour chaque machine, on calcule un rang moyen quiest la place moyenne de cette machine dans les gammes de fabrication(exemple pour M2 : 16/4 = 4).
M1 M2
M5 M4 M1 M8 M9
M3 M7
M1 M2 M3 M4 M5 M6 M7 M8 M9
P1 3 1 2 4 5 6
P2 1 5 3 2 4 6 7
P3 1 3 2 4 5
P4 1 5 3 2 4 6 7
Total des rangs 3 16 1 8 4 6 12 22 20
Nombre de rangs 3 4 1 3 2 2 3 4 3
Rang moyen 1 4 1 2,66 2 3 4 5,5 6,66
= 3 + 5 + 3 + 5
Nombre de fois où la machine apparaît dans les gammes

Gestion de production
52 © Éditions d’Organisation
Le tableau est alors classé dans l’ordre croissant des rangs moyens. Onnote sur ce tableau les points de rebroussement par une flèche (ordredes machines ne respectant pas l’ordre des opérations d’une gamme).
Les points de rebroussement sont éliminés d’une manière empiriquelorsque cela est possible par inversion des machines. Quand ce n’estpas possible (comme dans notre exemple), on peut éventuellement lessupprimer en multipliant les machines si les ressources existent, ouprocéder à l’implantation en parallèle.
Dans le cas de l’exemple simple que nous avons pris, la méthode desrangs moyens donne immédiatement la bonne gamme fictive. Lagamme fictive représente la suite des machines telle que les gammesde fabrications des produits soient un sous-ensemble avec un mini-mum de points de rebroussement.
5.4 Optimisation – Méthode des chaînons
La méthode des chaînons est certainement la méthode la plus connuepour implanter les ateliers de production. En voici les objectifs :
• minimiser les manutentions dans un atelier à tâches ;
• rapprocher les machines qui sont le plus en relations.
Définitions
Chaînon : on appelle chaînon la trajectoire de manutention réunissantles postes de travail successifs.
M1 M3 M5 M4 M6 M2 M7 M8 M9
P1 1 2 3 4 5 6
P2 1 2 3 5 4 6 7
P3 1 2 3 4 5
P4 1 2 3 4 5 6 7
Rang moyen 1 1 2 2,66 3 4 4 5,5 6,66