Embed Size (px)
DESCRIPTION
Souvent, une société découvre qu’il est plus rentable d’investir dans du nouvel équipement. Parfois, il est plus rentable de se servir simplement de ce que vous possédez déjà, ou de ce que vous pouvez acquérir comme équipement usagé, et investir dans la technologie qui reconditionnera cet équipement aux normes de performance actuelles. Chacun de ces choix peut s’avérer un investissement intelligent s’il s’intègre à votre stratégie de réussite.
Citation preview

MAGAZINE DE USNR | NUMÉRO 2-2014
ROSEBURG INVESTIT DANS DE NOUVELLES TECHNOLOGIES POUR SES SÉCHOIRS
MURRAY TIMBER PASSE AU TRAITEMENT ASYMÉTRIQUE DES PLANCHES LATÉRALES
CAHABA VENEER AMÉLIORE SON RENDEMENT GRÂCE AUX PLANCHERS ISOLÉS DE SES SÉCHOIRS

Souvent, une société découvre qu’il est plus rentable d’investir dans du nouvel équipement. Parfois, il est plus rentable de se servir simplement de ce que vous possédez déjà, ou de ce que vous pouvez acquérir comme équipement usagé, et investir dans la technologie qui reconditionnera cet équipement aux normes de performance actuelles. Chacun de ces choix peut s’avérer un investissement intelligent s’il s’intègre à votre stratégie de réussite.
ROSEBURGRoseburg s’est récemment lancé dans une mise à jour impor tante de ses séchoirs pour accroitre sa capacité de fabriquer des produits de sapin Douglas traités en séchoir. La mise à jour compor tait le remplacement des toitures de 8 de ses séchoirs, la modernisation de son système de contrôle Kiln Boss et l’addition du système de mesure de l’humidité en séchoir SCS. Depuis l’achèvement de ce projet, l’entreprise excède ses objectifs.
Investissement stratégique
TECHNOLOGIE POUR SÉCHOIRSNotre système de contrôle à automate programmable «Kiln Boss» a été commandé par plusieurs de nos clients et intégré avec le système sans fil de mesure de l’humidité SCS. Cette combinaison peut automatiquement améliorer les opérations de vos séchoirs. Nous offrons aussi le système de contrôle mobile «MyMill™» qui vous permettra de surveiller et de contrôler votre processus de séchage à par tir de n’importe endroit du site de vos installations.
CAHABA VENEERLa société Cahaba Veneer avait hâte d’augmenter sa capacité lorsqu’elle fit l’acquisition d’un ancien séchoir de placage Coe M62. Elle a saisi l’occasion d’améliorer son efficacité énergétique et de minimiser l’entretien par l’addition de la mise à jour d’un plancher isolé qui fut installé lors du déménagement du séchoir.
MURRAY TIMBERIl y a plusieurs années, Murray Timber a installé une ligne de transformation de billes qui combinait le sciage selon des patrons aux concepts de scannage et de repositionnement (scan-and-set). Récemment, l’entreprise a élevé cette conception hybride à un niveau supérieur grâce à un changement de programmation de l’optimisation pour lui permettre de générer des solutions asymétriques pour les planches latérales.
CONTENU
8
3
17
13
NUMÉRO 2 - 2014
ABONNEMENT
Tél.: 250.833.3028
ÉDITRICE
Colleen Schonheiter
ASSISTANTE-ÉDITRICE
Sonia Perrine
PIÈCES & SERVICE USNR
7/24 Service: 800.289.8767
Tél.: 360.225.8267
Téléc: 360.225.7146
Lundi – vendredi, 05h00 – 16h30 HP
www.usnr.com
PIÈCES & SERVICE SALMON ARM
7/24 Service: 250.832.8820
Tél.:250.832.7116
Téléc: 250.833.3032
Lundi – vendredi, 05h00 – 16h30 HP
www.usnr.com
INSTALLATIONS USNR
© 2014, U.S. Natural Resources, Inc.
Tous droits réservés. Chef de bureau de poste:
Envoyez les changements d’adresse à :
1981 Schurman Way, Woodand, WA 98674.
Postes canadiennes :
Retournez courrier non-livré à :
USNR a/s Colleen Schonheiter,
3550-45 Street SE, Salmon Arm, C.-B. V1E 1X1
Parksville, C.-B.
250.954.1566
Plessisville, QC
819.362.8768
Salmon Arm, C.-B.
250.832.7116
Woodland, WA
Siège social
360.225.8267
Eugene, OR
541.485.7127
Jacksonville, FL
904.354.2301
Painesville, OH
440.352.9381
Millwide Informateur

www.usnr.com | NUMÉRO 2 - 2014 | Millwide Informateur 3
La stratégie de Roseburg d’entreprendre un projet important de mise à jour de ses séchoirs
était d’accroître la capacité de ceux-ci de produire des madriers séchés en séchoir. La société
réalisa ce projet et davantage. Non seulement cet investissement s’est avéré un succès dans
l’accroissement de l’efficacité, il assura de plus le bénéfice additionnel de l’amélioration de la
qualité du bois fabriqué.
DES INVESTISSEMENTS STRATÉGIQUES ASSURENT L’AMÉLIORATION DE LA QUALITÉ ET DE L’EFFICACITÉ
Nouvelle vie pour les anciens séchoirs

Millwide Informateur | NUMÉRO 2 - 2014 | www.usnr.com4
Roseburg, située à Dillard, en Oregon, est parmi les scieries possédant les plus grandes capacités de production aux États-Unis. La société jouit d’un riche héritage qui remonte aux années 30 et au temps de la Grande Dépression. Elle fut fondée par Kenneth Ford et demeure jusqu’à ce jour une entreprise familiale à capital fermé. La société débuta comme une scierie et ajouta plus tard la fabrication du contreplaqué à la gamme de ses activités. Aujourd’hui, le complexe Dillard comprend une scierie, des séchoirs, une usine de rabotage, une usine de contreplaqué, une usine de panneaux de particules et une centrale de cogénération d’énergie. La société opère aussi des usines au Montana, en Louisiane et au Mississipi. Elle est parmi les plus grands exportateurs de copeaux de bois et est fière d’exploiter
Une mise à jour impor tante de ses séchoirs était ce sur quoi Roseburg comptait pour augmenter sa capacité de séchage et pour capitaliser sur un marché florissant pour des produits traités en séchoir. En même temps, la société incorpora des améliorations technologiques aux séchoirs qui ont affecté positivement leur efficacité et la qualité des produits traités.
ROSEBURG – NOUVELLE VIE POUR LES ANCIENS SÉCHOIRS
Jeff Thompson de Roseburg
Un vieux séchoir équipé d’une nouvelle toiture.

5www.usnr.com | NUMÉRO 2 - 2014 | Millwide Informateur
l’une des plus grandes entreprises de fabrication de bois d’ingénierie au pays.
Jeff Thompson est directeur général des opérations. Il indique que la scierie est principalement une usine de bois de colombage qui produit aussi du bois utilisé dans les espaces verts. Ces produits sont commercialisés sur le marché domestique. La plupart des billes traitées sont des billes de sapin Douglas auxquelles se mêlent des billes de pruche et de sapin argenté.
La scierie opère selon un programme à 3 quarts de travail, transformant annuellement environ 400 Mpmp. L’usine séchait de 70 à 75 % de sa production et vendait le reste à l’état vert; cependant, elle voulait augmenter sa production sèche pour améliorer les marges et pour répondre aux occasions offertes sur le marché.
Por tée du projetPour ce projet, Roseburg a choisi 8 de ses séchoirs devant recevoir de nouvelles toitures: 6 séchoirs à double voies et 2 séchoirs à voie unique. Quatre des séchoirs faisaient partie du site initial de l’entreprise (début des années 40) alors que les 4 autres avaient été ajoutés
au cours des années 60. Jeff a indiqué : « La décision de mettre les séchoirs à jour a été déterminée par les contraintes du marché. Voyant où le marché se dirigeait selon notre perception, nous avons décidé d’investir pour capturer une partie plus importante du marché du bois de colombage. Ce secteur se développait rapidement et nous obtenions une prime sur ces produits. »
Notre plus gros défi était le temps d’arrêt et USNR nous a réellement aidés sur ce point en planifiant la livraison en étapes.
Une section d’une toiture est complétée alors qu’une autre vieille toiture a été démolie pour être remplacée par une nouvelle construction.
Ci-dessous : Sections de toitures complétées

Millwide Informateur | NUMÉRO 2 - 2014 | www.usnr.com6
Le projet comportait le remplacement des toitures de 8 séchoirs, la mise à jour du système de contrôle Kiln Boss pour contrôler ces 8 séchoirs et l’addition du système de détection de l’humidité SCS. Simultanément, Roseburg entreprit une conversion à la vapeur pour accroître la capacité d’extraction de 10 à 50 lb. La conversion à la vapeur sert à augmenter la chaleur appliquée au processus et à diminuer le temps de séchage.
Planification de la livraisonLe projet du remplacement des toitures s’est effectué en phases où deux toitures furent livrées à la fois pour permettre de continuer la production et prévenir la surcharge du secteur d’entreposage du bois. Jeff a
mentionné : « Notre plus gros défi était le temps d’arrêt et USNR nous a réellement aidés sur ce point en planifiant la livraison en étapes. Nous avons arrêté (fonctionnellement) 2 séchoirs, défait les vieilles toitures et monté les nouvelles tout en maintenant les autres 6 séchoirs en opération. » Et il a ajouté: « La sécurité demeurant toujours notre préoccupation principale, nous avons quand même réussi à réaliser le projet au complet sans perdre de production dans la scierie ou dans l’usine de rabotage. »
Pour ce qui est de USNR, le plus grand défi a été de déterminer comment les vieilles toitures étaient construites et supportées puisqu’aucuns des dessins des vieilles structures n’ont pu être localisés. De plus,
la coordination et la synchronisation de la livraison et de l’installation des toitures étaient critiques pour permettre à Roseburg de maintenir ses objectifs de production. Globalement, le projet a exigé environ 4 mois pour être complété.
Les séchoirs effectuent un cycle complet sans interruption; aucune perte de temps ou d’énergie.
Un employé vérifie l’un des ventilateurs à l’intérieur d’un séchoir après que la toiture ait été remplacée.
SÉCHOIR N° 1 SÉCHOIR N° 2 SÉCHOIR N° 3 SÉCHOIR N° 4 SÉCHOIR N° 5 SÉCHOIR N° 6 SÉCHOIR N° 7 SÉCHOIR N° 8
ROSEBURG – NOUVELLE VIE POUR LES ANCIENS SÉCHOIRS

7www.usnr.com | NUMÉRO 2 - 2014 | Millwide Informateur
Un contrôle précis grâce à Kiln Boss et au système de détection de l’humidité SCSTous les 8 séchoirs sont contrôlés par un système Kiln Boss intégré avec un système de détection de l’humidité en séchoir SCS pour améliorer automatiquement le programme de séchage du point de la saturation des fibres (normalement une teneur en humidité de 25 % à 27 %) jusqu’à l’étape de l’égalisation ou du conditionnement. Ce système est conçu pour arrêter le séchoir lorsque la teneur en humidité prédéterminée est atteinte. La précision de ce système en ce qui a trait à la teneur en humidité est reconnue être de 1 % ou moins.
Ces 8 séchoirs utilisaient déjà le système Kiln Boss qui fut mis à jour à la plus récente version au cours du projet. Le système de détection de l’humidité en séchoir SCS était quelque chose de nouveau pour Roseburg. (Voir à la page 8 les renseignements détaillés portant sur le système de contrôle Kiln Boss et le système de contrôle de l’humidité SCS.)
Processus amélioréJeff a comparé l’ancien processus au nouveau. « Anciennement, lorsque le cycle du séchoir atteignait un niveau où les opérateurs croyaient que le cycle était terminé, ils arrêtaient le séchoir et ouvraient les portes permettant au séchoir de se refroidir partiellement et puis vérifiaient le teneur en humidité du bois au moyen d’un humidimètre manuel. Si le cycle n’était pas tout à fait complété, ils devaient refermer les portes, chauffer de nouveau le séchoir et sécher le bois pendant une période de temps additionnelle. Chaque fois, nous
perdions une quantité énorme d’énergie. Maintenant, grâce aux humidimètres dans les séchoirs, les capteurs nous indiquent précisément lorsque le séchage de la charge est complété. Les séchoirs effectuent un cycle complet sans interruption; aucune perte de temps ou d’énergie. Ils s’arrêtent automatiquement lorsque la teneur en humidité voulue est réalisée. »
Il continue en commentant sur la formation du nouveau personnel responsable des séchoirs : « Nous utilisons maintenant 3 systèmes de contrôle de marques différentes sur nos séchoirs; celui de USNR est de loin le plus convivial et le plus facile à apprendre. C’est là que nous avons concentré nos efforts au départ pour la formation de notre nouveau personnel parce le système est très intuitif et que les humidimètres en séchoir éliminent la conjoncture. »
Répondant aux besoins du marchéJeff est bien satisfait des résultats de ce projet. « Nous espérions accroître notre pourcentage de bois séché de 70 % à 85 %, ce que nous excédons maintenant. Grâce au système de détection de l’humidité en séchoir intégré au système Kiln Boss, nous réalisons une augmentation globale de la qualité du bois traité. » Il est aussi satisfait qu’il ait décidé de procéder ainsi au lieu de remplacer les séchoirs. Il a indiqué qu’il a considéré d’autres fournisseurs mais qu’il était plus familier avec les systèmes de séchage USNR and Coe. « Nous savions que nous serions bien servis par USNR. »
Jeff attribue le mérite à Marshall Ledbetter, le superviseur des séchoirs, et à Lee Weaver, tuyauteur en chef, d’avoir fait un succès de
ce projet. Steve Edmonds de USNR a été responsable de la mise à jour du système de contrôle Kiln Boss, travaillant de pair avec Scott Schneider sur le système de détection de l’humidité en séchoir SCS.
Ce projet est la preuve positive que parfois l’investissement le plus rentable peut être de remettre à jour les anciens systèmes avec la technologie la plus récente pour les rendre compatibles aux normes actuelles. Non seulement cette approche réduit les arrêts de production et prolonge grandement la vie utile d’équipements de grande valeur, elle peut aussi permettre aux usines de demeurer concurrentielles à long terme. Chaque situation présente ses propres défis et USNR est fier de travailler avec ses clients pour obtenir chaque fois des résultats positifs.
Nous espérions accroître notre pourcentage de bois séché 85 %, ce que nous excédons maintenant. Nous réalisons aussi une augmentation globale de la qualité du bois traité.
SÉCHOIR N° 1 SÉCHOIR N° 2 SÉCHOIR N° 3 SÉCHOIR N° 4 SÉCHOIR N° 5 SÉCHOIR N° 6 SÉCHOIR N° 7 SÉCHOIR N° 8

Millwide Informateur | NUMÉRO 2 - 2014 | www.usnr.com8
De plus en plus de clients profitent de la remontée du marché pour investir dans leurs systèmes de séchage. USNR a reçu récemment de nombreuses commandes pour des mises à jour des systèmes de contrôle « Kiln Boss » et de détection de l’humidité en séchoir SCS. Plusieurs de ces commandes s’appliquent à des contrôleurs démodés qui sont convertis à des plateformes matérielles et logicielles qui sont présentement les normes de l’industrie pour assurer un meilleur contrôle du processus
et améliorer la possibilité d’entretien de l’équipement. USNR propose le système « Kiln Boss », le système de détection de l’humidité en séchoir SCS et le système de contrôle mobile de séchoirs « MyMill™ » qui offrent le matériel et le logiciel les plus récents pour préparer votre processus de séchage pour le futur. Nos systèmes peuvent être implantés lors de l’installation de nouveaux séchoirs ou comme mises à jour pour les systèmes de séchage existants.
Le temps est-il venu de mettre votre technologie de séchage à jour? Continuez votre lecture pour connaître certaines des solutions technologiques uniques qui amélioreront vos opérations de séchage du bois. Communiquez avec nous au 800-BUY-USNR ou au +360-225-8267 ou à [email protected] pour une évaluation de ce que la plus récente technologie peut faire pour améliorer l’efficacité, la productivité et la qualité des produits de votre système.
Conçu pour minimiser les coûts d’exploitation sans affecter la qualité des produits, les derniers développements technologiques dans le séchage se combinent à la flexibilité de configuration pour offrir un système de séchage exceptionnellement adapté à vos besoins spécifiques pour le séchage du bois.
Montez la températureAUGMENTEZ VOTRE PRODUCTIVITÉ, VOTRE EFFICACITÉ ET LA QUALITÉ DE VOTRE BOIS SÉCHÉ
Technologie pour les séchoirs

9www.usnr.com | NUMÉRO 2 - 2014 | Millwide Informateur
Le système « Kiln Boss » automatise le processus de séchage du démarrage à l’arrêt. Il assure un meilleur contrôle de la température, de l’humidité, des ventilateurs et de la vélocité de l’air – tous des éléments importants du fonctionnement efficace d’un séchoir. Le système de contrôle « Kiln Boss » fonctionne dans plus de 180 séchoirs à travers le monde.
Récemment, USNR a reconçu l’interface utilisateur pour la rendre plus conviviale. «Nous avons modifié l’interface pour qu’elle présente une apparence et un toucher similaires à ceux des autres systèmes de contrôle utilisés à travers toute l’usine. Cette approche facilite la formation du personnel sur le fonctionnement du séchoir, » indique Steve Edmonds, directeur de l’ingénierie chez USNR et responsable des systèmes de contrôle de séchoirs. « Un des avantages principaux de la nouvelle interface est qu’elle facilitera pour le personnel de l’usine le passage d’un système USNR à un autre et la navigation rapide sur les différents écrans. »
Il a aussi mentionné le développement d’écrans additionnels pour assurer un contrôle plus étendu du fonctionnement du séchoir et pour anticiper le resserrement des normes EPA et de sécurité. « Les systèmes de manipulation du carburant sont devenus beaucoup plus compliqués exigeant une génération plus élaborée de rapports et l’addition de verrouillages de sécurité particulièrement lorsqu’un brûleur de résidus verts est utilisé pour un séchoir en continu. » Il a expliqué que les améliorations apportés aux écrans et aux programmes varient selon le type de séchoir à contrôler, qu’il soit un séchoir en continu ou un séchoir à paquets, et utilisant un processus de chauffage à la vapeur ou à feu direct.
L’interface facilitera pour le personnel de l’usine le passage d’un système USNR.
Page opposée : L’écran de l’aperçu graphique affiche les valeurs des températures de chaque zone et de chaque section du séchoir. Il affiche les données reliées aux points de consigne, aux inversions des ventilateurs, à la durée de chaque étape, ainsi qu’à l’état des valves thermiques, des évents, de la pulvérisation et des ventilateurs.
L’écran de la programmation du séchoir illustré ci-dessus, permet à l’opérateur d’établir les points de consigne qui sont utilisés pour sécher une charge de bois. L’opérateur peut sauvegarder jusqu’à 40 programmes (pour différentes essences, épaisseurs, etc.) toujours prêts à être chargés par un clic de la souris.
Le diagramme du séchoir ci-dessus indique les tendances des variables spécifiques tout au long d’un cycle du séchoir. Les variables incluent la température de l’air à l’entrée et à la sortie, les niveaux de température au thermomètre humide et la teneur en humidité moyenne.
LE SYSTÈME DE CONTRÔLE À AUTOMATE PROGRAMMABLE « KILN BOSS » MET EN VALEUR LES CARACTÉRISTIQUES DE SON INTERFACE
Technologie pour les séchoirs

Millwide Informateur | NUMÉRO 2 - 2014 | www.usnr.com10
Vous n’aurez plus jamais à arrêter votre séchoir avant que la charge n’ait atteint la teneur en humidité ciblée! USNR s’est associée avec SCS Forest Products Inc. pour vous offrir la meilleure combinaison de technologies disponibles pour contrôler le fonctionnement de votre séchoir.
Un contrôle amélioré de l’humidité émerge comme l’élément d’amélioration critique du processus alors que les usines se concentrent sur la rentabilité et le débit. Le système de contrôle sans fil de l’humidité en séchoir SCS est totalement intégré avec le système de contrôle « Kiln Boss » pour assurer que la teneur en humidité ciblée soit atteinte et que l’efficacité optimale et la qualité la plus élevée du bois soient obtenues pour chaque charge de séchoir.
Comment le système fonctionneLes capteurs d’humidité en séchoir SCS mesurent la teneur en humidité du bois alors que celui-ci sèche; le système génère sans fil un rapport pour le contrôleur à automate programmable « Kiln Boss ». Les capteurs d’humidité utilisent des mesures capacitives pour calculer la teneur en humidité. Chaque point de mesure utilise deux plaques d’acier inoxydable insérées entre les piles du paquet de bois et des câbles d acier inoxydable relient ces plaques à la boîte de jonction. Tous les circuits électroniques sont situés dans la salle de contrôle pour assurer la fiabilité la plus élevée du système. Avec le système de contrôle de l’humidité intégré au contrôleur à automate programmable « Kiln Boss », le système accélère le programme de séchage du point de saturation des fibres jusqu’à ce que la teneur en humidité ciblée finale soit atteinte puis, il arrête le séchoir.
Avantages � Le contrôle totalement automatique du
processus du séchage du bois de la saturation
des fibres jusqu’à ce que la teneur en humidité
ciblée soit atteinte.
� L’intégration avec le système « Kiln Boss »
facilite et permet d’accélérer la formation
du personnel.
� L’élimination en toute confiance des
vérifications coûteuses au cours du processus.
� Un matériel prêt à l’emploi : Commandez
des pièces de rechange directement de votre
distributeur local.
� L’installation et la mise en service ne requièrent
qu’une demi-journée d’arrêt de production
grâce à un acheminement propre et simple de
l’équipement par des conduits.
Récupération du capital investiLa plupart des usines réalisent la récupération totale du capital investi au cours d’une période de 4 à 6 mois.
� Les économies grâce à une productivité
améliorée : 5 à 15 %
� L’amélioration de la qualité en teneur d’humidité
: 1 à 3 %
� Réduction moyenne du temps de séchage : 11 %
Vous pouvez obtenir ces avantages d’un système de contrôle « Kiln Boss » complètement intégré au système de contrôle de la teneur en humidité en séchoir SCS soit par une mise à jour de votre système de contrôle de séchoir existant ou lors de l’installation d’un nouveau séchoir.
TECHNOLOGIE POUR LES SÉCHOIRS : MONTEZ LA TEMPÉRATURE
L’écran de contrôle de l’humidité Kiln Boss affiche les données de mesure du capteur d’humidité SCS provenant des divers endroits de capteur d’humidité dans le séchoir.
SYSTÈME SANS FIL DE CONTRÔLE DE L’HUMIDITÉ SCS
Tech
nolo
gie
pour
les
séch
oirs

11www.usnr.com | NUMÉRO 2 - 2014 | Millwide Informateur
Partant du succès obtenu avec le système « MyMill™ » pour le contrôle mobile du classeur de bois, USNR a développé le système pour inclure les applications des séchoirs. Toute la fonctionnalité qui est offerte par le système de contrôle « Kiln Boss » peut être accédée au moyen d’iPad ou d’iPod de n’importe quel endroit de vos installations dans la portée de votre réseau sans fil.
« MyMill » fonctionne d’une façon homogène via des communications directes avec votre système de contrôle à automate programmable. La réaction est immédiate et précise. Les fonctionnalités mobiles suivantes sont offertes par « MyMill Kiln »:
� Le contrôle mobile de tous vos séchoirs
� La surveillance de l’état des charges séchant dans chaque séchoir
� Un sélecteur permet de changer les programmes de séchage
� La surveillance et le réglage des capteurs thermiques
de la teneur en humidité
� La surveillance et la définition d’un ordre de priorité
des pressions de la vapeur
� La mise en marche, l’arrêt et l’inversion des ventilateurs
� L’activation des valves, des évents et des pulvérisateurs
� La pause ou l’arrêt des opérations du séchoir et du brûleur
� La surveillance et la reconnaissance des alarmes
� La surveillance et la création des programmes d’entretien
� Le déclenchement des transferts de charges dans les séchoirs
en continu
� L’annotation des messages aux autres membres de l’équipe
Avantage du système « MyMill » � La copie identique de toutes les fonctionnalités d’un écran d’interface
utilisateur dans un appareil mobile
� Des données en temps réel au creux de votre main
� La surveillance et le contrôle à partir d’un dispositif mobile
� La capacité élevée de données et de communication et fonctionnalité
� Le remplacement des consoles s’avérant une réduction du coût
des équipements
� Un dépannage et un entretien plus faciles
� La réduction des temps d’arrêt
� Les fonctions sécuritaires intégrées
� Une infrastructure sans fil dédiée sur un réseau d’usine sécurisé
Le système « MyMill Kiln » est offert comme une mise à jour des systèmes de contrôle de séchoirs USNR ou à l’installation de nouveaux séchoirs.
MyMill pour les séchoirs permet de faire la surveillance, le changement d’horaire et autres, de n’importe où dans la zone couverte par le réseau de l’usine.
SYSTÈME DE CONTRÔLE MOBILE DE SÉCHOIR « MYMILL »
Technologie pour les séchoirs

À travers la scierie. À travers le monde.
800.BUY.USNR [email protected] www.usnr.com
Une conception à la fine pointe de la technologie assurant un
séchage efficace.
Un séchage plus rapide et plus uniforme Des programmes de séchage plus flexibles Un contrôle complet du séchage Des résultats énergétiques efficaces faisant la différence Un historique de performances reconnues Une réduction de la consommation énergétique
Un contrôle précis de la température en zones multiples Le bois séchant d’une couleur plus claire et plus brillante La plus grande équipe de soutien dans l’industrie Les services disponibles 24 heures sur 24,
7 jours par semaine
Nos clients exigent un processus efficace de séchage. Les séchoirs de paquets livrent la marchandise.

13www.usnr.com | NUMÉRO 2 - 2014 | Millwide Informateur
Après plusieurs années de production et plusieurs améliorations à sa ligne de débitage primaire,
Murray Timber a de nouveau contacté USNR au sujet d’une idée qui mènerait à une augmentation
importante de la valeur de la récupération de ses planches latérales.
DES SOLUTIONS ASYMÉTRIQUES CONÇUES POUR LE TRAITEMENT SELON LES PATRONS
Une percée en récupération

Millwide Informateur | NUMÉRO 2 - 2014 | www.usnr.com14
En 2006-2007, une ligne de débitage primaire USNR a été montée aux installations Ballygar du Groupe Murray Timber (MTG) en Irlande. John Murray, directeur de la production, a été très satisfait du rendement de l’équipement jusqu’à maintenant; cependant, ceci ne l’a pas arrêté d’explorer d’autres moyens d’obtenir un plus grand débit et une meilleure récupération en valeur. John a contacté USNR quelques années plus tard lui demandant d’accélérer la ligne pour accroître les revenus de l’usine via des économies d’échelle. À ce moment-là, John a indiqué qu’il était « satisfait à 100 % de la performance de l’équipement et du niveau de soutien offert par USNR ».
Dernièrement, MTG a décidé l’implantation dans cette ligne d’une composante d’optimisation hybride additionnelle qui offre des solutions asymétriques pour les planches latérales, remplaçant les solutions symétriques ordinairement utilisées dans le processus de débitage de billes selon des patrons.
La ligne USNR était équipée d’un scanneur « 3D Smart TriCam » et d’un optimiseur IPL [Integrated Processing Line (Ligne intégrée de traitement)] « MillExpert ». Au moment de l’installation, il s’agissait du premier optimiseur USNR fonctionnant selon des patrons; le system IPL était une conception hybride permettant à l’usine de combiner le débit élevé du traitement selon des patrons à la récupération améliorée des configurations (sets) optimisées pour la forme 3D individuelle de chaque bille. Il permet au patron de débitage de base de demeurer le même pour un même lot de billes. Selon la conception originale, il maintenait un équarri central constant, permettant les variations de la largeur et de l’épaisseur des planches latérales profilées et permettant aussi aux planches latérales d’être symétriquement sacrifiées (les paires externes d’abord et les paires internes si
nécessaire) au besoin pour obtenir des pièces finies acceptables. Dans cette application, aucune déligneuse n’est requise.
Solution de débitage redéfinieJohn voulait pousser plus loin et redéfinir l’optimisation du débitage pour offrir les solutions asymétriques des planches latérales. Ceci permettrait à l’usine de générer les pièces spécifiques désirées pour mieux répondre aux différents besoins des marchés de l’usine. Ceci augmenterait la valeur de la production en augmentant la quantité de produits en grande demande et en éliminant les produits de moindre valeur. « Nous voulions prendre une approche plus clinique au sujet des produits provenant des planches latérales que nous levions. Avec des solutions symétriques, nous pouvions obtenir une planche de haute valeur ou, d’autre part, une planche beaucoup moins désirable, ou la possibilité d’être incapable d’obtenir l’une ou l’autre. Grâce au traitement asymétrique, nous pouvons rechercher la planche de haute valeur alors que d’autre part nous obtenons
La société Murray Timber a toujours été bien satisfaite de la per formance de sa ligne de débitage primaire USNR depuis son installation il y a déjà plusieurs années. À la suite d’un projet précédent pour accélérer la production de pièces, l’optimisation et les contrôles de l’automate programmable de la ligne ont été mis à jour ce qui a causé des effets impressionnants sur la récupération des planches latérales.
Profileur Module de refente
Table du séparateur
Chargeur à échelle Tourne-billes à rouleaux quadruples
Déchiqueteuse
Scanneur de vérification (poste n° 1)
Tourne-équarri
Scanneur (poste n° 2)
Déchiqueteuse Tourne-équarri
Scanneur du tourne-billes
Profileurs
Modules d’alimentation verticale (VFM)
Module de sciage à arbres quadruples
(QASB)
Table du séparateur
Tourne-équarri
Débiteuse à scies multiples
Versa
Modules d’alimentation
verticale
Scanneur (poste n° 3)
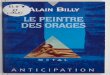
À droite, l’écran des solutions : Le quadrant supérieur gauche affiche la solution de la rotation provenant du scanneur du tourne-billes (ci-dessous). Le quadrant supérieur droit affiche la solution de l’optimiseur provenant du premier scannage suite à la rotation (poste n° 1). La solution demande la récupération de planches latérales sur les quatre faces incluant une planche de 16 mm et de 22 mm d’épaisseur des deux faces supérieure et inférieure et une planche de 22 mm d’épaisseur des faces gauche et droite. Le quadrant inférieur gauche affiche la nouvelle solution de l’optimiseur lorsque la bille a été traitée par les déchiqueteuses latérales (poste n° 2). Pour cette solution, l’optimiseur a sacrifié une planche de 16 mm d’épaisseur sur la face gauche pour récupérer une planche supplémentaire de 22 mm sur la face opposée. Le quadrant inférieur droit affiche la nouvelle solution de l’optimiseur lorsque la pièce a été déchiquetée de nouveau pour obtenir un équarri à 4 faces et scannée une quatrième fois (poste n° 3). Avec la programmation asymétrique, l’optimiseur demande à la machine d’ajuster la position de la pièce au moyen du module du convoyeur à rouleaux vertical précédant les profileurs et de récupérer deux planches de 22 mm sur la face droite plutôt que sur la face gauche. Cette solution asymétrique accroît la valeur des planches latérales récupérée de cette bille.
LE PROCESSUS
MURRAY TIMBER – UNE PERCÉE EN RÉCUPÉRATION

15www.usnr.com | NUMÉRO 2 - 2014 | Millwide Informateur
Profileur Module de refente
Table du séparateur
Chargeur à échelle Tourne-billes à rouleaux quadruples
Déchiqueteuse
Scanneur de vérification (poste n° 1)
Tourne-équarri
Scanneur (poste n° 2)
Déchiqueteuse Tourne-équarri
Scanneur du tourne-billes
Profileurs
Modules d’alimentation verticale (VFM)
Module de sciage à arbres quadruples
(QASB)
Table du séparateur
Tourne-équarri
Débiteuse à scies multiples
Versa
Modules d’alimentation
verticale
Scanneur (poste n° 3)
ASYMÉTRIQUE EXPLIQUÉ

Millwide Informateur | NUMÉRO 2 - 2014 | www.usnr.com16
un produit de différente dimension pouvant aussi être en demande. Ceci accroît la valeur de la production comparée à l’entrée.»
Le matériel brut traité à Ballygar est l’épinette Sitka de plantation. Les diamètres supérieurs des billes se situent dans une plage de 4 à 14 pouces (10 à 36 cm) et ces billes sont coupées en forêt en longueurs de 8, 10, 12, 14 et 16 pieds (2,4, 3, 3,7, 4,3 et 4,9 mètres). Toutes les billes sont préclassées selon leurs dimensions à 1 cm près pour que l’usine puisse traiter des lots continus de billes homogènes tout en maintenant de très courts espacements entre chaque bille.
Cette machine de débitage d’une longueur de 105 mètres comprend quatre scanneurs, trois tourne-équarri à anneau, deux équarrisseuses, trois profileurs, deux séparateurs de planches, un module de scies circulaires pouvant lever jusqu’à 4 planches latérales, une débiteuse Versa et un module de refente. Le raffinement de l’optimisation de ce projet affecte 3 des 4 scanneurs et les contrôles de l’automate programmable pour le secteur en aval du centre machine.
Comment le système fonctionneAndré LaPierre, ingénieur en contrôle chez USNR, explique le processus : « Chaque pièce doit être centrée lorsqu’elle passe par les 3 tourneurs à anneau mais n’a pas à demeurer centrée pour le traitement. Nous décalons la pièce au moyen des modules d’alimentation verticale pour maintenir le bloc hors centre lorsque nous effectuons les coupes, puis la pièce se déplace de nouveau
vers le centre pour la rotation suivante. » André continue à expliquer que s’il n’existe pas suffisamment de fibres pour débiter une planche latérale des deux côtés du bloc, la décision précédente ne lèverait pas une planche d’un côté ou de l’autre. Grâce à ce nouveau concept, le bloc est décalé avant les profileurs et une planche latérale unique peut être levée si désirée ou plusieurs produits différents de planches latérales peuvent être levés d’une face ou de l’autre.
Gains impressionnantsJohn continue à expliquer qu’avec l’optimisation redéfinie, les outils de coupe demeurent tous stationnaires, alors que le module d’alimentation verticale (VFM) positionne les pièces là où les planches latérales seront levées. La ligne centrale ne change pas, mais la pièce se déplacera pour permettre la levée d’une pièce de planche latérale s’il y en a une de disponible. « Nous réalisons une meilleure récupération que ce à quoi nous nous attendions. Nous nous attendions à une certaine amélioration de notre récupération et nous avons doublé le pourcentage prévu.”
Avantages du système hybrideCette conception de débitage hybride offre les avantages du traitement du scannage et des configurations (sets) tout en retenant les avantages de traiter la production selon des patrons. John est satisfait des résultats de la mise à jour : « La mise à jour nous permet de faire exactement ce que nous avions en tête. » John explique que le processus du projet a impliqué les deux équipes de USNR et de MTG qui ont travaillé ensemble pour en assurer le succès. « Il y a eu une période où nous avons du reculer pour avancer davantage.
Nous avons du assumer la responsabilité du système pour nous permettre de réaliser ce que nous voulions faire. Le travail effectué par USNR nous a indiqué la façon de procéder et nous avons progressé en apportant les améliorations à partir de ces directives. »
La réalisation de ce projet impliquait la mise à jour de l’optimisation et des contrôles de l’automate programmable. Les joueurs principaux de l’équipe de MTG impliqués dans ce projet ont été Martin Conroy, responsable de la production, et Michael Naughton, responsable des contrôles de l’automate programmable. Du côté de USNR, Dwayne Fujima travailla sur l’optimisation, André LaPierre pris soin des contrôles de l’automate programmable alors que Jim Sosa assuma la responsabilité de directeur de projet. Toutes ces personnes participèrent aussi à l’installation et aux essais des systèmes. John Reed, directeur commercial principal au niveau international chez USNR, travaille depuis longtemps avec John Murray et le groupe MTG. « L’équipe de Murray Timber est formée de professionnels dans le domaine du sciage. Cet ligne complète mesure 343 pieds (105 mètres) de longueur et ne requiert qu’un seul opérateur. Cette ligne fonctionne normalement 98 % du temps. »
L’amélioration de sa participation dans les marchés internationaux et le doublement de la récupération dans les planches latérales ouvriront la voie pour le progrès futur de l’évolution continue des processus chez MTG.
Nous avons réalisé une meilleure récupération que ce à quoi nous nous attendions; au fait, nous avons doublé le pourcentage de nos attentes.
Grâce au traitement asymétrique, nous pouvons rechercher la planche de haute valeur alors que d’autre part nous obtenons un produit de différente dimension pouvant aussi être en demande. Ceci accroît la valeur de la production comparée à l’entrée.
MURRAY TIMBER – UNE PERCÉE EN RÉCUPÉRATION

17www.usnr.com | NUMÉRO 2 - 2014 | Millwide Informateur
Lorsque les temps sont favorables dans ce secteur, ils peuvent s’avérer très favorables et c’est
pourquoi lorsque Dame Fortune a souri à Cahaba Veneer en lui présentant la chance d’accroître la
capacité de son séchoir de placage pour satisfaire les besoins d’un marché en pleine évolution, il
fut facile de prendre la décision d’investir.
LES PLANCHERS ISOLÉS MAXIMISENT L’EFFET D’UNE CAPACITÉ ACCRUE
L’accroissement de la capacité a été le moteur de la décision de Cahaba Veneer de se procurer un séchoir de placage usagé. Il permettrait à cette usine de placage de bois franc d’atteindre ses objectifs de production et de
répondre aux besoins d’un marché très actif. Au cours du processus, un plancher d’acier isolé fut installé pour réduire l’entretien et améliorer l’efficacité énergétique.
Renaissance des séchoirs de placage
Cahaba Veneer

Millwide Informateur | NUMÉRO 2 - 2014 | www.usnr.com18
Pete Browder, le propriétaire de la société Cahaba Veneer de Centreville, en Alabama, a connu sa part de hauts et de bas dans l’industrie. Encore très jeune, il a travaillé à l’usine de placage de son père, Sumter Veneer (maintenant fermée). Plus tard, Pete a décidé de devenir propriétaire de sa propre usine et il fit l’acquisition de Cahaba Veneer en 1997.
Cahaba Veneer est situé à l’un des plus vieux sites d’usine en Alabama. Fondée en 1906, la société, connue initialement sous le nom de W.E. Belcher Lumber Company, était une scierie parmi les plus importantes. Plus tard, une usine de placage fut ajoutée au site. Aujourd’hui, il s’agit de l’entreprise que possède Pete alors qu’un voisin gère la scierie.
Conception d’un planAyant déjà deux séchoirs de placage sur le site, Pete voulait accroître la capacité de séchage. Les séchoirs existants comprenaient un système à gaz Coe M72 qui avait été installé en 2004 et un système à vapeur Coe M62 qui avait été installé en 1962 (le tout premier séchoir Coe « Vert-a-jet » fabriqué). Lorsqu’un autre séchoir à gaz à trois niveaux Coe M62 devint disponible à un site situé à 20 miles de là, Pete sauta sur l’occasion de l’acquérir. Bien que ce séchoir ait été inactif pendant plusieurs années, Pete savait qu’il pouvait éliminer le bouchon causé par la capacité de ses séchoirs. Au cours du processus du déménagement du séchoir à Centreville, Pete décida d’analyser la possibilité d’installer un plancher d’acier isolé plutôt que d’utiliser une fondation de béton typique pour ces séchoirs. L’étude de la rentabilité prouva que le projet était logique puisque l’installation du plancher isolé s’avérait plus économique et qu’il nécessiterait beaucoup moins d’entretien à long terme. Pete s’attendait aussi à ce que ce plancher améliore l’efficacité énergétique.
L’avantage des conceptions des fabricants d’origineBien que Pete ait considéré d’autres fournisseurs pour le plancher isolé, il a choisi USNR pour plusieurs raisons. « Depuis longtemps, j’avais de bonnes relations d’affaires avec Coe, mais je ne connaissait pas USNR. Puisque USNR avait fait l’acquisition des avoirs de Coe, j’étais très heureux parce
que j’utilise beaucoup d’équipements Coe et j’étais donc assuré d’obtenir un soutien continu. Je voulais aussi développer un rapport avec USNR et soutenir l’entreprise de cette société avec la gamme de produits Coe ». Et il continue son explication : « Puisque le séchoir M62 était d’une conception Coe, il était logique d’installer de nouvelles pièces USNR fabriquées selon les spécifications de conception du fabricant d’origine. »
L’usine traite principalement des billes de bois franc de différentes essences. « Nous transformons les billes en placages de bois franc sur mesure spécialisés. Dans ce marché, si le client a une spécialité spécifique, il commande toute une variété de dimensions tout en respectant la capacité de l’usine. » La majorité de la production de l’usine s’adresse à des fabricants secondaires qui créent des couvre-sol d’ingénierie. Mais il existe plusieurs autres applications pour le
placage de bois franc incluant les carreaux de plafond, les écrans tressés et acoustiques et les meubles.
Por tée du projetLe projet exigeait que USNR installe de nouveaux piliers d’acier de support pour réinstaller le séchoir sur un plancher plat de l’usine tout en maintenant l’élévation de la machine au niveau de son installation
Il était logique d’installer de nouvelles pièces USNR qui étaient fabriquées selon les spécifications de conception du fabricant d’origine.
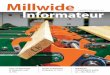
Le plancher isolé comporte 5 panneaux d’acier pour chacune des 4 sections chauffées et pour une section de refroidissement. L’illustration qui suit montre la section de refroidissement où le plancher isolé devait encore être installé.
SECTION DE
REFROIDISSEMENT
CAHABA VENEER – RENAISSANCE DES SÉCHOIRS DE PLACAGE

19www.usnr.com | NUMÉRO 2 - 2014 | Millwide Informateur
précédente. Le projet incluait aussi la fourniture de toutes nouvelles attaches et de nouveaux matériaux de scellement pour le réassemblage du séchoir.
Le plancher isolé comporte 5 panneaux d’acier pour chacune des 4 sections chauffées et pour une section de refroidissement. Le plancher a été soudé dans le séchoir pour former un ensemble complètement scellé. De l’acier structural additionnel a été inclus pour supporter les panneaux ainsi que du renforcement longitudinal entre les poutres transversales existantes du bas du séchoir.
Le seul défi qu’a présenté ce projet à été la planification du raccordement de la section de refroidissement directement au séchoir lors de la réinstallation, une première pour ce genre de séchoir. Cet aspect du projet à requis des modifications et de la fabrication sur place qui ont été réalisées par l’équipe d’installation de Cahaba Veneer et de USNR.
Capacité accrueLe séchoir reconditionné a été démarré en décembre 2013 et Pete est satisfait des résultats du projet. « Nous obtenons du placage de très haute qualité ainsi que du placage sec de façon constante et le séchoir fait exactement ce à quoi je m’attendais qu’il fasse. » La capacité du séchoir relocalisé est d’environ 1 000 pmp à l’heure. La capacité globale des trois séchoirs est dans la gamme de 2 500 pmp à l’heure, fonctionnant 24 heures sur 24 et 5 jours par semaine. Le séchoir M72 est à 4 niveaux alors que les séchoirs plus anciens M62 sont chacun à 3 niveaux.
Bien qu’il n’ait pas mesuré la consommation énergétique de chaque séchoir, Pete indique : « Nous croyons que nous découvrirons que le séchoir équipé d’un plancher isolé est plus efficace au point de vue énergétique par ce qu’il n’a pas à réchauffer le béton. » Pete mentionne aussi à quel niveau il est satisfait du soutien qu’il a reçu de USNR tout au long du processus de l’installation.
En plus des trois séchoirs Coe, Cahaba Veneer exploite deux dérouleuses de placage Coe M263. Pete Browder note que l’usine profite actuellement d’un marché en ébullition, un changement dramatique de ce qu’il a expérimenté au cours des quelques dernières années. Grâce à sa capacité de séchage accrue, l’entreprise est bien équipée pour atteindre ses objectifs de production.
Le plancher isolé de USNR est conçu pour moderniser les séchoirs existants de toutes les configurations. Les nouveaux panneaux du plancher, fabriqués d’acier doux ou d’acier inoxydable, sont installés sur le plancher de béton existant que l’on trouve généralement dans la plupart des séchoirs plus anciens. L’installation à joints soudés élimine totalement les fuites autour de la fondation, retenant plus d’énergie thermique à l’intérieur du séchoir pour en améliorer la productivité.
La mise à jour du plancher isolé améliore grandement le rendement d’un séchoir et assure une nouvelle vie à votre séchoir existant. L’alignement améliorée et un meilleur contrôle de l’expansion du séchoir réduit grandement le nombre de colmatages et d’arrêts de production. Le scellement de la fondation normalement requis autour des cadres des portes est éliminé.
Les avantages d’un plancher d’acier inoxydable isolé incluent :
� La réduction de la consommation énergétique
� La productivité améliorée du séchoir
� La prévention de la détérioration continue de la fondation
� L’élimination des fuites
� Le nettoyage plus facile
Nous croyons que nous découvrirons que le séchoir équipé d’un plancher isolé est plus efficace au point de vue énergétique par ce qu’il n’a pas à réchauffer le béton.
METTEZ VOTRE SÉCHOIR À JOUR EN INSTALLANT UN PLANCHER ISOLÉ

Millwide Informateur | NUMÉRO 2 - 2014 | www.usnr.com20
Notre entreprise dans l’équipement de fabrication de panneaux évolue et nous faisons de même. Nous avons investi dans le futur en engageant trois vétérans de l’industrie qui sont déjà prêts à répondre à vos appels.
Alan Knokey, vice-président et directeur de la division des panneaux chez USNR, indique : « Chacune de ces personnes apporte une mine
d’expérience dans les séchoirs et de connaissances du marché à notre groupe. L’addition de leur expertise à notre équipe aidera USNR à continuer d’offrir des produits et des services exceptionnels à nos clients. Nous sommes fiers qu’ils se soient joints à nous. »
L’équipeNouveaux employés chez USNR, Trevor Wendt, Tim Davis et Dusty Burchfield se sont joints à nos experts bien connus dans la vente d’équipement de fabrication de panneaux qui incluait déjà Alan Knokey, Tim Fisher, Pete Volk, Bryan Wolowiecki et Arne Nordstrand.
De gauche à droite : Dusty Burchfield, Tim Fisher, Trevor Wendt, Arne Nordstrand, Alan Knokey, Pete Volk, Tim Davis, Bryan Wolowiecki
Addition à l’équipeNOUS AGRANDISSONS NOTRE RÉSEAU POUR MIEUX VOUS SERVIR
Équipe de la vente d’équipement de fabrication de panneaux

21www.usnr.com | NUMÉRO 2 - 2014 | Millwide Informateur
Trevor WendtTrevor Wendt s’est joint à nous comme directeur des comptes principaux desservant les comptes régionaux et internationaux. Trevor a son bureau à Vancouver, en Colombie-Britannique, et représente la gamme complète des machines USNR utilisées pour la fabrication de panneaux. Il possède 18 ans d’expérience dans l’industrie des produits du bois ayant travaillé chez CIPA Lumber, Raute, Carmanah Forestry Systems et plus récemment chez Westmill comme directeur des ventes et de la commercialisation. Il détient un diplôme en gestion commerciale de l’université Simon Frasier.
Tim DavisTim Davis est notre représentant technique dans les ventes et, comme tel, se concentrera sur les mises à jour et les réparations des séchoirs à jets. Tim possède 30 ans
d’expérience dans l’industrie du séchage qui inclut les produits de placage, de gypse et de panneaux minéraux. Plus récemment, il était directeur –général et propriétaire d’Advanced Mill Solutions, située à Eugene, en Oregon. Avant de fonder AMS, Tim a travaillé chez Grenzebach, BMH et AKI (fabricants de systèmes de séchage). Il travaille à partir des installations de USNR à Eugene, en Oregon.
Dusty BurchfieldDusty Burchfield s’est joint à notre équipe de conception mécanique et il se concentrera sur les mises à jour et les réparations des séchoirs à jet. Dusty possède 18 ans d’expérience dans l’industrie des séchoirs incluant les produits de placage, de gypse et de panneaux minéraux. Plus récemment, il travaillait chez Advanced Mill Solutions comme ingénieur en chef et directeur de projets. Avant de se joindre à AMS, il a travaillé chez Alco Contractors, Grenzebach, BMH et AKI. Dusty soutiendra l’ingénierie et la vente des séchoirs et travaillera à partir des installations de USNR à Eugene, en Oregon.
Alan KnokeyAlan Knokey, vice-président, s’est joint à USNR en 2009. Avant de passer à USNR, Alan était vice-président exécutif chez Coe Manufacturing où il a travaillé pendant 42 de ses 47 années dans l’industrie de l’équipement de fabrication de panneaux.
Tim FisherTim Fisher, directeur principal de comptes, vint chez USNR en 2010 et possède plus de 39 ans d’expérience dans l’industrie de l’équipement de production de panneaux. Avant de se joindre à USNR, Tim a travaillé chez Grenzebach, Coe Manufacturing et Georgia Pacific Machinery Division.
Arne NordstrandArne Nordstrand, directeur de comptes, s’est joint de nouveau à USNR en 2013 et possède plus de 39 ans d’expérience dans l’industrie des scieries et de l’équipement de fabrication de panneaux. Avant de joindre USNR, Arne a travaillé chez Nordstrand Cedar Products, USNR et Raute.
Pete VolkPete Volk, directeur de comptes – systèmes de pressage, s’est joint à USNR en 2009 et possède plus de 42 ans d’expérience dans l’industrie des systèmes de pressage. Avant de joindre USNR, Pete a travaillé chez Lamb Grays Harbor, Washington Iron Works, Coe Manufacturing et American Iron Works.
Bryan WolowieckiBryan Wolowiecki, directeur de comptes, s’est joint à USNR en 2009 et a plus de 21 ans d’expérience dans l’industrie de l’équipement de fabrication de panneau. Avant de joindre USNR, Bryan travaillait chez Coe Manufacturing.
La nouvelle équipe agrandie de l’équipement de fabrication de panneaux de USNR est prête à faire face à vos défis offrant plusieurs décennies d’expérience dans ce secteur. Nous savons que la réalisation ininterrompue de la production de panneaux de haute qualité est essentielle. Obtenez la maximum de votre système grâce à des mises à jour uniques et fiables conçues par des personnes qui comprennent la machinerie de traitement des panneaux mieux que n’importe qui d’autre dans l’industrie. Pour atteindre un des membres de notre équipe de la machinerie pour panneaux, veuillez communiquer avec nous au 800-BUY-USNR, au +360-225-8267 ou à [email protected].

Millwide Informateur | NUMÉRO 2 - 2014 | www.usnr.com22
AKD Softwoods – Système de contrôle mobile « MyMill »La technologie de contrôle mobile «MyMill™» sera implantée chez AKD Softwoods, à Colac, en Australie. L’usine a commandé le système « MyMill » pour le classeur de sa scierie; elle se joint à 16 autres usines qui ont commandé cette nouvelle technologie. Jusqu’à présent, les systèmes « MyMill » ont été vendus ou installés aux États-Unis, au Canada, en Russie, en Nouvelle-Zélande et en Australie.
Canfor – Mise à jour de l’ébouteuse NSSLa division Isle Pierre de Canfor à Prince George, en Colombie-Britannique, met à jour sa plateforme d’optimisation d’ébouteuse « Newnes Sawmill Suite » à la version la plus récente. L’optimiseur d’ébouteuse initial avait été installé en 1999.
Parmi les nombreuses améliorations, le nouveau logiciel se concentre aussi sur la classification des défauts des extrémités pour réduire les occasions de suréboutage
et de solutions erronées de transformation secondaire (« reman »). Ce logiciel améliorera aussi la possibilité d’entretenir le système dans le futur.
Coastland – Mise à jour d’un séchoir de placageCoastland Wood Industries de Delta, en Colombie-Britannique, investit dans des améliorations majeures à son séchoir de placage qui transformeront celui-ci en un super séchoir pour sa performance et son efficacité.
Ce séchoir de placage à 20 sections M72/95 Coe, acquis et déménagé récemment, sera mis à jour pour ajouter un système de contrôle complètement automatique de l’échappement (ADEC), une section d’extrémité humide scellée et un point d’échappement unique à l’extrémité de l’entrée. Le système ADEC est conçu pour contrôler automatiquement le volume total de l’.échappement du séchoir, maximiser l’efficacité thermique et maintenir la condition d’humidité interne la plus élevée du séchoir pour produire du placage de très haute qualité.
Coastland a aussi commandé un système de contrôle de l’équilibre de la pression de refroidissement. Ce système contrôle l’équilibre de la pression entre les sections de séchage et les sections de refroidissement. Ceci réduit énormément le flux de l’air de traitement chauffé entre les sections de chauffage et de refroidissement et améliore davantage l’efficacité thermique du séchoir. Ceci minimise aussi l’accumulation de la poix dans le séchoir et réduit la quantité de composés organiques volatiles (VOC) dans les tuyaux d’échappement.
En plus de ces améliorations pour accroître l’efficacité énergétique, Coastland installera aussi un nouveau système de contrôle à automate programmable de séchoir AB ControlLogix. Le nouvel automate programmable contrôlera les ventilateurs principaux, les entraînements, le contrôle thermique des zones, l’ADEC, les systèmes d’entraînement du séchoir et la programmation de l’équipement de chargement et de déchargement du séchoir.
Collums Lumber – Modifications dans l’usine de rabotageL’usine de Collums Lumber d’Allendale, en Caroline du Sud investit dans des modifications à son usine de rabotage. Incluses sont les mises à jour de son décanteur en continu, deux alimenteurs de planches à rouleaux quadruples, 20 casiers de classement additionnels équipés d’une section supérieur de classeur associée et des améliorations dans la zone de préparation des paquets.
Hyne Timber – Déligneuses « BioVision »Les opérations de Hyne Timber de Tumbarumba, NSW, en Australie investit dans un système « BioVision™ » pour ses deux lignes de délignage, permettant à l’usine de maximiser son potentiel pour la récupération en grade et en valeur de ses produits. La « BioVision » pour déligneuse assure la valeur via la transformation secondaire ou le délignage basé sur le grade ultime de la pièce. Par exemple, une pièce de grade d’apparence n° 3 à cause des nœuds peut être délignée à une flache n° 3, maximisant ainsi la récupération. De même, une pièce large de grade inférieur peut valoir davantage si elle est débitée en deux planches plus étroites, l’une d’elles étant de grade supérieur. Le gradage à la déligneuse « BioVision » à la scierie permet de meilleures décisions à un stade précoce du processus, avant que les planches soient délignées ou éboutées.
Ce système est conçu pour inclure les caractéristiques principales suivantes :
� L’optimisation en grade du bois dimensionné
� L’optimisation du bois de moulure ou d’atelier industrielle
� La classification, les dimensions et la localisation des nœuds
� La classification des nœuds pourris ou précaires
� La détection de l’écorce et des nœuds non adhérents
� La détection des fentes et des fissures
� Les caractéristiques géométriques de la flache et des déchirures
Châssis de scannage « BioVision » pour déligneuse et ébouteuse de scierie.
NOUVEAUX PROJETS

23www.usnr.com | NUMÉRO 2 - 2014 | Millwide Informateur
La commande comporte deux nouveaux châssis de scannage, chacun équipé de 22 capteurs « BioLuma™ 2900LV », le profilage laser HD ainsi que la résolution couleur HD qui offrent les composantes requises qui assurent la détection des défauts infimes pour la classification hautement précise des grades.
Hyne Timber – Mises à jour d’un classeur linéaire (LHG) et « WinTally »Hyne Timber met aussi à jour le classeur linéaire [Lineal High Grader (LHG®)] de sa ligne automatisée de gradage en intégrant la version la plus récente du logiciel, assurant une capacité améliorée de gradage de l’équipement. En même temps, le système de gestion de classeur « WinTally™ » sera mis à jour à la version 7.0 du logiciel.
Lorsque les systèmes du classeur linéaire (LHG) et « WinTally » fonctionnent de pair, l’usine peut accéder à des capacités de gradage avancé. Grâce à la configuration de produit intégrée, le système peut activer ou désactiver les produits au LHG se basant sur les commandes de classement, sur les limites des mélanges des produits et la gestion de taquage des paquets (minimisant le nombre de paquets incomplets à la fin d’un lot).
J.D. Irving – Mise à jour d’une déligneuse NSSL’usine de J.D. Irving de Valley, en Nouvelle-Écosse, met à jour l’optimisation de sa déligneuse à la version la plus récente du logiciel « Newnes Sawmill Suite ». L’optimiseur de déligneuse a été installé en 1999.
Parmi plusieurs autres améliorations, le logiciel supportera le nouveau module de refente qui offre la capacité de générer une solution de coupe pouvant être traitée à la déligneuse plutôt qu’à un autre poste en aval. Ce logiciel améliorera aussi la possibilité d’entretenir le système dans le futur.
Produits Forestiers D.G. – Optimisation de chariot « MillExper t/LASAR »Les installations de Produits Forestiers D.G. situées à Saint-Côme-Linière, au Québec, a commandé un système d’optimisation de chariot « MillExpert » équipé de scannage « LASAR » de USNR pour sa ligne de chariot à scie de tête.
Richmond Plywood – Séchoir de placage à 6 niveaux équipé du système « ADEC »Richmond Plywood de Richmond, en Colombie-Britannique, a commandé un nouveau séchoir de placage à 6 niveaux et à 14 sections, modèle 208. Le séchoir sera chauffé à la vapeur et sera équipé d’un plancher isolé et d’un revêtement en acier inoxydable.
Inclus dans la commande du nouveau séchoir, l’usine a commandé un système de contrôle automatique de l’échappement (ADEC) et un système de contrôle de l’équilibre de la pression de refroidissement pour obtenir une efficacité opérationnelle optimale et maximiser la qualité du placage.
Scierie VOG – Optimisation de chariot « MillExper t/LASAR »Les installations de la Scierie VOG de Plessisville, au Québec, installe un système d’optimisation de chariot « MillExpert » de USNR avec scannage « LASAR » des faces avant et arrière.
Cette combinaison « MillExpert/LASAR » s’avère un succès dans les applications de bois mou et de bois franc. Les graphiques 3D détaillés de « MillExpert », la base de données SQL et la modularité du système sont les marques des produits d’optimisation de USNR. Les capteurs « LASAR » sont bien connus dans l’industrie grâce à la conception de la troisième génération récemment lancée pour une qualité, une durabilité et une précision inégalées.
ABONNEMENT GRATUITPour obtenir votre abonnement gratuit à la revue Informateur Millwide de USNR, transmettez un courriel à [email protected] ou visitez le site : www.usnr.com/about/news

3550-45 Street SESalmon Arm, C.-B.Canada V1E 1X1
26 et 27 septembre InterSaw Montreal, QC
15 au 17 octobre TP&EE Portland, OR
Bob Sunamoto est directeur principal de comptes chez USNR. Il a son bureau à Woodland, dans l’état de Washington.
Bob Sunamoto est un vétéran dans l’industrie possédant plus de 45 ans d’expérience. Il reçu son Baccalauréat Science de l’université de l’État d’Oregon avant de se joindre à Moore Dry Kiln Company en 1970 et à Coe Manufacturing en 1982. Bob travaille chez USNR depuis 2009.
L’expérience de Bob porte principalement sur les systèmes de séchage et de manipulation du bois. Il raconte : « Un des grands moments de ma carrière a été de travailler avec une équipe extraordinaire à
l’installation du premier séchoir informatisé à zones de chauffage multiples à l’usine de Weyerhaeuser de Raymond, dans l’état de Washington. Ce projet a été complété en 99 jours et Coe Manufacturing s’est mérité le prix de Vendeur de l’année – 1992. » Plus récemment, il a été impliqué dans le projet du séchoir de 165 pieds (50 mètres) de long pour poteaux pour Pacific Wood Preserving de Sheridan, en Oregon en 2012 et le projet de mise à jour du séchoir de Roseburg de Dillard, en Oregon.
Les passe-temps de Bob incluent la pêche, les sports, les voyages et les bons moments passés avec sa femme, Lynette, leurs deux enfants et leurs trois petits-enfants.
ÉVÉNEMENTS À VENIR
Profil