Embed Size (px)
DESCRIPTION
DEFINITION DU PERIMETRE DE LA MISSION ET DU PROJET - ORGANISATION LOGISTIQUE - ORGANISATION FABRICATION - Analyse systémique du projet : schéma d'interconnexion entre les services
Citation preview

Livingstone - Expert CE 9 rue Maurice Grandcoing - 94200 Ivry-sur-Seine
Tél : 01 45 15 90 90 - www..livingstonece.fr
Mission d’expertise libre
Projet « Excellence Manufacturing »
1.1 Périmètre de Mission d'Expertise libre « projet
Excellence Manufacturing »
Conformément au cahier des charges qui nous a été
adressé, nos travaux ont conduit à analyser la
situation, formuler des avis qui ont été confrontés à
la position de la Direction préalablement à la
rédaction de nos conclusions portant sur :
Avis sur la nécessité d’engager le projet
Avis sur le périmètre de consultation
Avis sur l'influence du projet (systémique)
1.2 Périmètre fonctionnel concerné aujourd'hui par
des évolutions organisationnelles
Service atelier
Service « Efficacité Industrielle »
Service magasin
Service gestion de production
Service approvisionnements
Service données techniques
2 Raison Sociale
1 DEFINITION DU PERIMETRE DE LA MISSION ET DU PROJET
1 DEFINITION DU PERIMETRE DE LA MISSION ET DU PROJET
3 Raison Sociale
1.3 Approche retenue dans le cadre de nos travaux
L'approche que nous retenons dans ce rapport est à la fois analytique et systémique dans le sens où nous isolons certains éléments de l'environnement en considérant simultanément la nature et les effets des interactions que nous avons décelées dans le projet dit d' « Excellence Manufacturing ».
L’analyse que nous avons réalisée concerne, conformément au cahier des charges établi :
Le projet « Excellence Manufacturing », (avec ses développements tels que le service gestion de la production et le service « Efficacité Industrielle »)
Le projet dit des données techniques autant dans sa dimension technique que dans ses implications organisationnelles.
Les informations relatives à la réflexion portant sur l’implémentation de progiciels spécifiques (APS pour la logistique et la fabrication principalement, Configurateur pour les données techniques).
Par ailleurs, nos travaux ont aussi consisté à placer le projet « Excellence Manufacturing » dans la perspective du cadre légal de la procédure d’information/consultation du Comité d’Entreprise et à apprécier le respect de ladite procédure.
1 DEFINITION DU PERIMETRE DE LA MISSION ET DU PROJET
4 Raison Sociale
1.4 Démarche de collecte des informations
Dans le cadre de notre mission, nous avons examiné les documents listés ci-après :
1.4.1 Informations internes
Copie de la proposition d’audit des données techniques de PHR consultants, octobre 200N
Organigramme Société X Corporate du 14 Juin 200N
Organigramme Société X’s people & Global organization : Société X Organization Group and focus on Manufacturing teams – Novembre 200N
Reporting de la Task Force Industrialisation NGV , décembre 200N
Extrait de Projet de Procès Verbal – Réunion du CE du 13 décembre 200N
Organigramme service fabrication avant proposition de modification remis le 11 juin 200N aux membres élus et aux représentants syndicaux du CE
Plan de l’usine Organigramme service fabrication remis en
séance le 21 septembre 200N Copie du rapport d’audit remis le 14 Novembre
200N Rapport d’examen des comptes 200N du Cabinet
GCL Divers mails échangés entre la Direction de
l’entreprise, les cabinets de conseils, ainsi que ceux avec le CE.
1.4.2 Informations externes
Des extraits de documentation de l’entreprise P international au sujet de la solution d’APS (Advance Planning Scheduling System)
Notice P et le Lean Manufacturing
1 DEFINITION DU PERIMETRE DE LA MISSION ET DU PROJET
5 Raison Sociale
« Système de Gestion des Données Techniques et workflow associé», Documentation technico commerciale D, Sélection et réglages de paramètres pour l’optimisation de logiciels d’ordonnancement industriel, Analyse ergonomique du poste de préparateur de commande dans la grande distribution, Annual reports 2005 Faurecia institutional part 9 Travail répétitif et affections de l’appareil locomateur Etat de l’art et des méthodes et outils utilisés pour l’évaluation en conception d’un poste de travail « Stress, agir pour le bien être au travail »
2 ORGANISATION LOGISTIQUE
Extrait
6 Raison Sociale
2.3 Service approvisionnements
L'activité du service est aujourd'hui assurée par 7
personnes.
Les approvisionnements subissent encore à ce jour des dysfonctionnements liés à l'ERP.
Bien qu'un certain nombre de problèmes aient été réglés depuis la mise en place du progiciel, en particulier depuis la fin de l'été, nous relevons au cours de nos entretiens qu'une part significative des « manquants » serait liée à des causes internes plutôt qu'à des causes externes.
Les causes internes relèveraient principalement d'après nos entretiens :
De la situation de stockage actuelle (multi-magasins), du paramétrage de l'ERP, de dysfonctionnements de l'outil (« bugs »), d'une maitrise insuffisante des procédures ERP par les salariés en ce qui concerne la g e s t i o n d e s e n t r é e s / s o r t i e s , c e c i essentiellement à l'atelier au niveau des stocks dynamiques.
D'une certaine faiblesse de la planification
De la complexité de l'architecture des données techniques.
2 ORGANISATION LOGISTIQUE
7 Raison Sociale
Dans ce contexte en mettant ces éléments en perspective du projet Efficacité Industrielle; il est possible de dire que :
Une partie de cette problématique pourrait être réglée par la centralisation du magasin.
I l nous a é té re la té par a i l l eu rs que le fonctionnement de l'ERP était relativement lourd dans le sens où il supposait des cascades d' interventions pour assurer de manière satisfaisante les opérations d'approvisionnements.
L'allégement de la charge de travail pourrait logiquement venir de l'intégration au périmètre de la Direction Industriel le d'un APS, cette fonctionnali té permettant au travers des opérations de planification de mieux anticiper les besoins matières. « L'information matière » en provenance des approvisionnements nous a été citée comme un élément perfectible au niveau du planning.
Enfin, la simplification de l'architecture des données et la mise en place d'un configurateur permettrait d'accroître la capacité d'anticipation du service approvisionnements
Au cours de nos entretiens enfin, il a été fait mention du besoin de coordination au sein de l'équipe approvisionnements, cette coordination pouvant être d'après nos conversations, assurée par un salarié approvisionneur expérimenté.
Cet élément a été confirmé par la Direction de l'entreprise qui nous a indiqué dans ses réponses que cela pourrait s'opérer « En s'appuyant sur une personne d'expérience au sein de l'équipe et en lui proposant un poste de coordinateur/coordinatrice pour relayer la responsable actuelle, cette solution est actuellement analysée. »
2 ORGANISATION LOGISTIQUE
8 Raison Sociale
Pour autant, nous n'avons pas retenu dans nos différents échanges que le statut salarié de ce coordinateur soit clairement établi. Cet élément modifiant l'organisation sur le plan des responsabilités hiérarchiques, il nous semble que ces précisions devront être apportées aux IRP avant la formulation de leur avis.
3 ORGANISATION FABRICATION
Extrait
9 Raison Sociale
3.1.4 Problématiques sous jacentes en matière d'ergonomie du travail
Nous avons noté que le projet suppose de manière implicite une accélération des flux d'assemblages s'appuyant sur une focalisation des monteurs sur les tâches de montage.
Les temps récupérés sur la manipulation des pièces vont donc être « transférés » sur le montage.
Le service « optimal » des pièces de la part du magasin devrait permettre un approvisionnement constant des ilots de montage (nous répétons qu'il n'est pas possible d'atteindre l'objectif PDP à effectif minimal sans que cet élément soit respecté).
Il en résulte à notre sens deux questionnements, l'un porte sur l'accidentologie du travail, l'autre sur le stress au travail.
Questionnements concernant l'accidentologie du travail
L'ensemble des études réalisées sur les processus de montage montrent que l'augmentation des cadences implique une élévation de l'accidentologie (à noter que nous n'assimilons pas la cadence à une accélération de l'exécution des tâches de travail mais à un accroissement du nombre de tâches réalisées dans une journée par limitation des temps d'attente).
Nous posons donc légitimement la question de savoir si ce phénomène apparaîtra dans les nouvelles conditions d'exploitation.
Il ne nous appartient pas de répondre à cette question. En revanche, il nous semble naturel que la Direction de l'entreprise éclaire les IRP et les salariés sur les risques possibles liés à la hausse du cadencement.
3 ORGANISATION FABRICATION
10 Raison Sociale
questionnements concernant le stress au travail
Le stress au travail semble être le second élément qui apparaît naturellement lorsque l'on analyse le processus envisagé. En effet : La montée en puissance du cadencement
suppose naturellement un accroissement du stress.
La focalisation sur les tâches de montage suppose une restriction du degré de liberté des monteurs. Il en est de même en ce qui concerne l'heure d'arrivée au travail.
L'ensemble des études sur le stress au travail (la notion de contrainte mentale) s’accordent à affirmer que les sources de contraintes mentales peuvent être notamment : la monotonie, la répétitivité, les cadences à un rythme rapide, la concentration, le manque d'autonomie, les horaires atypiques.
On note en règle générale que de fortes exigences mentales (les quatre premiers facteurs de la liste précédente) alliées à une faible latitude décisionnelle (les deux facteurs suivants) soumettent les salariés à une contrainte mentale élevée.
Il nous semble donc que ces aspects doivent être pris en compte dans le cadre de la mise en œuvre du projet « Excellence Manufacturing » et doivent être soumis à l'attention du CHSCT et du Comité d'entreprise.
CONCLUSION
11 Raison Sociale
En conclusion de ces constats, nous relevons les éléments suivants: La création du service "Efficacité Industrielle"
suppose la définition de postes spécifiques, v ra isemblab lement nant is d 'un pouvoi r hiérarchique nécessaire à la diffusion effective des « bonnes pratiques ».
Ceci sera d'autant plus vrai dans le cas où ces « bonnes pratiques » rencontreraient un manque d'appropriation voire des réticences au niveau de l'effectif d'assemblage.
Il doit donc y avoir clairement à notre sens, compat ib i l i té entre les caractér is t iques individuelles, le statut salarié et les missions confiées pour ce service « Efficacité industrielle ». La direction indique une démarche éventuelle de création d'avenants aux contrats de travail pour les salariés devant intégrer le service « Efficacité Industrielle » (6 personnes).
Cette approche nous apparaît comme insuffisante eu égard aux éléments dont nous faisons mention.
Une information plus précise sur ce sujet doit en ce sens avoir lieu avant la remise de l'avis.
S'agissant des équipes de fabrication, nous identifions une anticipation insuffisante des impacts ergonomiques du projet.
• En effet, si l'on peut faire l'hypothèse de l'innocuité de celui-ci sur la nature des tâches de travail, l'intensité du travail, la répétitivité des opérations rendue évidente compte tenu de la focalisation des assembleurs sur les tâches de montage, renvoie de manière objective à plusieurs concepts ergonomiques.
• On pense notamment à celui de Travail répétitif et d'affection de l'appareil locomoteur d'une part, à celui de charge psychosociale lié à la restriction de la liberté d'action dans le cadre des pratiques professionnelles d'autre part.
La création du service Gestion de production
suppose la définition de postes spécifiques : une analyse matricielle des souhaits des salariés/compétences souhaitées doit être réalisée afin de déterminer les salariés qui intégreront ce service.
CONCLUSION
12 Raison Sociale
Si, la Direction indique une démarche de création d'avenants aux contrats de travail pour les salariés devant intégrer le service gestion de production (4 personnes), les définitions de postes et la correspondance entre les souhaits autonomes des individus et souhaits de la Direction ne seront connus qu'à postériori. Cette démarche nous parait incompatible avec la remise d'un avis éclairé sur ce sujet.
Si une étude approfondie et une possible révision
de l'architecture des données s’avèrent nécessaires voire indispensables (démarche engagée par la Direction), il semble également essentiel d'anticiper les changements que cela pourrait induire pour les salariés concernés.
L'absence de consultation sur ce sujet dans le cadre du projet « Excellence Manufacturing » contrevient donc à notre sens à l'esprit des textes.
Il nous semble donc nécessaire que cet aspect soit intégré à la procédure d'information-consultation avec une précision suffisamment importante en ce qui concerne les aspects liés aux postes de t rava i l , e t par vo ie de conséquence, que ces éléments soient portés à la connaissance du comité de manière à ce que celui ci soit entièrement éclairé avant la remise de son avis.
Par ailleurs, la comptabilisation des postes concernés par l e p ro je t « Exce l l ence Manufacturing »est aujourd'hui de 110, (incluant le service « données techniques »).
Sur l'ensemble de ces postes, nous notons par déduction, sur la base de l'ensemble des informations à notre disposition, que le projet aura une influence à priori mineure sur un certain nombre de postes (à la logistique: le service « Gestion des commandes », les services « Qualité stocks » et « Gestion des retours »; à l'usine: le service « Qualité », le service « Achats groupe »).
CONCLUSION
13 Raison Sociale
• Les autres postes considérés dans cette étude connaîtront un impact qu'il est difficile de mesurer hormis en mettant en œuvre une analyse précise des implications en matière d'implémentation de nouvelles technologies et d'ergonomie des postes de travail.
• Pour conclure, malgré les aspects de ce projet en matière d'amélioration des conditions d'exploitation et de performance de l'entreprise, nous préconisons au Comité d'entreprise, avant de remettre un avis définitif, d'obtenir des réponses précises sur des éléments non mentionnés dans le projet présenté le 13 décembre 200N : les modifications de contrat de travail
qu'entend opérer la Direction suite aux différentes mobilités professionnelles e n v i s a g é e s : s e r v i c e " E f f i c a c i t é Industrielle" (6 personnes), Gestionnaires de Production (4 personnes),
le calendrier des prochaines étapes importantes du projet qui devra à notre sens au minimum comprendre : o Le projet extensif rattachement des
données techniques à la Division Industrielle
o L' investissement dans des outi ls Configurateur / APS
En effet, étant donné le souhait de la Direction d'officialiser le projet aux équipes mi-avril, l'avis du CE/CHSCT ne pourra se limiter qu'aux éléments inclus dans le projet initial.
Dans l'hypothèse où la Direction confirmerait les étapes ci-dessus mentionnées, celles-ci devraient faire l'objet d'une consultation à part entière des institutions CE/CHSCT, et devront impérativement, pour que le CE soit en mesure de remettre un avis éclairé, bien décliner les conséquences de ces prises de décisions sur les conditions de travail d'une part (modification des taches, modifications des horaires...) et sur les contrats de travail d'autre part (changement de qualification, statut, rémunération..
3 Analyse systémique du projet : schéma d'interconnexion entre les services
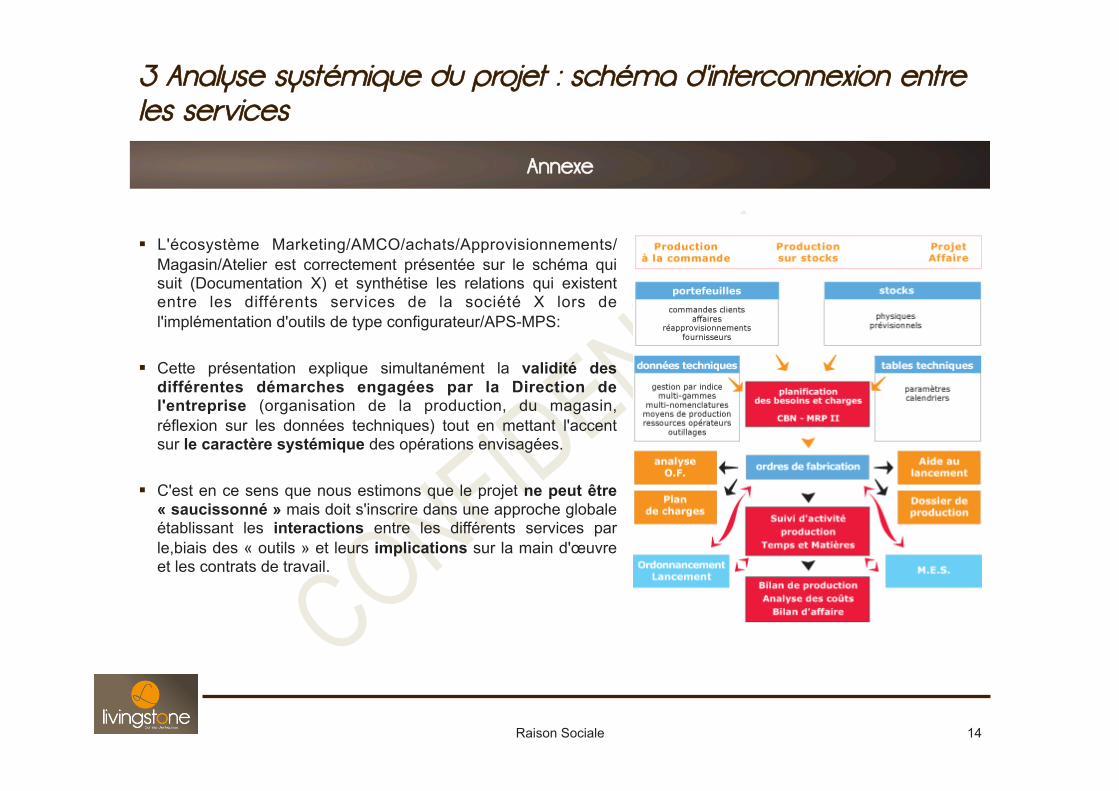
L'écosystème Marketing/AMCO/achats/Approvisionnements/Magasin/Atelier est correctement présentée sur le schéma qui suit (Documentation X) et synthétise les relations qui existent entre les différents services de la société X lors de l'implémentation d'outils de type configurateur/APS-MPS:
Cette présentation explique simultanément la validité des différentes démarches engagées par la Direction de l'entreprise (organisation de la production, du magasin, réflexion sur les données techniques) tout en mettant l'accent sur le caractère systémique des opérations envisagées.
C'est en ce sens que nous estimons que le projet ne peut être « saucissonné » mais doit s'inscrire dans une approche globale établissant les interactions entre les différents services par le,biais des « outils » et leurs implications sur la main d'œuvre et les contrats de travail.
Annexe
14 Raison Sociale