Embed Size (px)
Citation preview

Avenue de la Patrouille de FranceOcteville-Sur-MerB.P. 204 - 76053 Le Havre Cedex (France)Tél. (33) 02 32 85 86 87 - Télex 190912 FFax (33) 02 32 85 81 00
AUTOMATA 115 U
DISEÑO ELECTRICO Y AUTOMATISMO
Indice de modification : cDate : 30/04/1998 JANVIER 1993
SBO 4

MODIFICATIONS NOTICE ELECTRIQUE SBO 4 - ESPAGNOL
Indice Date Objet de la modification
a 05 - 07 - 1994 Insertion des croquis sous IMAGE-INPage 2 : ajouté S0.6 et S2.0 (roue de chargement)Remplacé AL par AL1 et AL par AL2.Page 60 : ajouté "mise à jour de la date et de l’heure àpartir du poste de commande".
Présentation du texte et insertion des croquis sous QuarkXpress.Mise en forme par SONOVISION-ITEP/SANDOUVILLE ;date : 19/06/1997
b 15 - 09 - 1997 Remplacement du moteur continu par un moteur triphaséasynchrone.Adjonction de l'indicateur de courant moteur STATOP.Adjonction du variateur ATV66 de commande moteur asynchrone.Adjonction du variateur ATV16 de commande des ventilateurs four.Mise à jour des E/S de l'automate.Suppression du relais de courant RM2.Mise à jour de la feuille de poste.
c 30 - 04 - 1998 Remplacement du réglage des unités à thyristors par la recalibration des gradateurs de puissance TE 10A.

MISE A JOUR DES TRADUCTIONS
Liste des pages à modifier :
Sommaire
15, 16, 19, 29, 38, 43, 49
Liste des pages à ajouter :

INDICE
I - PRESENTACION GENERAL ................................................ 11 - POTENCIA ................................................................................................... 1
1 - 1 Motor eléctrico.................................................................................... 1
1 - 2 Calentamiento .................................................................................... 1
2 - LOGICA ........................................................................................................ 1
2 - 1 Seguridades ....................................................................................... 12 - 2 Lógica programada ............................................................................ 2
2 - 2 . 1 Entradas autómata situadas en la máquina ..........................22 - 2 . 2 Salidas autómata situadas en la máquina.............................42 - 2 . 3 Salidas para la rotación y el calentamiento ...........................4
3 - CONTROL DE LOS DIFERENTES CIRCUITOS NEUMATICOS ................ 5
3 - 1 Y20.5 (40 Bars soplado & 13 Bars presoplado) ................................ 53 - 2 Y20.7 (7 Bars) .................................................................................... 5
4 - OPCIONES Y MODOS DE FUNCIONAMIENTOS ...................................... 6
II - ALARMAS & VISUALIZACIONES DE LOS DEFECTOS ..... 91 - ALARMAS SONORAS ................................................................................. 9
2 - ALARMA LUMINOSA ................................................................................... 9
3 - VISAULIZACION DE LOS DEFECTOS EN PUESTO DE MANDO............. 93 - 1 Defectos de orden 1........................................................................... 93 - 2 Defectos de orden 2........................................................................... 103 - 3 Defectos de orden 3........................................................................... 113 - 4 Lectura de los defectos y borrado...................................................... 13
III - MODO DE AJUSTE...............................................................151 - GENERALIDADES ....................................................................................... 15
2 - ROTACION EN MODO AJUSTE.................................................................. 15
3 - AJUSTE DEL ESTIRADO ............................................................................ 15
4 - CONTROL DE LAS VALVULAS DE SOPLADO .......................................... 15
5 - AJUSTE DE LOS GRADUADORES DE POTENCIA................................... 15
6 - CONFIGURACION DEL ALTIVAR 16........................................................... 17

IV - ROTACION MAQUINA...........................................................191 - GENERALIDADES ....................................................................................... 19
2 - CARGA Y SALVAGUARDA DE LA CONFIGURACION DEL ATV 66........... 192 - 1 Generalidades .................................................................................... 19
2 - 2 Carga del ATV 66 a partir de la tarjeta PCMCIA ............................... 192 - 3 Carga de la tarjeta PCMCIA a partir del ATV 66................................ 22
3 - CONDICIONES VINCULADAS A LA PUESTA EN ROTACION................... 24
4 - MODO OPERATORIO.................................................................................. 24
5 - AJUSTE DEL INDICADOR DE CORRIENTE MOTOR (STATOP)............... 25
V - SINCRONISMO DE LA MAQUINA .......................................271 - PRINCIPIO ................................................................................................... 27
2 - AJUSTES VINCULADOS A LOS CONTADORES ....................................... 282 - 1 Ajuste de los captores B15.6 y B6.5.................................................. 29
2 - 2 Ajuste automático : (presoplado y soplado)....................................... 29
3 - REGISTRO CON DESPLAZAMIENTO DE PRESENCIA ARTICULO ......... 303 - 1 Principio.............................................................................................. 303 - 2 Ajuste de B5.3 (detección preforma) ................................................. 30
4 - REGISTRO DE DESPLAZAMIENTO DE LOS MOLDES BLOQUEADOS.. 30
VI - CARGA..................................................................................311 - CARGA FORZADA....................................................................................... 31
2 - CARGA NO FORZADA ................................................................................ 31
VII - CALENTAMIENTO ..............................................................331 - GENERALIDADES ....................................................................................... 33
2 - CONDICIONES VINCULADAS A LA PUESTA EN CALENTAMIENTO ....... 34
3 - MODO LOCAL.............................................................................................. 34
4 - MODO CALCULADOR: REGULACION AUTOMATICA............................... 35
5 - CARGA Y CALENTAMIENTO DE REGULACION AUTOMATICA ............... 365 - 1 Indicador de temperatura P9W .......................................................... 375 - 2 Seguridades vinculadas al calentamiento automático ....................... 385 - 3 Calentamiento en espera (AL1) ......................................................... 38

6 - SIN REGULACION AUTOMATICA............................................................... 39
6 - 1 Configuración .......................................................................................396 - 2 Inicialización .........................................................................................39
6 - 3 Corrección de calentamiento ...............................................................396 - 4 Carga.................................................................................................. 39
7 - RECORDATORIO DE LOS AJUSTES E INFORMACIONES ...................... 40
8 - CONTROLES ............................................................................................... 418 - 1 Control de las zonas .......................................................................... 41
8 - 2 Control ventilacinas ............................................................................ 418 - 3 Parada progresiva .............................................................................. 41
VIII - SOPLADO ............................................................................43
IX - CONTROL BOTELLAS .........................................................451 - PRINCIPIO ................................................................................................... 45
2 - AJUSTES (células SICK) ............................................................................. 462 - 1 B114 y B114A..................................................................................... 462 - 2 P114 y P114A..................................................................................... 46
X - ENLACE CON LOS PERIFERICOS .....................................491 - POTENCIA Y CONTROL POTENCIA .......................................................... 49
2 - MANDO DEL ALIMENTADOR DE PREFORMAS........................................ 49
3 - SERVOMANDO EN LOS PERIFERICOS DIRECCION ABAJO.................. 49
4 - NUEVO ARRANQUE AUTOMATICO CON LASENTRADAS 7.0 7.1 y 15.7........................................................................... 50
XI - IMPRESORA .........................................................................511 - IMPRESION PERMANENTE ....................................................................... 51
2 - HOJA DE TURNO ........................................................................................ 51
2 - 1 Encabezado ....................................................................................... 512 - 1 - 1 Primera parte ...................................................................... 572 - 1 - 2 Segunda parte..................................................................... 57
2 - 2 Recapitulativo de los defectos ........................................................... 59
3 - RELOJ FECHADOR..................................................................................... 60

XII - ANEXO: CONTROL BOTELLA.............................................631 - CELULAS ECA............................................................................................. 63
2 - CELULAS BANNER ..................................................................................... 64
XIII - PREVENCION - MANTENIMIENTO.....................................651 - MANTENIMIENTO........................................................................................ 65
2 - CONEXIONES ELECTRICAS...................................................................... 65
3 - MONTAJE DE LOS CARTUCHOS FUSIBLE DE PERCUTOR ................... 66

ARMARIO ELECTRICO
El armario eléctrico de la SBO 4 está acoplado a la máquina,para las necesidades de transportes, mediante un soportefijado sobre el chasis de la máquina.
Debe desmontarse de este soporte y fijarse al suelo al instalarla máquina.
El funcionamiento de la SBO 4 con el armario eléctrico noseparado de la máquina puede tener graves consecuenciaspara la fiabilidad de los equipos electrónicos del armario.
En caso de régimen IT (neutro impedante), los condensadoresutilizados en ciertos filtros se pueden exponer a tensiones queocasionen su destrucción por explosión.Debido a ello, se señala la presencia eventual de estos filtroscon la etiqueta siguiente:
CONEXIONES ELECTRICAS
Verificación y apriete sistemático de todos los tornillos queaseguran el apriete de las conexiones eléctricas al efectuar lainstalación del equipo.
No olvidar las conexiones del auto-transformador o deltransformador si el equipo comprende uno.
Verificación y apriete a efectuar a continuación de formaregular, por ejemplo, cada año al efectuarse una parada técnica.El primer control se hará antes del fin de la garantía.
¡ATENCION!EL REGIMEN IT ES INCOMPATIBLE
CON LA UTILIZACIONDE ESTE FILTRO
!
!

I - PRESENTACION GENERAL
1 - POTENCIA
1 - 1 Motor eléctricoLa máquina está accionada por un motor asíncrono de 2,2 kW.La unidad de mando electrónica es de tipo ATV 66 TELEMECANIQUE.Las seguridades de protección motor están directamente cableados en elmando para ser positivas. Están duplicadas por informaciones lógicasdestinadas al automatismo y que además permiten la señalización de losdefectos.
1 - 2 CalentamientoEl horno comprende 6 Módulos + horno de ángulo (SBO 4-6).Los dos primeros hornos son no regulados, así como el horno de ángulo.Los 6 módulos del horno se dividen de la forma siguiente (ver figura p 31).- 8 zonas en versión estándar (cada zona corresponde a una lámpara).- 10 zonas en opción (adición de las zonas 9 y 10).- Hornos frente a frente también en opción (adición de lámparas en la zonas
1 y 2 de los módulos 1, 3 y 5).Cada una de estas zonas está controlada por una unidad de tiristores del tipoEUROTHERME 426A.Por otra parte, un ventilador asegura el enfriamiento de los hornos y otro elde las conexiones de las lámparas.Por último, las entradas del autómata reciben las informaciones concernienteal funcionamiento de las zonas o la disyunción de los ventiladores.
2 - LOGICA
2 - 1 SeguridadesCiertos movimientos que requieren de un alto grado de seguridad estánbloqueados por una lógica cableada. En este caso se trata de las funcionesde rotación, estirado, soplado.Por lo tanto, se garantizará la seguridad incluso en caso de fallo delautómata.No obstante, se admite una cierta flexibilidad en modo «ajustes».
NOTICE ELECTRIQUE SBO 4 - ESPAGNOL - 1 -

2 - 2 Lógica programadaEl SBO 4 está controlado por un autómata programable 115U SIEMENS. Loscaptores conectados a sus entradas le suministran las informaciones. Losaccionadores dirigidos por sus salidas animan la máquina o informan aloperador.
2 - 2 . 1 Entradas autómata situadas en la máquina :(a) S0.0 : Limitador de par accionamiento horno(a) S0.1 : Limitador de par rueda de soplado(a) S0.2 : Limitador de par rueda de salida(a) S0.3 : Limitador de par rueda de transferencia
preformas(a) S0.4 : Detector molde no libre(a) S0.5 : Detector tobera no libre(a) S0.6 : Limitador de par rueda de carga(a) S0.7 : Limitador de par rueda de transferencia
botellas(a) B2.0 : Seguridad carga(a) B2.1 : Detección molde no abierto(a) B2.2 : Detección molde no cerrado(a) B2.21 : Leva A/C molde(a) B2.22 : Herramienta(a) S5.1 : Control freno(e) B5.3 : Detección preformas entradas horno(c) B5.4 : Detección nivel alto preformas(d) S5.5 : Detección molde no bloqueado(c) S6.3 : Control caudal agua en rueda de soplado(c) S6.31 : Control caudal agua en rueda de soplado(e) B6.5 : Información de velocidad máquina(d) S6.6 : Control presión 40 Bars de soplado(e) B7.2 : Inicialización vuelta de ruedas(e) B7.3 : Detección posición soplado(e) B7.4 : Detección posición presoplado(c) B7.5 : Detección nivel bajo preformas(a) S7.6: Control presión 7 Bars para movimiento de
cilindro(d) B13.5 : Defecto carga preforma(d) B13.6 : Control preforma fría incorrecta(a) B13.7 : Flexible movimiento de cilindro en posición(e) S14.0 : Verificación presoplado(e) B14.1 : Detección posición leva de 2do soplado
(opción,)(e) B14.2 : Información para sincronización carga
preformas(d) S14.6 : Defecto ventilación autómata (opción)
- 2 - NOTICE ELECTRIQUE SBO 4 - ESPAGNOL

(c) S15.3 : Caudal agua en horno(e) B15.6 : Paso máquina(d) S15.5 : Carga preforma 1 de 4 (opción)
o : Carga 3 preformas (opción)o : Eyección 1ra y 2da preformas (opción)
(a) S17.0 : Control temperatura molde (opción)(d) S17.2 : Petición de hoja de turno parcial (opción)(e) B18.1 : Detección posición barrido de aire (opción)(d) S18.3 : Limitación de la velocidad (opción)(d) S9.M : Calentamiento zona 9 o frente a frente (a
pedido) (opción)(d) S9.N : Calentamiento zona 10 o frente a frente (a
pedido) (opción)(b) SP69A1 : (Entrada E8.0) Seguridad puertas n° 1 y n° 2(b) SP69A3 : (Entrada E8.2) Seguridad puertas n° 3 y n° 4(b) SP69A5 : (Entrada E8.4) Seguridad puerta n° 5(b) SP69A6 : (Entrada E8.5) Seguridad puerta n° 6(b) SP69A7 : (Entrada 20.3) Seguridad puerta n° 7(b) SP69A8 : (Entrada E20.4) Seguridad puerta n° 8(b) SP69A9 : (Entrada E20.5) Seguridad puerta n° 9(b) SP69AA : (Entrada E.20.6) Seguridad puerta n°10
B21.0 : Inicialización horno (opción)B21.1 : Defecto cuello botella estallado (opción)
(a) : Entradas especiales. Si una de estas entradas pasa de 1 a 0,el autómata memoriza el o los defectos y detiene la máquina.
(b) : Cada puerta está equipada con 2 contactos. Un NA y un NCunidos mecánicamente. El contacto NA está destinado alautómata que así puede situar las puertas abiertas ygarantizar una primera seguridad.Los otros contactos NC cableados en serie dirigen un relé,que suministra al autómata una información suplementariapara una mayor seguridad.Por último, un contacto de este relé asegura un control porcableado del común de mando de las funciones que puedenser peligrosas.
(c) : Entrada que impide la carga de las preformas y provoca laparada progresiva de la máquina, si esta entradadesapareciera durante la producción.
(d) : Entradas que no provocan la parada de la máquina, pero quese memorizan.
(e) : Entradas utilizadas para la sincronización de la máquinaentre otros el presoplado y el soplado.Para más detalle y para las entradas que conciernenfunciones específicas, ver los capítulos que tratan de estasfunciones.
NOTICE ELECTRIQUE SBO 4 - ESPAGNOL - 3 -

2 - 2 . 2 Salidas autómatas situadas en la máquina :Y20.2 : Eyección botellas transportador de salida (opción)
Y20.3 : Carga preformas
Y20.5 : Mando válvula soplado
Y20.6 : Mando de frenado
Y20.7 : Mando movimiento de cilindro
Y21.4 : Eyección preformas en transferencia
Y21.5 : Eyección botellas en transferencia
Y22.5 : Electroválvula agua en horno (opción)
Y22.7 : Seguridad placa giratoria (opción calentamientopreferencial)
Y23.0 : Instalación de la leva de mando de soplado
Y23.1 : Instalación de la leva de mando de presoplado
Y23.2 : Eyección incorrecta preforma antes de horno
Y23.3 : Electroválvula agua en molde (opción)
Y23.4 : Instalación 2da leva de soplado (opción)
Y23.5 : Brumizador agua (opción)
Y23.6 : Brumizador aire (opción)
Y23.7 : Instalación leva barrido aire
2 - 2 . 3 Salidas para la rotación y el calentamiento :Algunas salidas actúan por medio de relé de potencia:
Salida 20.6 : Dirige la abertura o el cierre del freno por el reléK20.6 (si opción freno eléctrico).
Salida 21.0 : Pone en cero los defectos del variador develocidad ATV 66.
Salida 21.1 : Dirige el relé K21.1 para el desbloqueo/bloqueoelectrónico del variador.
Salida 21.6 : Puesta en calentamiento de los hornos regulados,por el relé K21.6.
Salida 21.7 : Puesta en calentamiento de los hornos noregulados, por el relé K21.7.
Salida 22.0 : Marcha elevador preformas por el relé K22.0.
Salida 22.3 : Marcha ventilación hornos y lámparas por el reléde mando K22.3
Salida 22.4 : Dirige la rotación de las preformas en el hornopara control de formación preforma fría por el reléK22.4.
- 4 - NOTICE ELECTRIQUE SBO 4 - ESPAGNOL

3 - CONTROL DE LOS DIFERENTES CIRCUITOS NEUMATICOSLa máquina comprende :
- Un circuito 50 Bars máximo limitado a 40 Bars para el soplado y a 13 Barspara el presoplado, bajada tobera, elongación y subida fondos de molde,circuito cuya puesta en presión/vaciado es realizada por Y20.5.
- Un circuito 7 Bars que concierne todos los movimientos de gatos y cuyollenado/purga se hace por Y20.7, escape en reposo. Una derivación tomadadirección arriba de Y20.7 suministra el aire 7 Bars para los gatos dealimentación preforma, eyección preforma antes de horno y tensión cadenade horno.
3 - 1 Y20.5 (40 Bars soplado & 13 Bars presoplado) :Modo automático :La llamada presión se hace tan pronto como se realiza la solicitud derotación.El escape está dirigido en la abertura de una puerta.Modo ajuste :La puesta e presión se hace con la máquina apagada, puertas cerradas ysoplado pedido.El escape es provocado por la parada soplado.
3 - 2 Y20.7 (7 Bars) :El 7 Bars se establece si las puertas están cerradas y tan pronto como eloperador informa de su intención de arrancar mediante el botón pulsador«alarma arranque».La abertura puerta descarga la presión y también una parada por defecto(para obtener la inmovilización rápida de la rueda).
NOTICE ELECTRIQUE SBO 4 - ESPAGNOL - 5 -

4 - OPCIONES & MODOS DE FUNCIONAMIENTOS :Los armarios pueden estar equipados con ciertas opciones que exigen un programaautómata específico.* Carga preformas 1 de 4 :
Este modo de carga se hace para facilitar los ensayos que debemos realizar enun molde dado. Para realizarlo, es necesario poner en «1» la entrada E15.5,entonces la carga se efectúa en un puesto de cuatro y la preforma cargada llegaal molde n°1 de la máquina. En estas condiciones de calentamiento, como laregulación automática no puede funcionar correctamente, se aconseja funcionaren modo local con el PYROMAT 320S.
Entrada 15.5 = 0 Carga normal.Entrada 15.5 = 1 Carga preformas 1 de 4.
* Carga preformas 3 de 4 con eyección de la 1ra y de la 3ra preformaEl objetivo es idéntico a la carga preforma 1 de 4, pero el proceso requiere unacarga de preformas más consecuente para la repartición del calentamiento.Es necesario poner en 1 las entradas E15.5 y E18.0.
* 2do soplado :Como la máquina está equipada con un 2do soplado para las necesidades delproceso, basta con validar la entrada E14.5 (24Vcc) para poder hacer estaopción operacional.Esto requiere el material eléctrico y mecánico adecuado.
* Eyección de 2 preformas al comienzo y en fin de tren :Para tener una producción homogénea de la primera a la última botella, existe laposibilidad de poner la entrada E17.1 en 1, lo que permite la eyección de 2preformas al comienzo y al fin del tren.
NOTA : Esta opción se debe utilizar en funcionamiento normal de carga.* Rotura de lámparas :
Esta opción requiere un equipo del armario eléctrico adecuado (relé decorriente).Se ofrecen 2 posibilidades :
E17.6 = 1 - E17.7 = 0 :La opción rotura de lámparas se valida, esto tiene por consecuenciaadvertir al operador (visualización, hoja de turno, alarma sonora, lámparade destellos) acerca de una rotura de una o varias lámparas en uno ovarios hornos.
E17.6 = 1 - E17.7 = 1 :Validación de la opción rotura de las lámparas con todas lasconsecuencias anteriormente citadas, pero además con una paradainmediata de la máquina.
- 6 - NOTICE ELECTRIQUE SBO 4 - ESPAGNOL

* Control temperatura molde :La entrada E17.0 sirve de información temperatura molde al autómata (contactodel termostato) :
- Máquina parada : Si E17.0 = 0: Arranque imposible (no se alcanza latemperatura)
- Máquina en rotación : Parada progresiva si se pierde el contacto S17.0.* Limitación de la velocidad :
La producción máxima de la SBO 4 se fija en el programa autómata a 4.800botellas/hora como máximo.No obstante, un interruptor de llave cableado 18.3 permite limitar esta produccióna 2.600 botellas/hora.
* Producción 2 moldes de 4 :Esta opción necesita obligatoriamente el equipo mecánico adecuado.Desde el punto de vista automatismo, la entrada E17.3 = 1 permite la buenagestión del soplado, de la hoja de turno, así como de la velocidad que visualizaun máximo de 2.000 botellas/hora.
* Seguridad tubos de estirado :Cuando las levas de estirado corren el peligro de dañarse, puedes ser preferibleeyectar las preformas demasiado frías. La inercia del sistema, en particular eltiempo de respuesta de la cámara hace que las dos o tres primeras preformassean eyectadas inevitablemente.Para seleccionar este modo seguridad, poner en 1 la entrada 15.4. Si no hayninguna preforma delante de la cámara permanecerá visualizada «preforma fría»
* Suspención rotación :Al efectuarse el calentamiento en espera si éste está a 0 %.(ver capítulo X - párrafo 4 - página 50). Entrada 15.7 a cablear.
NOTICE ELECTRIQUE SBO 4 - ESPAGNOL - 7 -

- 8 - NOTICE ELECTRIQUE SBO 4 - ESPAGNOL

II - ALARMAS & VISUALIZACION DE LOS DEFECTOS
1 - ALARMAS SONORAS :Toda parada inmediata provocada por un defecto se acompaña por una señal sonoracontinua. Se puede detener esta alarma con el botón pulsador «parar alarma» delpuesto de mando, incluso antes de haber remediado el defecto.Los defectos que no detienen inmediatamente la máquina provocan una señalintermitente para advertir al operador. Este puede escoger remediar el defectoinmediatamente o no.De todas formas, puede detener la alarma que sólo aparecerá con un nuevo defecto.
2 - ALARMA LUMINOSA :Tan pronto como hay presencia de uno o varios defectos, la lámpara de destellos loseñala. Esta sólo está en reposo si ausencia de cualquier defecto.
3 - VISUALIZACION DE LOS DEFECTOS EN EL PUESTO DE MANDO :La SBO 4 está equipada de un visualizador de defecto en el cual los textos sememorizan. Es el autómata que llama los defectos correspondientes al estado de lamáquina. El objetivo es de informar el operador sobre:
- Los defectos de orden 1 concernientes al armario eléctrico y las tensiones.- El o los defectos que hayan provocado la parada inmediata de la máquina. Lo
denominaremos defectos de orden 2.- El o los defectos que necesiten una intervención en la máquina si se desea
entrar o permanecer en fase de producción. Los estados de la máquina querequieren una decisión por parte del operador.Lo denominaremos defectos de orden 3.
Como una precaución de claridad y de rapidez de acción, se dará la prioridad a losdefectos mayores. Los otros defectos presentes permanecen tratados en el autómatapara ser visualizados cuando las condiciones lo permitan.
3 - 1 Defectos de orden 1 :Estos defectos son de una visualización prioritaria, es decir, si hay defecto deorden 1, sólo este o estos defectos son indicados al operador.
- Parada de emergencia.- Tensión entradas autómata.- Marcha/Parada general.
NOTICE ELECTRIQUE SBO 4 - ESPAGNOL - 9 -

3 - 2 Defectos de orden 2 :Posteriores a los defectos de orden 1, estos son igualmente prioritarios sobrelos defectos de orden 3.Ocasionan la parada inmediata de la máquina. Si procede, se memorizan losdefectos mecánicos, para remediar un reset o borrado en el B.P del puestode mando.
- Par rueda de soplado.- Par horno.- Par rueda de carga.- Par rueda de transferencia preformas.- Par rueda de transferencia botellas.- Par rueda de salida.- Tobera no libre.- Molde no abierto.- Presión mando cilindros.- Abertura puerta.- Alimentación variador.- Variador motor principal.- Molde no libre.- Defecto montado tubo de estirado.- Molde no cerrado.- Defecto detector B14.2.
- 10 - NOTICE ELECTRIQUE SBO 4 - ESPAGNOL

3 - 3 Defectos de orden 3 :Son los defectos que sólo aparecen cuando las funciones asociadas están encurso o bien si las mismas son pedidas por el operador.Ciertos defectos inhiben las funciones concernidas, otras provocan unaparada progresiva con evacuación de las preformas si la máquina estaba enproducción.Algunos textos son simplemente informaciones dadas al operador, quedecide la conducta a adoptar.
- Agua en rueda.- Agua en horno.- Freno no abierto.- Freno abierto.- Carga de las preformas.- Nivel preformas demasiado bajo.- Defecto potencia alimentador.- Defecto potencia posa-copela.- Defecto potencia periférico.- Aire soplado.- Molde no bloqueado.- Molde no cerrado.- Defecto carga.- Defecto preformas ante horno.- Rotación preformas ante horno.- Ajustes.- Periférico no listo.- Preformas frías.- Velocidad muy importante.- Defecto zona horno n° 1.- Defecto zona horno n° 2.- Defecto temperatura molde.- Defecto placa giratoria n°1 a 96.- Defecto zona horno de ángulo.- Defecto zona n° 1.- Defecto zona n° 2.- Defecto zona n° 3.- Defecto zona n° 4.- Defecto zona n° 5.- Defecto zona n° 6.- Defecto zona n° 7.- Defecto zona n° 8.- Defecto zona n° 9.- Defecto zona n° 10.- Ventilador horno.- Ventilador lámparas.- Defecto horno de ángulo.
NOTICE ELECTRIQUE SBO 4 - ESPAGNOL - 11 -

Texto que aparece llegado el caso al efectuar una petición de parada.- Puertas no cerradas.- Puertas n° 1 y n° 2.- Puertas n° 3 t n° 4.- Puerta n° 5.- Puerta n° 6.- Puerta n° 7.- Puerta n° 8.- Puerta n° 9.- Puerta n° 10.- Presión gatos para ajustes.
Textos de información.- Horno listo.- Parada progresiva.
(la máquina esta en procedimiento de parada progresiva, la causa es unfallo de orden 3, el defecto se visualiza. Ver párrafo VII - párrafo 8 - 3 -página 41).
- Carga auto.El operador solicitó el procedimiento de carga automática (ver capítulo VII- párrafo 5 - página 36)
- Verificación presoplado (ver capítulo VIII - página 43).* Defecto ajuste B6.5.* Defecto ajuste B7.2.* Defecto ajuste B7.3.* Defecto ajuste B7.4.* Defecto ajuste B14.1.* Defecto ajuste B15.6.* Defecto síncrono automático.
* PYROMAT mal configurado.* PYROMAT no responde.* PYROMAT en modo local.* PYROMAT ya no obedece.* PYROMAT no en manual.* Cambio PYROMAT perturbado.
* Defecto ventilación autómata.* Defecto ventilación armario.* Defecto pila autómata.* Arranque autómata.* Nuevo arranque autómata.
- 12 - NOTICE ELECTRIQUE SBO 4 - ESPAGNOL

3 - 4 Lectura de los defectos y borrado :Los defectos se visualizan uno tras otro durante un segundo cada uno.Cuando se ha revisado completamente la lista de los defectos, aparece lasigla «SIDEL», y luego la lista se retoma a su comienzo, y así sucesivamente.El borrado o Reset de los defectos por el botón pulsador en el puesto demando sólo actúa sobre aquellos que están en la lista de visualización.Sólo se suprimen de la lista aquéllos que efectivamente han desaparecido.Una pulsación prolongada del botón pulsador no facilita para nada el borradode los defectos.
NOTICE ELECTRIQUE SBO 4 - ESPAGNOL - 13 -

- 14 - NOTICE ELECTRIQUE SBO 4 - ESPAGNOL

III - MODO AJUSTE
1 - GENERALIDADESEl modo ajuste afecta las funciones de rotación, estirado, soplado y calentamiento.Este modo sólo está accesible mediante una llave específica en el botón rotativo deelección de modo, situado en el armario. Hacer girar este botón Auto-Ajuste a«Ajuste».
2 - ROTACION EN MODO AJUSTELa rotación motorizada sólo es posible por sacudidas calibradas por unatemporización y es necesario soltar el botón pulsador para rearmar.Modo operatorio en el puesto de mando :
- Pulsar el botón pulsador «alarma arranque» hasta que se encienda, indicandoasí la autorización arranque.
- Mantener el botón «marcha» para obtener la rotación máquina. Al soltarlo, lamáquina se para inmediatamente, al igual que después de transcurrida latemporización asociada.
3 - AJUSTE DEL ESTIRADOVer instrucción mecánica.
4 - CONTROL DE LAS VALVULAS DE SOPLADOPara poder verificar la estanquidad de las toberas y de las válvulas, es posible ponerel 7 Bars y el 40 Bars, al mismo tiempo que se conservan las puertas abiertas, enmodo ajuste.
- Cerciorarse que ninguna válvula de soplado esté abierta, particularmente en losmoldes que estuvieran mal bloqueados.
- Situar los artículos en los moldes de los puestos a verificar, bloquearcuidadosamente. Cerrar las puertas.
- En el puesto de mando, poner la máquina en soplado.- Abrir las puertas para maniobrar las válvulas de los puestos a controlar y
bloqueados, primeramente en posición presoplado, y a continuación en posiciónsoplado. Verificar si hay fugas.
- Volver a cerrar todas las válvulas. Cortar el soplado en el puesto de mando.ATENCION : No forzar nunca un molde a desbloquear cuandoestá bajo presión.
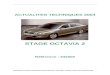
5 - AJUSTE DE LOS GRADUADORES DE POTENCIARecalibración de los graduadores de potencia TE 10A.La calibración de los graduadores está preajustada para que el valor máximo de laseñal de mando (+ 5V) dé una conducción plena de los tiristores con una tensiónnominal de la red que corresponde a la tensión nominal de los graduadores.
!
NOTICE ELECTRIQUE SBO 4 - ESPAGNOL - 15 -

ATENCION : Anotar la tensión nominal de los graduadoresindicadas en su etiqueta de señalización. Si la tensión nominal de la red es diferente de latensión nominal de los graduadores en una gama de +/- 10%, es necesario recalibrar, paraque la regulación del calentamiento se efectúecorrectamente.
Procedimiento de recalibración:ATENCION : La recalibración del graduador se hace bajo
tensión.
- Poner la máquina en modo AJUSTE.- Visualizar la página TEST DE LOS CALENTAMIENTOS- Encender la zona de calentamiento concernida (ejemplo para la zona 1: Pulsando
la ZONA 1 (F1)).- Introducir un valor de consigna de +5V (ejemplo para la zona 1: Pulsando F11).- Poner en marcha los calentamientos con la tecla M/P CALENTAMIENTO (F21).- Controlar que el valor de la señal de mando del graduador es en efecto de +5V
(bornes 5 y 6).- Introducir un nuevo valor de consigna de +4,8V (96 % de potencia de
calentamiento).- Hacer girar el potenciómetro de calibración SPAN para que los tiristores estén justo
en plena conducción (régimen de corriente sinusoidal).La tensión recalibrada se convierte en la nueva tensión nominal del graduador.
EUROTHERM
240 V
1 2
SPAN
ON
TE10A 3 4
1 2
765
5V+-
3 4
!
!
- 16 - NOTICE ELECTRIQUE SBO 4 - ESPAGNOL

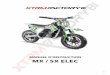
6 - CONFIGURACION DEL ALTIVAR 16Antes de poner en servicio el variador de velocidad que asegura la regulación de lapotencia de los ventiladores del horno, resulta importante verificar la posición de losconmutadores de configuración.El procedimiento es el siguiente :- Abrir la puesta del armario eléctrico.- En fachada del variador (A87), abrir la trampilla para acceder a los conmutadores
de configuración.- Cualquiera que sea la frecuencia de la red, verificar la posición de los dos
conmutadores. Estos últimos deben estar imperativamente en posición baja (verfigura siguiente).
Fault
Power
ONOFF
60 Hz 4-20mA
50 Hz 0-20mA
NOTICE ELECTRIQUE SBO 4 - ESPAGNOL - 17 -

- 18 - NOTICE ELECTRIQUE SBO 4 - ESPAGNOL

IV - ROTACION MAQUINA
1 - GENERALIDADESLa rotación de la máquina (rueda y horno) está asegurada por un motor asíncronotrifásico dirigido por un variador de velocidad tipo ATV 66.El variador se encarga de regular la velocidad del motor alrededor de la consignavisualizada por el potenciómetro R69D.La corriente motor se visualiza en el indicador de corriente P69C (STATOP).El tipo del motor y de la platina de control, así como los valores de ajustes a realizarestán dados por la ficha motor M.X. adjunta al dossier de la máquina con lasnomenclaturas de materiales. Su número (x) se recuerda en la placa del fabricantedel armario eléctrico.Por otra parte, el esquema del circuito de potencia se identifica por su número depágina: 69C.
- La intensidad motor es directamente lisible con el amperímetro STATOP delpuesto de mando.
- En caso de defecto (sobreintensidad, etc.) que se produzca en el ATV66, elmismo se señala en el puesto de mando.
2 - CARGA Y SALVAGUARDA DE LA CONFIGURACION DEL ATV66
2 - 1 GeneralidadesEl ATV66 comprende una tarjeta de programación PCMCIA así como unterminal gráfico desenchufable situado en la cara delantera.El terminal gráfico permite :
- La selección del mando local con el teclado 20 teclas.- La visualización en claro :
. De la identificación del variador.
. De los parámetros de explotación.
. De los defectos eventuales.- La recuperación manual de los ajustes y de la configuración del
ATV66.En modo normal, la carga y la salvaguarda de la configuración seefectúa con la tarjeta PCMCIA.Se prevén dos casos :
- Carga del ATV66 a partir de la tarjeta PCMCIA.- Carga de la tarjeta PCMCIA a partir del ATV66.
2 - 2 Carga del ATV66 a partir de la tarjeta PCMCIAa) Abrir el armario eléctrico.b) Desconectar el terminal gráfico de la cara delantera del ATV66. El
desenchufado se efectúa con destornillador fino insertado en la partesuperior del terminal.
c) Posicionar el conmutador de bloqueo de los parámetros situados aldorso del terminal hacia abajo.
d) Montar el terminal gráfico en el ATV66 y enchufarlo en su conector.e) En el armario, cerrar el seccionador Q69C para poner el ATV66 bajo
tensión.
NOTICE ELECTRIQUE SBO 4 - ESPAGNOL - 19 -

Observación : Para poder realizar las operaciones siguientes, el operadordebe utilizar el teclado del terminal gráfico.- Las teclas «▲« y «▼« permiten desplazar el cursor de selección
respectivamente hacia arriba y hacia abajo de la ventana presente.- La tecla ENT permite validar la selección efectuada.- La tecla ESC permite volver a la ventana precedente.f) En la ventana «MENU GENERAL», seleccionar la línea «Bloqueo de
acceso» luego validar.g) En la ventana «BLOQUEO DE ACCESO», seleccionar la línea «Acceso
total» y validar.h) Volver a la ventana «MENU GENERAL» con la tecla ESC.i) Seleccionar la línea «Archivo de ajuste» y validar.j) En la ventana «Fichero de ajuste», escoger «Recordatorio de los ajustes
cliente» y validar.k) Insertar en el puerto correspondiente del ATV66 la tarjeta de
programación PCMCIA que contiene los parámetros de funcionamientodel motor asíncrono.
l) Con el teclado, indicar el número de página donde se encuentran losvalores (parámetros del motor) a transferir y validar la elección (la tarjetapuede contener hasta 16 configuraciones y en la ventana«REPERTORIO», la casilla correspondiente a la configuración a cargaraparece en negro).
m) Validar una segunda vez la elección para confirmar. Si no aparece ningúnmensaje de error en la pantalla, la transferencia se ha desarrolladocorrectamente.
n) Pulsar varias veces la tecla ESC para volver a la ventana «MENUGENERAL».
o) Desconectar nuevamente el terminal gráfico de la cara delantera delATV66.
p) Posicionar el conmutador de bloqueo situado al dorso hacia arriba.q) Montar el terminal gráfico en la cara delantera del ATV66 y enchufarlo en
su conector.El ATV 66 está configurado.
- 20 - NOTICE ELECTRIQUE SBO 4 - ESPAGNOL

VISTA 1
Tecla" "
BLOQUEO DE ACCESO
Acceso parcialAcceso total
RECORDATORIO DE LOS AJUSTES
MENU GENERAL
Parámetros de ajusteImágenes de las Entradas/SalidasDefectos pasadosConfiguración variadorBloqueo de acceso
9 FICHERO DE AJUSTE9.1 Ajuste planta total9.2 Ajuste planta parcial9.3 Memo ajustes clientes9.4 Recordatorio de los ajustes
Parámetros de ajusteImágenes de las Entradas/SalidasDefectos pasadosConfiguración visualizaciónConfiguración terminalConfiguración variadorConfiguración generalModo diagnósticoFichero de ajustesBloqueo de acceso
MENU GENERAL
RECORDATORIO DE LOS AJUSTES CLIENTES
Esta operación reemplaza losajustes actuales por los ajustesclientes.
Tecla"ENT"
Tecla"ENT"
Tecla"ENT"
Tecla"ENT"
Tecla"ENT"
Tecla"ENT"
Tecla"ENT" y a
continuación "ESC"
Instalación de la tarjeta PCMCIA
Selección del n° de páginaque contiene los valores de los parámetros motorcon el teclado (casilla negra).
Tecla" "
Tecla" "
1234
5678
9101112
13141516
FIN DETRANSFERENCIA
ATV66
PáginaX
NOTICE ELECTRIQUE SBO 4 - ESPAGNOL - 21 -

2 - 3 Carga de la tarjeta PCMCIA a partir del ATV 66a) Abrir el armario eléctrico.b) Desenchufar el terminal gráfico de la cara delantera del ATV 66. El
desenchufado se efectúa con un destornillador fino insertado en laparte superior del terminal.
c) Posicionar el conmutador de bloqueo situado al dorso del terminalhacia abajo.
d) Montar el terminal gráfico en el ATV 66 y conectarlo en su conector.e) En el armario, cerrar el seccionador Q69C para poner el ATV 66 bajo
tensión.f) En la ventana «MENU GENERAL», seleccionar la línea «Bloqueo de
acceso» y validar.g) En la ventana «BLOQUEO DE ACCESO», seleccionar la línea
«Acceso total» y validar.h) Volver a la ventana «MENU GENERAL» con la tecla ESC.i) Seleccionar la línea «Archivo de ajuste» y validar.j) En la ventana «FICHERO DE AJUSTE», seleccionar la línea «Memo
ajustes clientes» y validar.k) Insertar la tarjeta PCMCIA en el puerto correspondiente del ATV 66.l) Con el teclado escoger un número de casillas que no contenga
configuración (casilla blanco) y validar la elección.m) Validar una segunda vez la elección para confirmar.n) Una vez efectuada la transferencia, en la última línea de la pantalla
aparece un mensaje «TRANSFERENCIA OK» En caso de error de número uno de los mensajes siguientesaparecen:- "PAGINA INCOMPATIBLE", o- "PAGINA VACIA".
o) Pulsar varias veces la tecla ESC para volver la ventana «MENUGENERAL».
p) Desconectar nuevamente el terminal gráfico de la cara delantera delATV 66.
q) Posicionar el conmutador de bloqueo situado con el dorso haciaarriba.
r) Montar el terminal gráfico en la cara delantera del ATV 66 yenchufarlo en su conector.
La tarjeta PCMCIA está configurada.
!
- 22 - NOTICE ELECTRIQUE SBO 4 - ESPAGNOL

VISTA 2
Tecla" "
BLOQUEO DE ACCESO
Acceso parcialAcceso total
RECORDATORIO DE LOS AJUSTES
MENU GENERAL
Parámetros de ajusteImágenes de las Entradas/SalidasDefectos pasadosConfiguración variadorBloqueo de acceso
9 FICHERO DE AJUSTE9.1 Ajuste planta total9.2 Ajuste planta parcial9.3 Memo ajustes clientes9.4 Recordatorio de los ajustes
Parámetros de ajusteImágenes de las Entradas/SalidasDefectos pasadosConfiguración visualizaciónConfiguración terminalConfiguración variadorConfiguración generalModo diagnósticoFichero de ajustesBloqueo de acceso
MENU GENERAL
POR FAVOR inserte la tarjetamemoria en el conector PCMCIA
ENT si está listo
Tecla"ENT"
Tecla"ENT"
Tecla"ENT"
Tecla"ENT"
Tecla"ENT"
Tecla"ENT"
Tecla"ENT" y a
continuación "ESC"
Instalación de la tarjeta PCMCIA
Selección del n° de repertorio para transferencia delos valores (casilla blanca).
Tecla" " o " "
Tecla" "
1234
5678
9101112
13141516
FIN DETRANSFERENCIA
ATV66
PáginaY
ENT para continuar
NOTICE ELECTRIQUE SBO 4 - ESPAGNOL - 23 -

3 - CONDICIONES VINCULADAS A LA PUESTA EN ROTACION- Todo defecto de orden 1 ó 2 no liberado impide la puesta en rotación de la máquina
(Ver capítulo II - párrafo 3 - 1 página 9, párrafo 3 - 2- página 10 y párrafo 3 - 4-página 13).
- Todas las puertas deben estar cerradas.- Modo automático seleccionado- Máquina parada.- Cuando se satisfacen todas estas condiciones, la pulsación del botón pulsador
alarma que la arranca, en el puesto de mando y es tomada en cuenta por elautómata, de lo contrario es inoperante.
4 - MODO OPERATORIO- Seleccionar el modo «automático».- Verificar que no se visualiza ningún defecto de orden 1 ó 2, de lo contrario
remediarlo.- Pedir la alarma arranque. Si la puerta no está cerrada, en la visualización aparece
su número.Si el freno estaba abierto, se cierra y se controla su posición. En caso defuncionamiento incorrecto aparece un defecto de orden 2.
- Se realiza la llamada presión 7 Bars.- Mantener pulsado el botón pulsador hasta su encendido.- Mientras que el botón pulsador está encendido, el operador puede solicitar la
«marcha rotación».- Entonces se dirige el freno. Si el mismo se abre correctamente, el autómata activa
la salida rotación máquina pasado un plazo de 0,2 a 0,5 s (tiempo de deflux). Delo contrario, aparece un defecto de orden 2 y se anula el arranque. El tiempo dedeflux corresponde al tiempo necesario para que la máquina se inmovilicecompletamente después de la abertura del freno de la rueda de soplado. Estarotación parásita de la máquina es provocada por la presión estirado (posiciónaleatoria del cilindro del tubo de estirado sobre la leva) que interfiere con laelevación motor dirigida por el variador ATV 66.
- La velocidad media de fabricación de botellas se calcula cada 4 s y se visualiza enel puesto de mando.
- 24 - NOTICE ELECTRIQUE SBO 4 - ESPAGNOL

5 - AJUSTE DEL INDICADOR DE CORRIENTE MOTOR (STATOP)
Acci�n sobrela tecla A
Visualizaci�nenunciado
Visualizaci�nvalor
(despu�s deplazo)
Acci�n sobrela tecla C (si
procede)Comentarios
Corta ASPI 0.0 000.0
Corta rAmP 0.00 00.00
Corta oFSt 0.0 000.0
LargaEsperar fin de
centelleo antes desoltarla
Corta ShiF 0.0 000.0
Corta Pb 0.0 000.0
Corta ti 0 0000.
Corta td 0 0000.
Corta AhY.1 0.1 00.1
Corta hYSt 0.1 00.1
Corta Addr 0 0000.
LargaEsperar fin de
centelleo antes desoltarla
Corta Lo.SC 0.0 000.0
Corta hl.SC 9.8 009.8*
* = 2 veces I nomin.motor (remitirse ala
la ficha deacompanamiento
motor para I nominal)
Corta PL1 0 000.
Corta PL2 0 000.
Corta InPt 4 - 20 mA 4 - 20 mA
Corta unit P.U P.U
Corta rESo 1.dp 1.dp
Corta ConA Dirt Dirt
Corta A1.md FS.LO GD.LO
Corta A1.SF non E non E
Corta CYC 0 00.
Corta C.CYC 0 00.
Corta C.PB 0.1 000.1
Corta d.B 0.0 000.0
VISUALIZADOR
A B C
NOTICE ELECTRIQUE SBO 4 - ESPAGNOL - 25 -

- 26 - NOTICE ELECTRIQUE SBO 4 - ESPAGNOL

V - SINCRONISMO DE LA MAQUINA
Además de la sincronización de los diferentes órganos mecánicos de la máquina, esnecesaria una sincronización de ciertas funciones, sincronización vinculada a la progresiónde los artículos en la máquina.Las funciones que requieren una sincronización como esta son, en el orden :
- El movimiento del gato de carga preformas.- La eyección preforma delante horno.- El movimiento del pasador de eyección preformas en la transferencia.- La subida o la bajada de la leva de presoplado.- La subida o la bajada de la leva de soplado.- La lectura y puesta en cero del contador de control de botellas.- El movimiento del pasador de eyección botellas.
1 - PRINCIPIOEl detector de proximidad B15.6 suministra al autómata una información en el pasode cada turno de la máquina. Sin embargo, esta entrada por sí sola no puedesincronizar de forma personalizada todas las diferentes funciones. Para responder aesta necesidad sin multiplicar las entradas y los detectores, se ha asignado uncontador interno a cada vía. Este contador tiene por objetivo retardar la orden desincronización a partir del tope de la entrada 15.6.Los contadores se decrementan por la entrada 6.5, vinculada a un detector deproximidad situado sobre el piñón 38 dientes módulo 8 y accionamiento de la ruedade soplado. De esta forma, tomando en cuenta la cinemática, teóricamente y comopromedio se dispone de 30 impulsos por paso.El 30mo impulso de un paso puede coincidir con el tope de la entrada 15.6 carga delcontador, por lo que se limitan a 29 las posibilidades de ajuste para evitar todoimprevisto de funcionamiento.
NOTICE ELECTRIQUE SBO 4 - ESPAGNOL - 27 -

DIAGRAMA DEL PRINCIPIO DE SINCRONIZACION
x es el valor de ajuste propio a cada vía, se tiene: 1 ≤ x ≤ 29. Por otra parte, la presencia y la progresión de las preformas en la máquina sememorizan por un registro de desplazamiento en el autómata.Estas informaciones permiten inhibir ciertas funciones cuando no hay artículo,funciones de presoplado, soplado, test botellas, eyección botellas defectuosas.
2 - AJUSTES VINCULADOS A LOS CONTADORESLa mayoría de las acciones sincronizadas tienen su emplazamiento fijado en lamáquina y consecuentemente, se puede memorizar en EPROM el ajuste adecuado.Solamente las funciones de presoplado y soplado se pueden desplazar en la rueda,en función del artículo a obtener. El ajuste inicial también se optimiza y a continuaciónse entra en EPROM y es el programa el que calcula sus datos en función delemplazamiento de las levas.
E 15.6
E 6.5
CONTADOR
TOPE DE SINCRONIZACION
1 PASOCARGA CONTADOR A SU VALOR DE AJUSTE
- 28 - NOTICE ELECTRIQUE SBO 4 - ESPAGNOL

2 - 1 Ajuste de los captores B15.6 y B6.5 :- Para poder estandarizar los ajustes de las máquinas, el detector B15.6 se
debe calar de forma específica.- Se situará poco antes de la parada soplado (puerta n°3). Activa la entrada
15.6 al efectuar el paso del plot asociado a cada puesto.- B6.5 Produce impulsos a una frecuencia del orden de 33 Hz a velocidad
nominal. Para convenir al autómata, estos impulsos deben tener unarelación cíclica cercana de 1, es decir el tiempo de detección tiempo dereposo. A baja velocidad se puede apreciar la calidad del ajusteobservando el diodo de la entrada E6.5. En la práctica, se respeta unentrehierro de aproximadamente 4 mm. Lo ideal consiste en ajustar elcaptor y en verificar su señal en el osciloscopio.Si el automatismo detecta un número insuficiente de impulsos a nivel delos captores B6.5 o B15.6, los textos «DEFECTO AJUSTE B6.5» o«DEFECTO AJUSTE B15.6» aparecen.
2 - 2 Ajuste automático : (presoplado y soplado) :El contador 6 es el reflejo, en todo momento, de la posición absoluta delmolde n°4. El detector de proximidad B7.2 se sitúa poco antes de la paradasoplado (puerta 3). Activa la entrada 7.2 al efectuarse el paso de un plotasociado al puesto 4 y situado inmediatamente encima de la corona 120dientes módulo 8. Entonces el contador 6 se vuelve a poner en cero y seincrementa nuevamente hasta 120 mediante la entrada 6.5 definida en elcapítulo V - párrafo 1 - página 27. Consecuentemente el detector B7.2 sedebe posicionar de forma estándar definida en la instrucción mecánica.Cuando el puesto 4 franquea la leva de presoplado, su bandera activa eldetector de proximidad B7.4 asociada al soporte de leva. De igual forma enel soplado con B7.3. De esta forma, cada leva se puede situar con precisión.
Atención : Cuidar porque los detectores B7.4 y B7.3 sólo seanactivados por la bandera del puesto n°4.
Si el automatismo detecta una anomalía, el mismo visualiza los textosadecuados, es decir:- «DEFECTO AJUSTE B6.5»- «DEFECTO AJUSTE B7.2»- «DEFECTO AJUSTE B7.3»- «DEFECTO AJUSTE B7.4»- «DEFECTO AUTOSINCRONO»La posición de la leva está dada por el valor del contador 6 en el momentoen que se alcanza el puesto n°4.La aparición del mensaje «DEFECTO AUTOSINCRONO» indica que la levade soplado y/o de barrido de aire está demasiado cerca de la leva de bloqueodel molde.
Por lo tanto hay un riesgo de soplar en un molde no bloqueado.
Alejar las levas de soplado y de bloqueado una de la otra.!
!
NOTICE ELECTRIQUE SBO 4 - ESPAGNOL - 29 -

3 - REGISTRO DE DESPLAZAMIENTO DE PRESENCIA ARTICULO
3 - 1 Principio :La célula fotoeléctrica B5.3 carga la entrada del registro de desplazamientocuando detecta el paso de una preforma a la entrada del horno. El detectorde proximidad B15.6 (ver capítulo V - párrafo 2 - 1 - página 29) provoca entreotras cosas el desplazamiento del registro al ritmo de la máquina.A continuación este registro es probado por el programa para obtenerdiferentes informaciones:
- Hornos vacíos.- Radiotermómetros en lectura.- Presencia artículo en el presoplado.- Presencia artículo en el soplado.- Presencia artículo en el puesto de control.- Máquina vacía.
Este registro se memoriza en DB3, del DW4 al DW10. Las informacionesbinarias transitan de derecha a izquierda, es decir, de los bits no significativoshacia los bits significativos. La palabra que corresponde a la rueda desoplado se transfiere a la palabra 58, donde se puede probar fácilmente.
3 - 2 Ajustes de B5.3 (detección preforma) :Los captores vinculados al registro deben estar posicionados correctamentey también de forma estándar.El ajuste de B15.6 se trata en el capítulo V - párrafo 2 - 1- página 29.Se trata de una célula fotoeléctrica con reflexión directa. Debe dirigirse sobreel cuerpo de la preforma. Tener cuidado que no detecte ninguna piezamecánica, particularmente las placas giratorias.Fijar la célula inmediatamente detrás del gato de carga y dentro del eje de laspreformas.Verificar que la detección de las preformas no es simultánea con el paso de0 a 1 de E15.6, de lo contrario hacer pivotar B5.3 para detectar más cerca dela entrada, las preformas.Control :Hacer girar la máquina a su velocidad nominal en automático. Poner en cargaforzada por el conmutador en el armario. Pedir la eyección preformas y lacarga en el puesto de mando.Verificar que B5.3 detecta el paso de cada preforma.
4 - REGISTRO CON DESPLAZAMIENTO DE LOS MOLDES BLOQUEADOSLa entrada 5.5 (molde no bloqueado) entra en cero en el registro 84 y el bit 85.3cuando se desactiva.El desplazamiento también se hace por la entrada 15.6, los bits en 1 corresponden alos moldes bloqueados.El autómata prueba el bit apropiado antes de permitir el soplado.NB : Se efectúa el presoplado siempre que exista bloqueo o no.
- 30 - NOTICE ELECTRIQUE SBO 4 - ESPAGNOL

VI - CARGA
1 - CARGA FORZADAEste modo de carga se hace para facilitar los ajustes y ensayos de la máquina. Nopodría utilizarse en marcha continua, ya que algunas seguridades están inhibidas.Un conmutador situado en el armario eléctrico permite pasar a «carga forzada».En este modo la carga preformas está únicamente dependiente a los nivelespreformas en la rampa de alimentación, así como en las informaciones de losperiféricos.
- Es necesario que se alcance el nivel alto (entrada 5.4) desde al menos 3 s(T7) para poner en carga.
- Si se pierde el nivel bajo, se interrumpe la carga. Observemos que la solicitudcarga se toma en cuenta incluso cuando las preformas faltan, pero que lacarga sólo se hará al restablecerse el nivel alto.
Los periféricos situados abajo también deben permitir la carga (ver capítulo X -párrafo 3 - página 49).
2 - CARGA NO FORZADACondiciones necesarias además de las condiciones de carga forzada:
- Calentamiento en curso.- Ventilación de las unidades de potencia en el armario.- Temperatura horno alcanzada.- Agua en horno y rueda de soplado.Nota : Ver también carga automática (capítulo VII - párrafo 5 - página 36).
NOTICE ELECTRIQUE SBO 4 - ESPAGNOL - 31 -

- 32 - NOTICE ELECTRIQUE SBO 4 - ESPAGNOL

VII - CALENTAMIENTO
1 - GENERALIDADESPara los ajustes preliminares, remitirse al capítulo III - párrafo 5 - página 15, dondese trata el «modo ajuste».Un radiotermómetro lee permanentemente la temperatura de las preformas que salendel horno. Este valor se transmite a un regulador de temperatura PYROMAT 320S. Elregulador siempre se utiliza en modo manual y sirve esencialmente de interfaz entreel radiotermómetro - operador - autómata - unidades de calentamiento y el autómata.Al efectuarse la primera puesta en servicio del PYROMAT, tener el cuidado deverificar la configuración remitiéndose a la instrucción del constructor adjunta en lacarpeta de MANUFACTURAS ELECTRICAS suministrada con la máquina.La salida del regulador se utiliza para dirigir el conjunto de las unidades tiristores. Noobstante, el operador puede hacer modular esta señal de mando, específicamentepara cada zona mediante los 8 potenciómetros situados en el armario y graduadosde 0 a 100.Cada una de las 8 zonas y cada uno de los 2 primeros hornos se pueden cortarmediante un conmutador rotativo luminoso situado en armario.La ventilación se pone en servicio tan pronto comienza el calentamiento. Al pararseéste, una temporización prolonga el calentamiento de los hornos y lámparas durante2 mn.La temperatura de los hornos 3 y 6 está ajustada por un ventilador (M87) dirigida porun variador de velocidad ALTIVAR 16 (A87).El variador dirige la potencia del ventilador horno a un porcentaje de consignadeterminado por el potenciómetro R87.
ZONA 10
N° DE HORNO
ZONA 9
ZONA 8
ZONA 7
ZONA 6
ZONA 5
ZONA 4
ZONA 3
ZONA 2
ZONA 1
L
K
H
G
F
E
D
C
B
A
1 2 3 4 5 6 HORNO DEÁNGULO
OPCIÓN
HORNOS FRENTEA FRENTE (OPCIÓN)
A B P
HORNOS REGULADOS HORNOS NOREGULADOS
HORNOS NOREGULADOS
NOTICE ELECTRIQUE SBO 4 - ESPAGNOL - 33 -

2 - CONDICIONES VINCULADAS A LA PUESTA EN CALENTAMIENTOSiempre hablaremos en esta parte del trabajo del «modo automático», ya que elmodo «ajuste» ha sido abordado en el capítulo III - página 15.
- Máquina en rotación.- Circulación de agua en los hornos :
* S15,3 indica al autómata si el caudal es normal. Si éste no es el casose anula el calentamiento y se visualiza el defecto.
* Ventiladores hornos no disyuntados.* Es necesario ajustar los disyuntores. Para ello, remitirse a la placa de
los motores, sabiendo que se alimentan con 380 volts, trifásica. Calarla intensidad indicada para 50 ó 60 Hz según el caso.
3 - MODO LOCALEl modo local se obtiene mediante los mandos situados en la cara delantera delregulador PYROMAT 300S. Entonces el diodo marcado L/C está apagado.Para pasar a modo local :
1 - Pulsar STOP.
2 - Hundir la tecla . Se apaga el diodo L/C.
En esta posición, el regulador está a disposición del operador, que tieneacceso a los parámetros de ajuste y, en particular, a la consigna de salida.
3 - Pulsar STOP.4 - Hundir la tecla IND dos veces. Un diodo centellea encima del signo ▼▲ que
designa la salida del PYROMATE expresada en porcentaje con decimal.5 - Incrementar pulsando sobre ▲ decrementar sobre ▼ hasta el valor deseado.
RECORDATORIO : El regulador siempre debe estar en modo manual(capítulo VII - párrafo 1 - página 33), diodo encendido encima de la teclaazul. De lo contrario, pasar a modo manual mediante esta. En regulación,si el autómata detecta una anomalía, visualiza el mensaje «PYROMAT NOEN MANUAL».
6 - Pulsar ENT. Se toma el valor.7 - STOP nuevamente. El regulador vuelve a pasar a visualización temperatura
preformas.8 - Para estar en regulación automática volver a pasar a modo calculadora:
Hundir la tecla . Se enciende el diodo L/C.LOCCAL
LOCCAL
- 34 - NOTICE ELECTRIQUE SBO 4 - ESPAGNOL

4 - MODO CALCULADOR : REGULACION AUTOMATICAEl diodo L/C se enciende, la maniobra se efectúa como se indicó precedentemente,
por la tecla .
El operador no puede modificar los datos introducidos en el PYROMAT, por elcontrario, el operador toma el relé.En modo calculador, rotación y calentamientos en curso y si la máquina no estáen carga reforzada :El autómata comienza por verificar que el PYROMAT se ha iniciado. De lo contrario,realiza los preajustes de inicialización. Esto consiste en programar el modo defuncionamiento (calculador, sin rampa, sin telecomando, manual, la definición de laescala del aparato 0-200°C), los límites bajos y altos de la salida (20 % y 110 %).Incluso si se desea trabajar temporalmente en modo local, es necesario estainicialización para que la visualización de la temperatura sea significativa.Si el autómata no consigue reinicializar la escala del PYROMAT y el tipo de entrada,aparece el mensaje «PYROMAT MAL CONFIGURADO». Ver entonces el capítulo VII- párrafo 5 - 2- página 38.A continuación, el autómata procede a la regulación del calentamiento en correlacióncon el estado de la máquina. Los parámetros de regulación se deben entrar en elPYROMAT en modo local por el operador.
1 - Poner el PYROMAT en programación por STOP y PRGM.2 - Un diodo centella debajo de INT. El operador registra la temperatura preforma
que desea obtener en °C. Proceder como en el capítulo VII - párrafo 3 -apartado 5 - página 34.
3 - A continuación desplazar el diodo por apoyos sucesivos sobre ENT, hasta AL1.Escribir el valor que corresponde al porcentaje de calentamiento que se deseamantener cuando el horno está vacío (capítulo VII - párrafo 3 - apartado 5 -página 34).
4 - Entrar el valor escogido por ENT. El diodo se posiciona en AL2.5 - Escribir (capítulo VII - párrafo 3 - apartado 4 - página 34) en AL2 el porcentaje
de calentamiento estimado necesario para comenzar la producción, siempre ycuando el radiotermómetro no esté aún en lectura. Este valor es aquel que seprograma para la salida del PYROMAT (▼▲) en modo local y fabricación delas botellas.
6 - ENT. El valor registrado en dirección (AD) debe ser imperativamente 01 paraque el autómata pueda dialogar con el autómata.
7 - ENT. Los límites bajo (L▼) y alto (L▲) de mando deben ser compatibles conAL1 y AL2 definidos precedentemente.El autómata los calza respectivamente de 20 % a 110 % al efectuar lainicialización.
8 - A continuación, desplazar el diodo hasta CB. Si la opción seguridad levas deestirado ha sido retenida: Registrar la temperatura mínima por debajo de lacual serán eyectadas.
9 - ENT. En HY, el operador registrará un coeficiente de corrección (capítulo VII -párrafo 3 - apartado 5 - página 34). Este coeficiente multiplicado por ladiferencia medida - consigna que define la corrección a operar en la salida delregulador. Se expresa en % de calentamiento por °C de diferencia, con laprecisión de un decimal. Ejemplo de ajuste: 1,2 % por °C.
10 - La programación se termina ENT-STOP
LOCCAL
NOTICE ELECTRIQUE SBO 4 - ESPAGNOL - 35 -

5 - CARGA Y CALENTAMIENTO EN REGULACION AUTOMATICAEste procedimiento simplifica la tarea del operador al efectuar la puesta enproducción.Un termopar conectado a una unidad de visualización P9W situada en el puesto demando indica permanentemente la temperatura media de los hornos. Tan prontocomo ésta sea superior a la temperatura mínima exigida por el operador (capítulo VII- párrafo 1 - página 37), la visualización suministra al autómata por la entrada 6.4, lainformación «horno listo» y la carga preformas se iniciará automáticamente.En procedimiento automático, carga no forzada, PYROMAT en modo calculadora ymanual, funciona de la forma siguiente:
1 - Poner la máquina en rotación.2 - Verificar que todas las zonas están bien ajustadas en función del producto, así
como de los parámetros útiles en el PYROMAT 320S.3 - Poner en calentamiento.4 - El autómata introduce el dato AL1 del regulador y lo remite como consigna de
salida (▼▲). (Respecto al calentamiento en espera o AL1, ver el capítulo VII -párrafo 5 - 2 - página 38).
5 - Poner en funcionamiento el soplado, la carga.6 - El indicador luminoso de la carga se pone a centellar y aparece el mensaje
«CARGA AUTO».7 - Entonces la temperatura pone el calentamiento a 110 % para acelerar la
subida en temperatura.8 - Tan pronto como la entrada 6.4 = 1, comienza la carga y el indicador luminoso
permanece encendido. El autómata transfiere los datos a AL2 a consigna desalida del regulador. Los hornos no regulados (1 y 2) se encienden. (SBO 4/6).
9 - Cuando las preformas alcanzan el radiotermómetro, el programa espera laestabilización, luego hace una lectura del PYROMAT y efectúa el cálculosiguiente:
x HY =
Luego : Calentamiento actual + corrección (según el signo de la diferencia).Así se obtiene la nueva consigna de calentamiento que entonces se envía alregulador.
10 - El autómata mantiene este nuevo mando de calentamiento hasta que el trende preformas en el horno se regenere. A continuación, interroga el nuevoPYROMAT para calcular una corrección eventual y así sucesivamente.
corrección en %con decimallConsigna - medida
decimal de °Cl
- 36 - NOTICE ELECTRIQUE SBO 4 - ESPAGNOL

5 - 1 Indicador de temperatura P9W :Esta unidad de visualización dispone de dos salidas relé inversor quecorresponde a las umbrales de alarma ajustables por los potenciómetros P1y P2.
En nuestra aplicación, sólo utilizamos la alarma n° 1 como umbral detemperatura por debajo del cual impedimos la carga preforma.Ajuste :
- Colocar los conmutadores para visualización para obtener en lecturael umbral alarma 1.
- Ajustar con el potenciómetro de fijación umbral alarma 1, latemperatura por debajo de la cual usted impide la carga preformas(temperatura en °C).
- Volver a poner los conmutadores para visualización en la posiciónmedida, mientras reaparece la temperatura media de los hornos(temperatura en °C).
NOTICE ELECTRIQUE SBO 4 - ESPAGNOL - 37 -

5 - 2 Seguridades vinculadas al calentamiento automático :1 - Si se ha seleccionado la opción seguridad tubos de estirados, entonces
se lee la temperatura preformas cada 3 segundos. El mensaje«PREFORMAS FRIAS» aparece mientras la temperatura leída seainferior al umbral CB (capítulo VII - párrafo 4 - apartado 8 - página 35) yse accionan la eyección preformas en transferencia.
2 - En el caso en que el autómata no reciba respuesta del PYROMATdespués de una interrogación (ruptura de cable, perturbación, etc.), sevisualiza el texto «EL PYROMAT NO RESPONDE» hasta la próximarecepción.
3 - Cuando un operador deja el PYROMAT en «local», la unidad devisualización indica «PYROMAT EN MODO LOCAL».
4 - Si el PYROMAT, que sin embargo efectivamente está en modocalculadora y no local, no toma la consigna de calentamiento (st) enviadapor el autómata, este escribe : «EL PYROMAT NO OBEDECE». Larazón puede ser que los calentamientos estén saturados y que se llegueal límite: 110%.
5 - Cuando el PYROMAT recibe un mensaje perturbado, informa de ello alautómata. Este último reitera su emisión e indica «INTERCAMBIO CONPYROMAT PERTURBADO», como mínimo durante 5 segundos y hastarecepción normal.
6 - Sucede que por error de manipulación, un operador pase el PYROMATa modo Automático. Entonces el programa pone en marcha lavisualización «PYROMAT NO EN MANUAL» (Ver capítulo VII - párrafo 3- página 34. RECORDATORIO). El bucle de regulación es interrumpidoentonces por el autómata y se vuelve a pasar a consigna decalentamiento AL2 si la máquina estaba en producción. El autómatareinicializa el PYROMAT para volverlo a pasar a modo MANUAL.
5 - 3 Calentamiento en espera (AL1) :Anteriormente definido, el valor AL1 es la potencia de calentamiento(expresada en %) que se mantendrá cuando:
- Los hornos estén vacíos y no se haya solicitado la carga.- La carga se interrumpe por una entrada de servomando en los
periféricos dirección Abajo (ver capítulo X - párrafo 3 - página 49) o porfalta de preformas, y se vacían los hornos. La unidad de visualizaciónentonces indicará «Periférico no listo» o «Nivel bajo preformas».
Una vez desaparecido el defecto :- Si la temperatura del horno ha caído por debajo del umbral mínimo, se
reanuda el ciclo automático, como se indica en el capítulo VII - párrafo5 -1 - apartado 6 - página 36.
- Si la temperatura del horno aún lo permite, la carga recomienza ytambién el ciclo automático, a partir del capítulo VII - párrafo 5 - 1 -apartado 8 - página 36.
% de calentamiento en espera :Valor comprendido entre 40 y 60 % (mín.: 0.0, máx.: 100.0)Valor de ajuste : 40 %.Nota : Este valor de ajuste permite mantener la temperatura en un horno
vacío de preformas sin dañar el material.
- 38 - NOTICE ELECTRIQUE SBO 4 - ESPAGNOL

6 - SIN REGULACION AUTOMATICA :
6 - 1 Configuración :En todos los casos, en la primera puesta en servicio del PYROMAT 320S, sedebe verificar su configuración. Remitirse a la instrucción constructor en lacarpeta «MANUFACTURAS ELECTRICAS» suministrada con la máquina.Sin la opción regulación, la inicialización debe ser efectuada por el operador.
6 - 2 Inicialización :1 - Poner el PYROMAT en programación por STOP y PRGM.2 - Un diodo centellea encima de INT. Este parámetro no se utiliza. Pulsar
en ENT.3 - El diodo se sitúa en ▲▼ que representa el mando del PYROMAT, es
decir, el porcentaje general de los calentamientos. Es el valor que deberáser ajustado por el operador para obtener la temperatura preformaadecuada. Incrementar o decrementar pulsando ▲ o ▼. Para una acciónmás rápida, actuar sobre las dos teclas simultáneamente. Pulsar ENTpara entrar el nuevo valor.
4 - Desplazar el diodo por pulsaciones sucesivas de ENT, hasta elparámetro L . Escribir 00.0, ENT.
5 - En L , escribir 200.0, ENT6 - Ir al parámetro L▼. Entrar 20.0
7 - En L▲ escribir 110, ENT.
8 - La programación está terminada, STOP.Tener la precaución de dejar el PYROMAT en modo local (diodo L/C
apagado mediante la tecla ), y en modo manual (diodo encendido
por la tecla azul).
6 - 3 Corrección de calentamiento :Para una corrección general del calentamiento únicamente :
- Pulsar en IND luego actuar como en los puntos 2 y 3 y a continuaciónSTOP.
6 - 4 Carga :El operador puede poner su máquina en calentamiento.Cuando la unidad de visualización indica «HORNO LISTO», entoncesdispone de 3 minutos para lanzar la carga, a defecto de lo cual la máquina separa (ver capítulo VII - párrafo 8 - 3 - página 41).También es posible la carga automática.Poner en calentamiento.Iniciar la carga.El indicador luminoso se pone a centellar y aparece el texto «CARGAAUTO».Cuando se alcanza la temperatura de carga, comienza automáticamente laalimentación con preformas.
LOCCAL
NOTICE ELECTRIQUE SBO 4 - ESPAGNOL - 39 -

7 - RECORDATORIO DE LOS AJUSTES E INFORMACIONESAjustes necesarios concerniente al calentamiento :
- Zonas de servicio, zonas cortadas............................(en armario).................(1)- Perfil de calentamiento por potenciómetros ..............(en armario).................(1)- Temperatura horno listo..................................................................................(1)- INT : Consigna temperatura preformas, en PYROMAT.........(1) (2)- AL1 : Calentamiento de ambiente templado;.............en PYROMAT..............(2)- AL2 : Calentamiento para producción ........................en PYROMAT........(1) (2)- AD : Dirección del regulador = 01..............................en PYROMAT..............(2)- HY : Coeficiente de corrección ..................................en PYROMAT..............(2)- CB : Consigna preforma fría (opción) ........................en PYROMAT..............(2)
Mensajes concerniente al calentamiento :- «HORNO LISTO»- «CARGA AUTO»- «PREFORMAS FRIAS» (Opción) ..................................................................(2)- «PYROMAT MAL CONFIGURADO»..............................................................(2)- «PYROMAT NO RESPONDE».................................................................. ....(2)- «PYROMAT EN MODO LOCAL»...................................................................(2)- «PYROMAT YA NO OBEDECE».............................................................. .....(2)- «INTRCAMBIO PYROMAT PERTURBADO».......................................... ......(2)- «PYROMAT NO EN MANUAL»................................................................ .....(2)
(1) ATENCION: Estos parámetros deben retocarse al cargar preformaso en el momento de la fabricación.
(2) UNICAMENTE con regulación automática.
- 40 - NOTICE ELECTRIQUE SBO 4 - ESPAGNOL

8 - CONTROLESEl autómata verifica que las zonas necesarias están efectivamente en funcionamientoy que los ventiladores no están disyuntados.
8 - 1 Control de las zonas :Una zona puede estar defectuosa debido a una fusión fusible o bien a unproblema de contactor.El autómata indica toda discordancia entre el estado de los conmutadores demando zonas y el estado de los contactores correspondientes.Entonces la máquina se pone en parada progresiva.
8 - 2 Control ventilación :El programa verifica de forma cíclica si ha habido disyunción de ventiladorespara informar al operador y proceder a la parada progresiva de la máquina.
8 - 3 Parada progresiva :Es una parada que se efectúa en tres tiempos :
- Primer tiempo :Parada de la carga.
- Segundo tiempo :Parada de los calentamientos cuando los hornos están vacíos.
- Tercer tiempo :Parada máquina cuando han salido todas las preformas.
Los defectos que arman la parada progresiva, si persisten al menos 10segundos son :
- La máquina en rotación, hornos vacíos, es decir pasado un tiempo deproducción normal o cuando el gato de carga aún está dirigido.
- Caudal de agua insuficiente.- Ventilador (es) horno disyuntado.- Defecto de zona de calentamiento.- Ventilador (es) lámpara disyuntada (s).- Carga activada desde hace 10 segundos, pero no hay preformas con
los hornos.- La parada progresiva también se arma si la carga no se solicita
durante 3’ mientras que los hornos están listos.- Cuando la velocidad supera 5.000 b/h, se activa la parada
progresiva.- Defecto temperatura molde.
NOTICE ELECTRIQUE SBO 4 - ESPAGNOL - 41 -

- 42 - NOTICE ELECTRIQUE SBO 4 - ESPAGNOL

VIII - SOPLADO
El soplado sólo se hace si el molde en cuestión está bloqueado, así como cargado con unapreforma.En la unidad de visualización, un no bloqueo activa la aparición de texto «MOLDE NOBLOQUEADO».Verificación presoplado :Un conmutador en armario autoriza esta función que permite juzgar la eficacia delpresoplado. Entonces este último se activa y se corta tan pronto como el puesto llega a laleva de soplado. Entonces la pantalla indica : «VERIFICACION PRESOPLADO».NB : Molde no bloqueado autoriza el presoplado para permitir la subida de la leva deestirado.
NOTICE ELECTRIQUE SBO 4 - ESPAGNOL - 43 -

- 44 - NOTICE ELECTRIQUE SBO 4 - ESPAGNOL

IX - CONTROL BOTELLAS
1 - PRINCIPIO :El emisor de impulsos B114B funciona al ritmo de la máquina.Dos conjuntos de células fotoeléctricas (cada uno de ellos compuestos por una célulay un reflector) se encargan de apuntar a la botella en el puesto de control,inmediatamente antes de la eyección :
- Uno se ocupa del fondo de la botella : B114.- El otro de los hombros : B114A.
Dos contadores de impulsos equipados con una preselección y con una entrada debloqueo de recuento están conectados a B114B. Uno está asignado al controlo delfondo (P114) y dirigido por B114, el otro al control de los hombros (P114A) por B114A.Las salidas de los contadores entran en el autómata por las entradas 6.7 para loshombros y 6.2 para el fondo.La puesta a cero de los contadores se hace por la salida 25.6.Cuando una célula se oculta por el paso de una botella, la misma permite a sucontador asociado contar los impulsos de B114B. Tan pronto como se establece elhaz, el conteo se bloquea de nuevo. El número de impulsos contados por lo tanto esproporcional al ancho del artículo en el lugar apuntado. Si este número es superior oigual a la preselección del contador, su salida se pone en 1.Una vez que el artículo ha salido de la zona de test, el programa autómata toma encuenta las informaciones procedentes de los contadores : Botella correcta oincorrecta y provoca o no la eyección.Si sigue un nuevo artículo, el programa vuelve a poner los contadores en cero antesde su control y así sucesivamente.
NOTICE ELECTRIQUE SBO 4 - ESPAGNOL - 45 -

2 - AJUSTES (células SICK)
2 - 1 B114 y B114A :Modo de ajuste :
1 - Proceder al ajuste habitual de alineamiento mecánico lentecélula/reflector.
2 - Célula bajo tensión, girar el botón de sensibilidad en un sentido o enel otro para encontrar el punto que provoca justo el comienzo delencendido del indicador luminoso (el sentido antihorario).
3 - Perfeccionar el alineamiento óptico para obtener el comienzo delencendido haciendo girar progresivamente el botón, sentidoantihorario, y moviendo ligeramente célula y reflector.(El hecho de hacer girar el botón en el sentido antihorario provoca laextinción del indicador luminoso, la ligera modificación de posición dela célula tiende a obtener de nuevo el encendido). Bloquearligeramente.
4 - Después de haber identificado la posición del punto sobre la partesuperior del botón, colocar la botella a detectar dentro del eje de lacélula (botella sujeta en la pinza transferencia). El indicador luminosose apaga. Hacer girar el botón en el sentido horario hasta el comienzodel encendido. Llevarlo en el sentido antihorario aproximadamente 1/3de la carrera efectuada.
5 - Pasar una botella delante de la célula y verificar que el indicadorluminoso queda efectivamente apagado durante todo el paso. Si seenciende ligeramente en el medio de la botella, retocar ligeramente elbotón en el sentido antihorario.
NOTA : Si la máquina está equipada con otra célula, ver el anexopáginas 63 y 64.
2 - 2 P114 y P114A :La programación de estos dos contadores debe ser conforme alfuncionamiento exigido y a las funciones utilizadas.Para los detalles y explicaciones técnicas, remitirse a la instrucciónconstructor HENGSTLER.La programación se efectúa mediante un juego de 9 ó 10 microinterruptoresintegrados en el aparato.9 microinterruptores :
CONTACTO : 1 2 3 4 5 6 7 8 9ESTADO : 0 0 0 0 1 0 0 1 0
10 microinterruptores :CONTACTO : 1 2 3 4 5 6 7 8 9 10ESTADO : 0 0 0 0 1 0 0 1 0 1
- 46 - NOTICE ELECTRIQUE SBO 4 - ESPAGNOL

Lectura y corrección eventual de los valores de preselección :1 - Mantener pulsada la tecla P.
La primera vez aparece el símbolo «R» y el valor «O».2 - Soltar P, y luego mantenerlo hundido nuevamente. Esta vez aparece
el símbolo «1» (preselección) y su valor. Este valor debe ser9.999.999, de lo contrario, manteniendo P pulsado entrarle con elteclado.
3 - Soltar P, y mantenerlo hundido nuevamente por tercera vez.Ahora aparece el símbolo «2» (preselección) y su valor.Se trata del ancho de la botella, y es éste el valor que hay que ajustaren función de su artículo.Para modificarla :- Al mismo tiempo que se mantiene P pulsado.- Dar un impulso sobre R/CL, el valor pasa a cero.- Entrar el nuevo valor con el teclado.
4 - Soltar P. Fin de programa.Si se hunde P nuevamente, se visualiza una «S». No ocuparse de estafunción.
Determinación de los valores de preselecciones :El valor P1 de P114 debe corresponder al ancho botella en el fondo.El valor P1 de P114A debe corresponder al ancho de la botella en loshombros.Fabricar algunos trenes de botellas conformes.Anotar los valores más bajo contados en cada aparato. Disminuir estevalor de 10 % aproximadamente y entrarlo en el valor concernido por elprocedimiento de acceso a las preselecciones tratado anteriormente.Atención : Durante la escritura de las preselecciones; los aparatos estánen parada.
NOTICE ELECTRIQUE SBO 4 - ESPAGNOL - 47 -

- 48 - NOTICE ELECTRIQUE SBO 4 - ESPAGNOL

X - ENLACES CON PERIFERICOS
1 - POTENCIA Y CONTROL POTENCIA :Se dispone de 3 salidas potencia (380 V TRI + N) para alimentar los posiblesperiféricos.Los terminales correspondientes se sitúan en la célula del seccionador general.La fusión fusible de estas salidas está controlada por el programa y se señala aloperador.- 3 KW : Terminales R47 - S47 - T47 - N47 : Habitualmente utilizado por el
alimentador de preformas. La fusión de un fusible visualiza el texto«DEFECTO POTENCIA ALIMENTADOR».
- 10 KW : Terminales R47A - S47A - T47A - N47A : El texto de defecto asociadoes el texto «DEFECTO DE POTENCIA PERIFERICO».
- 10 KW : Terminales R47B - S47B - T47B - N47B : Habitualmente utilizado porun posacopelas. El mensaje correspondiente es «DEFECTO DEPOTENCIA PERIFERICO».
2 - MANDO DE ALIMENTADOR PREFORMAS :Mediante un relé K22.0 dirigido por el autómata, el elevador de preformas está conservomando en la SBO 4. Tan pronto como la célula fotoeléctrica B5.4 (nivel alto enrampa) ya no está oculta, una temporización T6 (0,5 s) verificar que no se trata deuna información parásita y entonces dirige K22.0.Cuando el nivel preformas alcanza B5.4, la temporización T7 prolonga laalimentación durante 3 s.El contacto disponible para el servomando es un inversor identificado A20A (F),A20B( C), A20C (O) y situado en la caja de terminales de la célula del seccionadorgeneral.
3 - SERVOMANDO EN LOS PERIFERICOS DIRECCION ABAJO :Se dispone de cuatro entradas con un nivel de acción diferente.Estas entradas están en 1 cuando están conectadas al común 1B (24 Vcc), tanto seapor una célula fotoeléctrica, un relé, una salida autómata, un conmutador... Losterminales son accesibles abajo de la célula del seccionador general.Toda entrada de servomando no utilizada debe estar conectada al común 1B.- Primer nivel de servomando : Las entradas 7.0 y 7.1.
Si está en curso la carga preforma :- La entrada 7.0 pasa de 1 a 0 :
Interrupción de la carga.- La entrada 7.0 = 1 y la entrada 7.1 = 1 :
Restablecimiento de la carga.- La entrada 7.1 = 0 :
Interrupción de la carga.- La entrada 7.1 pasa de 0 a 1 :
Restablecimiento de la carga.
NOTICE ELECTRIQUE SBO 4 - ESPAGNOL - 49 -

Por lo tanto es posible trabajar con un solo punto de acumulación en la cintatransportadora utilizando una de estas dos entradas y derivando la otra. Hastatanto las botellas alcancen este punto, se suspende la carga.También se puede marchar con dos puntos siguientes de acumulación.Un umbral bajo (entrada 7.0) detiene la carga. La máquina se vacía y lasbotellas entonces sólo alcanzan un umbral alto (entrada 7.1). Cuando se pierdeeste umbral alto, la carga se reanuda por anticipación.Para un buen funcionamiento con anticipación, hay que respetar dos reglas :
1 - La diferencia entre el umbral bajo (entrada 7.0) y umbral alto (entrada7.1) debe ser inferior a la plaza situada en la cinta transportadora porun vaciado completo de la máquina de soplado (prever menos de 100botellas).
2 - Es preferible que la entrada 7.1 = 1 signifique no sólo cintatransportadora libre en umbral alto, pero también periférico abajo dela cinta transportadora en funcionamiento (paletisador, rellenadora,etc.). Para ello, en serie con la información de la célula fotoeléctricadel umbral alto, cablear un contacto recuperado en el material anexo.
- Segundo nivel de servomando : entrada 5.2Entrada 5.2 = 0 : Parada carga.Entrada 5.2 = 1 : El operador debe intervenir para poner en carga.
- Tercer nivel de servomando: entrada 15.1Entrada 15.1 = 0 : Parada carga.
: Puesta en eyección botellas en periférico.Entrada 15.1 = 1 : El operador debe intervenir para poner en carga
en el puesto de mando y detener la eyección botellas en periférico mediante el B.P específico que está implantada en la misma.
Entrada 15.0 : Botón pulsador implantado en el periférico consu indicador luminoso salida 25.7 para el mandode la eyección sobre cinta transportadora.
4 - NUEVO ARRANQUE AUTOMATICO CON LAS ENTRADAS 7.0, 7.1 y 15.7 :Si el operador ha escogido un calentamiento de espera igual a 0 % (ver capítulo VII- párrafo 5 - 3 - página 38), también puede decidir que la máquina dejará de funcionar,una vez vacía y durante todo el tiempo de presencia de duración del defectoperiférico dirección abajo entrada 7.0 o entrada 7.1 (orden 1).Una vez que el defecto ha desaparecido, la alarma suena, la máquina vuelve aarrancar y reanuda su ciclo automático según el capítulo VII - párrafo 5 - apartado 6- página 36.Para seleccionar el nuevo arranque automático, poner en 1 la entrada 15.7alimentando con + 24 Vcc, es decir la marca de polaridad 1B.
- 50 - NOTICE ELECTRIQUE SBO 4 - ESPAGNOL

XI - IMPRESORA
1 - IMPRESION PERMANENTE :En la medida en que se producen los defectos en la máquina, se realiza su impresión,precedida de la hora a la que han aparecido. Esta impresión está dictada por elacoplador 525 también responsable de los intercambios con el regulador decalentamiento.Para los casos en que se produjeran varios defectos simultáneamente, los númerosde defectos y las horas se memorizan en una tabla intermedia : DB4.Al producirse una parada de la máquina, ya no se toman en cuenta los defectos(acciones sobre los contactos en el transcurso de ajustes).
2 - HOJA DE TURNO :
2 - 1 EncabezadoSBO 4
* * * * * * *
TABLA DE TURNO
00 :: 01 - 00 :: 02 - ME 23 / 05 / 1990
DURACION DEL TURNO.................................................................................... 00:02DURACION DE ROTACION MAQUINA.............................................................. 00:00TIEMPO DE PARADA PRODUCCION POR DEFECTO..................................... 00:00TIEMPO DE CARGA........................................................................................... 00:00VELOCIDAD MEDIA EN BOTELLAS/HORA ...................................................... 0
NUMERO DE BOTELLAS TEORICAS ............................................................... 001NUMERO DE PREFORMAS CARGADAS ......................................................... 001NUMERO DE PREFORMAS EYECTADAS EN LA CARGA............................... 0NUMERO DE PREFORMAS EYECTADAS MANUALMENTE EN LATRANSFERENCIA .............................................................................................. 0NUMERO DE PREFORMAS INCORRECTAS EYECTADAS EN LATRANSFERENCIA .............................................................................................. 0NUMERO DE PREFORMAS FRIAS EYECTADAS EN LA TRANSFERENCIA.. 0NUMERO DE PREFORMAS SOPLADAS .......................................................... 000NUMERO DE BOTELLAS DEFECTUOSAS DETECTADAS.............................. 0NUMERO DE BOTELLAS CORRECTAS EYECTADAS MANUALMENTE ........ 0NUMERO DE BOTELLAS HABIDAS .................................................................. 000TOTAL DE BOTELLAS CORRECTAS ................................................................ 000RENDIMIENTO MATERIAL................................................................................. 0,00RENDIMIENTO MAQUINA.................................................................................. 0,00PRODUCCION MEDIA NETA EN BOTELLAS/HORA ........................................ 0
* * * * * * * * * * * * * *
Primeramente indica la hora de comienzo del turno, luego la fecha y fin delturno.
NOTICE ELECTRIQUE SBO 4 - ESPAGNOL - 51 -

CANT. TIEMPO DE PARADA TIPO DE DEFECTOhh/mm/ss
1.............01/01/01 ........... . . . . . . . . .DEFECTO PAR DE ACCIONAMIENTO RUEDA DE SOPLADO
1.............01/01/01 ........... . . . . . . . . .DEFECTO PAR DE ACCIONAMIENTO HORNOS
1.............01/01/01 ........... . . . . . . . . .DEFECTO PAR DE ACCIONAMIENTO RUEDA DE SALIDA
1.............01/01/01 ........... . . . . . . . . .PAR RUEDA DE TRANSFERENCIA PREFORMAS
1.............01/01/01 ........... . . . . . . . . .PAR RUEDA DE TRANSFERENCIA BOTELLAS
1.............01/01/01 ........... . . . . . . . . .DEFECTO PAR DE CARGA
1.............01/01/01 ........... . . . . . . . . .SEGURIDAD CARGA
1.............01/01/01 ........... . . . . . . . . .DEFECTO SUBIDA VARILLA DE ESTIRADO
1.............01/01/01 ........... . . . . . . . . .DEFECTO TEMPERATURA MOLDE
1.............01/01/01 ........... . . . . . . . . .DEFECTO CARGA PREFORMA
1.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 1
1.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 2
1.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 3
1.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 4
1.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 5
1.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 6
1.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 7
1.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 8
1.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 9
1.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 10
1.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 11
1.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 12
1.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 13
1.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 14
1.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 15
1.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 16
1.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 17
1.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 18
1.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 19
1.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 20
1.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 21
1.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 22
1.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 23
1.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 24
1.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 25
1.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 26
1.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 27
1.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 28
1.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 29
1.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 30
- 52 - NOTICE ELECTRIQUE SBO 4 - ESPAGNOL

1.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 311.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 321.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 331.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 341.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 351.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 361.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 371.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 381.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 391.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 401.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 411.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 421.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 431.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 441.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 451.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 461.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 471.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 481.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 491.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 501.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 511.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 521.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 531.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 541.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 551.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 561.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 571.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 581.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 591.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 601.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 611.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 621.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 631.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 641.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 651.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 661.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 671.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 681.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 691.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 701.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 711.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 721.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 73
NOTICE ELECTRIQUE SBO 4 - ESPAGNOL - 53 -

1.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 741.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 751.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 761.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 771.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 781.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 791.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 801.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 811.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 821.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 831.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 841.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 851.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 861.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 871.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 881.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 891.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 901.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 911.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 921.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 931.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 941.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 951.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA MAL CARGADA - N° 961.............01/01/01 ........... . . . . . . . . .PREFORMA MAL POSICIONADAS/DEFORMADA EN LA ENTRADA1.............01/01/01 ........... . . . . . . . . .DEFECTO PLACA GIRATORIA1.............01/01/01 ........... . . . . . . . . .MOLDE NO ABIERTO N° 11.............01/01/01 ........... . . . . . . . . .MOLDE NO ABIERTO N° 21.............01/01/01 ........... . . . . . . . . .MOLDE NO ABIERTO N° 31.............01/01/01 ........... . . . . . . . . .MOLDE NO ABIERTO N° 41.............01/01/01 ........... . . . . . . . . .TOBERA NO LIBRE N° 11.............01/01/01 ........... . . . . . . . . .TOBERA NO LIBRE N° 21.............01/01/01 ........... . . . . . . . . .TOBERA NO LIBRE N° 31.............01/01/01 ........... . . . . . . . . .TOBERA NO LIBRE N° 41.............01/01/01 ........... . . . . . . . . .TOBERA NO LIBRE N° 11.............01/01/01 ........... . . . . . . . . .TOBERA NO LIBRE N° 21.............01/01/01 ........... . . . . . . . . .TOBERA NO LIBRE N° 31.............01/01/01 ........... . . . . . . . . .TOBERA NO LIBRE N° 41.............01/01/01 ........... . . . . . . . . .MOLDE NO BLOQUEADO N° 11.............01/01/01 ........... . . . . . . . . .MOLDE NO BLOQUEADO N° 21.............01/01/01 ........... . . . . . . . . .MOLDE NO BLOQUEADO N° 31.............01/01/01 ........... . . . . . . . . .MOLDE NO BLOQUEADO N° 41.............01/01/01 ........... . . . . . . . . .MOLDE NO CERRADO N° 11.............01/01/01 ........... . . . . . . . . .MOLDE NO CERRADO N° 21.............01/01/01 ........... . . . . . . . . .MOLDE NO CERRADO N° 31.............01/01/01 ........... . . . . . . . . .MOLDE NO CERRADO N° 4
- 54 - NOTICE ELECTRIQUE SBO 4 - ESPAGNOL

1.............01/01/01 ........... . . . . . . . . .DEFECTO ABERTURA FRENO1.............01/01/01 ........... . . . . . . . . .DEFECTO DE CIERRE FRENO1.............01/01/01 ........... . . . . . . . . .PROCEDIMIENTO DE PARADA PROGRESIVA1.............01/01/01 ........... . . . . . . . . .DEFECTO PRESION MANDO GATO1.............01/01/01 ........... . . . . . . . . .DEFECTO PRESION SOPLADO1.............01/01/01 ........... . . . . . . . . .PRESION GATOS PARA AJUSTES1.............01/01/01 ........... . . . . . . . . .VELOCIDAD DEMASIADO GRANDE1.............01/01/01 ........... . . . . . . . . .DEFECTO CAUDAL AGUA EN HORNO1.............01/01/01 ........... . . . . . . . . .DEFECTO CAUDAL AGUA RUEDA DE SOPLADO1.............01/01/01 ........... . . . . . . . . .DEFECTO CONTACTOR ROTACION RUEDA1.............01/01/01 ........... . . . . . . . . .DEFECTO FUSIBLE SECCIONADOR Q691.............01/01/01 ........... . . . . . . . . .DEFECTO VARIADOR MOTOR PRINCIPAL1.............01/01/01 ........... . . . . . . . . .DISYUNCION EN EL MOTOR PREFORMA ANTES DE HORNO
1.............01/01/01 ........... . . . . . . . . .DEFECTO TENSION DE ALIMENTADOR PREFORMAS1.............01/01/01 ........... . . . . . . . . .DEFECTO ALIMENTACION ELEVADO A PREFORMAS1.............01/01/01 ........... . . . . . . . . .DEFECTO TENSION DE ALIMENTACION POSACOPELAS1.............01/01/01 ........... . . . . . . . . .DEFECTO TENSION DE ALIMENTACION PERIFERICOS1.............01/01/01 ........... . . . . . . . . .PERIFERICOS NO LISTOS1.............01/01/01 ........... . . . . . . . . .NIVEL PREFORMAS BAJO EN ENTRADAS
1.............01/01/01 ........... . . . . . . . . .DEFECTO AJUSTE CAPTOR INI. RUEDA: B21.01.............01/01/01 ........... . . . . . . . . .DEFECTO AJUSTE CAPTOR LEVA DE SOPLADO: B14.11.............01/01/01 ........... . . . . . . . . .DEFECTO AJUSTE CAPTOR LEVA BARRIDO DE AIRE: B18.11.............01/01/01 ........... . . . . . . . . .DEFECTO CAPTOR B14.21.............01/01/01 ........... . . . . . . . . .CAPTOR PASO MAQUINA DESAJUSTADO: B15.61.............01/01/01 ........... . . . . . . . . .DEFECTO AJUSTE CAPTOR INI. RUEDA: B6.51.............01/01/01 ........... . . . . . . . . .DEFECTO AJUSTE CAPTOR DE VELOCIDAD RUEDA: B7.21.............01/01/01 ........... . . . . . . . . .DEFECTO SINCRONIZACION AUTO: LEVAS SOPLADO: B7.4 1.............01/01/01 ........... . . . . . . . . .DEFECTO SINCRONIZACION AUTO: LEVAS SOPLADO: B7.31.............01/01/01 ........... . . . . . . . . .DEFECTO AUTOSINCRONO: LEVAS SOPLADO FUERA DE
RANGO1.............01/01/01 ........... . . . . . . . . .PYROMAT NO OBEDECE AL AUTOMATA1.............01/01/01 ........... . . . . . . . . .PYROMAT EN MODO LOCAL1.............01/01/01 ........... . . . . . . . . .PYROMAT NO RESPONDE1.............01/01/01 ........... . . . . . . . . .PYROMAT MAL CONFIGURADO1.............01/01/01 ........... . . . . . . . . .PYROMAT NO EN MODO MANUAL1.............01/01/01 ........... . . . . . . . . .CAMBIO PYROMAT PERTURBADO
1.............01/01/01 ........... . . . . . . . . .PARADA MAQUINA POR PUERTA N° 11.............01/01/01 ........... . . . . . . . . .PARADA MAQUINA POR PUERTA N° 21.............01/01/01 ........... . . . . . . . . .PARADA MAQUINA POR PUERTA N° 31.............01/01/01 ........... . . . . . . . . .PARADA MAQUINA POR PUERTA N° 41.............01/01/01 ........... . . . . . . . . .PARADA MAQUINA POR PUERTA N° 51.............01/01/01 ........... . . . . . . . . .PARADA MAQUINA POR PUERTA N° 61.............01/01/01 ........... . . . . . . . . .PARADA MAQUINA POR PUERTA N° 71.............01/01/01 ........... . . . . . . . . .PARADA MAQUINA POR PUERTA N° 8 1.............01/01/01 ........... . . . . . . . . .PARADA MAQUINA POR PUERTA N° 91.............01/01/01 ........... . . . . . . . . .PARADA MAQUINA POR PUERTA N° 10
NOTICE ELECTRIQUE SBO 4 - ESPAGNOL - 55 -

1.............01/01/01 ........... . . . . . . . . .DISYUNCION VENTILADOR LAMPARAS1.............01/01/01 ........... . . . . . . . . .DISYUNCION VENTILADOR HORNO1.............01/01/01 ........... . . . . . . . . .DEFECTO ZONA HORNO N°11.............01/01/01 ........... . . . . . . . . .DEFECTO ZONA HORNO N°21.............01/01/01 ........... . . . . . . . . .DEFECTO ZONA HORNO N°31.............01/01/01 ........... . . . . . . . . .DEFECTO ZONA HORNO N°41.............01/01/01 ........... . . . . . . . . .DEFECTO ZONA HORNO N°51.............01/01/01 ........... . . . . . . . . .DEFECTO ZONA HORNO N°61.............01/01/01 ........... . . . . . . . . .DEFECTO ZONA HORNO N°71.............01/01/01 ........... . . . . . . . . .DEFECTO ZONA HORNO N°81.............01/01/01 ........... . . . . . . . . .DEFECTO LAMPARAS HORNOS N°11.............01/01/01 ........... . . . . . . . . .DEFECTO LAMPARAS HORNOS N°21.............01/01/01 ........... . . . . . . . . .DEFECTO LAMPARAS HORNOS N°31.............01/01/01 ........... . . . . . . . . .DEFECTO LAMPARAS HORNOS N°41.............01/01/01 ........... . . . . . . . . .DEFECTO LAMPARAS HORNOS N°51.............01/01/01 ........... . . . . . . . . .DEFECTO LAMPARAS HORNOS N°61.............01/01/01 ........... . . . . . . . . .DEFECTO ZONA HORNO DE ANGULO1.............01/01/01 ........... . . . . . . . . .DEFECTO LAMPARA HORNO DE ANGULO
1.............01/01/01 ........... . . . . . . . . .PARADA DE URGENCIA ACCIONADA1.............01/01/01 ........... . . . . . . . . .PARADA GENERAL1.............01/01/01 ........... . . . . . . . . .ARRANQUE AUTOMATA1.............01/01/01 ........... . . . . . . . . .NUEVO ARRANQUE AUTOMATA1.............01/01/01 ........... . . . . . . . . .DEFECTO PILA DE SALVAGUARDA MEMORIA AUTOMATA1.............01/01/01 ........... . . . . . . . . .DEFECTO TENSION ENTRADAS AUTOMATA1.............01/01/01 ........... . . . . . . . . .DEFECTO VENTILACION AUTOMATA1.............01/01/01 ........... . . . . . . . . .DEFECTO VENTILACION ARMARIO
* * * * * * * * * * * * * * * Los tiempos se dan en horas y minutos. El máximo permitido es de 99 horas y59 minutos, pasado este límite, el sistema escribe X.
- 56 - NOTICE ELECTRIQUE SBO 4 - ESPAGNOL

2 - 1 . 1 Primera parte :* Duración del turno :
Es el tiempo comprendido entre la hoja de turno sacadaprecedentemente y la actual.
* Duración de rotación máquina :Tiempo en que está activa la salida autómata que dirige lapotencia para la rotación de las ruedas.
* Tiempo de parada por defecto :Es el acumulado de los períodos en que se detiene laproducción, debido a un fallo máquina. La parada por defectocomienza desde la interrupción de la carga provocada por unproblema máquina o sistema de alimentación. Se excluyenlos defectos en periféricos abajo. La parada por defecto correhasta el momento de restablecimiento de la carga.Evidentemente una parada voluntaria para mantenimiento opara ajuste no se toma en cuenta.
* Tiempo de carga :Tiempo durante el que la máquina está en rotación, con elgato de carga dirigido por el autómata.
* Velocidad media en botellas / hora :Esta velocidad se calcula sobre todo el período deproducción y sobre los minutos enteros de rotación con cargapreformas.
2 - 1 . 2 Segunda parte :Todos los datos numéricos en forma de un número de artículos,preformas o botellas, se elaboran a partir del registro interno delautómata (ver capítulo V - párrafo 3 - página 30). Va de sí queciertas maniobras no tomadas en cuenta por el programa puedenperturbar estos datos:- Evacuación de preformas manualmente.- Rotación del horno o de la rueda, desacoplados del resto de la
máquina.* Número de botellas teórico :
Se calcula de la forma siguiente:Preformas cargadas + (tiempo de parada por defecto Xvelocidad máquina).
* Número de preformas cargadas :De hecho, se trata de las preformas que han tratado(controlada a la salida rueda de soplado o eyectadas en latransferencia o en la carga).
* Número de preformas eyectadas en la carga :Las preformas cuya carga o toma se han realizado y laspreformas deformadas se eyectan antes de su entrada alhorno. Se contabilizan bajo la denominación «preformaseyectadas en la carga».
NOTICE ELECTRIQUE SBO 4 - ESPAGNOL - 57 -

* Número de preformas frías eyectadas en la transferencia :Si el operador ha seleccionado, en modo de funcionamiento,la eyección de las preformas frías, entonces éstas secontabilizan al efectuarse su eyección.
* Número de preformas sopladas :Son las preformas que se han sometido a soplado ypresoplado. El autómata considera; Leva presoplado dirigida,presoplado efectuado, idem para el soplado.
* Número de botellas defectuosas eyectadas :Botellas eyectadas automáticamente en la transferenciabotellas porque han sido detectadas no conforme (capítuloVIII - página 43).
* Número de botellas eyectadas manualmente en latransferencia :
Botellas consideradas como buenas por el sistema peroeyectadas a pedido del operador o de un equipo periférico-periférico abajo.
* Número de preformas incorrectas eyectadas en latransferencia :
Si el operador ha seleccionado la opción «eyección de 2preformas de comienzo y de fin de tren», la contabilizaciónde estas preformas se hace como si fuese incorrecto para elproceso o la producción. Lo mismo sucede para el vaciadode un horno, como resultado de una parada máquina.
* Botellas salidas :Artículos salidos de la máquina por la rueda de salida yentregados al transportador botellas.
* Total botellas correctas :Botellas salidas + botellas correctas eyectadas en latransferencia.
* Rendimiento material :Es el cociente : Total botellas correctas/preformas cargadas.
* Rendimiento máquina :Cociente : Total botellas correctas/número de botellas teórico(ver capítulo IX - párrafo 2 - 1 . 2 - página 57 - 1er apartado).Producción media neta en botellas/hora: Esta velocidad tomaen cuenta la parada defectos.
- 58 - NOTICE ELECTRIQUE SBO 4 - ESPAGNOL

2 - 2 Recapitulativo de los defectos :A continuación, viene el recapitulativo de los defectos surgidos durante elturno, sus números respectivos, y si procede, los tiempos de parada de losque cada uno son responsables.La parada debida a los periféricos dirección abajo figura en los mismos,aunque no se tome en cuenta en los tiempos de parada acumulada delencabezado (capítulo XI - párrafo 2 - 1 . 1 - página 57 - 3er apartado).Ejemplo:
NUMERO TIEMPO DE PARADA TIPO DE DEFECTOHH/MM/SS
1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .DEFECTO PAR DE ACCIONAMIENTO RUEDADE SOPLADO
1 . . . . . . . .00/07/58 . . . . . . . . . . . . . . . . .DEFECTO SUBIDA VARILLA DE ESTIRADO1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .DEFECTO FONDO DE MOLDE NO LIBRE - N° 31 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .MOLDE NO BLOQUEADO - N° 34 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .DEFECTO CAUDAL AGUA EN RUEDA DE
SOPLADO
* * * * * * * * * * * * * * * * *El fin de hoja se significa por una serie de asteriscos. El operador entoncespuede arrancar la hoja después de un cierto avance papel dirigido por elbotón pulsador yuxtapuesto al conmutador de petición de edición.
NOTICE ELECTRIQUE SBO 4 - ESPAGNOL - 59 -

3 - RELOJ FECHADORLa impresión de los defectos y hojas de turno requiere informaciones de hora y defecha, el programa comprende una parte reservada a la actualización de estos datos.En un afán de precisión y también para liberarse de las paradas autómatas y cortessector, un programador semanal fuera del autómata (100h. de autonomía - basecuarzo) ajusta periódicamente el reloj fechador.La secuencia de ajuste de la hora y del calendario se realiza todos los días.Comienza a las 10 horas y se termina en la abertura de contacto de reloj.El programa suministra al autómata las informaciones de ajuste por una de susentradas. Inicialmente debe ponerse a la hora y al día de la semana y, por otra parte,se debe programar para funcionar de acuerdo con el autómata.Remitirse a la instrucción constructor para la puesta en hora y para tener las salidassegún el cuadro a continuación.
CUADRO DE LAS CONMUTACIONES DEL RELOJ
Cierre Abertura LU MA MI JU VI SA DO1 2 3 4 5 6 7
10 : 00 10 : 01 X10 : 00 10 : 02 X10 : 00 10 : 03 X10 : 00 10 : 04 X10 : 00 10 : 05 X10 : 00 10 : 06 X10 : 00 10 : 07 X
Por este medio, la deriva horaria vinculada a las temporizaciones de relojintrautómata se corrige diariamente. Además, las paradas autómata o los cortessector que no exceden 100 horas se reajustan a continuación. Si se superan las 100horas, hay que poner nuevamente en hora y reprogramar el reloj eléctrico, que acontinuación efectuará el ajuste del autómata.Si el desplazamiento alcanza más de una semana, se puede provocar el avance delreloj fechador intrautómata modificando temporalmente la indicación de hora y día delreloj electrónico o mediante una consola de programación.
- 60 - NOTICE ELECTRIQUE SBO 4 - ESPAGNOL

Ejemplo :Si la hoja del último turno está fechada martes de la 8va semana, cuando se estáen viernes de 10ma semana.- Poner el reloj a 9h59 y el lunes.- Cuando el reloj esté a 10h01 (ver tabla de conmutaciones del reloj), el autómata
habrá avanzado su calendario al lunes de la 9na semana y ajustado su horaigualmente a 10h01.
- Volver a poner el reloj a 9h59, domingo.- Cuando el reloj indique 10h07, la hora intrautómata también se ajustará a 10h07
y su calendario al domingo 9na semana.Primer Caso :
- Si la hora real ha superado 10h00 poner el reloj a 9h59, viernes.El autómata avanzará su calendario al viernes de la 10ma semana cuandoel reloj marque 10h05.A continuación poner el reloj con la hora real. Al día siguiente a 10h06, secorregirá la hora en el autómata.
Segundo Caso :- Si aún no son las 10h00 hora real :
Poner el reloj al día y a las horas real :A las 10h05 el autómata corregirá su horario y su calendario.
NOTICE ELECTRIQUE SBO 4 - ESPAGNOL - 61 -

Actualización de la fecha y de la hora a partir del puesto de mando :PRINCIPIO :Cuando usted se encuentre en el módulo de modificación de la fecha y la hora, launidad de visualización de la velocidad le permite visualizar la fecha y la hora,entonces se inhiben las funcionalidades de la máquina. La modificación (+ o -) seefectúa mediante los Botones Pulsadores liberación defecto y alarma (negro) y lavalidación por medio del Botón Pulsador arranque máquina (verde).Nota : Sólo los 3 dígitos de izquierda de la unidad de visualización están activos (lasunidades están siempre en «0»), lo que implica que al visualizarse el año, no serepresentarán los millares.Etapas a seguir :
1 - La máquina debe estar parada.2 - Pasar a modo ajuste.3 - Mantener pulsado simultáneamente durante 10 segundos los Botones
Pulsadores liberación alarma y defecto situado en el puesto de mandopara activar el módulo de actualización.
4 - Modificar el número del día de 1 a 7 (1 = lunes, 7 = domingo), visible en lavisualización.
5 - Validar.6 - Modificar la fecha del día (de 1 a 31).7 - Validar.8 - Modificar el número del mes (de 1 a 12).9 - Validar.10 - Modificar el año (ilimitado).11 - Validar.12 - Modificar la hora (de 2 a 23).13 - Validar.14 - Modificar los minutos (de 0 a 59).15 - Validar, la toma en cuenta de la hora se hace efectiva.16 - FIN de la actualización y RETORNO al programa principal.
- 62 - NOTICE ELECTRIQUE SBO 4 - ESPAGNOL

XII - ANEXO : CONTROL BOTELLA
1 - CELULAS ECAFUNCIONAMIENTOEl indicador LED, visible en la parte superior de la célula, permite indicar el estado delos contactos, cualquiera que sea la posición del conmutador DK-LT.
*LED apagado contactos en reposo.*LED encendido conmutación de los contactos.
(Cierre de NO.C y abertura de NC.C)El conmutador DK-LT permite seleccionar la reacción de la célula.
- En posición DK, hay conmutación de los contactos cuando el haz de lacélula no alcanza el reflector (o corte de haz).
- En posición LT, la conmutación de los contactos se hace si el haz alcanzael reflector.
POSICIONAMIENTOEl alineamiento de la célula, que tiene un haz invisible se puede efectuar utilizando elindicador LED visible en la parte superior. Al efectuarse el buen alineamiento, el LEDse enciende si el conmutador está en posición «LT», o se apaga si el conmutadorestá en la posición «DK».Para asegurarse que el haz esté correctamente centrado sobre el reflector, basta conbarrer con el haz el reflector en un plano horizontal y determinar los puntos donde elindicador se enciende y se apaga (según la posición del conmutador).Ajustar el haz a mitad de camino entre los dos puntos.Hacer lo mismo en el plano vertical.SENSIBILIDADLa célula puede estar ajustada en alta sensibilidad «HT» o estar ajustada con bajasensibilidad «LO» (funcionamiento únicamente con reflector de gran rendimiento).Ajuste de la sensibilidad (potenciómetro)
- Sin botella, busca el ajuste donde sólo se ve el reflector (valor 1).- Con botella (ésta debe estar alejada de la célula como mínimo de 40 mm.
Por debajo de este valor, la botella corre peligro de servir de reflector)búsqueda del ajuste donde ya no se ve la botella (valor 2).
El ajuste definitivo debe estar más cerca de 2 que de 1, ya que el polvo hace derivaren el tiempo el punto 1 hacia el punto 2. De la misma forma que el punto 2 deriva enel mismo sentido que 1 con el polvo.
Deriva1 x (2)
NOTICE ELECTRIQUE SBO 4 - ESPAGNOL - 63 -

TEMPORIZACIONLas células fotoeléctricas pueden estar equipadas con un módulo de temporizaciónajustable con un retardo :
* En el enclavamiento de 0,5 a 10 segundos.* En el desenclavamiento de 0,5 a 15 segundos.
2 - CELULAS BANNERB114/B114E y B114A/B1141E :
Antes de cualquier ajuste, las células deben instalarse sobre soportes quepermiten una rotación de la células alrededor de su cañón roscado de fijación.
Procedimiento de ajuste :1 - Asegurarse que el potenciómetro (16 vueltas) de ganancia del receptor esté
bien girado al máximo en el sentido horario (un ligero acoplamiento indicalos extremos).
2 - Posicionar el emisor y el receptor a la distancia deseada y en el mismoplano.
3 - Devastar con una regla.4 - Pegar plástico reflectante sobre el lente del receptor para ajustar el haz del
emisor al centro del mismo.5 - Colocar una botella entre el emisor y el receptor, después de haber retirado
el plástico reflectante (el LED del receptor debe centellear).6 - Hacer pivotar ligeramente el emisor (o el receptor dentro del eje de
alineamiento hasta obtener la mayor frecuencia de centelleo del LED. (Enla práctica, el pivoteamiento es reducido).
Conmutador LO-DO- En modo LO, los contactos se cierran si el LED centellea.- En modo DO, los contactos se abren si el LED centellea.En caso de cambio de tipo de células, cuidar por posicionar las células BANNERen la misma posición angular so pena de defecto de sincronización.
- 64 - NOTICE ELECTRIQUE SBO 4 - ESPAGNOL

XIII - PREVENCION - MANTENIMIENTO
1 - LIMPIEZALimpiar los filtros del armario eléctrico y del rack de ventilación autómata una vez almes o con mayor frecuencia en un atmósfera polvorienta.
Las puertas del armario, del puesto de mando, de las cajas, deberán estarcerradas en un afán de seguridad y de ventilación correcta (armario).
También se aconseja desempolvar la impresora al menos una vez al mes.Reemplazar, una vez al año, las dos tiras de salvaguarda que se encuentran en elbloque de alimentación autómata.
ATENCION : Las pilas deben reemplazarse cuando la alimentaciónestá bajo tensión,.
Además, todo cambio de unidad central, de tarjeta entradas o salidas, de EPROM...deberá efectuarse cuando el autómata está fuera de tensión.
2 - CONEXIONES ELECTRICASVerificación y apriete sistemático de todos los tornillos que aseguran elapriete de las conexiones eléctricas al efectuarse la instalación delequipo.No olvidar las conexiones del auto-transformador o del transformador siel equipo comprende uno.Verificación y apriete a efectuar a continuación de forma regular, porejemplo, todos los daños al efectuarse una parada técnica. El primercontrol se hará antes del fin de la garantía.
!
!
NOTICE ELECTRIQUE SBO 4 - ESPAGNOL - 65 -

3 - MONTAJE DE LOS CARTUCHOS FUSIBLE DE PERCUTOR
- 66 - NOTICE ELECTRIQUE SBO 4 - ESPAGNOL
!
!
!