Embed Size (px)
Citation preview
RÉPUBLIQUE ALGÉRIENNE DÉMOCRATIQUE ET POPULAIRE
MINISTÈRE DE L’ENSEIGNEMENT SUPÉRIEUR ET DE LA RECHERCHE SCIENTIFIQUE
UNIVERSITE FERHAT ABBAS
SETIF
Mémoire
Présenté à la faculté des Sciences de l’Ingénieur
Département d’Optique et de Mécanique de Précision
Pour l’obtention du diplôme de
MAGISTÈR
Option : Mécanique appliquée
Par
KHIRANI DALEL
Thème Répartition des déformations en étirage-
pliage et leurs effets sur le retour élastique Soutenu publiquement le : 10 / 05 / 2010, devant le jury composé de :
R.LOUAHDI Prof.à l’université Farhat Abbas de Sétif ………..Président
A.SOUALEM Mc ; à l’université Farhat Abbas de Sétif……. Rapporteur
EL. OUAKDI Mc ; à l’université Farhat Abbas de Sétif …… Examinateur
S.BOUZID Prof.à l’université Farhat Abbas de Sétif ………Examinateur
Pr .S.BOUZID

A ma famille
KKhhiirraannii DDaalleell
Remerciement
e travail présenté dans ce mémoire a été effectué au département d’optique et mécanique de précision – laboratoire des Matériaux Métalliques -.
out d’abord je remercie Dieu pour m’avoir donner le courage et la volonté pour achever ce travail
e tiens à remercier profondément mon encadreur Dr.Soualem Azedine pour avoir dirigé cet mémoire. Je tiens particulièrement à le remercier pour sa grande et constante disponibilité, la qualité de ses conseils, sa qualité humaine et la confiance qu’il m’a donné durant ce travail.
e remercier Dr. El hadj Ouakdi et M. Frouk Benali, pour leurs conseils leurs orientations durant mon étude
es vifs remerciements vont aux membres de jury pour avoir accepter de juger mon présent travail.
e tiens également à remercier tous les personne qui ont participé de prés ou de loin à l’accomplissement de ce travail et qui ils soient sincèrement remercié.
Table des matières
Table des matières Introduction générale...................................................................................... 1 1 Chapitre I. LA MISE EN FORME DES TOLES I.1 Généralités sur la mise en forme des métaux.................................................... 3 I.1.1 Généralités sur l’emboutissage. ..................................................................... I.1.2. Mise au point des opérations d’emboutissage ............................................ 9 I.1.3. Difficultés du procédé d’emboutissage………………………………… 10
I.1.4. Outillage ……………………………………………………….……….… 10
I.1.4.1. Caractéristique et importance des dimensions des outils …..……….. 11 I.1.4.2. Rayon du poinçon rp ……………………………………………………. 12 I.1.4.3. Rayon de matrice rm.............................................................................. 12
I.1.4.4 Jeu entre poinçon et matrice………………………...…………………. 12
I.1.4.5. Serre-flan ………………………………………………………………….. 12
I.1.5 Tolérances dimensionnelles …………………………………….………….. 13
I.1.6 Type d’emboutissage …………………………………………………………….. 13
I.1.7 La courbe limite de formage ………………………………………………….. 15
I.1.8. Etude des contraintes et déformation dans l’emboutissage …………….. 16
I.1.9 Influence de la structure des tôles minces sur leurs emboutissabilité………. 19
I.1.9.1. Influence de la taille des grains ……………………………….…….. 19 I.1.9.2. Influence de la texture cristallographique…………………………….. 20
I.1.9.3 Influence du coefficient d'anisotropie……………………………………… 21
I.1.9.4 Influence du coefficient d'écrouissage ………………………………….. 21
I.2. pliage………………………………………………………………………………………. 22
I.2.1. Principe ……………………………………………………………………………. 22
I.2.1.1 Pliage à l'aire……………………………………………………………..… 22
I.2.2 Déformation plastique………………………………………………………..…… 23
I.2.3 Le retour élastique ……………………………………………………….… 24
I.2.4 La résolution du problème ……………………………………………….………. 27
I.3. Emboutissage (pliage – étirage) en U……………………………………………..…. 28
Table des matières 1.4 Critères de plasticité…………………………………………………………….……… 29
1.4.1 Critère de Tresca …………………………………………………………….. 29
1.4.2 Critère Von Mises ……………………………………………………….... 29
2 Chapitre II. Aspects physiques du comportement des tôles métalliques
II.1. Introduction......................................................................................................... 31
II.2. Défauts en mise en forme des tôles métalliques :…………………………........... 31
II.2.1 Retour élastique …………………………………………………………………. 31 II.2.2 Striction.................................................................................................. .. 36 II.2.3 Plissement…………………………………………………………………………. 38 II.3. Caractérisation du comportement des tôles métalliques………………………….. 39
3 Chapitre III. Retour élastique. III.1.Introduction.........................................................................................................
41
III.2. le retour élastique ......................................................................................... … 42 III.2.1. Définition …………………………………………………………………….……. 42 III.2.2 calcul du retour élastique ………………………………………………….…… 44 III.2.3. Les paramètres influençant le retour élastique …………………………...... 47 III.2.3.1. Les paramètres du processus……………………………………. 47
III.2.3.1.1. Le dégagement……………………………………………………… 47
III.2.3.1.2. Le cœfficient de frottement…………………………….…….…... 49
III.2.3.1.3. La température …………………………………………………….. 51
III.2.3.1.4. Le rayon de courbure ……………………………………………. 53
III.2.3.1.5. La force de serrage (BHF)……………………… ………………. 54
III.2.3.2. Les paramètres de matériau ………………………………………… 59
III.2.3.2.1. L'épaisseur…………………………………………………………… 59
III.2.3.2.2. La limite élastique ………………………………………………… 60
III.2.3.2.3. Le module de Young ………………………………………………. 61
III.2.3.2.4. Anisotropie ……………………………………………………… 63
4 Chapitre IV. ETUDE DU RETOUR ELASTIQUE IV.1 Introduction ……………………………………………………………………… 66
IV-2 paramètres de l'expérience …………………………………………………... 66
Table des matières IV-3. Essai de mise en forme………………………………………………….… 67
IV-3.1 matériau choisi…………………………………………………………… 67
IV. 3.2. Essai d'étirage sur la machine de traction……………………………. 70
IV.3.3. Résultats et interprétation ………………………………………… ….. 71
IV.3.4.. Mesure angulaire du retour élastique………………………….............. 79
IV.3.5.Effet de la force de serrage sur le glissement……………………………. 81
IV.3.6. Effet de la force de serrage et le rayon de courbure sur les déformations
�1 , �2 et �3……………………………………………………………....
83
IV.3.7. L’effet de la largeur sur le retour élastique ………………………………. 87
IV .4 La simulation numérique du procédé d’emboutissage ………………….. 88
IV.4.1 : Choix du code éléments finis pour la simulation du
procédé d’emboutissage………………………………………………………
88
IV.4.2 Position du problème ………………………………………………..…..... 90
IV.4.3 Données mécaniques………………………………………………………… 94
IV.4.4 Données géométriques ……………………………………………………. 95
IV.4.5 Simulation numérique ……………………. …………………………….. 95
IV.4.6 Distribution des contraintes et des déformations …………………. 95
IV.4.7 La distribution des déformations………………………………………. 97
IV.4.8 Evolution des déformations ……………………………………………….. 101 IV.4.9 Simulation du retour élastique……………………………………………….. 105 CONCLUSION ET PERSPECTIVES : Conclusion et Perspectives........................................................................................... 109 BIBLIOGRAPHIE Bibliographie ................................................................................................................ 111
I INTRODUCTION GENERALE
1
Introduction Générale
La transformation des tôles mécaniques en produits finis a une importance
considérable dans de nombreuses industries telles que la construction mécanique,
l’automobile ou l’aéronautique. Le déchirement prématuré de la tôle lors de la mise en forme
( emboutissage, pliage) est l’un des grands problèmes posés actuellement au niveau de
l’industrie mécanique. Les scientifiques et les industriels cherchent donc toujours les
meilleures conditions pour lesquelles l’aptitude à la déformation peut aller à son tour
maximum afin de minimiser les rebuts. L'emboutissage, et plus généralement, tous les procédés d'obtention de
pièces manufacturées par déformation des matériaux métalliques sont des procédés
largement utilisés en fabrication mécanique et qui progressent technologiquement sans
cesse pour s'accaparer des nouveaux marchés.
Les intérêts économiques et technologiques de l'emboutissage sont indéniables :
grandes cadences de production, qualité géométrique et mécanique des pièces et faible taux
de chutes. La difficulté de mise en œuvre de ce procédé est liée, quant à elle, à la sensibilité du
processus de mise en forme aux nombreux paramètres de production. De ce fait, la
mise au point de l'opération est parfois longue et coûteuse. Elle est encore effectuée dans
les entreprises par une méthode d'essais - erreurs qui montre rapidement ses limites
tant sur le plan économique que sur le plan de la capitalisation de l'expérience. Dans le
cadre des laboratoires de recherche, les simulations numériques par la méthode des
éléments finis sont utilisées pour traiter les différents problèmes afférents au problème de la
mise en forme. A cet effet, de nombreux modèles ont été développés pour traiter les
problèmes inhérents à la mise en forme : comportement élasto-visco- plastique du matériau,
retour élastique, localisation, plissement…
Le retour élastique est le changement dimensionnel de la partie formée après la
suppression de l’outil, il résulte par le changement des déformations produites. Ceci a comme
conséquence le composant formé étant hors de la tolérance et peut créer des problèmes dans
l’assemblage ou l’installation, donc la prévision précise du retour élastique est impérative
pour la conception robuste de l’outillage.
Dans ce travail nous avons étudié l’influence de la force de serrage du serre flans et
le rayon de courbure de la matrice sur les déformation �1 , �2 ,�3 dans différentes zones de
I INTRODUCTION GENERALE
2
l’éprouvette, et aussi l’influence de ses derniers sur le retour élastique comme nous avons
aussi étudier et montrer, par une simulation numérique d’emboutissage ( étirage-pliage) en
utilisant le code de calcul ABAQUS, la distribution des contraintes et l’évolution des
déformations logarithmiques dans des différentes zones de la tôle (éprouvette) .
Le plan de rédaction de la thèse est le suivant :
Le déroulement de notre travail se divisé en quatre chapitre :
Le premier chapitre présente les procèdes de la mise en forme puis quelque exemples
concernant ces procédés, traités par l’analyse numérique, sont montré ainsi que la formabilité
des tôles, les critères de plasticité sont présenté.
Le deuxième chapitre présente les défauts en mise de forme. Ces derniers se résument au
retour élastique, striction, et plissement, comme nous avons présenté aussi dans ce chapitre la
caractérisation du comportement des tôles métalliques.
Le troisième chapitre nous présentons quelques travaux expérimentaux sur le retour élastique
et les paramètres qui l’influent.
Pour le dernier chapitre nous détaillons la procédure expérimentale, l'analyse et
l'interprétation des résultats obtenus Ce travail sera finalisé par une conclusion générale
précisant ainsi les résultats obtenus.
Chapitre I LA MISE EN FORME DES TOLES
3
I.1 Généralités sur la mise en forme des métaux :
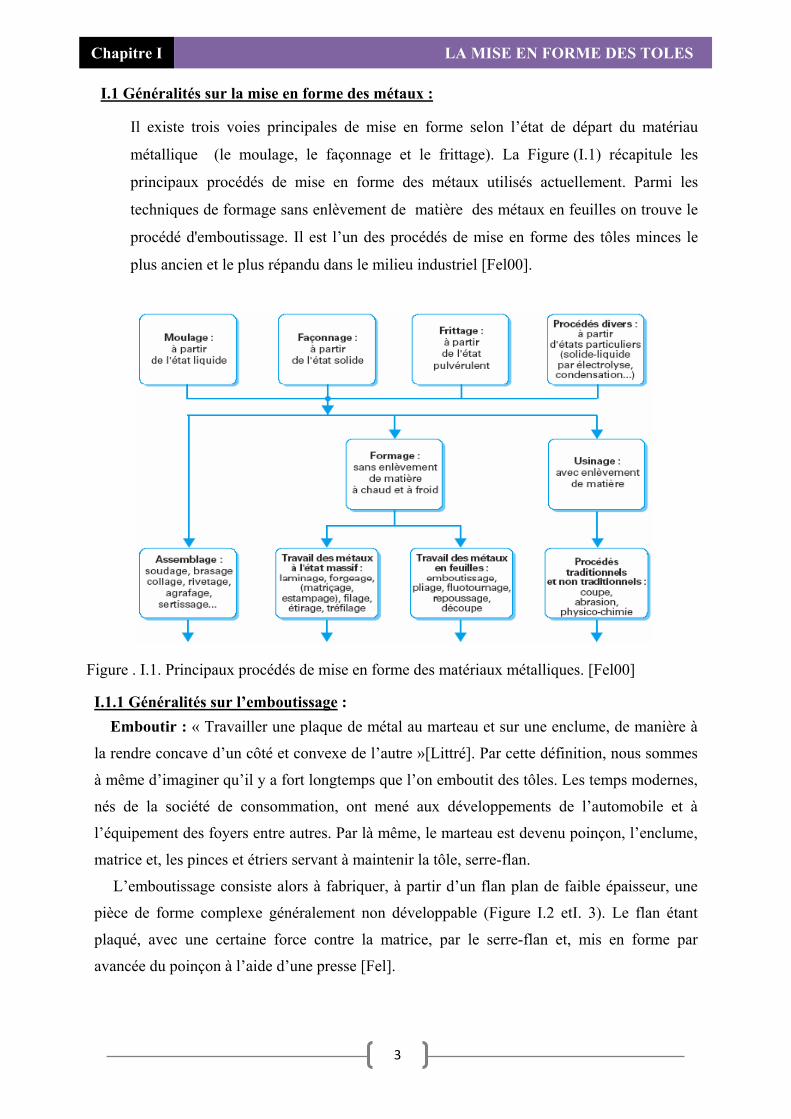
Il existe trois voies principales de mise en forme selon l’état de départ du matériau
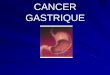
métallique (le moulage, le façonnage et le frittage). La Figure (I.1) récapitule les
principaux procédés de mise en forme des métaux utilisés actuellement. Parmi les
techniques de formage sans enlèvement de matière des métaux en feuilles on trouve le
procédé d'emboutissage. Il est l’un des procédés de mise en forme des tôles minces le
plus ancien et le plus répandu dans le milieu industriel [Fel00].
Figure . I.1. Principaux procédés de mise en forme des matériaux métalliques. [Fel00]
I.1.1 Généralités sur l’emboutissage : Emboutir : « Travailler une plaque de métal au marteau et sur une enclume, de manière à
la rendre concave d’un côté et convexe de l’autre »[Littré]. Par cette définition, nous sommes
à même d’imaginer qu’il y a fort longtemps que l’on emboutit des tôles. Les temps modernes,
nés de la société de consommation, ont mené aux développements de l’automobile et à
l’équipement des foyers entre autres. Par là même, le marteau est devenu poinçon, l’enclume,
matrice et, les pinces et étriers servant à maintenir la tôle, serre-flan.
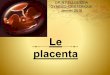
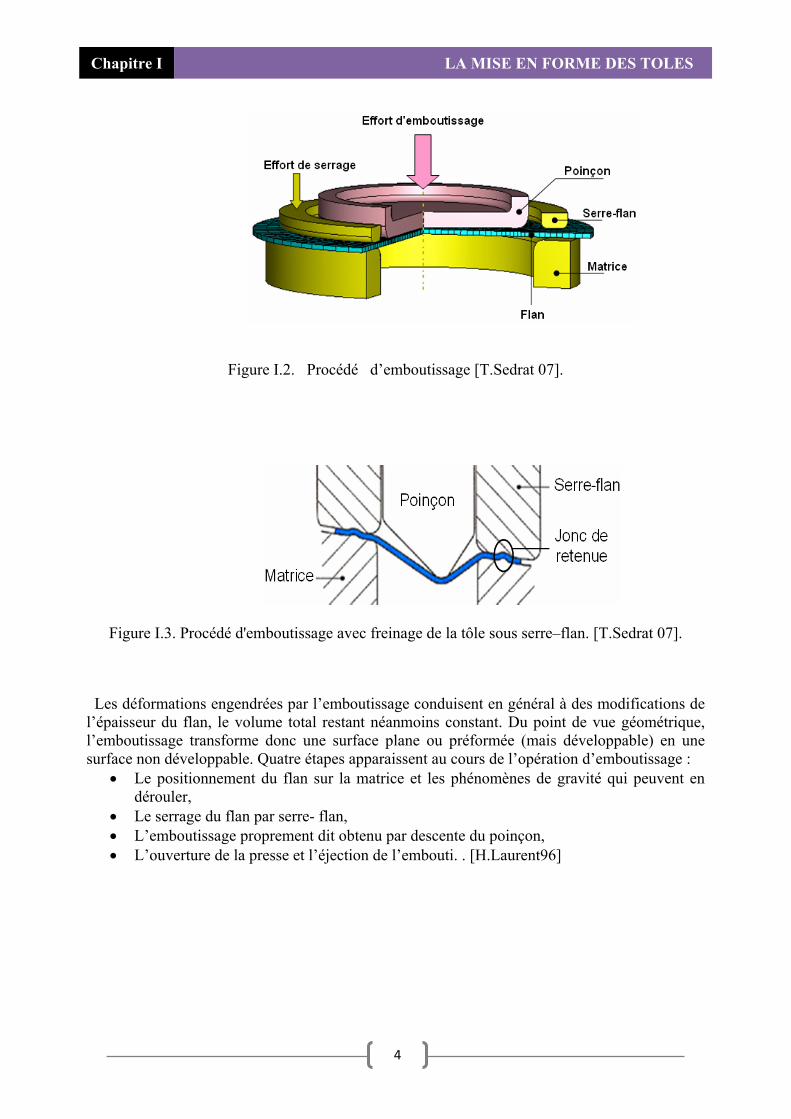
L’emboutissage consiste alors à fabriquer, à partir d’un flan plan de faible épaisseur, une
pièce de forme complexe généralement non développable (Figure I.2 etI. 3). Le flan étant
plaqué, avec une certaine force contre la matrice, par le serre-flan et, mis en forme par
avancée du poinçon à l’aide d’une presse [Fel].
Chapitre I LA MISE EN FORME DES TOLES
4
Figure I.2. Procédé d’emboutissage [T.Sedrat 07].
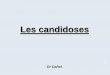
Figure I.3. Procédé d'emboutissage avec freinage de la tôle sous serre–flan. [T.Sedrat 07].
Les déformations engendrées par l’emboutissage conduisent en général à des modifications de l’épaisseur du flan, le volume total restant néanmoins constant. Du point de vue géométrique, l’emboutissage transforme donc une surface plane ou préformée (mais développable) en une surface non développable. Quatre étapes apparaissent au cours de l’opération d’emboutissage :
• Le positionnement du flan sur la matrice et les phénomènes de gravité qui peuvent en dérouler,
• Le serrage du flan par serre- flan, • L’emboutissage proprement dit obtenu par descente du poinçon, • L’ouverture de la presse et l’éjection de l’embouti. . [H.Laurent96]
Chapitre I LA MISE EN FORME DES TOLES
5
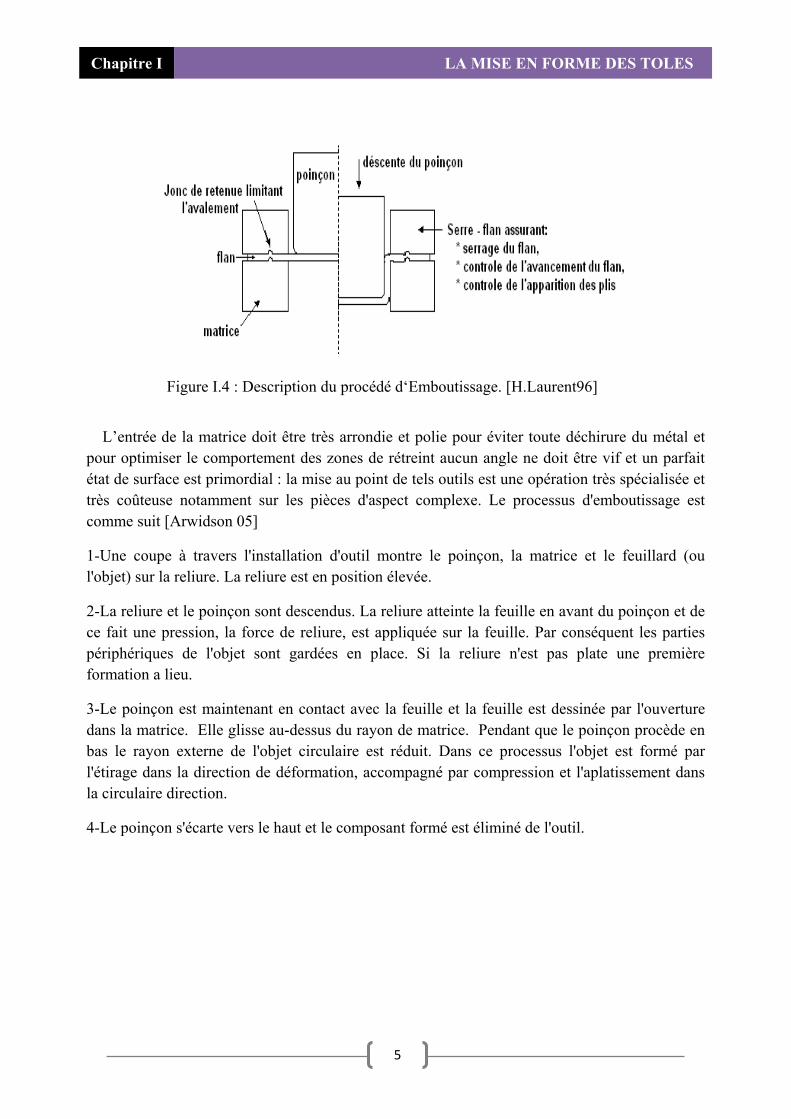
Figure I.4 : Description du procédé d‘Emboutissage. [H.Laurent96]
L’entrée de la matrice doit être très arrondie et polie pour éviter toute déchirure du métal et pour optimiser le comportement des zones de rétreint aucun angle ne doit être vif et un parfait état de surface est primordial : la mise au point de tels outils est une opération très spécialisée et très coûteuse notamment sur les pièces d'aspect complexe. Le processus d'emboutissage est comme suit [Arwidson 05]
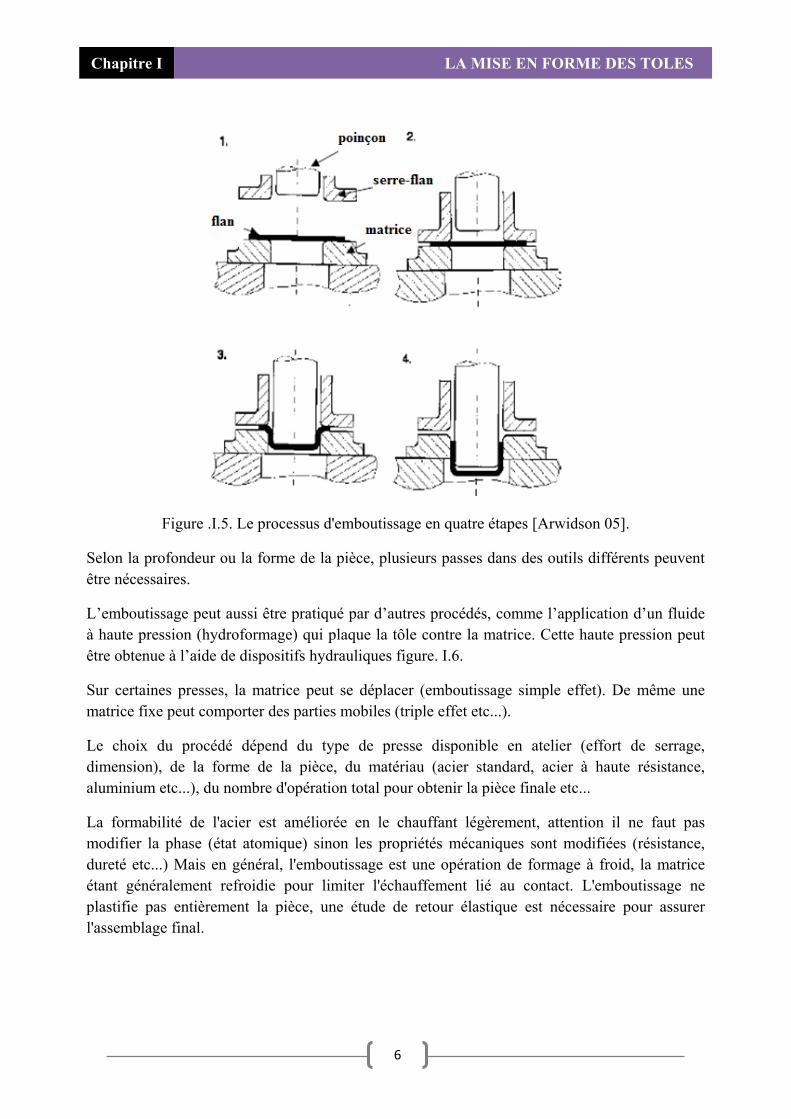
1-Une coupe à travers l'installation d'outil montre le poinçon, la matrice et le feuillard (ou l'objet) sur la reliure. La reliure est en position élevée.
2-La reliure et le poinçon sont descendus. La reliure atteinte la feuille en avant du poinçon et de ce fait une pression, la force de reliure, est appliquée sur la feuille. Par conséquent les parties périphériques de l'objet sont gardées en place. Si la reliure n'est pas plate une première formation a lieu.
3-Le poinçon est maintenant en contact avec la feuille et la feuille est dessinée par l'ouverture dans la matrice. Elle glisse au-dessus du rayon de matrice. Pendant que le poinçon procède en bas le rayon externe de l'objet circulaire est réduit. Dans ce processus l'objet est formé par l'étirage dans la direction de déformation, accompagné par compression et l'aplatissement dans la circulaire direction.
4-Le poinçon s'écarte vers le haut et le composant formé est éliminé de l'outil.
Chapitre I LA MISE EN FORME DES TOLES
6
Figure .I.5. Le processus d'emboutissage en quatre étapes [Arwidson 05].
Selon la profondeur ou la forme de la pièce, plusieurs passes dans des outils différents peuvent être nécessaires.
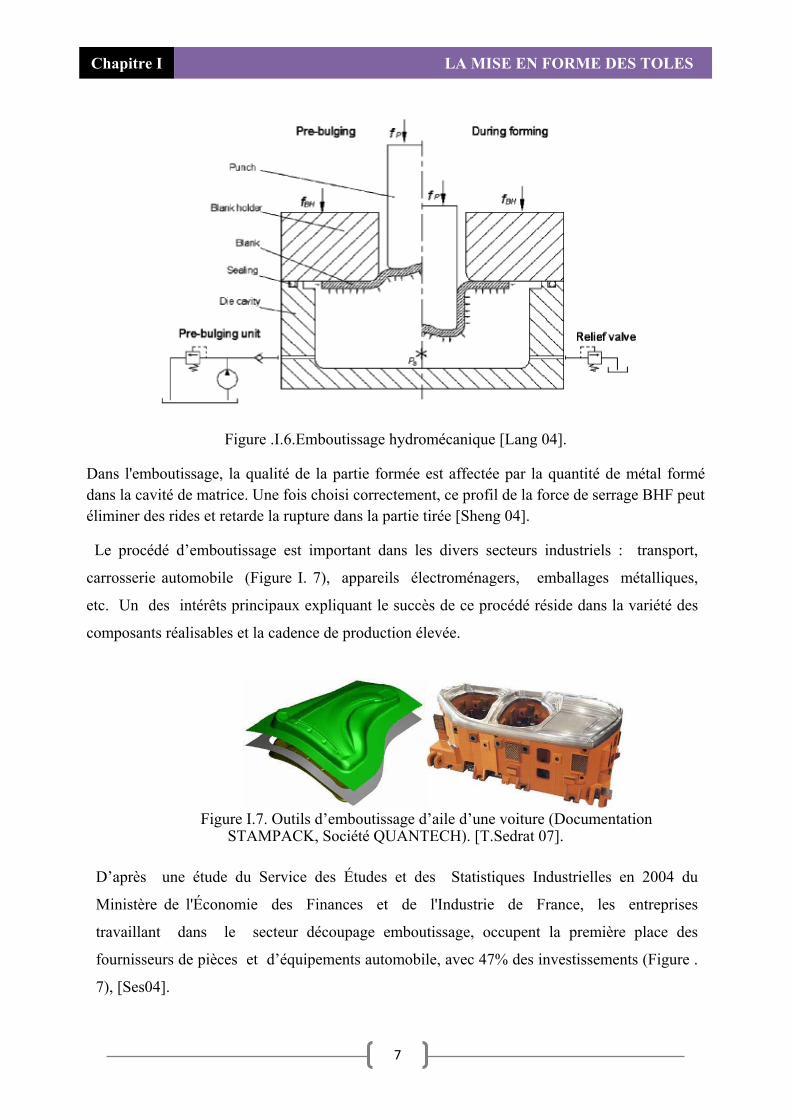
L’emboutissage peut aussi être pratiqué par d’autres procédés, comme l’application d’un fluide à haute pression (hydroformage) qui plaque la tôle contre la matrice. Cette haute pression peut être obtenue à l’aide de dispositifs hydrauliques figure. I.6.
Sur certaines presses, la matrice peut se déplacer (emboutissage simple effet). De même une matrice fixe peut comporter des parties mobiles (triple effet etc...).
Le choix du procédé dépend du type de presse disponible en atelier (effort de serrage, dimension), de la forme de la pièce, du matériau (acier standard, acier à haute résistance, aluminium etc...), du nombre d'opération total pour obtenir la pièce finale etc...
La formabilité de l'acier est améliorée en le chauffant légèrement, attention il ne faut pas modifier la phase (état atomique) sinon les propriétés mécaniques sont modifiées (résistance, dureté etc...) Mais en général, l'emboutissage est une opération de formage à froid, la matrice étant généralement refroidie pour limiter l'échauffement lié au contact. L'emboutissage ne plastifie pas entièrement la pièce, une étude de retour élastique est nécessaire pour assurer l'assemblage final.
Chapitre I LA MISE EN FORME DES TOLES
7
Figure .I.6.Emboutissage hydromécanique [Lang 04].
Dans l'emboutissage, la qualité de la partie formée est affectée par la quantité de métal formé dans la cavité de matrice. Une fois choisi correctement, ce profil de la force de serrage BHF peut éliminer des rides et retarde la rupture dans la partie tirée [Sheng 04].
Le procédé d’emboutissage est important dans les divers secteurs industriels : transport,
carrosserie automobile (Figure I. 7), appareils électroménagers, emballages métalliques,
etc. Un des intérêts principaux expliquant le succès de ce procédé réside dans la variété des
composants réalisables et la cadence de production élevée.
Figure I.7. Outils d’emboutissage d’aile d’une voiture (Documentation
STAMPACK, Société QUANTECH). [T.Sedrat 07].
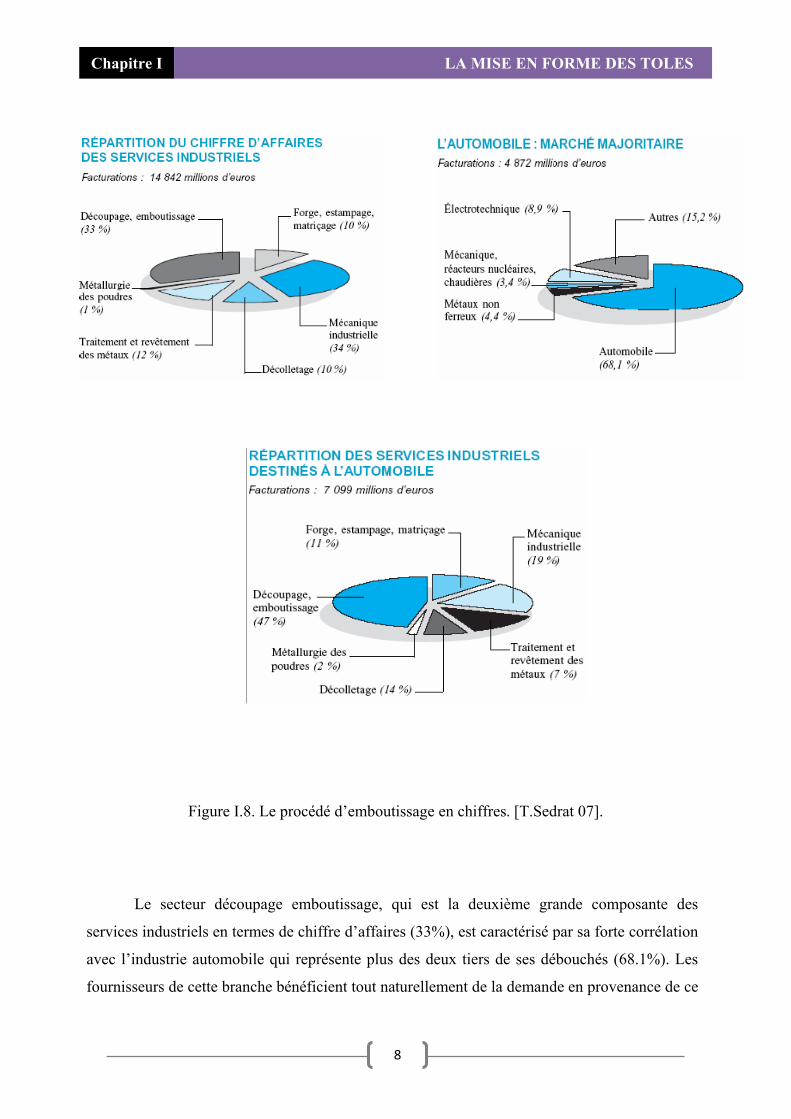
D’après une étude du Service des Études et des Statistiques Industrielles en 2004 du
Ministère de l'Économie des Finances et de l'Industrie de France, les entreprises
travaillant dans le secteur découpage emboutissage, occupent la première place des
fournisseurs de pièces et d’équipements automobile, avec 47% des investissements (Figure .
7), [Ses04].
Chapitre I LA MISE EN FORME DES TOLES
8
Figure I.8. Le procédé d’emboutissage en chiffres. [T.Sedrat 07].
Le secteur découpage emboutissage, qui est la deuxième grande composante des
services industriels en termes de chiffre d’affaires (33%), est caractérisé par sa forte corrélation
avec l’industrie automobile qui représente plus des deux tiers de ses débouchés (68.1%). Les
fournisseurs de cette branche bénéficient tout naturellement de la demande en provenance de ce
Chapitre I LA MISE EN FORME DES TOLES
9
secteur. Mais ils doivent suivre les orientations stratégiques des constructeurs automobiles et
les nouveaux besoins des consommateurs [Ses04].
Comme pour tous les procédés de mise en forme des matériaux métalliques (estampage, découpage, pliage, forgeage, fonderie, etc.) les exigences actuelles sont de plus en plus grandes, et la compétition industrielle se joue désormais en grande partie sur la qualité des produits et la fiabilité du procédé.
A cet égard, les entreprises se tournent de plus en plus vers les innovations du procédé afin d'identifier les technologies clés pour :
— Améliorer la qualité des pièces embouties et la flexibilité des outils ;
— Réduire les coûts de la production ;
— Améliorer la productivité et la compétitivité.
Les principaux paramètres du procédé sont :
— L’épaisseur initiale de la tôle ;
— La loi de comportement du matériau et l’anisotropie de ce dernier ;
— La vitesse du poinçon ;
— La position du flan initial et le dimensionnement du contour initial ;
— La force de serrage serre–flan et les coefficients de frottement, ainsi qu’éventuellement la forme et la position de joncs (Figure I.3). [T.Sedrat 07].
I.1.2. Mise au point des opérations d’emboutissage : La mise au point consiste à déterminer les conditions de formage pour lesquelles la
partie utile de la pièce ne comporte aucun défaut marqué en volume : rupture, amincissement
local excessif, plis, cloques et d’une manière générale, non-respect des tolérances
dimensionnelles, ni en surface : rayure, grippures, perte de revêtement pour les tôles revêtues,
etc. Les moyens d’action possibles à mettre en œuvre, concernant le choix :
• de la géométrie et la position du flan,
• de la force de serrage exercée par le serre-flan, et de la position et de la géométrie des
joncs,
• de la géométrie de l’outil (correction du retour élastique de la pièce (Chap.II)),
• du lubrifiant (nature, quantité),
• du matériau de la tôle (le plus souvent en vertu d’un critère expérimental de formabilité),
• de la nature de l’outil, etc. [T.Sedrat 07].
Chapitre I LA MISE EN FORME DES TOLES
10
I.1.3. Difficultés du procédé d’emboutissage :
Les cadence de production, souvent très intenses ( voisines de 100 à 200 pièces /heure,
pour les très grosses pièces de carrosserie d’automobiles) font du procédé d’emboutissage, une
opération de mise en forme très attractive du point de vue des coûts de production. Pourtant la
mise en point des outils d’emboutissage nécessite un savoir-faire que seuls, souvent pour
l’instant, les emboutisseurs détiennent. En effet les principales difficultés rencontrées pour
obtenir une forme finale correcte sont nombreuses :
• L’état de la surface des tôles doit être parfaitement lisse,
• Les zones de faibles épaisseurs doivent être contrôlées,
• Les plis et les ruptures ( par striction) doivent être évités,
• Le retour élastique de la tôle après emboutissage doit être pris en compte.
Les interactions superficielles de la tôle avec les outils ont évidemment une influence sur la
qualité de la pièce formée et la maîtrise de l’opération requiert une connaissance au moins
qualitative de l’effet des paramètres sur leur intensité .[T.Sedrat 07].
I.1.4. OUTILLAGE :
L’emboutissage peut comporter une ou plusieurs opérations dans chacune le flan ou pièce de
l’opération précédente est préalablement plaquée contre la matrice par le serre flan. Avec une
certaine force, plus au moins constante puis mise en forme par avancée du poinçon.[Kee 65]
L’outillage d’emboutissage se compose généralement de trois éléments (Figure I.2) :
- un poinçon pour appliquer l’effort d’emboutissage et délimitant le contour
intérieur de la tôle,
- une matrice délimitant le contour extérieur de la tôle,
- un serre-flan qui, en pressant la tôle métallique contre la matrice contrôle son
écoulement lors de la descente du poinçon
La pénétration du poinçon dans la matrice nécessite un jeu fonctionnel entre ces deux
éléments afin d’éviter l’écrasement de la tôle. [Kee 65]
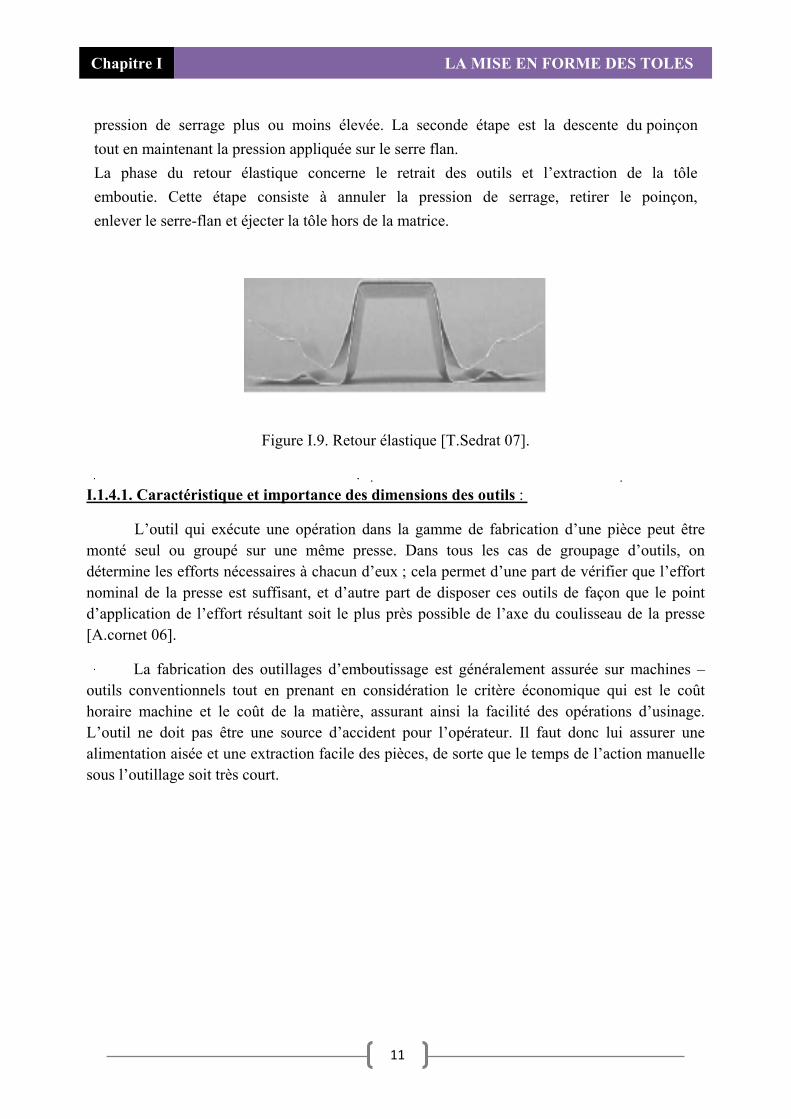
L’opération d’emboutissage d’une tôle se déroule en deux phases : une phase
d’emboutissage et une phase de retour élastique.
La phase d’emboutissage est elle-même composée de deux étapes : la première consiste à faire descendre le serre-flan jusqu’au contact avec la tôle et lui appliquer une
Chapitre I LA MISE EN FORME DES TOLES
11
pression de serrage plus ou moins élevée. La seconde étape est la descente du poinçon tout en maintenant la pression appliquée sur le serre flan. La phase du retour élastique concerne le retrait des outils et l’extraction de la tôle emboutie. Cette étape consiste à annuler la pression de serrage, retirer le poinçon, enlever le serre-flan et éjecter la tôle hors de la matrice.
Figure I.9. Retour élastique [T.Sedrat 07].
I.1.4.1. Caractéristique et importance des dimensions des outils :
L’outil qui exécute une opération dans la gamme de fabrication d’une pièce peut être monté seul ou groupé sur une même presse. Dans tous les cas de groupage d’outils, on détermine les efforts nécessaires à chacun d’eux ; cela permet d’une part de vérifier que l’effort nominal de la presse est suffisant, et d’autre part de disposer ces outils de façon que le point d’application de l’effort résultant soit le plus près possible de l’axe du coulisseau de la presse [A.cornet 06].
La fabrication des outillages d’emboutissage est généralement assurée sur machines – outils conventionnels tout en prenant en considération le critère économique qui est le coût horaire machine et le coût de la matière, assurant ainsi la facilité des opérations d’usinage. L’outil ne doit pas être une source d’accident pour l’opérateur. Il faut donc lui assurer une alimentation aisée et une extraction facile des pièces, de sorte que le temps de l’action manuelle sous l’outillage soit très court.

Chapitre I LA MISE EN FORME DES TOLES
12
I.1.4.2. Rayon du poinçon :
Le rayon du poinçon rp ne doit pas être trop faible pour éviter le décalage du fond de la pièce (amincissement local de la tôle traduisant une déformation locale en expansion) ni trop important pour éviter les risques de plis; en principe il ne doit pas être inférieur au rayon de la matrice. Dans le cas où la pièce exigerait un faible rayon, il faut prévoir une opération supplémentaire de conformation.[ R.Martin.73]
I.1.4.3. Rayon de matrice rm
D’une manière générale, le rayon de la matrice rm est : 5e ≤ rm ≤10e [R.Martin 73]
Une valeur plus précise de rm est donnée par [R.Martin 73] est :
En première passe : edDkrm .. −= ……….(I-1)
Avec k= 0.8 pour un acier doux,
k= 0.9 pour l’aluminium.
En deuxième passe : ( ) 2/21 ddrm −= ……. (I-2)
Avec d1 : ø en première passe ;
d2 : ø en deuxième passe.
I.1.4.4 Jeu entre poinçon et matrice
Le jeu radial entre poinçon et matrice doit être plus grand que l’épaisseur nominale du métal embouti, pour tenir compte des tolérances sur l’épaisseur des métaux en feuilles.
dDeje /<<
Avec BdD =/ tient compte de l’épaississement de la tôle en fin d’emboutissage (déformation en retreint) ej .2,1≤ [Michel. Colomb]
I.1.4.5. Serre-flan :
D’une manière générale, la surface du serre flan doit être développable. Le serre flan de première passe d’un outil d’emboutissage profond est plan et les pressions à appliquer pour éviter la formation de plis ne peuvent être déterminées avec précision qu’expérimentalement.
L’emboutissage des pièces peu profondes (expansion) et des pièces à grandes parois peu déformées entraîne la formation des plis ou une mauvaise conformation (ventre des parois droites). Le serre flan comporte alors des joncs qui empêche ou diminuent le glissement de la tôle sous serre flan. Pour contrôler l’écoulement du métal dans la matrice plusieurs joncs
Chapitre I LA MISE EN FORME DES TOLES
13
peuvent être disposés les uns à la suite des autres[R.Martin] .Des joncs de retenue sont également utilisés lors des opérations de calibrage par étirage des pièces, types cônes, paraboles, etc.
I.1.5 Tolérances dimensionnelles :
La pièce emboutie n'a jamais la géométrie de l'outil. Certes, elle s'en rapproche souvent
de très près, mais présente généralement un écart de cote lié au retour élastique de la pièce après
extraction de l'outil. Ce phénomène est d'autant plus marqué que la limite d'élasticité du métal
est plus élevée et son module d'élasticité plus faible. Il se produit généralement par une
augmentation des rayons de courbure , une ouverture des angles et un raccourcissement des
fibres.
Cet écart par rapport à la géométrie nominale peut être minimisé par une mise au point
méticuleuse des outils. Mais il ne peut généralement être complètement annihilé du fait des
dispersions inévitables de l'ensemble des paramètres qui régissent le procédé. Si cette différence
de géométrie n'est pas contenue dans des tolérances sévères, elle peut être préjudiciable au bon
fonctionnement du processus aval fortement automatisé. A titre d'exemple, les écarts angulaires
tolérés sont généralement inférieurs au demi – degré .une opération de calibrage peut parfois
s'avérer nécessaire pour les aciers à très bas carbone et sans interstitiels sont particulièrement
bien adaptés au formage des pièces difficiles du fait de leur faible limite d'élasticité (110 à 150
MPa), de leur forte anisotropie (R>2), de leur forte écrouissabilité et de leur allongement
important [R-Oustau 95].
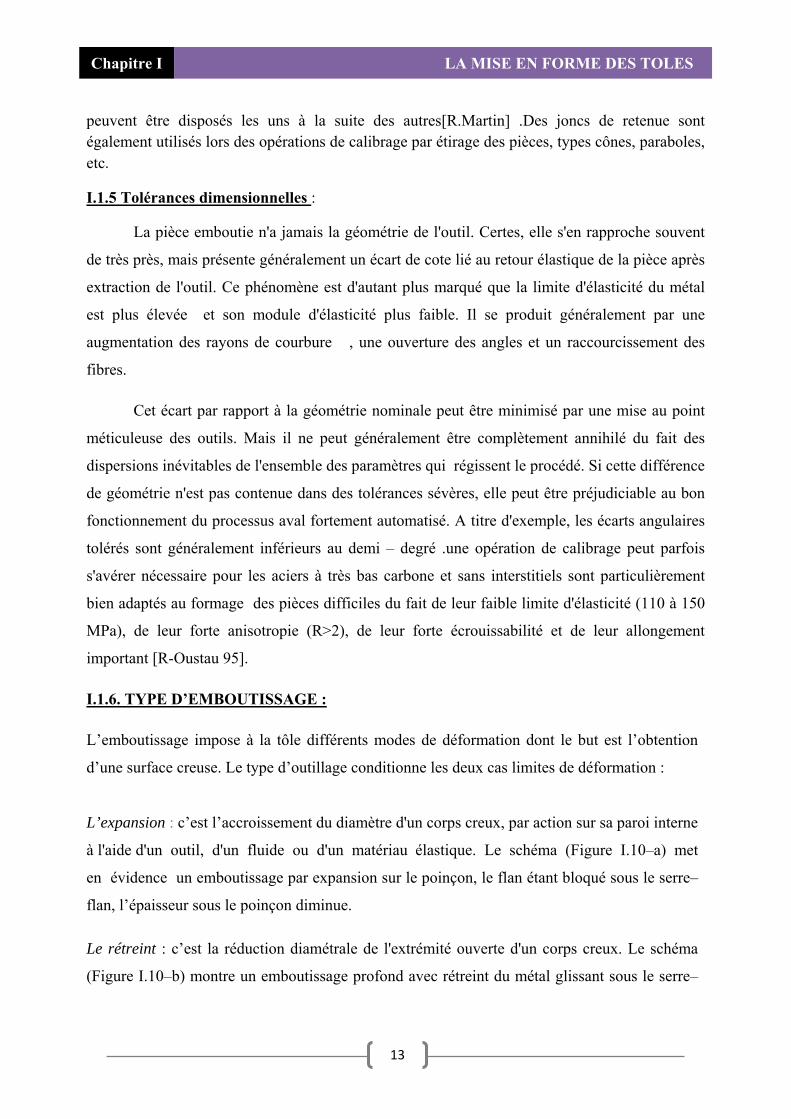
I.1.6. TYPE D’EMBOUTISSAGE :
L’emboutissage impose à la tôle différents modes de déformation dont le but est l’obtention
d’une surface creuse. Le type d’outillage conditionne les deux cas limites de déformation :
L’expansion : c’est l’accroissement du diamètre d'un corps creux, par action sur sa paroi interne
à l'aide d'un outil, d'un fluide ou d'un matériau élastique. Le schéma (Figure I.10–a) met
en évidence un emboutissage par expansion sur le poinçon, le flan étant bloqué sous le serre–
flan, l’épaisseur sous le poinçon diminue.
Le rétreint : c’est la réduction diamétrale de l'extrémité ouverte d'un corps creux. Le schéma
(Figure I.10–b) montre un emboutissage profond avec rétreint du métal glissant sous le serre–
Chapitre I LA MISE EN FORME DES TOLES
14
flan, l’épaisseur entre serre–flan et matrice peut augmenter.
a) emboutissage en expansion b) emboutissage en retreint
Figure. I.10. Exemples des pièces illustrant deux modes de déformation type rencontrés dans les
opérations d’emboutissage[A.cornet 06].
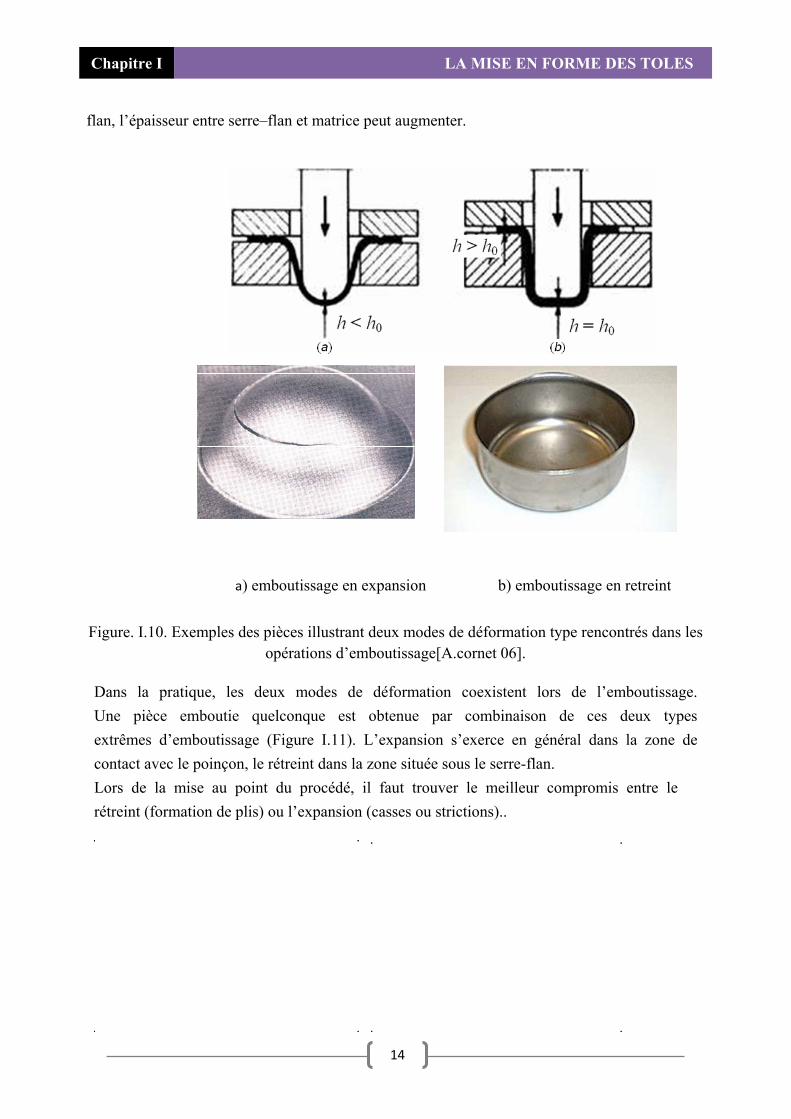
Dans la pratique, les deux modes de déformation coexistent lors de l’emboutissage. Une pièce emboutie quelconque est obtenue par combinaison de ces deux types extrêmes d’emboutissage (Figure I.11). L’expansion s’exerce en général dans la zone de contact avec le poinçon, le rétreint dans la zone située sous le serre-flan. Lors de la mise au point du procédé, il faut trouver le meilleur compromis entre le rétreint (formation de plis) ou l’expansion (casses ou strictions)..
Chapitre I LA MISE EN FORME DES TOLES
15
Figure I.11. Mode principal de déformation d’une pièce emboutie.[O .Makarova 06]
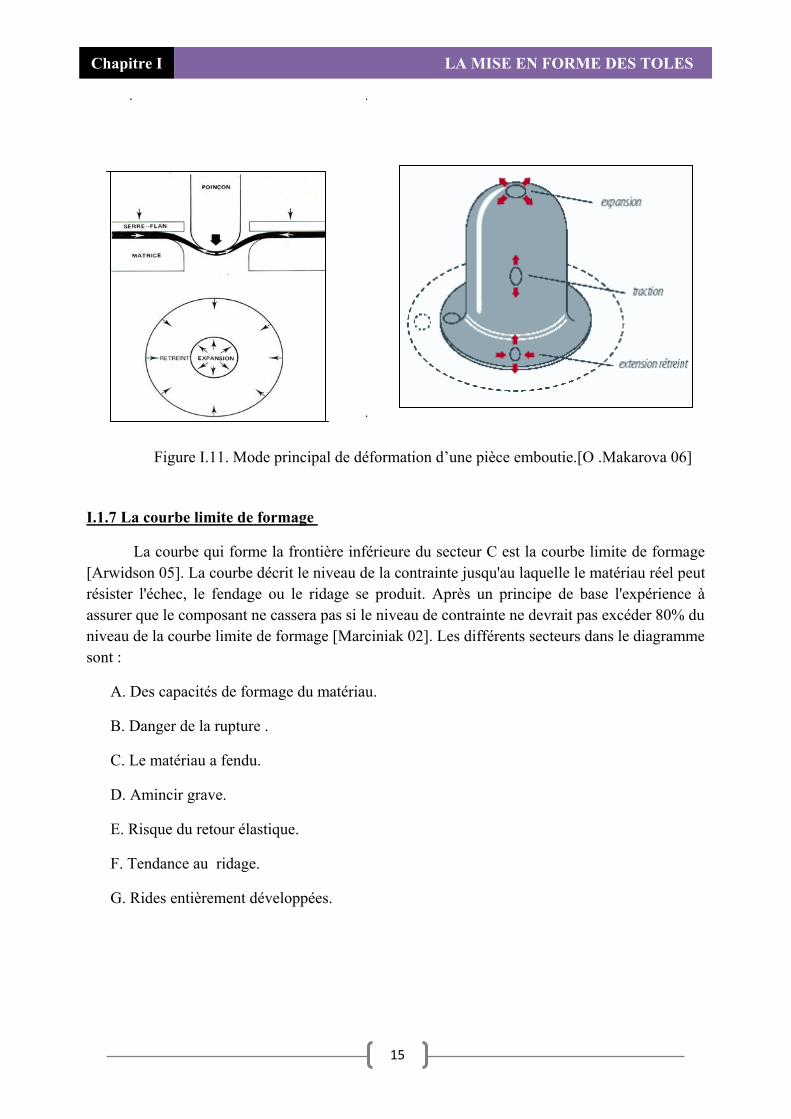
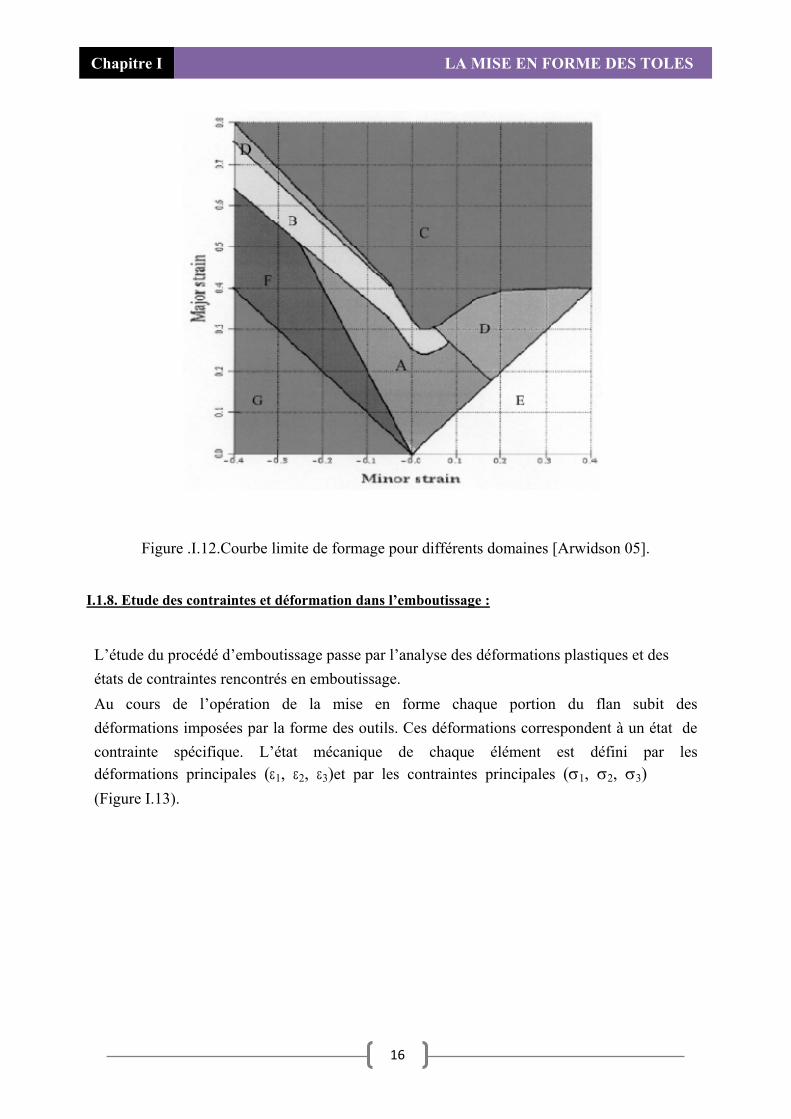
I.1.7 La courbe limite de formage
La courbe qui forme la frontière inférieure du secteur C est la courbe limite de formage [Arwidson 05]. La courbe décrit le niveau de la contrainte jusqu'au laquelle le matériau réel peut résister l'échec, le fendage ou le ridage se produit. Après un principe de base l'expérience à assurer que le composant ne cassera pas si le niveau de contrainte ne devrait pas excéder 80% du niveau de la courbe limite de formage [Marciniak 02]. Les différents secteurs dans le diagramme sont :
A. Des capacités de formage du matériau.
B. Danger de la rupture .
C. Le matériau a fendu.
D. Amincir grave.
E. Risque du retour élastique.
F. Tendance au ridage.
G. Rides entièrement développées.
Chapitre I LA MISE EN FORME DES TOLES
16
Figure .I.12.Courbe limite de formage pour différents domaines [Arwidson 05].
I.1.8. Etude des contraintes et déformation dans l’emboutissage :
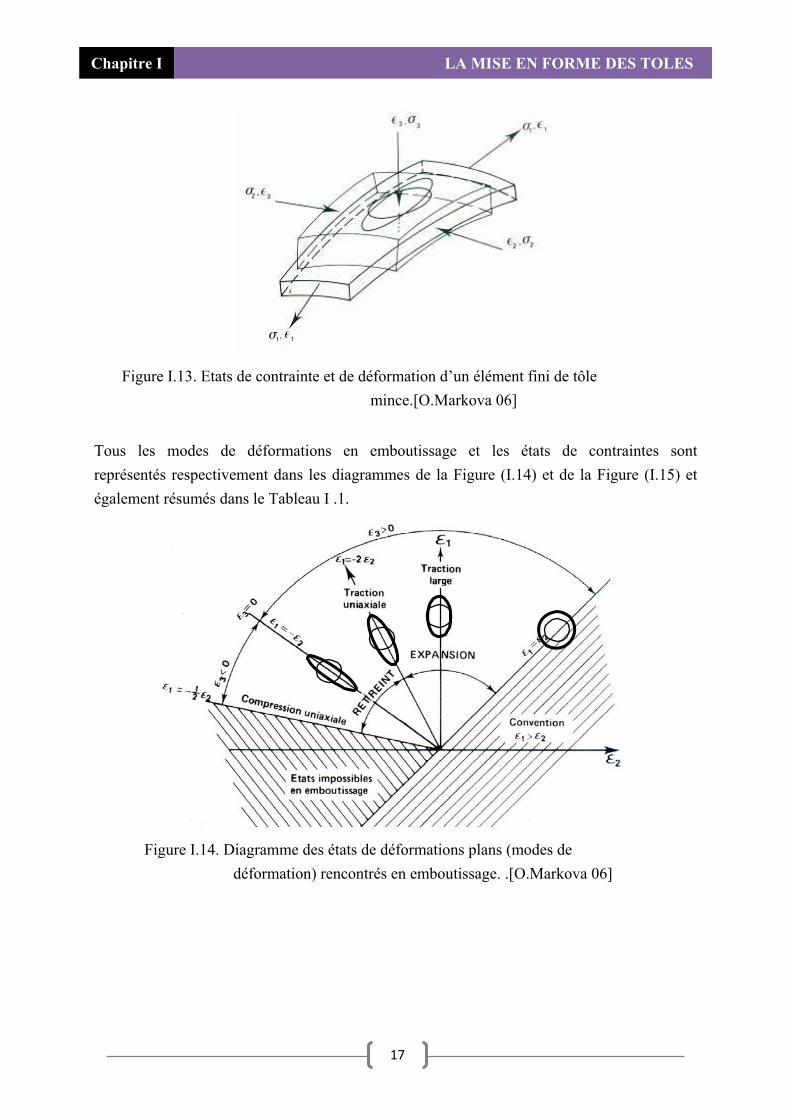
L’étude du procédé d’emboutissage passe par l’analyse des déformations plastiques et des états de contraintes rencontrés en emboutissage. Au cours de l’opération de la mise en forme chaque portion du flan subit des déformations imposées par la forme des outils. Ces déformations correspondent à un état de contrainte spécifique. L’état mécanique de chaque élément est défini par les déformations principales (ε1, ε2, ε3)et par les contraintes principales (σ1, σ2, σ3) (Figure I.13).
Chapitre I LA MISE EN FORME DES TOLES
17
Figure I.13. Etats de contrainte et de déformation d’un élément fini de tôle
mince.[O.Markova 06] Tous les modes de déformations en emboutissage et les états de contraintes sont représentés respectivement dans les diagrammes de la Figure (I.14) et de la Figure (I.15) et également résumés dans le Tableau I .1.
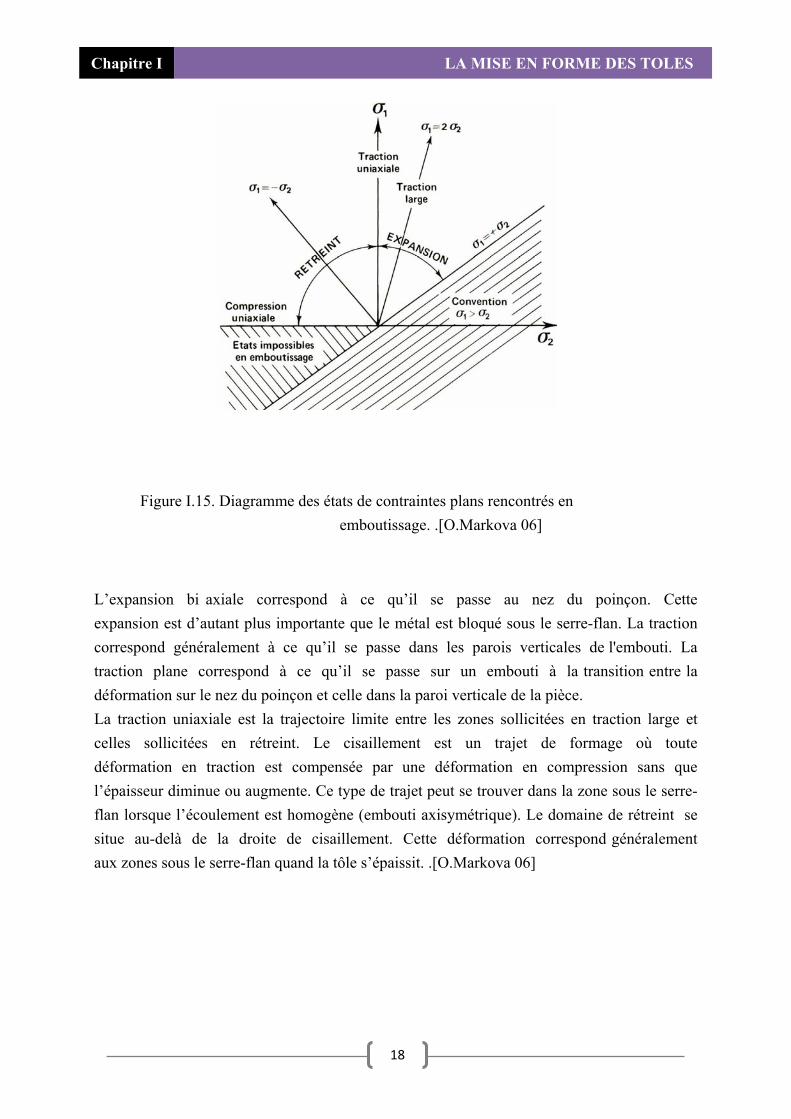
Figure I.14. Diagramme des états de déformations plans (modes de déformation) rencontrés en emboutissage. .[O.Markova 06]
Chapitre I LA MISE EN FORME DES TOLES
18
Figure I.15. Diagramme des états de contraintes plans rencontrés en
emboutissage. .[O.Markova 06] L’expansion bi axiale correspond à ce qu’il se passe au nez du poinçon. Cette expansion est d’autant plus importante que le métal est bloqué sous le serre-flan. La traction correspond généralement à ce qu’il se passe dans les parois verticales de l'embouti. La traction plane correspond à ce qu’il se passe sur un embouti à la transition entre la déformation sur le nez du poinçon et celle dans la paroi verticale de la pièce. La traction uniaxiale est la trajectoire limite entre les zones sollicitées en traction large et celles sollicitées en rétreint. Le cisaillement est un trajet de formage où toute déformation en traction est compensée par une déformation en compression sans que l’épaisseur diminue ou augmente. Ce type de trajet peut se trouver dans la zone sous le serre-flan lorsque l’écoulement est homogène (embouti axisymétrique). Le domaine de rétreint se situe au-delà de la droite de cisaillement. Cette déformation correspond généralement aux zones sous le serre-flan quand la tôle s’épaissit. .[O.Markova 06]
Chapitre I LA MISE EN FORME DES TOLES
19
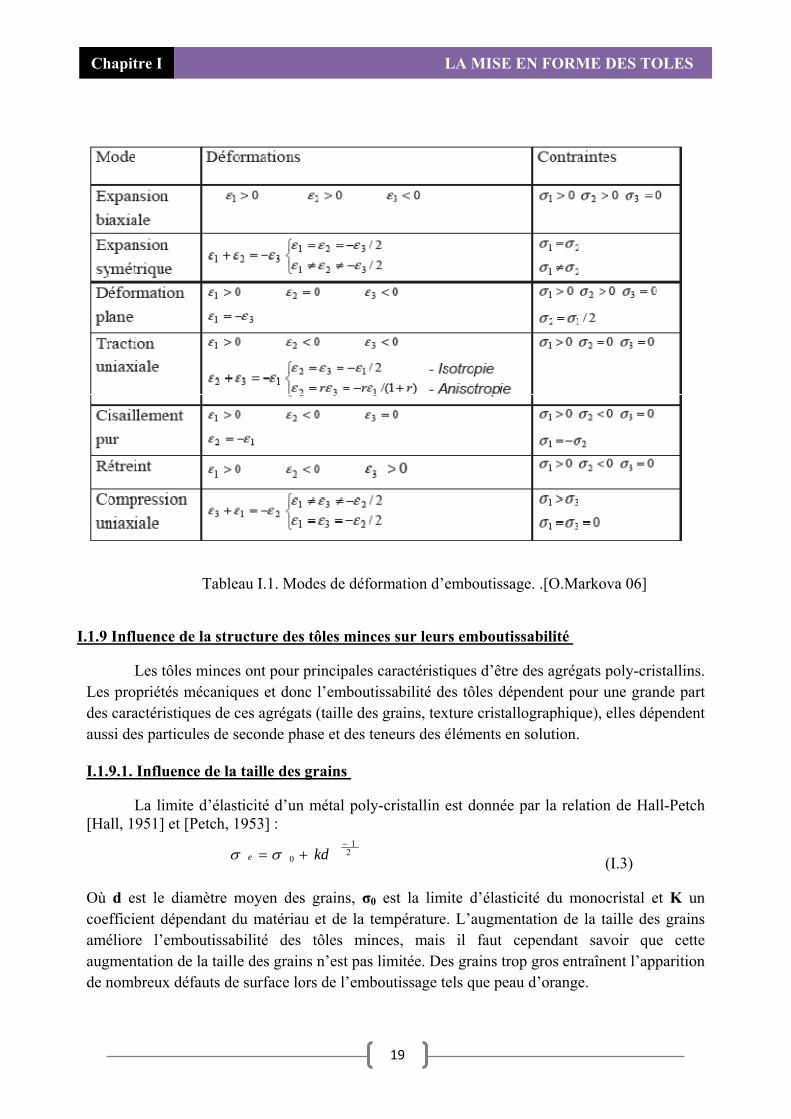
Tableau I.1. Modes de déformation d’emboutissage. .[O.Markova 06]
I.1.9 Influence de la structure des tôles minces sur leurs emboutissabilité
Les tôles minces ont pour principales caractéristiques d’être des agrégats poly-cristallins. Les propriétés mécaniques et donc l’emboutissabilité des tôles dépendent pour une grande part des caractéristiques de ces agrégats (taille des grains, texture cristallographique), elles dépendent aussi des particules de seconde phase et des teneurs des éléments en solution.
I.1.9.1. Influence de la taille des grains
La limite d’élasticité d’un métal poly-cristallin est donnée par la relation de Hall-Petch [Hall, 1951] et [Petch, 1953] :
21
0
−+= kde σσ (I.3)
Où d est le diamètre moyen des grains, σ0 est la limite d’élasticité du monocristal et K un coefficient dépendant du matériau et de la température. L’augmentation de la taille des grains améliore l’emboutissabilité des tôles minces, mais il faut cependant savoir que cette augmentation de la taille des grains n’est pas limitée. Des grains trop gros entraînent l’apparition de nombreux défauts de surface lors de l’emboutissage tels que peau d’orange.
Chapitre I LA MISE EN FORME DES TOLES
20
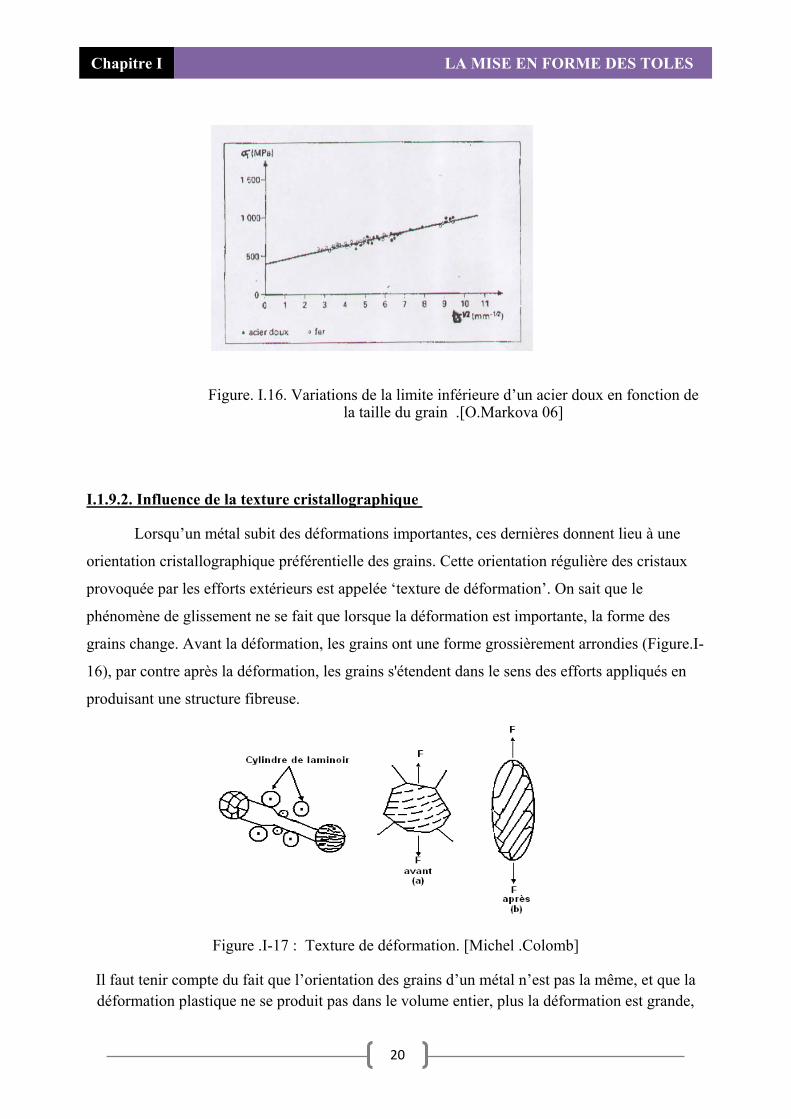
Figure. I.16. Variations de la limite inférieure d’un acier doux en fonction de la taille du grain .[O.Markova 06]
I.1.9.2. Influence de la texture cristallographique
Lorsqu’un métal subit des déformations importantes, ces dernières donnent lieu à une
orientation cristallographique préférentielle des grains. Cette orientation régulière des cristaux
provoquée par les efforts extérieurs est appelée ‘texture de déformation’. On sait que le
phénomène de glissement ne se fait que lorsque la déformation est importante, la forme des
grains change. Avant la déformation, les grains ont une forme grossièrement arrondies (Figure.I-
16), par contre après la déformation, les grains s'étendent dans le sens des efforts appliqués en
produisant une structure fibreuse.
Figure .I-17 : Texture de déformation. [Michel .Colomb]
Il faut tenir compte du fait que l’orientation des grains d’un métal n’est pas la même, et que la déformation plastique ne se produit pas dans le volume entier, plus la déformation est grande,
Chapitre I LA MISE EN FORME DES TOLES
21
plus le nombre de grains à orientation préférentielle est grand. Le caractère de la texture dépend de la nature du métal et du mode de déformation ( laminage, étirage, etc…). [Michel .Colomb]
I.1.9.3 Influence du coefficient d'anisotropie :
Un matériau à r élevé apparaît donc comme parfaitement adapté à la réalisation des
pièces profondes en rétreint, c-à-d essentiellement des godets cylindriques (boites de conserves,
boites de boissons, filtres à huiles d'automobiles et camions, corps d'extincteurs) puisque sa
facilité à se rétreindre va réduire les efforts de traction et les risques de rupture. Le raisonnement
simple est la suivant: un coefficient d'anisotropie élevé dénote la facilité avec laquelle un métal
peut s'écouler sous l'action d'une traction ainsi que le fait que son épaisseur variera peu. Or, le
métal de la collerette, soumis à une tension radiale, doit justement se rétrécir
circonférentiellement ; il le fera docilement de plus, ce métal s'amincira moins sur le rayon de
poinçon, donc induira un moindre affaiblissement de cette zone chargée de « tirer» le métal de la
collerette. Enfin, le moindre épaississement du métal dans les angles (pièces rectangulaires) y
évitera le transfert de la charge du serre - flan. Tout concours donc à favoriser le rétreint ;
Notons qu'un raisonnement plus physique basé sur l'interprétation du critère de plasticité de Hill
conduit aux mêmes conclusions. Ceci est vrai pour les valeurs de r élevées (1.5 et plus, cas des
aciers doux pour emboutissage), mais pas pour les matériaux dont r proche ou inférieur à 1
(alliages aluminium, aciers à haute limite d'élasticité).
C'est alors plutôt le coefficient d'écrouissage qui importe car la répartition des
déformations, particulièrement dans la zone de rupture sur le nez de poinçon. Si l'on considère
les déformations, un cœfficient r élevé a aussi pour effet d'incliner les trajectoires de
déformations vers la gauche ceci est favorable [Col 02-1].
I.1.9.4 Influence du coefficient d'écrouissage :
Le coefficient d'écrouissage n donne une représentation de capacité de consolidation du
métal en traction. Cette consolidation joue un double rôle : elle augmente le niveau de
déformation que peut supporter le métal d'une part et elle permet surtout une meilleure
répartition des déformations d'autre part [Col 02-1], [Col 02-3].
I.2. Pliage
Chapitre I LA MISE EN FORME DES TOLES
22
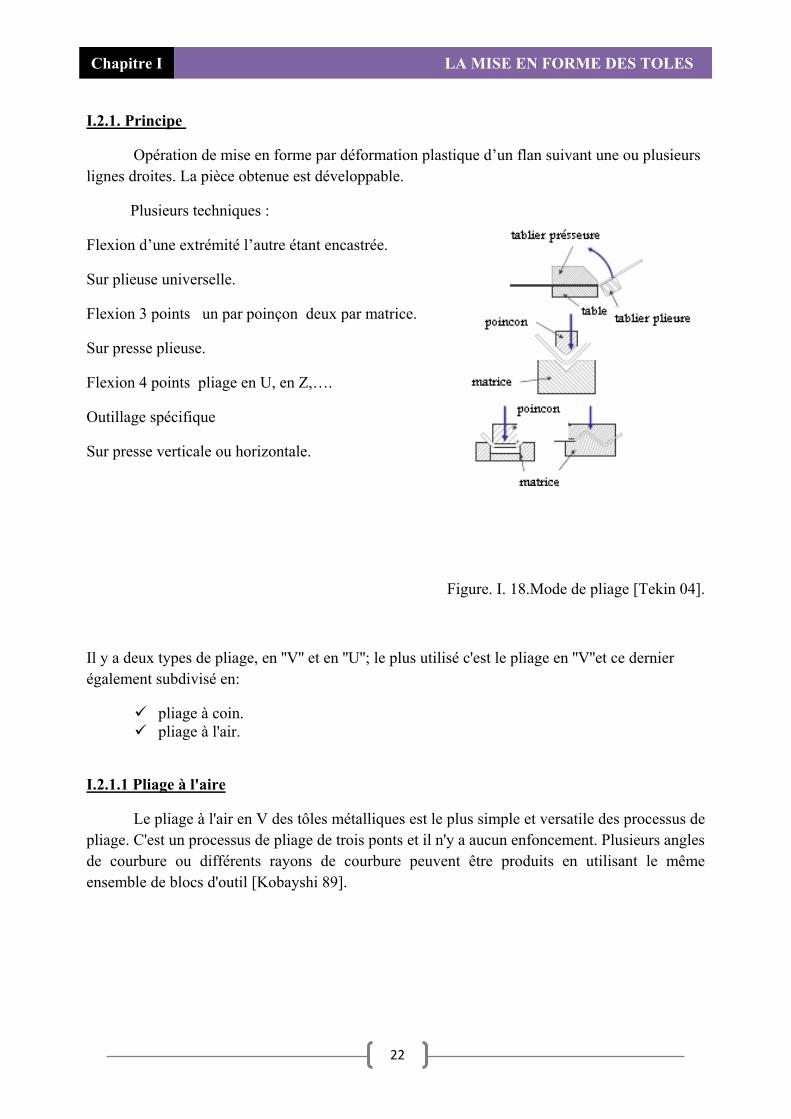
I.2.1. Principe
Opération de mise en forme par déformation plastique d’un flan suivant une ou plusieurs lignes droites. La pièce obtenue est développable.
Plusieurs techniques :
Flexion d’une extrémité l’autre étant encastrée.
Sur plieuse universelle.
Flexion 3 points un par poinçon deux par matrice.
Sur presse plieuse.
Flexion 4 points pliage en U, en Z,….
Outillage spécifique
Sur presse verticale ou horizontale.
Figure. I. 18.Mode de pliage [Tekin 04].
Il y a deux types de pliage, en ''V'' et en ''U''; le plus utilisé c'est le pliage en ''V''et ce dernier également subdivisé en:
pliage à coin. pliage à l'air.
I.2.1.1 Pliage à l'aire
Le pliage à l'air en V des tôles métalliques est le plus simple et versatile des processus de pliage. C'est un processus de pliage de trois ponts et il n'y a aucun enfoncement. Plusieurs angles de courbure ou différents rayons de courbure peuvent être produits en utilisant le même ensemble de blocs d'outil [Kobayshi 89].
Chapitre I LA MISE EN FORME DES TOLES
23
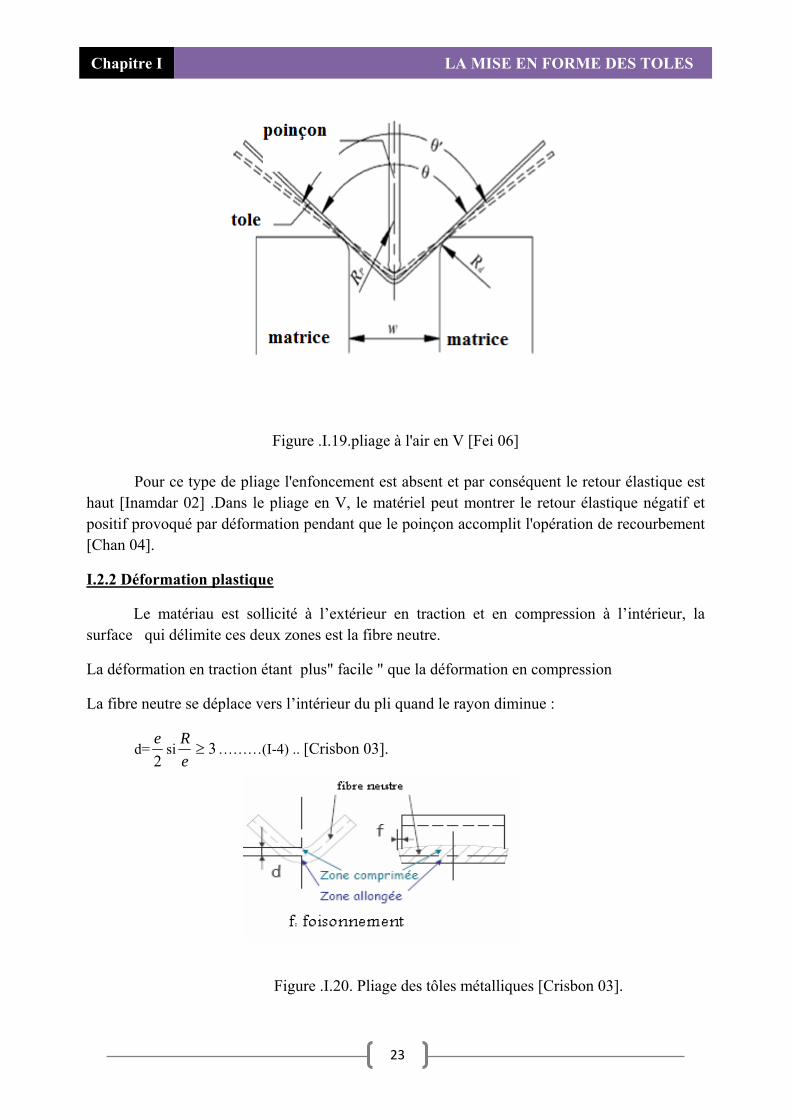
Figure .I.19.pliage à l'air en V [Fei 06]
Pour ce type de pliage l'enfoncement est absent et par conséquent le retour élastique est haut [Inamdar 02] .Dans le pliage en V, le matériel peut montrer le retour élastique négatif et positif provoqué par déformation pendant que le poinçon accomplit l'opération de recourbement [Chan 04].
I.2.2 Déformation plastique
Le matériau est sollicité à l’extérieur en traction et en compression à l’intérieur, la surface qui délimite ces deux zones est la fibre neutre.
La déformation en traction étant plus" facile " que la déformation en compression
La fibre neutre se déplace vers l’intérieur du pli quand le rayon diminue :
d=2e
si 3≥eR
………(I-4) .. [Crisbon 03].
Figure .I.20. Pliage des tôles métalliques [Crisbon 03].

Chapitre I LA MISE EN FORME DES TOLES
24
→ Dans le pli, on constate :
une réduction d’épaisseur d’autant plus que R<< e un élargissement au niveau du pli. Le foisonnement.
Pour éviter la fissuration au niveau du pli, il faut vérifier que l'allongement de la fibre extérieure ne dépasse pas l’allongement de la rupture des matériaux.
On effectue le rapport entre la longueur de la fibre neutre et la longueur de la fibre extérieur.
= 100.2)
2(
)2
()(
eR
eReR
+
+−+ αα (I-5) [Crisbon 03]. Si 3≥
eR
, A ٪
si A ٪ est trop important par rapport a A ٪ matériau il y a criques et gerçures
Figure .I.21. Formation des fissures lors de pliage [Marciniak 02].
I.2.3 Le retour élastique
Le pliage est obtenu par déformation plastique de la tôle donc il y a forcément une déformation élastique qui l’accompagne parce que dans les processus de pliages, la valeur d'élasticité du matériel peut être dépassée mais les limites de force élastique ne peuvent pas. Pour cette raison, le matériau garde toujours une partie de son élasticité originale. Quand la charge est enlevée du matériau, il essaye de retourner à sa forme originale et coudée partiellement [Tekiner 04].
Quand on relâche l’effort de pliage ⇒ retour élastique
Figure .I.22. Retour élastique lors du pliage [Crisbon 03].
Chapitre I LA MISE EN FORME DES TOLES
25
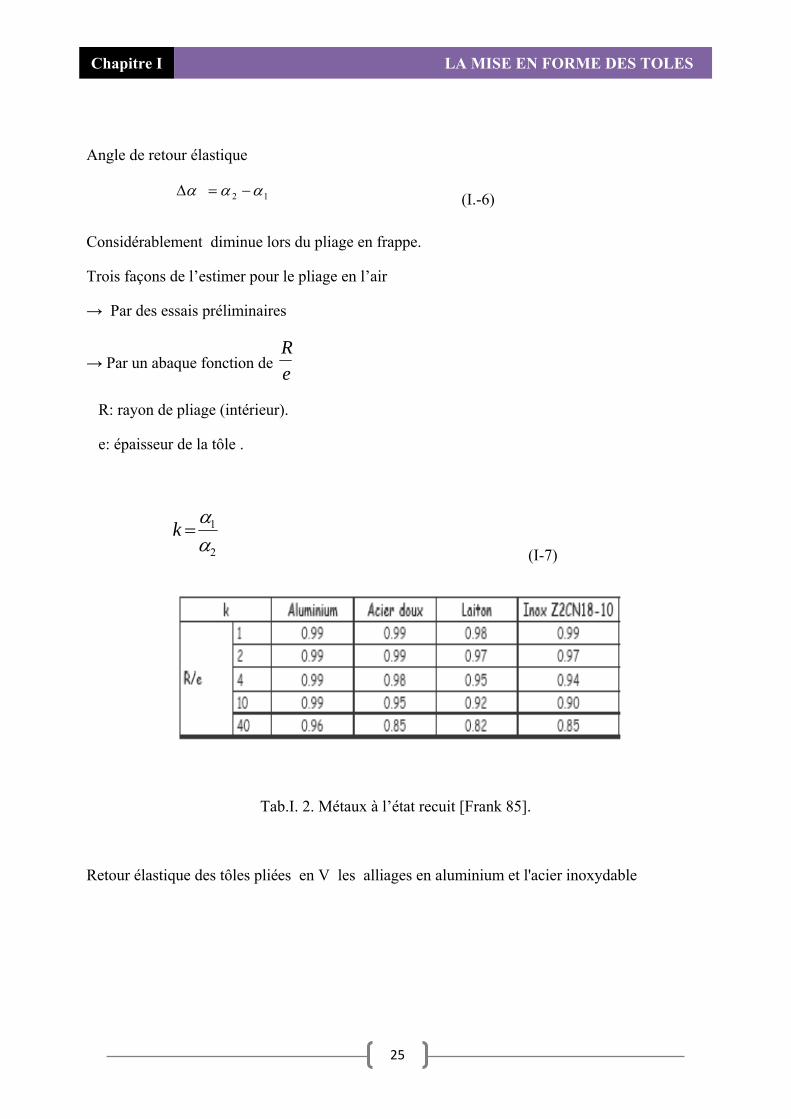
Angle de retour élastique
12 ααα −=Δ (I.-6)
Considérablement diminue lors du pliage en frappe.
Trois façons de l’estimer pour le pliage en l’air
→ Par des essais préliminaires
→ Par un abaque fonction de eR
R: rayon de pliage (intérieur).
e: épaisseur de la tôle .
2
1
αα
=k (I-7)
Tab.I. 2. Métaux à l’état recuit [Frank 85].
Retour élastique des tôles pliées en V les alliages en aluminium et l'acier inoxydable

Chapitre I LA MISE EN FORME DES TOLES
26
Figure .I.23. Paramètres de retour élastique [Mullan 04].
→ Par calcul
En considérant les notations suivantes :
: Angle de la pièce après pliage.
2α : Angle d'outil.
1R : Rayon du pli (intérieur), avant retour élastique.
2R : Rayon du pli (intérieur), pièce finie.
On estime le rayon 1R de la pièce avent le retour élastique par la formule empirique
1)).(
1...(3)).(
1...(4 23
12
1 +−=eE
ReE
RRR
ee σσ (I-8) [Mullan 04].
Avec eσ : la limite élastique du matériau.
E: le module d’Young.
e: l’épaisseur de la tôle.
2α1α
1α
Chapitre I LA MISE EN FORME DES TOLES
27
On considère alors que la longueur L de la fibre neutre est constante.
Avant retour élastique : 12 , Rα .
Après retour élastique : 21, Rα .
2211 ).2
().2
( αα eReRL +=+= si eR>3 (I.9)
Pour évaluer le retour élastique :
)1
.2(
1).1
.2(
2
1
2
1
++
==
eRe
Rk
αα
(I.10)
Ces valeurs 1α , 2α , 1R et 2R permettent aussi de dimensionner les outils .
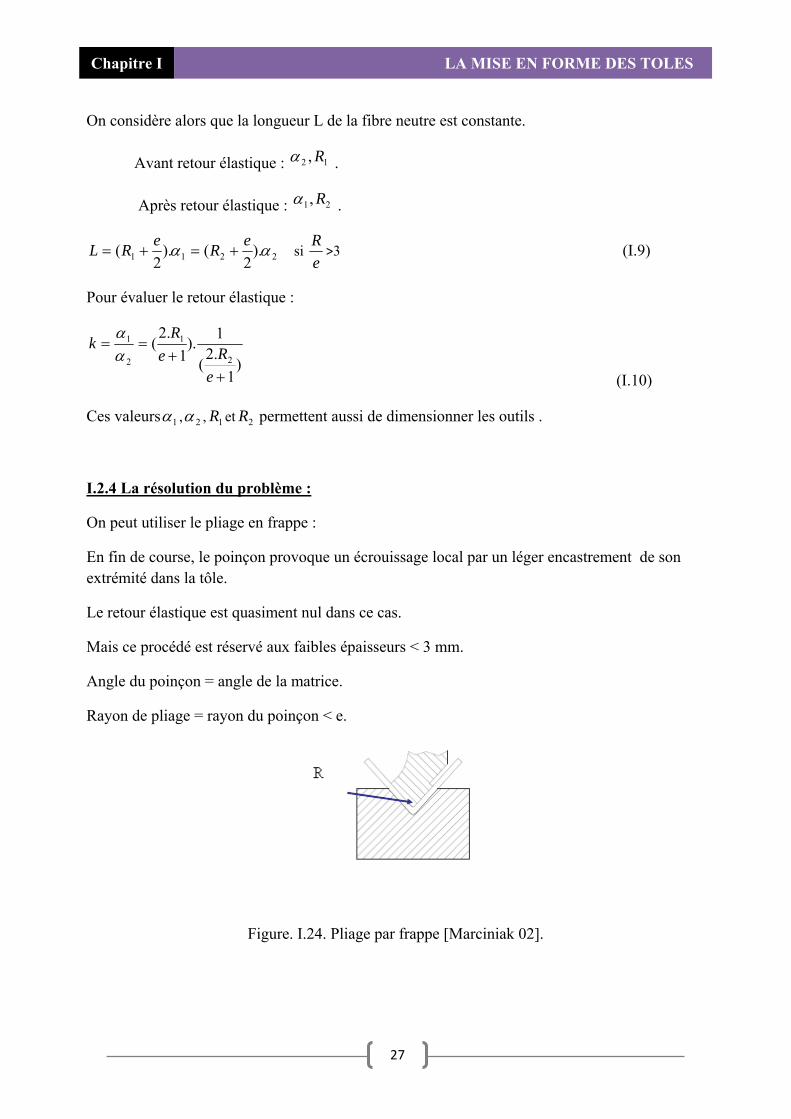
I.2.4 La résolution du problème :
On peut utiliser le pliage en frappe :
En fin de course, le poinçon provoque un écrouissage local par un léger encastrement de son extrémité dans la tôle.
Le retour élastique est quasiment nul dans ce cas.
Mais ce procédé est réservé aux faibles épaisseurs < 3 mm.
Angle du poinçon = angle de la matrice.
Rayon de pliage = rayon du poinçon < e.
Figure. I.24. Pliage par frappe [Marciniak 02].
Chapitre I LA MISE EN FORME DES TOLES
28
I.3. Emboutissage (pliage – étirage) en U :
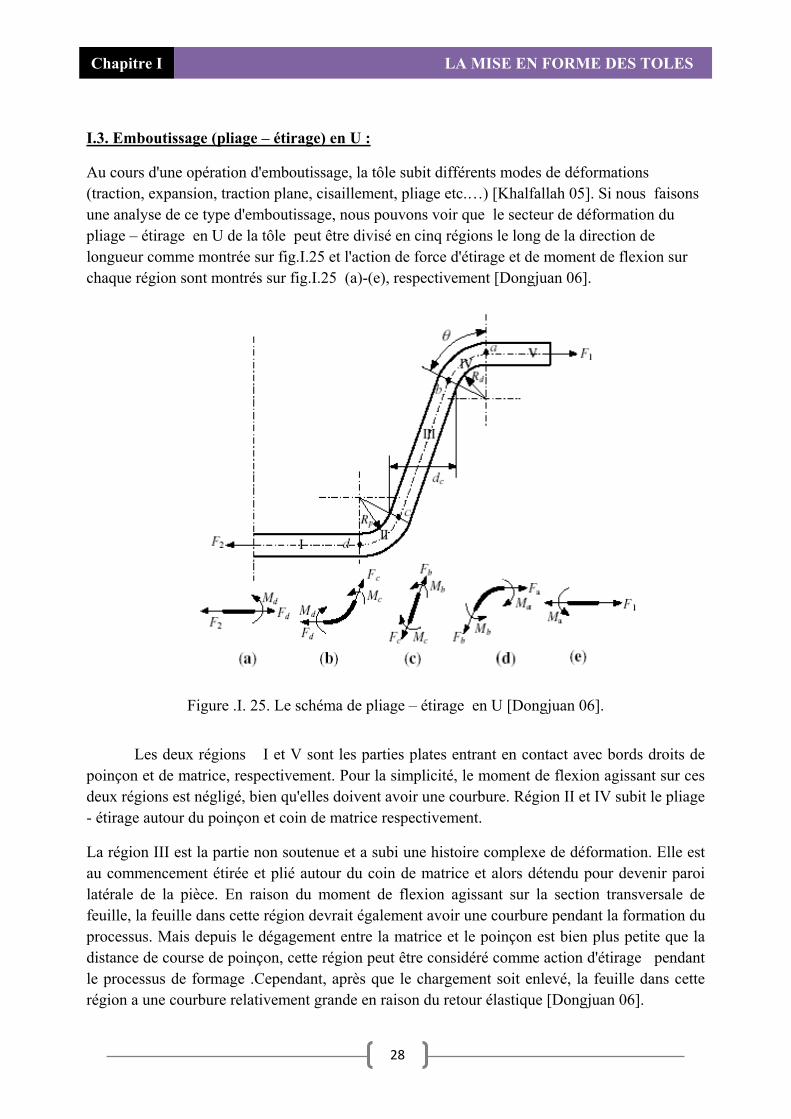
Au cours d'une opération d'emboutissage, la tôle subit différents modes de déformations (traction, expansion, traction plane, cisaillement, pliage etc.…) [Khalfallah 05]. Si nous faisons une analyse de ce type d'emboutissage, nous pouvons voir que le secteur de déformation du pliage – étirage en U de la tôle peut être divisé en cinq régions le long de la direction de longueur comme montrée sur fig.I.25 et l'action de force d'étirage et de moment de flexion sur chaque région sont montrés sur fig.I.25 (a)-(e), respectivement [Dongjuan 06].
Figure .I. 25. Le schéma de pliage – étirage en U [Dongjuan 06].
Les deux régions І et V sont les parties plates entrant en contact avec bords droits de poinçon et de matrice, respectivement. Pour la simplicité, le moment de flexion agissant sur ces deux régions est négligé, bien qu'elles doivent avoir une courbure. Région II et IV subit le pliage - étirage autour du poinçon et coin de matrice respectivement.
La région III est la partie non soutenue et a subi une histoire complexe de déformation. Elle est au commencement étirée et plié autour du coin de matrice et alors détendu pour devenir paroi latérale de la pièce. En raison du moment de flexion agissant sur la section transversale de feuille, la feuille dans cette région devrait également avoir une courbure pendant la formation du processus. Mais depuis le dégagement entre la matrice et le poinçon est bien plus petite que la distance de course de poinçon, cette région peut être considéré comme action d'étirage pendant le processus de formage .Cependant, après que le chargement soit enlevé, la feuille dans cette région a une courbure relativement grande en raison du retour élastique [Dongjuan 06].
Chapitre I LA MISE EN FORME DES TOLES
29
1.4 Critères de plasticité :
En tout point d'un solide, il existe une contraintes équivalente eqσ du tenseur des contraintes
[σ ] et une contraintes limite yσ vérifiant les propriétés suivant [Barisien 04]:
Le comportement est élastique linéaire tant que
eqσ ([σ ]) < yσ (I.11)
On dira de façon équivalente que la plasticité apparaît des que:
eqσ ([σ ]) = yσ (I.12)
Il existe beaucoup de critères, valables pour tel ou tel type de matériaux très plastiques, métal
recuit, métaux….
Pour les métaux, les deux critères les plus utilises sont le critère de Von Mises (1913) et celui
de Tresca (1864).
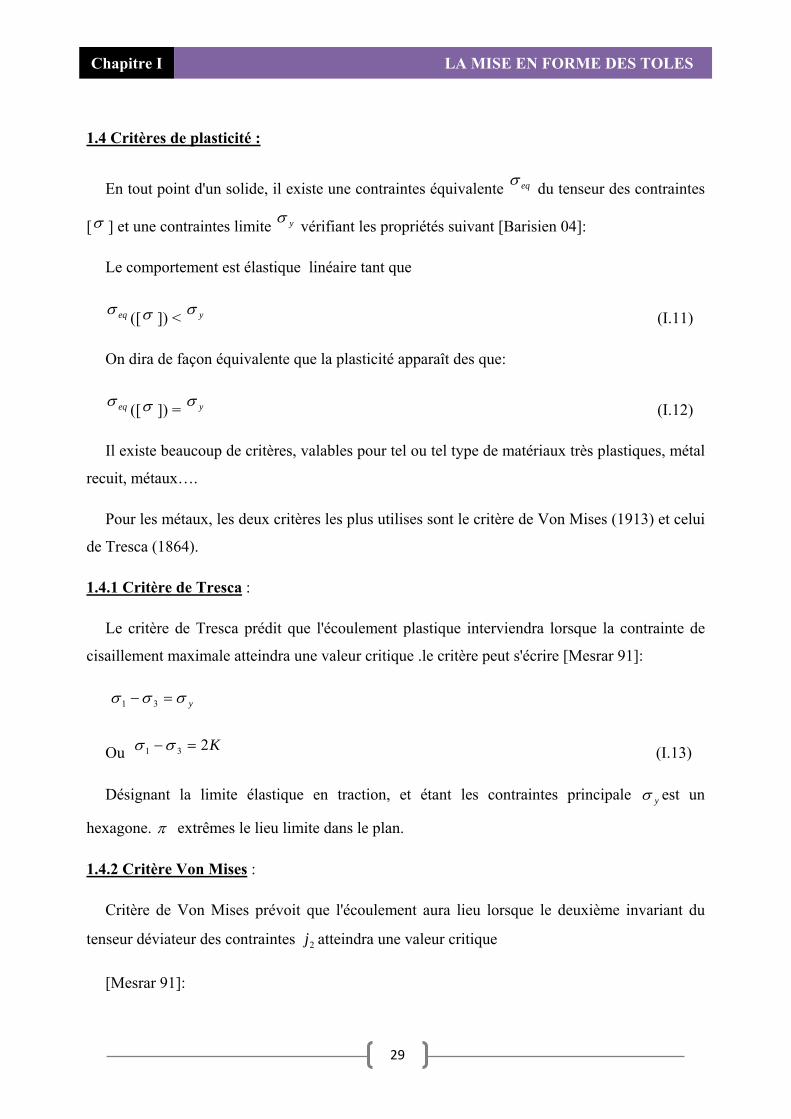
1.4.1 Critère de Tresca :
Le critère de Tresca prédit que l'écoulement plastique interviendra lorsque la contrainte de
cisaillement maximale atteindra une valeur critique .le critère peut s'écrire [Mesrar 91]:
yσσσ =− 31
Ou K231 =−σσ (I.13)
Désignant la limite élastique en traction, et étant les contraintes principale yσ est un
hexagone. π extrêmes le lieu limite dans le plan.
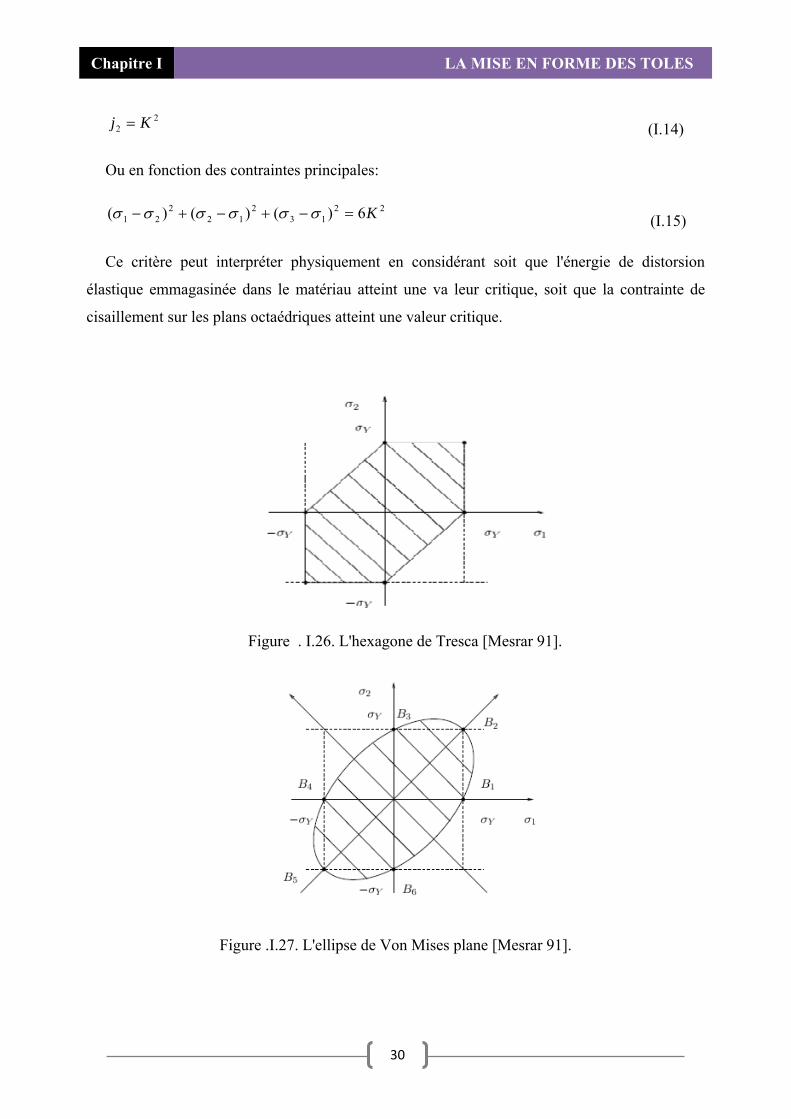
1.4.2 Critère Von Mises :
Critère de Von Mises prévoit que l'écoulement aura lieu lorsque le deuxième invariant du
tenseur déviateur des contraintes 2j atteindra une valeur critique
[Mesrar 91]:
Chapitre I LA MISE EN FORME DES TOLES
30
22 Kj = (I.14)
Ou en fonction des contraintes principales:
2213
212
221 6)()()( K=−+−+− σσσσσσ (I.15)
Ce critère peut interpréter physiquement en considérant soit que l'énergie de distorsion
élastique emmagasinée dans le matériau atteint une va leur critique, soit que la contrainte de
cisaillement sur les plans octaédriques atteint une valeur critique.
Figure . I.26. L'hexagone de Tresca [Mesrar 91].
Figure .I.27. L'ellipse de Von Mises plane [Mesrar 91].
Chapitre II Aspects Physiques Du Comportement Des Tôles Métalliques
31
II.1 Introduction :
Lors de la mise en forme des tôles métalliques, plusieurs défauts peuvent être rencontrés. Afin de pouvoir les prédire avec fiabilité, une caractérisation expérimentale fine du comportement est nécessaire, en vue de mettre en évidence les mécanismes élémentaires à l’origine de leur apparition. Ceci permettra de développer des modèles de comportement performants, voir d’enrichir des modèles existants, qui seront intégrés dans les codes de calculs et qui contribueront à l’optimisation des opérations de mise en forme des pièces formées.
Nous donnons en premier lieu dans ce chapitre introductif une description des différents phénomènes de déformation mis en évidence lors de la mise en forme des tôles métalliques. Ensuite, nous abordons la caractérisation expérimentale du comportement des tôles comme décrite dans la littérature, qui permet de révéler l’évolution de la microstructure, ainsi que le comportement rhéologique au cours des chargements simples et complexes. A la fin de ce chapitre, nous donnons un aperçu de la caractérisation de la formabilité des tôles métalliques par les courbes limites de formage (CLF).
II.2 Défauts en mise en forme des tôles métalliques :
Au cours des opérations de mise en forme des tôles métalliques et parfois postérieurement, divers défauts peuvent apparaître sur les pièces. Ces défauts peuvent être classés en deux catégories : les défauts globaux et les défauts locaux, que nous définissons comme suit :
− Un défaut global concerne la géométrie finale de la pièce. A l’issue de l’opération de mise en forme d’une tôle, par exemple par emboutissage, la géométrie finale obtenue après enlèvement des outils peut ne pas correspondre exactement à la forme recherchée. Deux phénomènes sont essentiellement à l’origine de ces défauts : le retour élastique et le plissement. − Un défaut local concerne des zones plus ou moins réduites de la pièce, où une diminution nette de l’épaisseur, voire rupture, peut apparaître. La striction localisée en est un exemple. D’autres phénomènes plus rares, comme la rupture différée en est un autre. Nous décrivons ces principaux défauts dans les paragraphes suivants.
II.2.1 Retour élastique :
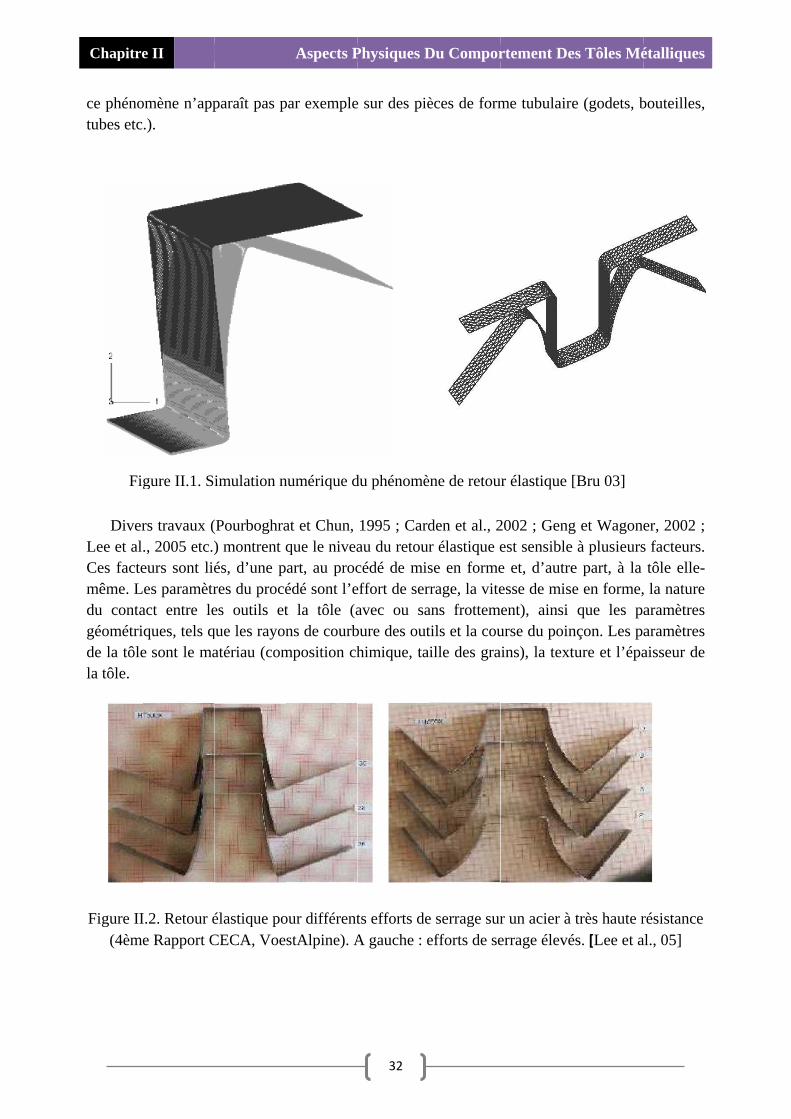
Lors de la mise en forme d’une tôle métallique par emboutissage, la forme recherchée est celle définie par le profil des outils à la fin de l’étape d’emboutissage. Cependant, après extraction de la pièce, à cause du comportement élastique du matériau, elle se relâche et la forme de la pièce évolue vers un nouvel état d’équilibre jusqu’à relaxation des contraintes. La Figure II.1 montre un exemple d’une déformée obtenue juste à la fin de l’étape d’emboutissage puis après enlèvement des outils. Elle illustre clairement la différence entre les deux déformées. Ce phénomène n’apparaît, heureusement, pas sur toutes les pièces, mais uniquement sur certaines formes où des degrés de liberté en rotation de la tôle sont possibles. C’est la raison pour laquelle
Chapitre
ce phénotubes etc
Fig
DiverLee et alCes factemême. Ldu contagéométride la tôlela tôle.
Figure II(4ème
e II
omène n’app.).
gure II.1. S
rs travaux (., 2005 etc.)eurs sont lié
Les paramètract entre leques, tels qe sont le ma
I.2. Retour ée Rapport C
paraît pas p
imulation n
(Pourboghra) montrent qés, d’une pres du procées outils etque les rayonatériau (com
élastique poCECA, Voe
Aspects P
par exemple
numérique d
at et Chun, que le niveaart, au procédé sont l’et la tôle (ans de courb
mposition ch
our différentstAlpine). A
Physiques D
32
e sur des piè
du phénomè
1995 ; Cardau du retourcédé de miseffort de seravec ou sabure des outhimique, ta
ts efforts deA gauche : e
Du Compor
èces de form
ène de retou
den et al., 2r élastique ese en formerrage, la viteans frottemtils et la couille des gra
e serrage surefforts de se
rtement De
me tubulaire
ur élastique
2002 ; Gengest sensiblee et, d’autreesse de mis
ment), ainsi urse du poinains), la text
r un acier à errage élevé
es Tôles Mé
e (godets, b
[Bru 03]
g et Wagonee à plusieurse part, à la e en forme,que les p
nçon. Les pture et l’épa
très haute rés. [Lee et a
étalliques
bouteilles,
er, 2002 ; s facteurs. tôle elle-
, la nature aramètres aramètres aisseur de
résistance al., 05]
Chapitre II Aspects Physiques Du Comportement Des Tôles Métalliques
33
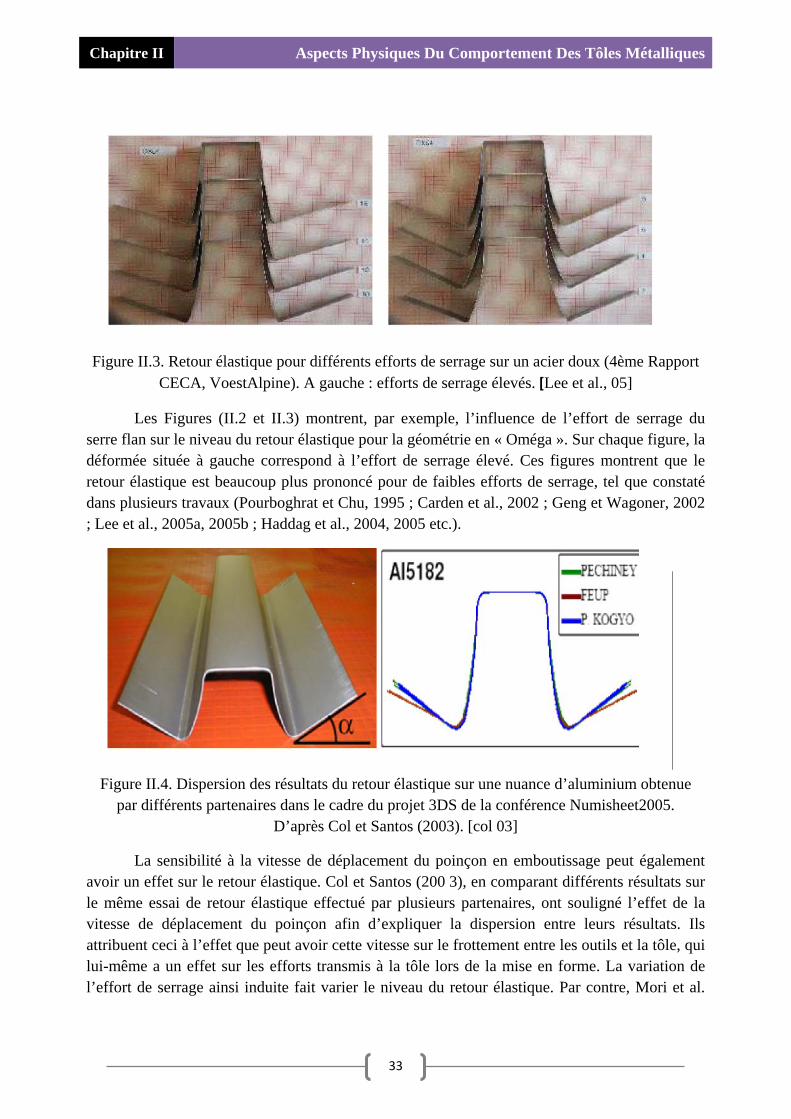
Figure II.3. Retour élastique pour différents efforts de serrage sur un acier doux (4ème Rapport CECA, VoestAlpine). A gauche : efforts de serrage élevés. [Lee et al., 05]
Les Figures (II.2 et II.3) montrent, par exemple, l’influence de l’effort de serrage du serre flan sur le niveau du retour élastique pour la géométrie en « Oméga ». Sur chaque figure, la déformée située à gauche correspond à l’effort de serrage élevé. Ces figures montrent que le retour élastique est beaucoup plus prononcé pour de faibles efforts de serrage, tel que constaté dans plusieurs travaux (Pourboghrat et Chu, 1995 ; Carden et al., 2002 ; Geng et Wagoner, 2002 ; Lee et al., 2005a, 2005b ; Haddag et al., 2004, 2005 etc.).
Figure II.4. Dispersion des résultats du retour élastique sur une nuance d’aluminium obtenue par différents partenaires dans le cadre du projet 3DS de la conférence Numisheet2005.
D’après Col et Santos (2003). [col 03]
La sensibilité à la vitesse de déplacement du poinçon en emboutissage peut également avoir un effet sur le retour élastique. Col et Santos (200 3), en comparant différents résultats sur le même essai de retour élastique effectué par plusieurs partenaires, ont souligné l’effet de la vitesse de déplacement du poinçon afin d’expliquer la dispersion entre leurs résultats. Ils attribuent ceci à l’effet que peut avoir cette vitesse sur le frottement entre les outils et la tôle, qui lui-même a un effet sur les efforts transmis à la tôle lors de la mise en forme. La variation de l’effort de serrage ainsi induite fait varier le niveau du retour élastique. Par contre, Mori et al.
Chapitre II Aspects Physiques Du Comportement Des Tôles Métalliques
34
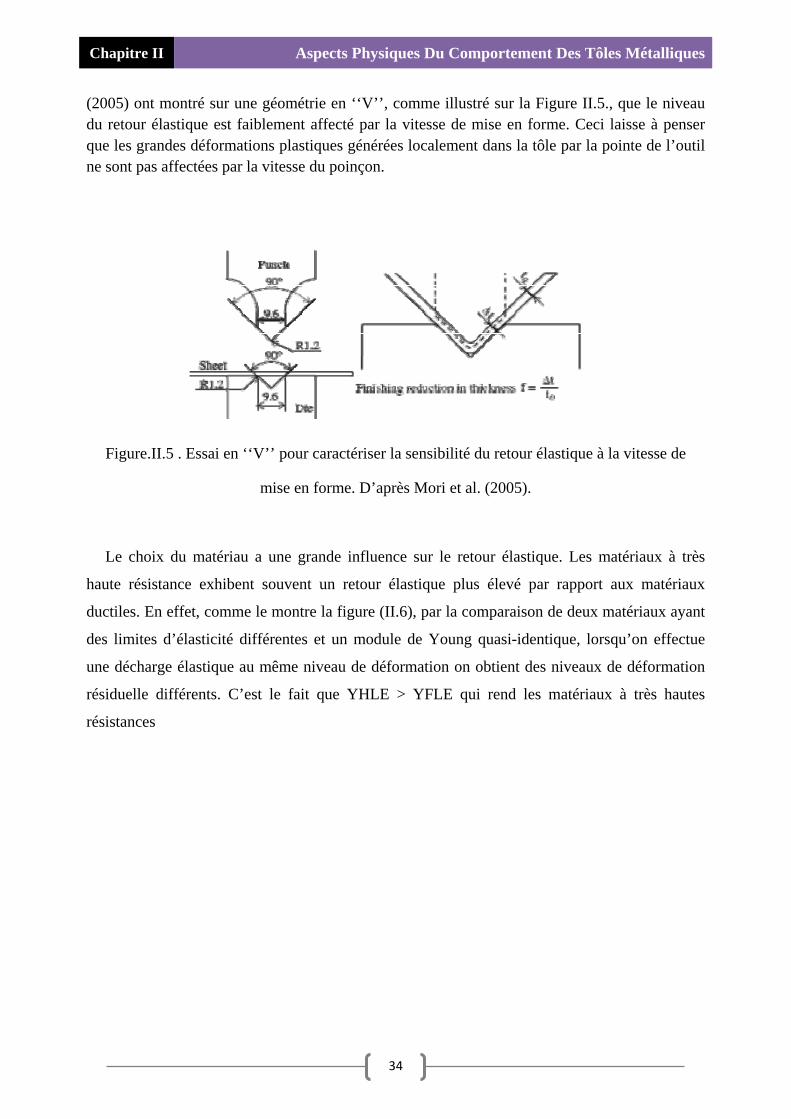
(2005) ont montré sur une géométrie en ‘‘V’’, comme illustré sur la Figure II.5., que le niveau du retour élastique est faiblement affecté par la vitesse de mise en forme. Ceci laisse à penser que les grandes déformations plastiques générées localement dans la tôle par la pointe de l’outil ne sont pas affectées par la vitesse du poinçon.
Figure.II.5 . Essai en ‘‘V’’ pour caractériser la sensibilité du retour élastique à la vitesse de
mise en forme. D’après Mori et al. (2005).
Le choix du matériau a une grande influence sur le retour élastique. Les matériaux à très
haute résistance exhibent souvent un retour élastique plus élevé par rapport aux matériaux
ductiles. En effet, comme le montre la figure (II.6), par la comparaison de deux matériaux ayant
des limites d’élasticité différentes et un module de Young quasi-identique, lorsqu’on effectue
une décharge élastique au même niveau de déformation on obtient des niveaux de déformation
résiduelle différents. C’est le fait que YHLE > YFLE qui rend les matériaux à très hautes
résistances
Chapitre II Aspects Physiques Du Comportement Des Tôles Métalliques
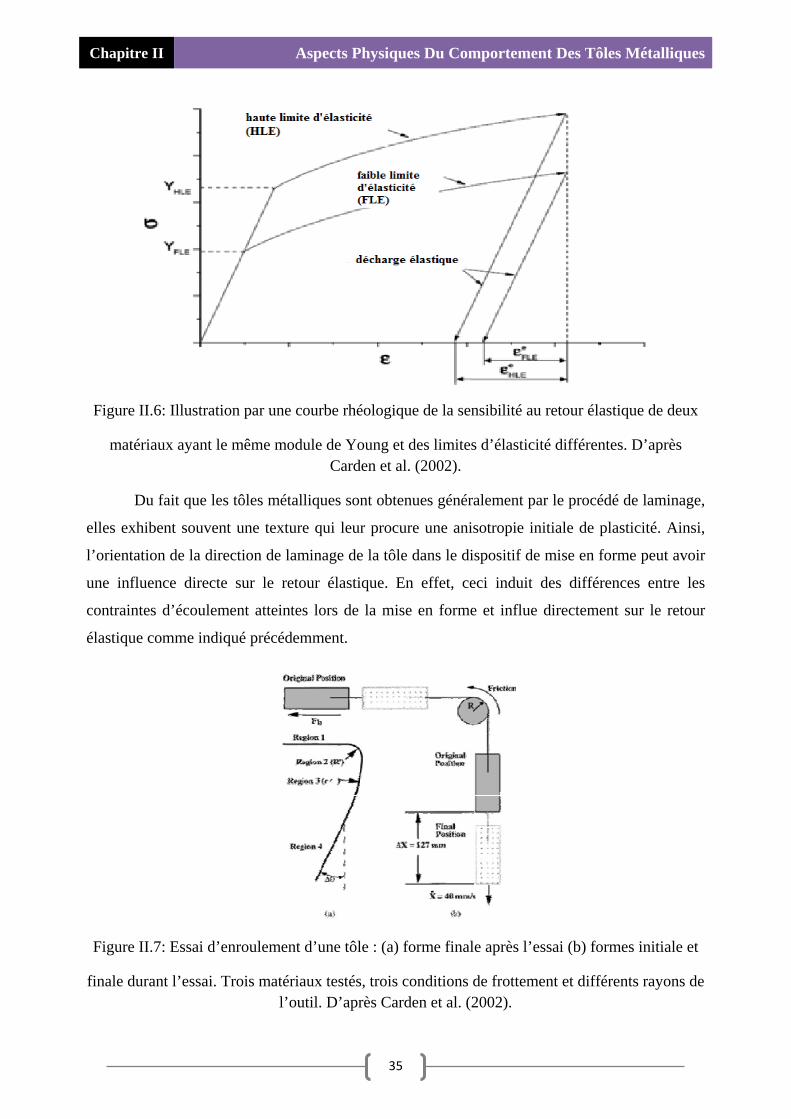
35
Figure II.6: Illustration par une courbe rhéologique de la sensibilité au retour élastique de deux
matériaux ayant le même module de Young et des limites d’élasticité différentes. D’après Carden et al. (2002).
Du fait que les tôles métalliques sont obtenues généralement par le procédé de laminage,
elles exhibent souvent une texture qui leur procure une anisotropie initiale de plasticité. Ainsi,
l’orientation de la direction de laminage de la tôle dans le dispositif de mise en forme peut avoir
une influence directe sur le retour élastique. En effet, ceci induit des différences entre les
contraintes d’écoulement atteintes lors de la mise en forme et influe directement sur le retour
élastique comme indiqué précédemment.
Figure II.7: Essai d’enroulement d’une tôle : (a) forme finale après l’essai (b) formes initiale et
finale durant l’essai. Trois matériaux testés, trois conditions de frottement et différents rayons de l’outil. D’après Carden et al. (2002).
Chapitre II Aspects Physiques Du Comportement Des Tôles Métalliques
36
Sur un essai de pliage/dépliage par enroulement d’une tôle sur un outil circulaire, Carden
et al. (2002) ont examiné l’effet du rapport entre le rayon de l’outil et l’épaisseur de la tôle (R/e).
Ils ont montré que le retour élastique décroît avec l’augmentation du rapport R/e.
Egalement, en variant les conditions de frottement (à sec, avec lubrifiant et avec rotation
libre de l’outil) pour trois matériaux différents (un acier doux, un acier à haute résistance et un
alliage d’aluminium), ils ont conclu que le frottement a un faible effet sur le niveau du retour
élastique (dans le cas étudié).
II.2.2 Striction:
Le phénomène de striction en mise en forme des tôles métalliques pose un problème
délicat pour l’industrie, du fait qu’il limite le domaine de formabilité de la tôle. La faisabilité de
la pièce par grandes déformations plastiques dépend de l’aptitude de la tôle à se déformer d’une
manière quasi-homogène. Cette striction est caractérisée par la diminution de l’épaisseur de la
tôle. Deux types de striction peuvent être définis : diffuse et localisée. La striction diffuse est
caractérisée par une large zone de concentration des déformations et la striction localisée est
caractérisée par une concentration des déformations dans des zones étroites, principalement sous
forme de bandes. Ces bandes sont le lieu de rupture par fissuration lors de la mise en forme du
matériau.
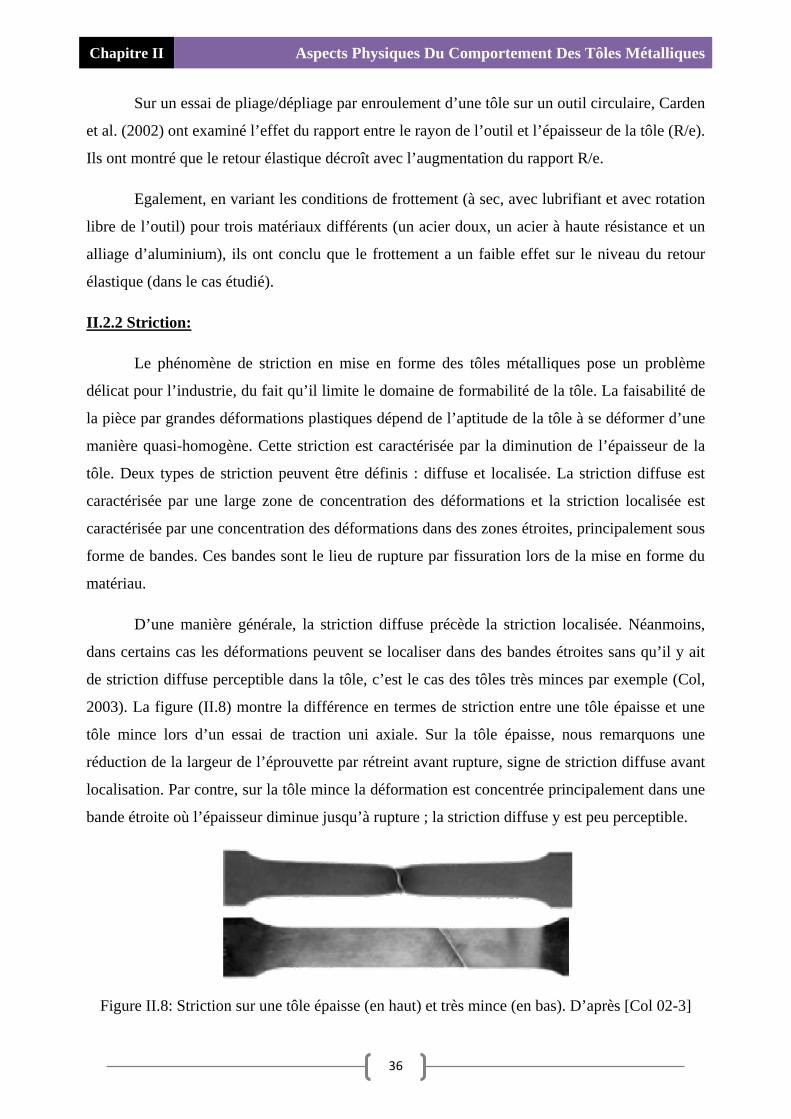
D’une manière générale, la striction diffuse précède la striction localisée. Néanmoins,
dans certains cas les déformations peuvent se localiser dans des bandes étroites sans qu’il y ait
de striction diffuse perceptible dans la tôle, c’est le cas des tôles très minces par exemple (Col,
2003). La figure (II.8) montre la différence en termes de striction entre une tôle épaisse et une
tôle mince lors d’un essai de traction uni axiale. Sur la tôle épaisse, nous remarquons une
réduction de la largeur de l’éprouvette par rétreint avant rupture, signe de striction diffuse avant
localisation. Par contre, sur la tôle mince la déformation est concentrée principalement dans une
bande étroite où l’épaisseur diminue jusqu’à rupture ; la striction diffuse y est peu perceptible.
Figure II.8: Striction sur une tôle épaisse (en haut) et très mince (en bas). D’après [Col 02-3]
Chapitre II Aspects Physiques Du Comportement Des Tôles Métalliques
37
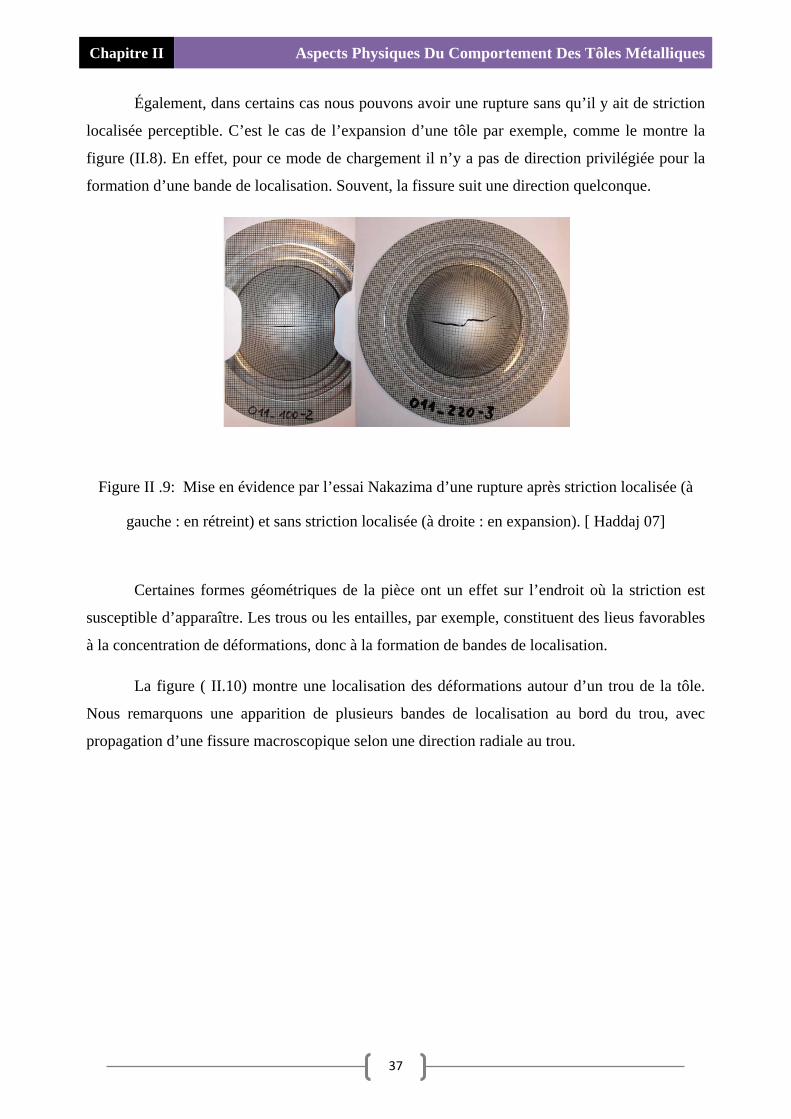
Également, dans certains cas nous pouvons avoir une rupture sans qu’il y ait de striction
localisée perceptible. C’est le cas de l’expansion d’une tôle par exemple, comme le montre la
figure (II.8). En effet, pour ce mode de chargement il n’y a pas de direction privilégiée pour la
formation d’une bande de localisation. Souvent, la fissure suit une direction quelconque.
Figure II .9: Mise en évidence par l’essai Nakazima d’une rupture après striction localisée (à
gauche : en rétreint) et sans striction localisée (à droite : en expansion). [ Haddaj 07]
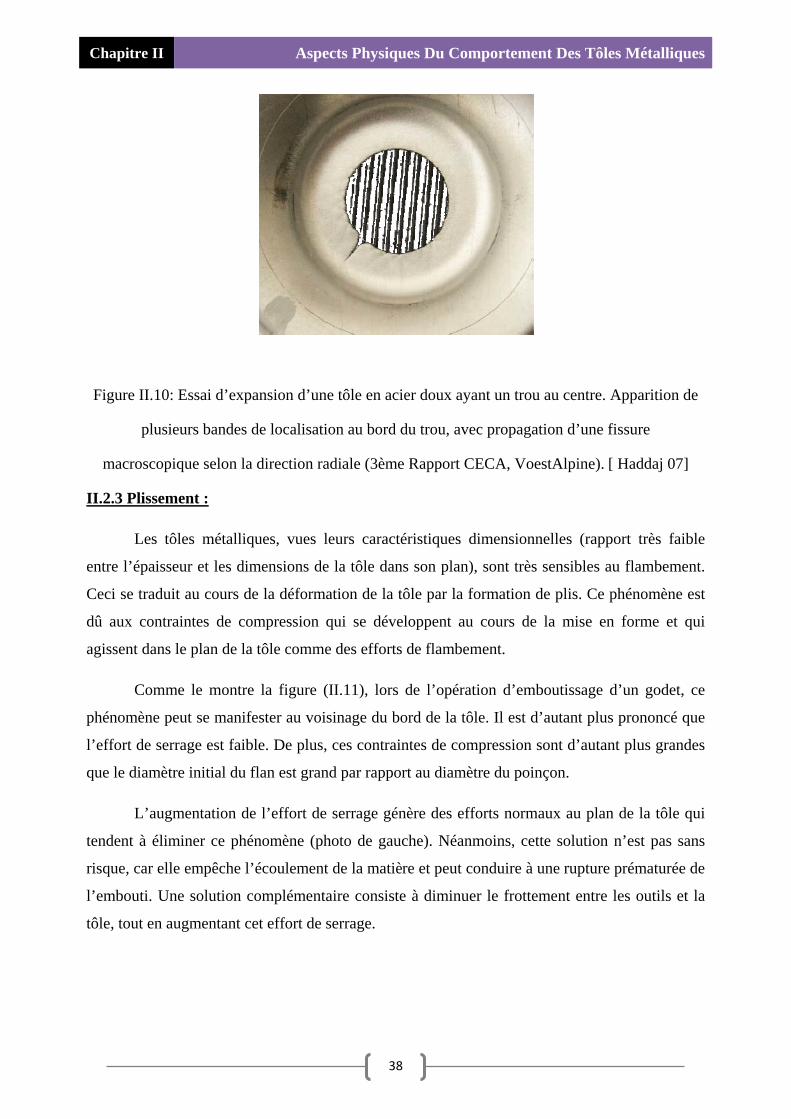
Certaines formes géométriques de la pièce ont un effet sur l’endroit où la striction est
susceptible d’apparaître. Les trous ou les entailles, par exemple, constituent des lieus favorables
à la concentration de déformations, donc à la formation de bandes de localisation.
La figure ( II.10) montre une localisation des déformations autour d’un trou de la tôle.
Nous remarquons une apparition de plusieurs bandes de localisation au bord du trou, avec
propagation d’une fissure macroscopique selon une direction radiale au trou.
Chapitre II Aspects Physiques Du Comportement Des Tôles Métalliques
38
Figure II.10: Essai d’expansion d’une tôle en acier doux ayant un trou au centre. Apparition de
plusieurs bandes de localisation au bord du trou, avec propagation d’une fissure
macroscopique selon la direction radiale (3ème Rapport CECA, VoestAlpine). [ Haddaj 07]
II.2.3 Plissement :
Les tôles métalliques, vues leurs caractéristiques dimensionnelles (rapport très faible
entre l’épaisseur et les dimensions de la tôle dans son plan), sont très sensibles au flambement.
Ceci se traduit au cours de la déformation de la tôle par la formation de plis. Ce phénomène est
dû aux contraintes de compression qui se développent au cours de la mise en forme et qui
agissent dans le plan de la tôle comme des efforts de flambement.
Comme le montre la figure (II.11), lors de l’opération d’emboutissage d’un godet, ce
phénomène peut se manifester au voisinage du bord de la tôle. Il est d’autant plus prononcé que
l’effort de serrage est faible. De plus, ces contraintes de compression sont d’autant plus grandes
que le diamètre initial du flan est grand par rapport au diamètre du poinçon.
L’augmentation de l’effort de serrage génère des efforts normaux au plan de la tôle qui
tendent à éliminer ce phénomène (photo de gauche). Néanmoins, cette solution n’est pas sans
risque, car elle empêche l’écoulement de la matière et peut conduire à une rupture prématurée de
l’embouti. Une solution complémentaire consiste à diminuer le frottement entre les outils et la
tôle, tout en augmentant cet effort de serrage.
Chapitre II Aspects Physiques Du Comportement Des Tôles Métalliques
39
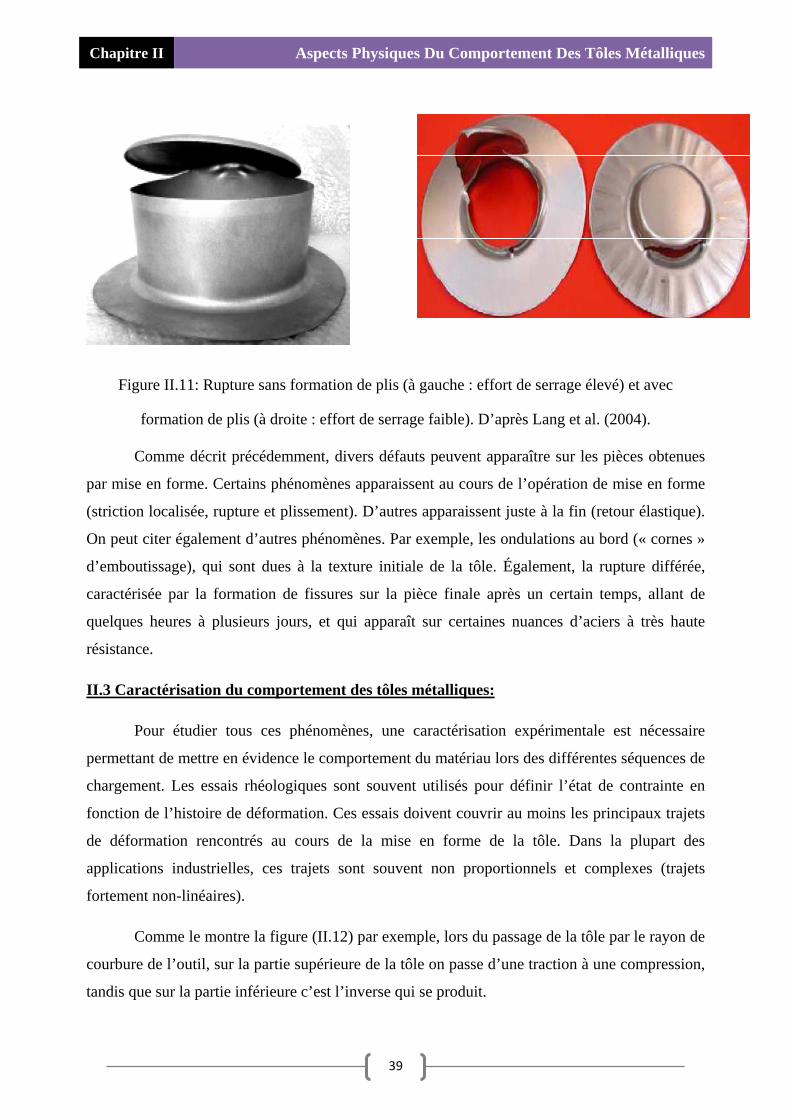
Figure II.11: Rupture sans formation de plis (à gauche : effort de serrage élevé) et avec
formation de plis (à droite : effort de serrage faible). D’après Lang et al. (2004).
Comme décrit précédemment, divers défauts peuvent apparaître sur les pièces obtenues
par mise en forme. Certains phénomènes apparaissent au cours de l’opération de mise en forme
(striction localisée, rupture et plissement). D’autres apparaissent juste à la fin (retour élastique).
On peut citer également d’autres phénomènes. Par exemple, les ondulations au bord (« cornes »
d’emboutissage), qui sont dues à la texture initiale de la tôle. Également, la rupture différée,
caractérisée par la formation de fissures sur la pièce finale après un certain temps, allant de
quelques heures à plusieurs jours, et qui apparaît sur certaines nuances d’aciers à très haute
résistance.
II.3 Caractérisation du comportement des tôles métalliques:
Pour étudier tous ces phénomènes, une caractérisation expérimentale est nécessaire
permettant de mettre en évidence le comportement du matériau lors des différentes séquences de
chargement. Les essais rhéologiques sont souvent utilisés pour définir l’état de contrainte en
fonction de l’histoire de déformation. Ces essais doivent couvrir au moins les principaux trajets
de déformation rencontrés au cours de la mise en forme de la tôle. Dans la plupart des
applications industrielles, ces trajets sont souvent non proportionnels et complexes (trajets
fortement non-linéaires).
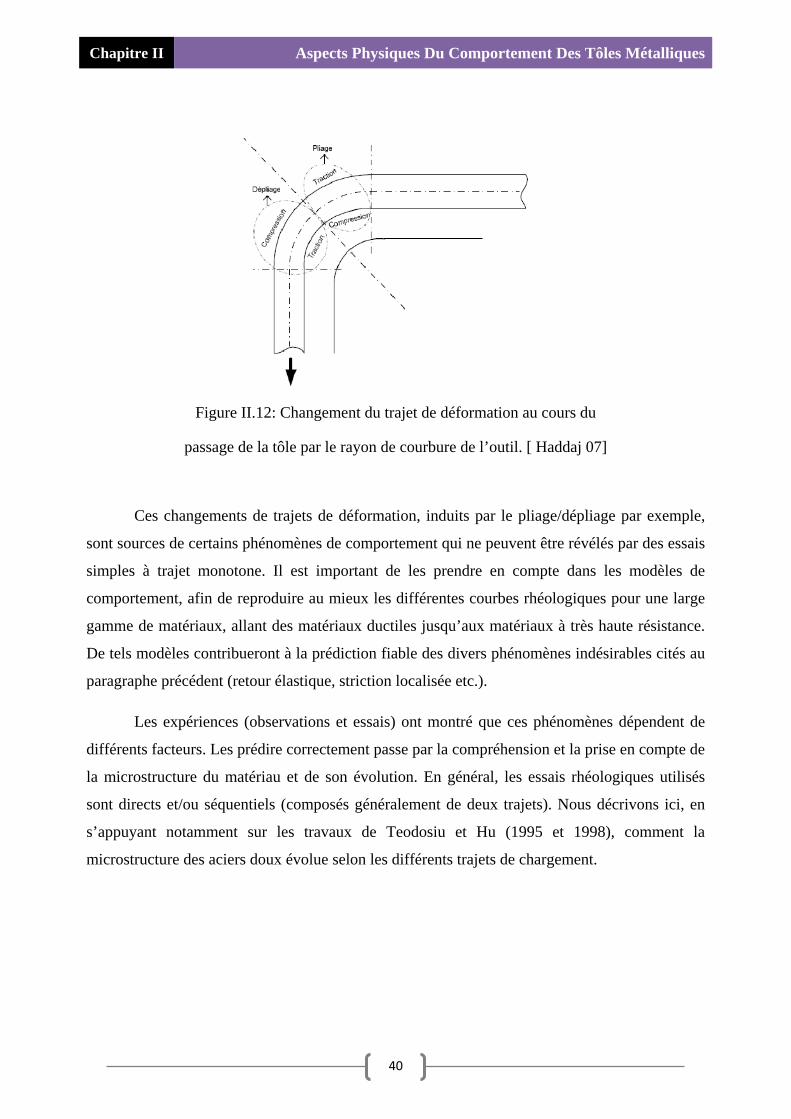
Comme le montre la figure (II.12) par exemple, lors du passage de la tôle par le rayon de
courbure de l’outil, sur la partie supérieure de la tôle on passe d’une traction à une compression,
tandis que sur la partie inférieure c’est l’inverse qui se produit.
Chapitre II Aspects Physiques Du Comportement Des Tôles Métalliques
40
Figure II.12: Changement du trajet de déformation au cours du
passage de la tôle par le rayon de courbure de l’outil. [ Haddaj 07]
Ces changements de trajets de déformation, induits par le pliage/dépliage par exemple,
sont sources de certains phénomènes de comportement qui ne peuvent être révélés par des essais
simples à trajet monotone. Il est important de les prendre en compte dans les modèles de
comportement, afin de reproduire au mieux les différentes courbes rhéologiques pour une large
gamme de matériaux, allant des matériaux ductiles jusqu’aux matériaux à très haute résistance.
De tels modèles contribueront à la prédiction fiable des divers phénomènes indésirables cités au
paragraphe précédent (retour élastique, striction localisée etc.).
Les expériences (observations et essais) ont montré que ces phénomènes dépendent de
différents facteurs. Les prédire correctement passe par la compréhension et la prise en compte de
la microstructure du matériau et de son évolution. En général, les essais rhéologiques utilisés
sont directs et/ou séquentiels (composés généralement de deux trajets). Nous décrivons ici, en
s’appuyant notamment sur les travaux de Teodosiu et Hu (1995 et 1998), comment la
microstructure des aciers doux évolue selon les différents trajets de chargement.
CHAPITRE III LE RETOUR ELASTIQUE
41
III.1 Introduction :
Le retour élastique est un problème important dans le processus de la mise en forme
des tôles. Quand les outils sont libérés après l'étape de formage, le produit jaillit en arrière à
cause de l'action des contraintes internes. Dans beaucoup de cas la déviation de forme est
trop grande et la compensation du retour élastique est nécessaire [Moristin 96]. Une large
utilisation des alliages d'aluminium et d'acier dans l'industrie automobile et dans l'aviation
pose chaque jour le problème du retour élastique. La prévision précise du retour élastique de
l’embouti est de plus en plus importante pour la conception des outils et la compensation en
raison du rapport plus élevé de la limite élastique au module élastique [Dongjuan 06].
Plusieurs recherches faites ces 15 dernières années ont montré que la quantification
du retour élastique a un rôle très important dans l'industrie de la mise en forme des tôles. Ces
études ont été faites dont l’objectif de trouver des techniques et des méthodes pour minimiser
ou éviter totalement cette variation physique permanente. On a observé que, le point commun
des toutes ces recherches est basé sur l'estimation, le commandement et la réduction de ce
paramètre [Livatyali 06]. La détermination à l'avance de la quantité du retour élastique
permet en conséquence la conception et la fabrication postérieure des outils [Tekaslan 06].
Actuellement, il y a eu beaucoup d'effort pour évaluer ou diminuer le retour élastique,
[Lee 05-1] a toujours utilisé un model de forme U pour étudier le comportement du retour
élastique dans les deux plans, à l'aide d'un outil de forme elliptique pour évaluer les deux
valeurs du retour élastique primaire (x-y) et secondaire (x-z) où il a découvert que la quantité
du retour élastique secondaire soit petite en comparaison avec le retour élastique primaire.
[Samuel 00] [Nam 03] ont dit que la plupart des études existantes sur le retour élastique
traitent seulement les pièces formées par le pliage. Ils ont suggéré la nécessité de faire
d’autres recherches sur la prévision de la quantité du retour élastique et de la courbure de la
paroi latérale. [Hilditch 07] a démontré que l’augmentation de la valeur du retour élastique
est également liée à la diminution du rayon de courbure de la paroi latérale.
[Moon 03] ont fait des essais de pliage-étirage où la distribution d'effort résiduel à relever par
une opération précédente affectera la distribution de contraintes de la partie dans l'opération
suivante, et par conséquent le retour élastique a la valeur de la dernière opération.
[Crisbon 03] a démontré, à travers ses essais, que le rayon de courbure et la taille de grains
sont deux facteurs qui influent considérablement sur le retour élastique dans le processus de
pliage. [Ragai 05] [Sun 06] ont étudié l'effet de l'anisotropie sur le retour élastique pour toutes
CHAPITRE III LE RETOUR ELASTIQUE
42
les directions de laminage et ils ont trouvé que la direction de laminage (la texture) a aussi
une grande influence. L’effet de l’écrouissage cinématique ne peut être négligé et c’est ce
qui a été fait par [Dongjuan 06]. D’autres essais, faits par [Kim 04] ont montré qu’un
échauffement, durant la dernière étape de formage et avant l’élimination de la force, a permis
de réduire énormément le retour élastique.
En ce qui concerne l’évaluation du retour élastique, plusieurs techniques ont été
utilisées. Le retour élastique a été étudié par [Arwidson 05] en mesurant la variation de la
distance transversale de l'ouverture. [Sun 06] l’a mesuré suivant la direction d'enfoncement
du poinçon. D’autres auteurs [M.Banua 06] [Samuel 00] ont évalué le retour élastique à
travers la déviation Δθ mesurée sur les extrémités. Concernant notre étude, le retour
élastique est donné par différence entre la profondeur à la fin de l’étirage ch et celle mesurée
après décharge dh .
III.2. le retour élastique :
III.2.1. Définition :
Lorsque le connecteur électronique est formé, la base métallique doit être transformée
à partir de l'éprouvette plate dans une partie compliquée à trois dimensions, ce qui exige une
déformation permanente de la base métallique, néanmoins la majorité des matériaux de
connecteur sont choisie suivant leur résistance à la déformation permanente. Naturellement,
cette caractéristique est difficilement produite. Ce conflit entre la production et la
performance exigée peut être bien vu dans le retour élastique.
Durant la formation du composant, le poinçon charge le métal sous différents rayons
de courbures données, une fois l'outil est déchargé; le métal subit un retour élastique
augmentant le rayon et élargissant l'angle. Le rapport du retour élastique est définit comme
l'angle final après le retour élastique sur l'angle initial de chargement.
Dans le but de comprendre le retour élastique, il est nécessaire de voir la courbe
contrainte - déformation du matériau. Lorsque le matériau est déformé, il est sous contrainte.
Quand la charge est enlevée; la contrainte revient à zéro parallèlement au module élastique.
En plus de quelques exceptions, la déformation permanente est généralement due au rayon de
courbure conçu. Le retour élastique doit être égal à la déformation élastique quand le poinçon
est enlevé. Le retour élastique est le changement des dimensions de l'embouti après la
CHAPITRE III LE RETOUR ELASTIQUE
43
suppression de la charge sur l’outil. Quand la charge est enlevée la déformation totale est
réduite. Ce changement est du au retour élastique. Donc ce dernier est une caractéristique
intrinsèque du matériau qu'il faut toujours quantifier pour prendre en considération lors de la
conception d'outils d'emboutissage et aussi lors de fabrication des pièces par
emboutissage[Lee 02 ; et Carden 02]
Habituellement, les corrections pour compenser le retour élastique sont en faites en
modifiant la forme des outils. Il est très important de prévoir le retour élastique et de le
corriger à l’étape de la conception d’outillage, puisque la correction de la géométrie sur les
outils finis est très chère et prend du temps.
Il est difficile pour les ingénieurs concepteurs de prédire le retour élastique, car il y a
plusieurs paramètres qu'ils l’influencent tels que :
• propriétés du matériau
• géométrie d'outil
• épaisseur de la tôle
• la profondeur de pénétration du poinçon
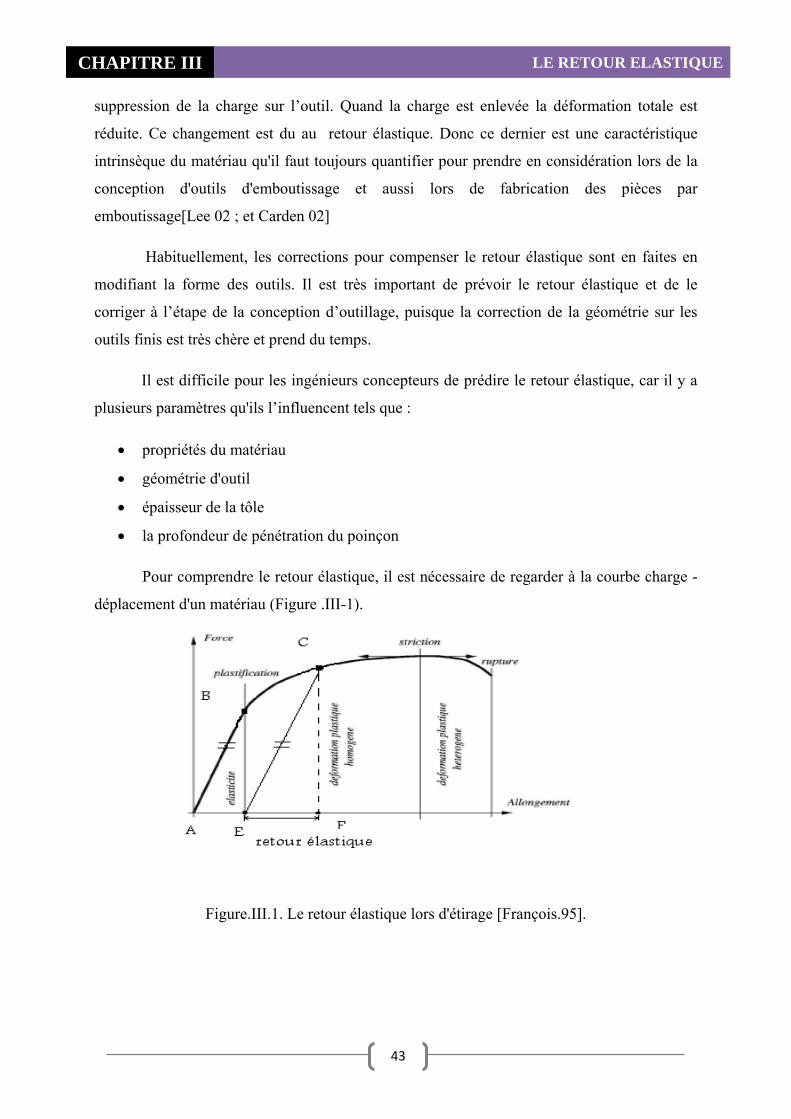
Pour comprendre le retour élastique, il est nécessaire de regarder à la courbe charge -
déplacement d'un matériau (Figure .III-1).
Figure.III.1. Le retour élastique lors d'étirage [François.95].
CHAPITRE III LE RETOUR ELASTIQUE
44
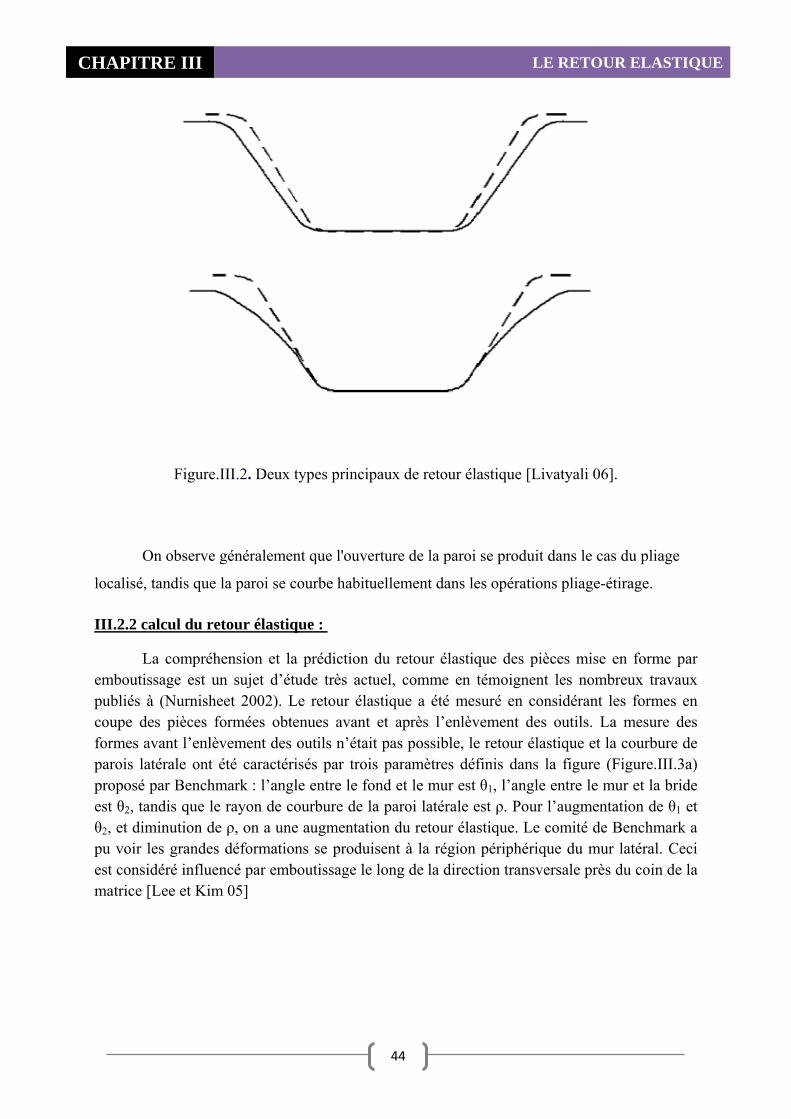
Figure.III.2. Deux types principaux de retour élastique [Livatyali 06].
On observe généralement que l'ouverture de la paroi se produit dans le cas du pliage
localisé, tandis que la paroi se courbe habituellement dans les opérations pliage-étirage.
III.2.2 calcul du retour élastique :
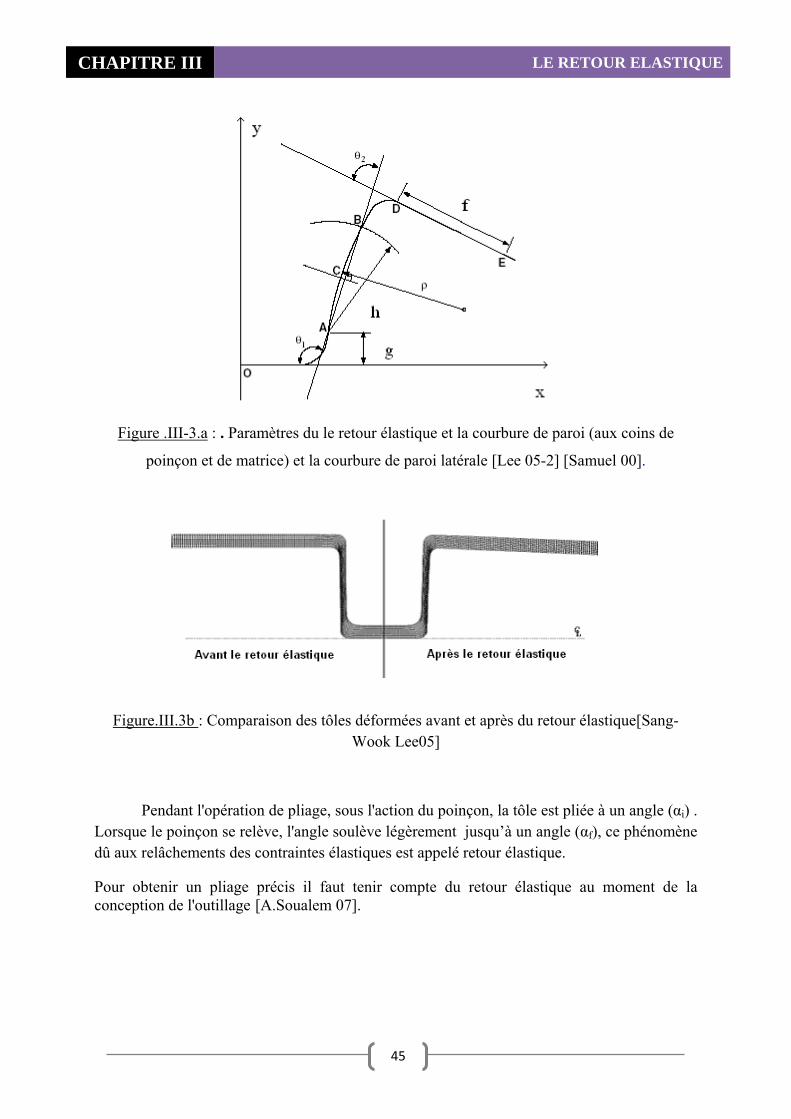
La compréhension et la prédiction du retour élastique des pièces mise en forme par emboutissage est un sujet d’étude très actuel, comme en témoignent les nombreux travaux publiés à (Nurnisheet 2002). Le retour élastique a été mesuré en considérant les formes en coupe des pièces formées obtenues avant et après l’enlèvement des outils. La mesure des formes avant l’enlèvement des outils n’était pas possible, le retour élastique et la courbure de parois latérale ont été caractérisés par trois paramètres définis dans la figure (Figure.III.3a) proposé par Benchmark : l’angle entre le fond et le mur est θ1, l’angle entre le mur et la bride est θ2, tandis que le rayon de courbure de la paroi latérale est ρ. Pour l’augmentation de θ1 et θ2, et diminution de ρ, on a une augmentation du retour élastique. Le comité de Benchmark a pu voir les grandes déformations se produisent à la région périphérique du mur latéral. Ceci est considéré influencé par emboutissage le long de la direction transversale près du coin de la matrice [Lee et Kim 05]
CHAPITRE III LE RETOUR ELASTIQUE
45
Figure .III-3.a : . Paramètres du le retour élastique et la courbure de paroi (aux coins de
poinçon et de matrice) et la courbure de paroi latérale [Lee 05-2] [Samuel 00].
Figure.III.3b : Comparaison des tôles déformées avant et après du retour élastique[Sang-Wook Lee05]
Pendant l'opération de pliage, sous l'action du poinçon, la tôle est pliée à un angle (αi) . Lorsque le poinçon se relève, l'angle soulève légèrement jusqu’à un angle (αf), ce phénomène dû aux relâchements des contraintes élastiques est appelé retour élastique.
Pour obtenir un pliage précis il faut tenir compte du retour élastique au moment de la conception de l'outillage [A.Soualem 07].
CHAPITRE III LE RETOUR ELASTIQUE
46
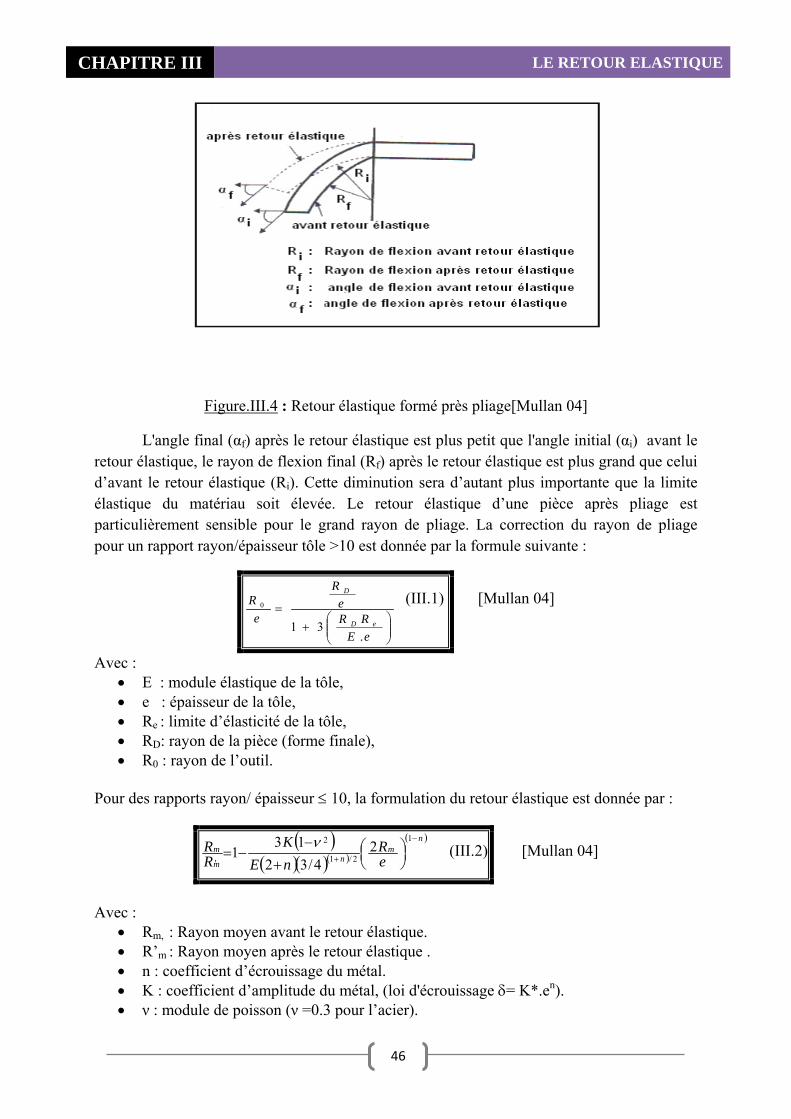
Figure.III.4 : Retour élastique formé près pliage[Mullan 04]
L'angle final (αf) après le retour élastique est plus petit que l'angle initial (αi) avant le retour élastique, le rayon de flexion final (Rf) après le retour élastique est plus grand que celui d’avant le retour élastique (Ri). Cette diminution sera d’autant plus importante que la limite élastique du matériau soit élevée. Le retour élastique d’une pièce après pliage est particulièrement sensible pour le grand rayon de pliage. La correction du rayon de pliage pour un rapport rayon/épaisseur tôle >10 est donnée par la formule suivante :
⎟⎟⎠
⎞⎜⎜⎝
⎛+
=
eERR
eR
eR
eD
D
.31
0 (III.1) [Mullan 04]
Avec : • E : module élastique de la tôle, • e : épaisseur de la tôle, • Re : limite d’élasticité de la tôle, • RD: rayon de la pièce (forme finale), • R0 : rayon de l’outil.
Pour des rapports rayon/ épaisseur ≤ 10, la formulation du retour élastique est donnée par :
( )( )( )( )
( )nm
nm
m
eR
nEK
RR
−
+ ⎟⎠⎞⎜
⎝⎛
+−
−=1
2/1
2
'
24/32
131
ν (III.2) [Mullan 04]
Avec :
• Rm, : Rayon moyen avant le retour élastique. • R’m
: Rayon moyen après le retour élastique . • n : coefficient d’écrouissage du métal. • K : coefficient d’amplitude du métal, (loi d'écrouissage δ= K*.en). • ν : module de poisson (ν =0.3 pour l’acier).
CHAPITRE III LE RETOUR ELASTIQUE
47
Le retour élastique apparaît systématiquement si la zone écrouie est relativement localisée ﴾exemple: rayon du pliage﴿, c'est en fait la maîtrise du retour élastique qui conditionne la qualité de l'outillage et la précision des pièces. Il est méfiant de diminuer l'angle de la matrice, cette diminution sera d'autant plus importante que la limite élastique du matériau soit élevée.
III.2.3. Les paramètres influençant le retour élastique :
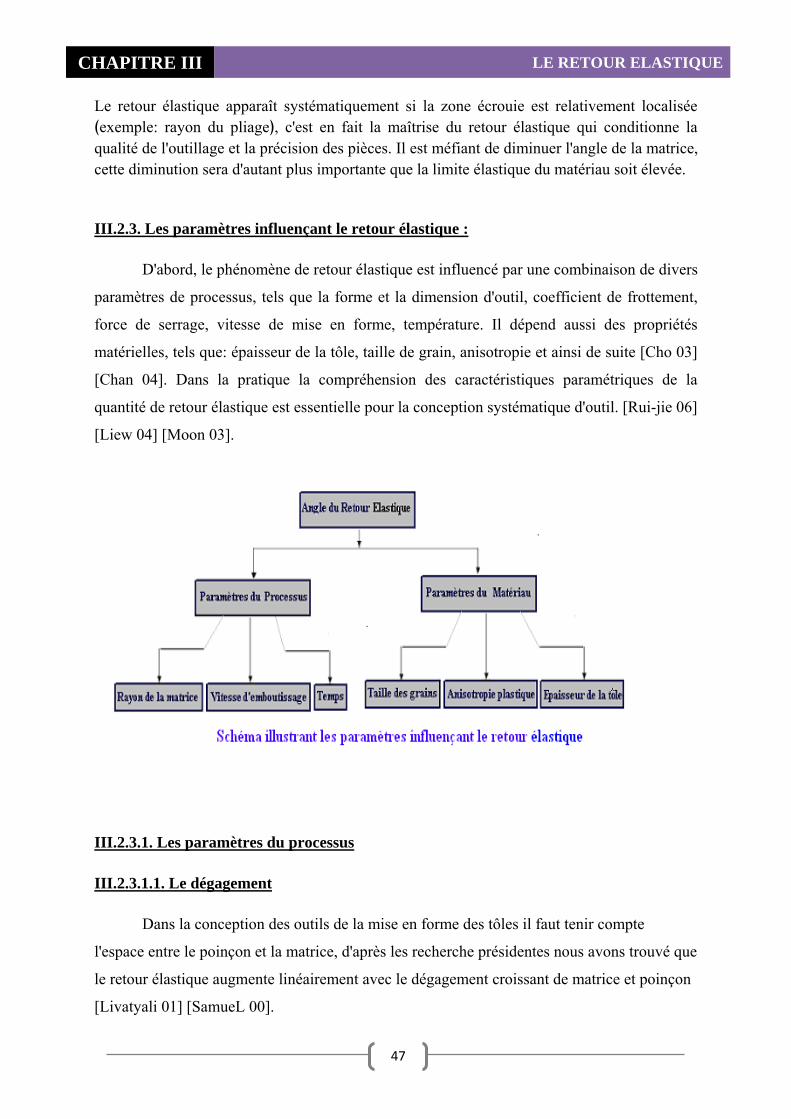
D'abord, le phénomène de retour élastique est influencé par une combinaison de divers
paramètres de processus, tels que la forme et la dimension d'outil, coefficient de frottement,
force de serrage, vitesse de mise en forme, température. Il dépend aussi des propriétés
matérielles, tels que: épaisseur de la tôle, taille de grain, anisotropie et ainsi de suite [Cho 03]
[Chan 04]. Dans la pratique la compréhension des caractéristiques paramétriques de la
quantité de retour élastique est essentielle pour la conception systématique d'outil. [Rui-jie 06]
[Liew 04] [Moon 03].
III.2.3.1. Les paramètres du processus
III.2.3.1.1. Le dégagement
Dans la conception des outils de la mise en forme des tôles il faut tenir compte
l'espace entre le poinçon et la matrice, d'après les recherche présidentes nous avons trouvé que
le retour élastique augmente linéairement avec le dégagement croissant de matrice et poinçon
[Livatyali 01] [SamueL 00].
CHAPITRE III LE RETOUR ELASTIQUE
48
2,4 2,6 2,8 3,0 3,2 3,4 3,6-2,5
-2,0
-1,5
-1,0
-0,5
0,0
Angl
e du
Ret
our é
last
ique
Jeu poinçon-matrice C(mm)
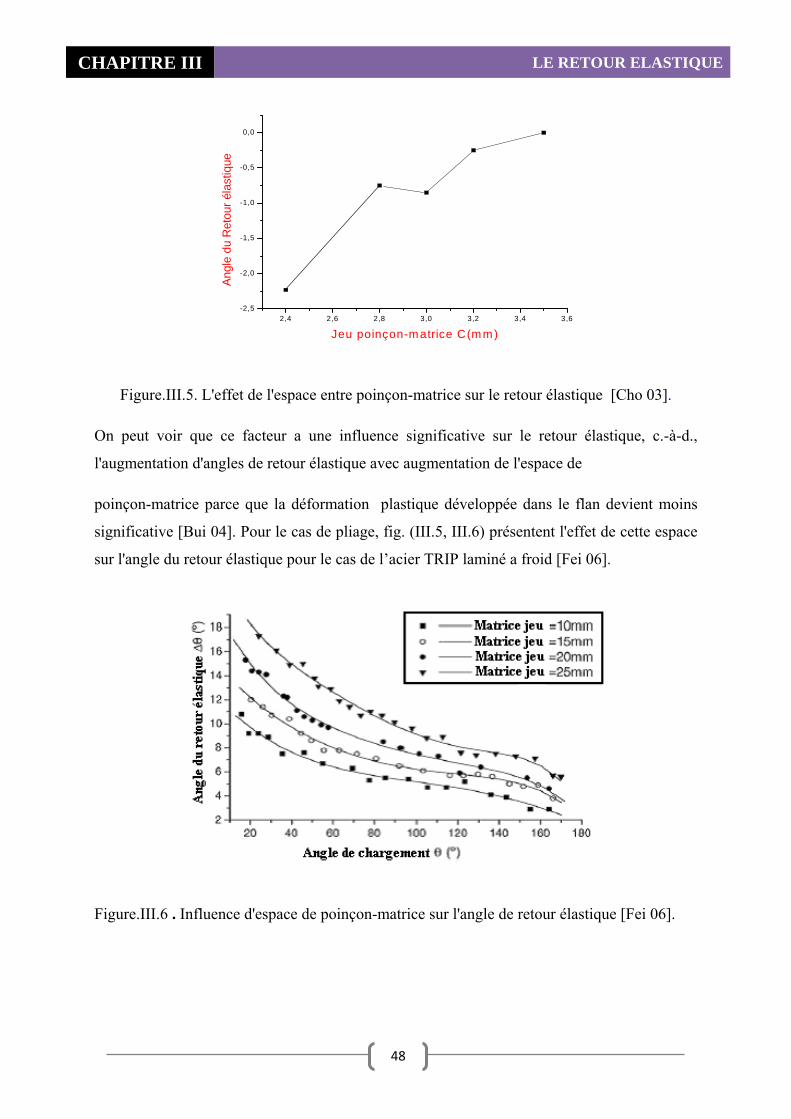
Figure.III.5. L'effet de l'espace entre poinçon-matrice sur le retour élastique [Cho 03].
On peut voir que ce facteur a une influence significative sur le retour élastique, c.-à-d.,
l'augmentation d'angles de retour élastique avec augmentation de l'espace de
poinçon-matrice parce que la déformation plastique développée dans le flan devient moins
significative [Bui 04]. Pour le cas de pliage, fig. (III.5, III.6) présentent l'effet de cette espace
sur l'angle du retour élastique pour le cas de l’acier TRIP laminé a froid [Fei 06].
Figure.III.6 . Influence d'espace de poinçon-matrice sur l'angle de retour élastique [Fei 06].
CHAPITRE III LE RETOUR ELASTIQUE
49
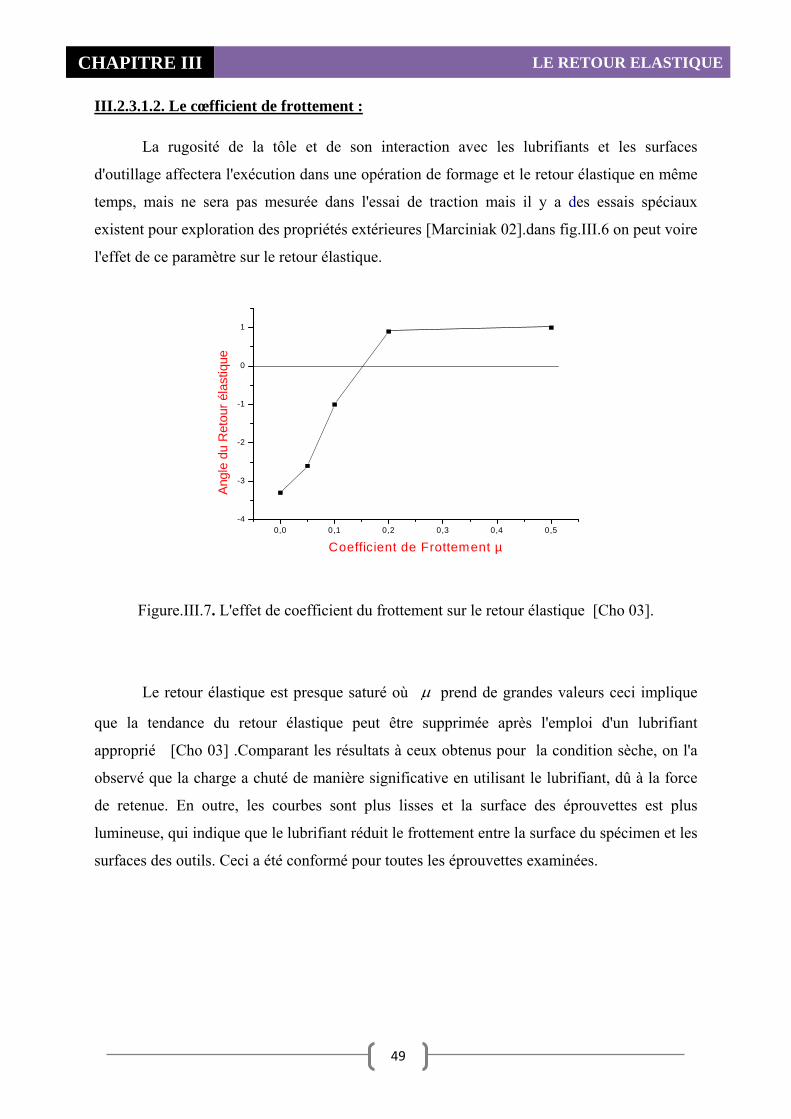
III.2.3.1.2. Le cœfficient de frottement :
La rugosité de la tôle et de son interaction avec les lubrifiants et les surfaces
d'outillage affectera l'exécution dans une opération de formage et le retour élastique en même
temps, mais ne sera pas mesurée dans l'essai de traction mais il y a des essais spéciaux
existent pour exploration des propriétés extérieures [Marciniak 02].dans fig.III.6 on peut voire
l'effet de ce paramètre sur le retour élastique.
0,0 0,1 0,2 0,3 0,4 0,5-4
-3
-2
-1
0
1
Angl
e du
Ret
our é
last
ique
Coefficient de Frottement µ
Figure.III.7. L'effet de coefficient du frottement sur le retour élastique [Cho 03].
Le retour élastique est presque saturé où μ prend de grandes valeurs ceci implique
que la tendance du retour élastique peut être supprimée après l'emploi d'un lubrifiant
approprié [Cho 03] .Comparant les résultats à ceux obtenus pour la condition sèche, on l'a
observé que la charge a chuté de manière significative en utilisant le lubrifiant, dû à la force
de retenue. En outre, les courbes sont plus lisses et la surface des éprouvettes est plus
lumineuse, qui indique que le lubrifiant réduit le frottement entre la surface du spécimen et les
surfaces des outils. Ceci a été conformé pour toutes les éprouvettes examinées.
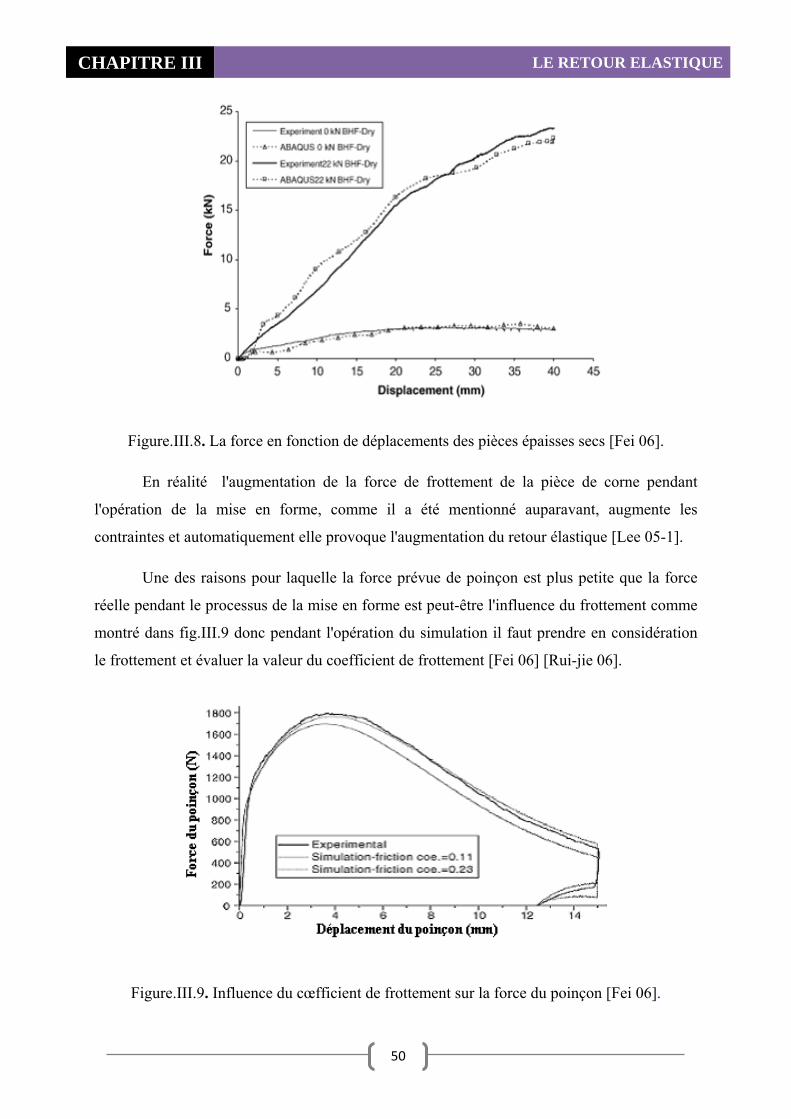
CHAPITRE III LE RETOUR ELASTIQUE
50
Figure.III.8. La force en fonction de déplacements des pièces épaisses secs [Fei 06].
En réalité l'augmentation de la force de frottement de la pièce de corne pendant
l'opération de la mise en forme, comme il a été mentionné auparavant, augmente les
contraintes et automatiquement elle provoque l'augmentation du retour élastique [Lee 05-1].
Une des raisons pour laquelle la force prévue de poinçon est plus petite que la force
réelle pendant le processus de la mise en forme est peut-être l'influence du frottement comme
montré dans fig.III.9 donc pendant l'opération du simulation il faut prendre en considération
le frottement et évaluer la valeur du coefficient de frottement [Fei 06] [Rui-jie 06].
Figure.III.9. Influence du cœfficient de frottement sur la force du poinçon [Fei 06].
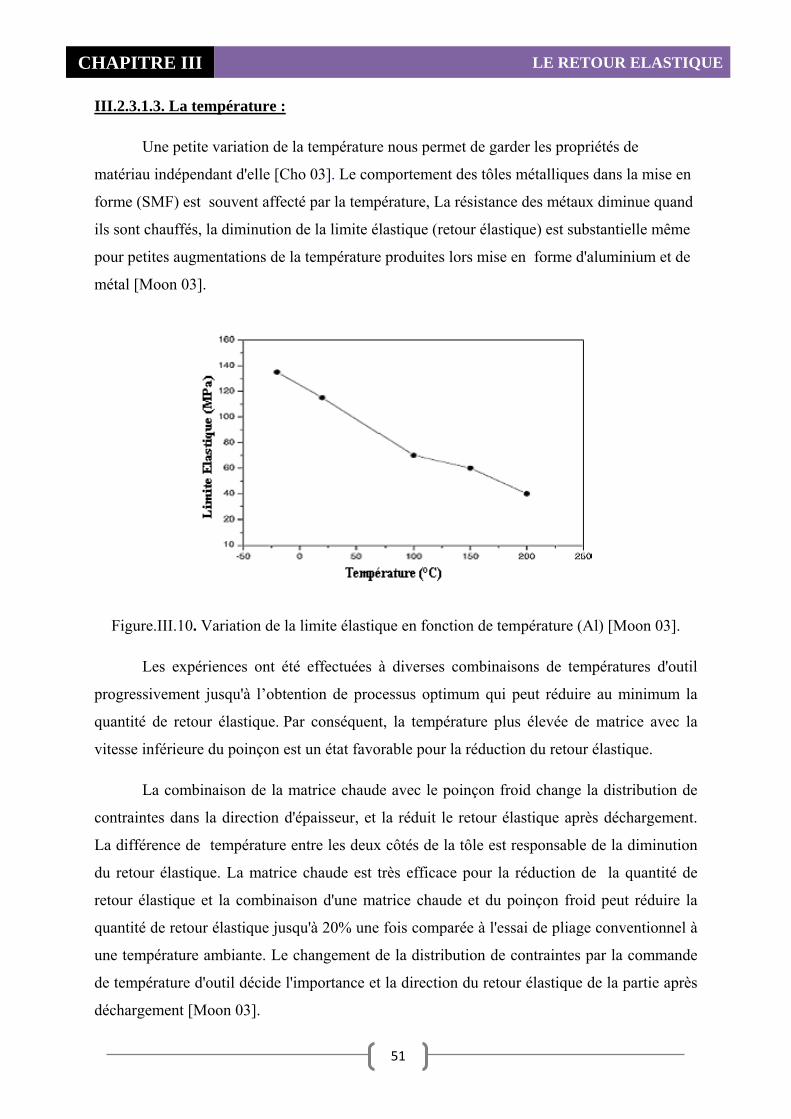
CHAPITRE III LE RETOUR ELASTIQUE
51
III.2.3.1.3. La température :
Une petite variation de la température nous permet de garder les propriétés de
matériau indépendant d'elle [Cho 03]. Le comportement des tôles métalliques dans la mise en
forme (SMF) est souvent affecté par la température, La résistance des métaux diminue quand
ils sont chauffés, la diminution de la limite élastique (retour élastique) est substantielle même
pour petites augmentations de la température produites lors mise en forme d'aluminium et de
métal [Moon 03].
Figure.III.10. Variation de la limite élastique en fonction de température (Al) [Moon 03].
Les expériences ont été effectuées à diverses combinaisons de températures d'outil
progressivement jusqu'à l’obtention de processus optimum qui peut réduire au minimum la
quantité de retour élastique. Par conséquent, la température plus élevée de matrice avec la
vitesse inférieure du poinçon est un état favorable pour la réduction du retour élastique.
La combinaison de la matrice chaude avec le poinçon froid change la distribution de
contraintes dans la direction d'épaisseur, et la réduit le retour élastique après déchargement.
La différence de température entre les deux côtés de la tôle est responsable de la diminution
du retour élastique. La matrice chaude est très efficace pour la réduction de la quantité de
retour élastique et la combinaison d'une matrice chaude et du poinçon froid peut réduire la
quantité de retour élastique jusqu'à 20% une fois comparée à l'essai de pliage conventionnel à
une température ambiante. Le changement de la distribution de contraintes par la commande
de température d'outil décide l'importance et la direction du retour élastique de la partie après
déchargement [Moon 03].
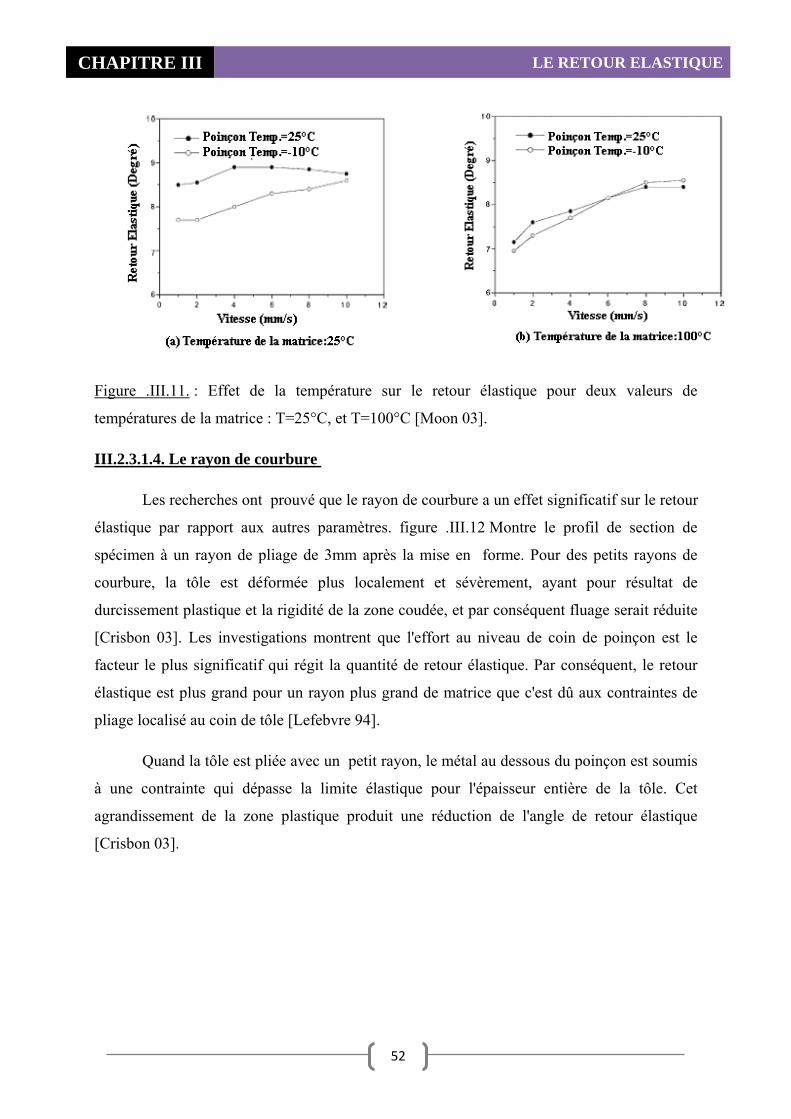
CHAPITRE III LE RETOUR ELASTIQUE
52
Figure .III.11. : Effet de la température sur le retour élastique pour deux valeurs de
températures de la matrice : T=25°C, et T=100°C [Moon 03].
III.2.3.1.4. Le rayon de courbure
Les recherches ont prouvé que le rayon de courbure a un effet significatif sur le retour
élastique par rapport aux autres paramètres. figure .III.12 Montre le profil de section de
spécimen à un rayon de pliage de 3mm après la mise en forme. Pour des petits rayons de
courbure, la tôle est déformée plus localement et sévèrement, ayant pour résultat de
durcissement plastique et la rigidité de la zone coudée, et par conséquent fluage serait réduite
[Crisbon 03]. Les investigations montrent que l'effort au niveau de coin de poinçon est le
facteur le plus significatif qui régit la quantité de retour élastique. Par conséquent, le retour
élastique est plus grand pour un rayon plus grand de matrice que c'est dû aux contraintes de
pliage localisé au coin de tôle [Lefebvre 94].
Quand la tôle est pliée avec un petit rayon, le métal au dessous du poinçon est soumis
à une contrainte qui dépasse la limite élastique pour l'épaisseur entière de la tôle. Cet
agrandissement de la zone plastique produit une réduction de l'angle de retour élastique
[Crisbon 03].
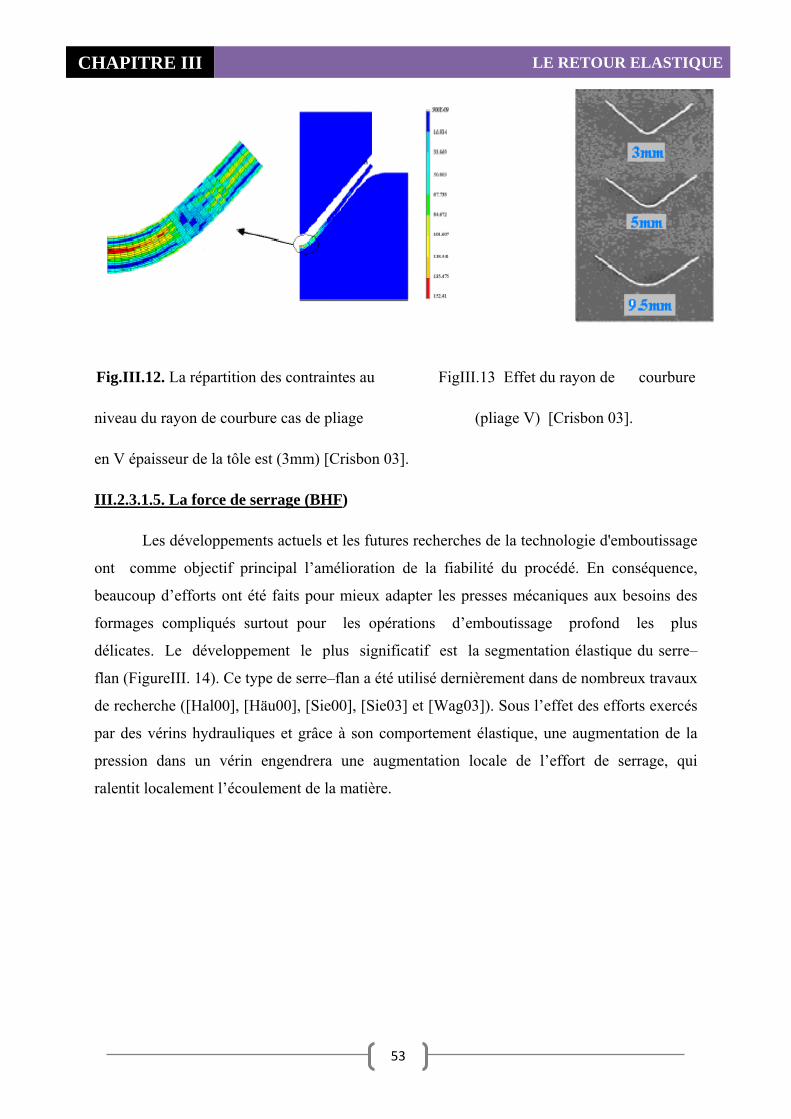
CHAPITRE III LE RETOUR ELASTIQUE
53
Fig.III.12. La répartition des contraintes au FigIII.13 Effet du rayon de courbure
niveau du rayon de courbure cas de pliage (pliage V) [Crisbon 03].
en V épaisseur de la tôle est (3mm) [Crisbon 03].
III.2.3.1.5. La force de serrage (BHF)
Les développements actuels et les futures recherches de la technologie d'emboutissage
ont comme objectif principal l’amélioration de la fiabilité du procédé. En conséquence,
beaucoup d’efforts ont été faits pour mieux adapter les presses mécaniques aux besoins des
formages compliqués surtout pour les opérations d’emboutissage profond les plus
délicates. Le développement le plus significatif est la segmentation élastique du serre–
flan (FigureIII. 14). Ce type de serre–flan a été utilisé dernièrement dans de nombreux travaux
de recherche ([Hal00], [Häu00], [Sie00], [Sie03] et [Wag03]). Sous l’effet des efforts exercés
par des vérins hydrauliques et grâce à son comportement élastique, une augmentation de la
pression dans un vérin engendrera une augmentation locale de l’effort de serrage, qui
ralentit localement l’écoulement de la matière.
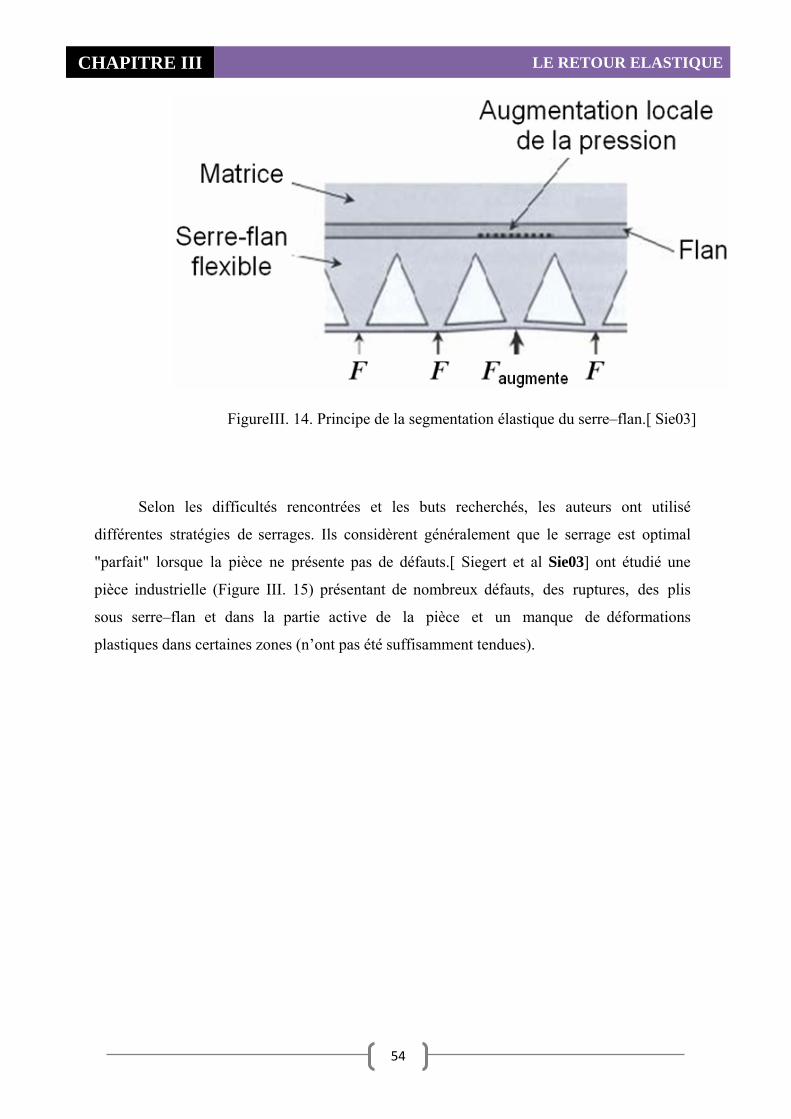
CHAPITRE III LE RETOUR ELASTIQUE
54
FigureIII. 14. Principe de la segmentation élastique du serre–flan.[ Sie03]
Selon les difficultés rencontrées et les buts recherchés, les auteurs ont utilisé
différentes stratégies de serrages. Ils considèrent généralement que le serrage est optimal
"parfait" lorsque la pièce ne présente pas de défauts.[ Siegert et al Sie03] ont étudié une
pièce industrielle (Figure III. 15) présentant de nombreux défauts, des ruptures, des plis
sous serre–flan et dans la partie active de la pièce et un manque de déformations
plastiques dans certaines zones (n’ont pas été suffisamment tendues).
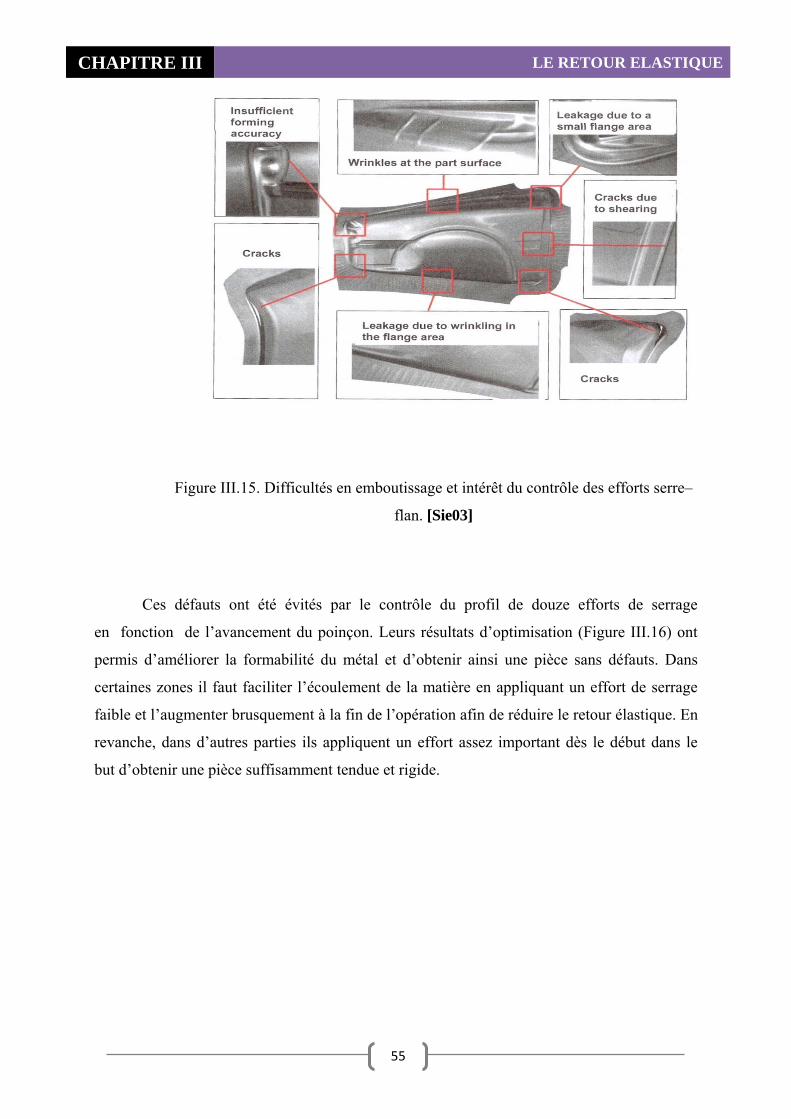
CHAPITRE III LE RETOUR ELASTIQUE
55
Figure III.15. Difficultés en emboutissage et intérêt du contrôle des efforts serre–
flan. [Sie03]
Ces défauts ont été évités par le contrôle du profil de douze efforts de serrage
en fonction de l’avancement du poinçon. Leurs résultats d’optimisation (Figure III.16) ont
permis d’améliorer la formabilité du métal et d’obtenir ainsi une pièce sans défauts. Dans
certaines zones il faut faciliter l’écoulement de la matière en appliquant un effort de serrage
faible et l’augmenter brusquement à la fin de l’opération afin de réduire le retour élastique. En
revanche, dans d’autres parties ils appliquent un effort assez important dès le début dans le
but d’obtenir une pièce suffisamment tendue et rigide.
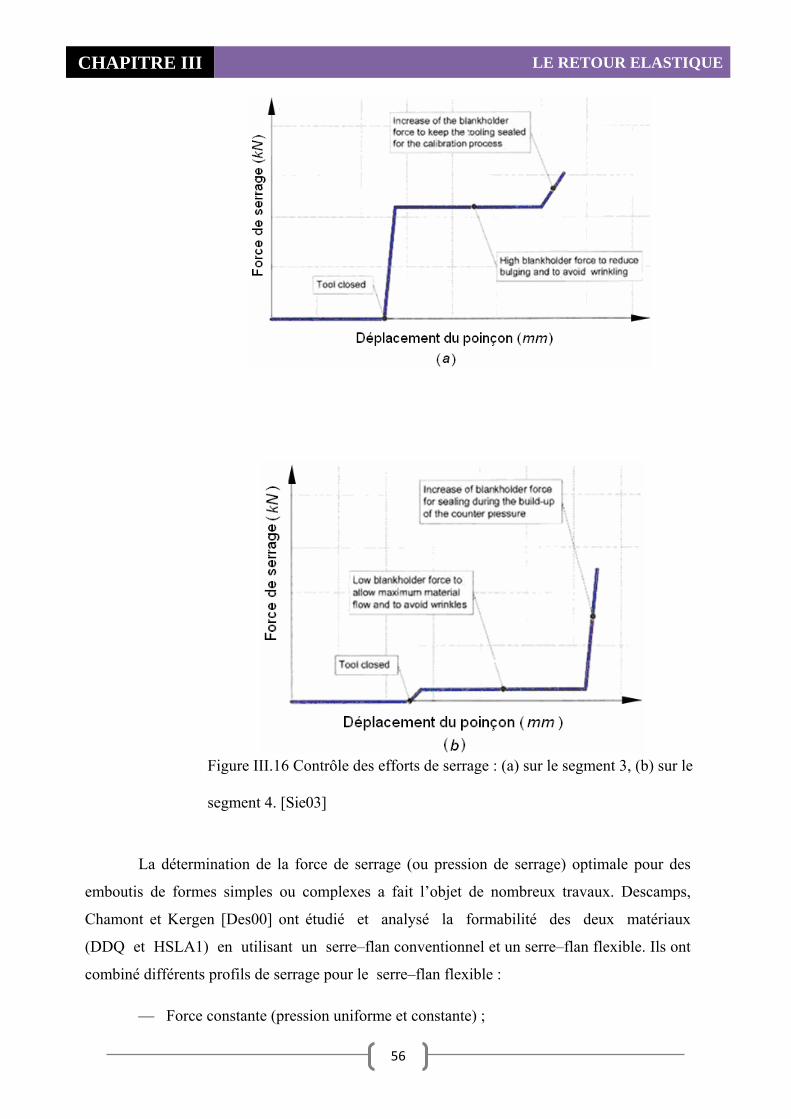
CHAPITRE III LE RETOUR ELASTIQUE
56
Figure III.16 Contrôle des efforts de serrage : (a) sur le segment 3, (b) sur le segment 4. [Sie03]
La détermination de la force de serrage (ou pression de serrage) optimale pour des
emboutis de formes simples ou complexes a fait l’objet de nombreux travaux. Descamps,
Chamont et Kergen [Des00] ont étudié et analysé la formabilité des deux matériaux
(DDQ et HSLA1) en utilisant un serre–flan conventionnel et un serre–flan flexible. Ils ont
combiné différents profils de serrage pour le serre–flan flexible :
— Force constante (pression uniforme et constante) ;
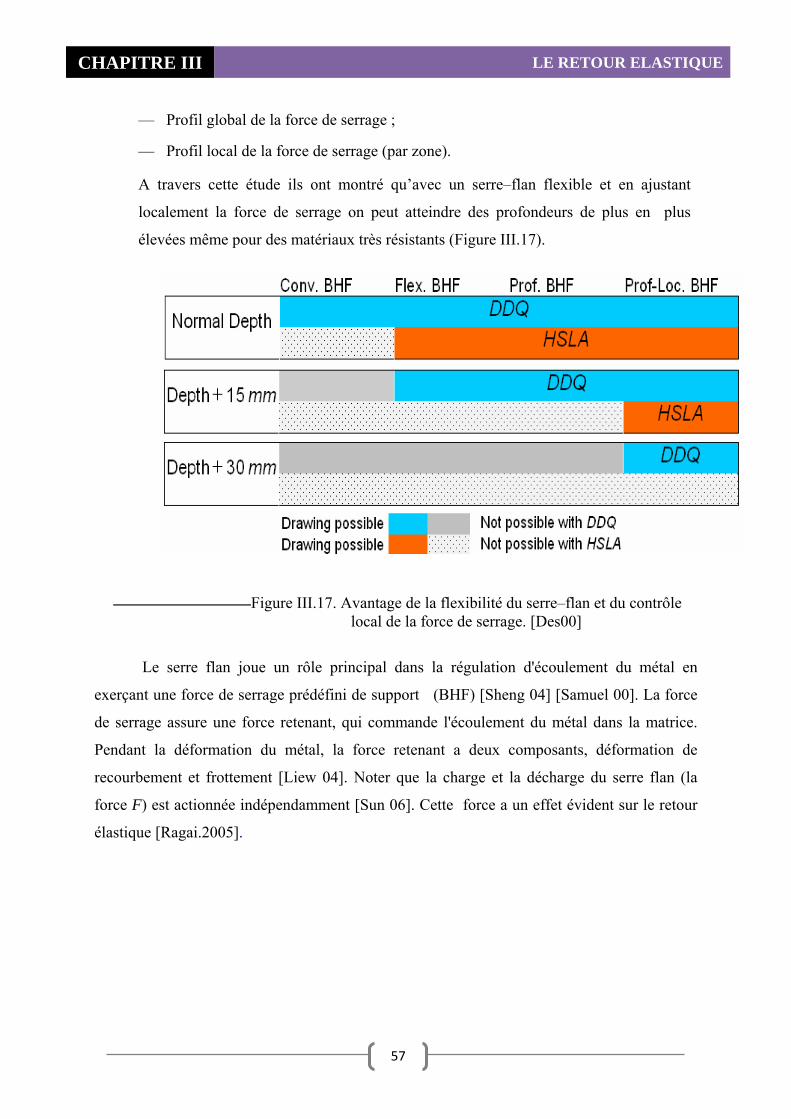
CHAPITRE III LE RETOUR ELASTIQUE
57
— Profil global de la force de serrage ;
— Profil local de la force de serrage (par zone).
A travers cette étude ils ont montré qu’avec un serre–flan flexible et en ajustant
localement la force de serrage on peut atteindre des profondeurs de plus en plus
élevées même pour des matériaux très résistants (Figure III.17).
Figure III.17. Avantage de la flexibilité du serre–flan et du contrôle local de la force de serrage. [Des00]
Le serre flan joue un rôle principal dans la régulation d'écoulement du métal en
exerçant une force de serrage prédéfini de support (BHF) [Sheng 04] [Samuel 00]. La force
de serrage assure une force retenant, qui commande l'écoulement du métal dans la matrice.
Pendant la déformation du métal, la force retenant a deux composants, déformation de
recourbement et frottement [Liew 04]. Noter que la charge et la décharge du serre flan (la
force F) est actionnée indépendamment [Sun 06]. Cette force a un effet évident sur le retour
élastique [Ragai.2005].
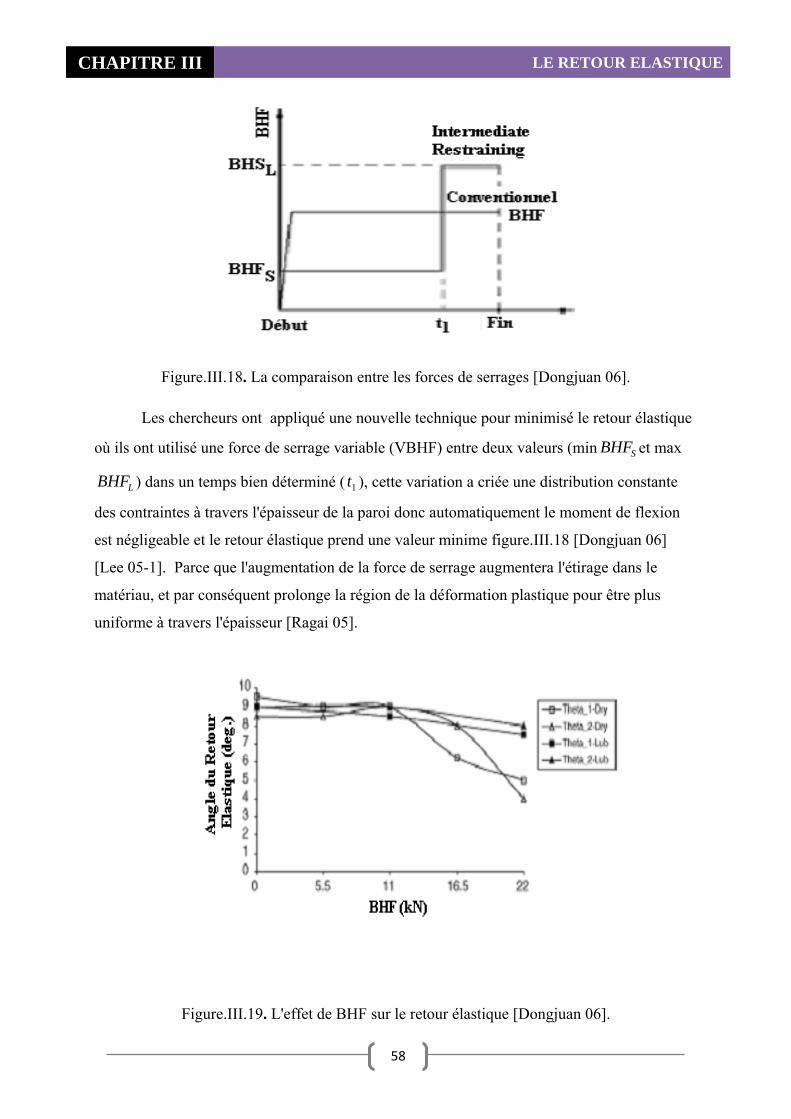
CHAPITRE III LE RETOUR ELASTIQUE
58
Figure.III.18. La comparaison entre les forces de serrages [Dongjuan 06].
Les chercheurs ont appliqué une nouvelle technique pour minimisé le retour élastique
où ils ont utilisé une force de serrage variable (VBHF) entre deux valeurs (min SBHF et max
LBHF ) dans un temps bien déterminé ( 1t ), cette variation a criée une distribution constante
des contraintes à travers l'épaisseur de la paroi donc automatiquement le moment de flexion
est négligeable et le retour élastique prend une valeur minime figure.III.18 [Dongjuan 06]
[Lee 05-1]. Parce que l'augmentation de la force de serrage augmentera l'étirage dans le
matériau, et par conséquent prolonge la région de la déformation plastique pour être plus
uniforme à travers l'épaisseur [Ragai 05].
Figure.III.19. L'effet de BHF sur le retour élastique [Dongjuan 06].
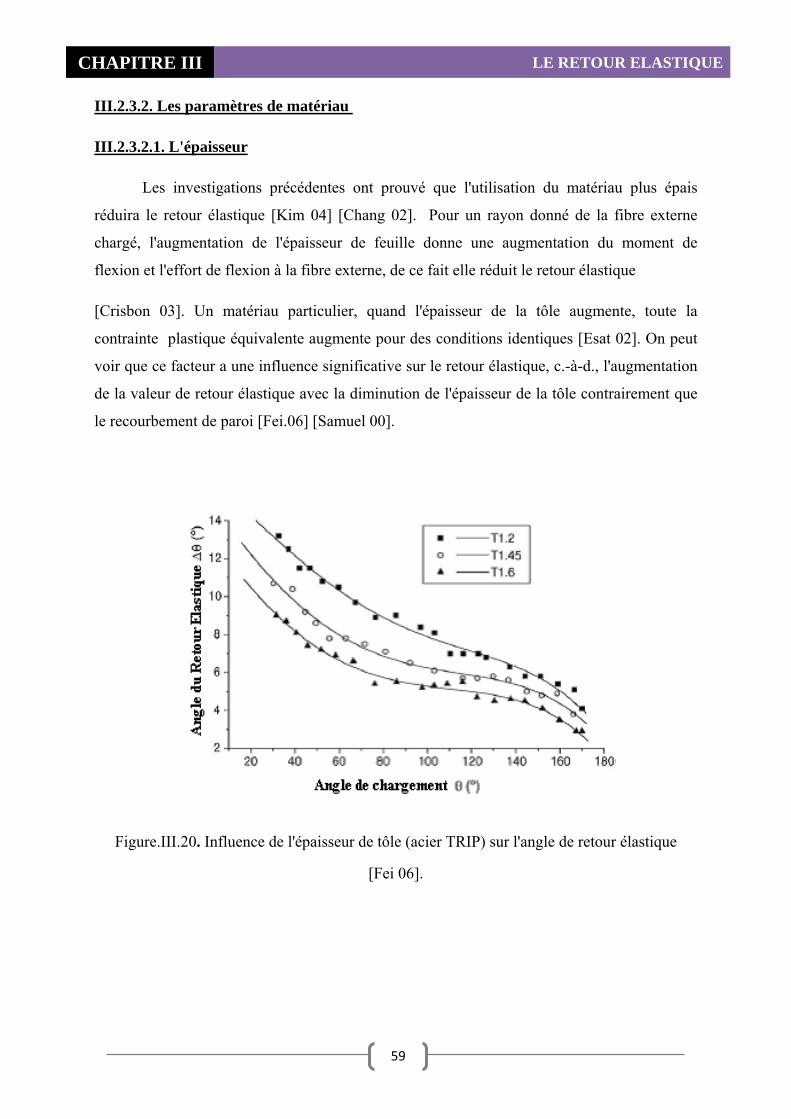
CHAPITRE III LE RETOUR ELASTIQUE
59
III.2.3.2. Les paramètres de matériau
III.2.3.2.1. L'épaisseur
Les investigations précédentes ont prouvé que l'utilisation du matériau plus épais
réduira le retour élastique [Kim 04] [Chang 02]. Pour un rayon donné de la fibre externe
chargé, l'augmentation de l'épaisseur de feuille donne une augmentation du moment de
flexion et l'effort de flexion à la fibre externe, de ce fait elle réduit le retour élastique
[Crisbon 03]. Un matériau particulier, quand l'épaisseur de la tôle augmente, toute la
contrainte plastique équivalente augmente pour des conditions identiques [Esat 02]. On peut
voir que ce facteur a une influence significative sur le retour élastique, c.-à-d., l'augmentation
de la valeur de retour élastique avec la diminution de l'épaisseur de la tôle contrairement que
le recourbement de paroi [Fei.06] [Samuel 00].
Figure.III.20. Influence de l'épaisseur de tôle (acier TRIP) sur l'angle de retour élastique
[Fei 06].
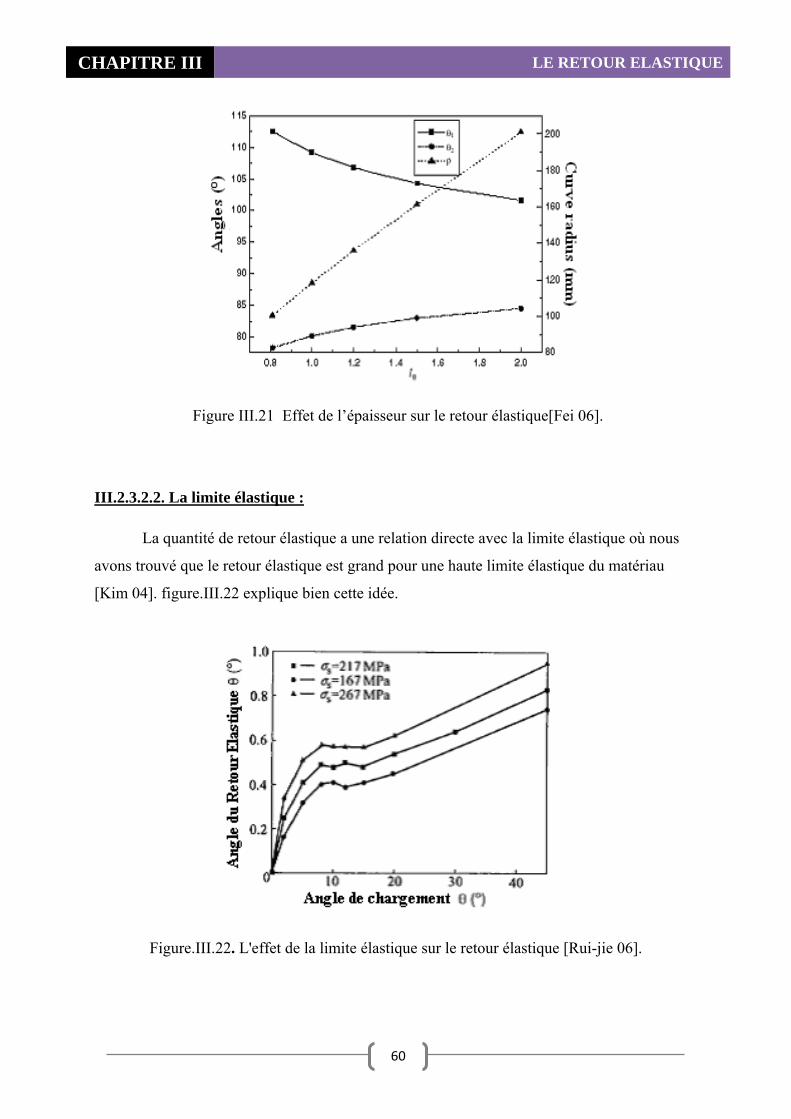
CHAPITRE III LE RETOUR ELASTIQUE
60
Figure III.21 Effet de l’épaisseur sur le retour élastique[Fei 06].
III.2.3.2.2. La limite élastique :
La quantité de retour élastique a une relation directe avec la limite élastique où nous
avons trouvé que le retour élastique est grand pour une haute limite élastique du matériau
[Kim 04]. figure.III.22 explique bien cette idée.
Figure.III.22. L'effet de la limite élastique sur le retour élastique [Rui-jie 06].
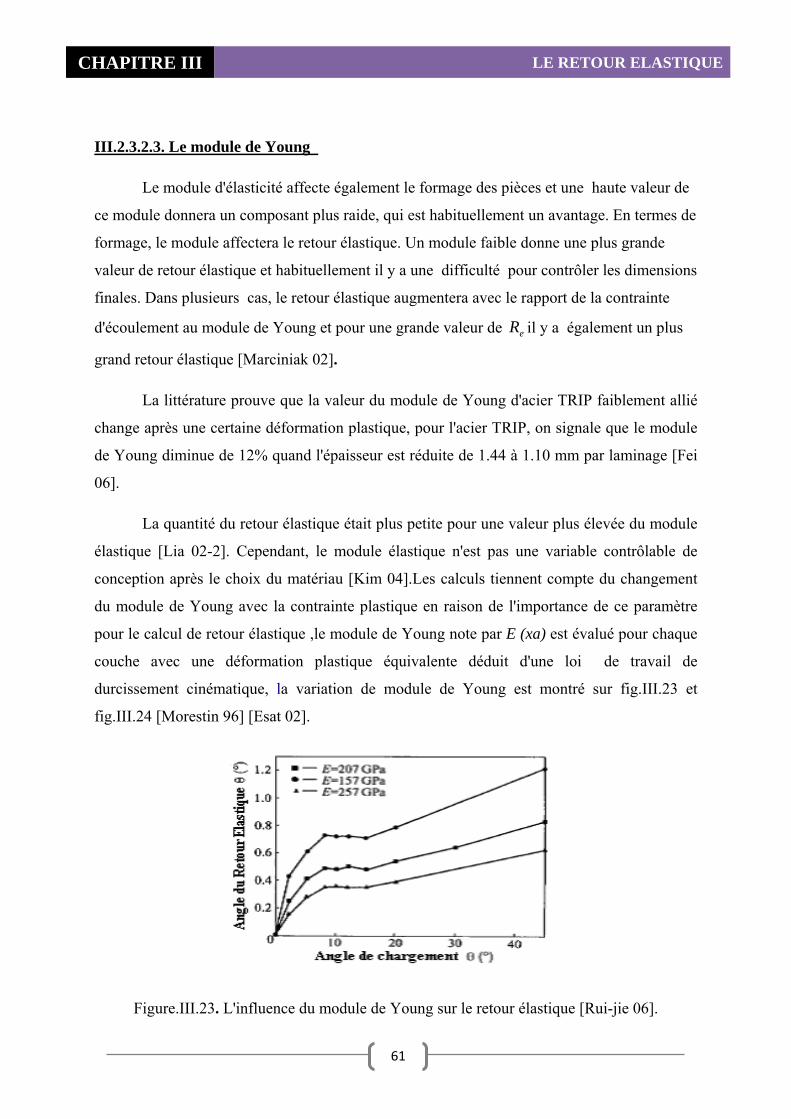
CHAPITRE III LE RETOUR ELASTIQUE
61
III.2.3.2.3. Le module de Young
Le module d'élasticité affecte également le formage des pièces et une haute valeur de
ce module donnera un composant plus raide, qui est habituellement un avantage. En termes de
formage, le module affectera le retour élastique. Un module faible donne une plus grande
valeur de retour élastique et habituellement il y a une difficulté pour contrôler les dimensions
finales. Dans plusieurs cas, le retour élastique augmentera avec le rapport de la contrainte
d'écoulement au module de Young et pour une grande valeur de eR il y a également un plus
grand retour élastique [Marciniak 02].
La littérature prouve que la valeur du module de Young d'acier TRIP faiblement allié
change après une certaine déformation plastique, pour l'acier TRIP, on signale que le module
de Young diminue de 12% quand l'épaisseur est réduite de 1.44 à 1.10 mm par laminage [Fei
06].
La quantité du retour élastique était plus petite pour une valeur plus élevée du module
élastique [Lia 02-2]. Cependant, le module élastique n'est pas une variable contrôlable de
conception après le choix du matériau [Kim 04].Les calculs tiennent compte du changement
du module de Young avec la contrainte plastique en raison de l'importance de ce paramètre
pour le calcul de retour élastique ,le module de Young note par E (xa) est évalué pour chaque
couche avec une déformation plastique équivalente déduit d'une loi de travail de
durcissement cinématique, la variation de module de Young est montré sur fig.III.23 et
fig.III.24 [Morestin 96] [Esat 02].
Figure.III.23. L'influence du module de Young sur le retour élastique [Rui-jie 06].
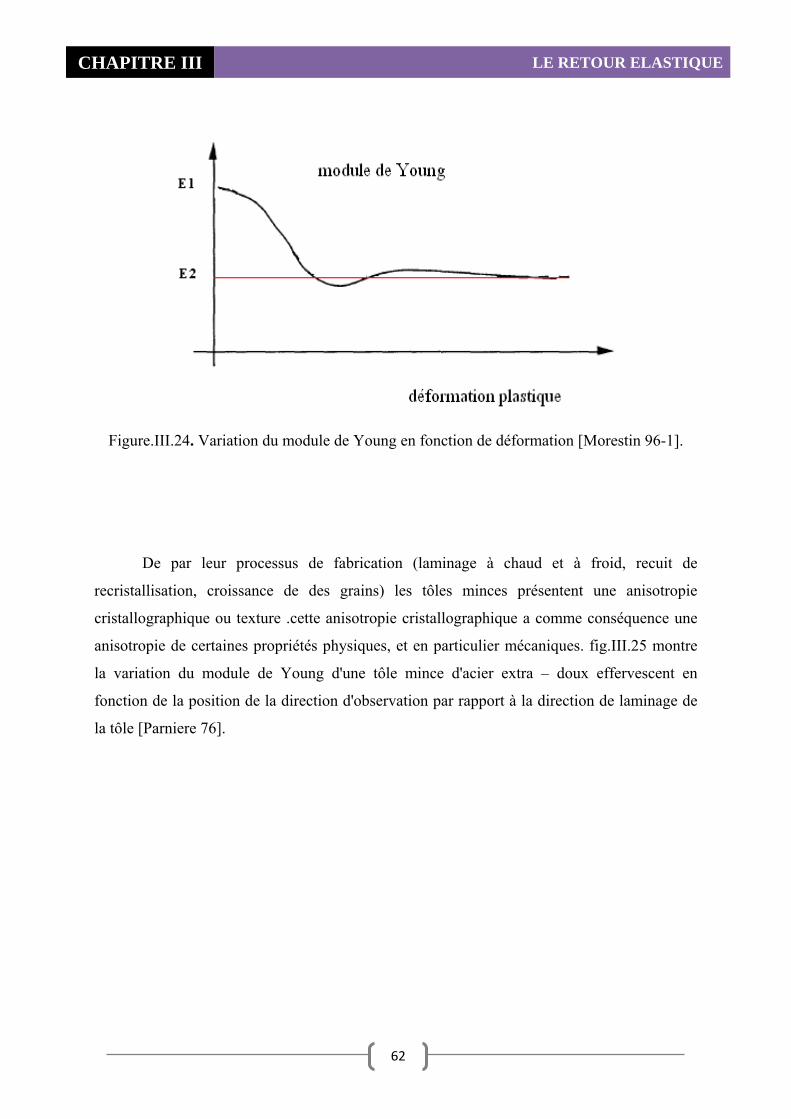
CHAPITRE III LE RETOUR ELASTIQUE
62
Figure.III.24. Variation du module de Young en fonction de déformation [Morestin 96-1].
De par leur processus de fabrication (laminage à chaud et à froid, recuit de
recristallisation, croissance de des grains) les tôles minces présentent une anisotropie
cristallographique ou texture .cette anisotropie cristallographique a comme conséquence une
anisotropie de certaines propriétés physiques, et en particulier mécaniques. fig.III.25 montre
la variation du module de Young d'une tôle mince d'acier extra – doux effervescent en
fonction de la position de la direction d'observation par rapport à la direction de laminage de
la tôle [Parniere 76].

CHAPITRE III LE RETOUR ELASTIQUE
63
Figure.III.25. Variation du module d'élasticité d'une tôle mince d'acier extra – doux
effervescent en fonction de l'angle α entre la direction d'observation et la direction de
laminage [Parniere 76].
III.2.3.2.4. Anisotropie :
Le matériel en lequel les mêmes propriétés sont mesurées dans n'importe quelle
direction est isotrope, mais la plupart des tôles montrent une différence dans ces propriétés,
on appel cette variation l'anisotropie, l'état d'anisotropie est habituellement indiqué par la
valeur de R [Marciniak 02].
)ln(0w
wW =ε (I.12)
A déformation d'épaisseur
)ln(0tt
t =ε (I.13)
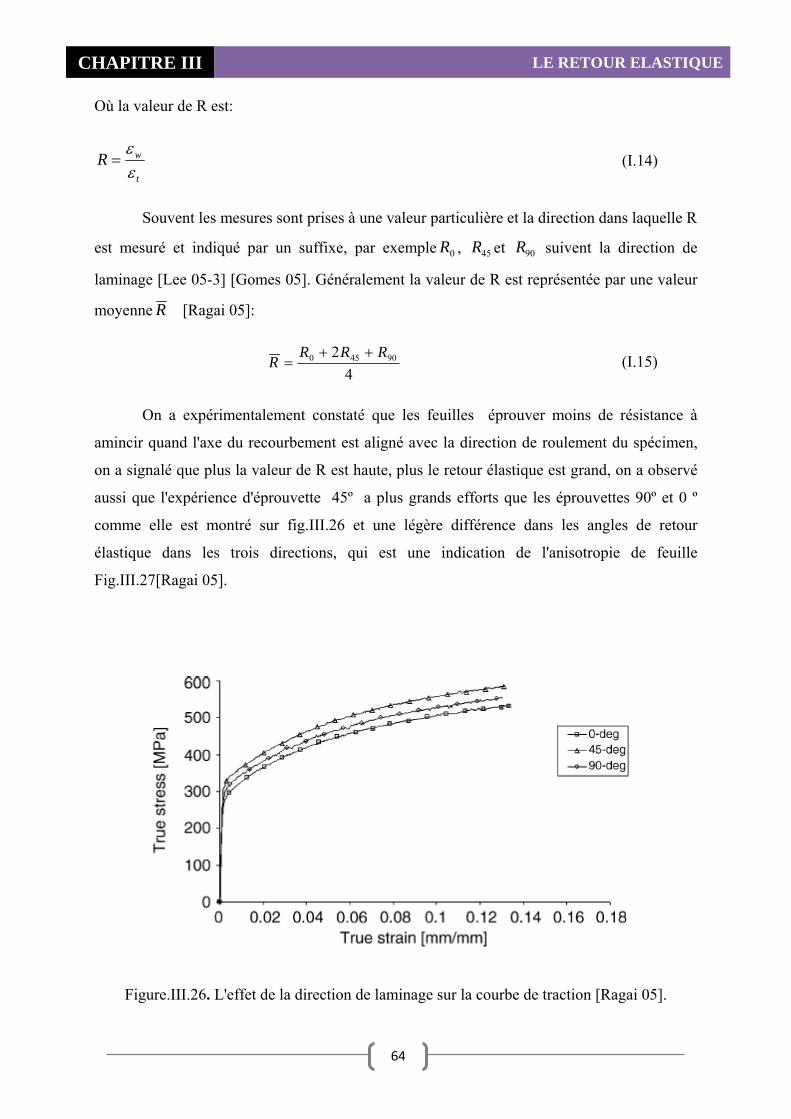
CHAPITRE III LE RETOUR ELASTIQUE
64
Où la valeur de R est:
t
wRεε
= (I.14)
Souvent les mesures sont prises à une valeur particulière et la direction dans laquelle R
est mesuré et indiqué par un suffixe, par exemple 0R , 45R et 90R suivent la direction de
laminage [Lee 05-3] [Gomes 05]. Généralement la valeur de R est représentée par une valeur
moyenne R [Ragai 05]:
4
2 90450 RRRR
++= (I.15)
On a expérimentalement constaté que les feuilles éprouver moins de résistance à
amincir quand l'axe du recourbement est aligné avec la direction de roulement du spécimen,
on a signalé que plus la valeur de R est haute, plus le retour élastique est grand, on a observé
aussi que l'expérience d'éprouvette 45º a plus grands efforts que les éprouvettes 90º et 0 º
comme elle est montré sur fig.III.26 et une légère différence dans les angles de retour
élastique dans les trois directions, qui est une indication de l'anisotropie de feuille
Fig.III.27[Ragai 05].
Figure.III.26. L'effet de la direction de laminage sur la courbe de traction [Ragai 05].
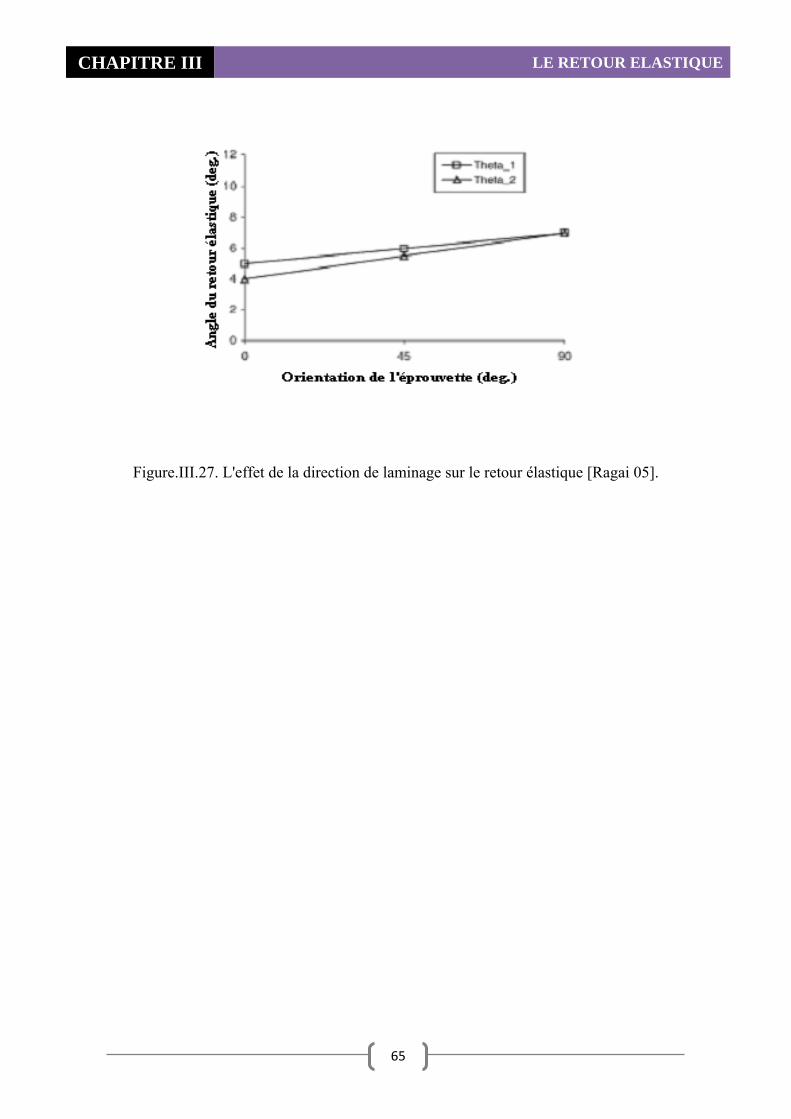
CHAPITRE III LE RETOUR ELASTIQUE
65
Figure.III.27. L'effet de la direction de laminage sur le retour élastique [Ragai 05].
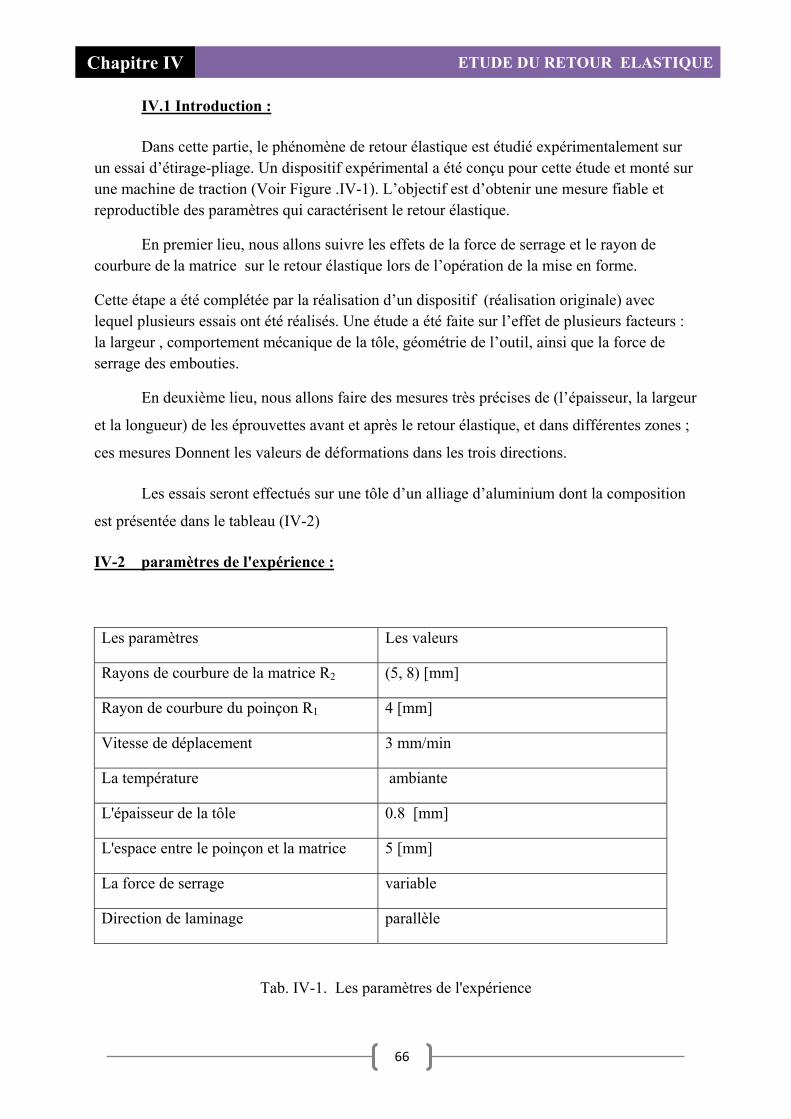
Chapitre IV ETUDE DU RETOUR ELASTIQUE
66
IV.1 Introduction :
Dans cette partie, le phénomène de retour élastique est étudié expérimentalement sur un essai d’étirage-pliage. Un dispositif expérimental a été conçu pour cette étude et monté sur une machine de traction (Voir Figure .IV-1). L’objectif est d’obtenir une mesure fiable et reproductible des paramètres qui caractérisent le retour élastique.
En premier lieu, nous allons suivre les effets de la force de serrage et le rayon de courbure de la matrice sur le retour élastique lors de l’opération de la mise en forme.
Cette étape a été complétée par la réalisation d’un dispositif (réalisation originale) avec lequel plusieurs essais ont été réalisés. Une étude a été faite sur l’effet de plusieurs facteurs : la largeur , comportement mécanique de la tôle, géométrie de l’outil, ainsi que la force de serrage des embouties.
En deuxième lieu, nous allons faire des mesures très précises de (l’épaisseur, la largeur
et la longueur) de les éprouvettes avant et après le retour élastique, et dans différentes zones ;
ces mesures Donnent les valeurs de déformations dans les trois directions.
Les essais seront effectués sur une tôle d’un alliage d’aluminium dont la composition
est présentée dans le tableau (IV-2)
IV-2 paramètres de l'expérience :
Les paramètres Les valeurs
Rayons de courbure de la matrice R2 (5, 8) [mm]
Rayon de courbure du poinçon R1 4 [mm]
Vitesse de déplacement 3 mm/min
La température ambiante
L'épaisseur de la tôle 0.8 [mm]
L'espace entre le poinçon et la matrice 5 [mm]
La force de serrage variable
Direction de laminage parallèle
Tab. IV-1. Les paramètres de l'expérience
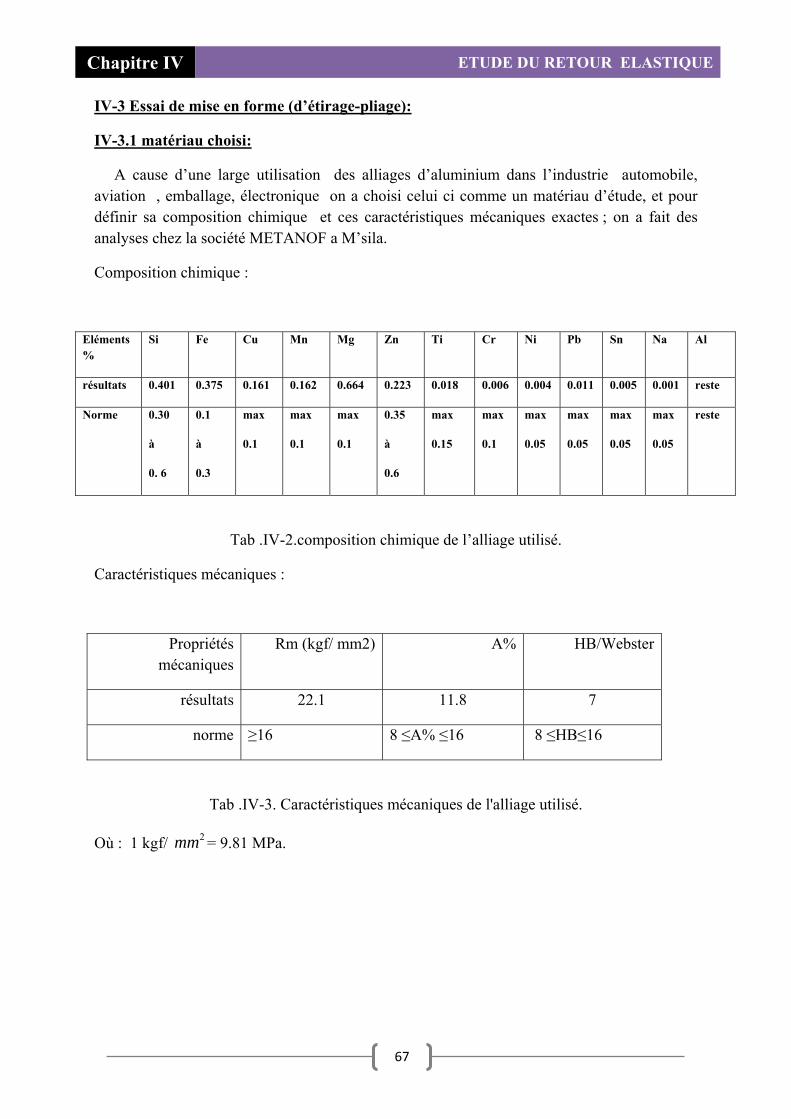
Chapitre IV ETUDE DU RETOUR ELASTIQUE
67
IV-3 Essai de mise en forme (d’étirage-pliage):
IV-3.1 matériau choisi:
A cause d’une large utilisation des alliages d’aluminium dans l’industrie automobile, aviation , emballage, électronique on a choisi celui ci comme un matériau d’étude, et pour définir sa composition chimique et ces caractéristiques mécaniques exactes ; on a fait des analyses chez la société METANOF a M’sila.
Composition chimique :
Al Na Sn Pb Ni Cr Ti Zn Mg Mn Cu Fe Si Eléments%
reste 0.001 0.005 0.011 0.004 0.006 0.018 0.223 0.664 0.162 0.161 0.375 0.401 résultats
reste
max
0.05
max
0.05
max
0.05
max
0.05
max
0.1
max
0.15
0.35
à
0.6
max
0.1
max
0.1
max
0.1
0.1
à
0.3
0.30
à
0. 6
Norme
Tab .IV-2.composition chimique de l’alliage utilisé.
Caractéristiques mécaniques :
HB/WebsterA%Rm (kgf/ mm2)Propriétés mécaniques
7 11.8 22.1 résultats
8 ≤HB≤16 8 ≤A% ≤16 ≥16 norme
Tab .IV-3. Caractéristiques mécaniques de l'alliage utilisé.
Où : 1 kgf/ 2mm = 9.81 MPa.
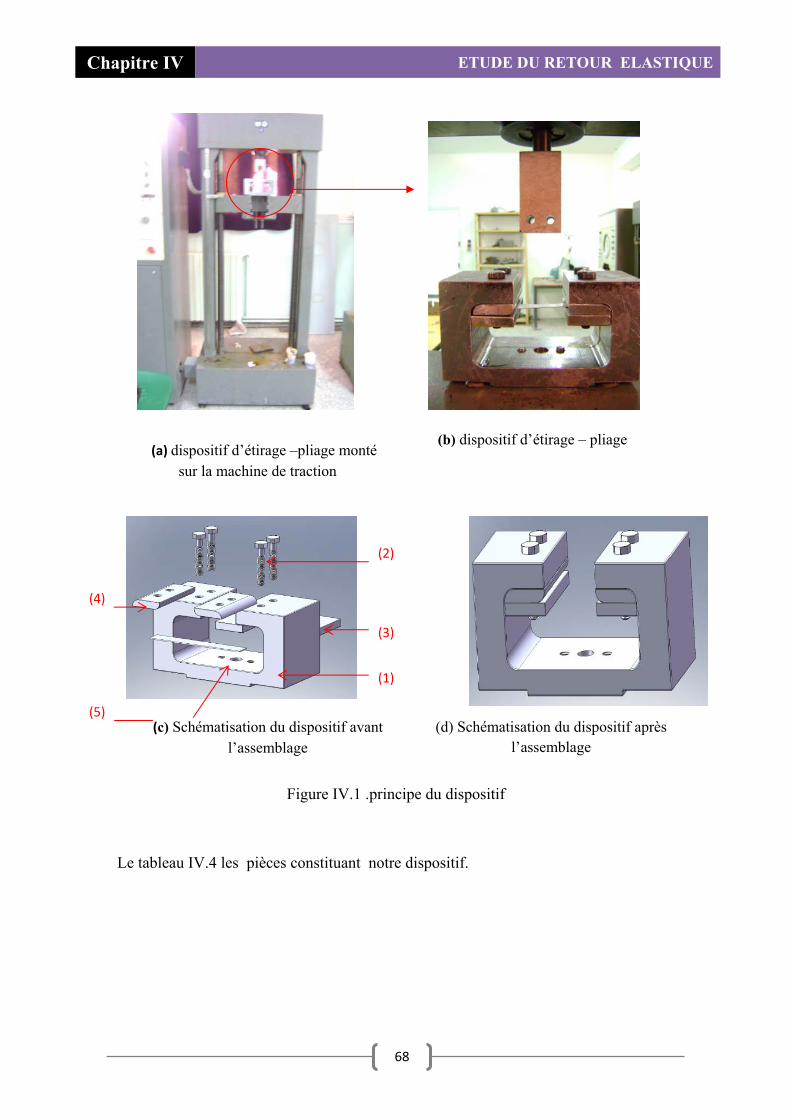
Chapitre IV ETUDE DU RETOUR ELASTIQUE
68
Figure IV.1 .principe du dispositif
Le tableau IV.4 les pièces constituant notre dispositif.
(1)
(2)
(3)
(4)
(5)
(a) dispositif d’étirage –pliage monté sur la machine de traction
(b) dispositif d’étirage – pliage
(c) Schématisation du dispositif avant l’assemblage
(d) Schématisation du dispositif après l’assemblage
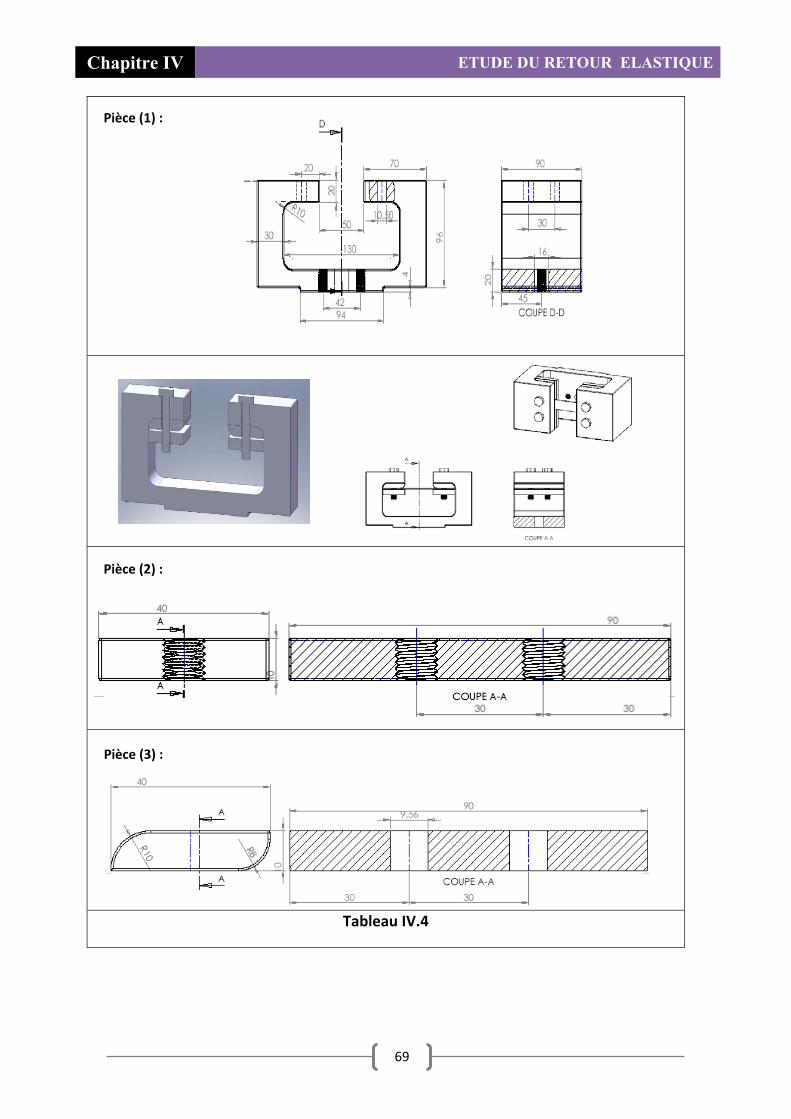
Chapitre IV ETUDE DU RETOUR ELASTIQUE
69
Tableau IV.4
Pièce (1) :
Pièce (2) :
Pièce (3) :
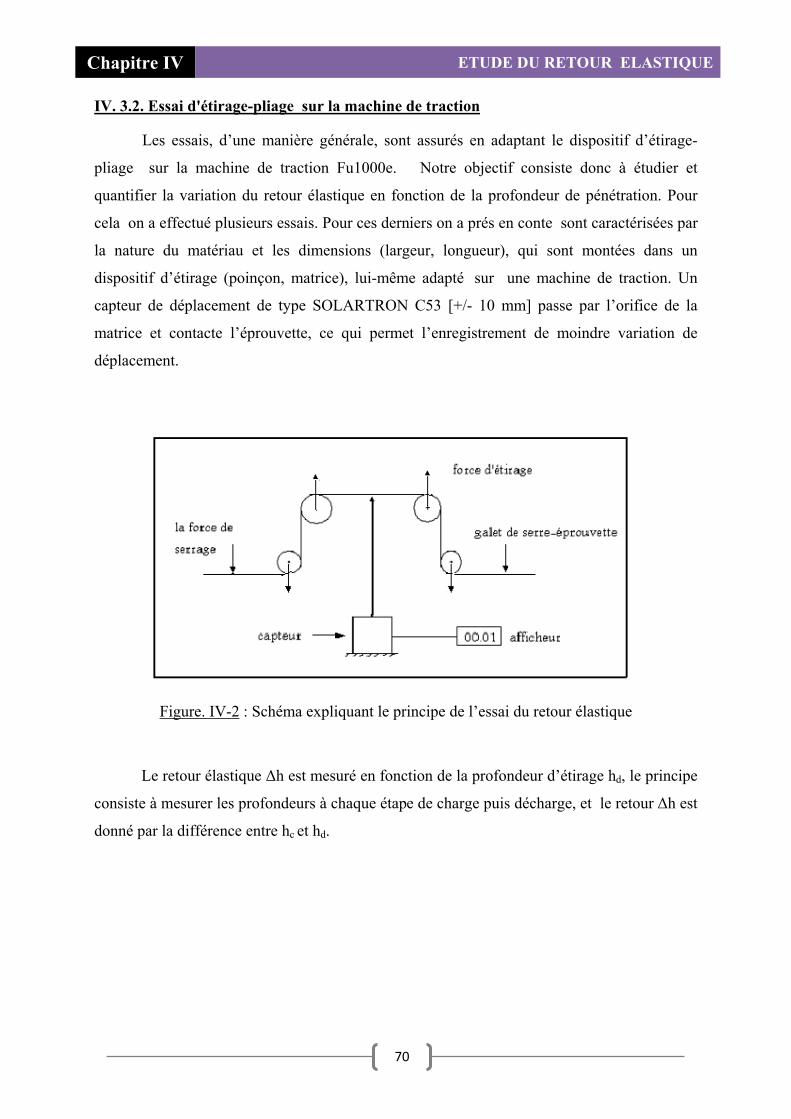
Chapitre IV ETUDE DU RETOUR ELASTIQUE
70
IV. 3.2. Essai d'étirage-pliage sur la machine de traction
Les essais, d’une manière générale, sont assurés en adaptant le dispositif d’étirage-
pliage sur la machine de traction Fu1000e. Notre objectif consiste donc à étudier et
quantifier la variation du retour élastique en fonction de la profondeur de pénétration. Pour
cela on a effectué plusieurs essais. Pour ces derniers on a prés en conte sont caractérisées par
la nature du matériau et les dimensions (largeur, longueur), qui sont montées dans un
dispositif d’étirage (poinçon, matrice), lui-même adapté sur une machine de traction. Un
capteur de déplacement de type SOLARTRON C53 [+/- 10 mm] passe par l’orifice de la
matrice et contacte l’éprouvette, ce qui permet l’enregistrement de moindre variation de
déplacement.
Figure. IV-2 : Schéma expliquant le principe de l’essai du retour élastique
Le retour élastique Δh est mesuré en fonction de la profondeur d’étirage hd, le principe
consiste à mesurer les profondeurs à chaque étape de charge puis décharge, et le retour Δh est
donné par la différence entre hc et hd.
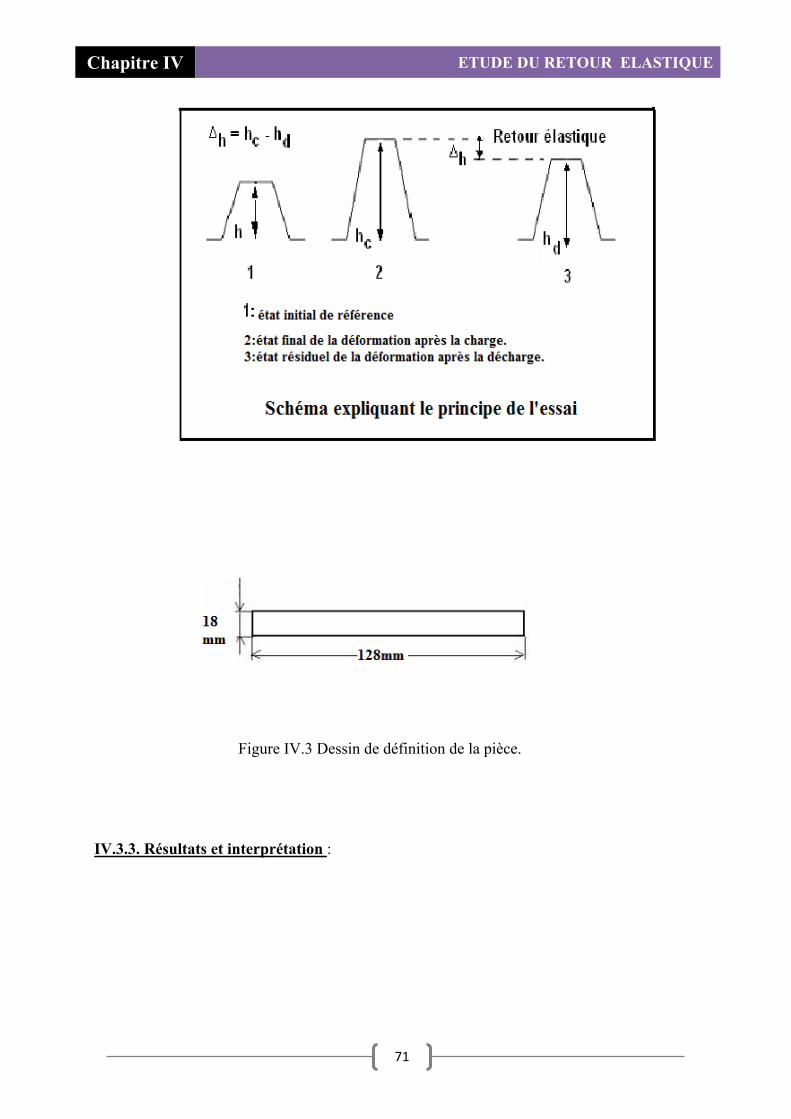
Chapitre IV ETUDE DU RETOUR ELASTIQUE
71
Figure IV.3 Dessin de définition de la pièce.
IV.3.3. Résultats et interprétation :
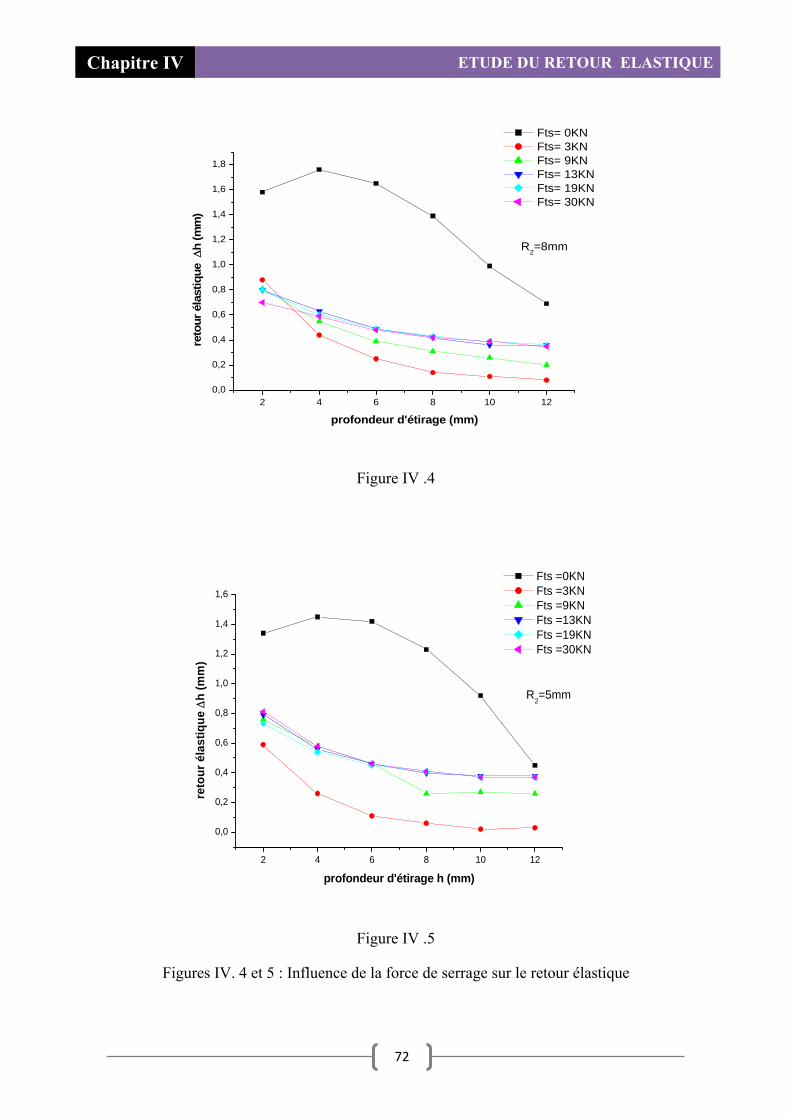
Chapitre IV ETUDE DU RETOUR ELASTIQUE
72
Figure IV .4
Figure IV .5
Figures IV. 4 et 5 : Influence de la force de serrage sur le retour élastique
2 4 6 8 10 120,0
0,2
0,4
0,6
0,8
1,0
1,2
1,4
1,6
1,8
R2=8mm
reto
ur é
last
ique
Δh
(mm
)
profondeur d'étirage (mm)
Fts= 0KN Fts= 3KN Fts= 9KN Fts= 13KN Fts= 19KN Fts= 30KN
2 4 6 8 10 12
0,0
0,2
0,4
0,6
0,8
1,0
1,2
1,4
1,6
R2=5mm
reto
ur é
last
ique
Δh
(mm
)
profondeur d'étirage h (mm)
Fts =0KN Fts =3KN Fts =9KN Fts =13KN Fts =19KN Fts =30KN
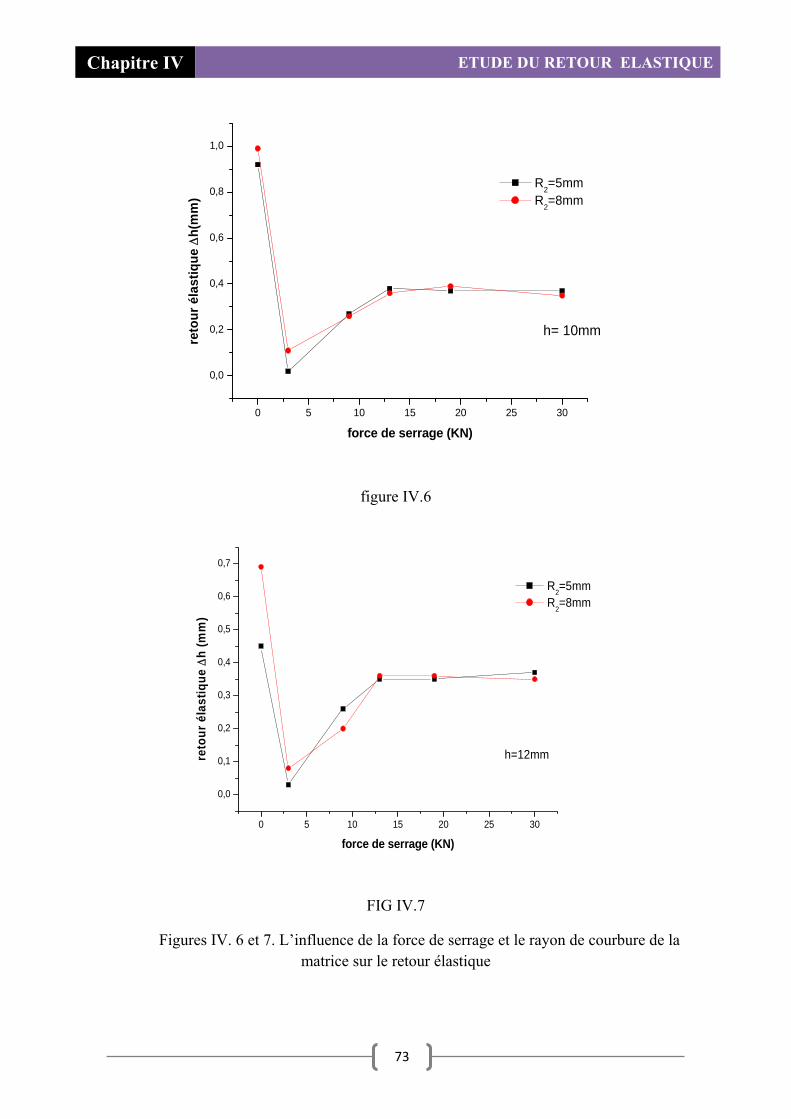
Chapitre IV ETUDE DU RETOUR ELASTIQUE
73
figure IV.6
FIG IV.7
Figures IV. 6 et 7. L’influence de la force de serrage et le rayon de courbure de la matrice sur le retour élastique
0 5 10 15 20 25 30
0,0
0,2
0,4
0,6
0,8
1,0
h= 10mm
reto
ur é
last
ique
Δh(
mm
)
force de serrage (KN)
R2=5mm R2=8mm
0 5 10 15 20 25 30
0,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
h=12mmreto
ur é
last
ique
Δh
(mm
)
force de serrage (KN)
R2=5mm R2=8mm
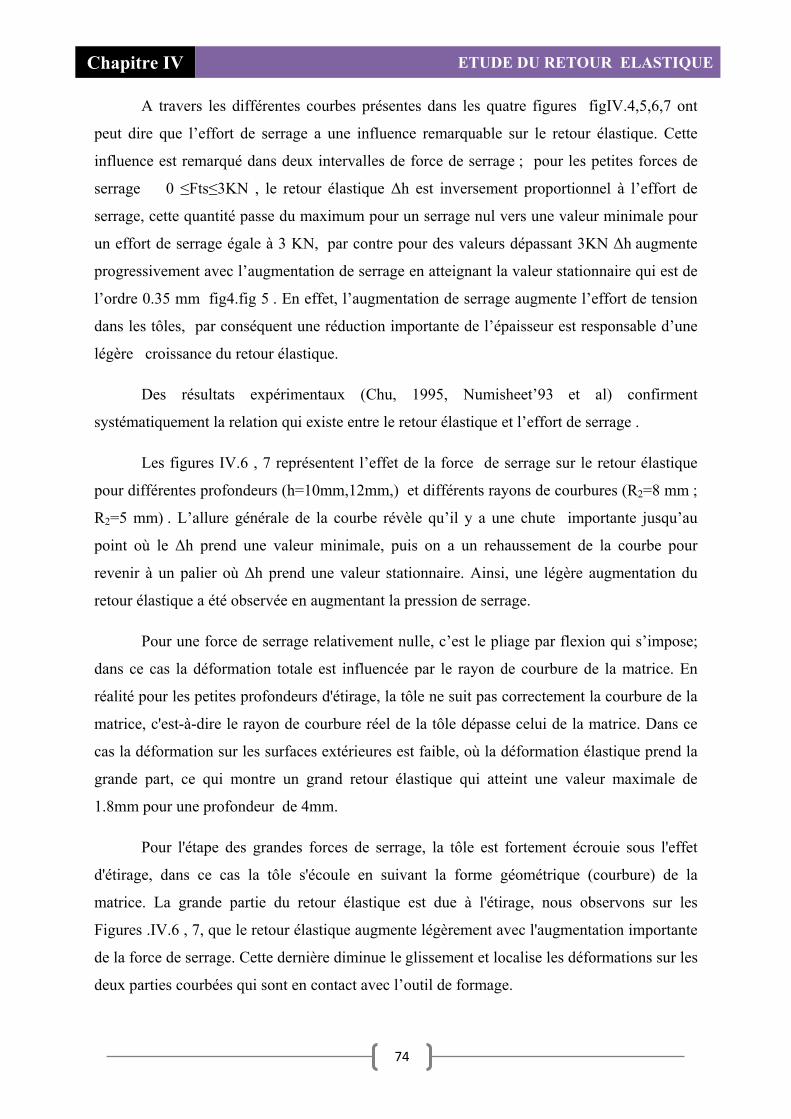
Chapitre IV ETUDE DU RETOUR ELASTIQUE
74
A travers les différentes courbes présentes dans les quatre figures figIV.4,5,6,7 ont
peut dire que l’effort de serrage a une influence remarquable sur le retour élastique. Cette
influence est remarqué dans deux intervalles de force de serrage ; pour les petites forces de
serrage 0 ≤Fts≤3KN , le retour élastique Δh est inversement proportionnel à l’effort de
serrage, cette quantité passe du maximum pour un serrage nul vers une valeur minimale pour
un effort de serrage égale à 3 KN, par contre pour des valeurs dépassant 3KN Δh augmente
progressivement avec l’augmentation de serrage en atteignant la valeur stationnaire qui est de
l’ordre 0.35 mm fig4.fig 5 . En effet, l’augmentation de serrage augmente l’effort de tension
dans les tôles, par conséquent une réduction importante de l’épaisseur est responsable d’une
légère croissance du retour élastique.
Des résultats expérimentaux (Chu, 1995, Numisheet’93 et al) confirment
systématiquement la relation qui existe entre le retour élastique et l’effort de serrage .
Les figures IV.6 , 7 représentent l’effet de la force de serrage sur le retour élastique
pour différentes profondeurs (h=10mm,12mm,) et différents rayons de courbures (R2=8 mm ;
R2=5 mm) . L’allure générale de la courbe révèle qu’il y a une chute importante jusqu’au
point où le Δh prend une valeur minimale, puis on a un rehaussement de la courbe pour
revenir à un palier où Δh prend une valeur stationnaire. Ainsi, une légère augmentation du
retour élastique a été observée en augmentant la pression de serrage.
Pour une force de serrage relativement nulle, c’est le pliage par flexion qui s’impose;
dans ce cas la déformation totale est influencée par le rayon de courbure de la matrice. En
réalité pour les petites profondeurs d'étirage, la tôle ne suit pas correctement la courbure de la
matrice, c'est-à-dire le rayon de courbure réel de la tôle dépasse celui de la matrice. Dans ce
cas la déformation sur les surfaces extérieures est faible, où la déformation élastique prend la
grande part, ce qui montre un grand retour élastique qui atteint une valeur maximale de
1.8mm pour une profondeur de 4mm.
Pour l'étape des grandes forces de serrage, la tôle est fortement écrouie sous l'effet
d'étirage, dans ce cas la tôle s'écoule en suivant la forme géométrique (courbure) de la
matrice. La grande partie du retour élastique est due à l'étirage, nous observons sur les
Figures .IV.6 , 7, que le retour élastique augmente légèrement avec l'augmentation importante
de la force de serrage. Cette dernière diminue le glissement et localise les déformations sur les
deux parties courbées qui sont en contact avec l’outil de formage.
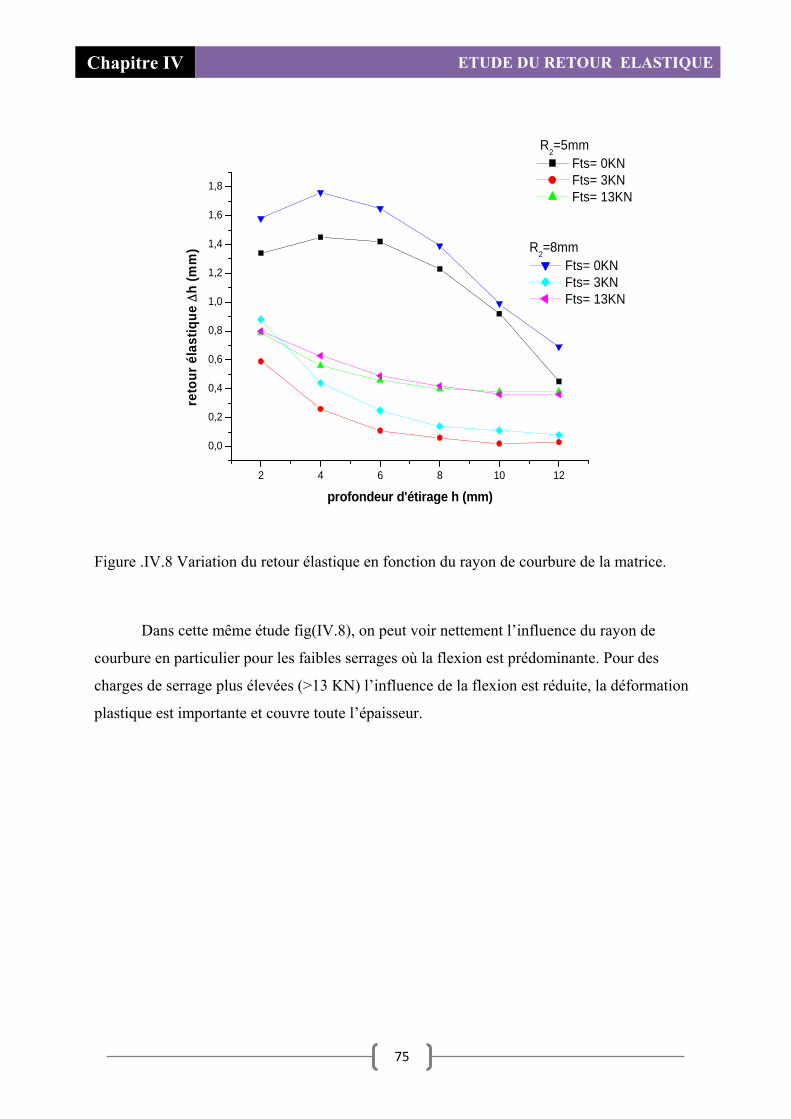
Chapitre IV ETUDE DU RETOUR ELASTIQUE
75
Figure .IV.8 Variation du retour élastique en fonction du rayon de courbure de la matrice.
Dans cette même étude fig(IV.8), on peut voir nettement l’influence du rayon de
courbure en particulier pour les faibles serrages où la flexion est prédominante. Pour des
charges de serrage plus élevées (>13 KN) l’influence de la flexion est réduite, la déformation
plastique est importante et couvre toute l’épaisseur.
2 4 6 8 10 12
0,0
0,2
0,4
0,6
0,8
1,0
1,2
1,4
1,6
1,8re
tour
éla
stiq
ue Δ
h (m
m)
profondeur d'étirage h (mm)
R2=5mm Fts= 0KN Fts= 3KN Fts= 13KN
R2=8mm Fts= 0KN Fts= 3KN Fts= 13KN
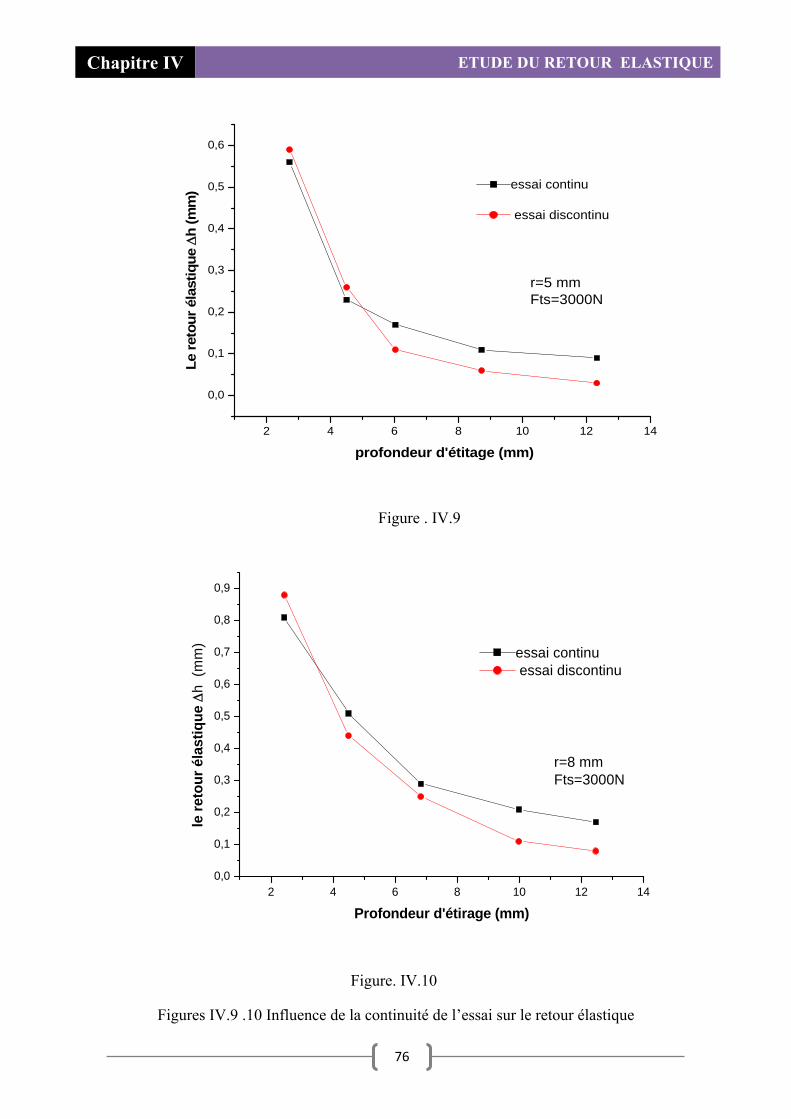
Chapitre IV ETUDE DU RETOUR ELASTIQUE
76
Figure . IV.9
Figure. IV.10
Figures IV.9 .10 Influence de la continuité de l’essai sur le retour élastique
2 4 6 8 10 12 14
0,0
0,1
0,2
0,3
0,4
0,5
0,6
r=5 mmFts=3000N
Le re
tour
éla
stiq
ue Δ
h (m
m)
profondeur d'étitage (mm)
essai continu
essai discontinu
2 4 6 8 10 12 140,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
r=8 mmFts=3000N
le re
tour
éla
stiq
ue Δ
h (m
m)
Profondeur d'étirage (mm)
essai continu essai discontinu
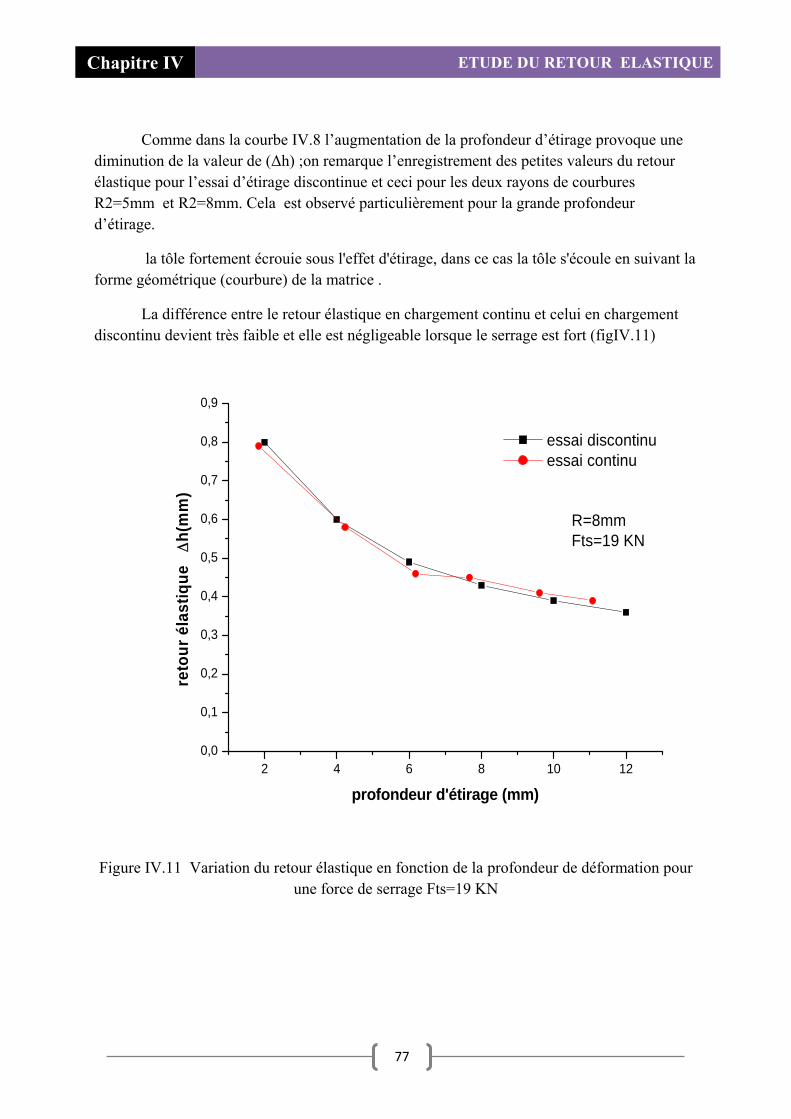
Chapitre IV ETUDE DU RETOUR ELASTIQUE
77
Comme dans la courbe IV.8 l’augmentation de la profondeur d’étirage provoque une diminution de la valeur de (Δh) ;on remarque l’enregistrement des petites valeurs du retour élastique pour l’essai d’étirage discontinue et ceci pour les deux rayons de courbures R2=5mm et R2=8mm. Cela est observé particulièrement pour la grande profondeur d’étirage.
la tôle fortement écrouie sous l'effet d'étirage, dans ce cas la tôle s'écoule en suivant la forme géométrique (courbure) de la matrice .
La différence entre le retour élastique en chargement continu et celui en chargement discontinu devient très faible et elle est négligeable lorsque le serrage est fort (figIV.11)
Figure IV.11 Variation du retour élastique en fonction de la profondeur de déformation pour une force de serrage Fts=19 KN
2 4 6 8 10 120,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
R=8mmFts=19 KN
reto
ur é
last
ique
Δ
h(m
m)
profondeur d'étirage (mm)
essai discontinu essai continu
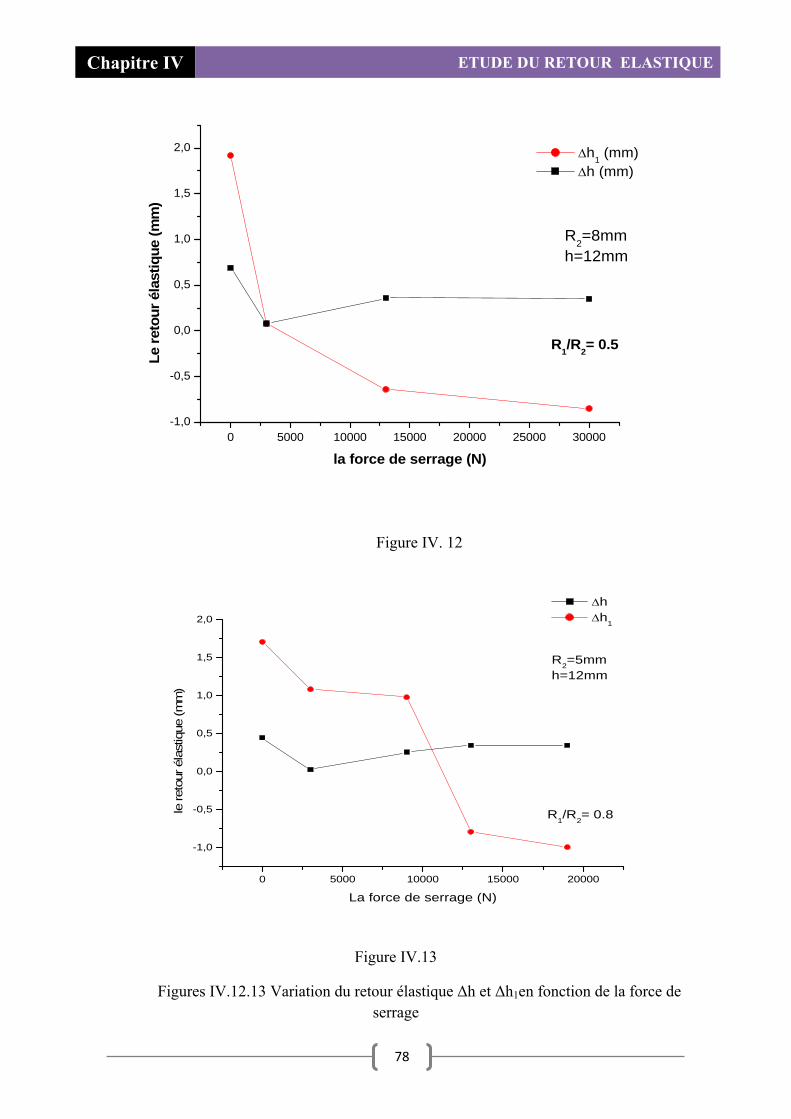
Chapitre IV ETUDE DU RETOUR ELASTIQUE
78
Figure IV. 12
Figure IV.13
Figures IV.12.13 Variation du retour élastique Δh et Δh1en fonction de la force de serrage
0 5000 10000 15000 20000 25000 30000-1,0
-0,5
0,0
0,5
1,0
1,5
2,0
R1/R2= 0.5
R2=8mmh=12mm
Le re
tour
éla
stiq
ue (m
m)
la force de serrage (N)
Δh1 (mm) Δh (mm)
0 5000 10000 15000 20000
-1,0
-0,5
0,0
0,5
1,0
1,5
2,0
R1/R2= 0.8
R2=5mmh=12mm
le re
tour
éla
stiq
ue (m
m)
La force de serrage (N)
Δh Δh1
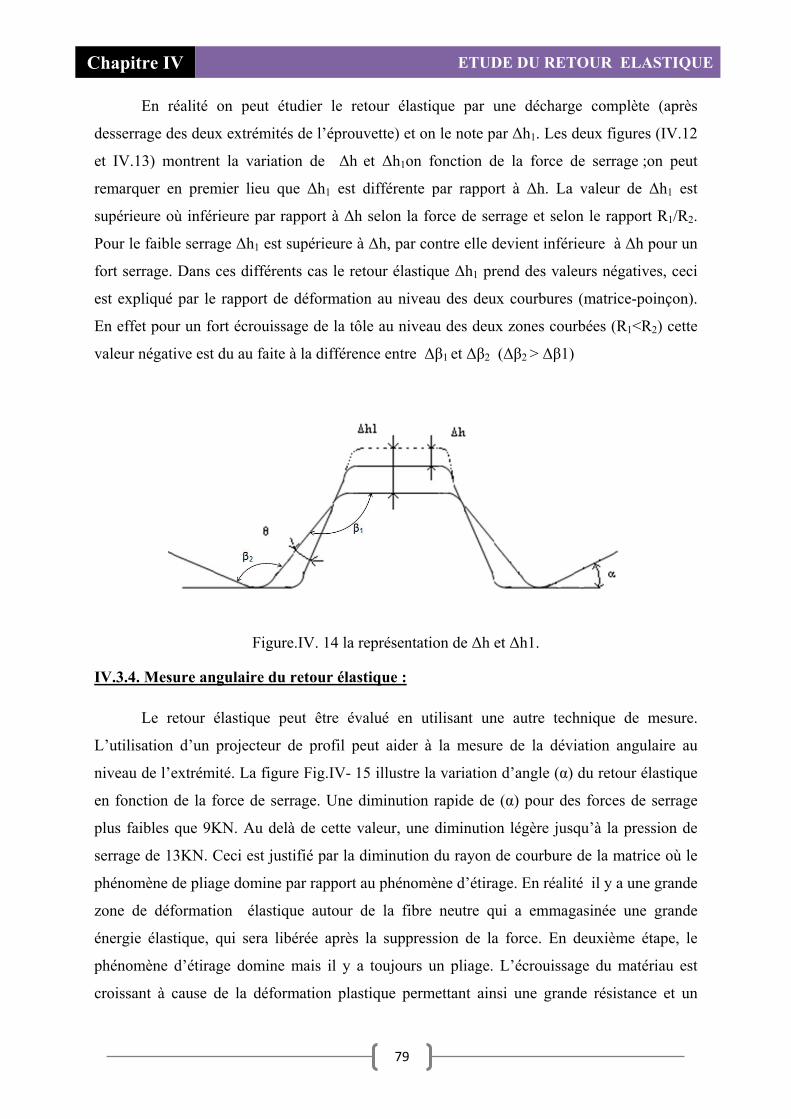
Chapitre IV ETUDE DU RETOUR ELASTIQUE
79
En réalité on peut étudier le retour élastique par une décharge complète (après
desserrage des deux extrémités de l’éprouvette) et on le note par Δh1. Les deux figures (IV.12
et IV.13) montrent la variation de Δh et Δh1on fonction de la force de serrage ;on peut
remarquer en premier lieu que Δh1 est différente par rapport à Δh. La valeur de Δh1 est
supérieure où inférieure par rapport à Δh selon la force de serrage et selon le rapport R1/R2.
Pour le faible serrage Δh1 est supérieure à Δh, par contre elle devient inférieure à Δh pour un
fort serrage. Dans ces différents cas le retour élastique Δh1 prend des valeurs négatives, ceci
est expliqué par le rapport de déformation au niveau des deux courbures (matrice-poinçon).
En effet pour un fort écrouissage de la tôle au niveau des deux zones courbées (R1<R2) cette
valeur négative est du au faite à la différence entre Δβ1 et Δβ2 (Δβ2 > Δβ1)
Figure.IV. 14 la représentation de Δh et Δh1.
IV.3.4. Mesure angulaire du retour élastique :
Le retour élastique peut être évalué en utilisant une autre technique de mesure.
L’utilisation d’un projecteur de profil peut aider à la mesure de la déviation angulaire au
niveau de l’extrémité. La figure Fig.IV- 15 illustre la variation d’angle (α) du retour élastique
en fonction de la force de serrage. Une diminution rapide de (α) pour des forces de serrage
plus faibles que 9KN. Au delà de cette valeur, une diminution légère jusqu’à la pression de
serrage de 13KN. Ceci est justifié par la diminution du rayon de courbure de la matrice où le
phénomène de pliage domine par rapport au phénomène d’étirage. En réalité il y a une grande
zone de déformation élastique autour de la fibre neutre qui a emmagasinée une grande
énergie élastique, qui sera libérée après la suppression de la force. En deuxième étape, le
phénomène d’étirage domine mais il y a toujours un pliage. L’écrouissage du matériau est
croissant à cause de la déformation plastique permettant ainsi une grande résistance et un
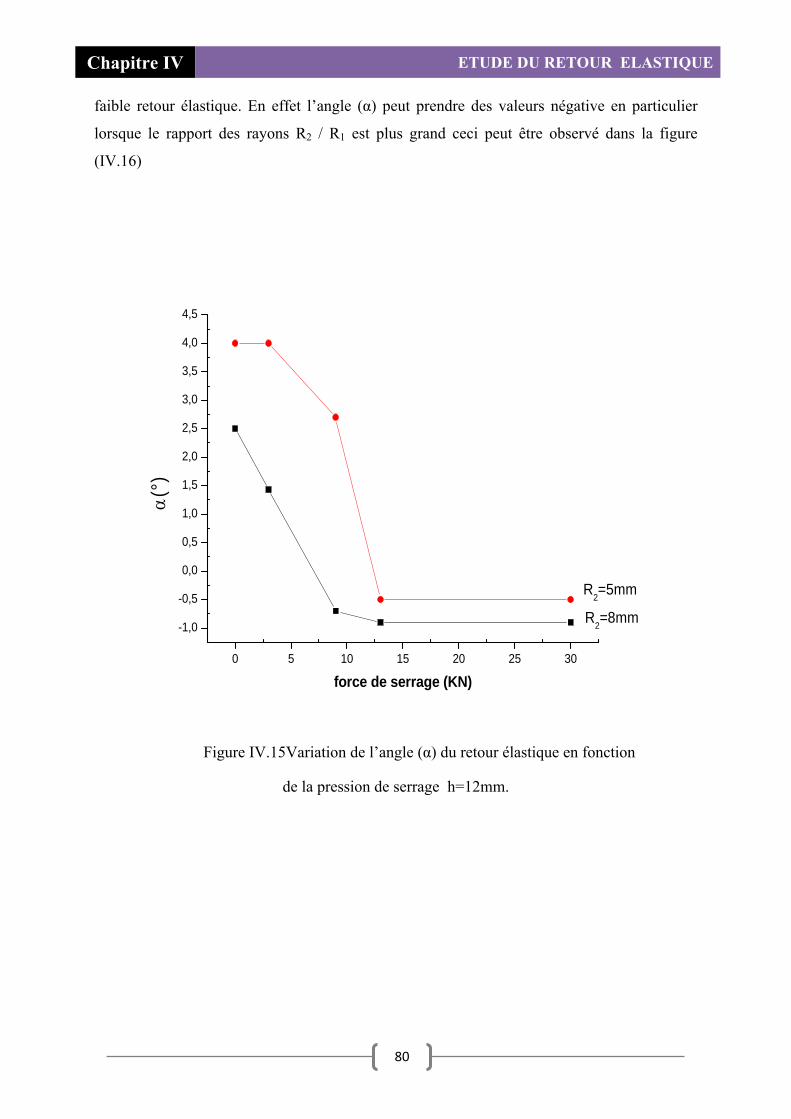
Chapitre IV ETUDE DU RETOUR ELASTIQUE
80
faible retour élastique. En effet l’angle (α) peut prendre des valeurs négative en particulier
lorsque le rapport des rayons R2 / R1 est plus grand ceci peut être observé dans la figure
(IV.16)
Figure IV.15Variation de l’angle (α) du retour élastique en fonction
de la pression de serrage h=12mm.
0 5 10 15 20 25 30
-1,0
-0,5
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
4,0
4,5
R2=5mm
α(°
)
force de serrage (KN)
R2=8mm
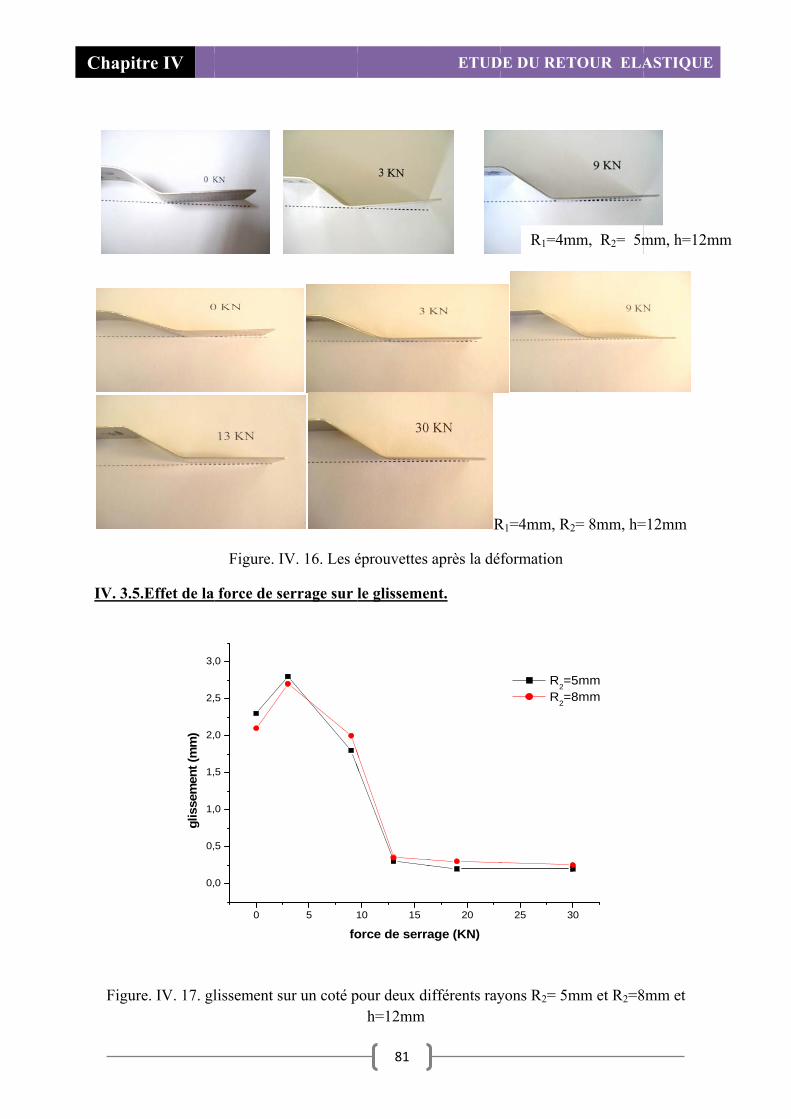
Chapitr
IV. 3.5.
Figure
re IV
.Effet de la
e. IV. 17. gl
0,
0,
1,
1,
2,
2,
3,
glis
sem
ent (
mm
)
Figure. IV
force de se
lissement su
0
0
5
0
5
0
5
0
V. 16. Les é
errage sur
ur un coté p
5 1
fo
81
éprouvettes
le glisseme
pour deux dih=12mm
10 15
orce de serra
ETUD
R
après la dé
ent.
ifférents ray
20
age (KN)
DE DU RET
R1=4mm, R2
formation
yons R2= 5m
25 3
R2=5 R2=8
R1=4m
TOUR ELA
2= 8mm, h=
mm et R2=8
30
5mm8mm
mm, R2= 5m
ASTIQUE
=12mm
8mm et
mm, h=12mmm
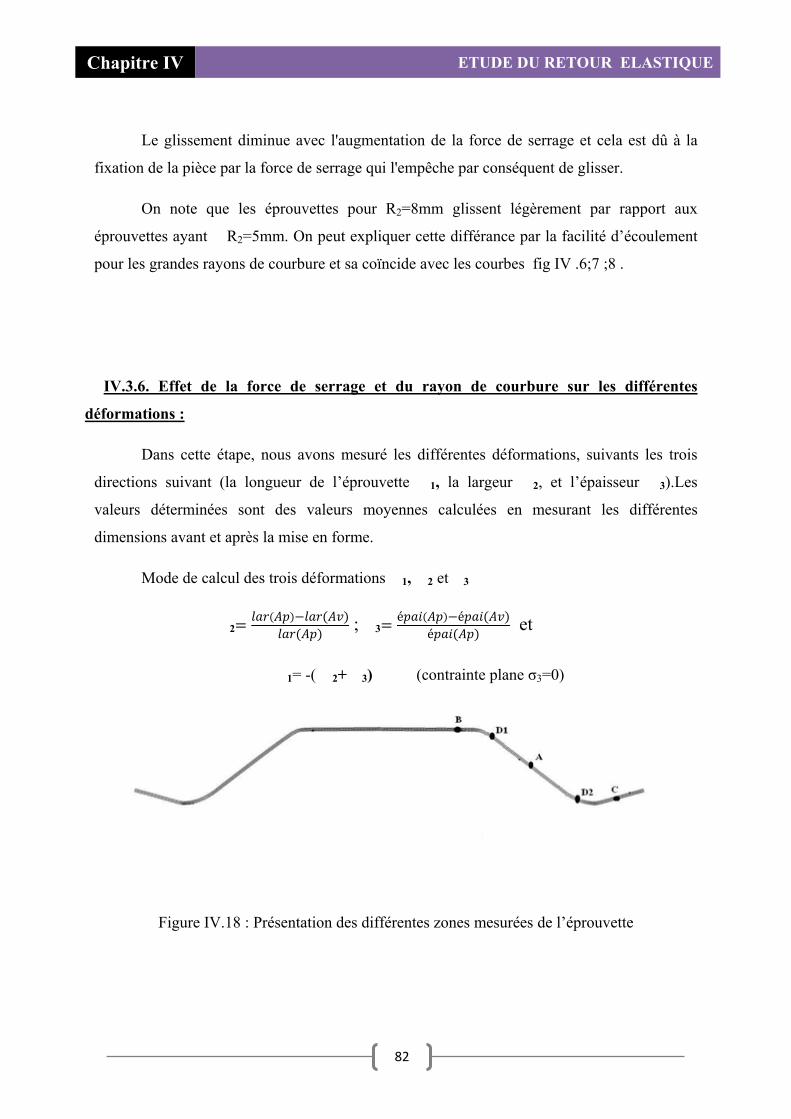
Chapitre IV ETUDE DU RETOUR ELASTIQUE
82
Le glissement diminue avec l'augmentation de la force de serrage et cela est dû à la
fixation de la pièce par la force de serrage qui l'empêche par conséquent de glisser.
On note que les éprouvettes pour R2=8mm glissent légèrement par rapport aux
éprouvettes ayant R2=5mm. On peut expliquer cette différance par la facilité d’écoulement
pour les grandes rayons de courbure et sa coïncide avec les courbes fig IV .6;7 ;8 .
IV.3.6. Effet de la force de serrage et du rayon de courbure sur les différentes
déformations :
Dans cette étape, nous avons mesuré les différentes déformations, suivants les trois
directions suivant (la longueur de l’éprouvette �1, la largeur �2, et l’épaisseur �3).Les
valeurs déterminées sont des valeurs moyennes calculées en mesurant les différentes
dimensions avant et après la mise en forme.
Mode de calcul des trois déformations �1, �2 et �3
�2 ; �3é é
é et
�1= -( �2+ �3) (contrainte plane σ3=0)
Figure IV.18 : Présentation des différentes zones mesurées de l’éprouvette
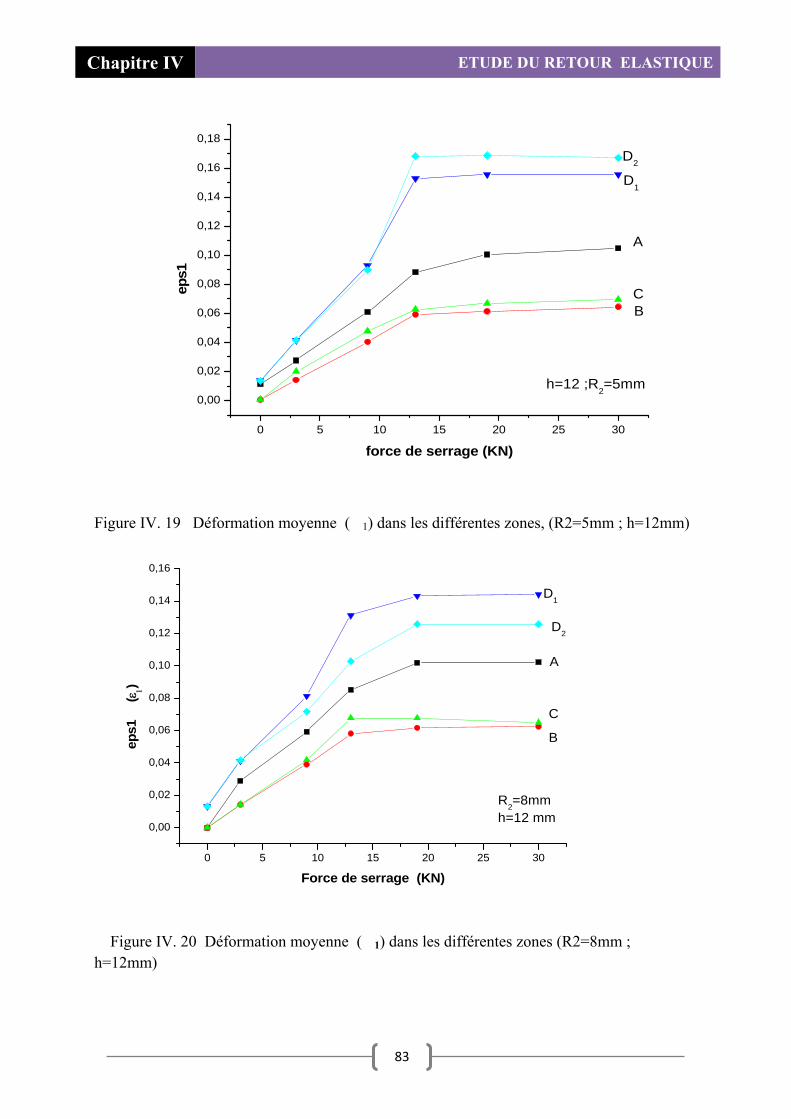
Chapitre IV ETUDE DU RETOUR ELASTIQUE
83
Figure IV. 19 Déformation moyenne (�1) dans les différentes zones, (R2=5mm ; h=12mm)
Figure IV. 20 Déformation moyenne (�1) dans les différentes zones (R2=8mm ; h=12mm)
0 5 10 15 20 25 30
0,00
0,02
0,04
0,06
0,08
0,10
0,12
0,14
0,16
0,18D2
D1
h=12 ;R2=5mm
BC
A
eps1
force de serrage (KN)
0 5 10 15 20 25 30
0,00
0,02
0,04
0,06
0,08
0,10
0,12
0,14
0,16
D1
B
C
A
D2
eps
1
(ε1)
Force de serrage (KN)
R2=8mm h=12 mm
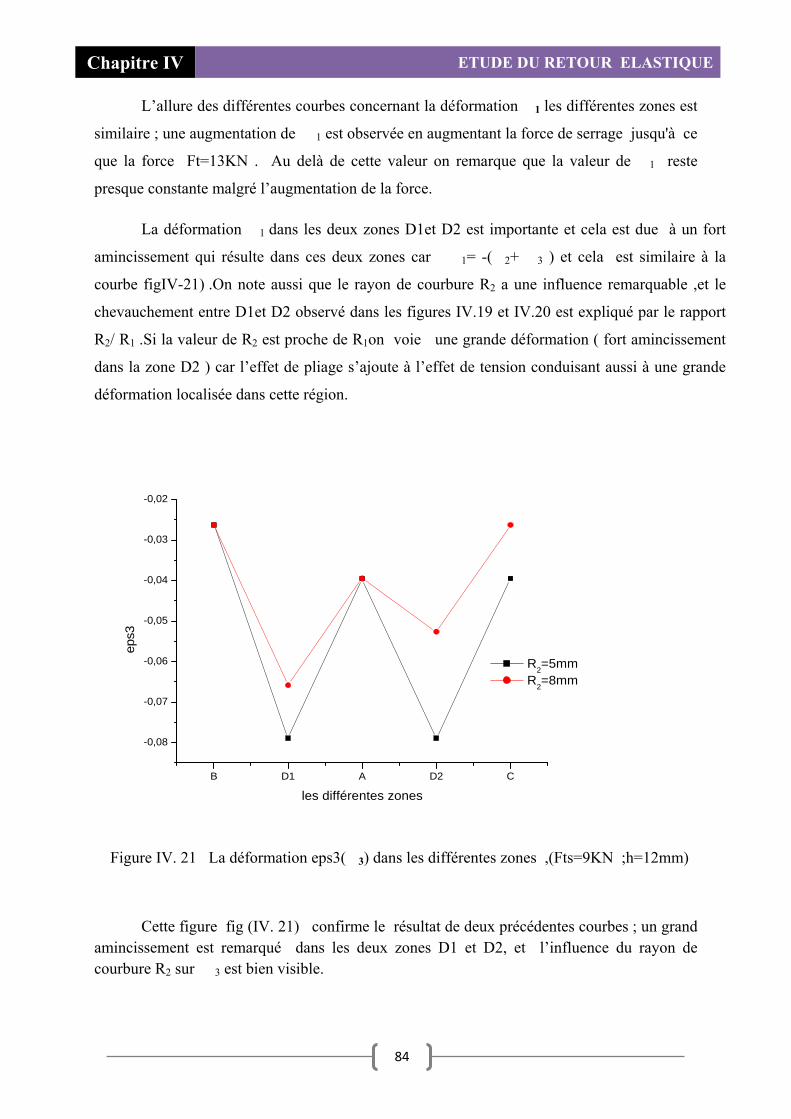
Chapitre IV ETUDE DU RETOUR ELASTIQUE
84
L’allure des différentes courbes concernant la déformation �1 les différentes zones est
similaire ; une augmentation de �1 est observée en augmentant la force de serrage jusqu'à ce
que la force Ft=13KN . Au delà de cette valeur on remarque que la valeur de �1 reste
presque constante malgré l’augmentation de la force.
La déformation �1 dans les deux zones D1et D2 est importante et cela est due à un fort
amincissement qui résulte dans ces deux zones car �1= -(�2+ �3 ) et cela est similaire à la
courbe figIV-21) .On note aussi que le rayon de courbure R2 a une influence remarquable ,et le
chevauchement entre D1et D2 observé dans les figures IV.19 et IV.20 est expliqué par le rapport
R2/ R1 .Si la valeur de R2 est proche de R1on voie une grande déformation ( fort amincissement
dans la zone D2 ) car l’effet de pliage s’ajoute à l’effet de tension conduisant aussi à une grande
déformation localisée dans cette région.
Figure IV. 21 La déformation eps3(�3) dans les différentes zones ,(Fts=9KN ;h=12mm)
Cette figure fig (IV. 21) confirme le résultat de deux précédentes courbes ; un grand amincissement est remarqué dans les deux zones D1 et D2, et l’influence du rayon de courbure R2 sur �3 est bien visible.
B D1 A D2 C
-0,08
-0,07
-0,06
-0,05
-0,04
-0,03
-0,02
eps
3
les différentes zones
R2=5mm R2=8mm
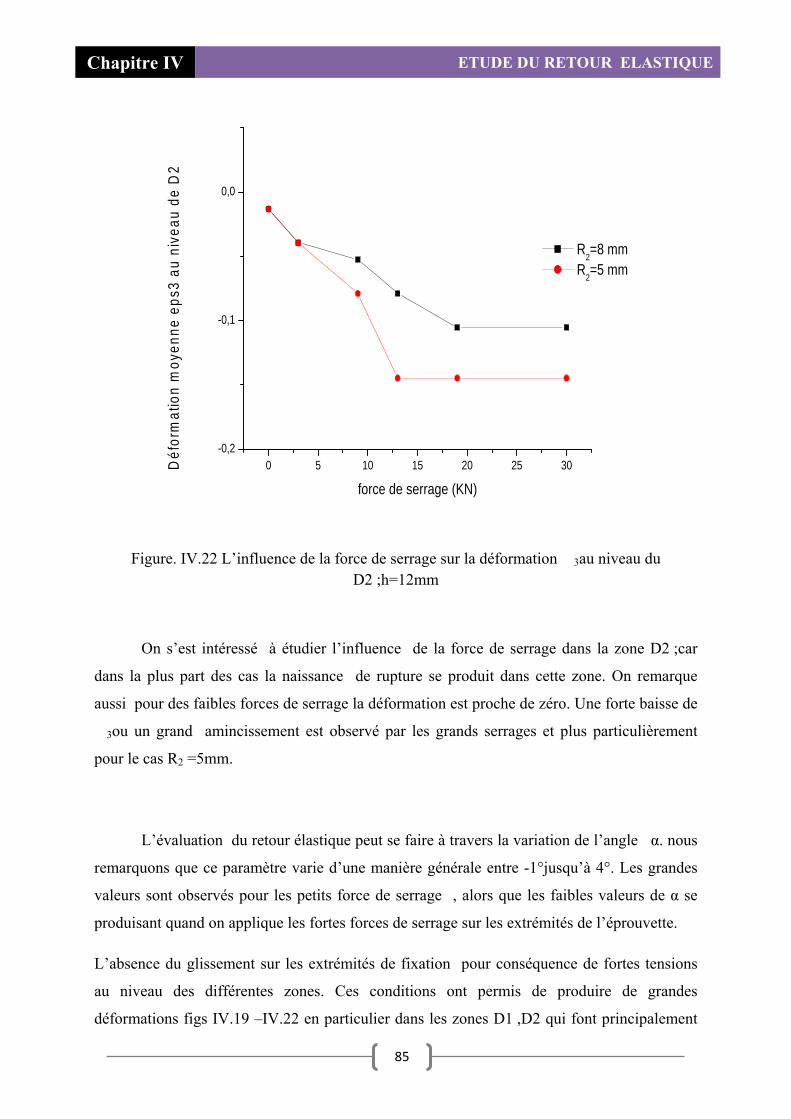
Chapitre IV ETUDE DU RETOUR ELASTIQUE
85
Figure. IV.22 L’influence de la force de serrage sur la déformation �3au niveau du D2 ;h=12mm
On s’est intéressé à étudier l’influence de la force de serrage dans la zone D2 ;car
dans la plus part des cas la naissance de rupture se produit dans cette zone. On remarque
aussi pour des faibles forces de serrage la déformation est proche de zéro. Une forte baisse de
�3ou un grand amincissement est observé par les grands serrages et plus particulièrement
pour le cas R2 =5mm.
L’évaluation du retour élastique peut se faire à travers la variation de l’angle α. nous
remarquons que ce paramètre varie d’une manière générale entre -1°jusqu’à 4°. Les grandes
valeurs sont observés pour les petits force de serrage , alors que les faibles valeurs de α se
produisant quand on applique les fortes forces de serrage sur les extrémités de l’éprouvette.
L’absence du glissement sur les extrémités de fixation pour conséquence de fortes tensions
au niveau des différentes zones. Ces conditions ont permis de produire de grandes
déformations figs IV.19 –IV.22 en particulier dans les zones D1 ,D2 qui font principalement
0 5 10 15 20 25 30-0,2
-0,1
0,0D
éfor
mat
ion
moy
enne
eps
3 au
niv
eau
de D
2
force de serrage (KN)
R2=8 mm R2=5 mm
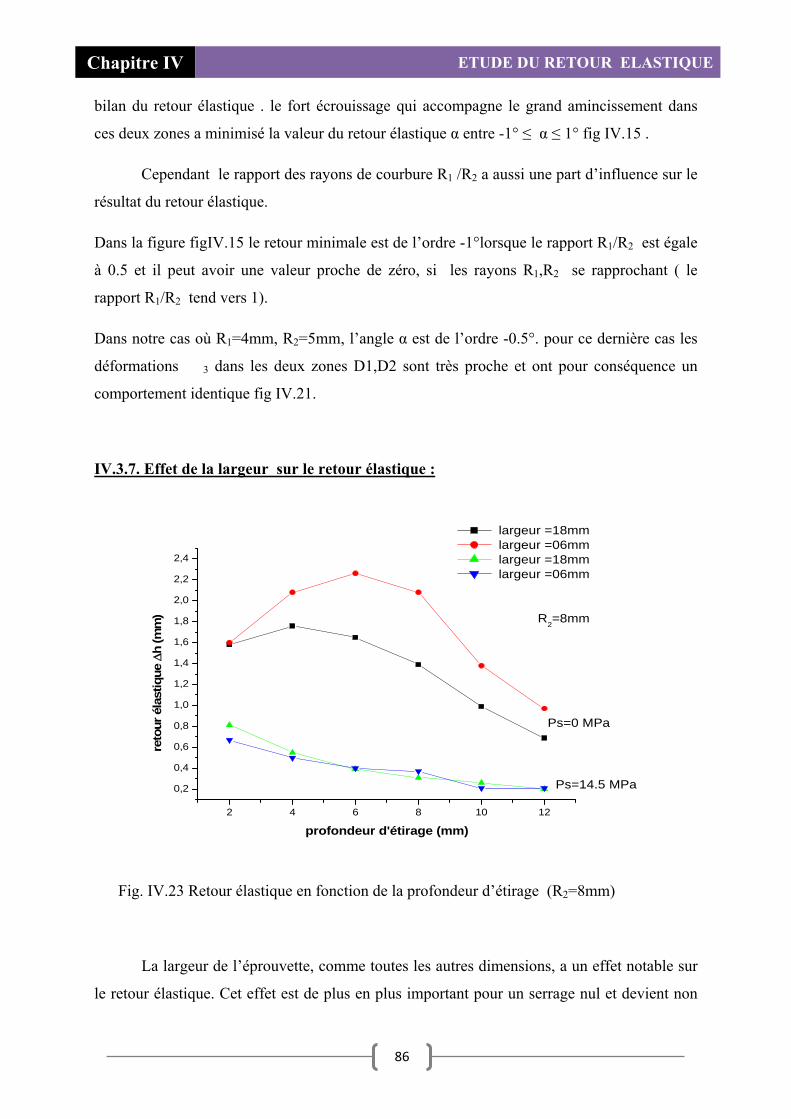
Chapitre IV ETUDE DU RETOUR ELASTIQUE
86
bilan du retour élastique . le fort écrouissage qui accompagne le grand amincissement dans
ces deux zones a minimisé la valeur du retour élastique α entre -1° ≤ α ≤ 1° fig IV.15 .
Cependant le rapport des rayons de courbure R1 /R2 a aussi une part d’influence sur le
résultat du retour élastique.
Dans la figure figIV.15 le retour minimale est de l’ordre -1°lorsque le rapport R1/R2 est égale
à 0.5 et il peut avoir une valeur proche de zéro, si les rayons R1,R2 se rapprochant ( le
rapport R1/R2 tend vers 1).
Dans notre cas où R1=4mm, R2=5mm, l’angle α est de l’ordre -0.5°. pour ce dernière cas les
déformations �3 dans les deux zones D1,D2 sont très proche et ont pour conséquence un
comportement identique fig IV.21.
IV.3.7. Effet de la largeur sur le retour élastique :
Fig. IV.23 Retour élastique en fonction de la profondeur d’étirage (R2=8mm)
La largeur de l’éprouvette, comme toutes les autres dimensions, a un effet notable sur
le retour élastique. Cet effet est de plus en plus important pour un serrage nul et devient non
2 4 6 8 10 12
0,2
0,4
0,6
0,8
1,0
1,2
1,4
1,6
1,8
2,0
2,2
2,4
R2=8mm
Ps=0 MPa
Ps=14.5 MPa
reto
ur é
last
ique
Δh
(mm
)
profondeur d'étirage (mm)
largeur =18mm largeur =06mm largeur =18mm largeur =06mm
Chapitre IV ETUDE DU RETOUR ELASTIQUE
87
considérable pour des fortes pressions de serrage fig. IV.23. Dans le premier cas, le rôle de
pliage (flexion) est dominant mais l’effet d’un léger étirage s’ajoute pour les éprouvettes plus
large est due à une grande surface de contact au niveau des deux extrémités.
IV .4 La simulation numérique du procédé d’emboutissage :
L'utilisation des logiciels de simulation numérique devient à l'heure actuelle de plus en plus fréquente. Ces logiciels présentent aujourd'hui un réel intérêt économique (gain de temps, gain sur les coûts de production). Les renseignements apportés sont nombreux. Ils facilitent la prise de décision sur le choix du processus, de la fabrication, des matériaux, etc. Ils assurent également le moyen d'éviter la mise au point de prototypes. Cependant, devant la complexité des phénomènes que l'on désire simuler, la mise en œuvre de ces logiciels reste difficile. Ces logiciels doivent d'une part, être rapides, d'autre part, être capables de reproduire le plus fidèlement possible les phénomènes observés, l'objectif étant d'obtenir des résultats les plus proches des valeurs expérimentales. [ O.Makarova 06]
Dans la quasi-totalité des cas, les phénomènes à modéliser sont régis par des problèmes en grandes transformations incluant de nombreuses non-linéarités. Dans un problème de mise en forme comme l'emboutissage ,pliage et étirage par pliage, ces non-linéarités sont de plusieurs types. Les non-linéarités géométriques sont induites par les grands déplacements, grandes rotations et déformations caractéristiques de l'emboutissage.
Les non-linéarités matérielles sont dues au caractère particulier des lois de comportement de la structure étudiée. Les non-linéarités liées à l'évolution des conditions aux limites sont issues de l'évolution des conditions aux limites de contact ou de frottement lors de la descente des outils.
Pour qu'une modélisation numérique soit opérationnelle, il faut bien choisir un outil de simulation performant, un code éléments finis. Les motifs de notre choix du logiciel et des méthodes de calcul par éléments finis lors du travail sont présentés dans le paragraphe suivant.
IV.4.1 : Choix du code éléments finis pour la simulation du procédé d’emboutissage :
Sur le marché actuel des logiciels de simulation de procédé de mise en forme, il existe deux principales familles de codes. La première permet de simuler le comportement de la tôle sous l’action des outils
rigides par des approches incrémentales (explicites ou implicites) tenant compte de
l’historique des déformations et des conditions de contact, avec la possibilité de
Chapitre IV ETUDE DU RETOUR ELASTIQUE
88
simuler successivement des opérations en plusieurs passes. La deuxième famille de
codes exploite la connaissance de la forme de la pièce finale pour estimer les
déformations.
On parle alors de deux approches différentes utilisées dans la simulation éléments
finis de l’emboutissage des tôles : la méthode directe ou incrémentale et la méthode inverse
[Tek 00].
La méthode directe est utilisée notamment pour l’analyse de l’emboutissage tandis
que la méthode inverse est appliquée lors des étapes initiales de conception de la pièce.
Les progiciels AutoForm (AutoForm Engineering), PamStamp (ESI), Abaqus (HKS,
Abaqus, Inc. USA), NASTRAN (MSC Software Corporation, USA), DYNA3D
(société ETA Software, USA), OPTRIS (dynamic Software, France), RADIOSS
(logiciel MECALOG SARL, France) réalisent la simulation complète de la pièce et de
l’outillage, tandis que Simex (développé par Simtech), Isopunch (Arcelor), FastForm
3D (FTI) permettent de faire les calculs inverses pour vérifier la faisabilité d’une pièce en
partant de celle-ci pour remonter à l’outil.
L’utilité de la méthode inverse [Bat 05] est largement reconnue pour l’évaluation des
difficultés du formage des tôles minces au stade de la conception initiale, pour
l’estimation de la forme du flan à découper, pour une analyse rapide des sensibilités des
paramètres du procédé et pour le positionnement de joncs de retenue. Les principales
raisons sont les suivantes : moyens informatiques réduits en mémoire de stockage et
en puissance de calcul, qualification moindre des utilisateurs, prix peu élevé des
licences. L’intérêt majeur de la méthode inverse provient du fait que le point de départ est
la forme de la pièce que l’on souhaite obtenir alors que les approches incrémentales
nécessitent la connaissance préalable de tous les paramètres du procédé. Par contre, les
hypothèses simplificatrices nécessaires à la construction de la méthode inverse pouvant
donner une estimation médiocre des contraintes limitent en fait, son champ d’application
aux études préliminaires de l’emboutissage des tôles.
Pour notre travail, nous avons choisi le code commercial avec l’approche directe ou
incrémentale qui prend en compte de manière précise les phénomènes non-linéaires,
notamment le logiciel élément finis Abaqus.
Le logiciel Abaqus est utilisé dans le Laboratoire de Matériau Métallique depuis
quelques années. Ce code de simulation numérique fondé sur les éléments finis répond à
plusieurs paramètres :
Chapitre IV ETUDE DU RETOUR ELASTIQUE
89
- permettre un calcul en 2 ou 3 dimensions,
- utiliser des éléments qui prennent en compte la flexion,
- permettre des déformations très grandes,
- utiliser une loi de comportement élastoplastique pour mieux prédire les effets du
retour élastique et les contraintes résiduelles après enlèvement de l’outil,
- tenir compte du contact avec frottement,
- prévoir les défauts.
IV.4.2 Position du problème :
Pour concurrencer d'autres moyens de production, on cherche à obtenir des pièces par
étirage-pliage (emboutissage) avec des dimensions de plus en plus précises. Un des
principaux obstacles à l'obtention de pièces précises est lié au changement de forme subi
par la pièce lorsqu'elle sort de l’outillage : elle ne conserve pas les dimensions nominales de
ce dernier en raison du retour élastique.
Pour illustrer le phénomène du retour élastique, la pièce présentée sur la Figure IV.24 est
emboutie (étiré) au moyen d'un outillage initial réalisé à partir des dimensions nominales de
la pièce .
Figure .IV.24 éprouvette avant et après déformation
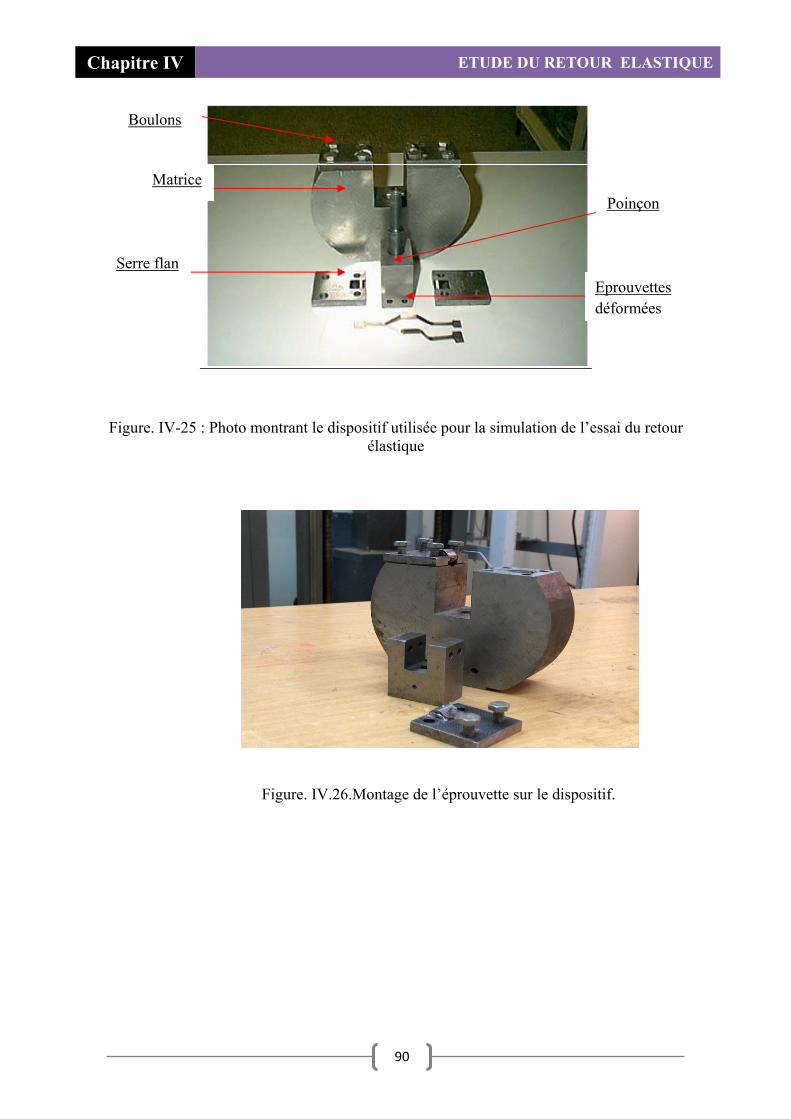
Chapitre IV ETUDE DU RETOUR ELASTIQUE
90
Figure. IV-25 : Photo montrant le dispositif utilisée pour la simulation de l’essai du retour
élastique
Figure. IV.26.Montage de l’éprouvette sur le dispositif.
Eprouvettes déformées
Boulons
Matrice
Serre flan
Poinçon
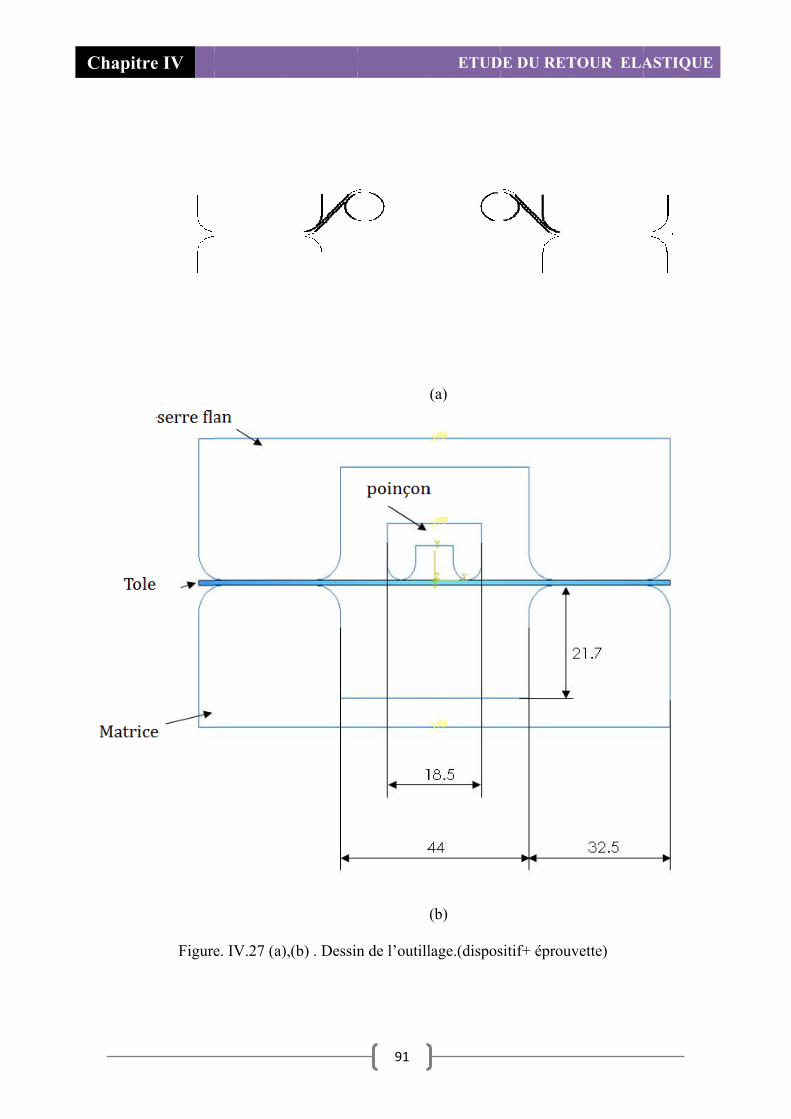
Chapitr
re IV
Figuree. IV.27 (a),(b) . Dessin
91
n de l’outill
ETUD
(a)
(b)
lage.(dispos
DE DU RET
sitif+ éprouv
TOUR ELA
vette)
ASTIQUE
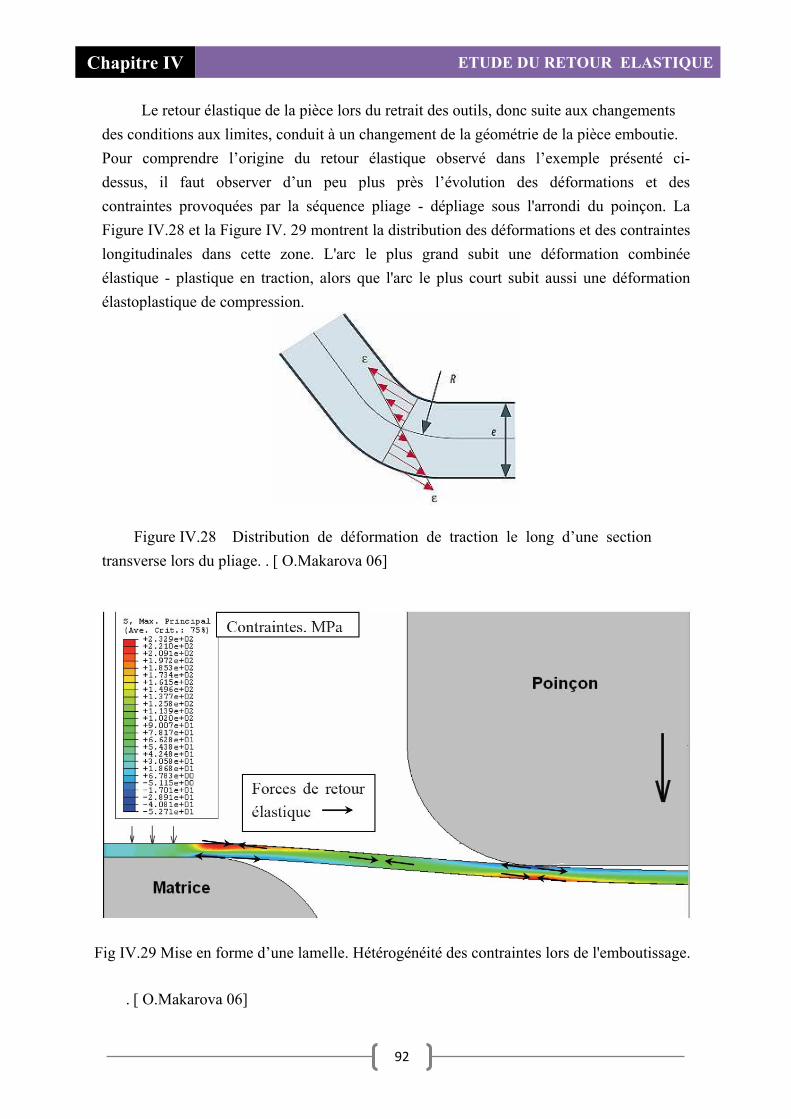
Chapitre IV ETUDE DU RETOUR ELASTIQUE
92
Le retour élastique de la pièce lors du retrait des outils, donc suite aux changements des conditions aux limites, conduit à un changement de la géométrie de la pièce emboutie. Pour comprendre l’origine du retour élastique observé dans l’exemple présenté ci- dessus, il faut observer d’un peu plus près l’évolution des déformations et des contraintes provoquées par la séquence pliage - dépliage sous l'arrondi du poinçon. La Figure IV.28 et la Figure IV. 29 montrent la distribution des déformations et des contraintes longitudinales dans cette zone. L'arc le plus grand subit une déformation combinée élastique - plastique en traction, alors que l'arc le plus court subit aussi une déformation élastoplastique de compression.
Figure IV.28 Distribution de déformation de traction le long d’une section transverse lors du pliage. . [ O.Makarova 06]
Fig IV.29 Mise en forme d’une lamelle. Hétérogénéité des contraintes lors de l'emboutissage.
. [ O.Makarova 06]
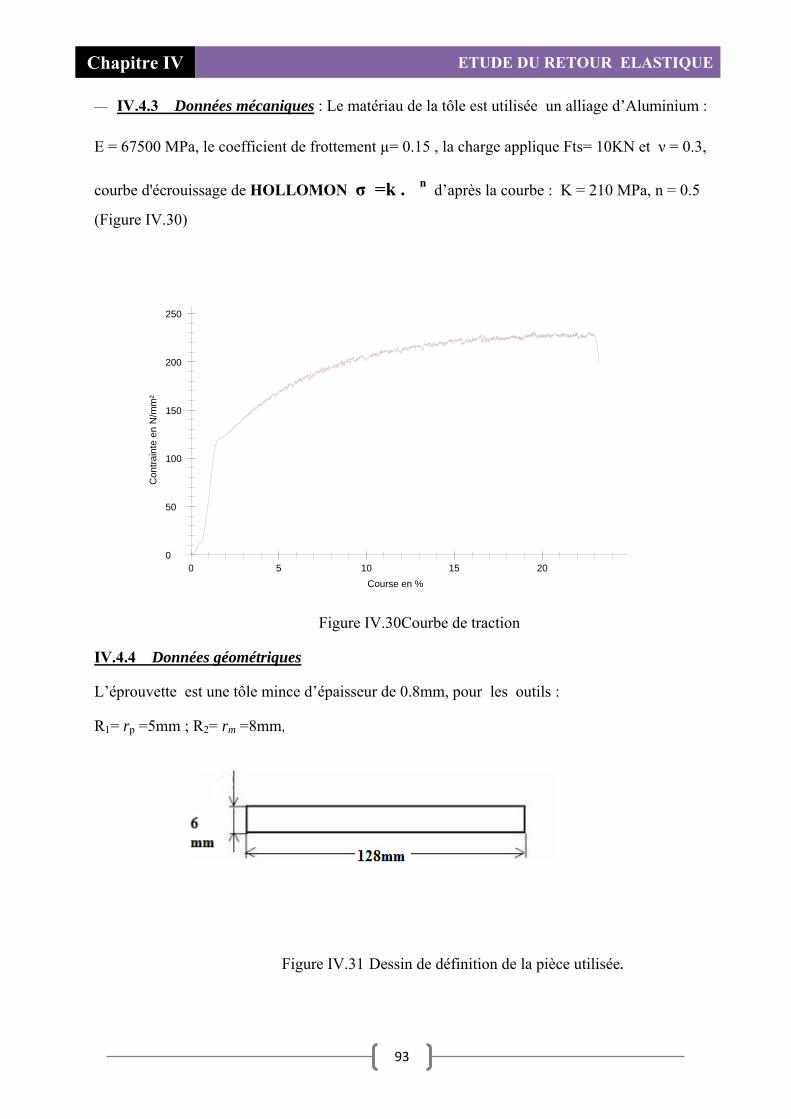
Chapitre IV ETUDE DU RETOUR ELASTIQUE
93
— IV.4.3 Données mécaniques : Le matériau de la tôle est utilisée un alliage d’Aluminium :
E = 67500 MPa, le coefficient de frottement µ= 0.15 , la charge applique Fts= 10KN et ν = 0.3,
courbe d'écrouissage de HOLLOMON σ =k .�n d’après la courbe : K = 210 MPa, n = 0.5
(Figure IV.30)
Figure IV.30Courbe de traction
IV.4.4 Données géométriques
L’éprouvette est une tôle mince d’épaisseur de 0.8mm, pour les outils :
R1= rp =5mm ; R2= rm =8mm,
Figure IV.31 Dessin de définition de la pièce utilisée.
0 5 10 15 200
50
100
150
200
250
Course en %
Con
train
te e
n N
/mm
²
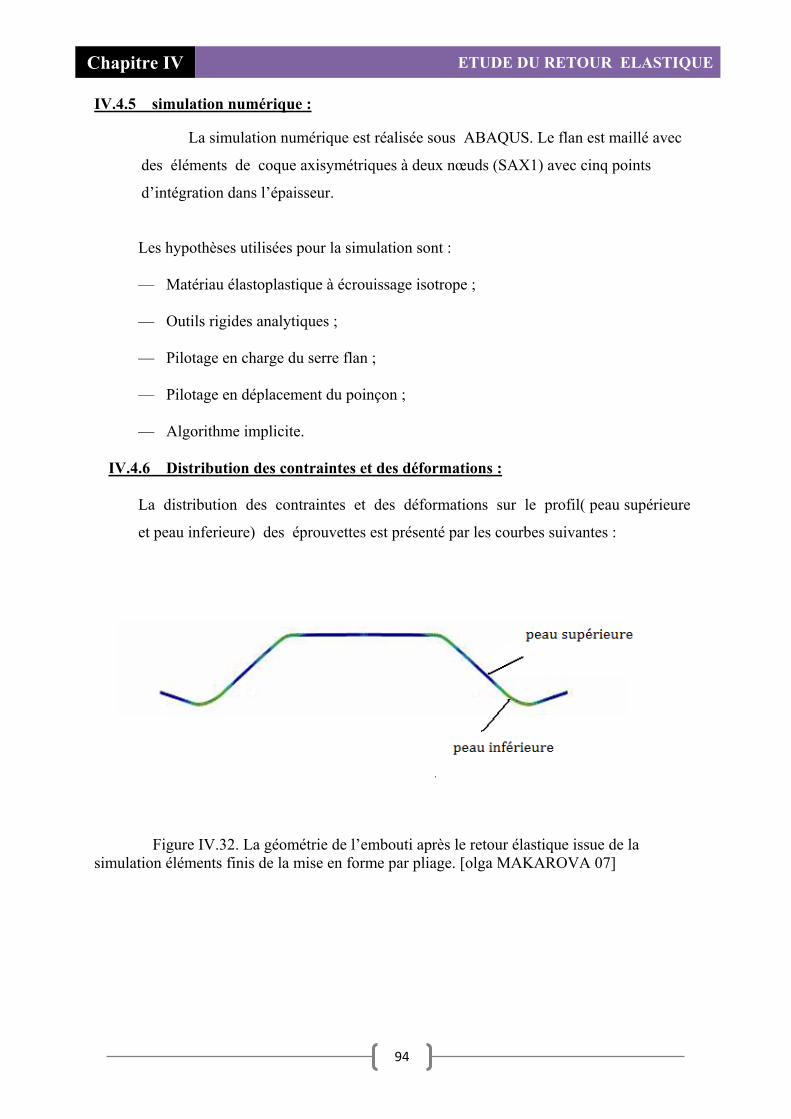
Chapitre IV ETUDE DU RETOUR ELASTIQUE
94
IV.4.5 simulation numérique :
La simulation numérique est réalisée sous ABAQUS. Le flan est maillé avec
des éléments de coque axisymétriques à deux nœuds (SAX1) avec cinq points
d’intégration dans l’épaisseur.
Les hypothèses utilisées pour la simulation sont :
— Matériau élastoplastique à écrouissage isotrope ;
— Outils rigides analytiques ;
— Pilotage en charge du serre flan ;
— Pilotage en déplacement du poinçon ;
— Algorithme implicite.
IV.4.6 Distribution des contraintes et des déformations :
La distribution des contraintes et des déformations sur le profil( peau supérieure
et peau inferieure) des éprouvettes est présenté par les courbes suivantes :
Figure IV.32. La géométrie de l’embouti après le retour élastique issue de la simulation éléments finis de la mise en forme par pliage. [olga MAKAROVA 07]
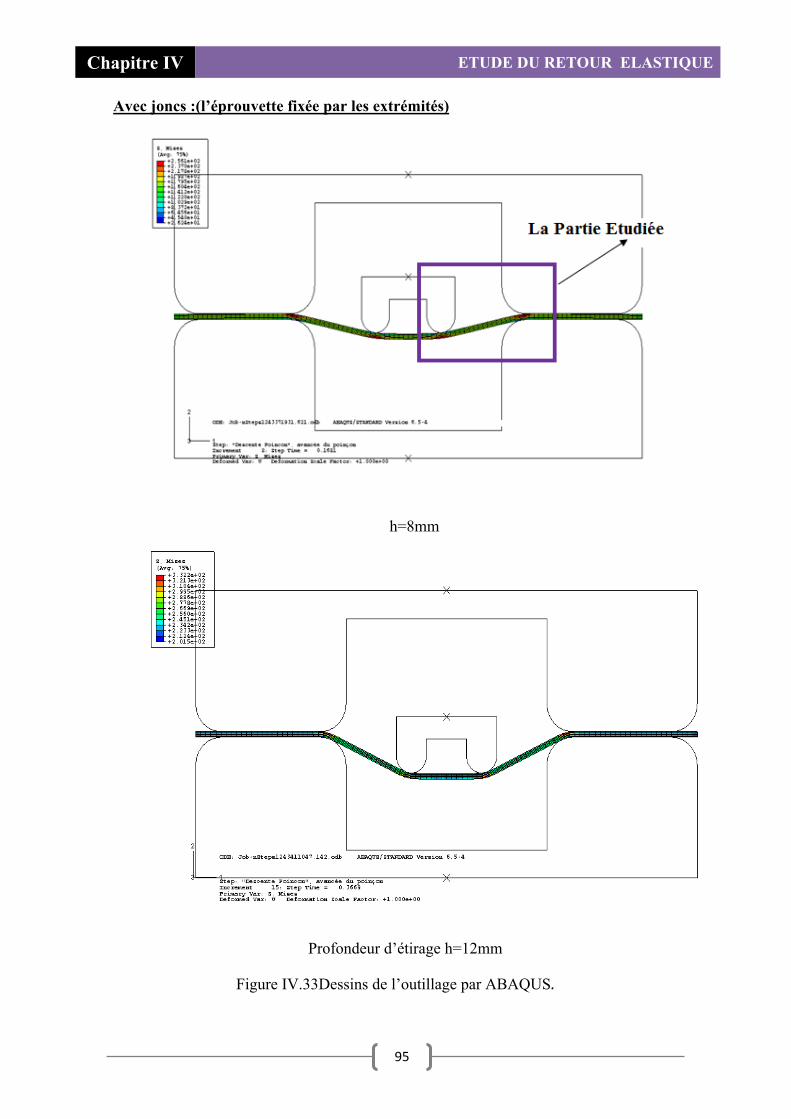
Chapitre IV ETUDE DU RETOUR ELASTIQUE
95
Avec joncs :(l’éprouvette fixée par les extrémités)
h=8mm
Profondeur d’étirage h=12mm
Figure IV.33Dessins de l’outillage par ABAQUS.
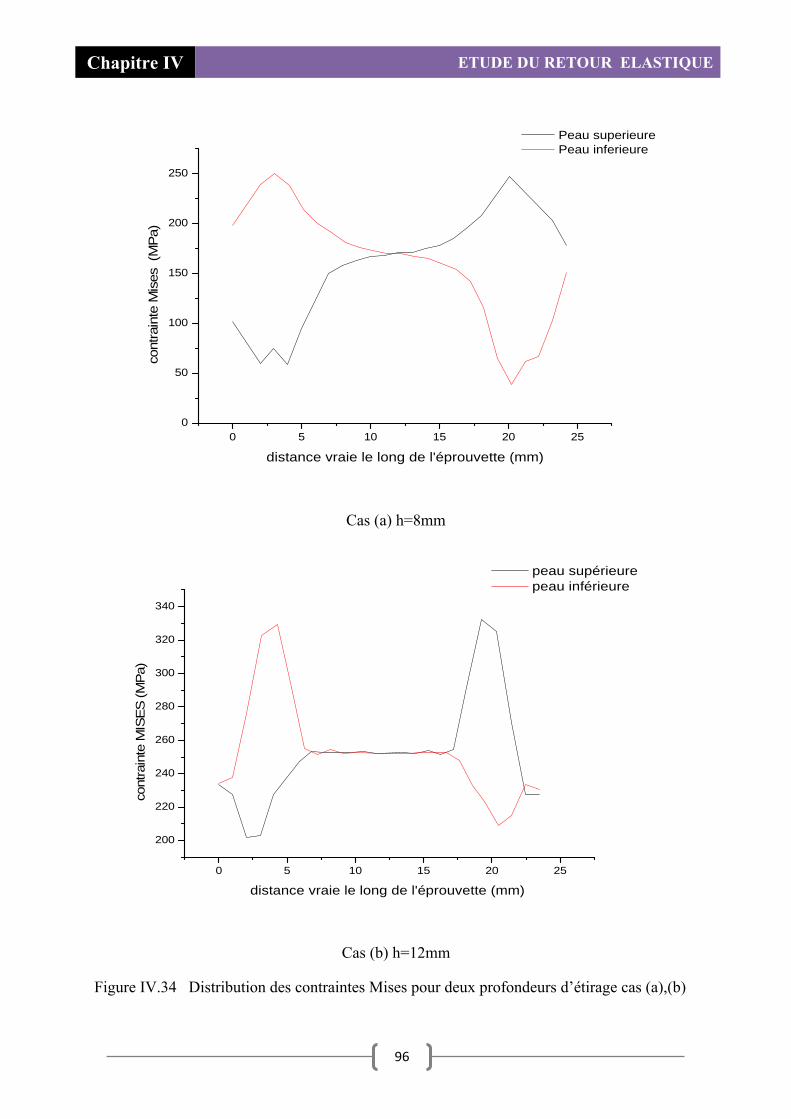
Chapitre IV ETUDE DU RETOUR ELASTIQUE
96
Cas (a) h=8mm
Cas (b) h=12mm
Figure IV.34 Distribution des contraintes Mises pour deux profondeurs d’étirage cas (a),(b)
0 5 10 15 20 250
50
100
150
200
250
cont
rain
te M
ises
(M
Pa)
distance vraie le long de l'éprouvette (mm)
Peau superieure Peau inferieure
0 5 10 15 20 25
200
220
240
260
280
300
320
340
cont
rain
te M
ISE
S (M
Pa)
distance vraie le long de l'éprouvette (mm)
peau supérieure peau inférieure
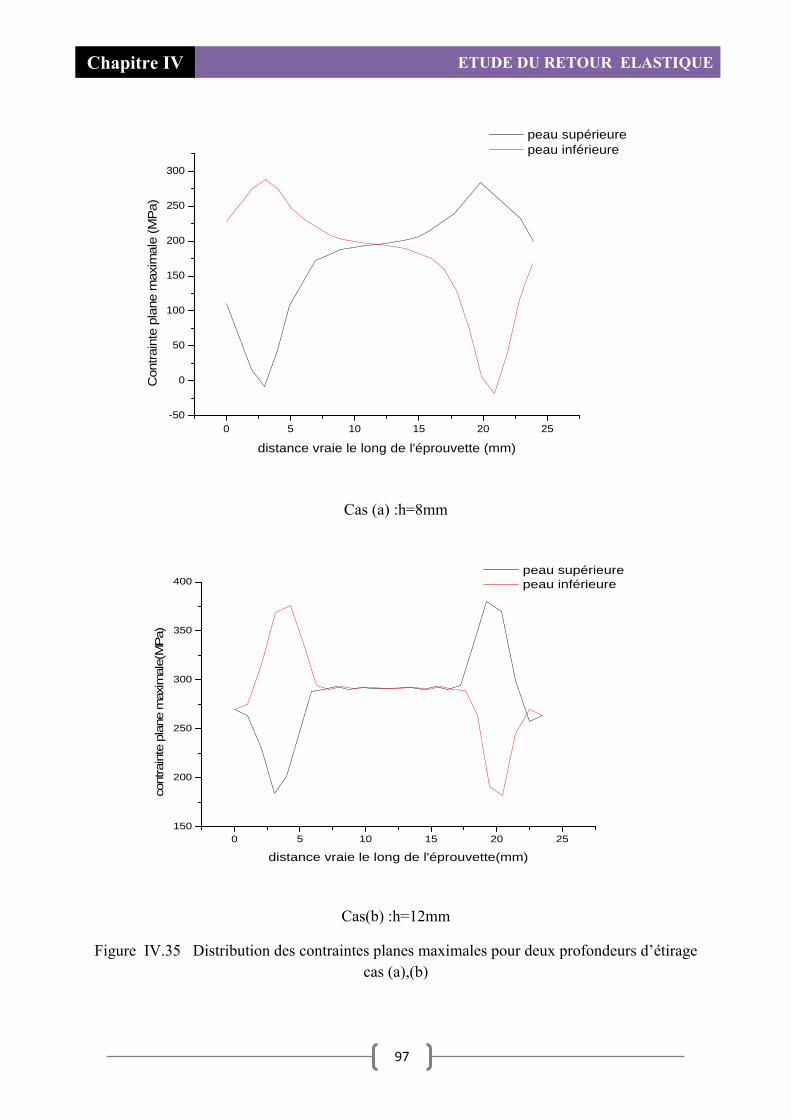
Chapitre IV ETUDE DU RETOUR ELASTIQUE
97
Cas (a) :h=8mm
Cas(b) :h=12mm
Figure IV.35 Distribution des contraintes planes maximales pour deux profondeurs d’étirage cas (a),(b)
0 5 10 15 20 25-50
0
50
100
150
200
250
300
Con
train
te p
lane
max
imal
e (M
Pa)
distance vraie le long de l'éprouvette (mm)
peau supérieure peau inférieure
0 5 10 15 20 25150
200
250
300
350
400
cont
rain
te p
lane
max
imal
e(M
Pa)
distance vraie le long de l'éprouvette(mm)
peau supérieure peau inférieure
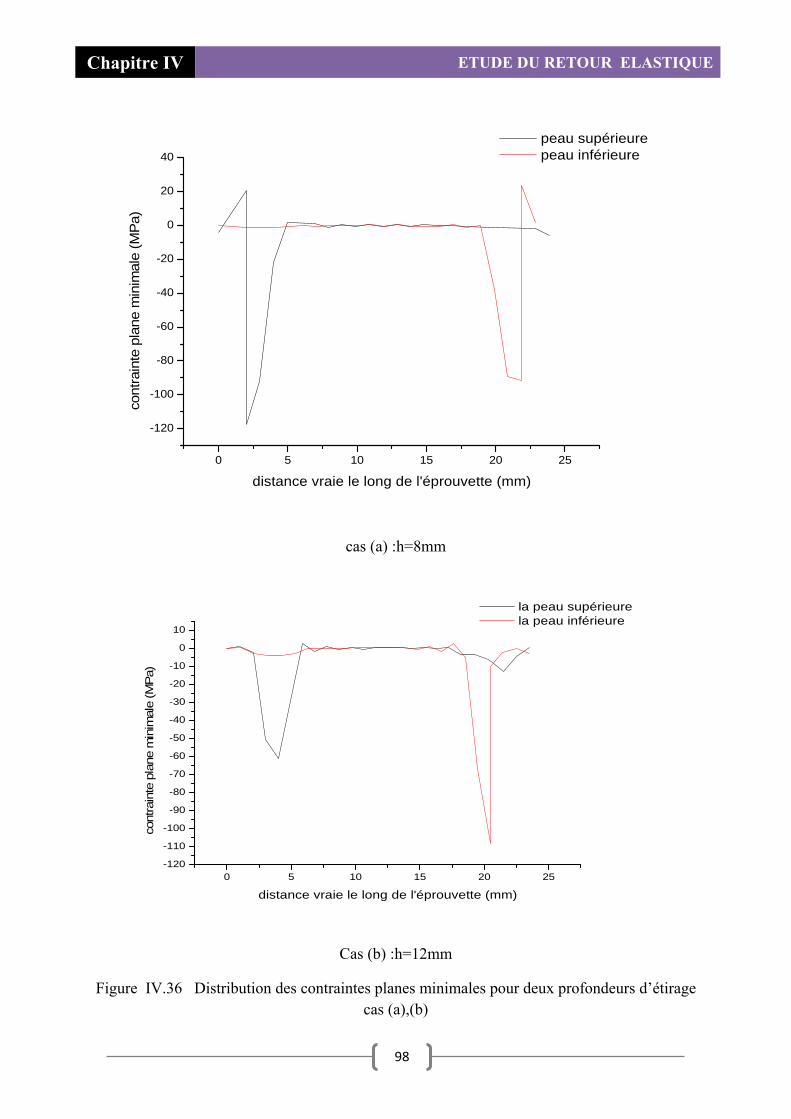
Chapitre IV ETUDE DU RETOUR ELASTIQUE
98
cas (a) :h=8mm
Cas (b) :h=12mm
Figure IV.36 Distribution des contraintes planes minimales pour deux profondeurs d’étirage cas (a),(b)
0 5 10 15 20 25
-120
-100
-80
-60
-40
-20
0
20
40
cont
rain
te p
lane
min
imal
e (M
Pa)
distance vraie le long de l'éprouvette (mm)
peau supérieure peau inférieure
0 5 10 15 20 25-120
-110
-100
-90
-80
-70
-60
-50
-40
-30
-20
-10
0
10
cont
rain
te p
lane
min
imal
e (M
Pa)
distance vraie le long de l'éprouvette (mm)
la peau supérieure la peau inférieure
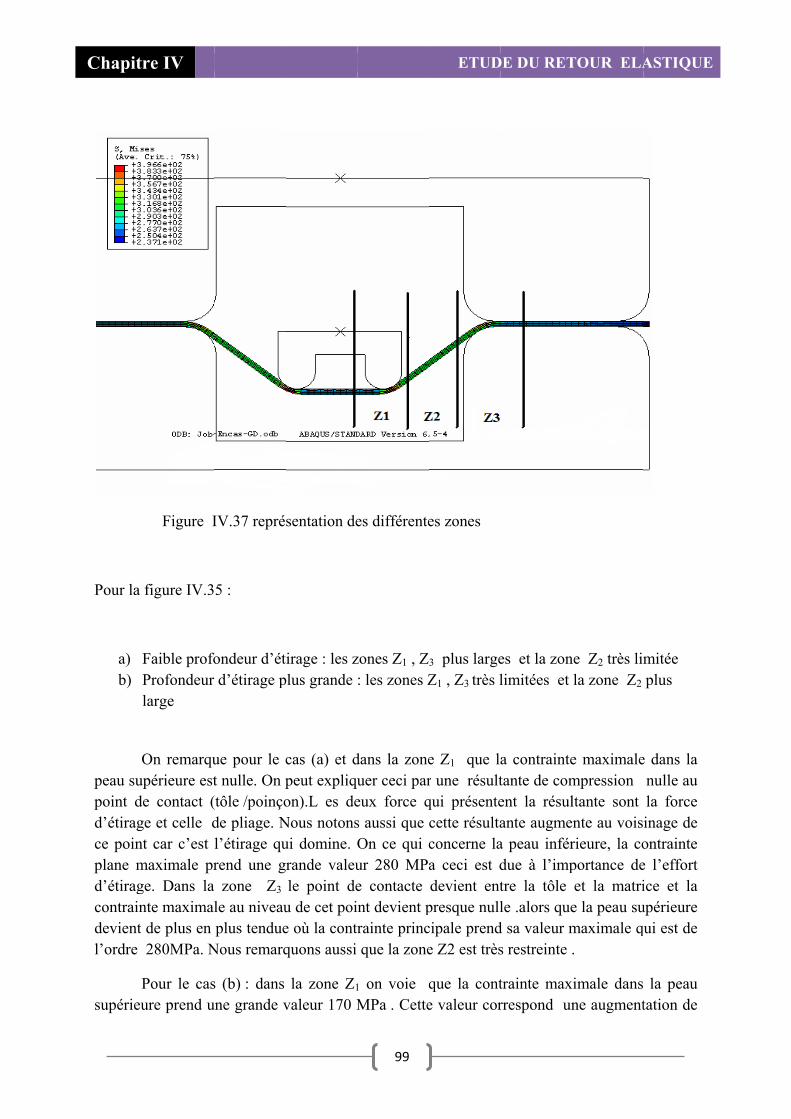
Chapitr
Pour la
a) Fb) P
l
O
peau suppoint ded’étiragce pointplane md’étiragcontraindevient l’ordre
Psupérieu
re IV
Figure I
figure IV.3
Faible profoProfondeur large
On remarqupérieure este contact (
ge et celle dt car c’est
maximale prge. Dans la nte maximalde plus en 280MPa. N
Pour le casure prend u
IV.37 repré
5 :
ondeur d’étd’étirage p
ue pour le ct nulle. On p(tôle /poinçode pliage. Nl’étirage qurend une g
zone Z3
le au niveauplus tendue
Nous remarq
s (b) : dans une grande v
sentation de
irage : les zplus grande
cas (a) et dpeut expliquon).L es de
Nous notonsui domine. Orande valeule point de
u de cet poie où la contrquons aussi
la zone Z1
valeur 170 M
99
es différente
zones Z1 , Z: les zones Z
dans la zoneuer ceci pareux force qs aussi que On ce qui cur 280 MPae contacte nt devient prainte princque la zone
1 on voie qMPa . Cette
ETUD
es zones
3 plus largeZ1 , Z3 très l
e Z1 que lar une résultqui présentecette résultaconcerne laa ceci est ddevient ent
presque nullcipale prende Z2 est très
que la conte valeur cor
DE DU RET
es et la zonlimitées et
a contraintetante de coment la résulante augmea peau inférdue à l’imptre la tôle le .alors que
d sa valeur ms restreinte
trainte maxrrespond un
TOUR ELA
ne Z2 très limla zone Z2
e maximalempression ltante sont
ente au voisrieure, la coportance deet la matrie la peau sumaximale q.
ximale dansne augment
ASTIQUE
mitée plus
e dans la nulle au la force inage de ontrainte e l’effort ice et la upérieure qui est de
la peau tation de
Chapitre IV ETUDE DU RETOUR ELASTIQUE
100
contrainte par rapport au cas (a) et ceci est due à une croissance notable de l’effort d’étirage correspondant à une grande profondeur d’étirage. La résultante des deux forces opposées est positive donc c’est l’étirage qui domine, et on voie aussi que la contrainte principale prend une valeur supérieure à 350 MPa dans la peau inférieure c’est toujours l’étirage qui domine et vis versa dans la zone Z3. La zone Z2 est devenue plus large et uniforme. Dans ce cas la contrainte maximale dans les deux peaux est la même car l’éprouvette est tendue uniformément dans cette zone en absence d’une flexion (étirage uniforme)
Pour la distribution des contraintes planes minimales fig(IV.36)
Z2 : étirage uniforme due à une tension pure ceci correspond à une seule contrainte de tension σ1.
En ce qui concerne les zones Z1, Z3, les contactes tôle/ poinçon ; tôle /matrice ont fait l’existence d’une deuxième contrainte de compression.
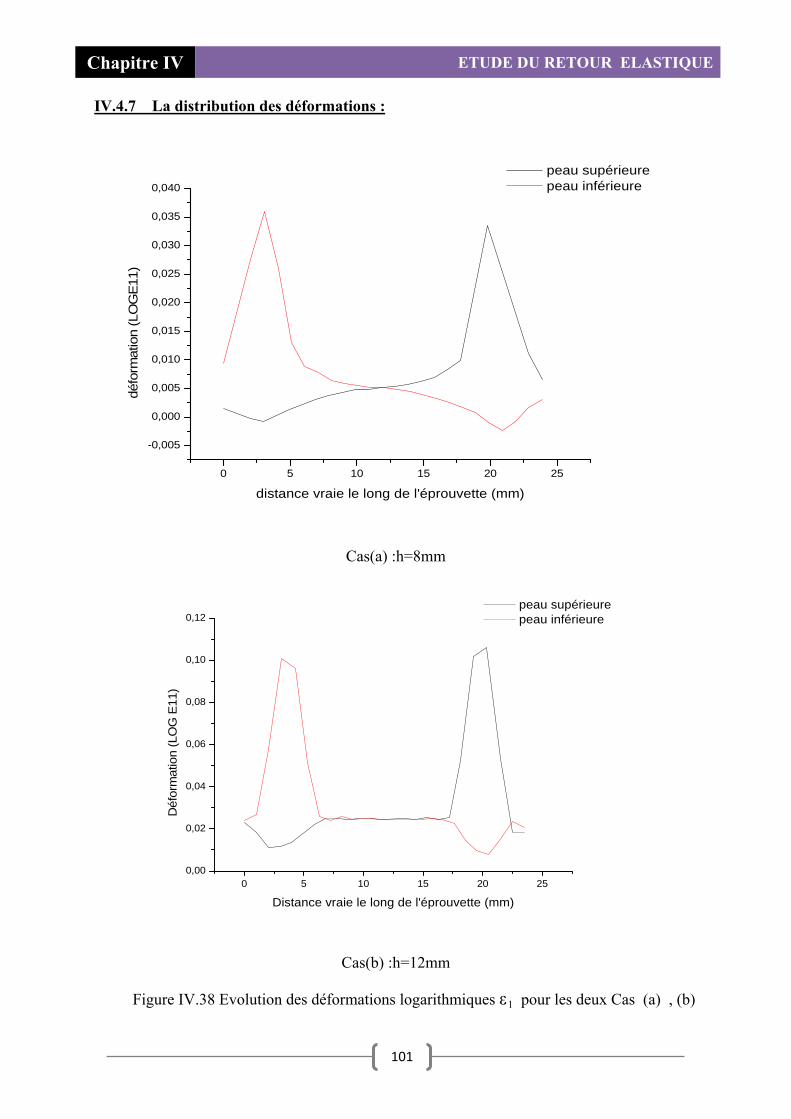
Chapitre IV ETUDE DU RETOUR ELASTIQUE
101
IV.4.7 La distribution des déformations :
Cas(a) :h=8mm
Cas(b) :h=12mm
Figure IV.38 Evolution des déformations logarithmiques ε 1 pour les deux Cas (a) , (b)
0 5 10 15 20 25
-0,005
0,000
0,005
0,010
0,015
0,020
0,025
0,030
0,035
0,040
défo
rmat
ion
(LO
GE1
1)
distance vraie le long de l'éprouvette (mm)
peau supérieure peau inférieure
0 5 10 15 20 250,00
0,02
0,04
0,06
0,08
0,10
0,12
Déf
orm
atio
n (L
OG
E11
)
Distance vraie le long de l'éprouvette (mm)
peau supérieure peau inférieure
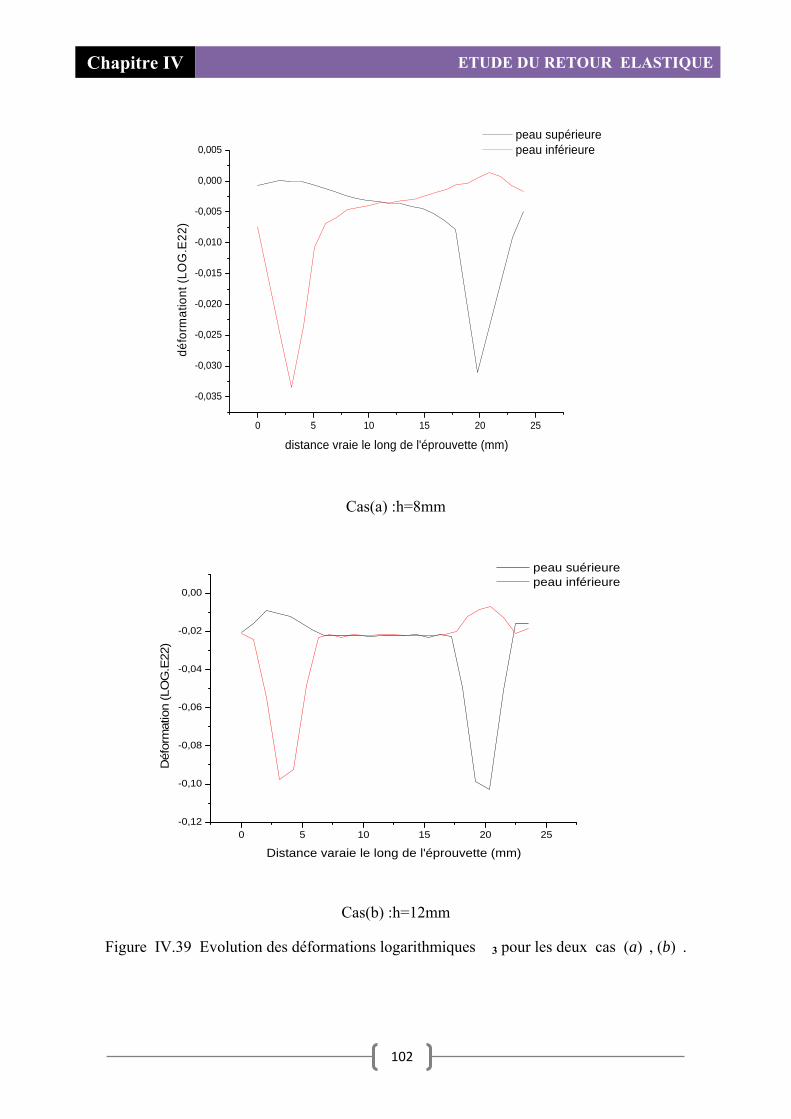
Chapitre IV ETUDE DU RETOUR ELASTIQUE
102
Cas(a) :h=8mm
Cas(b) :h=12mm
Figure IV.39 Evolution des déformations logarithmiques �3 pour les deux cas (a) , (b) .
0 5 10 15 20 25
-0,035
-0,030
-0,025
-0,020
-0,015
-0,010
-0,005
0,000
0,005
défo
rmat
iont
(LO
G.E
22)
distance vraie le long de l'éprouvette (mm)
peau supérieure peau inférieure
0 5 10 15 20 25-0,12
-0,10
-0,08
-0,06
-0,04
-0,02
0,00
Déf
orm
atio
n (L
OG
.E22
)
Distance varaie le long de l'éprouvette (mm)
peau suérieure peau inférieure
Chapitre IV ETUDE DU RETOUR ELASTIQUE
103
L’allure des courbes de déformations coïncide avec l’allure des courbes de
distribution des contraintes.
La déformations logarithmiques E22 c’est la déformation �3 , ont voie que cette
déformation coïncide avec la variation de �3 dans les différentes zones dans la pratique .
On remarque que les déformations �3 ;�1 augmentent avec l’augmentation de la
profondeur d’étirage . une grande valeur de la déformation �1 de la peau inférieure est
enregistrée dans la zone de contact avec le poinçon et ça est expliqué par le phénomène de
traction (flexion) ;par contre pour la peau supérieure on remarque une petite valeur de
déformation qui est expliquée par le phénomène de compression et comme la distribution des
contraintes on remarque aussi que pour la profondeur d’étirage h=12mm l’évolution des
déformations dans la zone D1 D2 est constante car cette zone est étendue uniformément. et
vis versa en dans la zone de contacte avec la matrice.
IV.4 .8 Simulation du retour élastique :
Etant donnée la complexité et le coût élevé du processus d'emboutissage, les essais
expérimentaux ne peuvent pas être poussés sans limitations matérielles et technologiques,
d'où la nécessité de logiciels informatiques pouvant gérer cette technique et maîtrisant le
phénomène du retour élastique. Une simulation numérique d'un tel procédé, que ce soit par
une méthode analytique , ou par une méthode des éléments finis , sera très utile pour la
compréhension du phénomène et la maîtrise de ses différents paramètres technologiques
Grâce à ses performances, la méthode des éléments finis semble la plus adéquate pour la
simulation numérique des processus de mise en forme .
A partir de ce besoin, le code de calcul "ABAQUS" est utilisée pour étudier le
phénomène du retour élastique d'emboutissage de tôles minces .
On simulera l'emboutissage d'un demi-flan d’un alliage d’aluminium (voir tableau
IV.2) d'épaisseur 0.8 mm, de largeur 6mm et de longueur 128 mm (l'autre moitié étant
obtenue par symétrie).
L'emboutissage s'effectue sur une profondeur de 14 mm avec un rayon d'entrée
matrice de 4 mm et un rayon de poinçon de 8 mm. Au cours de cette simulation, le coefficient
de frottement sera égal à 0,14.
Chapitr
Avec le
re IV
e logiciel "A
Figu
ABAQUS" (
ure.IV.40.C
(figure 8), l'
Configuratio
104
opération d
on initiale d
ETUD
d'emboutissa
de la tôle av
DE DU RET
age se dérou
vec "ABAQ
TOUR ELA
ule en 4 étap
QUS"
ASTIQUE
pes :
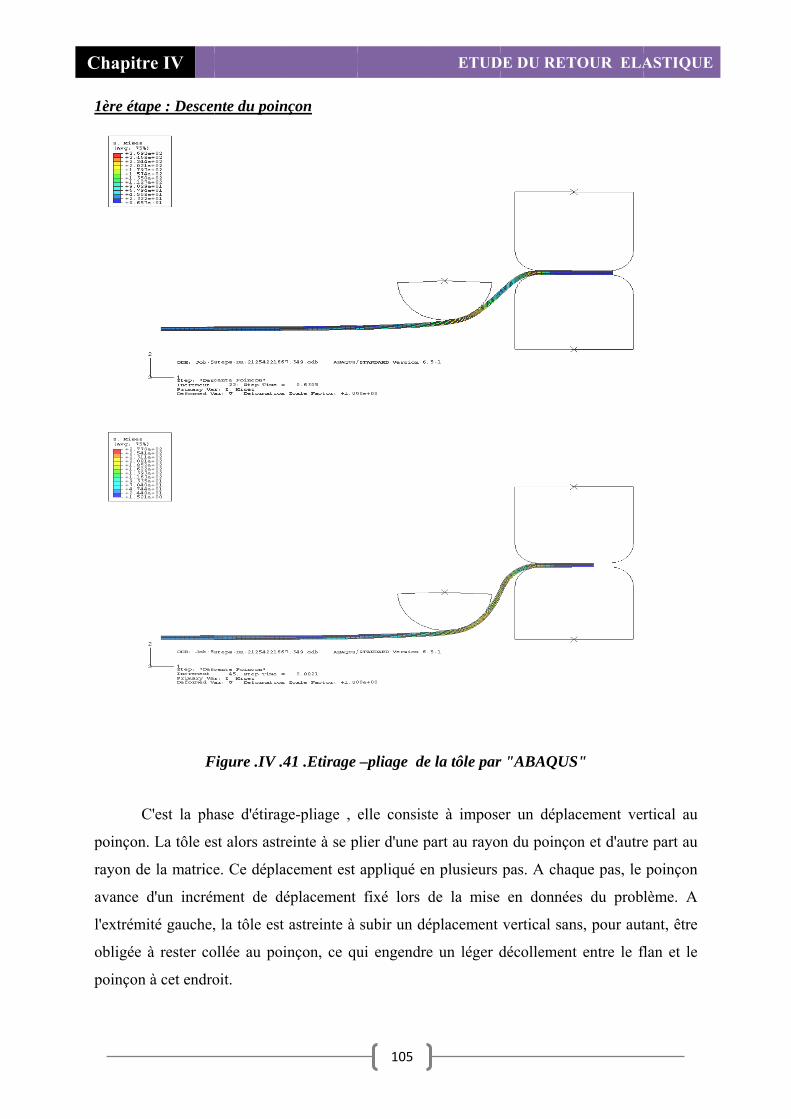
Chapitr
1ère éta
C
poinçon
rayon d
avance
l'extrém
obligée
poinçon
re IV
ape : Descen
F
C'est la pha
n. La tôle es
de la matrice
d'un incrém
mité gauche,
à rester co
n à cet endro
nte du poin
Figure .IV .4
ase d'étirag
st alors astr
e. Ce dépla
ment de dé
, la tôle est
ollée au poi
oit.
nçon
41 .Etirage
ge-pliage ,
einte à se p
acement est
éplacement
astreinte à
inçon, ce qu
105
–pliage de
elle consist
plier d'une p
appliqué en
fixé lors d
subir un dé
ui engendre
ETUD
e la tôle par
te à impose
part au rayon
n plusieurs
de la mise
éplacement
e un léger d
DE DU RET
r "ABAQUS
er un dépla
n du poinço
pas. A chaq
en donnée
vertical san
décollemen
TOUR ELA
S"
acement ver
on et d'autre
que pas, le
es du prob
ns, pour aut
nt entre le f
ASTIQUE
rtical au
e part au
poinçon
lème. A
tant, être
flan et le
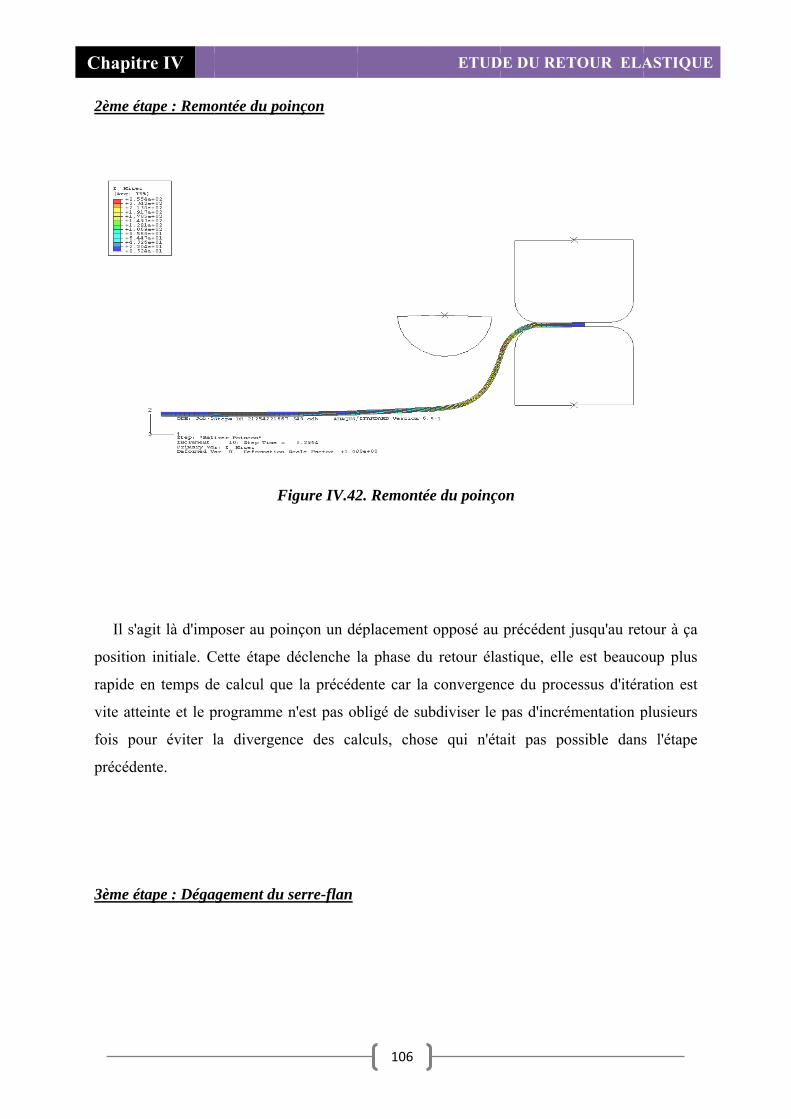
Chapitr
2ème ét
Il s'a
position
rapide e
vite atte
fois po
précéde
3ème ét
re IV
tape : Remo
agit là d'imp
n initiale. C
en temps de
einte et le p
our éviter l
ente.
tape : Dégag
ontée du po
F
poser au po
Cette étape
e calcul qu
programme
la divergen
agement du
oinçon
Figure IV.42
inçon un dé
déclenche l
e la précéd
n'est pas ob
nce des ca
serre-flan
106
2. Remonté
éplacement
la phase du
dente car la
bligé de sub
alculs, chos
ETUD
ée du poinço
opposé au
u retour éla
convergen
bdiviser le
se qui n'éta
DE DU RET
on
précédent j
astique, elle
ce du proce
pas d'incrém
ait pas po
TOUR ELA
jusqu'au ret
e est beauco
essus d'itéra
mentation p
ssible dans
ASTIQUE
tour à ça
oup plus
ation est
plusieurs
s l'étape
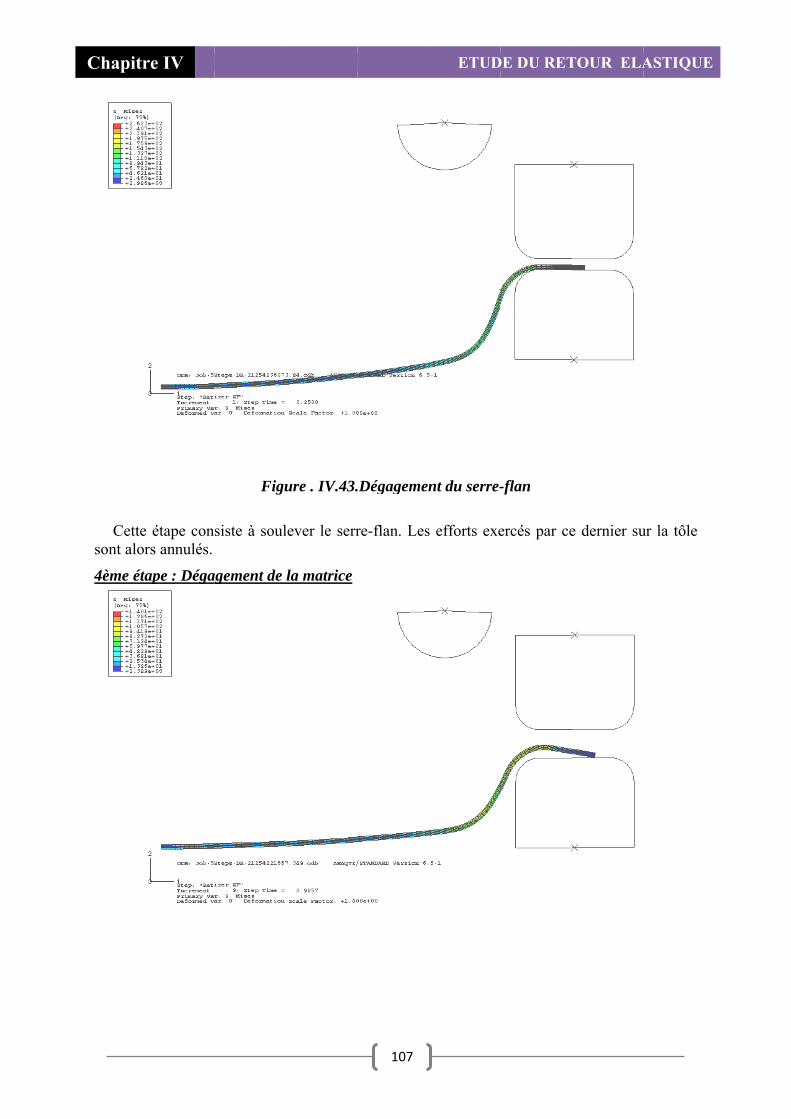
Chapitr
Cettesont alo
4ème ét
re IV
e étape conors annulés.
tape : Dégag
Figu
siste à soul
agement de
ure . IV.43.
lever le serr
la matrice
107
Dégagemen
re-flan. Les
ETUD
nt du serre-
s efforts exe
DE DU RET
-flan
ercés par ce
TOUR ELA
e dernier su
ASTIQUE
ur la tôle
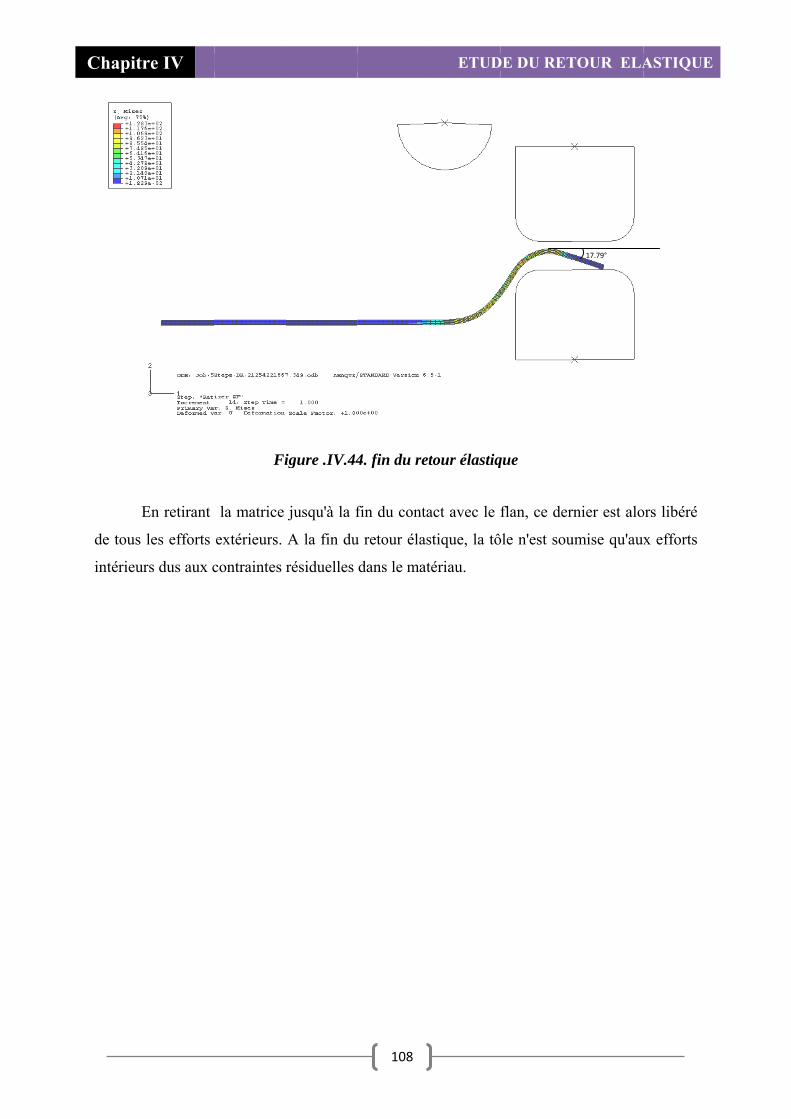
Chapitr
E
de tous
intérieu
re IV
En retirant
les efforts
urs dus aux c
Fi
la matrice
extérieurs.
contraintes r
igure .IV.44
jusqu'à la f
A la fin du
résiduelles
108
4. fin du ret
fin du conta
u retour élas
dans le mat
ETUD
tour élastiq
act avec le f
stique, la tô
tériau.
DE DU RET
que
flan, ce der
ôle n'est sou
TOUR ELA
rnier est alo
umise qu'aux
17.79°
ASTIQUE
ors libéré
x efforts
II Conclusion générale et Perspectives
Conclusion et Perspectives
Dans un premier temps, nous avons présenté une étude bibliographique pour décrire le
procédé d’emboutissage pour le situer parmi l’ensemble des procédés de mise en forme
existants et montrer son importance sur le plan économique : (utilisation en industrie, les
essais de caractérisation, les paramètres du procédé, …). Ceci nous a permis de comprendre la
mise en œuvre du procédé afin de pouvoir mener à bien la suite de notre recherche concernant
l’étude de l’une des caractéristiques rencontrés dans ce procédé c’est le retour élastique.
Ensuite, nous avons présenté une synthèse sur les défauts rencontres dans la mise en forme
et à la fin de l’étude bibliographique nous avant projeter la lumière sur le retour élastique et les
paramètres qui influencent .
Dans ce travail nous avons étudié l’effet de la force (pression) de serrage du serre flan ainsi
que l’effet du rayon de courbure de la matrice sur le retour élastique, et sur les déformation �1 ,
�2 et �3 lors de la mise en forme de l’aluminium. Comme nous avons présenté les résultats de
nos essais, réalisés sur un dispositif qui simule le processus d’emboutissage à travers les essais
de pliage- étirage des éprouvettes en aluminium.
Les résultats obtenus nous ont permis de tirer les conclusions suivantes :
• Le retour élastique primaire croit avec l’augmentation du rayon de courbure.
• D’autres essais particuliers ont été réalisés en montrant l’effet de la force
(pression) de serrage causé par l’intermédiaire du serre flan. En effet toute
augmentation de la pression de serrage, provoque une légère croissance du
retour élastique, sauf pour le cas d’une pression nulle où le retour élastique est
énormément élevé. Ce dernier est expliqué par la dominance de la flexion.
• Le rapport des rayons de courbure R1/R2 a aussi une part d’influence sur le
résultat du retour élastique ce dernier peut avoir des valeurs proche de zéro si
les rayons R1, R2 se rapprochent.
• Un grand amincissement (grande valeur de déformation) minimise la valeur du
retour élastique.

II Conclusion générale et Perspectives
Nous avons terminés ce travail par une simulation numérique en utilisant un code de
calcule ABAQUS dans le but de maitriser cette technique qui a un impact intéressant sur la
maîtrise des procèdes de mise en forme. A travers ces résultats, nous avons pu suivre la
variation des déformations dans différentes zones de l’éprouvette. On a ainsi conclu que la
concentration des déformations maximales est située dans la zone de contact entre le rayon du
poinçon et le rayon de la matrice, ce qui validé par théorie et par simulation numérique.
Bibliographie
113
[Andersson 05] A. Andersson, «Numerical and experimental evaluation of springbackin a front side member», Journal of Materials Processing Technology, 169, 2005, pp352–356.
[A.Soualem 07], A.Soualem, E.H.Ouakdi, G.Ferron, 2007, «Comparative Study of Springback for Expansion and Retreint Deep Drawing, Journal of Engineering and Applied Sciences» Vol.2, N°05, pp.849-853.
[Arwidson 05] Claes Arwidson, «Numerical simulation of sheet metal forming for high strength steels», Sweden, 2005. [A. Cornet 03], A.Cornet et F. Hlawka, « Science des matériaux, propriétés et comportement des matériaux du microscopique ou macroscopique » [Barisien 04] Jérôme Barisien, «résistance des matériaux», DENOD, 2004. [Bat 05] Batoz J.L., Naceur H., Guo Y.Q., « Approche inverse pour la modélisation etl’optimisation du procédé d’emboutissage et fonctionnalités du logicielFast_Stamp » 17 Congrès Français de Mécanique, Troyes, Septembre 2005 [Bui 04] Q. V. Bui, L. Papeleux, J. P. Ponthot, «Numerical simulation of springback using enhanced assumed strain elements», Journal of Materials Processing Technology,v153–154 ,2004,pp314–318. [Bru 03] Brunet Michel, Morestin Fabrice, Sabourin Françis and Godereaux Stephane, «Identification of non-linear kinematiquc hardening with bendreverse bend experiments in anisotropic sheet-metals», International Journal of Forming Processes, 2003 [Chan 04] W.M. Chan., H.I. Chew, H.P. Lee, B.T. Cheok, «Finite element analysis of spring-back of V-bending sheet metal forming processes», Journal of Materials Processing Technology,148 ,2004,pp15–24. [Chang 02] Sung Ho Chang, Jang Mo Shin, Young Moo Heo, «Springback characteristics of the tailor-welded strips in U-bending», Journal of Materials Processing Technology, 130–131, 2002, pp14–19. [Chenal 99] Bruno Chenal, «écrouissage d'alliage d'aluminium», Technique de l'ingénieur, 1999, M 230. [Cho 03] J.R. Cho, S.J. Moon, Y.H. Moon, «Finite element investigation on spring-back characteristics in sheet metal U-bending process», Journal of Materials Processing Technology 141, 2003, pp109–116. [Chuna 02] B.K. Chuna, J.T. Jinna, J.K. Leeb, «Modeling the Bauschinger effect for sheet metals, part I: theory», international Journal of Plasticity, 18, 2002, pp571–595.
Bibliographie
114
[Carden 02] .K.P. Li, W.P. Carden, R.H. Wagoner, 2002, “Simulation of springback”, International Journal of Mechanical Sciences , 44, pp.103–122. [Col 02-1] Alain Col, «Emboutissage des tôles, aspect mécanique», Technique de l'ingénieur, 2002, MC1, M3 181.
[Col 02-3] Alain Col, «emboutissage des tôles, importance des modes de
déformation», technique de l'ingénieur, MC1, M 3 180. 2002 [Carden et al. 02] Carden, W.D., Geng, L.M., Matlock, D.K., Wagoner, R.H., «Measurement of springback. » . Int. J. of Mech. Sci. 44, 79-101. 2002
[Chu95] F. Pourboghrat, E.Chu, 1995, “Prediction of spring-back and side-wall curl in 2-D draw Bending”, Journal of Materials Processing Technology, 50, pp.361-374.
[Chun02] B.K. Chun, J.T. Jinn, J.K. Lee, 2002, “Modeling the bauschinger effect for sheet metals”, part I: theory , International Journal of Plasticity, 18, pp.571-595. [Crisbon 03] Crisbon D.J., «Experimental measurement and finite element simulation of springback in stamping aluminum alloy sheets for Auto-body panel application», Dep. Mechanical University, Mississippi State University, 2003. [Dongjuan 06] Zhang Dongjuan, Cui Zhenshan, «An analytical model for predicting springback and side wall curl of sheet after U-bending», Computational Materials Science, 142 2006, 216–217. [Des00] R. Descamps, B. Chamont, R. Kergen, «Blank–holder Force Control in Deep Drawing (Application on a Critical Industrial Part) , in New Developments in Sheet Metal Forming ISBN 3–88355–292–5, Klaus Siegert (Editor) :229–247, Fellbach, Germany, 23–24 May 2000. [Esat 02] Volkan Esat, Haluk Darendeliler, Mustafa Ilhan Gokler, «Finite element analysis of springback in bending of aluminium sheet», Materials and Design, 23, 2002, pp223-229. [Fei 06] Dongye Fei, Peter Hodgson, «Experimental and numerical studies of springback in air v-bending process for cold rolled TRIP steels», Nuclear Engineering and Design, 236, 2006,pp 1847–1851. [François 95] Dominique François, André Pineau, André Zaoui, «Comportement mécanique des matériaux», Hermès, Paris, 1995. [Fel00] É. Felder, « Procédés de mise forme : Introduction », Techniques de l’ingénieur, M 3000, 2000. [Fel] . Felder E., « Tribologie de l'emboutissage », Techniques del'ingénieur, Traité Mécanique et Chaleur, B7535.
Bibliographie
115
[Gomes 05] Carlos Gomes, Oladipo Onipede, Michael Lovell, «Investigation of springback in high strength anisotropic steels», Journal of Materials Processing Technology, 159, 2005, pp91–98.
[Geng et Wagoner02] Geng, L., Wagoner, R.H., « Role of plastic anisotropy and its evolution on springback»,.Int. J. Mech. Sci. 44, 123-148. 2002
[Hilditch 07] T.B. Hilditch, J.G. Speer, D.K. Matlock, «Influence of low-strain deformation characteristics of high strength sheet steel on curl and springback in bend-under-tension tests», Journal of Materials Processing Technology, 182, 2007, pp84–94.
[H. Laurent, 96] « Etude en grandes transformation d’une nouvelle famille d’éléments finis coque triangulaire à trois degrés de liberté par nœud. Application à la simulation numérique de l’emboutissage» , Thèse de doctorat, Université de Maine 1996
[Haddag et al.04. ] Haddag, B., Balan, T., Abed-Meraim, F.,. «Finite element prediction of strain-pathinduced anisotropy in deep drawing». In: Esaform Conference Proceedings, Trondheim, 491-494. 2004.
[Haddag07] Badis HADDAG« Contribution à la modélisation de la mise en forme des toles métallique :application au retour élastique et à la localisation» thése de doctorat 2007
[H.B. Mullan 04], H.B. Mullan 2004, “Improved prediction of springback on final formed components”, Journal of Materials Processing Technology, Vol.153-154, pp. 464-471. [Hal00] D. Haller, “Controllable Nitrogen Gas Spring Systems for Stamping Applications, in New Developments in Sheet Metal Forming ISBN 3–88355292–5, Klaus Siegert (Editor) : 249–276, Fellbach, Germany, 23–24 May 200 [Häu00] M. Häussermann, “Multipoint–Cushion–Technology Advances and Die Design”, in New Developments in Sheet Metal Forming ISBN 3–88355–292–5, Klaus Siegert (Editor) : 341–366, Fellbach, Germany, 23–24 May 2000.
[Inamdar 02] M.V.Inamdar, P.P.Date, S.V.Sabnis, «the effects of geometric parametrs on springback in sheets of five materials subject to air vee bending», Journal of Materials Processing Technology, vol. 123, 2002, pp. 459–463.
[Kee.65] Keeler, S.P., 1965. “Determination of the forming limits in automotive stamping”. Sheet Metal Industries 42, 683-703. [Kim 04] Yong Wan Kim, Jong In Kima, « Control of spring back for helically coiled steam generator tube», Nuclear Engineering and Design, 234, 2004, pp 61–70. [Kim 07 ] HONG SEOK KIM «Numerical investigations on springback characteristics of aluminum sheet metal alloys in warm forming conditions» Journal of Materials Processing Technology, 2007
Bibliographie
116
[Khalfallah 05] Ali Khalfallah, «identification des lois de comportement élastique par essais inhomogènes et simulation numériques», Thèse de Doctorat, Faculté Des Science de Tunis, Université Tunis Manar Physique, 2004. [Lia 02-2] Xuechun Lia, Yuying Yanga, Jun Baoa, Effect of the material-hardening mode on the springback simulation accuracy of V-free bending, Journal of Materials Processing Technology, 123, 2002, pp209–211.. [Lee 05-1] Sang-Wook Lee, «A study on the bi-directional springback of sheet metal stamping», Journal of Materials Processing Technology, 167, 2005, pp33–40. [Lee 05-2] Myoung-Gyu Lee, Daeyong Kim, «Spring-back evaluation of automotive sheets based on isotropic–kinematic hardening laws and non-quadratic anisotropic yield functions, part III: applications», International Journal of Plasticity, 21, 2005, pp915–953. [Lee 05-3] Myoung-Gyu Lee, Daeyong Kim, «Spring-back evaluation of automotive sheets based on isotropic-kinematic hardening laws and non-quadratic anisotropic yield functions, Part II: characterization of material properties», International Journal of Plasticity 21, 2005, pp 883–914.
[Lee et al., 05] Lee, M.-G., Kim, D., Kim, C., Wenner, M.L., Wagoner, R.H., Chung,k “Springbackevaluation of automotive sheets based on isotropic-kinematic hardening laws and nonquadraticanisotropic yield functions”. Part II: Characterization of material properties. Int. J. ofPlasticity 21, 883-914. 2005 [Lefebvre 94] D. Lefebvre, E. Haug, F. Hatt, «Industrial Applications of Computer Simulation in Stamping», Journal of Materials Processing Technology, 46, 1994, pp. 351-389. [Lang et al 04] Lang, L., Danckert, J., Nielsen, K.B., 2004.“ Investigation into hydrodynamic deep drawing assisted by radial pressure” - Part I : Experimental observations of the forming process of aluminium alloy. Journal of Materials Processing Technology 148, 119–131. 2004. [Liew 2004] K.M.Liew, H.Tan,T.Ray, «Optimal process design of sheet metal forming for minimum springback via an integration neural network evolution evolutionary algorithm», Strut Multidisc Optim ,2004,pp284-294. [Livatyali 01-2] H. Livatyali, T. Altan, «Prediction and elimination of springback in straight flanging using computer aided design methods», Journal of Materials Processing Technology, 117, 2001, pp 262-268. [Marciniak 02] Z. Marciniak, J. L. Duncan, S. J. Hu, «Sheet metal forming», Butterworth-Heinemann, 2002. [Michel. Colombe et al], « Matériau industriels et Matériaux Métalliques », S8/62292
Bibliographie
117
[Moon 03] Y.H. Moon, S.S. Kang, J.R. Cho, T.G. Kim, «Effect of tool temperature on the reduction of the springback of aluminum sheets», Journal of Materials Processing Technology, 132, 2003,pp 365–368.
[Mesrar 91] Rachid Mesrar, «comportement plastique des tôle sous sollicitation biaxiale et analyse numérique de la mise en forme par gonflement hydraulique», Thèse de Doctorat, Institut Supérieur de Génie Mécanique et Productique, L'université de Metz, 1991.
[M. Banua 07], M. Banua, M. Takamura, T. Hamac, 2006, “Simulation of springback and wrinkling in stamping of a dual phase steel rail-shaped part”, Journal of Materials Processing Technology, Vol.173, pp.178–184.
[Morestin 96-1] Fabrice Morestin, Maurice Boivin, «On the necessity of taking into account the variation in the Young modulus with plastic strain in elastic-plastic software», Nuclear Engineering and Design, 162, 1996, pp107-116.
[Mori et al.05] Mori, K., Akita, K., Abe, Y., “Springback of high strength steel and aluminium alloysheets in bending using CNC servo press”. Int. Conf. on Technology of Plasticity, Italy, 87-88. 2005
[Myoung 05-] Myoung Gray Lee, Daeyong Kim, 2005, “Springback evaluation of automotive sheets based on isotropic-kinematic hardening laws and non –quadratic anisotropic yield functions”, part III: Applications, International Journal of Plasticity, Vol.21, pp.915-953 [Naceur 06] H. Naceur, Y.Q. Guo, S. Ben-Elechi, «Response surface methodology for design of sheet forming parameters to control springback effects», Computers and Structures, 84, 2006, pp 1651–1663. [Nam 03] Jin Nam, Wenxia Li, John J. Lannutti, «Density gradients and springback: environmental influences», Powder Technology, 133, 2003, pp23– 32. [ O.Makarova 06] Définition de protocoles rationnels d’identification de lois de comportement élastoplastiques :Application à la simulation éléments finis d’opérations industrielles d’emboutissage Thèse de doctorat 2006 [Parniere 76] P. Parniere, G. Sanz, «influence des caractéristiques des tôles minces polycristallines sur l'emboutissabilité», CNRS, 1976.
.
[Pourboghrat et Chu, 95 ] Pourboghrat, F., Chu E.,. « Springback in plane strain stretch/draw sheet forming”. Int. J.Mech. Sci. 36 (3), 327–41. 1995
[Ragai 05] Ihab Ragai, Duraid Lazim, James A. Nemes, «Anisotropy and springback in draw-bending of stainless steel 410: experimental and numerical study», Journal of Materials Processing Technology, 166, 2005, pp116–127. [Rui-jie 06] GU Rui-jie, Yang Hem, H An Mei, Li Heng, «Springback of thin-walled tube NC precision bending and its numerical simulation», Trans. Nonferrous Met. SOC. China, 16, 2006, pp63 1-638.
Bibliographie
118
[ R. Martin], « Formage à la presse » BT2, 7510, PB7510-3
[R-Oustau 95] Francois Rondé-Oustau, «conception et mise au point d'une gamme d'emboutissage», Technique de l'ingénieur, BT3, 1995, B7 540. [Samuel 00] M. Samuel, «Experimental and numerical prediction of springback and side wall curl in U-bendings of anisotropic sheet metals», Journal of Materials Processing Technology, 105, 2000, pp382-393. [Sie00] K. Siegert, “ Research and Development in the Field of Sheet Metal Forming Technology of the Institute forMetal forming Technology (IFU) of the University of Stuggart”, in New Developments in Sheet Metal Forming ISBN 3–88355–292–5, Klaus Siegert (Editor) : 277–308, Fellbach, Germany, 23–24 May 2000.
[Sie03] K. Siegert, B. Oberpriller, H. Markstädter, “Hydromechnical Deep Drawing of Car outer Panels, in Hydroformingof Tubes, Extrusions and Sheet Metals” ISBN 3–88355–321–2, Klaus Siegert (Editor) : 551–567, Fellbach Germany, 28–29 October 2003. [Ses04] “Service des Études et des Statistiques Industrielles (Sessi) du Ministère de l'Economie des Finances et del'Industrie; La sous–traitance en chiffres (métaux, plastiques, caoutchouc, électronique”, Dossiers sectoriels, téléchargeable http://www.industrie.gouv.fr/sessi/, 2004.
[Sang-Wook Lee], 2005, “A study on the bi-directional springback of sheet metal stamping”, Journal of Materials Processing Technology, Vol.167, pp.33–40. [Sun 06] P. Sun, J.J. Grácio, J.A. Ferreira, «Control system of a mini hydraulic press for evaluating springback in sheet metal forming», Journal of Materials Processing Technology, 176, 2006, pp55–61. [Teodosiu et Hu 95.98] Teodosiu, C., Hu, Z., “Microstructure in the continuum modeling of plastic anisotropy”.In: 19th Riso International Symposium on Materials Science Proceedings, Roskilde, 149-168. 1998 [T.Sedrat 07]. Toufik SEDRAT « Étude et conception d’un procédéd’emboutissage Appliqué aux moules d’emboutissage pour emballage métallique » 2007 thése de magistère [Tek 00] Tekkaya E., “State of the art of simulation of sheet metal forming”, Journal of Material Proceeding Technologie, 2000 [Wag03] S. Wagner, S. Jäger, “Combination of Deep Drawing With Subsequent Hydroforming, in Hydroforming ofTubes, Extrusions and Sheet Metals” ISBN 3–88355–321–2, Klaus Siegert (Editor) : 227–243, Fellbach, Germany, 28–29 October 2003.
ملخص
في و نصف قطر انحناء القالب هو إبراز تأثير قوة تثبيت الصفائح من هذا العمل الهدف الرئيسي .ن العينة مواضع مختلفة مفي في التشوهالرجوع المرن آما بينا آذالك تأثير هذين اآلخرين
آيبه على آلة بعد ترالمصنوع محليا U باستعمال جهاز الشد و الطي تعامة تم إجراء االختبارا صفةبرقمية ضية دراسة افتراإلى باإلضافة أين تمت دراسة و تقييم تغير الرجوع المرن بداللة االنتقال الشد
.Abaqus باستعمال برنامج
الرجوع المرن : ةالكلمات المفتاحي
Résumé
Dans ce travail, on a étudié l’influence de la force de serrage et le rayon de courbure de la matrice sur le retour élastique et sur les déformations dans différentes zones de l’éprouvette. La première partie est consacrée à l’étude bibliographique sur le principe d’emboutissage et ses techniques, et aussi à la présentation des différents défauts q u ' o n p e u t trouver dans la mise en forme. Dans la deuxième partie, on a montré, à travers les essais d'étirage – pliage, l'action des différents paramètres d’emboutissage sur le retour élastique. Les essais, d’une manière générale, sont assurés en adaptant le dispositif d’étirage-pliage en U sur une machine de traction où nous avons étudié et quantifié la variation du retour élastique en fonction du déplacement, suivie d’une validation numérique, en utilisant le logiciel ABAQUS.
Mots clés : Mise en forme, Emboutissage, retour élastique , logiciel : Abaqus
Abstract
In this work, we have studied the influence of the blank holder force BHF and radius of curvature of the die on the spring-back and there influence on the strain in various zones of specimen. In the first part, we present a bibliographical study on the deep-drawing principle and on its techniques and too with presentation different defects to find in working. In the second part, we h a v e s h o w e d t h e a c t i o n o f d i f f e r e n t d e e p - d r a w i n g p a r a m e t e r s on the spring-back, using the stretching-bending. The tests were ensured by adapting a U-type stretching-bending device on a tensile testing machine, where we studied and quantified the variation of the spring- back according to displacement. A numerical validation is using with the help of ABAQUS software Key words: Forming, Deep-Drawing, spring-back, Software : Abaqus.