Embed Size (px)
Citation preview

Pour la fabrication d’engrenages, des pignons et de crémaillères
Métrique
���������� ��������������

2
Le concept Gear Milling de Vardex• Des outils de fraisage innovants avec multi-plaquettes indexables en carbure pour un usinage très rapide.• Proposant une alternative compétitive au système traditionnel de la fraise-mère.• Des plaquettes et porte-outils spécialement conçus pour les Applications des clients, avec la forme de profil
exact exigé (évolvent, développant ou tout autre profil) qui sera reproduite sur la pièce.
Un nouveau système de serrage
Avantages du système Gear Milling
Usinage très rapide• Au moins 50% de temps de cycle de fabrication en moins par rapport aux autres méthodes• Des plaquettes carbure avec profil complet pour un usinage en une seule passe
Une durée de vie élevée des outils • Des plaquettes jusqu’à 3 arêtes de coupe revêtues d’un substrat submicronique dur
Haute précision et qualité d’usinage• Aucune opération additionnelle nécessaire• Haute qualité d’état de surface
Une solution économique • Un avantage absolu en terme de qualité/prix par rapport aux technologies existantes
Usinage de haute précision • Engrenages : jusqu’à la Classe 7 selon DIN 3962 ou Classe 11 selon ANSI 390.03• Crémaillères spiraliques : selon DIN 5480 ou ANSI B92.1• Crémaillères droites : selon ISO 14-1982
Usinage simplifié • Réglage et utilisation facile en norme 3.5 axes sur fraiseuses CN
ication en mmoins par rapport aux autres méthodes
et pour uun n usinage en une seule passe
revêtueess d’d’un ssububstrat submb icicroronin que dudurr
re
/prix par rapport aux technologies existantes
N 3962 ou Classe 11 selon ANSI 390.03
ou ANSI B92.1
Technologies avancées pour l’usinage
d’engrenages, des pignons et de crémaillèresVoir la vidéo
NOUVEAU
Une nouvelle technologie de butée garantissant un jeu radial et axial
Les butées sont pré-assemblées sur le porte-outils et ne bougent pas pendant le changement de plaquettes

3
Engrenages, pignons et crémaillères peuvent être fabriqués avec Shell Mills, End Mills ou Disc Mills
Applications majeures
End Mill Shell Mill Disc Mill Style U
3 arêtes de coupe
Style UT
1 arête de coupe
Les outils pour le fraisage
d’engrenage Gear Milling
de VARDEX sont capables
d’usiner des rainures droites
ainsi que des rainures
hélicoïdales, couvrant des
Modules de 0.5-6.0mm ou
DP 128.0-4.0
ENGRENAGE
Les outils pour le fraisage
de crémaillères VARDEX
sont capables pour
couvrir
des Modules de 0.5-
6.0mm ou DP 128.0-4.0
CREMAILLIERE
Les outils pour le fraisage
de pignons Gear Milling de
VARDEX sont capables
d’usiner des rainures
droites ainsi que des
rainures hélicoïdales,
couvrant des Modules de
0.5-6.0mm ou DP 48/96-4/8
PIGNONS

4
Le concept de VARDEX pour le Gear Milling
Selon l’application demandée par le client, VARDEX va créer et livrer des plaquettes en concordance à un module/DP spécifique et seule ainsi que le nombre exacte de dents utilisés sur la pièce.
Plaquettes pour le Gear Milling
Style U3 arêtes de coupe
Style UT1 arête de coupeModule = Pas / π
DP = 25.4 / Module
Pas circulaire
IC
L
IC
L
Plaquettes pour l’engrenage, le pignon et la crémaillère
Application Module Pas diamètrique (DP) Taille Plaquette L Arêtes de
coupe Porte-outil Page
ENGRENAGE
CREMAILLIERE
0.5-1.0 26-52 1/4”U 11 3GME5N 25W32-50-2U 215/...
5,9GMD12N D85-22-2U 215/...
1.0-1.5 17-26 3/8"U 16 3
GME5N 32W36-80-3U 215/...
5,6,9GMS6N D42-16-3U 215/...
GMS7N D48-22-3U 215/...
GMD12N D90-22-3U 215/...
1.75-2.0 13-16 1/2"U 22 3 GMS7N D70-27-4U 215/... 7
3.0-3.5 7.5-9 1/2"UT 22 1 GMS6S D85-27-4UT 215/... 7
2.25-2.75 9.5-12 5/8"U 27 3 GMS6N D80-27-5U 215/... 8
3.5-6 4.5-7 5/8"UT 27 1 GMS5S D80-27-5UT 215/... 8
PIGNONS
0.5-1.25 48/96; 40/80; 32/64; 24/48 1/4”U 11 3GME5N 25W32-50-2U 215/...
5,9GMD12N D85-22-2U 215/...
1.5-2.0 20/40; 16/32 3/8"U 16 3
GME5N 32W36-80-3U 215/...
5,6,9GMS6N D42-16-3U 215/...
GMS7N D48-22-3U 215/...
GMD12N D90-22-3U 215/...
2.0-3.0 12/24; 10/20; 8/16 1/2"U 22 3 GMS7N D70-27-4U 215/... 7
4.0-5.0 6/12; 5/10 1/2"UT 22 1 GMS6S D85-27-4UT 215/... 7
3.0-4.0 8/16; 6/12 5/8"U 27 3 GMS6N D80-27-5U 215/... 8
5.0-8.0 5/10; 4/8 5/8"UT 27 1 GMS5S D80-27-5UT 215/... 8

5
* LP will be supplied with the inserts. Use the LP* for the machine set-up
D D2
D1L1
L3≤L1
L
D D2
D1
L1
L
L2 L3≤L1
L2
Porte-outil - Queue Weldon pour IC 1/4”U
Porte-outil - Queue Weldon pour IC 3/8”U
Pour engrenage, pignon et crémaillère Pièces détachées
Taille de
plaquetteArêtes de
coupeCodification Dimensions (mm)
Nombre
de dents
IC L L1 D D1(max)
D2(ref)
*L2(ref) Z Vis de
plaquetteInsérer la clé Torx Butée Vis de
butéeClé de butée
1/4”U 3 GME5N 25W32-50-2U 215/... 116 50 25 30 32 8.0 5 SN2T HK2T 5LST SN5LTR K7T
Pour engrenage, pignon et crémaillère Pièces détachées
Taille de
plaquette
Arêtes de
coupeCodification Dimensions (mm)
Nombre
de dents
IC L L1 D D1(max)
D2(ref)
*L2(ref) Z Vis de
plaquetteInsérer la clé Torx+ Butée Vis de
butéeClé de butée
3/8”U 3 GME5N 32W36-80-3U 215/... 151 80 32 35 36 10.0 5 SR3FIP8 KIP8 2TM1ST M3x7.5 KIP8
Note : des outils spéciaux sont disponibles sur demande.
* L2 est mesuré depuis le centre du profil jusqu’à la pointe du porte-outil.
La valeur L2 est seulement pour référence. Pour une mesure exacte, utiliser un banc de contrôle.
Image seulement pour l’illustration, les valeurs finales D2 et D1 sont livrées avec le porte-outil
Image seulement pour l’illustration, les valeurs finales D2 et D1 sont livrées avec le porte-outil

6
D2 D1
H
d(H6)
L2
D2
D2 D1
H
d(H6)
L2
D2
Porte-outil - Shell Mill pour IC 3/8”U
Porte-outil - Shell Mill pour IC 3/8”U
Image seulement pour l’illustration, les valeurs finales D2 et D1 sont livrées avec le porte-outil
Image seulement pour l’illustration, les valeurs finales D2 et D1 sont livrées avec le porte-outil
Pour engrenage, pignon et crémaillère Pièces détachées
Taille de
plaquette
Arêtes de
coupeCodification Dimensions (mm)
Nombre
de dents
IC D1(max)
D2(ref) d (H6) H *L2
(ref) Z Vis de plaquette
Insérer la clé Torx Butée Vis de
butéeClé de butée
Vis de Porte-outils
3/8”U 3 GMS6N D42-16-3U 215/... 41 42 16 44.5 9.7 6 SR3FIP8 KIP8 2TM1ST M3x7.5 KIP8 M8x1.25x40
Pour engrenage, pignon et crémaillère Pièces détachées
Taille de
plaquette
Arêtes de
coupeCodification Dimensions (mm)
Nombre
de dents
IC D1(max)
D2(ref) d (H6) H *L2
(ref) Z Vis de plaquette
Insérer la clé Torx Butée Vis de
butéeClé de butée
Vis de Porte-outils
3/8”U 3 GMS7N D48-22-3U 215/... 47 48 22 48 10.0 7 SR3FIP8 KIP8 2TM1ST M3x7.5 KIP8 M10x1.5x35
Note : des outils spéciaux sont disponibles sur demande.
* L2 est mesuré depuis le centre du profil jusqu’à la pointe du porte-outil.
La valeur L2 est seulement pour référence. Pour une mesure exacte, utiliser un banc de contrôle.

7
Porte-outil - Shell Mill pour IC 1/2”UT
D2 D1
H
d(H6) D2
L2
D2 D1
H
d(H6) D2
L2
Porte-outil - Shell Mill pour IC 1/2”U
Image seulement pour l’illustration, les valeurs finales D2 et D1 sont livrées avec le porte-outil
Image seulement pour l’illustration, les valeurs finales D2 et D1 sont livrées avec le porte-outil
Pour engrenage, pignon et crémaillère Pièces détachées
Taille de
plaquette
Arêtes de
coupeCodification Dimensions (mm)
Nombre
de dents
IC D1(max)
D2(ref) d (H6) H *L2
(ref) Z Vis de plaquette
Insérer la clé Torx Butée Vis de
butéeClé de butée
Vis de Porte-outils
1/2”U 3 GMS7N D70-27-4U 215/... 69 70 27 54 12.8 7 SR3FIP8 KIP8 2TM2ST M3x7.5 KIP8 M12x1.75x40
Pour engrenage, pignon et crémaillère Pièces détachées
Taille de
plaquetteArêtes de
coupeCodification Dimensions (mm)
Nombre
de dents
IC D1(max)
D2(ref) d (H6) H *L2
(ref) Z Vis de plaquette
Insérer la clé Torx
Vis dePorte-outils
1/2”UT 1 GMS6S D85-27-4UT 215/... 83 85 27 50 9.9 6 SN4T HK4T M12x1.75x40
Note : des outils spéciaux sont disponibles sur demande.
* L2 est mesuré depuis le centre du profil jusqu’à la pointe du porte-outil.
La valeur L2 est seulement pour référence. Pour une mesure exacte, utiliser un banc de contrôle.
8
D2 D1
H
d(H6)
L2
D2
D2 D1
H
d(H6) D2
L2
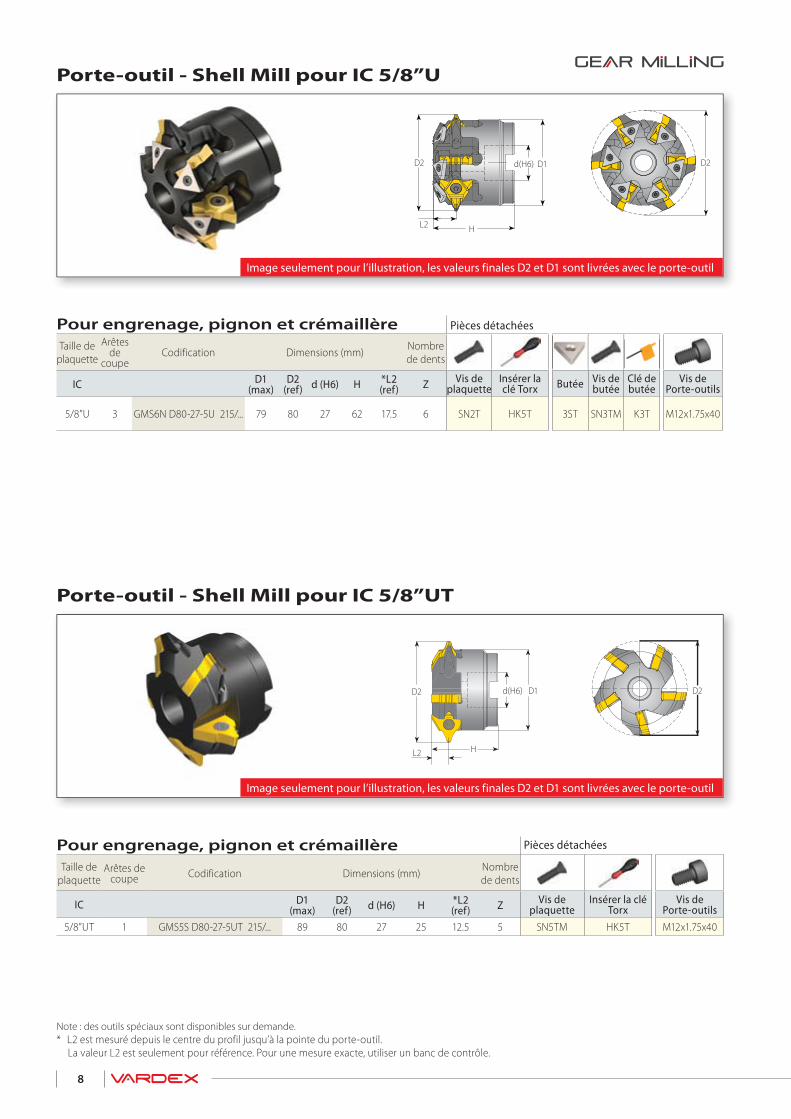
Porte-outil - Shell Mill pour IC 5/8”U
Porte-outil - Shell Mill pour IC 5/8”UT
Image seulement pour l’illustration, les valeurs finales D2 et D1 sont livrées avec le porte-outil
Image seulement pour l’illustration, les valeurs finales D2 et D1 sont livrées avec le porte-outil
Pour engrenage, pignon et crémaillère Pièces détachées
Taille de
plaquette
Arêtes de
coupeCodification Dimensions (mm)
Nombre
de dents
IC D1(max)
D2(ref) d (H6) H *L2
(ref) Z Vis de plaquette
Insérer la clé Torx Butée Vis de
butéeClé de butée
Vis de Porte-outils
5/8”U 3 GMS6N D80-27-5U 215/... 79 80 27 62 17.5 6 SN2T HK5T 3ST SN3TM K3T M12x1.75x40
Pour engrenage, pignon et crémaillère Pièces détachées
Taille de
plaquetteArêtes de
coupeCodification Dimensions (mm)
Nombre
de dents
IC D1(max)
D2(ref) d (H6) H *L2
(ref) Z Vis de plaquette
Insérer la clé Torx
Vis dePorte-outils
5/8”UT 1 GMS5S D80-27-5UT 215/... 89 80 27 25 12.5 5 SN5TM HK5T M12x1.75x40
Note : des outils spéciaux sont disponibles sur demande.
* L2 est mesuré depuis le centre du profil jusqu’à la pointe du porte-outil.
La valeur L2 est seulement pour référence. Pour une mesure exacte, utiliser un banc de contrôle.

9
D2
D1
H
d(H6)
L2
D2
D1
H
d(H6)
L2
Porte-outil - Disc Mill pour IC 1/4”U
Porte-outil - Disc Mill pour IC 3/8”U
Image seulement pour l’illustration, les valeurs finales D2 et D1 sont livrées avec le porte-outil
Image seulement pour l’illustration, les valeurs finales D2 et D1 sont livrées avec le porte-outil
Pour engrenage, pignon et crémaillère Pièces détachées
Taille de
plaquette
Arêtes de
coupeCodification Dimensions (mm)
Nombre
de dents
IC D1(max)
D2(ref) d (H6) H *L2
(ref) Z Vis de plaquette
Insérer la clé Torx Butée Vis de
butéeClé de butée
1/4”U 3 GMD12N D85-22-2U 215/... 84 85 22 25 12.5 12 SN2T HK2T 5LST SN5LTR K7T
Pour engrenage, pignon et crémaillère Pièces détachées
Taille de
plaquette
Arêtes de
coupeCodification Dimensions (mm)
Nombre
de dents
IC D1(max)
D2(ref) d (H6) H *L2
(ref) Z Vis de plaquette
Insérer la clé Torx Butée Vis de
butéeClé de butée
3/8”U 3 GMD12N D90-22-3U 215/... 89 90 22 25 12.5 12 SR3FIP8 KIP8 2TM2ST M3x7.5 KIP8
Note : des outils spéciaux sont disponibles sur demande.
* L2 est mesuré depuis le centre du profil jusqu’à la pointe du porte-outil.
La valeur L2 est seulement pour référence. Pour une mesure exacte, utiliser un banc de contrôle.
10
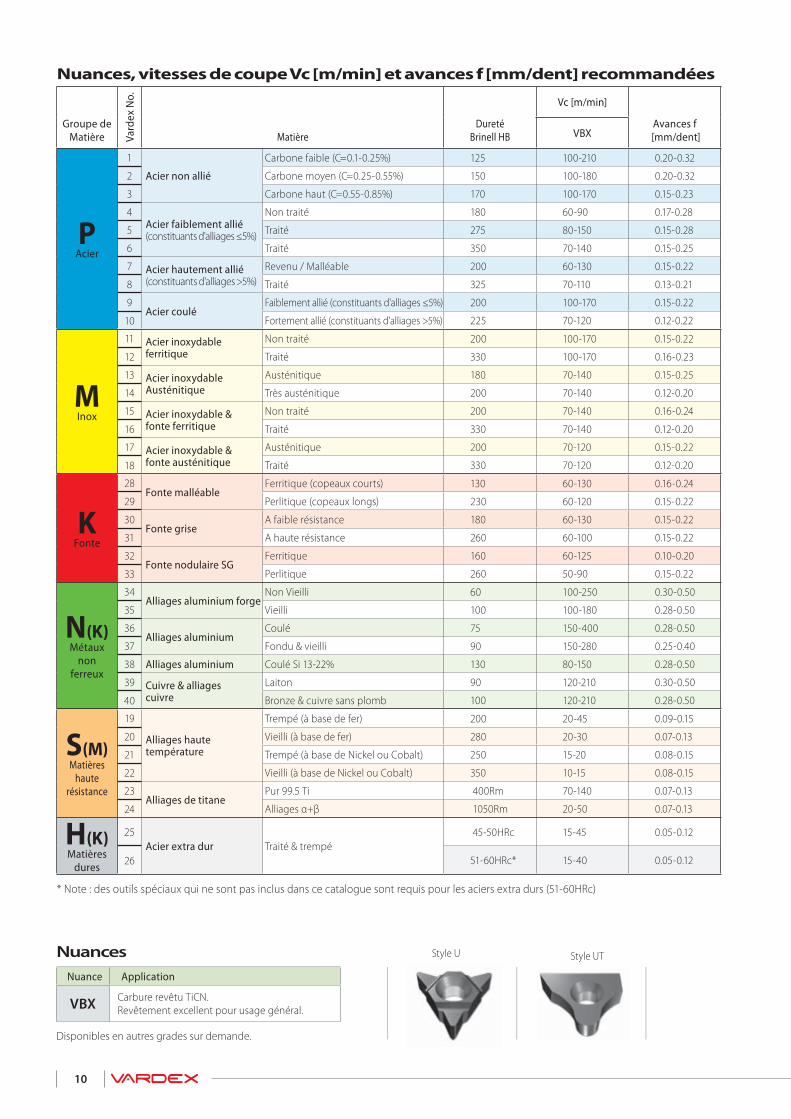
Nuances Style U
Disponibles en autres grades sur demande.
Style UT
Nuance Application
VBXCarbure revêtu TiCN.
Revêtement excellent pour usage général.
Nuances, vitesses de coupe Vc [m/min] et avances f [mm/dent] recommandées
Groupe de Matière Va
rdex
No.
MatièreDureté
Brinell HB
Vc [m/min]
Avances f [mm/dent] VBX
PAcier
1
Acier non allié
Carbone faible (C=0.1-0.25%) 125 100-210 0.20-0.32
2 Carbone moyen (C=0.25-0.55%) 150 100-180 0.20-0.32
3 Carbone haut (C=0.55-0.85%) 170 100-170 0.15-0.23
4Acier faiblement allié(constituants d'alliages ≤5%)
Non traité 180 60-90 0.17-0.28
5 Traité 275 80-150 0.15-0.28
6 Traité 350 70-140 0.15-0.25
7 Acier hautement allié(constituants d'alliages >5%)
Revenu / Malléable 200 60-130 0.15-0.22
8 Traité 325 70-110 0.13-0.21
9Acier coulé
Faiblement allié (constituants d'alliages ≤5%) 200 100-170 0.15-0.22
10 Fortement allié (constituants d'alliages >5%) 225 70-120 0.12-0.22
MInox
11 Acier inoxydable ferritique
Non traité 200 100-170 0.15-0.22
12 Traité 330 100-170 0.16-0.23
13 Acier inoxydableAusténitique
Austénitique 180 70-140 0.15-0.25
14 Très austénitique 200 70-140 0.12-0.20
15 Acier inoxydable & fonte ferritique
Non traité 200 70-140 0.16-0.24
16 Traité 330 70-140 0.12-0.20
17 Acier inoxydable & fonte austénitique
Austénitique 200 70-120 0.15-0.22
18 Traité 330 70-120 0.12-0.20
KFonte
28Fonte malléable
Ferritique (copeaux courts) 130 60-130 0.16-0.24
29 Perlitique (copeaux longs) 230 60-120 0.15-0.22
30Fonte grise
A faible résistance 180 60-130 0.15-0.22
31 A haute résistance 260 60-100 0.15-0.22
32Fonte nodulaire SG
Ferritique 160 60-125 0.10-0.20
33 Perlitique 260 50-90 0.15-0.22
N(K)Métaux
non ferreux
34Alliages aluminium forge
Non Vieilli 60 100-250 0.30-0.50
35 Vieilli 100 100-180 0.28-0.50
36Alliages aluminium
Coulé 75 150-400 0.28-0.50
37 Fondu & vieilli 90 150-280 0.25-0.40
38 Alliages aluminium Coulé Si 13-22% 130 80-150 0.28-0.50
39 Cuivre & alliages cuivre
Laiton 90 120-210 0.30-0.50
40 Bronze & cuivre sans plomb 100 120-210 0.28-0.50
S(M)Matières
haute résistance
19
Alliages haute température
Trempé (à base de fer) 200 20-45 0.09-0.15
20 Vieilli (à base de fer) 280 20-30 0.07-0.13
21 Trempé (à base de Nickel ou Cobalt) 250 15-20 0.08-0.15
22 Vieilli (à base de Nickel ou Cobalt) 350 10-15 0.08-0.15
23Alliages de titane
Pur 99.5 Ti 400Rm 70-140 0.07-0.13
24 Alliages α+β 1050Rm 20-50 0.07-0.13
H(K)Matières
dures
25
Acier extra dur Traité & trempé
45-50HRc 15-45 0.05-0.12
26 51-60HRc* 15-40 0.05-0.12
* Note : des outils spéciaux qui ne sont pas inclus dans ce catalogue sont requis pour les aciers extra durs (51-60HRc)

15 | Pour limite de sortie d’otil, un plan détaillé des composants doit être fourni!
16 | Arc Rayon de sortie (R)
17 | Dureté du matériau (pendant l’usinage)
18 | Designation de la matière
����� � � � � � � � � � �
* Veuillez remettre un document complété pour toute demande (un plan est également recommandé).
Pour les crémaillères, rainures droites, ou autres formes spécifiques, un plan avec toutes les dimensions appropriées doit être fourni!
Formulaire de demande de devis*
Angle de pression
Diamètre de pige
Mesure sur piges
Diamètre extérie
ur
Diamètre du pas
Rayon de filet
Longueur tangentielle sur (N) dents
Diamètre
(de fond) intérieur
Epaisseurde la dent
Information additionnelle
1 | Engrenage / Pignon Standard
2 | Classe de qualité
3 | Module (M) / Pas Diamétral (PD)
4 | Nombre de dents
5 | Angle de pression
6 | Angle d’hélice
7 | Direction d’hélice (RH/LH)
8 | Diamètre du pas (REF)
9 | Diamètre extérieur
10 | Diamètre de fond
11 | Diamètre de forme (pour pignon uniquement)
12 | Rayon de filet
13 | Type de fond (pour pignon uniquement)
Dimensions de base
Max:
Max:
Min:
Min:
14a | Mesure sur piges
14b | Longueur tangentielle sur (N) dents
14c | Epaisseur de la dent - réelle
L’une des informations suivantes doit être fournie:Ø:
N:
Max:
Max:
Max:
Min:
Min:
Min:
Pignon Pignon plat
Pignons platsEvolvente
Rayon de filetDiamètrede forme
Pignons Evolvente
Rayon de filetDiamètrede forme
Rayon de l’outil (R) < Arc de sortie
Rayon de l’outil (R) < Limite de sortie d’outil
Diamètre de pige
Arc de sortie
R (D2/2)
R (D2/2)
Demande No.
Nom du distributeur
Pour la fabrication d’engrenages, des pignons et de crémaillèresllères
221-01290METRIC FR0 2 / 2 0 1 4EDITION 02
Visitez VARGUS
����������� ���������������������
������ ������� ������������������ ����������������������� !"#$%%%"���� !"#$
�����������������
������ ���������&��� ��&����������������&��� ��&���������#�����#�������� !"��%%%"���� !"��
���������� ��������������