Embed Size (px)
Citation preview

Projet de Fin d’Etudes - ESPEILLAC Sylvain –
GM5EI
DESIGN ET CALCUL DE STRUCTURES DE LEVAGE
D’OBTURATEURS DE PUITS DE FORAGE DESTINES A
L’INCORPORATION SUR PLATE-FORME PETROLIERE
Projet de Fin
d’Etudes de
CAMERON France,
à Béziers (34),
JUIN 2012.
Tuteurs CAMERON : MM. JAUZION et VARGAS
Tuteur INSA de Strasbourg : M. KOVAL

Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
1
Institut National des Sciences Appliquées de Strasbourg
PROJET DE FIN D’ETUDES
Auteur : ESPEILLAC Sylvain Promotion : GM5- EI
Titre : DESIGN et CALCUL de STRUCTURES de LEVAGE
D’OBTURATEURS de PUITS de FORAGE DESTINES à
L’INCORPORATION sur PLATE-FORME PETROLIERE
Soutenance : JUIN 2012
Structure d’accueil : CAMERON France
Nb de volume(s) : 1 Nb de pages : 70
Nb de références bibliographiques : 0
Résumé : L’objectif de mon stage était de trouver un design de Lifting Frame qui pouvait s’adapter aux plus
grands nombres de plates-formes pétrolières possibles et dont la résistance mécanique était assurée par un
calcul par éléments finis. Les Lifting Frames sont des pièces qui permettent de soulever et manutentionner
des assemblages très lourds (environ cent tonnes) d’obturateurs de sécurité de puits de forage. J’ai d’abord
identifié les différents paramètres qui influencent le design afin de dessiner une Frame capable de soulever
l’assemblage d’obturateurs lorsque ces paramètres sont le plus défavorable possible. Ainsi dans des cas plus
avantageux le nouveau design sera toujours valable : La Lifting Frame pourra s’adapter sur des plates-
formes pétrolières différentes sans avoir à être entièrement redessinée à chaque fois.
Mots clés : PRODUITS PETROLIERS - CALCUL PAR ELEMENTS FINIS - CONCEPTION
Traduction: The purpose of my professional training was to design a Lifting Frame capable of fitting in any
rigs and whose mechanical resistance was ensured by a finite element analysis. A Lifting Frame is a product
which permits to lift and handle a blowout preventer assembly weighting around one hundred metric ton.
First I had to identify the different parameters which impact on their design. Then I had to design a Lifting
Frame capable of lifting those assemblies even if those parameters were the most restrictive. Thus, in more
convenient case the new design will still be viable: the Lifting Frame will be suitable for different rigs
without having to be redrawn entirely each time.
Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
1
Contenu REMERCIEMENTS .................................................................................................................................... 3
INTRODUCTION ....................................................................................................................................... 4
1. LE FORAGE ....................................................................................................................................... 6
1.1. Qu’est-ce que le forage ? ........................................................................................................ 6
1.2. Le tubage ................................................................................................................................. 6
1.3. La boue de forage .................................................................................................................... 7
1.4. La cimentation des colonnes de tubage .................................................................................. 8
1.5. Les éruptions : blowout ........................................................................................................... 9
1.6. Comment opérer pour maîtriser les éruptions ? .................................................................. 10
2. LA GAMME DE PRODUITS DE CAMERON FRANCE ........................................................................ 12
2.1. Département Forage (Drilling) .............................................................................................. 13
2.1.1. BOP ................................................................................................................................ 13
2.1.2. RAMs.............................................................................................................................. 16
2.1.3. Risers ............................................................................................................................. 17
2.2. Département Surface ............................................................................................................ 18
2.2.1. Vanne à opercules (Gate valve) ..................................................................................... 18
2.2.2. Tête de puits et arbre de Noël ...................................................................................... 19
2.2.3. Choke and Kill (C&K) Manifold ...................................................................................... 20
3. CONTEXTE DE CAMERON .............................................................................................................. 21
3.1. Historique de l’entreprise...................................................................................................... 21
3.2. Contexte économique ........................................................................................................... 23
3.3. Hiérarchie à CAMERON Béziers ............................................................................................. 25
4. TRAVAIL SUR LES LIFTING PLATES ................................................................................................. 27
4.1. L’assemblage du BOP type U ................................................................................................. 28
4.2. Modélisation sous Ansys ....................................................................................................... 32
4.2.1. Contacts ......................................................................................................................... 32
4.2.2. Maillage ......................................................................................................................... 32
4.2.3. Conditions aux limites ................................................................................................... 33
4.2.4. Résultats ........................................................................................................................ 37
4.3. Comparaison avec les anciens calculs de Lifting Plates......................................................... 40
Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
2
5. TRAVAIL SUR LES LIFTING FRAMES ................................................................................................ 42
5.1. Introduction ........................................................................................................................... 42
5.2. Paramètres influençant le design de la Lifting Frame ........................................................... 46
5.2.1. Entraxe des points de levage ......................................................................................... 46
5.2.2. SWL de la Lifting Frame ................................................................................................. 48
5.2.3. Elévation des points de levage ...................................................................................... 48
5.2.4. Orientation Main Lifting Points / Emergency Lifting Points .......................................... 49
5.3. Calcul des Lifting Frame existantes : « BUFFALO » et « LONG HORN » ................................ 51
5.3.1. Calcul sur le design « BUFFALO » .................................................................................. 51
5.3.2. Calcul sur le design « LONG HORN » ............................................................................. 55
5.3.3. Première piste pour un nouveau design : Calcul sur une version avec contact plan
entre la LF et le BOP annulaire ...................................................................................................... 56
5.3.4. Deuxième piste pour un nouveau design : insérer une rondelle entre le BOP annulaire
et la Lifting Frame .......................................................................................................................... 59
5.3.5. Nouveau design retenu pour la Lifting Frame ............................................................... 62
6. CONCLUSION ................................................................................................................................. 66
7. BIBLIOGRAPHIE .............................................................................................................................. 67
Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
3
REMERCIEMENTS
Mes remerciements s’adressent en premier lieu à M. JAUZION, responsable du Bureau
d’Etudes (BE). Il m’a permis de continuer avec ce Projet de Fin d’Etudes (PFE) la formation que j’avais
commencée l’été dernier pour mon stage technicien.
Je tiens aussi à remercier tout particulièrement mon tuteur, M. VARGAS, qui m’a patiemment
encadré tout au long du stage en étant à mon écoute.
Je remercie enfin également toutes les personnes du Bureau d’Etudes qui ont su m’intégrer
et qui ont pris le temps de me faire partager leur savoir-faire.
Pour finir, merci à M. KOVAL qui a été très disponible tout au long de ce PFE pour répondre à
mes questions.
Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
4
INTRODUCTION
Mon PFE s’est déroulé dans le Bureau d’Etudes (BE) de CAMERON à Béziers. Les ingénieurs et
techniciens - principalement des dessinateurs - qui y travaillent sont au nombre d’une vingtaine. Le
premier objectif de ce Bureau d’Etudes n’est pas tant la conception pure de nouveaux produits,
travail globalement centralisé à Houston (USA), que le support de production, car le site de Béziers
est avant tout un site de production :
Création des dessins utilisables dans les ateliers et création/gestion des fichiers permettant
leur suivi jusqu’à la livraison.
Répondre aux NCR (Non Conform Request), c’est-à-dire à des documents écrits à l’atelier ou
par des sous-traitant sur lesquels sont détaillés des non-conformités de pièces : tolérances
géométriques, problème de qualité… Concrètement, les réponses sont soit des demandes de
rebuts, soit des solutions techniques ou bien les ingénieurs estiment qu’il n’est pas
nécessaire d’intervenir.
Toutefois, le savoir-faire acquis par l’usine de Béziers sur certaines pièces fait que pour une
catégorie bien précise de produits Cameron, l’ingénierie et le design se font à Béziers : il s’agit en
particulier des produits Drilling, c’est-à-dire les produits utilisés au cours du forage
Mon travail durant ce PFE s’est principalement centré sur le calcul de résistance de structures
de levage appelées ‘Lifting frame’, conçues pour supporter le poids d’un ‘stack’, qui sont des
assemblages volumineux de différents produits Drilling. Ces stacks sont utilisés sur des plates-formes
pétrolières et en fonction de la géométrie de ces dernières, les lifting frames auront un design
différent.
Aujourd’hui, le BE reçoit de très nombreuses commandes de ces lifting frames, et l’objectif
était donc d’identifier les paramètres principaux impactant le design des lifting frames afin de
pouvoir très tôt - dans le traitement de la commande - se fixer sur une ossature générale de la frame
dont le calcul de résistance, fait sur le logiciel ANSYS, serait par avance valide.
Pour résumer, il a fallu :
Analyser l’historique du design des premières frames, ce qui permet de comprendre
leur fonctionnement, mais il faut en parallèle aussi,
Analyser le fonctionnement complexe des plates-formes pétrolières, ce qui permet
de :
Dégager les paramètres clés du design d’une frame.
Etablir les différents modèles CAO sous Inventor qui seront utilisés pour le calcul par
éléments finis.
Lancer les calculs.
Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
5
Indépendamment de ce travail, j’ai aussi fait des calculs de différents produits dessinés au Bureau
d’Etudes : structure de soutien au levage de Choke and Kill Manifold, pièces de levage pour différents
BOP…
Dans le premier chapitre sera présenté le principe du forage ainsi que l’environnement général d’un
puits de forage, ce qui permettra de comprendre quelles sont les notions principales qui jouent sur
les produits. Aucune distinction ne sera faite entre forage pétrolier et forage gazifière, car les
similitudes sont nombreuses.
Dans le deuxième chapitre on introduira justement les différents produits CAMERON en expliquant
brièvement quels sont leur rôle dans le processus de forage.
Dans le troisième chapitre, je présenterai l’usine de Béziers à laquelle j’ai travaillé : sa localisation,
son fonctionnement, l’aspect économique…
Dans le quatrième chapitre, on entrera enfin dans la partie technique de mon rapport, avec le
premier travail que j’ai fait sur les Lifting Plates.
Le cinquième chapitre sera entièrement consacré à mon sujet de stage :
« Design et calcul de structures de levage d’obturateurs de puits de forage destinées à
l’incorporation sur plate-forme pétrolière »
Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
6
1. LE FORAGE
Les produits sur lesquels j’ai travaillé font partie de la gamme « Drilling », littéralement
forage. Cette partie permet de comprendre l’environnement des produits.
1.1. Qu’est-ce que le forage ? Il s’agit de mettre en place une canalisation, isolée des couches qu’elle traverse, destinée à
mettre en communication la couche productrice avec la surface. Il faut donc que le forage soit tubé
sur toute sa hauteur et cimenté pour le lier au terrain et l’isoler.
1.2. Le tubage C’est un jeu de tubes concentriques de plus en plus petits, mis en place au cours du forage. Il
comprend de manière générale :
1. Un tube conducteur (conductor casing) : il soutient les terrains de surface et protège les
nappes aquifères éventuellement traversées. Cette colonne peut aller jusqu’à 50 mètres.
2. Un second tube appelé colonne technique ou surface casing : solidement ancré jusqu’à
environ 300 mètres, il constitue un amarrage solide et étanche (il est généralement cimenté
sur toute sa hauteur) car on peut traverser des couches sous pression laissant craindre une
éruption en creusant plus profond pour installer le tube suivant.
3. Une deuxième colonne technique pouvant aller jusqu’à 800 mètres.
4. Une colonne dite « perforée » : pénètre dans la formation (pouvant aller de 1500 mètres
jusqu’à 3000 mètres), on l’appelle aussi production casing. Cette colonne protège le tube de
production ou tubing (qui sera installé ultérieurement) des effondrements de la paroi, et
empêche les éboulements éventuels qui colmateraient l’extrémité du tube de production.
Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
7
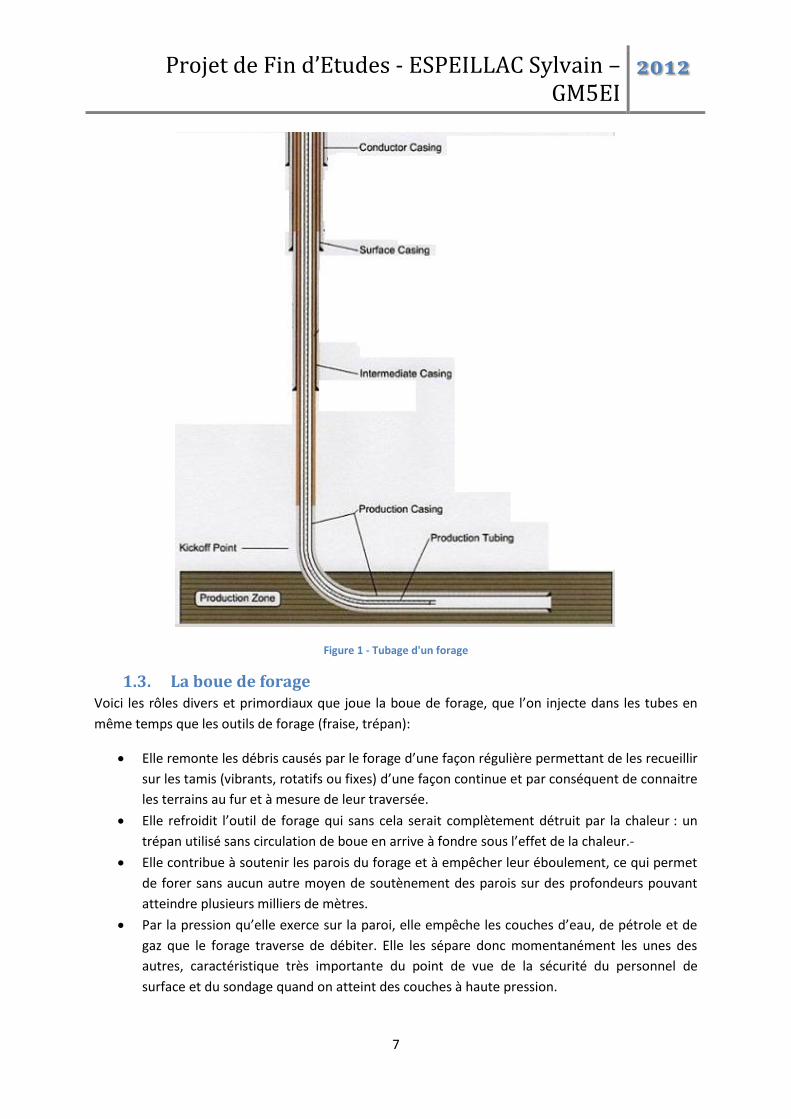
Figure 1 - Tubage d'un forage
1.3. La boue de forage Voici les rôles divers et primordiaux que joue la boue de forage, que l’on injecte dans les tubes en
même temps que les outils de forage (fraise, trépan):
Elle remonte les débris causés par le forage d’une façon régulière permettant de les recueillir
sur les tamis (vibrants, rotatifs ou fixes) d’une façon continue et par conséquent de connaitre
les terrains au fur et à mesure de leur traversée.
Elle refroidit l’outil de forage qui sans cela serait complètement détruit par la chaleur : un
trépan utilisé sans circulation de boue en arrive à fondre sous l’effet de la chaleur.-
Elle contribue à soutenir les parois du forage et à empêcher leur éboulement, ce qui permet
de forer sans aucun autre moyen de soutènement des parois sur des profondeurs pouvant
atteindre plusieurs milliers de mètres.
Par la pression qu’elle exerce sur la paroi, elle empêche les couches d’eau, de pétrole et de
gaz que le forage traverse de débiter. Elle les sépare donc momentanément les unes des
autres, caractéristique très importante du point de vue de la sécurité du personnel de
surface et du sondage quand on atteint des couches à haute pression.
Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
8
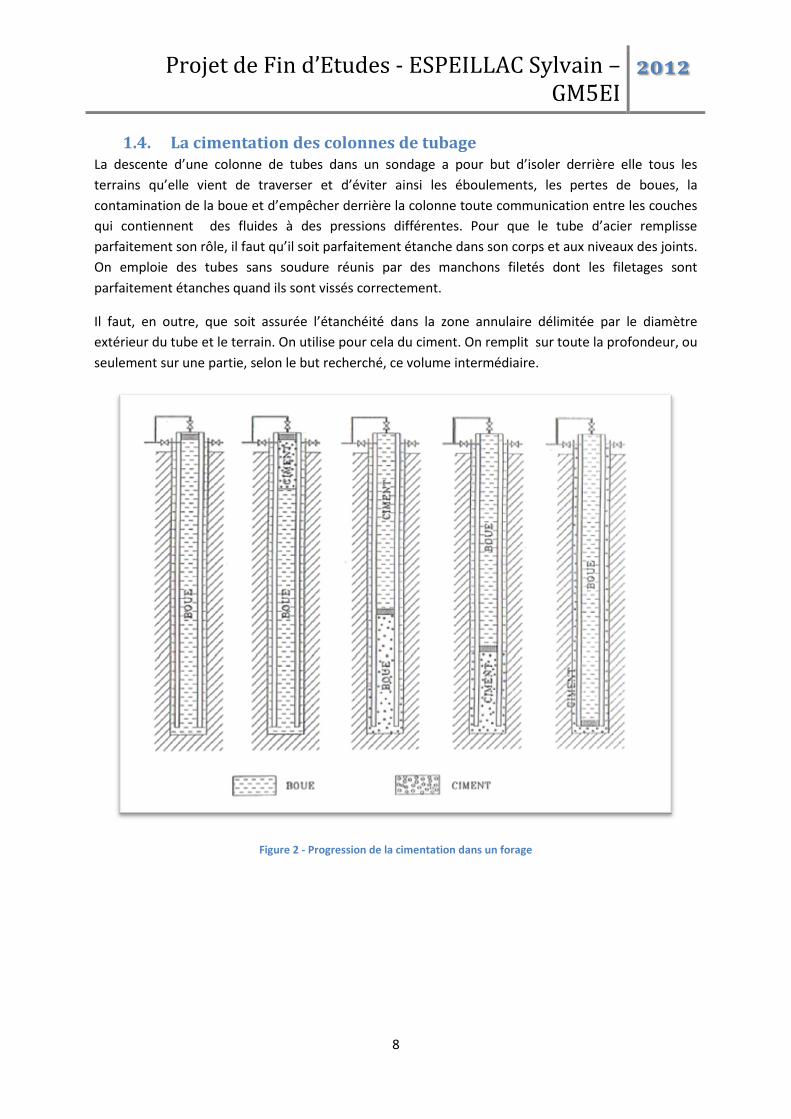
1.4. La cimentation des colonnes de tubage La descente d’une colonne de tubes dans un sondage a pour but d’isoler derrière elle tous les
terrains qu’elle vient de traverser et d’éviter ainsi les éboulements, les pertes de boues, la
contamination de la boue et d’empêcher derrière la colonne toute communication entre les couches
qui contiennent des fluides à des pressions différentes. Pour que le tube d’acier remplisse
parfaitement son rôle, il faut qu’il soit parfaitement étanche dans son corps et aux niveaux des joints.
On emploie des tubes sans soudure réunis par des manchons filetés dont les filetages sont
parfaitement étanches quand ils sont vissés correctement.
Il faut, en outre, que soit assurée l’étanchéité dans la zone annulaire délimitée par le diamètre
extérieur du tube et le terrain. On utilise pour cela du ciment. On remplit sur toute la profondeur, ou
seulement sur une partie, selon le but recherché, ce volume intermédiaire.
Figure 2 - Progression de la cimentation dans un forage

Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
9
1.5. Les éruptions : blowout Le foreur se trouve un jour ou l’autre en présence de phénomènes qui peuvent prendre une tournure
dangereuse et qui sont la conséquence de la traversée par le trépan de terrains contenant de l’eau,
du pétrole et surtout du gaz à haute pression.
Les précautions, très sévères, que lui prescrivent les ingénieurs du réservoir dès l’arrivée dans les
zones pétrolières se justifient par les risques que courent alors le personnel et le forage.
Figure 3 – Eruption de pétrole en tête de puits
L’origine des éruptions est l’arrivée du trépan, qui forait jusqu’alors à travers des terrains ne
contenant pas de gaz, dans une couche perméable gazée dans laquelle le gaz est sous une pression
que nous supposons égale à celle de la boue. Il se crée ce qu’on appelle un bouchon de gaz.
La boue ainsi mélangée au gaz suit son circuit normal, c’est-à-dire remonte dans l’espace annulaire.
Au fur et à mesure que le mélange s’éloigne du fond, la pression à laquelle elle est soumise diminue
et en conséquence le gaz qu’elle contient se décomprime et augmente de volume selon l’évolution
de la loi de Mariotte. Ainsi, le volume du bouchon de gaz augmente très brutalement et s’accélère au
fur et à mesure de la remontée.
Un autre phénomène peut arriver : si la pression de la couche de gaz atteinte est supérieure à celle
qu’exerce la boue à ce niveau, il y aura en plus des bouchons un débit permanent de gaz à travers le
volume intérieur des tubes de forage. La même évolution du volume du gaz se constate ensuite.
Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
10
On peut donc ajouter une caractéristique primordiale de la boue de forage : sa densité est choisie de
manière à ce que la pression qu’elle exerce sur la couche d’hydrocarbures soit légèrement
supérieure à la pression qui règne dans la couche. Dans cette condition, la boue empêche tout débit
de la couche vers la tête du puits, et la boue s’enfonce légèrement dans la couche sans la gâcher.
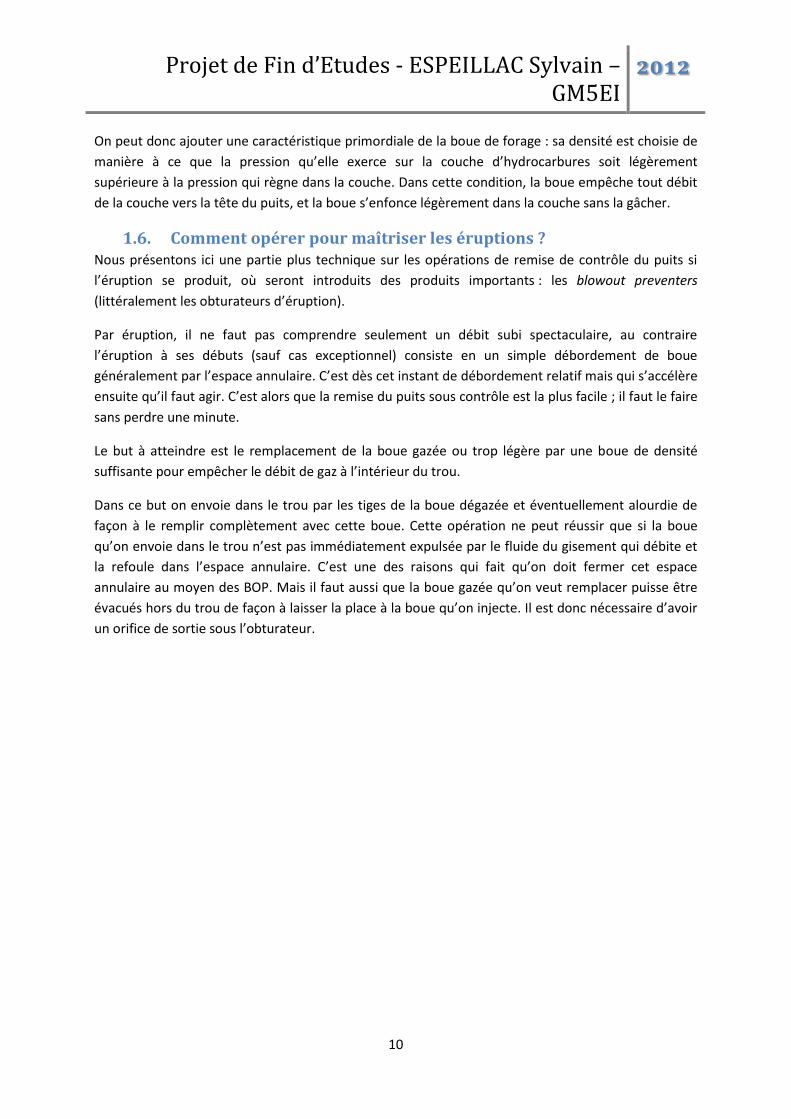
1.6. Comment opérer pour maîtriser les éruptions ? Nous présentons ici une partie plus technique sur les opérations de remise de contrôle du puits si
l’éruption se produit, où seront introduits des produits importants : les blowout preventers
(littéralement les obturateurs d’éruption).
Par éruption, il ne faut pas comprendre seulement un débit subi spectaculaire, au contraire
l’éruption à ses débuts (sauf cas exceptionnel) consiste en un simple débordement de boue
généralement par l’espace annulaire. C’est dès cet instant de débordement relatif mais qui s’accélère
ensuite qu’il faut agir. C’est alors que la remise du puits sous contrôle est la plus facile ; il faut le faire
sans perdre une minute.
Le but à atteindre est le remplacement de la boue gazée ou trop légère par une boue de densité
suffisante pour empêcher le débit de gaz à l’intérieur du trou.
Dans ce but on envoie dans le trou par les tiges de la boue dégazée et éventuellement alourdie de
façon à le remplir complètement avec cette boue. Cette opération ne peut réussir que si la boue
qu’on envoie dans le trou n’est pas immédiatement expulsée par le fluide du gisement qui débite et
la refoule dans l’espace annulaire. C’est une des raisons qui fait qu’on doit fermer cet espace
annulaire au moyen des BOP. Mais il faut aussi que la boue gazée qu’on veut remplacer puisse être
évacués hors du trou de façon à laisser la place à la boue qu’on injecte. Il est donc nécessaire d’avoir
un orifice de sortie sous l’obturateur.
Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
11
Figure 4 – Fonctionnement d’un BOP (obturateur) / Circulation des boues lors d'une éruption
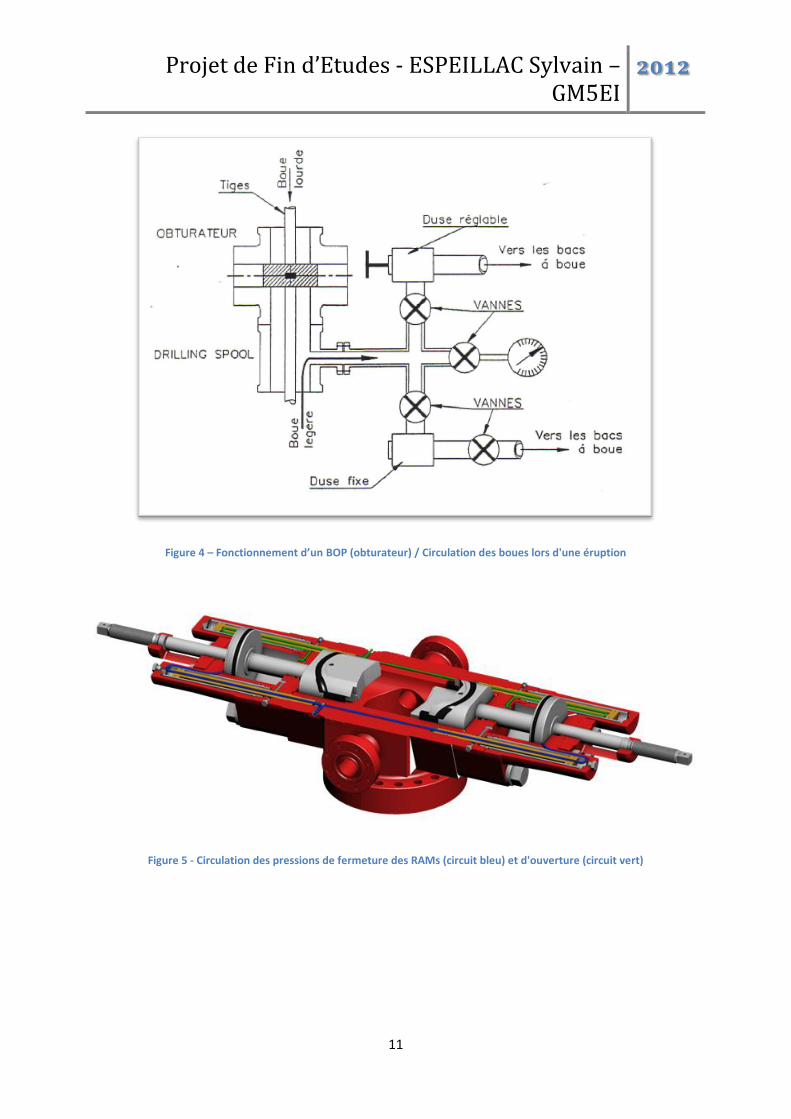
Figure 5 - Circulation des pressions de fermeture des RAMs (circuit bleu) et d'ouverture (circuit vert)
Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
12
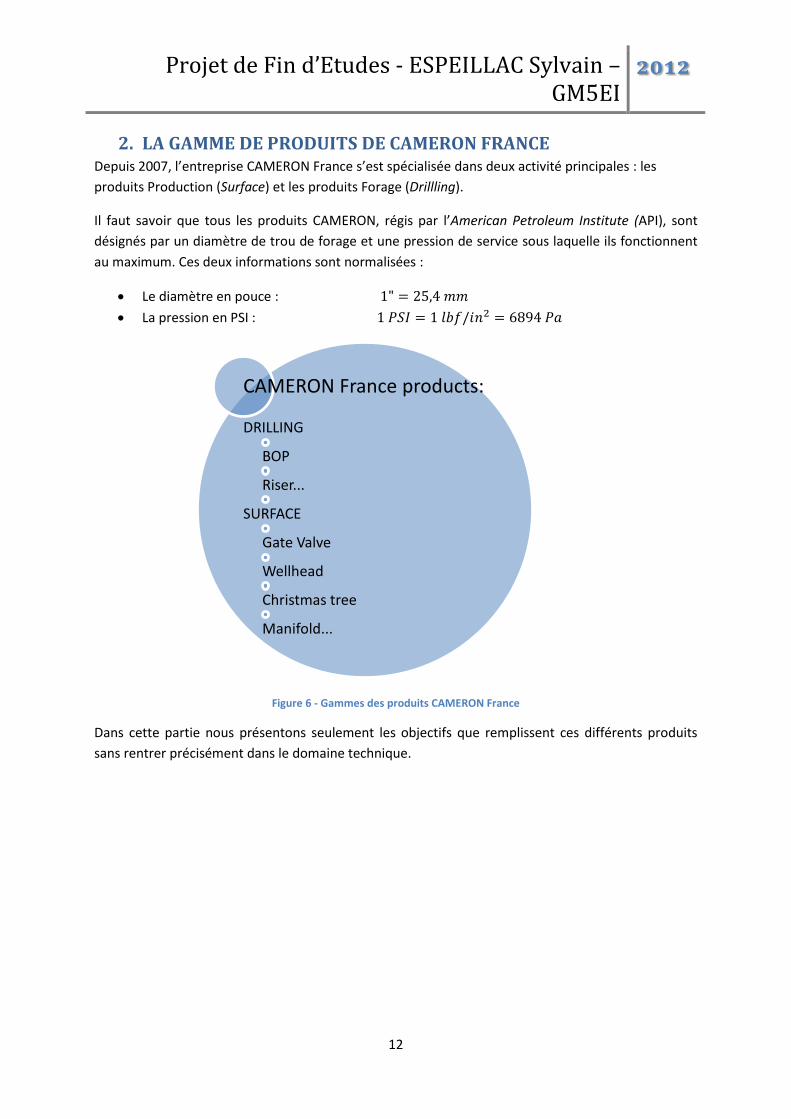
2. LA GAMME DE PRODUITS DE CAMERON FRANCE Depuis 2007, l’entreprise CAMERON France s’est spécialisée dans deux activité principales : les
produits Production (Surface) et les produits Forage (Drillling).
Il faut savoir que tous les produits CAMERON, régis par l’American Petroleum Institute (API), sont
désignés par un diamètre de trou de forage et une pression de service sous laquelle ils fonctionnent
au maximum. Ces deux informations sont normalisées :
Le diamètre en pouce :
La pression en PSI :
Figure 6 - Gammes des produits CAMERON France
Dans cette partie nous présentons seulement les objectifs que remplissent ces différents produits
sans rentrer précisément dans le domaine technique.
CAMERON France products:
DRILLING
BOP
Riser...
SURFACE
Gate Valve
Wellhead
Christmas tree
Manifold...

Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
13
2.1. Département Forage (Drilling)
2.1.1. BOP
Figure 7 – BOP simple
Conçus pour résister à des pressions de service importantes pouvant aller jusqu’à 2000 bars et pour
opérer dans des conditions hostiles, les BOP permettent de sécuriser la tête de puits en cas de risque
de remontées. Des mâchoires permettent d’obstruer le puits en se serrant sur l’arbre du trépan,
préservant ainsi l’étanchéité du puits, ou bien en cas de dernier recours en le coupant.
Les BOP aujourd’hui fabriqués et testés à Béziers ont une renommée mondiale depuis la création de
l’entreprise au début du siècle par les américains J. Abercrombie et H. Cameron. Il s’agit d’un de ses
produits phares.
Les BOP à mâchoires sont essentiellement composés d’un corps en acier très massif, de deux
mâchoires, appelées RAM, qui peuvent avoir plusieurs fonctions selon leur forme (étanchéité pour
contrôler les éruptions, ou cisaillement pour casser le tube de forage en cas extrême) , et de deux
bonnets. Dans ces bonnets se trouve le système de déplacement hydraulique des mâchoires ainsi
que le système de maintien des RAM en position fermée.
Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
14
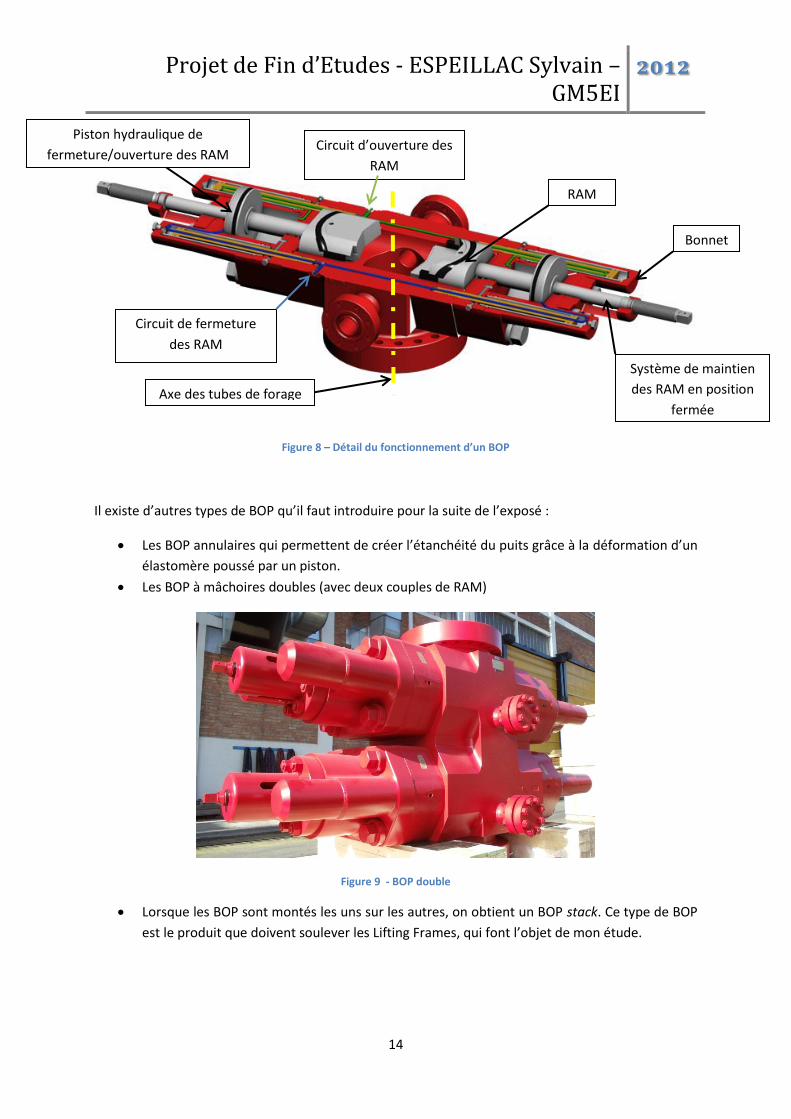
Figure 8 – Détail du fonctionnement d’un BOP
Il existe d’autres types de BOP qu’il faut introduire pour la suite de l’exposé :
Les BOP annulaires qui permettent de créer l’étanchéité du puits grâce à la déformation d’un
élastomère poussé par un piston.
Les BOP à mâchoires doubles (avec deux couples de RAM)
Figure 9 - BOP double
Lorsque les BOP sont montés les uns sur les autres, on obtient un BOP stack. Ce type de BOP
est le produit que doivent soulever les Lifting Frames, qui font l’objet de mon étude.
Bonnet
RAM
Système de maintien
des RAM en position
fermée
Piston hydraulique de
fermeture/ouverture des RAM Circuit d’ouverture des
RAM
Circuit de fermeture
des RAM
Axe des tubes de forage
Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
15
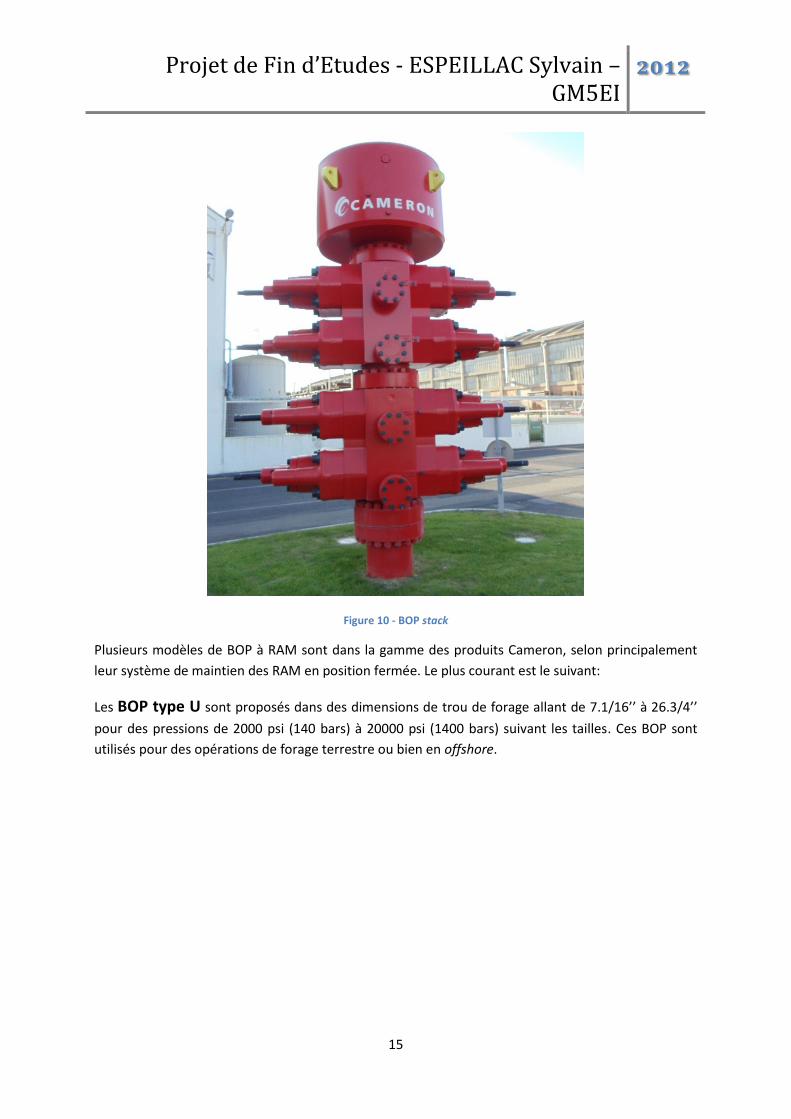
Figure 10 - BOP stack
Plusieurs modèles de BOP à RAM sont dans la gamme des produits Cameron, selon principalement
leur système de maintien des RAM en position fermée. Le plus courant est le suivant:
Les BOP type U sont proposés dans des dimensions de trou de forage allant de 7.1/16’’ à 26.3/4’’
pour des pressions de 2000 psi (140 bars) à 20000 psi (1400 bars) suivant les tailles. Ces BOP sont
utilisés pour des opérations de forage terrestre ou bien en offshore.

Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
16
2.1.2. RAMs
Les RAMs sont principalement de deux types : les Pipe servent à garantir l’étanchéité du puits en cas
d’éruption en épousant la forme du tube de forage, les Shear brisent le tube en cas de perte de
contrôle du puits.
Figure 11 - Pipe RAM à gauche, Shear RAM à droite
Pour certains clients, des shear tests se font à l’atelier : on teste le bon fonctionnement des shear
RAM en brisant un tube de forage du même type que les tubes de production du site.
Figure 12 - Etat du tube de production après un shear test
Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
17
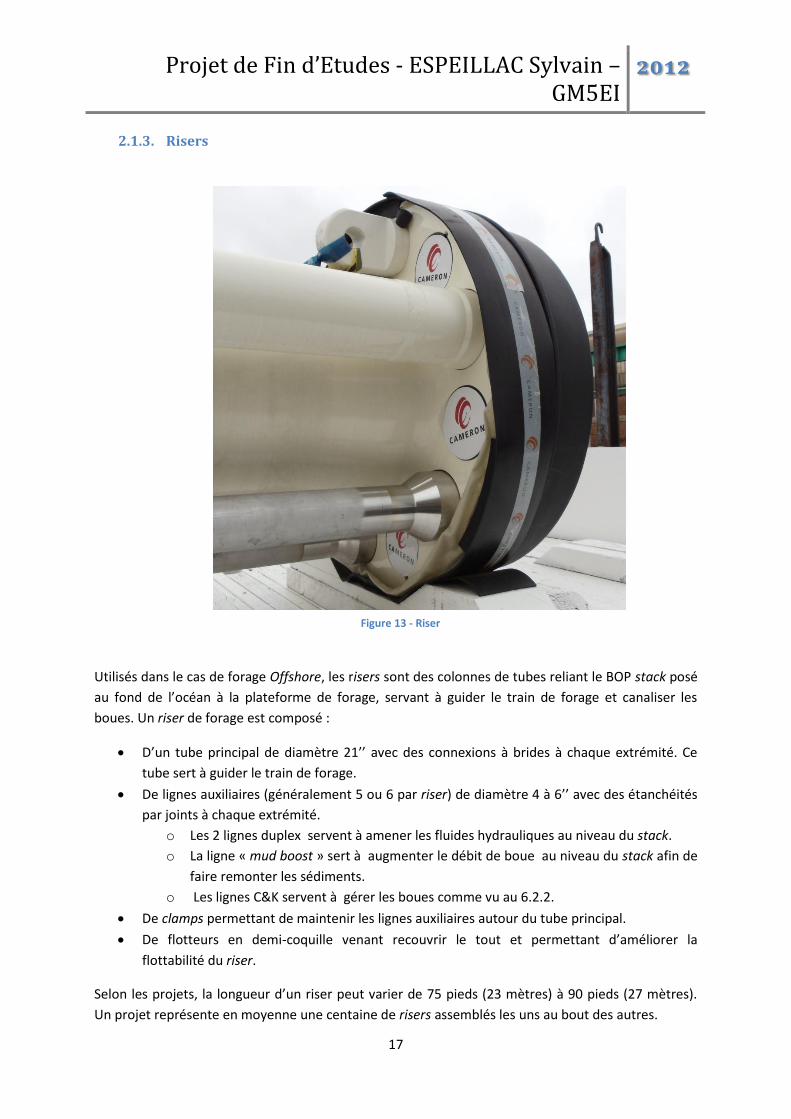
2.1.3. Risers
Utilisés dans le cas de forage Offshore, les risers sont des colonnes de tubes reliant le BOP stack posé
au fond de l’océan à la plateforme de forage, servant à guider le train de forage et canaliser les
boues. Un riser de forage est composé :
D’un tube principal de diamètre 21’’ avec des connexions à brides à chaque extrémité. Ce
tube sert à guider le train de forage.
De lignes auxiliaires (généralement 5 ou 6 par riser) de diamètre 4 à 6’’ avec des étanchéités
par joints à chaque extrémité.
o Les 2 lignes duplex servent à amener les fluides hydrauliques au niveau du stack.
o La ligne « mud boost » sert à augmenter le débit de boue au niveau du stack afin de
faire remonter les sédiments.
o Les lignes C&K servent à gérer les boues comme vu au 6.2.2.
De clamps permettant de maintenir les lignes auxiliaires autour du tube principal.
De flotteurs en demi-coquille venant recouvrir le tout et permettant d’améliorer la
flottabilité du riser.
Selon les projets, la longueur d’un riser peut varier de 75 pieds (23 mètres) à 90 pieds (27 mètres).
Un projet représente en moyenne une centaine de risers assemblés les uns au bout des autres.
Figure 13 - Riser

Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
18
2.2. Département Surface Ce département regroupe tous les produits qui permettent la bonne gestion, le bon contrôle des
hydrocarbures arrivés à la surface. Sur ce domaine l’entreprise se positionne sur le marché européen,
africain et de l’ex-URSS.
2.2.1. Vanne à opercules (Gate valve)
Figure 14 - Gate Valve (sans son volet de fermeture)
Ce produit est largement répandu dans l’industrie de pétrole et du gaz car il s’agit d’un robinet
manuel qui permet d’ouvrir ou fermer les lignes de production si besoin est. Son intérêt est qu’il
n’est pas nécessaire de forcer excessivement pour la fermer.

Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
19
2.2.2. Tête de puits et arbre de Noël
Figure 15 – Christmas Tree (partie supérieure) et Wellhead (partie inférieure)
La tête de puits (Wellhead) et l’arbre de Noël (Christmas tree) sont installés après la phase de forage
pour l’exploitation de puits de pétrole/gaz. Ils sont constitués d’un assemblage de vannes à opercules
et de blocs. Ils servent à assurer le point de fixation des premiers tubes de forage et le contrôle des
pressions par une interface.

Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
20
2.2.3. Choke and Kill (C&K) Manifold
Figure 16 - Choke and Kill Manifold
Ce produit permet d’orienter les effluents d’un forage vers les bacs séparateurs et de réguler la
pression des puits. L’usine de Béziers a une grande expérience dans leur fabrication.
Un C&K manifold est constitué d’une série de tuyaux et de vannes qui reçoit la boue de forage d’une
ligne principale et qui la redirige vers d’autres lignes en fonction de l’état des vannes. Des
manomètres permettent de mesurer la pression d’entrée et de sortie.
Choke line : « ligne pour doser », permet de contrôler le fluide de forage venant du puits,
Kill line : « ligne pour tuer », permet de réinjecter le fluide dans le puits en cas d’éruption.

Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
21
3. CONTEXTE DE CAMERON
Présentation de l’entreprise : CAMERON International Corporation est un des principaux fournisseurs
d’équipements d’extraction, de transport et de production de l’industrie pétrolière et gazière. Cette
multinationale américaine fondée en 1833, dont le siège est à Houston (Texas, USA), est aujourd’hui
présente dans plus de 300 sites à travers le monde, et sur tous les continents. Ces clients sont
principalement les géants du pétrole: BP, Gazprom, Total… CAMERON est coté à la Bourse de New
York et son chiffre d’affaires dépassait en 2010 les 5 milliards de dollars.
3.1. Historique de l’entreprise CAMERON IRON WORKS INC :
Jim Abercrombie crée sa propre société de forage en 1920. Très vite, il s’aperçoit qu’avec
quatre appareils de forage et un équipement constamment en panne, il a besoin d’un atelier de
réparation. C’est ainsi qu’il fait équipe avec Harry Cameron, un magicien dans le domaine du fer,
l’inventeur de la première machine hydraulique à cueillir le coton. Ensemble ils créent à Houston la
société « CAMERON IRON WORKS INC ».
Le 20 aout 1920, une éruption très grave détruit la totalité d’un appareil de forage de la
société. A la suite de cet incident, Jim Abercrombie imagine un appareil à mâchoires protégeant
d’une telle éruption. Les deux hommes mettent ainsi au point le premier obturateur de sécurité
(BOP), produit qui devait lancer une société destinée à devenir un fournisseur mondial d’une grande
diversité d’appareils sous pression pour l’industrie du pétrole et du gaz.
Les deux hommes déposent un premier brevet aux USA validé en 1926, l’US Patent
n°1569247). Des tests et de nouvelles améliorations permettent une mise sur le marché en 1924.
COOPER OIL TOOL :
Le groupe COOPER INDUSTRIES, de Houston, se porte acquéreur de CAMERON IRON WORKS,
restée familiale jusqu’en 1989, qui devient donc une division de COOPER INDUSTRIES et prend le
nom de COOPER OIL TOOL.
COOPER CAMERON CORPORATION
Début 1995, COOPER INDUSTRIES décide de regroupe les activités ‘équipements pétroliers’
et ‘compresseurs’ dans une nouvelle société indépendante. Cette société prend officiellement le nom
de COOPER CAMERON CORPORATION en juin 1995.
CAMERON INTERNATIONAL CORPORATION (CIC)
En 2006, COOPER CAMERON CORPORATION change de nom et devient CAMERON
INTERNATIONAL CORPORATION.
Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
22
CAMERON France
Figure 17 - Localisation de Béziers
La découverte et l’expansion des gisements pétroliers du Sahara amènent la société, à la fin
des années 50, à installer une unité de fabrication quelque part sur le pourtour méditerranéen. Le
choix se porte sur les établissements FOUGA, qui était spécialisé dans la réparation du matériel
ferroviaire, à Béziers.
Figure 18 - Emplacement de CAMERON Béziers

Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
23
A l’époque, ce choix permet de profiter d’une infrastructure en bâtiments déjà existante, et d’une
main-d’œuvre qualifiée. Aujourd’hui ce choix stratégique est encore renforcé par la proximité des
ports de Marseille (3h) et de Barcelone (3h), ainsi que de l’Italie et de ses chaudronniers qui
collaborent avec Cameron Béziers.
Par la route, grâce à l’autoroute A75, Paris peut être rejoint en 7 heures ; la proximité de la vallée du
Rhône permet d’atteindre relativement facilement le Benelux. Dans des cas plus rares, l’aéroport de
Montpellier, à une heure, est utilisé pour les livraisons d’assemblages d’une centaine de tonnes.
Cette filiale démarre par la fabrication de petits robinets à tournant sphérique et l’assemblage de
quelques autres équipements. A la fin de cette période, Cameron France décide de se diversifier et
ajoute à sa gamme de produits destinés au transport des hydrocarbures des équipements destinés à
l’exploration et à la production pétrolière. En 1978, la société met en place des aires d’assemblage et
de test pour les BOP et pour les stacks destinés aux forages sous-marins.
Dès le début des années 1980, l’usine de Béziers devient le principal producteur de BOP Cameron (le
3000ème est livré en 2004), de vannes à opercules et de vannes à tournant sphérique. Aujourd’hui,
elle a livré dans le monde plus de 4000 BOP.
Depuis 2007, l’usine de Béziers a développé la fabrication d’une nouvelle ligne de production : les
Risers. Le 21 octobre 2008, le millième riser était fabriqué à Béziers.
Aujourd’hui, l’utilisation des BOP est un standard. Elle est d’ailleurs dûment règlementée par l’API
(American Petroleum Institute), l’organisme américain qui régit les industries du gaz et du pétrole, et
dont les spécifications sont suivies aujourd’hui par l’ensemble des produits CAMERON.
3.2. Contexte économique Depuis sa création, le poids économique de CAMERON n’a cessé d’être l’un des plus importants de
son secteur. En effet, CAMERON est côté à la bourse de New York et fait partie de l’indice boursier
Standard & Poor’s 500 (SPX), qui se base sur les résultats des 500 plus grandes sociétés américaines
cotées en Bourse (l’indice SPX a détrôné le Dow Jones comme l’indice le plus représentatif du
marché).
En 2010, le groupe réalisait un chiffre d’affaires de plus de 5 milliards de dollars, ainsi que des
bénéfices atteignant 475 millions de dollars [Wikipedia]. De son côté, l’action CAMERON (CAM) était
à une valeur d’environ $48,90 fin avril 2012 [Intranet]. En termes d’effectifs, les nombres sont aussi
impressionnants : les salariés directs sont de plus de 22000 autour du globe, répartis sur tous les
continents.
Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
24
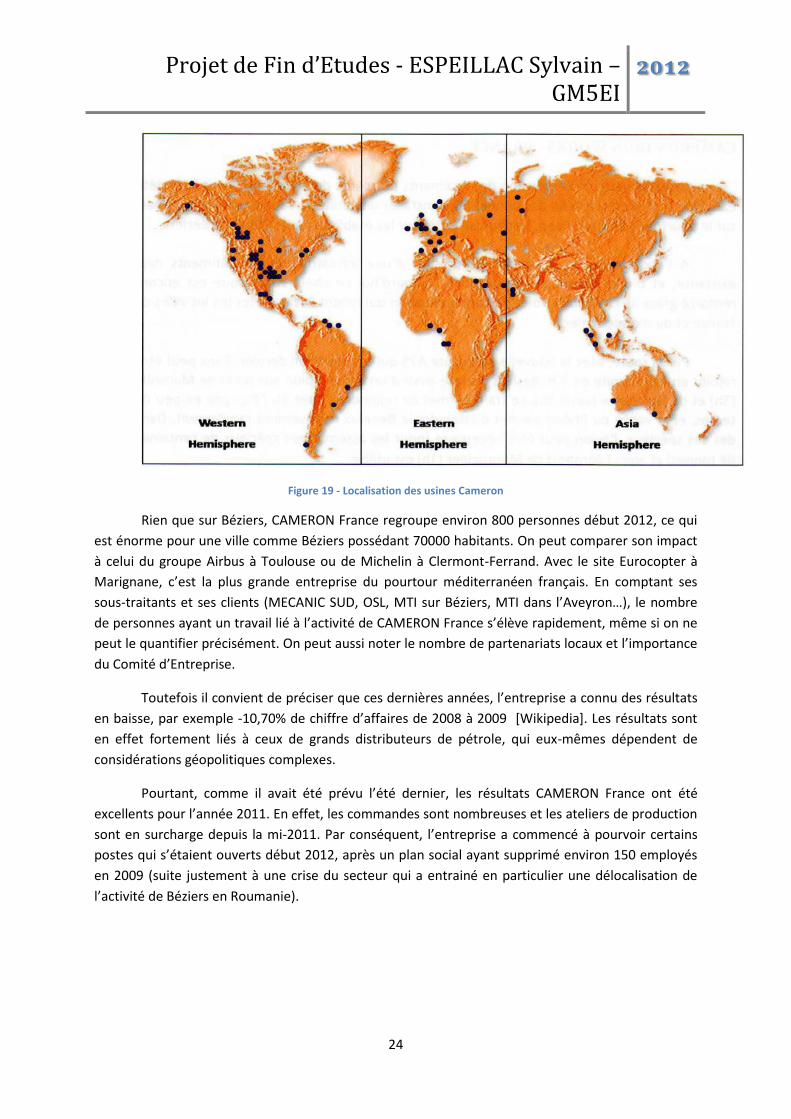
Figure 19 - Localisation des usines Cameron
Rien que sur Béziers, CAMERON France regroupe environ 800 personnes début 2012, ce qui
est énorme pour une ville comme Béziers possédant 70000 habitants. On peut comparer son impact
à celui du groupe Airbus à Toulouse ou de Michelin à Clermont-Ferrand. Avec le site Eurocopter à
Marignane, c’est la plus grande entreprise du pourtour méditerranéen français. En comptant ses
sous-traitants et ses clients (MECANIC SUD, OSL, MTI sur Béziers, MTI dans l’Aveyron…), le nombre
de personnes ayant un travail lié à l’activité de CAMERON France s’élève rapidement, même si on ne
peut le quantifier précisément. On peut aussi noter le nombre de partenariats locaux et l’importance
du Comité d’Entreprise.
Toutefois il convient de préciser que ces dernières années, l’entreprise a connu des résultats
en baisse, par exemple -10,70% de chiffre d’affaires de 2008 à 2009 [Wikipedia]. Les résultats sont
en effet fortement liés à ceux de grands distributeurs de pétrole, qui eux-mêmes dépendent de
considérations géopolitiques complexes.
Pourtant, comme il avait été prévu l’été dernier, les résultats CAMERON France ont été
excellents pour l’année 2011. En effet, les commandes sont nombreuses et les ateliers de production
sont en surcharge depuis la mi-2011. Par conséquent, l’entreprise a commencé à pourvoir certains
postes qui s’étaient ouverts début 2012, après un plan social ayant supprimé environ 150 employés
en 2009 (suite justement à une crise du secteur qui a entrainé en particulier une délocalisation de
l’activité de Béziers en Roumanie).
Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
25
3.3. Hiérarchie à CAMERON Béziers Les services de l’usine de Béziers sont très nombreux. Je vais présenter les principaux avec
lesquels j’ai pu être en contact, et en expliquer le rôle :
Le service ‘Liaison vente’ s’occupe de faire rentrer les commandes, de suivre les clients, de
détailler la commande dans un document spécial, appelé EWR (Engineering Work Request),
transmis en particulier au Bureau d’Etude, et mis dans le système international SAP. Il doit
aussi clarifier certains éléments techniques qui font défaut au BE en interrogeant le client.
Le service ‘Projet’ travaille sur des commandes très spéciales et des montants élevés : des
produits qui n’ont jamais été produits, qui ne le seront certainement plus et qui demandent
un suivi de A à Z. Typiquement il s’agit de stack. Il collabore surtout avec le BE, liaison vente
et le service planning.
Le service ‘Planning’ gère les délais de livraison voulus par le client et les possibilités de
production de l’usine.
Le service ‘Expédition’ gère les produits finis vers les clients. Les personnes de l’expédition
travaillent avec ‘production’ et ‘liaison vente’.
Le service ‘Production’ gère les ateliers de production, les machines-outils… Il reçoit les
dessins de définition du BE.
Le service ‘Aftermarket’ connait une importance croissante dans l’usine de Béziers car
Cameron veut développer une nouvelle activité de re-certification de matériel usagé. Le
matériel fournit par Cameron est certifié API pour une période de 5 ans. Une
recommandation API préconise au client d’effectuer une vérification du matériel tous les 5
ans. Malgré cette recommandation, beaucoup de clients n’effectuaient pas la révision
quinquennale. Ainsi plusieurs usines de Cameron, dont Béziers, ont créé des unités
Aftermarket pour proposer au client une réparation accompagnée d’une re-certification de
son matériel plus économique que la fourniture d’un matériel neuf.
Le service ‘Assurance Qualité’ (QA) dont les principales missions sont la mise en œuvre et la
coordination des plans de qualité, la planification des audits internes et fournisseurs, la suivi
et la clôture des Non Conform Requests renseignés par le Bureau d’Etudes…
Le service ‘Qualité Contrôle’ QC, proche du QA, qui se charge entre autres du contrôle de la
documentation relative à la qualité, de l’étalonnage des instruments de contrôle et de
mesure, la traçabilité des pièces…
NB : Le QC est donc plutôt garant de la qualité des produits dans l’usine alors que le QA a plus le rôle d’une interface entre l’usine et la clientèle / les sous-traitants.
Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
26
Le service ‘Hygiène Sécurité et Environnement’ HSE se base sur les normes OHSAS 18001 et
ISO 14001. Il se charge particulièrement d’améliorer la sécurité du personnel par des
observations mensuelles obligatoires que doivent remplir le personnel concernant la sécurité
à l’atelier.
A ceci s’ajoute d’autres services qu’ont retrouvent globalement dans toutes les entreprises
comportant plusieurs dizaines de salariés :
Le ‘Service informatique’ avait créé entièrement le logiciel de gestion de l’usine avant
l’utilisation de SAP. Maintenant il s’occupe principalement du réseau entre usines, des bases
de données et du parc informatique…
‘Ressources humaines’,
‘Comptabilité’…
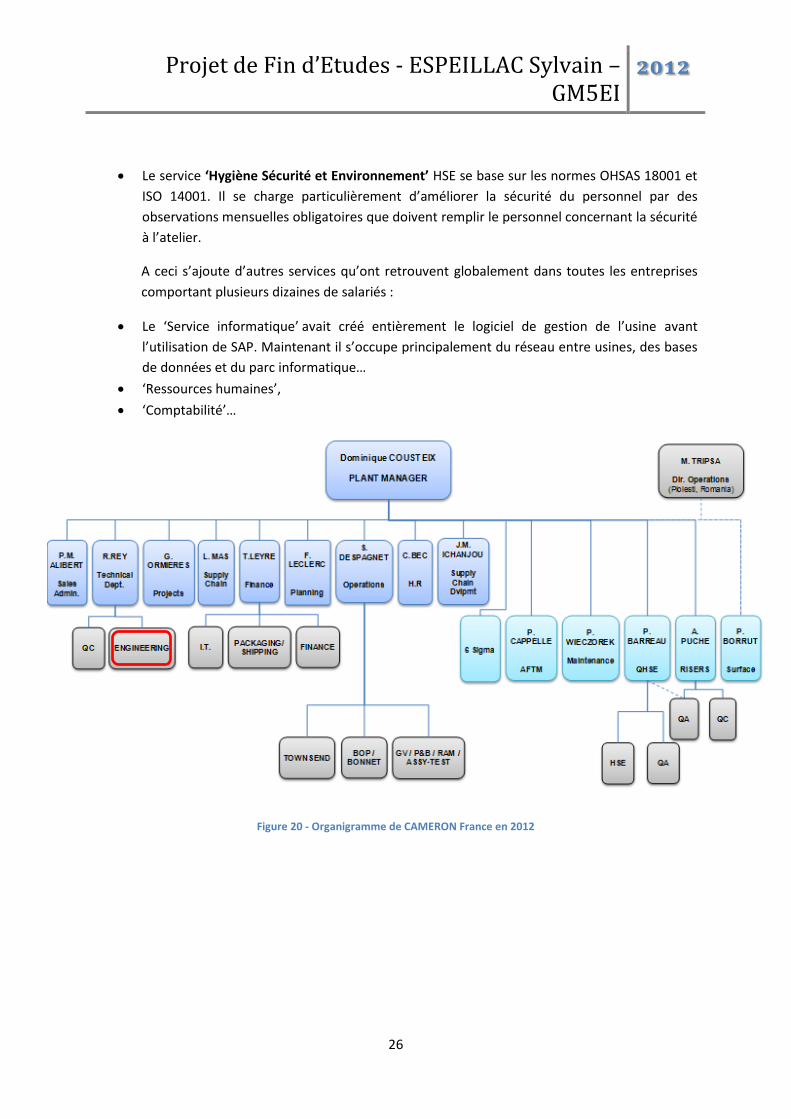
Figure 20 - Organigramme de CAMERON France en 2012
Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
27
4. TRAVAIL SUR LES LIFTING PLATES
Ce travail a été fait au début de mon stage. Il m’a permis de découvrir les dangers liés à l’utilisation
des pièces de levage (dont les lifting plates font parties) et de travailler à la documentation
concernant les certifications imposées par le client.
Une grande majorité des clients demande à ce que les produits fabriqués par Cameron soient
certifiés par deux grands organismes :
Det Norske Veritas (DNV) (1)
American Bureau of Shipping (ABS) (2)
Ces deux organismes prévoient différentes dispositions en termes de design, de coefficient de
sécurité, de critères d’acceptabilité pour les contraintes…
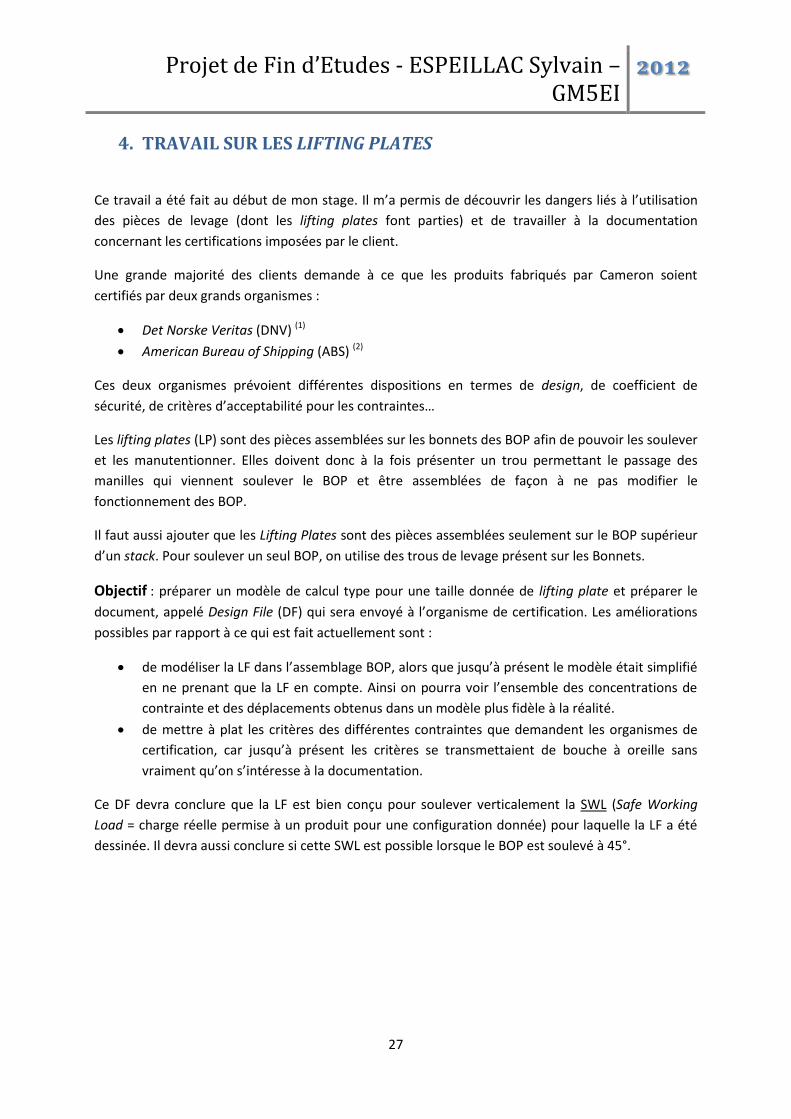
Les lifting plates (LP) sont des pièces assemblées sur les bonnets des BOP afin de pouvoir les soulever
et les manutentionner. Elles doivent donc à la fois présenter un trou permettant le passage des
manilles qui viennent soulever le BOP et être assemblées de façon à ne pas modifier le
fonctionnement des BOP.
Il faut aussi ajouter que les Lifting Plates sont des pièces assemblées seulement sur le BOP supérieur
d’un stack. Pour soulever un seul BOP, on utilise des trous de levage présent sur les Bonnets.
Objectif : préparer un modèle de calcul type pour une taille donnée de lifting plate et préparer le
document, appelé Design File (DF) qui sera envoyé à l’organisme de certification. Les améliorations
possibles par rapport à ce qui est fait actuellement sont :
de modéliser la LF dans l’assemblage BOP, alors que jusqu’à présent le modèle était simplifié
en ne prenant que la LF en compte. Ainsi on pourra voir l’ensemble des concentrations de
contrainte et des déplacements obtenus dans un modèle plus fidèle à la réalité.
de mettre à plat les critères des différentes contraintes que demandent les organismes de
certification, car jusqu’à présent les critères se transmettaient de bouche à oreille sans
vraiment qu’on s’intéresse à la documentation.
Ce DF devra conclure que la LF est bien conçu pour soulever verticalement la SWL (Safe Working
Load = charge réelle permise à un produit pour une configuration donnée) pour laquelle la LF a été
dessinée. Il devra aussi conclure si cette SWL est possible lorsque le BOP est soulevé à 45°.
Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
28
Figure 21 - Lifting Plate sur BOP: schéma de principe
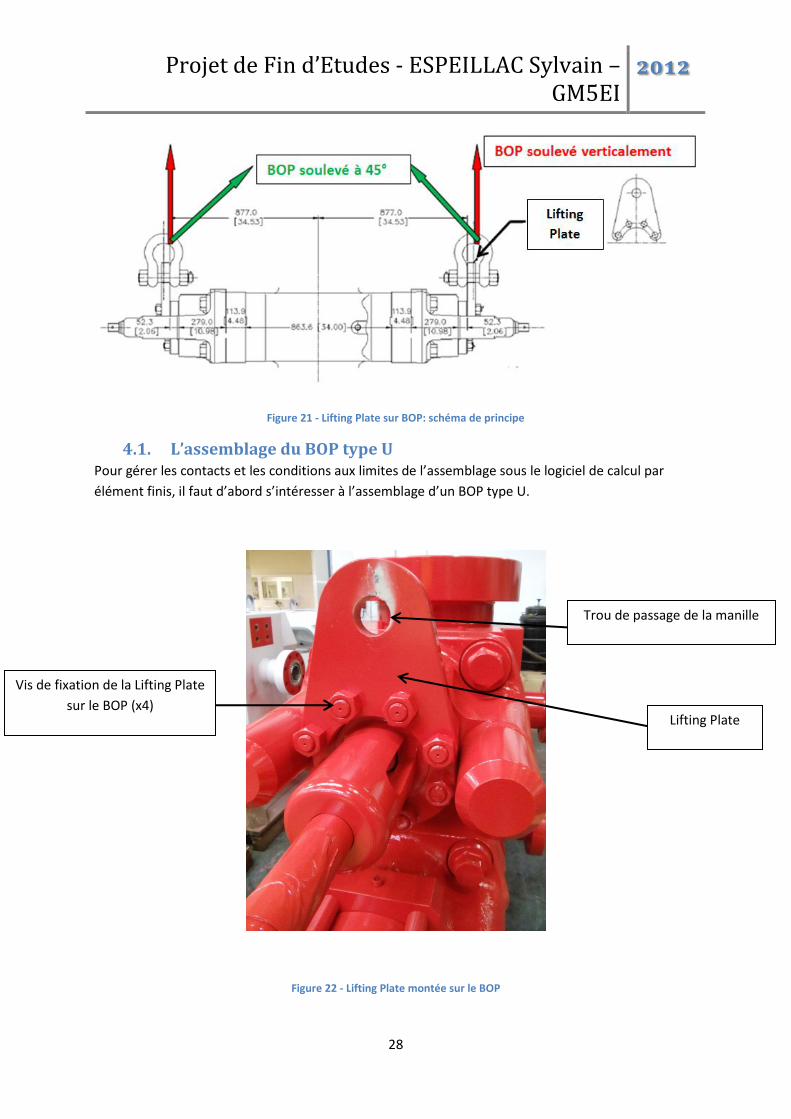
4.1. L’assemblage du BOP type U Pour gérer les contacts et les conditions aux limites de l’assemblage sous le logiciel de calcul par
élément finis, il faut d’abord s’intéresser à l’assemblage d’un BOP type U.
Figure 22 - Lifting Plate montée sur le BOP
Vis de fixation de la Lifting Plate
sur le BOP (x4) Lifting Plate
Trou de passage de la manille
Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
29
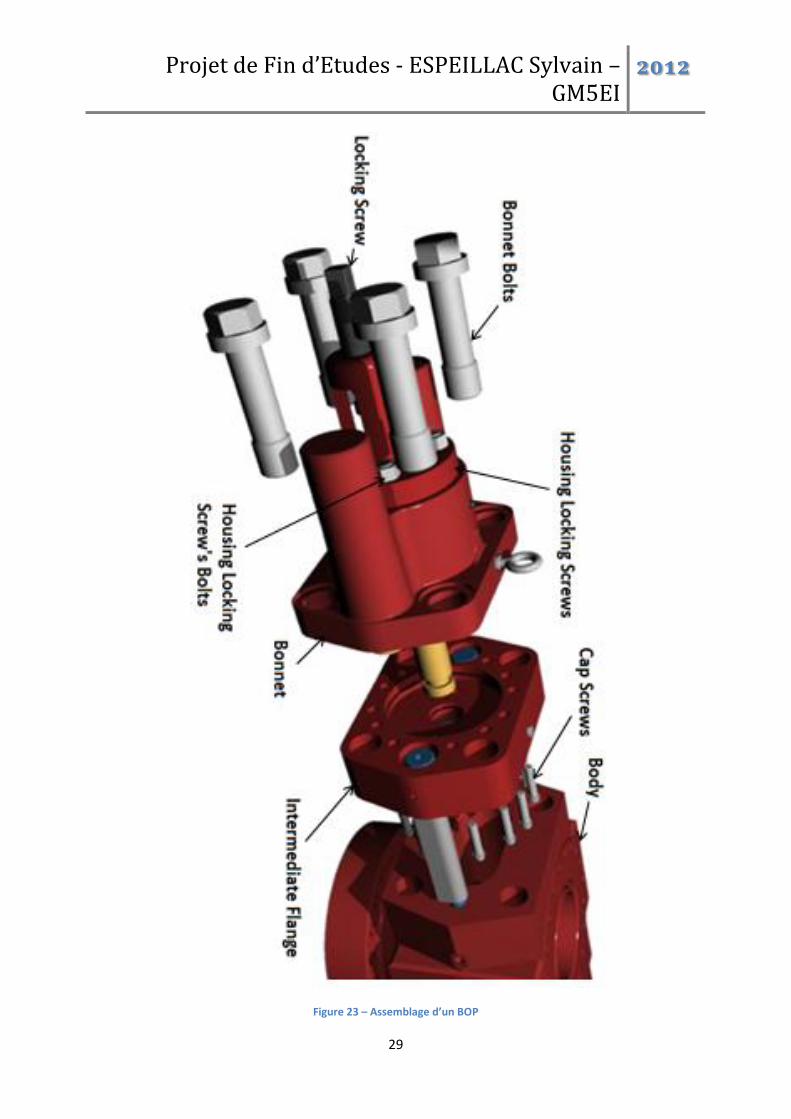
Figure 23 – Assemblage d’un BOP
Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
30
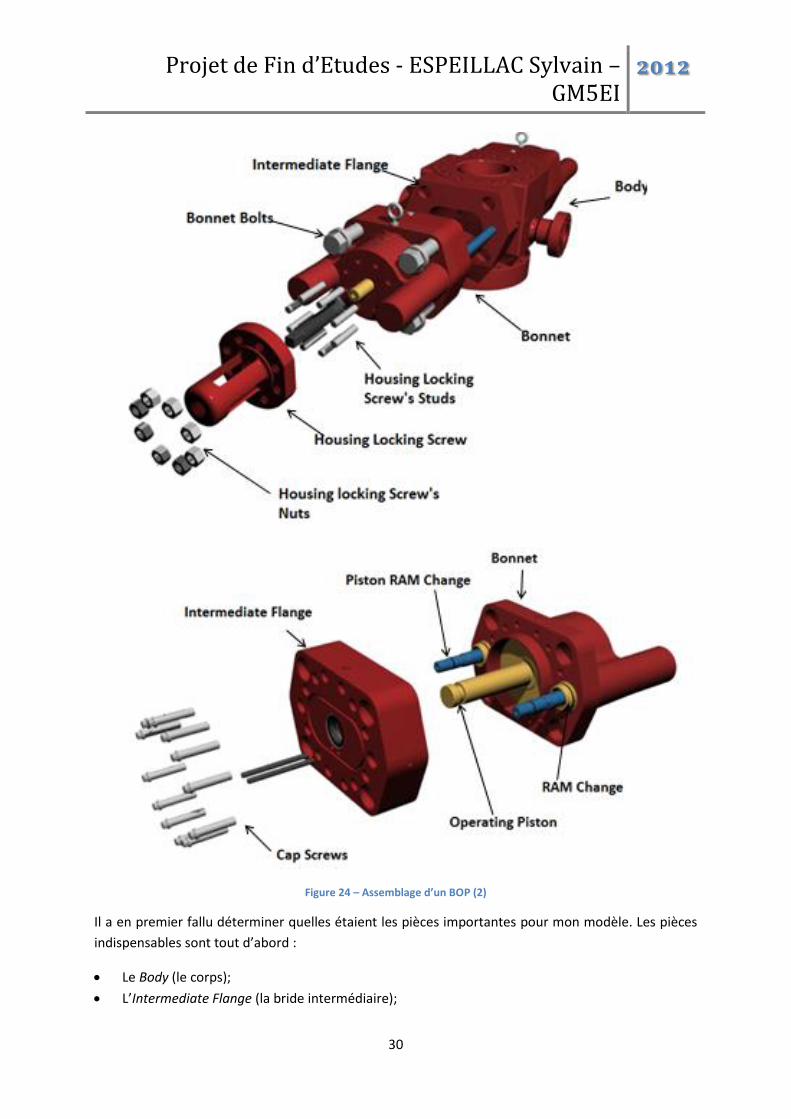
Figure 24 – Assemblage d’un BOP (2)
Il a en premier fallu déterminer quelles étaient les pièces importantes pour mon modèle. Les pièces
indispensables sont tout d’abord :
Le Body (le corps);
L’Intermediate Flange (la bride intermédiaire);
Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
31
Le Bonnet ;
L’Housing Locking Screw (le logement pour la vis de fermeture).
De plus, il faut assembler la visserie qui sert à maintenir les pièces entre elles :
Les 4 Bonnet Bolts qui viennent serrer le Bonnet sur le Body ;
Les Cap Screws qui viennent serrer l’Intermediate Flange sur le Bonnet ;
Les Screws de l’Housing Locking Screw composés d’un Nut (boulon) et d’un Stud (goujon). Dans
le cas où une LP est insérée pour pouvoir lever le BOP, elle est assemblée après l’Housing
Locking Screw et on utilise des Studs plus longs.
J’ai aussi représenté certaines pièces intérieures qui sont susceptibles d’empêcher le glissement des
pièces entre elles :
Les RAM Change, qui en plus des Cap Screws, empêchent le glissement de l’Intermediate Flange
par rapport au Bonnet et au Body.
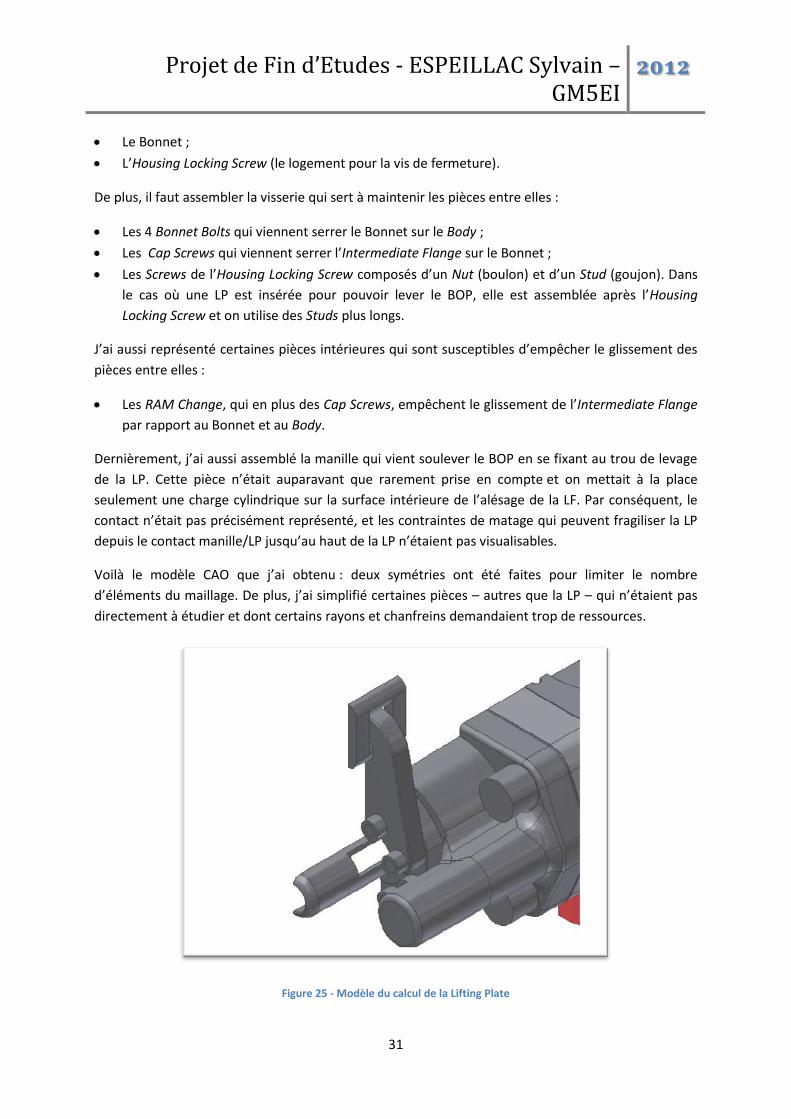
Dernièrement, j’ai aussi assemblé la manille qui vient soulever le BOP en se fixant au trou de levage
de la LP. Cette pièce n’était auparavant que rarement prise en compte et on mettait à la place
seulement une charge cylindrique sur la surface intérieure de l’alésage de la LF. Par conséquent, le
contact n’était pas précisément représenté, et les contraintes de matage qui peuvent fragiliser la LP
depuis le contact manille/LP jusqu’au haut de la LP n’étaient pas visualisables.
Voilà le modèle CAO que j’ai obtenu : deux symétries ont été faites pour limiter le nombre
d’éléments du maillage. De plus, j’ai simplifié certaines pièces – autres que la LP – qui n’étaient pas
directement à étudier et dont certains rayons et chanfreins demandaient trop de ressources.
Figure 25 - Modèle du calcul de la Lifting Plate
Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
32
4.2. Modélisation sous Ansys
4.2.1. Contacts
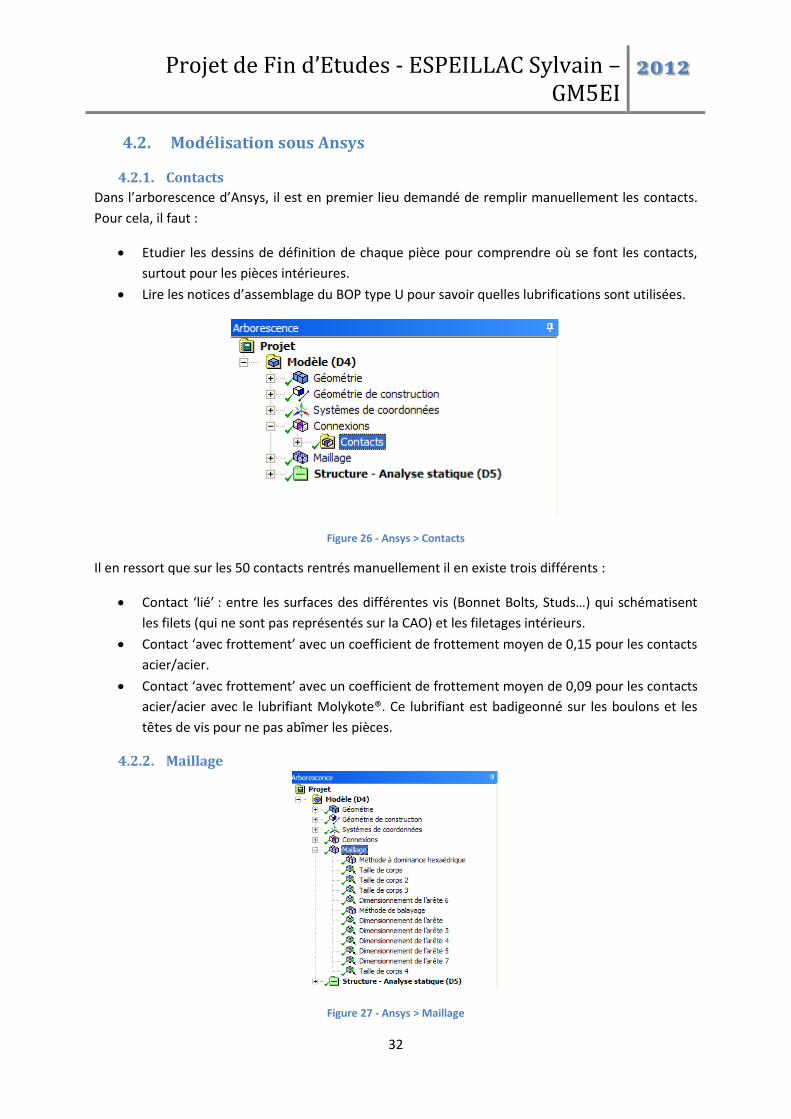
Dans l’arborescence d’Ansys, il est en premier lieu demandé de remplir manuellement les contacts.
Pour cela, il faut :
Etudier les dessins de définition de chaque pièce pour comprendre où se font les contacts,
surtout pour les pièces intérieures.
Lire les notices d’assemblage du BOP type U pour savoir quelles lubrifications sont utilisées.
Figure 26 - Ansys > Contacts
Il en ressort que sur les 50 contacts rentrés manuellement il en existe trois différents :
Contact ‘lié’ : entre les surfaces des différentes vis (Bonnet Bolts, Studs…) qui schématisent
les filets (qui ne sont pas représentés sur la CAO) et les filetages intérieurs.
Contact ‘avec frottement’ avec un coefficient de frottement moyen de 0,15 pour les contacts
acier/acier.
Contact ‘avec frottement’ avec un coefficient de frottement moyen de 0,09 pour les contacts
acier/acier avec le lubrifiant Molykote®. Ce lubrifiant est badigeonné sur les boulons et les
têtes de vis pour ne pas abîmer les pièces.
4.2.2. Maillage
Figure 27 - Ansys > Maillage
Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
33
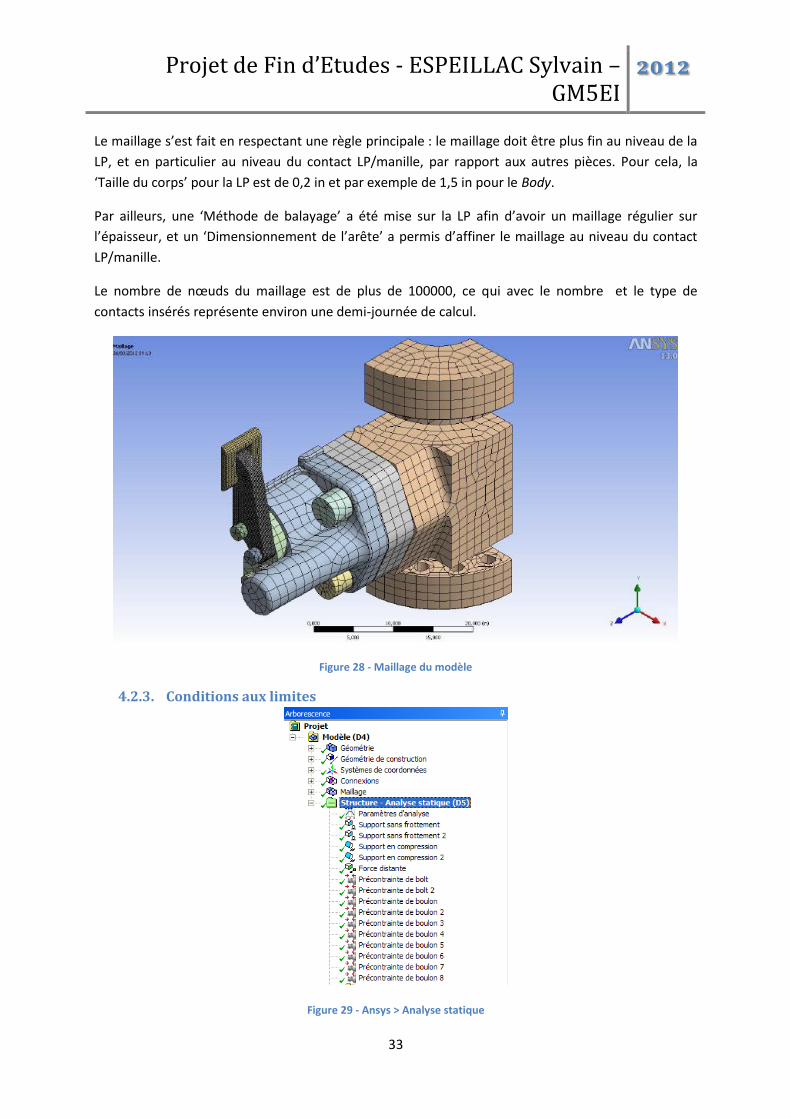
Le maillage s’est fait en respectant une règle principale : le maillage doit être plus fin au niveau de la
LP, et en particulier au niveau du contact LP/manille, par rapport aux autres pièces. Pour cela, la
‘Taille du corps’ pour la LP est de 0,2 in et par exemple de 1,5 in pour le Body.
Par ailleurs, une ‘Méthode de balayage’ a été mise sur la LP afin d’avoir un maillage régulier sur
l’épaisseur, et un ‘Dimensionnement de l’arête’ a permis d’affiner le maillage au niveau du contact
LP/manille.
Le nombre de nœuds du maillage est de plus de 100000, ce qui avec le nombre et le type de
contacts insérés représente environ une demi-journée de calcul.
Figure 28 - Maillage du modèle
4.2.3. Conditions aux limites
Figure 29 - Ansys > Analyse statique
Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
34
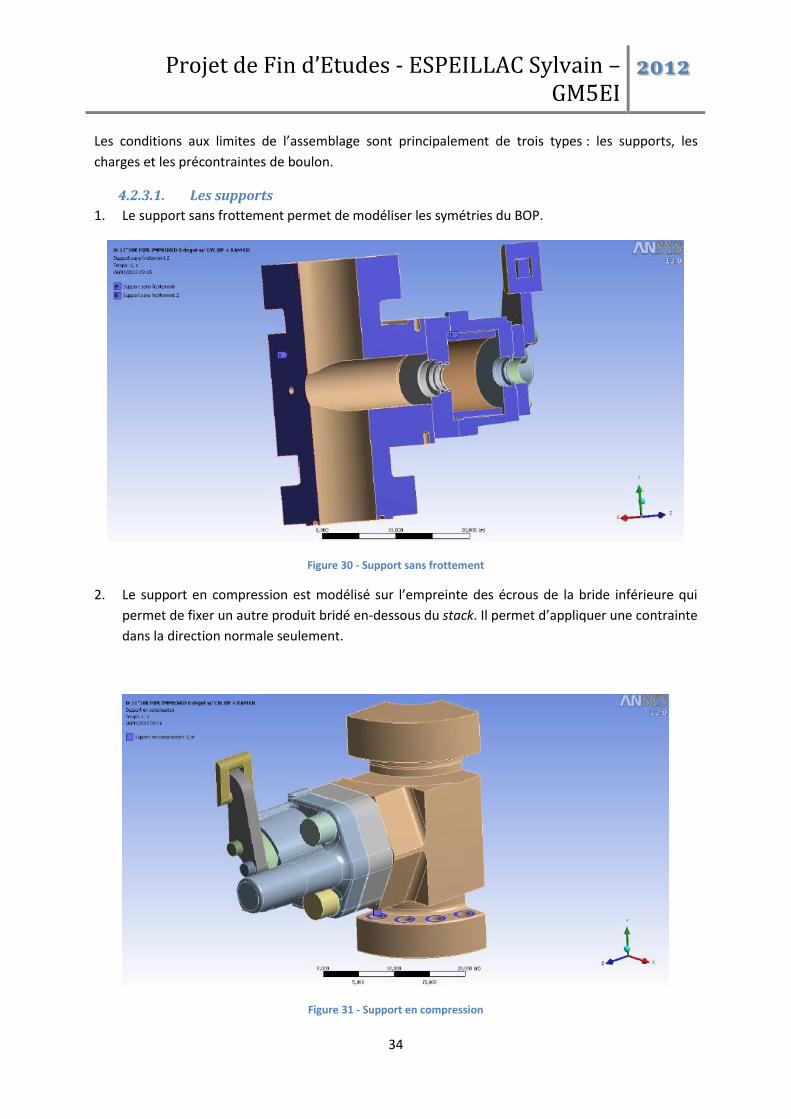
Les conditions aux limites de l’assemblage sont principalement de trois types : les supports, les
charges et les précontraintes de boulon.
4.2.3.1. Les supports
1. Le support sans frottement permet de modéliser les symétries du BOP.
Figure 30 - Support sans frottement
2. Le support en compression est modélisé sur l’empreinte des écrous de la bride inférieure qui
permet de fixer un autre produit bridé en-dessous du stack. Il permet d’appliquer une contrainte
dans la direction normale seulement.
Figure 31 - Support en compression
Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
35
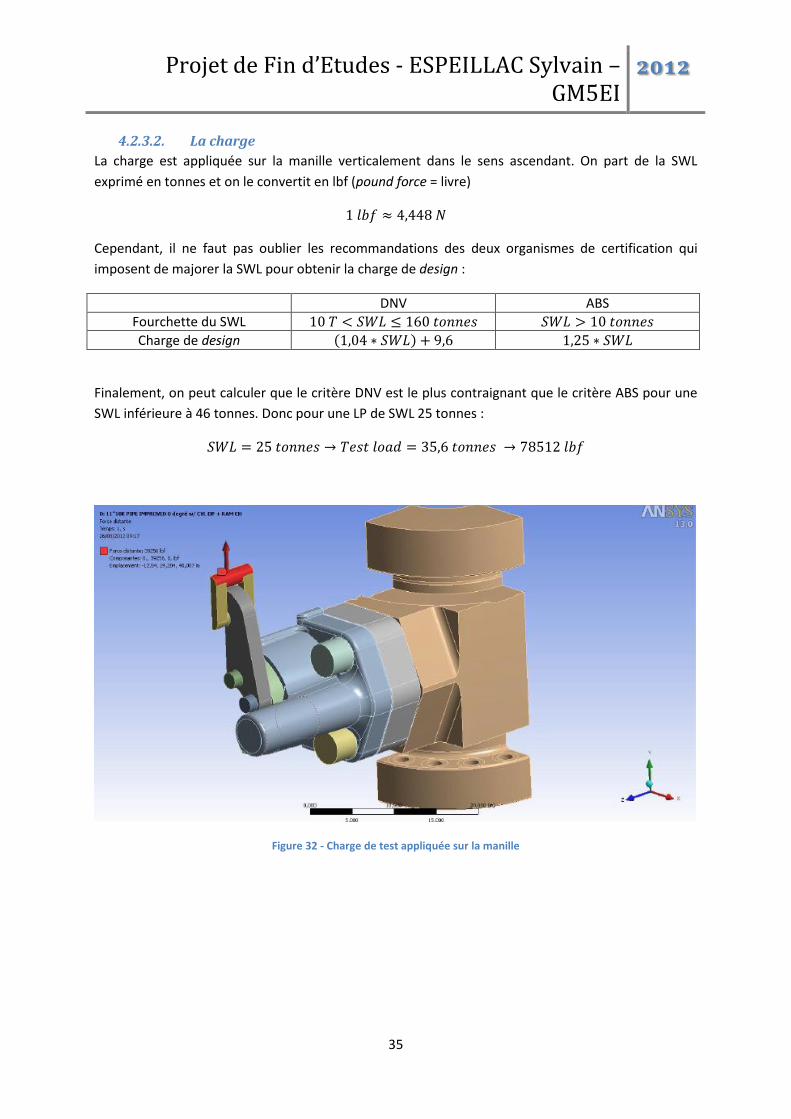
4.2.3.2. La charge
La charge est appliquée sur la manille verticalement dans le sens ascendant. On part de la SWL
exprimé en tonnes et on le convertit en lbf (pound force = livre)
Cependant, il ne faut pas oublier les recommandations des deux organismes de certification qui
imposent de majorer la SWL pour obtenir la charge de design :
DNV ABS
Fourchette du SWL
Charge de design ( )
Finalement, on peut calculer que le critère DNV est le plus contraignant que le critère ABS pour une
SWL inférieure à 46 tonnes. Donc pour une LP de SWL 25 tonnes :
Figure 32 - Charge de test appliquée sur la manille
Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
36
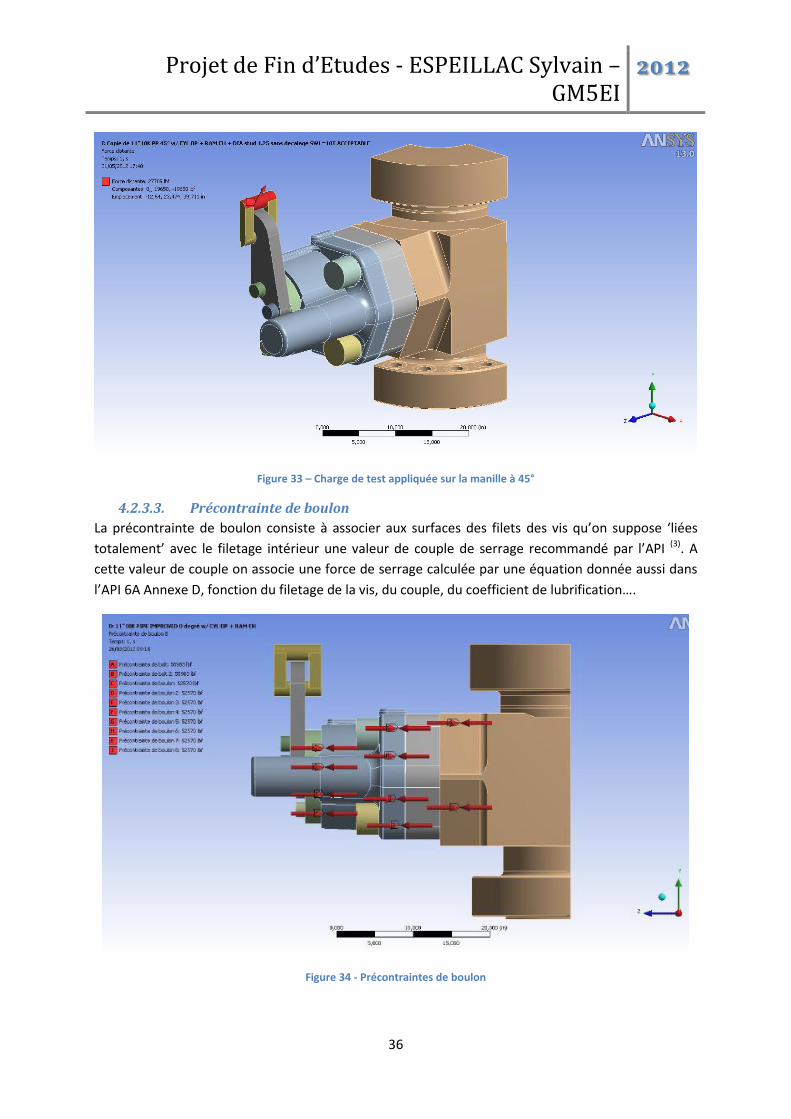
Figure 33 – Charge de test appliquée sur la manille à 45°
4.2.3.3. Précontrainte de boulon
La précontrainte de boulon consiste à associer aux surfaces des filets des vis qu’on suppose ‘liées
totalement’ avec le filetage intérieur une valeur de couple de serrage recommandé par l’API (3). A
cette valeur de couple on associe une force de serrage calculée par une équation donnée aussi dans
l’API 6A Annexe D, fonction du filetage de la vis, du couple, du coefficient de lubrification….
Figure 34 - Précontraintes de boulon
Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
37
4.2.4. Résultats
La caractéristique la plus importante pour interpréter les résultats est la limite d’élasticité (Yield
strength) du matériau, .
De la même manière que pour les charges de design, DNV et ABS imposent plusieurs critères pour la
lecture des résultats, en particulier que la contrainte équivalente de Von Mises soit inférieure à:
DNV ABS
Critère pour la contrainte VM
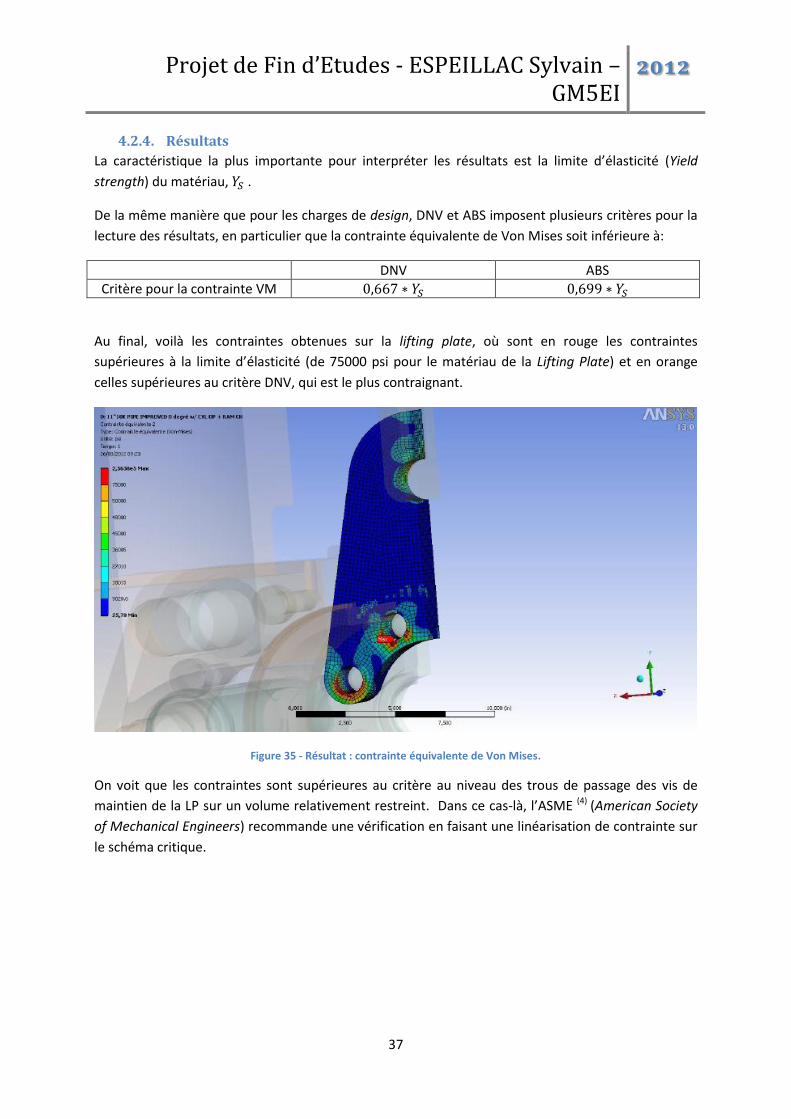
Au final, voilà les contraintes obtenues sur la lifting plate, où sont en rouge les contraintes
supérieures à la limite d’élasticité (de 75000 psi pour le matériau de la Lifting Plate) et en orange
celles supérieures au critère DNV, qui est le plus contraignant.
Figure 35 - Résultat : contrainte équivalente de Von Mises.
On voit que les contraintes sont supérieures au critère au niveau des trous de passage des vis de
maintien de la LP sur un volume relativement restreint. Dans ce cas-là, l’ASME (4) (American Society
of Mechanical Engineers) recommande une vérification en faisant une linéarisation de contrainte sur
le schéma critique.
Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
38
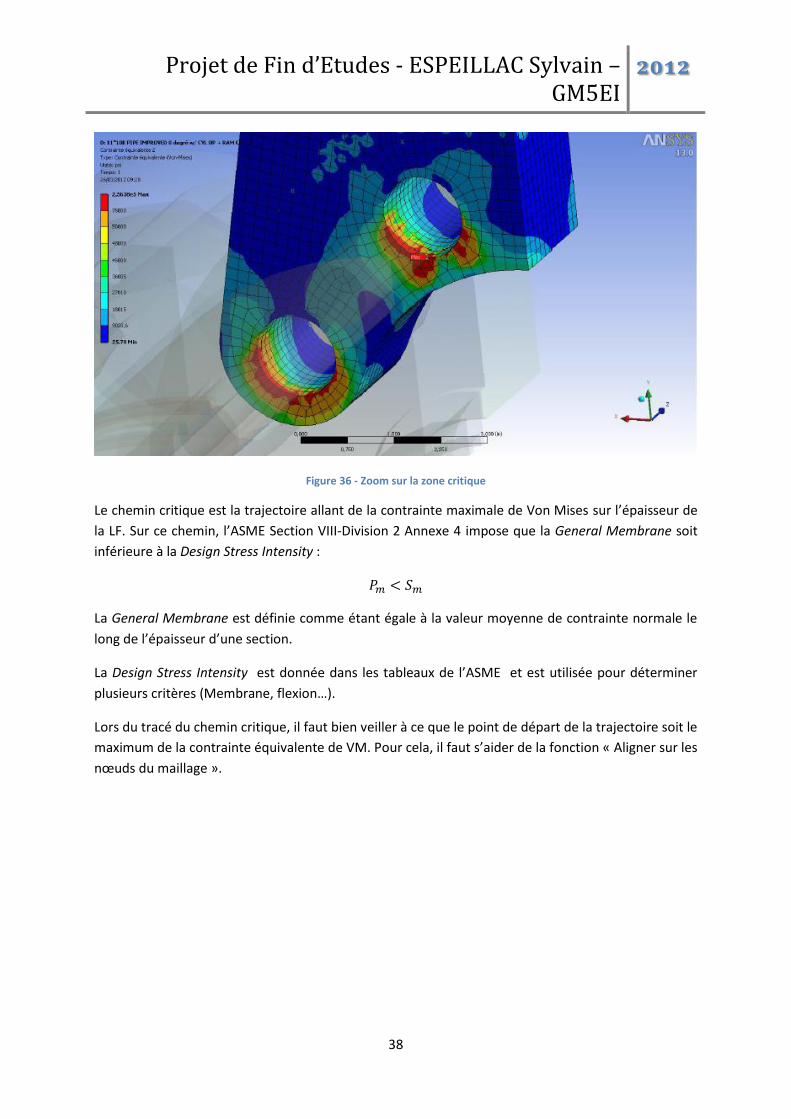
Figure 36 - Zoom sur la zone critique
Le chemin critique est la trajectoire allant de la contrainte maximale de Von Mises sur l’épaisseur de
la LF. Sur ce chemin, l’ASME Section VIII-Division 2 Annexe 4 impose que la General Membrane soit
inférieure à la Design Stress Intensity :
La General Membrane est définie comme étant égale à la valeur moyenne de contrainte normale le
long de l’épaisseur d’une section.
La Design Stress Intensity est donnée dans les tableaux de l’ASME et est utilisée pour déterminer
plusieurs critères (Membrane, flexion…).
Lors du tracé du chemin critique, il faut bien veiller à ce que le point de départ de la trajectoire soit le
maximum de la contrainte équivalente de VM. Pour cela, il faut s’aider de la fonction « Aligner sur les
nœuds du maillage ».
Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
39
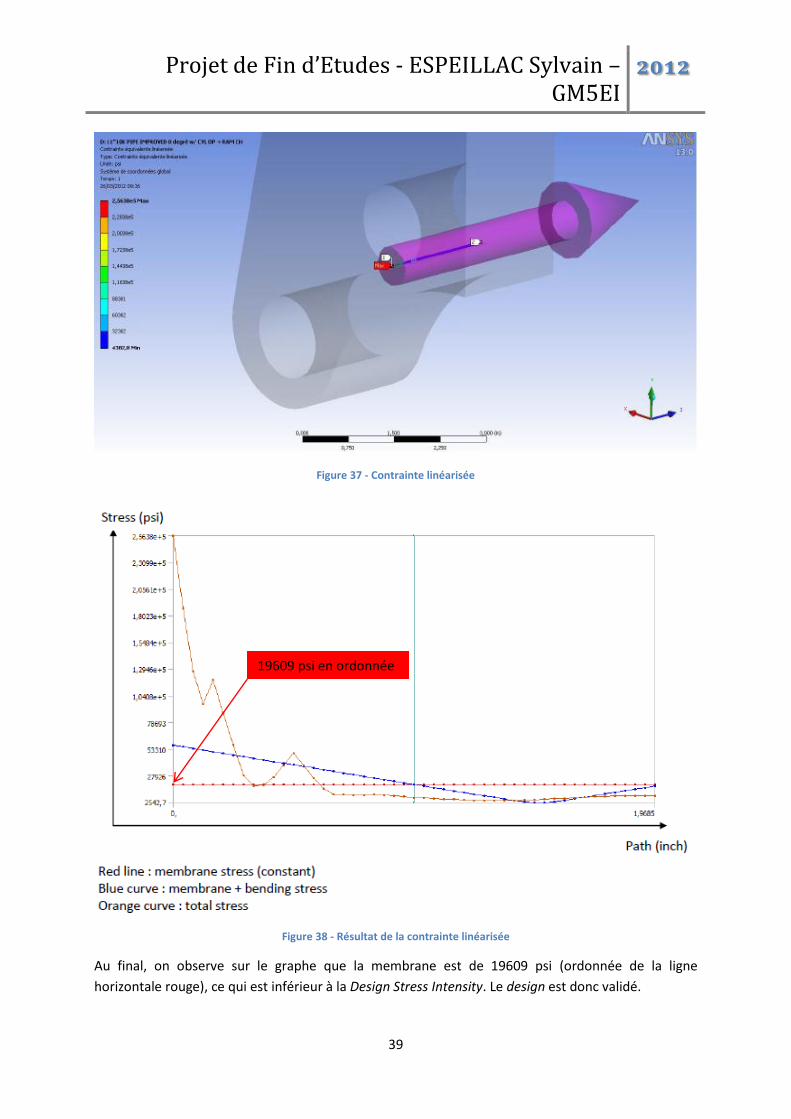
Figure 37 - Contrainte linéarisée
Figure 38 - Résultat de la contrainte linéarisée
Au final, on observe sur le graphe que la membrane est de 19609 psi (ordonnée de la ligne
horizontale rouge), ce qui est inférieur à la Design Stress Intensity. Le design est donc validé.
19609 psi en ordonnée
Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
40
Pour le cas à 45 degrés, le processus est le même : faire apparaître les zones au-dessus de la limite
d’élasticité et linéariser pour comparer la valeur de la Membrane à celle de la Design Stress Intensity.
Le design est validé si la LP respecte les critères pour la SWL donnée, ici 25 tonnes. De plus, il faut
diminuer la SWL jusqu’à une valeur où la LP respecte les critères pour 45 degrés.
4.3. Comparaison avec les anciens calculs de Lifting Plates Pour conclure sur cette partie, nous présentons un calcul typique que l’on pouvait avant avoir pour
une Lifting Plate.
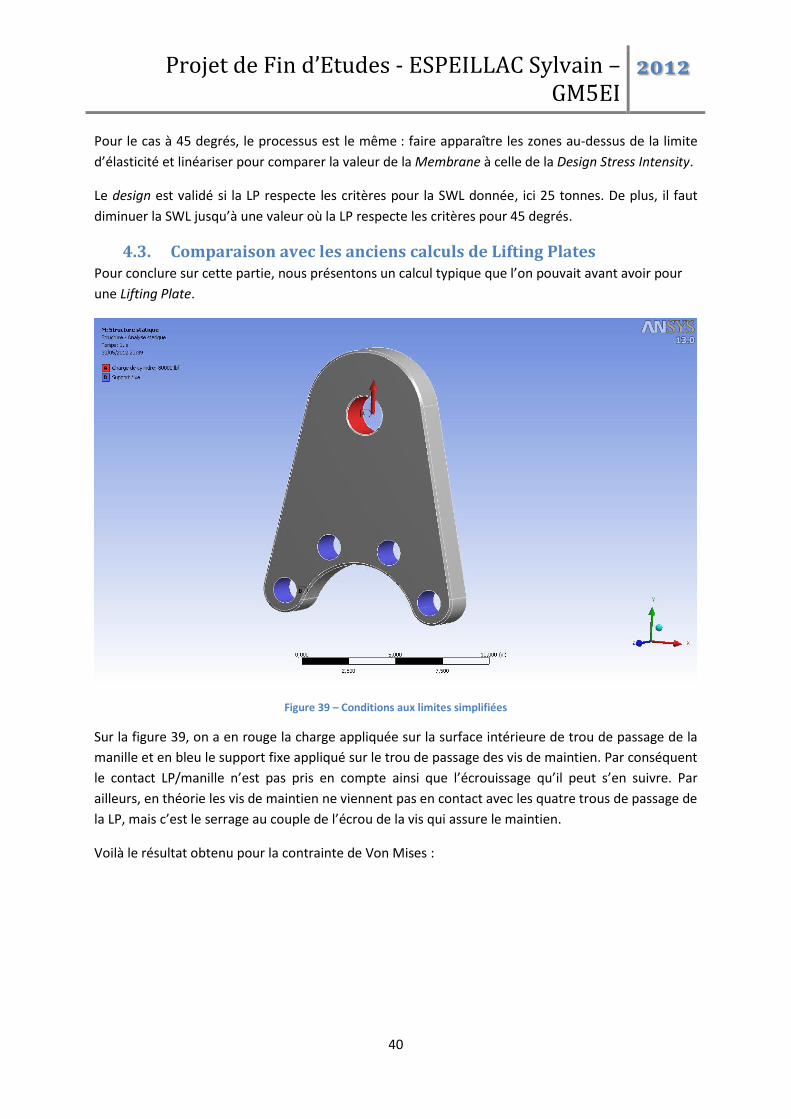
Figure 39 – Conditions aux limites simplifiées
Sur la figure 39, on a en rouge la charge appliquée sur la surface intérieure de trou de passage de la
manille et en bleu le support fixe appliqué sur le trou de passage des vis de maintien. Par conséquent
le contact LP/manille n’est pas pris en compte ainsi que l’écrouissage qu’il peut s’en suivre. Par
ailleurs, en théorie les vis de maintien ne viennent pas en contact avec les quatre trous de passage de
la LP, mais c’est le serrage au couple de l’écrou de la vis qui assure le maintien.
Voilà le résultat obtenu pour la contrainte de Von Mises :
Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
41
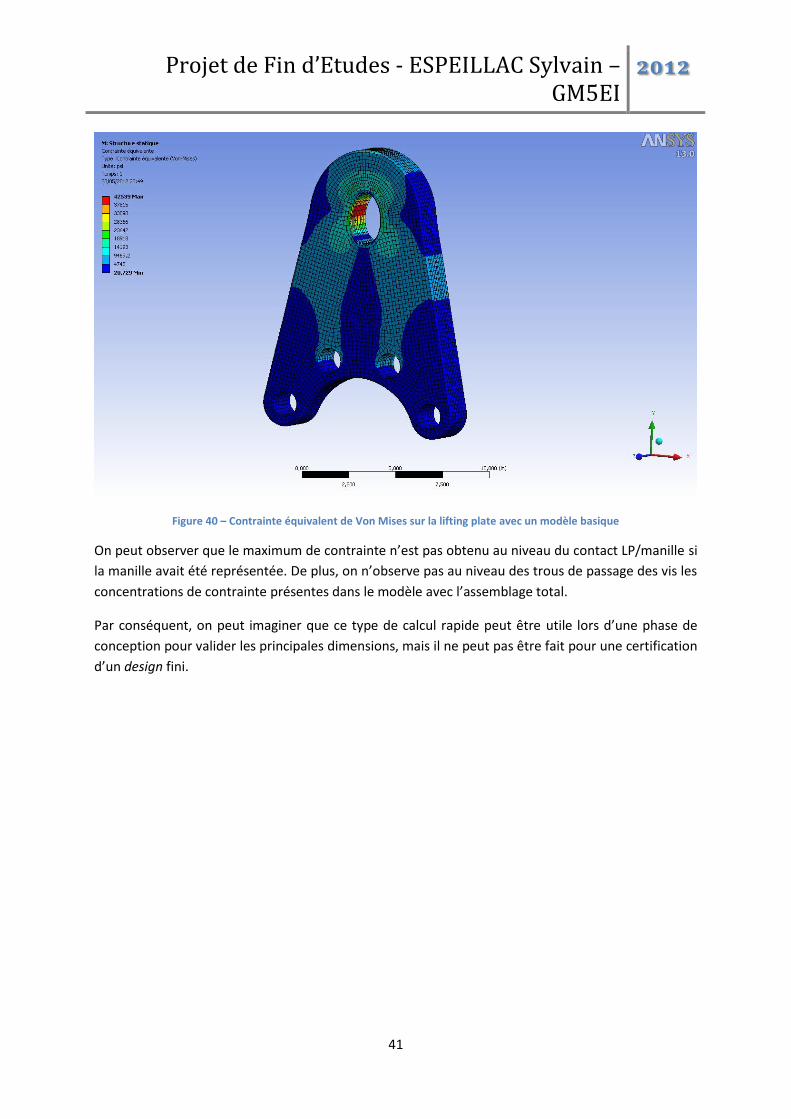
Figure 40 – Contrainte équivalent de Von Mises sur la lifting plate avec un modèle basique
On peut observer que le maximum de contrainte n’est pas obtenu au niveau du contact LP/manille si
la manille avait été représentée. De plus, on n’observe pas au niveau des trous de passage des vis les
concentrations de contrainte présentes dans le modèle avec l’assemblage total.
Par conséquent, on peut imaginer que ce type de calcul rapide peut être utile lors d’une phase de
conception pour valider les principales dimensions, mais il ne peut pas être fait pour une certification
d’un design fini.
Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
42
5. TRAVAIL SUR LES LIFTING FRAMES
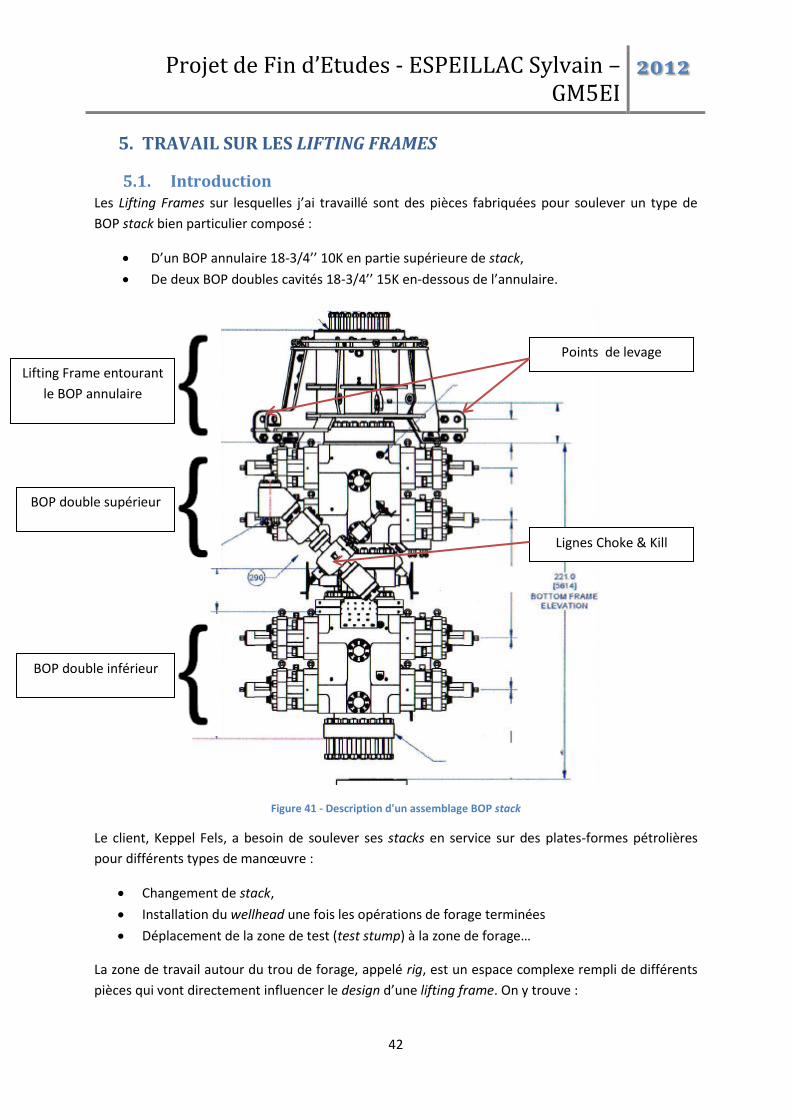
5.1. Introduction Les Lifting Frames sur lesquelles j’ai travaillé sont des pièces fabriquées pour soulever un type de
BOP stack bien particulier composé :
D’un BOP annulaire 18-3/4’’ 10K en partie supérieure de stack,
De deux BOP doubles cavités 18-3/4’’ 15K en-dessous de l’annulaire.
Figure 41 - Description d'un assemblage BOP stack
Le client, Keppel Fels, a besoin de soulever ses stacks en service sur des plates-formes pétrolières
pour différents types de manœuvre :
Changement de stack,
Installation du wellhead une fois les opérations de forage terminées
Déplacement de la zone de test (test stump) à la zone de forage…
La zone de travail autour du trou de forage, appelé rig, est un espace complexe rempli de différents
pièces qui vont directement influencer le design d’une lifting frame. On y trouve :
BOP double inférieur
BOP double supérieur
Lifting Frame entourant
le BOP annulaire
Points de levage
Lignes Choke & Kill
Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
43
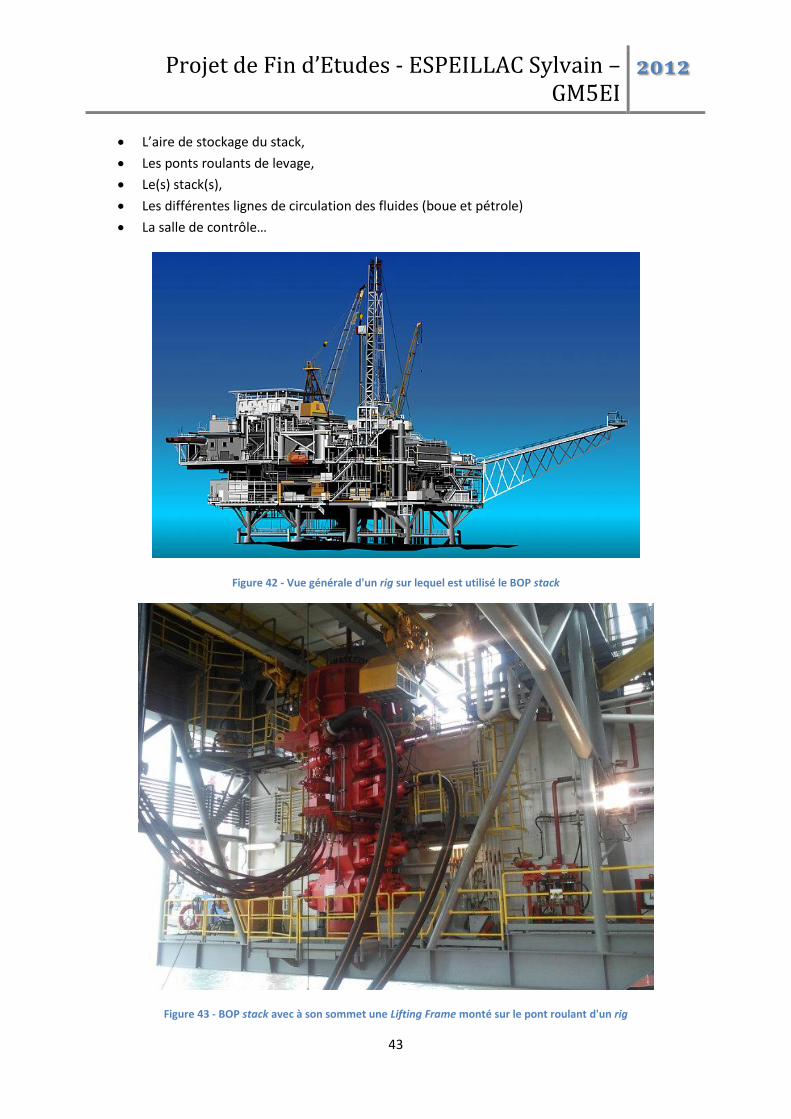
L’aire de stockage du stack,
Les ponts roulants de levage,
Le(s) stack(s),
Les différentes lignes de circulation des fluides (boue et pétrole)
La salle de contrôle…
Figure 42 - Vue générale d'un rig sur lequel est utilisé le BOP stack
Figure 43 - BOP stack avec à son sommet une Lifting Frame monté sur le pont roulant d'un rig
Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
44
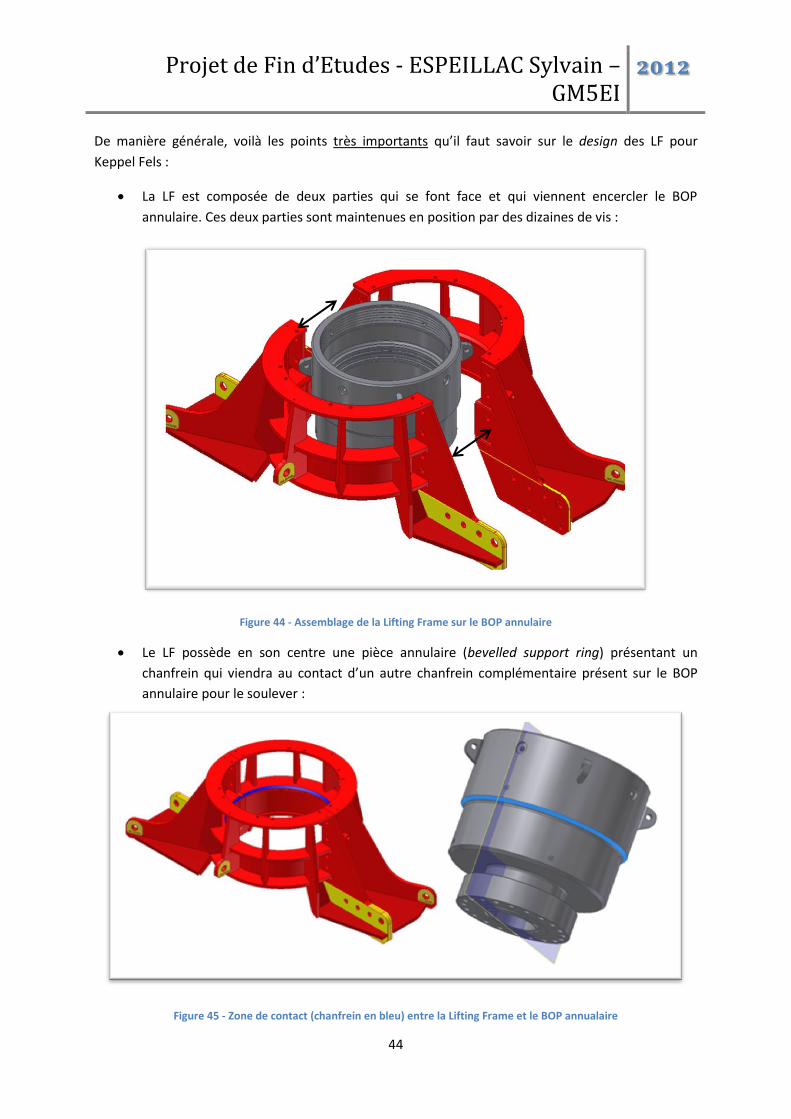
De manière générale, voilà les points très importants qu’il faut savoir sur le design des LF pour
Keppel Fels :
La LF est composée de deux parties qui se font face et qui viennent encercler le BOP
annulaire. Ces deux parties sont maintenues en position par des dizaines de vis :
Figure 44 - Assemblage de la Lifting Frame sur le BOP annulaire
Le LF possède en son centre une pièce annulaire (bevelled support ring) présentant un
chanfrein qui viendra au contact d’un autre chanfrein complémentaire présent sur le BOP
annulaire pour le soulever :
Figure 45 - Zone de contact (chanfrein en bleu) entre la Lifting Frame et le BOP annualaire
Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
45
Lorsque la LF n’est pas en utilisation (c’est-à-dire lorsque l’on ne l’utilise pas pour soulever le
stack), une plaque vissée au haut de la LF, appelée retaining plate, empêche la LF de tomber
en venant au contact du haut du BOP. Le calcul de cette retaining plate ne fait pas l’objet de
l’étude.
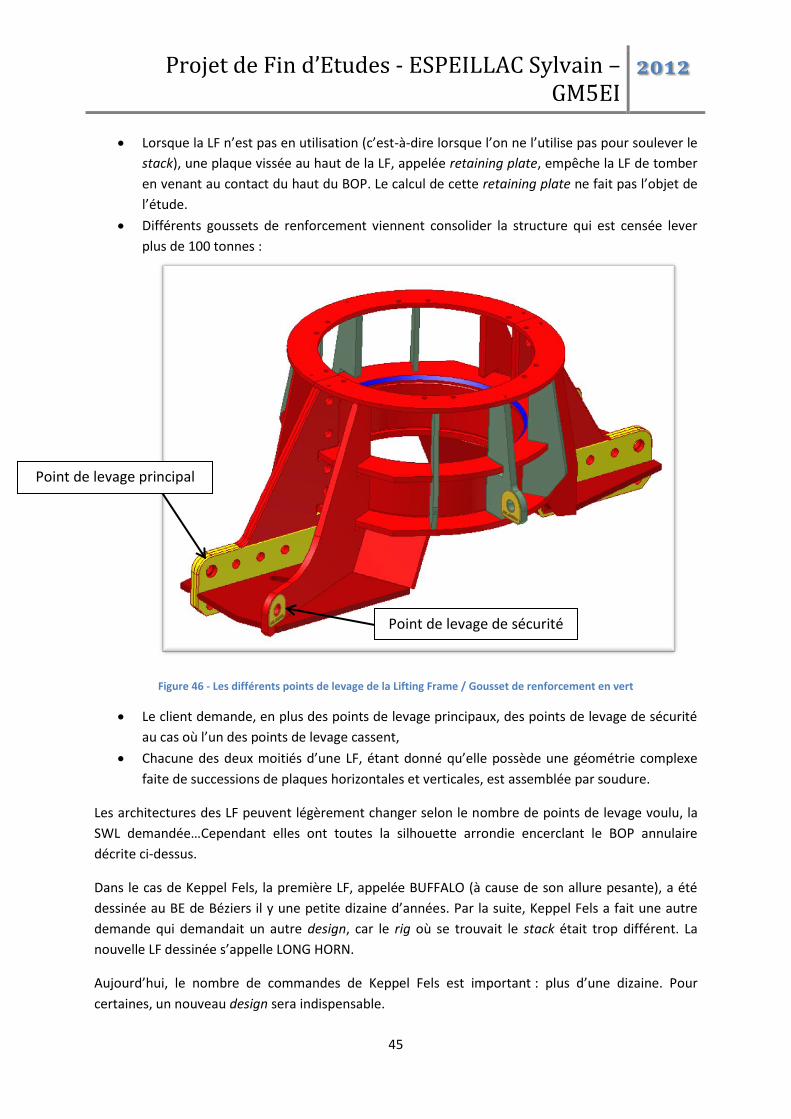
Différents goussets de renforcement viennent consolider la structure qui est censée lever
plus de 100 tonnes :
Figure 46 - Les différents points de levage de la Lifting Frame / Gousset de renforcement en vert
Le client demande, en plus des points de levage principaux, des points de levage de sécurité
au cas où l’un des points de levage cassent,
Chacune des deux moitiés d’une LF, étant donné qu’elle possède une géométrie complexe
faite de successions de plaques horizontales et verticales, est assemblée par soudure.
Les architectures des LF peuvent légèrement changer selon le nombre de points de levage voulu, la
SWL demandée…Cependant elles ont toutes la silhouette arrondie encerclant le BOP annulaire
décrite ci-dessus.
Dans le cas de Keppel Fels, la première LF, appelée BUFFALO (à cause de son allure pesante), a été
dessinée au BE de Béziers il y une petite dizaine d’années. Par la suite, Keppel Fels a fait une autre
demande qui demandait un autre design, car le rig où se trouvait le stack était trop différent. La
nouvelle LF dessinée s’appelle LONG HORN.
Aujourd’hui, le nombre de commandes de Keppel Fels est important : plus d’une dizaine. Pour
certaines, un nouveau design sera indispensable.
Point de levage principal
Point de levage de sécurité
Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
46
L’objectif de mon stage est de définir les différents paramètres qui influencent le design d’une LF.
Une fois trouvée, il faut préparer les modèles CAO de ces différentes LF en vue de faire leur calcul
pour différentes SWL. En effet, comme chaque rig diffère l’un de l’autre et que les stacks sont de plus
en plus lourds (à cause d’ajouts de matériels de performance), il faut pouvoir s’assurer à l’avance que
les LF sont aptes à soulever la SWL demandée.
En conclusion, il faut pouvoir préparer un document qui en fonction d’une demande client permette
de se fixer très tôt sur le choix d’architecture de la LF.
J’ai tout d’abord commencé par étudier les commandes de la BUFFALO et de la LONG HORN pour
comprendre les différents paramètres qui influent sur son design. Les commandes sont l’ensemble
des documents (questions/réponses entre BE et client, dessin de définition, photographies du rig,
ordre de travail…) qui permettent de faire avancer le design, et CAMERON les conserve dans ces
archives. Ces commandes permettent de s’apercevoir que la communication entre le BE et le client
n’est pas forcément évidente, mais au final j’ai pu étudier les différents paramètres qui influent sur le
design d’une LF.
5.2. Paramètres influençant le design de la Lifting Frame
5.2.1. Entraxe des points de levage
La LF doit pouvoir soulever le stack. Pour cela, on passe des manilles à travers les points de levage de
la LF qu’on vient ensuite soulever par les élingues du pont roulant.
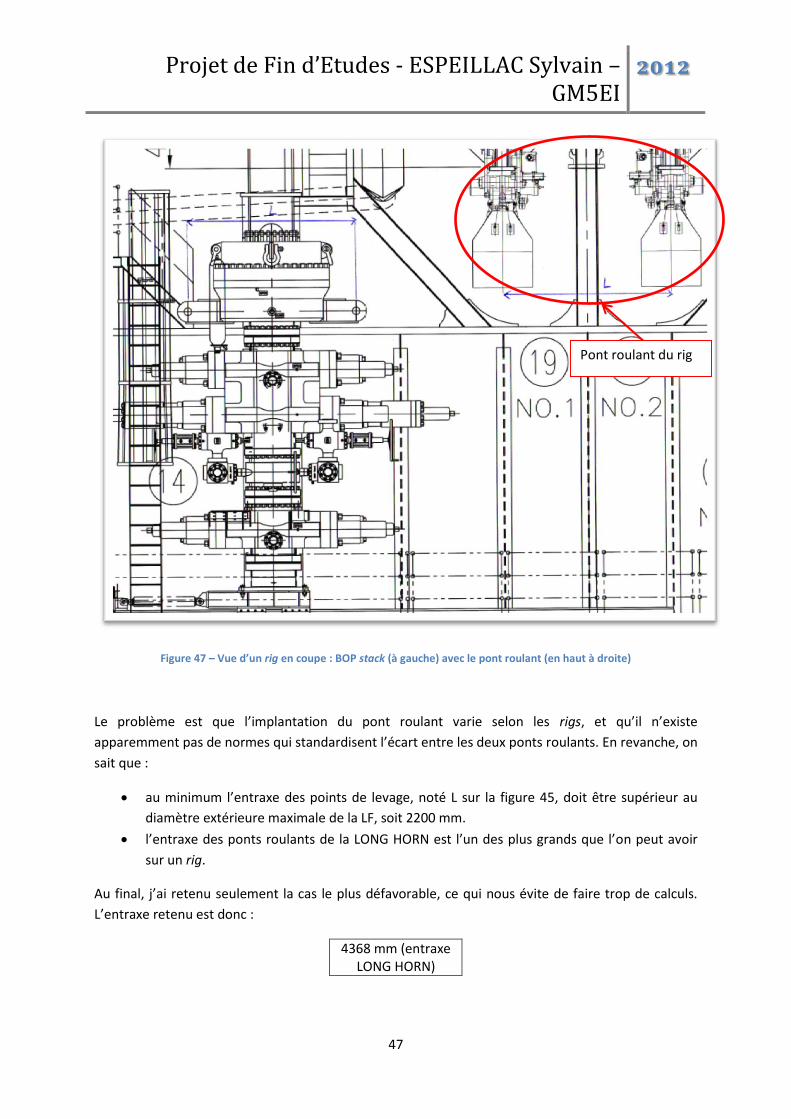
Par conséquent, l’implantation du pont roulant sur le rig va directement fixer la valeur de l’entraxe
des points de levage. En effet, on souhaite que les élingues portent verticalement le stack.
Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
47
Figure 47 – Vue d’un rig en coupe : BOP stack (à gauche) avec le pont roulant (en haut à droite)
Le problème est que l’implantation du pont roulant varie selon les rigs, et qu’il n’existe
apparemment pas de normes qui standardisent l’écart entre les deux ponts roulants. En revanche, on
sait que :
au minimum l’entraxe des points de levage, noté L sur la figure 45, doit être supérieur au
diamètre extérieure maximale de la LF, soit 2200 mm.
l’entraxe des ponts roulants de la LONG HORN est l’un des plus grands que l’on peut avoir
sur un rig.
Au final, j’ai retenu seulement la cas le plus défavorable, ce qui nous évite de faire trop de calculs.
L’entraxe retenu est donc :
4368 mm (entraxe LONG HORN)
Pont roulant du rig
Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
48
5.2.2. SWL de la Lifting Frame
Au minimum, la LF doit supporter le poids de :
BOP annulaire 18-3/4’’ 10K (x1) ≈ 22000 kg
BOP double cavités 18-3/4’’ 15K (x2) ≈ 51000 kg
Lifting Frame (x1) ≈ 10000 kg (pour la plus lourde, la LONG HORN)
Autres accessoires ≈ 10000 kg
Total ≈ 93000 kg
En outre le BOP peut être amené à soulever d’autres pièces. Par exemple, une des
commandes de Keppel Fels demande aujourd’hui deux plates-formes de travail pour accéder à
chacune des cavités des BOP. En plus de cela, les BOP seront équipés de Tandem Booster, des
produits qui permettent d’augmenter la poussée des RAM qui viennent couper ou étancher le tube
de forage. La SWL voulue par KP est donc de 100 tonnes, et ce cas-là est un des plus défavorables
que l’on puisse rencontrer : on pourra difficilement ajouter plus d’équipements sur le stack.
Attention cependant aux tubes de raccord hydraulique qui pèsent très lourd et peuvent créer un
effort excentré. Les coefficients de sécurité des certificats sont alors indispensables à prendre en
compte.
Au final, la SWL critique à soulever est :
100 tonnes
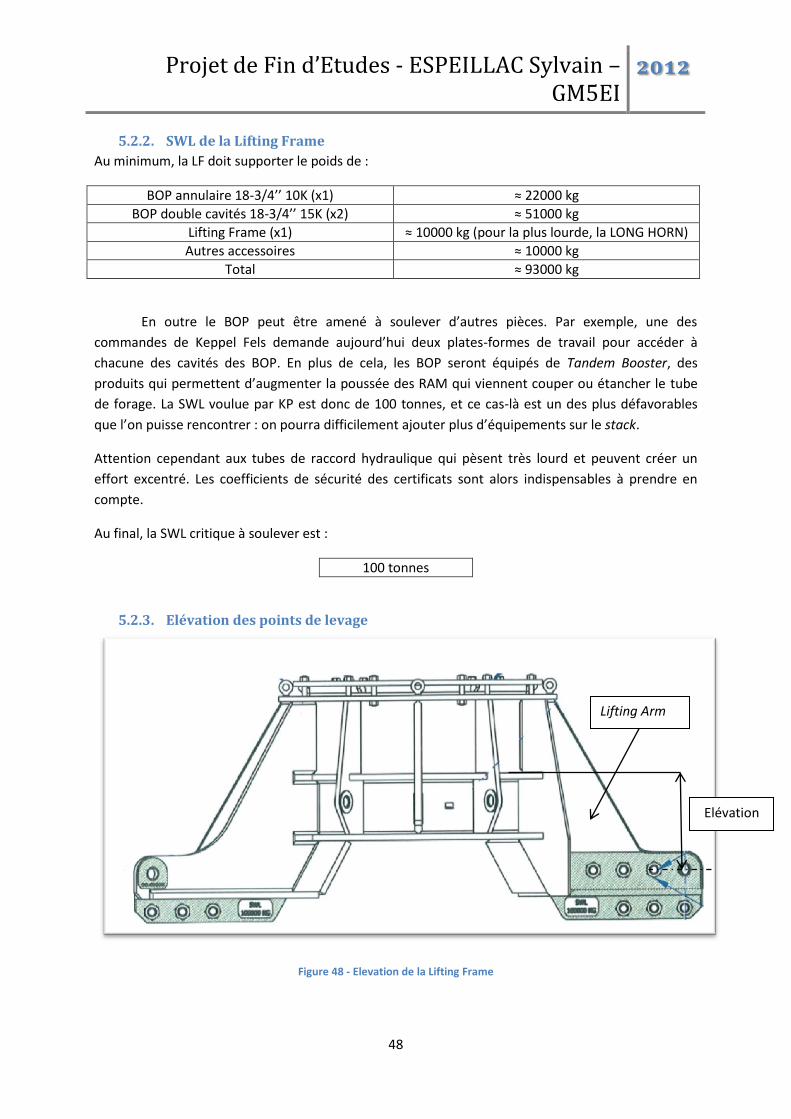
5.2.3. Elévation des points de levage
Figure 48 - Elevation de la Lifting Frame
Elévation
Lifting Arm
Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
49
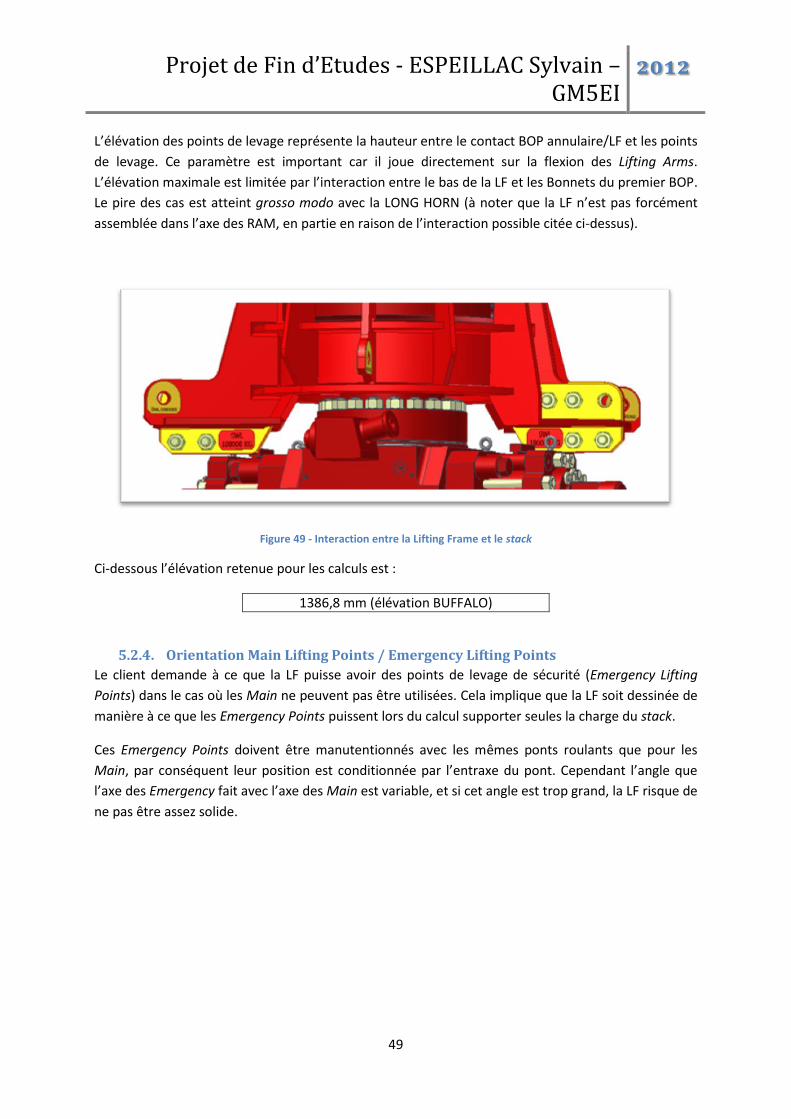
L’élévation des points de levage représente la hauteur entre le contact BOP annulaire/LF et les points
de levage. Ce paramètre est important car il joue directement sur la flexion des Lifting Arms.
L’élévation maximale est limitée par l’interaction entre le bas de la LF et les Bonnets du premier BOP.
Le pire des cas est atteint grosso modo avec la LONG HORN (à noter que la LF n’est pas forcément
assemblée dans l’axe des RAM, en partie en raison de l’interaction possible citée ci-dessus).
Figure 49 - Interaction entre la Lifting Frame et le stack
Ci-dessous l’élévation retenue pour les calculs est :
1386,8 mm (élévation BUFFALO)
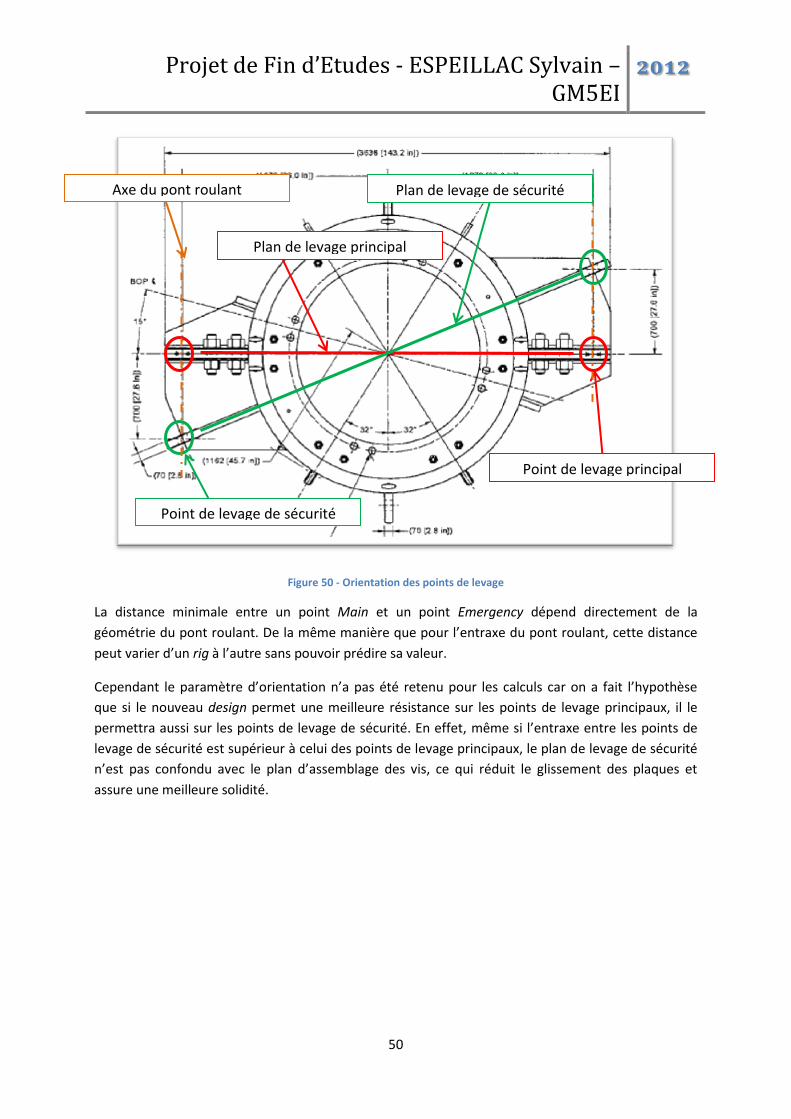
5.2.4. Orientation Main Lifting Points / Emergency Lifting Points
Le client demande à ce que la LF puisse avoir des points de levage de sécurité (Emergency Lifting
Points) dans le cas où les Main ne peuvent pas être utilisées. Cela implique que la LF soit dessinée de
manière à ce que les Emergency Points puissent lors du calcul supporter seules la charge du stack.
Ces Emergency Points doivent être manutentionnés avec les mêmes ponts roulants que pour les
Main, par conséquent leur position est conditionnée par l’entraxe du pont. Cependant l’angle que
l’axe des Emergency fait avec l’axe des Main est variable, et si cet angle est trop grand, la LF risque de
ne pas être assez solide.
Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
50
Figure 50 - Orientation des points de levage
La distance minimale entre un point Main et un point Emergency dépend directement de la
géométrie du pont roulant. De la même manière que pour l’entraxe du pont roulant, cette distance
peut varier d’un rig à l’autre sans pouvoir prédire sa valeur.
Cependant le paramètre d’orientation n’a pas été retenu pour les calculs car on a fait l’hypothèse
que si le nouveau design permet une meilleure résistance sur les points de levage principaux, il le
permettra aussi sur les points de levage de sécurité. En effet, même si l’entraxe entre les points de
levage de sécurité est supérieur à celui des points de levage principaux, le plan de levage de sécurité
n’est pas confondu avec le plan d’assemblage des vis, ce qui réduit le glissement des plaques et
assure une meilleure solidité.
Point de levage principal
Point de levage de sécurité
Axe du pont roulant Plan de levage de sécurité
Plan de levage principal
Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
51
5.3. Calcul des Lifting Frame existantes : « BUFFALO » et « LONG
HORN »
5.3.1. Calcul sur le design « BUFFALO »
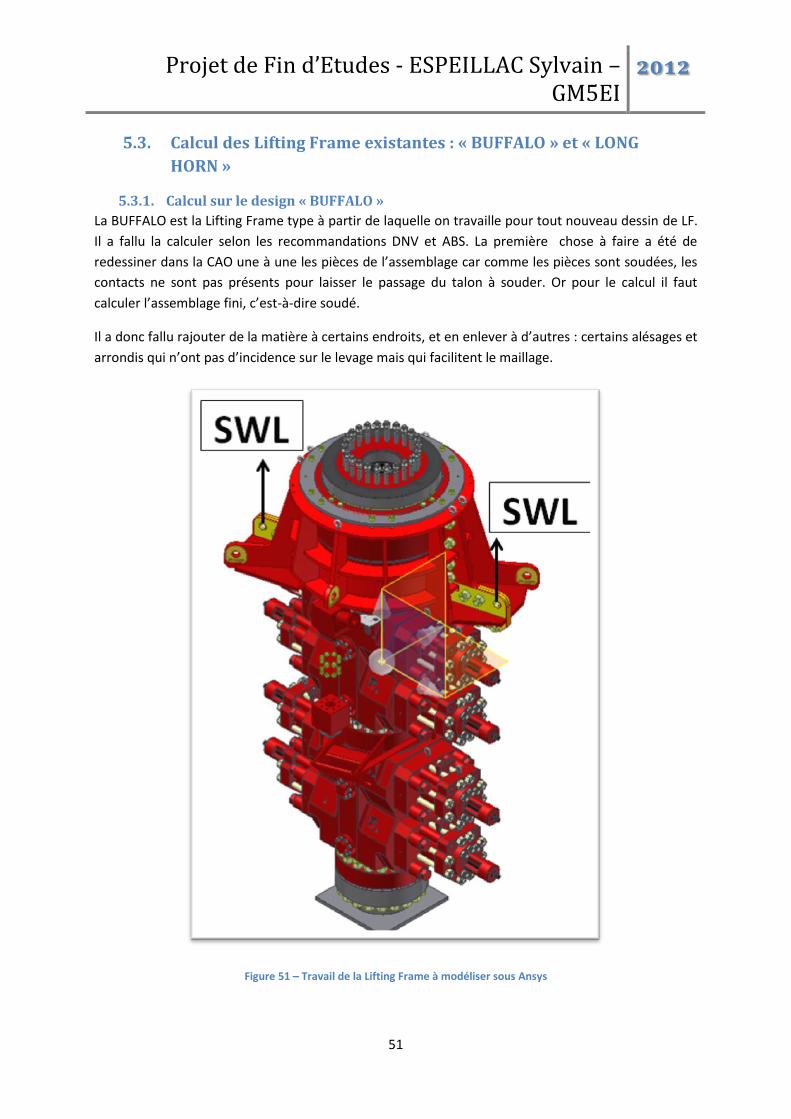
La BUFFALO est la Lifting Frame type à partir de laquelle on travaille pour tout nouveau dessin de LF.
Il a fallu la calculer selon les recommandations DNV et ABS. La première chose à faire a été de
redessiner dans la CAO une à une les pièces de l’assemblage car comme les pièces sont soudées, les
contacts ne sont pas présents pour laisser le passage du talon à souder. Or pour le calcul il faut
calculer l’assemblage fini, c’est-à-dire soudé.
Il a donc fallu rajouter de la matière à certains endroits, et en enlever à d’autres : certains alésages et
arrondis qui n’ont pas d’incidence sur le levage mais qui facilitent le maillage.
Figure 51 – Travail de la Lifting Frame à modéliser sous Ansys
Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
52
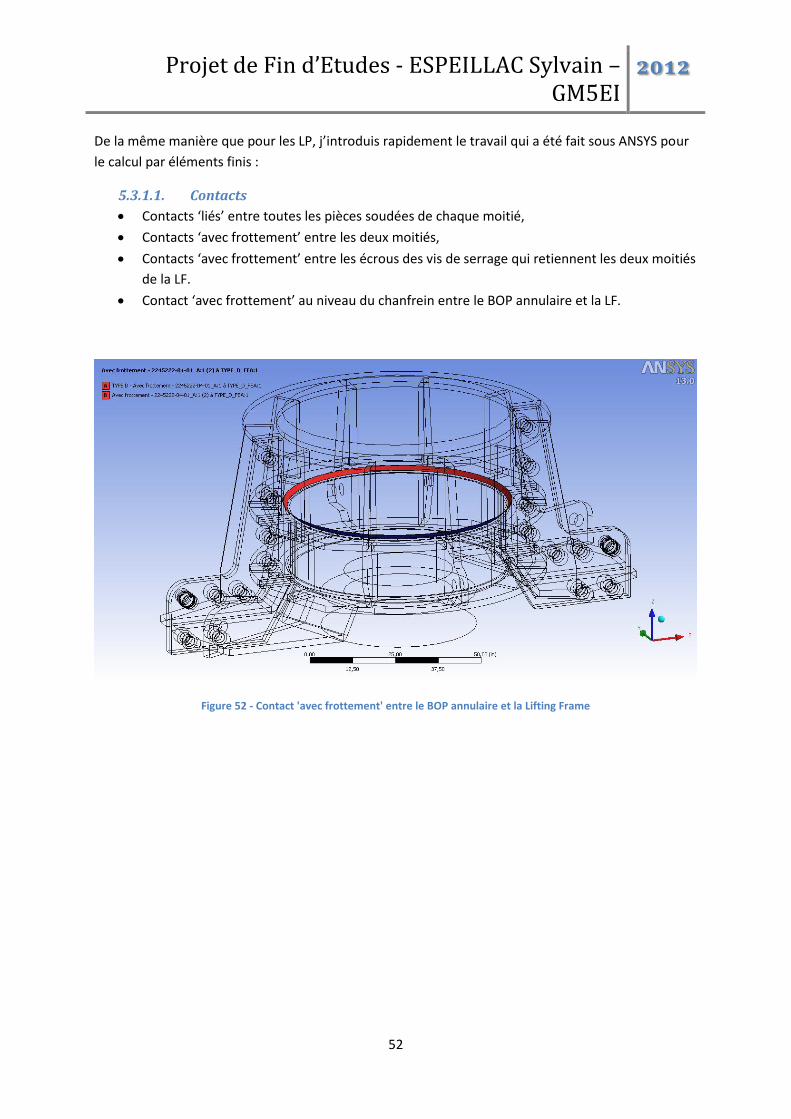
De la même manière que pour les LP, j’introduis rapidement le travail qui a été fait sous ANSYS pour
le calcul par éléments finis :
5.3.1.1. Contacts
Contacts ‘liés’ entre toutes les pièces soudées de chaque moitié,
Contacts ‘avec frottement’ entre les deux moitiés,
Contacts ‘avec frottement’ entre les écrous des vis de serrage qui retiennent les deux moitiés
de la LF.
Contact ‘avec frottement’ au niveau du chanfrein entre le BOP annulaire et la LF.
Figure 52 - Contact 'avec frottement' entre le BOP annulaire et la Lifting Frame
Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
53
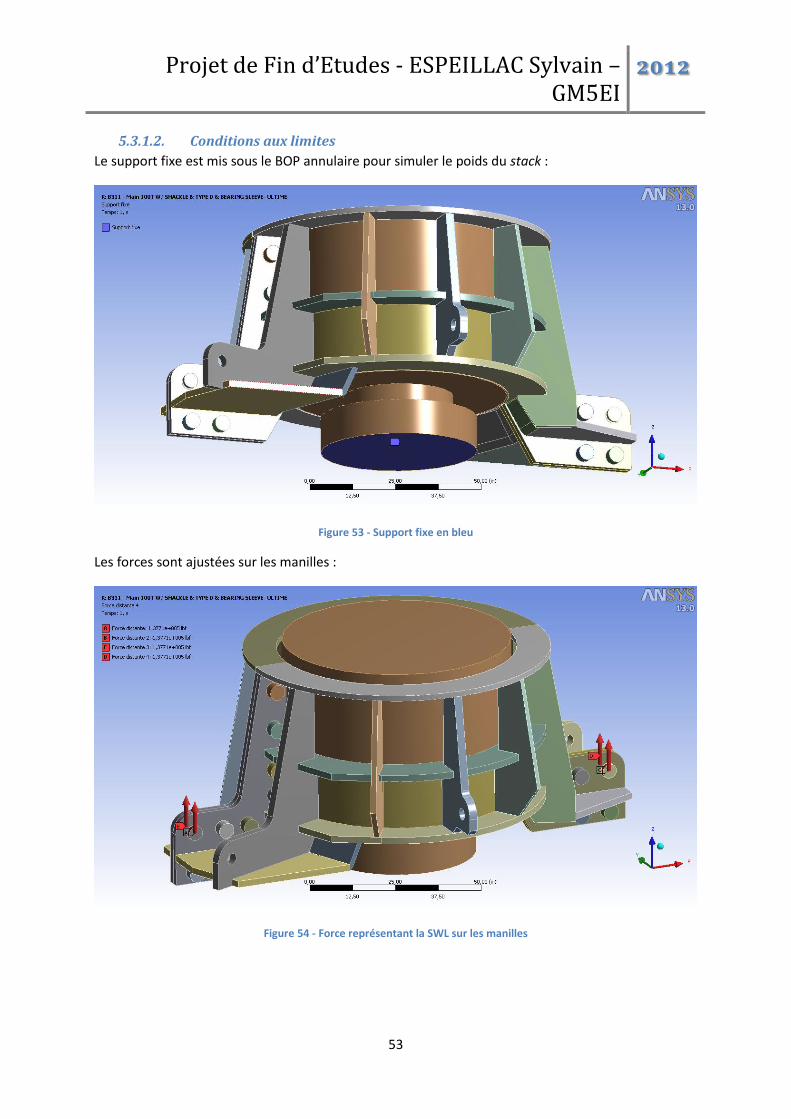
5.3.1.2. Conditions aux limites
Le support fixe est mis sous le BOP annulaire pour simuler le poids du stack :
Figure 53 - Support fixe en bleu
Les forces sont ajustées sur les manilles :
Figure 54 - Force représentant la SWL sur les manilles
Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
54
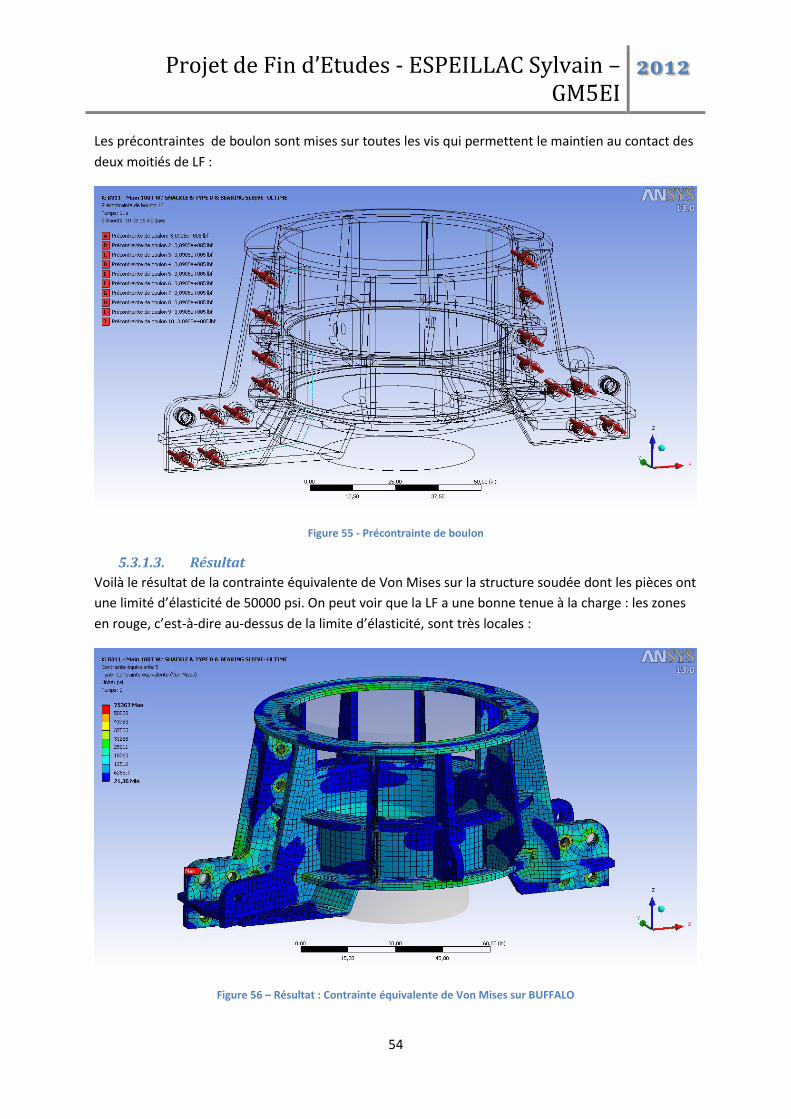
Les précontraintes de boulon sont mises sur toutes les vis qui permettent le maintien au contact des
deux moitiés de LF :
Figure 55 - Précontrainte de boulon
5.3.1.3. Résultat
Voilà le résultat de la contrainte équivalente de Von Mises sur la structure soudée dont les pièces ont
une limité d’élasticité de 50000 psi. On peut voir que la LF a une bonne tenue à la charge : les zones
en rouge, c’est-à-dire au-dessus de la limite d’élasticité, sont très locales :
Figure 56 – Résultat : Contrainte équivalente de Von Mises sur BUFFALO
Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
55
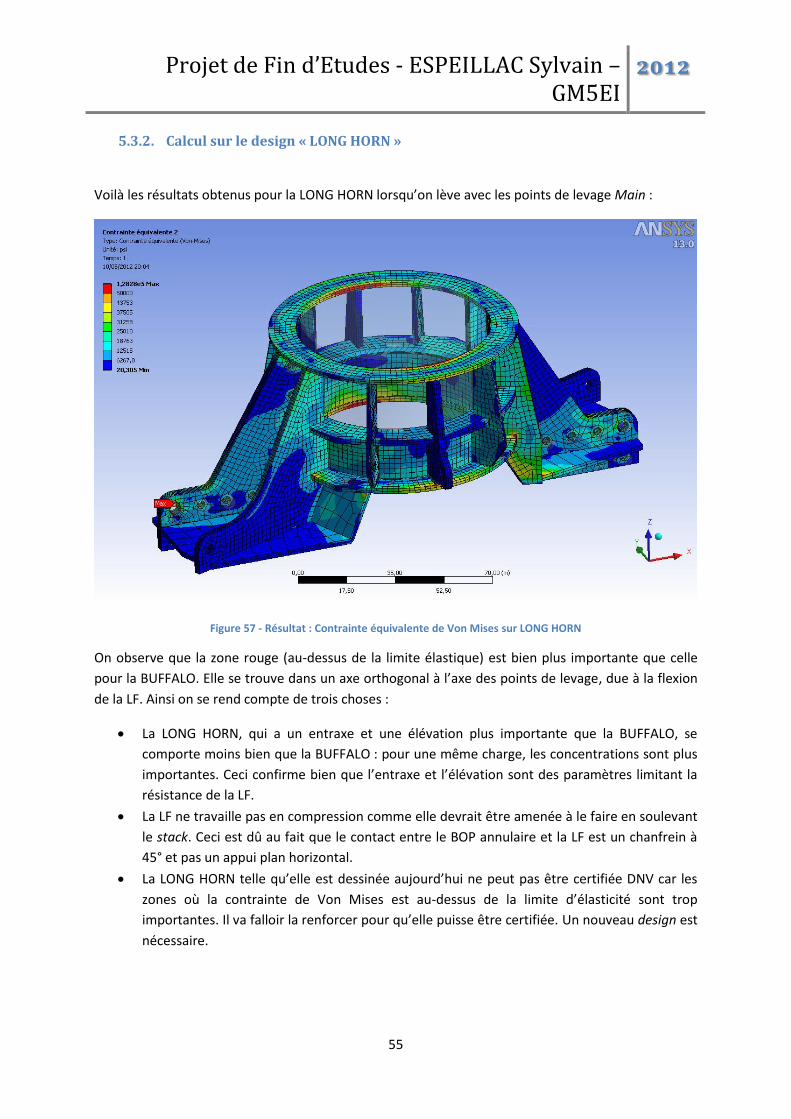
5.3.2. Calcul sur le design « LONG HORN »
Voilà les résultats obtenus pour la LONG HORN lorsqu’on lève avec les points de levage Main :
Figure 57 - Résultat : Contrainte équivalente de Von Mises sur LONG HORN
On observe que la zone rouge (au-dessus de la limite élastique) est bien plus importante que celle
pour la BUFFALO. Elle se trouve dans un axe orthogonal à l’axe des points de levage, due à la flexion
de la LF. Ainsi on se rend compte de trois choses :
La LONG HORN, qui a un entraxe et une élévation plus importante que la BUFFALO, se
comporte moins bien que la BUFFALO : pour une même charge, les concentrations sont plus
importantes. Ceci confirme bien que l’entraxe et l’élévation sont des paramètres limitant la
résistance de la LF.
La LF ne travaille pas en compression comme elle devrait être amenée à le faire en soulevant
le stack. Ceci est dû au fait que le contact entre le BOP annulaire et la LF est un chanfrein à
45° et pas un appui plan horizontal.
La LONG HORN telle qu’elle est dessinée aujourd’hui ne peut pas être certifiée DNV car les
zones où la contrainte de Von Mises est au-dessus de la limite d’élasticité sont trop
importantes. Il va falloir la renforcer pour qu’elle puisse être certifiée. Un nouveau design est
nécessaire.
Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
56
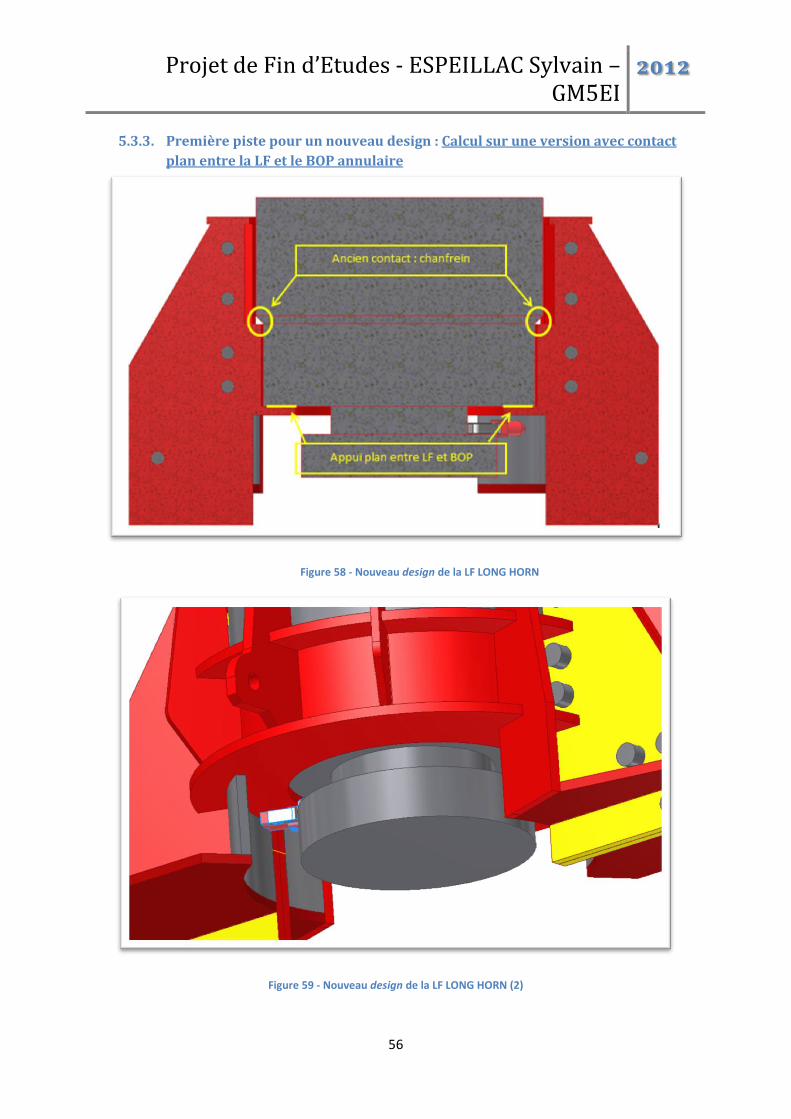
5.3.3. Première piste pour un nouveau design : Calcul sur une version avec contact
plan entre la LF et le BOP annulaire
Figure 58 - Nouveau design de la LF LONG HORN
Figure 59 - Nouveau design de la LF LONG HORN (2)
Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
57
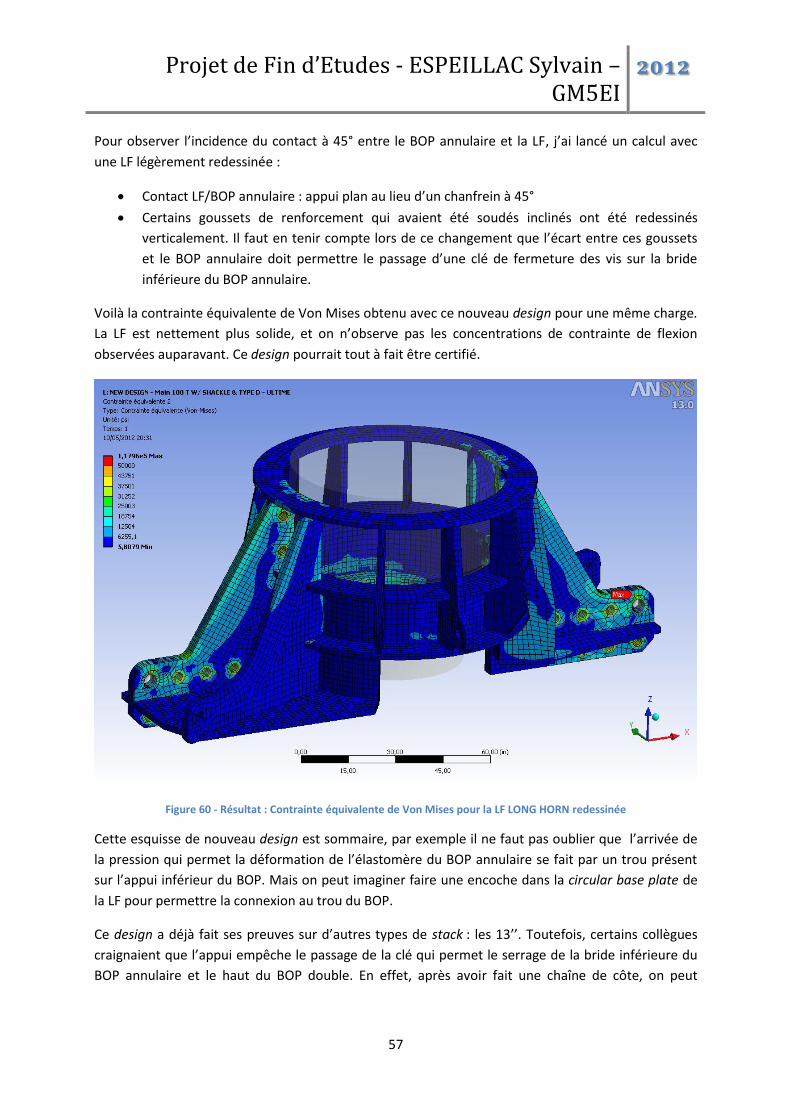
Pour observer l’incidence du contact à 45° entre le BOP annulaire et la LF, j’ai lancé un calcul avec
une LF légèrement redessinée :
Contact LF/BOP annulaire : appui plan au lieu d’un chanfrein à 45°
Certains goussets de renforcement qui avaient été soudés inclinés ont été redessinés
verticalement. Il faut en tenir compte lors de ce changement que l’écart entre ces goussets
et le BOP annulaire doit permettre le passage d’une clé de fermeture des vis sur la bride
inférieure du BOP annulaire.
Voilà la contrainte équivalente de Von Mises obtenu avec ce nouveau design pour une même charge.
La LF est nettement plus solide, et on n’observe pas les concentrations de contrainte de flexion
observées auparavant. Ce design pourrait tout à fait être certifié.
Figure 60 - Résultat : Contrainte équivalente de Von Mises pour la LF LONG HORN redessinée
Cette esquisse de nouveau design est sommaire, par exemple il ne faut pas oublier que l’arrivée de
la pression qui permet la déformation de l’élastomère du BOP annulaire se fait par un trou présent
sur l’appui inférieur du BOP. Mais on peut imaginer faire une encoche dans la circular base plate de
la LF pour permettre la connexion au trou du BOP.
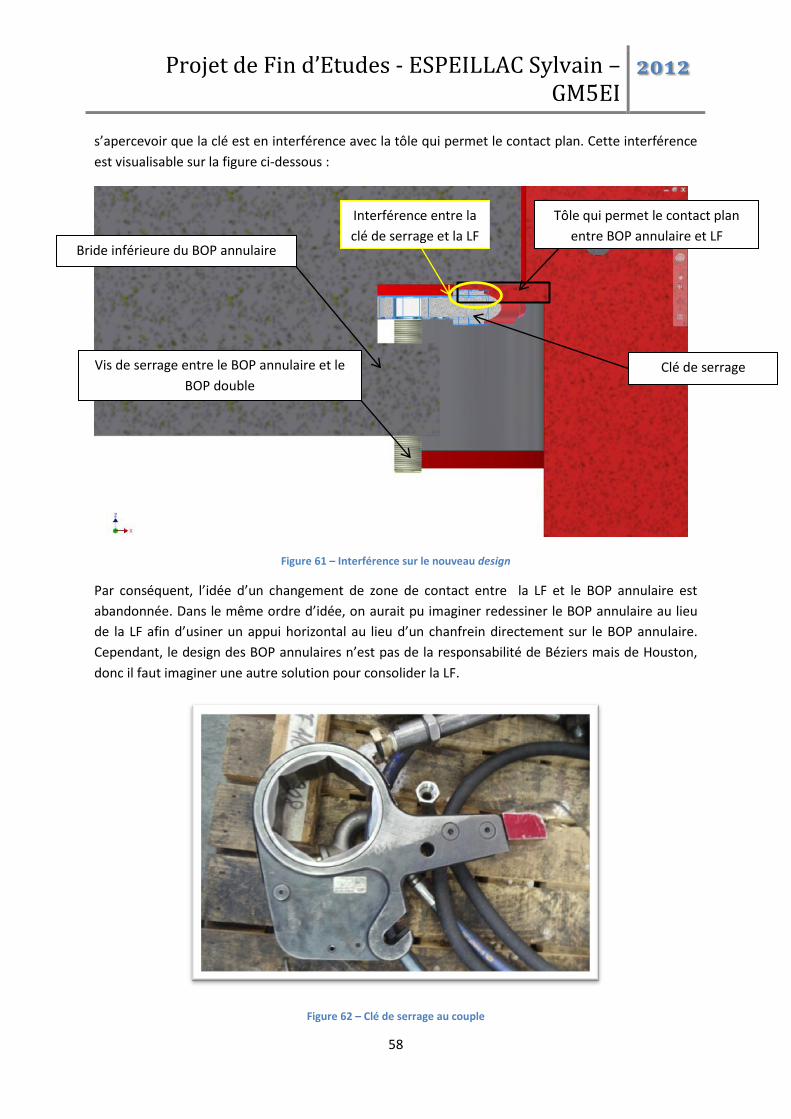
Ce design a déjà fait ses preuves sur d’autres types de stack : les 13’’. Toutefois, certains collègues
craignaient que l’appui empêche le passage de la clé qui permet le serrage de la bride inférieure du
BOP annulaire et le haut du BOP double. En effet, après avoir fait une chaîne de côte, on peut
Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
58
s’apercevoir que la clé est en interférence avec la tôle qui permet le contact plan. Cette interférence
est visualisable sur la figure ci-dessous :
Figure 61 – Interférence sur le nouveau design
Par conséquent, l’idée d’un changement de zone de contact entre la LF et le BOP annulaire est
abandonnée. Dans le même ordre d’idée, on aurait pu imaginer redessiner le BOP annulaire au lieu
de la LF afin d’usiner un appui horizontal au lieu d’un chanfrein directement sur le BOP annulaire.
Cependant, le design des BOP annulaires n’est pas de la responsabilité de Béziers mais de Houston,
donc il faut imaginer une autre solution pour consolider la LF.
Figure 62 – Clé de serrage au couple
Bride inférieure du BOP annulaire
Vis de serrage entre le BOP annulaire et le
BOP double
Tôle qui permet le contact plan
entre BOP annulaire et LF
Clé de serrage
Interférence entre la
clé de serrage et la LF
Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
59
Il faut quand même garder cette idée en tête, car si la clé de serrage utilisée change dans le futur et
si elle est moins épaisse, on pourra reprendre cette idée de contact plus favorable à la résistance de
la Lifting Frame.
5.3.4. Deuxième piste pour un nouveau design : insérer une rondelle entre le BOP
annulaire et la Lifting Frame
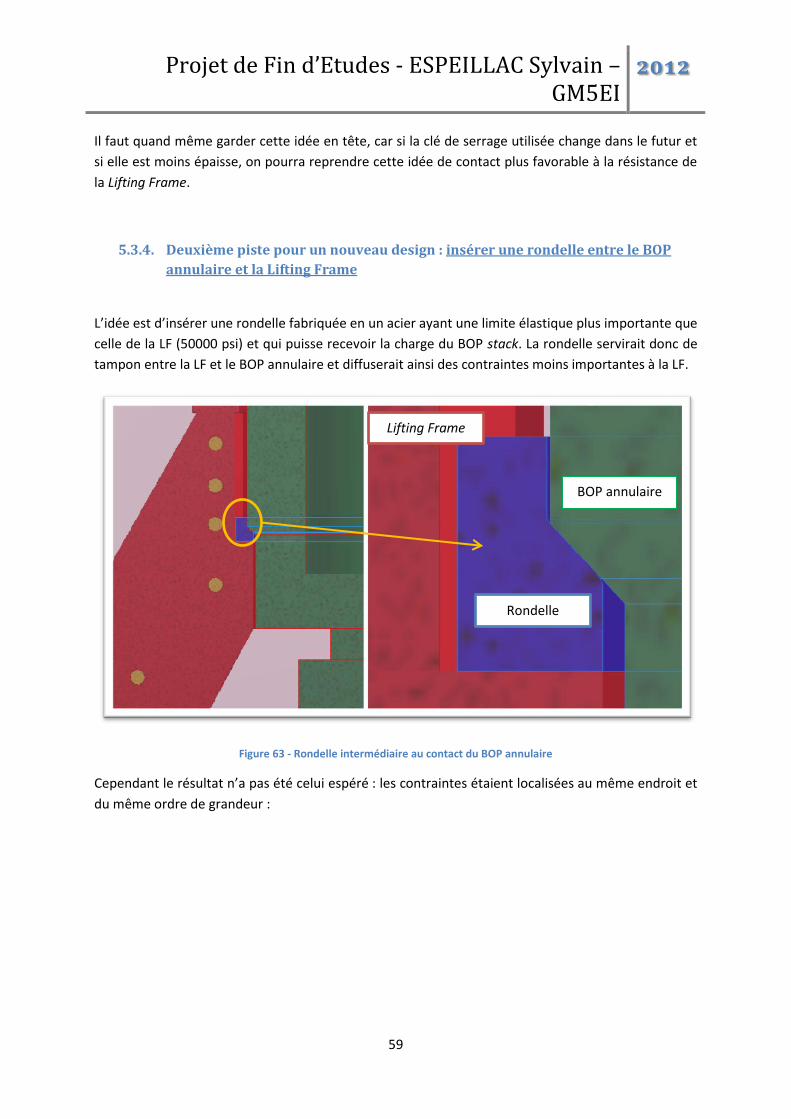
L’idée est d’insérer une rondelle fabriquée en un acier ayant une limite élastique plus importante que
celle de la LF (50000 psi) et qui puisse recevoir la charge du BOP stack. La rondelle servirait donc de
tampon entre la LF et le BOP annulaire et diffuserait ainsi des contraintes moins importantes à la LF.
Figure 63 - Rondelle intermédiaire au contact du BOP annulaire
Cependant le résultat n’a pas été celui espéré : les contraintes étaient localisées au même endroit et
du même ordre de grandeur :
BOP annulaire
Rondelle
Lifting Frame
Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
60
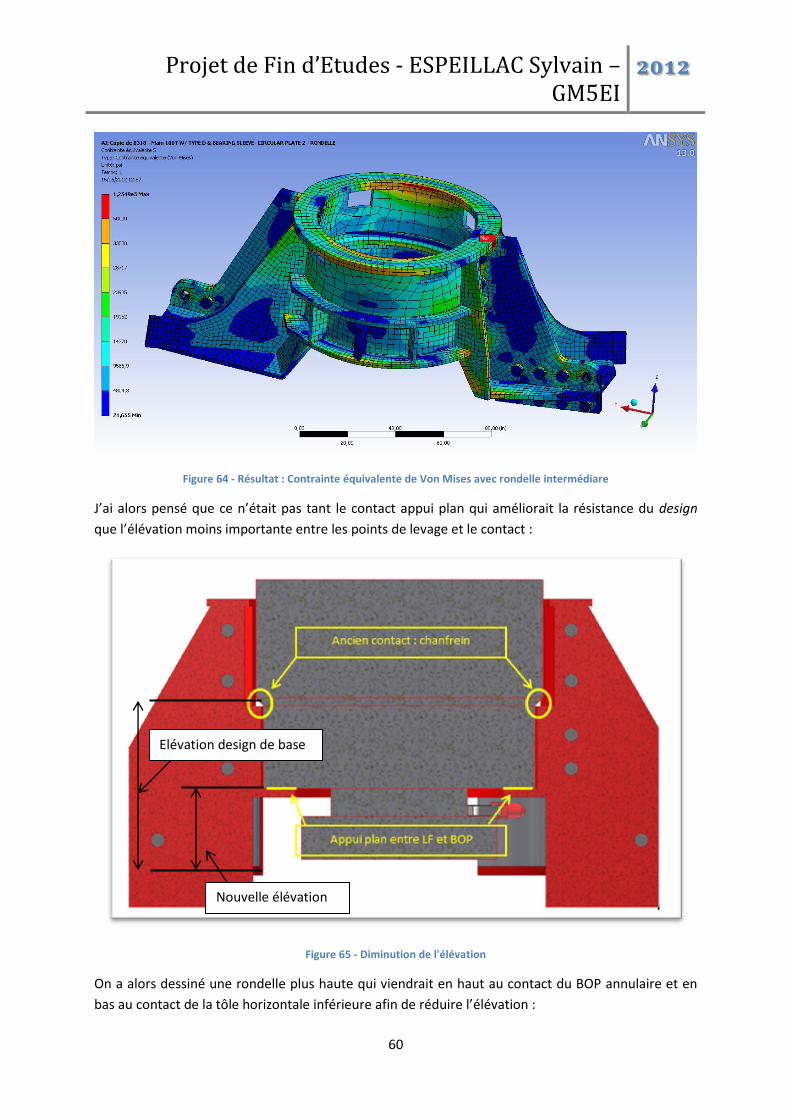
Figure 64 - Résultat : Contrainte équivalente de Von Mises avec rondelle intermédiare
J’ai alors pensé que ce n’était pas tant le contact appui plan qui améliorait la résistance du design
que l’élévation moins importante entre les points de levage et le contact :
Figure 65 - Diminution de l'élévation
On a alors dessiné une rondelle plus haute qui viendrait en haut au contact du BOP annulaire et en
bas au contact de la tôle horizontale inférieure afin de réduire l’élévation :
Elévation design de base
Nouvelle élévation
Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
61
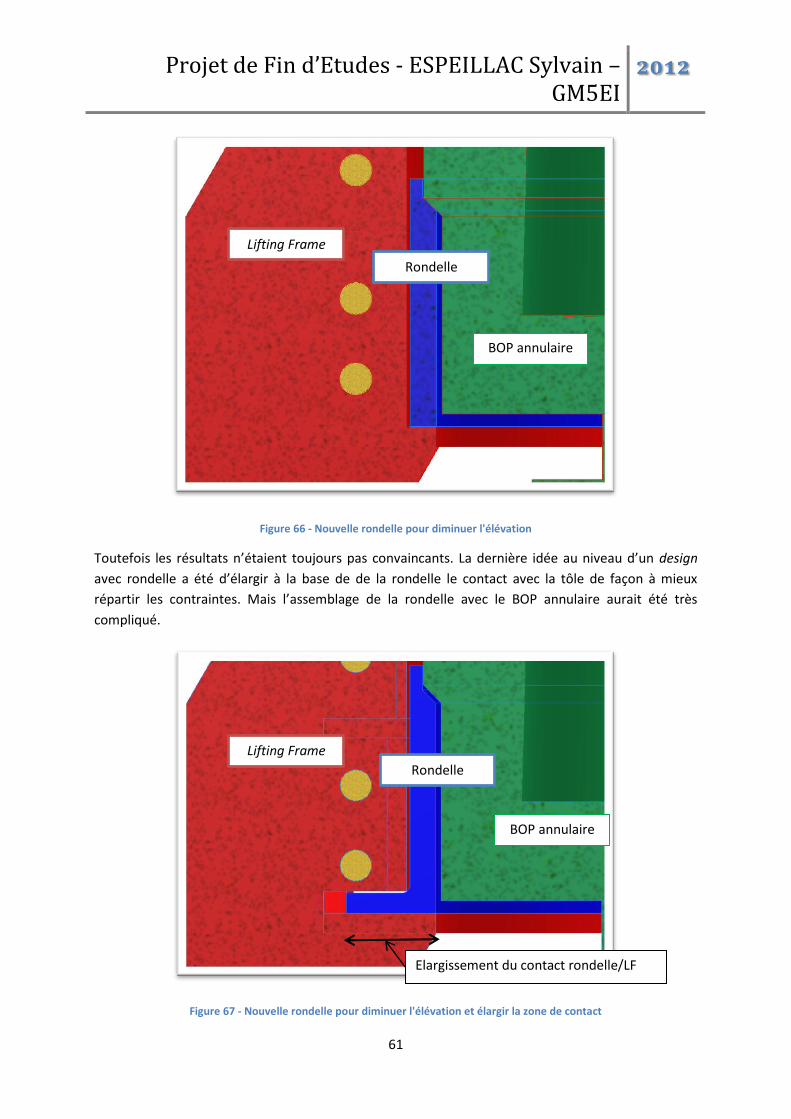
Figure 66 - Nouvelle rondelle pour diminuer l'élévation
Toutefois les résultats n’étaient toujours pas convaincants. La dernière idée au niveau d’un design
avec rondelle a été d’élargir à la base de de la rondelle le contact avec la tôle de façon à mieux
répartir les contraintes. Mais l’assemblage de la rondelle avec le BOP annulaire aurait été très
compliqué.
Figure 67 - Nouvelle rondelle pour diminuer l'élévation et élargir la zone de contact
Elargissement du contact rondelle/LF
BOP annulaire
Rondelle
Lifting Frame
BOP annulaire
Rondelle
Lifting Frame
Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
62
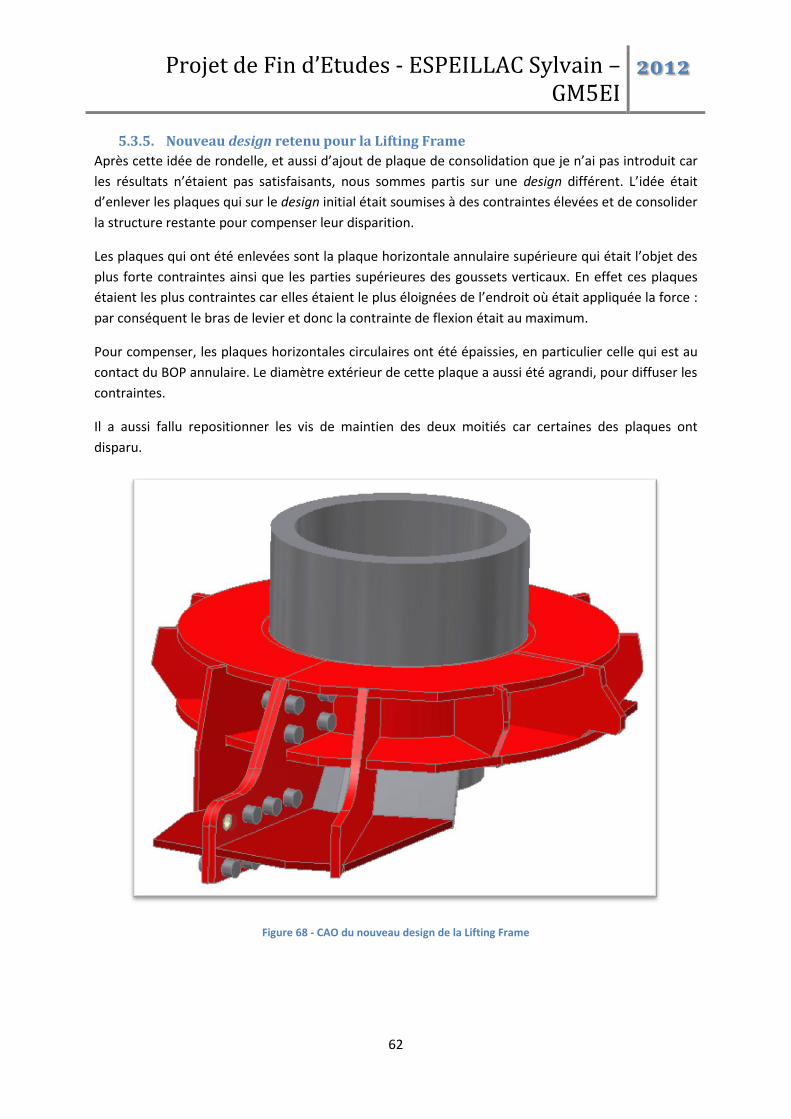
5.3.5. Nouveau design retenu pour la Lifting Frame
Après cette idée de rondelle, et aussi d’ajout de plaque de consolidation que je n’ai pas introduit car
les résultats n’étaient pas satisfaisants, nous sommes partis sur une design différent. L’idée était
d’enlever les plaques qui sur le design initial était soumises à des contraintes élevées et de consolider
la structure restante pour compenser leur disparition.
Les plaques qui ont été enlevées sont la plaque horizontale annulaire supérieure qui était l’objet des
plus forte contraintes ainsi que les parties supérieures des goussets verticaux. En effet ces plaques
étaient les plus contraintes car elles étaient le plus éloignées de l’endroit où était appliquée la force :
par conséquent le bras de levier et donc la contrainte de flexion était au maximum.
Pour compenser, les plaques horizontales circulaires ont été épaissies, en particulier celle qui est au
contact du BOP annulaire. Le diamètre extérieur de cette plaque a aussi été agrandi, pour diffuser les
contraintes.
Il a aussi fallu repositionner les vis de maintien des deux moitiés car certaines des plaques ont
disparu.
Figure 68 - CAO du nouveau design de la Lifting Frame
Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
63
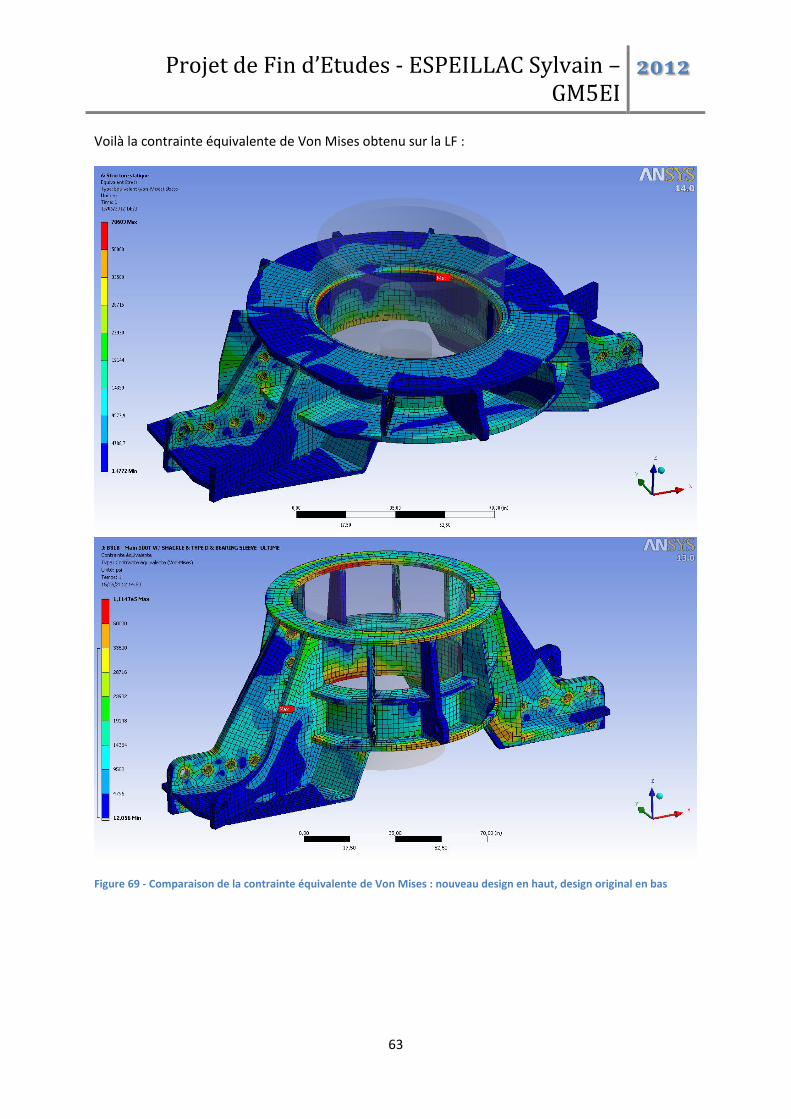
Voilà la contrainte équivalente de Von Mises obtenu sur la LF :
Figure 69 - Comparaison de la contrainte équivalente de Von Mises : nouveau design en haut, design original en bas

Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
64
Figure 70 - Comparaison des volumes où la contrainte est supérieure au critère
Sur le nouveau design, on peut voir que les volumes au-dessus du critère des organismes de
certification sont bien moins répandus que celui du design original. Les dernières contraintes sont les
zones comprimées par les têtes des écrous des vis, et la zone du contact entre la LF et le BOP
annulaire. A ce niveau-là les contraintes sont de type écrouissage (bearing), c’est-à-dire que
superficiellement le métal va se durcir sous l’effet de sa déformation plastique. Ces contraintes, dans
une certaine limite, ne nuisent pas à la solidité de la Lifting Frame. L’ASME (ASME Section VIII)
propose un critère d’acceptabilité pour les contraintes d’écrouissage :
Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
65
De plus, pour améliorer encore cet écrouissage au niveau du contact nous pouvons reprendre l’idée
d’une rondelle intermédiaire pour encaisser le durcissement.
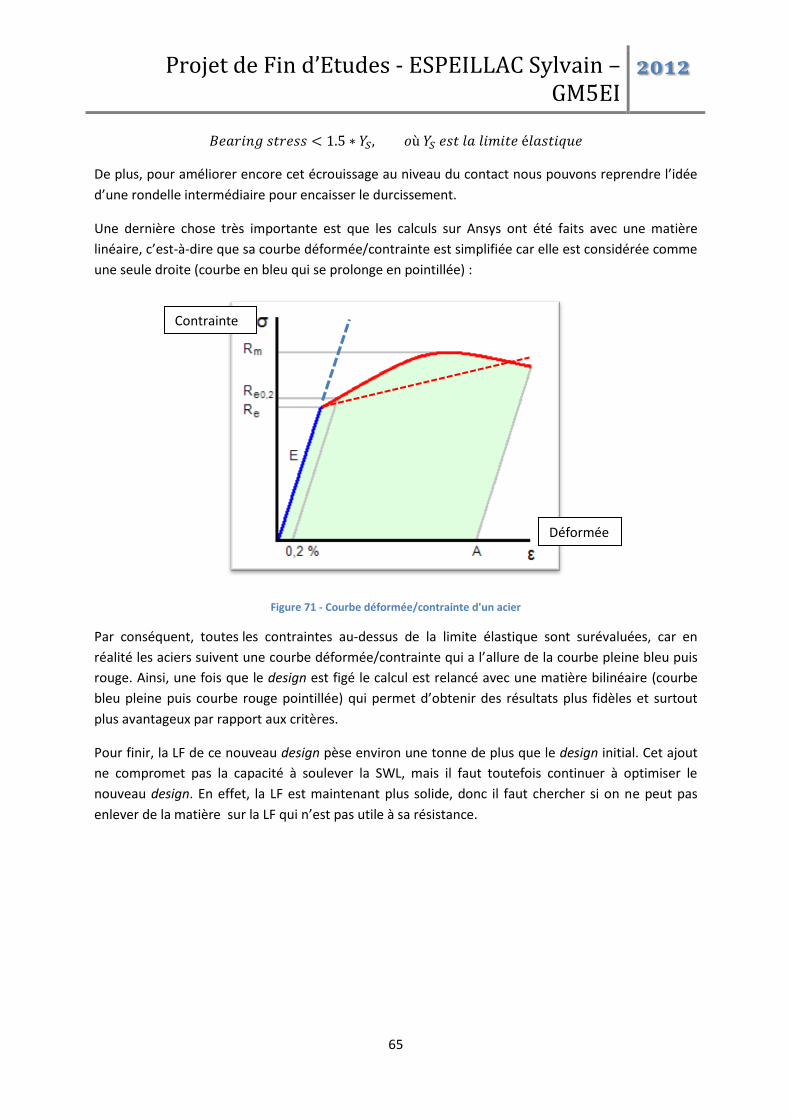
Une dernière chose très importante est que les calculs sur Ansys ont été faits avec une matière
linéaire, c’est-à-dire que sa courbe déformée/contrainte est simplifiée car elle est considérée comme
une seule droite (courbe en bleu qui se prolonge en pointillée) :
Figure 71 - Courbe déformée/contrainte d'un acier
Par conséquent, toutes les contraintes au-dessus de la limite élastique sont surévaluées, car en
réalité les aciers suivent une courbe déformée/contrainte qui a l’allure de la courbe pleine bleu puis
rouge. Ainsi, une fois que le design est figé le calcul est relancé avec une matière bilinéaire (courbe
bleu pleine puis courbe rouge pointillée) qui permet d’obtenir des résultats plus fidèles et surtout
plus avantageux par rapport aux critères.
Pour finir, la LF de ce nouveau design pèse environ une tonne de plus que le design initial. Cet ajout
ne compromet pas la capacité à soulever la SWL, mais il faut toutefois continuer à optimiser le
nouveau design. En effet, la LF est maintenant plus solide, donc il faut chercher si on ne peut pas
enlever de la matière sur la LF qui n’est pas utile à sa résistance.
Déformée
Contrainte
Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
66
6. CONCLUSION
Le design de la Lifting Frame introduit ci-dessus a été fait de telle manière qu’elle puisse résister à un
entraxe, une élévation et un poids critique. Ainsi on peut a priori être sûr que pour une commande
ayant ces trois paramètres en-dessous de leur valeur critique, sa certification par DNV et ABS est
assurée. Et vu l’étude de ces paramètres, on peut supposer que la grande majorité des commandes
sera dans ce standard.
Ce travail sur des produits de levage d’ensembles très lourds m’a aussi permis d’apercevoir les
contraintes imposées par la certification. Ces contraintes permettent d’être sûr de la qualité et de la
résistance des produits fabriqués, mais aussi de se couvrir en cas de problème. Par exemple, si l’un
des points de levage a un problème en cours de manutention, l’incident sera certainement la
conséquence d’un défaut des élingues ou des manilles, mais le produit CAMERON sera certifié apte
au levage.
Toutefois, ces résultats demandent des développements complémentaires. D’une part les points de
levage de sécurité n’ont pas été calculés, ce qui est un travail additionnel à faire en vue de la
certification. D’autre part, l’orientation de ces mêmes points de levage de sécurité n’a pas été
étudiée, et en fonction des ponts roulants on pourra être amené à calculer des LF avec des points de
levage plus éloignés et plus contraignants. Toujours est-il que les progrès réalisés entre les deux
designs au niveau des points de levage principaux iront dans le même sens pour les points de levage
de sécurité.
De plus, les résultats dépendent fortement du maillage et encore plus des conditions aux limites. Vu
qu’un calcul de LF dure environ 4 heures, j’ai parfois été amené à faire des simplifications pour
parvenir au bout du calcul. Dans ce cas-là il faut faire les bonnes hypothèses sur les conditions aux
limites pour simplifier le modèle et avoir des résultats toujours viables. Ensuite, et bien entendu c’est
la meilleure solution, avoir un meilleur matériel. En effet deux semaines avant la fin de mon stage on
a eu à disposition un ordinateur portable avec une nouvelle version d’Ansys qui terminait les calculs
de 4 heures en environ 40 minutes. Avec un tel matériel dès le début de mon stage j’aurais pu faire
plus de calculs.
Enfin, la partie la plus délicate de ces travaux de calculs par éléments finis est l’interprétation des
résultats. En effet, il arrive souvent que les contraintes soient supérieures à la limite élastique. Dans
ce cas-là il faut identifier comment réagit la LF à l’effort pour comprendre quels types de contraintes
sont en jeu. Après cela les différentes documentations précisent dans quelle limite ces contraintes
sont tolérables.
Plus globalement, ce Projet de Fin d’Etude a été plus intéressant que mon stage technicien à
CAMERON en particulier au niveau des échanges que j’ai eu avec mes collègues pour discuter de la
viabilité des idées de design. En effet, il n’est pas évident de juger de l’intérêt de ses propres idées
quand on a en face de soi des personnes qui ont plus de vingt ans d’ancienneté dans le métier et qui
pensent différemment. Pour cela, le responsable du Bureau d’Etude a organisé une réunion pour
parler de ce projet (une design review) avec les dessinateurs de LF, mon tuteur, le responsable des
Projet de Fin d’Etudes - ESPEILLAC Sylvain – GM5EI
2012
67
commandes et lui-même. Durant cette réunion nous devrons expliquer les choix qui nous ont
poussés à orienter différemment le design et nous écouterons leur commentaire pour savoir si nous
pouvons continuer dans ce sens-là, ou bien si nous avons d’autres pistes à creuser.
L’intérêt de ces échanges est qu’ainsi, la LF sera conçu avec à la fois une vision de dessinateur et une
vision de calculateur. Grâce aux travaux joints des dessinateurs et des calculs de pré-
dimensionnement que j’ai fait, l’objectif est de concevoir des LF sans risque vis-à-vis de la
certification. Le calcul fait ainsi pleinement parti du processus de conception, et ce n’est plus
seulement une étape qui se trouve après l’étape de dessin où on espère que le produit pourra être
certifié.
7. BIBLIOGRAPHIE
(1) DNV-OS-E101 « Drilling Plant », October 2009 et DNV No.2.22 « Lifting Appliances » , October
2008
(2) ABS « Certification of Drilling Systems », July 2006
(3) API « Specification for Drill-through Equipment », December 2004
(4) ASME « Boiler & Pressure Vessel Code » Section VIII Division 2, 1998