Embed Size (px)
Citation preview
Les propriétés de surface des pièces plastiques sont devenues un élément clé de la conception des produits. L’intérêt essentiel est d’intégrer au produit des fonctions supplémentaires sans changer les propriétés dans la masse. 4 do-maines concernent les surfaces : le toucher, l'apparence, l’interaction (surface sensitive, informative, individualisation des produits, ...), la protection (résistance chimique, résistance à la rayure, anti-buée, anti-salissure, antistatique, anti-contrefaçon, ...).
Un évènement Innov’Day, organisé par le CFP, s’est tenu à Lyon le 26 mars 2015 sur la thématique des propriétés de surface. Onze intervenants étaient présents pour faire part des nouveaux développements dans ce domaine, à un pu-blic constitué principalement d’industriels. La variété des procédés offre aujourd’hui un large éventail de possibilités, avec de surcroit des innovations dans les technologies de traitement de surface, dans les fonctionnalités obtenues, et dans les applications développées. Voici ce que l’on pouvait retenir des conférences de la journée.
#32 Plastilien • Mai 2015
Propriétés de surface éléments clés de la conception d’un produit
dominique APPERt Ingénieur R&DCFP – ALLIZE-PLASTURGIETel : 06 12 45 58 [email protected]
/////////////////////////////////////////////////////////////////////////////////////

PRocEdEs coRonA / PLAsMA
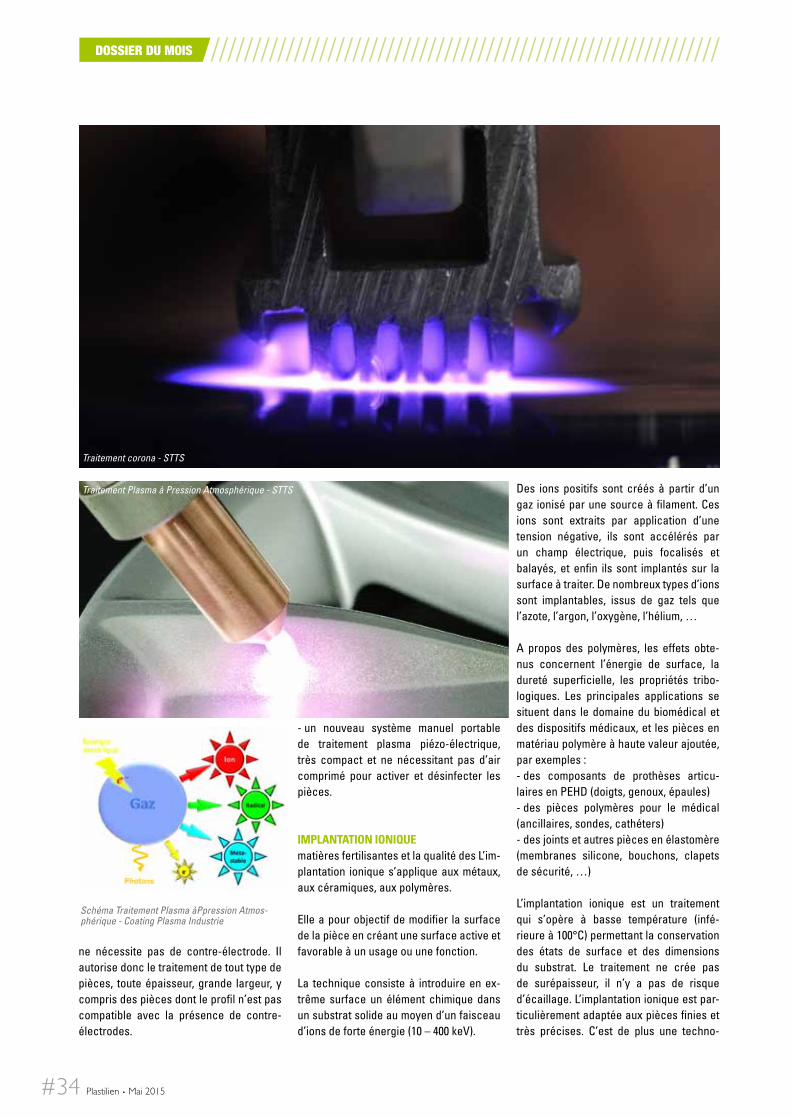
Le traitement électriqueL’énergie de surface des plastiques est généralement trop faible pour permettre la bonne adhésion d’un vernis, d’une colle ou d’une encre. Pour modifier l’interface, un traitement est nécessaire, le traitement par décharge électrique corona ou plasma par exemple.
L'effet corona est un phénomène de dé-charge électrique partielle entraînée par l'ionisation du milieu entourant un conducteur. Le plasma est produit par une décharge électrique à travers un gaz. Une fois excité, le gaz est appliqué sur la surface à traiter. Ces opérations ont lieu successivement et de manière continue : le gaz est injecté dans une source, subit la décharge, puis sort de la source et s'ap-plique sur la surface.
Dans les deux procédés, un bombarde-ment d’ions, d’électrons ou de radicaux est créé à la surface du polymère provo-quant la rupture de liaisons covalentes et formant des radicaux libres. Ces radicaux peuvent se conserver, se recombiner entre eux, réagir avec l’oxygène et aboutir à la formation de sites chimiques polaires.
Le dépôt en couche mince par plasmaPour apporter à la surface traitée une va-leur ajoutée supplémentaire, il est possible de réaliser un dépôt de couche mince en même temps que le traitement plasma à pression atmosphérique. Des monomères
sont activés et modifiés par le plasma et interagissent avec la surface. Un réseau hautement réticulé se crée à la surface, formant une couche fine d’épaisseur na-nométrique. La modification de surface est permanente, et spécifique dépendante de la chimie mise en œuvre.
Les nano dépôts par plasma à pression atmosphérique ouvrent tout un champ de nouvelles applications. De plus, ils permet-tent de remplacer la chimie liquide par la chimie gaz, plus respectueuse de l’envi-ronnement.
développements AcXys Technologies, une PME greno-bloise, conçoit, fabrique et commercialise des plasmas à pression atmosphérique, et les intègre sur les lignes industrielles ou équipements existants.
Dans le domaine des dépôts de couche mince par plasma, AcXys Technologies développe des solutions sur mesure pour répondre à des cahiers des charges très spécifiques, par exemple :- les propriétés antireflets de pièces transparentes soumises au rayonnement solaire. L’antireflet est apporté par une couche de silicium de 100 nm déposée par plasma à pression atmosphérique. Le sili-cium étant très proche d’une silice pure, la couche est transparente.- des propriétés de surface photo cataly-tiques obtenues grâce au dépôt en couche mince d’un oxyde de titane polycristal-lin TiOx. L’avantage du procédé est qu’il
s’opère à pression atmosphérique, à une température inférieure à 200 °C et sans la nécessité de faire un recuit.
L’entreprise CPI - Coating Plasma Indus-trie, située en PACA, fournit également des solutions plasmas pour l’industrie. L’entre-prise possède 2 pilotes de traitement par plasma à pression atmosphérique pour film. Elle met au point des nano dépôts pour les films souples à cadence indus-trielle. En voici 2 exemples : - le film antibuée pour l’agriculture (serres). L’ajout d’additifs dans le polymère pour ob-tenir la fonction antibuée ne satisfaisait pas le client : migration des additifs dans le temps et apparition d’un jaunissement du film. La solution développée a consisté à réaliser par plasma un nano dépôt de si-lice sur le film. La surface obtenue, de très haute énergie de surface (72 mN/m), pré-sentait une très grande hydrophilie.- des étiquettes repositionnables. Le client possédait une solution coûteuse et peu écologique pour la maîtrise de l’adhésion de l’étiquette sur le film. Il s’agissait de l’enduction du film par un silicone. Cette solution a été remplacée par un dépôt en couche mince de silicone par plasma. La surface hydrophobe du film est caractéri-sée par une très faible énergie de surface (<30 mN/m) apportant la propriété sou-haitée d’anti-adhésion ajustable, tout en éliminant l’emploi de produits chimiques liquides.
Le traitement de surface est également au cœur du métier de la Société STTS – Sys-tèmes et Technologies de Traitement de surface qui commercialise des solutions techniques autonomes ou intégrées sur lignes de production. STTS a présenté 3 nouveautés :- La fonctionnalisation Calvasol®, une solution économique pour activer et fonc-tionnaliser des films. Il s’agit de la combi-naison du traitement corona avec la chimie réactive apportant aux films des fonctions telles que l’anti-buée, l’anti-statisme, l’hy-drophilie, l’hydrophobie, l’anti-adhérence, l’adhérence permanente, l’anti-block… Le procédé comporte un brumisateur qui produit un aérosol dont les particules vont venir se greffer à la surface grâce à la dé-charge corona atmosphérique.- le traitement corona par effluvage indi-rect. La particularité du procédé est qu’il
///////////////////////////////////////////////////////////// dOSSIer du mOIS
Plastilien • Mai 2015 #33
/////////////////////////////////////////////////////////////////////////////////////Surface polymère nano structurée – SILSEF
/////////////////////////////////////////////////////////////dOSSIer du mOIS
Plastilien >> Juillet/Août 2014
ne nécessite pas de contre-électrode. Il autorise donc le traitement de tout type de pièces, toute épaisseur, grande largeur, y compris des pièces dont le profil n’est pas compatible avec la présence de contre-électrodes.
- un nouveau système manuel portable de traitement plasma piézo-électrique, très compact et ne nécessitant pas d’air comprimé pour activer et désinfecter les pièces.
IMPLAntAtIon IonIquE matières fertilisantes et la qualité des L’im-plantation ionique s’applique aux métaux, aux céramiques, aux polymères.
Elle a pour objectif de modifier la surface de la pièce en créant une surface active et favorable à un usage ou une fonction.
La technique consiste à introduire en ex-trême surface un élément chimique dans un substrat solide au moyen d’un faisceau d’ions de forte énergie (10 – 400 keV).
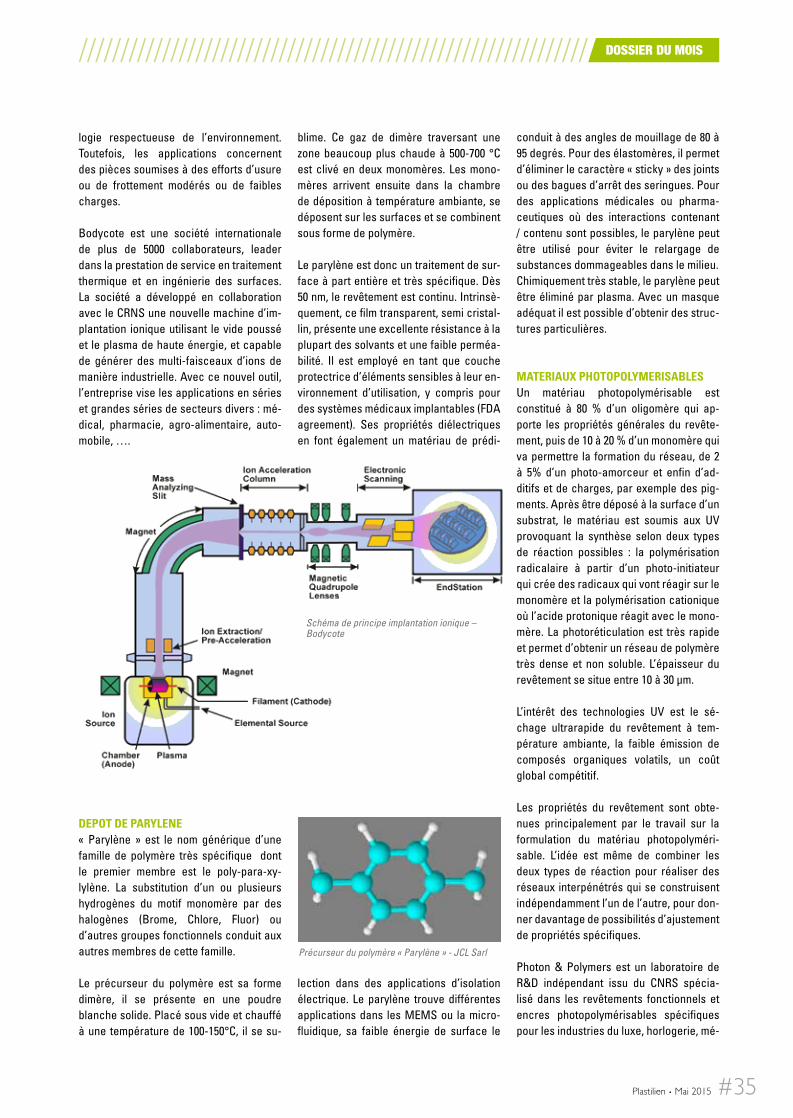
Des ions positifs sont créés à partir d’un gaz ionisé par une source à filament. Ces ions sont extraits par application d’une tension négative, ils sont accélérés par un champ électrique, puis focalisés et balayés, et enfin ils sont implantés sur la surface à traiter. De nombreux types d’ions sont implantables, issus de gaz tels que l’azote, l’argon, l’oxygène, l’hélium, …
A propos des polymères, les effets obte-nus concernent l’énergie de surface, la dureté superficielle, les propriétés tribo-logiques. Les principales applications se situent dans le domaine du biomédical et des dispositifs médicaux, et les pièces en matériau polymère à haute valeur ajoutée, par exemples :- des composants de prothèses articu-laires en PEHD (doigts, genoux, épaules)- des pièces polymères pour le médical (ancillaires, sondes, cathéters)- des joints et autres pièces en élastomère (membranes silicone, bouchons, clapets de sécurité, …)
L’implantation ionique est un traitement qui s’opère à basse température (infé-rieure à 100°C) permettant la conservation des états de surface et des dimensions du substrat. Le traitement ne crée pas de surépaisseur, il n’y a pas de risque d’écaillage. L’implantation ionique est par-ticulièrement adaptée aux pièces finies et très précises. C’est de plus une techno-
#34 Plastilien • Mai 2015
Propriétés tribologiques - NILA-MID B3 H GF50 TF15 /FA (fibres de verre et PTFE) – NILIT
Traitement corona - STTS
Schéma Traitement Plasma àPpression Atmos-phérique - Coating Plasma Industrie
Traitement Plasma à Pression Atmosphérique - STTS
logie respectueuse de l’environnement. Toutefois, les applications concernent des pièces soumises à des efforts d’usure ou de frottement modérés ou de faibles charges.
Bodycote est une société internationale de plus de 5000 collaborateurs, leader dans la prestation de service en traitement thermique et en ingénierie des surfaces. La société a développé en collaboration avec le CRNS une nouvelle machine d’im-plantation ionique utilisant le vide poussé et le plasma de haute énergie, et capable de générer des multi-faisceaux d’ions de manière industrielle. Avec ce nouvel outil, l’entreprise vise les applications en séries et grandes séries de secteurs divers : mé-dical, pharmacie, agro-alimentaire, auto-mobile, ….
dEPot dE PARYLEnE« Parylène » est le nom générique d’une famille de polymère très spécifique dont le premier membre est le poly-para-xy-lylène. La substitution d’un ou plusieurs hydrogènes du motif monomère par des halogènes (Brome, Chlore, Fluor) ou d’autres groupes fonctionnels conduit aux autres membres de cette famille.
Le précurseur du polymère est sa forme dimère, il se présente en une poudre blanche solide. Placé sous vide et chauffé à une température de 100-150°C, il se su-
blime. Ce gaz de dimère traversant une zone beaucoup plus chaude à 500-700 °C est clivé en deux monomères. Les mono-mères arrivent ensuite dans la chambre de déposition à température ambiante, se déposent sur les surfaces et se combinent sous forme de polymère.
Le parylène est donc un traitement de sur-face à part entière et très spécifique. Dès 50 nm, le revêtement est continu. Intrinsè-quement, ce film transparent, semi cristal-lin, présente une excellente résistance à la plupart des solvants et une faible perméa-bilité. Il est employé en tant que couche protectrice d’éléments sensibles à leur en-vironnement d’utilisation, y compris pour des systèmes médicaux implantables (FDA agreement). Ses propriétés diélectriques en font également un matériau de prédi-
lection dans des applications d’isolation électrique. Le parylène trouve différentes applications dans les MEMS ou la micro-fluidique, sa faible énergie de surface le
conduit à des angles de mouillage de 80 à 95 degrés. Pour des élastomères, il permet d’éliminer le caractère « sticky » des joints ou des bagues d’arrêt des seringues. Pour des applications médicales ou pharma-ceutiques où des interactions contenant / contenu sont possibles, le parylène peut être utilisé pour éviter le relargage de substances dommageables dans le milieu.Chimiquement très stable, le parylène peut être éliminé par plasma. Avec un masque adéquat il est possible d’obtenir des struc-tures particulières.
MAtERIAux PhotoPoLYMERIsAbLEs Un matériau photopolymérisable est constitué à 80 % d’un oligomère qui ap-porte les propriétés générales du revête-ment, puis de 10 à 20 % d’un monomère qui va permettre la formation du réseau, de 2 à 5% d’un photo-amorceur et enfin d’ad-ditifs et de charges, par exemple des pig-ments. Après être déposé à la surface d’un substrat, le matériau est soumis aux UV provoquant la synthèse selon deux types de réaction possibles : la polymérisation radicalaire à partir d’un photo-initiateur qui crée des radicaux qui vont réagir sur le monomère et la polymérisation cationique où l’acide protonique réagit avec le mono-mère. La photoréticulation est très rapide et permet d’obtenir un réseau de polymère très dense et non soluble. L’épaisseur du revêtement se situe entre 10 à 30 µm.
L’intérêt des technologies UV est le sé-chage ultrarapide du revêtement à tem-pérature ambiante, la faible émission de composés organiques volatils, un coût global compétitif.
Les propriétés du revêtement sont obte-nues principalement par le travail sur la formulation du matériau photopolyméri-sable. L’idée est même de combiner les deux types de réaction pour réaliser des réseaux interpénétrés qui se construisent indépendamment l’un de l’autre, pour don-ner davantage de possibilités d’ajustement de propriétés spécifiques.
Photon & Polymers est un laboratoire de R&D indépendant issu du CNRS spécia-lisé dans les revêtements fonctionnels et encres photopolymérisables spécifiques pour les industries du luxe, horlogerie, mé-
Plastilien • Mai 2015 #35
Propriétés tribologiques - NILA-MID B3 H GF50 TF15 /FA (fibres de verre et PTFE) – NILIT
ok
///////////////////////////////////////////////////////////// dOSSIer du mOIS
Schéma de principe implantation ionique – Bodycote
Précurseur du polymère « Parylène » - JCL Sarl

/////////////////////////////////////////////////////////////dOSSIer du mOIS
dical, cosmétique, optique, électronique, aéronautique, automobile, bâtiment… Le laboratoire est à l'origine de nombreuses innovations technologiques pour des ver-nis fonctionnels.
Le laboratoire nous livre quelques « re-cettes » :- Un revêtement photopolymérisable an-ti-rayures s’obtient à partir d’oligomères et de monomères à haute fonctionnalité, c’est-à-dire, dotés de plus de 3 fonctions chimiques permettant de générer un stra-tifié. A cela s’ajoutent des additifs de type cires, PTFE et certaines nanocharges.
- un revêtement anti-graffiti est à la base un revêtement anti-rayures. Il faut de plus jouer sur la tension de surface avec des additifs
fluorés ou siliconés pour apporter des pro-priétés hydrophobes ou oléophobes. L’idée ensuite est de réaliser un revêtement qui s’auto régénère pour être durable : après usage de la couche superficielle, la couche suivante prend le relai avec les mêmes propriétés de tension de surface. Une nou-veauté développée par le laboratoire : un revêtement anti-graffiti flexible.
- Un revêtement photopolymérisable an-ti-UV s’obtient à partir d’une formulation anti-rayure qui présente des aptitudes an-ti-UV : choix d’un oligomère de type poly-uréthane aliphatique plutôt qu’un polyuré-thane aromatique, choix d’un monomère à faible jaunissement aux UV. Ensuite il faut associer des additifs de type HALS et ab-sorbeurs d’UV.
AddItIfs fonctIonnELsNaxagoras Technology est une entreprise de chimie de spécialité qui conçoit, dé-veloppe et optimise des formulations et préparations autour des additifs fonction-nels : thermochromie, olfaction contrôlée, antimicrobien, photoluminescence, an-ti-contrefaçon, traçabilité, fluorescence UV ou IR, conduction, blindage électro-magnétique, … La fonction est apportée en surface par le biais des revêtements qui contiennent ces additifs particuliers : peintures, vernis, encres, étiquetage. Mais la fonction peut aussi être introduite dans la masse.
Naxagoras Technology a choisi d’illustrer son savoir-faire au travers de 3 fonctions qui ont particulièrement évolué récem-ment.
La diffusion contrôlée de fragrance Une résine ou une encre va contenir des microcapsules renfermant une huile es-sentielle ou un arôme. Ces microcapsules ont la particularité d’être imperméables à l’oxygène pour préserver la qualité du contenu dans le temps. D’autre part, elles sont constituées d’une paroi multicouche de porosité contrôlée. Lors de l’usage de l’objet, la fragrance est libérée par le simple frottement ou par le touché de l’ob-jet. Dans cette nouvelle technologie, il n’y a plus la rupture des microcapsules qui li-bérait le contenu de manière instantanée avec une perte rapide d’efficacité dans le temps.
Un très large choix de fragrances peut être proposé. La durabilité au stockage des produits contenant les microcapsules est de plus de 5 ans.
La sécurité ou l’indicateur thermiqueCe sont des pigments thermochromiques qui apportent cette fonction. Dans les
#36 Plastilien • Mai 2015
Revêtement photopolymérisable anti-graffiti – Photon & Polymers

solutions proposées par Naxagoras Tech-nology, le changement de couleur s’ef-fectue à la température voulue au degré près, dans une plage comprise entre -18 et +75°C. Pour une application particu-lière, on peut imaginer utiliser jusqu’à 5 pigments thermochromiques qui vont faire évoluer la couleur de l’objet par addition d’une teinte au fur et à mesure de l’évolu-tion de la température. Il est possible d’as-socier un pigment thermochromique avec d’autres pigments classiques pour obte-nir la couleur souhaitée. Les applications peuvent être très larges : étiquettes indi-catrices de température pour des produits alimentaires ou des boissons, objets de puériculture, jouets, signalisation routière, etc. Les systèmes sont réversibles.
Une autre application de la thermochromie est le contrôle de la rupture de la chaîne du froid pour la conservation des aliments. Le système est dans ce cas irréversible. Par exemple, une étiquette d’un emballage de produit alimentaire peut être bleue à l’origine et devenir incolore si un niveau de température est atteint. Même après retour à la température normale, l’éti-quette reste incolore donnant l’indication de la rupture de la chaine du froid. Ce type d’étiquette peut être réactivé à très basse température pour être de nouveau utilisée pour une même application. L’anti-contrefaçon et la traçabilitéDes marqueurs originaux, appelés Nano Tag, ont été développés. Il s’agit de petites plaques de nickel, de forme hexagonale de 300 µm de côté, qui vont être décorées d’un hologramme personnalisé et gravées chimiquement d’un code unique d’identifi-cation et de sécurité. Naxagoras Techno-logy réalise l’hologramme et la gravure sur demande et fournit la fonction par le biais d’une encre, d’un vernis, d’une résine, … et même d’étiquettes, d’aérosols, d’ad-hésifs, de stylos, permettant de répondre à tous les besoins de prévention de la contrefaçon des produits manufacturés et de prévention des vols. L’identification est simple et rapide et se fait à l’aide d’un microscope.
MEtALLIsAtIon Pvd Safe Demo est une entreprise qui compte environ 600 collaborateurs dans le Monde.
Elle est spécialisée dans le secteur des composants et sous-ensembles pour la sécurité, le confort et la personnalisation de l’habitacle automobile, en particulier des pièces d’habillage et de décoration, ainsi que des pièces techniques de préci-sion. Son développement continu s'appuie sur une combinaison de technologies de pointe intégrées avec, parmi elles, le ver-nissage haut brillant et la métallisation sous vide par sputtering PVD (Physical Vapor Deposition). La particularité de l’en-treprise est de posséder aussi l’expertise de l’outillage et du moulage de précision, garant de la qualité des pièces qui est une base nécessaire pour atteindre des hautes qualités de finition.
Le PVD est un traitement qui consiste à déposer en couche mince un métal à la surface des pièces. Dans ce procédé, les pièces plastiques à traiter sont placées dans une chambre sous vide. Un plasma à base d’argon est créé et va arracher les particules métalliques d’une source qui vont se déposer à grande vitesse sur les pièces. La couche obtenue est à une échelle nanométrique. Le traitement PVD est applicable aussi à des pièces souples.
Safe Démo a développé plusieurs appli-cations innovantes grâce à la maîtrise de différents procédés de décoration, en combinant ces procédés et en jouant sur les différents paramètres. Par exemple : - une pièce plastique teintée peut recevoir un vernis spécifique qui peut être teinté lui aussi. Selon le vernis, la surface de la pièce finie sera brillante ou semi-brillante, résistante à l’abrasion, hydrophobe, avec un effet de couleur dépendant de la combi-naison des teintes du substrat et du vernis. - Avant le traitement PVD, une pièce plas-tique peut recevoir un vernis qui permet de gommer des défauts. Mais le traite-ment PVD peut aussi s’appliquer directe-ment sur la pièce moulée pour révéler la fine structure venant d’un grainage dans le moule. Une même pièce peut d’ailleurs comporter à la fois des zones lisses et des zones structurées.- Après un traitement PVD, un vernis de protection est nécessaire. La couche métallique étant très fine, celle-ci laisse passer la couleur du substrat. Des effets peuvent être créés en jouant sur les cou-leurs du substrat, du PVD et du vernis de
surface et en jouant sur les textures de la pièce injectée.
En combinant les procédés et leurs para-mètres, Safe Démo a réalisé par exemple des miroirs courbes permettant d’agran-dir le champ de visibilité, des pièces de feux de véhicule rétro éclairées (substrat en polycarbonate traité PVD : reflet de la lumière du jour sur la couche métallisée, éclairage la nuit par une LED située à l’ar-rière de la pièce), des feux arrière de vé-hicule avec effet 3D par le jeu de miroirs semi transparent ou réfléchissant.
nAnostRuctuRAtIon dEs PIEcEsSilsef est une start-up technologique de 10 personnes, créée en 2010 et située près de la Suisse. Sa mission est le développement de solutions industrielles sur mesure pour la fonctionnalisation des surfaces par voie de nano-structuration. Silsef fait partie d’un réseau de partenaires scientifiques et industriels permettant de mobiliser des moyens et des compétences en complé-ment à son expertise et ses ressources propres.
L’ambition de Silsef est de reproduire les exemples de la nature : les ailes de pa-pillons qui diffractent, la peau de requin qui présente des propriétés aérodyna-miques et antibactériennes, la goutte d’eau qui roule sur la fleur de lotus. Les topographies de surface apportent des propriétés spécifiques. Des fonctions fon-damentales de diffraction, de mouillage permettent de réaliser des fonctions ap-plicatives (antibactériennes, anti-contre-façon, décoratives, …) pour des marchés divers du biomédical, du luxe, de l’indus-trie, etc. L’idée aussi est de combiner les propriétés chimiques du matériau avec une topographie de surface, par exemple une couche de sol-gel fonctionnelle avant nanostructuration, ou l’application d’un vernis ou d’une métallisation après nanos-tructuration pour protéger ou révéler un effet optique.
Silsef réalise la nanostructuration sur des éléments métalliques qui vont être rappor-tés dans des outillages d’embossage ou d’injection. Ces deux procédés permettent la réplication à moindre coût du motif sur des pièces plastiques, l’investissement
///////////////////////////////////////////////////////////// dOSSIer du mOIS
Plastilien • Mai 2015 #37
ok

#38 Plastilien • Mai 2015
/////////////////////////////////////////////////////////////dOSSIer du mOIS
étant lié essentiellement au pavé nanos-tructuré rapporté dans l’outillage. La tech-nique s’adapte à l’ensemble des matières thermoplastiques, voire même à d’autres matériaux.
Les développements actuels de l’entre-prise concernent l’élargissement des possibilités de la technologie pour réali-ser des surfaces encore plus grandes et de géométries plus complexes. A ce jour, déjà plus de 100 motifs et modèles ont été créés, représentant une véritable boîte à outils pour développer de nouvelles fonc-tions.
tExtuRAtIon dEs MouLEs Le Groupe Eschmann Texture emploie 170 salariés sur 9 sites dont 7 sites sont situés en Europe. Le groupe se place parmi les fournisseurs leaders mondiaux du grai-nage de moules métalliques.
Le procédé cera shibo® Le procédé Cera Shibo® est une techno-logie nouvelle, développée avec un parte-naire japonais qui a permis son exploita-tion en Europe. La technologie permet de reproduire sur les pièces moulées la réa-lité d’un motif existant dans ses moindres détails.
Il suffit de disposer du modèle (textile, bois, peau, etc.) pour reproduire la tex-ture sur un film céramique qui sera placé sur l’empreinte d’un moule. Ce film cé-ramique est réalisé en plusieurs étapes : coulée d’un silicone (le master) sur le modèle puis démoulage, coulée d’un autre silicone (support-film) sur le master puis démoulage, application d’une céramique sur le support-film, dépôt du complexe sur l’empreinte du moule, 1ère cuisson pour fixer la céramique dans l’outillage puis démoulage du support-film, 2ème cuisson pour fixer et durcir la céramique de façon à obtenir un outillage émaillé. L’épaisseur du revêtement est d’au minimum 25 µm, et il faut ajouter la profondeur de texture pou-vant aller de quelques µm à 3 mm.
Comparé à d’autres procédés de textura-tion des moules, le procédé Cera Shibo® n’exige pas une qualité particulière d’acier de moule, ni une qualité d’état de surface avant la dépose du revêtement céramique.
La technique permet de réduire les dé-pouilles jusqu’à 50 % en raison du meilleur glissement des pièces sur la céramique comparé à l’acier. Le revêtement céra-mique peut être retiré du moule après une campagne de production sans endomma-ger l’empreinte. Un autre revêtement cé-ramique peut être appliqué pour person-naliser les productions. La durabilité du revêtement a été estimée à 500 000 pièces avec des polyoléfines ou 100 000 pièces avec des styréniques.
La technologie laserLa texture d’une empreinte peut être réa-lisée par une gravure directe au laser. Le process de texturation se décompose en différentes étapes.
Dans un premier temps, le modèle numé-rique du motif souhaité est créé à partir d’un échantillon (cuir, tissu, etc.). L’échan-tillon est scanné et découpé numérique-ment en différentes couches reproduisant le motif en 3D. 256 couches sont possibles, avec des couches d’une épaisseur mini-mum de 3 à 4 µm. Le nombre de couches est choisi en fonction de la résolution souhaitée du motif, mais ce nombre de couches a un impact sur le coût : plus il est élevé et plus la gravure au laser sera longue.
Dans un second temps, un maillage des parties du moule à graver est réalisé en partant de la définition numérique de l’empreinte. On vient placer ensuite le mo-dèle numérique du motif sur le maillage. On ajuste le positionnement du motif et les zones d’étirements (cela permet de contrôler la continuité du motif sur deux pièces différentes qui seront assemblées par la suite).
Après validation, les données numériques sont envoyées à la machine laser qui réa-lise la gravure directe de l’empreinte.
Par gravure laser directe sur l’empreinte, il est possible aussi de réaliser des zones
avec de légers points ou sillons. Ces motifs discrets sur la pièce vont plus ou moins capter la lumière selon l’orientation de la pièce pour créer des effets particuliers.
Le grainage chimiqueLe grainage chimique est une autre tech-nique de texturation des empreintes bien connue qui s’opère de la façon suivante :- Nettoyage et dégraissage du bloc em-preinte de l’outillage, protection des zones qui ne seront pas traitées.- Fabrication d’un film imprimé repré-sentant le motif souhaité. Pour cela, une plaque de zinc est gravée. Elle est ensuite induite d’encre. Le film est appliqué sur la surface d’encre. Des rouleaux presseurs permettent le transfert de l’encre sur le film. - Dépose du film sur la surface de l’em-preinte et transfert de l’encre du film sur l’empreinte.- Immersion de l’empreinte dans un bain d’acide qui par corrosion génère un enlè-vement d’acier là où il n’y a pas d’encre, l’encre faisant barrière à l’acide.
Pour des motifs complexes, l’encre peut être appliquée sur toute la surface de l’empreinte à traiter, et une opération de grattage au laser permet d’éliminer l’encre là où l’on souhaite faire l’attaque chimique. Le déplacement du laser est commandé à partir du fichier numérique correspondant au motif voulu.
Texture de moule procédé Cera Shibo® - Eschmann Textures GMV

Plastilien • Mai 2015 #39
///////////////////////////////////////////////////////////// dOSSIer du mOIS
Le Centre de Formation de la Plasturgie remercie les intervenants à la journée du 26 mars 2015 pour leur disponibilité et pour la qualité des présentations ayant permis de réaliser ce dossier, par ordre d’intervention à la journée : - Daniel TUROVER, Directeur, SILSEF - Lionel CHARPENTIE, Responsable Innovation, SILSEF- Redhouane BELKACEM, Directeur commercial, ESCHMANN TEXTURES GMV- Dr Khalid ZAHOUILY, Head Manager, PHOTON & POLYMERS- Jean-François LAITHIER, PhD Engineering Science, JCL- Christophe LOHR, Président, NAXAGORAS Technology- Jonathan BRIET, Directeur du site de Chambly, DEMO Injection- Sylvain BATBEDAT, Marketing & Communication Manager, BODYCOTE- Jocelyn VIARD, Ingénieur R&D, COATING PLASMA INDUSTRIE- Nathalie SENINCK, Gérante, Systèmes et Technologies de Traitement de Surface – STTS- Jérome DUTRONCY, Responsable R&D, ACXYS TECHNOLOGIES
Le Centre de Formation de la Plasturgie remercie également les partenaires de la manifestation : le Conseil Régional Rhône-Alpes, le Fonds Européen et l’ACDI Association des Constructeurs, Distributeurs et Importa-teurs d’équipements et de matières premières pour la plasturgie.
REmERCIEmENTS