Embed Size (px)
Citation preview

Résumé du Projet de Fin d’Etudes: Conception etfabrication d’un canal d’étalonnage de capteurs de
frottement pariétal
Raphaël Del Perugia - 5ème année - Génie Mécanique - Spécialité Energétique Industrielle- INSA de Strasbourg - du 01 Février au 31 Juillet 2015
Maître de stage : Dr. Julien Weiss - Tutrice de Stage : Dr. Monica Siroux

Table des matières
1 Introduction 3
2 Démarche et premiers choix 3
3 Principe de détermination du débit nécessaire au respect du cahier des charges 4
4 Démarche pour les calculs de pertes de charge 5
5 Couplage d’un ventilateur avec le canal 5
6 Choix des solutions technologiques et des matériaux 5
7 Dessin sous Catia V5 6
8 Fabrication 78.1 Assemblage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 78.2 Résumé des coûts . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
9 Conclusion 8
1

Table des figures
1 Illustration de la différence entre les souffleries à circuit ouvert et fermé . . . . . . . . . . . . 32 Illustration de la différence entre les souffleries dans lesquelles l’air est aspiré et soufflé . . . . 33 Relation implicite liant Re, λ et Vmoy . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 44 Rendus réalistes des vues de dessus, de côté et de dessous de l’assemblage sous CATIA V5 du
canal d’étalonnage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 65 Rendu réaliste sous CATIA V5 du canal d’étalonnage . . . . . . . . . . . . . . . . . . . . . . 66 Mise en position du convergent sur la veine d’essai . . . . . . . . . . . . . . . . . . . . . . . . 77 Mise en position d’une cornière sur le convergent par contreperçage . . . . . . . . . . . . . . . 78 Photographie de l’ensemble des pièces fabriquées composant le canal d’étalonnage . . . . . . . 79 Dépenses (arrondies au dollars canadien près) pour la construction du canal d’étalonnage . . 8
2
1 Introduction
Le laboratoire de Thermofluide pour le Transport de l’Ecole de Technologie Supérieure de Montréalétudie les écoulements complexes de fluides dans les technologies de transports aéronautiques et terrestres.Le laboratoire dispose d’une soufflerie dite "à couche limite" pour l’étude du décollement de cette dernière.Une telle étude nécessite l’usage de nombreux capteurs, dont une catégorie utilisée pour la mesure dufrottement pariétal. Il est alors nécessaire pour le laboratoire de garantir la fiabilité des mesures avec cetype de capteur en pratiquant régulièrement un étalonnage de ces derniers. Pour cela, la mesure du gradientde pression statique dans la veine d’essai d’un canal d’étalonnage (petite soufflerie) permettrait de mesurerprécisemment la valeur de contrainte pariétale et permettrait ainsi l’étalonnage d’un capteur placé dans cettemême veine d’essai. Les deux contraintes principales étant :
— d’obtenir au moins 2Pa de contrainte pariétale dans la veine d’essai du canal— d’avoir un écoulement "en deux dimensions" dans la veine d’essaiLe présent projet s’inscrit, par conséquent, dans la continuité de l’amélioration de la capacité matérielle
du laboratoire.
2 Démarche et premiers choix
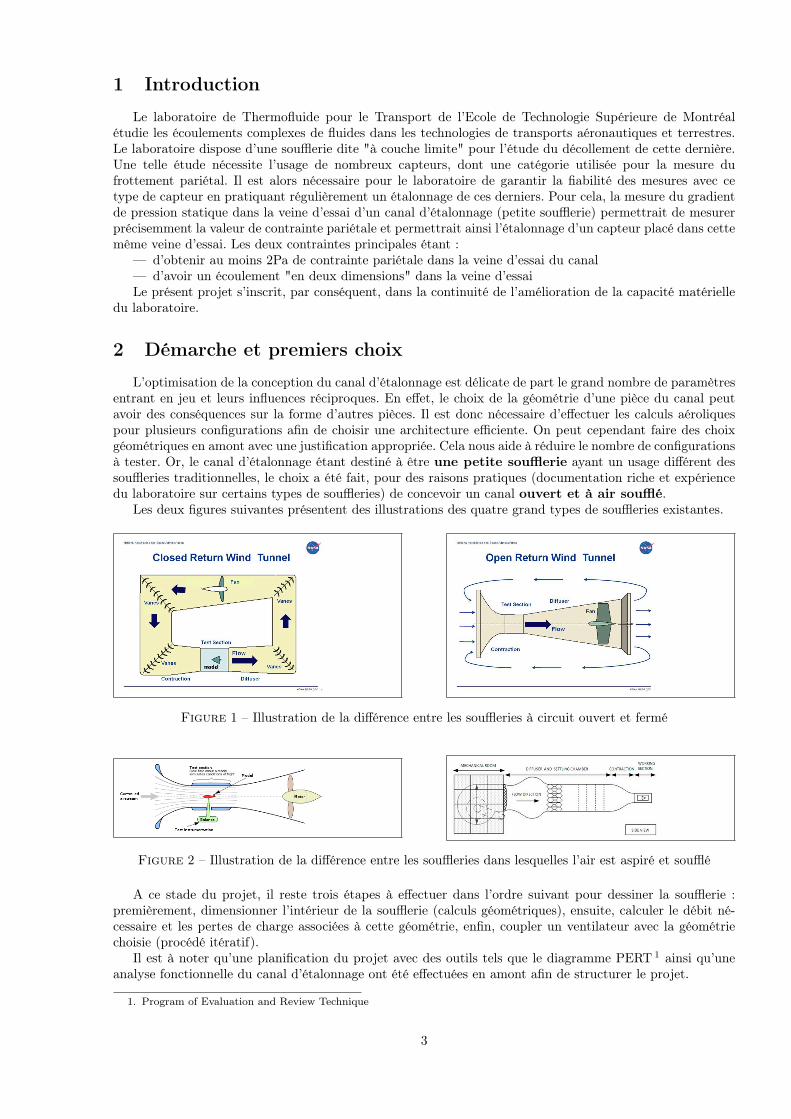
L’optimisation de la conception du canal d’étalonnage est délicate de part le grand nombre de paramètresentrant en jeu et leurs influences réciproques. En effet, le choix de la géométrie d’une pièce du canal peutavoir des conséquences sur la forme d’autres pièces. Il est donc nécessaire d’effectuer les calculs aéroliquespour plusieurs configurations afin de choisir une architecture efficiente. On peut cependant faire des choixgéométriques en amont avec une justification appropriée. Cela nous aide à réduire le nombre de configurationsà tester. Or, le canal d’étalonnage étant destiné à être une petite soufflerie ayant un usage différent dessouffleries traditionnelles, le choix a été fait, pour des raisons pratiques (documentation riche et expériencedu laboratoire sur certains types de souffleries) de concevoir un canal ouvert et à air soufflé.
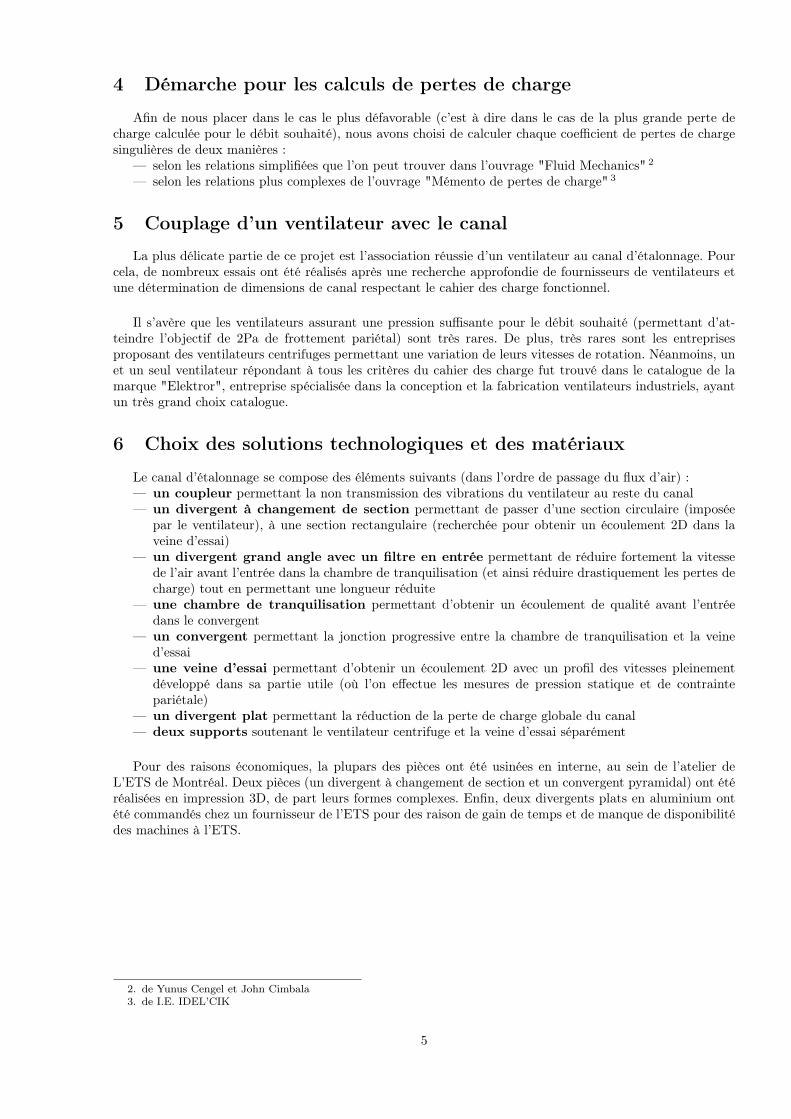
Les deux figures suivantes présentent des illustrations des quatre grand types de souffleries existantes.
Figure 1 – Illustration de la différence entre les souffleries à circuit ouvert et fermé
Figure 2 – Illustration de la différence entre les souffleries dans lesquelles l’air est aspiré et soufflé
A ce stade du projet, il reste trois étapes à effectuer dans l’ordre suivant pour dessiner la soufflerie :premièrement, dimensionner l’intérieur de la soufflerie (calculs géométriques), ensuite, calculer le débit né-cessaire et les pertes de charge associées à cette géométrie, enfin, coupler un ventilateur avec la géométriechoisie (procédé itératif).
Il est à noter qu’une planification du projet avec des outils tels que le diagramme PERT 1 ainsi qu’uneanalyse fonctionnelle du canal d’étalonnage ont été effectuées en amont afin de structurer le projet.
1. Program of Evaluation and Review Technique
3

3 Principe de détermination du débit nécessaire au respect du ca-hier des charges
On détermine le débit nécessaire pour attaindre les 2Pa de contrainte pariétale dans la veine d’essai ducanal de la manière suivante :
Nous souhaitons atteindre une valeur de frottement pariétal d’au moins 2Pa dans une conduite transpa-rente permettant un écoulement en "deux dimensions" (c’est à dire que la forme de l’écoulement sur l’undes axes doit être constante). Les matériaux transparents les plus utilisés dans l’industrie pour leurs bascoûts et leur résistance sont la PVC et le polycarbonate. Nous choisissons le polycarbonate pour fabriquernotre veine d’essai étant donné sa grande ductilité permettant de le percer sans risque de craquellement. Deplus, des plaques de 0,5 pouces d’épaisseurs sont disponibles au sein du laboratoire. On a donc une rugositéquasi-nulle sur la surface interne de la veine d’essai.
Pour garantir les 2Pa, on a (relation valable pour les écoulements laminaires et turbulents) :
λ =8.τ
ρ.V 2moy
(1)
ainsi, pour garantir un τ d’au moins 2Pa, nous devons avoir :
Vmoy ≥√
8.τ
λ.ρ(2)
où : Re = Vmoy.dhν ⇔ Vmoy = Re.ν
dh
avec :λ : coefficient de frottement de Darcy-Weisbachρ : masse volumique du fluideVmoy : vitesse moyenne du fluide dans la conduiteRe : Nombre de Reynolds
Or, pour calculer λ, on utilise l’équation de Colebrook :
1√λ= −2. log
(ε
3, 7.dh+
2, 51
Re.√λ
)(3)
Pour résumer, on souhaite avoir Vmoy ≥√
8.τλ.ρ sachant que λ dépend du nombre de Reynolds et que
ce dernier dépend de la Vmoy. Nous avons donc une relation implicite, résolvable par itération. La figuresuivante résume la relation implicite décrite ci-dessus.
Figure 3 – Relation implicite liant Re, λ et Vmoy
L’utilisation du logiciel Microsoft Excel nous permet une résolution rapide de ce problème. Une compa-raison avec le diagramme de Moody est également réalisée afin de vérifier la cohérence des résultats.
4
4 Démarche pour les calculs de pertes de charge
Afin de nous placer dans le cas le plus défavorable (c’est à dire dans le cas de la plus grande perte decharge calculée pour le débit souhaité), nous avons choisi de calculer chaque coefficient de pertes de chargesingulières de deux manières :
— selon les relations simplifiées que l’on peut trouver dans l’ouvrage "Fluid Mechanics" 2
— selon les relations plus complexes de l’ouvrage "Mémento de pertes de charge" 3
5 Couplage d’un ventilateur avec le canal
La plus délicate partie de ce projet est l’association réussie d’un ventilateur au canal d’étalonnage. Pourcela, de nombreux essais ont été réalisés après une recherche approfondie de fournisseurs de ventilateurs etune détermination de dimensions de canal respectant le cahier des charge fonctionnel.
Il s’avère que les ventilateurs assurant une pression suffisante pour le débit souhaité (permettant d’at-teindre l’objectif de 2Pa de frottement pariétal) sont très rares. De plus, très rares sont les entreprisesproposant des ventilateurs centrifuges permettant une variation de leurs vitesses de rotation. Néanmoins, unet un seul ventilateur répondant à tous les critères du cahier des charge fut trouvé dans le catalogue de lamarque "Elektror", entreprise spécialisée dans la conception et la fabrication ventilateurs industriels, ayantun très grand choix catalogue.
6 Choix des solutions technologiques et des matériaux
Le canal d’étalonnage se compose des éléments suivants (dans l’ordre de passage du flux d’air) :— un coupleur permettant la non transmission des vibrations du ventilateur au reste du canal— un divergent à changement de section permettant de passer d’une section circulaire (imposée
par le ventilateur), à une section rectangulaire (recherchée pour obtenir un écoulement 2D dans laveine d’essai)
— un divergent grand angle avec un filtre en entrée permettant de réduire fortement la vitessede l’air avant l’entrée dans la chambre de tranquilisation (et ainsi réduire drastiquement les pertes decharge) tout en permettant une longueur réduite
— une chambre de tranquilisation permettant d’obtenir un écoulement de qualité avant l’entréedans le convergent
— un convergent permettant la jonction progressive entre la chambre de tranquilisation et la veined’essai
— une veine d’essai permettant d’obtenir un écoulement 2D avec un profil des vitesses pleinementdéveloppé dans sa partie utile (où l’on effectue les mesures de pression statique et de contraintepariétale)
— un divergent plat permettant la réduction de la perte de charge globale du canal— deux supports soutenant le ventilateur centrifuge et la veine d’essai séparément
Pour des raisons économiques, la plupars des pièces ont été usinées en interne, au sein de l’atelier deL’ETS de Montréal. Deux pièces (un divergent à changement de section et un convergent pyramidal) ont étéréalisées en impression 3D, de part leurs formes complexes. Enfin, deux divergents plats en aluminium ontété commandés chez un fournisseur de l’ETS pour des raison de gain de temps et de manque de disponibilitédes machines à l’ETS.
2. de Yunus Cengel et John Cimbala3. de I.E. IDEL’CIK
5
7 Dessin sous Catia V5
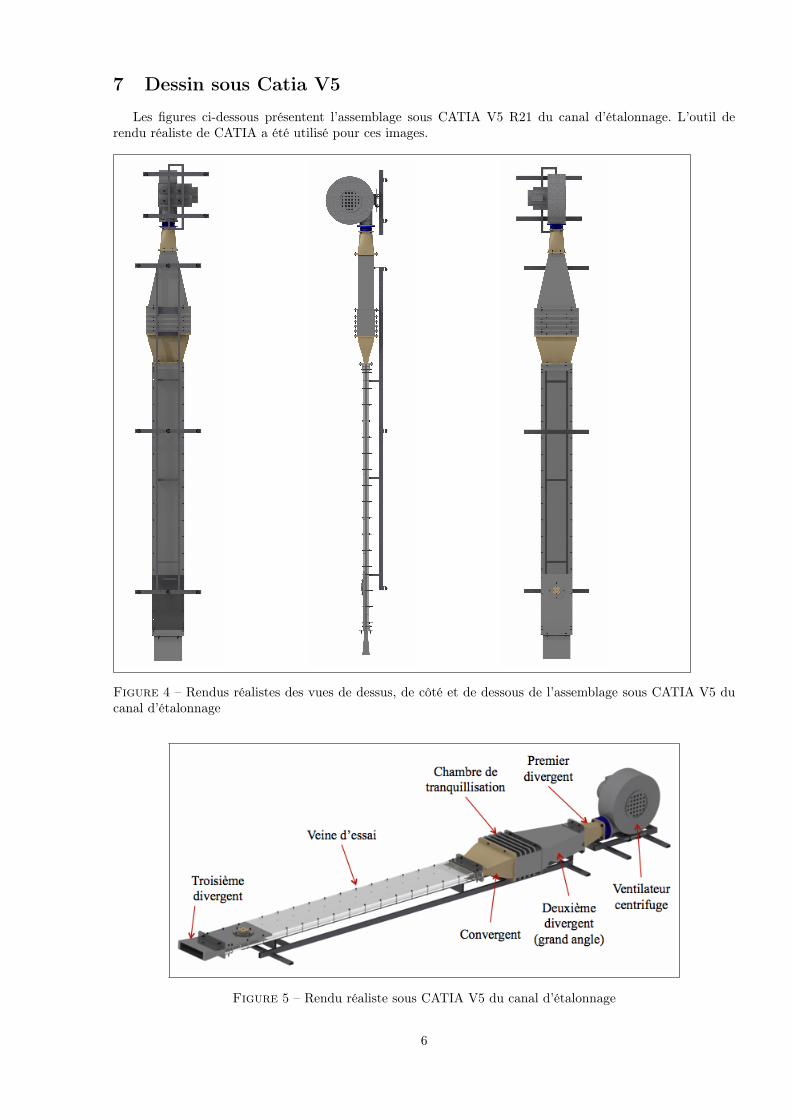
Les figures ci-dessous présentent l’assemblage sous CATIA V5 R21 du canal d’étalonnage. L’outil derendu réaliste de CATIA a été utilisé pour ces images.
Figure 4 – Rendus réalistes des vues de dessus, de côté et de dessous de l’assemblage sous CATIA V5 ducanal d’étalonnage
Figure 5 – Rendu réaliste sous CATIA V5 du canal d’étalonnage
6
8 Fabrication
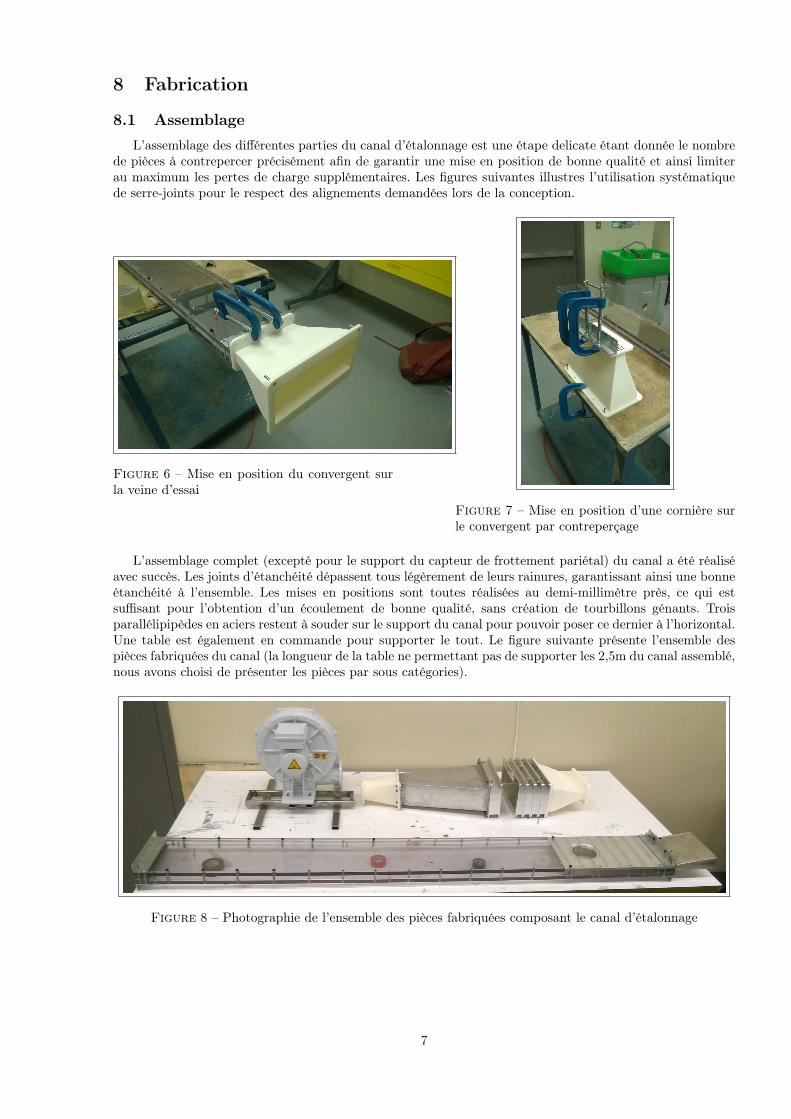
8.1 AssemblageL’assemblage des différentes parties du canal d’étalonnage est une étape delicate étant donnée le nombre
de pièces à contrepercer précisément afin de garantir une mise en position de bonne qualité et ainsi limiterau maximum les pertes de charge supplémentaires. Les figures suivantes illustres l’utilisation systématiquede serre-joints pour le respect des alignements demandées lors de la conception.
Figure 6 – Mise en position du convergent surla veine d’essai
Figure 7 – Mise en position d’une cornière surle convergent par contreperçage
L’assemblage complet (excepté pour le support du capteur de frottement pariétal) du canal a été réaliséavec succès. Les joints d’étanchéité dépassent tous légèrement de leurs rainures, garantissant ainsi une bonneétanchéité à l’ensemble. Les mises en positions sont toutes réalisées au demi-millimètre près, ce qui estsuffisant pour l’obtention d’un écoulement de bonne qualité, sans création de tourbillons génants. Troisparallélipipèdes en aciers restent à souder sur le support du canal pour pouvoir poser ce dernier à l’horizontal.Une table est également en commande pour supporter le tout. Le figure suivante présente l’ensemble despièces fabriquées du canal (la longueur de la table ne permettant pas de supporter les 2,5m du canal assemblé,nous avons choisi de présenter les pièces par sous catégories).
Figure 8 – Photographie de l’ensemble des pièces fabriquées composant le canal d’étalonnage
7
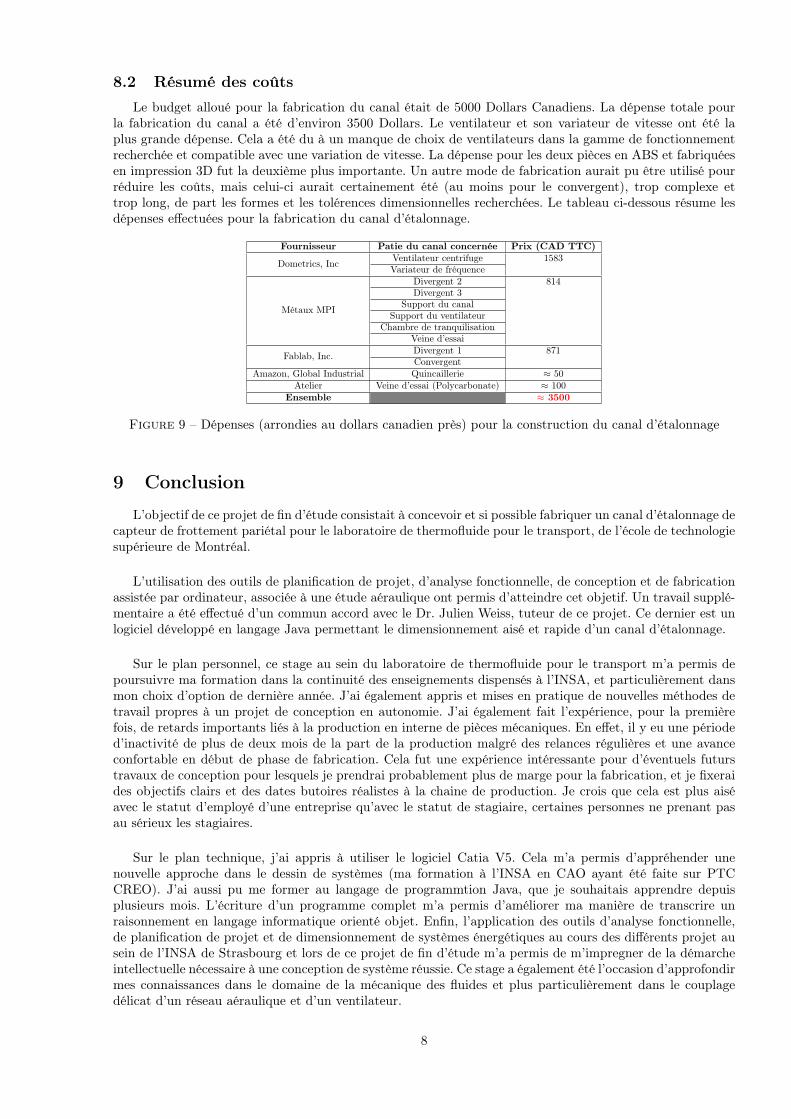
8.2 Résumé des coûtsLe budget alloué pour la fabrication du canal était de 5000 Dollars Canadiens. La dépense totale pour
la fabrication du canal a été d’environ 3500 Dollars. Le ventilateur et son variateur de vitesse ont été laplus grande dépense. Cela a été du à un manque de choix de ventilateurs dans la gamme de fonctionnementrecherchée et compatible avec une variation de vitesse. La dépense pour les deux pièces en ABS et fabriquéesen impression 3D fut la deuxième plus importante. Un autre mode de fabrication aurait pu être utilisé pourréduire les coûts, mais celui-ci aurait certainement été (au moins pour le convergent), trop complexe ettrop long, de part les formes et les tolérences dimensionnelles recherchées. Le tableau ci-dessous résume lesdépenses effectuées pour la fabrication du canal d’étalonnage.
Fournisseur Patie du canal concernée Prix (CAD TTC)
Dometrics, Inc Ventilateur centrifuge 1583Variateur de fréquence
Métaux MPI
Divergent 2 814Divergent 3
Support du canalSupport du ventilateur
Chambre de tranquilisationVeine d’essai
Fablab, Inc. Divergent 1 871Convergent
Amazon, Global Industrial Quincaillerie ≈ 50Atelier Veine d’essai (Polycarbonate) ≈ 100
Ensemble ≈ 3500
Figure 9 – Dépenses (arrondies au dollars canadien près) pour la construction du canal d’étalonnage
9 Conclusion
L’objectif de ce projet de fin d’étude consistait à concevoir et si possible fabriquer un canal d’étalonnage decapteur de frottement pariétal pour le laboratoire de thermofluide pour le transport, de l’école de technologiesupérieure de Montréal.
L’utilisation des outils de planification de projet, d’analyse fonctionnelle, de conception et de fabricationassistée par ordinateur, associée à une étude aéraulique ont permis d’atteindre cet objetif. Un travail supplé-mentaire a été effectué d’un commun accord avec le Dr. Julien Weiss, tuteur de ce projet. Ce dernier est unlogiciel développé en langage Java permettant le dimensionnement aisé et rapide d’un canal d’étalonnage.
Sur le plan personnel, ce stage au sein du laboratoire de thermofluide pour le transport m’a permis depoursuivre ma formation dans la continuité des enseignements dispensés à l’INSA, et particulièrement dansmon choix d’option de dernière année. J’ai également appris et mises en pratique de nouvelles méthodes detravail propres à un projet de conception en autonomie. J’ai également fait l’expérience, pour la premièrefois, de retards importants liés à la production en interne de pièces mécaniques. En effet, il y eu une périoded’inactivité de plus de deux mois de la part de la production malgré des relances régulières et une avanceconfortable en début de phase de fabrication. Cela fut une expérience intéressante pour d’éventuels futurstravaux de conception pour lesquels je prendrai probablement plus de marge pour la fabrication, et je fixeraides objectifs clairs et des dates butoires réalistes à la chaine de production. Je crois que cela est plus aiséavec le statut d’employé d’une entreprise qu’avec le statut de stagiaire, certaines personnes ne prenant pasau sérieux les stagiaires.
Sur le plan technique, j’ai appris à utiliser le logiciel Catia V5. Cela m’a permis d’appréhender unenouvelle approche dans le dessin de systèmes (ma formation à l’INSA en CAO ayant été faite sur PTCCREO). J’ai aussi pu me former au langage de programmtion Java, que je souhaitais apprendre depuisplusieurs mois. L’écriture d’un programme complet m’a permis d’améliorer ma manière de transcrire unraisonnement en langage informatique orienté objet. Enfin, l’application des outils d’analyse fonctionnelle,de planification de projet et de dimensionnement de systèmes énergétiques au cours des différents projet ausein de l’INSA de Strasbourg et lors de ce projet de fin d’étude m’a permis de m’impregner de la démarcheintellectuelle nécessaire à une conception de système réussie. Ce stage a également été l’occasion d’approfondirmes connaissances dans le domaine de la mécanique des fluides et plus particulièrement dans le couplagedélicat d’un réseau aéraulique et d’un ventilateur.
8





























