Embed Size (px)
Citation preview
Polytech'Savoie B.P.806 74016 Annecy Cedex Tel : 04 50 09 66 00 Fax : 04 50 09 66 49
SNR - Unité de Meythet Route de Frangy 74960 Meythet Tel : 04 50 65 95 00 Fax : 04 50 65 95 28
Stage de fin de 1ère année ingénieur : Opérateur
Stagiaire : Alexandre ADAM Tuteur : M. Max PICHARD
Du 20 Juin 2006 au 28 Juillet 2006 SNR Roulements site de Meythet
Alexandre ADAM Polytech'Savoie 2
Remerciements
Je remercie tout d’abord la société SNR Roulements qui a accepté de me recevoir en tant que stagiaire.
Je tiens à remercier mon tuteur M. Max PICHARD , responsable de l’UP (Unité de
Production) boîte de vitesse pour son accueil et son soutient tout au long de mon stage. Je remercie M. Antoine ROQUE-FATELA , agent de maîtrise, pour son aide et sa
bonne humeur permanente. Merci à M. Fabien SAVIOZ, technicien du service méthode, pour m’avoir appris les
fonctionnements des machines, ainsi que pour ses précieuses explications et son aide sur l’exploitation des résultats de mon étude. Enfin je remercie tous les régleurs et les opérateurs pour leur accueil chaleureux. Grâce à toutes ces personnes cette première expérience dans le monde de l’industrie a été très enrichissante.
Alexandre ADAM Polytech'Savoie 3
Sommaire INTRODUCTION...................................................................................................................... 4 1. PRESENTATION DE L’ENTREPRISE ........................................................................... 5
1.1. PRESENTATION GENERALE DE L’ENTREPRISE ............................................. 5 1.2. HISTORIQUE............................................................................................................ 6 1.3. LES ASPECTS ECONOMIQUES : LES MARCHES DE SNR :............................. 7
1.3.1. Automobile......................................................................................................... 7 1.3.2. Transport ferroviaire .......................................................................................... 7 1.3.3. Aéronautique ...................................................................................................... 7 1.3.4. Industrie.............................................................................................................. 7
2. PRESENTATION DU SITE DE MEYTHET ................................................................... 8
2.1. GENERALITE........................................................................................................... 8 2.2. ORGANIGRAMMES ................................................................................................ 9
2.2.1. Organigramme général de SNR Roulements ..................................................... 9 2.2.2. Organigramme de l’usine de Meythet ................................................................ 9
2.3. ORGANISATION DU SITE ..................................................................................... 9 3. TRAVAIL EFFECTUE AU COURS DE MON STAGE................................................ 11
3.1. PRESENTATION D’UN ROULEMENT ............................................................... 11 3.2. GAMME DE FABRICATION D’UN ROULEMENT............................................ 12 3.3. LES ETAPES DE MON STAGE............................................................................. 13
3.3.1. Fonctionnement d’une TTC ............................................................................. 13 3.3.2. Sujet du travail en TTC .................................................................................... 15 3.3.3. Travail de tri de roulement ............................................................................... 16 3.3.4. Travail au four.................................................................................................. 16 3.3.5. Recherche des causes de rebuts sur les machines 16013 et 16306 .................. 17
4. BILAN.............................................................................................................................. 18
4.1. DECOUVERTE DU MONDE DE L’ENTREPRISE.............................................. 18 4.2. DIFFICULTEES RENCONTREES.........................................................................18 4.3. AVANTAGES POUR MA FORMATION D’INGENIEUR................................... 18
CONCLUSION ........................................................................................................................ 19 ANNEXES ............................................................................................................................... 20
Alexandre ADAM Polytech'Savoie 4
INTRODUCTION
Dans le cadre de ma formation d’ingénieur, j’ai effectué un stage d’un mois et demi sur le site de Meythet de l’entreprise SNR Roulements. J’ai été affecté à l’unité de production boîte de vitesse. J’ai ainsi eu l’occasion de tenir divers postes autour du traitement thermique.
Ce traitement permet de modifier la structure des roulements : il augmente la dureté des
pièces, et donc leur durée de vie.
Lors de mon stage, j’ai fait des opérations de tri et assisté les opérateurs. J’ai également dû faire une étude concernant les causes d’arrêts et les causes de rebuts sur deux machines.
Je commencerai par présenter l’entreprise SNR Roulements, le site de Meythet ; ensuite
je détaillerai les travaux que j’ai effectués et je ferai un bilan de mon stage.
Alexandre ADAM Polytech'Savoie 5
1. PRESENTATION DE L’ENTREPRISE
1.1. PRESENTATION GENERALE DE L’ENTREPRISE
Forme juridique : SNR Roulements est une Société Anonyme appartenant à Renault. Implantation : Le siège social est à ANNECY.
Il existe 7 sites de production, dont 5 en France.
PDG : Didier SIMON Chiffre d’affaire : 543,2 millions d’euros Export : 52,9 % Effectifs : 4081 personnes dont 3231 en France Recherche et développement : 4,1 % du chiffre d’affaire Investissements : 5,3 % du chiffre d’affaire Formation : 4,4 % de la masse salariale Production : environ 309 000 roulements/jour (144 tonnes/jour) Rang français : 1er producteur et 1er fournisseur Rang européen : 4ème producteur et 2ième fournisseur automobile Rang mondial : 8ème producteur
Les sites de Meythet, de Seynod et d’Alès sont spécialisés dans la production de roulements pour l’automobile.
Le site d’Annecy est un site de production où l’on fabrique des ébauches de bagues de
roulements (forgées et décolletées), des roulements spéciaux pour l’industrie, des roulements de transmission (rouleaux coniques), et des composants de joints de transmission.
Le site d’Argonay est spécialisé dans les roulements pour l’Aéronautique et
l’Aérospatiale (roulements de précision). L’usine de Cran-Gevrier est un centre logistique du groupe, de stockage et
d’expédition des produits.
Le site SNR Rolamentos do Brasil à CURITIBA produit des roulements de roue (à billes et à rouleaux coniques) qui sont destinés au marché automobile brésilien.
Le site SNR Rulmenti à SIBIU en Roumanie fonctionne avec une seule usine de petite taille. Les roulements fabriqués sont des roulements de roue (à billes et à rouleaux coniques). Ils sont destinés au marché automobile de l’est.
De plus, SNR est présent dans le monde entier via son réseau d’agences commerciales développé en Europe et notamment en France, ainsi qu’au Maghreb, en Amérique, en Asie et dans le reste du monde avec SNR Inter mondial (basé à Seynod).
Alexandre ADAM Polytech'Savoie 6
1.2. HISTORIQUE
1889 La SRO (Schmidt Roost Oerlikon), usine de
roulements, est fondée par le forgeron suisse Jacques Schmidt, à Oerlikon, dans la banlieue de Zürich.
Figure 1 : Représentation du logo de SRO
1894 Schmidt dépose son brevet de roulements à billes. La SRO devient fournisseur exclusif des français : à cette époque, il n'existait aucune autre usine de roulements implantée en France.
1946 La Régie Nationale des usines Renault rachète la SRO qui devient la SNR (Société Nouvelle de Roulements). Elle est alors l'unique fournisseur de Renault qui est son unique client.
Années 50 Développement de l'appareil industriel.
Années 60 Développement du réseau France et de la présence en Europe.
1957-1975 SNR crée 4 sites de production dans la région annecienne : les sites d'Argonay, Cran- Gevrier, Meythet et Seynod, ainsi qu'un site dans le Gard : Alès.
1985 SNR change de raison sociale, elle devient SNR Roulements, une société anonyme privée, filiale de RENAULT à 100 %. Implantation en Europe et aux Etats-Unis. C'est l’une des premières entreprises de Haute-Savoie et de Savoie.
1990 SNR Roulements devient le premier roulementier au monde certifié ISO 9001 par l’AFAQ (Association Française d’Assurance Qualité).
1997 Certification QS 9000 (reconnaissance des constructeurs automobiles américains). Grand Prix de l'innovation pour le roulement instrumenté ASB.
1998 Deux sites de production sont certifiés ISO 14 001. La certification des autres sites est en cours. Construction d'un site de production au Brésil, sous l'impulsion des constructeurs automobiles et à cause des fortes taxes imposées à l’importation dans ce pays. SNR Roulements cherche à se placer sur le marché mondial. Construction d’une nouvelle unité de production à Seynod (moyeux brides).
2000 L’ensemble des sites SNR est certifié ISO 14001. SNR fait parti des 100 premières entreprises françaises certifiées ISO TS 16949.
2001 SNR Réseau France Europe Certifié ISO 9002. Création de SNR Japon.
2003 Construction d’un site de production en Roumanie.
Alexandre ADAM Polytech'Savoie 7
1.3. LES ASPECTS ECONOMIQUES : LES MARCHES DE SNR :
Le groupe possède un grand nombre de clients dans différents domaines d'activités (cf annexe 1).
1.3.1. Automobile
SNR Roulements est présent chez quasiment tous les constructeurs. Ainsi, le groupe est fournisseur de l’entreprise Renault mais aussi des groupes PSA, Fiat, General Motors, Mercedes-Benz, Volkswagen, etc.
En rapport avec ce marché, SNR Roulements est aussi
fournisseur de nombreux équipementiers (freins, embrayages, etc.) tels que Bendix, Bosch, Valéo, etc.
Le secteur automobile représente 64 % du chiffre d'affaires global de l’entreprise dont 30 % sont dus au seul constructeur automobile Renault. Dans le domaine de l'automobile, SNR Roulements est classé au 2ème rang européen. Il fournit des roulements de roue de 1ère, 2ème et 3ème générations, de boîte de vitesse, de transmission, de colonne de direction, de moteurs et d’accessoires, des roulements à capteur de vitesse de roue (ASB), et de nombreux autres équipements.
Figure 2 : Localisation des
différentes implantations des roulements dans une voiture
1.3.2. Transport ferroviaire
Figure 3 : Photographie d’un TGV
SNR Roulements fournit des entreprises comme la SNCF, Alsthom ou la RATP. Les produits de SNR équipent de nombreux organes du TGV comme les moteurs et boîtes d’essieux. Il est à noter que SNR était fournisseur du TGV qui a battu un record de vitesse en atteignant la vitesse de 515,3 km/h.
1.3.3. Aéronautique
Le site d’Argonay est spécialisé dans ce domaine qui nécessite une grande précision. Il fournit des entreprises telles que Snecma, General Electric, Dassault, Aérospatiale, Eurocopter et British Aerospace. SNR travaille notamment en coopération avec le domaine spatial en contribuant à la fabrication du moteur cryotechnique d’Ariane 5.
Figure 4 : Représentation
d’un moteur d’avion
1.3.4. Industrie
SNR Roulements fabrique du matériel destiné à l'outillage portatif, aux machines textiles et papetières et à la sidérurgie. Parmi les clients du groupe, on trouve Pomogalski, Sollac, Stäubli, les pneumatiques Michelin, Renault Véhicules Industriels & Agriculture.
Alexandre ADAM Polytech'Savoie 8
2. PRESENTATION DU SITE DE MEYTHET
Figure 5 : Vue aérienne du site de Meythet
2.1. GENERALITE
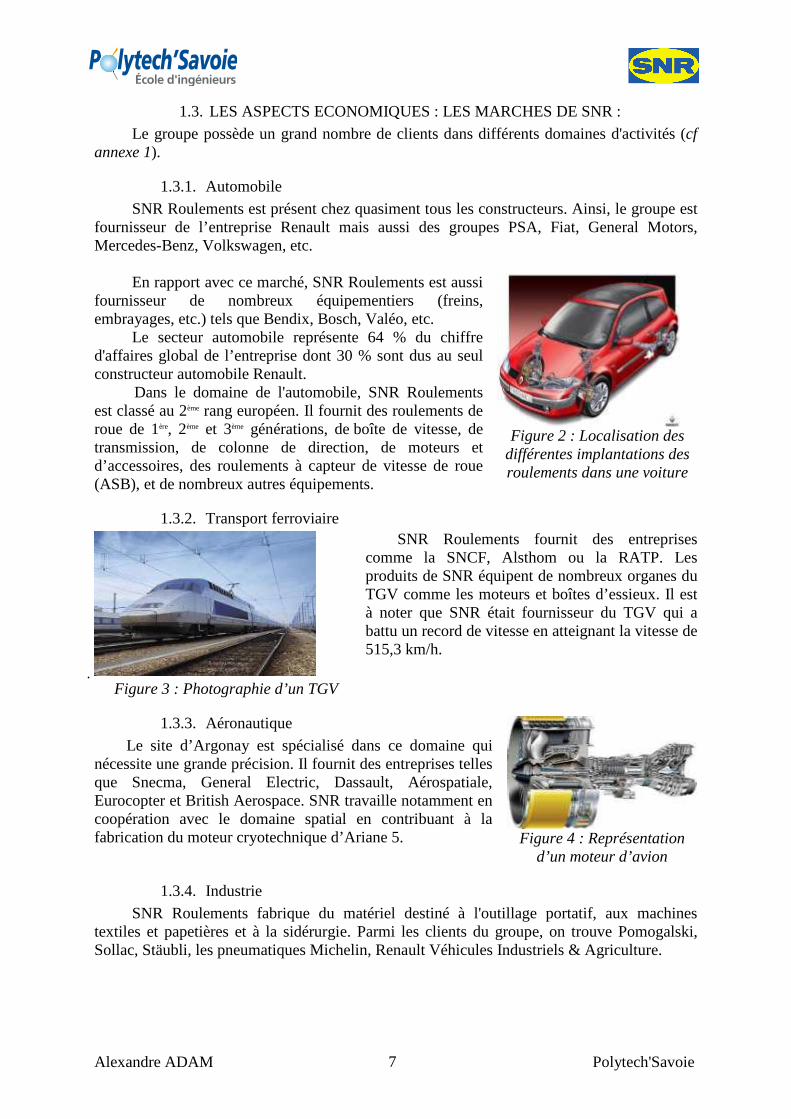
L’usine de production de Meythet a été créée en 1957. Ses bâtiments recouvrent 16300m², soit un peu plus de la moitié du terrain qu’elle occupe.
L’usine de Meythet emploie 420 personnes, c’est un site de fabrication dont l’activité est de produire des roulements à rouleaux cylindriques et coniques destinés à l’industrie automobile. La production se fait par équipe en faction sur la base des 2 x 8 (4h15 - 12h30 ou 12h30 - 20h30). Des équipes supplémentaires effectuent les factions de nuit (20h30 – 4h15). Pendant le week-end, des équipes effectuent des factions de 12h avec une pause de 30 min.
SNR Meythet produit chaque jour 60 000 roulements à rouleaux cylindriques et coniques soit 20 % de la sortie de fabrication de l’entreprise.
Renault-Nissan, PSA, Rover et Opel comptent parmi les principaux clients du site.
Figure 6 : Photographie de roulements fabriqués à Meythet
Alexandre ADAM Polytech'Savoie 9
2.2. ORGANIGRAMMES
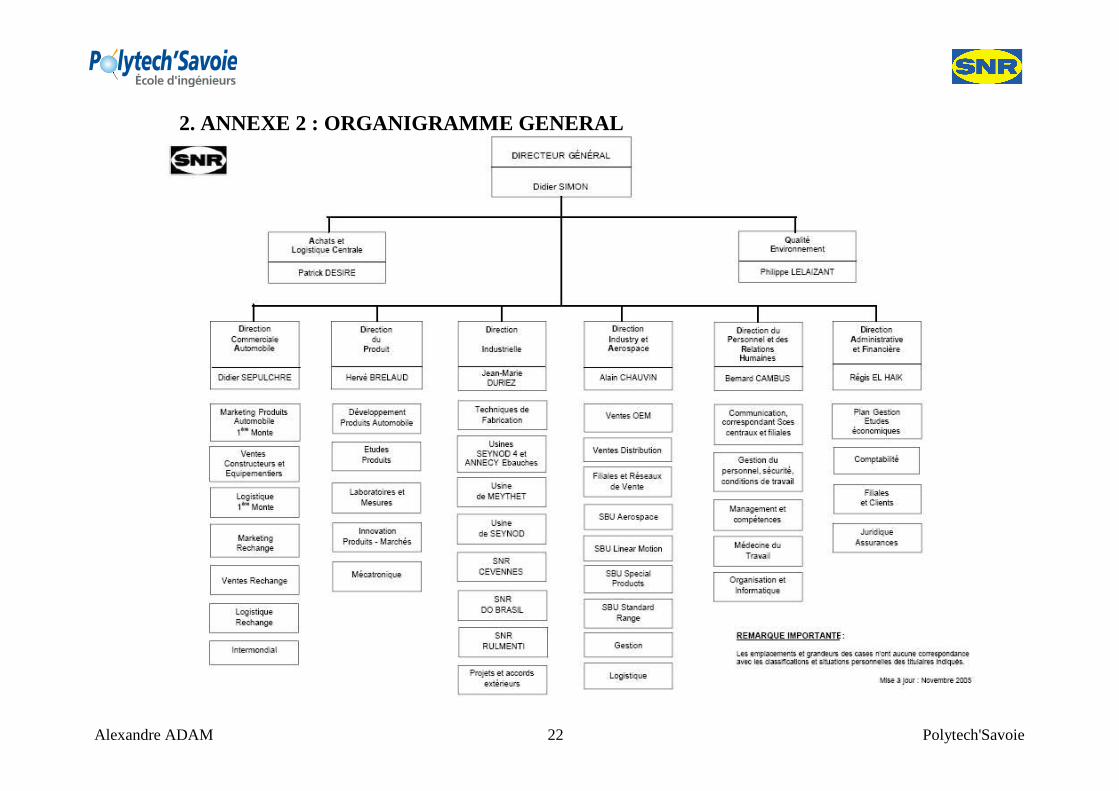
2.2.1. Organigramme général de SNR Roulements L’organigramme consultable en Annexe 2 permet de situer la place de l’usine de
Meythet dans l’entreprise.
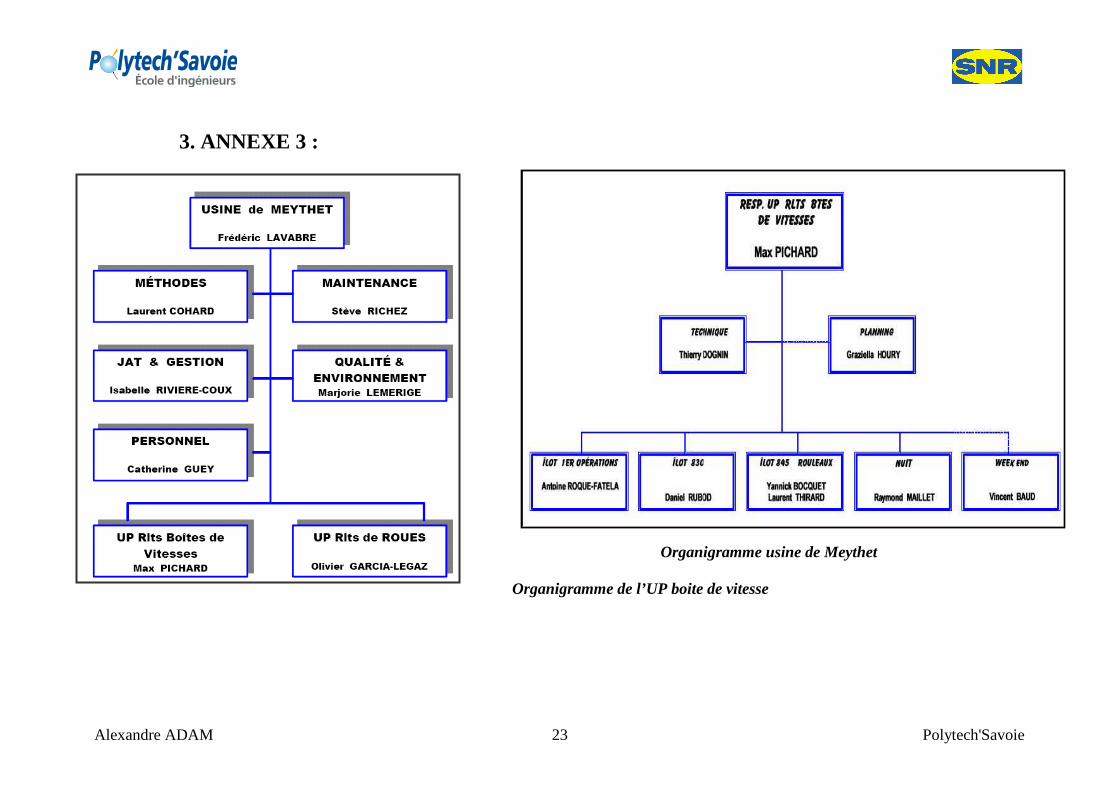
2.2.2. Organigramme de l’usine de Meythet
L’organigramme de l’usine de Meythet est consultable en Annexe 3.
2.3. ORGANISATION DU SITE
Le site est divisé en deux Unités de Production (UP) : ● l’UP roulement de roues ● l’UP boîte de vitesse, ou la période de stage a été effectuée.
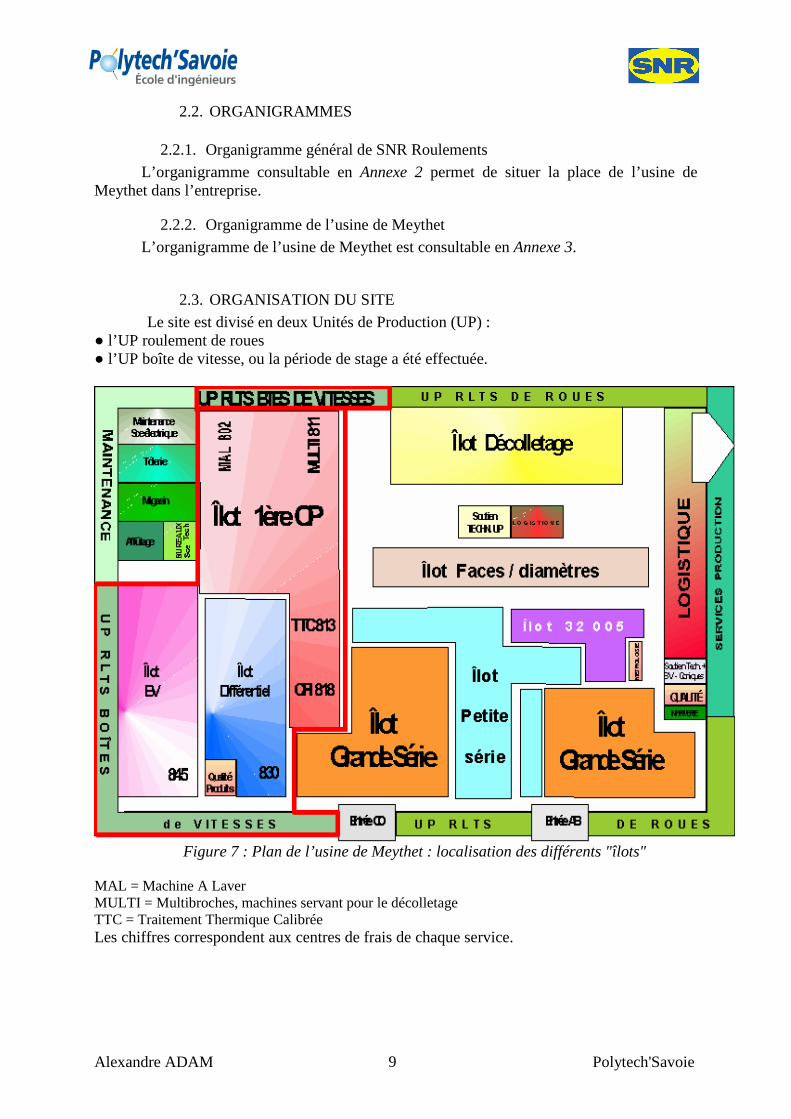
Figure 7 : Plan de l’usine de Meythet : localisation des différents "îlots"
MAL = Machine A Laver MULTI = Multibroches, machines servant pour le décolletage TTC = Traitement Thermique Calibrée Les chiffres correspondent aux centres de frais de chaque service.
Alexandre ADAM Polytech'Savoie 10
Chaque UP est divisée en "îlots" : cette répartition des hommes et des moyens permet une meilleure identification des besoins et des impératifs de chacun.
Chaque "îlot" correspond à un secteur de l’usine dans lequel travaillent plusieurs
personnes (équipe 1, équipe 2, nuit et week-end) organisées autour de la fabrication d’un même type de produit. Ainsi, l’UP boîte de vitesse regroupe 4 îlots : • L’ îlot 1ères opérations où l’on retrouve la phase de décolletage qui permet de donner sa
forme à la pièce, le lavage et le traitement thermique qui permet de solidifier la pièce. Il y a 61 personnes qui travaillent dans cet îlot.
• L’ îlot différentiel où l’on fabrique des roulements différentiels. Les pièces sont rectifiées
et montées par 22 personnes. • L’ îlot boîte de vitesse où sont fabriqués les roulements de boîtes de vitesse. Dans cet îlot,
40 personnes rectifient les pièces et font le montage final. Chacune des opérations citées ci-dessus seront détaillées plus loin, dans la présentation de la gamme de fabrication d’un roulement. Enfin, un service technique constitué de 8 personnes assure la maintenance des machines de cette UP. L’ UP roulements de roues regroupe 5 îlots : • L’ îlot décolletage où travaillent 60 personnes. • L’ îlot faces/diamètres : 25 personnes. • L’ îlot 32005 : 15 personnes. • L’ îlot grande série : 40 personnes. • L’ îlot petite série : 30 personnes. L’îlot petite série rassemble les opérations nécessaires à la production de roulements en petite série de roulements de roues. Ces îlots rassemblent les mêmes opérations que les îlots de l’UP boîte de vitesse. Le service technique de cette UP regroupe 15 personnes qui effectuent la maintenance des machines.
Alexandre ADAM Polytech'Savoie 11
3. TRAVAIL EFFECTUE AU COURS DE MON STAGE
3.1. PRESENTATION D’UN ROULEMENT
● Sa fonction Le roulement est un organe qui assure une liaison mobile entre deux éléments d'un
mécanisme en rotation l'un par rapport à l'autre. Sa fonction est de permettre la rotation relative de ces éléments avec précision et avec un frottement minimal.
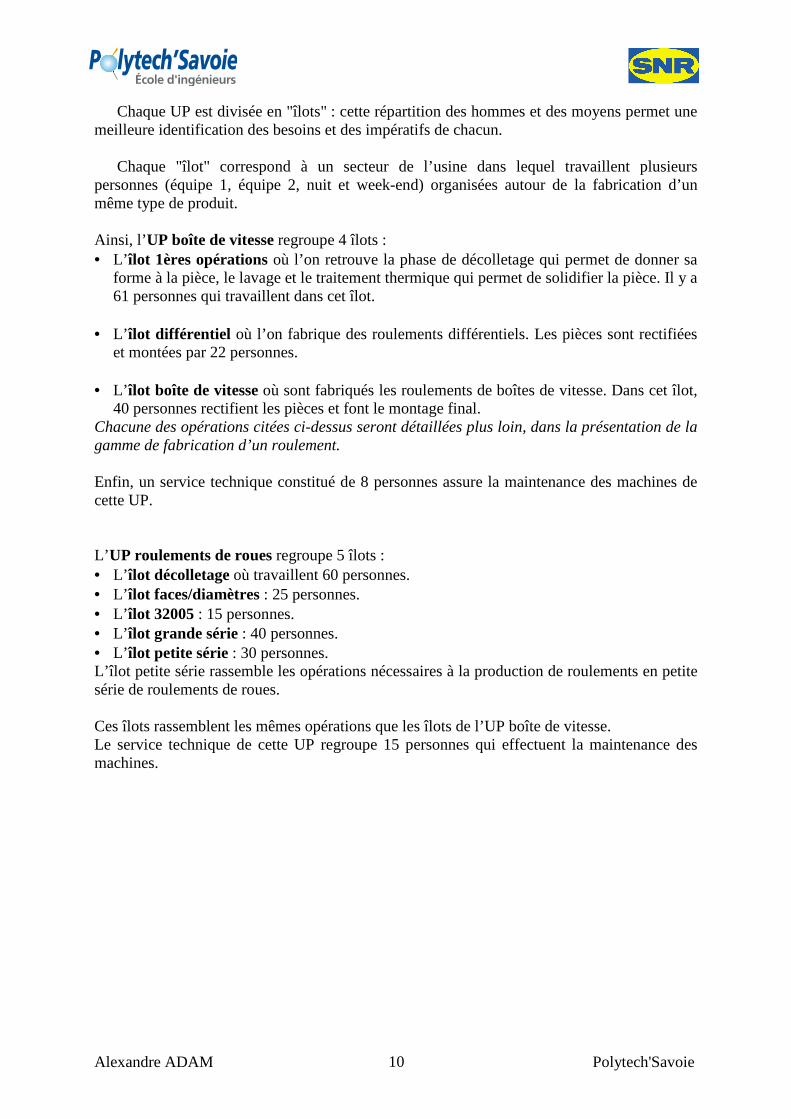
● Sa composition Un roulement est constitué :
- De deux bagues liées, l’une à l’élément fixe, l’autre à l’élément mobile et comportant des chemins de roulement.
- De corps roulants permettant le déplacement relatif des deux bagues. - D’une cage guidant et séparant les corps roulants. - De joints.
Figure 8 : Eclaté de roulement à billes
● Ses applications Le roulement est un composant à applications multiples du point de vue des :
- Dimensions : du petit moteur électrique à la tourelle d’engin. - Vitesses : de la colonne de direction au turboréacteur. - Précisions : du convoyeur à la broche de machine-outil. - Ambiances : du four de traitement thermique au vide spatial. Le roulement est aussi un élément de haute technologie et de haute sécurité : turboréacteur, roue de T.G.V., d’automobile,...
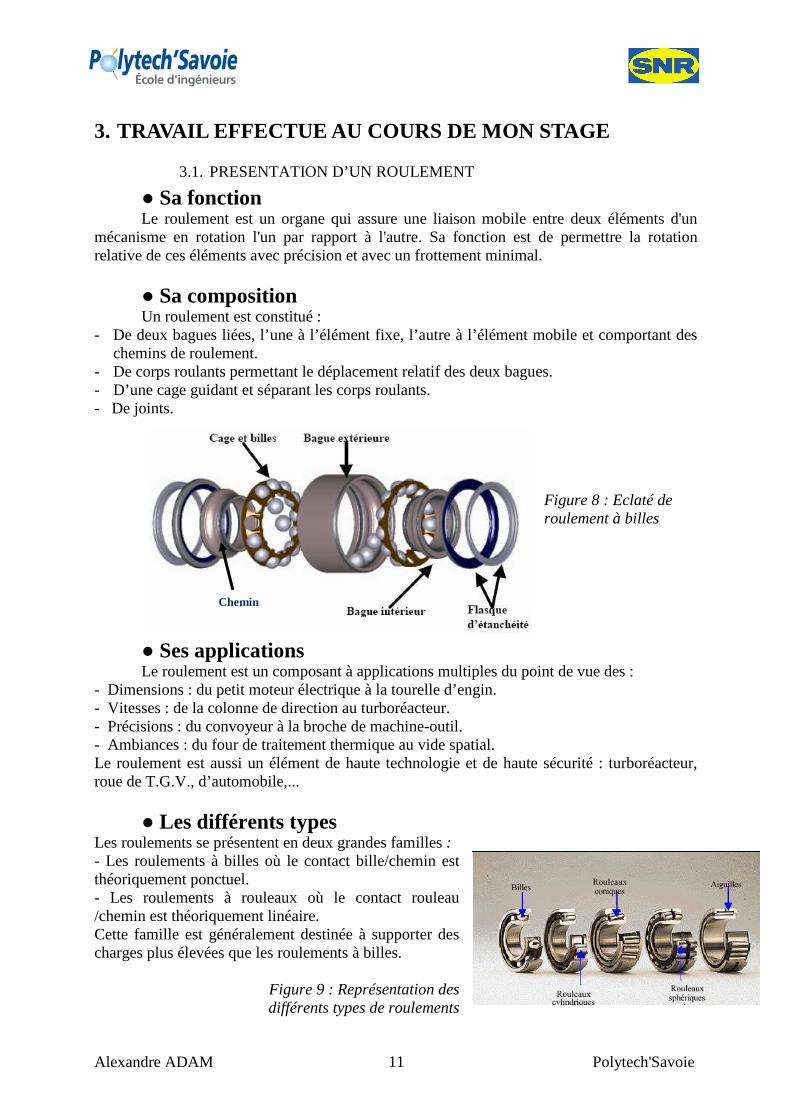
● Les différents types Les roulements se présentent en deux grandes familles : - Les roulements à billes où le contact bille/chemin est théoriquement ponctuel. - Les roulements à rouleaux où le contact rouleau /chemin est théoriquement linéaire. Cette famille est généralement destinée à supporter des charges plus élevées que les roulements à billes.
Figure 9 : Représentation des différents types de roulements
Chemin
Alexandre ADAM Polytech'Savoie 12
Exemples marquants de roulements : - Roulement d’hélicoptère, qui a la particularité d’avoir un système de « sécurité ». En
cas de défaillance de la part du roulement, les billes qui sont à base d’argent fondent en partie pour lubrifier le chemin et laisser le temps au pilote de poser l’appareil.
- Roulement de la fusée Ariane qui a été conçu pour être utilisé dans des conditions extrêmes durant 10min et de se détruire ensuite.
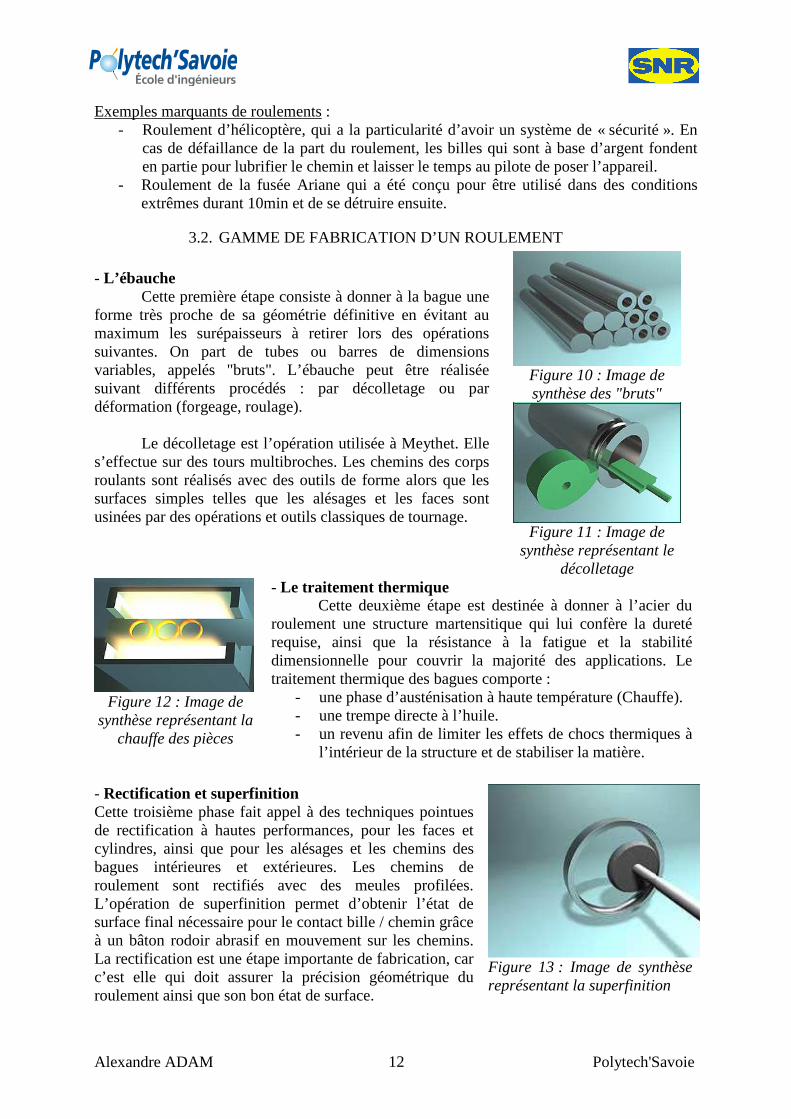
3.2. GAMME DE FABRICATION D’UN ROULEMENT - L’ébauche
Cette première étape consiste à donner à la bague une forme très proche de sa géométrie définitive en évitant au maximum les surépaisseurs à retirer lors des opérations suivantes. On part de tubes ou barres de dimensions variables, appelés "bruts". L’ébauche peut être réalisée suivant différents procédés : par décolletage ou par déformation (forgeage, roulage).
Le décolletage est l’opération utilisée à Meythet. Elle
s’effectue sur des tours multibroches. Les chemins des corps roulants sont réalisés avec des outils de forme alors que les surfaces simples telles que les alésages et les faces sont usinées par des opérations et outils classiques de tournage.
Figure 10 : Image de synthèse des "bruts"
Figure 11 : Image de
synthèse représentant le décolletage
Figure 12 : Image de
synthèse représentant la chauffe des pièces
- Le traitement thermique Cette deuxième étape est destinée à donner à l’acier du
roulement une structure martensitique qui lui confère la dureté requise, ainsi que la résistance à la fatigue et la stabilité dimensionnelle pour couvrir la majorité des applications. Le traitement thermique des bagues comporte :
- une phase d’austénisation à haute température (Chauffe). - une trempe directe à l’huile. - un revenu afin de limiter les effets de chocs thermiques à
l’intérieur de la structure et de stabiliser la matière.
- Rectification et superfinition Cette troisième phase fait appel à des techniques pointues de rectification à hautes performances, pour les faces et cylindres, ainsi que pour les alésages et les chemins des bagues intérieures et extérieures. Les chemins de roulement sont rectifiés avec des meules profilées. L’opération de superfinition permet d’obtenir l’état de surface final nécessaire pour le contact bille / chemin grâce à un bâton rodoir abrasif en mouvement sur les chemins. La rectification est une étape importante de fabrication, car c’est elle qui doit assurer la précision géométrique du roulement ainsi que son bon état de surface.
Figure 13 : Image de synthèse représentant la superfinition
Alexandre ADAM Polytech'Savoie 13
- Le montage Le montage est la dernière étape dans la fabrication d’un roulement. C’est une
opération complexe qui a été fortement automatisée notamment au niveau des contrôles de bruit, de quantité de graisse, du nombre de corps roulants, etc. Mais la première étape de montage, qui consiste à mettre les corps roulants entre les deux bagues, est encore en majorité réalisée manuellement.
3.3. LES ETAPES DE MON STAGE
Après la visite de l’usine de Meythet, on m’a présenté les ouvriers avec lesquels j’ai
travaillé par la suite. J’ai travaillé comme opérateur en équipe 2 x 8 sur les postes de TTC qui sont à risque : il est donc nécessaire de rester constamment à côté.
3.3.1. Fonctionnement d’une TTC
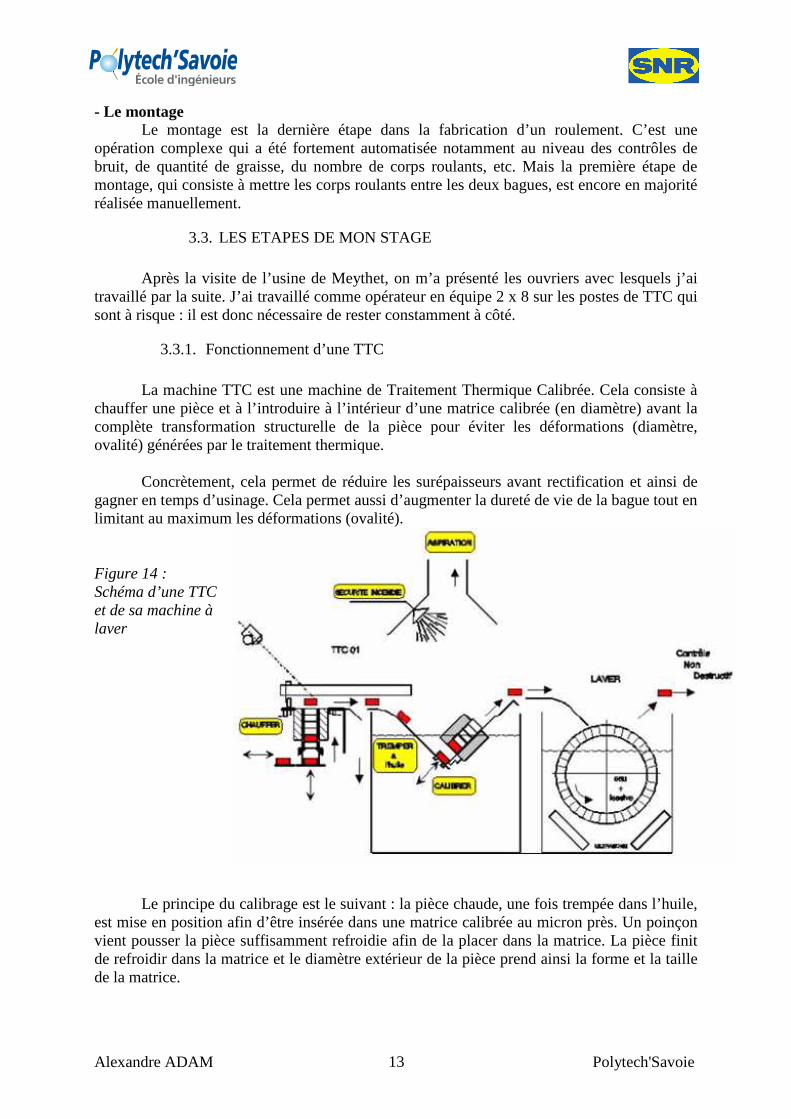
La machine TTC est une machine de Traitement Thermique Calibrée. Cela consiste à
chauffer une pièce et à l’introduire à l’intérieur d’une matrice calibrée (en diamètre) avant la complète transformation structurelle de la pièce pour éviter les déformations (diamètre, ovalité) générées par le traitement thermique.
Concrètement, cela permet de réduire les surépaisseurs avant rectification et ainsi de
gagner en temps d’usinage. Cela permet aussi d’augmenter la dureté de vie de la bague tout en limitant au maximum les déformations (ovalité).
Figure 14 : Schéma d’une TTC et de sa machine à laver
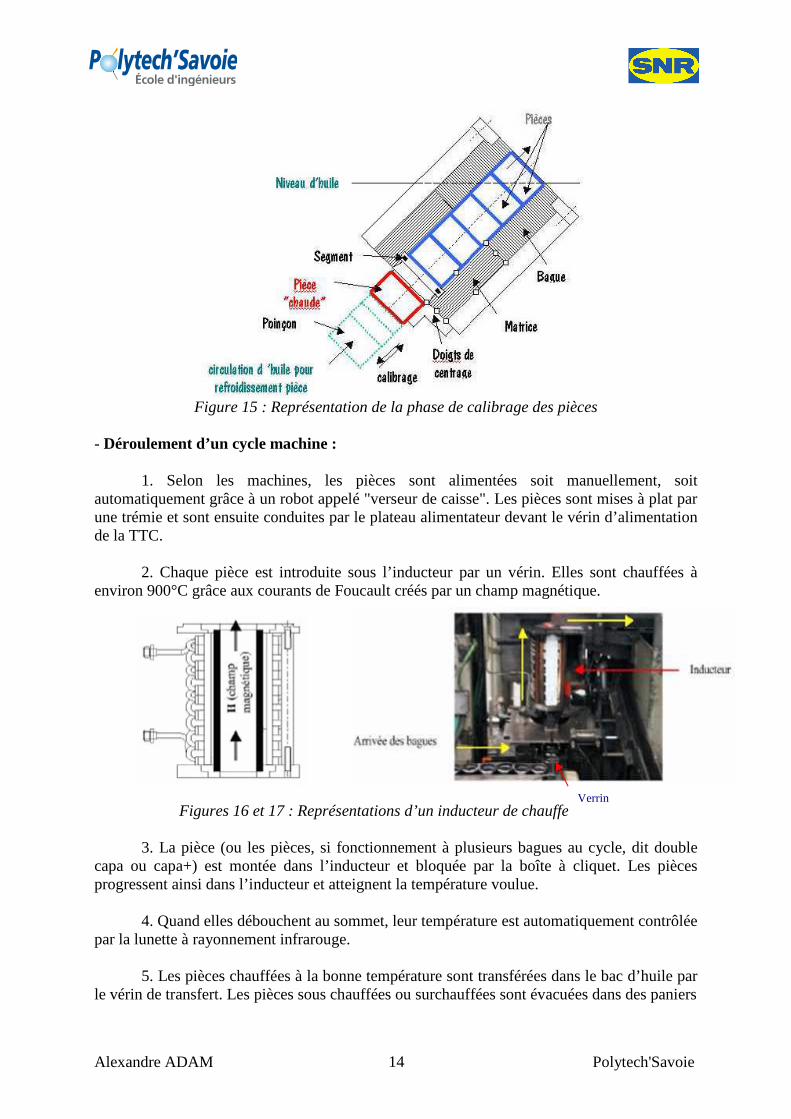
Le principe du calibrage est le suivant : la pièce chaude, une fois trempée dans l’huile, est mise en position afin d’être insérée dans une matrice calibrée au micron près. Un poinçon vient pousser la pièce suffisamment refroidie afin de la placer dans la matrice. La pièce finit de refroidir dans la matrice et le diamètre extérieur de la pièce prend ainsi la forme et la taille de la matrice.
Alexandre ADAM Polytech'Savoie 14
Figure 15 : Représentation de la phase de calibrage des pièces
- Déroulement d’un cycle machine :
1. Selon les machines, les pièces sont alimentées soit manuellement, soit
automatiquement grâce à un robot appelé "verseur de caisse". Les pièces sont mises à plat par une trémie et sont ensuite conduites par le plateau alimentateur devant le vérin d’alimentation de la TTC.
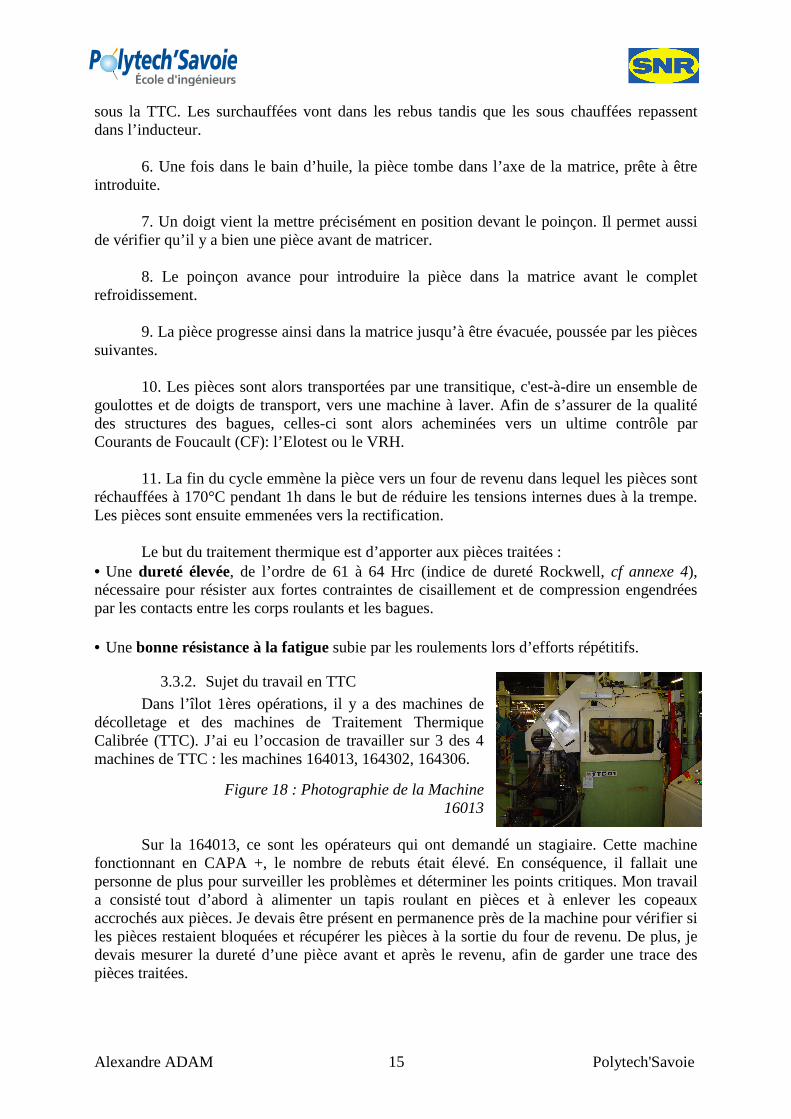
2. Chaque pièce est introduite sous l’inducteur par un vérin. Elles sont chauffées à
environ 900°C grâce aux courants de Foucault créés par un champ magnétique.
Figures 16 et 17 : Représentations d’un inducteur de chauffe
3. La pièce (ou les pièces, si fonctionnement à plusieurs bagues au cycle, dit double capa ou capa+) est montée dans l’inducteur et bloquée par la boîte à cliquet. Les pièces progressent ainsi dans l’inducteur et atteignent la température voulue.
4. Quand elles débouchent au sommet, leur température est automatiquement contrôlée
par la lunette à rayonnement infrarouge.
5. Les pièces chauffées à la bonne température sont transférées dans le bac d’huile par le vérin de transfert. Les pièces sous chauffées ou surchauffées sont évacuées dans des paniers
Verrin
Alexandre ADAM Polytech'Savoie 15
sous la TTC. Les surchauffées vont dans les rebus tandis que les sous chauffées repassent dans l’inducteur.
6. Une fois dans le bain d’huile, la pièce tombe dans l’axe de la matrice, prête à être
introduite. 7. Un doigt vient la mettre précisément en position devant le poinçon. Il permet aussi
de vérifier qu’il y a bien une pièce avant de matricer. 8. Le poinçon avance pour introduire la pièce dans la matrice avant le complet
refroidissement. 9. La pièce progresse ainsi dans la matrice jusqu’à être évacuée, poussée par les pièces
suivantes. 10. Les pièces sont alors transportées par une transitique, c'est-à-dire un ensemble de
goulottes et de doigts de transport, vers une machine à laver. Afin de s’assurer de la qualité des structures des bagues, celles-ci sont alors acheminées vers un ultime contrôle par Courants de Foucault (CF): l’Elotest ou le VRH.
11. La fin du cycle emmène la pièce vers un four de revenu dans lequel les pièces sont
réchauffées à 170°C pendant 1h dans le but de réduire les tensions internes dues à la trempe. Les pièces sont ensuite emmenées vers la rectification. Le but du traitement thermique est d’apporter aux pièces traitées : • Une dureté élevée, de l’ordre de 61 à 64 Hrc (indice de dureté Rockwell, cf annexe 4), nécessaire pour résister aux fortes contraintes de cisaillement et de compression engendrées par les contacts entre les corps roulants et les bagues. • Une bonne résistance à la fatigue subie par les roulements lors d’efforts répétitifs.
3.3.2. Sujet du travail en TTC
Dans l’îlot 1ères opérations, il y a des machines de décolletage et des machines de Traitement Thermique Calibrée (TTC). J’ai eu l’occasion de travailler sur 3 des 4 machines de TTC : les machines 164013, 164302, 164306.
Figure 18 : Photographie de la Machine 16013
Sur la 164013, ce sont les opérateurs qui ont demandé un stagiaire. Cette machine
fonctionnant en CAPA +, le nombre de rebuts était élevé. En conséquence, il fallait une personne de plus pour surveiller les problèmes et déterminer les points critiques. Mon travail a consisté tout d’abord à alimenter un tapis roulant en pièces et à enlever les copeaux accrochés aux pièces. Je devais être présent en permanence près de la machine pour vérifier si les pièces restaient bloquées et récupérer les pièces à la sortie du four de revenu. De plus, je devais mesurer la dureté d’une pièce avant et après le revenu, afin de garder une trace des pièces traitées.
Alexandre ADAM Polytech'Savoie 16
Les tests de dureté se font grâce à une billeuse : on enfonce un poinçon en diamant dans la pièce et on mesure la profondeur.
Sur la 16302, le travail consistait à alimenter la machine en caisses de pièces, sachant que cette machine est totalement automatisée. Il me fallait également récupérer les pièces mauvaises à la sortie du test CND (Contrôle Non Destructif). Quand suffisamment de pièces s’étaient accumulées, je les apportais dans un four de revenu où les pièces restaient une heure avant d’être entreposées à un endroit défini. Avant et après revenu, j’effectuais un test de dureté afin de vérifier que la dureté optimale était atteinte. Cette étape est essentielle dans la démarche d’autocontrôle que s’impose l’entreprise car, dans le cas où j’aurais détecté un défaut récurrent, d’autres tests auraient été nécessaires afin de cibler le problème de fabrication et de le palier au plus vite. Comme le travail sur cette machine était moins lourd que sur les autres, j’aidais aussi en même temps l’opérateur qui travaillait sur la 16306.
Sur la 16306, j’alimentais en pièces un tapis roulant et vérifiais qu’il n’y avait pas de problèmes. A la sortie du test CND, je plaçais les pièces dans un four que je réglais afin d’obtenir une chauffe d’une heure. Comme sur les autres machines, il fallait que je fasse des tests de dureté avant et après revenu.
3.3.3. Travail de tri de roulement
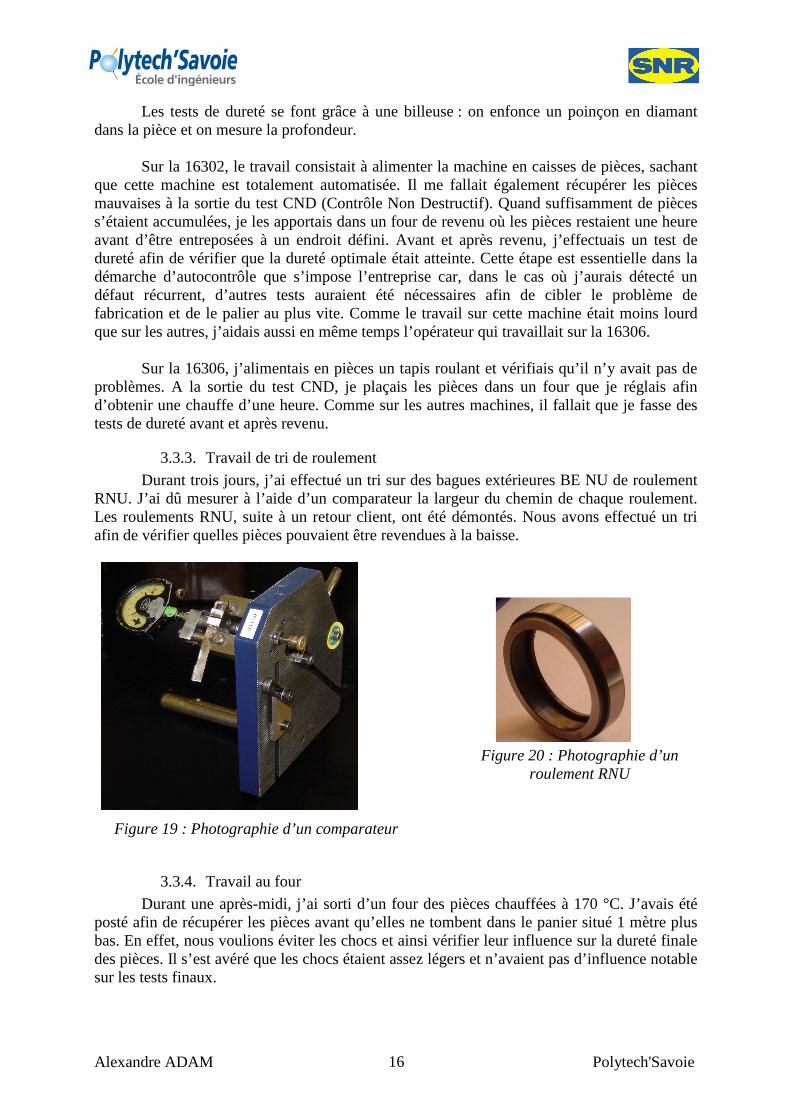
Durant trois jours, j’ai effectué un tri sur des bagues extérieures BE NU de roulement RNU. J’ai dû mesurer à l’aide d’un comparateur la largeur du chemin de chaque roulement. Les roulements RNU, suite à un retour client, ont été démontés. Nous avons effectué un tri afin de vérifier quelles pièces pouvaient être revendues à la baisse.
Figure 20 : Photographie d’un roulement RNU
Figure 19 : Photographie d’un comparateur
3.3.4. Travail au four
Durant une après-midi, j’ai sorti d’un four des pièces chauffées à 170 °C. J’avais été posté afin de récupérer les pièces avant qu’elles ne tombent dans le panier situé 1 mètre plus bas. En effet, nous voulions éviter les chocs et ainsi vérifier leur influence sur la dureté finale des pièces. Il s’est avéré que les chocs étaient assez légers et n’avaient pas d’influence notable sur les tests finaux.

Alexandre ADAM Polytech'Savoie 17
3.3.5. Recherche des causes de rebuts sur les machines 16013 et 16306
En plus de mon travail ouvrier, mon tuteur m’a confié la tâche de consigner toutes les causes de rebuts et d’arrêts des machines 16013 et 16306 durant mes 8 heures journalières.
Par la suite, grâce à l’aide de M. Fabien SAVIOZ du bureau des Méthodes, j’ai pu
comparer les différentes causes de rebuts avec ce que j’avais observé. J’ai mis au point des tableaux et des fiches explicatives pour chacun d’eux (un pour chaque machine) afin de pouvoir noter en détail les différentes causes d’arrêt avec les temps d’arrêt (cf. annexes 5, 6, et 7). Ces tableaux sont utilisés par les opérateurs TTC.
Figure 21 : Photographie de la Zone de rebut en TTC
Alexandre ADAM Polytech'Savoie 18
4. BILAN
4.1. DECOUVERTE DU MONDE DE L’ENTREPRISE
Grâce à ce stage, j’ai découvert le monde de l’entreprise et les problèmes liés à la réalité industrielle. De plus, j’ai eu l’occasion de travailler tant avec des ouvriers en faction qu’avec l’équipe dirigeante. J’ai ainsi pu voir les différents points de vue qui circulent au sein de l’entreprise. Cela m’a donné l’occasion de prendre conscience de toute l’importance de chaque étape de la fabrication et du respect qu’il faut accorder à toute personne travaillant dans l’entreprise. Enfin, travailler en faction m’a permis de m’intégrer à une équipe.
J’ai découvert les règles qui régissent l’entreprise, que la politesse est présente et nécessaire pour pouvoir travailler dans de bonnes conditions.
4.2. DIFFICULTEES RENCONTREES
La principale difficulté pour moi au départ a été les contraintes de l’horaire d’équipe. Cependant, au cours de ma période de stage, j’ai réussi à prendre l’habitude de me lever à 3h00 afin de ne pas être en retard. De plus, j’ai pu constaté que les conditions de travail sont difficiles dans un milieu environnant contraignant (chaleur, vapeur d’huile, absence de pause sur les postes TTC). Je suis parvenu à surmonter cette difficulté : le fait notamment de me concentrer sur la tâche qui m’était attribuée m’a permis de ne plus penser à la chaleur et aux vapeurs d’huile.
4.3. AVANTAGES POUR MA FORMATION D’INGENIEUR
Ce stage m’a permis de comprendre la vie des opérateurs dans l’entreprise et de développer mon côté relationnel. J’ai amélioré ma réactivité face aux problèmes quotidiens. De plus, j’ai observé le rôle de l’ingénieur dans l’entreprise et ai pu me rendre compte de la nécessité d’un bon management. J’ai remarqué aussi l’importance de la motivation du personnel et du respect des règles de sécurité. Mon intégration s’est faite naturellement suite à ma démarche explicative sur les motivations de mon stage.
De plus, j’ai eu l’occasion d’observer le travail d’un ingénieur au sein de l’entreprise
lors d’un entretien avec M. Laurent COHARD, responsable du service méthode, qui m’a expliqué son rôle en tant qu’ingénieur : sa tâche principale consiste à faire du management personnel et collectif. Cependant, il s’occupe aussi de faire des études diverses, de faire le suivi du budget pour l’année suivante et tient des réunions d’information hebdomadaires... Son poste actuel ne lui permettant pas de s’occuper du côté technique autant qu’il le souhaiterait, il délègue aux membres de son équipe cette tâche. Ainsi, en tant que chef d’équipe, il met en place des objectifs prioritaires annuels avec chaque personne qui lui rend compte.
Alexandre ADAM Polytech'Savoie 19
CONCLUSION Ce stage m’a permis de découvrir le monde du travail, de comprendre la position des
opérateurs face aux dirigeants et les difficultés qu’ils peuvent rencontrer. Les conditions physiques sont difficiles à supporter mais ils peuvent changer de poste s’ils le demandent pour ainsi changer un peu d’environnement.
D’autre part, travailler comme opérateur m’a donné une certaine vision de la
hiérarchie et la nécessité d’être suivi et motivé par les agents de maîtrise. Si, au cours de mon stage, j’ai pu appréhender le monde du travail sous le point de vue des ouvriers, j’ai également eu l’occasion d’observer l’équipe dirigeante et la difficulté de manager des personnes.
Durant ce stage, j’ai dû rester à mon poste pour assurer la production de pièces. J’ai
pris des responsabilités vis-à-vis de ce que je faisais et j’ai appris à demander de l’aide avant que les choses ne soient plus contrôlables.
D’un point de vue culturel, j’ai appris comment était constitué un roulement, et les
différentes utilisations des roulements dans l’industrie, l’automobile, l’aéronautique. J’ai été surpris par l’omniprésence et l’importance des roulements dans notre vie de tous les jours. Au-delà de l’expérience du travail, j’ai pu ainsi acquérir une ouverture d’esprit sur le monde de l’industrie.
Grâce à ce stage, j’ai découvert le monde de la production. Cette expérience m’a
confirmait mon envie de poursuivre mon cursus scolaire dans le domaine de la mécanique. J’en garderai le souvenir d’une expérience très intéressante et enrichissante à tous points de vue.
Alexandre ADAM Polytech'Savoie 20
ANNEXES 1. ANNEXE 1 : ........................................................................................................................ 21 2. ANNEXE 2 : Organigramme général .................................................................................. 22 3. ANNEXE 3 : ........................................................................................................................ 23 4. ANNEXE 4 :explication de l’indice de dureté..................................................................... 24 5. ANNEXE 5 : Tableau de registre des arrêts pour la 16306 ................................................. 25 6. ANNEXE 6 : Tableau de registre des arrêts pour la 16013 ................................................. 26 7. ANNEXE 7 : Fiche explicative pour utiliser le tableau qui note les problèmes rencontrés concernant la machine 16013................................................................................................... 27
Alexandre ADAM Polytech'Savoie 21
1. ANNEXE 1 :
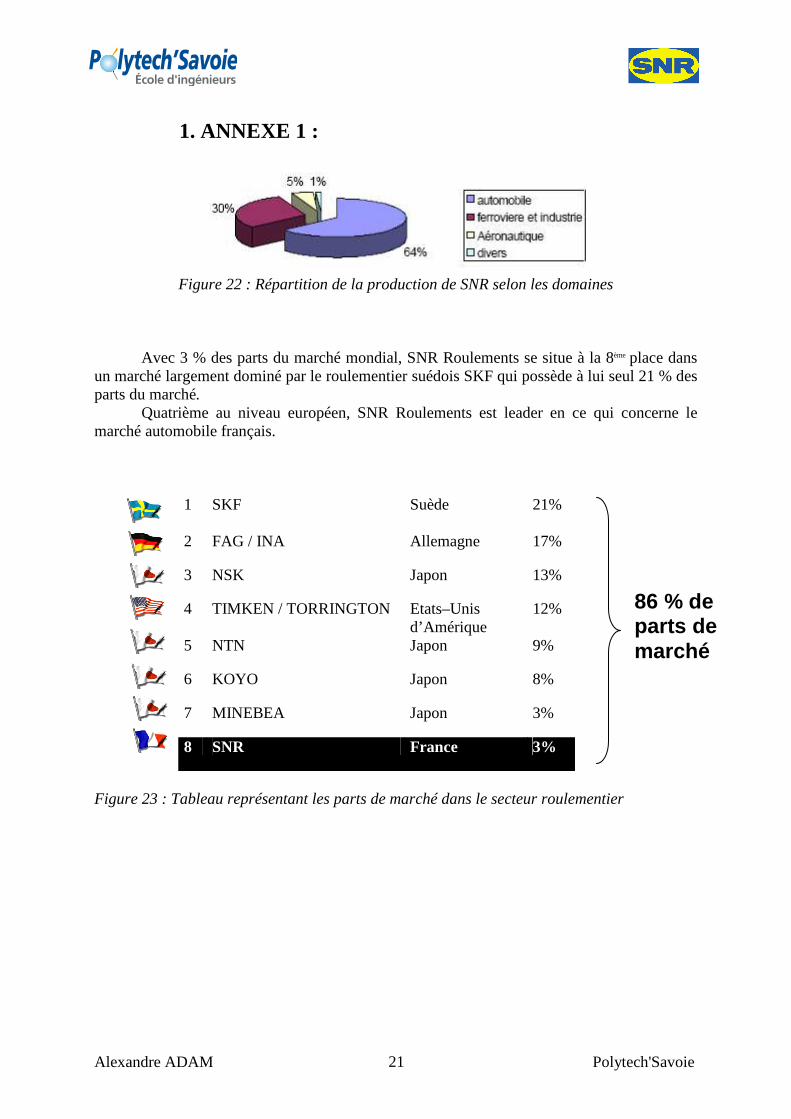
Figure 22 : Répartition de la production de SNR selon les domaines
Avec 3 % des parts du marché mondial, SNR Roulements se situe à la 8ème place dans un marché largement dominé par le roulementier suédois SKF qui possède à lui seul 21 % des parts du marché.
Quatrième au niveau européen, SNR Roulements est leader en ce qui concerne le marché automobile français.
1
SKF Suède 21%
2 FAG / INA Allemagne 17%
3 NSK Japon 13%
4 TIMKEN / TORRINGTON Etats–Unis d’Amérique
12%
5 NTN Japon 9%
6 KOYO Japon 8%
7 MINEBEA Japon 3%
8 SNR France 3%
Figure 23 : Tableau représentant les parts de marché dans le secteur roulementier
86 % de parts de marché
Alexandre ADAM 22 Polytech'Savoie
2. ANNEXE 2 : ORGANIGRAMME GENERAL
Alexandre ADAM Polytech'Savoie 23
3. ANNEXE 3 : Organigramme usine de Meythet Organigramme de l’UP boite de vitesse
Alexandre ADAM 24
4. ANNEXE 4 : EXPLICATION DE L’INDICE DE DURETE
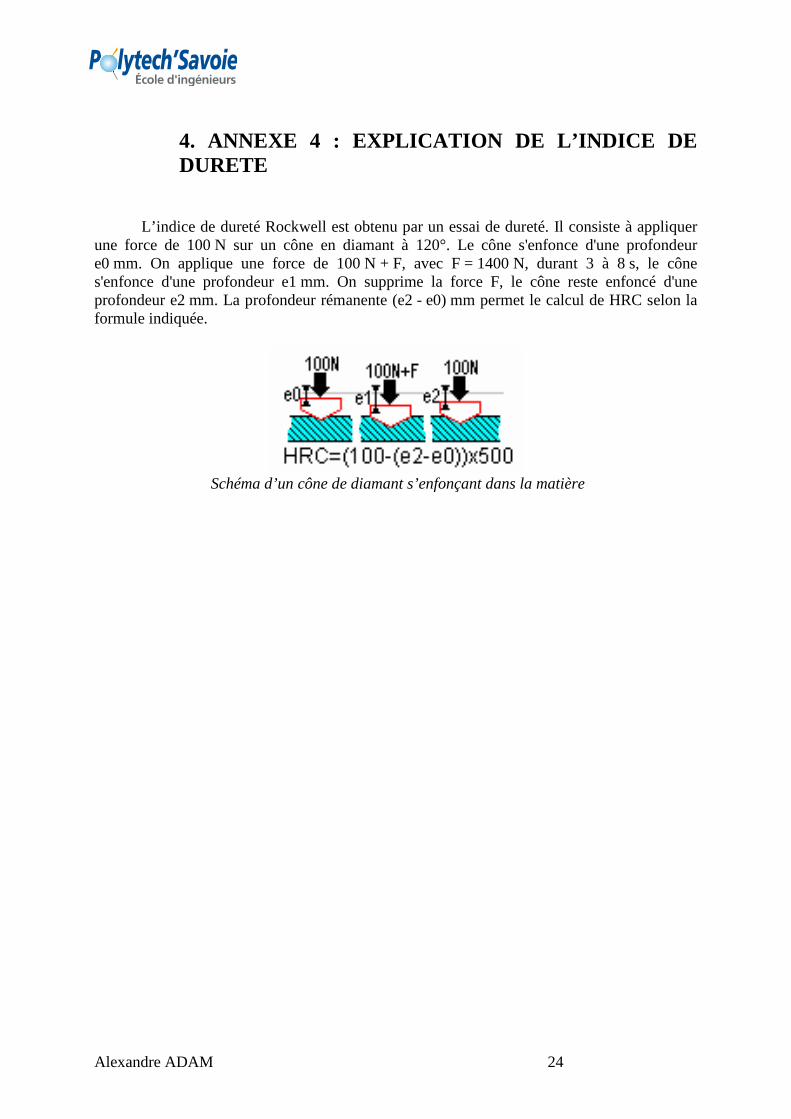
L’indice de dureté Rockwell est obtenu par un essai de dureté. Il consiste à appliquer
une force de 100 N sur un cône en diamant à 120°. Le cône s'enfonce d'une profondeur e0 mm. On applique une force de 100 N + F, avec F = 1400 N, durant 3 à 8 s, le cône s'enfonce d'une profondeur e1 mm. On supprime la force F, le cône reste enfoncé d'une profondeur e2 mm. La profondeur rémanente (e2 - e0) mm permet le calcul de HRC selon la formule indiquée.
Schéma d’un cône de diamant s’enfonçant dans la matière
Alexandre ADAM 25 Polytech'Savoie
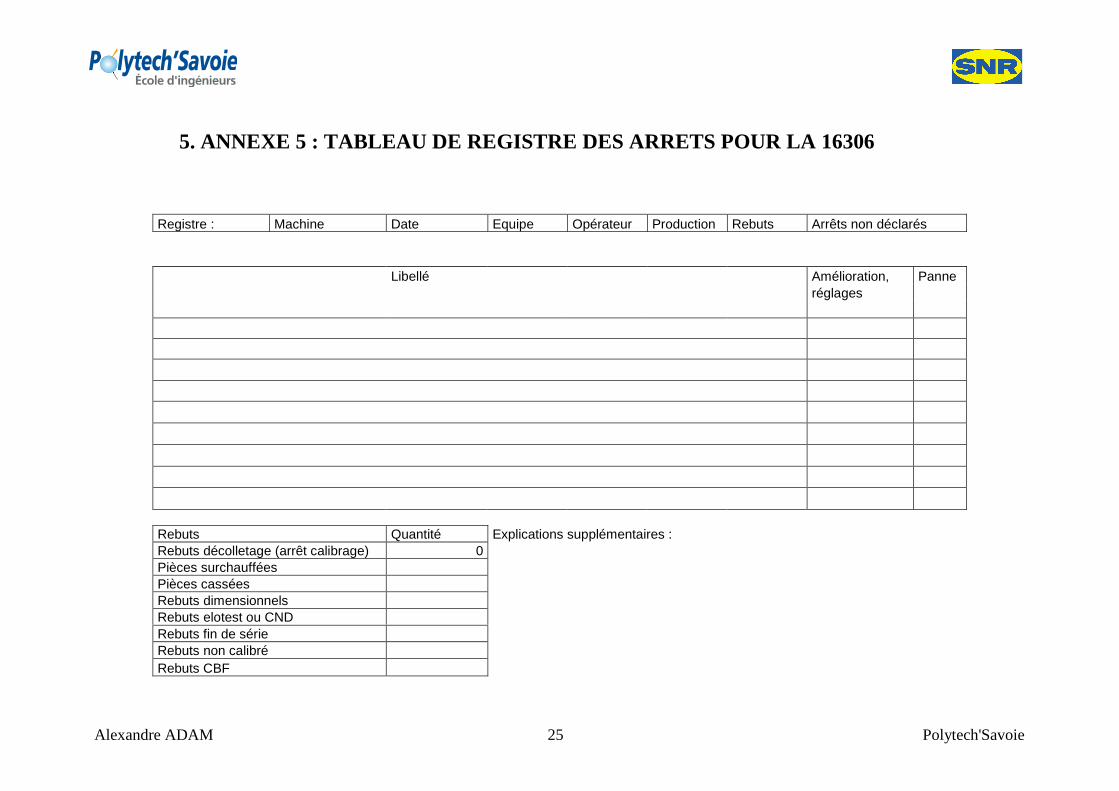
5. ANNEXE 5 : TABLEAU DE REGISTRE DES ARRETS POUR LA 16306
Registre : Machine Date Equipe Opérateur Production Rebuts Arrêts non déclarés
Libellé Amélioration, Panne réglages
Rebuts Quantité Explications supplémentaires : Rebuts décolletage (arrêt calibrage) 0 Pièces surchauffées Pièces cassées Rebuts dimensionnels Rebuts elotest ou CND Rebuts fin de série Rebuts non calibré Rebuts CBF
Alexandre ADAM Polytech'Savoie 26
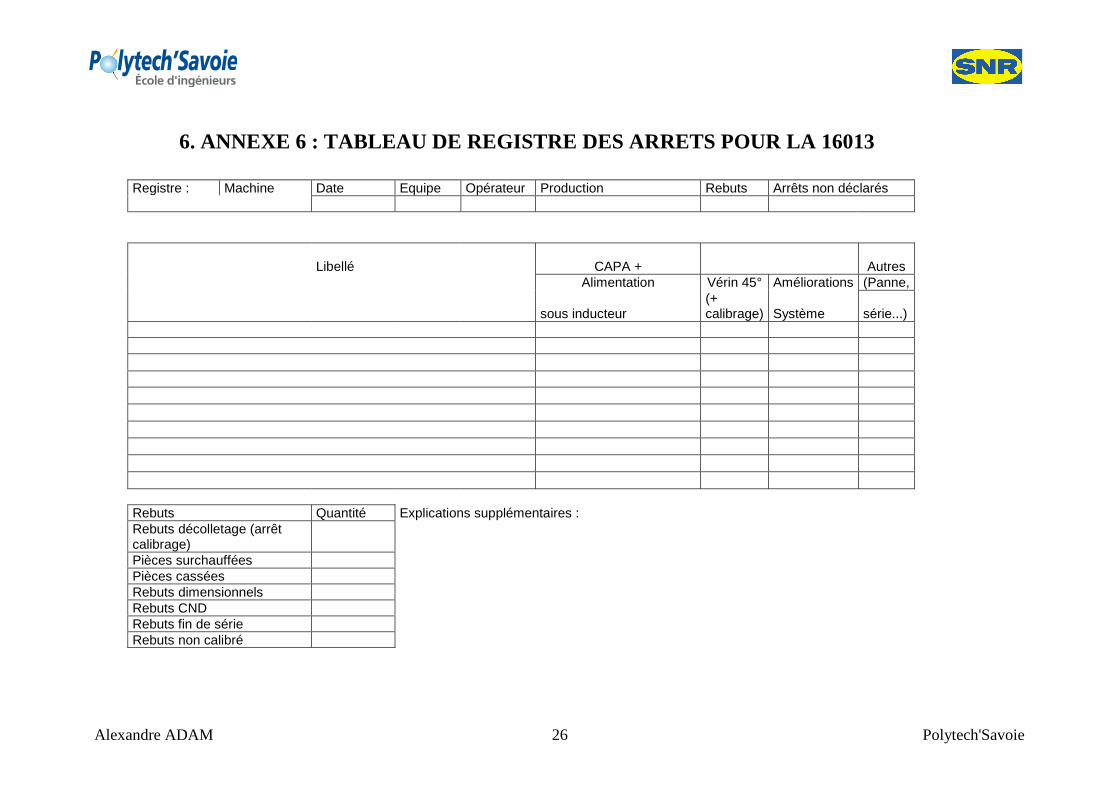
6. ANNEXE 6 : TABLEAU DE REGISTRE DES ARRETS POUR LA 16013
Registre : Machine Date Equipe Opérateur Production Rebuts Arrêts non déclarés
Libellé
CAPA + Autres Alimentation Vérin 45° Améliorations (Panne,
sous inducteur (+ calibrage) Système série...)
Rebuts Quantité Explications supplémentaires : Rebuts décolletage (arrêt calibrage) Pièces surchauffées Pièces cassées Rebuts dimensionnels Rebuts CND Rebuts fin de série Rebuts non calibré
Alexandre ADAM 27 Polytech'Savoie
7. ANNEXE 7 : FICHE EXPLICATIVE POUR UTILISER LE TABLEAU QUI NOTE LES PROBLEMES RENCONTRES CONCERNANT LA MACHINE 16013
Dans le premier tableau on note le numéro de la machine, la date d’aujourd’hui, le numéro d’équipe, le nom de l’opérateur, la quantité de pièces bonnes produites durant les 8 heures, le nombre de rebuts total et le nombre d’arrêts qui n’ont pas étés notés parce qu’ils étaient trop courts (inférieur à 1 min). Dans le deuxième tableau, dans le libellé il faut expliquer la cause précise de l’arrêt si elle est connue. Dans les autres cases il faut marquer le temps en minutes correspondant au problème. Si le problème ne viens pas des trois causes qui sont données pour la CAPA + mettre le temps dans la case autre. Dans le dernier tableau spécifier les différentes sortes de rebuts en mettant le nombre de rebuts correspondant dans les cases. La somme de tous ces rebuts correspond au nombre de rebuts total. Merci et bon courage.


























