Embed Size (px)
Citation preview
N° d’ordre :………………
THESE
Présentée pour obtenir le titre de
DOCTEUR DE L’UNIVERSITE SAINT JOSEPH DE BEYROUTH
Faculté des sciences – Département de Chimie
Spécialité : Chimie
Par Sayed Horkoss
Influence du SO3 dans le clinker sur la durabilité du béton : Attaque Sulfatique
Soutenue le 21 Juin 2011, devant le jury composé de :
M. Antoine GEDEON Président
M. Gilles ESCADEILLAS Rapporteur
M. Fady GEARA Rapporteur
M. Toufic RIZK Directeur de thèse
M. Roger LTEIF Co-directeur de thèse
II
REMERCIEMENTS
Aux personnes qui m’ont soutenu durant cette thèse, je ne peux qu’avoir une pensée toute particulière à une personne qui nous a malheureusement quittés tôt. Une personne qui a beaucoup influencé ma logique scientifique et qui m’a encouragé à continuer mes recherches scientifiques. Monsieur JOSEPH DOUMET avait toujours su me surprendre par sa grande chaleur humaine. Son art de réunir le savoir, sa joie de la découverte et sa capacité de transformer les idées théoriques en projets pratiques, ont avancé ma méthodologie scientifique de recherche. A lui, je dédie ce travail. Je tiens à adresser mes plus vifs remerciements à Monsieur PIERRE DOUMET, président de la Cimenterie Nationale, pour son grand support. J’adresse également ma plus vive gratitude à mon directeur de thèse, M. TOUFIC RIZK, Doyen de la Faculté des sciences de l’Université Saint-Joseph, et à mon co-directeur de thèse, M. ROGER LTEIF. J'ai particulièrement apprécié leurs compétences scientifiques. Leurs conseils précieux m’ont beaucoup aidé à mener à bien ce travail. Un remerciement particulier à Messieurs RAPHAEL YERLY et NAZIH ZIADI (Centre de recherche à Thermofisher - Suisse) pour tous les assistants techniques en ce qui concerne la détermination des phases par la technique de DRX. Je remercie aussi, MM GEORGES ABDALLAH et JALIL DARZI directeurs de l’usine « Cimenterie Nationale », ainsi que le directeur du département OSHAS, M. KHALIL DAYA et le directeur du département de production du ciment M. SAMER SARDOUCK pour toutes les recommandations qu’ils m’ont fourni au cours de cette thèse. J’adresse mes remerciements aux Professeurs FADY GEARA et GILLES ESCADEILLAS qui ont accepté de juger ce travail et d’en être rapporteurs. M. le Professeur ESCADEILLAS, je vous remercie de bien vouloir m’accueillir au sein de votre laboratoire afin d’effectuer les analyses DRX et MEB. Je remercie vivement madame SIMONE JULIEN pour tous les supports techniques et les informations scientifiques ainsi que pour les longues heures de travail qu’elle a dépensées durant la formation et les analyses des échantillons par MEB et DRX. Mes remerciements vont également à M. le professeur ANTOINE GEDEON de bien vouloir accepter d’être l’un des membres du jury. Je remercie également Monsieur DIMITRIOS FRAGOULIS (Centre de recherche et de développement à Titane – Grèce) pour toutes les analyses et l’assistant technique qui ont avancé mes recherches. Une place particulière dans mes remerciements est dédiée à Mademoiselle VIVIANNE YAMMINE et Monsieur MICHEL ZAKHEM, les techniciens qui m’ont aidé à effectuer les analyses chimiques et les mesures physiques d’expansion et de la résistance à la compression.
Finalement, je tiens à remercier ma femme SUZANNE pour ses efforts dans la correction
linguistique de ce document.
III
LISTE DES ABRÉVIATIONS
C : CaO S : SiO2
A : Al2O3
F : Fe2O3
S : SO3
C3S : Le silicate tricalcique : Alite ou Ca3SiO5
C2S : Le silicate bicalcique : Belite ou Ca2SiO4
C3A : L’aluminate tricalcique : Ca3Al2O6
C4AF : Ca4Al2Fe2O10 : L’aluminoferritetétracalcique
CaOLibre : Chaux libre : l’oxyde de calcium qui reste sous forme libre dans le clinker.
GJ/an:giga joule par an.
TWh /an: terra watt heure par an.
AM: Module d’aluminium:32
32
%%
OFeOAl
LSF : ( )32322 %7.0%1.1%8.2%100
OFeOAlSiOCaO
×+×+×× Facteur de saturation en chaux
ASR : Réaction alcalis – silicates
ASTM : Société Américaine pour les tests et matériaux
PCA: Portland Cement Association
VDZ: Verein Deutscher Zementwerke
NIST: National Institute for Standards and Technology
LMDC: Laboratoire Matériaux et Durabilité des Construction
FRX : Fluorescence des rayons X : méthode rapide largement utilisée dans les laboratoires de
recherche de l’industrie du ciment. Elle consiste à déterminer le pourcentage des éléments
simples ou des oxydes dans le ciment, le clinker et les matières premières.
DRX : Diffraction des rayons X : méthode utilisée pour déterminer qualitativement et
quantitativement les cristaux de clinker.
MEB : Microscope électronique à balayage.
IV
RÉSUMÉ
L’histoire du ciment moderne a commencé depuis 200 ans environ par des études sur différents types de calcaire. Ces études montrent, qu’après calcination, le calcaire contenant une certaine proportion de matière argileuse possède de meilleures caractéristiques hydrauliques que le calcaire pur.
Le procédé de fabrication du ciment consiste essentiellement à cuire un mélange de matière première bien homogénéisé dans un grand four rotatif à une température atteignant environ 1450°C. Ce phénomène a besoin d’une énorme quantité d’énergie ce qui nécessite une très grande consommation de combustibles.
L’insuffisance du pétrole et l’élévation de son prix constituent un des problèmes qui menace le futur de l’industrie du ciment. L’utilisation des combustibles contenant un taux élevé de soufre devient une des solutions pour l’industrie du ciment à condition que le soufre soit stabilisé dans le clinker pour qu’il n’augmente pas l’émission de SO2 pouvant nuire à l’environnement.
L’utilisation de ce nouveau carburant et la procédure de stabilisation du soufre dans le clinker peuvent affecter positivement et négativement la qualité du clinker et même produire une nouvelle génération du clinker.
En effet, le pourcentage du soufre dans le clinker ainsi que sa forme chimique et sa vitesse de solubilité ont des effets directs et indirects sur la durabilité du béton.
Le but de notre travail consiste à étudier l’influence, de la nouvelle génération de clinker, sur l’attaque du béton par les sulfates, en tenant compte de :
1. L’influence des sulfates sur le pourcentage des phases de clinker (C3S, C2S, C3A et C4AF).
2. La distribution des sulfates entre les phases solides et liquides du clinker,
3. Les formes chimiques des sulfates.
4. La vitesse de solubilité des sulfates.
L’analyse chimique a été effectuée par la technique de la fluorescence par rayon X, tandis que l’évaluation des phases a été réalisée par la diffraction des rayons X et la microscopie optique.
L’évaluation de la dégradation du béton a été réalisée par le microscope électronique à balayage avec EDX.
L’extraction des phases du clinker a été exécutée par deux méthodes : le KOH / sucre et l’acide salicylique/méthanol.
L’évaluation physique de la résistance aux sulfates sera effectuée selon les méthodes et les standards établis par les normes suivantes: ASTM C 452, ASTM C1038 et ASTM C1012.
Les résultats obtenus ont montré que :
1. La présence de SO3 dans le clinker réduit le pourcentage de C3A et C3S ainsi que le rapport de C3S/C2S mais elle n’affecte pas le pourcentage de C4AF.
V
2. L’anhydrite existe dans le clinker contenant plus que 1,5 % de SO3 mais elle est totalement dissociée dans une période de 5 jours. Cette anhydrite participe dans le processus de début de prise du ciment.
3. Le ciment, produit à partir d’un clinker contenant un taux relativement élevé de soufre, a une meilleure résistance aux sulfates et un développement relativement lent de la résistance à la compression qu’un ciment classique ayant la même composition chimique.
Mots clé : SO3 dans le clinker, C3A, C2S, C3S, Expansion, DEF, attaque sulfatique.
VI
ABSTRACT
Since 200 years, the history of the modern cement started with studies on different types of limestone. These studies show that, after calcinations, the impure limestone possesses better hydraulic characteristic than pure limestone.
The process of cement manufacture consists essentially by igniting a well homogenized mixture of raw materials in a rotary kiln at a temperature reaching about 1450°C. This phenomenon needs an enormous quantity of energy that requires a huge consumption of fuels.
The insufficient of oil and the elevation of its price constitute one of problems that threaten the future of the cement industry. The usage of fuels containing high sulfur percentage becomes one of solutions for the cement industry; provided that sulfur is stabilize in the clinker so that it doesn't increase the emission of SO2 that can be harmful to the environment.
The usage of this kind of fuel and the procedure of sulfur stabilization in the clinker can affect positively and negatively the quality of the product and even leads to produce a new generation of the clinker.
The percentage of sulfur in the clinker as well as its chemical composition and its solubility rate has some direct and indirect effects on the durability of the concrete.
The objective of our work consists of studying the influence of the new generation of clinker on the concrete sulfate attack, by taking into consideration:
1. The influence of clinker sulfur on the percentages of clinker phases (C3S, C2S, C3A and C4AF).
2. The sulfur distribution between the solid and liquid phases in the clinker.
3. The chemical forms of sulfates
4. The clinker sulfate solubility rate
The chemical analysis was done by the technique of X-ray fluorescence (XRF), while the evaluation of the phases was realized by the following techniques: the diffraction of the X-ray (XRD) and the optical microscope.
The evaluation of the concrete deterioration was realized by SEM and X-ray microanalysis.
The extraction of the clinker phases was executed by two methods: KOH / sugar and the salicylic acid /methanol.
The physical assessment of the resistance to sulfates will be done by the following standards: ASTM C 452, ASTM C1038 and ASTM C1012.
Based on our findings, we concluded that:
1. The presence of SO3 in the clinker reduces the amount of C3A and C3S as well as the report of C3S/C2S but it didn’t affect the percentage of C4AF.
2. The anhydrite exists only in the clinker containing more that 1.5 % of SO3 but it is dissociated completely in a period of 5 days. This anhydrite participates in the process of cement setting time.

VII
3. The cement, produced from clinker containing relatively high sulfur percentage, has a better resistance to sulfates and a relatively slow compressive strength development than classical cement with similar chemical composition.
Keywords: Clinker SO3, C3A, C2S, C3S, Expansion, DEF, Sulfatic attack.
VIII
TABLE DES MATIERES
I. Introduction ............................................................................................................... 1 II. Bibliographie ........................................................................................................... 4 II.1- Ciment Portland, fabrication et consommation d’énergie .......................................... 4 II.2- Combustible du four, quantité et qualité ..................................................................... 9 II.3- Cycle du soufre dans la production du ciment .......................................................... 10 II.4- Les formes cristallines du sulfate dans le clinker ..................................................... 16
II.4.1- Sulfate d’alcalis .............................................................................................. 16 II.4.2- Sulfate de calcium ou anhydrite ..................................................................... 17 II.4.3- Incorporation dans les phases majeures du clinker ........................................ 18
II.5- Concentration maximale et rôle du soufre dans le Ciment ....................................... 18 II.6- Mécanismes d’attaque du béton par les sulfates ....................................................... 20 II.7- Ciment Portland résistant au sulfate .......................................................................... 25 II.8- Facteurs physico-chimiques limitant l’attaque des sulfates sur le béton .................. 25
II.8.1- Les sources extérieures du sulfate dans le béton ................................................ 26 II.8.2- Les sources intérieures du sulfate dans le béton ................................................ 26 II.8.3- Les facteurs limitant l’attaque du béton par les sulfates ..................................... 26
II.8.3.1- Les facteurs en relation avec la production et la protection du béton .... 26 II.8.3.2- Les facteurs en relation avec les propriétés du ciment ........................... 28
II.9- Influence de la quantité du soufre et sa distribution dans les phases du clinker sur le phénomène d’attaque du béton par les sulfates ............................................................... 29
II.9.1- Le pourcentage de C3A ....................................................................................... 30 II.9.2- La vitesse de solubilité de SO3dans le clinker .................................................... 32 II.9.3- Le pourcentage de C3S ....................................................................................... 35 II.9.4- Le rapport C3S/C2S ............................................................................................. 35 II.9.5- Le pourcentage de C4AF ..................................................................................... 36
III. Matériels et Méthodes………………………………………………..37 III.1- Description de la méthode d’échantillonnage .......................................................... 37 III.2- Analyse chimique par la fluorescence X ................................................................. 37 III.3- Analyse minéralogique par la diffraction des rayons X .......................................... 38 III.4- Evaluation des phases par microscopie optique ...................................................... 39 III.5- Analyse de la solubilité de sulfate dans le clinker ................................................... 40 III.6- Extraction de la phase liquide par KOH/sucre......................................................... 40 III.7- Extraction de la phase solide par l’acide salicylique ............................................... 41 III.8- Détermination de l’expansion du soufre dans le mortier selon l’ASTM C452 ....... 42 III.9- Détermination de l’expansion du mortier dans l’eau selon l’ASTMC1038 ............ 42 III.10-Détermination de l’expansion du mortier dans une solution de sulfate selon l’ASTMC1012 .................................................................................................................. 42 III.11- Détermination du temps de prise selon l’ASTM C191 ......................................... 42 III.12- Détermination des résistances mécaniques selon l’ASTM C109 .......................... 42 III.13- Détermination de la finesse selon l’ASTM C204 .................................................. 42 III.14- Préparation de l’échantillon et analyse par MEB .................................................. 43 III.15- Observation au MEB ............................................................................................ 43 III.16- Microanalyse électronique (EDS)……. ................................................................. 43 IV. Résultats et discussions ........................................................................ 44
IX
IV.1- Influence du pourcentage de SO3 dans le clinker sur la quantité de C3A ................ 44
IV.1.1- Le premier test .................................................................................................. 44 IV.1.1.1- Détermination du pourcentage de C3A par la machine ARL 9800 avec DRX ………………………………………………………………………..…..44
IV.1.1.2- Détermination de C3A par DRX – méthode de RITVELD au centre de recherche et développement à Titane -Grèce ...................................................... 45
IV.1.1.3- Détermination de C3A par le microscope optique ................................ 46 IV.1.1.4- Conclusion ............................................................................................ 46
IV.1.2- Le deuxième test ............................................................................................... 47 IV.1.3- Le troisième test ................................................................................................ 48 IV.1.4- Conclusion ........................................................................................................ 50
IV.2- Influence du pourcentage de SO3 dans le clinker sur la quantité de C3S ................ 50 IV.2.1- Le premier test .................................................................................................. 50 IV.2.2- Le deuxième test ............................................................................................... 51
IV.3- Influence du pourcentage de SO3 dans le clinker sur le rapport Alite/Belite .......... 51 IV.3.1- Le premier test .................................................................................................. 52 IV.3.2- Le deuxième test ............................................................................................... 52 IV.3.3- Conclusion ........................................................................................................ 53
IV.4- Influence du pourcentage de SO3 dans le clinker sur la quantité de C4AF ............. 53 IV.5- La forme et la vitesse de solubilité des sulfates dans le clinker .............................. 54
IV.5.1- La présence de sulfate d’alcali et de sulfate de calcium-alcalis ........................ 54 IV.5.2- Les sulfates incorporés dans la phase solide ..................................................... 54 IV.5.3- La présence de l’anhydrite dans le clinker ........................................................ 56 IV.5.4- La solubilité de l’anhydrite industrielle dans le clinker .................................... 56
IV.6- Vérification par des tests physiques selon les standards internationaux, des résultats chimiques et minéralogiques déjà obtenus....................................................................... 57
IV.6.1- La composition chimique des échantillons ....................................................... 57 IV.6.2- La composition minéralogique des échantillons ............................................... 58 IV.6.3- Observation générale ......................................................................................... 59 IV.6.4- L’influence de SO3 dans le clinker sur la vitesse de développement de la résistance à la compression .......................................................................................... 59
IV.6.5- L’influence du pourcentage de SO3 dans le clinker sur l’attaque interne des sulfates .................................................................................................................. 60
IV.6.6- L’influence du pourcentage de SO3 dans le clinker sur l’expansion potentiel des sulfates …… ................................................................................................................. 62
IV.6.7- Influence du pourcentage de SO3 dans le clinker sur l’attaque externe des sulfates .................................................................................................................. 63
IV.6.8- Les raisons de la détérioration des échantillons ................................................ 67
V. Conclusion et Perspectives ..................................................................... 73
VI. Références bibliographiques ................................................................ 77
VII. Annexes ................................................................................................. 88
X
LISTE DES TABLEAUX
Tableau – 1: Résultats comparatifs entre le C3A calculé et réel sur des échantillons certifiés par le NIST ........................................................................................................ 31
Tableau – 2 : Résultats du tamisage du clinker ............................................................ 37
Tableau – 3 : Résultats de l’analyse chimique des différents oxydes en fonction des dimensions des grains du clinker .................................................................................. 37
Tableau – 4: Technique de FRX et DRX ...................................................................... 39
Tableau – 5: Les techniques pour la préparation de l’échantillon pour l’évaluation microscopique .................................................................................................................. 40
Tableau – 6: Pourcentage de SO3 en fonction de la finesse du ciment .................... ...41
Tableau – 7 : Compositions chimiques et minéralogiques des échantillons du clinker ........................................................................................................................................... 45
Tableau – 8 : Comparaison des résultats de C3A (1er test) .......................................... 46
Tableau – 9 : Résultats chimique et minéralogique des échantillons ......................... 48
Tableau – 10 : Comparaison des résultats de C3A (3ème test) ...................................... 50
Tableau – 11 : Analyse chimique et minéralogique des échantillons ......................... 52
Tableau – 12 : Composition chimique des échantillons ............................................... 58
Tableau – 13 : Evaluation des échantillons par la technique de DRX ....................... 58
Tableau – 14 : Evaluation des échantillons par microscopie optique ........................ 58
Tableau – 15 : Les pourcentages des résidus supérieurs à 32 et 45 microns ............. 59
Tableau – 16 : Les quantités de clinker et gypse dans le mortier ............................... 60
Tableau – 17 : Les pourcentages des expansions des prismes (Standard ASTMC452) ........................................................................................................................................... 63
Tableau – 18 : Les résultats de la résistance à la compression des cubes après 1 an de stockage dans une solution à 5% de Na2SO4 ................................................................ 66

XI
LISTE DES FIGURES
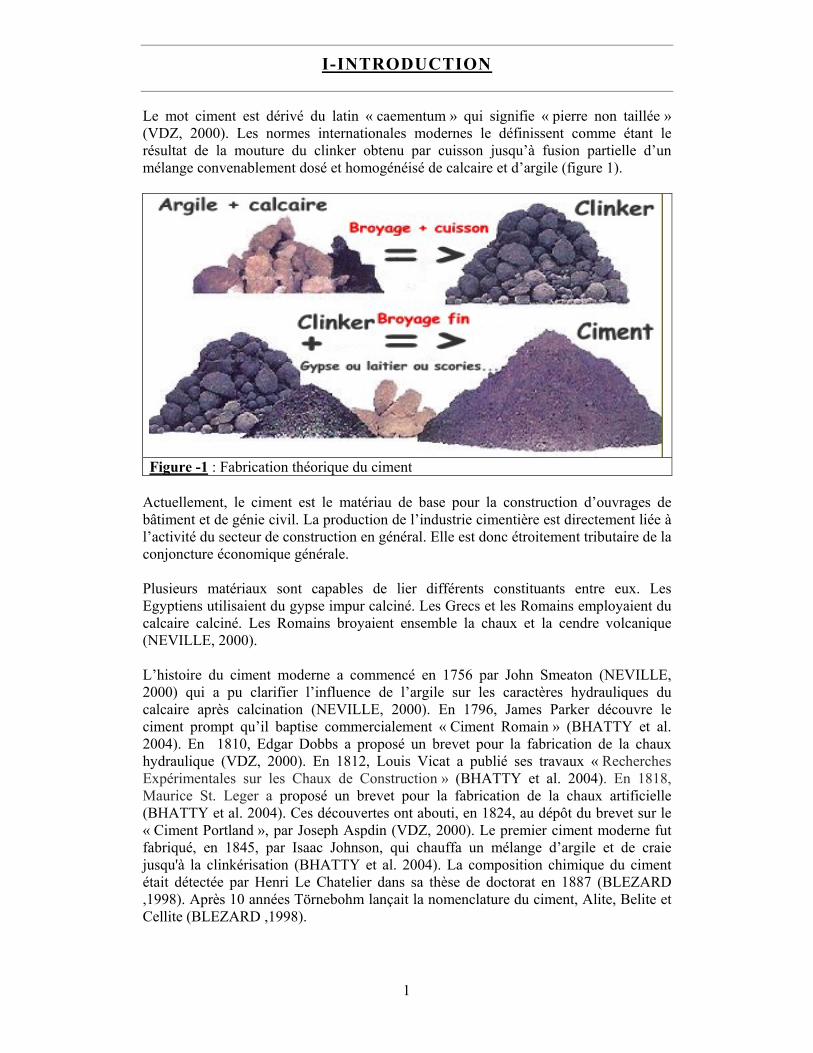
Figure – 1 : Fabrication théorique du ciment ................................................................. 1
Figure – 2: La fabrication du ciment .............................................................................. 4
Figure – 3: Composition chimique du clinker ................................................................ 5
Figure – 4: Transformation de la matière sous l’influence de la température ............ 7
Figure – 5: Image de clinker par microscope optique ................................................... 8
Figure – 6: Influence de MgO et SO3 sur les cristaux de C3S ....................................... 8
Figure – 7: Sélection du carburant ................................................................................ 10
Figure – 8 : Tendance de la formation de dépôt dans le four en fonction du chlore et du soufre ........................................................................................................................... 11
Figure – 9: Corrélation entre la température et l’absorption de SO2 ........................ 11
Figure –10: Cycle du soufre ........................................................................................... 12
Figure –11: Décomposition des phases de sulfate en fonction de la pression ............ 13
Figure –12: CaSO4 dans le clinker ( SC ) ..................................................................... 17
Figure –13: Etapes d’attaque du Béton par les sulfates ............................................... 20
Figure –14: Sources des sulfates .................................................................................... 21
Figure –15: Ettringite ..................................................................................................... 23
Figure –16: Influence du dosage en ciment et de la teneur en C3A sur la vitesse de dégradation du béton ...................................................................................................... 25
Figure –17: Rôle des ASR et des DEF dans la détérioration du béton ...................... 27
Figure –18: Présence de C3A dans les clinkers ayant un taux de soufre bas (LS), moyenne (MS) et élevé (HS) ........................................................................................... 31
Figure –19: Pourcentages de C3A et C4AF dans le clinker classique et minéralisé .. 32
Figure –20: Hydratation du ciment en fonction de temps ........................................... 33
Figure –21: Consommation de l’anhydrite en fonction du temps d’hydratation ..... 34
Figure –22: Comparaison entre deux échantillons de clinker évalués par microscopie optique .............................................................................................................................. 46
Figure –23: Pourcentage de C3A dans le clinker en fonction de SO3 ......................... 47
Figure –24: Pourcentage de C3A dans le clinker en fonction de SO3 (deuxième test)47
XII
Figure –25: Corrélation entre le % de C3A et de SO3 ................................................. 48
Figure –26: Corrélation entre le % de SO3 dans le clinker et celui d’Al2O3 dans la phase solide ...................................................................................................................... 49
Figure –27: L’influence de SO3 dans le clinker sur le pourcentage de C3S et C2S .... 51
Figure –28: Corrélation entre le % de SO3 dans le clinker et la diminution de C3S 51
Figure –29 : Corrélation entre le % de SO3 dans le clinker et le rapport C3S/C2S ... 52
Figure –30: Corrélation entre le % de SO3 dans le clinker (chaux libre < 1%) et le rapport C3S/C2S .............................................................................................................. 53
Figure -31: Le pourcentage de C4AF mesuré et calculé en fonction de SO3…………53
Figure –32: Corrélation entre le % de SO3 dans la phase solide et celui insoluble .. 55
Figure –33: Analyse détaillé du % de SO3 dans la phase solide et celui insoluble ... 55
Figure –34: Corrélation entre le % de SO3 dans le clinker et celui d’Al2O3 dans la phase solide ...................................................................................................................... 55
Figure –35: Corrélation entre le % de SO3 et la présence de l’anhydrite .................. 56
Figure –36: Vitesse de solubilité de l’anhydrite dans le clinker industriel ................ 57
Figure –37: Influence de SO3sur les différentes phases de clinker ............................. 58
Figure –38: Corrélation entre le rapport C3S/C2S et la résistance à la compression entre 7/28 jour en fonction du % de SO3 dans le clinker ............................................ 60
Figure –39: Le pourcentage d’expansion de prismes après un an de stockage dans l’eau .................................................................................................................................. 61
Figure –40: Le balayage par DRX des échantillons 1 et 8 après un stockage dans l’eau pour une période d’un an ..................................................................................... 61
Figure –41: Corrélation entre le pourcentage d’expansion après 14 jours (Standard ASTM C452) et celui de C3A mesuré ............................................................................ 62
Figure –42: Les cubes après un stockage d’un an dans une solution à 5% de Na2SO4 ........................................................................................................................................... 64
Figure –43: Les prismes après un stockage d’un an dans une solution à 5% de Na2SO4 .............................................................................................................................. 64
Figure –44: Le pourcentage d’expansion des prismes après un an de stockage dans une solution à 5% de Na2SO4 ......................................................................................... 65
Figure –45: Les résultats des échantillons par DRX-LMDC ...................................... 68
Figure –46: L’incorporation du soufre dans les mortiers ........................................... 69
Figure –47: Les observations au MEB des échantillons .............................................. 70
Figure –48: Accumulation de soufre dans les fissures ciment/granulat ..................... 70

XIII
Figure –49: Le sulfate de calcium détecté dans les fissures ......................................... 71
Figure –50: Corrélation entre les rapports S/Ca et Al/Ca dans les échantillons ....... 72
1
I-INTRODUCTION
Le mot ciment est dérivé du latin « caementum » qui signifie « pierre non taillée » (VDZ, 2000). Les normes internationales modernes le définissent comme étant le résultat de la mouture du clinker obtenu par cuisson jusqu’à fusion partielle d’un mélange convenablement dosé et homogénéisé de calcaire et d’argile (figure 1).
Figure -1 : Fabrication théorique du ciment Actuellement, le ciment est le matériau de base pour la construction d’ouvrages de bâtiment et de génie civil. La production de l’industrie cimentière est directement liée à l’activité du secteur de construction en général. Elle est donc étroitement tributaire de la conjoncture économique générale. Plusieurs matériaux sont capables de lier différents constituants entre eux. Les Egyptiens utilisaient du gypse impur calciné. Les Grecs et les Romains employaient du calcaire calciné. Les Romains broyaient ensemble la chaux et la cendre volcanique (NEVILLE, 2000). L’histoire du ciment moderne a commencé en 1756 par John Smeaton (NEVILLE, 2000) qui a pu clarifier l’influence de l’argile sur les caractères hydrauliques du calcaire après calcination (NEVILLE, 2000). En 1796, James Parker découvre le ciment prompt qu’il baptise commercialement « Ciment Romain » (BHATTY et al. 2004). En 1810, Edgar Dobbs a proposé un brevet pour la fabrication de la chaux hydraulique (VDZ, 2000). En 1812, Louis Vicat a publié ses travaux « Recherches Expérimentales sur les Chaux de Construction » (BHATTY et al. 2004). En 1818, Maurice St. Leger a proposé un brevet pour la fabrication de la chaux artificielle (BHATTY et al. 2004). Ces découvertes ont abouti, en 1824, au dépôt du brevet sur le « Ciment Portland », par Joseph Aspdin (VDZ, 2000). Le premier ciment moderne fut fabriqué, en 1845, par Isaac Johnson, qui chauffa un mélange d’argile et de craie jusqu'à la clinkérisation (BHATTY et al. 2004). La composition chimique du ciment était détectée par Henri Le Chatelier dans sa thèse de doctorat en 1887 (BLEZARD ,1998). Après 10 années Törnebohm lançait la nomenclature du ciment, Alite, Belite et Cellite (BLEZARD ,1998).
2
L’influence interne du sulfate sur le ciment commenca avec l’invention du four rotatif par l’industrie du ciment Atlas en 1895. Le début de prise du clinker, fabriqué par ce type du four, étant très rapide (BHATTY et al. 2004). Ce problème a été résolu par le chimiste français Pierre Giron, qui proposa d’ajouter le gypse naturel pour contrôler la prise du ciment (BHATTY et al. 2004). Mais l’attaque sulfatique interne du béton n’a été détectée qu’en 1970, lorsque les premiers cas de détérioration, survenus dans des bétons préfabriqués exposés à un environnement non agressif, ont été observés (PETROV, 2003). Le cas le plus connu est celui de la fissuration de traverses de chemin de fer au Canada et aux Etats-Unis (PETROV, 2003).
L’influence externe du sulfate sur les composés hydrauliques a été étudiée par Vicat dans son mémoire publié en 1857 « Recherches sur les causes physiques de la destruction des composés hydrauliques par l’eau de mer » (LEA, 1971). Ces études étaient complétées par Michaëlis en 1895 qui a lancé en 1901 son brevet pour la fabrication d’un ciment résistant au sulfate (VDZ, 2000). En 1919, Ferrari en Italie, a produit un ciment résistant au sulfate avec un rapport Al2O3 /Fe2O3 inférieur à 1. Ce ciment est souvent connu en Europe sous le nom de ciment Ferrari (VDZ, 2000).
En 1904, l’Association du Ciment Portland (PCA-USA) lançait une série de tests, qui ont abouti, après 45 ans environ, à une corrélation entre l’attaque du béton par les sulfates et le pourcentage du C3A (GONNERMAN et LERCH, 1951). En se basant sur ces études, le standard ASTM C150 limitait le pourcentage du C3A à 5 % pour le ciment résistant au sulfate (LEA, 1971). Le ciment moderne est constitué d’oxydes minéraux dont les principaux sont la chaux (CaO) et la silice (SiO2) ayant des caractères basique et acide simultanément. On trouve également l’alumine (Al2O3) et l’oxyde de fer (Fe2O3). Ces oxydes réagissent entre eux par traitement thermique à des températures comprises entre 1300°C et 1500°C pour former des composés chimiques comme : le silicate bi calcique Ca2 SiO4 (2CaO. SiO2, C2S ou Belite), le silicate tricalcique Ca3SiO5 (3CaO. SiO2, C3S ou Alite), l’aluminate tricalcique Ca3Al2O6 (3CaO. Al2O3 ou C3A) et l’aluminoferrite tétracalcique Ca4Al2Fe2O10 (4CaO. Al2O3.Fe2O3 ou C4AF). Pour simplifier le calcul de la composition des composés des ciments commerciaux (silicate tricalcique ou C3S, silicate bicalcique ou C2S, aluminate tricalcique ou C3A, aluminoferritetétracalcique ou C4AF) R.H.Bogue a considéré que le ciment se trouve dans un état d’équilibre stable (Neville, 2000).
Les formules proposées par Bogue, supposent que les cristaux du clinker sont purs. En réalité, les composés du ciment ne sont pas purs, car ils contiennent des oxydes mineurs en solution solide (MgO, TiO2, Mn2O3, K2O, Na2O, P2O5, SO3,..). Ces oxydes ont des effets importants sur les arrangements atomiques, sur la forme des cristaux et sur les propriétés hydrauliques des composés. Pour cette raison, des séries de formules, pour calculer les constituants de clinker tenant compte des éléments mineurs, ont été proposées par Taylor en 1989 (Taylor, 1989). Etant donné que le pourcentage des phases est aussi lié à la manipulation du four et à la vitesse de refroidissement du clinker, une nouvelle méthode a été proposée par Dr. Chromy pour évaluer et contrôler le clinker (CLARK, 2002).
La valorisation des déchets industriels dans la fabrication du ciment et l’utilisation des combustibles contenant un taux relativement élevé de soufre ont augmenté le pourcentage des oxydes mineurs dans les cristaux des composés du ciment.
3
L’influence des éléments mineurs, sur les phases du clinker, a été bien clarifiée et l’influence du sulfate, sur la quantité et la qualité des silicates (C2S, C3S) du ciment, a été expliquée.
Les objectifs de notre travail consiste donc à :
1. Etudier l’influence du pourcentage du soufre dans le clinker sur les phases du
clinker C3A, C3S, C2S et C4AF.
2. Etudier la vitesse de solubilité des sulfates dans le clinker.
3. Répondre aux objectifs proposés dans notre étude : c'est-à-dire vérifier si le ciment fabriqué avec la nouvelle génération de clinker (contenant un taux élevé de sulfate) peut mieux résister à l’attaque du sulfate que le ciment classique.
Le manuscrit est divisé en trois grandes parties :
La première partie comportera une « recherche bibliographique » sur les études déjà
effectuées concernant les différentes formes du sulfate dans le clinker ainsi que leur
influence sur les différentes phases du clinker, la formation d’ettringite secondaire et
différé et les facteurs influençant l’attaque sulfatique des bétons.
La deuxième partie « Matériels et Méthodes » présentera les techniques expérimentales
utilisées ainsi que les méthodes normalisées ASTM.
La partie « Résultats et Discussion » sera consacrée à l’interprétation des résultats
obtenus concernant :
- L’influence de SO3 dans le clinker sur les phases C3A, C3S, C2S et C4AF.
- Les formes des sulfates dans le clinker.
- La présence et la solubilité de l’anhydrite dans le clinker.
- La vérification par des tests physiques selon les standards internationaux des
résultats chimiques et minéralogiques déjà obtenus.
La dernière partie intitulée « Conclusions et Perspectives » rassemblera les résultats à
retenir ainsi que des propositions de pistes d’études pour approfondir les connaissances
acquises.
4
II- BIBLIOGRAPHIE
II.1 –Ciment Portland, fabrication et consommation d’énergie
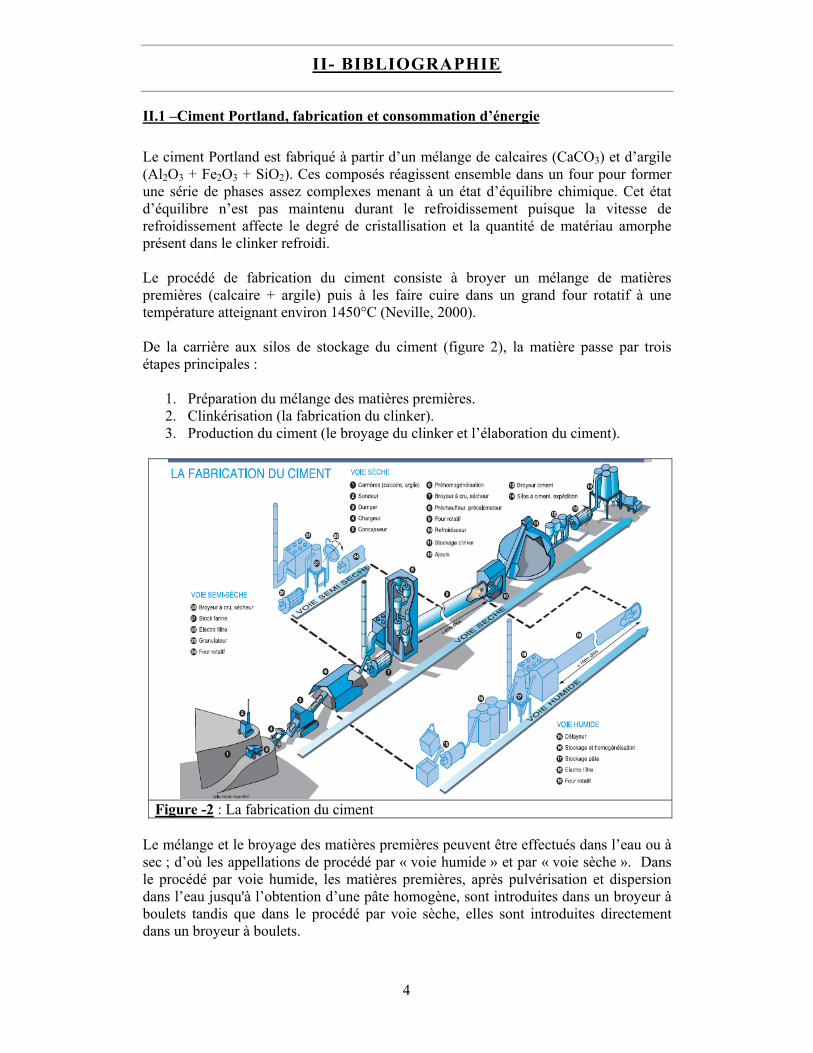
Le ciment Portland est fabriqué à partir d’un mélange de calcaires (CaCO3) et d’argile (Al2O3 + Fe2O3 + SiO2). Ces composés réagissent ensemble dans un four pour former une série de phases assez complexes menant à un état d’équilibre chimique. Cet état d’équilibre n’est pas maintenu durant le refroidissement puisque la vitesse de refroidissement affecte le degré de cristallisation et la quantité de matériau amorphe présent dans le clinker refroidi. Le procédé de fabrication du ciment consiste à broyer un mélange de matières premières (calcaire + argile) puis à les faire cuire dans un grand four rotatif à une température atteignant environ 1450°C (Neville, 2000). De la carrière aux silos de stockage du ciment (figure 2), la matière passe par trois étapes principales :
1. Préparation du mélange des matières premières. 2. Clinkérisation (la fabrication du clinker). 3. Production du ciment (le broyage du clinker et l’élaboration du ciment).
Figure -2 : La fabrication du ciment
Le mélange et le broyage des matières premières peuvent être effectués dans l’eau ou à sec ; d’où les appellations de procédé par « voie humide » et par « voie sèche ». Dans le procédé par voie humide, les matières premières, après pulvérisation et dispersion dans l’eau jusqu'à l’obtention d’une pâte homogène, sont introduites dans un broyeur à boulets tandis que dans le procédé par voie sèche, elles sont introduites directement dans un broyeur à boulets.
5
Par voie humide, la pâte est introduite à l’extrémité haute du four alors que le charbon pulvérisé est projeté par un jet d’air à l’extrémité la plus basse du four où la température atteint environ 1450°C (BARON et OLLIVIER, 1997). Habituellement, par cette méthode un kg de clinker a besoin d’une énergie de 1200 à 1400 Kcal. Alors que par voie sèche, la farine de cru est évacuée par voie pneumatique vers un silo d’homogénéisation. Après avoir obtenu un mélange homogène, la farine est introduite dans un pré- chauffeur, dans lequel les particules de farine de cru sont en suspension dans des gaz ascendants (température allant de 400°C jusqu'à 900°C) avant d’introduire dans le four. Dans les fours modernes, la farine de cru est acheminée à travers un précalcinateur qui permet d’accélérer la décarbonation du cru, c’est à dire la décomposition du CaCO3 selon l’équation 23 COCaOCaCO +→ . Par cette méthode, on peut produire un kg de clinker par 700 Kcal (BHATTY et al. 2004). Des réductions importantes de consommation calorifique ont été obtenues durant les vingt à trente dernières années (IEPF ,2001).
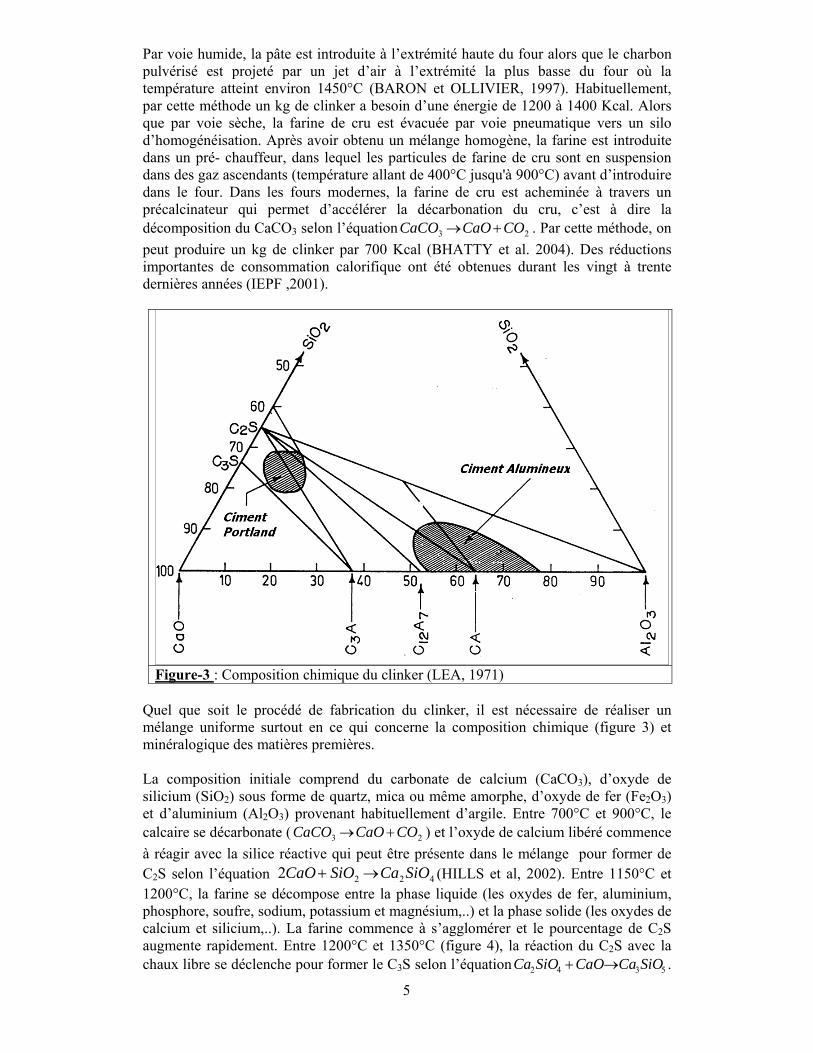
Figure-3 : Composition chimique du clinker (LEA, 1971)
Quel que soit le procédé de fabrication du clinker, il est nécessaire de réaliser un mélange uniforme surtout en ce qui concerne la composition chimique (figure 3) et minéralogique des matières premières. La composition initiale comprend du carbonate de calcium (CaCO3), d’oxyde de silicium (SiO2) sous forme de quartz, mica ou même amorphe, d’oxyde de fer (Fe2O3) et d’aluminium (Al2O3) provenant habituellement d’argile. Entre 700°C et 900°C, le calcaire se décarbonate ( 23 COCaOCaCO +→ ) et l’oxyde de calcium libéré commence à réagir avec la silice réactive qui peut être présente dans le mélange pour former de C2S selon l’équation 4222 SiOCaSiOCaO →+ (HILLS et al, 2002). Entre 1150°C et 1200°C, la farine se décompose entre la phase liquide (les oxydes de fer, aluminium, phosphore, soufre, sodium, potassium et magnésium,..) et la phase solide (les oxydes de calcium et silicium,..). La farine commence à s’agglomérer et le pourcentage de C2S augmente rapidement. Entre 1200°C et 1350°C (figure 4), la réaction du C2S avec la chaux libre se déclenche pour former le C3S selon l’équation 5342 SiOCaCaOSiOCa →+ .
6
Entre 1350°C et 1450°C, le pourcentage de C3S augmente rapidement (HILLS et al, 2002) tandis que le pourcentage de C2S diminue et celui de la chaux libre devient négligeable (≤ 1%). Au moment du refroidissement, la phase liquide se cristallise pour donner l’aluminate tricalcique (C3A) et l’aluminoferritetétracalcique (C4AF) (HILLS et al, 2002). Ces cristaux sont formés dans le four selon les réactions chimiques suivantes :
1022432324 OFeAlCaOAlOFeCaO →++
623323 OAlCaOAlCaO →+
Le clinker sort du four sous forme granulée de diamètre de quelques centimètres. La dernière étape de fabrication du ciment est celle du broyage du clinker et du gypse (régulateur de prise).
La ventilation du système de broyage du ciment limite l’échauffement et réduit les risques de fausse prise du ciment due à la déshydratation partielle du gypse vers 130°C (BARON et OLLIVIER, 1997). La technique de broyage a été développée les dix dernières années en minimisant le coût de l’énergie.
Les composés minéralogiques et chimiques du clinker tels que, Ca2SiO4 (C2S ou belite), Ca3SiO5 (C3S ou Alite), Ca3Al2O6 (C3A) et Ca4Al2Fe2O10 (C4AF) (figure 5), ne sont pas des cristaux purs. Ils sont affectés par l’incorporation des ions majeurs et mineurs, à titre d’exemple les ions Al3+ détectés dans les cristaux de Belite (SKIBSTED et al, 1994) et les cristaux d’Alite (FLSmidth, 2001). Les oxydes Na2O, K2O, Cr2O3, TiO2 et SO3 joueraient un rôle significatif dans la modification du rapport entre C3S et C2S (MORANVILLE et BOLKOVA, 1992), à titre d’exemple, le rapport C3S/ C2S diminue de 2.5 à 1 lorsque le pourcentage de SO3 dans le clinker augmente de 0 à 1.5 % (MARCHI et al, 2004).
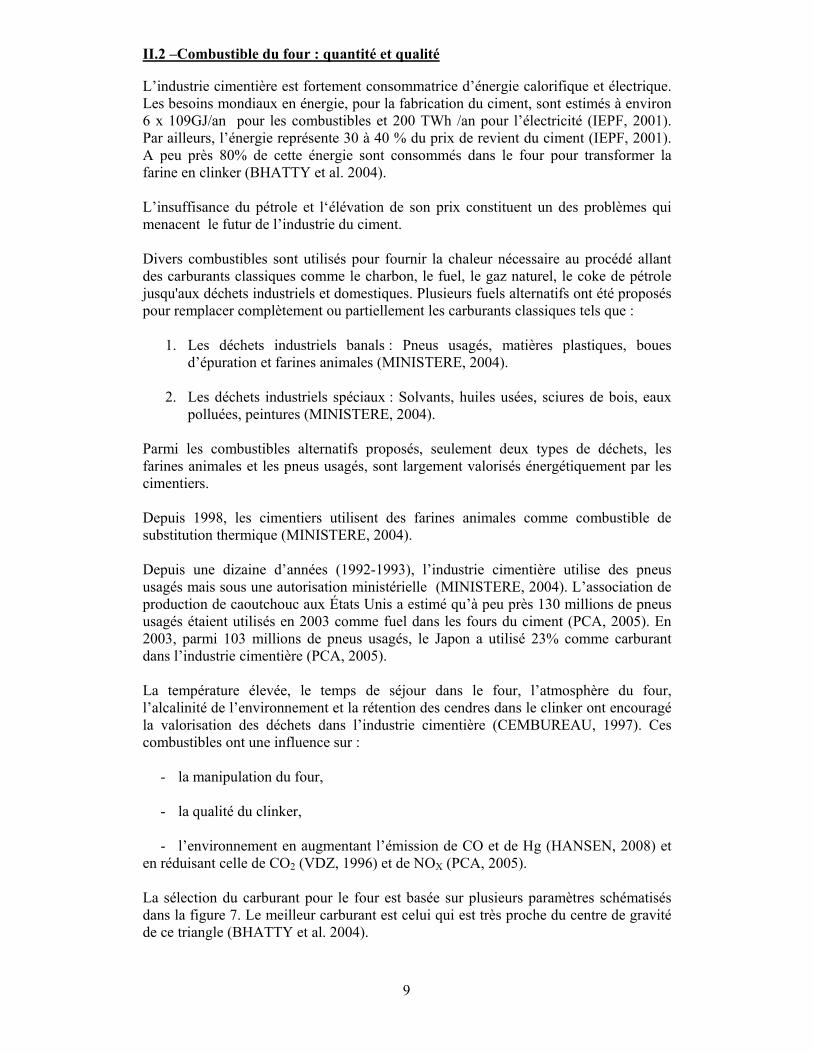
Le silicate tricalcique Ca3SiO5 (C3S ou Alite) : il peut être détecté dans le clinker entre 40 et 70 %. Sa densité se situe entre 3,13 et 3,22. Les cristaux sont hexagonaux avec une dureté approximative de 5 sur l’échelle de Mohs (CAMPBELL, 1999). Les impuretés, comme l’oxyde de sodium (Na2O), l’oxyde de potassium (K2O), l’oxyde de magnésium (MgO), le trioxyde de soufre (SO3) et l’oxyde de phosphore (P2O5), jouent un rôle important dans la stabilisation et la formation du cristal. Il y a sept formes de C3S (trois formes tricliniques (TI, TII, TIII), trois formes monocliniques (M1, M2, M3) et une forme rhomboédrique (R)). A titre d’exemple plus de 1 % de SO3 dans le clinker facilitent la formation de gros cristaux de M1 tandis qu’un pourcentage relativement élevé d’oxyde de magnésium (MgO > 1,5%) favorise la formation de M3 comme elle est clarifiée dans la figure 6 (MAKI, 1986 ; MORANVILLE et BOLKOVA, 1992).
Le soufre réduit la viscosité et la tension à la surface de la phase liquide dans la zone de cuisson, ce qui favorise la formation de très grands cristaux d’Alite (C3S) dans le clinker (CLARK, 2003). Lorsque le pourcentage du SO3 varie de 0 à 2,6%, le cristal d’alite devient 3 fois plus grand (STRUNG et al, 1990). La longueur du cristal de C3S en présence du soufre peut être calculée par la formule suivante : longueur de la diagonale Y= 45 X + 20, où X est le pourcentage de SO3 dans le clinker. Cette équation a été déterminée sur des échantillons de clinker contenant entre 0.09 et 1.1 % de SO3 (CAMPBELL, 1999).
7
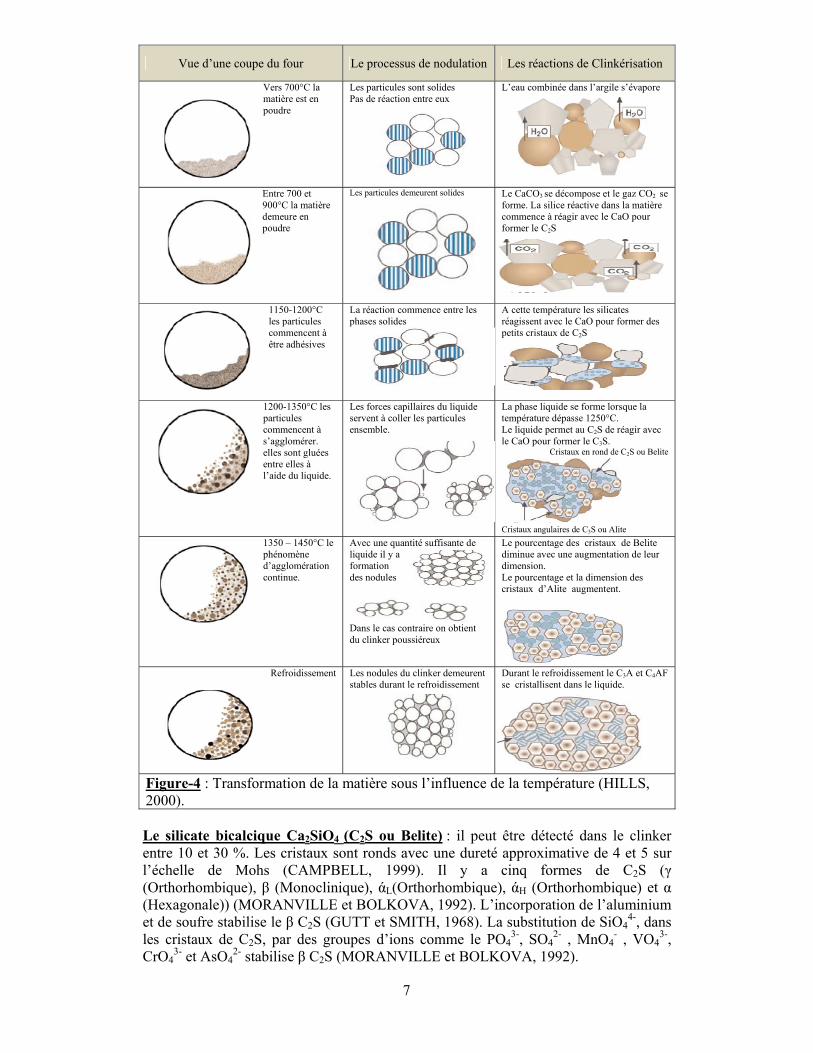
Vue d’une coupe du four Le processus de nodulation Les réactions de Clinkérisation
Vers 700°C la matière est en poudre
Les particules sont solides Pas de réaction entre eux
L’eau combinée dans l’argile s’évapore
Entre 700 et 900°C la matière demeure en poudre
Les particules demeurent solides
Le CaCO3 se décompose et le gaz CO2 se forme. La silice réactive dans la matière commence à réagir avec le CaO pour former le C2S
1150-1200°C les particules commencent à être adhésives
La réaction commence entre les phases solides
A cette température les silicates réagissent avec le CaO pour former des petits cristaux de C2S
1200-1350°C les particules commencent à s’agglomérer. elles sont gluées entre elles à l’aide du liquide.
Les forces capillaires du liquide servent à coller les particules ensemble.
La phase liquide se forme lorsque la température dépasse 1250°C. Le liquide permet au C2S de réagir avec le CaO pour former le C3S.
Cristaux en rond de C2S ou Belite
Cristaux angulaires de C3S ou Alite 1350 – 1450°C le phénomène d’agglomération continue.
Avec une quantité suffisante de liquide il y a formation des nodules
Dans le cas contraire on obtient du clinker poussiéreux
Le pourcentage des cristaux de Belite diminue avec une augmentation de leur dimension. Le pourcentage et la dimension des cristaux d’Alite augmentent.
Refroidissement Les nodules du clinker demeurent stables durant le refroidissement
Durant le refroidissement le C3A et C4AF se cristallisent dans le liquide.
Figure-4 : Transformation de la matière sous l’influence de la température (HILLS, 2000). Le silicate bicalcique Ca2SiO4 (C2S ou Belite) : il peut être détecté dans le clinker entre 10 et 30 %. Les cristaux sont ronds avec une dureté approximative de 4 et 5 sur l’échelle de Mohs (CAMPBELL, 1999). Il y a cinq formes de C2S (γ (Orthorhombique), β (Monoclinique), άL(Orthorhombique), άH (Orthorhombique) et α (Hexagonale)) (MORANVILLE et BOLKOVA, 1992). L’incorporation de l’aluminium et de soufre stabilise le β C2S (GUTT et SMITH, 1968). La substitution de SiO4
4-, dans les cristaux de C2S, par des groupes d’ions comme le PO4
3-, SO42- , MnO4
- , VO43-,
CrO43- et AsO4
2- stabilise β C2S (MORANVILLE et BOLKOVA, 1992).
8
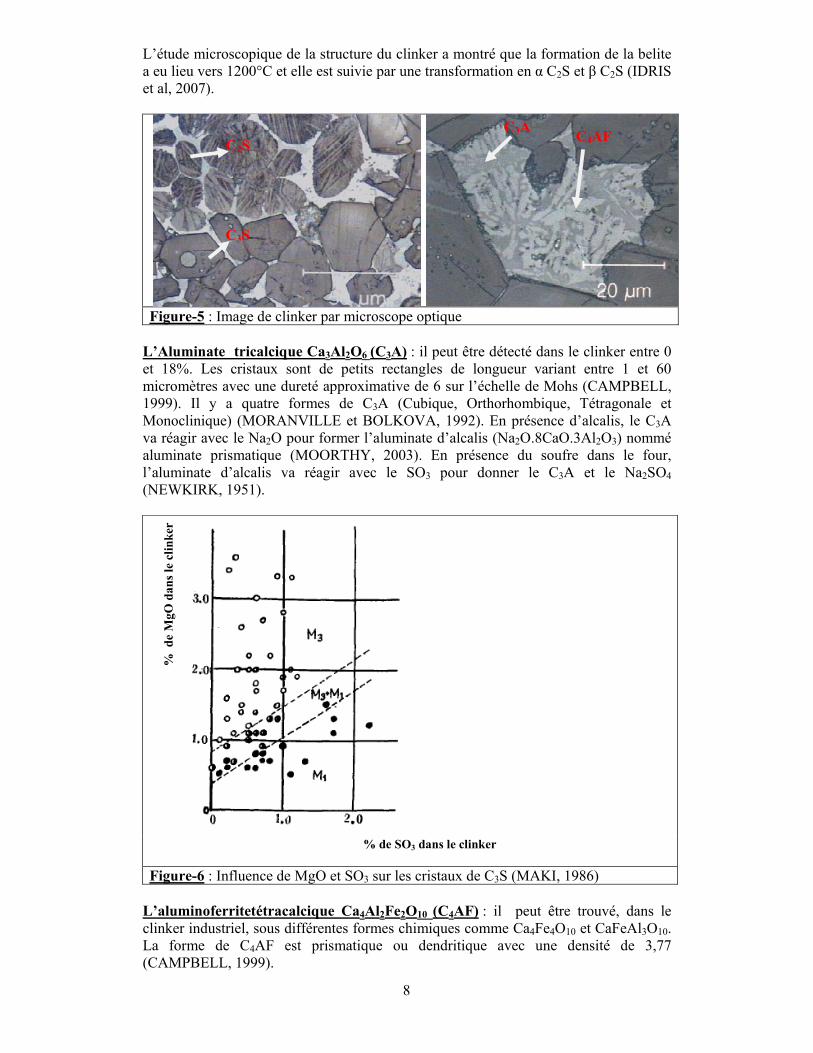
L’étude microscopique de la structure du clinker a montré que la formation de la belite a eu lieu vers 1200°C et elle est suivie par une transformation en α C2S et β C2S (IDRIS et al, 2007).
Figure-5 : Image de clinker par microscope optique
L’Aluminate tricalcique Ca3Al2O6 (C3A) : il peut être détecté dans le clinker entre 0 et 18%. Les cristaux sont de petits rectangles de longueur variant entre 1 et 60 micromètres avec une dureté approximative de 6 sur l’échelle de Mohs (CAMPBELL, 1999). Il y a quatre formes de C3A (Cubique, Orthorhombique, Tétragonale et Monoclinique) (MORANVILLE et BOLKOVA, 1992). En présence d’alcalis, le C3A va réagir avec le Na2O pour former l’aluminate d’alcalis (Na2O.8CaO.3Al2O3) nommé aluminate prismatique (MOORTHY, 2003). En présence du soufre dans le four, l’aluminate d’alcalis va réagir avec le SO3 pour donner le C3A et le Na2SO4 (NEWKIRK, 1951).
% d
e M
gO d
ans l
e cl
inke
r
% de SO3 dans le clinker
Figure-6 : Influence de MgO et SO3 sur les cristaux de C3S (MAKI, 1986) L’aluminoferritetétracalcique Ca4Al2Fe2O10 (C4AF) : il peut être trouvé, dans le clinker industriel, sous différentes formes chimiques comme Ca4Fe4O10 et CaFeAl3O10. La forme de C4AF est prismatique ou dendritique avec une densité de 3,77 (CAMPBELL, 1999).
C3S
C2S C3A C4AF
9
II.2 –Combustible du four : quantité et qualité
L’industrie cimentière est fortement consommatrice d’énergie calorifique et électrique. Les besoins mondiaux en énergie, pour la fabrication du ciment, sont estimés à environ 6 x 109GJ/an pour les combustibles et 200 TWh /an pour l’électricité (IEPF, 2001). Par ailleurs, l’énergie représente 30 à 40 % du prix de revient du ciment (IEPF, 2001). A peu près 80% de cette énergie sont consommés dans le four pour transformer la farine en clinker (BHATTY et al. 2004).
L’insuffisance du pétrole et l‘élévation de son prix constituent un des problèmes qui menacent le futur de l’industrie du ciment.
Divers combustibles sont utilisés pour fournir la chaleur nécessaire au procédé allant des carburants classiques comme le charbon, le fuel, le gaz naturel, le coke de pétrole jusqu'aux déchets industriels et domestiques. Plusieurs fuels alternatifs ont été proposés pour remplacer complètement ou partiellement les carburants classiques tels que :
1. Les déchets industriels banals : Pneus usagés, matières plastiques, boues
d’épuration et farines animales (MINISTERE, 2004). 2. Les déchets industriels spéciaux : Solvants, huiles usées, sciures de bois, eaux
polluées, peintures (MINISTERE, 2004). Parmi les combustibles alternatifs proposés, seulement deux types de déchets, les farines animales et les pneus usagés, sont largement valorisés énergétiquement par les cimentiers.
Depuis 1998, les cimentiers utilisent des farines animales comme combustible de substitution thermique (MINISTERE, 2004).
Depuis une dizaine d’années (1992-1993), l’industrie cimentière utilise des pneus usagés mais sous une autorisation ministérielle (MINISTERE, 2004). L’association de production de caoutchouc aux États Unis a estimé qu’à peu près 130 millions de pneus usagés étaient utilisés en 2003 comme fuel dans les fours du ciment (PCA, 2005). En 2003, parmi 103 millions de pneus usagés, le Japon a utilisé 23% comme carburant dans l’industrie cimentière (PCA, 2005).
La température élevée, le temps de séjour dans le four, l’atmosphère du four, l’alcalinité de l’environnement et la rétention des cendres dans le clinker ont encouragé la valorisation des déchets dans l’industrie cimentière (CEMBUREAU, 1997). Ces combustibles ont une influence sur :
- la manipulation du four, - la qualité du clinker, - l’environnement en augmentant l’émission de CO et de Hg (HANSEN, 2008) et
en réduisant celle de CO2 (VDZ, 1996) et de NOX (PCA, 2005). La sélection du carburant pour le four est basée sur plusieurs paramètres schématisés dans la figure 7. Le meilleur carburant est celui qui est très proche du centre de gravité de ce triangle (BHATTY et al. 2004).
10
Prix du carburant
Qualité du carburant Influence du carburant
sur l’environnement
Figure -7 : Sélection du carburant (BHATTY et al. 2004)
En se basant sur le principe du triangle équilatéral, l’utilisation du combustible qui contient un taux élevé de soufre devient un choix pour cette industrie à condition que le soufre soit stabilisé dans le clinker pour qu’il n’y ait pas augmentation de l’émission de SO2 qui à son tour a un effet négatif sur l’environnement.
Ces nouveaux carburants ont beaucoup d’avantage à ceux qui sont naturels, parce qu’ils résultent des sources artificielles, spécialement le coke de pétrole. Ces carburants ont un taux très bas en cendre, une valeur calorifique relativement élevée (8000 Kcal. kg-1 tandis que le charbon est de 7000 Kcal.kg-1), une composition chimique très stable (FLSmidth, 2003), mais ils contiennent un pourcentage de gaz relativement faible, ce qui rend leur réactivité à la combustion faible (ROY, 2002). Ce problème a été résolu par un broyage de coke de pétrole, plus fin que dans le cas du charbon (HUNDEBOL, 2002).
L’utilisation de ce nouveau carburant et la procédure de stabilisation du soufre dans le clinker vont affecter positivement et négativement la qualité du clinker et tendent à produire une nouvelle génération du clinker.
II.3 –Cycle du soufre dans la production du ciment
Le soufre est introduit dans le four par deux sources principales :
1- Les matières premières : sous l’action de la température, les sulfites et le soufre combinés dans les matières organiques, se transforment en SO2. Aussi le plâtre (CaSO4, CaSO4 ; 2H2O, CaSO4 ; 1/2H2O) se décompose dans la zone de cuisson et produit le SO2.
2- Les carburants : dans le brûleur, le soufre s’oxyde en présence d’oxygène et se transforme en SO2 selon l’équation : 22 SOOS →+
Le SO2 intégré dans le système du four va réagir avec le CaO, Na2O et K2O présents dans la matière première selon les réactions suivantes :
32 CaSOSOCaO →+ 422 21 CaSOOSOCaO →++
11
42222 21 SONaOSOONa →++ 42222 2
1 SOKOSOOK →++
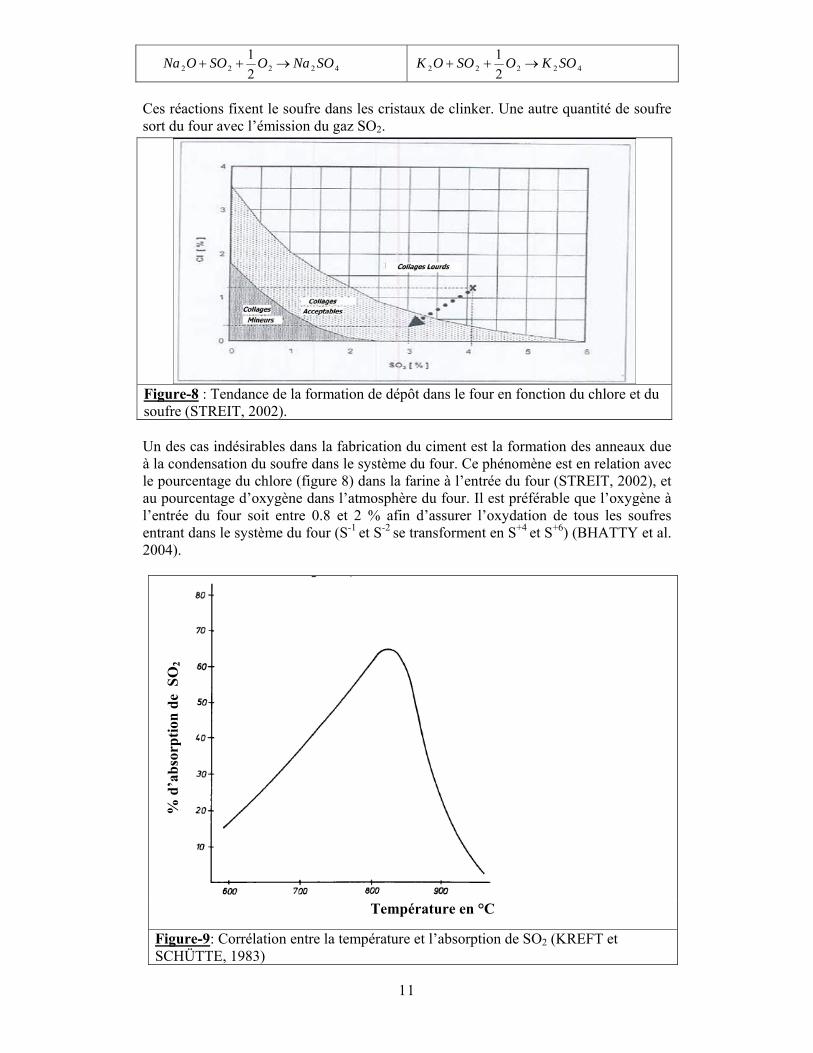
Ces réactions fixent le soufre dans les cristaux de clinker. Une autre quantité de soufre sort du four avec l’émission du gaz SO2.
Un des cas indésirables dans la fabrication du ciment est la formation des anneaux due à la condensation du soufre dans le système du four. Ce phénomène est en relation avec le pourcentage du chlore (figure 8) dans la farine à l’entrée du four (STREIT, 2002), et au pourcentage d’oxygène dans l’atmosphère du four. Il est préférable que l’oxygène à l’entrée du four soit entre 0.8 et 2 % afin d’assurer l’oxydation de tous les soufres entrant dans le système du four (S-1 et S-2 se transforment en S+4 et S+6) (BHATTY et al. 2004).
% d
’abs
orpt
ion
de S
O2
Température en °C
Figure-9: Corrélation entre la température et l’absorption de SO2 (KREFT et SCHÜTTE, 1983)
Figure-8 : Tendance de la formation de dépôt dans le four en fonction du chlore et du soufre (STREIT, 2002).
12
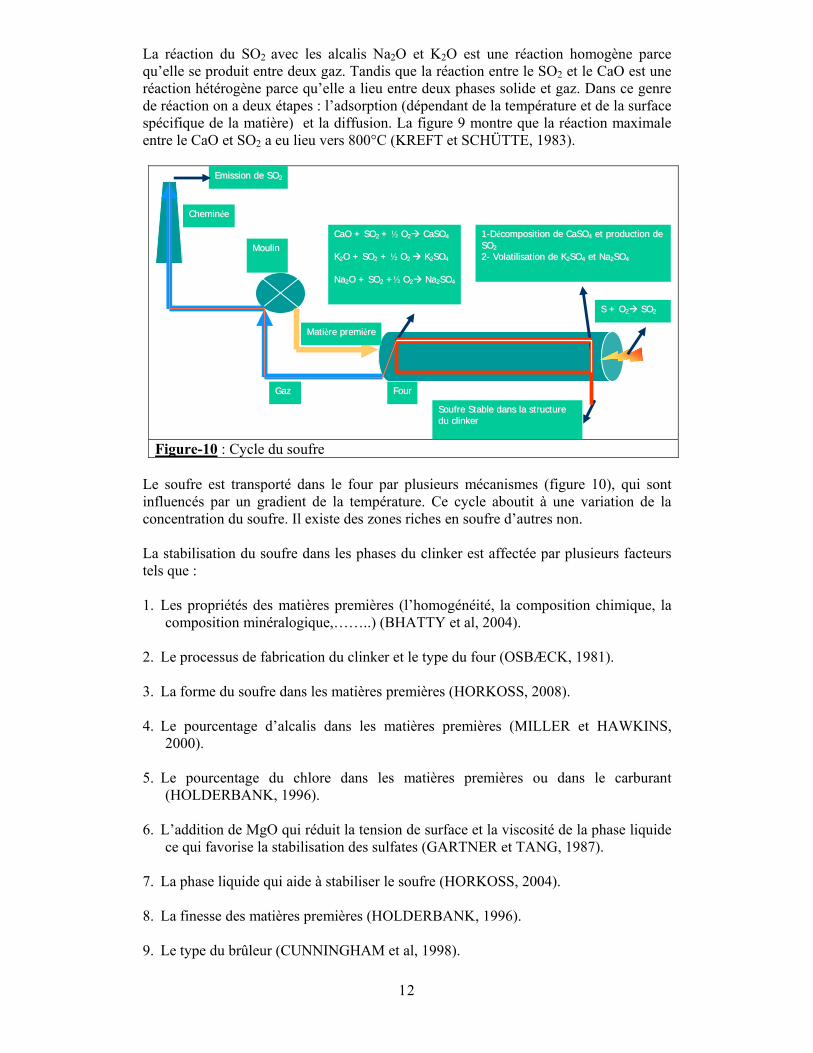
La réaction du SO2 avec les alcalis Na2O et K2O est une réaction homogène parce qu’elle se produit entre deux gaz. Tandis que la réaction entre le SO2 et le CaO est une réaction hétérogène parce qu’elle a lieu entre deux phases solide et gaz. Dans ce genre de réaction on a deux étapes : l’adsorption (dépendant de la température et de la surface spécifique de la matière) et la diffusion. La figure 9 montre que la réaction maximale entre le CaO et SO2 a eu lieu vers 800°C (KREFT et SCHÜTTE, 1983).
Figure-10 : Cycle du soufre
Le soufre est transporté dans le four par plusieurs mécanismes (figure 10), qui sont influencés par un gradient de la température. Ce cycle aboutit à une variation de la concentration du soufre. Il existe des zones riches en soufre d’autres non.
La stabilisation du soufre dans les phases du clinker est affectée par plusieurs facteurs tels que :
1. Les propriétés des matières premières (l’homogénéité, la composition chimique, la
composition minéralogique,……..) (BHATTY et al, 2004).
2. Le processus de fabrication du clinker et le type du four (OSBÆCK, 1981). 3. La forme du soufre dans les matières premières (HORKOSS, 2008). 4. Le pourcentage d’alcalis dans les matières premières (MILLER et HAWKINS,
2000). 5. Le pourcentage du chlore dans les matières premières ou dans le carburant
(HOLDERBANK, 1996). 6. L’addition de MgO qui réduit la tension de surface et la viscosité de la phase liquide
ce qui favorise la stabilisation des sulfates (GARTNER et TANG, 1987). 7. La phase liquide qui aide à stabiliser le soufre (HORKOSS, 2004). 8. La finesse des matières premières (HOLDERBANK, 1996). 9. Le type du brûleur (CUNNINGHAM et al, 1998).
SS ++ OO22 SSOO22
CCaaOO ++ SSOO22 ++ ½½ OO22 CCaaSSOO44 KK22OO ++ SSOO22 ++ ½½ OO22 KK22SSOO44
NNaa22OO ++ SSOO22 ++½½ OO22 NNaa22SSOO44
SSoouuffrree SSttaabbllee ddaannss llaa ssttrruuccttuurree dduu cclliinnkkeerr
11--DDééccoommppoossiittiioonn ddee CCaaSSOO44 eett pprroodduuccttiioonn ddee SSOO22 22-- VVoollaattiilliissaattiioonn ddee KK22SSOO44 eett NNaa22SSOO44
EEmmiissssiioonn ddee SSOO22
MMaattiièèrree pprreemmiièèrree
GGaazz
MMoouulliinn
FFoouurr
CChheemmiinnééee
13
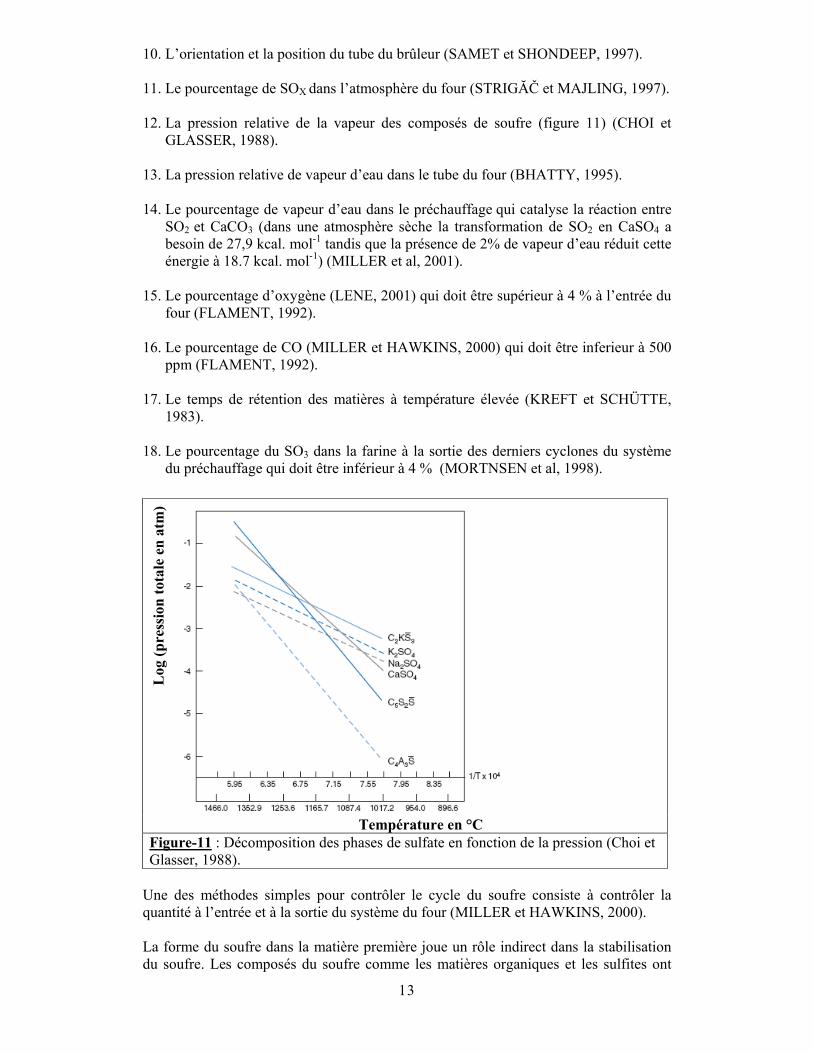
10. L’orientation et la position du tube du brûleur (SAMET et SHONDEEP, 1997). 11. Le pourcentage de SOX dans l’atmosphère du four (STRIGĂČ et MAJLING, 1997). 12. La pression relative de la vapeur des composés de soufre (figure 11) (CHOI et
GLASSER, 1988).
13. La pression relative de vapeur d’eau dans le tube du four (BHATTY, 1995). 14. Le pourcentage de vapeur d’eau dans le préchauffage qui catalyse la réaction entre
SO2 et CaCO3 (dans une atmosphère sèche la transformation de SO2 en CaSO4 a besoin de 27,9 kcal. mol-1 tandis que la présence de 2% de vapeur d’eau réduit cette énergie à 18.7 kcal. mol-1) (MILLER et al, 2001).
15. Le pourcentage d’oxygène (LENE, 2001) qui doit être supérieur à 4 % à l’entrée du
four (FLAMENT, 1992). 16. Le pourcentage de CO (MILLER et HAWKINS, 2000) qui doit être inferieur à 500
ppm (FLAMENT, 1992). 17. Le temps de rétention des matières à température élevée (KREFT et SCHÜTTE,
1983). 18. Le pourcentage du SO3 dans la farine à la sortie des derniers cyclones du système
du préchauffage qui doit être inférieur à 4 % (MORTNSEN et al, 1998).
Une des méthodes simples pour contrôler le cycle du soufre consiste à contrôler la quantité à l’entrée et à la sortie du système du four (MILLER et HAWKINS, 2000).
La forme du soufre dans la matière première joue un rôle indirect dans la stabilisation du soufre. Les composés du soufre comme les matières organiques et les sulfites ont
Log
(pre
ssio
n to
tale
en
atm
)
Température en °C Figure-11 : Décomposition des phases de sulfate en fonction de la pression (Choi et Glasser, 1988).
14
une grande probabilité d’être échappés du système du four durant la procédure de broyage ou à l’entrée du préchauffage. Pour minimiser ce risque, il est préférable que le pourcentage des sulfites (S2-) soit plus petit que 0.2 % (HORKOSS, 2008).
L’homogénéité de la matière première a une très grande influence sur la stabilisation du soufre, parce qu’elle joue un rôle important dans la stabilité de l’opération du four. L’homogénéité dépend de la broyabilité de chaque constituant minéral de la matière première (GHOSH, 1992) ainsi que leur composition chimique et minéralogique. La composition chimique et minéralogique de la matière première affecte l’aptitude à la cuisson, cela veut dire la transformation de C2S et la chaux libre en C3S (KOHLHAAS, 1983) qui, à son tour, affecte la stabilisation du soufre dans le clinker. Si cette transformation a lieu à basse température le soufre devient plus stable dans le clinker (HORKOSS, 2008). La composition chimique inclut :
1. la saturation de la farine en chaux (LSF) (un taux élevée correspond à une cuisson
dure et inversement) (MÖLLER, 1997).
2. la présence des éléments comme le fluor (BORGHOLM, 1996) qui réduit la température de clinkérisation de 100°C (KELHAM, 1995).
3. le soufre (GUTT et SMITH, 1968) ou l’addition du sulfate de calcium (CaSO4)
(ODLER et ZHANG, 1996) peuvent améliorer l’aptitude à la cuisson. 4. l’addition d’oxyde de magnésium MgO (de 0,5% à 1,5%) accélère la formation de
l’alite (GARTNER et TANG, 1987). Ces effets chimiques sur la formation de l’alite peuvent être attribués à des modifications dans la composition de la phase liquide, de son coefficient de diffusion, de la force qui engendre cette diffusion, ou d’une combinaison de tous ces facteurs (CHRISTENSEN et JOHANSEN, 1980).
La composition minéralogique de la matière première, dans des cas particuliers, a une influence plus importante que la composition chimique sur l’aptitude à la cuisson (HORKOSS, 2008).
On peut résumer la composition minéralogique qui affecte négativement l’aptitude à la cuisson par les fractions de silice (quartz) plus grandes que 45μm et par les cristaux des calcites plus grands que 125μm (FLSmidth, 2001). L’influence de la finesse des particules de silice (quartz) est plus importante que celle des autres matières (HILLS, 2000).
Le cycle du soufre dans le four peut être résumé par les étapes suivantes : Le soufre s’oxyde dans le brûleur en SO2 ( 22 SOOS →+ ) lorsqu’il arrive à l’entrée du four où la température se situe entre 800°C et 900°C, il réagit avec :
1. la chaux libre (CaO) selon l’équation ( 422 21 CaSOOSOCaO →++ ) pour former
l’anhydrite ou le sulfate de calcium CaSO4.
2. l’oxyde de potassium (K2O) selon l’équation ( 42222 21 SOKOSOOK →++ ) pour
former le sulfate de potassium K2SO4.
15
3. l’oxyde de sodium (Na2O) selon l’équation ( 42222 21 SONaOSOONa →++ ) pour
former le sulfate de sodium Na2SO4.
Le sulfate de calcium CaSO4, déjà formé, va améliorer l’aptitude à la cuisson de la matière première (VISWANATHAN et GHOSH, 1983).Cette amélioration est attribuée au processus suivant : durant le phénomène de clinkérisation, le soufre, sous forme CaSO4 et CaS, est principalement dissout dans la phase liquide, ce qui génère un effet positif à l’aptitude à la cuisson (KOLOVOS et al.2004).
Lorsque l’anhydrite arrive à la zone de cuisson (sortie du four où la température est plus grande que 1450°C), une partie se décompose pour donner de nouveau le SO2 tandis que l’autre partie sort avec le clinker :
1. sous forme d’un composé chimique plus complexe et thermiquement plus stable
comme le 2CaSO4.K2SO4 et le Na2Ca (SO4)2 (TSOUMELEAS et al, 2000).
2. sous forme des poches isolées, non miscibles avec les phases principales du clinker (GLASSER et MARR, 1980).
3. sous forme des cristaux très petits (5μm) de sulfate de calcium CaSO4 (FLAMENT,
1992). 4. sous forme d’ions ou molécules absorbées par les cristaux du clinker.
Le cycle du soufre combiné avec les alcalis est plus complexe que celui combiné avec le CaO, parce que les cristaux de sulfate d’alcalis peuvent s’évaporer avant d’être décomposés (PLIEGO et GLASSER, 1979).
Le cycle du soufre et sa volatilisation peuvent être contrôlés par l’indice de volatilisation total du soufre ξ qui doit être inférieur à 0,7 (HOLDERBANK, 1996). ξ
è à é (HOLDERBANK, 1996).
La décomposition de l’anhydrite et la reproduction de SO2 vont augmenter la concentration de SO2 dans l’atmosphère du four. L’émission de SO2à la sortie du four dépend de la concentration de SO2 dans l’atmosphère du four. Cette émission peut être réduite par le phénomène d’absorption de SO2 par la farine dans le système du préchauffage selon les réactions suivantes 32 CaSOSOCaO →+ ou
422 21 CaSOOSOCaO →++ (MILLER et HAWKINS, 2000) ou dans le moulin à farine
selon l’équation 2323 COCaSOSOCaCO +→+ (MORTNSEN et al, 1998) ou dans les collecteurs de poussières (MILLER et al, 2001).
Selon CEMBUREAU l’émission de SO2 peut varier entre 10 et 3500 mg. (Nm)-3
(CEMBUREAU, 1999). Le standard VDI 2094 a limité l’émission de SO2 à 400 mg. (Nm)-3 (VDI 2094, 2003) tandis que la Norme française a limité l’émission de SO2 à 500 mg. (Nm)-3 (JOUMAL OFFICIEL, 1993). Pour cette raison plusieurs méthodes, comme l’addition de Ca(OH)2 , le cyclone D-SOX , le scrubber à voie humide et la substitution des matières premières, ont été proposées pour réduire cette émission (CEMBUREAU, 1999 ; MILLER et HANSEN, 2004).
16
II.4 –Les formes cristallines du sulfate dans le clinker
Plusieurs études ont pu mettre en évidence la présence de plusieurs formes cristallines du sulfate dans le clinker. Dans la littérature, on retrouve des controverses à ce sujet, mais la plupart des recherches menées depuis 1951, montrent que le sulfate se trouve sous la forme de sulfate d’alcalis et dans les cristaux de clinker surtout dans les belites (NEWKIRK, 1951). La forme, la solubilité et le pourcentage du soufre dans le clinker ont une très grande influence sur la réactivité des phases du clinker (MEHTA et MONTEIRO, 2001) et peuvent influencer le mécanisme des réactions du superplastifiant dans le béton. Notons que la concentration du superplastifiant augmente avec les ions sulfates dans les pores d’eau (GRIESSER, 2002). Le sulfate d’alcalis inhibe l’adsorption du superplastifiant par les cristaux de C3A et C4AF, ce qui conduit à une augmentation du taux de superplastifiants dans les cristaux de C2S et C3S (NAWA et al, 1989). Le Ca-langbenite est très efficace pour contrôler l’hydratation de C3A au jeune âge (TANG, 1992) parce qu’il est très soluble (MICHAUD et SUDERMAN, 1997). Il est la plus importante phase pour la rhéologie du ciment, il fournit en même temps des ions calcium et sulfate (GRIESSER, 2002). La présence de sulfate de potassium, dans le clinker, réduit la réactivité de C3A (LOCHER et al, 1982). La solubilité du sulfate dépend non seulement du pourcentage total de SO3 dans le clinker mais aussi de la quantité d’alcalis (JØNS, 1996).
II.4.1 Sulfate d’alcalis
Les cristaux de sulfate d’alcalis se trouvent dans le clinker contenant en même temps du sodium, du potassium et du sulfate (NEWKRIK, 1951). Pour un rapport de
3
22
%)%(%
SOONaOK +
plus grand que 1, la réaction entre le SO3 et K2O est favorisée
(NEWKRIK, 1951).
Le degré de sulfatation, exprimé par la formule)850.0292.1(
100%
22
3
OKONaSO
×+×
×, peut
varier entre 40 et 200 (STRUNG et al, 1985). Lorsque ce degré augmente, le K2O et Na2O se transforment en sulfate d’alcalis (STRUNG et al, 1985). La formation de sulfate de potassium commence avec un degré de sulfatation égale à 60 tandis que celle de sulfate de sodium a lieu lorsque le degré de sulfatation dépasse 100 (STRUNG et al, 1985). Pour un clinker riche en K2O, le degré de sulfatation doit être entre 60 et 70 tandis que dans le cas de Na2O, il est préférable qu’il soit entre 90 et 100 (STRUNG et al, 1985). Le pourcentage de K2SO4 dans le clinker est plus grand que celui de Na2SO4 parce que le sodium a un taux d’incorporation dans les phases du clinker plus élevé que celui du potassium (STRUNG et al, 1986). Le potassium et le soufre ont une très grande affinité mutuelle (MILLER et TANG ,1996). Le clinker contenant du K2SO4 peut contenir un pourcentage de CO2 sous forme de cristaux de carbonate de calcium CaCO3 dans la solution solide de K2SO4 (ARCEO et GLASSER, 1990).
Lorsque le clinker est bien cuit, les sulfates se présentent sous forme de cristaux de sulfate double plus que d’acranite (K2SO4). Tandis que dans le cas d’une atmosphère réductrice, il y a formation d’aphthitalite (3K2SO4.Na2SO4 ou K3Na (SO4)2) ou une série de solution solide de ZYX SNK où x + y =z (MANDER et SKALNY ,1977).
La formation de sulfate de potassium est très rapide. Si le soufre est en excès, il réagit avec le sulfate de calcium pour produire le Ca- langbenite (2CaSO4.K2SO4) (MILLER et TANG ,1996).
17
Le sulfate de sodium se présente dans le clinker sous les formes suivantes :
1. Il réagit avec le sulfate de potassium pour former l’aphthitalite (3K2SO4.Na2SO4 ou K3Na(SO4)2).
2. Il incorpore dans les phases de silicate ou d’aluminate (MILLER et TANG, 1996). 3. Il réagit avec le sulfate de calcium pour former le Na2Ca(SO4)2 (TSOUMELEAS et
al, 2000). En résumé, les formes les plus connues de sulfate d’alcalis sont l’Acranite (K2SO4), l’Aphthitalite ( 44 SNK XX− avec x presque égale à 1 mais dans des cas très particuliers il peut atteindre 3) et le Langbeinite lorsque les pourcentages de K2O et SO3 sont relativement élevés (TAYLOR, 1998).
II.4.2 Sulfate de calcium ou anhydrite
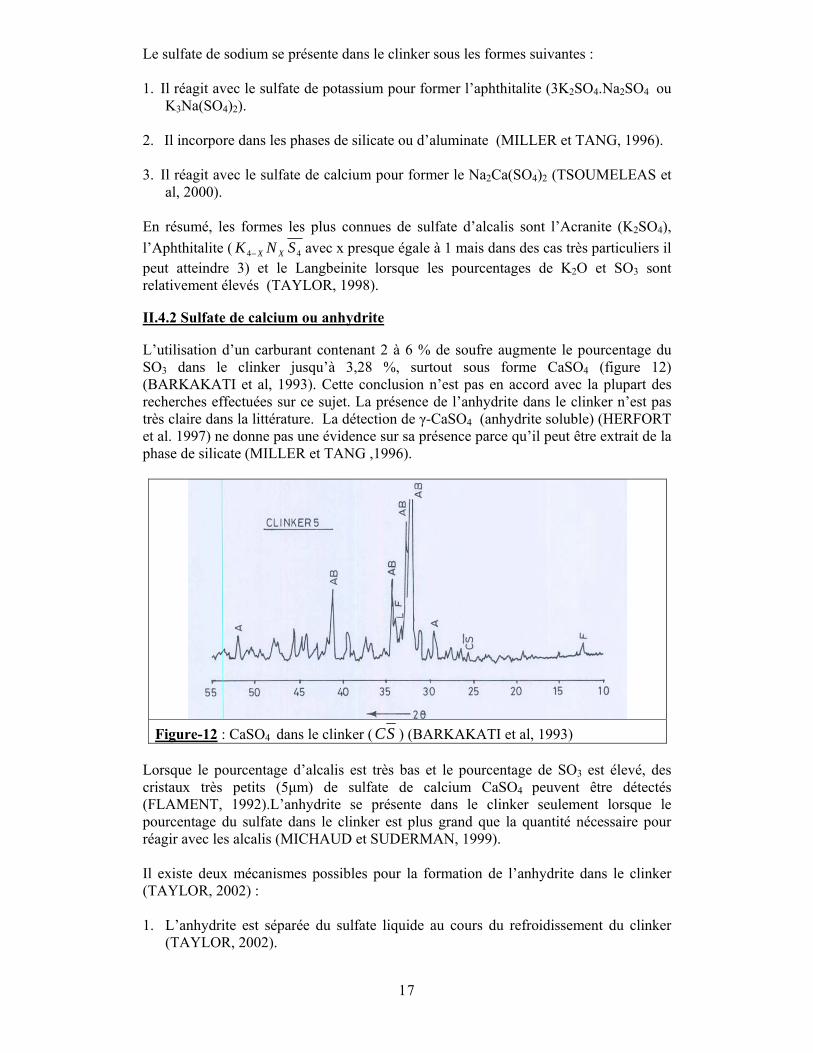
L’utilisation d’un carburant contenant 2 à 6 % de soufre augmente le pourcentage du SO3 dans le clinker jusqu’à 3,28 %, surtout sous forme CaSO4 (figure 12) (BARKAKATI et al, 1993). Cette conclusion n’est pas en accord avec la plupart des recherches effectuées sur ce sujet. La présence de l’anhydrite dans le clinker n’est pas très claire dans la littérature. La détection de γ-CaSO4 (anhydrite soluble) (HERFORT et al. 1997) ne donne pas une évidence sur sa présence parce qu’il peut être extrait de la phase de silicate (MILLER et TANG ,1996).
Figure-12 : CaSO4 dans le clinker ( SC ) (BARKAKATI et al, 1993)
Lorsque le pourcentage d’alcalis est très bas et le pourcentage de SO3 est élevé, des cristaux très petits (5μm) de sulfate de calcium CaSO4 peuvent être détectés (FLAMENT, 1992).L’anhydrite se présente dans le clinker seulement lorsque le pourcentage du sulfate dans le clinker est plus grand que la quantité nécessaire pour réagir avec les alcalis (MICHAUD et SUDERMAN, 1999).
Il existe deux mécanismes possibles pour la formation de l’anhydrite dans le clinker (TAYLOR, 2002) :
1. L’anhydrite est séparée du sulfate liquide au cours du refroidissement du clinker
(TAYLOR, 2002).
18
2. L’anhydrite est formée dans le four après la décomposition du Sulfopurrite C5S2 (TAYLOR, 2002).
L’anhydrite a été détectée dans un clinker obtenu en utilisant un fuel contenant un taux de soufre très élevé (S=6.95%) (TWOMEY et al, 2004), mais la présence de ß-CaSO4 n’est pas détectée dans tout type de clinker (KLEMM et MILLER ,1997).
II.4.3 Incorporation du soufre dans les phases majeures du clinker
Dans le four, le sulfate de calcium n’est pas compatible avec les phases d’aluminates (sauf la phase intermédiaire SAC 34 ). Dans toutes les autres formes de sulfates et d’aluminates seulement le CA est compatible avec le K2SO4 (PLIEGO et GLASSERG,
1979). Le rapport 32
32
OFeOAl
joue un rôle très important dans ces réactions, si ce rapport
est ≥ 1.75, le soufre réagit pour former le SAC 34 , par contre s’il est plus petit que 1, le sulfate est concentré dans la phase solide (BOKOVA et al, 1991).
Le sulfate dans la phase solide intégré sous forme de poches de liquide non miscibles dans la structure des silicates du clinker (PLIEGO et GLASSERG, 1979).
Le pourcentage du SO3 dans les phases solides (C2S & C3S) est déterminé non seulement par le pourcentage total de SO3 dans le clinker mais par le rapport SO3/alcalis (HERFORT et al. 1997). La corrélation entre le pourcentage du SO3 dans le C2S et C3S et celui dans le clinker est très faible (TAYLOR, 1999). La concentration du SO3 dans le C2S est entre 4 et 5 fois plus que celle dans le C3S (TAYLOR, 2002). La quantité maximale du SO3 absorbée par les phases solides (C2S & C3S) est 0.68 % (MILLER et TANG ,1996).
Le soufre S+6 peut remplacer le silicium Si+4 dans les cristaux de la phase solide du clinker (C2S & C3S). Ce remplacement est amélioré par l’intégration simultanée du cation d’aluminium dans le même cristal (HERFORT et al. 1997). L’incorporation des ions Al3+et S+6 dans la structure de C2S est très efficace lorsque la température dépasse 1200°C (BONAFOUS et al ,1995). Les cristaux de Belite contiennent le taux de soufre le plus élevé tandis que ceux de ferrite contiennent le taux le plus faible (PRIYADARSHINI, 2003).
II.5 –Concentration maximale et rôle du soufre dans le Ciment
Le contact du ciment avec l’eau déclenche un mécanisme d’hydratation comprenant les réactions d’adsorption, d’hydrolyse, de dissolution, de solvatation, de précipitation, de cristallisation, de germination, de migration et de diffusion. Ce mécanisme doit être considéré dans toute sa complexité en tenant compte de différentes interactions mutuelles de ces différentes réactions.
L’hydratation du ciment correspond à une suite de réactions chimiques entre les différents composants du clinker, le gypse et l’eau. L’ordre de réactivité des composants du ciment est C3A > C3S > C4AF > C2S (GHOSH, 1992). La quantité de C3A présente dans la plupart des ciments est relativement faible, mais son comportement structural et sa relation avec les autres phases du ciment jouent un rôle important dans la rhéologie du ciment.
19
La réaction du C3A avec l’eau est très violente et conduit à un raidissement immédiat de la pâte, connue sous le nom de prise éclair (NEVILLE, 2000). Ce phénomène est dû à la formation des aluminates de calcium hydratés en plaques qui sont répartis uniformément dans l’espace rempli d’eau de gâchage et constituent des ponts entre les particules du ciment suscitant une prise rapide (LOCHER et al. 1976). Pour éviter ce phénomène, on ajoute du gypse au clinker.
Dès le gâchage, une partie de l’aluminate tricalcique réagit avec l’eau et le sulfate de calcium pour former l’ettringite ou le sulfoaluminate de calcium insoluble (3CaO.Al2O3.3CaSO4.31 ou 32H2O), non réparti uniformément dans les zones intermédiaires, mais immédiatement à la surface des particules de ciment (LOCHER et al. 1976). La réaction initiale s’arrête après environ dix à quinze minutes du gâchage (LOCHER et al. 1980) pour reprendre après une période de repos de quelques heures durant lesquelles aucune réaction chimique n’est aperçue (LOCHER et al. 1976). La solution, qui se forme, contient de l’hydroxyde de calcium Ca(OH)2 , du CaSO4 et des alcalis. La concentration de Ca(OH)2 décroît avec l’augmentation de l’hydroxyde alcalin résultant de la réaction entre le sulfate alcalin et l’aluminate de calcium (LOCHER et al. 1983). La vitesse d’hydratation de C3A en présence d’eau ou d’une solution saturée en Ca(OH)2 est très rapide. Elle est maximale à l’instant initial (MINARD, 2003). L’adaptation du porteur de sulfate à la réactivité de l’aluminate tricalcique a un effet sur la prise du ciment (LOCHER et al. 1980). Le pourcentage de sulfate, dans le ciment, est exprimé en facteur de la teneur en SO3 (Neville, 2000). La forme et la composition chimique du sulfate (ODLER et WONNEMAN, 1980) ainsi que la méthode d’introduction du sulfate dans le ciment (TANG et GARTNER, 1988), ont une très grande influence sur la procédure de la formation d’ettringite. La réactivité de C3A est caractérisée par la quantité de C3A qui passe en solution dans les premières 5 à 15 minutes après le gâchage (LOCHER et al, 1982). La quantité et la réactivité de C3A augmente lorsque le clinker est cuit en atmosphère réductrice puis refroidi lentement (LOCHER et al, 1982). L’incorporation de potassium dans les cristaux de C3A augmente sa réactivité tandis que la formation de sulfate de potassium la réduit (LOCHER et al, 1982). L’effet du sel sur l’hydratation du C3A dépend fortement de la concentration ; plus la concentration en chlorure de sodium est importante, plus la période de formation de l’ettringite est longue. La précipitation d’ettringite est accompagnée par la formation du sel de Friedel (MEDALA, 2005). La teneur en SO3 est limitée pour tous les ciments, les valeurs limites diffèrent selon les types et les spécifications complémentaires (ciment prise mer, ciment résistant au sulfate). Un excès de sulfate peut provoquer des gonflements par réactions tardives avec l’aluminate tricalcique (BARON et OLLIVIER, 1997) ce qui augmente la vitesse de dégradation et la détérioration du béton (ZAYED, 2004). Un essai de détermination de la teneur optimale en SO3 dans le ciment est spécifié par la norme ASTM C563. Cette teneur est limitée par la norme ASTM C150 à 3 % et pour la norme européenne EN 197 à 3,5 %. Les compositions chimiques et physiques des sulfates dans le ciment peuvent avoir une forte influence sur les réactions d’hydratation au jeune âge des aluminates (TANG, 1992) à titre d’exemple les sulfates d’alcalis, présents dans le clinker, affectent l’hydratation et la prise du ciment en changeant la concentration des groupes ioniques dans la phase liquide (MANDER et SKALNY, 1977). La solubilité des sulfates dépend non seulement de la nature des phases de sulfate (MICHAUD et SUDERMANN,1997) mais aussi de la procédure de fabrication des porteurs de sulfate (la solubilité des plâtres de broyeur- cuiseur est supérieure à celle des plâtres de four beau), de la température de solution, de la pression de vapeur d’eau
20
au cœur du grain, du degré de cristallinité, de la configuration de l’interface solide- liquide , de la nature des ions en solution et des complexes qui peuvent ajuster le pH (AMATHIEU,1991). Le sulfate est ajouté non seulement pour contrôler la prise du ciment mais aussi pour élever l’hydratation de C3S, ce qui nécessite une amélioration du développement de la résistance à la compression (HILLS et TANG, 2004), et à un contrôle de stabilité du volume de la pâte (TAYLOR, 1998).
II.6 –Mécanisme d’attaque du béton par les sulfates
L’attaque par les sulfates peut détériorer très significativement le béton dans une période courte (10-15 ans) (GAGNE, 2004). Une enquête de l’organisation de coopération et de développement économique (OCDE) réalisée en 1989 indique que l’attaque par les sulfates est la deuxième cause des dégradations relevées sur 800000 ponts de par le monde, après la corrosion des aciers (DIVET, 2002). La dégradation des bétons par les sulfates est principalement due à la formation d’ettringite (CARDE, 2007). Les composés du ciment, qui réagissent lors d’une attaque sulfatique, sont principalement la portlandite (Ca(OH)2), libérée surtout par l’hydratation de C3S et les aluminates provenant de l’hydratation du C3A (DIVET, 2002).
Les sulfates peuvent détériorer le béton selon deux mécanismes physico-chimiques : l’expansion et la perte des propriétés liantes des silicates de calcium hydratés C-S-H (GAGNE, 2004). Les mécanismes de destruction sont en fonction de la concentration et de la source des ions sulfates dans la solution d’eau externe ou dans la pâte de ciment (GAGNE, 2004). Trois types de comportements vis à vis du gonflement sont dissociés : les gonflements négligeables (l’expansion ne dépasse pas 0.04%), les gonflements faibles (l’expansion est comprise entre 0.04% et 0.2%) et les gonflements importants, qui se traduisent par des expansions sigmoïdes, et dont l’amplitude finale dépasse généralement 0.4%. Ce comportement provoque une chute du module dynamique du matériau (BRUNETAUD, 2005).
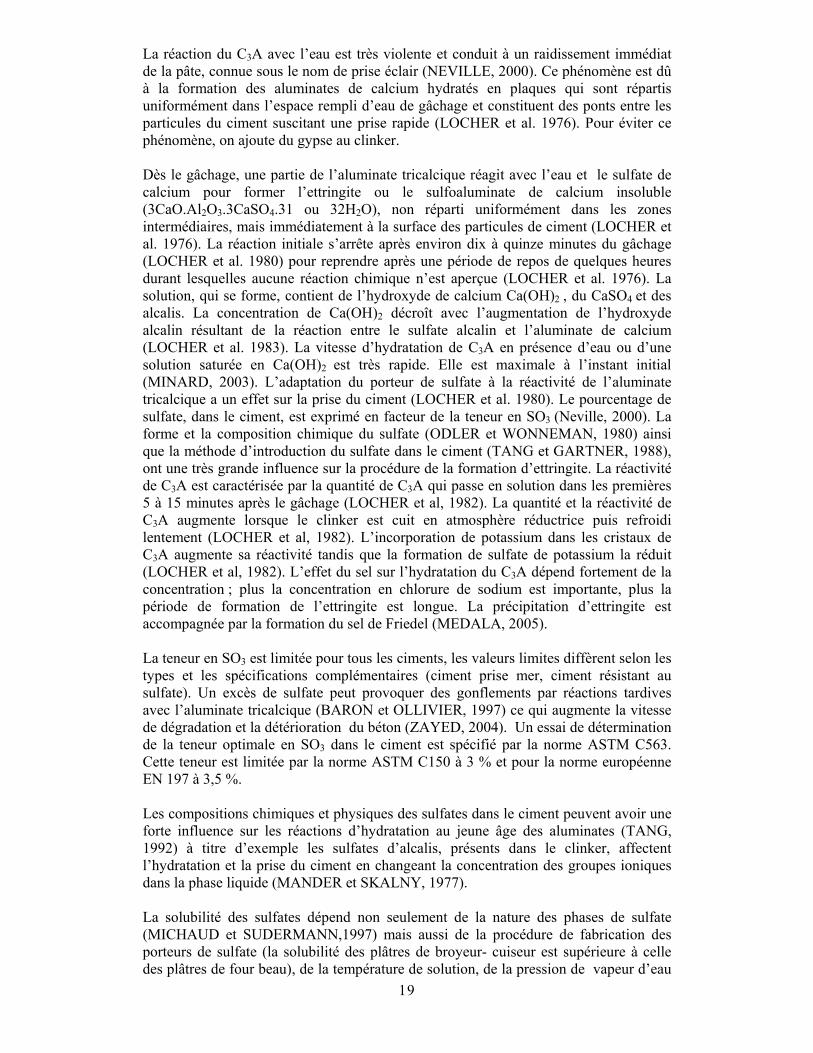
Le processus théorique de l’attaque sulfatique est très simple. Durant l’hydratation, le C3A se transforme en monosulfoaluminate qui est très réactif. Au moment de l’ajout d’une quantité de sulfate de source extérieure ou intérieure, le monosulfoaluminate se transforme en ettringite secondaire ou différée, entraînant une augmentation du volume du béton (JOHANSEN et al, 2002). A la fin de cette transformation, les molécules de monosulfoaluminate augmentent de 55% à 129 % en volume (CLIFTON et PONNERSHEIM, 1994). L’action des sulfates peut prendre la forme d’une expansion du béton suite à la formation de produits expansifs (figure 13) ce qui conduit à augmenter la perméabilité (fissures) et à diminuer la résistance du béton (GAGNE, 2004). Le gonflement n’a lieu que lorsque les bétons sont immergés dans l’eau (PAVOINE, 2003).
Figure -13 : Etapes d’attaque du Béton par les sulfates
21
Une attaque sulfatique interne ne peut avoir lieu que si le béton a été soumis à un cycle thermique (BARBARULO, 2002). La réaction sulfatique interne peut provenir d’une remobilisation des sulfates initialement contenus dans la matrice cimentaire, consécutivement à un échauffement excessif du béton au jeune âge ; on parle dans ce cas de formation différée de l’ettringite (DIVET, 2002). Un échauffement tardif (un cycle thermique d’un mois à 85°C sur des mortiers âgés d’un an) peut aussi déstabiliser l’ettringite d’hydratation primaire (BARBARULO, 2002).
Dans le cas d’une attaque externe, les étapes du processus sont :
1. Décalcification de la pâte du ciment et pénétration simultanée des anions SO4
2- par diffusion (LE BESCOP et al. 2003).
2. Réaction des ions sulfates avec les ions calcium Ca2+ pour former du gypse et avec
les aluminates anhydres ou hydratés pour former l’ettringite (figure 13) (LE BESCOP et al. 2003).
3. Fissuration due aux pressions internes engendrées accentuant la pénétration des sulfates et provoquant la destruction progressive du béton (LE BESCOP et al. 2003).
La simulation a montré que les premières fissures d’origine mécanique apparaissent toujours dans le cœur sain de l’éprouvette. Une fissuration localisée se propage aussi parallèlement à la surface d’attaque, entre la zone chimiquement saine et la zone dégradée (PLANEL, 2002).
Les sels solides n’attaquent pas le béton, mais, lorsqu’ils sont en solution, ils peuvent réagir avec la pâte de ciment hydraté. Pour cela, la méthode d’analyse du soufre dans le sol doit être bien choisie (REBEL et al, 2005) et les concentrations maximales du sulfate soluble dans les standards du béton doivent être liées aux méthodes d’analyse (HAYES, 2007). Les eaux souterraines et les sols sont chargés en sulfates contenant fréquemment du sulfate de sodium, de potassium, de magnésium et de calcium (ACI, 1992). Ces sulfates réagissent non seulement avec le Ca(OH)2, mais aussi avec les différents produits de l’hydratation du ciment. L’attaque est très rapide et sévère lorsque le béton est exposé à un cycle de mouillage - séchage (KOMATKA et al.., 2002). Les sources des sulfates sont résumées dans la figure 14.
Figure -14 : Sources des sulfates
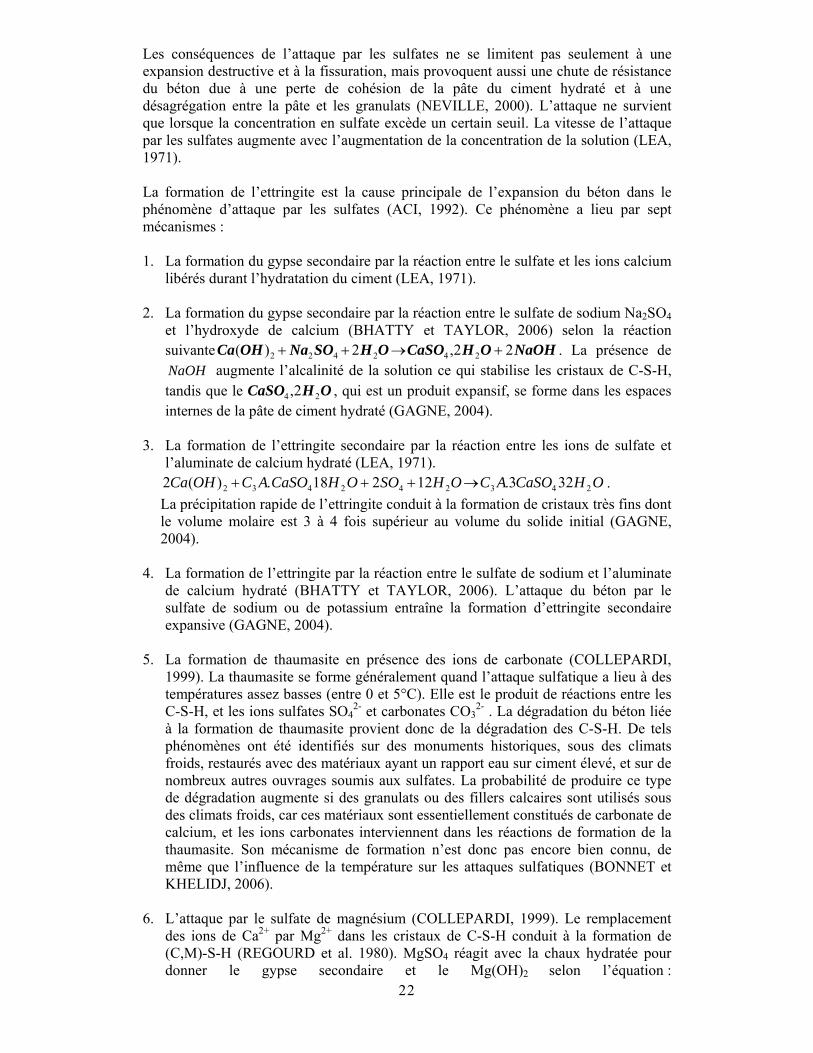
22
Les conséquences de l’attaque par les sulfates ne se limitent pas seulement à une expansion destructive et à la fissuration, mais provoquent aussi une chute de résistance du béton due à une perte de cohésion de la pâte du ciment hydraté et à une désagrégation entre la pâte et les granulats (NEVILLE, 2000). L’attaque ne survient que lorsque la concentration en sulfate excède un certain seuil. La vitesse de l’attaque par les sulfates augmente avec l’augmentation de la concentration de la solution (LEA, 1971).
La formation de l’ettringite est la cause principale de l’expansion du béton dans le phénomène d’attaque par les sulfates (ACI, 1992). Ce phénomène a lieu par sept mécanismes : 1. La formation du gypse secondaire par la réaction entre le sulfate et les ions calcium
libérés durant l’hydratation du ciment (LEA, 1971). 2. La formation du gypse secondaire par la réaction entre le sulfate de sodium Na2SO4
et l’hydroxyde de calcium (BHATTY et TAYLOR, 2006) selon la réaction suivante NaOHOHCaSOOHSONaOHCa 22,2)( 242422 +→++ . La présence de NaOH augmente l’alcalinité de la solution ce qui stabilise les cristaux de C-S-H, tandis que le OHCaSO 24 2, , qui est un produit expansif, se forme dans les espaces internes de la pâte de ciment hydraté (GAGNE, 2004).
3. La formation de l’ettringite secondaire par la réaction entre les ions de sulfate et
l’aluminate de calcium hydraté (LEA, 1971). OHCaSOACOHSOOHCaSOACOHCa 243242432 323.12218.)(2 →+++ .
La précipitation rapide de l’ettringite conduit à la formation de cristaux très fins dont le volume molaire est 3 à 4 fois supérieur au volume du solide initial (GAGNE, 2004).
4. La formation de l’ettringite par la réaction entre le sulfate de sodium et l’aluminate
de calcium hydraté (BHATTY et TAYLOR, 2006). L’attaque du béton par le sulfate de sodium ou de potassium entraîne la formation d’ettringite secondaire expansive (GAGNE, 2004).
5. La formation de thaumasite en présence des ions de carbonate (COLLEPARDI,
1999). La thaumasite se forme généralement quand l’attaque sulfatique a lieu à des températures assez basses (entre 0 et 5°C). Elle est le produit de réactions entre les C-S-H, et les ions sulfates SO4
2- et carbonates CO32- . La dégradation du béton liée
à la formation de thaumasite provient donc de la dégradation des C-S-H. De tels phénomènes ont été identifiés sur des monuments historiques, sous des climats froids, restaurés avec des matériaux ayant un rapport eau sur ciment élevé, et sur de nombreux autres ouvrages soumis aux sulfates. La probabilité de produire ce type de dégradation augmente si des granulats ou des fillers calcaires sont utilisés sous des climats froids, car ces matériaux sont essentiellement constitués de carbonate de calcium, et les ions carbonates interviennent dans les réactions de formation de la thaumasite. Son mécanisme de formation n’est donc pas encore bien connu, de même que l’influence de la température sur les attaques sulfatiques (BONNET et KHELIDJ, 2006).
6. L’attaque par le sulfate de magnésium (COLLEPARDI, 1999). Le remplacement des ions de Ca2+ par Mg2+ dans les cristaux de C-S-H conduit à la formation de (C,M)-S-H (REGOURD et al. 1980). MgSO4 réagit avec la chaux hydratée pour donner le gypse secondaire et le Mg(OH)2 selon l’équation :
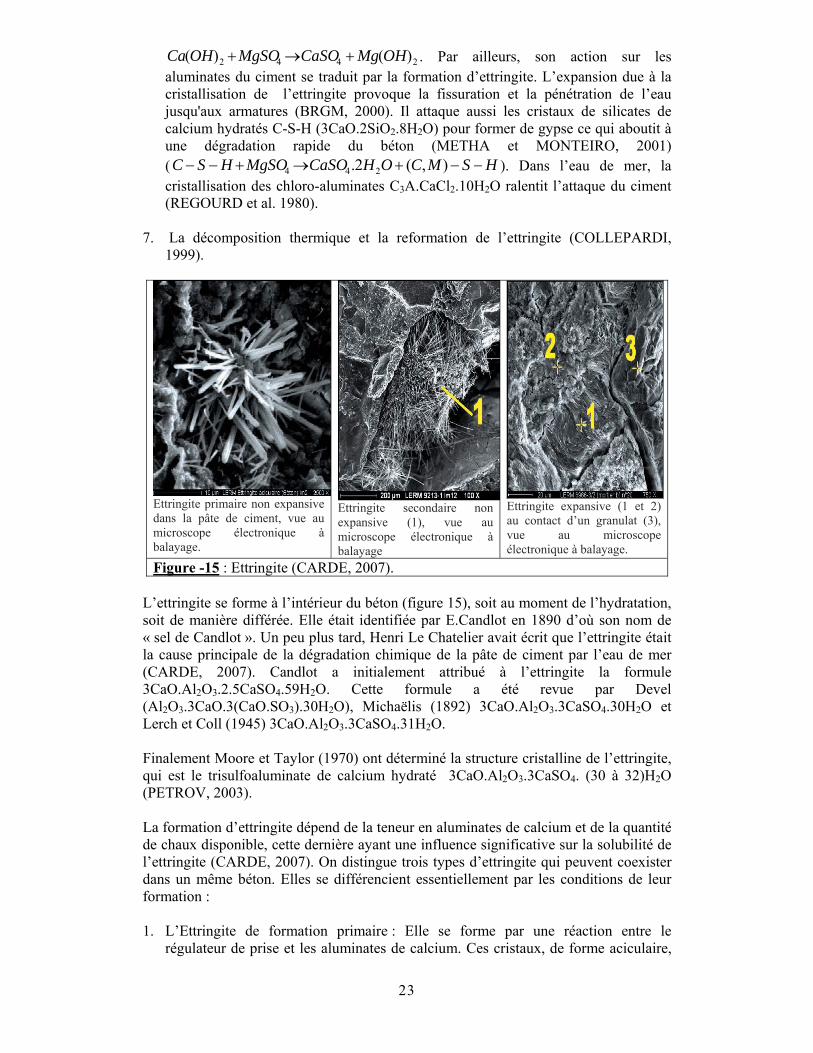
23
2442 )()( OHMgCaSOMgSOOHCa +→+ . Par ailleurs, son action sur les aluminates du ciment se traduit par la formation d’ettringite. L’expansion due à la cristallisation de l’ettringite provoque la fissuration et la pénétration de l’eau jusqu'aux armatures (BRGM, 2000). Il attaque aussi les cristaux de silicates de calcium hydratés C-S-H (3CaO.2SiO2.8H2O) pour former de gypse ce qui aboutit à une dégradation rapide du béton (METHA et MONTEIRO, 2001) ( HSMCOHCaSOMgSOHSC −−+→+−− ),(2. 244 ). Dans l’eau de mer, la cristallisation des chloro-aluminates C3A.CaCl2.10H2O ralentit l’attaque du ciment (REGOURD et al. 1980).
7. La décomposition thermique et la reformation de l’ettringite (COLLEPARDI,
1999).
L’ettringite se forme à l’intérieur du béton (figure 15), soit au moment de l’hydratation, soit de manière différée. Elle était identifiée par E.Candlot en 1890 d’où son nom de « sel de Candlot ». Un peu plus tard, Henri Le Chatelier avait écrit que l’ettringite était la cause principale de la dégradation chimique de la pâte de ciment par l’eau de mer (CARDE, 2007). Candlot a initialement attribué à l’ettringite la formule 3CaO.Al2O3.2.5CaSO4.59H2O. Cette formule a été revue par Devel (Al2O3.3CaO.3(CaO.SO3).30H2O), Michaëlis (1892) 3CaO.Al2O3.3CaSO4.30H2O et Lerch et Coll (1945) 3CaO.Al2O3.3CaSO4.31H2O.
Finalement Moore et Taylor (1970) ont déterminé la structure cristalline de l’ettringite, qui est le trisulfoaluminate de calcium hydraté 3CaO.Al2O3.3CaSO4. (30 à 32)H2O (PETROV, 2003).
La formation d’ettringite dépend de la teneur en aluminates de calcium et de la quantité de chaux disponible, cette dernière ayant une influence significative sur la solubilité de l’ettringite (CARDE, 2007). On distingue trois types d’ettringite qui peuvent coexister dans un même béton. Elles se différencient essentiellement par les conditions de leur formation :
1. L’Ettringite de formation primaire : Elle se forme par une réaction entre le
régulateur de prise et les aluminates de calcium. Ces cristaux, de forme aciculaire,
Ettringite primaire non expansive dans la pâte de ciment, vue au microscope électronique à balayage.
Ettringite secondaire non expansive (1), vue au microscope électronique à balayage
Ettringite expansive (1 et 2) au contact d’un granulat (3), vue au microscope électronique à balayage.
Figure -15 : Ettringite (CARDE, 2007).
24
ne provoquent pas de gonflement car ils cristallisent avec le durcissement du béton, dans les espaces libres du matériau (CARDE, 2007).
2. L’Ettringite de formation secondaire : Elle se cristallise dans un béton durci, et peut
générer des gonflements internes principalement attribués aux pressions de cristallisation (CARDE, 2007). Elle se forme dans les microstructures du béton durci et peut développer une pression expansive lorsqu’elle absorbe de l’eau (STARK et BOLLMANN, 2000). Si les sulfates sont d’origine interne, l’ettringite secondaire est stable et n’est pas à caractère expansif. Si les sulfates sont d’origine externe, elle peut générer de l’expansion (CIM béton, 2004).
3. L’Ettringite de formation différée : Elle se cristallise dans un béton durci. Les ions
sulfates sont d’origine interne (CIM béton, 2004). Ce genre d’ettringite, connu sous le nom de DEF (Delayed ettringite formation), concerne uniquement des bétons ayant subi, à jeune âge, une augmentation de température supérieure à 65-70°C (CARDE, 2007). La formation différée de l’ettringite peut également avoir lieu dans les bétons chauffés par la chaleur d’hydratation (PETROV et HAMOU, 2006). La température élevée est une condition nécessaire mais pas suffisante pour la formation différée de l’ettringite car le béton doit être exposé à une humidité élevée pour que la formation puisse avoir lieu (PETROV et HAMOU, 2006). Le volume du cristal de l’ettringite augmente ce qui conduit à une détérioration du béton (la transformation du monosulfoaluminates (4CaO.Al2O3. SO3.12H2O) en ettringite (6CaO.Al2O3.3SO3.32H2O) peut augmenter 2 à 3 fois le volume du cristal) (STARK et BOLLMANN, 2000). Les caractéristiques du béton comme la résistance à la compression, la perméabilité, la connectivité, la diffusivité et le contrôle du transport de la solution dans le système ont une influence sur l’expansion de l’ettringite différée (SHIMADA et al. 2005).Scherer (SCHERER, 2002) a détecté que la probabilité d'endommager par l’ettringite différé (DEF) dépend de la supersaturation, du taux relatifs de désorption, de la cristallisation, et de la diffusion, de la distribution spatiale de macropores et de la force extensible du corps.
La formation d’ettringite secondaire ou différée, qui est responsable du phénomène d’attaque par les sulfates, dépend de la source du sulfate (extérieure ou intérieure). La source extérieure a lieu quand le soufre vient de l’environnement (eau, terre, air) tandis que l’intérieure vient de la dissociation retardée du soufre. Dans ce cas la précaution doit être faite avant et au cours de la production du béton (COLLEPARDI, 1999). A un pH élevé, l’ettringite primaire n’est pas détecté dans le béton durci. La recristallisation de l’ettringite dans le béton durci est favorisée lorsque le pH diminue (STARK et BOLLMANN, 2000). Aussi la solubilité de l’ettringite diminue avec la lessive d’alcalis (SHIMADA et al. 2005).
La température et le choix du ciment sont les paramètres prédominants influençant l’expansion du béton due à l’ettringite différée. En les contrôlant, il est possible d’éliminer le risque d’expansion (PETROV, 2003).
Les paramètres, liés à l’expansion du béton due à l’ettringite différée, sont le pourcentage de SO3, Na2Oeq., MgO, C3A, C3S (KELHAM, 1996 ; SHIMADA et al. 2005), CaO (SHIMADA et al. 2005) et la finesse du ciment (KELHAM, 1996 ; TOSUN, 2006). Une combinaison entre ces paramètres peut générer d’expansion même à une température plus petite que 60°C (SAHU et THAULOW, 2004). Le pH et les
25
concentrations des sulfates dans la solution ont une influence sur la vitesse d’expansion du béton (FERRARIS et al, 1997).
II.7 –Ciment Portland résistant au sulfate
Depuis 1904 jusqu'à 1950, l’Association de Ciment Portland (PCA-USA) a proposé une série de tests qui expliquent la relation entre l’attaque du béton par les sulfates et le pourcentage du C3A calculé (GONNERMAN et LERCH, 1951). D’autres études, plus spécifiques, ont abouti aux mêmes résultats (McMILLAN et al, 1949, DAVID, 1982).
En 1967, Verbeck avait trouvé une corrélation (figure 16) entre la vitesse de détérioration du béton par l’attaque sulfatique et le pourcentage de C3A (VERBECK, 1967).
Figure-16 : Influence du dosage en ciment et de la teneur en C3A sur la vitesse de dégradation du béton (VERBECK, 1967).
Les tests de PCA ont abouti à préciser le pourcentage de C3A maximal pour un ciment résistant au sulfate à 5,5% (BOGUE, 1955). En se basant sur ces études, l’ASTM C150 limitait le pourcentage du C3A à 5 % pour le ciment résistant au sulfate et la somme des pourcentages C4AF +2C3A ≤ 25 % (LEA, 1971).
La norme britannique BS 4027 stipule que le pourcentage maximal de C3A, pour le ciment portland résistant aux sulfates, doit être de 3,5 % et celui de SO3 doit être limité à 2,5%. La `norme française NFP1301 limite la teneur en SO3 pour les CPA CEM I à 3,5% si le taux de C3A est inférieur à 3% et à 2,5% s’il est compris entre 3 et 5%. Du point de vue chimique, l’hydratation de C4AF peut générer le sulfoaluminate et le sulfoferrite de calcium qui provoquent par la suite l’expansion du béton mais le mécanisme est mal connu (NEVILLE, 2000).
II.8 –Facteurs physico-chimiques limitant l’attaque des bétons par les sulfates
Les sources de sulfates qui entraînent la détérioration du béton peuvent être extérieures ou intérieures. L’attaque externe se produit lorsque le ciment se trouve en contact direct avec une source de sulfate, comme dans les sols, les eaux souterraines, les eaux
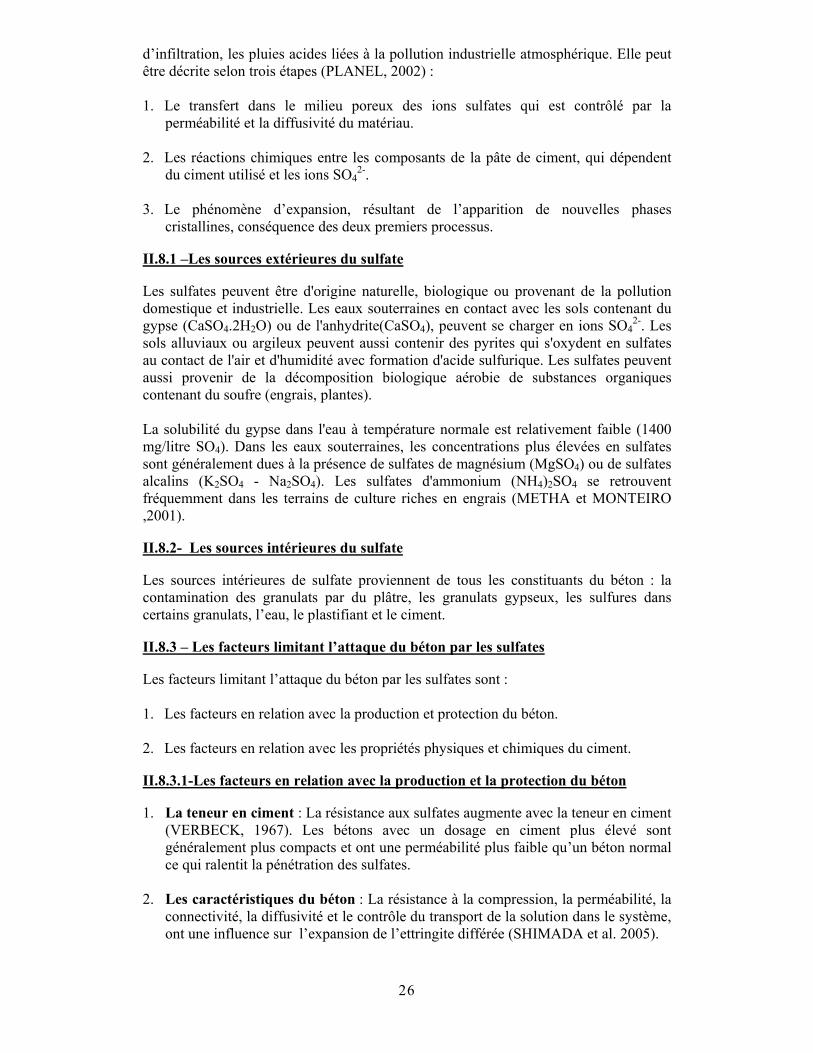
26
d’infiltration, les pluies acides liées à la pollution industrielle atmosphérique. Elle peut être décrite selon trois étapes (PLANEL, 2002) :
1. Le transfert dans le milieu poreux des ions sulfates qui est contrôlé par la
perméabilité et la diffusivité du matériau.
2. Les réactions chimiques entre les composants de la pâte de ciment, qui dépendent du ciment utilisé et les ions SO4
2-. 3. Le phénomène d’expansion, résultant de l’apparition de nouvelles phases
cristallines, conséquence des deux premiers processus.
II.8.1 –Les sources extérieures du sulfate
Les sulfates peuvent être d'origine naturelle, biologique ou provenant de la pollution domestique et industrielle. Les eaux souterraines en contact avec les sols contenant du gypse (CaSO4.2H2O) ou de l'anhydrite(CaSO4), peuvent se charger en ions SO4
2-. Les sols alluviaux ou argileux peuvent aussi contenir des pyrites qui s'oxydent en sulfates au contact de l'air et d'humidité avec formation d'acide sulfurique. Les sulfates peuvent aussi provenir de la décomposition biologique aérobie de substances organiques contenant du soufre (engrais, plantes).
La solubilité du gypse dans l'eau à température normale est relativement faible (1400 mg/litre SO4). Dans les eaux souterraines, les concentrations plus élevées en sulfates sont généralement dues à la présence de sulfates de magnésium (MgSO4) ou de sulfates alcalins (K2SO4 - Na2SO4). Les sulfates d'ammonium (NH4)2SO4 se retrouvent fréquemment dans les terrains de culture riches en engrais (METHA et MONTEIRO ,2001).
II.8.2- Les sources intérieures du sulfate
Les sources intérieures de sulfate proviennent de tous les constituants du béton : la contamination des granulats par du plâtre, les granulats gypseux, les sulfures dans certains granulats, l’eau, le plastifiant et le ciment.
II.8.3 – Les facteurs limitant l’attaque du béton par les sulfates
Les facteurs limitant l’attaque du béton par les sulfates sont :
1. Les facteurs en relation avec la production et protection du béton.
2. Les facteurs en relation avec les propriétés physiques et chimiques du ciment.
II.8.3.1-Les facteurs en relation avec la production et la protection du béton
1. La teneur en ciment : La résistance aux sulfates augmente avec la teneur en ciment (VERBECK, 1967). Les bétons avec un dosage en ciment plus élevé sont généralement plus compacts et ont une perméabilité plus faible qu’un béton normal ce qui ralentit la pénétration des sulfates.
2. Les caractéristiques du béton : La résistance à la compression, la perméabilité, la
connectivité, la diffusivité et le contrôle du transport de la solution dans le système, ont une influence sur l’expansion de l’ettringite différée (SHIMADA et al. 2005).
27
3. Le rapport (eau /ciment) : Ce rapport est le facteur le plus important qui affecte la résistance du béton aux sulfates (STARK, 1982). La diminution du rapport (eau/ciment) est la meilleure solution pour minimiser l’attaque extérieure du sulfate (CONCRETE, 2003). Il est préférable d’être plus petit que 0.45 (ACI, 1992).
4. Les ajouts minéraux : Le laitier de haut fourneau, la pouzzolane, la fumée de silice
et la cendre volante augmentent la résistance aux sulfates (BHATTY et TAYLOR, 2006). Les ciments contenant au moins 60% de laitier sont stables. La bonne résistance chimique des ciments de laitier est due à leur teneur en chaux plus faible que celle de ciment Portland et à la nature des hydrates formés, ayant une composition, une concentration et une texture différentes (REGOURD et al. 1980).
5. Influence de la nature minéralogique des granulats : La présence dans le béton
de granulats feldspathiques et micacés peut être à l’origine de dégradation du béton suite à des réactions du type alcalis silicates. L’ettringite et la thaumasite sont fréquemment associées aux dégradations dues aux réactions du type alcalis - silicates (REGOURD et al. 1980). L’association de l’ettringite différée avec des fissures produites par ASR (réaction du type alcalis - silicates) n’est pas accidentelle mais peut être fondamentale à la formation de l’ettringite différée (DIAMOND, 1996). La formation d’un gel silico–alcalin (ASR) dans les plans de faiblesse ou dans les pores de granulats cause une zone altérée qui détruit l’adhérence entre les granulats et la pâte du ciment (figure 17). L’ettringite différée (DEF) se précipite dans ces microfissures causant la détérioration du béton (JANA, 2008).
6. La présence des fissures et d’autres défauts dans la structure du béton : Elle
favorise l’expansion de l’ettringite différée (SHIMADA et al. 2005). L’utilisation des fibres, dans la production du béton, peut minimiser les fissures (REINHARD, 2005).
7. La réduction de la température à jeune âge : Elle peut affecter la formation d’ettringite secondaire ou différée, ce qui augmente la résistance aux sulfates (SHIMADA et al, 2005).
8. La température interne du béton : Cette température doit être inférieure à 56°C
pour réduire le risque de la formation d’ettringite différée (FOLLIARD et al, 2006).
Figure-17 : Rôle d’ASR et DEF dans la détérioration du béton (JANA, 2008).
28
9. La température de cure du béton à jeune âge : Elle doit être inférieure à 60°C pour réduire le risque concernant la formation d’ettringite différée (TRACY et al. 2004).
10. Le mode du régime de chauffage ou de refroidissement : Il peut favoriser la
formation d’ettringite différée, ce qui réduit la résistance du béton aux sulfates (DAY, 1992).
11. La concentration élevée du sulfate soluble dans la terre (plus grande que 2 %)
ou celle dans l’eau (plus grande que 104ppm) : Elle réduit la résistance du béton aux sulfates (ACI, 1992).
12. Le cycle de mouillage - séchage : Il réduit la résistance du béton aux sulfates
(KOMATKA et al.., 2002) parce que ce phénomène peut concentrer les ions des sulfates solubles dans les faces extérieures du béton (CLIFTON et PONNERSHEIM, 1994).
13. L’humidité relative du milieu (CARLES-GIBERGUES et HORNAIN, 2008) : Elle a une influence négative si elle dépasse 92 % (GARF, 2007).
II.8.3.2-Les facteurs liés aux propriétés du ciment.
1. Le pourcentage de C3A : Le taux de dégradation est proportionnel à la quantité de C3A du ciment (figure 16) (VERBECK, 1967).Le refroidissement rapide du clinker peut générer une forme vitreuse de C3A qui a une meilleure résistance au sulfate que les formes cristallines (DUDA, 1977). Des études pratiques sur le béton ont montré que le pourcentage de C3A dans le ciment est le facteur le plus important pour l’expansion aux sulfates seulement lorsque le rapport (eau/ciment) est entre 0,45 et 0,55 (STARK, 1997). D’autres études ont assuré l’influence de C3A sur le taux de détérioration du béton par les sulfates (FERRARIS et al. 1997).
2. Le pourcentage et la solubilité de SO3 : La teneur en SO3 est limitée pour tous les ciments. Les valeurs limites diffèrent selon les types et les spécifications complémentaires (ciment prise mer, ciment résistant au sulfate). La quantité initiale du soufre dans le ciment Portland joue un rôle important dans le phénomène d’expansion aux sulfates (MOBASHER et FERRARIS, 2004). Un excès de sulfate peut provoquer des gonflements par réactions tardives avec l’aluminate tricalcique (BARON et OLLIVIER, 1997).
3. Le rapport SO3/Al2O3 du ciment : Day supposait qu’il n’y aurait formation
d’ettringite différée que pour un rapport SO3/Al2O3 supérieur à 0,7 (DAY, 1992). En se basant sur les contradictions dans la littérature entre les recommandations précédentes de Day, la conclusion de Zhang (qui suggère que la valeur critique du rapport SO3/Al2O3 est de 0,8) et les résultats des travaux de Fu et de Famy (qui montrent que l’expansion atteinte semble passer par un maximum pour une valeur de ce rapport de 1,1), Leklou avait détecté que ce rapport n’est pas suffisant pour prédire correctement les expansions engendrées par la DEF (LEKLOU, 2008).
4. Le pourcentage de C3S : Un pourcentage élevé de C3S peut affecter négativement la résistance du béton aux sulfates mais cette influence est mineure par rapport à celle de C3A (HOOTON et al, 2005). La norme française NF P 15-317, (Ciment pour travaux à la mer), limitait l’indice de Sadran (C3A + 0.27 C3S) à 23.5%.
29
5. Le rapport C3S/C2S : Le risque d’attaque du béton par les sulfates augmente avec l’élévation du rapport C3S/C2S dans le ciment (RASHEEDUZZAFAR, 1992). L’hydratation de C3S (3CaO.2SiO2) produit plus d’hydroxyde de calcium (Ca(OH)2) que l’hydratation de C2S (2CaO.SiO2). Ce risque augmente avec la formation de gypse secondaire et de la décomposition des silicates de calcium hydratés C-S-H (3CaO.2SiO2.8H2O) (ROZIERE, 2007).
))((8239)2(2))((382311)3(2
2222
22222
OHCaOHSiOCaOOHSiOCaOOHCaOHSiOCaOOHSiOCaO
+⋅⋅→+⋅+⋅⋅→+⋅
6. Le pourcentage de C4AF : la formation de sulfoaluminate et de sulfoferrite de
calcium provoque l’expansion du béton mais le rôle de C4AF dans la détérioration du béton n’est pas encore bien connu (Neville, 2000).La forme cristalline du C4AF joue un rôle très important dans la résistance du ciment à l’expansion. Les ciments à forte teneur en C4AF sont stables mais leur comportement est moins bon dans le cas des solutions solides proches de C6A2F (REGOURD et al, 1980).
7. Le pourcentage d’alcalis : un pourcentage élevé d’alcalis, dans le béton, augmente le risque d’expansion après un traitement thermique (ESCADEILLAS et al, 2007). Le déclenchement de la DEF est accéléré avec l’augmentation du degré de lessivage des alcalins (LEKLOU, 2008).
II.9 –Influence de la quantité du soufre et sa distribution dans les phases du clinker sur le phénomène d’attaque des sulfates sur le béton
Les solutions aqueuses de sels sulfatés existant dans certains sols et eaux souterraines attaquent le béton à base de ciment Portland. La rapidité et la gravité de l’attaque dépendent de la quantité de sulfate soluble disponible, de la présence d’eau, de la composition du ciment et de certaines caractéristiques du béton telle que la perméabilité. A mesure que cette attaque progresse, la pâte de ciment durcie perd progressivement sa résistance. Le processus se termine par la dégradation du béton (SWENSON, 1974).
Pour limiter l’influence du milieu agressif externe sur la durabilité du béton, il faut faire une combinaison entre la qualité du béton (type du ciment, rapport eau/ciment, qualité des granulats, température du béton,..) et sa protection externe (couche protectrice imperméable à la surface du béton pour éviter la diffusion des ions sulfates à l’intérieur du béton) (SWAMY, 1994).
Les propriétés de transport des ions dans le béton affectent sa durabilité. Un mauvais traitement du béton peut causer une grande porosité et diffusivité. L’utilisation des granulats hybrides peut améliorer le béton même dans un climat sec (REINHARD, 2005).
Les facteurs, qui sont liés aux productions et aux protections du béton (voire paragraphe II.8.3.1) peuvent être améliorés par :
1. L’évaluation des risques durant l’étude du projet.
2. Le contrôle de la qualité durant la production du béton. 3. La protection externe du béton durci.

30
Tandis que les facteurs liés aux caractéristiques chimiques et physiques du ciment (voire paragraphe II.8.3.2) constituent la base de notre étude, pour vérifier si le ciment fabriqué avec du clinker contenant du soufre résiste mieux aux sulfates ou pas.
II.9.1– Le pourcentage de C3A
En se basant sur les résultats obtenus par l’Association du ciment portland et complétés par Verbeck (Voire paragraphe II.7), le pourcentage de C3A dans le ciment joue le rôle le plus important dans le phénomène de l’attaque du béton par les sulfates.
En utilisant la formule proposée par BOGUE en 1929 (%C3A = 2.65 x %Al2O3 – 1.692 x %Fe2O3) (BOGUE, 1929), le standard américain (ASTM C150), pour les ciments résistant aux sulfates, limite la teneur maximale de C3A à 5 %.
Bogue (BOGUE, 1952) a considéré que :
1. Le Fe2O3 réagit avec l’Al2O3 pour former le C4AF ;
2. L’alumine (Al2O3), non utilisée dans la combinaison C4AF, se combine avec la
quantité nécessaire de CaO pour former le C3A ; 3. La Chaux CaO qui n’entre pas dans les combinaisons précédentes réagit avec la
silice. Il se forme d’abord le C2S jusqu'à ce que toute la silice soit employée. Finalement le C2S réagit avec la chaux pour donner le C3S.
4. La magnésie (MgO) reste toujours en dehors des combinaisons.
Se basant sur cette hypothèse, Bogue a établi des équations mathématiques pour calculer le pourcentage de C4AF, C3A, C2S et C3S.
AFCFAC 44 →++ où C = CaO , A = Al2O3 et F = Fe2O3
% de C4AF = 3232
4 % OFedeOFedemolairemasseAFCdemolairemasse
× = 32%043.3 OFede×
ACAC 33 →+ où C = CaO , A = Al2O3
% de C3A = ACledanscombinOAldeOAldemolairemasseACdemolairemasse
33232
3 é%×
% de Al2O3 combiné dans le C3A = % de Al2O3 (Total) - % de Al2O3 combiné dans le C4AF. 32323 %692.1%650.2% OFeOAlACde ×−×= Ces équations mathématiques ne prennent pas en considération l’influence des éléments mineurs sur la formation des cristaux du clinker. Les pourcentages des phases du clinker industriel, obtenus par différentes méthodes (microscopique optique, séparation par solvant sélectif, diffractométrie des rayons X), montrent une mauvaise concordance avec ceux obtenus par les équations de Bogue (OLDER et al, 1981). Les compositions potentielles des phases du ciment calculées suivant les équations de Bogue ne correspondent pas aux teneurs réelles comme par exemple l’oxyde de magnésium (MgO) qui favorise l’augmentation en alite et la diminution en belite et C3A. Le sulfate entraîne une diminution dans la teneur en alite et une augmentation dans celle du belite, tandis que les pourcentages de C3A et C4AF restent pratiquement inchangés (KNÖFEL et SPOHN, 1969). Des tests faits en 1985 et 1987 ont abouti à la même conclusion (STRUNGE et al, 1985 ; GIES et KNÖFEL, 1987). D’autres tests
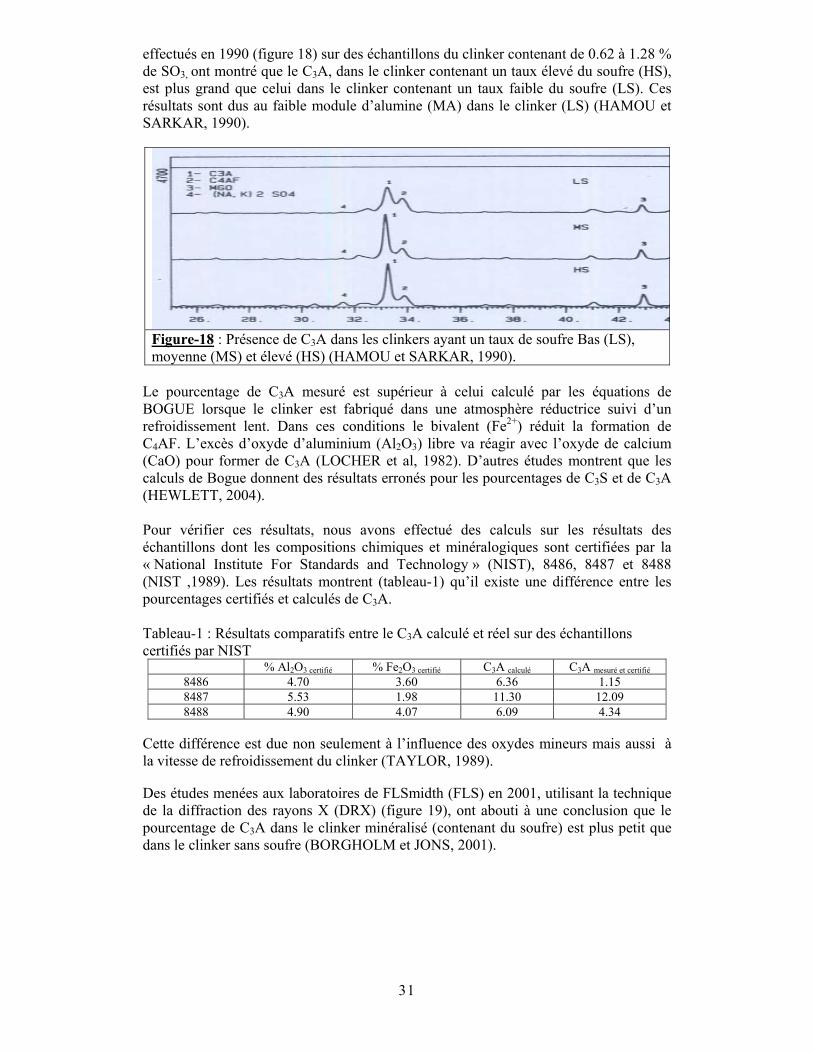
31
effectués en 1990 (figure 18) sur des échantillons du clinker contenant de 0.62 à 1.28 % de SO3, ont montré que le C3A, dans le clinker contenant un taux élevé du soufre (HS), est plus grand que celui dans le clinker contenant un taux faible du soufre (LS). Ces résultats sont dus au faible module d’alumine (MA) dans le clinker (LS) (HAMOU et SARKAR, 1990).
Le pourcentage de C3A mesuré est supérieur à celui calculé par les équations de BOGUE lorsque le clinker est fabriqué dans une atmosphère réductrice suivi d’un refroidissement lent. Dans ces conditions le bivalent (Fe2+) réduit la formation de C4AF. L’excès d’oxyde d’aluminium (Al2O3) libre va réagir avec l’oxyde de calcium (CaO) pour former de C3A (LOCHER et al, 1982). D’autres études montrent que les calculs de Bogue donnent des résultats erronés pour les pourcentages de C3S et de C3A (HEWLETT, 2004). Pour vérifier ces résultats, nous avons effectué des calculs sur les résultats des échantillons dont les compositions chimiques et minéralogiques sont certifiées par la « National Institute For Standards and Technology » (NIST), 8486, 8487 et 8488 (NIST ,1989). Les résultats montrent (tableau-1) qu’il existe une différence entre les pourcentages certifiés et calculés de C3A. Tableau-1 : Résultats comparatifs entre le C3A calculé et réel sur des échantillons certifiés par NIST
% Al2O3 certifié % Fe2O3 certifié C3A calculé C3A mesuré et certifié 8486 4.70 3.60 6.36 1.15 8487 5.53 1.98 11.30 12.09 8488 4.90 4.07 6.09 4.34
Cette différence est due non seulement à l’influence des oxydes mineurs mais aussi à la vitesse de refroidissement du clinker (TAYLOR, 1989).
Des études menées aux laboratoires de FLSmidth (FLS) en 2001, utilisant la technique de la diffraction des rayons X (DRX) (figure 19), ont abouti à une conclusion que le pourcentage de C3A dans le clinker minéralisé (contenant du soufre) est plus petit que dans le clinker sans soufre (BORGHOLM et JONS, 2001).
Figure-18 : Présence de C3A dans les clinkers ayant un taux de soufre Bas (LS), moyenne (MS) et élevé (HS) (HAMOU et SARKAR, 1990).
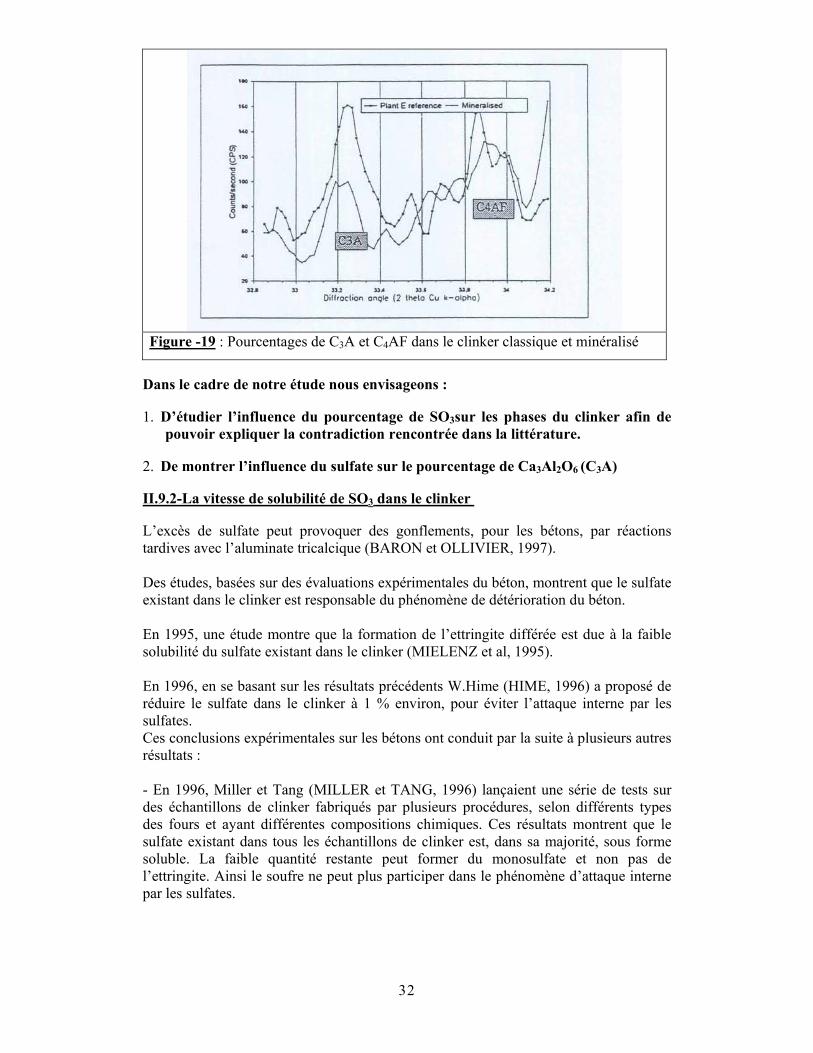
32
Dans le cadre de notre étude nous envisageons :
1. D’étudier l’influence du pourcentage de SO3sur les phases du clinker afin de pouvoir expliquer la contradiction rencontrée dans la littérature.
2. De montrer l’influence du sulfate sur le pourcentage de Ca3Al2O6 (C3A)
II.9.2-La vitesse de solubilité de SO3 dans le clinker
L’excès de sulfate peut provoquer des gonflements, pour les bétons, par réactions tardives avec l’aluminate tricalcique (BARON et OLLIVIER, 1997).
Des études, basées sur des évaluations expérimentales du béton, montrent que le sulfate existant dans le clinker est responsable du phénomène de détérioration du béton.
En 1995, une étude montre que la formation de l’ettringite différée est due à la faible solubilité du sulfate existant dans le clinker (MIELENZ et al, 1995).
En 1996, en se basant sur les résultats précédents W.Hime (HIME, 1996) a proposé de réduire le sulfate dans le clinker à 1 % environ, pour éviter l’attaque interne par les sulfates. Ces conclusions expérimentales sur les bétons ont conduit par la suite à plusieurs autres résultats : - En 1996, Miller et Tang (MILLER et TANG, 1996) lançaient une série de tests sur des échantillons de clinker fabriqués par plusieurs procédures, selon différents types des fours et ayant différentes compositions chimiques. Ces résultats montrent que le sulfate existant dans tous les échantillons de clinker est, dans sa majorité, sous forme soluble. La faible quantité restante peut former du monosulfate et non pas de l’ettringite. Ainsi le soufre ne peut plus participer dans le phénomène d’attaque interne par les sulfates.
Figure -19 : Pourcentages de C3A et C4AF dans le clinker classique et minéralisé
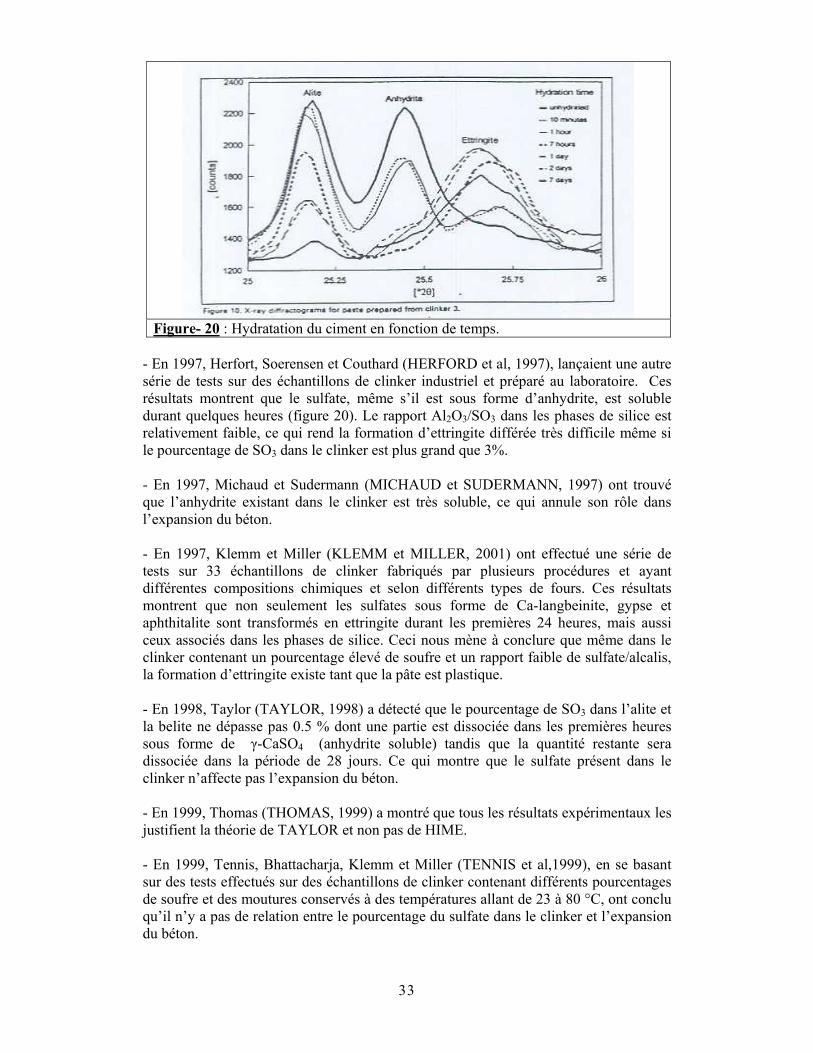
33
- En 1997, Herfort, Soerensen et Couthard (HERFORD et al, 1997), lançaient une autre série de tests sur des échantillons de clinker industriel et préparé au laboratoire. Ces résultats montrent que le sulfate, même s’il est sous forme d’anhydrite, est soluble durant quelques heures (figure 20). Le rapport Al2O3/SO3 dans les phases de silice est relativement faible, ce qui rend la formation d’ettringite différée très difficile même si le pourcentage de SO3 dans le clinker est plus grand que 3%.
- En 1997, Michaud et Sudermann (MICHAUD et SUDERMANN, 1997) ont trouvé que l’anhydrite existant dans le clinker est très soluble, ce qui annule son rôle dans l’expansion du béton.
- En 1997, Klemm et Miller (KLEMM et MILLER, 2001) ont effectué une série de tests sur 33 échantillons de clinker fabriqués par plusieurs procédures et ayant différentes compositions chimiques et selon différents types de fours. Ces résultats montrent que non seulement les sulfates sous forme de Ca-langbeinite, gypse et aphthitalite sont transformés en ettringite durant les premières 24 heures, mais aussi ceux associés dans les phases de silice. Ceci nous mène à conclure que même dans le clinker contenant un pourcentage élevé de soufre et un rapport faible de sulfate/alcalis, la formation d’ettringite existe tant que la pâte est plastique.
- En 1998, Taylor (TAYLOR, 1998) a détecté que le pourcentage de SO3 dans l’alite et la belite ne dépasse pas 0.5 % dont une partie est dissociée dans les premières heures sous forme de γ-CaSO4 (anhydrite soluble) tandis que la quantité restante sera dissociée dans la période de 28 jours. Ce qui montre que le sulfate présent dans le clinker n’affecte pas l’expansion du béton.
- En 1999, Thomas (THOMAS, 1999) a montré que tous les résultats expérimentaux les justifient la théorie de TAYLOR et non pas de HIME.
- En 1999, Tennis, Bhattacharja, Klemm et Miller (TENNIS et al,1999), en se basant sur des tests effectués sur des échantillons de clinker contenant différents pourcentages de soufre et des moutures conservés à des températures allant de 23 à 80 °C, ont conclu qu’il n’y a pas de relation entre le pourcentage du sulfate dans le clinker et l’expansion du béton.
Figure- 20 : Hydratation du ciment en fonction de temps.
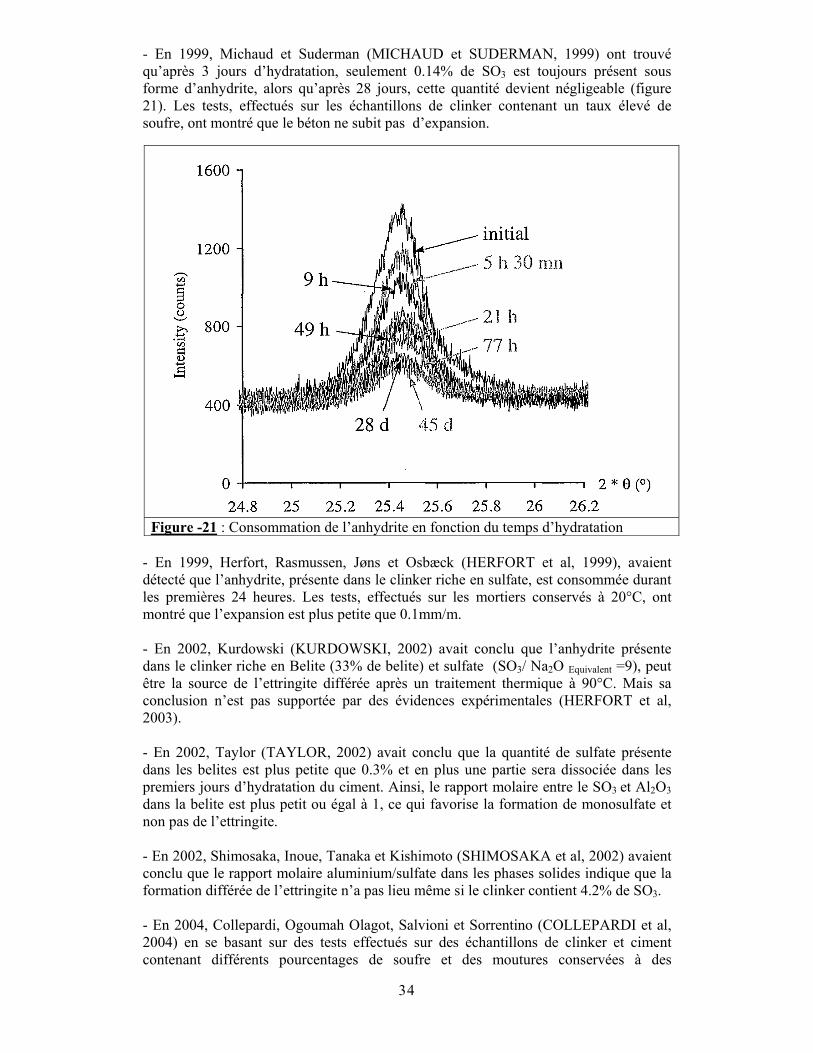
34
- En 1999, Michaud et Suderman (MICHAUD et SUDERMAN, 1999) ont trouvé qu’après 3 jours d’hydratation, seulement 0.14% de SO3 est toujours présent sous forme d’anhydrite, alors qu’après 28 jours, cette quantité devient négligeable (figure 21). Les tests, effectués sur les échantillons de clinker contenant un taux élevé de soufre, ont montré que le béton ne subit pas d’expansion.
- En 1999, Herfort, Rasmussen, Jøns et Osbæck (HERFORT et al, 1999), avaient détecté que l’anhydrite, présente dans le clinker riche en sulfate, est consommée durant les premières 24 heures. Les tests, effectués sur les mortiers conservés à 20°C, ont montré que l’expansion est plus petite que 0.1mm/m.
- En 2002, Kurdowski (KURDOWSKI, 2002) avait conclu que l’anhydrite présente dans le clinker riche en Belite (33% de belite) et sulfate (SO3/ Na2O Equivalent =9), peut être la source de l’ettringite différée après un traitement thermique à 90°C. Mais sa conclusion n’est pas supportée par des évidences expérimentales (HERFORT et al, 2003). - En 2002, Taylor (TAYLOR, 2002) avait conclu que la quantité de sulfate présente dans les belites est plus petite que 0.3% et en plus une partie sera dissociée dans les premiers jours d’hydratation du ciment. Ainsi, le rapport molaire entre le SO3 et Al2O3 dans la belite est plus petit ou égal à 1, ce qui favorise la formation de monosulfate et non pas de l’ettringite.
- En 2002, Shimosaka, Inoue, Tanaka et Kishimoto (SHIMOSAKA et al, 2002) avaient conclu que le rapport molaire aluminium/sulfate dans les phases solides indique que la formation différée de l’ettringite n’a pas lieu même si le clinker contient 4.2% de SO3.
- En 2004, Collepardi, Ogoumah Olagot, Salvioni et Sorrentino (COLLEPARDI et al, 2004) en se basant sur des tests effectués sur des échantillons de clinker et ciment contenant différents pourcentages de soufre et des moutures conservées à des
Figure -21 : Consommation de l’anhydrite en fonction du temps d’hydratation
35
températures allant de 20 à 90 °C, ont conclu qu’il n’y a pas de relation entre le pourcentage du sulfate dans le clinker et l’expansion du mortier si la température de conservation du mortier est inférieure à 80°C, mais si elle dépasse le 90°C le pourcentage de SO3 dans le clinker ainsi que la présence des fissures peuvent accélérer le phénomène de l’expansion.
- En 2006, Petrov et Hamou (PETROV et HAMOU, 2006) ont trouvé que le sulfate existant dans le clinker n’est pas responsable, comme proposé par Hime, à la détérioration du béton. Par contre, la température maximale parait être le facteur prédominant pour la formation différée de l’ettringite.
En se basant sur cette étude bibliographique, les constatations expérimentales ne favorisent pas l’utilisation de ce genre de clinker, tandis que les recherches scientifiques effectuées dans les meilleurs laboratoires et centres de recherches confirment que le sulfate présent dans le clinker n’a aucune relation avec l’expansion du béton et la formation de l’ettringite différée.
Pour répondre à ce dernier point nous proposons de :
1. Déterminer le pourcentage de soufre soluble dans le clinker. 2. Déterminer la vitesse de solubilité de l’anhydrite dans le clinker industriel. 3. Comparer le pourcentage de soufre avec le taux d’expansion du béton s’il
existe.
II.9.3-Le pourcentage de C3S
En 2005, Hooton, Boyd et Bhadkamkar (HOOTON et al. 2005) ont conclu que le pourcentage élevé de C3S peut affecter négativement la résistance du béton aux sulfates, mais que cette influence est faible par rapport à celle de C3A. Cette conclusion est en accord avec la norme française NF P 15-317, « ciment pour travaux à la mer », qui limitait l’indice de Sadran (C3A +0.27 C3S) à 23.5%. En 1968, Gutt et Smith (GUTT et SMITH, 1968) ont conclu que le sulfate stabilise le C2S, ce qui réduit la formation de C3S. Ceci a été prouvé par d’autres études (STRUNGE et al, 1985; MORANVILLE et BOIKOVA, 1992; OLDER et ZHANG, 1996; MOORTHY, 2003).
En 2010, Herfot, Moir, Johansen, Sorrentino et Bolio Arceo (HERFORT et al, 2010) ont détecté que les pourcentages d’alite et de belite sont contrôlés par le rapport octaèdre /tétraèdre plus que par le rapport de Ca/Si comme il a été proposé par Bogue. L’incorporation des ions S6+ et P5+ peuvent élever le pourcentage de belite de 10 à 15% au dépend de l’alite.
En résumé, de cette partie, on conclut que le sulfate réduit la viscosité et la tension de surface de la phase liquide, ce qui stabilise les cristaux de belite (C2S) et inhibe la formation d’alite (C3S) (CLARK, 2003).
II.9.4-Le rapport C3S/C2S
En 1992, Rasheeduzzafar (RASHEEDUZZAFAR, 1992) a trouvé que le risque d’attaque du béton par les sulfates augmente avec l’élévation du rapport C3S/C2S dans le ciment.

36
En 2004, Marchi, Melini, Gemmi, Tiano et Artioli (MARCHI et al, 2004) à l’université de Milano, ont confirmé que l’augmentation de SO3 dans le clinker peut causer une réduction du rapport C3S/C2S de 2.5% à moins de 1% lorsque le pourcentage de SO3 augmente de zéro à 1.5%.
Ainsi, le rapport du C3S/C2S diminue avec l’augmentation du taux de soufre dans le clinker, ce qui donne un clinker meilleur que celui ayant un taux de soufre faible.
II.9.5-Le pourcentage de C4AF
Le rôle de C4AF, dans le béton, n’est pas encore bien connu (NEVILLE, 2000). La forme cristalline du C4AF joue un rôle très important dans la résistance du ciment à l’expansion. Les Ciments à forte teneur en C4AF sont stables, mais leur comportement est moins bon dans le cas des solutions solides proches de C6A2F (REGOURD et al. 1980). La formation de l’ettringite différée (DEF) est possible à partir du C4AF (GONZÁLEZ et IRASSAR, 1997). Elle peut se former si le ciment contient un faible pourcentage de C3A et s’il est riche en C4AF (KURDOWSKI, 2002).
Dans notre étude nous étudierons l’influence du soufre sur le C3S, sur le rapport C3S/C2S et sur le C4AF. Finalement, l’expansion du ciment fabriqué avec du clinker contenant un taux élevé de soufre, sera mesuré selon les standards ASTM C 452, ASTM C1012 et ASTM C 1038.
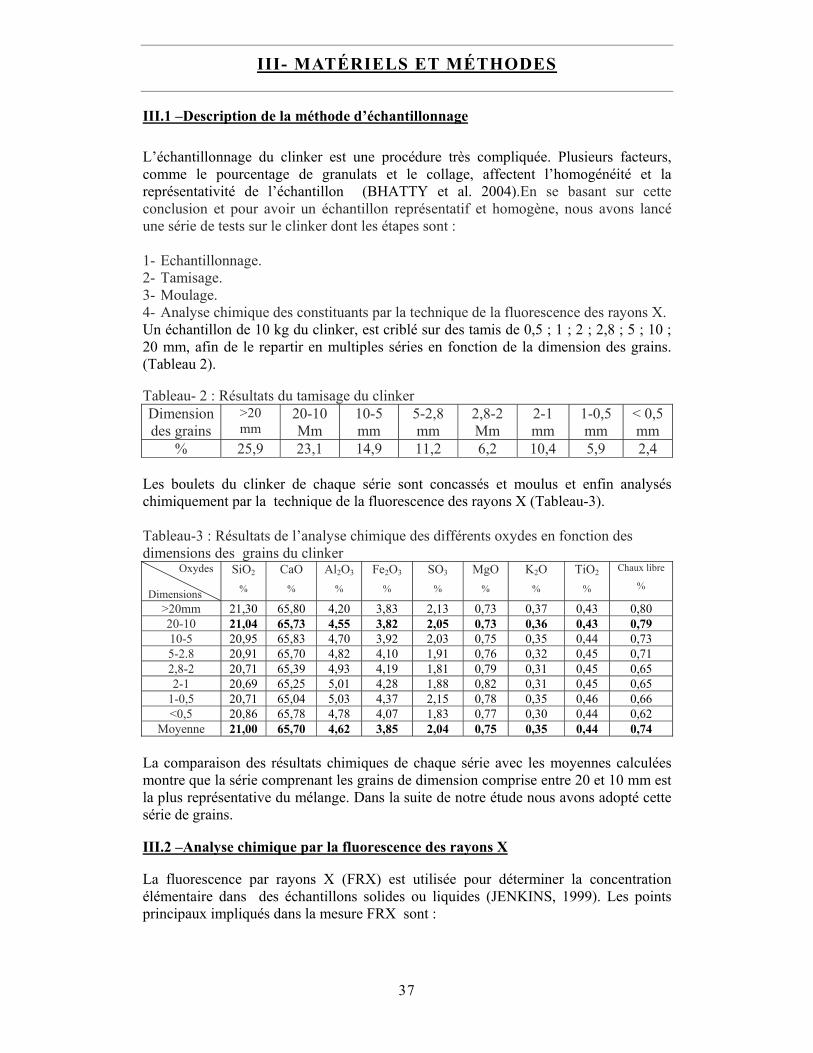
37
III- MATÉRIELS ET MÉTHODES
III.1 –Description de la méthode d’échantillonnage
L’échantillonnage du clinker est une procédure très compliquée. Plusieurs facteurs, comme le pourcentage de granulats et le collage, affectent l’homogénéité et la représentativité de l’échantillon (BHATTY et al. 2004).En se basant sur cette conclusion et pour avoir un échantillon représentatif et homogène, nous avons lancé une série de tests sur le clinker dont les étapes sont : 1- Echantillonnage. 2- Tamisage. 3- Moulage. 4- Analyse chimique des constituants par la technique de la fluorescence des rayons X. Un échantillon de 10 kg du clinker, est criblé sur des tamis de 0,5 ; 1 ; 2 ; 2,8 ; 5 ; 10 ; 20 mm, afin de le repartir en multiples séries en fonction de la dimension des grains. (Tableau 2). Tableau- 2 : Résultats du tamisage du clinker Dimension des grains
>20 mm
20-10 Mm
10-5 mm
5-2,8 mm
2,8-2 Mm
2-1 mm
1-0,5 mm
< 0,5 mm
% 25,9 23,1 14,9 11,2 6,2 10,4 5,9 2,4 Les boulets du clinker de chaque série sont concassés et moulus et enfin analysés chimiquement par la technique de la fluorescence des rayons X (Tableau-3). Tableau-3 : Résultats de l’analyse chimique des différents oxydes en fonction des dimensions des grains du clinker Oxydes Dimensions
SiO2
%
CaO %
Al2O3
% Fe2O3
% SO3
% MgO
%
K2O %
TiO2
% Chaux libre
%
>20mm 21,30 65,80 4,20 3,83 2,13 0,73 0,37 0,43 0,80 20-10 21,04 65,73 4,55 3,82 2,05 0,73 0,36 0,43 0,79 10-5 20,95 65,83 4,70 3,92 2,03 0,75 0,35 0,44 0,73 5-2.8 20,91 65,70 4,82 4,10 1,91 0,76 0,32 0,45 0,71 2,8-2 20,71 65,39 4,93 4,19 1,81 0,79 0,31 0,45 0,65 2-1 20,69 65,25 5,01 4,28 1,88 0,82 0,31 0,45 0,65
1-0,5 20,71 65,04 5,03 4,37 2,15 0,78 0,35 0,46 0,66 <0,5 20,86 65,78 4,78 4,07 1,83 0,77 0,30 0,44 0,62
Moyenne 21,00 65,70 4,62 3,85 2,04 0,75 0,35 0,44 0,74
La comparaison des résultats chimiques de chaque série avec les moyennes calculées montre que la série comprenant les grains de dimension comprise entre 20 et 10 mm est la plus représentative du mélange. Dans la suite de notre étude nous avons adopté cette série de grains.
III.2 –Analyse chimique par la fluorescence des rayons X
La fluorescence par rayons X (FRX) est utilisée pour déterminer la concentration élémentaire dans des échantillons solides ou liquides (JENKINS, 1999). Les points principaux impliqués dans la mesure FRX sont :
38
1. Excitation de l’échantillon (de ses atomes) avec un faisceau primaire de rayons X qui sont généralement polychromes et divergents (JENKINS, 1999).
2. Emission de lignes caractéristiques XRF (Kα, Kβ, Lα, Lβ etc.) par échantillon
(JENKINS, 1999). 3. Dispersion du spectre en longueurs d’ondes discrètes (individuelle propre à chaque
élément), utilisant des cristaux de diffraction (plats ou courbés) (JENKINS, 1999). 4. Détection de ces photons (individuelle propre à chaque élément), utilisant des
détecteurs proportionnels à gaz, ou à scintillation (JENKINS, 1999). Les différents éléments présents dans l’échantillon sont identifiés selon leurs longueurs d’ondes ou leurs positions angulaires. La concentration est une fonction de l’intensité mesurée (JENKINS, 1999). La technique de l’analyse chimique, par la fluorescence des rayons X, nécessite deux étapes préliminaires :
1- Méthode de préparation de l’échantillon. 2- Calibration de la machine. La préparation des échantillons se fait par la technique de fusion, en utilisant une procédure automatique à l’aide de la machine « Claiss M4 ». Cette méthode permet de négliger l’influence de la préparation des échantillons sur les résultats d’analyse. Un mélange de 1g de l’échantillon + 0.03 g de Bromure de Lithium (LiBr) + 10 g d’un mélange (66% de Tétraborate de Lithium (Li2B4O7) +34% de Métaborate de Lithium (LiB2O4)), est introduit dans un creuset de platine. Après homogénéisation et sous l’action de la température (1000°C), le mélange se transforme en une pastille en verre. Le spectromètre à rayons X Thermo Scientifique ARL 9800 a été calibrée par des échantillons standards, 1882a, 1884a 1885a, 1886,1887, certifiés par l’Institut National de Standard et Technologie (NIST) aux Etats-Unis. Les résultats des analyse chimique conforment aux limites de variation du standard ASTM C114. L’environnement sous vide et la température très stable permettent une sensibilité excellente (0.02% pour CaO, 0.012% pour SiO2, 0.009% pour Al2O3, 0.0022% pour Fe2O3, 0.003% pour Na2O, 0.0012 pour K2O, 0.005% pour SO3, 0.006% pour MgO, 0.0006% pour TiO2 et 0.002% pour P2O5).
III.3 – Analyse minéralogique des phases du clinker par diffraction des rayons X
La diffraction par rayons X (DRX) est utilisée pour identifier et déterminer les phases minéralogiques des solides. L’échantillon peut être un simple cristal ou bien une poudre poly-cristalline. Les principaux points impliqués dans la mesure DRX sont :
1. Un faisceau de rayons X, de préférence monochromatique, pour irradier
l’échantillon.
2. Différents plans cristallographiques de l’échantillon diffractent les rayons X incidents suivant différents angles de Bragg selon l’écart inter-planaire « d ».La loi de Bragg résume ce phénomène par l’équation : nλ = 2d sinθ (JENKINS, 1999).
3. A l’aide d’un scintillateur ou d’un compteur proportionnel à gaz, le faisceau de
rayons X diffracté sera détecté. Un monochromateur peut optionnellement être
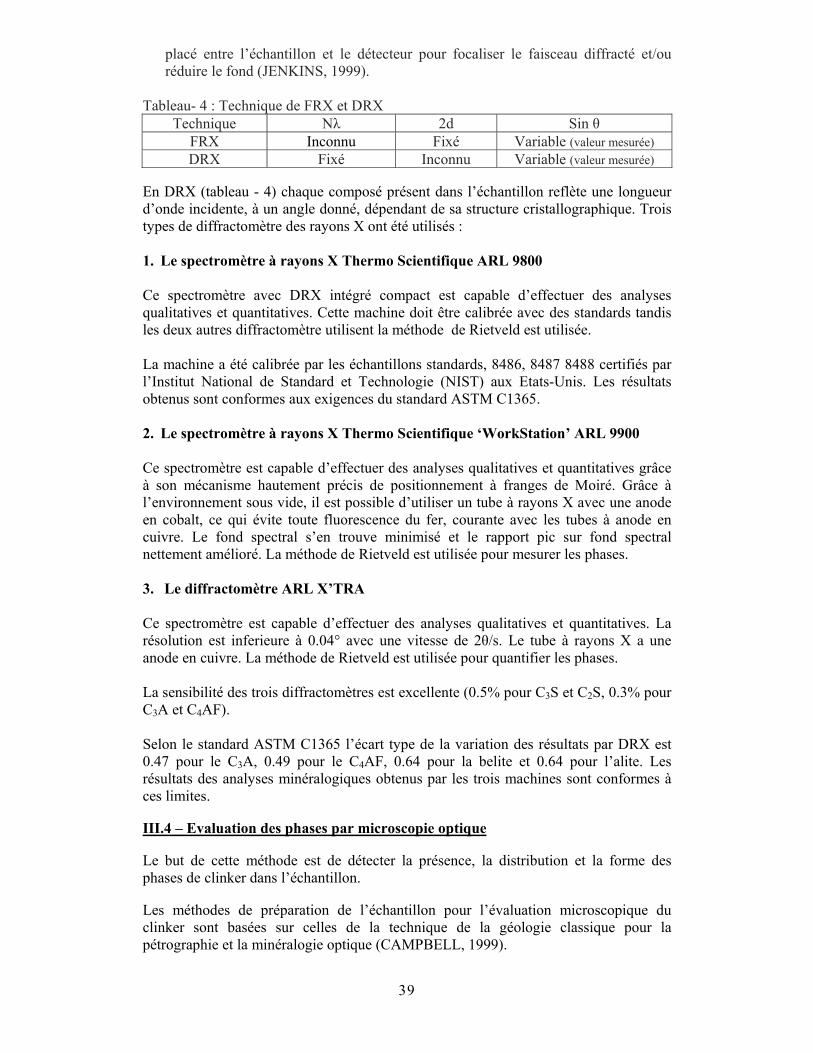
39
placé entre l’échantillon et le détecteur pour focaliser le faisceau diffracté et/ou réduire le fond (JENKINS, 1999).
Tableau- 4 : Technique de FRX et DRX
Technique Nλ 2d Sin θ FRX Inconnu Fixé Variable (valeur mesurée) DRX Fixé Inconnu Variable (valeur mesurée)
En DRX (tableau - 4) chaque composé présent dans l’échantillon reflète une longueur d’onde incidente, à un angle donné, dépendant de sa structure cristallographique. Trois types de diffractomètre des rayons X ont été utilisés : 1. Le spectromètre à rayons X Thermo Scientifique ARL 9800
Ce spectromètre avec DRX intégré compact est capable d’effectuer des analyses qualitatives et quantitatives. Cette machine doit être calibrée avec des standards tandis les deux autres diffractomètre utilisent la méthode de Rietveld est utilisée.
La machine a été calibrée par les échantillons standards, 8486, 8487 8488 certifiés par l’Institut National de Standard et Technologie (NIST) aux Etats-Unis. Les résultats obtenus sont conformes aux exigences du standard ASTM C1365. 2. Le spectromètre à rayons X Thermo Scientifique ‘WorkStation’ ARL 9900 Ce spectromètre est capable d’effectuer des analyses qualitatives et quantitatives grâce à son mécanisme hautement précis de positionnement à franges de Moiré. Grâce à l’environnement sous vide, il est possible d’utiliser un tube à rayons X avec une anode en cobalt, ce qui évite toute fluorescence du fer, courante avec les tubes à anode en cuivre. Le fond spectral s’en trouve minimisé et le rapport pic sur fond spectral nettement amélioré. La méthode de Rietveld est utilisée pour mesurer les phases.
3. Le diffractomètre ARL X’TRA Ce spectromètre est capable d’effectuer des analyses qualitatives et quantitatives. La résolution est inferieure à 0.04° avec une vitesse de 2θ/s. Le tube à rayons X a une anode en cuivre. La méthode de Rietveld est utilisée pour quantifier les phases.
La sensibilité des trois diffractomètres est excellente (0.5% pour C3S et C2S, 0.3% pour C3A et C4AF). Selon le standard ASTM C1365 l’écart type de la variation des résultats par DRX est 0.47 pour le C3A, 0.49 pour le C4AF, 0.64 pour la belite et 0.64 pour l’alite. Les résultats des analyses minéralogiques obtenus par les trois machines sont conformes à ces limites.
III.4 – Evaluation des phases par microscopie optique
Le but de cette méthode est de détecter la présence, la distribution et la forme des phases de clinker dans l’échantillon.
Les méthodes de préparation de l’échantillon pour l’évaluation microscopique du clinker sont basées sur celles de la technique de la géologie classique pour la pétrographie et la minéralogie optique (CAMPBELL, 1999).
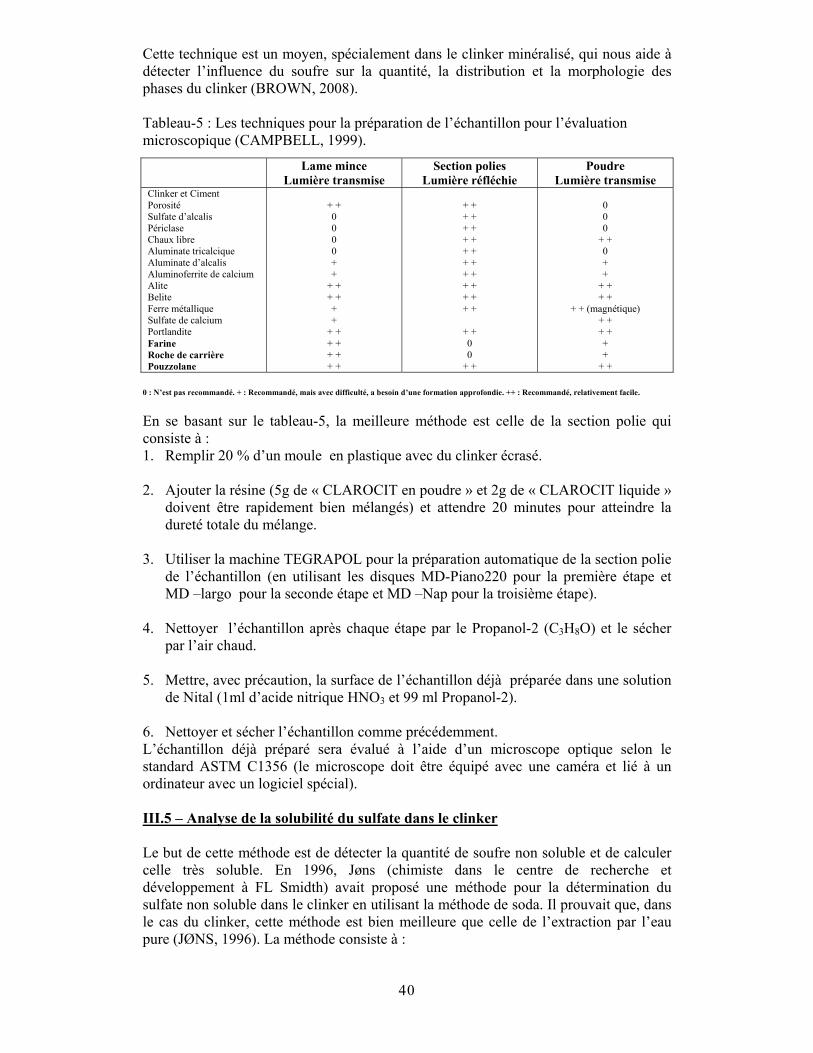
40
Cette technique est un moyen, spécialement dans le clinker minéralisé, qui nous aide à détecter l’influence du soufre sur la quantité, la distribution et la morphologie des phases du clinker (BROWN, 2008). Tableau-5 : Les techniques pour la préparation de l’échantillon pour l’évaluation microscopique (CAMPBELL, 1999).
Lame mince Lumière transmise
Section polies Lumière réfléchie
Poudre Lumière transmise
Clinker et Ciment Porosité Sulfate d’alcalis Périclase Chaux libre Aluminate tricalcique Aluminate d’alcalis Aluminoferrite de calcium Alite Belite Ferre métallique Sulfate de calcium Portlandite Farine Roche de carrière Pouzzolane
+ + 0 0 0 0 + +
+ + + + + +
+ + + + + + + +
+ + + + + + + + + + + + + + + + + + + +
+ + 0 0
+ +
0 0 0
+ + 0 + +
+ + + +
+ + (magnétique) + + + + + +
+ +
0 : N’est pas recommandé. + : Recommandé, mais avec difficulté, a besoin d’une formation approfondie. ++ : Recommandé, relativement facile.
En se basant sur le tableau-5, la meilleure méthode est celle de la section polie qui consiste à : 1. Remplir 20 % d’un moule en plastique avec du clinker écrasé.
2. Ajouter la résine (5g de « CLAROCIT en poudre » et 2g de « CLAROCIT liquide »
doivent être rapidement bien mélangés) et attendre 20 minutes pour atteindre la dureté totale du mélange.
3. Utiliser la machine TEGRAPOL pour la préparation automatique de la section polie
de l’échantillon (en utilisant les disques MD-Piano220 pour la première étape et MD –largo pour la seconde étape et MD –Nap pour la troisième étape).
4. Nettoyer l’échantillon après chaque étape par le Propanol-2 (C3H8O) et le sécher
par l’air chaud. 5. Mettre, avec précaution, la surface de l’échantillon déjà préparée dans une solution
de Nital (1ml d’acide nitrique HNO3 et 99 ml Propanol-2). 6. Nettoyer et sécher l’échantillon comme précédemment. L’échantillon déjà préparé sera évalué à l’aide d’un microscope optique selon le standard ASTM C1356 (le microscope doit être équipé avec une caméra et lié à un ordinateur avec un logiciel spécial). III.5 – Analyse de la solubilité du sulfate dans le clinker
Le but de cette méthode est de détecter la quantité de soufre non soluble et de calculer celle très soluble. En 1996, Jøns (chimiste dans le centre de recherche et développement à FL Smidth) avait proposé une méthode pour la détermination du sulfate non soluble dans le clinker en utilisant la méthode de soda. Il prouvait que, dans le cas du clinker, cette méthode est bien meilleure que celle de l’extraction par l’eau pure (JØNS, 1996). La méthode consiste à :
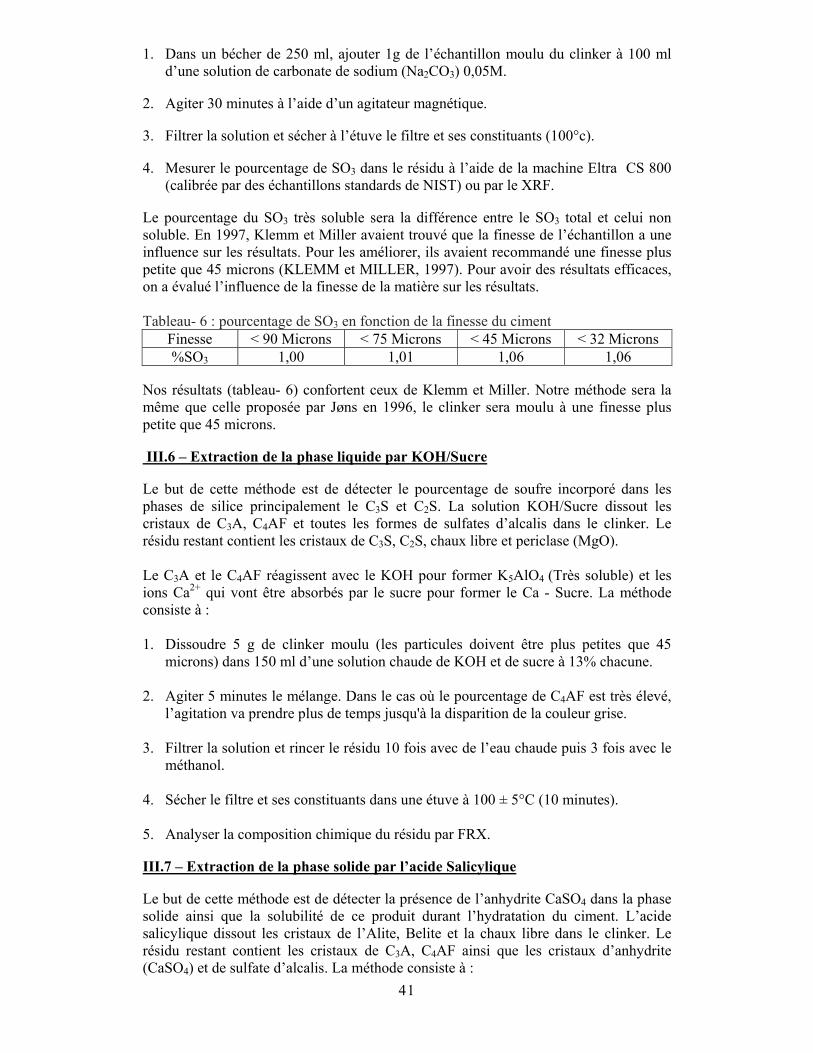
41
1. Dans un bécher de 250 ml, ajouter 1g de l’échantillon moulu du clinker à 100 ml d’une solution de carbonate de sodium (Na2CO3) 0,05M.
2. Agiter 30 minutes à l’aide d’un agitateur magnétique.
3. Filtrer la solution et sécher à l’étuve le filtre et ses constituants (100°c).
4. Mesurer le pourcentage de SO3 dans le résidu à l’aide de la machine Eltra CS 800 (calibrée par des échantillons standards de NIST) ou par le XRF.
Le pourcentage du SO3 très soluble sera la différence entre le SO3 total et celui non soluble. En 1997, Klemm et Miller avaient trouvé que la finesse de l’échantillon a une influence sur les résultats. Pour les améliorer, ils avaient recommandé une finesse plus petite que 45 microns (KLEMM et MILLER, 1997). Pour avoir des résultats efficaces, on a évalué l’influence de la finesse de la matière sur les résultats. Tableau- 6 : pourcentage de SO3 en fonction de la finesse du ciment
Finesse < 90 Microns < 75 Microns < 45 Microns < 32 Microns %SO3 1,00 1,01 1,06 1,06
Nos résultats (tableau- 6) confortent ceux de Klemm et Miller. Notre méthode sera la même que celle proposée par Jøns en 1996, le clinker sera moulu à une finesse plus petite que 45 microns.
III.6 – Extraction de la phase liquide par KOH/Sucre
Le but de cette méthode est de détecter le pourcentage de soufre incorporé dans les phases de silice principalement le C3S et C2S. La solution KOH/Sucre dissout les cristaux de C3A, C4AF et toutes les formes de sulfates d’alcalis dans le clinker. Le résidu restant contient les cristaux de C3S, C2S, chaux libre et periclase (MgO). Le C3A et le C4AF réagissent avec le KOH pour former K5AlO4 (Très soluble) et les ions Ca2+ qui vont être absorbés par le sucre pour former le Ca - Sucre. La méthode consiste à : 1. Dissoudre 5 g de clinker moulu (les particules doivent être plus petites que 45
microns) dans 150 ml d’une solution chaude de KOH et de sucre à 13% chacune. 2. Agiter 5 minutes le mélange. Dans le cas où le pourcentage de C4AF est très élevé,
l’agitation va prendre plus de temps jusqu'à la disparition de la couleur grise. 3. Filtrer la solution et rincer le résidu 10 fois avec de l’eau chaude puis 3 fois avec le
méthanol. 4. Sécher le filtre et ses constituants dans une étuve à 100 ± 5°C (10 minutes). 5. Analyser la composition chimique du résidu par FRX.
III.7 – Extraction de la phase solide par l’acide Salicylique
Le but de cette méthode est de détecter la présence de l’anhydrite CaSO4 dans la phase solide ainsi que la solubilité de ce produit durant l’hydratation du ciment. L’acide salicylique dissout les cristaux de l’Alite, Belite et la chaux libre dans le clinker. Le résidu restant contient les cristaux de C3A, C4AF ainsi que les cristaux d’anhydrite (CaSO4) et de sulfate d’alcalis. La méthode consiste à :
42
1. Dissoudre 8 g de clinker moulu (les particules doivent être plus petites que 150
microns) dans 320 ml d’une solution d’acide salicylique (28g d’acide salicylique dans 320 ml de méthanol pure) (MICHAUD et SUDERMAN, 1999).
2. Agiter une heure le mélange puis le reposer pour deux heures (MICHAUDE et SUDERMAN, 1999).
3. Filtrer la solution et rincer le résidu 5 fois avec du méthanol pur puis 10 fois avec
de l’acétone (L’acétone joue le rôle d’inhibiteur pour la réaction d’hydratation du ciment)
4. Sécher le filtre et ses constituants dans une étuve à 40 ± 5°C (10 minutes). 5. Analyser la composition minéralogique du résidu par DRX.
III.8 –Détermination de l’expansion du soufre dans le mortier selon l’ASTM C452
L’expansion du soufre dans le mortier est déterminée selon la norme ASTM C452 (ASTM, 2009). C’est un test rapide qui peut clairement différencier le ciment portland contenant un taux élevé de C3A de celui avec un taux bas mais il n’est pas approprié pour les ciments composés. De même, ce test ne simule pas l’exposition réelle du béton aux sulfates (CLIFTON et al. 1999).
III.9 –Détermination de l’expansion du mortier dans l’eau selon l’ASTM C1038
L’expansion du mortier dans l’eau est déterminée selon la norme ASTM C1038 (ASTM, 2009).
III.10 –Détermination de l’expansion du mortier dans une solution de sulfate selon l’ASTMC 1012
L’expansion du mortier dans une solution de soufre est déterminée selon la norme ASTMC1012 (ASTM, 2009). Ce test peut mieux simuler que l’ASTM C452 l’exposition réelle du béton aux sulfates (CLIFTON et al, 1999).
III.11 – Détermination du temps de prise selon l’ASTM C191
Le temps de prise du ciment fabriqué au laboratoire est déterminé selon la norme ASTM C191 (ASTM, 2009).
III.12- Détermination des résistances mécaniques selon l’ASTM C109
La résistance à la compression du ciment fabriqué au laboratoire est déterminée selon la ASTM C109 (ASTM, 2009).
III.13- Détermination de la finesse selon l’ASTM C204 La finesse du ciment fabriqué au laboratoire est déterminée selon la norme ASTM C204 (ASTM, 2009). III.14- Préparation de l’échantillon et analyse par MEB Pour la préparation de l’échantillon nous avons utilisée la méthode proposée par Bertron et al (BERTRON et al, 2009). L’échantillon a été scié puis poli avec du carbure
43
de silicium (2 min.30 s à P800, 1 min.30s à P1200 et 30 s à P4000). Après chaque étape l’échantillon a été nettoyé par l’air comprimé et ensuite métallisé avec le carbone. III.15- Observation au MEB La microscopie électronique à balayage (MEB) est une technique de microscopie électronique capable de produire des images en haute résolution de la surface d’un échantillon en utilisant le principe des interactions électrons-matière. La MEB comprend un faisceau d’électrons projeté sur l’échantillon à analyser. L’interaction entre les électrons incidents et l’échantillon génère des électrons secondaires de basse énergie qui sont accélérés vers un détecteur d’électrons secondaires qui amplifie le signal. À chaque point d’impact correspond un signal électrique. L’intensité de ce signal électrique dépend à la fois de la nature de l’échantillon au point d’impact, qui détermine le rendement en électrons secondaires, et de la topographie de l’échantillon au point considéré. Il est ainsi possible, en balayant le faisceau sur l’échantillon, d’obtenir une cartographie de la zone balayée. Les électrons secondaires, émis en chaque point sous l'impact du faisceau sont collectés grâce à un champ électrique positif sur un scintillateur. Les photons produits sont transmis à l'aide d'une fibre optique jusqu'à la couche sensible d'un photomultiplicateur situé à l'extérieur du système et le signal, ainsi amplifié, module la brillance de l'oscilloscope cathodique. Le rendement d'émission des électrons secondaires est fonction du numéro atomique des atomes constitutifs du spécimen, mais surtout de l'angle entre le faisceau incident et la surface analysée.
Pour mieux visualiser les différents constituants du matériau on a choisi le mode d’électrons rétro diffusés. Les électrons rétrodiffusés sont des électrons du faisceau primaire qui ont réagi de façon quasi élastique avec les atomes de l'échantillon. Ils sont renvoyés dans une direction proche de leur direction d'origine avec une faible perte d'énergie.
III.16 - Microanalyse électronique (EDS)
Dans la microanalyse par spectrométrie à dispersion d’énergie EDS ou EDX, les photons X sont captés par un détecteur solide. Les photons X provoquent des ionisations, les paires électrons-trous libres migrent sous l'effet du champ électrique de polarisation et provoquent des impulsions de courant dont la hauteur est proportionnelle à l'énergie du photon. On peut séparer par une discrimination les impulsions selon leur hauteur, et donc compter les photons incidents selon leur énergie.
Au cours de l’analyse, l'échantillon est bombardé par un faisceau d'électrons. L'impact provoque l'émission de rayons X caractéristiques des éléments constituant l'échantillon.
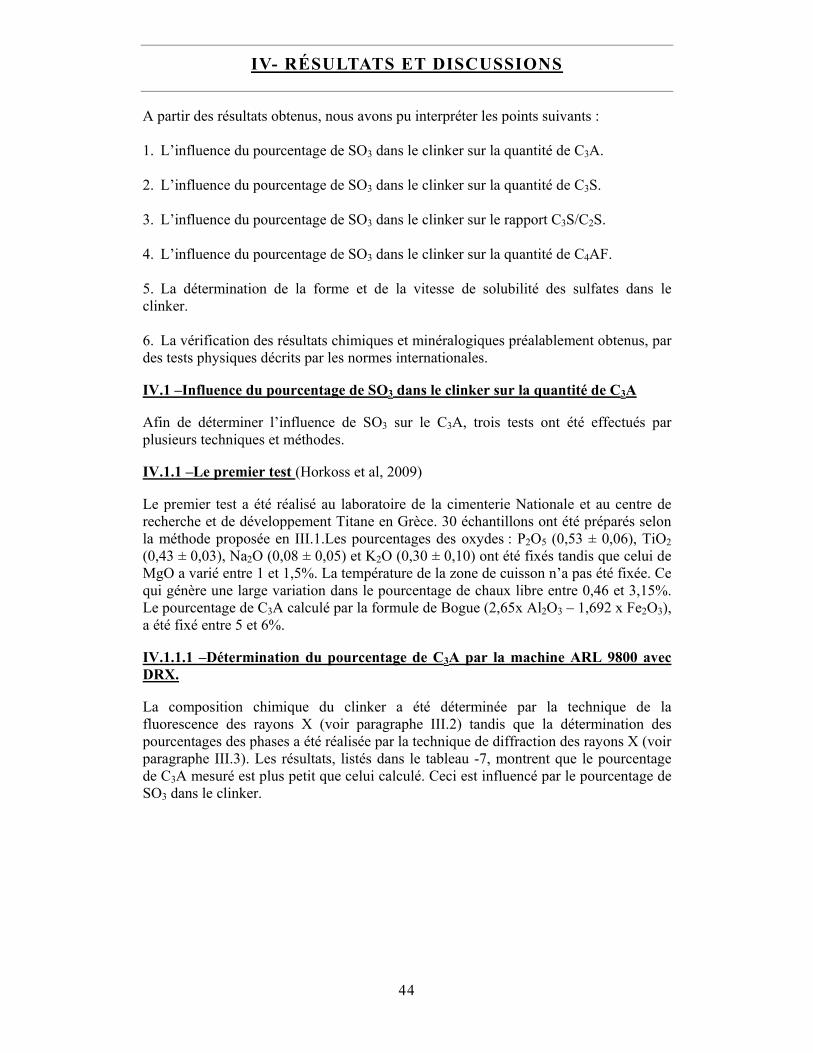
44
IV- RÉSULTATS ET DISCUSSIONS
A partir des résultats obtenus, nous avons pu interpréter les points suivants : 1. L’influence du pourcentage de SO3 dans le clinker sur la quantité de C3A. 2. L’influence du pourcentage de SO3 dans le clinker sur la quantité de C3S. 3. L’influence du pourcentage de SO3 dans le clinker sur le rapport C3S/C2S. 4. L’influence du pourcentage de SO3 dans le clinker sur la quantité de C4AF. 5. La détermination de la forme et de la vitesse de solubilité des sulfates dans le clinker. 6. La vérification des résultats chimiques et minéralogiques préalablement obtenus, par des tests physiques décrits par les normes internationales.
IV.1 –Influence du pourcentage de SO3 dans le clinker sur la quantité de C3A
Afin de déterminer l’influence de SO3 sur le C3A, trois tests ont été effectués par plusieurs techniques et méthodes.
IV.1.1 –Le premier test (Horkoss et al, 2009)
Le premier test a été réalisé au laboratoire de la cimenterie Nationale et au centre de recherche et de développement Titane en Grèce. 30 échantillons ont été préparés selon la méthode proposée en III.1.Les pourcentages des oxydes : P2O5 (0,53 ± 0,06), TiO2 (0,43 ± 0,03), Na2O (0,08 ± 0,05) et K2O (0,30 ± 0,10) ont été fixés tandis que celui de MgO a varié entre 1 et 1,5%. La température de la zone de cuisson n’a pas été fixée. Ce qui génère une large variation dans le pourcentage de chaux libre entre 0,46 et 3,15%. Le pourcentage de C3A calculé par la formule de Bogue (2,65x Al2O3 – 1,692 x Fe2O3), a été fixé entre 5 et 6%.
IV.1.1.1 –Détermination du pourcentage de C3A par la machine ARL 9800 avec DRX.
La composition chimique du clinker a été déterminée par la technique de la fluorescence des rayons X (voir paragraphe III.2) tandis que la détermination des pourcentages des phases a été réalisée par la technique de diffraction des rayons X (voir paragraphe III.3). Les résultats, listés dans le tableau -7, montrent que le pourcentage de C3A mesuré est plus petit que celui calculé. Ceci est influencé par le pourcentage de SO3 dans le clinker.
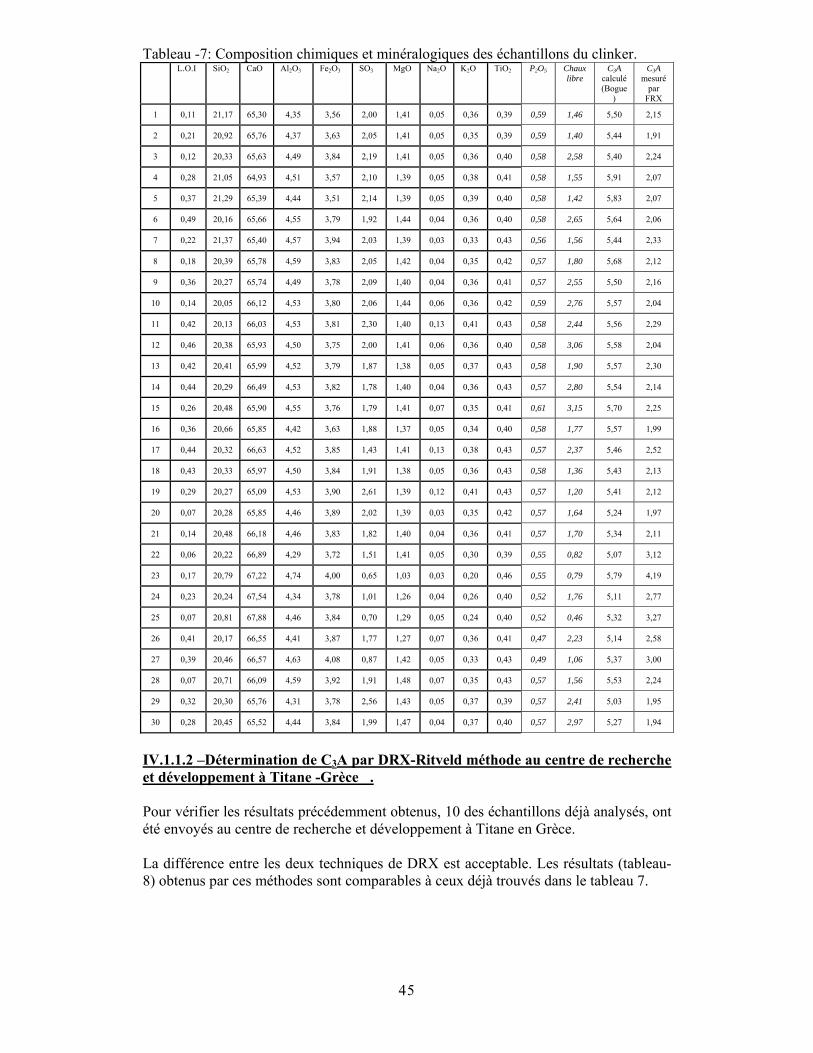
45
Tableau -7: Composition chimiques et minéralogiques des échantillons du clinker. L.O.I SiO2 CaO Al2O3 Fe2O3 SO3 MgO Na2O K2O TiO2 P2O5 Chaux
libre C3A
calculé (Bogue
)
C3A mesuré
par FRX
1 0,11 21,17 65,30 4,35 3,56 2,00 1,41 0,05 0,36 0,39 0,59 1,46 5,50 2,15
2 0,21 20,92 65,76 4,37 3,63 2,05 1,41 0,05 0,35 0,39 0,59 1,40 5,44 1,91
3 0,12 20,33 65,63 4,49 3,84 2,19 1,41 0,05 0,36 0,40 0,58 2,58 5,40 2,24
4 0,28 21,05 64,93 4,51 3,57 2,10 1,39 0,05 0,38 0,41 0,58 1,55 5,91 2,07
5 0,37 21,29 65,39 4,44 3,51 2,14 1,39 0,05 0,39 0,40 0,58 1,42 5,83 2,07
6 0,49 20,16 65,66 4,55 3,79 1,92 1,44 0,04 0,36 0,40 0,58 2,65 5,64 2,06
7 0,22 21,37 65,40 4,57 3,94 2,03 1,39 0,03 0,33 0,43 0,56 1,56 5,44 2,33
8 0,18 20,39 65,78 4,59 3,83 2,05 1,42 0,04 0,35 0,42 0,57 1,80 5,68 2,12
9 0,36 20,27 65,74 4,49 3,78 2,09 1,40 0,04 0,36 0,41 0,57 2,55 5,50 2,16
10 0,14 20,05 66,12 4,53 3,80 2,06 1,44 0,06 0,36 0,42 0,59 2,76 5,57 2,04
11 0,42 20,13 66,03 4,53 3,81 2,30 1,40 0,13 0,41 0,43 0,58 2,44 5,56 2,29
12 0,46 20,38 65,93 4,50 3,75 2,00 1,41 0,06 0,36 0,40 0,58 3,06 5,58 2,04
13 0,42 20,41 65,99 4,52 3,79 1,87 1,38 0,05 0,37 0,43 0,58 1,90 5,57 2,30
14 0,44 20,29 66,49 4,53 3,82 1,78 1,40 0,04 0,36 0,43 0,57 2,80 5,54 2,14
15 0,26 20,48 65,90 4,55 3,76 1,79 1,41 0,07 0,35 0,41 0,61 3,15 5,70 2,25
16 0,36 20,66 65,85 4,42 3,63 1,88 1,37 0,05 0,34 0,40 0,58 1,77 5,57 1,99
17 0,44 20,32 66,63 4,52 3,85 1,43 1,41 0,13 0,38 0,43 0,57 2,37 5,46 2,52
18 0,43 20,33 65,97 4,50 3,84 1,91 1,38 0,05 0,36 0,43 0,58 1,36 5,43 2,13
19 0,29 20,27 65,09 4,53 3,90 2,61 1,39 0,12 0,41 0,43 0,57 1,20 5,41 2,12
20 0,07 20,28 65,85 4,46 3,89 2,02 1,39 0,03 0,35 0,42 0,57 1,64 5,24 1,97
21 0,14 20,48 66,18 4,46 3,83 1,82 1,40 0,04 0,36 0,41 0,57 1,70 5,34 2,11
22 0,06 20,22 66,89 4,29 3,72 1,51 1,41 0,05 0,30 0,39 0,55 0,82 5,07 3,12
23 0,17 20,79 67,22 4,74 4,00 0,65 1,03 0,03 0,20 0,46 0,55 0,79 5,79 4,19
24 0,23 20,24 67,54 4,34 3,78 1,01 1,26 0,04 0,26 0,40 0,52 1,76 5,11 2,77
25 0,07 20,81 67,88 4,46 3,84 0,70 1,29 0,05 0,24 0,40 0,52 0,46 5,32 3,27
26 0,41 20,17 66,55 4,41 3,87 1,77 1,27 0,07 0,36 0,41 0,47 2,23 5,14 2,58
27 0,39 20,46 66,57 4,63 4,08 0,87 1,42 0,05 0,33 0,43 0,49 1,06 5,37 3,00
28 0,07 20,71 66,09 4,59 3,92 1,91 1,48 0,07 0,35 0,43 0,57 1,56 5,53 2,24
29 0,32 20,30 65,76 4,31 3,78 2,56 1,43 0,05 0,37 0,39 0,57 2,41 5,03 1,95
30 0,28 20,45 65,52 4,44 3,84 1,99 1,47 0,04 0,37 0,40 0,57 2,97 5,27 1,94
IV.1.1.2 –Détermination de C3A par DRX-Ritveld méthode au centre de recherche et développement à Titane -Grèce . Pour vérifier les résultats précédemment obtenus, 10 des échantillons déjà analysés, ont été envoyés au centre de recherche et développement à Titane en Grèce. La différence entre les deux techniques de DRX est acceptable. Les résultats (tableau-8) obtenus par ces méthodes sont comparables à ceux déjà trouvés dans le tableau 7.
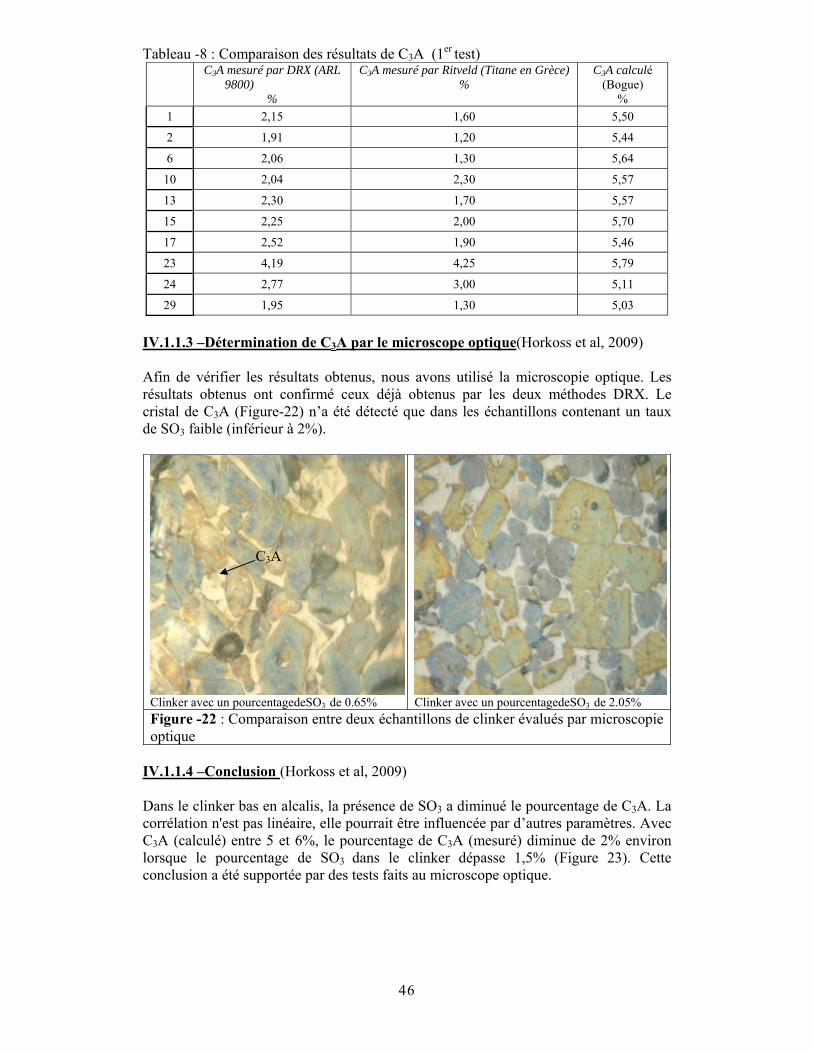
46
Tableau -8 : Comparaison des résultats de C3A (1er test) C3A mesuré par DRX (ARL
9800) %
C3A mesuré par Ritveld (Titane en Grèce) %
C3A calculé (Bogue)
% 1 2,15 1,60 5,50
2 1,91 1,20 5,44
6 2,06 1,30 5,64
10 2,04 2,30 5,57
13 2,30 1,70 5,57
15 2,25 2,00 5,70
17 2,52 1,90 5,46
23 4,19 4,25 5,79
24 2,77 3,00 5,11
29 1,95 1,30 5,03
IV.1.1.3 –Détermination de C3A par le microscope optique(Horkoss et al, 2009) Afin de vérifier les résultats obtenus, nous avons utilisé la microscopie optique. Les résultats obtenus ont confirmé ceux déjà obtenus par les deux méthodes DRX. Le cristal de C3A (Figure-22) n’a été détecté que dans les échantillons contenant un taux de SO3 faible (inférieur à 2%).
Clinker avec un pourcentagedeSO3 de 0.65% Clinker avec un pourcentagedeSO3 de 2.05% Figure -22 : Comparaison entre deux échantillons de clinker évalués par microscopie optique
IV.1.1.4 –Conclusion (Horkoss et al, 2009) Dans le clinker bas en alcalis, la présence de SO3 a diminué le pourcentage de C3A. La corrélation n'est pas linéaire, elle pourrait être influencée par d’autres paramètres. Avec C3A (calculé) entre 5 et 6%, le pourcentage de C3A (mesuré) diminue de 2% environ lorsque le pourcentage de SO3 dans le clinker dépasse 1,5% (Figure 23). Cette conclusion a été supportée par des tests faits au microscope optique.
C3A
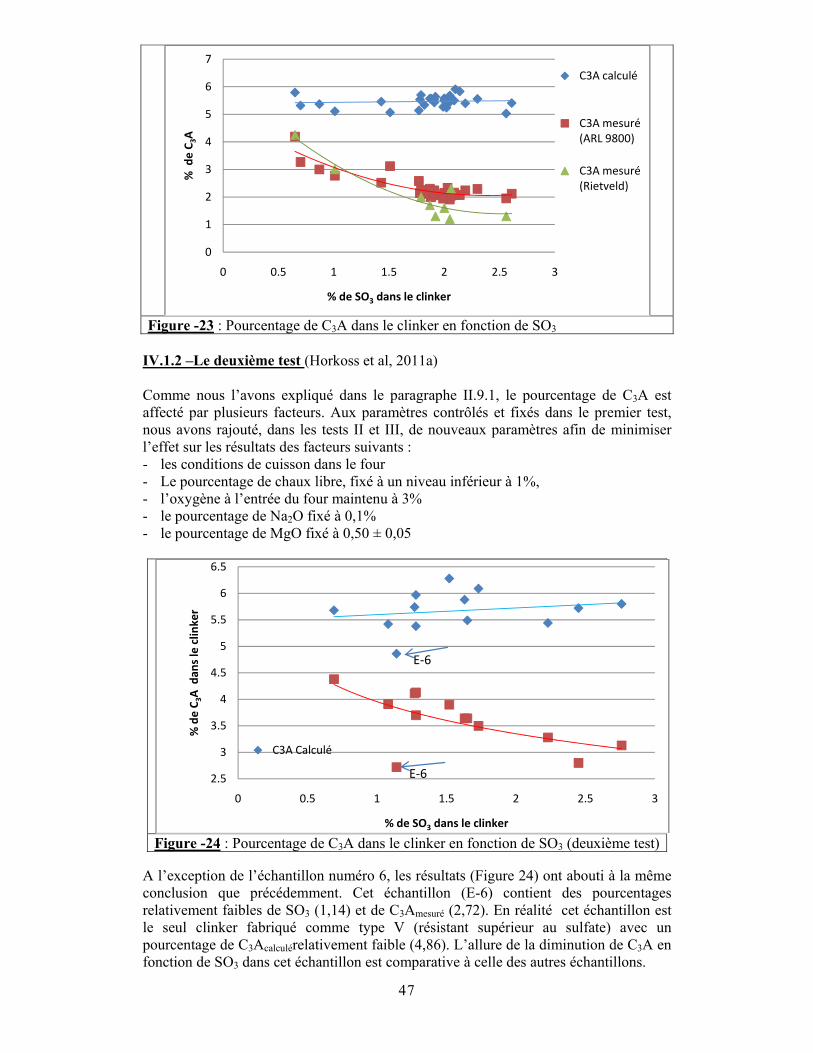
47
Figure -23 : Pourcentage de C3A dans le clinker en fonction de SO3
IV.1.2 –Le deuxième test (Horkoss et al, 2011a) Comme nous l’avons expliqué dans le paragraphe II.9.1, le pourcentage de C3A est affecté par plusieurs facteurs. Aux paramètres contrôlés et fixés dans le premier test, nous avons rajouté, dans les tests II et III, de nouveaux paramètres afin de minimiser l’effet sur les résultats des facteurs suivants : - les conditions de cuisson dans le four - Le pourcentage de chaux libre, fixé à un niveau inférieur à 1%, - l’oxygène à l’entrée du four maintenu à 3% - le pourcentage de Na2O fixé à 0,1% - le pourcentage de MgO fixé à 0,50 ± 0,05
Figure -24 : Pourcentage de C3A dans le clinker en fonction de SO3 (deuxième test) A l’exception de l’échantillon numéro 6, les résultats (Figure 24) ont abouti à la même conclusion que précédemment. Cet échantillon (E-6) contient des pourcentages relativement faibles de SO3 (1,14) et de C3Amesuré (2,72). En réalité cet échantillon est le seul clinker fabriqué comme type V (résistant supérieur au sulfate) avec un pourcentage de C3Acalculérelativement faible (4,86). L’allure de la diminution de C3A en fonction de SO3 dans cet échantillon est comparative à celle des autres échantillons.
0
1
2
3
4
5
6
7
0 0.5 1 1.5 2 2.5 3
% de C 3A
% de SO3 dans le clinker
C3A calculé
C3A mesuré (ARL 9800)
C3A mesuré (Rietveld)
2.5
3
3.5
4
4.5
5
5.5
6
6.5
0 0.5 1 1.5 2 2.5 3
% de C 3A dan
s le clin
ker
% de SO3 dans le clinker
C3A Calculé
E‐6
E‐6
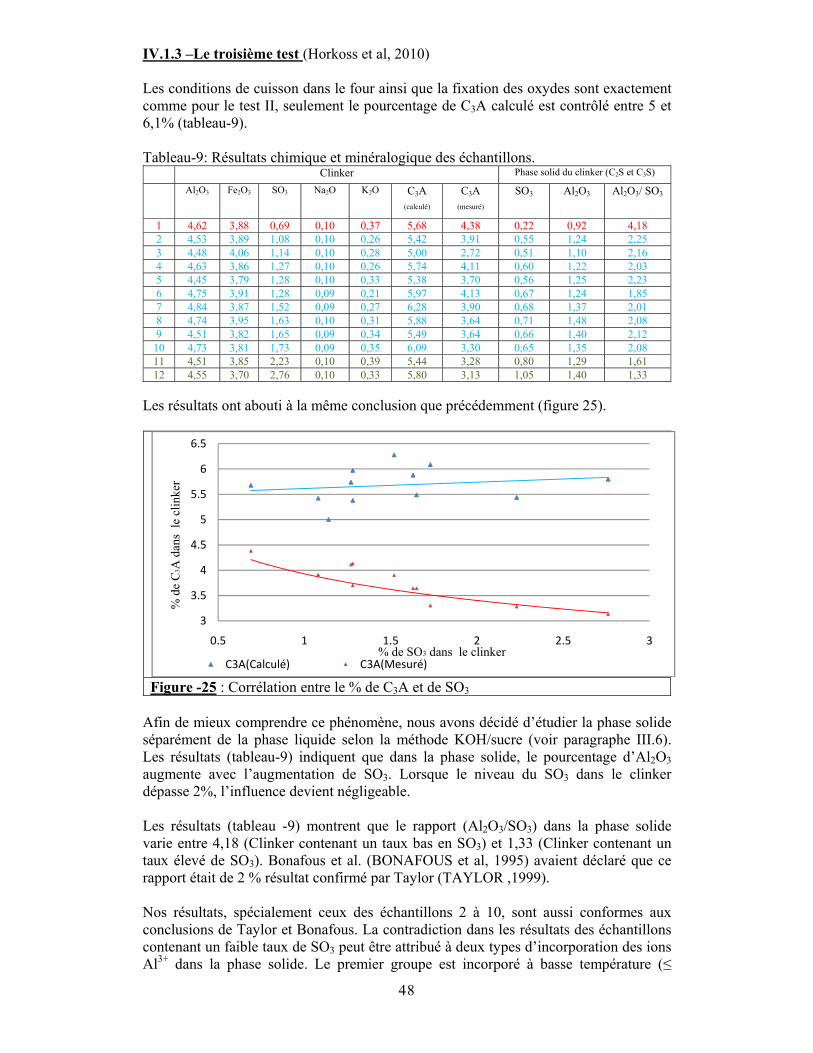
48
IV.1.3 –Le troisième test (Horkoss et al, 2010) Les conditions de cuisson dans le four ainsi que la fixation des oxydes sont exactement comme pour le test II, seulement le pourcentage de C3A calculé est contrôlé entre 5 et 6,1% (tableau-9). Tableau-9: Résultats chimique et minéralogique des échantillons.
Clinker Phase solid du clinker (C2S et C3S)
Al2O3 Fe2O3 SO3 Na2O K2O C3A (calculé)
C3A (mesuré)
SO3
Al2O3
Al2O3/ SO3
1 4,62 3,88 0,69 0,10 0,37 5,68 4,38 0,22 0,92 4,18 2 4,53 3,89 1,08 0,10 0,26 5,42 3,91 0,55 1,24 2,25 3 4,48 4,06 1,14 0,10 0,28 5,00 2,72 0,51 1,10 2,16 4 4,63 3,86 1,27 0,10 0,26 5,74 4,11 0,60 1,22 2,03 5 4,45 3,79 1,28 0,10 0,33 5,38 3,70 0,56 1,25 2,23 6 4,75 3,91 1,28 0,09 0,21 5,97 4,13 0,67 1,24 1,85 7 4,84 3,87 1,52 0,09 0,27 6,28 3,90 0,68 1,37 2,01 8 4,74 3,95 1,63 0,10 0,31 5,88 3,64 0,71 1,48 2,08 9 4,51 3,82 1,65 0,09 0,34 5,49 3,64 0,66 1,40 2,12
10 4,73 3,81 1,73 0,09 0,35 6,09 3,30 0,65 1,35 2,08 11 4,51 3,85 2,23 0,10 0,39 5,44 3,28 0,80 1,29 1,61 12 4,55 3,70 2,76 0,10 0,33 5,80 3,13 1,05 1,40 1,33
Les résultats ont abouti à la même conclusion que précédemment (figure 25).
Figure -25 : Corrélation entre le % de C3A et de SO3 Afin de mieux comprendre ce phénomène, nous avons décidé d’étudier la phase solide séparément de la phase liquide selon la méthode KOH/sucre (voir paragraphe III.6). Les résultats (tableau-9) indiquent que dans la phase solide, le pourcentage d’Al2O3 augmente avec l’augmentation de SO3. Lorsque le niveau du SO3 dans le clinker dépasse 2%, l’influence devient négligeable. Les résultats (tableau -9) montrent que le rapport (Al2O3/SO3) dans la phase solide varie entre 4,18 (Clinker contenant un taux bas en SO3) et 1,33 (Clinker contenant un taux élevé de SO3). Bonafous et al. (BONAFOUS et al, 1995) avaient déclaré que ce rapport était de 2 % résultat confirmé par Taylor (TAYLOR ,1999). Nos résultats, spécialement ceux des échantillons 2 à 10, sont aussi conformes aux conclusions de Taylor et Bonafous. La contradiction dans les résultats des échantillons contenant un faible taux de SO3 peut être attribué à deux types d’incorporation des ions Al3+ dans la phase solide. Le premier groupe est incorporé à basse température (≤
3
3.5
4
4.5
5
5.5
6
6.5
0.5 1 1.5 2 2.5 3
% d
e C
3A d
ans
le c
linke
r
% de SO3 dans le clinkerC3A(Calculé) C3A(Mesuré)
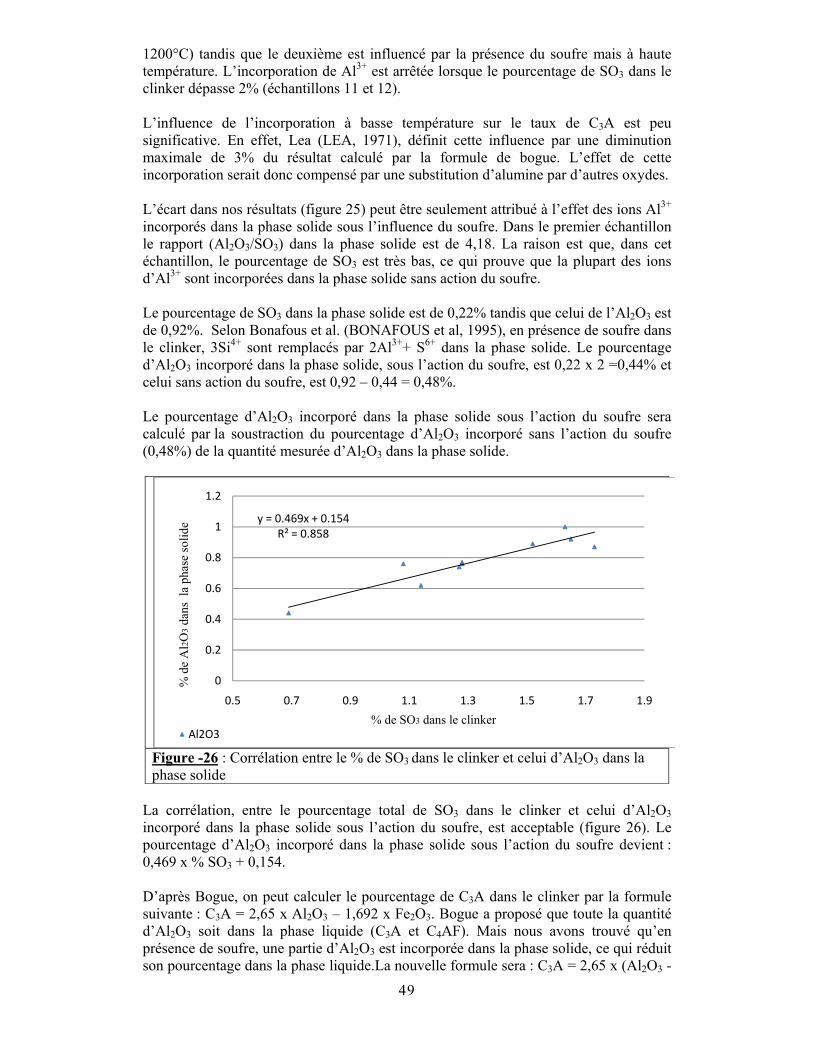
49
1200°C) tandis que le deuxième est influencé par la présence du soufre mais à haute température. L’incorporation de Al3+ est arrêtée lorsque le pourcentage de SO3 dans le clinker dépasse 2% (échantillons 11 et 12). L’influence de l’incorporation à basse température sur le taux de C3A est peu significative. En effet, Lea (LEA, 1971), définit cette influence par une diminution maximale de 3% du résultat calculé par la formule de bogue. L’effet de cette incorporation serait donc compensé par une substitution d’alumine par d’autres oxydes. L’écart dans nos résultats (figure 25) peut être seulement attribué à l’effet des ions Al3+ incorporés dans la phase solide sous l’influence du soufre. Dans le premier échantillon le rapport (Al2O3/SO3) dans la phase solide est de 4,18. La raison est que, dans cet échantillon, le pourcentage de SO3 est très bas, ce qui prouve que la plupart des ions d’Al3+ sont incorporées dans la phase solide sans action du soufre. Le pourcentage de SO3 dans la phase solide est de 0,22% tandis que celui de l’Al2O3 est de 0,92%. Selon Bonafous et al. (BONAFOUS et al, 1995), en présence de soufre dans le clinker, 3Si4+ sont remplacés par 2Al3++ S6+ dans la phase solide. Le pourcentage d’Al2O3 incorporé dans la phase solide, sous l’action du soufre, est 0,22 x 2 =0,44% et celui sans action du soufre, est 0,92 – 0,44 = 0,48%. Le pourcentage d’Al2O3 incorporé dans la phase solide sous l’action du soufre sera calculé par la soustraction du pourcentage d’Al2O3 incorporé sans l’action du soufre (0,48%) de la quantité mesurée d’Al2O3 dans la phase solide.
dans la 3O2dans le clinker et celui d’Al3 : Corrélation entre le % de SO 26-Figure phase solide
La corrélation, entre le pourcentage total de SO3 dans le clinker et celui d’Al2O3 incorporé dans la phase solide sous l’action du soufre, est acceptable (figure 26). Le pourcentage d’Al2O3 incorporé dans la phase solide sous l’action du soufre devient : 0,469 x % SO3 + 0,154. D’après Bogue, on peut calculer le pourcentage de C3A dans le clinker par la formule suivante : C3A = 2,65 x Al2O3 – 1,692 x Fe2O3. Bogue a proposé que toute la quantité d’Al2O3 soit dans la phase liquide (C3A et C4AF). Mais nous avons trouvé qu’en présence de soufre, une partie d’Al2O3 est incorporée dans la phase solide, ce qui réduit son pourcentage dans la phase liquide.La nouvelle formule sera : C3A = 2,65 x (Al2O3 -
y = 0.469x + 0.154R² = 0.858
0
0.2
0.4
0.6
0.8
1
1.2
0.5 0.7 0.9 1.1 1.3 1.5 1.7 1.9
% d
e A
l2O3
dans
la
phas
e so
lide
% de SO3 dans le clinkerAl2O3
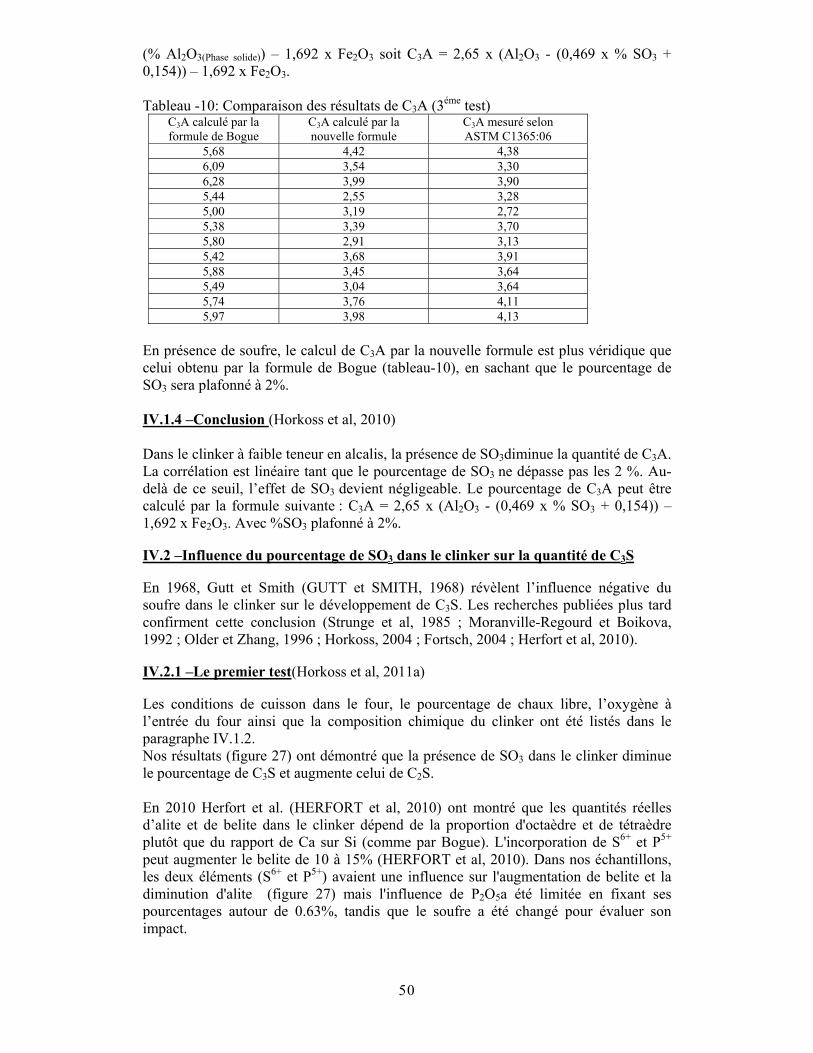
50
(% Al2O3(Phase solide)) – 1,692 x Fe2O3 soit C3A = 2,65 x (Al2O3 - (0,469 x % SO3 + 0,154)) – 1,692 x Fe2O3. Tableau -10: Comparaison des résultats de C3A (3éme test)
C3A calculé par la formule de Bogue
C3A calculé par la nouvelle formule
C3A mesuré selon ASTM C1365:06
5,68 4,42 4,38 6,09 3,54 3,30 6,28 3,99 3,90 5,44 2,55 3,28 5,00 3,19 2,72 5,38 3,39 3,70 5,80 2,91 3,13 5,42 3,68 3,915,88 3,45 3,645,49 3,04 3,64 5,74 3,76 4,11 5,97 3,98 4,13
En présence de soufre, le calcul de C3A par la nouvelle formule est plus véridique que celui obtenu par la formule de Bogue (tableau-10), en sachant que le pourcentage de SO3 sera plafonné à 2%. IV.1.4 –Conclusion (Horkoss et al, 2010) Dans le clinker à faible teneur en alcalis, la présence de SO3diminue la quantité de C3A. La corrélation est linéaire tant que le pourcentage de SO3 ne dépasse pas les 2 %. Au-delà de ce seuil, l’effet de SO3 devient négligeable. Le pourcentage de C3A peut être calculé par la formule suivante : C3A = 2,65 x (Al2O3 - (0,469 x % SO3 + 0,154)) – 1,692 x Fe2O3. Avec %SO3 plafonné à 2%.
IV.2 –Influence du pourcentage de SO3 dans le clinker sur la quantité de C3S
En 1968, Gutt et Smith (GUTT et SMITH, 1968) révèlent l’influence négative du soufre dans le clinker sur le développement de C3S. Les recherches publiées plus tard confirment cette conclusion (Strunge et al, 1985 ; Moranville-Regourd et Boikova, 1992 ; Older et Zhang, 1996 ; Horkoss, 2004 ; Fortsch, 2004 ; Herfort et al, 2010).
IV.2.1 –Le premier test(Horkoss et al, 2011a)
Les conditions de cuisson dans le four, le pourcentage de chaux libre, l’oxygène à l’entrée du four ainsi que la composition chimique du clinker ont été listés dans le paragraphe IV.1.2. Nos résultats (figure 27) ont démontré que la présence de SO3 dans le clinker diminue le pourcentage de C3S et augmente celui de C2S.
En 2010 Herfort et al. (HERFORT et al, 2010) ont montré que les quantités réelles d’alite et de belite dans le clinker dépend de la proportion d'octaèdre et de tétraèdre plutôt que du rapport de Ca sur Si (comme par Bogue). L'incorporation de S6+ et P5+ peut augmenter le belite de 10 à 15% (HERFORT et al, 2010). Dans nos échantillons, les deux éléments (S6+ et P5+) avaient une influence sur l'augmentation de belite et la diminution d'alite (figure 27) mais l'influence de P2O5a été limitée en fixant ses pourcentages autour de 0.63%, tandis que le soufre a été changé pour évaluer son impact.
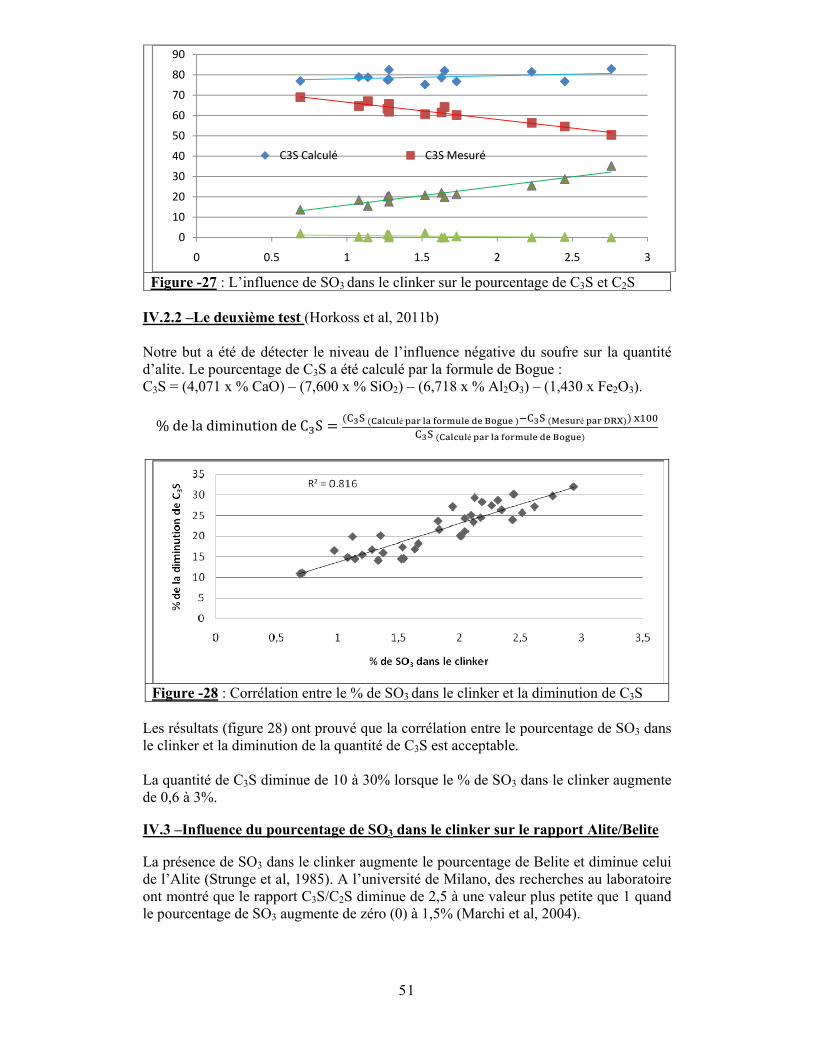
51
Figure -27 : L’influence de SO3 dans le clinker sur le pourcentage de C3S et C2S IV.2.2 –Le deuxième test (Horkoss et al, 2011b) Notre but a été de détecter le niveau de l’influence négative du soufre sur la quantité d’alite. Le pourcentage de C3S a été calculé par la formule de Bogue : C3S = (4,071 x % CaO) – (7,600 x % SiO2) – (6,718 x % Al2O3) – (1,430 x Fe2O3).
% de la diminution de C S C S é C S é RX C S é
Figure -28 : Corrélation entre le % de SO3 dans le clinker et la diminution de C3S Les résultats (figure 28) ont prouvé que la corrélation entre le pourcentage de SO3 dans le clinker et la diminution de la quantité de C3S est acceptable. La quantité de C3S diminue de 10 à 30% lorsque le % de SO3 dans le clinker augmente de 0,6 à 3%.
IV.3 –Influence du pourcentage de SO3 dans le clinker sur le rapport Alite/Belite
La présence de SO3 dans le clinker augmente le pourcentage de Belite et diminue celui de l’Alite (Strunge et al, 1985). A l’université de Milano, des recherches au laboratoire ont montré que le rapport C3S/C2S diminue de 2,5 à une valeur plus petite que 1 quand le pourcentage de SO3 augmente de zéro (0) à 1,5% (Marchi et al, 2004).
0
10
20
30
40
50
60
70
80
90
0 0.5 1 1.5 2 2.5 3
C3S Calculé C3S Mesuré
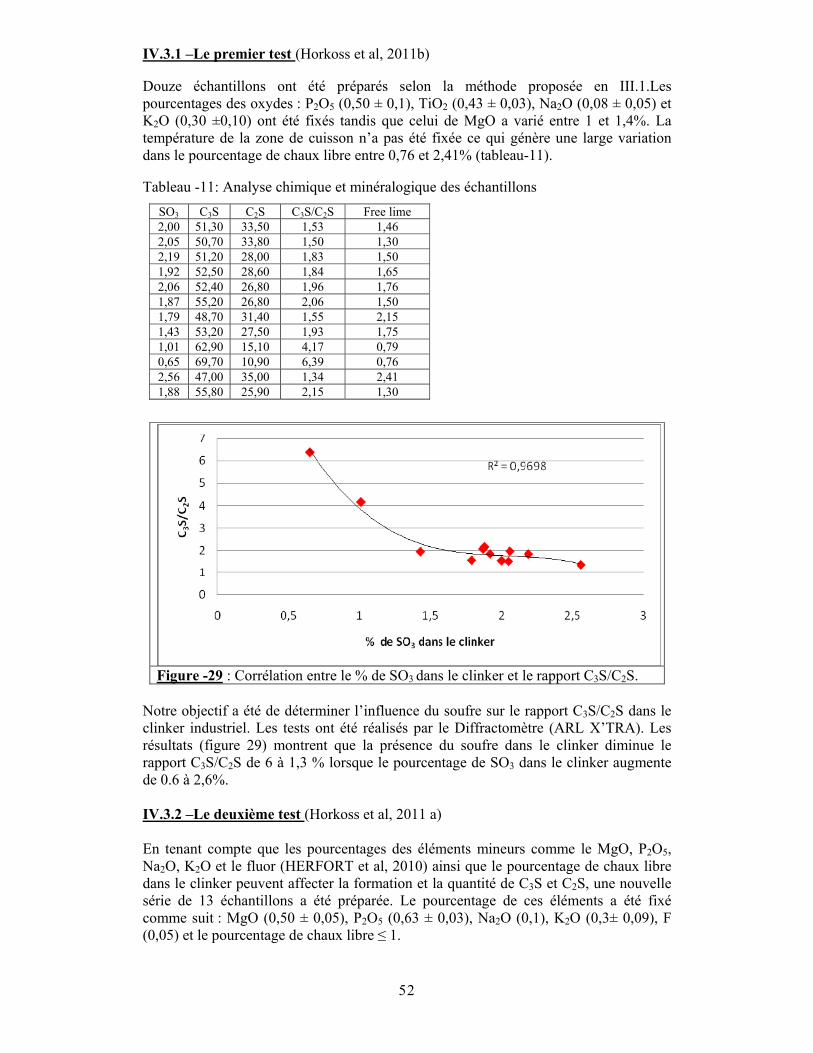
52
IV.3.1 –Le premier test (Horkoss et al, 2011b)
Douze échantillons ont été préparés selon la méthode proposée en III.1.Les pourcentages des oxydes : P2O5 (0,50 ± 0,1), TiO2 (0,43 ± 0,03), Na2O (0,08 ± 0,05) et K2O (0,30 ±0,10) ont été fixés tandis que celui de MgO a varié entre 1 et 1,4%. La température de la zone de cuisson n’a pas été fixée ce qui génère une large variation dans le pourcentage de chaux libre entre 0,76 et 2,41% (tableau-11). Tableau -11: Analyse chimique et minéralogique des échantillons
Figure -29 : Corrélation entre le % de SO3 dans le clinker et le rapport C3S/C2S. Notre objectif a été de déterminer l’influence du soufre sur le rapport C3S/C2S dans le clinker industriel. Les tests ont été réalisés par le Diffractomètre (ARL X’TRA). Les résultats (figure 29) montrent que la présence du soufre dans le clinker diminue le rapport C3S/C2S de 6 à 1,3 % lorsque le pourcentage de SO3 dans le clinker augmente de 0.6 à 2,6%. IV.3.2 –Le deuxième test (Horkoss et al, 2011 a) En tenant compte que les pourcentages des éléments mineurs comme le MgO, P2O5, Na2O, K2O et le fluor (HERFORT et al, 2010) ainsi que le pourcentage de chaux libre dans le clinker peuvent affecter la formation et la quantité de C3S et C2S, une nouvelle série de 13 échantillons a été préparée. Le pourcentage de ces éléments a été fixé comme suit : MgO (0,50 ± 0,05), P2O5 (0,63 ± 0,03), Na2O (0,1), K2O (0,3± 0,09), F (0,05) et le pourcentage de chaux libre ≤ 1.
SO3 C3S C2S C3S/C2S Free lime2,00 51,30 33,50 1,53 1,46 2,05 50,70 33,80 1,50 1,30 2,19 51,20 28,00 1,83 1,50 1,92 52,50 28,60 1,84 1,65 2,06 52,40 26,80 1,96 1,761,87 55,20 26,80 2,06 1,501,79 48,70 31,40 1,55 2,15 1,43 53,20 27,50 1,93 1,75 1,01 62,90 15,10 4,17 0,79 0,65 69,70 10,90 6,39 0,76 2,56 47,00 35,00 1,34 2,411,88 55,80 25,90 2,15 1,30
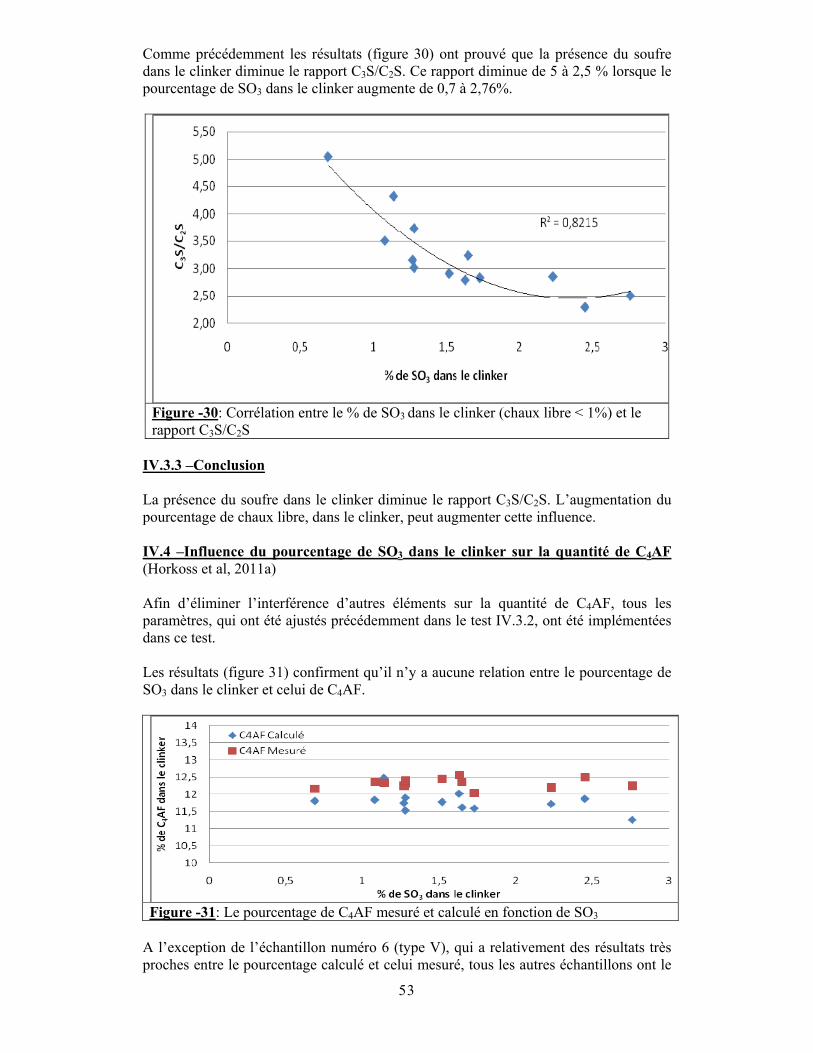
53
Comme précédemment les résultats (figure 30) ont prouvé que la présence du soufre dans le clinker diminue le rapport C3S/C2S. Ce rapport diminue de 5 à 2,5 % lorsque le pourcentage de SO3 dans le clinker augmente de 0,7 à 2,76%.
Figure -30: Corrélation entre le % de SO3 dans le clinker (chaux libre < 1%) et le rapport C3S/C2S
IV.3.3 –Conclusion La présence du soufre dans le clinker diminue le rapport C3S/C2S. L’augmentation du pourcentage de chaux libre, dans le clinker, peut augmenter cette influence. IV.4 –Influence du pourcentage de SO3 dans le clinker sur la quantité de C4AF (Horkoss et al, 2011a) Afin d’éliminer l’interférence d’autres éléments sur la quantité de C4AF, tous les paramètres, qui ont été ajustés précédemment dans le test IV.3.2, ont été implémentées dans ce test. Les résultats (figure 31) confirment qu’il n’y a aucune relation entre le pourcentage de SO3 dans le clinker et celui de C4AF.
Figure -31: Le pourcentage de C4AF mesuré et calculé en fonction de SO3 A l’exception de l’échantillon numéro 6 (type V), qui a relativement des résultats très proches entre le pourcentage calculé et celui mesuré, tous les autres échantillons ont le
54
pourcentage mesuré relativement plus élevé que celui calculé sans aucune relation avec le pourcentage de SO3 dans le clinker. IV.5 –La forme et la vitesse de solubilité des sulfates dans le clinker(Horkoss et al, 2011 b) Comme on l’a expliqué dans les paragraphes II.4, II.4.1, II.4.2 et II.4.3, la forme du sulfate dans le clinker est affectée par plusieurs facteurs, particulièrement par le rapport SO3/alcalis. Elle peut être sulfate d’alcalis, sulfate de calcium et alcalis, incorporée dans la phase solide et même dans des cas particulier sous forme anhydrite. Notre procédure pour détecter la solubilité de sulfate dans le clinker a été résumée par le diagramme suivant :
IV.5.1 –La présence de sulfate d’alcali et sulfate de calcium – alcalis(Horkoss et al, 2011a) Comme il a été expliqué dans le paragraphe II.4.1, il y a une possibilité d’avoir beaucoup de formes de sulfate d’alcalis et de sulfate de calcium-alcalis dans le clinker. Toutes ces formes sont solubles et participent dans le processus du début de prise du ciment. Lors des expériences pratiques, et malgré la variation dans certains tests du pourcentage de K2O entre 0,21 et 0,39%, aucune forme de sulfates d’alcalis ou de sulfates de calcium– alcalis n’a été détectée. Cela peut être attribué à deux facteurs principaux : 1- le pourcentage en alcalis très faible dans le clinker 2- la possibilité de formation d’un nombre très élevé de cristaux de sulfate d’alcalis et de sulfate de calcium– alcalis à des pourcentages inférieurs à la limite de détection par DRX. IV.5.2 –Les sulfates incorporés dans la phase solide (Horkoss et al, 2011b) Onze échantillons ont été sélectés durant la production du clinker. Les conditions de cuisson et d’opération du four ont été stables avec un pourcentage de chaux libre plus petit que 1% et un pourcentage d’oxygène à l’entrée du four autour de 3%. L’extraction de la phase liquide a été faite par la méthode KOH/Sucre (paragraphe III.6) et le pourcentage du sulfate insoluble a été faite par la méthode de soda (paragraphe III.5). Le pourcentage du sulfate incorporé dans la phase solide a été relativement plus élevé que celui détecté par MILLER et TANG (Max. 0,68) (Miller et Tang, 1996) mais très proche de celui calculé par TAYLOR (0,9 %) (Taylor, 1999).
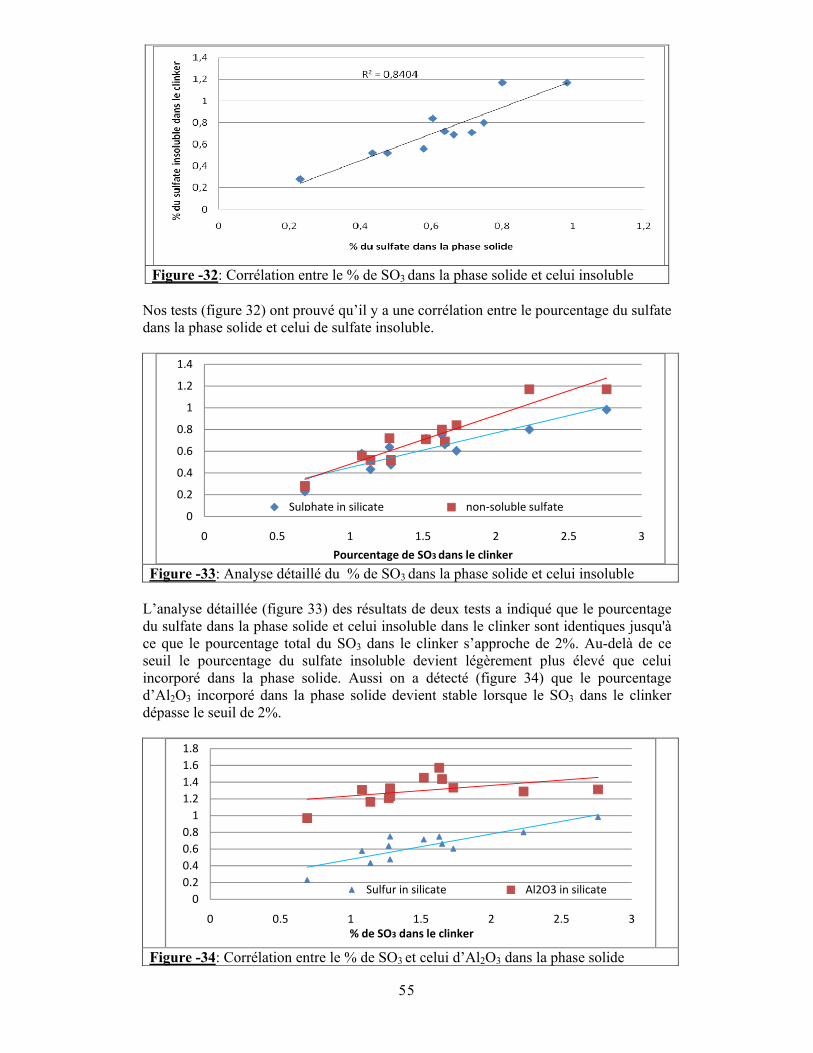
55
Figure -32: Corrélation entre le % de SO3 dans la phase solide et celui insoluble Nos tests (figure 32) ont prouvé qu’il y a une corrélation entre le pourcentage du sulfate dans la phase solide et celui de sulfate insoluble.
Figure -33: Analyse détaillé du % de SO3 dans la phase solide et celui insoluble L’analyse détaillée (figure 33) des résultats de deux tests a indiqué que le pourcentage du sulfate dans la phase solide et celui insoluble dans le clinker sont identiques jusqu'à ce que le pourcentage total du SO3 dans le clinker s’approche de 2%. Au-delà de ce seuil le pourcentage du sulfate insoluble devient légèrement plus élevé que celui incorporé dans la phase solide. Aussi on a détecté (figure 34) que le pourcentage d’Al2O3 incorporé dans la phase solide devient stable lorsque le SO3 dans le clinker dépasse le seuil de 2%.
Figure -34: Corrélation entre le % de SO3 et celui d’Al2O3 dans la phase solide
0
0.2
0.4
0.6
0.8
1
1.2
1.4
0 0.5 1 1.5 2 2.5 3
Pourcentage de SO3 dans le clinker
Sulphate in silicate non‐soluble sulfate
00.20.40.60.81
1.21.41.61.8
0 0.5 1 1.5 2 2.5 3% de SO3 dans le clinker
Sulfur in silicate Al2O3 in silicate
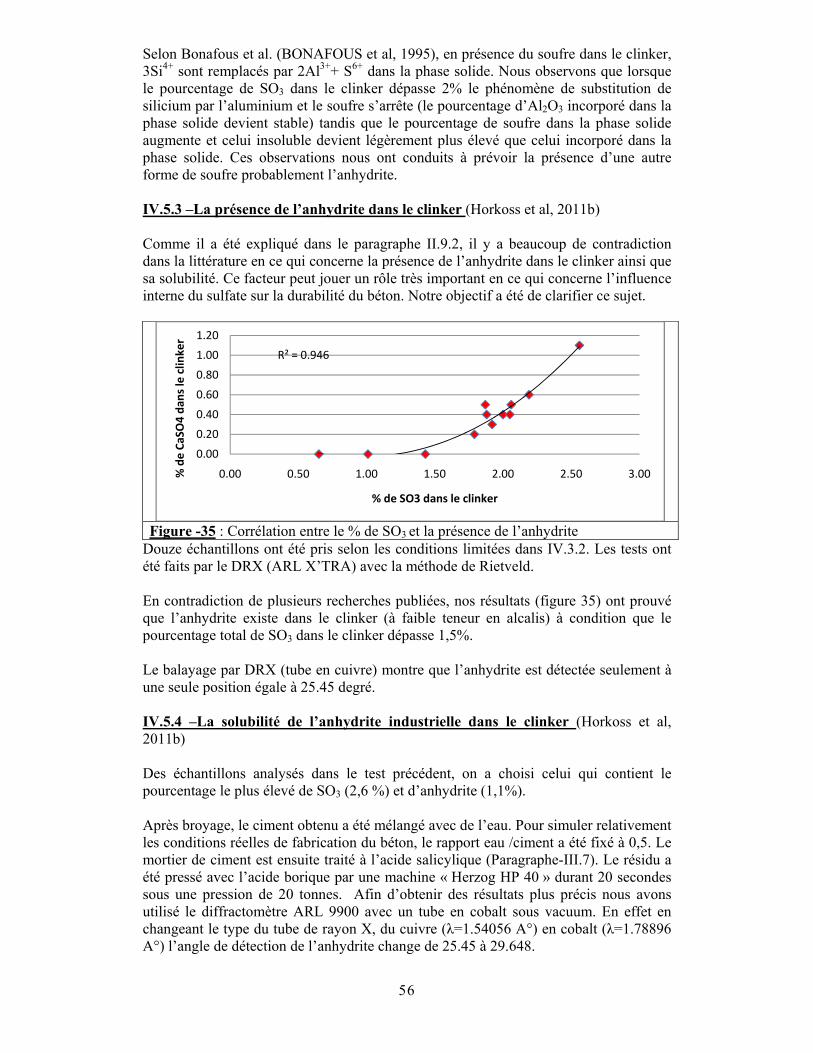
56
Selon Bonafous et al. (BONAFOUS et al, 1995), en présence du soufre dans le clinker, 3Si4+ sont remplacés par 2Al3++ S6+ dans la phase solide. Nous observons que lorsque le pourcentage de SO3 dans le clinker dépasse 2% le phénomène de substitution de silicium par l’aluminium et le soufre s’arrête (le pourcentage d’Al2O3 incorporé dans la phase solide devient stable) tandis que le pourcentage de soufre dans la phase solide augmente et celui insoluble devient légèrement plus élevé que celui incorporé dans la phase solide. Ces observations nous ont conduits à prévoir la présence d’une autre forme de soufre probablement l’anhydrite. IV.5.3 –La présence de l’anhydrite dans le clinker (Horkoss et al, 2011b) Comme il a été expliqué dans le paragraphe II.9.2, il y a beaucoup de contradiction dans la littérature en ce qui concerne la présence de l’anhydrite dans le clinker ainsi que sa solubilité. Ce facteur peut jouer un rôle très important en ce qui concerne l’influence interne du sulfate sur la durabilité du béton. Notre objectif a été de clarifier ce sujet.
Figure -35 : Corrélation entre le % de SO3 et la présence de l’anhydrite Douze échantillons ont été pris selon les conditions limitées dans IV.3.2. Les tests ont été faits par le DRX (ARL X’TRA) avec la méthode de Rietveld. En contradiction de plusieurs recherches publiées, nos résultats (figure 35) ont prouvé que l’anhydrite existe dans le clinker (à faible teneur en alcalis) à condition que le pourcentage total de SO3 dans le clinker dépasse 1,5%. Le balayage par DRX (tube en cuivre) montre que l’anhydrite est détectée seulement à une seule position égale à 25.45 degré. IV.5.4 –La solubilité de l’anhydrite industrielle dans le clinker (Horkoss et al, 2011b) Des échantillons analysés dans le test précédent, on a choisi celui qui contient le pourcentage le plus élevé de SO3 (2,6 %) et d’anhydrite (1,1%). Après broyage, le ciment obtenu a été mélangé avec de l’eau. Pour simuler relativement les conditions réelles de fabrication du béton, le rapport eau /ciment a été fixé à 0,5. Le mortier de ciment est ensuite traité à l’acide salicylique (Paragraphe-III.7). Le résidu a été pressé avec l’acide borique par une machine « Herzog HP 40 » durant 20 secondes sous une pression de 20 tonnes. Afin d’obtenir des résultats plus précis nous avons utilisé le diffractomètre ARL 9900 avec un tube en cobalt sous vacuum. En effet en changeant le type du tube de rayon X, du cuivre (λ=1.54056 A°) en cobalt (λ=1.78896 A°) l’angle de détection de l’anhydrite change de 25.45 à 29.648.
R² = 0.946
0.00
0.20
0.40
0.60
0.80
1.00
1.20
0.00 0.50 1.00 1.50 2.00 2.50 3.00% de Ca
SO4 da
ns le clin
ker
% de SO3 dans le clinker
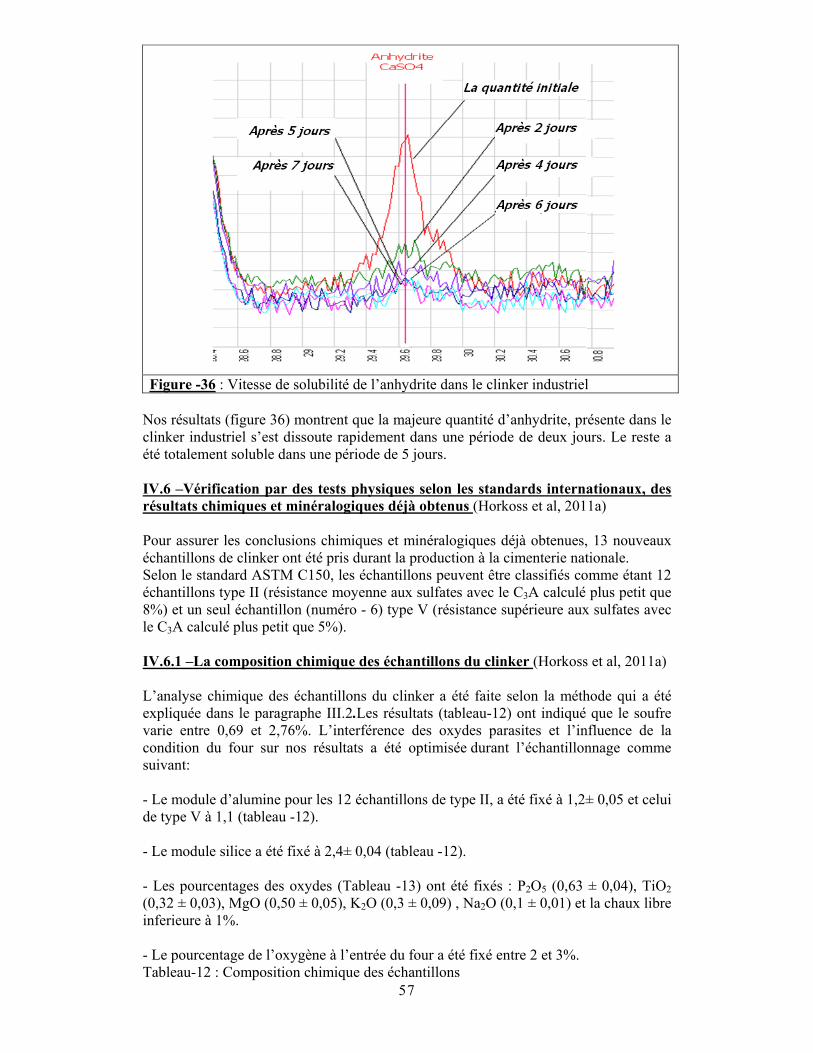
57
Figure -36 : Vitesse de solubilité de l’anhydrite dans le clinker industriel Nos résultats (figure 36) montrent que la majeure quantité d’anhydrite, présente dans le clinker industriel s’est dissoute rapidement dans une période de deux jours. Le reste a été totalement soluble dans une période de 5 jours. IV.6 –Vérification par des tests physiques selon les standards internationaux, des résultats chimiques et minéralogiques déjà obtenus (Horkoss et al, 2011a) Pour assurer les conclusions chimiques et minéralogiques déjà obtenues, 13 nouveaux échantillons de clinker ont été pris durant la production à la cimenterie nationale. Selon le standard ASTM C150, les échantillons peuvent être classifiés comme étant 12 échantillons type II (résistance moyenne aux sulfates avec le C3A calculé plus petit que 8%) et un seul échantillon (numéro - 6) type V (résistance supérieure aux sulfates avec le C3A calculé plus petit que 5%). IV.6.1 –La composition chimique des échantillons du clinker (Horkoss et al, 2011a) L’analyse chimique des échantillons du clinker a été faite selon la méthode qui a été expliquée dans le paragraphe III.2.Les résultats (tableau-12) ont indiqué que le soufre varie entre 0,69 et 2,76%. L’interférence des oxydes parasites et l’influence de la condition du four sur nos résultats a été optimisée durant l’échantillonnage comme suivant: - Le module d’alumine pour les 12 échantillons de type II, a été fixé à 1,2± 0,05 et celui de type V à 1,1 (tableau -12). - Le module silice a été fixé à 2,4± 0,04 (tableau -12). - Les pourcentages des oxydes (Tableau -13) ont été fixés : P2O5 (0,63 ± 0,04), TiO2 (0,32 ± 0,03), MgO (0,50 ± 0,05), K2O (0,3 ± 0,09) , Na2O (0,1 ± 0,01) et la chaux libre inferieure à 1%. - Le pourcentage de l’oxygène à l’entrée du four a été fixé entre 2 et 3%. Tableau-12 : Composition chimique des échantillons
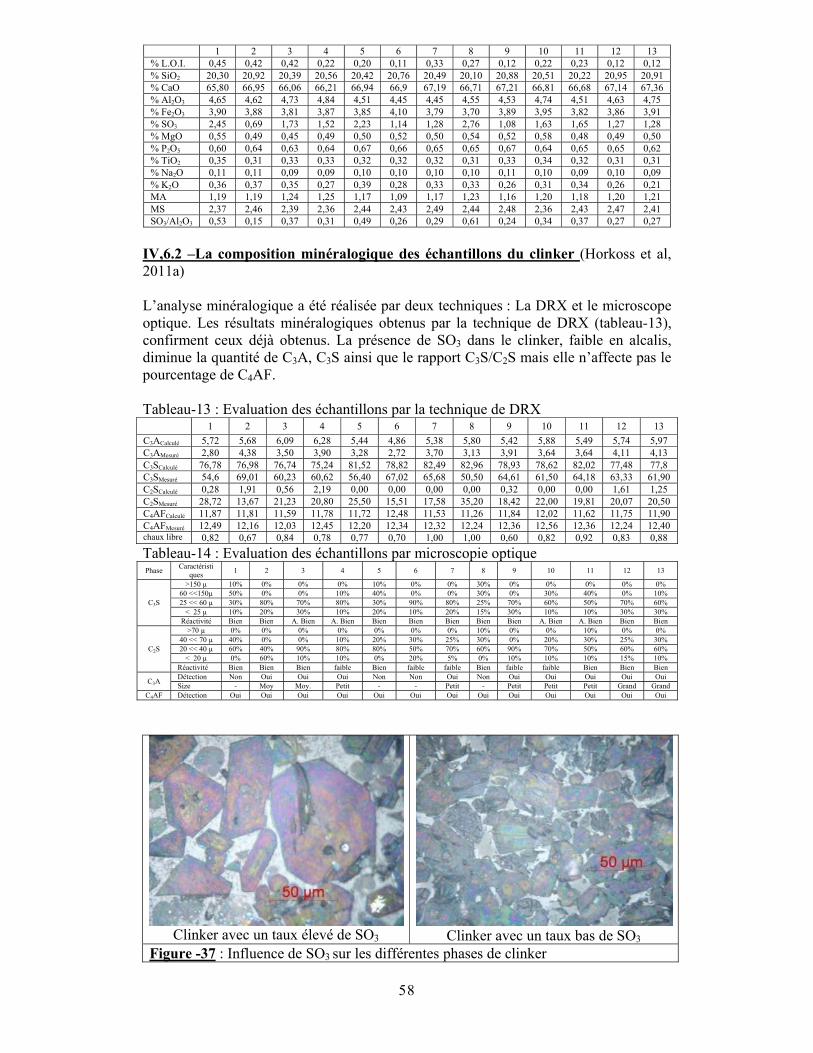
58
1 2 3 4 5 6 7 8 9 10 11 12 13 % L.O.I. 0,45 0,42 0,42 0,22 0,20 0,11 0,33 0,27 0,12 0,22 0,23 0,12 0,12 % SiO2 20,30 20,92 20,39 20,56 20,42 20,76 20,49 20,10 20,88 20,51 20,22 20,95 20,91 % CaO 65,80 66,95 66,06 66,21 66,94 66,9 67,19 66,71 67,21 66,81 66,68 67,14 67,36 % Al2O3 4,65 4,62 4,73 4,84 4,51 4,45 4,45 4,55 4,53 4,74 4,51 4,63 4,75 % Fe2O3 3,90 3,88 3,81 3,87 3,85 4,10 3,79 3,70 3,89 3,95 3,82 3,86 3,91 % SO3 2,45 0,69 1,73 1,52 2,23 1,14 1,28 2,76 1,08 1,63 1,65 1,27 1,28 % MgO 0,55 0,49 0,45 0,49 0,50 0,52 0,50 0,54 0,52 0,58 0,48 0,49 0,50 % P2O5 0,60 0,64 0,63 0,64 0,67 0,66 0,65 0,65 0,67 0,64 0,65 0,65 0,62 % TiO2 0,35 0,31 0,33 0,33 0,32 0,32 0,32 0,31 0,33 0,34 0,32 0,31 0,31 % Na2O 0,11 0,11 0,09 0,09 0,10 0,10 0,10 0,10 0,11 0,10 0,09 0,10 0,09 % K2O 0,36 0,37 0,35 0,27 0,39 0,28 0,33 0,33 0,26 0,31 0,34 0,26 0,21 MA 1,19 1,19 1,24 1,25 1,17 1,09 1,17 1,23 1,16 1,20 1,18 1,20 1,21 MS 2,37 2,46 2,39 2,36 2,44 2,43 2,49 2,44 2,48 2,36 2,43 2,47 2,41 SO3/Al2O3 0,53 0,15 0,37 0,31 0,49 0,26 0,29 0,61 0,24 0,34 0,37 0,27 0,27
IV,6.2 –La composition minéralogique des échantillons du clinker (Horkoss et al, 2011a) L’analyse minéralogique a été réalisée par deux techniques : La DRX et le microscope optique. Les résultats minéralogiques obtenus par la technique de DRX (tableau-13), confirment ceux déjà obtenus. La présence de SO3 dans le clinker, faible en alcalis, diminue la quantité de C3A, C3S ainsi que le rapport C3S/C2S mais elle n’affecte pas le pourcentage de C4AF. Tableau-13 : Evaluation des échantillons par la technique de DRX
1 2 3 4 5 6 7 8 9 10 11 12 13 C3ACalculé 5,72 5,68 6,09 6,28 5,44 4,86 5,38 5,80 5,42 5,88 5,49 5,74 5,97 C3AMesuré 2,80 4,38 3,50 3,90 3,28 2,72 3,70 3,13 3,91 3,64 3,64 4,11 4,13 C3SCalculé 76,78 76,98 76,74 75,24 81,52 78,82 82,49 82,96 78,93 78,62 82,02 77,48 77,8 C3SMesuré 54,6 69,01 60,23 60,62 56,40 67,02 65,68 50,50 64,61 61,50 64,18 63,33 61,90 C2SCalculé 0,28 1,91 0,56 2,19 0,00 0,00 0,00 0,00 0,32 0,00 0,00 1,61 1,25 C2SMesuré 28,72 13,67 21,23 20,80 25,50 15,51 17,58 35,20 18,42 22,00 19,81 20,07 20,50 C4AFCalculé 11,87 11,81 11,59 11,78 11,72 12,48 11,53 11,26 11,84 12,02 11,62 11,75 11,90 C4AFMesuré 12,49 12,16 12,03 12,45 12,20 12,34 12,32 12,24 12,36 12,56 12,36 12,24 12,40 chaux libre 0,82 0,67 0,84 0,78 0,77 0,70 1,00 1,00 0,60 0,82 0,92 0,83 0,88
Tableau-14 : Evaluation des échantillons par microscopie optique Phase Caractéristi
ques 1 2 3 4 5 6 7 8 9 10 11 12 13
C3S
>150 µ 10% 0% 0% 0% 10% 0% 0% 30% 0% 0% 0% 0% 0% 60 <<150µ 50% 0% 0% 10% 40% 0% 0% 30% 0% 30% 40% 0% 10%25 << 60 µ 30% 80% 70% 80% 30% 90% 80% 25% 70% 60% 50% 70% 60%
< 25 µ 10% 20% 30% 10% 20% 10% 20% 15% 30% 10% 10% 30% 30% Réactivité Bien Bien A. Bien A. Bien Bien Bien Bien Bien Bien A. Bien A. Bien Bien Bien
C2S
>70 µ 0% 0% 0% 0% 0% 0% 0% 10% 0% 0% 10% 0% 0% 40 << 70 µ 40% 0% 0% 10% 20% 30% 25% 30% 0% 20% 30% 25% 30% 20 << 40 µ 60% 40% 90% 80% 80% 50% 70% 60% 90% 70% 50% 60% 60%
< 20 µ 0% 60% 10% 10% 0% 20% 5% 0% 10% 10% 10% 15% 10% Réactivité Bien Bien Bien faible Bien faible faible Bien faible faible Bien Bien Bien
C3A Détection Non Oui Oui Oui Non Non Oui Non Oui Oui Oui Oui Oui Size - Moy Moy. Petit - - Petit - Petit Petit Petit Grand Grand
C4AF Détection Oui Oui Oui Oui Oui Oui Oui Oui Oui Oui Oui Oui Oui
Clinker avec un taux élevé de SO3 Clinker avec un taux bas de SO3 Figure -37 : Influence de SO3 sur les différentes phases de clinker
59
Par la technique de microscope optique, les résultats (tableau- 14) prouvent que, dans le clinker contenant un taux élevé de soufre, la dimension des cristaux d’alite devient hétérogène (figure 37). Dans le même clinker on a détecté de très petits et très grands cristaux en même temps, tandis que dans le clinker, contenant relativement un taux bas de soufre, la dimension des cristaux d’alite devient homogène (figure 37). IV.6.3 –Observation générale (Horkoss et al, 2011a) Lors de la réalisation des essais, plusieurs observations ont été faites. Ces observations nous ont aidés pour expliquer la variation entre les résultats obtenus. 1. La rigidité de clinker est en corrélation avec le pourcentage de SO3. La raison est
attribuée à l’influence de SO3 sur le rapport C3S/C2S et à la dimension des cristaux d’alite. Pour obtenir un ciment de finesse identique (Blaine 3600 ± 50 cm2/g), le temps de broyage pour les échantillons qui contiennent un taux relativement élevé de soufre a été allongé. Les résidus au-dessus de 45 et 32 microns ont été mesurés (tableau-15). A l’exception de l’échantillon numéro 1 qui a relativement le plus bas résidu, les autres avaient des résultats comparatifs.
Tableau-15 : Les pourcentages des résidus supérieurs à 32 et 45 microns Echantillon 1 2 3 4 5 6 7 8 9 10 11 12 13 % de résidu > 32 µm 12 16 18 23 25 22 26 20 21 25 23 20 21 % de résidu > 45 µm 2 4 4 5 7 5 6 7 4 7 6 5 5
2. En utilisant la microscopie optique, les cristaux de C3A ont été seulement détectés
lorsque le pourcentage de C3A par la technique de DRX dépasse 3.3% (figure 37). Dans ceux qui contiennent un pourcentage plus petit que ce seuil, les cristaux de C3A n’ont pas été détectés dans aucun échantillon (figure 37).
3. Malgré la variation du pourcentage de K2O entre 0,21 et 0,39%, aucune forme de
sulfate d’alcalis n’a été détectée par la technique de DRX. Ceci peut être attribué à une éventuelle formation d’un nombre très élevé de cristaux de sulfate d’alcalis et de sulfate de calcium– alcalis à des pourcentages inférieurs à la limite de détection par DRX.
4. Lorsque le taux de SO3 dans le clinker dépasse 1,5%, nous avons observé deux
phénomènes :
a. la détection de l’anhydrite par la technique de DRX dans les échantillons du clinker industriel.
b. la formation d’une prise normale (plus qu’une heure) par la méthode ASTM C191.
En se basant sur ces deux observations, nous pouvons conclure que la majeure partie de l’anhydrite présente dans le clinker participe au processus du début de prise du ciment. IV.6.4 –L’influence de SO3 dans le clinker sur la vitesse de développement de la résistance à la compression (Horkoss et al, 2011a) Les tests ont pour objectif de déterminer l’influence de SO3 dans le clinker sur la vitesse de développement de la résistance à la compression. Pour optimiser cette influence sur les résultats, le ciment a été préparé en se basant sur un pourcentage de SO3 à 2,5%. Lorsque ce pourcentage dans le clinker est autour de 2,5% ou le dépasse, le clinker serait utilisé sans ajouter du gypse.
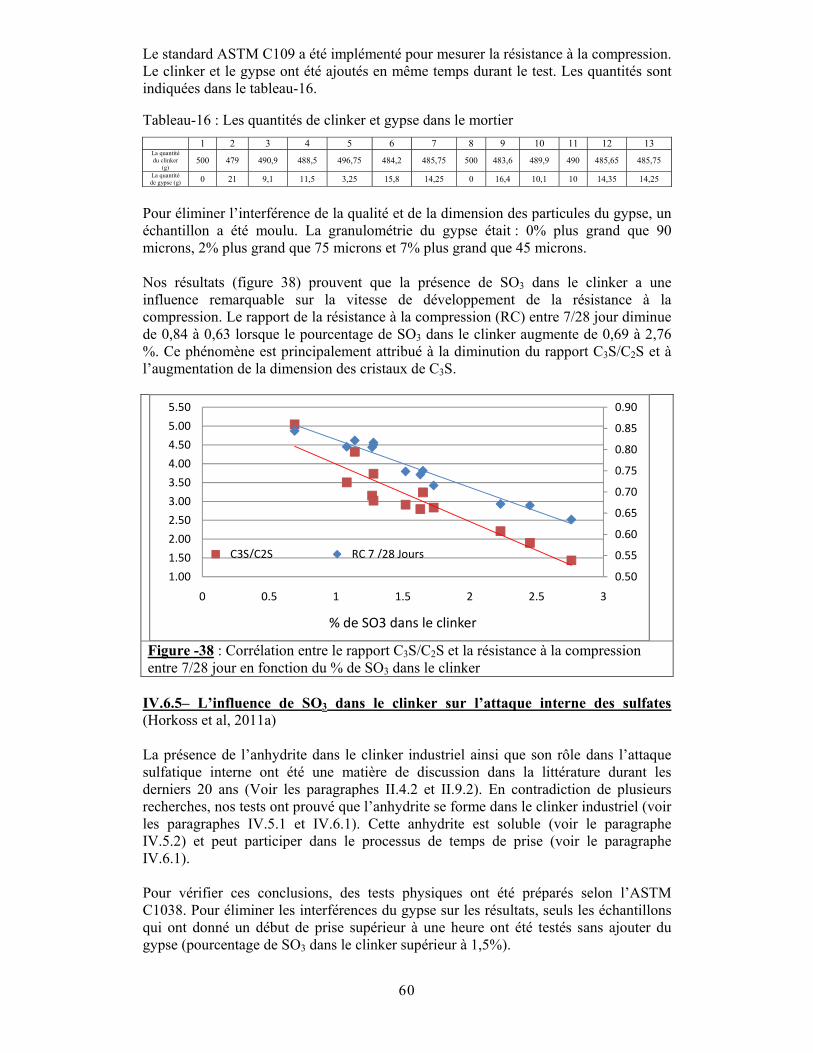
60
Le standard ASTM C109 a été implémenté pour mesurer la résistance à la compression. Le clinker et le gypse ont été ajoutés en même temps durant le test. Les quantités sont indiquées dans le tableau-16. Tableau-16 : Les quantités de clinker et gypse dans le mortier
Pour éliminer l’interférence de la qualité et de la dimension des particules du gypse, un échantillon a été moulu. La granulométrie du gypse était : 0% plus grand que 90 microns, 2% plus grand que 75 microns et 7% plus grand que 45 microns. Nos résultats (figure 38) prouvent que la présence de SO3 dans le clinker a une influence remarquable sur la vitesse de développement de la résistance à la compression. Le rapport de la résistance à la compression (RC) entre 7/28 jour diminue de 0,84 à 0,63 lorsque le pourcentage de SO3 dans le clinker augmente de 0,69 à 2,76 %. Ce phénomène est principalement attribué à la diminution du rapport C3S/C2S et à l’augmentation de la dimension des cristaux de C3S.
Figure -38 : Corrélation entre le rapport C3S/C2S et la résistance à la compression entre 7/28 jour en fonction du % de SO3 dans le clinker
IV.6.5– L’influence de SO3 dans le clinker sur l’attaque interne des sulfates (Horkoss et al, 2011a) La présence de l’anhydrite dans le clinker industriel ainsi que son rôle dans l’attaque sulfatique interne ont été une matière de discussion dans la littérature durant les derniers 20 ans (Voir les paragraphes II.4.2 et II.9.2). En contradiction de plusieurs recherches, nos tests ont prouvé que l’anhydrite se forme dans le clinker industriel (voir les paragraphes IV.5.1 et IV.6.1). Cette anhydrite est soluble (voir le paragraphe IV.5.2) et peut participer dans le processus de temps de prise (voir le paragraphe IV.6.1). Pour vérifier ces conclusions, des tests physiques ont été préparés selon l’ASTM C1038. Pour éliminer les interférences du gypse sur les résultats, seuls les échantillons qui ont donné un début de prise supérieur à une heure ont été testés sans ajouter du gypse (pourcentage de SO3 dans le clinker supérieur à 1,5%).
0.50
0.55
0.60
0.65
0.70
0.75
0.80
0.85
0.90
1.00
1.50
2.00
2.50
3.00
3.50
4.00
4.50
5.00
5.50
0 0.5 1 1.5 2 2.5 3
% de SO3 dans le clinker
C3S/C2S RC 7 /28 Jours
1 2 3 4 5 6 7 8 9 10 11 12 13 La quantité du clinker
(g) 500 479 490,9 488,5 496,75 484,2 485,75 500 483,6 489,9 490 485,65 485,75
La quantité de gypse (g) 0 21 9,1 11,5 3,25 15,8 14,25 0 16,4 10,1 10 14,35 14,25
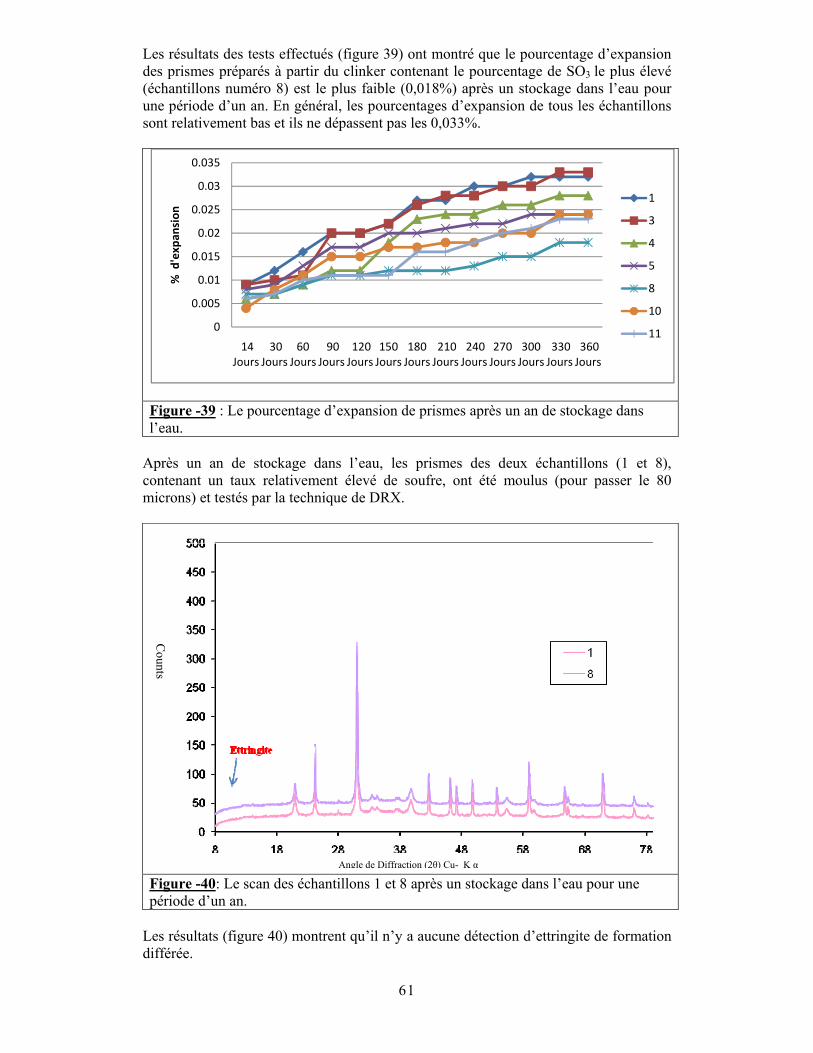
61
Les résultats des tests effectués (figure 39) ont montré que le pourcentage d’expansion des prismes préparés à partir du clinker contenant le pourcentage de SO3 le plus élevé (échantillons numéro 8) est le plus faible (0,018%) après un stockage dans l’eau pour une période d’un an. En général, les pourcentages d’expansion de tous les échantillons sont relativement bas et ils ne dépassent pas les 0,033%.
Figure -39 : Le pourcentage d’expansion de prismes après un an de stockage dans l’eau.
Après un an de stockage dans l’eau, les prismes des deux échantillons (1 et 8), contenant un taux relativement élevé de soufre, ont été moulus (pour passer le 80 microns) et testés par la technique de DRX.
Figure -40: Le scan des échantillons 1 et 8 après un stockage dans l’eau pour une période d’un an.
Les résultats (figure 40) montrent qu’il n’y a aucune détection d’ettringite de formation différée.
Angle de Diffraction (2θ) Cu- K α
Counts
0
0.005
0.01
0.015
0.02
0.025
0.03
0.035
14 Jours
30 Jours
60 Jours
90 Jours
120 Jours
150 Jours
180 Jours
210 Jours
240 Jours
270 Jours
300 Jours
330 Jours
360 Jours
% d'expan
sion
1
3
4
5
8
10
11
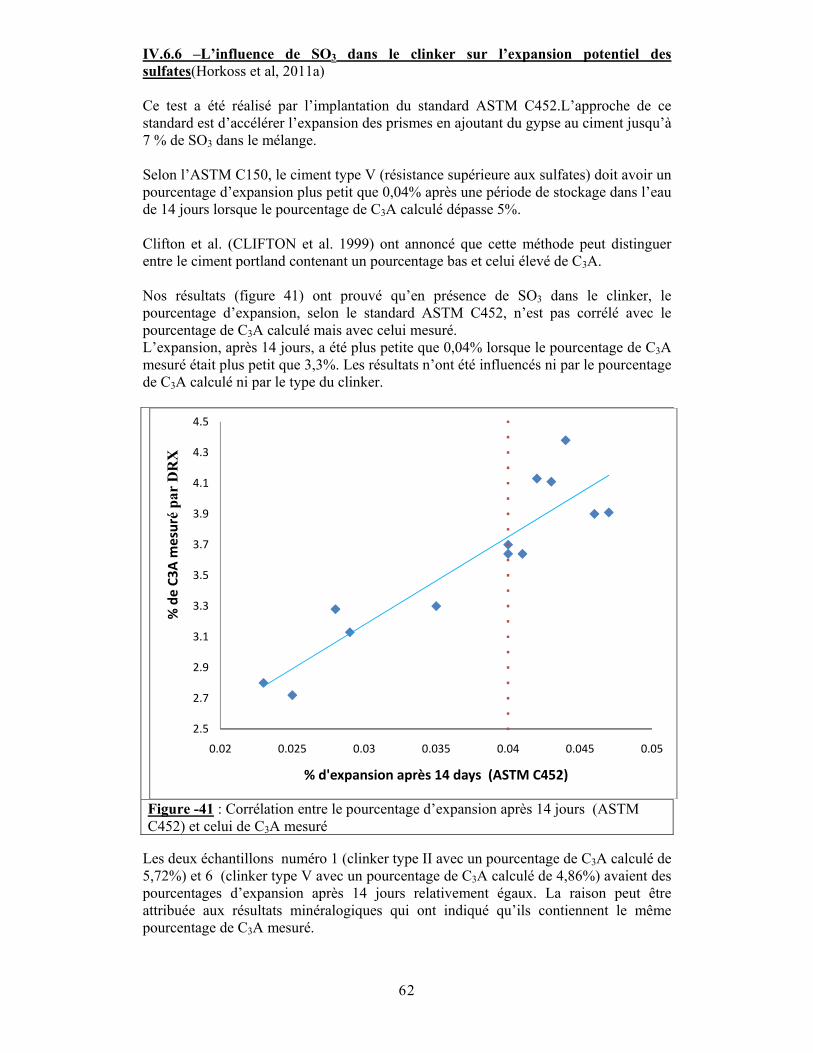
62
IV.6.6 –L’influence de SO3 dans le clinker sur l’expansion potentiel des sulfates(Horkoss et al, 2011a) Ce test a été réalisé par l’implantation du standard ASTM C452.L’approche de ce standard est d’accélérer l’expansion des prismes en ajoutant du gypse au ciment jusqu’à 7 % de SO3 dans le mélange. Selon l’ASTM C150, le ciment type V (résistance supérieure aux sulfates) doit avoir un pourcentage d’expansion plus petit que 0,04% après une période de stockage dans l’eau de 14 jours lorsque le pourcentage de C3A calculé dépasse 5%. Clifton et al. (CLIFTON et al. 1999) ont annoncé que cette méthode peut distinguer entre le ciment portland contenant un pourcentage bas et celui élevé de C3A. Nos résultats (figure 41) ont prouvé qu’en présence de SO3 dans le clinker, le pourcentage d’expansion, selon le standard ASTM C452, n’est pas corrélé avec le pourcentage de C3A calculé mais avec celui mesuré. L’expansion, après 14 jours, a été plus petite que 0,04% lorsque le pourcentage de C3A mesuré était plus petit que 3,3%. Les résultats n’ont été influencés ni par le pourcentage de C3A calculé ni par le type du clinker.
Figure -41 : Corrélation entre le pourcentage d’expansion après 14 jours (ASTM C452) et celui de C3A mesuré
Les deux échantillons numéro 1 (clinker type II avec un pourcentage de C3A calculé de 5,72%) et 6 (clinker type V avec un pourcentage de C3A calculé de 4,86%) avaient des pourcentages d’expansion après 14 jours relativement égaux. La raison peut être attribuée aux résultats minéralogiques qui ont indiqué qu’ils contiennent le même pourcentage de C3A mesuré.
2.5
2.7
2.9
3.1
3.3
3.5
3.7
3.9
4.1
4.3
4.5
0.02 0.025 0.03 0.035 0.04 0.045 0.05
% de C3
A m
esur
é pa
r D
RX
% d'expansion après 14 days (ASTM C452)
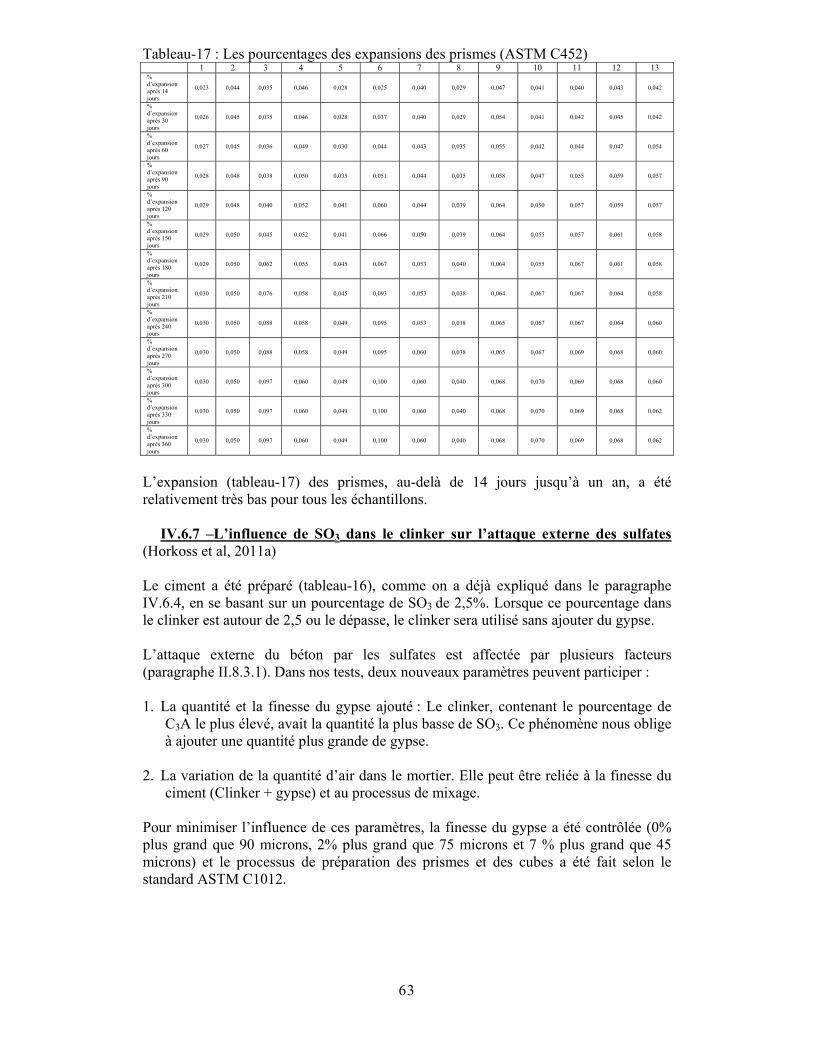
63
Tableau-17 : Les pourcentages des expansions des prismes (ASTM C452) 1 2 3 4 5 6 7 8 9 10 11 12 13
% d’expansion après 14 jours
0,023 0,044 0,035 0,046 0,028 0,025 0,040 0,029 0,047 0,041 0,040 0,043 0,042
% d’expansion après 30 jours
0,026 0,045 0,035 0,046 0,028 0,037 0,040 0,029 0,054 0,041 0,042 0,045 0,042
% d’expansion après 60 jours
0,027 0,045 0,036 0,049 0,030 0,044 0,043 0,035 0,055 0,042 0,044 0,047 0,054
% d’expansion après 90 jours
0,028 0,048 0,038 0,050 0,035 0,051 0,044 0,035 0,058 0,047 0,055 0,059 0,057
% d’expansion après 120 jours
0,029 0,048 0,040 0,052 0,041 0,060 0,044 0,039 0,064 0,050 0,057 0,059 0,057
% d’expansion après 150 jours
0,029 0,050 0,045 0,052 0,041 0,066 0,050 0,039 0,064 0,055 0,057 0,061 0,058
% d’expansion après 180 jours
0,029 0,050 0,062 0,055 0,045 0,067 0,053 0,040 0,064 0,055 0,067 0,061 0,058
% d’expansion après 210 jours
0,030 0,050 0,076 0,058 0,045 0,093 0,053 0,038 0,064 0,067 0,067 0,064 0,058
% d’expansion après 240 jours
0,030 0,050 0,088 0,058 0,049 0,095 0,053 0,038 0,065 0,067 0,067 0,064 0,060
% d’expansion après 270 jours
0,030 0,050 0,088 0,058 0,049 0,095 0,060 0,038 0,065 0,067 0,069 0,068 0,060
% d’expansion après 300 jours
0,030 0,050 0,097 0,060 0,049 0,100 0,060 0,040 0,068 0,070 0,069 0,068 0,060
% d’expansion après 330 jours
0,030 0,050 0,097 0,060 0,049 0,100 0,060 0,040 0,068 0,070 0,069 0,068 0,062
% d’expansion après 360 jours
0,030 0,050 0,097 0,060 0,049 0,100 0,060 0,040 0,068 0,070 0,069 0,068 0,062
L’expansion (tableau-17) des prismes, au-delà de 14 jours jusqu’à un an, a été relativement très bas pour tous les échantillons. IV.6.7 –L’influence de SO3 dans le clinker sur l’attaque externe des sulfates (Horkoss et al, 2011a) Le ciment a été préparé (tableau-16), comme on a déjà expliqué dans le paragraphe IV.6.4, en se basant sur un pourcentage de SO3 de 2,5%. Lorsque ce pourcentage dans le clinker est autour de 2,5 ou le dépasse, le clinker sera utilisé sans ajouter du gypse. L’attaque externe du béton par les sulfates est affectée par plusieurs facteurs (paragraphe II.8.3.1). Dans nos tests, deux nouveaux paramètres peuvent participer : 1. La quantité et la finesse du gypse ajouté : Le clinker, contenant le pourcentage de
C3A le plus élevé, avait la quantité la plus basse de SO3. Ce phénomène nous oblige à ajouter une quantité plus grande de gypse.
2. La variation de la quantité d’air dans le mortier. Elle peut être reliée à la finesse du
ciment (Clinker + gypse) et au processus de mixage. Pour minimiser l’influence de ces paramètres, la finesse du gypse a été contrôlée (0% plus grand que 90 microns, 2% plus grand que 75 microns et 7 % plus grand que 45 microns) et le processus de préparation des prismes et des cubes a été fait selon le standard ASTM C1012.
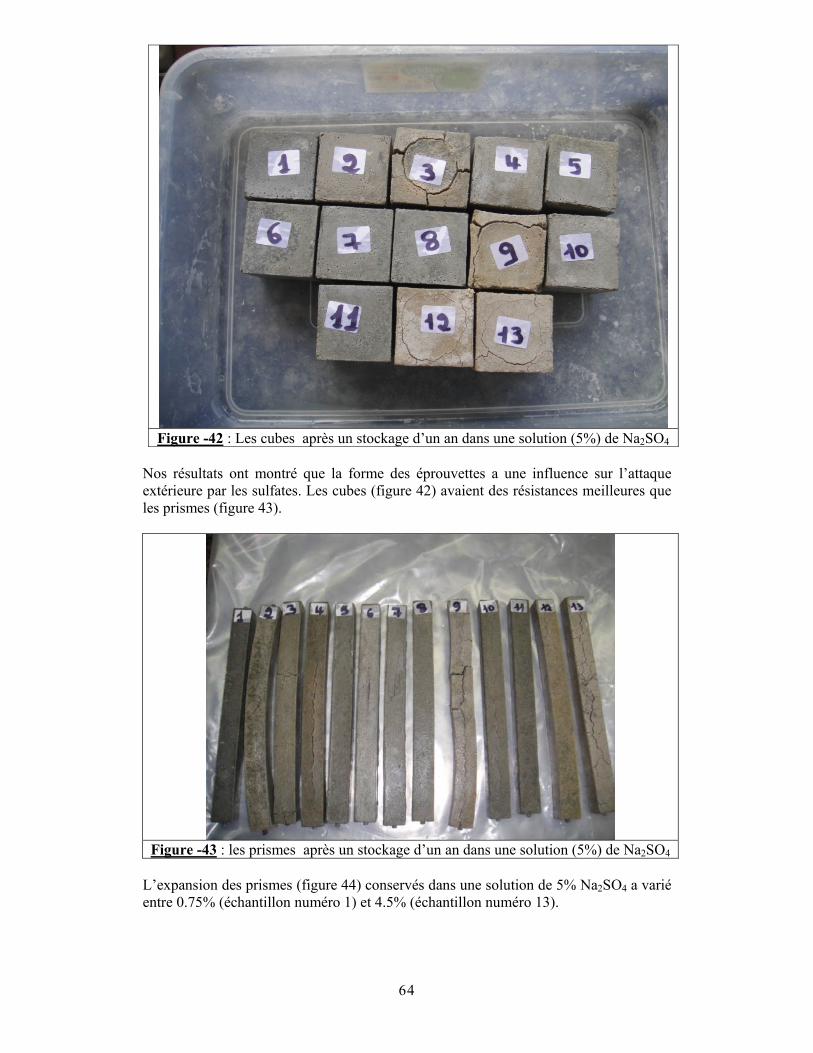
64
Figure -42 : Les cubes après un stockage d’un an dans une solution (5%) de Na2SO4 Nos résultats ont montré que la forme des éprouvettes a une influence sur l’attaque extérieure par les sulfates. Les cubes (figure 42) avaient des résistances meilleures que les prismes (figure 43).
Figure -43 : les prismes après un stockage d’un an dans une solution (5%) de Na2SO4
L’expansion des prismes (figure 44) conservés dans une solution de 5% Na2SO4 a varié entre 0.75% (échantillon numéro 1) et 4.5% (échantillon numéro 13).
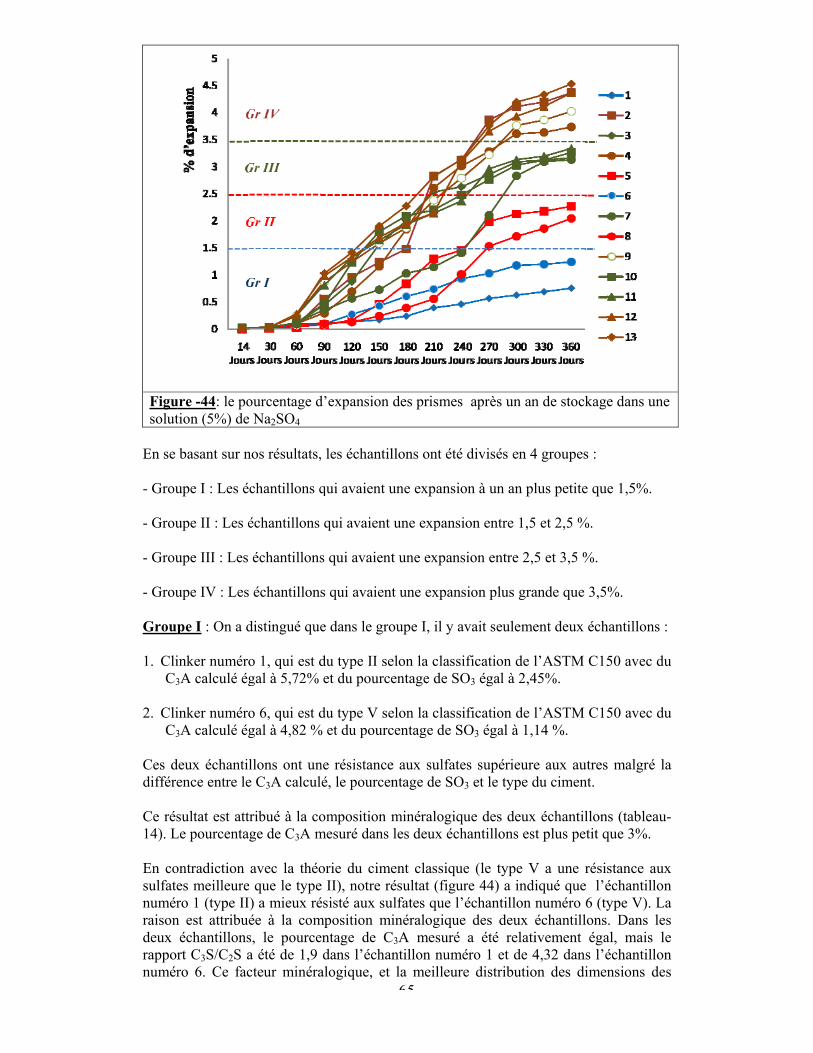
Figusolut
En se - Grou - Grou - Grou - Grou Group 1. Cli
C3
2. CliC3
Ces ddiffére Ce rés14). L En cosulfatenumérraisondeux rappornumér
ure -44: le potion (5%) de
basant sur n
upe I : Les é
upe II : Les é
upe III : Les
upe IV : Les
pe I : On a d
inker numéro3A calculé ég
inker numéro3A calculé ég
deux échantilence entre le
sultat est attLe pourcenta
ontradiction es meilleurero 1 (type II
n est attribuééchantillonsrt C3S/C2S aro 6. Ce fac
ourcentage d Na2SO4
nos résultats,
chantillons q
échantillons
échantillons
échantillons
distingué que
o 1, qui est dgal à 5,72%
o 6, qui est dgal à 4,82 %
llons ont une C3A calcul
tribué à la coge de C3A m
avec la théoe que le type) a mieux réée à la coms, le pourcea été de 1,9 cteur minéra
d’expansion
, les échantil
qui avaient u
qui avaient
s qui avaient
s qui avaient
e dans le gro
du type II seet du pource
du type V se% et du pourc
ne résistanceé, le pourcen
omposition mmesuré dans
orie du cimee II), notre réésisté aux sumposition mientage de Cdans l’échan
alogique, et 65
des prismes
llons ont été
une expansio
une expansi
t une expans
t une expans
oupe I, il y a
elon la classientage de SO
elon la classicentage de S
e aux sulfatentage de SO
minéralogiqules deux éch
ent classiqueésultat (figur
ulfates que l’inéralogique
C3A mesuré ntillon numéla meilleure
après un an
divisés en 4
on à un an pl
ion entre 1,5
sion entre 2,5
sion plus gra
vait seuleme
ification de lO3 égal à 2,4
ification de lO3 égal à 1,1
es supérieure3 et le type d
ue des deuxhantillons est
e (le type Vre 44) a indiéchantillon n
e des deux éa été relati
éro 1 et de 4e distributio
n de stockag
4 groupes :
lus petite qu
et 2,5 %.
5 et 3,5 %.
ande que 3,5
ent deux éch
l’ASTM C1545%.
l’ASTM C1514 %.
e aux autresdu ciment.
x échantillont plus petit q
V a une résiiqué que l’énuméro 6 (tyéchantillonsivement éga4,32 dans l’éon des dimen
e dans une
e 1,5%.
%.
hantillons :
50 avec du
50 avec du
s malgré la
ns (tableau-que 3%.
stance aux échantillon ype V). La . Dans les
al, mais le échantillon nsions des
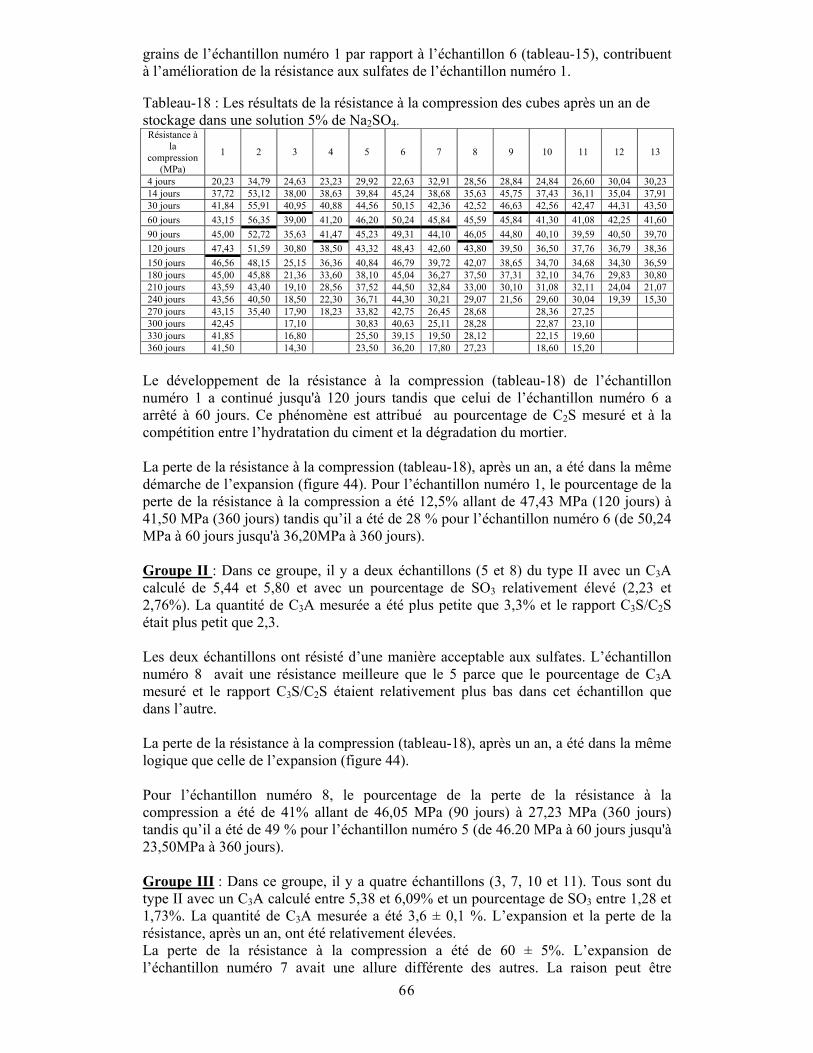
66
grains de l’échantillon numéro 1 par rapport à l’échantillon 6 (tableau-15), contribuent à l’amélioration de la résistance aux sulfates de l’échantillon numéro 1. Tableau-18 : Les résultats de la résistance à la compression des cubes après un an de stockage dans une solution 5% de Na2SO4.
Résistance à la
compression (MPa)
1 2 3 4 5 6 7 8 9 10 11 12 13
4 jours 20,23 34,79 24,63 23,23 29,92 22,63 32,91 28,56 28,84 24,84 26,60 30,04 30,23 14 jours 37,72 53,12 38,00 38,63 39,84 45,24 38,68 35,63 45,75 37,43 36,11 35,04 37,91 30 jours 41,84 55,91 40,95 40,88 44,56 50,15 42,36 42,52 46,63 42,56 42,47 44,31 43,50 60 jours 43,15 56,35 39,00 41,20 46,20 50,24 45,84 45,59 45,84 41,30 41,08 42,25 41,60 90 jours 45,00 52,72 35,63 41,47 45,23 49,31 44,10 46,05 44,80 40,10 39,59 40,50 39,70 120 jours 47,43 51,59 30,80 38,50 43,32 48,43 42,60 43,80 39,50 36,50 37,76 36,79 38,36 150 jours 46,56 48,15 25,15 36,36 40,84 46,79 39,72 42,07 38,65 34,70 34,68 34,30 36,59 180 jours 45,00 45,88 21,36 33,60 38,10 45,04 36,27 37,50 37,31 32,10 34,76 29,83 30,80 210 jours 43,59 43,40 19,10 28,56 37,52 44,50 32,84 33,00 30,10 31,08 32,11 24,04 21,07 240 jours 43,56 40,50 18,50 22,30 36,71 44,30 30,21 29,07 21,56 29,60 30,04 19,39 15,30 270 jours 43,15 35,40 17,90 18,23 33,82 42,75 26,45 28,68 28,36 27,25 300 jours 42,45 17,10 30,83 40,63 25,11 28,28 22,87 23,10 330 jours 41,85 16,80 25,50 39,15 19,50 28,12 22,15 19,60 360 jours 41,50 14,30 23,50 36,20 17,80 27,23 18,60 15,20
Le développement de la résistance à la compression (tableau-18) de l’échantillon numéro 1 a continué jusqu'à 120 jours tandis que celui de l’échantillon numéro 6 a arrêté à 60 jours. Ce phénomène est attribué au pourcentage de C2S mesuré et à la compétition entre l’hydratation du ciment et la dégradation du mortier. La perte de la résistance à la compression (tableau-18), après un an, a été dans la même démarche de l’expansion (figure 44). Pour l’échantillon numéro 1, le pourcentage de la perte de la résistance à la compression a été 12,5% allant de 47,43 MPa (120 jours) à 41,50 MPa (360 jours) tandis qu’il a été de 28 % pour l’échantillon numéro 6 (de 50,24 MPa à 60 jours jusqu'à 36,20MPa à 360 jours). Groupe II : Dans ce groupe, il y a deux échantillons (5 et 8) du type II avec un C3A calculé de 5,44 et 5,80 et avec un pourcentage de SO3 relativement élevé (2,23 et 2,76%). La quantité de C3A mesurée a été plus petite que 3,3% et le rapport C3S/C2S était plus petit que 2,3. Les deux échantillons ont résisté d’une manière acceptable aux sulfates. L’échantillon numéro 8 avait une résistance meilleure que le 5 parce que le pourcentage de C3A mesuré et le rapport C3S/C2S étaient relativement plus bas dans cet échantillon que dans l’autre. La perte de la résistance à la compression (tableau-18), après un an, a été dans la même logique que celle de l’expansion (figure 44). Pour l’échantillon numéro 8, le pourcentage de la perte de la résistance à la compression a été de 41% allant de 46,05 MPa (90 jours) à 27,23 MPa (360 jours) tandis qu’il a été de 49 % pour l’échantillon numéro 5 (de 46.20 MPa à 60 jours jusqu'à 23,50MPa à 360 jours). Groupe III : Dans ce groupe, il y a quatre échantillons (3, 7, 10 et 11). Tous sont du type II avec un C3A calculé entre 5,38 et 6,09% et un pourcentage de SO3 entre 1,28 et 1,73%. La quantité de C3A mesurée a été 3,6 ± 0,1 %. L’expansion et la perte de la résistance, après un an, ont été relativement élevées. La perte de la résistance à la compression a été de 60 ± 5%. L’expansion de l’échantillon numéro 7 avait une allure différente des autres. La raison peut être
67
attribuée à la résistance au jeune âge relativement élevée de cet échantillon (32,9 MPa après 4 jours). Groupe IV : Dans ce groupe, il y a cinq échantillons (2, 4, 9, 12 et 13). Tous sont du type II avec un C3A calculé entre 5,42 et 6,28% et un pourcentage de SO3 entre 0,69 et 1,52%. La quantité de C3A mesuré a varié entre 3,90 et 4,38 %. Le rapport C3S/C2S a été relativement élevé allant de 2,91 jusqu'à 5,05%. Après 300 jours, tous les échantillons ont perdu totalement leur résistance à la compression et l’expansion a dépassé 3,5%. En conclusion : 1. En présence du soufre, le pourcentage de C3A calculé ne donne aucun indice quant au niveau de la résistance aux sulfates. 2. La quantité de C3A mesuré est le principal indicateur du niveau de la résistance aux sulfates : elle doit être inférieure à 3%. 3. Le rapport C3S/C2S est un faible indicateur : il est préférable qu’il soit plus petit que 2,5. 4. La présence de soufre dans le clinker n’a pas d’effet direct sur la résistance aux sulfates mais elle diminue la quantité de C3A et le rapport C3S/C2S, ce qui améliore la résistance du clinker aux sulfates. IV.6.8 Les Causes de la détérioration des échantillons La microstructure des échantillons et la zone d’interface « pâte de ciment/granulat » ont été étudiées au laboratoire LMDC, par diffraction des rayons X (DRX), microscopie électronique à balayage (MEB) et microanalyse électronique EDS. Les résultats par DRX (Fig.45) confirment la présence de l’ettringite et du gypse dans tous les échantillons. Afin de confirmer les sources de l’expansion et d’approfondir nos investigations, nous avons eu recours à l’utilisation de la microscopie électronique à balayage pour étudier l’évolution de la microfissuration induite par les expansions sur des surfaces polies de mortiers.
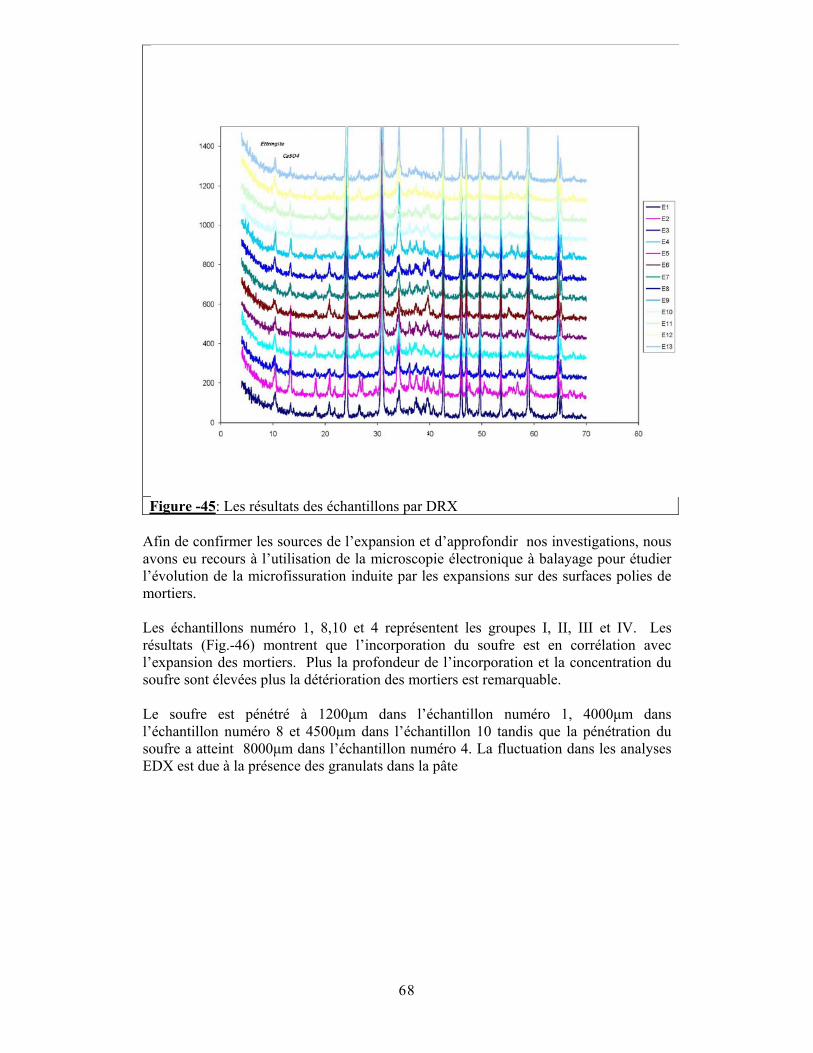
68
Figure -45: Les résultats des échantillons par DRX Afin de confirmer les sources de l’expansion et d’approfondir nos investigations, nous avons eu recours à l’utilisation de la microscopie électronique à balayage pour étudier l’évolution de la microfissuration induite par les expansions sur des surfaces polies de mortiers. Les échantillons numéro 1, 8,10 et 4 représentent les groupes I, II, III et IV. Les résultats (Fig.-46) montrent que l’incorporation du soufre est en corrélation avec l’expansion des mortiers. Plus la profondeur de l’incorporation et la concentration du soufre sont élevées plus la détérioration des mortiers est remarquable.
Le soufre est pénétré à 1200μm dans l’échantillon numéro 1, 4000μm dans l’échantillon numéro 8 et 4500μm dans l’échantillon 10 tandis que la pénétration du soufre a atteint 8000μm dans l’échantillon numéro 4. La fluctuation dans les analyses EDX est due à la présence des granulats dans la pâte
Angle de Diffraction (2θ) Co- K α
Cou
nts
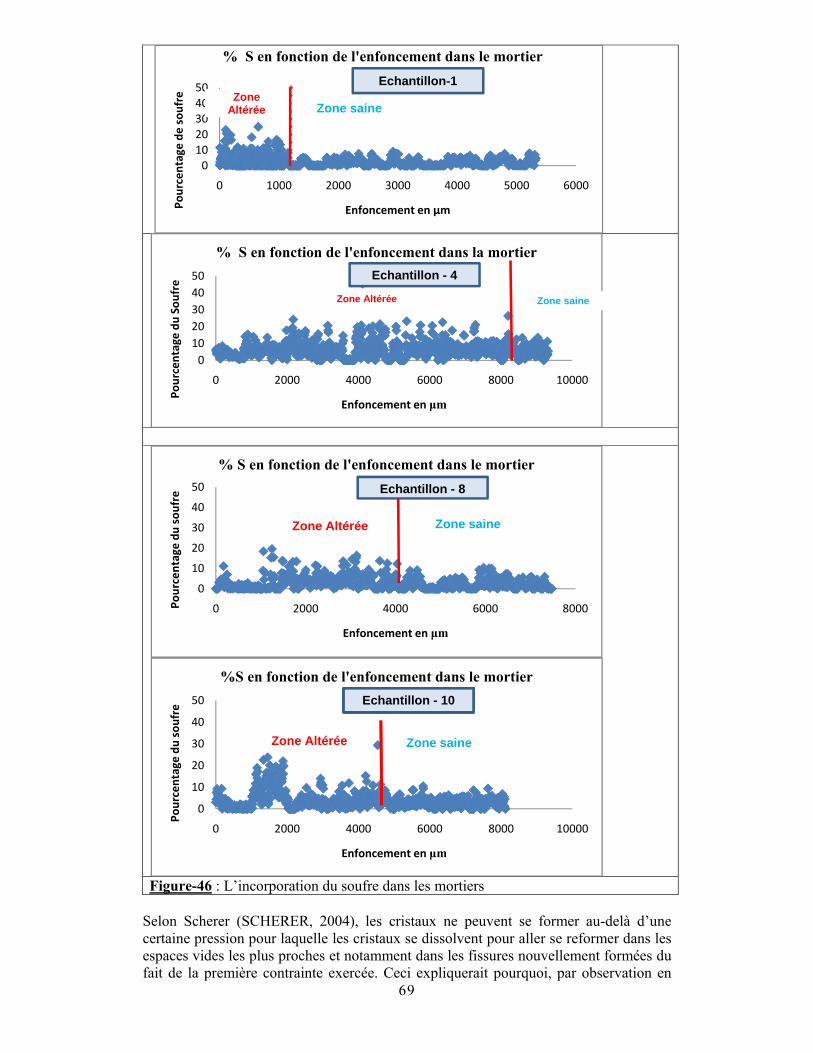
69
Figure-46 : L’incorporation du soufre dans les mortiers
Selon Scherer (SCHERER, 2004), les cristaux ne peuvent se former au-delà d’une certaine pression pour laquelle les cristaux se dissolvent pour aller se reformer dans les espaces vides les plus proches et notamment dans les fissures nouvellement formées du fait de la première contrainte exercée. Ceci expliquerait pourquoi, par observation en
01020304050
0 1000 2000 3000 4000 5000 6000Po
urcentage de
sou
fre
Enfoncement en µm
% S en fonction de l'enfoncement dans le mortierEchantillon-1
Zone saineZone
Altérée
01020304050
0 2000 4000 6000 8000 10000
Pourcentage du
Sou
fre
Enfoncement en μm
% S en fonction de l'enfoncement dans la mortierEchantillon - 4
Zone saineZone Altérée
0
10
20
30
40
50
0 2000 4000 6000 8000Pourcentage du
sou
fre
Enfoncement en μm
% S en fonction de l'enfoncement dans le mortierEchantillon - 8
Zone saineZone Altérée
0
10
20
30
40
50
0 2000 4000 6000 8000 10000
Pourcentage du
sou
fre
Enfoncement en μm
%S en fonction de l'enfoncement dans le mortierEchantillon - 10
Zone Altérée
Echantillon - 10
Zone saine
Echantillon - 10
Zone saine
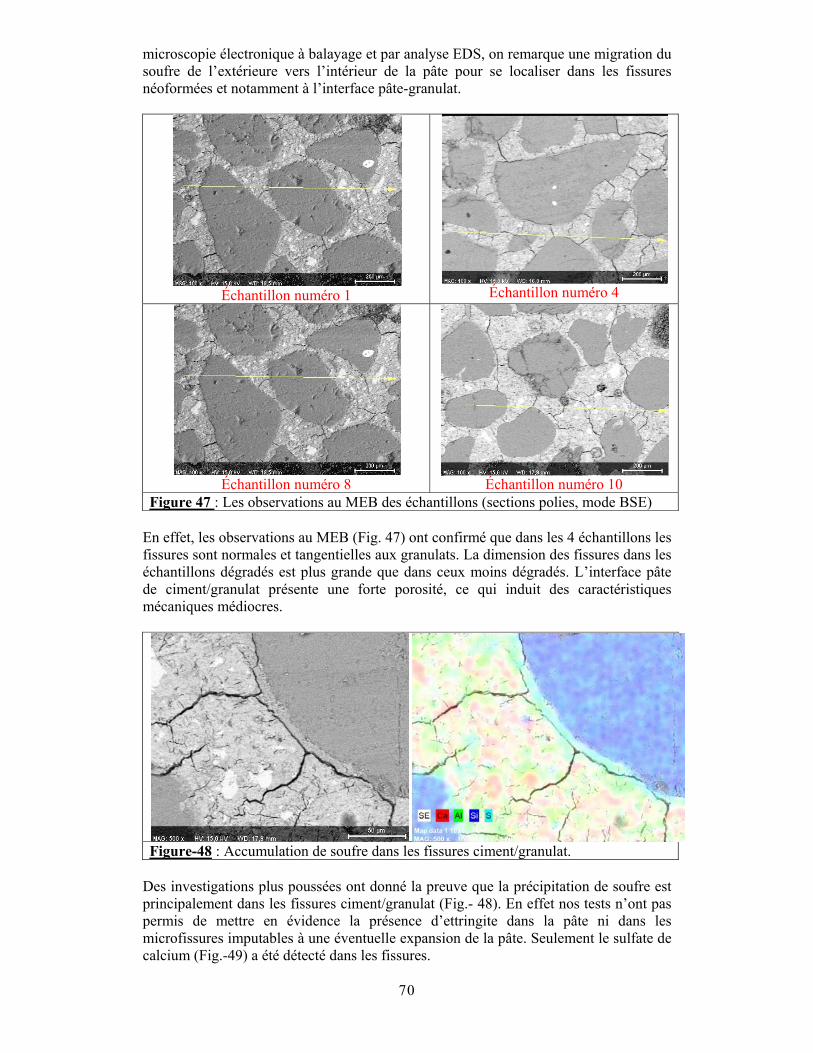
70
microscopie électronique à balayage et par analyse EDS, on remarque une migration du soufre de l’extérieure vers l’intérieur de la pâte pour se localiser dans les fissures néoformées et notamment à l’interface pâte-granulat.
Échantillon numéro 1
Échantillon numéro 4
Échantillon numéro 8
Échantillon numéro 10
Figure 47 : Les observations au MEB des échantillons (sections polies, mode BSE) En effet, les observations au MEB (Fig. 47) ont confirmé que dans les 4 échantillons les fissures sont normales et tangentielles aux granulats. La dimension des fissures dans les échantillons dégradés est plus grande que dans ceux moins dégradés. L’interface pâte de ciment/granulat présente une forte porosité, ce qui induit des caractéristiques mécaniques médiocres.
Figure-48 : Accumulation de soufre dans les fissures ciment/granulat.
Des investigations plus poussées ont donné la preuve que la précipitation de soufre est principalement dans les fissures ciment/granulat (Fig.- 48). En effet nos tests n’ont pas permis de mettre en évidence la présence d’ettringite dans la pâte ni dans les microfissures imputables à une éventuelle expansion de la pâte. Seulement le sulfate de calcium (Fig.-49) a été détecté dans les fissures.
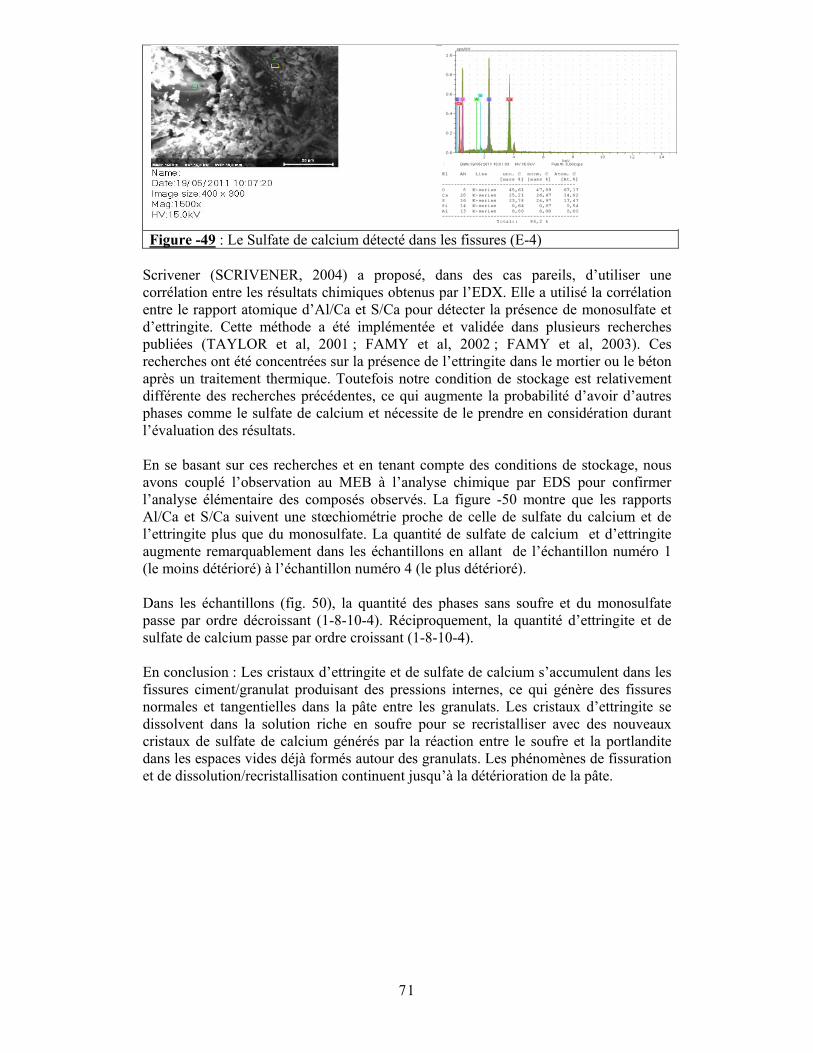
71
Figure -49 : Le Sulfate de calcium détecté dans les fissures (E-4) Scrivener (SCRIVENER, 2004) a proposé, dans des cas pareils, d’utiliser une corrélation entre les résultats chimiques obtenus par l’EDX. Elle a utilisé la corrélation entre le rapport atomique d’Al/Ca et S/Ca pour détecter la présence de monosulfate et d’ettringite. Cette méthode a été implémentée et validée dans plusieurs recherches publiées (TAYLOR et al, 2001 ; FAMY et al, 2002 ; FAMY et al, 2003). Ces recherches ont été concentrées sur la présence de l’ettringite dans le mortier ou le béton après un traitement thermique. Toutefois notre condition de stockage est relativement différente des recherches précédentes, ce qui augmente la probabilité d’avoir d’autres phases comme le sulfate de calcium et nécessite de le prendre en considération durant l’évaluation des résultats.
En se basant sur ces recherches et en tenant compte des conditions de stockage, nous avons couplé l’observation au MEB à l’analyse chimique par EDS pour confirmer l’analyse élémentaire des composés observés. La figure -50 montre que les rapports Al/Ca et S/Ca suivent une stœchiométrie proche de celle de sulfate du calcium et de l’ettringite plus que du monosulfate. La quantité de sulfate de calcium et d’ettringite augmente remarquablement dans les échantillons en allant de l’échantillon numéro 1 (le moins détérioré) à l’échantillon numéro 4 (le plus détérioré). Dans les échantillons (fig. 50), la quantité des phases sans soufre et du monosulfate passe par ordre décroissant (1-8-10-4). Réciproquement, la quantité d’ettringite et de sulfate de calcium passe par ordre croissant (1-8-10-4). En conclusion : Les cristaux d’ettringite et de sulfate de calcium s’accumulent dans les fissures ciment/granulat produisant des pressions internes, ce qui génère des fissures normales et tangentielles dans la pâte entre les granulats. Les cristaux d’ettringite se dissolvent dans la solution riche en soufre pour se recristalliser avec des nouveaux cristaux de sulfate de calcium générés par la réaction entre le soufre et la portlandite dans les espaces vides déjà formés autour des granulats. Les phénomènes de fissuration et de dissolution/recristallisation continuent jusqu’à la détérioration de la pâte.
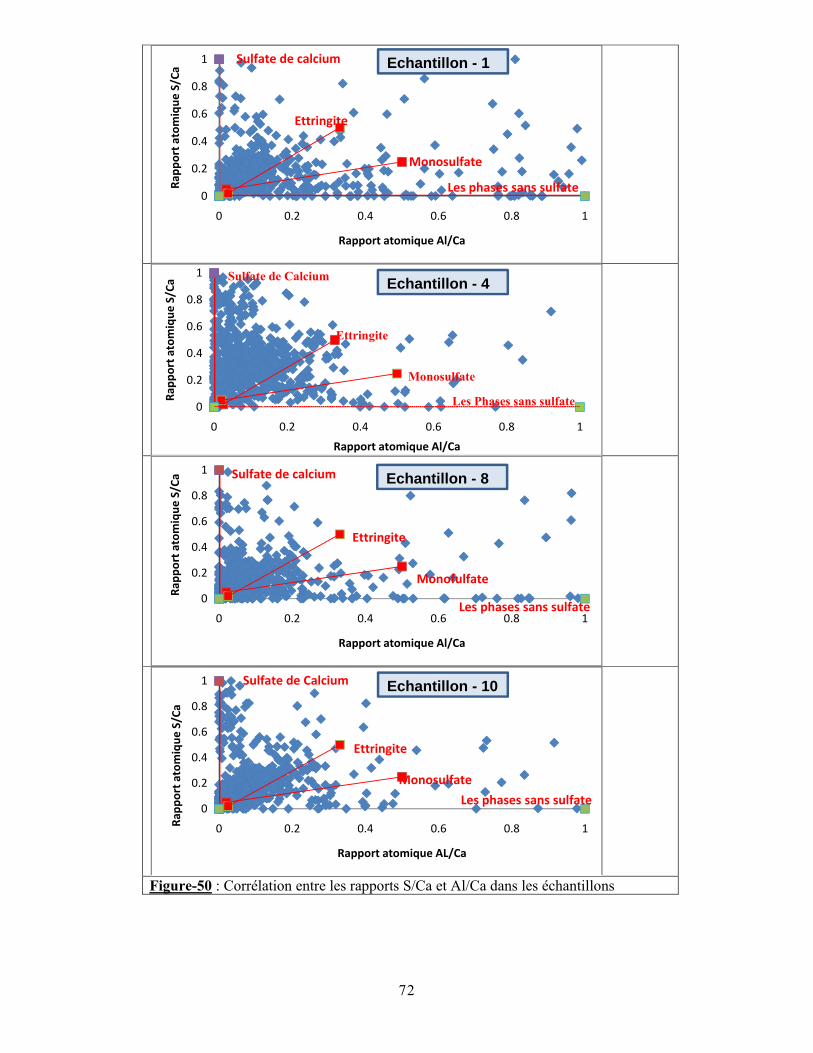
72
Figure-50 : Corrélation entre les rapports S/Ca et Al/Ca dans les échantillons
0
0.2
0.4
0.6
0.8
1
0 0.2 0.4 0.6 0.8 1
Rapp
ort a
tomique
S/Ca
Rapport atomique Al/Ca
Ettringite
Monosulfate
Les phases sans sulfate
Sulfate de calcium Echantillon - 1
0
0.2
0.4
0.6
0.8
1
0 0.2 0.4 0.6 0.8 1
Rapp
ort a
tomique
S/Ca
Rapport atomique Al/Ca
Monosulfate
Sulfate de Calcium
Ettringite
Les Phases sans sulfate
Echantillon - 4
0
0.2
0.4
0.6
0.8
1
0 0.2 0.4 0.6 0.8 1
Rapp
ort a
tomique
S/Ca
Rapport atomique Al/Ca
Ettringite
Sulfate de calcium
Monofulfate
Les phases sans sulfate
Echantillon - 8
0
0.2
0.4
0.6
0.8
1
0 0.2 0.4 0.6 0.8 1Rapp
ort a
tomique
S/Ca
Rapport atomique AL/Ca
Ettringite
Monosulfate
Les phases sans sulfate
Sulfate de Calcium Echantillon - 10
73
V- CONCLUSION ET PERSPECTIVES
Suite aux résultats obtenus au cours de ce travail de recherche, concernant l’influence de SO3 sur les différentes phases du clinker à faible teneur en alcalis, nous pouvons tirer les conclusions suivantes : 1. La présence de SO3, dans le clinker, diminue la quantité de C3A. La corrélation entre le pourcentage de SO3 et C3A est linéaire jusqu'à un pourcentage de SO3 de 2%. Au-delà de ce seuil, l’influence du SO3 devient négligeable. Le pourcentage de C3A est calculée par la formule modifiée : C3A = 2,65 x (Al2O3 - (0,469 x % SO3 + 0,154)) – 1,692 x Fe2O3 Le pourcentage de SO3 est fixé à 2% lorsqu’il est supérieur à cette valeur dans le clinker. 2. Le pourcentage de C3A calculé n’est pas un indicateur de la résistance aux sulfates. Par contre, en se basant sur les tests physiques effectués, celui mesuré par DRX devient l’indicateur principal. Il est préférable qu’il soit inférieur à 3%. 3. La présence de SO3 dans le clinker diminue la quantité de C3S et produit des cristaux d’alite de dimensions irrégulières. Cette diminution augmente de 10 à 30% lorsque le pourcentage de SO3 dans le clinker augmente de 0,6 à 3%. 4. La présence du soufre dans le clinker diminue le rapport C3S/C2S. Cet effet augmente avec l’augmentation du pourcentage de chaux libre. Par ailleurs, les tests physiques que nous avons effectués, ont prouvé que ce rapport est un indicateur mineur du niveau de la résistance aux sulfates : il est préférable d’avoir un rapport inférieur à 2,5. 5. La présence du soufre dans le clinker n’affecte pas le pourcentage de C4AF dans le clinker. 6. L’anhydrite se forme lorsque le pourcentage de SO3 dans le clinker dépasse 1,5%. Cette anhydrite est soluble dans une période de 5 jours et une grande quantité participe au processus du début de prise du ciment. 7. Les sulfates incorporés dans la phase solide sont insolubles. Leurs pourcentages sont très petits et n’ont aucun effet sur la durabilité du béton. Nos tests ont montré que leurs pourcentages sont légèrement supérieurs à 0.68% (valeur définie par Miller & Tang) mais toujours inférieur à 1% (valeurs calculées par Taylor). 8. La présence de soufre dans le clinker améliore la résistance du ciment aux sulfates. En conclusion, le ciment fabriqué à partir d’un clinker contenant un taux élevé de soufre résiste mieux aux sulfates qu’un ciment classique ayant la même composition chimique. L’unique effet indésirable serait le ralentissement du développement de la résistance à la compression. Parmi les perspectives de ce travail on cite :
1. L’étude de l’influence de SO3 sur un clinker contenant un taux élevé de C3A, supérieur à 10 %.

74
2. L’étude de l’influence de SO3 sur un clinker contenant un taux élevé d’alcalis.
3. Refaire les tests d’expansion après un traitement thermique des prismes au jeune âge supérieur à 60°C (à titre d’exemple à 60°C, 70°C, 80°C et 90°C)
4. Refaire les tests sur des cylindres de béton après trois ans de stockage dans un milieu
contenant un taux élevé de soufre.
5. Proposer des formules mathématiques pour calculer les pourcentages de C3S et C2S dans ce genre de clinker.
75
VI- REFERENCES BIBLIOGRAPHIQUES
1. ARCEO H.B. et GLASSER F.P. (1990). Fluxing reactions of sulphate and carbonates in cement clinkering. Systems CaSO4-K2SO4 and K2SO4 –CaCO3. Cement and Concrete Research. Vol. 20, pages 862-868.
2. AMATHIEU Loris (1991). Solubilité des sulfates de calcium semi-hydrates en
fonction du pH et de la température et du procédé de cuisson, CIMENT, BÉTON, PLÂTRES, CHAUX, No789, pages 101-106.
3. ACI Committee 201 (1992). Guide to Durable Concrete, ACI Manual of
concrete practice.
4. ASTM (2009).Annual Book of ASTM Standards, Volume 04.01; Cement; Lime; Gypsum.
5. BOGUE R.H. (1929). Calculation of the Compounds in Portland Cement, Industrial and Engineering Chemistry, Vol. 1, No.4, pages 192-197.
6. BOGUE R.H. (1952). La Chimie du Ciment Portland, Éditions Eyrolles, Paris.
7. BOGUE R.H.(1955). The Chemistry of Portland Cement, Second edition, book division Reinhold publishing corporation, New York.
8. BARFOOT R.J. (August 1974). Joseph, James and William – The Aspdin
Jigsaw. Concrete, Vol. 8, No8, pages 18-26.
9. BOIKOVA A.I., FOMIVHEVA O.I., GRISHCHENKO L.V. (1991). Effect of SO3 and MgO on phase relations and crystal chemical state of phases in Belite-Aluminoferrite clinkers. All –Union scientific technical meeting on the chemistry and technology of cement, Moscow, Part I and II.
10. BARKAKATI P., BORDOLOI D., BANDYOPADHYAY S., BORAH UC.
(1993). Physico-chemical characteristics of cement produced using sulfur bearing fuels in the back meal process for cement manufacture, Cement and Concrete Research, Vol.23, pages 1185-1194.
11. BHATTY Javed (1995). Role of Minor Elements in Cement Manufacture.
Portland Cement Association.
12. BONAFOUS Laurent, BESSADA Catheine, MASSIOT Dominique, COUTURES Jean-Pierre, LE ROLLAND Bruno, COLOMBET Pierre (1995). Si MAS NMR Study of Dicalcium Silicate: The structural Influence of Sulfate and Alumina Stabilizers, Journal of the American Ceramic Society, Vol. 78. No 10, pages 2603-2608.
13. BORGHOLM Hans Erik (June 1996). Better but How, International Cement
Review, pages 66-68.
14. BARON Jacques et OLLIVIER Jean –Pierre (1997). “Les Bétons”, Association Technique de l’industrie des liants hydrauliques Edition EYROLLES, deuxième tirage.
76
15. BLEZARD Rg. (1998). Reflections on the history of the chemistry of cement,
Society of chemical industry, London.
16. BRGM (2000). Gestion des sites pollués, L’évaluation des risques de dégradation des biens matériels en environnement pollué partie VIII.
17. BORGHOLN H.E., JONS E.S. (2001). International Cement Seminar,
Production of mineralised clinker. FLSmidth.
18. BARBARULO Rémi (2002). Comportement des matériaux cimentaires : actions des sulfates et de la température, Thèse de Doctorat, Spécialité : Génie Civil. École Normale Supérieure de Cachan et Faculté des études supérieures de l’université Laval –QUEBEC.
19. BHATTYJaved, MILLER F., KOSMATKA S. (2004). Innovation in
Portland Cement Manufacturing. Portland Cement Association.
20. BRUNETAUD Xavier (2005). Étude de l’influence de différents paramètres et leurs interactions sur la cinétique et l’amplitude de la réaction sulfatique interne au béton, Thèse de doctorat, spécialité ; physico- chimie des matériaux, Ecole Centrales des arts et manufactures «Ecole Centrale Paris» et laboratoire Central des Ponts Chaussées.
21. BHATTY, Javed, TAYLOR Peter (2006). Sulfate resistance of concrete using
cements or supplementary cementitious materials, Portland Cement Association SN2916a.
22. BONNET Stéphanie, KHELIDJ Abdelhafid (2006). La durée de vie des
ouvrages en béton armé situés sur la façade atlantique, Report n 2-1. Concrete in marine environment.
23. BROWN Derek (May 2008). New challenges for clinker microscopy, Global
Cement Magazine, pages 24-25.
24. BERTRON A., ESCADEILLAS G., DE PARSEVAL P., DUCHESNE J. (2009). Processing of electron microprobe data from the analysis of altered cementitious materials, Cement and Concrete Research, Vol. 38, pages 929-935.
25. CHRISTENSEN N.H., JOHANSEN V. (1980). Minéralisateurs et fondants
dans la clinkérisation .II Effets cinétiques sur la formation d’alite. Proceedings of the International Congress on the chemistry of cement Vol.2 theme I, Paris, pages 1-5.
26. CHOI Gang-Soon, GLASSER F.P. (1988). The sulfur cycle in cement kilns:
Vapour pressures and solid phases stability of the sulfate phases, Cement and concrete Research, Vol. 18, pages 367-374.
27. CLIFTON James, PONNERSHEIM James (1994). Sulfate Attack of Cementitious Materials: Volumetric Relations and Expansions, National Institute of Standards and Technology NIST and U.S. Department of commerce, NISTIR 5390.
77
28. CEMBUREAU (1997). Alternative fuels in cement manufacture, Technical and environmental review.
29. CUNNINGHAM Richard, OHLSEN Ib., ROSHOLM Peter (April 1998).
Swirlax burner conversion leads to 100% petroleum coke firing, World cement, pages 57-62.
30. CAMPBELL Donald (1999). Microscopical Examination and Interpretation
of Portland cement and Clinker. Second edition. Portland Cement Association.
31. CEMBUREAU (1999). Best Available Techniques for Cement Industry.
32. CLIFTON James, GEOFFREY Frohnsdorff et FERRARIS Chiara (1999). Standards for evaluating the susceptibility of cement –based materials to external sulfate attack. Materials Science of concrete – Sulfate Attack Mechanisms, Special Volume, American Ceramic Society, pages 337-355.
33. CLARK Michael (2002). Bogue VS Chromy. International CementReview,
pages 65-66.
34. CLARK Michael (April 2003). Petcoke and Nodulisation. International Cement Review, pages 39.
35. Concrete Technology Tojours (March 2003). A new mechanism for sulfate
attack, Portland Cement Association.
36. CIM béton (Novembre 2004). Bétons et Ouvrages d’Art, La Durabilité des Bétons, T48. Centre d’Information sur le Ciment et ses Applications.
37. COLLEPARDI M., OGOUMAH OLAGOT J., SALVIONI D., SORRENTINO D. (2004). DEF-Related Expansion of Concrete as a Function of Sulfate Content in the Clinker Phase or Cement and Curing Temperature, ACI Publications, Volume 222, pages 77-92.
38. CARDE Christophe (2007). L’Ettringite, BETONS, pages 75-76.
39. CARLES-GIBERGUES A. et HORNAIN H. (2008). La Durabilité des
bétons, Chapitre 11: La durabilité des bétons face aux réactions de gonflement endogènes, ATILH Association Technique de l’Industrie des liants hydrauliques et fondation école française du béton.
40. DUDA Walter (1977).Cement – data- book, second edition, Bauverlag GMBH Wiesbaden and Berlin – Macdonald and Evans London.
41. DAVID Stark (1982). Longtime Study of Concrete Durability in Sulfate Soils,
Portland Cement Association SP -77.
42. DIAMOND S. (1996). Delayed Ettringite Formation – processes and problems, Cement and Concrete Composites, Vol. 18, No.3, pages 205-215.
43. DIVET Loïc (2002). Comment se prémunir des réactions sulfatiques dans les bétons ? , Bulletin des Laboratoires des Ponts ET Chaussées-240- septembre –octobre –Réf.4447 – pages 87-94.
78
44. ESCADEILLAS Gilles, AUBERT Jean-Emmanuel, SEGERER Maximiliano, PRINCE William (2007). Some factors affecting delayed ettringite formation in heat – cured mortars, Cement and Concrete Research, Vol. 37, pages 1445-1452.
45. FLAMENT G. (1992). Buirning 100% Petroleum Coke with high sulphur –low
Alcalis raw meal in a 5200t/day Precalciner Kiln, Compagnie des Ciments Belges.
46. FERRARIS C.F., CLIFTON J.R., STUTZMAN P.E., GARBOCZI E.J. (1997). Mechanisms of Degradation of Portland Cement based Systems by Sulfate attack, National Institute of Standard and Technology (NIST), Gaithersburg, MD, USA.
47. FAMY C., SCRIVENER K.L., ATKINSON A., BROUGH A.R., (2002). Effects of an early or a late heat treatment on the microstructure and composition of inner C-S-H products of Portland cement mortars. Cement and Concrete Research, Vol.32, Pages 269-278.
48. FLSmidth (2003). International Cement Seminar, Petcoke firing.
49. FAMY C., BROUGH A.R., TAYLOR H.F.W. (2003). The C-S-H gel of
Portland cement mortars: Part I. The interpretation of energy – dispersive X-ray microanalyses from scanning electron microscopy, with some observations on C-S-H, AFm and Aft phase compositions. Cement and Concrete Research, Vol. 33, pages 1389-1398.
50. FORTSCH David (2004). The effects of excess sulfur on clinker properties, IEEE-IAS Cement Industry Committee, pages 103-109.
51. FOLIIARD Kevin, BARBORAK Ryan, DRIMALAS Thano, DU
Lianxiang, GARBER Sabrina, IDEKER Jason, LEY Tyler, WILLIAMS Stephanie, JUENGER Maria, THOMAS Michael, FOURNIER Benoit (March 2006). Preventing Alkalis-silica reaction and delayed ettringite formation in new concrete, Project summary report, Centre for transportation research the University of Texas at Austin.
52. GONNERMAN H.F., LERCH William (1951). Changes in characteristics of
Portland cement as exhibited by laboratory over the period 1904 to 1950, Portland Cement Association, research department, Bulletin 39.
53. GUTT W., SMITH M.A. (1968). Studies of the Role of Calcium Sulfate in the
manufacture of Portland cement clinker, Transactions of the British ceramic society, vol. 67, No 10, pages 487-510.
54. GLASSER F.P., MARR J. (July 1980). Sulfate in cement clinkering:
Immiscibility between sulfate and oxides melts at 1350°C, Cement and Concrete Research, Vol. 10, pages 753-758.
55. GIES A., KNÖFEL D. (1987). Influence of sulfur on the composition of belite –rich cement clinker and the technological properties of the resulting cement, Cement and Concrete Research, Vol. 17, pages 317-328.
79
56. GARTNER E.M., TANG F.J. (1987). Formation and properties of high sulphate Portland cement clinkers, Cemento, Vol. 84, pages 141-165.
57. GHOSH S.N. (1992). Cement and Concrete Science and Technology, Vol. 1,
Part- II.
58. GONZÁLEZ M.A., IRASSAR E.F. (1997). Ettringite formation in low C3A Portland cement exposed to sodium sulfate solution, Cement and Concrete Research, Vol. 27, No 7, pages 1061-1072.
59. GRIESSER Andreas (2002). Cement –Superplasticizer Interaction at ambient temperatures, Swiss federal institute of technology, presented for the degree of doctor of technical Sciences, ZURICH.
60. GAGNE Richard (2004). Durabilité et réparation du béton, Cours Maîtrise de génie civil, Université de Sherbrooke, Canada.
61. GRAF Luis (2007).Effect of Relative Humidity on expansion and
Microstructure of heat cured mortars, Research and development bulletin RD139, Portland Cement Association.
62. HAMOU Arezki, SARKAR Shondeep (September1990). The influence of
varying sulfur content on the microstructure of commercial clinkers and the properties of cement, World Cement, pages 389-393.
63. HOLDERBANK (1996). Circulation phenomena in the clinkerization process,
Cement Seminar –Process Technology.
64. HIME W.G. (1996). Clinker sulfate: a cause for distress and a need for specification, Concrete for environment enhancement and protection, E&FN Spon, London, U.K., pages 387-395.
65. HERFORT D., SOERENSEN J., COUTHARD E. (May 1997). Mineralogy
of Sulfate Rich Clinker and the Potential for Internal Sulfate Attack. World Cement. Pages 77-85.
66. HERFORT Duncan, RASMUSSEN Soren, JØNS Ebbe, OSBÆCK Bjarne, (June 1999). Mineralogy and performance of cement based on high sulphate clinker, Journal of Cement and Aggregates, volume 21, issue 1, pages 64-72.
67. HERFORT Duncan, Moir, G.K., Johansen V., Sorrentino F. and BolioArceo H. (October 2010) .The Chemistry of Portland cement clinker. Advances in Cement Research, pages 187-194.
68. HILLS Linda (2000). Clinker Formation and the Value of Microscopy,
Proceeding of twenty second International conference on cement Microscopy, Montreal, pages 1 - 12.
69. HILLS Linda, JOHANSEN Vagn, MILLER F.M. (May 2002). Solving Raw
Material Challenges, IEEE-IAS/PCA 44th Cement industry Technical conference, pages 139-151.
70. HUNDEBOL Soren (2002). Recent advancement in petroleum coke use for
cement manufacturing, Technical Session II , International Experiences on use
80
of petcoke and Issues, Proceedings of the international workshop on Petcoke seminar on energy and environment in cement production and sustainable construction ,Haryana ,India National council for cement and building materials.
71. HERFORT Duncan, THOMAS Michael, SCRIVENER Karen (2003). A discussion of the paper “Role of delayed release of sulfates from clinker in DEF” by Weislaw Kurdowski, Cement and Concrete Research, pages 455-456.
72. HILLS Lind (2003). Kiln Feed Particle Size and Clinker Burnability. Portland
Cement Association PCA R&D Serial No 2597.
73. HILLS Linda, TANG Fulvio (June 2004). Manufacturing solutions for concrete performance, World Cement.
74. HEWLETT Peter (2004). Lea’s Chemistry of Cement and Concrete, Fourth
edition.
75. HORKOSS Sayed (June 2004). OPC Clinker with High SO3.World Cement, pages 71-74.
76. HOOTON R.D., BOYD A.J., BHADKAMKAR D. (2005). Effect of cement
fineness and C3S content on properties of concrete: A Literature review, Portland Cement Association, Research and Development PCA R&D Serial No 2871, Skokie, Illinois.
77. HAYES Cyler (2007).Test methods for water soluble in soils, Portland Cement
Association, Research and Development PCA R&D Serial No 3016, Skokie, Illinois.
78. HORKOSS Sayed (2008). Reducing the SO2 emission from a cement kiln,
International Journal of Natural and Social Science, Vol. 1, issue 1, pages 7-15.
79. HANSEN Morten (May 2008). Possibilities for the use of alternative fuels in the cement industry, Global fuel Magazine, pages 29-32.
80. HORKOSS Sayed, LTEIF Roger, RIZK Toufic (2009). The influence of SO3, International Cement Review, pages 82-84.
81. HORKOSS Sayed, LTEIF Roger, RIZK Toufic (2010).Calculation of the C3A Percentage in High Sulfur Clinker, Hindawi Publishing Corporation, International Journal of Analytical Chemistry, Volume 2010, Article ID 102146, 5 pages doi:10.1155/2010/102146.
82. HORKOSS Sayed, LTEIF Roger, Rizk Toufic (2011a).Influence of the
clinker SO3 on the cement characteristics, Cement and Concrete Research, Vol.41, pages 913-919.
83. HORKOSS Sayed, LTEIF Roger, RIZK Toufic (2011b).The effect of clinker SO3 on the mineralogical composition of the cement and its expected impact on sulphate resistance level, Advances in Cement Research, Vol. 23, issue 4, pages 193-201.
81
84. HERFORT D., MOIR G.K., JOHANSEN V., SORRENTINO F., BOLIO ARCEO H. (October 2010). The chemistry of Portland cement Clinker, Advances in Cement Research, No 4, pages 187-194.
85. IEPF, Institut de l’énergie et de l’environnement de la Francophonie
(2001). Le diagnostic énergétique d’une cimenterie, les fiches techniques PRISME, Programme internationale de soutien à la maîtrise de l’énergie, publiées par L’IEPF.
86. IDRIS Mohd, ISMAIL Khairul, JAMALUDIN Shamsul, GHAZALI Che,
HUSSIN Kamarudin (2007). Comparative Characterization of clinker’s Microstructure at different temperature zone during cement production, American Journal of Applied Sciences, pages 543-546.
87. JOURS Robert (1992). The effect of secondary ettringite formation on the durability of concrete: a literature analysis, Research and development bulletin RD108T, Portland Cement Association.
88. JØNS Ebbe (June 1996). Measuring the solubility of sulphate in cement,
World Cement Research and Development, pages 66-68.
89. JENKINS Ron (1999). X-Ray fluorescence spectrometry, Second Edition.
90. JOHANSEN Vagn, KLEMM Waldemar, TAYLOR Peter (March 2002). Why Chemistry Matters in Concrete, Concrete International, pages 84-89.
91. JANA Dipayan (2008). DEF and ASR in concrete, Proceedings of the thirtieth conference on cement Microscopy, April 20 to 24, Reno, Nevada, USA.
92. KNÖFEL D., SPOHN E. (1969). Der quantitative Phasengehalt in Portlandzementklinkern, ZEMENT –KALK- GIPS, No 10, pages 471-476.
93. KREFT W., SCHÜTTE R.(1983). Alkalis, Sulfur, Chlorine-Cyclic Behavior
and Emission Polysius teitl mit, No 97, pages 1-16.
94. KOHLHAAS Bernhard (1983). Cement Engineer’s Handbook, 4eme edition, Berlin.
95. KELHAM S. (April 1995). Active Portland Cement Clinker, 23rd annual
convention of the Institute of Concrete Technology.
96. KELHAM S. (1996). The effect of cement composition and fineness on expansion associated with delayed ettringite formation, Cement & Concrete Composition, Vol. 18, pages 171-179.
97. KLEMM W.A., MILLER F.M. (1997). Plausibility of delayed ettringite
formation as a distress mechanism – Considerations at ambient and elevated temperatures, Proc 10th international congress of chemistry of cement, Gothenbureg. Vol. 4 (59) page 10.
98. KURDOWSKI Wieslaw (2002).Role of delayed release of sulfates from
clinker in DEF, Cement and Concrete Research, pages 401-407.
82
99. KOSMATKA Steven, KERKHOFF Beatrix, PANARESE William (2002). Design and Control of Concrete Mixtures. 14thedition. Portland Cement Association.
100. KOLOVOS K., TSIVILIS S., KAKALI G. (2004), Study of clinker dopped with P and S compounds, Journal of Thermal Analysis and Calorimetry, Vol. 77, pages 759-766.
101. LEA F.M.(1971). The Chemistry of Cement and Concrete, third edition. 102. LOCHER F.W., RICHARTZ W. et SPRUNG S. (1976). Erstarren von
zement, Teil 1: Reaktion und Gefügeentwicklung, ZEMENT –KALK- GIPS 29, H. 10, pages 435-442.
103. LOCHER F.W., RICHARTZ W., SPRUNG S. (1980). Erstarren von
zement, Teil I1: Einfluß des Calciumsulfatzusatzes, ZEMENT –KALK- GIPS 33, H. 6, pages 271-277.
104. LOCHER F.W, RICHARTZ W., SPRUNG S., SYLLA H.M. (1982).
Erstarren von zement, Teil II1: Einfluß der Klinkerherstellung, ZEMENT –KALK- GIPS 35, H. 12, pages 669-676.
105. LOCHER F.W., RICHARTZ W., SPRUNG S, RECHENBERG W.
(1983). Erstarren von zement, Teil IV: Einfluß der Lösungszusammensetzung, ZEMENT –KALK- GIPS 36, H. 4, pages 224-231.
106. LENE Jean-Christophe (December 2001). High Sulfur Fuels Fired for Action. World Cement, pages 28-32.
107. LE BESCOP P., ADENOT F., GALLE C., LOVERA P. (2003).
Dégradation des matériaux à base de liants hydrauliques en milieu sature – application au comportement à long terme des colis “BETON”.
108. LEKLOU Nordine (2008). Contribution à la connaissance de la réaction sulfatique interne, Thèse de doctoral en génie civil, Université de PAUL-SABATIER TOULOUSE III.
109. McMILLAN F.R., STANTON T.E., TYLER I.L., HANSEN W.C. (1949).
Long – time study of cement performance in concrete- Concrete exposed to sulfate Soils, Portland Cement Association, Research Laboratory, and Bulletin 30.
110. MANDER John, SKALNY Jan (1977). Calcium Alkalis Sulfate in Clinker,
American Ceramic Society Bulletin, Vol.56 No 11, pages 987-990.
111. MAKI I. (1986). Relation of processing parameters to clinker properties, influence of minor components, 8th ICCC, Rio de Janeiro Vol.34-47.
112. MORANVILLE- REGOURD M., BOIKOVA A.I. (1992). Chemistry
structure, Properties and quality of clinker, 9th International congress of the Chemistry of Cement, New Delhi, Vol.1, pages 3-45.
83
113. MIELENZ Richard, MARUSIN Stella, HIME William, JUGOVIC Zvonimir(December 1995). Investigation of pre-stressed concrete railway tie distress, Concrete International, pages 62-68.
114. MILLER F.M., TANG F.J. (1996). The distribution of sulfur in present jours
clinkers of variable sulfur content, Cement and Concrete Research, Vol.26, No12, pages 1821-1829.
115. MICHAUD Valerie, SUDERMAN Robert (1997). Sulfate Solubility on high
SO3 Clinkers, Proc. 10th Int. Cong. Chem. Cement Gothenburg, Vol.2, pages 2ii010-11.
116. MÖLLER Hendrik (1997). Effect of Raw Materials and Fuels on the
Burning Process and Clinker Properties. Polysius, Autumn Seminar.
117. MORTENSEN A., HINTSTEINER E., ROSHOLM P. (1998). Converting two kiln lines to 100 % high sulfur petroleum coke firing.ZKG International 51, N2, pages 84-93.
118. MICHAUD Valerie, SUDERMAN Robert (1999). Anhydride in high sulfur
trioxide (SO3) / alkalis clinker: dissolution kinetics and influence on concrete durability, Cement, Concrete and Aggregate, ASTM Journal, Vol.21, pages 196-201.
119. MILLER F.M, HAWKINS G.J. (2000). Formation and Emission of Sulfur
dioxide from the Portland Cement Industry, PCA, Portland Cement Association 2460a.
120. MILLER F.M., YOUNG G.L., SEEBACH M. (2001). Formation and
techniques for control of Sulfur dioxide and other sulfur compounds in Portland Cement kiln systems, PCA, Portland Cement Association SN2460.
121. MEHTA P., MONTEIRO Paulo (2001). Microstructure, Properties and
materials, second edition.
122. MOORTHY V.M., December 2003. Chemical influences, World Cement, Pages 73-75.
123. MINISTERE DE L’ECONOMIE DES FINANCE ET DE L’INDUSTRIE
(Mars 2003). Consommation de combustibles de substitution dans l’industrie cimentière en 2001, Energie et matières premières, direction générale de l’énergie et des matières premières.
124. MINARD Hélène (2003). Etude intégrée des processus d’hydratation de
coagulation, de rigidification et de prise pour un système C3S –C3A –Sulfates- Alcalins, Thèse de Doctorat , Université de Bourgogne et UFR des Sciences et Techniques Ecole doctorale Carnot et laboratoire de recherches sur la réactivité des solides.
125. MARCHI Maurizo, MERLINI Marco, GEMMI Mauro, TIANO Walter,
ARTIOLI Gilberto (2004). Influence of Minor elements, in particular SO3, on the clinkerisation process, Milano University, ESRF, EXPERIMENT NUMBER CH -1724.
84
126. MILLER S.W., HANSEN J.P. (2004). Controlling SO2 emission, Cement International, Vol. 2.
127. MOBASHER B., FERRARIS C. (2004). Simulation of expansion in cement based materials subjected to external sulfate attack, International RILEM Symposium, Evaston, IL, pages 1-12.
128. MEDALA Marta (2005). Etudes des interactions entre les phases minérales
constituent le ciment Portland et des solutions salines concentrées, Thèse de doctorat, Université de Bourgogne, UFR des Sciences et Techniques, AGH Université des Sciences et Technologies, Faculté des Sciences des matériaux et de Céramique.
129. NEWKIRK Terry (1951). Effect of SO3 on the alcalis compounds of
Portland cement clinker, Journal of Research of the National Bureau of Standards, Vol. 47, No 5, pages 349-356.
130. NAWA T., EGUCHI H., FUKAYA Y. (1989). Effect of Alkalis sulfate on
the Rheological behavior of cement paste containing a Superplasticizer, Third international conference Ottawa , Canada, Superplasticizer and other chemical admixtures in Concrete , ACI -SP-119.
131. NEVILLE Adam (2000). Propriétés des Bétons. édition Eyrolles, Translated
by CRIB.
132. ODLER I., WONNEMAN R.(1980).Hydration of C3A in Portland cement in the presence of different forms of calcium sulfate, 7th International congress on the chemistry of cement, Paris, pages 510-513.
133. OLDER I., ABDUL MAULA S., NÜDLING P., RICHTER T. (1981). Über
die mineralogische und oxidische Zusammensetzung industrieller Portlandzementklinker, ZEMENT –KALK- GIPSE .No 9, pages 445-449.
134. OSBÆCK B. (2001). Inter-relationships between strength properties, content
of alkalis and sulfur, and production factors in the manufacture of Portland cement, FLSmidth International cement production seminar.
135. OLDER I, ZHANG H. (1996). Investigation on high SO3 Portland cement
clinkers, World Cement Research and Development, page 73-77.
136. PLIEGO-CUERVO Y.B., GLASSER F.P.(1979). The Role of sulphates in cement clinkering reaction: Phase formation in the system CaO-AL2O3-Fe2O3-SiO2-CaSO4-K2SO4, Cement and Concrete Research, Vol. 9, pages 573-581.
137. PLANEL David (2002). Les effets couplés de la précipitation d’espèces
secondaires sur le comportement mécanique et la dégradation chimique des Bétons, Thèse de doctoral en génie civil Université de Marne la Vallée.
138. PAVOINE Alexandre (2003). Evaluation du potentiel de réactivité des bétons vis-à-vis de la formation différée de l’ettringite, Thèse de doctoral en Sciences des matériaux, Université Pierre et Marie CURIE –Paris VI.
85
139. PETROV Nikola 2003). Effets combiné de différents facteurs sur l’expansion des bétons causée par la formation différée de l’ettringite, Thèse de doctoral en génie civil Université de SHERBROOKE – Canada.
140. PCA (April 2005). Tire derives fuel, Portland Cement Association,
Sustainable Manufacturing, fact sheet.
141. PETROV Nikola, HAMOU Arezki (2006). Approche Holistique de la formation différée de l’ettringite, Université de Sherbrooke, Quebec, Canada.
142. REGOURD M., HORNAIN H., LEVY P., MORTUREUX B. (1980).
Résistance du béton aux attaques physico-chimiques, 7e Congrès International de la chimie des Ciments, Paris.
143. RASHEEDUZZAFAR (1992). Influence of cement composition on concrete
durability, ACI Materials journal Vol. 89, pages 574- 586.
144. ROY Gray (April 2002). Petcoke combustion characteristics, World Cement, pages 71-74.
145. REBEL B., DETWILER R.J., GEBLER S.H., HOOTON R.D.(February
2005). The right sulfate test makes a difference, Concrete international, pages 49-52.
146. REINHARDT Hans (2005). Concrete with enhanced durability, Otto-Graf-
Journal Vol.16, pages 9-20.
147. ROZIERE Emmanuel (2007). Etude de la durabilité des bétons par une approche performantielle, Thèse de Doctorat en génie civil Université de Nantes et Ecole Centrale de Nantes.
148. SWENSON E.G. (1974).CBD-136-F. Le béton en milieux sulfatés, Conseil
national de recherches Canada et Institut de recherche en construction.
149. STARK David (1982). Durability of concrete in sulfate- rich soils, Portland Cement Association, Research and Development Bulletin RD097, Skokie, Illinois.
150. STRUNGE J., KNÖFEL D., DREIZLER L. (1985). Einflusse der alcalisne
und der schwefels auf die zementeigenschaften ,Zement ,Kalk ,Gips ,Teil I ,No 3 ,pages 150-158.
151. STRUNGE J., KNÖFEL D., DREIZLER L. (1985). Einflusse der alcalisne
und des Sulfates unter Berucksichtigung des Silicatmoduls auf die zementeigenschaften ,Zement ,Kalk ,Gips ,Teil II ,No 8 ,pages 441-450.
152. STRUNGE J., KNÖFEL D., DREIZLER L. (1986). Einflusse der alcalisne
und des Sulfates unter Berucksichtigung des Tonerdemoduls und des kalkstandards auf die zementeigenschaften ,Zement ,Kalk ,Gips ,Teil III (a) ,No 7 ,pages 380-386.
153. STRUNGE J., KNÖFEL D., DREIZLER L. (1986). Einflusse der alcalisne
und des Sulfates unter Berucksichtigung des Tonerdemoduls und des
86
kalkstandards auf die zementeigenschaften ,Zement ,Kalk ,Gips ,Teil III (b) ,No 8 ,pages 451-456.
154. STRUNGE J., KNÖFEL D., DREIZLER L. (1990). Zusammenfassende
Betrachtungen, Zement ,Kalk ,Gips ,Teil IV ,No 4 ,pages 199-208.
155. SWAMY R.N. (1994).Design for durability a holistic approach. Centre for cement and concrete structural integrity research institute, University of Sheffield, England.
156. SKIBSTED J., JAKOBSEN H.J., HALL C. (1994). Direct observation of
aluminium guest ions in the silicate phases of cement minerals by 27 Al MAS NMR spectroscopy. Journal of the chemical Society, Vol. 90, Issue 14, pages 2095-2098.
157. STRIGĂČ J., MAJLING J. (January 1997). Phase composition
development of calcium sulphoaluminate belite cement in the SOX atmosphere, World Cement Research and Development, pages 82-86.
158. SAMET Basma , SARKAR Shondeep (February 1997). Influence of kiln
atmosphere on development of clinker phases and distribution of alkalis, World Cement Research and Development, pages 77-82.
159. STARK D. (July 1997). Continuing studies of concrete in sulfate soils,
Concrete technology Today, Portland Cement Association.
160. STARK Jochen, BOLLMANN Katrin (2000). Späte Ettringitebilgung im Beton, Teil 1, ZKG International, vol. 53, No 4, pages 232-240.
161. STEIT Norbert (2002). Using petcoke for clinker production –process
problems and their solutions, Technical Session II, International Experiences on use of petcoke and Issues, Proceedings of the international workshop on Petcoke seminar on energy and environment in cement production and sustainable construction, Haryana ,India National council for cement and building materials.
162. SHIMOSAKA K., INOUE T., TANAKA H., KISHIMOTO Y. (2002). Influence of sulfur oxide in clinker on properties of clinker and cement, JCA proceedings of Cement & Concrete (Japan Cement Association), Vol.56, pages 9-16.
163. SCHERER George (2002). Factors affecting crystallization pressure, International RILEM TC 186 –ISA Workshop on internal sulfate attack and Delayed Ettringite Formation, 4-6 September 2002, Villars ,Switzerland, Pages 139-154.
164. SAHU Sadananda , THAULOW Niels (2004) . Delayed Ettringite formation in Swedish concrete railroad ties, Cement and Concrete Research, Vol. 34, pages 1675-1681.
165. SCRIVENER Karen (2004). Backscattered electron imaging of cementitious microstructures: understanding and quantification, Cement and Concrete Composites, Vol. 26, pages 935-945.
87
166. SCHERER Georges (2004). Stress from crystallization of salt, Cement and Concrete Research, Vol. 34, pages 1613-1624.
167. SHIMADA Yukie, JOHANSEN Vagn, MILLER F. MacGregor , MASON
Thomas ( 2005). Chemical path of ettringite formation in heat cured mortar and its relationship to expansion, Research and development bulletin RD136, Portland Cement Association.
168. TANG F.J., GARTNER E.M. (1988).Influence of sulfate source on Portland
cement hydration, Advances in Cement Research, Vol. 1, No2, pages 67-74.
169. TAYLOR HFW (1989). Modification of the Bogue calculation, Advance in Cement Research, pages 73-77.
170. TANG F.J. (1992). Optimization of Sulfate Form and Content, Research and
development bulletin RD105T, Portland Cement Association.
171. TAYLOR H.F.W. (1998). Cement Chemistry, second edition. Tomas Telford Services.
172. TAYLOR HFW (1999). Distribution of sulfate between phases in Portland
cement clinkers, Cement and Concrete Research, Pages 1173-1179.
173. TENNIS Paul, BHATTACHARJA Sankar, KLEMM Waldemar, MILLER F. MacGregor (1999). Assessing the distribution of sulfate in Portland Cement and Clinker and its Influence on Expansion in Mortar, Cement, Concrete and Aggregates, Vol. 21 ,No 2 ,pages 212 -216.
174. THOMAS M.D.A. (1999). Delayed Etringite Formation–Reader Comments, PCI Journal, and January –February, pages 90-94.
175. TSOUMELEAS C.I., KATSIOTI M., GEORGAL B., MARINOS J.
(November 2000). Thermal Stabilization of CaSO4.World Cement pages 57-61.
176. TAYLOR H.F.W., FAMY C., SCIVENER K.L. (2001). Delayed ettringite formation, Cement and Concrete Research, Vol. 31, pages 683-693.
177. TAYLOR HFW (2002). Sulfates in Portland cement clinkers and cement,
Maundry Bank, Lake Road, Coniston, LA21 8EW, UK.
178. TRACY Sharon, BOYD Stephen, CONNOLLY James (2004). Effect of Curing Temperature and Cement Chemistry on the Potential for Concrete Expansion due to DEF, PCI Journal, January- February, pages 46-57.
179. TWOMEY C., BRIKINSHAW C., BREEN S. (2004).The identification of
sulfur containing phases present in cement clinker manufactured using a high sulfur petroleum coke fuel, Society of chemical industry, ChemTechnolBiotechnol .Pages 486-490.
180. TOSUN Kamile (2006). Effect of SO3 content and fineness on the rate of delayed ettringite formation in heat cured Portland cement mortars, Cement & Concrete Composites, Vol. 28, pages 761-772.
88
181. VERBECK G.J. (1967). Field and Laboratory Studies of the Sulphate Resistance of Concrete, Portland Cement Association, research department, Bulletin 227.
182. VISWANATHAN, V. N., GHOSH, S. N. (1983). Mineralizers and Fluxes in
Clinkerization. Advances in Cement Technology, Ed. S. N. Ghosh, Pergamon Press, pages 177-202.
183. VDZ - Germany (1996). Verein Deutscher Zementwerke, Use of alternative
fuels in cement clinker production, Concrete, pages 42-43.
184. VDZ –Germany (2000). Verein Deutscher Zementwerke,.Zement Taschenbuch 2000.
185. VDI 2094 (Mach 2003). Verin Deutscher Ingenieure, page 58.
186. ZAYED Abla (2004). Effect of sulfur trioxide content on concrete structures
using Florida Materials, Research report, University of south Florida.