Embed Size (px)
Citation preview

TTHHÈÈSSEE
En vue de l'obtention du
DDOOCCTTOORRAATT DDEE LL’’UUNNIIVVEERRSSIITTÉÉ DDEE TTOOUULLOOUUSSEE
Délivré par L’UNIVERSITE PAUL SABATIER – TOULOUSE III Spécialité : GENIE CIVIL
JURY
M. Jean-Michel TORRENTI Président du jury M. Jean PERA Rapporteur M. Jian-Fu SHAO Rapporteur M. Xavier BOURBON Examinateur M. Gilles ESCADEILLAS Examinateur M. Alain SELLIER Examinateur M. Anaclet TURATSINZE Examinateur M. Abdellatif HASNI Membre invité
Ecole doctorale : Mécanique, Energétique, Génie civil et Procédés
Unité de recherche : Laboratoire Matériaux et Durabilité des Constructions Directeur de Thèse : Gilles ESCADEILLAS
Présentée et soutenue par Guillaume CAMPS Le 10 Septembre 2008
Etude des interactions chemo-mécaniques pour la simulation du cycle de vie d’un
élément de stockage en béton


Remerciements Je tiens tout d’abord à remercier mes trois directeurs de thèse, Gilles Escadeillas, Alain Sellier
et Anaclet Turatsinze, qui chacun dans sa spécialité m’a énormément apporté, conseillé et
aidé et sans qui tout cela n’aurait pas été possible. Merci plus particulièrement à Alain de
m’avoir fait découvrir le monde de la modélisation, un aspect de la recherche que je ne
connaissais pas, merci pour les heures passées devant l’ordinateur à m’apprendre, à
m’expliquer et à m’aider. Merci à Anaclet pour le temps qu’il m’a consacré, d’avoir suivi de
près l’ensemble des travaux expérimentaux et pour les discussions qui m’ont tant apporté.
Merci à tous pour votre confiance, votre soutien et vos encouragements. Travailler avec vous
durant ces trois années a été un réel plaisir et j’espère sincèrement que nous continuerons à
collaborer dans le futur.
Je tiens à remercier l’ANDRA (l’Agence Nationale pour la gestion des Déchets RAdioactifs)
qui a financé ce projet et plus particulièrement Xavier Bourbon pour avoir suivi l’évolution de
ce travail avec intérêt ainsi que pour ses précieux conseils.
Je souhaite aussi remercier le CEBTP SOLEN d’Elancourt et notamment Abdellatif Hasni
pour avoir réalisé une partie de la campagne expérimentale, me permettant ainsi de consacrer
plus de temps à la modélisation.
Je remercie également Ginette Arliguie, directrice du laboratoire lorsque j’ai commencé ma
thèse et Gilles Escadeillas, directeur actuel, pour m’avoir accueilli au sein du LMDC pendant
ces trois années de thèse.
Je tiens à remercier Jean Péra et Jian-Fu Shao pour avoir accepté d’être rapporteur de ce
mémoire de thèse et pour leurs commentaires constructifs vis-à-vis des travaux effectués. Je
remercie également Jean-Michel Torrenti d’avoir accepté de présider mon jury de thèse ainsi
que pour ses remarques avisées.
Je tiens ensuite à remercier l’ensemble des membres du LMDC pour ces années passées
ensemble. Je souhaite particulièrement remercier René Boujou et Bernard Attard au service
mécanique et Maud Schiettekatte et Simone Julien au service chimie. Merci pour votre aide et
pour le temps que vous m’avez consacré.

Je voudrais ensuite remercier l’ensemble des doctorants avec qui j’ai partagé ces trois années.
Plus particulièrement, je souhaite remercier les membres du bureau 316 : Rachida, Jérôme,
Youcef, Jean-Chills, Nordine et Etienne. J’ai passé trois années inoubliables en votre
compagnie. Merci pour votre bonne humeur, vos encouragements et surtout de m’avoir
supporté, je sais que cela n’a pas dû être facile tous les jours notamment ces derniers mois.
Merci pour les heures passées à discuter de tout et de rien, pour les débats passionnés et aussi
pour les coups de gueule. Ca va me manquer !
Merci aussi à Samir, Paco, Rackel, Pauline et Nicolas avec qui je passe toujours de bons
moments au labo ou à l’extérieur et aux membres du bureau-d’en-face : Pierre-Yves, Fabrice,
Camille et Sam. Bonne continuation à vous tous.
Je terminerai en remerciant encore une fois Jérôme et Samir. Que ce soit au laboratoire ou en
dehors, j’ai passé ces dernières années dans une super ambiance grâce à vous deux. Merci de
m’avoir fait penser à autre chose qu’au bouleau. A vous maintenant de mettre en œuvre la
« méthode Allemande » et de finir en beauté.
Pour finir je tiens à remercier mes parents et mon frère pour m’avoir toujours soutenu et
encouragé, pour m’avoir laissé faire mes choix et avoir cru en moi. Merci pour tout ce que
vous avez fait depuis 26 ans et pour tout ce que vous continuerez de faire.

Résumé La démonstration de sûreté pour les colis et ouvrages en béton de stockage de déchets
radioactifs repose en partie sur la modélisation qui intègre généralement une dégradation
chimique (lixiviation) et des sollicitations mécaniques plus ou moins complexes dont des
variations dimensionnelles et du fluage. Ces phénomènes sont pour la plupart préjudiciables
notamment vis-à-vis de la fissuration. Afin d’y remédier, l’Andra envisage de fabriquer les
conteneurs de stockage en béton renforcés de fibres métalliques.
L’objectif de ce travail de thèse est de permettre la mise au point d’un modèle pour simuler le
cycle de vie d’un conteneur de stockage de déchets radioactifs fabriqué en béton renforcé de
fibres. Ce modèle permet la prédiction du comportement des bétons en phase d’hydratation et
à long terme.
Une campagne expérimentale a été effectuée sur quatre bétons (dont deux renforcés de fibres)
afin de caractériser leurs propriétés physiques. La première partie de ce travail a été consacrée
à l’étude de l’évolution du comportement des bétons en phase d’hydratation. Nous avons
étudié l’évolution des propriétés mécaniques ainsi que l’augmentation de l’adhérence entre les
fibres et la matrice cimentaire. La seconde partie a été consacrée à l’étude de l’évolution du
comportement des bétons soumis à une décalcification accélérée au nitrate d’ammonium. Des
essais sur bétons dégradés ainsi que des essais de fluage sur des éprouvettes en immersion
dans du nitrate d’ammonium ont été effectués.
Différents modèles ont été mis au point de manière indépendante afin de déterminer
l’évolution de l’hydratation et des champs de température, la décalcification, le comportement
mécanique des bétons renforcés de fibres ainsi que le fluage. Ces différents modules ont
ensuite été couplés afin de simuler le comportement des bétons soumis à différents types de
sollicitations et de comparer les prévisions aux résultats expérimentaux.
Mots clés : Béton renforcé de fibres, modélisation, comportement mécanique, propriétés de
transfert, hydratation, dégradation accélérée, fluage, déchets radioactifs.

Abstract The modelling of the chemo-mechanical behaviour of concrete is needed to demonstrate the
safety of concrete package for long term nuclear waste storage. This modelling must integrate
chemical evolutions like hydration at early age and degradations at long term (leaching)
coupled with more or less complex physical phenomena: shrinkage, basic and drying creep,
these phenomena combined with the mechanical loading leading to an anisotropic concrete
damage. In order to limit the sensitivity of cracking, Andra plans to develop steel fibre
reinforced concrete package.
The objective of the study is to supply informations to develop the chemo-mechanical
constitutive model for the fibre reinforced concrete. The model considers both the early age
and the long term behaviour of the concrete.
To fit the model parameters, a first part of an experimental program, on two plain and two
fibre-reinforced concretes, consists in performing maturity tests in order to determine the
evolution of the mechanical properties according to the hydration development and notably
the bond between fibres and cementitious matrix. A second part of the experimental program
consists in studying the long term behaviour of fibre reinforced concrete subjected to an
accelerated leaching. On one hand, mechanical tests are carried out on degraded concrete; on
the other hand compressive and flexure creep tests are carried out on specimens kept in
ammonium nitrate baths.
Several independent models were proposed in order to predict hydration, leaching,
mechanical behaviour of fibre-reinforced concrete and creep. These models were coupled to
predict the behaviour of concrete subject to chemical and mechanical degradation. Results
have been compared with the ones obtained with experiments.
Keywords: Fibre-reinforced concrete, modelling, mechanical behaviour, transfer properties,
hydration, accelerated leaching, creep, nuclear wastes.

TABLE DES MATIERES GENERALE

Table des matières générale
Page 7
INTRODUCTION GENERALE .......................................................................................... 11 CHAPITRE I : REVUE BIBLIOGRAPHIQUE................................................................. 17
INTRODUCTION...................................................................................................................... 19
I-1. LE BETON RENFORCE DE FIBRES...................................................................................... 20
I-1.1. Mécanismes de fonctionnement des fibres dans le béton ....................................... 20
I-1.2. Les fibres : optimisation de leur utilisation............................................................ 23 I-1.2.1. Choix du type de fibres.................................................................................... 23 I-1.2.2. Influence du dosage en fibres .......................................................................... 25 I-1.2.3. Influence de l’orientation préférentielle des fibres.......................................... 27
I-2. LE BETON RENFORCE DE FIBRES EN PHASE D’HYDRATATION ........................................... 29
I-2.1. Chimie du béton en phase d’hydratation................................................................ 29 I-2.1.1. Hydratation du ciment ..................................................................................... 29 I-2.1.2. Porosité ............................................................................................................ 32 I-2.1.3. Effets des additions minérales, granulats, fibres ............................................. 33 I-2.1.4. Détermination du degré d’hydratation............................................................. 35 I-2.1.5. Modélisation de l’hydratation.......................................................................... 35
I-2.2. Comportement physique en phase d’hydratation ................................................... 39 I-2.2.1. Evolution des propriétés mécaniques .............................................................. 39 I-2.2.2. Modélisation du comportement mécanique au jeune âge en fonction de l’hydratation ................................................................................................................. 42
I-3. COMPORTEMENT DU BETON A LONG TERME.................................................................... 47
I-3.1. Chimie de la décalcification ................................................................................... 47 I-3.1.1. Phénoménologie de la lixiviation .................................................................... 47 I-3.1.2. Lixiviation simple et accélérée ........................................................................ 48 I-3.1.3. Modélisation de la décalcification................................................................... 57
I-3.2. Comportement physique des bétons dégradés........................................................ 61 I-3.2.1. Propriétés mécaniques ..................................................................................... 61 I-3.2.2. Propriétés de transfert ...................................................................................... 66 I-3.2.3. Modélisation de la dégradation mécanique des bétons ................................... 68 I-3.2.4. Modélisation du comportement des bétons renforcés de fibres....................... 70
I-3.3. Couplage chemo-mécanique................................................................................... 72
CONCLUSIONS ET OBJECTIFS DU TRAVAIL.............................................................................. 83
CHAPITRE II : PROPRIETES PHYSIQUES DES BETONS ANDRA .......................... 85 INTRODUCTION...................................................................................................................... 87
II-1. MATERIAUX D ’ETUDE.................................................................................................... 87
II-1.1. Matériaux d’étude de laboratoire ......................................................................... 87 II-1.1.1. Matériaux ....................................................................................................... 88 II-1.1.2. Fabrication des bétons.................................................................................... 91
II-1.2. Matériaux industriels ............................................................................................ 94
II-2. CARACTERISATION DES BETONS FABRIQUES EN LABORATOIRE...................................... 97
II-2.1. Maturométrie des bétons ANDRA......................................................................... 97 II-2.1.1. Chaleurs d’hydratation ................................................................................... 97 II-2.1.2. Retrait ............................................................................................................. 99 II-2.1.3. Résistances en compression et modules d’élasticité .................................... 103 II-2.1.4. Traction directe ............................................................................................ 106

Table des matières générale
Page 8
II-2.1.5. Flexion 3 points............................................................................................ 112
II-2.2. Comportement à long terme : Influence de la décalcification des bétons .......... 117 II-2.2.1. Dégradation chimique .................................................................................. 118 II-2.2.2. Porosité à l’eau et masses volumiques ......................................................... 119 II-2.2.3. Comportement mécanique............................................................................ 121 II-2.2.4. Propriétés de transfert................................................................................... 132
II-2.3. Conclusion des travaux sur les bétons de laboratoire ........................................ 139
II-3. CARACTERISATION DE BETONS FABRIQUES INDUSTRIELLEMENT................................. 140
II-3.1. Caractérisation mécanique ................................................................................. 141 II-3.1.1. Porosité et masse volumique ........................................................................ 141 II-3.1.2. Résistance en compression........................................................................... 142 II-2.1.3. Modules d’élasticité ..................................................................................... 143 II-3.1.4. Comportement en traction directe ................................................................ 144 II-3.1.5. Comportement en flexion 3 points ............................................................... 146
II-3.2. Propriétés de transfert ........................................................................................ 149 II-3.2.1. Coefficient de diffusion................................................................................ 149 II-3.2.2. Perméabilité à l’air ....................................................................................... 150
II-3.3. Conclusion des travaux sur le conteneur ............................................................ 151
CONCLUSION....................................................................................................................... 152
CHAPITRE III : MODELISATION DES COUPLAGES CHEMO-MECANIQUES.. 155 INTRODUCTION.................................................................................................................... 157
III-1. HYDRATATION ........................................................................................................... 157
III-1.1. Equations constitutives et implantation numérique du couplage T-C............... 158
III-1.2. Application......................................................................................................... 162 III-1.2.1. Données....................................................................................................... 162 III-1.2.2. Résultats ...................................................................................................... 163
III-2. DECALCIFICATION...................................................................................................... 166
III-2.1. Equations constitutives et implantation numérique........................................... 167
III-2.2. Applications ....................................................................................................... 169 III-2.2.1. Données....................................................................................................... 169 III-2.2.2. Résultats ...................................................................................................... 183
III-3. MODELE MECANIQUE................................................................................................. 187
III-3.1. Endommagement................................................................................................ 187 III-3.1.1. Equations constitutives ............................................................................... 187 III-3.1.2. Traitement de la localisation par méthode locale........................................ 190 III-3.1.3. Traitement de la localisation par la théorie non locale (2nd gradient)......... 193 III-3.1.4. Approximation élasto-plastique pour le calcul des structures .................... 197
III-3.2. Fluage ................................................................................................................ 198 III-3.2.1. Equations constitutives ............................................................................... 199 III-3.2.2. Application.................................................................................................. 202
III-4. COUPLAGES TCM ...................................................................................................... 204
III-4.1. Couplage en phase d’hydratation : hydratation, température, mécanique....... 204 III- 4.1.1. Modélisation complète (modèle élasto-plastique avec endommagement) 204 III- 4.1.2. Modélisation simplifiée (élasto-plasticité)................................................. 208
III-4.2. Couplages à long terme ..................................................................................... 214

Table des matières générale
Page 9
III- 4.2.1. Modélisation du couplage faible décalcification / comportement mécanique.................................................................................................................................... 215 III- 4.2.2. Modélisation du couplage faible décalcification / fluage .......................... 219
CONCLUSION....................................................................................................................... 223
CONCLUSION GENERALE ET PERSPECTIVES........................................................ 225 ANNEXES............................................................................................................................. 231
ANNEXE A : FICHES TECHNIQUES DES MATERIAUX.......................................................... 233
ANNEXE B : MODES OPERATOIRES DES EXPERIENCES...................................................... 242
ANNEXE C : TABLEAU RECAPITULATIF DES EPROUVETTES D’ESSAIS................................ 249
ANNEXE D : EFFET DU SUPERPLASTIFIANT SUR LES QUANTITES DE CHALEUR DEGAGEES EN
PHASE D’HYDRATATION ...................................................................................................... 251
ANNEXE E : COMPARAISON DES RESULTATS D’ESSAIS DE FLEXION 3 POINTS POUR DES
EPROUVETTES DE DIMENSIONS DIFFERENTES....................................................................... 253
ANNEXE F : DETERMINATION DU COEFFICIENT DE DIFFUSION EFFECTIF........................... 256
ANNEXE G : COURBES D’EVOLUTION DE LA PERTE DE MASSE EN FONCTION DU TEMPS DES
EPROUVETTES DE RETRAIT................................................................................................... 258
REFERENCES BIBLIOGRAPHIQUES........................................................................... 259 TABLE DES ILLUSTRATIONS........................................................................................ 273


INTRODUCTION GENERALE


Introduction générale
Page 13
Contexte de l’étude
La loi du 30 décembre 1991 [Loi du 30 décembre 1991] définit le cadre de la gestion des
déchets radioactifs en France. Elle a créé l’Agence Nationale pour la gestion des Déchets
Radioactifs (Andra), un établissement public industriel et commercial chargé de la gestion à
long terme des déchets. Sa mission consiste à répertorier et à localiser les déchets radioactifs,
établir des spécifications de conditionnement et de stockage, contribuer aux programmes de
recherche et de développement concernant la gestion de ces déchets, concevoir des centres de
stockage et en assurer la gestion.
Les déchets sont classés en trois catégories :
- Les déchets A : déchets à vie courte (durée de vie inférieure à 30 ans) faiblement et
moyennement radioactifs. Ils représentent 90% des déchets produits mais seulement 5% de la
radioactivité totale.
- Les déchets B : déchets de faible et moyenne activité contenant des radioéléments de période
longue. Ils représentent 8% des déchets produits.
- Les déchets C : déchets de haute activité, à fort dégagement de chaleur et à longue période,
qui représentent 2% de la production.
Seuls les déchets A sont stockés dans les centres de surface. Pour les déchets B et C, la loi du
30 décembre 1991 a permis de lancer une campagne de recherche afin de développer le
stockage de longue durée en couche géologique profonde. En 2005, un dossier de faisabilité a
été présenté en clôture des quinze années de recherches qui étaient identifiées dans la loi de
1991. Depuis le 28 juin 2006 et la promulgation d’une autre loi, une étape a été entamée
devant aboutir à la création d’un stockage en formation géologique profonde.
Depuis 1998, le site de Bure en Meuse/Haute-Marne a été choisi pour accueillir un laboratoire
d’expérimentation souterrain. Ce site se caractérise par une succession de couches
géologiques calcaires et argilo-marneuses. C’est dans l’une de ces couches, celle du Callovo-
Oxfordien, constituée de roches argileuses ou d’argilite, située entre -400m et -600m, qu’est
implanté ce laboratoire méthodologique.
L’objectif d’un centre de stockage est de faire en sorte que les radionucléides ne soient
relâchés dans la biosphère qu’avec un impact radiologique acceptable. Les stockages sont
donc conçus suivant le principe de confinement multibarrières.

Introduction générale
Page 14
Il est prévu d’utiliser les matériaux cimentaires dans le cadre du stockage en couche
géologique profonde, en tant que barrière ouvragée (figure 1) et pour la réalisation des colis
de stockage des déchets B (figure 2).
Figure 1 : Représentation du centre de stockage souterrain
Figure 2 : Conteneur de stockage de déchets de type B
Le béton a été choisi car il présente de nombreux avantages notamment dans le cadre du
stockage souterrain. Il développe d’importantes résistances en compression, une large gamme
de matériaux cimentaires est disponible et permet donc de formuler des bétons adaptés à
différentes applications ou contraintes. De plus, en fonction des formulations, il est possible
d’obtenir d’intéressantes propriétés de transfert lui conférant des capacités de confinement
importantes.
Cependant, ses faibles performances en traction et sa sensibilité à la décalcification sont
préjudiciables vis-à-vis de la fonction de stockage de déchets à long terme. En effet, durant

Introduction générale
Page 15
son cycle de vie, le béton sera soumis de nombreuses sollicitations pouvant conduire au
développement de la fissuration et la décalcification se fera au détriment de la capacité de
confinement :
• l’hydratation ou les échanges hydriques avec le milieu environnant engendrent des tensions
capillaires à l’origine d’un phénomène de retrait pouvant conduire à la fissuration. Des
variations dimensionnelles d’origine thermique peuvent aussi entraîner les mêmes effets.
• en cas de choc, ou de chute du colis durant la manutention.
• à long terme, la resaturation des tunnels va aussi entraîner une décalcification du béton par
l’eau souterraine. Cet effet couplé aux sollicitations de fluage issues du mode de stockage par
empilement ou par une possible convergence du tunnel sur les conteneurs va affecter les
propriétés de transfert et entraîner une diminution des propriétés mécaniques et favoriser le
développement des fissures.
Objectif de la thèse
Afin de limiter le développement de la fissuration dans le béton, l’Andra envisage la
fabrication de conteneurs en béton renforcé de fibres. Les fibres confèrent au béton un
caractère ductile en assurant une capacité portante résiduelle importante même pour des
niveaux d’ouverture de fissures élevés. Dans le cas d’une chute, ce renfort doit contribuer à
limiter la fragilité des conteneurs et à augmenter la capacité d’absorption d’énergie. Ils
gardent alors leur continuité structurale et restent manipulables malgré le choc. Par ailleurs, en
limitant l’ouverture des fissures, un tel renfort contribue à réduire la progression d’agents
agressifs en profondeur. Un des objectifs de ce travail est de quantifier les effets bénéfiques
de ce renfort dans le cadre du stockage de déchets radioactifs.
La prédiction du comportement à long terme du béton, dans le cadre du stockage de déchets
radioactifs à vie longue, passe obligatoirement par la modélisation. Il est donc nécessaire de
développer des modèles permettant la simulation du comportement des bétons durant les
différentes phases de leur cycle de vie. Cette approche impose forcément la détermination la
plus fine possible des propriétés du matériau ainsi que leur évolution dans le temps et les
conditions d’exploitation.
Le premier chapitre de ce mémoire est consacré à une revue bibliographique dans le but de
comprendre le comportement du béton durant les différentes phases de son cycle de vie, les

Introduction générale
Page 16
effets d’un renfort par des fibres ainsi que les modélisations associées aux différents
phénomènes mis en jeu.
Le deuxième chapitre est consacré à la caractérisation des propriétés physiques de deux
bétons de référence Andra (à savoir un BHP de CEM I et un de CEM V) et de deux bétons
renforcés de fibres formulés à partir des deux non fibrés. L’objectif est de quantifier l’effet
des fibres et de la fumée de silice dans les compositions renforcées de fibres. Les résultats
obtenus seront utilisés pour la mise au point d’un modèle chemo-mécanique et sa validation.
Le troisième chapitre est consacré au développement du modèle chemo-mécanique, à son
calage et à sa validation pour la simulation du cycle de vie des bétons renforcés de fibres.
Nous présentons d’abord les différents modules du modèle que sont l’hydratation, la
décalcification, le comportement mécanique du béton renforcé de fibres et le fluage, puis leur
couplage correspondant aux conditions d’exploitation ainsi que la comparaison des prévisions
de ce modèle aux résultats expérimentaux.

CHAPITRE I :
REVUE BIBLIOGRAPHIQUE

Chapitre I : Revue bibliographique
Page 19
Introduction
La mise au point d’un modèle permettant la simulation du cycle de vie d’une structure en
béton renforcé de fibres nécessite la connaissance de son comportement et sa mise en œuvre
numérique à chaque étape de sa vie. Pour cela, il faut étudier les deux phases les plus critiques
pour le béton dans le cadre d’un stockage de déchets de haute activité à vie longue :
- la phase d’hydratation durant laquelle, en parallèle avec le développement de sa
résistance mécanique, le béton est soumis à des gradients de températures et des
variations de teneur en eau pouvant engendrer des contraintes importantes et donc de
la fissuration ;
- le comportement à long terme durant lequel, dans le cadre du stockage de déchets
radioactifs, le béton va être soumis à des dégradations couplées d’origines chimiques
et mécaniques.
Les fibres, dans le béton, apportent de nombreux avantages, notamment sur le comportement
mécanique sous sollicitation de traction. Leur utilisation nécessite néanmoins la connaissance
des mécanismes et des précautions d’emploi. La première partie de cette revue bibliographie
sera consacrée à l’étude des effets des fibres dans le béton.
La deuxième partie de ce chapitre sera consacrée à l’étude du comportement du béton en
phase d’hydratation. Nous présenterons à la fois l’aspect chimique de l’hydratation ainsi que
l’évolution des caractéristiques physiques au cours du temps. Les modélisations associées
seront explicitées.
Nous analyserons ensuite le comportement du béton à long terme, du point de vue des
dégradations chimiques (lixiviation simple et accélérée) et de l’endommagement mécanique.
Nous présenterons les modèles permettant le calcul de dégradations chimiques puis des
modèles permettant de simuler le comportement sous sollicitations mécaniques des bétons.
Nous terminerons cette revue bibliographique avec la présentation de modèles de couplage
chemo-mécaniques.
L’analyse et la conclusion de cette étude bibliographique nous permettrons de préciser les
contours des objectifs de notre travail en terme d’effets à prendre en compte dans la
modélisation et en terme de travail expérimental à mettre en œuvre afin de simuler le cycle de
vie des colis de stockage de déchets radioactifs fabriqués en béton renforcés de fibres.

Chapitre I : Revue bibliographique
Page 20
I-1. Le béton renforcé de fibres
Le béton est un matériau de construction composite constitué de granulats agglomérés par un
liant. Il est le matériau de prédilection dans le génie civil car il présente de nombreuses
caractéristiques avantageuses pour la construction de structures, notamment sa résistance en
compression élevée. Néanmoins, il s’agit d’un matériau au comportement fragile sensible à la
fissuration qui conduit à la diminution des performances mécaniques à des niveaux de
déformation faibles.
Le béton armé permet de compenser cette fragilité. Des barres d’armature dans le béton, en
reprenant les efforts à travers la fissure dans les zones tendues, permettent d’augmenter les
performances mécaniques à l’échelle de la structure.
Une méthode différente consiste à agir non pas au niveau de la structure, mais à l’échelle du
matériau. Elle consiste à renforcer le béton par des fibres. Avec un choix approprié du type de
fibres, de leur taille ainsi que de leur dosage, il est possible d’inhiber la propagation des
premières microfissures. Les fibres, en assurant le transfert de contraintes à travers la fissure,
limitent son ouverture et sa propagation. La localisation de la macrofissuration est ainsi
retardée, limitant ainsi la fragilité du matériau.
Pour des déplacements importants, la localisation de la fissure finit par s’imposer. On se
retrouve donc avec un comportement structural dans lequel les fibres confèrent une capacité
portante résiduelle relativement importante.
Depuis plus de 40 ans maintenant [Romualdi et al. 1964], les effets d’un renfort de fibres dans
les matériaux cimentaires sont étudiés dans le but d’améliorer les caractéristiques mécaniques
des bétons, notamment après la localisation des fissures.
I-1.1. Mécanismes de fonctionnement des fibres dans le béton
Rossi a décrit le comportement vis-à-vis de la fissuration du béton renforcé de fibres et des
structures en béton fibré en fonction de la sollicitation imposée [Rossi 1998]. Dans le cas des
efforts de traction, des microfissures apparaissent, suivies de leur connexion et de la formation
de macrofissures, jusqu’à la rupture de la structure. Les fibres peuvent coudre les
microfissures, et retarder la formation des macrofissures conférant ainsi une capacité portante
résiduelle et une ductilité à l’échelle de la structure.

Chapitre I : Revue bibliographique
Page 21
De plus, l’action des fibres est grandement influencée par leur orientation et le mode
d’application des efforts. Dans le cas de fissures provoquées par les efforts en traction, les
fissures s’ouvrent selon la direction normale à leurs lèvres et les fibres travaillent en traction.
Dans le cas des fissures provoquées par des efforts de compression, il y a des mouvements
tangentiels par rapport aux lèvres des fissures, les fibres sont donc fléchies et travaillent dans
des conditions moins favorables (faible rigidité en cisaillement). C’est pourquoi les effets
d’un renfort de fibres sont peu visibles en compression pour les bétons de compacité courante.
Les propriétés du béton renforcé de fibres sont le résultat de plusieurs facteurs comme les
propriétés de la matrice, la distribution des fibres et les conditions d’interface entre les fibres
et le béton. D’après Bentur et Mindess [Bentur et al. 1990], il existe deux stades de
comportement lors du chargement d’un béton renforcé de fibres. Au départ, les déformations
sont les mêmes pour les fibres et pour la matrice. Le mécanisme de résistance est le transfert
des efforts de la pâte aux fibres par des cisaillements qui augmentent linéairement jusqu’au
stade de fissuration. Après cet événement, si l’effort de cisaillement demandé est plus grand
que la résistance au cisaillement fibre – matrice, le mécanisme de résistance principal devient
le frottement, au cours du déchaussement de la fibre.
Durant un essai sur du béton renforcé de fibres, lors du chargement jusqu’au pic, les fibres
n’interviennent pas. Durant cette phase, les fibres se déforment comme le béton. A l’approche
du pic de résistance, des microfissures se développent jusqu’à la localisation d’une
macrofissure. Les fibres entrent en jeu une fois l’ouverture de cette macrofissure suffisante.
Elles pontent à ce moment la fissure en transmettant les efforts au béton dans lequel elles sont
ancrées. Les efforts résiduels repris diminuent ensuite au fur et à mesure que les fibres se
cassent ou se déchaussent en fonction de leur nature et de celle de la matrice qui les
enveloppe.
Il est donc nécessaire d’avoir une ouverture de fissure suffisante afin que les fibres soient
sollicitées. C’est pour cela que les fibres interviennent peu durant la phase de chargement et
de développement des microfissures. De plus, les fibres doivent avoir des dimensions
compatibles avec le type de fissures, le niveau de résistance du béton et la taille des granulats.
Pour les microfissures, il est conseillé d’utiliser des fibres courtes et en grande quantité, et
pour les macrofissures, des fibres longues en moins grande quantité afin d’assurer une bonne
ouvrabilité. Dans le cas où la rupture peut arriver à l’interface matrice-granulats, il est
recommandé d’utiliser des fibres d’une longueur correspondante à 2 à 3 fois le diamètre

Chapitre I : Revue bibliographique
Page 22
maximal des granulats de manière à assurer un ancrage suffisant dans la matrice cimentaire
[Johnston 1996].
L’effet des fibres est donc surtout perceptible en traction. Un béton sans renforts, une fois
fissuré, n’est capable de supporter que de faibles efforts par endommagement et ponts de
matière. Ceci se traduit par une chute brutale de contraintes reprises, comme le montre la
courbe de comportement en traction directe correspondant à une teneur en fibre de 0% sur la
figure I-1 [Taylor et al. 1997]. Avec un renfort de fibres, les contraintes dans la fissure sont
transmises au béton. Les fibres, en cousant la fissure, assurent une continuité structurale et
permettent au béton d’avoir un comportement ductile en lui conférant une capacité portante
post-fissuration.
Figure I-1 : Comportement en traction directe en fonction du pourcentage en fibres
[Taylor et al. 1997]
L’étude du comportement en traction par flexion permet de mieux mettre en évidence l’effet
d’un renfort de fibres via le gradient de déformation. L’addition de fibres entraîne une
augmentation de résistances et une augmentation de la ductilité (figure I-1). Le comportement
post-fissuration est significativement amélioré. L’augmentation de la résistance résiduelle est
due aux ponts et liaisons créés par les fibres, placés stratégiquement et qui cousent les
fissures. Lorsque les résistances résiduelles sont supérieures à la résistance au pic, on dit que
le béton a un comportement ductile durcissant. Le processus de rupture se développe lors de
la perte de ces liaisons et du déchaussement des fibres ou de la rupture de ces dernières. Ce

Chapitre I : Revue bibliographique
Page 23
phénomène est fonction de la forme, de la taille des fibres et de leur adhérence à la matrice
cimentaire.
Le comportement en compression n’est que peu influencé par la présence des fibres. Les
fissures créées ne permettent pas aux fibres d’être sollicitées suffisamment pour améliorer
significativement le comportement du béton.
Néanmoins, le comportement des bétons renforcés de fibres, quel que soit le type de
sollicitation, dépend fortement du type de fibres choisi, de leur géométrie, de leur distribution
et de leur orientation ainsi que de la compacité du béton qui les contient.
I-1.2. Les fibres : optimisation de leur utilisation
I-1.2.1. Choix du type de fibres
Il existe différents types de fibres dont les caractéristiques chimiques, physiques et
mécaniques diffèrent selon leur nature ou leur géométrie.
Les fibres couramment utilisées pour la fabrication de bétons renforcés de fibres sont
généralement métalliques, synthétiques, de verre ou naturelles. Selon leur utilisation, ces
différents types de fibres présentent des avantages ou des inconvénients. Certaines sont
affectées par des dégradations chimiques dans les matériaux cimentaires ou présentent un
mauvais comportement dans les milieux alcalins (certaines fibres de verre ou fibres
naturelles).
Leur géométrie est très variable (figure I-2). Les fibres les plus utilisées sont les fibres droites.
C’est l’adhérence de ces fibres avec la matrice cimentaire qui diminue la fragilité du béton par
amélioration du comportement post fissuration.
Il existe des fibres à crochets. Leurs extrémités recourbées développent un ancrage et
dissipent une énergie de fissuration par plastification de la fibre [Chanvillard 1993] et par
frottement à l’interface avec la matrice.
On trouve aussi des fibres ruban, des fibres à tête d’ancrage ou encore des fibres ondulées
dont, qualitativement, les modes de fonctionnement sont les mêmes que ceux cités
précédemment.
L’avantage des fibres à crochets ou ondulées est qu’elles développent un ancrage
supplémentaire en plus de l’adhérence avec la matrice les rendant plus efficaces que les fibres
droites. Cependant, ce type de fibres peut engendrer la formation d’oursins durant la

Chapitre I : Revue bibliographique
Page 24
fabrication entrainant une répartition non homogène dans le béton. Les fibres droites sont
généralement utilisées pour pallier à ce problème mais, ne fonctionnant que par adhérence
avec la matrice, leur efficacité s’en ressent.
Figure I-2 : Différentes formes géométriques de fibres métalliques
[IT-BTP 1993 dans Andra 2005]
L’élancement ou le rapport longueur/diamètre joue un rôle prépondérant dans la maniabilité
d’un béton renforcé de fibres (notamment métalliques) [Snyder et al. 1972, Swamy et al.
1974, Hughes et al. 1976 (dans Rossi 1998)]. Pour un dosage en fibre donné, plus
l’élancement est important, plus la maniabilité du béton diminue. Rossi explique ceci par deux
constatations empiriques [Rossi 1998] :
- pour une longueur de fibre et un volume donnés, plus le diamètre de la fibre sera
faible, plus la surface spécifique sera grande. Ceci conduit à des frottements plus importants
entre la fibre et la matrice, mais aussi à un nombre de fibres élevé qui augmente la probabilité
de contact entre celles-ci. Ceci conduit à une diminution de la maniabilité quand le rapport
longueur/diamètre augmente ;
- pour un rapport longueur/diamètre fixe et un dosage en fibres donné, si le diamètre
diminue, la longueur va elle aussi diminuer. Selon le raisonnement précédent, ceci conduit à
une diminution de la maniabilité ce qui est en décalage avec la réalité car dans ce cas, le poids
unitaire de la fibre intervient. Plus elles seront grandes, plus elles auront tendance à passer à
travers le fluide visqueux constitué par la pâte de ciment pour entrer en contact avec les
granulats c'est-à-dire à des frottements solides et donc à une diminution de maniabilité.

Chapitre I : Revue bibliographique
Page 25
En résumé, pour une maniabilité donnée, on peut utiliser un dosage important de fibres
courtes ou un dosage faible de fibres longues.
De même, le rapport longueur de la fibre/diamètre du plus gros granulat est aussi un
paramètre prépondérant concernant l’efficacité des fibres dans le béton. Rossi [Rossi 1998]
explique que dans le cas où la résistance de l’interface entre la matrice cimentaire et le
granulat est inférieure à la résistance du granulat et de la matrice, les fissures se développent à
cette interface avant de pénétrer dans la matrice. Si la longueur des fibres est proche du
diamètre des plus gros granulats, une majorité d’entre elles ne pourront intercepter
efficacement les fissures intergranulaires. Pour que les fibres interviennent au niveau de la
structure, il est préconisé dans la littérature un rapport longueur de la fibre/diamètre du plus
gros granulat de deux à trois.
Dans le cas où la résistance à l’interface entre la matrice cimentaire et les granulats n’est pas
la plus faible, les fissures traversent à la fois la pâte et les granulats. Les fibres peuvent alors
être pleinement sollicitées, et l’utilisation de fibres de longueur inférieure à trois fois le
diamètre du plus gros granulat peut être envisagée.
- Les fibres utilisées pour cette étude sont de forme droite afin de limiter la formation de
pelotes de fibres lors du malaxage à un dosage relativement élevé et pour favoriser une
répartition homogène dans le béton.
- Elles sont en inox afin de s’affranchir des effets de corrosion.
- Le rapport entre la longueur de la fibre (30 mm) et le diamètre du plus gros granulat (12,5
mm) est de 2,4 ce qui répond au minima des recommandations en la matière.
I-1.2.2. Influence du dosage en fibres
Optimisation rhéologique
L’ajout de fibres dans un béton à l’état frais nécessite de nombreuses précautions notamment
pour éviter la formation de pelotes et limiter le risque d’une orientation préférentielle.
La durée du malaxage influe sur la répartition des fibres au sein du béton frais. Si elle est trop
courte, les fibres ne peuvent pas se repartir de manière homogène. Si elle est trop longue, la
répartition peut devenir hétérogène du fait de la ségrégation des fibres.
La maniabilité du béton est diminuée par l’ajout de fibres. Plus la quantité de fibres et leur
élancement sera fort, plus l’ouvrabilité du mélange sera affecté. Il est donc important

Chapitre I : Revue bibliographique
Page 26
d’utiliser des fibres de dimensions optimales et d’ajuster la composition de la matrice afin de
permettre au béton de conserver une maniabilité suffisante.
Lors de la mise en place dans les moules, il faut limiter l’écoulement qui est responsable de
l’orientation préférentielle des fibres dont nous parlerons plus spécifiquement dans le
paragraphe suivant. L’orientation peut aussi être due à la vibration qu’il est important de
limiter voir de supprimer en travaillant avec des bétons autoplaçants et à l’effet de paroi, ce
dernier étant plus difficile à contourner.
Optimisation mécanique
La quantité de fibres dans un béton est une caractéristique prépondérante vis-à-vis du
comportement post fissuration.
Soit deux fibres, l’une perpendiculaire au plan d’une fissure, l’autre inclinée par rapport à
cette fissure. Si les deux fibres sont suffisamment éloignées l’une de l’autre, elles agissent
indépendamment vis-à-vis de la fissure, la fibre perpendiculaire étant plus efficace que la
fibre inclinée. Le bilan du couple se résume alors à la somme de leurs actions individuelles.
En revanche, si la distance entre les deux fibres est telle que l’action de la fibre qui travaille le
mieux conduit, en outre, à confiner la fibre qui fonctionne le moins bien (c’est à dire
provoquer une étreinte autour de cette fibre), cette dernière verra donc son efficacité vis-à-vis
de la fissure accrue. Le bilan devient alors la somme de leurs actions individuelles plus
quelque chose qui est la conséquence de leur « entraide », qu’on peut également qualifier de
synergie positive.
Au contraire, lorsqu’on rapproche de plus en plus les deux fibres, il arrive un moment où la
quantité de pâte de ciment qu’il y a entre elles devient tellement faible que l’enrobage de
chaque fibre devient insuffisant (même si l’on augmente la quantité de pâte de ciment avec le
pourcentage de fibres pour des raisons de maniabilité) pour assurer un fonctionnement correct
de l’interface pâte-fibre. Les fibres travailleront moins efficacement que si elles avaient
travaillé sans interactions. Le bilan est alors la somme de leurs actions individuelles moins un
effet qui est la conséquence de leur « promiscuité », qu’on peut également qualifier de
synergie négative. A partir de ce seuil, plus on ajoute des fibres, moins elles seront efficaces
individuellement, et on assistera, au mieux, à une très faible augmentation des caractéristiques
mécaniques et, au pire, à une diminution.
Il est évident que le choix de la fibre est lié à la caractéristique mécanique que l’on désire
améliorer, par exemple une fibre métallique pour augmenter les capacités portantes, ou une
fibre synthétique pour améliorer le comportement post fissuration ou la ductilité des bétons.

Chapitre I : Revue bibliographique
Page 27
Ces seuils de synergie dépendent tous deux du type de fibre, de ses dimensions, du fait que la
fibre fonctionne par ancrage réparti le long de la fibre ou concentré à ses extrémités ou encore
par adhérence, du type de matrice (plus ou moins compacte) ou de l’orientation des fibres vis-
à-vis des fissures.
I-1.2.3. Influence de l’orientation préférentielle des fibres
On parle d’orientation préférentielle des fibres lorsque qu’une quantité de fibres est orientée
dans une même direction. Cet effet est généralement dû à la mise en place du béton dans son
moule, les fibres s’orientant parallèlement à l’axe d’écoulement.
De même, la vibration du béton peut aussi conduire à de la ségrégation et à une orientation
préférentielle des fibres en fonction des axes de vibration qui, sous l’effet de leur poids
propre, vont avoir tendance à descendre dans le fond du moule. L’utilisation de l’aiguille
vibrante, en plus d’orienter les fibres, peut conduire à des effets de cheminée. Lorsque l’on
retire l’aiguille, le béton s’écoule afin de se remettre en place mais les fibres ne suivent pas.
Ceci créé des zones sans fibres dans le béton.
Plusieurs études ont été effectuées afin de montrer l’influence de l’orientation préférentielle
des fibres sur le comportement mécanique des bétons. Casanova [Casanova 1996], après avoir
coulé un bloc de béton en orientant les fibres verticalement, a carotté ce bloc dans trois
directions. Il a ensuite effectué des essais de flexion 3 points et ainsi caractérisé l’influence de
l’orientation des fibres. Les résultats obtenus sont présentés sur la figure I-3.
Figure I-3 : Influence de l’orientation des fibres sur le comportement en flexion
[Casanova 1996]

Chapitre I : Revue bibliographique
Page 28
Lorsque les fibres sont orientées perpendiculairement à l’axe de la fissure (cas de l’orientation
horizontale), les fibres jouent leur rôle de couture de la fissure et permettent d’obtenir des
résistances résiduelles importantes pour de grandes ouvertures de fissures. A l’inverse,
lorsqu’elles sont orientées parallèlement à l’axe de la fissure, il n’y a pas, ou peu, de fibres
pour coudre la fissure, on retrouve donc un comportement post fissuration semblable à celui
d’un béton sans renfort de fibres. Le cas des fibres orientées en diagonales montrent que
celles-ci cousent aussi la fissure et permettent d’avoir un comportement post fissuration
intéressant mais un peu moins important que celui des fibres orientées de façon optimale.
De la même manière que l’orientation des fibres joue un rôle prépondérant sur le
comportement mécanique des bétons, cette orientation peut aussi avoir une influence sur les
propriétés de transfert. Comme dans le cas d’un béton où l’interface entre la pâte et les
granulats, appelée aussi auréole de transition, est une zone où les caractéristiques de la pâte ne
sont pas les mêmes qu’au cœur de celle-ci, la zone à l’interface entre une fibre et la pâte de
ciment a des caractéristiques différentes. La différence de porosité ou de tortuosité pourrait
conduire, dans le cas de fibres orientées, à la création de chemin préférentiels qui
contribueraient à augmenter les processus de transfert et donc à obtenir des coefficients de
diffusion ou de perméabilité plus importants que dans le cas de bétons sans renforts de fibres
ou avec des fibres réparties de manière homogènes.
Les rares références disponibles sur le sujet [Toutanji et al. 1998, Miloud 2005] n’étudient
jamais les effets des fibres seules, les compositions des bétons renforcés de fibres contiennent
toujours une addition afin d’améliorer la compacité et donc les comparaisons avec des bétons
de référence (sans fibres et sans additions) ne permettent pas de déterminer l’influence exacte
des fibres.
Pour éviter une orientation préférentielle des fibres, il convient de prendre un maximum de
précaution lors du coulage du béton pour bien les répartir dans l’élément. Une solution
consiste à modifier les bétons afin qu’ils deviennent autoplaçants et qu’ils ne nécessitent plus
de vibration. Il faut être aussi prudent lors du coulage et éviter de faire parcourir au mélange
des distances importantes aussi bien dans les manchons que dans les coffrages. Les
conclusions des essais de laboratoire sont à considérer avec précaution si on ne peut pas
reproduire par la suite les conditions de mise en place in-situ.

Chapitre I : Revue bibliographique
Page 29
Pour limiter les effets préjudiciables imposés par la vibration d’un béton renforcé par des
fibres, les bétons de cette étude ont été formulés pour qu’ils répondent à la rhéologie à l’état
frais de BAP et aussi à leur mise en place sous le seul effet de la gravité, sans vibration.
Les généralités sur les fibres et leurs fonctionnements dans le béton ont été analysées. Elles
permettent au béton de conserver une capacité portante une fois fissurée et limitent
l’ouverture des fissures. Cependant, des précautions sont à prendre lors de la mise en place du
béton afin d’éviter diverses hétérogénéités ou encore une orientation préférentielle qui
modifieraient les propriétés du composites de manière non négligeables.
Il est maintenant possible d’étudier le comportement du composite durant son cycle de vie : sa
structuration depuis le gâchage, son comportement durant la phase d’exploitation, son
endommagement mécanique et sa dégradation physico-chimique au cours du temps.
I-2. Le béton renforcé de fibres en phase d’hydratation
L’étude du comportement des matériaux cimentaires au jeune âge est primordiale. Lors du
gâchage du béton, de nombreuses réactions se produisent. Celles-ci dépendent de la
composition du béton et des conditions environnementales. Il va sans dire que le
comportement du matériau à long terme dépend de cet historique qu’il est donc nécessaire de
maîtriser. Nous allons étudier dans cette partie le phénomène d’hydratation du béton en nous
attardant sur la chimie de l’hydratation puis nous analyserons ces effets sur le comportement
mécanique des bétons, avec ou sans renfort de fibres. Dans les deux parties, nous présenterons
les modélisations existantes concernant ces phénomènes.
I-2.1. Chimie du béton en phase d’hydratation
I-2.1.1. Hydratation du ciment
Le ciment anhydre est un liant hydraulique, qui réagit au contact de l’eau en durcissant. Il
permet de lier les mélanges granulaires auxquels il est intégré.
Les ciments utilisés en génie civil sont composés principalement de clinker Portland, qui
assure la fonction de liant, et de constituants secondaires. Le clinker Portland est composé de
quatre phases :

Chapitre I : Revue bibliographique
Page 30
- Le silicate tricalcique C3S (3CaO.SiO2) 50 à 70% en masse
- Le silicate bicalcique C2S (2CaO.SiO2) 15 à 30%
- L’aluminate tricalcique C3A (3CaO.Al2O3) 5 à 10%
- L’aluminoferrite tétracalcique C4AF (4CaO.Al2O3.Fe2O3) 5 à 15%
L’ajout d’eau au mélange de ciment anhydre permet d’obtenir une pâte de ciment, milieu
poreux constitué de phases solides anhydres et hydratées et d’une solution interstitielle
remplissant les pores [Taylor 1990].
Hydratation du C3S
Au contact de l’eau, les grains de C3S réagissent immédiatement pour former des C-S-H. Il
s’agit de la période initiale dont la durée est de l’ordre de la minute.
−−+ ++→+ 242
2253 433 SiOHOHCaOHSiOCa (I-1)
( ) OHOHOSiHCaOHOHSiOHCa 2272232242
2 3,223 →+++ −−+ (I-2)
Arrive ensuite une période dite “dormante”. Lors de cette période de faible réactivité, il se
produit une accumulation d’ions Ca2+ et OH- qui ne sont pas consommés par la réaction
précédente. La composition de la solution interstitielle devient de plus en plus sursaturée par
rapport à la portlandite jusqu’à ce qu’il y ait précipitation de celle-ci.
( )22 2 OHCaOHCa →+ −+ (I-3)
La phase suivante est la période de prise. C’est lors de cette période que les réactions
d’hydratation s’accélèrent. La précipitation de la portlandite produit un effet de « pompe à
calcium » qui augmente la cinétique de réaction de formation des C-S-H. Il s’en suit une
période de durcissement. La couche d’hydrate qui enrobe les grains de silicate anhydre
devient de plus en plus importante et donc diminue la diffusion de l’eau et des ions ce qui
entraîne un ralentissement des réactions.
La réaction globale des réactions d’hydratation des C3S s’écrit :
( ) ( ) 13 33 QCHxSHCHxySC yx +−+→−++ (I-4)
Bien que la stoechiométrie évolue au cours de l’hydratation, on considère une valeur pour le
rapport C/S de 1,65 [Brown et al. 1984]. Taylor propose une valeur de y de 3,91 pour un
matériau saturé, y dépendant de l’humidité relative interne [Taylor 90]. On a donc :
( ) 165,13 35,135,1 QCHSHCHySC y ++→++ (I-5)

Chapitre I : Revue bibliographique
Page 31
où 1Q est la quantité de chaleur dégagée par la réaction
Hydratation du C2S
Les réactions d’hydratation des C2S sont semblables à celles des C3S. Les principales
différences sont une cinétique plus lente, une plus faible teneur en portlandite (CH) et une
plus faible exothermicité. La réaction globale s’écrit pour un rapport C/S de 1,65 :
( ) 265,12 5,035,0 QCHSHCHySC y ++→++ (I-6)
Hydratation du C3A
La réaction du C3A est très rapide et entraine un dégagement de chaleur très important. Cette
réaction produit une rigidification rapide de la pâte par formation de C3AH6. Pour maitriser ce
phénomène de prise rapide, on ajoute du gypse pour contrôler la réaction qui s’écrit alors sous
la forme :
3
Ettringite
323623 →263 QHSACHHSCACGypse
+++43421321
(I-7)
Une fois le gypse consommé, la solution sous saturée vis-à-vis de l’ettringite va entraîner une
dissolution de celle-ci pour former du monosulfoaluminate. La réaction globale s’écrit :
3
luminateMonosulfoa
12423 →10 QHSACHHSCACGypse
+++43421321
(I-8)
La quantité de gypse introduite va donc influer sur les quantités de C3AH6, d’ettringite et de
monosulfoaluminate dans la pâte.
Hydratation du C4AF
L’hydratation du C4AF est comparable à celle du C3A mais la vitesse de réaction est plus
lente, la chaleur dégagée est plus faible et les hydrates formés vont contenir du Fe2O3.
Les réactions d’hydratation du C3S et du C3A sont rapides puisqu’elles se produisent surtout
les 28 premiers jours puis n’évoluent que très peu par la suite. Au contraire, l’hydratation du
C2S et du C4AF peut se poursuivre pendant plusieurs mois.
Les principaux hydrates formés, qui constituent 90% en masse de la pâte de ciment sont la
portlandite Ca(OH)2, les silicates de calcium hydratés C-S-H, l’ettringite
(3CaO.3CaSO4.Al2O3.32H2O) notée AFt et le monosulfoaluminate de calcium

Chapitre I : Revue bibliographique
Page 32
(3CaO.CaSO4.Al2O3.12H2O) noté AFm. Les proportions de chaque hydrate sont présentées
dans le tableau I-1.
Composants C-S-H Portlandite AFt et AFm
Pourcentage en masse 70 20 10
Tableau I-1 : Composition minéralogique indicative du clinker hydraté
A l’état initial, le pH est imposé par les alcalins dans le matériau à une valeur supérieure à 13.
Bien qu’elle ne joue pas un rôle important au niveau des propriétés mécaniques, la portlandite
va servir de tampon acido-basique et imposer à la solution interstitielle un pH aux environs de
12,5.
Les silicates de calcium hydratés C-S-H sont à l’origine des principales propriétés de la pâte
de ciment durcie. Ils forment la structure de base de la pâte, assurent une part essentielle dans
la résistance mécanique des matériaux cimentaires et sont responsables notamment de la prise.
La caractérisation des C-S-H se fait par l’utilisation du rapport C/S où C désigne la quantité
d’oxyde de calcium CaO et S la quantité de Silice SiO2. Ce rapport varie entre 1,5 et 2 pour
les ciments Portland.
I-2.1.2. Porosité
La porosité de la pâte de ciment joue un rôle non négligeable sur les propriétés du matériau et
notamment sur les propriétés de transfert. La taille des pores peut varier entre 1 nanomètre et
1 millimètre. Ils sont généralement classés par familles correspondant à leur taille :
- les pores des hydrates qui sont les plus petits. Ils varient entre le nanomètre et la dizaine de
nanomètres. Ils correspondent aux espaces entre les feuillets de C-S-H ou entre les particules
du gel. Cette porosité est approximativement constante quel que soit le degré d’hydratation
(28% de la porosité totale) ;
- les pores capillaires dont la taille varie de 10 à 500 nanomètres. Il s’agit des espaces non
comblés entre les grains de ciment par les hydrates. Cette porosité va évoluer avec
l’avancement des réactions d’hydratation et le rapport E/C ;
- la dernière classe de pore, dont la taille peut aller jusqu’à une échelle millimétrique
correspond à la porosité due aux bulles d’air entraînées, aux microfissures et fissures
apparaissant lors de l’exploitation du matériau voire aux défauts de mise en œuvre.
La présence de granulats modifie l’arrangement des grains de ciment par effet de paroi et la
distribution de l’eau dans le mélange [Ollivier 1981]. Ceci entraine des modifications locales

Chapitre I : Revue bibliographique
Page 33
du rapport E/C. Cette zone autour des granulats est appelée « auréole de transition ». Cette
répartition des rapports E/C autour des granulats engendre des valeurs de porosité plus élevées
dans l’auréole de transition plus faibles dans la pâte.
C’est la porosité interconnectée qui va influer sur les valeurs des propriétés de transfert. Plus
cette porosité sera importante, plus la diffusion sera grande [Tognazzi 1998].
I-2.1.3. Effets des additions minérales, granulats, fibres
Les additions minérales dite « pouzzolaniques » sont des additions renfermant de la silice ou
de l’alumine. La silice réactive, notamment, va réagir avec l’hydroxyde de calcium de la pâte
de ciment pour créer des C-S-H « secondaires », les C-S-H « primaires » étant ceux obtenus
par hydratation directe du C3S et du C2S.
Les cendres volantes
Les cendres volantes sont des poudres minérales fines obtenues par dépoussiérage des fumées
émises par des chaudières brûlant du charbon. Leur composition est variable puisqu’elles
dépendent de l’origine des charbons et du mode de combustion.
Les cendres entraînent un accroissement de la porosité et de la taille des pores aux premiers
âges à cause d’un ralentissement des réactions d’hydratation. A plus long terme, les effets de
l’hydratation du clinker sont renforcés et entraînent une porosité totale du même ordre de
grandeur, mais aussi une diminution de la taille des plus gros pores. Le développement de ces
réactions nécessite la présence d’eau d’où l’importance de la conservation du matériau dans
une ambiance humide durant la phase d’hydratation.
Les fumées de silice
Les fumées de silice sont des poudres minérales très fines obtenues par condensation et
dépoussiérage des fumées de fours utilisés pour la constitution de silicium ou d’alliages tel
que le ferro silicium. Leur emploi avec un fluidifiant permet de réduire la quantité d’eau pour
une consistance donnée, la porosité ainsi formée est donc réduite. Les fumées de silice
réduisent les dimensions des plus gros pores, modifient la structure des C-S-H formés par
réaction pouzzolanique et diminuent les valeurs des rapports C/S.

Chapitre I : Revue bibliographique
Page 34
Les laitiers de hauts fourneaux
Les laitiers vitrifiés de hauts fourneaux résultent de la fusion des stériles présents dans le
minerai de fer. Il s’agit d’un liant hydraulique latent qui renferme de la silice, de la chaux, de
l’alumine et du magnésium. C’est la trempe du laitier en fusion à la sortie du fourneau qui
donne un produit vitrifié (la teneur en phase cristalline est d’environ 10%). Le matériau est
donc instable thermodynamiquement et forme des silicates et des aluminates de calcium en
présence d’eau (composé hydraulique latent). Son hydratation est plus lente que celle du
clinker nécessitant une conservation en ambiance humide plus longue. Au jeune âge, il se
forme d’avantage d’ettringite mais les résistances initiales sont plus faibles.
Le béton
Il s’agit d’un mélange d’eau, de ciment et de granulats (sable et gravillons). Après la prise, il
se forme un milieu poreux constitué d’un squelette granulaire, de pâte de ciment hydratée et
de vides occupés par de l’air ou par une solution interstitielle chargée en ions calcium,
hydroxyles et alcalins (K+, Na+).
Les granulats modifient les propriétés de transfert par rapport à une pâte de ciment. Lors des
réactions d’hydratation, il se forme une zone plus poreuse aux interfaces pâte-granulats qui
favorise les processus de diffusion. Il s’agit des auréoles de transition. En revanche, les
granulats sont généralement imperméables et sont donc des obstacles qui ralentissent les
transferts. La présence de granulats augmente la longueur à parcourir lors d’un phénomène de
diffusion et va donc diminuer les valeurs des coefficients de diffusion effectifs.
Le béton renforcé de fibres
L’ajout de fibres dans le béton vient améliorer la ductilité et le comportement post fissuration
de celui-ci comme décrit dans la première partie de cette revue bibliographique.
Les ciments utilisés pour ce travail de thèse sont des ciments Portland CEM I et des ciments
composés aux cendres et aux laitiers CEM V/A (soit 56% de clinker au minimum et 44%
d’addition au maximum). Ces ciments ont été choisis car ils répondent au respect des
différentes propriétés recherchées (propriétés physiques et chimiques) et aux exigences
spécifiées en matière de stabilité physico-chimique des matériaux dans les conditions
imposées par le massif du Callovo-Oxfordien, notamment une résistance chimique aux
sulfates.

Chapitre I : Revue bibliographique
Page 35
I-2.1.4. Détermination du degré d’hydratation
L’avancement des réactions d’hydratation est exprimé par le degré d’hydratation. Ce dernier
est défini comme étant le rapport entre la masse de ciment hydraté chm à l’instant t et la
masse de ciment anhydre canm à l’origine :
( ) ( )( )0=
=tm
tmt
can
chα (I-9)
La mesure de ( )tα peut être faite par analyse d’image de la quantité d’anhydre à l’instant t ou
alors indirectement en se basant sur les conséquences de l’hydratation :
- à partir du dégagement de chaleur : ( ) ( )maxQ
tQt =α (I-10)
- à partir de la quantité d’eau liée chimiquement : ( ) ( )maxn
n
W
tWt =α (I-11)
- à partir de la résistance en compression : ( ) ( )maxc
c
R
tRt =α (I-12)
I-2.1.5. Modélisation de l’hydratation
De nombreux modèles d’hydratation ont été mis au point afin de déterminer son avancement
en fonction des informations accessibles. Au fur et à mesure des années, ils prennent en
compte un maximum de phénomène liés à l’hydratation dans le but de fournir des résultats de
plus en plus précis.
Modèle d’Avrami
Le modèle d’Avrami [Avrami 1939] permet d’estimer l’évolution du degré d’hydratation des
constituants du clinker en fonction du temps :
( )( )iciii bta −−−= exp1α (I-13)
avec iii cba ,, déterminés empiriquement en fonction du ciment utilisé.
Dans ce modèle, l’auteur considère que les constituants s’hydratent de façon indépendante ce
qui est plus précis que d’autres modèles plus généraux qui traitent de l’hydratation globale du
ciment [Gutteridge et al. 1990, Roelfstra et al. 1994].
Néanmoins, ce modèle ne prend pas en compte la thermoactivité de l’hydratation, les
paramètres étant propres au ciment étudié.

Chapitre I : Revue bibliographique
Page 36
Modèle de Knudsen [Knudsen 1984]
Il s’agit d’un modèle analytique basé sur la notion de distribution des grains de ciment. On
intègre le degré d’hydratation de chaque grain de ciment pondéré par sa densité de
distribution de taille des grains correspondant à son rayon afin d’obtenir le degré
d’hydratation. On obtient une relation du type :
( ) ( ) ttAbtAbb =++ 2210 (I-14)
( ) ( )( )t
ttA
αα−
=1
(I-15)
où - 210 ,, bbb sont des constantes d’ajustement qui dépendent de la température, du type
de ciment utilisé et des ajouts
- ( )tα est le degré d’hydratation global du ciment
Ce modèle prend donc en compte les effets de la température et des ajouts mais considère,
comme Avrami, que les composés du ciment s’hydratent indépendamment. Il a été implanté
dans le code de calcul microstructural CEMHYD3D [Bentz 2000].
Modèle LCPC
Le modèle TEXO développé au LCPC permet de modéliser l’élévation de température du
béton au jeune âge à partir d’une loi de cinétique d’hydratation thermoactivée :
( )
−⋅=RT
EaA exp~ αα& (I-16)
A~
étant l’affinité chimique normalisée [Atkins 1994] caractérisant le comportement chimique
du liant étudié et est, dans ce cas, déterminée à l’aide de mesures d’évolution de températures
( adT ) lors d’essais de calorimétrie adiabatique. Ulm montre que l’affinité peut aussi être
déterminée à l’aide des évolutions de résistances en compression [Ulm et al. 1998].
( )
⋅=
∞ adRT
Ea
t
adT
Q
cA exp
∂∂~ ρα (I-17) ( )
⋅=
∞ 00
exp∂∂
-
1~
RT
Ea
t
Rc
RcRcA α (I-18)
Affinité en fonction de l’hydratation Affinité en fonction des résistances en
compression
avec ρ la masse volumique du béton en kg/m3, c sa capacité thermique massique en J/(K.kg),
∞Q la quantité de chaleur pour une hydratation totale en K, tandis que Rc et ∞Rc sont les
résistances en compression à l’instant t et pour une hydratation complète du béton en MPa.

Chapitre I : Revue bibliographique
Page 37
Waller étend ce modèle en faisant intervenir les additions pouzzolaniques que l’on retrouve de
plus en plus dans les bétons [Waller 1999]. Il a d’abord proposé une loi faisant intervenir le
rapport E/C. L’hydratation d’un béton n’étant jamais complète, il a ensuite modifié cette loi
tel que :
( )
−−=⋅
−⋅= ∞∞ C
Eavec
RT
EaA 3,3exp1exp~ αααα& (I-19)
Il propose ensuite d’utiliser deux degrés d’hydratation différents pour le clinker et les
additions pouzzolaniques.
Son modèle permet donc la prise en compte du rapport E/C ainsi que l’influence des additions
pouzzolaniques pour la détermination de l’affinité chimique du liant. Il est néanmoins
seulement utilisable en conditions endogènes car il ne prend pas en compte les effets de
variations de teneur en eau dans le matériau.
Modèle Buffo-Lacarrière
Le modèle mis au point par Buffo-Lacarrière [Buffo-Lacarrière et al. 2007] est un modèle
multiphasique qui calcule l’hydratation de liants composés dans les structures en béton et les
champs de température dans le temps à l’aide des lois de cinétiques d’hydratation de chaque
espèces et des équations de conservation de la masse d’eau et de conservation de la chaleur :
( )( ) ( )
( ) ( )
⋅⋅+⋅−=⋅
⋅⋅+⋅−=
=
∑∑
iiTthi
iiwthw
fQTgraddivTc
fQWgradDdivW
TWF
αλρ
α
αα
&&
&&
rrr
1
,,
(I-20)
Le vecteur iα représente les degrés d’hydratation des différentes phases ni αααα ,...,,= 21
La loi de cinétique de la réaction est la suivante :
( ) ( ) ( ) iimiiii sThrWgA ⋅⋅Π⋅⋅= ,αα& (I-21)
où: - iA est un paramètre de cinétique global
- ig est le terme d’activation chimique
- iΠ représente l’accessibilité de l’eau aux phases anhydre
- ih est l’activation thermique
- is est un paramètre d’effet retard intervenant dans le cas de réactions secondaires
(cas des liants composés)

Chapitre I : Revue bibliographique
Page 38
L’allure de la loi cinétique obtenue avec ce modèle (figure I-4) est similaire à celle présentée
par d’autres auteurs tel que Ulm [Ulm et al. 1998] ou Cervera [Cervera et al. 2002]
Figure I-4 : Validation de la loi cinétique pour un clinker (en conditions endogènes et
isothermes) [Buffo-Lacarrière et al. 2007].
Ce modèle permet aussi de déterminer le dégagement de chaleur produit par l’hydratation et
les effets des échanges thermiques avec l’environnement. Les variations de températures sont
gérées par la loi de conservation de la chaleur :
( ) ( )
++
⋅⋅+⋅=⋅
itesauxconditions
initialesconditions
fQTdgradivTc iiiTth
lim
- ∑ αλρ &r
&
(I-22)
Les échanges avec l’environnement tel que les températures imposées, les échanges par
convection et rayonnement ainsi que les variations des conditions aux limites (flux solaires
imposés à la surface) sont pris en compte. Ils sont modélisés à l’aide de conditions aux limites
associées à l’équation.
La prise en compte de l’évolution de la concentration en eau due à l’hydratation et aux
échanges avec l’environnement est faite à partir de la loi de conservation de la masse d’eau :
( ) ( )
++
⋅⋅+⋅−= ∑
itesauxconditions
initialesconditions
fQWdgraDdivW iiiwthW
lim
α&r
&
(I-23)

Chapitre I : Revue bibliographique
Page 39
Les conditions aux limites hydriques de convection, dues à une différence d’humidité relative
entre l’air ambiant et la porosité du béton, ainsi que de concentration imposée, dans le cas
d’une cure humide, sont prises en compte.
L’avantage de ce modèle est qu’il permet la prise en compte des différentes phases composant
le ciment. Il permet aussi la prise en compte des effets des variations de température et de
teneur en eau et ne nécessite que l’utilisation de trois paramètres par composant dont le calage
se fait à partir d’un essai de calorimétrie semi-adiabatique de Langavant.
On trouve aussi d’autres modèles permettant de déterminer l’évolution de l’hydratation, que
se soit en condition endogènes ([De Schutter et al. 1996]) ou en conditions réelles ([Bazant
1982] dans [Granger 1985], [Oh et al. 2003]).
L’évolution de l’hydratation étant ainsi prévisible, il convient d’analyser les effets de
l’hydratation des liants sur le comportement mécaniques des bétons ainsi que de l’influence
de celle-ci sur l’efficacité du renfort par des fibres.
I-2.2. Comportement physique en phase d’hydratation
I-2.2.1. Evolution des propriétés mécaniques
Résistances mécaniques
L’hydratation des grains de ciment en suspension dans l’eau conduit à la formation d’un
matériau cohérent capable de reprendre des efforts. Ceci se produit une fois que l’hydratation
est suffisamment avancée pour permettre la création d’un chemin de percolation [Acker
1988], entrainant ainsi l’apparition des caractéristiques mécaniques.
Les réactions d’hydratation sont rapides après le gâchage du béton puis elles ralentissent au
cours du temps car la formation des hydrates autour des grains anhydres consomme une partie
de l’eau et constitue une barrière physique empêchant l’eau d’entrer en contact avec les grains
anhydres.
Les caractéristiques mécaniques évoluent de la même manière : une fois le seuil de
percolation des phases solides atteint, les caractéristiques se développent rapidement pendant
les premiers jours puis vont ralentir.
Le développement des propriétés mécaniques des bétons renforcés de fibres est identique à
celui d’un béton ordinaire. De plus, la formation des hydrates crée un phénomène d’adhérence

Chapitre I : Revue bibliographique
Page 40
entre les fibres et la matrice cimentaire. L’adhérence augmentera de plus en plus en fonction
de l’évolution de l’hydratation, ce qui conduit à l’obtention de résistances résiduelles plus
importantes au cours du temps dans le cas où le matériau serait sollicité et fissuré. Ding [Ding
et al. 2000] compare l’évolution du comportement en compression d’un béton de référence et
d’un béton renforcé de fibres (longueur 30 mm, diamètre 0,5 mm, dosage 60 kg/m3) aux âges
de 9h et 81h (figure I-5) sur des éprouvettes cubiques de 200 mm de côté.
Figure I-5 : Comportement d’un béton renforcé de fibres (SFRC 60) et d’un béton de
référence (plain concrete) après 9h et 81h d’hydratation [Ding et al. 2000]
Au bout de 9h, le seuil de percolation a été atteint et le matériau présente des résistances
mécaniques même si elles sont très faibles. Les fibres permettent d’atteindre une valeur au pic
et des résistances résiduelles légèrement plus importantes que celles du béton de référence. La
formation des hydrates a conduit à l’apparition d’adhérence entre la matrice cimentaire et les
fibres. Ces dernières ont donc été sollicitées et conduisent à une amélioration des
caractéristiques du béton.
Au bout de 81h, les résistances ont considérablement évolué. Les fibres n’interviennent plus
dans la phase de montée en charge, le comportement jusqu’au pic de fissuration est le même
pour les deux bétons, elles permettent néanmoins d’obtenir des résistances résiduelles plus
importantes que celles du béton de référence.
Cette tendance est identique pour l’ensemble des caractéristiques mécaniques, que ce soit en
compression, en traction ou traction par flexion, les caractéristiques augmentent avec le
développement des hydrates dans le béton. On notera cependant que l’effet du renfort par des
fibres est amplifié par le gradient de déformation dans le cas d’une traction par flexion.

Chapitre I : Revue bibliographique
Page 41
Retrait
Le béton est un matériau fragile. Après la prise, il est soumis à des variations dimensionnelles
issues des phénomènes de retrait principalement, engendrant l’apparition de fissuration
précoce préjudiciable pour la durabilité de l’ouvrage.
Le retrait d’une pâte de ciment est la conséquence de la contraction Le Chatelier avant et
après la prise, c’est à dire de l’augmentation des contraintes de traction (tensions capillaires)
due à une consommation d’eau d’origine chimique (hydratation) qui conduit au retrait
endogène, ou physique (séchage) induisant le retrait de dessiccation. La pâte de ciment
effectue son retrait autour d’inclusions que sont les granulats. Le retrait dépend donc de la
composition de la pâte et des caractéristiques élastiques des granulats.
Le retrait plastique correspond à la contraction du béton en phase plastique due au tassement
du squelette granulaire et au séchage qui se développe lorsque la quantité d’eau évaporée à la
surface est supérieure à la quantité d’eau de ressuage [Turcry 2004]. La phase plastique
correspond à la période qui débute dès la fabrication du béton jusqu’au début de la prise, c'est-
à-dire la phase durant laquelle le matériau ne présente pas de cohésion. Bien que ce retrait ait
lieu dans un matériau encore malléable, il peut modifier la cinétique et la morphologie de la
fissuration de retrait. Ce phénomène dépend de la composition du béton et notamment du
rapport E/C, de la nature et de la quantité d’additions. Les valeurs pour les BAP sont jusqu’à 5
fois plus fortes que pour les bétons ordinaires [Turcry 2004].
Le retrait endogène est dû à la consommation d’eau durant l’hydratation. Une contraction
attribuée aux ménisques d’eau engendre des tensions superficielles. Ce retrait va donc être
fonction de la composition de la pâte de ciment. Les BHP avec de faibles rapports E/C ont un
retrait plus grand que les bétons ordinaires à cause de la taille moyenne des pores [Tazawa et
al. 1995] et de la quantité de pâte qui est plus forte. Plus la taille des pores sera grande, moins
le béton sera sensible au retrait endogène. Dans des conditions endogènes, on note aussi la
présence d’un retrait thermique issu de la dilatation thermique du béton lors de la chute de la
température développée pendant les réactions d’hydratation.
Le retrait de dessiccation (ou de séchage) est la conséquence de la présence de gradients
hydriques importants liée au départ d’eau. Il dépend de l’humidité relative aux limites de
l’élément de béton considéré. Plus la quantité d’eau libre dans la pâte est initialement grande,
plus la perte en eau et donc le retrait est fort.

Chapitre I : Revue bibliographique
Page 42
Fluage
Sous contrainte constante, le comportement rhéologique du béton change et conduit au
développement de déformations différées de fluage. Ces déformations diminuent avec le
temps. Le comportement du béton est qualifié de visco-élastique, couplage d’un
comportement élastique, où le fluage est nul, et d’un comportement visqueux. Comme pour le
retrait, le fluage peut être de type endogène ou de dessiccation.
Lorsque le matériau est déchargé, on note une diminution instantanée des déformations due à
son comportement élastique et cette diminution peut se poursuivre au cours du temps.
Néanmoins, ces phénomènes qu’on appelle « la recouvrance » ne permettent pas de revenir
aux valeurs de déformations initiales et il reste constamment une déformation irréversible.
Concernant le fluage endogène, il serait dû au jeune âge au mouvement d’eau au sein des
pores suite au chargement [Ulm et al. 98]. Ce déplacement engendre ainsi une contraction du
squelette solide. A long terme, les déformations de fluage endogène irréversibles sont dues,
d’après Acker [Acker 2003], au comportement visqueux des C-S-H soumis à des contraintes
de cisaillement ce qui est en accord avec les résultats d’autres chercheurs [Ulm et al. 1998,
Bernard et al. 2003] qui expliquent ces déformations par un glissement des feuillets de C-S-H.
Le fluage de dessiccation caractérise le couplage entre les déformations de retrait et de fluage
propre. Deux mécanismes expliquent ce fluage. Le premier est dû au fait de charger une
éprouvette en condition de séchage. Elle n’est pas libre de se fissurer en surface entraînant un
retrait induit plus important [Wittmann et al. 1980]. Le deuxième est que les variations de
teneur en eau modifient la viscosité des C-S-H [Bazant et al. 1997].
I-2.2.2. Modélisation du comportement mécanique au jeune âge en fonction de l’hydratation
Nous présentons ici différentes lois permettant de modéliser de manière simple l’évolution
des diverses propriétés des bétons. Cette revue est une synthèse tirée de la recherche
bibliographique de Buffo-Lacarrière [Buffo-Lacarrière 2007].
Résistance en compression
La résistance en compression dépend directement de la composition du béton, c’est à dire de
la classe de résistance du ciment, du rapport E/C, de la nature des granulats, du volume de
pâte, de la présence d’additions,… [De Larrard 2000]. Néanmoins, au jeune âge, l’effet retard
ou accélérateur d’un adjuvant peut avoir une influence importante sur la résistance à une
échéance donnée.

Chapitre I : Revue bibliographique
Page 43
On peut donc déterminer la résistance au jeune âge en procédant à des essais ou l’estimer en
utilisant une loi de variation linéaire entre le degré d’hydratation et la résistance en
compression [Lackner et al. 2004, Waller et al. 2004].
La relation est valide à partir d’un certain degré d’avancement 0α au dessus duquel la
résistance en compression n’est plus nulle. On a :
( )0
0
1 αααα
−−
=∞c
c
R
R (I-24)
Résistance en traction
De Schutter [De Schutter 2002] propose une relation entre l’évolution de la résistance en
traction au cours de l’hydratation et celle de la résistance en compression :
( ) ( ) b
c
c
t
t
R
R
R
R
=
∞∞
αα (I-25)
Où b est un paramètre du matériau estimé constant et égal à 0,57 par De Larrard [De Larrard
2000]. Gutsch propose une valeur de b égale à 2/3 [Gutsch et al. 1994].
Energie de fissuration
Lackner a étudié l’influence de l’hydratation sur l’énergie de fissuration et a observé une
évolution linéaire [Lackner et al 2004] :
( )BA
G
G
f
f +=∞
αα
(I-26)
où A et B sont des paramètres du matériau à déterminer.
Module d’élasticité
Il existe aussi des relations entre le module d’élasticité du béton et le degré d’hydratation [De
Schutter et al. 1996; Neville 2000] :
( ) 3/2
0
0
0
0
1
−−
=∞ α
αααE
E (I-27)
Chapitre I : Revue bibliographique
Page 44
Coefficient de poisson
La valeur de ce coefficient varie peu. Une valeur moyenne 2.0=ν est représentative de la
plupart des bétons [Neville 2000]. De Schutter [De Schutter 2002] donne :
( ) απααν 105.02
sin18.0 −+= e (I-28)
Retrait
Le retrait endogène peut être exprimé en fonction du degré d’avancement de l’hydratation
[Torrenti 96, Mounanga 2003], de la résistance [De Larrard 2000] ou de l’âge équivalent à
20°C [Tazawa et al. 2000].
Le retrait de dessiccation est fonction de la perte de masse [Torrenti 1994]. Il est donc
modélisé à l’aide du champ de perte de masse et d’un coefficient de contraction hydrique.
Neville [Neville 2000] traduit l’influence des granulats par la loi suivante :
( )ntotptotb g−= 1,, εε (I-29)
où totb,ε est le retrait total du béton, totp,ε est le retrait total de la pâte, g la fraction de granulat
et n est une constante pouvant prendre des valeurs de 1,2 à 1,7.
Fluage
De Schutter [De Schutter 2002] propose un modèle de comportement utilisant les lois
d’évolutions du module différé et de la viscosité basé sur un modèle de Kelvin, avec 1E le
module différé et 1η la viscosité :
( ) ( )α
ααnm
EE
−= 0
1 ( ) ( )αταη 11 E= (I-30)
Où τ est le temps caractéristique associé au modèle de fluage et m et n des paramètres de
calage.
Des modélisations plus complexes permettent une prédiction plus précise du fluage en phase
d’hydratation [Buffo-Lacarrière 2007].
Principe de la maturométrie
La maturométrie ou « méthode de l’âge équivalent » permet de prendre en compte les effets
couplés de la température et du temps afin de prédire l’état de murissement du béton en place.
On exprime généralement l’état de murissement en fonction de la résistance en compression,
mais il est aussi possible de l’exprimer en fonction d’autres grandeurs comme la résistance en

Chapitre I : Revue bibliographique
Page 45
traction ou le module d’élasticité, c'est-à-dire toute grandeur qui peut être reliée à
l’avancement des réactions d’hydratation.
Pour la maturométrie, le jeune âge correspond à la période entre la prise et l’instant où le
béton acquiert 50% de la résistance à 28j, ce qui correspond en général à 2 ou 3 jours.
Deux lois sont généralement utilisées pour prendre en compte les effets de la température et
du temps sur le mûrissement :
- La loi de Saul [Saul 1951]
D’après cette loi, deux bétons de même constitution ayant même valeur de maturité auront la
même résistance quelle que soit l’histoire de température ayant conduit à cette valeur de
maturité :
( )( ) ( )( )∫=t
dTKTHtM0
*, ττ (I-31)
où ( )( )THtM , est la maturité au temps t selon la température( )TH .
Pour cela, il faut utiliser le concept d’âge équivalent [Rastrup 1954] défini par rapport à une
température de référence de 20°C. L’âge équivalent correspond au temps durant lequel le
béton doit être maintenu à la température de référence afin d’obtenir la même valeur de
maturité que dans les conditions de cure réelles.
- Loi d’Arrhenius :
Cette loi permet de décrire l’influence de la température sur la cinétique des réactions
chimiques élémentaires [Verbeck et al. 1969, Regourd et al. 1980].
( )
−=RT
EATK aexp0
* (I-32)
où Ea est l’énergie d’activation,
R la constante des gaz parfait,
T la température,
A0 l’affinité chimique.
Ceci traduit la sensibilité de la cinétique d’hydratation du béton à une variation de
température :
( ) ττ
dTTRT
Et
t
ref
aeq ∫
−−=
0
11exp (I-33)

Chapitre I : Revue bibliographique
Page 46
Mais l’application de cette loi reste approximative à cause de la complexité des réactions
chimiques.
Le schéma ci-dessous (figure I-6) illustre la méthode de l’âge équivalent utilisée pour prévoir
les résistances en compression du béton. Ceci nécessite la détermination de données pour une
même composition et permet, à partir d’un relevé de température in-situ, de déterminer la
résistance en compression.
Figure I-6 : Illustration du principe d’utilisation de la méthode de maturométrie
[D’Aloia 2004]
L’évolution du comportement au jeune âge des bétons vient d’être étudiée. Les réactions
d’hydratation du ciment anhydre entrainent des phénomènes complexes permettant
l’évolution des propriétés mécaniques indispensables au monde du génie civil. De nombreux
facteurs interviennent durant ces réactions et ceux-ci sont de plus en plus étudiés entraînant la
création de modèles de plus en plus précis permettant la prise en compte de ces différents
phénomènes. L’évolution de l’hydratation améliore aussi l’influence des fibres dans le béton
par l’augmentation de leur ancrage dans la matrice cimentaire.
L’étude expérimentale consacrée à l’évolution du comportement des bétons Andra en phase
d’hydratation ainsi que les travaux de modélisations présentés ici permettront la prédiction de
l’évolution des propriétés mécaniques.
Chapitre I : Revue bibliographique
Page 47
I-3. Comportement du béton à long terme
Dans le cadre du stockage de déchets radioactifs, il est entendu que les conteneurs en béton
renforcés de fibres disposés dans les alvéoles de stockage souterrain gardent leurs
caractéristiques mécaniques et physico-chimiques le plus longtemps possible dans le but de
retarder le relargage dans le milieu naturel des radionucléides. Pour valider ce point du cahier
des charges il est nécessaire d’étudier l’évolution du comportement des bétons qui vont être
soumis à des dégradations chimiques et mécaniques. Cette partie sera consacrée à l’étude du
phénomène de dégradation chimique des bétons par décalcification et ses effets sur les
propriétés mécaniques et de transfert ainsi qu’à la modélisation des ces phénomènes.
I-3.1. Chimie de la décalcification
I-3.1.1. Phénoménologie de la lixiviation
Les gradients chimiques, les déséquilibres entre les matériaux cimentaires et leur
environnement entraînent des évolutions physiques et chimiques. Dans le cadre du stockage
de déchets radioactifs, les gradients de pression sont considérés comme très faibles au sein des
structures en béton, ce qui amène à négliger le transport de l’eau par perméation. Les
processus de dégradations chimiques seront donc cinétiquement contrôlés par un transfert
diffusif des espèces.
Deux types de réactions ont lieu lors de la lixiviation de matériaux cimentaires :
- un transport de matière par diffusion, dû au gradient de concentration entre la solution
interstitielle du matériau cimentaire et la solution agressive ;
- des réactions chimiques de dissolution-précipitation provoquées par les modifications
de conditions locales.
La mise en équation du processus de lixiviation des matériaux cimentaires est basée sur les
lois de Fick. La première loi de Fick, dans le cas d’un transfert dans une dimension, s’écrit :
( )x
txCDq i
jix ∂∂
−=,
, (I-34)
Où q est le flux de matière par unité de surface dans la direction x (en mol.s-1.m-2) ;
jiD , est le coefficient de diffusion de l’espèce i dans le milieu poreux (en m².s-1) ;
x est une coordonnée dans l’espace, mesurée sur la normale à la section (en m) ;
iC est la concentration de la substance diffusante i (en mol.m-3).

Chapitre I : Revue bibliographique
Page 48
I-3.1.2. Lixiviation simple et accélérée
On appellera lixiviation « simple » le processus de dégradation du béton par l’eau (faiblement
ou totalement déminéralisée). L’eau est un environnement agressif vis-à-vis du béton et de sa
solution interstitielle qui à un caractère basique fort (pH 13 environ) [Torrenti et al. 1999,
Andra 2002].
Les gradients de concentration entre la solution interstitielle et l’eau vont entraîner la
diffusion des ions (alcalins, Ca2+, OH- …) vers l’environnement.
La lixiviation du calcium est contrôlée par l’équilibre thermodynamique des hydrates du
béton avec la solution interstitielle. Plusieurs auteurs [Adenot 1992, Gérard 1996, Tognazzi
1998] ont déterminé des diagrammes simplifiés d’équilibre entre les hydrates et la solution
interstitielle. Ces diagrammes se présentent sous la forme de celui proposé sur la figure I-7.
Figure I-7 : Diagramme d’équilibre entre le rapport Ca/Si dans la phase solide et la
concentration en calcium dans la solution interstitielle [Tognazzi 1998]
Ce diagramme illustre l’équilibre du rapport Ca/Si des produits hydratés en fonction de la
concentration en calcium de la phase liquide dans le cas d’une pâte de ciment à base de CEM
I :
Greenberg/Chang (25°C) Fuji/Kondo (30°C) Taylor (25°C)

Chapitre I : Revue bibliographique
Page 49
- la zone comprise entre 21 mmol/l et 22 mmol/l de calcium caractérise l’équilibre de la
portlandite. La valeur Ca/Si = 1,65 représente la valeur minimale correspondant à la
zone de C-S-H non dégradés ;
- entre 21 mmol/l et 2 mmol/l de calcium en solution, la variation du rapport Ca/Si est
due à la décalcification progressive des C-S-H, ce rapport Ca/Si évolue linéairement
de 1,65 à 1 ;
- entre 2 mmol/l et 1,5 mmol/l, on a une variation brutale du rapport Ca/Si qui peut être
due à une variation relative entre deux C-S-H qui coexistent ;
- pour la zone correspondant à des valeurs inférieures à 1,5 mmol/l, on attribue la
variation du rapport Ca/Si en fonction de la variation de la concentration en calcium
en solution à une décalcification des C-S-H de très faible rapport Ca/Si.
Le processus de diffusion des ions vers l’environnement provoque des perturbations
d’équilibre et entraîne le phénomène de dissolution des produits hydratés (figure I-8). La
portlandite se dissout totalement, l’équilibre du système est alors assuré par les C-S-H qui
sont ensuite soumis à une décalcification partielle. Une fois les C-S-H totalement décalcifiés,
il reste uniquement du gel de silice.
Cœur sain: Portlandite, C-S-H, Ettringite, Monosulfoaluminate C-S-H, Ettringite, Monosulfoaluminate C-S-H décalcifiés, Ettringite C-S-H décalcifiés Gel de silice en surface
Figure I-8 : Dégradation par lixiviation d’une pâte de ciment [Adenot 1992]

Chapitre I : Revue bibliographique
Page 50
Des études de dégradation chimique déjà réalisées sur pâte de ciment et sur mortiers [Bajza et
al. 1986, Adenot 1992, Adenot et al. 1996, Adenot et al. 1998, Bourdette 1994, Gérard 1996,
Tognazzi 1998] montrent la présence de fronts de dissolution-précipitation dans la zone de
lixiviation, ce qui vérifie l’hypothèse de l’équilibre chimique local. La solution interstitielle
est en équilibre avec les phases solides présentes. Cet équilibre pourra être perturbé par la
diffusion des ions de la solution interstitielle vers l’environnement et sera aussitôt rétabli par
la dissolution de produits hydratés en cas de sous saturation.
Les expériences montrent que la quantité des principaux constituants lixiviés et l’épaisseur de
dégradation chimique sont proportionnelles à la racine carrée du temps comme présenté sur la
figure I-9, ce qui caractérise le phénomène diffusif.
Figure I-9 : Quantité de calcium lixivié en fonction de la racine carrée du temps sur pâte de
CEM I, E/C=0,38 [Adenot 1992]
Lixiviation accélérée
Le processus de lixiviation simple est très long. D’après Adenot [Adenot 1992], pour obtenir
4 cm d’épaisseur dégradée sur une pâte de ciment de rapport E/C égal à 0,4 avec de l’eau
déminéralisée, il faudrait 300 ans.
Pour les manipulations en laboratoire, il est impératif d’avoir des épaisseurs de béton dégradé
importantes qui correspondent à un volume élémentaire représentatif. Il est donc nécessaire de
faire appel à des processus permettant d’accélérer le phénomène de lixiviation. La cinétique
de lixiviation dépend principalement des équilibres chimiques et de la diffusion des espèces
chimiques : il faut donc accélérer le processus de dissolution ou de diffusion. Plusieurs
solutions peuvent être mises en oeuvre :

Chapitre I : Revue bibliographique
Page 51
- l’augmentation de la température de la solution agressive qui accélère le processus de
diffusion (malgré une solubilité des hydrates diminuée) [Peycelon 2004] ;
- le transport forcé d’ion par application d’une pression hydraulique ou d’un champ
électrique ;
- l’augmentation des déséquilibres chimiques (nitrate d’ammonium)
Influence de la température
Plusieurs campagnes ont déjà été menées pour montrer l’influence de la température sur la
dégradation des matériaux cimentaires [Vaissière (cité par Torrenti et al 1999), Prené (cité par
Le Bellégo 2001), Peycelon 2004, Perlot 2005].
Des essais sur pâtes de CEM I et de CEM V pour des températures de 25, 50 et 85°C
montrent une accélération de la dégradation.
Pour des rapports E/C de 0,4 et des températures de 80°C, Kamali [Kamali 2003] obtient une
épaisseur dégradée 2,3 fois plus grande pour le CEM I et 2 fois plus grande pour le CEM V.
Peycelon [Peycelon et al 2004] étudie les quantités de calcium et d’hydroxyles lixiviés et en
déduit les épaisseurs dégradés. La figure I-10 montre que plus la température est élevée, plus
la quantité de calcium lixiviée est grande. Les résultats montrent aussi que l’effet de la
température est nettement plus important pour le CEM I que pour le CEM V. Il remarque que
la zone dégradée de CEM I aurait perdu 50% du calcium présent initialement alors que celle
du CEM V en aurait perdu 70%. Par ailleurs, il apparait que la zone dégradée du CEM V est
chimiquement plus dégradée que celle du CEM I.
Figure I-10 : Flux de calcium lixivié en fonction de la température pour des pâtes de CEM I
et de CEM V [Peycelon et al. 2004]

Chapitre I : Revue bibliographique
Page 52
La température diminue la solubilité des hydrates mais augmente le coefficient de diffusion.
Les résultats de ces essais, notamment les mesures de vitesse de dégradation présentées dans
le tableau I-2, montrent que la vitesse de propagation du front de décalcification augmente
avec la température prouvant que le moteur d’accélération est le processus de transport par
diffusion. Malgré tout, l’accélération reste limitée, le facteur d’accélération entre les essais à
20°C et 85°C n’est que de 3.
Tableau I-2 : Vitesse de la propagation du front de dégradation en fonction de la racine
carrée du temps pour 3 températures [Peycelon et al. 2004]
Effet de la pression hydraulique
Le transport d’ion forcé par l’application d’une pression hydraulique a été mise en œuvre par
Abdelghafour [Abdelghafour 1989]. Le procédé consiste à injecter de l’eau sous pression dans
les matériaux cimentaires. Ceci entraine une diffusion ionique très faible si la pression est
suffisante. Le principal problème de cette méthode est qu’elle n’est pas facile à mettre en
œuvre car on a besoin d’une pression importante pour accélérer la dégradation, du fait des
faibles propriétés de perméation des matériaux cimentaires.
Perlot [Perlot 2005] a couplé la pression hydraulique et la température afin d’étudier la
dégradation à l’aide de mesure de perméabilité à l’eau. L’augmentation de perméabilité
mesurée est attribuée principalement aux effets de la température. La pression étant appliquée
selon un mode radial, ceci a pour effet de comprimer l’échantillon resserrant ainsi les lèvres
des microfissures, ce qui entraîne une fermeture des chemins de percolation réduisant la
perméation.
Accélération par application d’un champ électrique
Saito [Saito et al 1992] a montré que l’application d’un champ électrique pouvait être un
moyen efficace pour accélérer la dégradation des matériaux cimentaires. Le principe consiste
à appliquer une différence de potentiel aux bornes de l’échantillon, conduisant à une
« convection forcée » au transport d’ion.
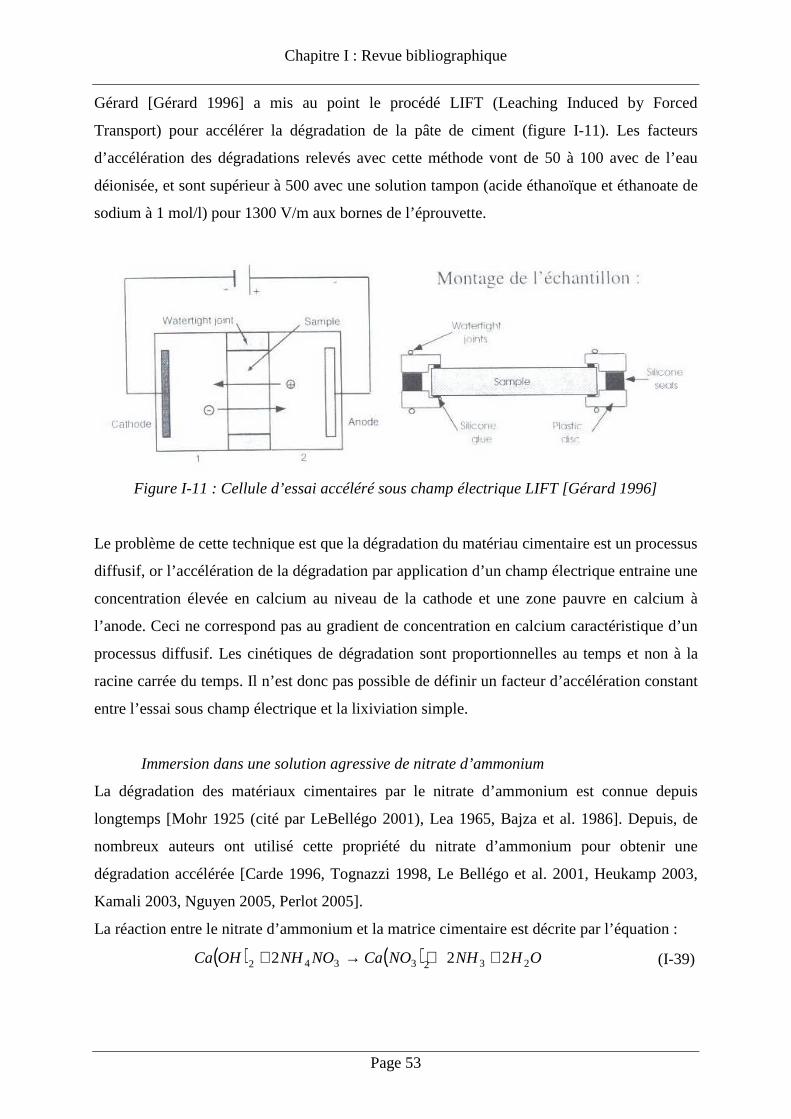
Chapitre I : Revue bibliographique
Page 53
Gérard [Gérard 1996] a mis au point le procédé LIFT (Leaching Induced by Forced
Transport) pour accélérer la dégradation de la pâte de ciment (figure I-11). Les facteurs
d’accélération des dégradations relevés avec cette méthode vont de 50 à 100 avec de l’eau
déionisée, et sont supérieur à 500 avec une solution tampon (acide éthanoïque et éthanoate de
sodium à 1 mol/l) pour 1300 V/m aux bornes de l’éprouvette.
Figure I-11 : Cellule d’essai accéléré sous champ électrique LIFT [Gérard 1996]
Le problème de cette technique est que la dégradation du matériau cimentaire est un processus
diffusif, or l’accélération de la dégradation par application d’un champ électrique entraine une
concentration élevée en calcium au niveau de la cathode et une zone pauvre en calcium à
l’anode. Ceci ne correspond pas au gradient de concentration en calcium caractéristique d’un
processus diffusif. Les cinétiques de dégradation sont proportionnelles au temps et non à la
racine carrée du temps. Il n’est donc pas possible de définir un facteur d’accélération constant
entre l’essai sous champ électrique et la lixiviation simple.
Immersion dans une solution agressive de nitrate d’ammonium
La dégradation des matériaux cimentaires par le nitrate d’ammonium est connue depuis
longtemps [Mohr 1925 (cité par LeBellégo 2001), Lea 1965, Bajza et al. 1986]. Depuis, de
nombreux auteurs ont utilisé cette propriété du nitrate d’ammonium pour obtenir une
dégradation accélérée [Carde 1996, Tognazzi 1998, Le Bellégo et al. 2001, Heukamp 2003,
Kamali 2003, Nguyen 2005, Perlot 2005].
La réaction entre le nitrate d’ammonium et la matrice cimentaire est décrite par l’équation :
( ) ( ) OHNHNOCaNONHOHCa 2323342 222 ++→+ (I-39)

Chapitre I : Revue bibliographique
Page 54
Les hydrates de la matrice cimentaire sont en équilibre avec les ions hydroxyles. Lorsqu’on
immerge du béton dans une solution de nitrate d’ammonium, il se produit une diffusion des
nitrates NO3- et de l’ammonium NH4
+ de la solution agressive vers le cœur du matériau. De
même, les constituants du matériau diffusent vers l’extérieur. La neutralisation de la phase
aqueuse entraîne une baisse du pH de la solution interstitielle qui va provoquer la dissolution
des hydrates. La figure I-12 présente les pH des différentes phases qui se dissolvent et leur pH
d’équilibre. Tognazzi [Tognazzi 1998] a montré qu’il existe un équilibre entre l’ammonium
NH4+ et l’ammoniaque aqueux NH3aq et que tant que le pH dans la solution interstitielle est
supérieur à 9,25 les équilibres chimiques ne sont pas influencés.
Figure I-12 : pH d’équilibre et solubilité des principaux hydrates [Bourbon 2001]
Dans le cas d’une lixiviation au nitrate d’ammonium, il faut avoir une concentration en
calcium importante pour avoir un équilibre dissolution-précipitation. Avec une solution de
NH4NO3 de concentration 6 mol/kg, on obtient l’équilibre chimique quand la concentration de
calcium en solution interstitielle atteint 2,730 mol/l [Tognazzi 1998, Heukamp 2003].
Ces réactions s’opèrent à pH basique, les gels de surface qui se dissolvent très lentement à pH
neutre ne vont donc pas être altérés. Comme dans le cas d’une agression naturelle, on a une
altération limitée par la diffusion dans la partie altérée du matériau et des équilibres chimiques
locaux : on déplace les équilibres pour accélérer le processus de dégradation naturel.

Chapitre I : Revue bibliographique
Page 55
L’influence de la concentration de la solution de nitrate d’ammonium a été étudiée
[Goncalves et al. 1991]. Il a été montré que plus la solution est concentrée, plus elle est
agressive. Cette agressivité peut être diminuée dans le temps à cause de plusieurs facteurs
comme l’accumulation de calcium à l’interface échantillon/solution ou encore à cause du
dégagement de NH3. Il en résulte une contrainte qui impose le renouvellement de la solution
agressive, pour que la dégradation soit toujours maximale.
Cette méthode permet de conserver le caractère diffusif du phénomène avec un facteur
d’accélération constant par rapport à une dégradation naturelle. Une solution de nitrate
d’ammonium à 6,25mol/l amplifie la lixiviation d’un facteur d’environ 100 pour un CEM I
par rapport à une eau faiblement minéralisée, comme le montrent les profils en calcium sur la
figure I-13.
Figure I-13 : Profil de calcium au MEB d’une pâte de CEM I à E/C=0,5 [Carde et al. 1996]
Le tableau I-3 présente une comparaison entre différents modes de dégradation accélérée. Il
montre que la dégradation par immersion du béton dans du nitrate d’ammonium est la plus
efficace. La profondeur de dégradation obtenue est de 4 mm pour une durée de 4 jours là où
les deux autres méthodes nécessitent une durée plus longue pour des profondeurs plus faibles.
La dégradation est similaire à la lixiviation simple avec une cinétique en racine carrée du
temps. On obtient des profondeurs dégradées importantes beaucoup plus rapidement qu’avec
les autres méthodes.

Chapitre I : Revue bibliographique
Page 56
Tableau I-3 : Comparaison de 3 essais de dégradation [Tognazzi 1998]
Dans ce programme, la méthode utilisée pour accélérer la dégradation des bétons sera celle de
l’immersion dans du nitrate d’ammonium 6M. Cette technique a déjà été utilisée de
nombreuses fois et a prouvé son efficacité. Les nombreux retours d’expérience démontrent
qu’elle est la plus pertinente.
Influence des granulats sur le processus de lixiviation
Les granulats, dans une matrice cimentaire, sont considérés comme inertes. Les conditions
locales d’hydratation sont modifiées à cause de la présence d’excès d’eau dû à l’effet de paroi
ou au ressuage. Ceci entraîne une augmentation du volume des pores, où les hydrates peuvent
se former, et un gradient de teneur en eau sur une épaisseur de quelques dizaines de
micromètres autour des granulats [Maso 1980]. On appelle cette zone l’auréole de transition
(ou ITZ pour Interface Transition Zone)
Cette zone à l’interface pâte-granulat peut entraîner une augmentation des propriétés de
transfert à cause de sa porosité plus forte mais la présence de granulats introduit aussi d’autres
effets :
- l’effet de paroi des granulats conduit à une densification dans la zone de la pâte
extérieure aux auréoles de transition, ce qui engendre un ralentissement des transports
dans cette zone ;
- le granulat constitue un obstacle interposé sur le cheminement du transport de matière
dans la pâte, ce qui complique le processus de diffusion des ions dans les pores vers
l’environnement en introduisant une tortuosité supplémentaire. Ceci conduit à une
réduction de la vitesse de transport rapportée au volume de pâte ;

Chapitre I : Revue bibliographique
Page 57
- les granulats sont moins déformables que la matrice cimentaire. Il en résulte une
concentration de contraintes dans la zone d’interfaces, avec pour conséquence un
risque de microfissuration plus élevé.
L’étude de l’influence de la teneur volumique en granulats sur les propriétés de transfert
montre que les bétons peuvent être 100 fois plus perméables que les pâtes de ciment. Lobet
[Lobet 2003] a montré que le coefficient de diffusion effectif diminue avec la teneur en
granulat jusqu’à ce qu’elle atteigne 50%. Au-delà, le coefficient de diffusion semble être
indépendant de cette teneur.
L’épaisseur de la zone de transition (ITZ) dépend de la finesse des grains de ciment
uniquement et non pas de la taille des granulats [Bentz et al. 1992]. L’épaisseur de l’ITZ est
de l’ordre de 10 à 30 micromètres.
Influence des fibres sur la dégradation
Nous n’avons pas trouvé à ce jour d’études faites sur la dégradation par lixiviation de
matériaux cimentaires renforcés de fibres métalliques. Un granulat, dans de la pâte de ciment,
entraine la création d’une auréole de transition. On peut en déduire qu’il en sera de même
autour des fibres. La porosité dans cette zone se trouvant modifiée, il est probable que la
diffusion y soit différente, ce qui conduirait à une modification de la dégradation. Ce point
sera discuté dans la partie I-3.2.2, traitant de l’influence des fibres sur les propriétés de
transfert.
I-3.1.3. Modélisation de la décalcification
Adenot a développé un modèle de dégradation d’une pâte de ciment au contact de l’eau
déminéralisée en se basant sur l’approche de type substitution directe [Adenot 1992]. Il décrit
la dégradation du matériau comme une succession de zones limitées par des fronts de
dissolution ou de précipitation, comme présenté sur la figure I-14.
Il s’agit d’un modèle 1D dont la résolution numérique devient complexe si on fait un couplage
avec la mécanique ou d’autres phénomènes qui nécessitent le passage à la 3D.
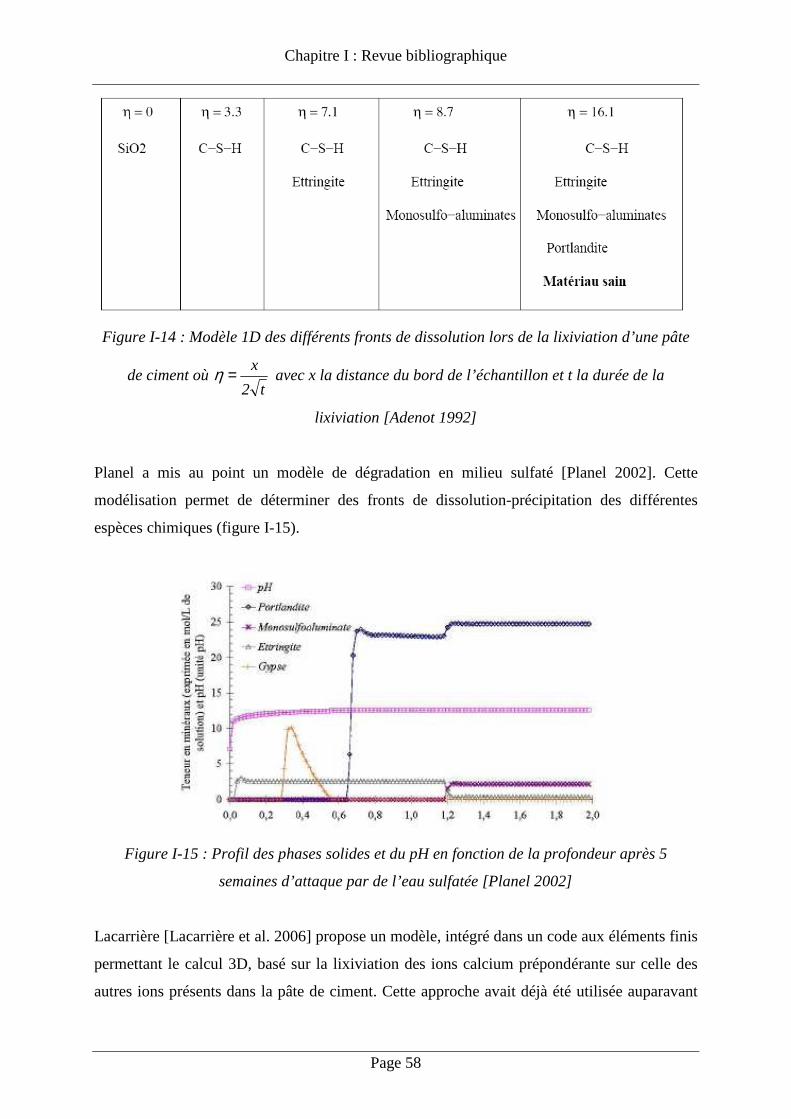
Chapitre I : Revue bibliographique
Page 58
Figure I-14 : Modèle 1D des différents fronts de dissolution lors de la lixiviation d’une pâte
de ciment où t2
x=η avec x la distance du bord de l’échantillon et t la durée de la
lixiviation [Adenot 1992]
Planel a mis au point un modèle de dégradation en milieu sulfaté [Planel 2002]. Cette
modélisation permet de déterminer des fronts de dissolution-précipitation des différentes
espèces chimiques (figure I-15).
Figure I-15 : Profil des phases solides et du pH en fonction de la profondeur après 5
semaines d’attaque par de l’eau sulfatée [Planel 2002]
Lacarrière [Lacarrière et al. 2006] propose un modèle, intégré dans un code aux éléments finis
permettant le calcul 3D, basé sur la lixiviation des ions calcium prépondérante sur celle des
autres ions présents dans la pâte de ciment. Cette approche avait déjà été utilisée auparavant

Chapitre I : Revue bibliographique
Page 59
[Gérard 1996, Peycelon 2004]. Le problème se résout conformément à l’équation de
conservation du calcium ci dessous :
[ ]( )( )
=≠===
+−−=∂
∂
∂∂+
++
+
++
++
22
2
22
2
2
0,0
00
iniCaxtCa
xCa
sCagradDdivt
Ca
CaCa
φφ
(I-40)
Avec :
- +2Ca est la concentration en ion calcium de la solution interstitielle
- φ est la porosité du béton
- D est le coefficient de diffusion de l’ion calcium dans le béton
- +2iniCa est la concentration initiale (à déterminer avec les équilibres thermodynamiques)
- s est le terme source : t
Ca
Ca
Ca
t
Cas solidesolide
∂∂×
∂∂
−=∂
∂−=
+
+
2
2, il traduit la dissolution des hydrates
sous l’effet de l’eau pour donner des ions +2Ca .
Si on exprime les termes de l’équation précédente en fonction la concentration en ion calcium,
on obtient :
( ) ( )[ ]( )( )
=≠=
==
⋅=∂
∂
∂∂++
∂∂
++
+
+++
+++
+
22
2
222
222
2
0,0
00
ini
solide
CaxtCa
xCa
CagradCaDdivt
Ca
CaCaCa
Ca
Ca φφ
(I-41)
Les différents termes de cette équation (concentration en calcium solide, porosité et
coefficient de diffusion effectif) sont ensuite déterminés de manière théorique. A l’aide des
équilibres chimiques des hydrates avec la solution interstitielle, il est possible de déterminer la
quantité d’hydrates formés, à partir de la composition du ciment, et la porosité de la pâte à
l’aide des volumes molaires. Les coefficients de diffusion en fonction de la concentration en
calcium sont déterminés à partir des lois utilisées dans la thèse de Tognazzi [Tognazzi 1998]
pour les bétons à base de CEM I et du CEA pour les bétons à base de CEM V.
( )( )10927; 0829959expmin −××= E,,-,e pâtefraction dD pâteφ (I-42)

Chapitre I : Revue bibliographique
Page 60
Cette équation est issue d’une étude effectuée sur des pâtes de CEM I à E/C variable. Il est
important de prendre en compte le fait que ce modèle présente donc certaines limites vis-à-vis
de sa précision.
Les bétons de CEM V ayant une porosité plus faible, la loi est modifiée afin que la cinétique
de dégradation et les profils chimiques en calcium résiduels correspondent aux résultats
expérimentaux établis par Peycelon au CEA [Peycelon 2004] :
( )( )( )( ) 32
32
5,2 10927; 0829959expmin
5,2 10927; 8032959expmin
mol/msi CaE,,-,e pâtefraction dD
mol/msi CaE,,-,e pâtefraction dD
pâte
pâte
<−××=
≥−××=+
+
φ
φ (I-43)
L’équation est découpée en deux afin de déterminer l’influence de la microstructure plus fine
des pâtes de CEM V par rapport au CEM I pour des concentrations en calcium supérieures à
2,5 mol/m3. Pour des concentrations inférieures à 2,5 mol/m3, des observations au MEB
montrent des porosités identiques pour les deux types de pâte. L’équation issue des travaux
sur CEM I est donc utilisée pour le CEM V pour de faibles teneurs en calcium.
La modélisation de la dégradation accélérée par immersion dans une solution de nitrate
d’ammonium a aussi été effectuée. L’équation de conservation de la masse de calcium lors
d’une attaque au nitrate d’ammonium devient selon Sellier [Sellier 04] :
( )[ ]( )( )
=∈=
=∂∈
⋅⋅−=∂
∂
+∂
∂+∂∂
+
+
++
++
+ +
lmmolVMtCa
VMCa
CagradDdivt
Ca
CaCa
Ca
CaCa
s
/22,0
0
1
2
2
22
22
2 2ελφφλ
(I-44)
où λ représente le facteur d’accélération entre la dégradation à l’eau pure et au nitrate
d’ammonium, V∂ la surface en contact avec la solution agressive et M un point de V. Le
modèle [Sellier 2004] a été calé et validé à l’aide d’essais expérimentaux effectués au CEBTP
[Hasni 2004]. La comparaison des flux lixiviés mesurés expérimentalement et obtenus à l’aide
du modèle est présentée sur la figure I-16.
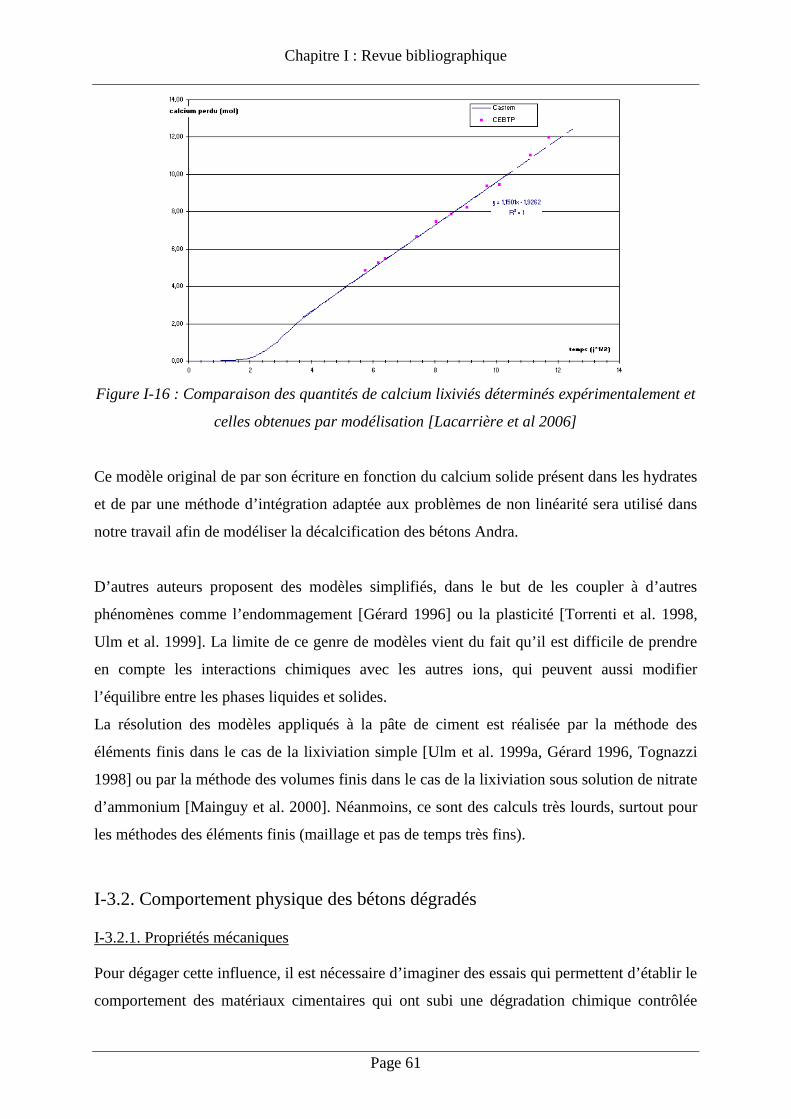
Chapitre I : Revue bibliographique
Page 61
Figure I-16 : Comparaison des quantités de calcium lixiviés déterminés expérimentalement et
celles obtenues par modélisation [Lacarrière et al 2006]
Ce modèle original de par son écriture en fonction du calcium solide présent dans les hydrates
et de par une méthode d’intégration adaptée aux problèmes de non linéarité sera utilisé dans
notre travail afin de modéliser la décalcification des bétons Andra.
D’autres auteurs proposent des modèles simplifiés, dans le but de les coupler à d’autres
phénomènes comme l’endommagement [Gérard 1996] ou la plasticité [Torrenti et al. 1998,
Ulm et al. 1999]. La limite de ce genre de modèles vient du fait qu’il est difficile de prendre
en compte les interactions chimiques avec les autres ions, qui peuvent aussi modifier
l’équilibre entre les phases liquides et solides.
La résolution des modèles appliqués à la pâte de ciment est réalisée par la méthode des
éléments finis dans le cas de la lixiviation simple [Ulm et al. 1999a, Gérard 1996, Tognazzi
1998] ou par la méthode des volumes finis dans le cas de la lixiviation sous solution de nitrate
d’ammonium [Mainguy et al. 2000]. Néanmoins, ce sont des calculs très lourds, surtout pour
les méthodes des éléments finis (maillage et pas de temps très fins).
I-3.2. Comportement physique des bétons dégradés
I-3.2.1. Propriétés mécaniques
Pour dégager cette influence, il est nécessaire d’imaginer des essais qui permettent d’établir le
comportement des matériaux cimentaires qui ont subi une dégradation chimique contrôlée

Chapitre I : Revue bibliographique
Page 62
donc quantifiable. Ceci permet de caractériser l’influence du facteur d’altération chimique, ou
encore l’influence de la durée de dégradation sur le comportement mécanique de la structure.
Goncalves a étudié l’influence de la dégradation au nitrate d’ammonium avec des solutions de
concentrations différentes (0 ; 0,0625 ; 0,625 ; 6,25 mol/l) sur des mortiers de rapport E/C de
0,5 [Goncalves et al. 1991]. Il a mis en évidence que plus la concentration de la solution
agressive est élevée, plus la résistance résiduelle de l’échantillon diminue, que ce soit en
compression ou en flexion.
Carde a étudié la lixiviation au nitrate d’ammonium sur pâte de ciment et mortier [Carde
1996]. Il a utilisé deux mélanges pour caractériser la lixiviation des différents hydrates (CH,
C-S-H) sur l’altération des propriétés mécaniques à savoir des pâtes à base de CEM I, avec un
rapport E/C de 0,45, et des pâtes de CEM I contenant 30% de fumée de silice, qui va
consommer la portlandite (FS/C = 0,3).
Pour la première composition, il a observé la présence de deux zones. La première correspond
à la dissolution totale de la Portlandite, la deuxième correspond à la décalcification
progressive des C-S-H. Pour la composition contenant la fumée de silice, seule la zone
correspondant à la décalcification progressive des C-S-H a été mise en évidence.
En ce qui concerne les résistances mécaniques, les échantillons à base de CEM I perdent 80%
de la résistance mécanique en compression quand ils sont totalement dégradés alors que ceux
contenant de la fumée de silice ne perdent que 40%.
La dissolution de la portlandite entraîne une augmentation importante de la porosité comparée
à l’augmentation due à la décalcification des C-S-H. C’est pour cela que la résistance en
compression chute de manière importante après la dissolution de la Portlandite dans le CEM I
qui en contient plus que la composition avec la fumée de silice. La décalcification des C-S-H
entraîne une diminution plus faible de la porosité et donc une chute de résistance moins
importante.
Gérard [Gérard 1996] tire les mêmes conclusions quant à l’influence de la portlandite. Il a
étudié la perte de microdureté d’un matériau lixivié en la reliant à la perte de calcium en phase
solide. Il a ensuite établi la relation entre le module d’Young et la concentration de calcium en
solution grâce à l’évolution des mesures de microdureté. Une chute importante du module
d’Young due à la dissolution de la portlandite puis une atténuation de cette diminution due à
la décalcification progressive des C-S-H ont ainsi été confirmées.

Chapitre I : Revue bibliographique
Page 63
Torrenti [Torrenti et al. 1998] a relié la microdureté à la résistance locale de la pâte de ciment
dégradée.
Le Bellégo [LeBellégo 2001] a effectué des essais de compression et de traction simple sur
des éprouvettes de mortier à différents taux de dégradation. Pour des taux de dégradation de
48, 59 et 74%, la perte de module sécant est respectivement de 23, 36 et 53%. On constate sur
la figure I-17 une diminution de la rigidité et une diminution de l’effort au pic.
Figure I-17 : Essais de traction en fonction du taux de dégradation [Le Bellégo 2001]
Nguyen [NGuyen 2005] a déterminé l’évolution de la raideur en fonction du taux de
dégradation, pour des éprouvettes pleines attaquées sur les surfaces extérieures et des
éprouvettes creuses attaquées sur les surfaces extérieures et intérieures (figures I-18 et I-19).
Comme dans d’autres cas, on retrouve la perte de résistance rapide au départ et atténuée sur la
fin. La résistance en compression du béton dégradé est égale à 24% de la résistance du béton à
l’état sain. La rupture fragile du béton sain devient de plus en plus ductile lorsque le taux de
dégradation augmente.

Chapitre I : Revue bibliographique
Page 64
Figure I-18 : Evolution de la résistance en compression en fonction du temps de dégradation
[Nguyen 2005]
Figure I-19 : Courbes contrainte-déformation de l’essai de compression sur éprouvettes
creuses à différentes échéances de dégradation chimique [Nguyen 2005]
Des essais effectués au CEBTP [Hasni 2004] sur des bétons de CEM I et de CEM V
immergés dans une solution à 6 mol/l ont permis de constater l’influence de la décalcification
sur les résistances en compression et les modules d’élasticité (présentés dans le tableau I-4),
les résistances en traction et l’évolution du comportement force-flèche sur des essais de
flexion 4 points sur des éprouvettes de bétons avec entailles, ces dernières étant les seules
exposées à la dégradation.

Chapitre I : Revue bibliographique
Page 65
Rc (MPa) CEM I CEM VSain 86,4 91,1Dégradé à 118 j 67,7 71,7Dégradé à 222 j 61,6 62,9
E (MPa) CEM I CEM VSain 41834 40788Dégradé à 118 j 29935 32585Dégradé à 222 j 26930 28775
Tableau I-4 : Comparaison des résistances en compression et des modules d’élasticité de
bétons sains et dégradés [Hasni 2004]
Influence de la dégradation mécanique sur la lixiviation
Danese [Danese 1997] a effectué des essais de dégradation au nitrate d’ammonium sur des
pâtes de ciment fissurées et montre que la dégradation atteint le fond de la fissure très
rapidement après le début de l’attaque. Tognazzi [Tognazzi 1998] a déterminé l’évolution des
profondeurs dégradées en surface et en fond de fissure (présentée dans la figure I-20). La
comparaison des profondeurs de dégradation en fond de fissure et en zone non fissurée
montre que la dégradation en fond de fissure est moins importante qu’en zone non fissurée.
La concentration en calcium au sein de la fissure est plus importante, le gradient créé est plus
faible donc la dégradation est plus lente.
Figure I-20 : Profil de dégradation chimique d’une pâte de ciment fissurée [Tognazzi 1998]
Plusieurs auteurs [Gérard 1996, Tognazzi 1998, Mainguy et al. 2001, Torrenti et al. 1998,
Torrenti et al. 1999] ont montré que l’ouverture de fissure est un paramètre qui gouverne la
cinétique de dégradation sur les lèvres de la fissure.
Mainguy constate que l’épaisseur dégradée aux lèvres de la fissure est proportionnelle à la
racine quatrième du temps [Mainguy et al. 2001], la cinétique du processus est donc plus lente
mais le transfert de masse reste dominé par la diffusion. L’influence de la fissuration sur la
lixiviation, bien qu’existante, est quand même limitée.
Chapitre I : Revue bibliographique
Page 66
I-3.2.2. Propriétés de transfert
La dégradation, entrainant une modification de la structure des hydrates et une augmentation
de la porosité, va modifier certaines des propriétés de transfert.
Perméabilité
Concernant la perméabilité au gaz, Perlot [Perlot 2005] a étudié les effets de la décalcification
sur des mortiers contenant des granulats calcaires et des granulats siliceux avec un CEM I et
un CEM V (les mêmes ciments qui seront utilisés dans notre étude).
Ces essais ont été effectués sur des matériaux partiellement dégradés sur des éprouvettes
cylindriques. Les résultats sont analysés à l’aide d’un modèle parallèle à partir des résultats
sur mortier sain et sur mortier mixte. La couronne dégradée étant plus poreuse, la perméation
s’effectue principalement dans cette zone.
Dans le cas des granulats calcaires, la perméabilité des mortiers de CEM I est multipliée par
20. La perméabilité du matériau sain de 5,4.10-17 m² passe à 104.10-17 m². Pour le CEM V, la
perméabilité est 30 à 40 fois plus forte sur les mortiers dégradés.
Dans le cas des granulats siliceux, l’augmentation de la perméabilité est beaucoup plus forte.
Pour les mortiers de CEM V les perméabilités sont multipliées par 230, et pour les CEM I, les
valeurs étaient tellement importantes qu’elles n’ont pu être mesurées avec l’appareillage
disponible.
Les mortiers à base de CEM I sont plus perméables que ceux à base de CEM V. Ceci est une
conséquence des réactions de décalcification qui dissolvent la portlandite créant ainsi un
macroréseau poreux. Selon Perlot, les mortiers à base de granulats siliceux sont plus
perméables car leur dégradation est plus importante que celle des mortiers à base de granulats
calcaires. Il est en effet possible que les granulats calcaires soient soumis à la dégradation au
nitrate d’ammonium et donc se dissolve avec la pâte. La pénétration de l’attaque au cœur du
matériau serait plus lente pour ces mortiers comparés aux mortiers à base de granulats
siliceux. Néanmoins les taux de dégradation seraient plus importants à cause de la dégradation
de la pâte et des granulats.
Chapitre I : Revue bibliographique
Page 67
Diffusion
La diffusion dans un matériau est liée à sa microstructure. Le volume des pores, leur taille, la
tortuosité et la connectivité sont les paramètres qui gèrent la diffusivité. La modification de la
porosité due à la décalcification va conduire à une augmentation des coefficients de diffusion.
De nombreux auteurs ont travaillé sur l’influence de la décalcification sur le coefficient de
diffusion des matériaux cimentaires, notamment pour les pâtes de ciment et les mortiers. On
trouve moins d’informations concernant les bétons.
Perlot [Perlot 2005] a aussi déterminé la diffusivité de ses mortiers à l’état sain et
chimiquement dégradé. Pour les mortiers de CEM I, le coefficient de diffusion de 18.10-13
m².s-1 à l’état sain passe à 162.10-13 m².s-1 une fois dégradé. Pour ceux à base de CEM V, il
passe de 3,8.10-13 m².s-1 à environ 85.10-13 m².s-1. La diffusivité est plus importante dans les
mortiers à base de CEM I.
Le coefficient de diffusion des mortiers de CEM I à l’état sain est cinq fois plus fort que celui
des mortiers de CEM V. Une fois dégradé, le rapport diminue pour passer à deux.
L’augmentation des coefficients est due à la dissolution de la portlandite et à la décalcification
des C-S-H en zone dégradée. La modification de la microstructure du CEM I est moins
marquée que celle du CEM V ce qui explique l’obtention de coefficients de diffusion 8 fois
plus forts pour les mortiers de CEM I comparé au CEM V dont les valeurs sont environ 20
fois plus fortes. Les ordres de grandeurs présentés dépendent des taux de décalcification des
zones dégradées.
Des essais de diffusion à l’eau tritiée ont été effectués par Matte [Matte et al. 1999] sur des
pâtes de CEM I, de rapport E/C de 0,2 contenant 30% de fumée de silice, après une
dégradation à l’eau pure. Les épaisseurs dégradées se sont révélées plus faibles pour les
bétons contenant de la fumée de silice par rapport aux bétons de CEM I. A l’état sain, les
coefficients de diffusion valent respectivement 2,0.10-12 et 1,0.10-14 m².s-1 pour les bétons
ordinaires et ceux contenant de la fumée de silice. A l’état dégradé, les coefficients obtenus
valent 2,5.10-12 et 92.10-14 m².s-1. Les valeurs des coefficients sont plus faibles pour les pâtes
contenant de la fumée de silice. Les épaisseurs dégradées sont plus petites (0,4 mm contre 1,0
mm) mais on remarque que la dégradation est plus forte que pour la pâte de CEM I seule. Le
faible rapport E/C utilisé ici n’a pas permis l’hydratation de l’ensemble du ciment. Les
anhydres ont donc été soumis à la décalcification modifiant ainsi de manière plus importante
la microstructure.

Chapitre I : Revue bibliographique
Page 68
L’effet des fibres sur les propriétés de transfert ne semble pas avoir été étudié en profondeur.
Comme dit précédemment, l’ajout de fibres entrainerait la création d’auréoles de transition
supplémentaires où la porosité notamment est différente. Les propriétés de transfert étant
contrôlées par la porosité du matériau, les fibres devraient conduire à une augmentation des
coefficients de diffusion et des perméabilités. Néanmoins, les fibres modifiant la compacité
du béton, des additions sont ajoutées à la composition afin que le béton renforcé ait les mêmes
caractéristiques mécaniques qu’un béton sans fibres du point de vue de la porosité
notamment. Ces additions, souvent des fumées de silice, de part leur caractère pouzzolanique
entrainent une diminution de la porosité et de la taille des pores ce qui conduit bien souvent à
des propriétés de transfert plus faibles que pour un béton sans fibres. Il devient donc difficile
de faire la part des choses et l’influence des fibres est difficile à quantifier. Nous ne pouvons
donc pas répondre précisément à cette question. De plus, si les fibres devaient être orientées
préférentiellement, les propriétés de transfert pourraient être aussi dépendantes de la direction
considérée.
Si le coefficient de diffusion augmente à cause de la présence des fibres, la dégradation par
lixiviation (qui est un phénomène diffusif) sera donc vraisemblablement plus importante.
I-3.2.3. Modélisation de la dégradation mécanique des bétons
La dégradation mécanique est caractérisée physiquement par l’apparition de fissures. La
modélisation de la fissuration peut se faire selon trois approches qui sont l’endommagement,
la plasticité et le couplage de ces deux méthodes :
- l’endommagement traduit l’effet de la microfissuration sur les propriétés élastiques
d’un matériau. Il permet de déterminer le comportement du matériau jusqu’à la
fissuration ainsi que le comportement post fissuration ;
- la plasticité permet la prise en compte des déformations anélastiques résiduelles durant
la phase post-fissuration ;
- le couplage des deux approches permet donc à la fois la prise en compte de la perte
des propriétés élastiques et des déformations résiduelles correspondant au
comportement du béton fissuré. Ceci nécessite néanmoins des temps de calcul plus
importants.

Chapitre I : Revue bibliographique
Page 69
Modélisation de l’endommagement
L’endommagement est introduit dans les lois de comportement à l’aide du paramètre D
représentant la densité de microfissuration dans un volume élémentaire représentatif de
matériau [Kachanov 1986]. La rupture du matériau dans une zone est donnée par une valeur
de D égale à 1. La contrainte n’est donc plus appliquée sur tout le matériau mais seulement
supportée par la partie non endommagée. Ceci conduit à la notion de contrainte effective σ~
qui correspond à la contrainte reprise par la partie non fissurée du matériau. Elle est définie de
manière globale par l’expression :
( )D−=
1~ σσ (I-45)
où σ est la contrainte apparente.
La variable d’endommagement dans un cas uniaxial représente la fraction d’aire du matériau
fissuré, on parle d’endommagement isotrope. La variable d’endommagement anisotrope,
définie comme un tenseur, caractérise l’anisotropie de la microfissuration.
Parmi les modèles d’endommagement les plus connus, on peut citer le modèle isotrope de
Mazars [Mazars 1984]. Ce modèle consiste en l’application d’un endommagement isotrope à
tous les coefficients du tenseur d’élasticité A.
( ) εσ AD−= 1 (I-46)
D est donné en fonction de l’état de déformation à un instant donné. Cet état de déformation
est déterminé par une déformation équivalente qui prend en compte uniquement les
déformations principales :
2
3
2
2
2
1~ εεεε ++= (I-47)
L’endommagement débute lorsque la déformation équivalente atteint une surface seuil
d’endommagement :
( ) 0~ =− DKε (I-48)
D est calculé à partir de l’état de déformation par la relation :
( )( )( )
M
rc
cMr
rr A
B
AD
εε
εε ~1
~exp1
−−
−−= (I-49)
où Ar et Br sont des constantes de calage, r est un indice représentant la traction ou la
compression selon le mode de sollicitation, ( )εε ~max~ =M est la déformation équivalente
maximale atteinte et cε est la déformation au pic.

Chapitre I : Revue bibliographique
Page 70
Ce modèle permet de déterminer le paramètre d’endommagement en fonction de la
déformation et de calculer les contraintes en chaque point de Gauss d’un maillage aux
éléments finis sans itérations locales. Néanmoins, le caractère isotrope de ce modèle limite
son utilisation car il ne permet pas de reproduire correctement le comportement du béton
soumis à des chargements cycliques.
Des modèles capables de traiter l’endommagement anisotrope permettent une modélisation
plus proche du comportement du béton. Bazant [Bazant et al. 1988] a mis au point un modèle
micro-plans permettant de déterminer la contrainte dans plusieurs directions à partir de la
contrainte effective dans la direction considérée et de la variable d’endommagement associée.
D’autres modèles utilisent une écriture tensorielle de la variable d’endommagement
([Laborderie 1991], [Fichant 1996], [Dragon et al. 1998], [Pensée et al. 2002] cités dans
[Buffo-Laccarière 2007], [Zhu et al 2008]).
Modélisation de la plasticité
Un cycle chargement-déchargement peut générer des déformations permanentes dans le
béton. Il en résulte un comportement plastique du béton. La déformation totale est composée
d’une partie élastique edε et d’une partie plastique (ou anélastique)pdε . Les contraintes sont
calculées par :
( )pddDd εεσ −= :0 (I-50)
où 0D est le tenseur de rigidité élastique.
Le domaine d’élasticité, pour un matériau écrouissable, dépend des contraintes et des
paramètres d’écrouissage. De nombreux critères ont été mis au point pour la simulation du
comportement non-linéaire de matériaux ductiles, mais ils ne peuvent être utilisés dans le cas
du béton car il faut prendre en compte les effets de la pression hydrostatique. Le critère de
Drucker-Prager permet de prendre en compte les effets de confinement sous pression triaxiale
[Chiarelli et al. 2000, Georgin et al. 2003].
I-3.2.4. Modélisation du comportement des bétons renforcés de fibres
Le comportement des bétons est modifié par la présence des fibres. Le comportement une fois
le béton fissuré est différent en fonction de la quantité de fibres et de leur ancrage. En
reprenant les efforts à travers les fissures, les fibres permettent une capacité portante
Chapitre I : Revue bibliographique
Page 71
résiduelle importante pour de grandes ouvertures de fissure. Ceci se traduit par l’apparition
d’un palier pseudo-plastique sur les courbes de comportement de ce type de béton.
La modélisation de ce comportement passe généralement par l’utilisation d’un critère de
plasticité permettant de simuler le comportement des bétons renforcés de fibres une fois la
fissuration localisée. Ce modèle est généralement couplé à un modèle élastique afin de
simuler le comportement du béton avant la fissuration.
De nombreux auteurs utilisent l’élastoplasticité pour simuler le comportement des bétons
soumis à des sollicitations de compression uniaxiale [Unal et al. 2007, Rousakis et al. 2007]
ou biaxiale [Swaddiwudhipong et al. 2006].
Pour modéliser le comportement en traction, Casanova [Casanova 1996] utilise une loi de
comportement élastoplastique basée sur un critère de William – Warnke [William 1975]
introduite dans le code de calcul CESAR-LCPC par Ulm [Ulm 1994] qui se base sur trois
paramètres qui sont les résistances en compression, en traction et en compression biaxiale. A
partir d’un essai de traction directe, il détermine une contrainte palier pσ fonction d’une
ouverture maximum de fissure mw , correspondant à une valeur inférieure ou égale à
l’ouverture relative à la contrainte maximale de traction, à partir de l’équation suivante :
( ) ( )∫ ⋅⋅=mw
mmp dww
ww
0
1 σσ (I-51)
Le calcul aux éléments finis est ensuite réalisé. Les valeurs sont comparées aux résultats
expérimentaux et la valeur d’ouverture de fissure est adaptée.
Le critère de William – Warnke est aussi utilisé par Parant [Parant 2003] pour modéliser le
comportement de poutres sollicitées en flexion. La fonction de charge est de la forme :
( ) ( )( )0, ρσθτ zfzsf −+= (I-52)
où ( )0≥00 ρρ est la pression de décohésion à la rupture
( )θf est assimilé à un coefficient de frottement, et est fonction de 3 paramètres u, v et
w tel que :
( )w
vuf
+=θ avec
( )( ) ( )( )( ) ( )
+=
+=
=
2222
2222
22
2-cos-4
4-5cos-4-2
cos-2
tctc
tcttcctc
tcc
ffffw
ffffffffv
fffu
θ
θ
θ
(I-53)
avec ( )θf qui varie entre les deux valeurs ( )0== θff t et ( )3/== πθffc
représentant les coefficients de frottement.

Chapitre I : Revue bibliographique
Page 72
La variable d’écrouissage utilisée correspond à la variation de volume anélastique du
matériau :
( )petr=χ (I-54)
Les évolutions de la déformation plastique pe et de la variable d’écrouissage χ sont décrites
par des règles d’écoulement et d’écrouissage associées. La variable d’écrouissage est reliée à
la pression de décohésion par le paramètre z :
( ) ( )( )χχ xezzzz −−−+= 10max0 (I-55)
avec 0z la limite d’élasticité initiale et maxz la limite d’élasticité finale. Le choix du
comportement écrouissant ou adoucissant est effectué à l’aide de ces paramètres.
Des modèles ne faisant pas intervenir la plasticité existent. Zhang [Zhang et al. 1998] propose
un modèle de comportement en flexion basé sur l’équilibre des forces dans la section fissurée.
Li [Li et al. 2001] propose un modèle analytique qui prend en compte à la fois
l’endommagement du béton, et celui de l’adhérence des fibres.
I-3.3. Couplage chemo-mécanique
De nombreux auteurs ont travaillé sur la mise au point de modèles de couplages chemo-
mécaniques [Carde et al. 1996, Gérard 1996, Saetta et al. 1998, Torrenti et al. 1998, Ulm et al.
1999a, Khul et al. 2003a et 2003b, Nguyen 2005, Sellier 2006], le but étant de pouvoir prédire
le comportement d’un béton soumis à une lixiviation à l’eau pure afin de déterminer les
diminutions de performances entrainées et de prédire l’ échéance à partir de laquelle la
structure n’assure plus les fonctions pour lesquelles elle a été conçue. Nous allons en
présenter quelques uns ci après.
Modèle de Gérard
Gérard [Gerard 1996, Gérard et al. 1998] a mis au point un modèle de couplage où, pour
simplifier le problème, la dégradation chimique est considérée comme une diffusion du
calcium en solution interstitielle. Le comportement mécanique des matériaux est basé sur le
modèle de l’endommagement de Mazars [Mazars 1984]. L’évolution du module d’Young
s’écrit sous la forme :
( )( )dVEE −−= 110 (I-56)
où 0E est le module d’Young du matériau sain
Chapitre I : Revue bibliographique
Page 73
d la variable d’endommagement mécanique
V la variable d’endommagement chimique
Le coefficient de diffusion dépend de la porosité et de l’endommagement mécanique
+
+=++
iCSH
ipor
dCSH
dpor
VV
aVbV
sn
cr
ultime D
DD
d
dDDD
000 ,
1
1-1max (I-57)
Où D0 = coefficient de diffusion initial en absence d’attaque chimique
Ds = coefficient de diffusion du matériau totalement décalcifié
V ipor = volume initial de portlandite
V iCSH = volume initial de C-S-H
Vdpor = volume dégradé de portlandite
VdCSH = volume dégradé de C-S-H
a et b = coefficients qui permettent de traduire l’effet de la dissolution de la portlandite
qui crée une macroporosité et augmente la diffusivité du milieu
dcr = endommagement à partir duquel la diffusion est brutalement augmentée
Dultime = coefficient de diffusion dans l’eau pure
Cette méthode permet de modéliser les augmentations des coefficients de diffusion pour des
valeurs d’endommagement plus fortes qui représentent l’apparition de fissuration.
Modèle de Ulm et al.
Ulm [Ulm et al. 1999a] s’occupe du comportement élastoplastique des matériaux qu’il couple
avec la dégradation chimique. Le matériau est considéré comme un milieu biphasique
composé du squelette et d’un espace poreux rempli d’eau et d’air. Ce modèle permet le
couplage de la dissolution des hydrates de la pâte de ciment, l’accroissement de la porosité et
de la déformation. Comme pour le modèle de Gérard [Gérard 1996], la lixiviation est décrite
par la décalcification du matériau.
Pour définir l’influence de l’effet chimique sur le comportement mécanique, l’évolution du
domaine de contrainte dépend des variables d’écrouissage et de la concentration en calcium
dans la phase solide s :
q = q (α , s) dq = kds - hdα (I-58)
où q est la force d’écrouissage associée à la variable d’écrouissage α
k est le coefficient de couplage chimie-plasticité

Chapitre I : Revue bibliographique
Page 74
h est le coefficient d’écrouissage
Les auteurs déterminent la force d’écrouissage en utilisant la théorie de la plasticité par :
( ) ( )( ) ( )cf
k
gcqq c
pp 1/13,
−==
εε (I-59)
où k est le rapport entre la résistance en compression biaxiale et celle en compression
uniaxiale fc
( )cff cc = est la contrainte maximale en fonction de la concentration de calcium en
solution. On obtient cf par l’analyse des résultats du test de microdureté de Vickers
[Torrenti et al. 1998]
( )pg ∈ est la fonction de plasticité d’écrouissage positif du matériau
Modèle de Nguyen
Nguyen [Nguyen 2005] propose lui aussi un modèle couplé. Dans ce cas la dégradation est
aussi gérée par la lixiviation du calcium. Le modèle d’abord utilisé pour les pâtes de ciment
est ensuite appliqué au béton par la prise en compte des granulats par une méthode
d’homogénéisation permettant d’intégrer des effets de tortuosité dus à la morphologie et à la
répartition des granulats.
( ) ( )[ ] Ω=−∂
∂dansgradccDdiv
t
cSfm 0
~~
τ (I-60)
où mf est la fraction volumique de la matrice,( )cS~
représente la concentration en calcium
dans le squelette et la porosité,( )τcD~
représente le tenseur de diffusion équivalent (avec τ le
tenseur de tortuosité), c l’évolution de la concentration en calcium dans la zone interstitielle et
Ω le domaine d’application.
Le comportement mécanique est traité de deux manières différentes :
- modèle élastique endommageable pour les matériaux sains ;
- modèle élastique-anélastique-endommageable pour les matériaux dégradés.
L’équation mécanique est donnée par la relation suivante :
( ) ( )[ ]
==+−
Tn
fcCdiv an
σεεβ 0:
Ω∂Ω
sur
dans (I-61)
où β est l’effet de l’endommagement, ( )cC est le tenseur de rigidité, ε et anε sont
respectivement les déformations élastiques et anélastiques et f le vecteur des forces

Chapitre I : Revue bibliographique
Page 75
volumiques. σ est le tenseur de contrainte, n est le vecteur norme unitaire de Ω∂ et T le
vecteur des forces surfaciques sur la frontièreΩ∂ .
L’évolution de l’endommagement est donnée par la loi :
( ) ( ) ( ) ( )
=∋∂++∆−
0.
_,
nkgrad
cWISgk c
ββεβββ &
Ω∂Ω
sur
dans (I-62)
avec cβ l’endommagement chimique, ( )β&_I∂ décrit le processus irréversible de
l’endommagement et ( )cW le seuil initial d’endommagement.
La loi d’évolution de la déformation anélastique est assurée localement par :
( )εβββε can f ,&& −= (I-63)
La comparaison entre les courbes expérimentales et les courbes simulées est présentée sur la
figure I-21.
Figure I-21 : Courbes contrainte – déformation à différentes échéances de dégradation
[Nguyen 2005]
Pour prédire le comportement du béton sous chargement cyclique du béton, la réponse du
matériau est décrite par un comportement élastique endommageable pour le béton sain et un
modèle élastoplastique avec écrouissage isotrope pour le béton dégradé. Pour cela, Nguyen a
fait appel à un modèle de plasticité [Simo et al. 1998] en utilisant un critère de Drucker-
Prager :

Chapitre I : Revue bibliographique
Page 76
( ) ( )αθσσ qpqf d
3
2
3
2, ++= (I-64)
( ) ( ) ( ) ( ) ( )( ) ( )( )[ ]αδσσσαα cyy eccccMq −
∞ −−++−−= 1 (I-65)
avec dσ et p respectivement le tenseur de contrainte déviatorique et la contrainte
hydrostatique définis par :
( )
( )σ
σσσ
tracp
Itracd
3
13
1
=
−= (I-66)
Le paramètre ψθ tan= est le coefficient de frottement. ( )cyσ et ( )c∞σ sont les contraintes
seuils élastique initiale et à l’infini, α est la variable interne de la déformation plastique
équivalente, ( )cM le module d’écrouissage linéaire et ( )cδ est un paramètre d’écrouissage
du matériau. Tous ces paramètres sont fonction de la concentration en calcium qui traduit
l’état dégradé du matériau.
La comparaison entre les courbes de chargement cyclique en compression expérimentales et
les courbes simulées est présentée sur la figure I-22.
Figure I-22 : Courbe contrainte – déformation sous chargement cyclique sur une éprouvette
après 679 jours de dégradation [Nguyen 2005]
Chapitre I : Revue bibliographique
Page 77
On peut constater que ce modèle permet la prédiction du comportement des bétons sollicités
en compression et soumis à une lixiviation. Cependant, il n’a pas été validé dans le cas de
sollicitation de traction.
Modèle de Sellier
Sellier [Sellier 2006] propose un modèle couplé dont la partie consacrée à la dégradation
chimique a été présentée au paragraphe I-3.1.3. Concernant la partie mécanique, le choix d’un
modèle d’endommagement anisotrope a été adopté. La variable d’endommagement est écrite
sous la forme d’un tenseur tel que :
( )iiti
t vvddrr ⊗⋅= (I-67)
où les iνr représentent les vecteurs propres du tenseur des contraintes effectives. Les tid sont
les valeurs propres du tenseur d’endommagement estimées à partir de la loi suivante [Sellier
95] :
−−=
43421i
m
u
rit
i md
β
σσ1
exp1 (I-68)
avec m et uσ des paramètres de la loi (m contrôle la fragilité et uσ la résistance). Si on défini
iβ comme l’indice de fissuration, on obtient la relation endommagement – indice de
fissuration suivante :
ied t
i
β=−1
1 (I-69)
Cet indice est utilisé pour la construction du potentiel d’énergie libre [Sellier 2006].
L’endommagement est une fonction croissante et continue de l’indice de fissuration qui est
lui-même une fonction croissante de la contrainte seuil. Cette valeur ne faisant qu’augmenter,
les valeurs principales du tenseur d’endommagement ne peuvent que croître.
Le passage du tenseur d’endommagement à la loi de comportement du matériau endommagé
permet la prise en compte de la diminution du module d’élasticité dans la direction normale à
la fissure et la diminution de l’effet de Poisson entre la direction orthogonale au plan de
fissure et les directions contenues dans son plan. Les lois suivantes, écrites ici dans la base
principale d’endommagement, permettent la prise en compte de ces effets :
( ) ( ) ( )( )( )jkkj eeeD
E etkk
etjj
etiinii
ββββ υευευευσ ++++−= + 0200
(I-70)

Chapitre I : Revue bibliographique
Page 78
tijij
jie
G ετ ββ +=0
avec 0E le module d’élasticité du matériau sain, 0υ le coefficient de Poisson et 0G le
coefficient de cisaillement. nD est défini par l’expression suivante :
( )020 2υυ ββββββ +++−= ++kjikji eeeeD n (I-71)
Le couplage chémo-mécanique est effectué à partir d’une loi d’évolution de la microdureté en
fonction de la concentration en calcium calée sur des essais, présentés en figure I-23, et
effectués par Danese [Danese dans Gerard 1996]. La loi utilisée est la suivante :
( ) ( ) ( ) ( )
+
−+= txCH
Ca
txCaCHHtxH ,
,8,02,0,
2
000 (I-72)
Figure I-23 : Calage de la loi d’évolution de la microdureté en zone dégradée [Danèse 1997]
où 0H représente la microdureté du matériau sain, 0Ca la concentration en calcium en
solution dans le matériau ( ( )txCa , en un point x de la zone dégradée) et 0CH est la fraction
volumique de portlandite dans la pâte saine totalement hydratée (( )txCH , en un point x de la
zone dégradée).
Cette loi est généralisée à tout paramètre X du modèle pour caractériser l’effet de la
décalcification sur les propriétés mécaniques et rhéologique :

Chapitre I : Revue bibliographique
Page 79
( )( ) ( ) ( )
( ) αα +−×
−
+
−+
= 18,0
2,0,,
8,02,0,
2
00
0
txCHCa
txCaCH
X
txX
(I-74)
où α est un paramètre de calage tel que 0<α <1 (α = 1 si le paramètre n’est pas affecté par
la dégradation). 0=α si la dégradation annule l’effet du paramètre.
Les simulations du comportement en traction directe sont présentées sur la figure I-24 pour
les bétons Andra de CEM I et de CEM V sains et dégradés.
Figure I-24 : Simulation des comportements en traction simple sur bétons sains et décalcifiés
[Sellier 2006]
Ce modèle permet donc le couplage de la lixiviation du calcium et de l’endommagement. Il a
été calé et validé à l’aide d’une campagne expérimentale importante et a prouvé son efficacité
quelque soit le type de sollicitation (compression ou traction).
Ce modèle permet aussi la modélisation du fluage des bétons soumis à la décalcification
accélérée. Le modèle de fluage utilisé est composé de trois parties :
- un corps élastique endommageable reproduisant le comportement instantané ;
- un solide de Kelvin Voigt linéaire reproduisant le fluage réversible ;
- un liquide de Maxwell avec une viscosité non linéaire reproduisant le fluage à long
terme.
Le modèle est décomposé en une partie sphérique et une partie déviatorique afin de traiter le
caractère triaxial du fluage.

Chapitre I : Revue bibliographique
Page 80
Figure I-25 : Partition des contraintes et des déformations en parties sphérique (VEPs) et
déviatorique (VEPd) avec Pw la pression hydrique et Pg la pression due à une phase
néoformée (gel de RAG ou DEF) [Sellier 2006]
Ce modèle prend en compte la consolidation du gel de C-S-H sous sollicitation de
compression. Ceci permet de retrouver à long terme la variation de déformation linéaire en
fonction du logarithme du temps observée par Brooks [Brooks 2005]. Physiquement, ceci
représente le rapprochement des feuillets de C-S-H lors de leur tassement en partie sphérique.
En partie déviatorique, ceci représente l’effet cumulé de la consolidation sphérique et de
l’écrouissage déviatorique issu du blocage des déformations par les granulats [Sellier 2006].
La loi d’évolution de la viscosité sphérique est donnée par la loi :
( ) ( )
( )
( )
( )
( )
( )
( )44444 344444 21
sCc
ksM
lsM
ksM
sM
ksM
lsM
sMsM
−−
−−
=
εε
εε
εε
ηηexpexp
exp1
*
0 (I-75)
où ( )lsMε est la consolidation limite en dessous de laquelle la viscosité ( )sMη du corps de
Maxwell du modèle associé à la déformation sphérique devient infinie. ( )ksMε est la
déformation caractéristique gérant la vitesse de consolidation et ( )*sMε est la déformation
équivalent de consolidation dans le corps de Maxwell. sCc est le coefficient de consolidation
par déformation sphérique.
L’effet de la consolidation sur la viscosité déviatorique à long terme est donné par la loi
suivante :
( ) ( )( )
( )
( )
( )
44 344 21321
dij
s
Cc
kdM
dMij
Cc
sM
sMdM
ijdM
ij
=
ε
ε
ηηηη
*
0
0 exp (I-76)
Chapitre I : Revue bibliographique
Page 81
où ( )dMijε est la déformation déviatorique équivalente de consolidation dans le corps de
Maxwell du modèle associé au fluage déviatorique et ( )kdMε est une déformation
caractéristique utilisée comme paramètre de calage.
Ces consolidations apparaissent dans les lois classiques de viscoélasticité qui permettent de
déterminer les déformations de fluage :
• pour la déformation sphérique • pour la déformation déviatorique
( )( ) ( ) ( ) ( )
( ) ( ) ( )
=+=
=
sMsMe
sKVsKVsKVKVe
es
sk
ksk
sk
εηεεηεε
εσ
&
&
0
0
0~
(I-77)
( )
( ) ( ) ( ) ( )
( ) ( ) ( )
=
+=
=
sMij
sMij
deij
dKVij
dKVdKVij
KVdeij
deij
dij
G
GG
G
εηε
εηεε
εσ
&
&
0
0
0
2
22
2~
(I-78)
avec 0k le module de compressibilité élastique, KVk le module de compressibilité de l’étage
de Kelvin Voigt associé au fluage réversible, ( )sKVη la viscosité du solide de Kelvin Voigt,
( )sMη la viscosité du fluide de Maxwell, 0G le module élastique en cisaillement, KVG le
module de cisaillement associé au fluage déviatorique réversible, ( )dKVη la viscosité pour le
fluage déviatorique réversible et ( )dMη la viscosité non linéaire associée au fluage
déviatorique permanent.
Le couplage avec la décalcification est fait de la même manière que dans le cas des
sollicitations mécaniques, c'est-à-dire que les paramètres de fluage sont affectés par la loi
d’atténuation (éq I-74).
La comparaison des déformations de fluage modélisées et celles obtenues expérimentalement
en compression sur CEM I est présenté sur la figure I-26.
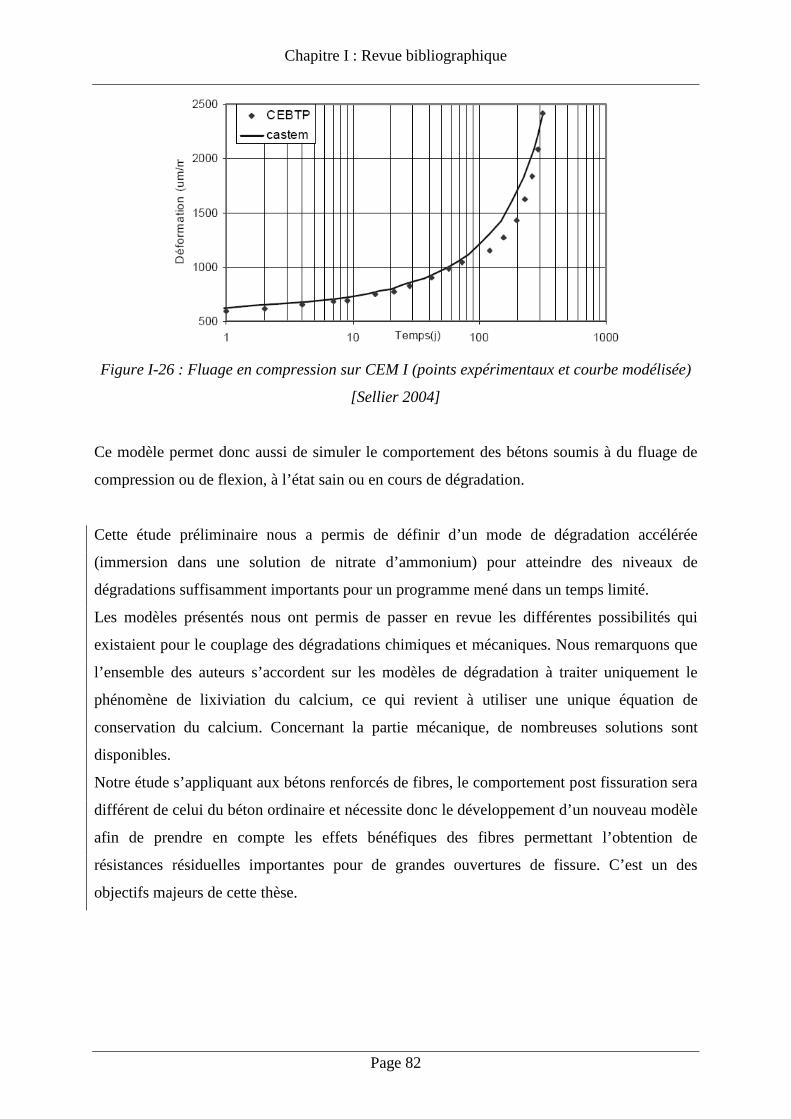
Chapitre I : Revue bibliographique
Page 82
Figure I-26 : Fluage en compression sur CEM I (points expérimentaux et courbe modélisée)
[Sellier 2004]
Ce modèle permet donc aussi de simuler le comportement des bétons soumis à du fluage de
compression ou de flexion, à l’état sain ou en cours de dégradation.
Cette étude préliminaire nous a permis de définir d’un mode de dégradation accélérée
(immersion dans une solution de nitrate d’ammonium) pour atteindre des niveaux de
dégradations suffisamment importants pour un programme mené dans un temps limité.
Les modèles présentés nous ont permis de passer en revue les différentes possibilités qui
existaient pour le couplage des dégradations chimiques et mécaniques. Nous remarquons que
l’ensemble des auteurs s’accordent sur les modèles de dégradation à traiter uniquement le
phénomène de lixiviation du calcium, ce qui revient à utiliser une unique équation de
conservation du calcium. Concernant la partie mécanique, de nombreuses solutions sont
disponibles.
Notre étude s’appliquant aux bétons renforcés de fibres, le comportement post fissuration sera
différent de celui du béton ordinaire et nécessite donc le développement d’un nouveau modèle
afin de prendre en compte les effets bénéfiques des fibres permettant l’obtention de
résistances résiduelles importantes pour de grandes ouvertures de fissure. C’est un des
objectifs majeurs de cette thèse.
Chapitre I : Revue bibliographique
Page 83
Conclusions et objectifs du travail
Le béton, matériau de construction par excellence, est aussi le centre d’intérêt de notre étude.
Cette revue bibliographique nous a permis de faire le point sur l’état des connaissances quant
au comportement de ce composite cimentaire durant son cycle de vie. L’évolution de ses
propriétés dès la fabrication du béton jusqu’au comportement à long terme, en passant par les
divers types de sollicitations sont un prérequis pour en améliorer la durabilité.
Dès le gâchage, les propriétés physiques évoluent avec le développement des hydrates. Ceci
permet l’obtention de résistances mécaniques importantes (notamment en compression) et une
formation de microstructure lui conférant un faible pouvoir diffusif. Il en résulte un matériau
aux propriétés de confinement suffisamment importantes pour qu’il soit indiqué pour le
stockage de déchets radioactifs.
A long terme, lorsqu’il est soumis à la fois à des sollicitations mécaniques et à des
dégradations chimiques, ses propriétés physiques diminuent de manières plus ou moins
importantes, entraînant des effets préjudiciables vis-à-vis du pouvoir de confinement.
Malgré une fissuration, un renfort par des fibres peut permettre de maintenir une continuité
structurale, en assurant le transfert des contraintes à travers la fissure. Elles lui confèrent ainsi
un comportement ductile et la possibilité de conserver une forte capacité portante résiduelle
pour de grandes ouvertures de fissure.
L’utilisation de fibres dans les conteneurs de stockage en béton apporte de nombreux
avantages vis-à-vis de la sécurité et de la durabilité. En cas de chute en phase de manutention,
ce renfort limite le risque de désagrégation et contribue ainsi à la protection du personnel. En
phase de stockage, les fibres permettent de limiter le développement de la fissuration et ainsi
d’augmenter la durabilité des conteneurs vis-à-vis des sollicitations mécaniques, mais aussi
des dégradations chimiques. Peu de travaux à ce jour traitent du comportement à très long
terme des bétons renforcés de fibres, il s’agira de notre contribution par le biais de ce travail
de thèse.
Notre étude concerne donc l’utilisation de bétons renforcés de fibres pour la fabrication de
conteneurs de stockage de déchets radioactifs. Compte tenu de la durée nécessaire de ce
stockage afin de permettre la diminution de la radioactivité et des conditions
environnementales auxquelles seront soumis ces conteneurs, il est nécessaire d’évaluer
l’évolution du comportement des bétons à très long terme. Ce travail n’est possible qu’à

Chapitre I : Revue bibliographique
Page 84
travers la modélisation. C’est pour cela qu’il est nécessaire de mettre au point des modèles
permettant la prédiction du cycle de vie des bétons et principalement le comportement à long
terme des conteneurs soumis à des dégradations chimiques et des sollicitations mécaniques.
L’objectif de ce travail est donc la mise au point d’un modèle aux éléments finis permettant
de simuler le comportement des bétons renforcés de fibres dès le début de l’hydratation et à
long terme.
Ce travail sera effectué en deux étapes. Tout d’abord, nous allons étudier les caractéristiques
des bétons Andra au jeune âge et à long terme, afin d’analyser le comportement des bétons
ainsi que l’effet des fibres, le but principal étant d’obtenir les données d’entrée nécessaires à
la mise au point du modèle ainsi que des données permettant sa validation. Ce volet est
présenté dans le chapitre II qui débutera par l’étude de l’évolution des propriétés mécaniques
en phase d’hydratation. Nous nous intéresserons particulièrement à l’effet des fibres sur ces
différentes propriétés. Nous caractériserons ensuite les effets d’une dégradation chimique sur
les bétons ainsi que le couplage des dégradations chimiques et des sollicitations mécaniques.
Nous présenterons ensuite dans le chapitre III les différents modèles mis au point ou utilisés
pour simuler le comportement du béton durant les différentes phases de son cycle de vie. Le
travail consiste à modéliser de manière découplée l’hydratation, la décalcification, le
comportement mécanique endommageable et élastoplastique ainsi que le fluage du béton
renforcé de fibres. Nous validerons ensuite l’efficacité des différents modules en calculant la
réponse d’éprouvettes sous sollicitations chemo-mécaniques couplés que nous comparerons
aux résultats expérimentaux.

CHAPITRE II :
PROPRIETES PHYSIQUES DES
BETONS ANDRA


Chapitre II : Propriétés physiques des bétons Andra
Page 87
Introduction
Ce chapitre présente les résultats de la campagne expérimentale réalisée sur les bétons
renforcés de fibres et les bétons de référence dans le but de déterminer les propriétés physico-
mécaniques et d’identifier leurs lois de comportement. Ces essais ont été réalisés sur des
bétons sains ainsi que sur des bétons dégradés chimiquement. L’ensemble des données
présentées ici sera utilisé pour la mise au point et la validation des modèles dans le chapitre
III.
Une première partie est dédiée à la présentation des matériaux d’études. La deuxième partie
est consacrée à la caractérisation des propriétés mécaniques et de transfert à l’état sain et à
l’état dégradé des bétons fabriqués en laboratoire. La dernière partie est consacrée à la
caractérisation des propriétés physiques d’un colis fabriqué dans la configuration industrielle
réelle, dans le but de pointer d’éventuels effets d’échelle et de quantifier l’anisotropie liée,
entre autre, à une possible orientation préférentielle des fibres venant mode de fabrication.
II-1. Matériaux d’étude
Le béton est un matériau sensible à son mode de mise en œuvre. La détermination des
propriétés physiques se fait de manière générale sur des éprouvettes fabriquées en laboratoire,
dans des conditions de fabrication et de conservation optimales, comme cela est le cas dans
cette étude. Cependant, afin de tenir compte d’éventuels effets liés au mode de fabrication,
nous avons complété notre étude par la détermination des propriétés d’un béton fabriqué de
manière industrielle.
II-1.1. Matériaux d’étude de laboratoire
Les matériaux présentés ici ont été formulés de manière à assurer différentes fonctions dans le
cadre du stockage de déchets radioactifs dans les conditions imposées par l’argilite du
Callovo-Oxfordien. En particulier, le cahier des charges impose à court terme des propriétés
en relation avec la mise en place, la facilité de réalisation et la sûreté d’exploitation. A plus
long terme, le matériau doit garantir une stabilité mécanique et une réversibilité afin de
pouvoir récupérer les colis en sûreté après une certaine durée de stockage. De plus, il doit
présenter des propriétés physiques et chimiques assurant au mieux le confinement des
radionucléides.

Chapitre II : Propriétés physiques des bétons Andra
Page 88
Pour cela, les matériaux utilisés dans cette étude ont été formulés de manière à satisfaire les
exigences à court, moyen et long terme et de manière à ce que son vieillissement soit contrôlé
d’un point de vue chimique et physique, sous l’effet des conditions imposées par les déchets
qu’il contient et par le milieu géologique de stockage.
C’est dans cette optique qu’ont été sélectionnés les matériaux présentés ci après.
II-1.1.1. Matériaux
Des études préliminaires ont été commandées par l’ANDRA [Commene 2001, Mary-Dippe
2001] afin de sélectionner les matériaux susceptibles de constituer les structures de stockage
tout en respectant les conditions imposées de durabilité et de confinement. Ces matériaux ont
servi à l’élaboration de formulations de référence.
Dans notre étude, nous avons travaillé sur quatre compositions différentes. Les variables de
base étant le ciment et le renfort par des fibres métalliques.
Ciments
Les ciments utilisés pour la mise au point des compositions des bétons Andra ont été
sélectionnés afin de satisfaire plusieurs conditions :
- compacité élevée afin de limiter la pénétration de l’eau et les phénomènes de lixiviation,
ainsi que le développement de la carbonatation et de la corrosion ;
- faible teneur en C3A afin de minimiser la réactivité chimique vis-à-vis des ions sulfates ;
- faible teneur en alcalin vis-à-vis de la réaction alcali-silice ;
- faible chaleur d’hydratation afin de limiter ou différer le pic thermique ;
- retrait limité ;
- finesse suffisante pour optimiser la compacité du béton et avoir de meilleures propriétés de
transfert.
Deux types de ciment ont été choisis. Le premier est un ciment ordinaire de type Portland
(CEM I) et le second est un ciment à base de clinker et d’additions (cendres volantes et laitiers
de haut fourneaux (CEM V/A)) réputé plus durable. Plus précisément, il s’agit du :
- CEM I 52.5R PM-ES du Val d’Azergues commercialisé par Lafarge ;
- CEM V/A 42.5N PM-ES d’Airvault commercialisé par Calcia. Ce ciment comporte des
cendres volantes et du laitier de hauts fourneaux à hauteur de 22% en masse du clinker pour
chacune des additions.

Chapitre II : Propriétés physiques des bétons Andra
Page 89
Les compositions des clinkers et les compositions élémentaires massiques pour les deux
ciments sont présentées dans les tableaux II-1 et II-2.
(% massique) C3S C2S C3A C4AF
Cem I 52.5R PM-ES Val d'Azergues, Lafarge
57,0 16,6 1,5 14,0
Cem V/A 42.5N PM-ES Airvault, Calcia
59,8 15,8 7,2 10,7
Tableau II-1 : Compositions potentielles des clinkers des ciments
(% massique) SiO2 Al2O3 Fe2O3 CaO MgO K2O Na2O SO3 TiO2 MnO Cem I 52.5 PM-ES Val d'Azergues, Lafarge
21,20 3,50 4,60 64,60 0,60 0,63 0,17 2,65 / /
Cem V/A 42.5R PM-ES Airvault, Calcia
29,44 11,36 3,2 46,42 3,02 1,06 0,21 2,81 0,64 0,11
Tableau II-2 : Compositions élémentaires massiques des ciments (laitiers, cendres volantes et
gypse inclus pour le CEM V)
Granulats
Des granulats calcaires ont été choisis pour la fabrication des bétons Andra. Ces granulats, ne
contenant pas de silice, ne sont pas réactifs vis-à-vis du phénomène d’alcali-réaction. D’autres
critères de sélection comme la teneur en fine, les coupures granulométriques, les teneurs en
soufre et en alcalins ont été pris en compte en plus de cette résistance à la RAG.
Ces contraintes ont conduit à choisir les granulats calcaires des carrières du Boulonnais à
Ferques. Leurs références commerciales sont les suivantes :
- Sable calcaire lavé 0/4 mm SL0704
- Gravillons calcaire lavés 5/12,5 mm GL0512
Fumée de silice
L’ajout de fibres dans un béton diminue sa compacité ce qui va affecter les propriétés
physiques et notamment les propriétés de transfert. Afin de pallier à ce problème et obtenir
une compacité semblable à celle des bétons non fibrés, de la fumée de silice a été ajoutée dans
les compositions des bétons renforcés de fibres.
La fumée de silice utilisée est de la Condensil S95 DM. Elle permet d’atteindre des
résistances mécaniques élevées du fait de sa forte teneur en silice (95%). Le diamètre moyen

Chapitre II : Propriétés physiques des bétons Andra
Page 90
des grains est de l’ordre de 0,1 µm. C’est un matériau pouzzolanique qui interviendra donc
durant la phase d’hydratation.
Fibres
Pour le choix des fibres, l’Andra s’est basée sur 2 critères. Compte tenu de la durée de vie des
conteneurs de stockage, les fibres devaient être en acier inoxydable afin d’éviter les
problèmes de corrosion. En effet, la corrosion en milieu oxydant créée des produits expansifs
et en milieu réducteur produit de l’hydrogène, ces deux effets étant problématiques, tant pour
le béton que pour l’exploitation du stockage.
Le deuxième critère concerne la dispersion des fibres dans le béton. Les fibres ont été choisies
droites afin d’éviter les problèmes de paquets de fibres (oursins), un phénomène amplifié par
les crochets d’ancrage de certains types de fibres qui peuvent conduire à une mauvaise
répartition de celles-ci dans le béton et donc aussi créer des défauts de remplissage.
Ce sont les fibres IFT Inox droites (longueur 30 mm, diamètre 0,6 mm) qui ont été
sélectionnées (figure II-1). Leur référence commerciale est UNOLOC 30/0,6.
Figure II-1 : Fibres en inox, longueur 30 mm, diamètre 0,6 mm
Adjuvantation
Compte tenu des propriétés visées en termes de compacité, résistances mécaniques et de
propriétés de transfert incompatibles avec des dosages en eau élevés, l’usage d’adjuvant s’est
imposé. Deux adjuvants ont été utilisés :
- pour les bétons non fibrés : Le Glénium 27 de MBT, superplastifiant réducteur d’eau ;
- pour les bétons fibrés : le Sika Viscocrète 5400F de Sika, superplastifiant réducteur d’eau et
retardateur de prise. Ce dernier permettant d’améliorer la fluidité du mélange notamment pour
la fabrication de bétons autoplaçants.

Chapitre II : Propriétés physiques des bétons Andra
Page 91
C’est à partir de ces matériaux qu’ont été formulés les bétons hautes performances (BHP)
Andra afin de satisfaire à toutes les spécifications de stockage de déchets rappelées
précédemment.
II-1.1.2. Fabrication des bétons
II-1.1.2.1. Compositions
Comme nous avons eu l’occasion de le mentionner, cette étude porte sur deux bétons non
fibrés (dits de référence) à base de CEM I pour l’un et de CEM V pour l’autre. Les
compositions ont été établies respectivement par Mary-Dippe [Mary-Dippe 2001] et
Commene [Commene 2001] et sont présentées dans le tableau II-3.
Quant aux compositions des bétons renforcés de fibres, celle à base de CEM V a été mise au
point par l’entreprise Bonna Sabla [Lebourgeois 2005] tandis que celle de CEM I a été
adaptée à partir de la composition établie par Bonna Sabla en visant les mêmes
caractéristiques que le béton renforcé de fibres de CEM V à l’état frais en terme d’étalement
et à l’état durci en terme de porosité et de résistances mécaniques. Les bétons renforcés de
fibres ont été formulés de manière à être autoplaçants afin de se passer de la vibration et de
limiter l’orientation préférentielle des fibres et les problèmes d’effet de cheminée dues à
l’aiguille vibrante. Les formulations sont présentées dans le tableau II-4.
Dans la suite de ce document, les bétons de référence à base de CEM I et de CEM V/A seront
notés respectivement CEM I et CEM V. Les bétons renforcés de fibres, contenant de la fumée
de silice, seront notés CEM IF pour le béton à base de CEM I et CEM VF pour le béton à base
de CEM V/A.
Composition en kg pour 1 m3 de béton CEM I CEM V Cem I 52.5R PM-ES Val d'Azergues, Lafarge 400 Cem V/A 42.5N PM-ES Airvault, Calcia 450 Sable calcaire 0/4 Boulonnais 858 800 Gravillon calcaire 5/12,5 Boulonnais 945 984 Superplastifiant Glénium 27, MBT 2,2 11,25 Eau totale 178 183
Tableau II-3 : Formulations des bétons de références

Chapitre II : Propriétés physiques des bétons Andra
Page 92
Composition en kg pour 1 m3 de béton CEM IF CEM VF Cem I 52.5R PM-ES Val d'Azergues, Lafarge 450 Cem V/A 42.5N PM-ES Airvault, Calcia 454 Sable calcaire 0/4, Boulonnais 984 984 Gravillon calcaire 5/12,5 Boulonnais 672 672 Fumée de silice CONDENSIL S95 DM 45 45 Superplastifiant SIKA Viscocrete 5400F 13,70 17,25 1,14% en extrait sec / masse de ciment (30% extrait sec) Eau totale 172 178 Fibres IFT Inox droites (longueur 30 mm, diamètre 0,6 mm) 85 85
Tableau II-4 : Formulations des bétons renforcés de fibres
II-1.1.2.2. Procédures de coulage
Les procédures de coulage sont différentes pour les bétons, principalement à cause de la
présence des fibres. Afin de limiter l’orientation préférentielle des fibres durant le malaxage
du mélange, elles ne sont introduites qu’à la fin, après que l’eau et le superplastifiant aient été
ajoutés. Les séquences de malaxage sont les suivantes :
Pour les bétons sans renfort de fibres :
- malaxage à sec des granulats (30 secondes),
- introduction du ciment,
- malaxage à sec (1 minute),
- introduction de l’eau d’ajout et de la moitié du superplastifiant (30 secondes),
- malaxage humide (1 minute),
- ajout progressif de la moitié de superplastifiant restant en surveillant la consistance (1
minute),
- malaxage (2 minutes),
- vidange du malaxeur (15 secondes).
Pour les bétons renforcés de fibres :
- malaxage à sec des granulats (30 secondes),
- introduction du ciment puis de la fumée de silice (30 secondes),
- malaxage à sec (1 minute),
- introduction de l’eau d’ajout (30 secondes),
- malaxage humidité (30 secondes),
- introduction du superplastifiant (30 secondes),
- malaxage (2 minutes),
- introduction des fibres et homogénéisation du mélange (1 minute),

Chapitre II : Propriétés physiques des bétons Andra
Page 93
- vidange du malaxeur (15 secondes).
Les moules, préalablement huilés afin de permettre un décoffrage plus facile, sont ensuite
remplis en 2 couches et le béton est ensuite compacté à l’aide d’une table vibrante (pour les
bétons de référence uniquement). Ils sont ensuite entreposés dans une salle de conservation
humide (HR 99%, 20°C) où ils seront démoulés après 24 heures et stockés jusqu’à la date des
essais.
II-1.1.2.3. Caractéristiques des bétons à l’état frais
Une première démarche nous a conduit à nous assurer que la rhéologie des bétons à l’état frais
correspondait à celle des cahiers des charges énoncée dans les rapports de mises au point
[Mary-Dippe 2001, Commene 2001, Lebourgeois 2005].
S’agissant des bétons vibrés, nous avons mesuré l’affaissement au cône d’Abrams [NF EN
12350-2 1999] tandis que pour les bétons renforcés de fibres formulés pour être autoplaçants,
nous avons caractérisé leur étalement suivant les recommandations de l’Association Française
de Génie Civil pour l’emploi des bétons autoplaçants [AFGC 2008]. Les résultats sont
présentés dans le tableau II-5.
Composition Affaissement (cm) Etalement (cm) CEM I 24 - CEM IF 20 - CEM V - 67 CEM VF - 68
Tableau II-5 : Caractéristiques à l’état frais des bétons de l’étude
Les valeurs mesurées peuvent être considérées comme équivalentes aux valeurs préconisées
dans les rapports de mise au point des compositions.
Dans le cas du CEM I, la valeur d’affaissement obtenue est de 24 cm contre 23 cm dans le
rapport de Mary-Dippe. Pour le CEM V, Commene préconise une valeur moyenne de 19 cm
contre 20 cm dans notre étude. En s’autorisant une marge de 1 cm, nos bétons de référence
peuvent être considérés comme conformes aux exigences.
Concernant l’étalement des bétons renforcés de fibres, la valeur moyenne pour les bétons de
CEM V fibrés est de 68 cm. La valeur donnée dans le rapport de Bonna Sabla [Lebourgeois
2005] est de 62 cm. L’étalement des CEM I fibrés est semblable à celui des CEM V fibrés.
Nous retrouvons donc le même comportement à l’état frais pour les deux bétons renforcés de
fibres.

Chapitre II : Propriétés physiques des bétons Andra
Page 94
Ces bétons ont été utilisés pour la fabrication d’éprouvettes de géométries et de dimensions
diverses afin de pouvoir effectuer l’ensemble des essais de caractérisation programmés. Les
essais réalisés, les résultats obtenus ainsi que leur interprétation seront présentés dans la partie
II-2.
II-1.2. Matériaux industriels
Dans le cadre d’essais de chute, plusieurs colis de stockage en béton renforcé de fibres ont été
fabriqués. Une partie de notre étude a été consacrée à la détermination des propriétés
physiques d’un de ces colis de stockage fabriqués dans des conditions industrielles. Un
conteneur de CEM V renforcé de fibres, dont la composition est identique à celle utilisée pour
la fabrication des bétons de laboratoire a été utilisé afin de comparer les propriétés physiques
d’un BHP renforcé de fibres fabriqué en laboratoire et celui fabriqué industriellement,
l’objectif principal étant de quantifier les écarts liés au mode de fabrication et à l’anisotropie.
L’avantage supplémentaire est que ce colis avait été coulé deux ans auparavant. Nous avons
donc eu la possibilité d’étudier un béton dont l’hydratation était très avancée comparée aux
bétons fabriqués en laboratoire.
Le colis a été débité en blocs de 35x60x100 cm de dimensions (figure II-2). Une fois livrés à
notre laboratoire, nous avons débité ces blocs pour obtenir des morceaux de dimensions et de
poids facilement manipulables à partir desquels les éprouvettes ont été obtenues par sciage ou
par carottage suivant les essais envisagés (figure II-3).
Figure II-2 : Blocs issus du colis fabriqué industriellement

Chapitre II : Propriétés physiques des bétons Andra
Page 95
Figure II-3 : Eprouvettes cylindriques (carottage) et prismatiques (sciage) pour essais de
compression et de traction directe
Les conteneurs ont des dimensions de 1540x1540x2020 mm. Une grande quantité de béton
est nécessaire à leur fabrication. Les malaxeurs disponibles n’étant pas suffisamment grand,
ils ont dû être coulés en trois fois à partir de trois gâchées coulées successivement.
Bien que les compositions des trois gâchées soient identiques, il est probable que les
caractéristiques soient différentes selon la zone du colis. La poussée hydrostatique des
gâchées supérieures va jouer sur la compacité de la couche inférieure, des effets gravitaires du
type ressuage ou ségrégation ont certainement modifié la composition de la zone supérieure.
Il a donc été décidé d’effectuer des prélèvements en partie haute et en partie basse afin
d’analyser les effets du mode de fabrication du béton ainsi que de sa mise en œuvre lors de la
réalisation du colis dans les conditions industrielles réelles. Ces résultats, présentés dans la
partie II-3, seront comparés à ceux obtenus sur les bétons de CEM V fibrés fabriqués en
laboratoire (présentés eux dans la partie II-2).
Lors de la réception des blocs du colis, nous nous sommes aperçu de la présence de défauts de
remplissage sur toutes les zones sciées (figure II-4), que ce soit en partie haute ou en partie
basse du colis. Ces défauts, dont certains ont des tailles allant jusqu’à 20 mm, ne sont pas de
la porosité normale ou encore des bulles dues à la présence d’eau ou à de l’air entrainé : leur
dimensions sont trop importantes et ils n’ont pas une forme de bulle.
Ces défauts sont consécutifs à un problème de viscosité du béton. N’étant pas suffisamment
fluide, l’écoulement dans le moule est difficile et les gros granulats ou les fibres peuvent, à
cause du frottement solide, bloquer la pâte entrainant des défauts de remplissage.

Chapitre II : Propriétés physiques des bétons Andra
Page 96
Figure II-4 : Défauts de remplissage visibles sur la surface obtenue par sciage du colis de
stockage en béton
De plus, il n’a pas été possible de reconstituer précisément l’historique des conditions de
conservation du colis une fois démoulé. Contrairement aux bétons de laboratoire, stockés en
salle de cure humide jusqu’à leur utilisation, compte tenu des dimensions et du nombre de
colis fabriqué, les conditions de cures sur site semblent plus aléatoires. Ces problèmes durant
la phase d’hydratation peuvent induire des différences notables en terme de propriété du
matériau en place.
La présence des défauts de remplissage est un premier point important montrant les
différences dues au mode de fabrication. En effet, aucun défaut de ce type n’a été mis en
évidence sur les bétons de laboratoire où la fabrication et la conservation sont entièrement
maîtrisées et permettent d’obtenir des bétons avec des propriétés optimales ce qui est rarement
le cas lors de la fabrication de grandes quantités dans des conditions industrielles.
Le béton présentant des défauts non négligeables, nous avons décidé de concentrer notre
étude uniquement sur la détermination des propriétés physiques à moyen terme. Pour ce qui
est du comportement à long terme, l’étude s’appuyant sur des processus de dégradation
accélérés, il était à craindre que l’interférence des défauts de remplissage ne prédomine et ne
biaise l’interprétation des résultats. Le temps nécessaire à cette partie de l’étude étant
important, nous avons préféré le consacrer aux essais sur les bétons de laboratoire.
L’ensemble de l’étude sur ce colis sera présenté dans la partie II-3.

Chapitre II : Propriétés physiques des bétons Andra
Page 97
II-2. Caractérisation des bétons fabriqués en laboratoire
Afin de modéliser le cycle de vie d’un colis de stockage de déchets radioactifs, il est
nécessaire de déterminer les propriétés physiques des matériaux utilisés, la validité et la
performance du modèle dépendant fortement de la finesse de ces données d’entrée.
Le modèle mis au point pour cette étude doit permettre la prédiction de l’évolution du
comportement des bétons en phase d’hydratation et le comportement à long terme des
matériaux soumis à des dégradations chimiques et mécaniques couplées. Cette partie présente
les résultats des expériences pratiquées durant ces deux périodes. Ces données seront utilisées
dans le chapitre III pour la mise au point et la validation du modèle.
Les protocoles expérimentaux des différents essais utilisés dans ce chapitre sont présentés en
annexe B. Un tableau récapitulatif contenant l’ensemble des informations relatives aux
éprouvettes d’essais est donné en annexe C.
II-2.1. Maturométrie des bétons ANDRA
Le modèle de comportement des bétons en phase d’hydratation nécessite l’acquisition de
données d’entrée permettant sa mise au point, son calage, mais aussi des données
supplémentaires permettant de le valider. Cette étude est réalisée sous la forme d’analyse
maturométrique qui consiste en une étude de l’évolution des différentes caractéristiques
mécaniques au cours du temps. Cette partie est consacrée à la présentation des résultats
expérimentaux obtenus et à leur analyse pour les différentes compositions étudiées.
II-2.1.1. Chaleurs d’hydratation
Afin de prédire le comportement des bétons au jeune âge, il faut déterminer l’évolution de ses
caractéristiques en fonction de l’hydratation. La détermination du degré d’hydratation α se
fait à l’aide d’un modèle qui sera présenté par la suite dans le chapitre III. Néanmoins, la mise
au point de ce modèle nécessite la connaissance des quantités de chaleur dégagée durant la
phase d’hydratation. Ces valeurs sont déterminées par calorimétrie semi adiabatique de
Langavant selon la norme [NF EN 196-9 2004]. Les résultats sont donnés sous forme de
courbes sur la figure II-5 qui représente les quantités de chaleur cumulée Q en fonction du
temps pour les quatre compositions.

Chapitre II : Propriétés physiques des bétons Andra
Page 98
0
50
100
150
200
250
300
350
0 20 40 60 80 100 120
Temps (h)
Q (J/g)
CEM IF
CEM I CEM VF
CEM V
Figure II-5 : Chaleurs d’hydratation dégagées par les quatre compositions
Comparons les résultats en fonction du type de ciment utilisé. Pour le CEM I et le CEM V, les
courbes montrent un retard des réactions pour le CEM V. Ceci est une conséquence de la
présence de cendres volantes et de laitier de hauts fourneaux dans le ciment. Ces composés
ont besoin de portlandite pour réagir et former des C-S-H. Ceci entraine un délai des réactions
d’hydratation et donc des quantités de chaleur dégagées. Cependant, la présence d’addition
permet généralement de réduire les quantités de chaleur dégagées or dans notre cas, les
valeurs après 72 heures sont identiques.
Dans le cas des bétons renforcés de fibres qui contiennent de la fumée de silice, le décalage
des réactions pour le CEM VF est présent mais après 55 heures, les quantités de chaleurs
cumulées deviennent plus fortes que celle du CEM IF. Dans les deux cas, il s’agit d’une
conséquence des superplastifiants utilisés qui, comme l’indique la fiche technique, améliorent
la maniabilité à l’état frais mais retardent la prise des ciments. Il semble que pour les bétons
de CEM V, il y ait des interactions entre les additions pouzzolaniques et le superplastifiant
entrainant des dégagements de chaleur plus importants que pour les bétons à base de CEM I.
L’annexe D présente la comparaison entre ces résultats et ceux obtenus sur les même
compositions mais qui ne contiennent pas de superplastifiant.
La comparaison entre les bétons avec et sans renfort de fibres permet l’analyse de l’influence
de la fumée de silice et du superplastifiant qui est différent pour les bétons fibrés. Les courbes
Chapitre II : Propriétés physiques des bétons Andra
Page 99
des bétons à base de CEM I montrent un décalage dans le temps et une diminution de la
quantité de chaleur dégagée due à la présence du superplastifiant.
Dans le cas des bétons à base de CEM V, l’influence du laitier et des cendres volantes en
substitution conduit à une diminution des quantités de chaleur dégagée et à un retard des
réactions. L’effet du superplastifiant entraine un retard supplémentaire de même que dans le
cas des bétons CEM I.
Ces essais permettent donc de déterminer l’évolution des quantités de chaleur dégagée en
fonction du temps relatant ainsi l’intensité des réactions d’hydratation. Ces résultats seront
utilisés pour prédire le développement de l’hydratation et déterminer l’évolution des
différentes propriétés physiques des bétons au jeune âge.
II-2.1.2. Retrait
Le béton est sujet à des variations dimensionnelles de retrait dues à la consommation de l’eau
pendant la phase d’hydratation ou à son évaporation. Le béton est un matériau fragile, il a une
faible capacité de déformation et une faible résistance en traction. Le phénomène de retrait
engendre des contraintes significatives qui peuvent donc conduire à la fissuration.
Le retrait plastique intervient avant la prise. Le seul moyen de limiter ce type de retrait est
d’intervenir sur la composition du béton. Nous considérons que la formule qui nous a été
imposée a été mise au point de manière à ce que le retrait plastique ne soit pas préjudiciable
au matériau, c’est pourquoi nous ne l’étudierons pas ici.
Après le coulage, les éprouvettes sont conservées pendant 24 heures dans une salle de cure à
20°C et 95% d’humidité relative. Les éprouvettes sont ensuite démoulées et conservées à une
température de 20°C et une humidité relative de 50%. Les éprouvettes utilisées pour la
mesure du retrait endogène sont au préalable isolées avec un papier aluminium autocollant
dans le but d’empêcher le séchage. Les retraits endogènes et totaux sont ensuite mesurés
régulièrement. Les valeurs du retrait de dessiccation ont été calculées à partir de ces résultats.
Les résultats sont présentés dans les figures II-6 à II-9. Les valeurs finales après plus de 380
jours d’essais sont récapitulées dans le tableau II-6.
La figure II-10 présente les valeurs des retraits de dessiccation en fonction des pertes de
masses des éprouvettes. Les courbes d’évolution des pertes de masses en fonction du temps et
les courbes d’évolution des déformations de retrait en fonction de l’hydratation sont données
en annexe G.

Chapitre II : Propriétés physiques des bétons Andra
Page 100
0,00
0,20
0,40
0,60
0,80
1,00
1,20
0 50 100 150 200 250 300 350 400 450
Temps (j)
Déformations (mm/m)
Total
Endogène
Dessiccation
Figure II-6 : Evolution des retraits des bétons de CEM I en fonction du temps
0,00
0,20
0,40
0,60
0,80
1,00
1,20
0 50 100 150 200 250 300 350 400 450
Temps (j)
Déformations (mm/m)
Total
Endogène
Dessiccation
Figure II-7 : Evolution des retraits des bétons de CEM IF en fonction du temps

Chapitre II : Propriétés physiques des bétons Andra
Page 101
0,00
0,20
0,40
0,60
0,80
1,00
1,20
0 50 100 150 200 250 300 350 400 450
Temps (j)
Déformations (mm/m)
Total
Endogène
Dessiccation
Figure II-8 : Evolution des retraits des bétons de CEM V en fonction du temps
0,00
0,20
0,40
0,60
0,80
1,00
1,20
0 50 100 150 200 250 300 350 400 450
Temps (j)
Déformations (mm/m)
Total
Endogène
Dessiccation
Figure II-9 : Evolution des retraits des bétons de CEM VF en fonction du temps

Chapitre II : Propriétés physiques des bétons Andra
Page 102
Retrait (µm/m) Endogène Dessiccation Total Vol de pâte (l/m3) CEM I 342 320 662 306 CEM IF 458 87 545 348 CEM V 465 187 653 348 CEM VF 529 396 925 372
Tableau II-6 : Récapitulatif des valeurs des retraits après 380 jours
0,00
0,05
0,10
0,15
0,20
0,25
0,30
0,35
0,40
0,45
0,00% 0,50% 1,00% 1,50% 2,00% 2,50% 3,00% 3,50%
Perte de masse (%)
Déformations (mm/m)
CEM V
CEM IF
CEM VF
CEM I
Figure II-10 : Evolution du retrait de dessiccation en fonction de la perte de masse
Avant d’analyser les valeurs de retrait mesurées, il est important de se pencher sur les
informations présentes dans la littérature quant à l’influence des fibres et du caractère
autoplaçant du béton (cas des bétons renforcés de fibres uniquement).
De nombreuses études suggèrent que les retraits des bétons autoplaçants sont supérieurs aux
retraits des bétons vibrés. Ceci est, selon Baülm [Baülm et al. 2001], une conséquence du
pourcentage plus élevé de pâte dans les BAP. L’utilisation de fumée silice conduit à une
porosité plus fine que celle des bétons de ciment Portland ordinaire. Le retrait endogène étant
dû en bonne partie aux tensions capillaires, ceci conduit donc à l’obtention de retrait plus fort
pour les bétons contenant de la fumée de silice [Johansen et al. 2003]. Pour les mêmes
raisons, les pores dans un béton à base de CEM V sont plus petits (rayons inférieurs à 25 nm)
comparés à ceux d’un béton de CEM I. Le retrait endogène sera donc plus important
[Feldman 1983].

Chapitre II : Propriétés physiques des bétons Andra
Page 103
Les résultats présentés dans le tableau II-6 confirment ces informations. Les bétons renforcés
de fibres contenant de la fumée de silice ont des retraits endogènes plus importants comparés
aux bétons de référence. De la même manière, les valeurs obtenues avec les bétons à base de
CEM V sont plus grandes que celles issues des bétons à base de CEM I.
Les valeurs des retraits totaux, qui sont en plus influencés par le séchage du béton, sont du
même ordre de grandeur abstraction faite du CEM IF dont le retrait dû au séchage est plutôt
faible. La diminution de la microstructure des pores due à la fumée de silice pour le CEM IF
ou aux cendres et aux laitiers pour le CEM V peut engendrer une diminution d’eau disponible
au séchage et donc limiter le retrait de dessiccation. Cette analyse est confirmée par les
mesures présentées sur la figure II-10 qui montre qu’à perte de masse identique le CEM IF, le
CEM V et le CEM VF présentent des retraits de dessiccation identiques.
Il est important de noter que les essais ont débuté 24 heures après la fabrication. Si on observe
les quantités de chaleur dégagée sur la figure II-5 à cette échéance, on remarque que les
valeurs sont très différentes, notamment pour le CEM VF. Les valeurs importantes de retrait
pour cette composition est vraisemblablement une conséquence des réactions d’hydratation
qui se produisent pour la plupart après le démoulage des éprouvettes.
S’agissant des effets du renfort des fibres sur l’évolution des variations dimensionnelles libres
des bétons, il est bien connu qu’ils sont négligeables, ce retrait étant du même ordre que le
béton témoin confectionné avec le même ciment [Nacoulma 1990]. Par contre, lorsque ce
retrait est empêché ou contrarié, le renfort par des fibres contribue à répartir une
microfissuration conduisant à une rupture retardée ou modifiée [Paillère et al. 1978, Granju
1991]. Ces constatations demeurent valides dans cette étude.
Les essais et les informations recueillies dans la littérature permettent de conclure que les
fibres n’ont qu’une influence très faible sur le retrait et que c’est la composition du ciment, les
additions utilisées et la nature du béton (volume de pâte) qui jouent un rôle prépondérant sur
le développement du retrait.
II-2.1.3. Résistances en compression et modules d’élasticité
Les essais de compression ont été effectués selon la norme [NF EN 12390-3 2003]. Afin de
procéder à l’étude maturométrique, les mesures ont été effectuées à 16h, 24h, 48h, 72h, 7j, 28j
et 90j. L’évolution des résistances en compression des quatre compositions en fonction du
temps est présentée sur la figure II-11.

Chapitre II : Propriétés physiques des bétons Andra
Page 104
0
10
20
30
40
50
60
70
80
90
100
0 10 20 30 40 50 60 70 80 90 100
Temps (j)
Rc (MPa)
CEM I
CEM IF
CEM V
CEM VF
Figure II-11 : Evolution des résistances en compression en fonction du temps pour les quatre
composites étudiés
L’influence de la nature du ciment joue un rôle important dans la cinétique de développement
de la résistance en compression du béton. La comparaison entre l’évolution des résistances en
compression du CEM I et du CEM V montre une cinétique plus lente pour les bétons de CEM
V, dont le ciment est composé de clinker, de cendres volantes et de laitier de hauts fourneaux.
Les composés pouzzolaniques conduisent à un décalage de l’hydratation dans le temps et
donc à une augmentation des résistances plus lente. Néanmoins, passé 55 jours, les valeurs du
CEM V deviennent plus importantes que celles du CEM I. Les valeurs à 90 jours, une
échéance à partir de laquelle la cinétique d’hydratation des ciments composés peut être
considérée comme constante, sont de 64 MPa pour le CEM I et 68 MPa pour le CEM V.
L’analyse des résultats du CEM IF et CEM VF conduit à une constatation similaire, sachant
que l’addition de la fumée de silice et du superplastifiant dans ces compositions va diminuer
la cinétique d’hydratation. A 90 jours, l’hydratation du CEM VF n’est pas stabilisée et les
résistances continuent d’augmenter.
Les fibres n’ont pas une grande influence sur les valeurs de résistances en compression,
notamment des fibres de grandes dimensions comme celles utilisées dans cette étude. C’est

Chapitre II : Propriétés physiques des bétons Andra
Page 105
l’augmentation du dosage en ciment dans le cas du CEM IF ainsi que l’ajout de la fumée de
silice dans les deux bétons renforcés de fibres qui conduit à l’obtention de résistances plus
fortes que celles des bétons de référence. Les résistances en compression des bétons de CEM
IF et de CEM VF à 90 jours sont respectivement de 98 MPa et 92 MPa.
Les mesures des modules d’élasticité ont été réalisées suivant la recommandation Rilem [CPC
8 1975]. Les mesures ont été effectuées aux mêmes échéances que les essais de compression.
L’évolution des modules d’élasticité des quatre compositions en fonction du temps est
présentée sur la figure II-12.
0
5000
10000
15000
20000
25000
30000
35000
40000
45000
50000
0 10 20 30 40 50 60 70 80 90 100
Temps (j)
E (MPa)
CEM IF
CEM VF
CEM I
CEM V
Figure II-12 : Evolution des modules d’élasticité en fonction du temps pour les quatre
composites étudiés
Les précédentes observations sur les résultats de la résistance en compression s’appliquent
aussi dans le cas du modules d’élasticité : l’évolution de l’hydratation dans le temps conduit à
une augmentation des valeurs des modules et une analyse fine montre que les cinétiques sont
plus lentes pour les bétons composés de ciment de type CEM V. Néanmoins, les différences
de valeurs entre les compositions sont plus faibles. Les valeurs des modules d’élasticité des
quatre bétons à 90 jours sont toutes comprises entre 40 et 45 GPa. Ces valeurs sont
caractéristiques des bétons de hautes performances dont les compacités sont améliorées par

Chapitre II : Propriétés physiques des bétons Andra
Page 106
rapport à des bétons ordinaires conduisant à l’obtention de caractéristiques mécaniques plus
élevées.
II-2.1.4. Traction directe
Les essais de traction directe ont été réalisés selon la recommandation Rilem [TC 162-TDF
2001], le protocole est présenté dans l’annexe B. Les mesures ont été effectuées à 2j, 3j, 7j,
28j et 90j de manière à mettre en évidence l’influence de l’hydratation sur le comportement de
la matrice cimentaire sollicitée en traction et son incidence sur la capacité des fibres à la
reprise d’efforts à travers la fissure.
Figure II-13 : Faciès de rupture d’éprouvettes de CEM VF après un essai de traction directe
Les deux photos de la figure II-13 représentent le faciès de rupture d’une éprouvette de CEM
VF après un essai de traction directe. L’état de la zone de rupture est la même pour les
différents types de béton. Concernant les fibres, on en retrouve une quantité importante (de 60
à 80 pour une section d’environ 36 cm² selon les éprouvettes). La répartition des fibres est
relativement homogène.
Les fibres visibles à l’interface ne sont pas cassées. Ceci signifie que la diminution des
résistances résiduelles est due à l’arrachement des fibres, à une diminution progressive de
l’ancrage de ce type de fibres. Par leur forme, leur nature ainsi que leur surface spécifique, les
fibres utilisées peuvent être décrites comme glissantes (par opposition aux fibres dites
adhérentes) [Turatsinze et al. 2003]. Elles offrent une adhérence modérée avec la matrice. Il
en résulte un palier de résistance résiduelle bas mais long, c'est-à-dire maintenu jusqu’à des
niveaux d’ouverture de fissure élevés.

Chapitre II : Propriétés physiques des bétons Andra
Page 107
Les courbes contraintes en fonction de l’ouverture de fissure (CMOD) pour les quatre
compositions sont présentées dans les figures II-14 pour le CEM I, II-15 pour le CEM IF, II-
16 pour le CEM V et II-17 pour le CEM VF.
0
1
2
3
4
5
6
7
0 0,02 0,04 0,06 0,08 0,1 0,12 0,14 0,16 0,18
CMOD (mm)
Contraintes (MPa)
90j
2j3j
7j
28j
Figure II-14 : Evolution du comportement en traction directe contrôlé par l’ouverture de la
fissure : cas du CEM I

Chapitre II : Propriétés physiques des bétons Andra
Page 108
0
1
2
3
4
5
6
7
0 0,5 1 1,5 2 2,5 3 3,5 4
CMOD (mm)
Contraintes (MPa)
2j
3j
7j
28j
90j
Figure II-15 : Evolution du comportement en traction directe contrôlé par l’ouverture de la
fissure : cas du CEM IF
0
1
2
3
4
5
6
7
0 0,02 0,04 0,06 0,08 0,1 0,12 0,14 0,16 0,18
CMOD (mm)
Contraintes (MPa)
3j
7j
28j
90j
Figure II-16 : Evolution du comportement en traction directe contrôlé par l’ouverture de la
fissure : cas du CEM V

Chapitre II : Propriétés physiques des bétons Andra
Page 109
0
1
2
3
4
5
6
7
0 0,5 1 1,5 2 2,5 3 3,5 4
CMOD (mm)
Contraintes (MPa)
3j
7j
28j
90j
Figure II-17 : Evolution du comportement en traction directe contrôlé par l’ouverture de la
fissure : cas du CEM VF
Les essais sur CEM VF à des échéances inférieures à 3 jours n’ont pas pu être effectués. Ce
béton étant constitué de CEM V (contenant du clinker, des cendres volantes et du laitier de
hauts fourneaux), de fumée de silice et d’un superplastifiant retardateur de prise, il a été
difficile de démouler les éprouvettes avant 36 heures de conservation, la prise n’étant pas
suffisamment avancée. Il n’était donc pas possible de les utiliser pour ce type d’essai. Nous
avons tenté de réaliser des essais à 2 jours mais sans doute à cause de l’humidité qui rend le
collage problématique, nous avons systématiquement constaté une rupture au niveau de cette
faible liaison entre l’éprouvette et le plateau de chargement. Il en va de même des essais sur
CEM IF à des échéances inférieures à 2 jours. Certains essais ont pu être réalisés entièrement
mais pas en nombre suffisant pour nous permettre, compte tenu de la dispersion, de tirer une
conclusion basée sur un comportement moyen solide.
En se basant sur les résultats obtenus à 90 jours, nous proposons une description du
comportement en traction directe des différents bétons.
Le comportement des bétons sans fibres, que ce soit le CEM I ou le CEM V, peut globalement
se décomposer en deux phases :
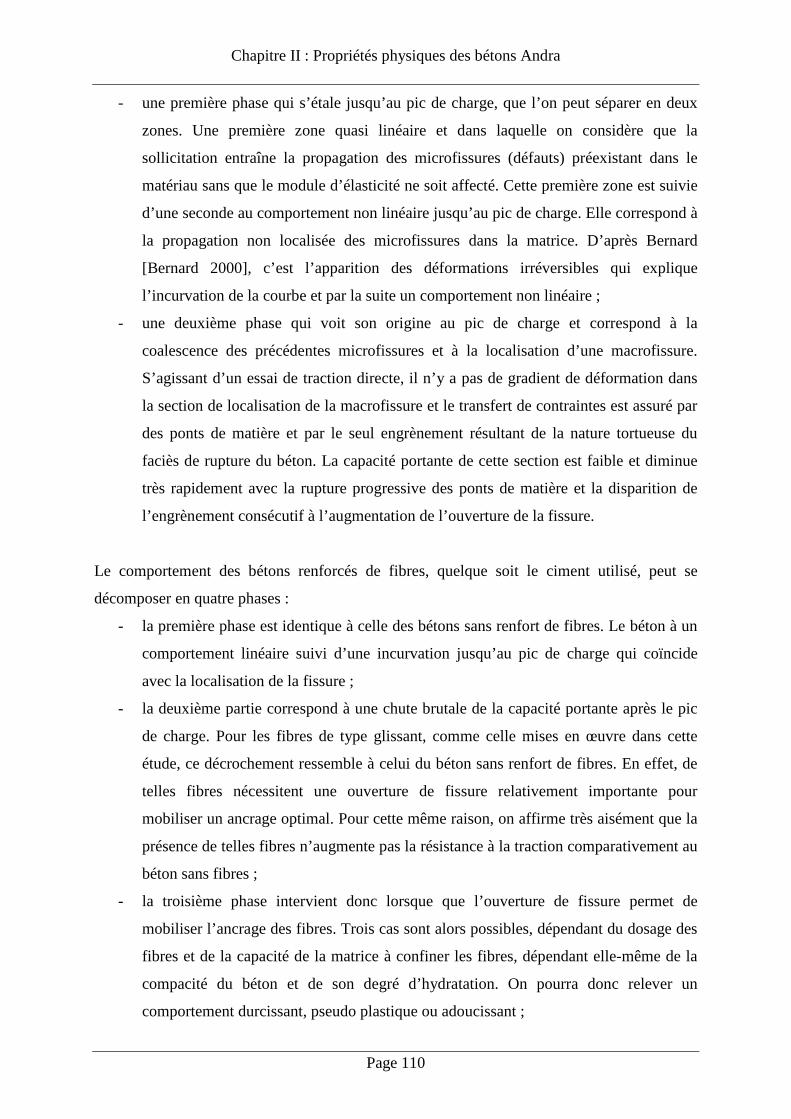
Chapitre II : Propriétés physiques des bétons Andra
Page 110
- une première phase qui s’étale jusqu’au pic de charge, que l’on peut séparer en deux
zones. Une première zone quasi linéaire et dans laquelle on considère que la
sollicitation entraîne la propagation des microfissures (défauts) préexistant dans le
matériau sans que le module d’élasticité ne soit affecté. Cette première zone est suivie
d’une seconde au comportement non linéaire jusqu’au pic de charge. Elle correspond à
la propagation non localisée des microfissures dans la matrice. D’après Bernard
[Bernard 2000], c’est l’apparition des déformations irréversibles qui explique
l’incurvation de la courbe et par la suite un comportement non linéaire ;
- une deuxième phase qui voit son origine au pic de charge et correspond à la
coalescence des précédentes microfissures et à la localisation d’une macrofissure.
S’agissant d’un essai de traction directe, il n’y a pas de gradient de déformation dans
la section de localisation de la macrofissure et le transfert de contraintes est assuré par
des ponts de matière et par le seul engrènement résultant de la nature tortueuse du
faciès de rupture du béton. La capacité portante de cette section est faible et diminue
très rapidement avec la rupture progressive des ponts de matière et la disparition de
l’engrènement consécutif à l’augmentation de l’ouverture de la fissure.
Le comportement des bétons renforcés de fibres, quelque soit le ciment utilisé, peut se
décomposer en quatre phases :
- la première phase est identique à celle des bétons sans renfort de fibres. Le béton à un
comportement linéaire suivi d’une incurvation jusqu’au pic de charge qui coïncide
avec la localisation de la fissure ;
- la deuxième partie correspond à une chute brutale de la capacité portante après le pic
de charge. Pour les fibres de type glissant, comme celle mises en œuvre dans cette
étude, ce décrochement ressemble à celui du béton sans renfort de fibres. En effet, de
telles fibres nécessitent une ouverture de fissure relativement importante pour
mobiliser un ancrage optimal. Pour cette même raison, on affirme très aisément que la
présence de telles fibres n’augmente pas la résistance à la traction comparativement au
béton sans fibres ;
- la troisième phase intervient donc lorsque que l’ouverture de fissure permet de
mobiliser l’ancrage des fibres. Trois cas sont alors possibles, dépendant du dosage des
fibres et de la capacité de la matrice à confiner les fibres, dépendant elle-même de la
compacité du béton et de son degré d’hydratation. On pourra donc relever un
comportement durcissant, pseudo plastique ou adoucissant ;
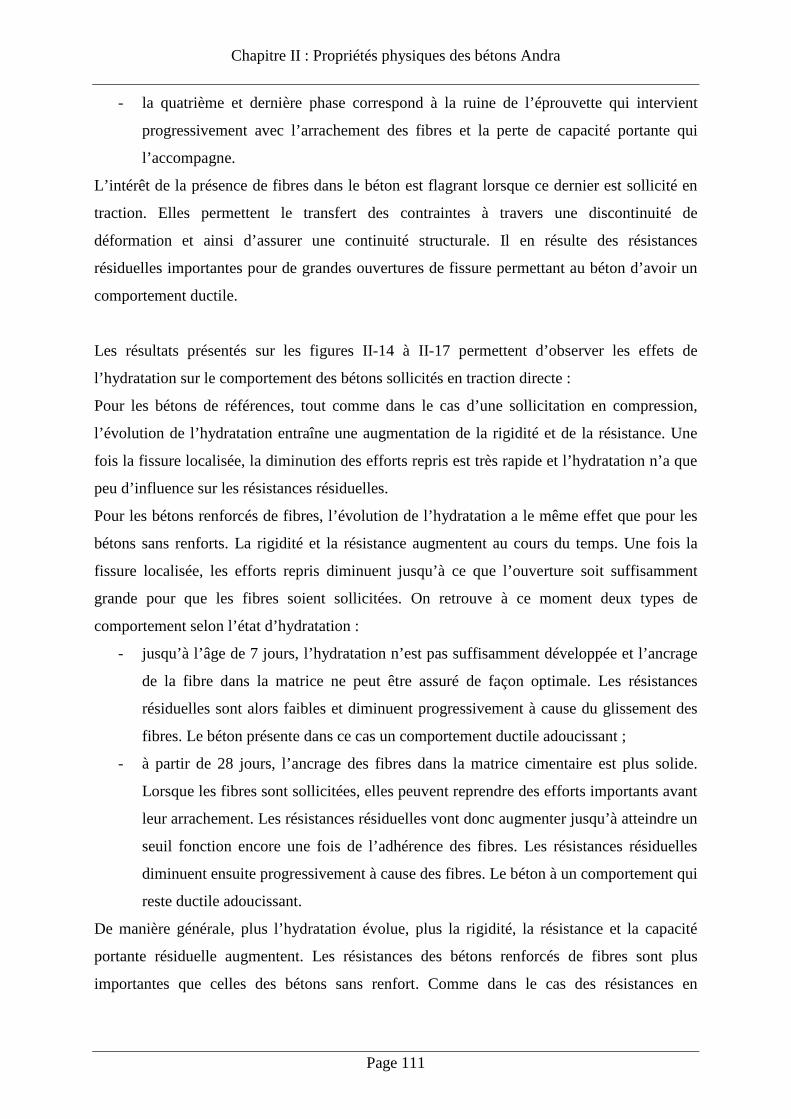
Chapitre II : Propriétés physiques des bétons Andra
Page 111
- la quatrième et dernière phase correspond à la ruine de l’éprouvette qui intervient
progressivement avec l’arrachement des fibres et la perte de capacité portante qui
l’accompagne.
L’intérêt de la présence de fibres dans le béton est flagrant lorsque ce dernier est sollicité en
traction. Elles permettent le transfert des contraintes à travers une discontinuité de
déformation et ainsi d’assurer une continuité structurale. Il en résulte des résistances
résiduelles importantes pour de grandes ouvertures de fissure permettant au béton d’avoir un
comportement ductile.
Les résultats présentés sur les figures II-14 à II-17 permettent d’observer les effets de
l’hydratation sur le comportement des bétons sollicités en traction directe :
Pour les bétons de références, tout comme dans le cas d’une sollicitation en compression,
l’évolution de l’hydratation entraîne une augmentation de la rigidité et de la résistance. Une
fois la fissure localisée, la diminution des efforts repris est très rapide et l’hydratation n’a que
peu d’influence sur les résistances résiduelles.
Pour les bétons renforcés de fibres, l’évolution de l’hydratation a le même effet que pour les
bétons sans renforts. La rigidité et la résistance augmentent au cours du temps. Une fois la
fissure localisée, les efforts repris diminuent jusqu’à ce que l’ouverture soit suffisamment
grande pour que les fibres soient sollicitées. On retrouve à ce moment deux types de
comportement selon l’état d’hydratation :
- jusqu’à l’âge de 7 jours, l’hydratation n’est pas suffisamment développée et l’ancrage
de la fibre dans la matrice ne peut être assuré de façon optimale. Les résistances
résiduelles sont alors faibles et diminuent progressivement à cause du glissement des
fibres. Le béton présente dans ce cas un comportement ductile adoucissant ;
- à partir de 28 jours, l’ancrage des fibres dans la matrice cimentaire est plus solide.
Lorsque les fibres sont sollicitées, elles peuvent reprendre des efforts importants avant
leur arrachement. Les résistances résiduelles vont donc augmenter jusqu’à atteindre un
seuil fonction encore une fois de l’adhérence des fibres. Les résistances résiduelles
diminuent ensuite progressivement à cause des fibres. Le béton à un comportement qui
reste ductile adoucissant.
De manière générale, plus l’hydratation évolue, plus la rigidité, la résistance et la capacité
portante résiduelle augmentent. Les résistances des bétons renforcés de fibres sont plus
importantes que celles des bétons sans renfort. Comme dans le cas des résistances en

Chapitre II : Propriétés physiques des bétons Andra
Page 112
compression, ceci est dû à la présence d’une plus grande quantité de ciment et à la fumée de
silice plutôt qu’à la présence des fibres.
Dans le cas du CEM VF à 7 jours, la courbe présente un comportement ductile durcissant et
atteint des valeurs de résistances résiduelles importantes, qui sont plus fortes que le pic de
charge mesuré à 28 jours. Un tel comportement au jeune âge nous à conduit à en chercher la
cause. Il s’avère que pour l’éprouvette concernée, la section fissurée comprenait un nombre
moyen de fibres (130) supérieur à la moyenne (70). Malgré une capacité d’ancrage limitée à
cet âge, la forte densité de fibres dans la section justifie une telle réponse.
Les valeurs de résistance au pic avant localisation de la fissuration, mais aussi des résistances
résiduelles, sont très élevées. On trouve des valeurs à 90 jours d’environ 5 MPa pour les
bétons sans fibres et des valeurs d’environ 6 MPa pour les bétons fibrés. Ces bétons étant des
bétons de hautes performances, leur compacité améliorée entraine des résistances mécaniques
plus élevées comparativement à celles des bétons dits ordinaires.
II-2.1.5. Flexion 3 points
Les essais de flexion 3 points ont été réalisés selon la norme [NF EN 14651+A1 2007]
présentée dans l’annexe B aux échéances de 3j, 7j, 28j, et 90j, afin de déterminer l’évolution
du comportement en traction par flexion des bétons Andra en fonction du temps et donc de
l’hydratation. Les résultats sont présentés sous forme de courbes Effort – Flèche dans les
figures II-18 à II-21.
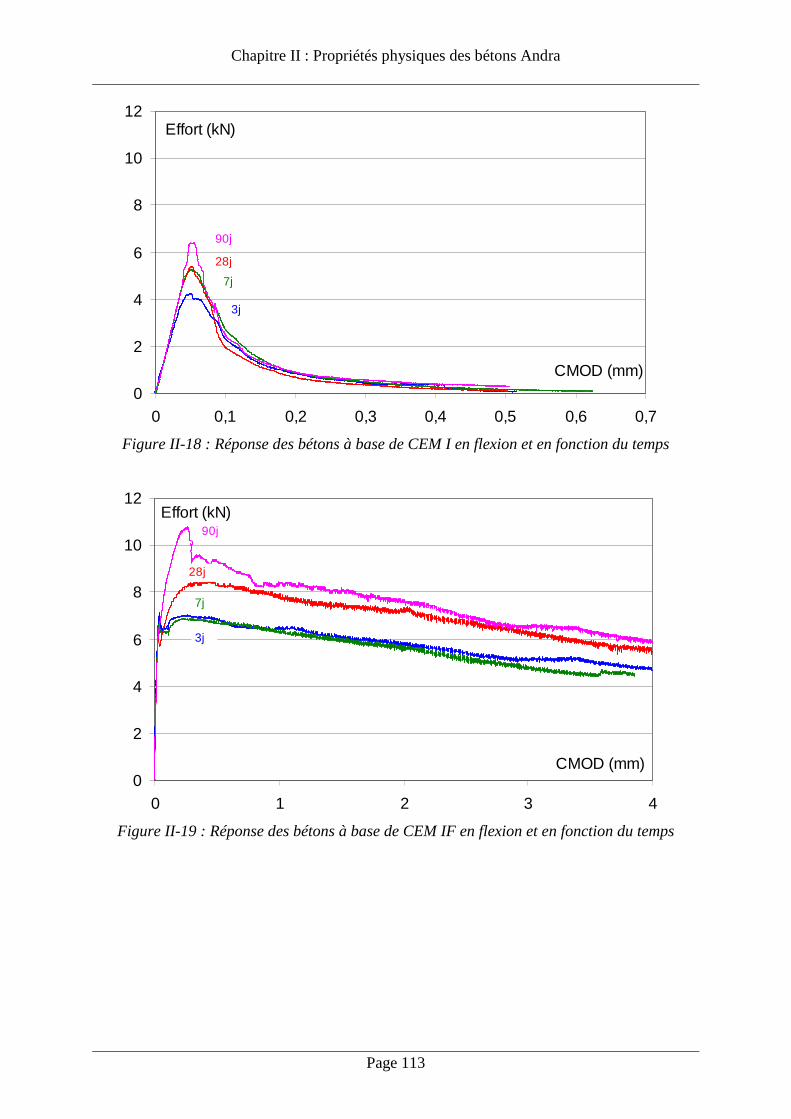
Chapitre II : Propriétés physiques des bétons Andra
Page 113
0
2
4
6
8
10
12
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7
CMOD (mm)
Effort (kN)
3j
7j
28j
90j
Figure II-18 : Réponse des bétons à base de CEM I en flexion et en fonction du temps
0
2
4
6
8
10
12
0 1 2 3 4
CMOD (mm)
Effort (kN)
3j
7j
28j
90j
Figure II-19 : Réponse des bétons à base de CEM IF en flexion et en fonction du temps

Chapitre II : Propriétés physiques des bétons Andra
Page 114
0
2
4
6
8
10
12
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7
CMOD (mm)
Effort (kN)
3j
7j
28j
90j
Figure II-20 : Réponse des bétons à base de CEM V en flexion et en fonction du temps
0
2
4
6
8
10
12
0 1 2 3 4
CMOD (mm)
Effort (kN)
28j
3j
7j
90j
Figure II-21 : Réponse des bétons à base de CEM VF en flexion et en fonction du temps
En se basant sur les résultats obtenus à 90 jours, on peut analyser le comportement général des
bétons sollicités en traction directe, avec ou sans renfort de fibres.
Comme dans le cas de la traction directe, le comportement des bétons de référence en traction
par flexion peut se décomposer en deux phases :

Chapitre II : Propriétés physiques des bétons Andra
Page 115
- la première est une zone linéaire suivi d’une incurvation de la courbe avant le pic de
charge ;
- la deuxième partie correspond au développement de la fissure entrainant la chute
brutale des efforts, ceci pour des flèches très faibles.
Le comportement en flexion des bétons renforcés de fibres est du type ductile durcissant. Il se
décompose en quatre phases :
- pour les fibres glissantes, la première partie est similaire à celle des bétons non fibrés.
Les fibres n’interviennent pas lors de cette phase de montée en charge ;
- la deuxième partie correspond à la localisation de la fissure et à la chute de la capacité
portante résiduelle jusqu’à une ouverture de fissure suffisante pour un ancrage optimal
des fibres ;
- contrairement à ce qui se passe en traction directe, en flexion la fissure se propage
dans une section présentant un gradient de déformation où se retrouvent une zone de
béton comprimé et une zone fissurée dans laquelle la reprise des contraintes est
progressivement transmise aux fibres. Une autre différence avec l’essai de traction
directe est que l’initiation de la fissure en flexion a lieu bien avant le pic de charge à
environ 60% de la capacité portante [Turatsinze 1992]. C’est ce schéma qui fait que
l’effet d’un renfort par des fibres est plus visible en traction par flexion qu’en traction
simple. Un renfort de fibres à des dosages courants augmente la résistance en flexion
alors que, comme nous l’avons expliqué précédemment, ce n’est généralement pas le
cas de la résistance en traction directe. Pour la même raison, son comportement post
fissuration durcissant peut être observé en flexion alors qu’il est adoucissant en
traction et ceci pour le même béton renforcé par des fibres ;
- la quatrième partie correspond à la diminution progressive des résistances résiduelles
lorsque le nombre de fibres arrachées est tel que l’on s’achemine vers la ruine de
l’éprouvette.
On peut, de la même manière, étudier les effets de l’hydratation sur le comportement des
bétons.
Quelque soit le type de béton étudié, l’évolution de l’hydratation entraine une augmentation
de la rigidité de la matrice cimentaire et de la résistance. Le comportement post fissuration
des bétons de référence n’est que peu influencé par l’hydratation. Dans le cas des bétons
renforcés de fibres, l’hydratation conduit à une augmentation de l’ancrage des fibres dans la

Chapitre II : Propriétés physiques des bétons Andra
Page 116
matrice cimentaire permettant aux composites de reprendre des efforts résiduels de plus en
plus importants.
Les énergies de fissuration présentées dans le tableau II-7 permettent aussi de comparer le
comportement des bétons avec et sans renfort de fibres et de quantifier l’influence de
l’hydratation. Elles ont été calculées à partir des courbes force – flèche déterminées
expérimentalement et à l’aide de la formule suivante :
A
WdxF
AG
x
F0
0
.1 == ∫ (II-1)
où A est la section projetée de la fracture et W0 est l’aire sous la courbe effort-flèche.
(kN/m) 3j 7j 28j 90j CEM I 0,07 0,07 0,07 0,08 CEM IF 2,85 2,41 3,52 3,64 CEM V 0,06 0,06 0,04 0,07 CEM VF 2,68 3,75 3,80 3,90
Tableau II-7 : Evolution des énergies spécifiques apparentes de fissuration en fonction du
temps pour les différents bétons étudiés
0
0,5
1
1,5
2
2,5
3
3,5
4
0 10 20 30 40 50 60 70 80 90
Temps (j)
Energie de fissuration (kN/m)
CEM IF
CEM I
CEM VF
CEM V
Figure II-22 : Evolution de l’énergie de fissuration en fonction de temps pour les différentes
compositions

Chapitre II : Propriétés physiques des bétons Andra
Page 117
Les courbes présentées sur le diagramme de la figure II-22 permettent de mieux appréhender
les effets de l’hydratation et ceux d’un renfort par des fibres sur les énergies de fissuration.
Pour les bétons non fibrés, on n’observe pas d’évolution significative des énergies de
fissuration au cours du temps dans la période étudiée, ces énergies restant très faibles. Le
comportement de ces bétons reste donc globalement fragile.
Pour les bétons renforcés de fibres, les valeurs d’énergies de fissuration augmentent avec le
temps et atteignent dès 3 jours des valeurs très élevées. Ceci est dû à la fois à l’amélioration
de la résistance et de la rigidité de la matrice et à l’augmentation de l’adhérence entre les
fibres et la matrice.
Les variations observées pour les bétons de CEM IF entre 3 et 7 jours (diminution de
l’énergie de fissuration) sont liées à une différence du nombre de fibres sollicitées au niveau
de la zone fissurée (plus faible dans l’essai à 7 jours).
Ces essais permettent de mesurer l’efficacité des fibres dans le béton vis-à-vis d’une
sollicitation de traction par flexion, qui fait aussi intervenir la qualité de la matrice cimentaire
en zone non fissurée. Comparé aux bétons sans renforts de fibres, ces énergies de fissuration
sont nettement plus importantes : elles sont environ 50 fois plus grandes.
Les essais précédents ont été effectués sur des éprouvettes de dimensions 100x100x500 mm
afin de travailler dans les mêmes conditions que lors de programmes de recherche Andra
antérieurs consacrés à l’étude des bétons de référence Andra. Des essais complémentaires de
flexion 3 points ont été effectués sur des éprouvettes de CEM IF ayant des dimensions
correspondantes à celles préconisées par la norme [NF EN 14651+A1 2007], c'est-à-dire
150x150x550 mm. Les résultats sont présentés en annexe E.
II-2.2. Comportement à long terme : Influence de la décalcification des bétons
Dans le cadre du stockage de déchets radioactifs en formation géologique profonde, le béton
va être soumis à une décalcification suite à la resaturation des tunnels avec une eau issue de la
couche géologique après environ 1500 ans [Sellier 2004]. La modélisation du comportement à
long terme nécessite la caractérisation des propriétés physiques des bétons soumis au
phénomène de décalcification. Comme cela a été expliqué dans la partie I-3.1.2., la
décalcification des bétons à l’eau est un processus très lent. Afin de pouvoir travailler durant
la thèse sur des volumes de bétons dégradés représentatifs, des éprouvettes ont été soumises à

Chapitre II : Propriétés physiques des bétons Andra
Page 118
une dégradation accélérée au nitrate d’ammonium afin d’accélérer le processus de
décalcification.
II-2.2.1. Dégradation chimique
Le processus de dégradation accélérée par immersion dans du nitrate d’ammonium 6M est
décrit en annexe B. Les différents phénomènes se déroulant durant ce type de dégradation ont
été présentés au paragraphe I-3.1.2.
Afin de caractériser et quantifier le processus de dégradation, des prélèvements de solution
ont été effectués à échéances régulières afin de doser les quantités de calcium lixiviés. Les
résultats de ces dosages en fonction de la racine carrée du temps sont présentés sur la figure
II-23.
0
50
100
150
200
250
300
350
0 5 10 15 20 25
Temps (√j)
Quantité de calcium
lixivié (mol/m3 de solution)
CEM I
CEM V
CEM VF
CEM IF
Figure II-23 : Quantités de calcium lixivié en fonction de la racine carrée du temps pour les
quatre compositions
Ce diagramme montre une variation de la quantité de calcium lixivié en fonction de la racine
carrée du temps pour les quatre compositions. La linéarité est la signature d’un phénomène
diffusif. Les épaulements visibles sur les courbes correspondent aux renouvellements de
solution qui perturbent l’attaque.
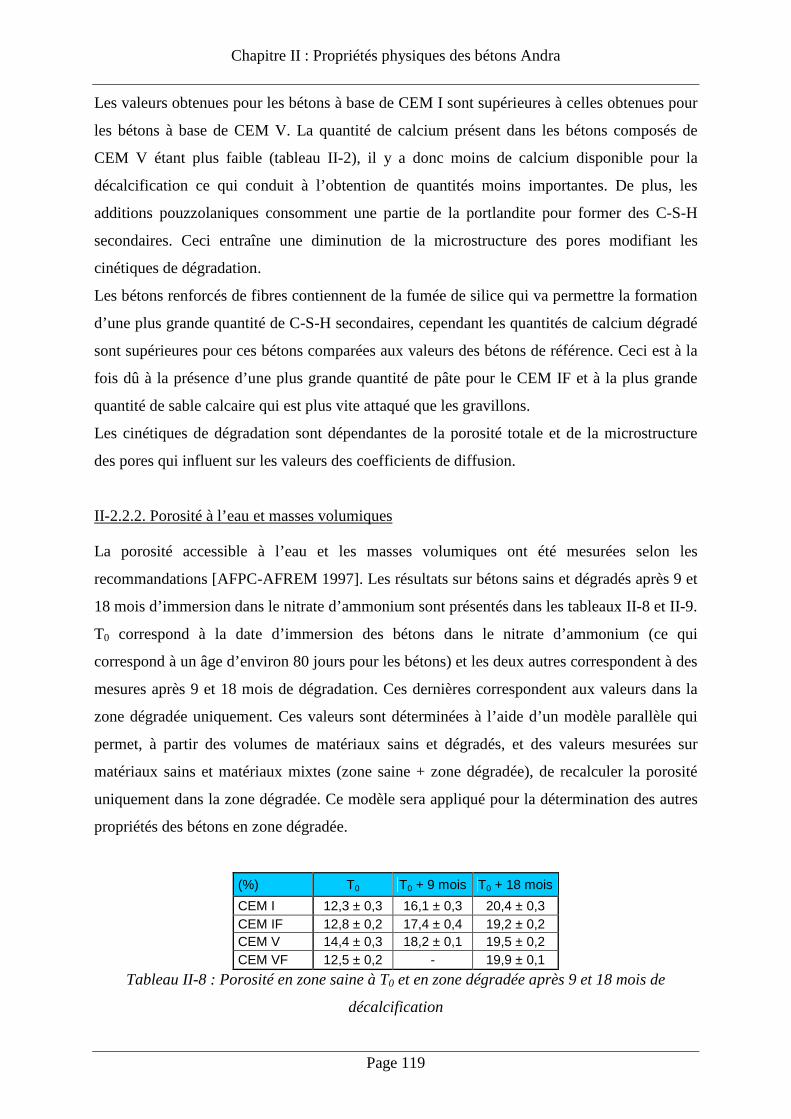
Chapitre II : Propriétés physiques des bétons Andra
Page 119
Les valeurs obtenues pour les bétons à base de CEM I sont supérieures à celles obtenues pour
les bétons à base de CEM V. La quantité de calcium présent dans les bétons composés de
CEM V étant plus faible (tableau II-2), il y a donc moins de calcium disponible pour la
décalcification ce qui conduit à l’obtention de quantités moins importantes. De plus, les
additions pouzzolaniques consomment une partie de la portlandite pour former des C-S-H
secondaires. Ceci entraîne une diminution de la microstructure des pores modifiant les
cinétiques de dégradation.
Les bétons renforcés de fibres contiennent de la fumée de silice qui va permettre la formation
d’une plus grande quantité de C-S-H secondaires, cependant les quantités de calcium dégradé
sont supérieures pour ces bétons comparées aux valeurs des bétons de référence. Ceci est à la
fois dû à la présence d’une plus grande quantité de pâte pour le CEM IF et à la plus grande
quantité de sable calcaire qui est plus vite attaqué que les gravillons.
Les cinétiques de dégradation sont dépendantes de la porosité totale et de la microstructure
des pores qui influent sur les valeurs des coefficients de diffusion.
II-2.2.2. Porosité à l’eau et masses volumiques
La porosité accessible à l’eau et les masses volumiques ont été mesurées selon les
recommandations [AFPC-AFREM 1997]. Les résultats sur bétons sains et dégradés après 9 et
18 mois d’immersion dans le nitrate d’ammonium sont présentés dans les tableaux II-8 et II-9.
T0 correspond à la date d’immersion des bétons dans le nitrate d’ammonium (ce qui
correspond à un âge d’environ 80 jours pour les bétons) et les deux autres correspondent à des
mesures après 9 et 18 mois de dégradation. Ces dernières correspondent aux valeurs dans la
zone dégradée uniquement. Ces valeurs sont déterminées à l’aide d’un modèle parallèle qui
permet, à partir des volumes de matériaux sains et dégradés, et des valeurs mesurées sur
matériaux sains et matériaux mixtes (zone saine + zone dégradée), de recalculer la porosité
uniquement dans la zone dégradée. Ce modèle sera appliqué pour la détermination des autres
propriétés des bétons en zone dégradée.
(%) T0 T0 + 9 mois T0 + 18 mois
CEM I 12,3 ± 0,3 16,1 ± 0,3 20,4 ± 0,3 CEM IF 12,8 ± 0,2 17,4 ± 0,4 19,2 ± 0,2 CEM V 14,4 ± 0,3 18,2 ± 0,1 19,5 ± 0,2 CEM VF 12,5 ± 0,2 - 19,9 ± 0,1
Tableau II-8 : Porosité en zone saine à T0 et en zone dégradée après 9 et 18 mois de
décalcification

Chapitre II : Propriétés physiques des bétons Andra
Page 120
(%) T0 T0 + 9 mois T0 + 18 mois
CEM I 2329 ± 4 2232 ± 12 2160 ± 15 CEM IF 2346 ± 6 2292 ± 13 2225 ± 8 CEM V 2266 ± 15 2188 ± 11 2140 ± 21 CEM VF 2318 ± 3 - 2120 ±14
Tableau II-9 : Masses volumiques en zone saine à T0 et en zone dégradée après 9 et 18 mois
de décalcification
L’évolution des valeurs de porosité permet d’étudier l’intensité de la décalcification selon le
type de composition.
Cependant, suite à des problèmes expérimentaux et à la faible quantité de matériaux dégradés
disponibles pour les essais (restriction due au volume des bacs de dégradation), la porosité du
CEM VF n’a pu être déterminée de manière précise. Néanmoins, les valeurs à 0 et 18 mois du
CEM VF semblent indiquer que le comportement de ce béton est similaire à celui du CEM IF,
ces deux bétons contenant de la fumée de silice qui modifie de manière importante la
microstructure de la porosité.
Pour les trois autres bétons étudiés, la porosité moyenne accessible à l’eau augmente
d’environ 30 % pendant les neuf premiers mois de décalcification. Cette augmentation est due
à la consommation de la portlandite et à la décalcification partielle des C-S-H, phénomène
plus lent que la dissolution de la portlandite.
Entre 9 et 18 mois, la porosité augmente d’environ 10 % pour le CEM IF et le CEM V. Dans
le cas du CEM I, la progression est plus importante vu qu’on note une augmentation de 27 %.
Le CEM IF et le CEM VF contiennent une plus grande quantité de C-S-H du fait de la
présence d’additions pouzzolaniques en plus du clinker. La quantité de portlandite est donc
réduite, celle-ci étant entièrement consommée par la réaction pouzzolanique durant les
premiers mois. L’augmentation entre 9 et 18 mois est donc uniquement due à la poursuite des
réactions de décalcification des C-S-H.
Dans le cas du CEM I, la quantité de portlandite disponible pour la dégradation est plus
importante conduisant ainsi à une augmentation plus importante de la porosité entre 9 et 18
mois comparée aux autres bétons.
Concernant les masses volumiques à l’état sain, la présence des fibres conduit à l’obtention de
valeurs plus fortes du fait de leur densité plus importante (environ 8). Après dégradation, les
valeurs diminuent à cause de la disparition du calcium dans le béton. C’est pour cette raison

Chapitre II : Propriétés physiques des bétons Andra
Page 121
que la masse volumique diminue de manière plus importante pour le CEM I comparé aux
autres compositions.
II-2.2.3. Comportement mécanique
Afin de caractériser le comportement mécanique des bétons dégradés, des essais ont été
effectués sous deux formes différentes :
- essais découplés : il s’agit d’essais de compression, de traction directe et de flexion 4
points qui ont été effectués sur des bétons ayant subi 9 et 18 mois de dégradation. Ces
essais ont permis de quantifier l’influence de la dégradation sur les propriétés
mécaniques ;
- essais couplés : il s’agit d’essais de fluage de compression et de fluage de flexion en
immersion dans des bains de nitrate d’ammonium 6M. Ces essais ont pour but de
caractériser le comportement des bétons soumis à une dégradation chimique et à une
sollicitation mécanique simultanée.
Ces essais ont été réalisés au CEBTP de Saint Rémy lés Chevreuse sous la direction de A.
HASNI pour le compte de l’Andra dans le cadre du présent travail de thèse. Les résultats sont
présentés dans les sous chapitres suivants.
II-2.2.3.1. Essais découplés
L’ensemble des essais présentés ci-après ont été effectués sur les bétons renforcés de fibres
(CEM IF et CEM VF) à trois échéances : T0 qui correspond à la date de mise en immersion
des bétons dans le nitrate d’ammonium, T0 + 9 mois et T0 + 18 mois qui correspondent
respectivement aux bétons ayant subi 9 et 18 mois de lixiviation accélérée.
Essais de compression
Ces essais sont pilotés en déplacement afin de déterminer le comportement des bétons avant
et après la fissuration. Des boucles chargement – déchargement ont été réalisées aussi bien
avant et après le pic de charge pour déterminer l’influence de la dégradation sur les
déformations irréversibles et l’évolution des modules avec les sollicitations mécaniques. Les
résultats sont présentés sous forme de courbes force – déformation dans les figures II-24 pour
le CEM IF et II-25 pour le CEM VF.
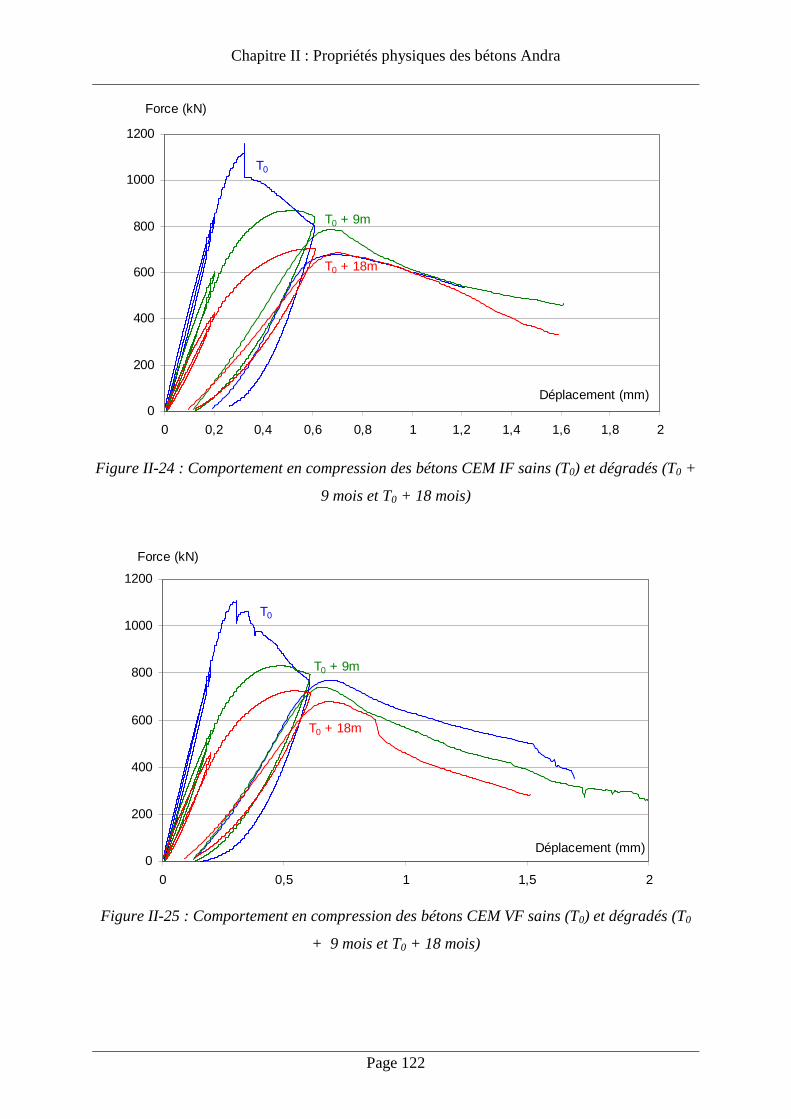
Chapitre II : Propriétés physiques des bétons Andra
Page 122
0
200
400
600
800
1000
1200
0 0,2 0,4 0,6 0,8 1 1,2 1,4 1,6 1,8 2
Déplacement (mm)
Force (kN)
T0
T0 + 9m
T0 + 18m
Figure II-24 : Comportement en compression des bétons CEM IF sains (T0) et dégradés (T0 +
9 mois et T0 + 18 mois)
0
200
400
600
800
1000
1200
0 0,5 1 1,5 2
Déplacement (mm)
Force (kN)
T0 + 9m
T0
T0 + 18m
Figure II-25 : Comportement en compression des bétons CEM VF sains (T0) et dégradés (T0
+ 9 mois et T0 + 18 mois)

Chapitre II : Propriétés physiques des bétons Andra
Page 123
Dans le cas des essais de compression, la décalcification va modifier la rigidité du matériau et
sa résistance. Le matériau devient plus déformable et sa capacité portante diminue. Les
valeurs des résistances diminuent après 9 et 18 mois de dégradation comparées aux valeurs à
T0. Ceci est une conséquence de la dissolution de la portlandite et surtout de la décalcification
des C-S-H qui ont un rôle plus important que la portlandite vis-à-vis des résistances
mécaniques.
Regardons tout d’abord le comportement global des éprouvettes mixtes, c'est-à-dire
composées de deux parties ayant des propriétés différentes. En compression, les fibres sont
principalement sollicitées en cisaillement, mode pour lequel elles ne sont pas performantes.
Elles participent donc peu à l’amélioration du comportement du béton. La mesure du
comportement post pic permet de faire intervenir les fibres et d’évaluer l’influence de la
dégradation sur l’adhérence entre les fibres et la matrice cimentaire. On note une légère
diminution des résistances résiduelles, bien que les valeurs aux trois échéances soient très
proches.
Les figures II-24 et II-25 mettent en évidence une élasticité des matériaux dans la phase
précédent le pic de charge quelque soit leur état de dégradation.
Lorsque le matériau est dégradé, la zone décalcifiée participe à la reprise des efforts mais de
manière beaucoup moins importante que la zone saine. Si on considère uniquement cette zone
saine, on s’aperçoit que sa section diminue entraînant ainsi une augmentation de l’élancement.
Des essais sur des bétons d’élancement variant de 0,5 à 2 montrent une diminution de la
ductilité avec l’augmentation de ces élancements [Van Mier et al. 1997]. Les efforts résiduels
étant plus faibles, ils ne permettent pas le développement de déformations irréversibles. Ceci
explique la diminution des déformations irréversibles des bétons dégradés.
Ces remarques sont valables pour le CEM IF et le CEM VF. Les valeurs du module, de la
résistance et de la capacité portante résiduelle sont sensiblement égales pour les deux
compositions que ce soit à l’état sain ou dégradé.
Ces résultats sont obtenues sur des bétons dits mixte, c'est-à-dire dont une partie est saine et
une autre dégradée. En fonction des résultats obtenus sur bétons sains et sur bétons mixtes et
connaissant les épaisseurs dégradées, il est possible, à l’aide d’un modèle parallèle, de
recalculer les valeurs des différentes caractéristiques en zone dégradée uniquement.
Les résultats des tableaux II-10 et II-11 représentent les valeurs des résistances en
compression Rc, des modules d’élasticité E et des coefficients de Poisson υ en zone saine et
dans la zone dégradée uniquement après 9 et 18 mois de dégradation.

Chapitre II : Propriétés physiques des bétons Andra
Page 124
CEM IF T0 T0 + 9 mois T0 + 18 mois
Rc (Mpa) 98 70 44 E (MPa) 44645 17011 12101 υ 0,27 0,22 0,21
Tableau II-10 : Caractéristiques mécaniques du CEM IF en zones saine et dégradée
CEM VF T0 T0 + 9 mois T0 + 18 mois
Rc (Mpa) 92 70 52 E (MPa) 44153 21109 14057 υ 0,27 0,20 0,19
Tableau II-11 : Caractéristiques mécaniques du CEM VF en zones saine et dégradée
Les résultats sur CEM IF, présentés dans le tableau II-10, montrent une chute importante de la
résistance en compression et du module d’élasticité. La résistance chute de 29% à 9 mois et de
55% à 18 mois par rapport à la valeur initiale. La diminution du module d’élasticité est encore
plus grande vu qu’il baisse de 62% à 9 mois et de 73 % à 18 mois. Ces résultats montrent que
la décalcification importante de ce type de béton affecte particulièrement les propriétés
mécaniques du composite. De plus, la diminution du module au cours des neuf premiers mois
comparée à la valeur après 18 mois montre que la dégradation est très rapide au début de
l’essai et qu’elle devient plus lente par la suite, correspondant respectivement aux phases de
dissolution de la portlandite puis de dégradation progressive des C-S-H.
Les résultats sur CEM VF dans le tableau II-11 présentent les mêmes caractéristiques que
ceux des bétons de CEM IF. Néanmoins, la cinétique de décalcification est plus lente du fait
de la présence des cendres volantes et des laitiers de hauts fourneaux (ce qui signifie une
moins grande quantité de portlandite disponible à la dissolution et une plus grande quantité de
C-S-H qui nécessitent plus de temps pour se décalcifier). Ceci conduit à une diminution des
caractéristiques en zone dégradée moins rapide. La résistance en compression en zone
dégradée diminue de 24% à 9 mois et de 43% à 18 mois, alors que le module d’élasticité
diminue de 52% à 9 mois et de 68% à 18 mois. La dégradation du module entre le neuvième
et le dix-huitième mois est plus importante pour le CEM VF que pour le CEM IF.
Essais de traction directe
Des essais de traction directe sur bétons dégradés ont été effectués. Le protocole de
dégradation et la géométrie des éprouvettes utilisées sont présentés en annexe B et C. Les
courbes force – déformation pour le CEM IF et le CEM VF sont tracées sur la figure II-26.
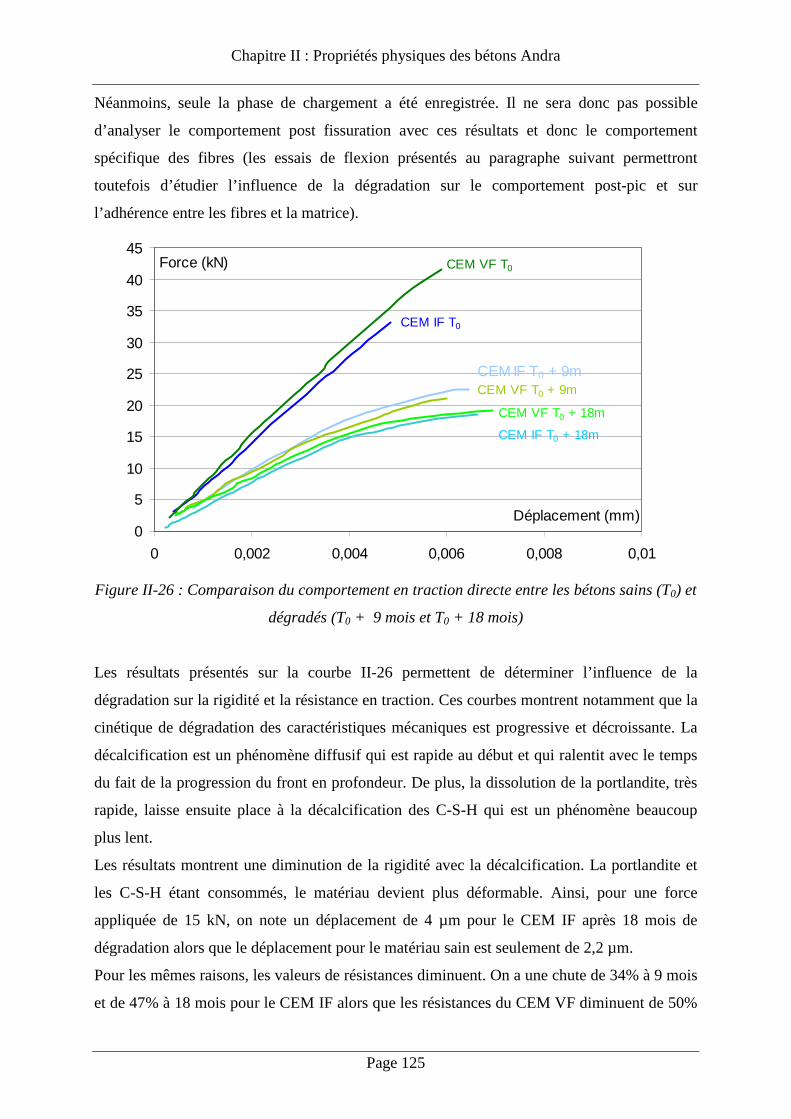
Chapitre II : Propriétés physiques des bétons Andra
Page 125
Néanmoins, seule la phase de chargement a été enregistrée. Il ne sera donc pas possible
d’analyser le comportement post fissuration avec ces résultats et donc le comportement
spécifique des fibres (les essais de flexion présentés au paragraphe suivant permettront
toutefois d’étudier l’influence de la dégradation sur le comportement post-pic et sur
l’adhérence entre les fibres et la matrice).
0
5
10
15
20
25
30
35
40
45
0 0,002 0,004 0,006 0,008 0,01
Déplacement (mm)
Force (kN)
CEM IF T0 + 9mCEM VF T0 + 9m
CEM IF T0 + 18m
CEM VF T0 + 18m
CEM IF T0
CEM VF T0
Figure II-26 : Comparaison du comportement en traction directe entre les bétons sains (T0) et
dégradés (T0 + 9 mois et T0 + 18 mois)
Les résultats présentés sur la courbe II-26 permettent de déterminer l’influence de la
dégradation sur la rigidité et la résistance en traction. Ces courbes montrent notamment que la
cinétique de dégradation des caractéristiques mécaniques est progressive et décroissante. La
décalcification est un phénomène diffusif qui est rapide au début et qui ralentit avec le temps
du fait de la progression du front en profondeur. De plus, la dissolution de la portlandite, très
rapide, laisse ensuite place à la décalcification des C-S-H qui est un phénomène beaucoup
plus lent.
Les résultats montrent une diminution de la rigidité avec la décalcification. La portlandite et
les C-S-H étant consommés, le matériau devient plus déformable. Ainsi, pour une force
appliquée de 15 kN, on note un déplacement de 4 µm pour le CEM IF après 18 mois de
dégradation alors que le déplacement pour le matériau sain est seulement de 2,2 µm.
Pour les mêmes raisons, les valeurs de résistances diminuent. On a une chute de 34% à 9 mois
et de 47% à 18 mois pour le CEM IF alors que les résistances du CEM VF diminuent de 50%

Chapitre II : Propriétés physiques des bétons Andra
Page 126
à 9 mois et du 55% à 18 mois. Ces résultats prouvent encore une fois que la décalcification est
un processus dont la cinétique, rapide en début d’essai, ralentit fortement par la suite. Après 9
mois de dégradation, la portlandite a été totalement dissoute et seule la décalcification des C-
S-H, dont le processus est plus lent, va être responsable des différences entre les essais après 9
et 18 mois d’immersion dans le nitrate d’ammonium.
Essais de flexion 4 points
Des essais de flexion 4 points ont été effectués sur les bétons soumis à la lixiviation accélérée.
Le protocole de dégradation et la géométrie des éprouvettes utilisées sont présentés en annexe
B et C. Les courbes force – flèche obtenues sont présentées sur les figures II-27 pour le CEM
IF et II-28 pour le CEM VF. Les courbes II-29 et II-30 sont les agrandissements de la
première partie des deux courbes précédentes.
0
2
4
6
8
10
12
14
16
18
20
0 0,5 1 1,5 2 2,5 3 3,5 4
Fléche (mm)
Force (kN)
T0
T0 + 18m
T0 + 9m
Figure II-27 : Comportement en flexion 4 points entre des CEM IF sains (T0) et dégradés (T0
+ 9 mois et T0 + 18 mois)

Chapitre II : Propriétés physiques des bétons Andra
Page 127
0
2
4
6
8
10
12
14
16
18
20
0 0,5 1 1,5 2 2,5 3 3,5 4
Fléche (mm)
Force (kN)
T0
T0 + 18m
T0 + 9m
Figure II-28 : Comportement en flexion 4 points entre des CEM VF sains (T0) et dégradés (T0
+ 9 mois et T0 + 18 mois)
0
5
10
15
20
0 0,1 0,2 0,3 0,4 0,5
Fléche (mm)
Force (kN)
T0
T0 + 18m
T0 + 9m
0
5
10
15
20
0 0,1 0,2 0,3 0,4 0,5
Fléche (mm)
Force (kN)
T0
T0 + 18m
T0 + 9m
Figure II-29 : Agrandissement de la figure
II-27
Figure II-30 : Agrandissement de la figure II-
28
Ces résultats nous permettent de compléter l’étude du comportement des bétons renforcés de
fibres soumis à la dégradation au nitrate d’ammonium.
Comme pour les essais de compression ou les essais de traction, la première partie des
courbes jusqu’à la localisation de la fissure montre une diminution de la rigidité et de la
résistance au pic (figure II-29 et II-30). L’intérêt de ces essais est d’étudier le comportement
post pic afin d’en déduire le comportement des fibres dans une matrice cimentaire décalcifiée
et de voir les effets de cette dégradation sur l’adhérence fibres - matrice. Le béton sollicité en
flexion à un comportement ductile durcissant une fois la fissure ouverte. La dégradation

Chapitre II : Propriétés physiques des bétons Andra
Page 128
entraine une baisse des propriétés de la matrice cimentaire et l’adhérence entre les fibres et la
matrice s’en trouve diminuée.
D’après la figure II-28, le pic de résistance résiduelle se déplace avec la dégradation. Les
valeurs des flèches atteintes à ces valeurs maximales sont plus fortes à 9 et 18 mois du fait de
la diminution de la rigidité des bétons. Sur le CEM VF sain, le pic à environ 17,5 kN
correspond à une flèche d’environ 1 mm alors qu’après 18 mois de dégradation, le pic à
environ 13 kN correspond à une flèche de 1,5 mm. La déformabilité du matériau est améliorée
par la dégradation alors que les efforts supportés diminuent.
Le glissement des fibres entraine une diminution progressive des résistances résiduelles. La
dégradation, modifiant les caractéristiques de la matrice, engendre une diminution des
résistances résiduelles supportées mais le comportement général du glissement des fibres n’est
pas modifié. En effet, la cinétique de diminution des résistances résiduelles est semblable
pour l’ensemble des bétons.
II-2.2.3.2. Essais couplés
Par essais couplés nous entendons des essais de fluage en immersion dans des bains de nitrate
d’ammonium 6M. Des essais de fluage en compression et de fluage en flexion 4 points ont été
réalisés au CEBTP pendant 18 mois sur les bétons renforcés de fibres afin de déterminer
expérimentalement les effets couplés d’une sollicitation mécanique et d’une dégradation
chimique. Pour déterminer l’influence de la dégradation, des essais de fluage en immersion
dans une solution de chaux ont été effectués afin de pouvoir ensuite comparer les résultats.
Les protocoles et la géométrie des éprouvettes sont présentés en annexe B et C.
Fluage en compression
Les essais couplés de fluage en compression ont consisté à immerger des éprouvettes dans
une solution de nitrate d’ammonium 6M et à y appliquer une charge constante équivalente à
30% de la résistance en compression, ce qui correspond ici à une charge de 27,5 MPa pour les
deux bétons. Les détails de l’essai sont présentés dans l’annexe B et les résultats sont illustrés
sous la forme de courbes de déformations en fonction du logarithme du temps sur la figure II-
31.

Chapitre II : Propriétés physiques des bétons Andra
Page 129
500
1000
1500
2000
2500
1 10 100 1000
Temps (jours)
Déformation (µm/m)
CEM IF sain CEM IF dégradé CEM VF sain CEM VF dégradé
Figure II-31 : Fluage en compression des bétons immergés dans de la chaux (sain) ou dans
du nitrate d’ammonium (dégradé)
Le fluage des matériaux sains évolue de la même manière pour les deux bétons. Au
chargement, les déformations instantanées valent environ 750 µm/m. Les déformations
augmentent rapidement durant les premiers jours. La vitesse diminue ensuite et la progression
des déformations devient plus lente. Sur le graphique à échelle logarithmique, ceci se traduit
par un comportement quasi linéaire dans le temps. A 670 jours, les déformations atteignent
environ 1000 µm/m pour les deux bétons.
Les éprouvettes soumises à la dégradation sont exposées sur une hauteur de 5 cm. Le reste de
l’éprouvette est isolé à l’aide d’une résine (cf. annexe B). Les résultats durant les vingt
premiers jours sont sensiblement les mêmes que sur les bétons sains. La décalcification
entraine ensuite une diminution de la rigidité et une augmentation de la déformabilité qui
conduit à une augmentation importante des déformations. Les comportements sont les mêmes
pour les deux types de ciment utilisés. Après 670 jours, les déformations atteignent des
valeurs d’environ 2300 µm/m. La décalcification entraine une augmentation des déformations
de 620 % après 670 jours.
Les valeurs sont sensiblement les mêmes pour les deux bétons. Ayant des caractéristiques de
départ proches, ces résultats montrent que la dégradation semble avoir les mêmes effets sur
les deux bétons. Ces résultats sont en concordance avec les valeurs de porosités et des
coefficients de diffusion qui sont identiques malgré la présence des cendres volantes et du

Chapitre II : Propriétés physiques des bétons Andra
Page 130
laitier de hauts fourneaux dans le CEM V. L’ajout de fumée de silice modifie la
microstructure des deux bétons de la même manière ce qui entraîne des processus de
dégradation similaires.
Notons qu’après 670 jours, les éprouvettes ne sont toujours pas fissurées.
Afin de compléter cette étude, nous avons souhaité comparer le comportement en fluage de
compression des bétons renforcés de fibres à celui des bétons de référence. Pour cela, la figure
II-32 représente les résultats obtenus sur les bétons renforcés de fibres et les résultats issus de
programmes antérieurs de l’Andra [Sellier 2004] sur les bétons de référence.
500
1000
1500
2000
2500
1 10 100 1000
Temps (jours)
Déformation (µm/m)
CEM I sain CEM I dégradé CEM V sain CEM V dégradé
CEM IF sain CEM IF dégradé CEM VF sain CEM VF dégradé
Figure II-32 : Fluage en compression des bétons immergés dans de la chaux ou dans du
nitrate d’ammonium des bétons de référence et des bétons renforcés de fibres
Ces résultats permettent plusieurs points de comparaison :
- les déformations instantanées sont plus importantes pour les bétons renforcés de
fibres. Les valeurs des bétons de référence sont d’environ 600 µm/m alors que les
bétons renforcés de fibres ont des valeurs d’environ 750 µm/m. L’ajout de fibres
modifiant les valeurs des résistances en compression, le chargement de fluage est
différent ce qui conduit à des différences de valeurs pour les déformations
instantanées ;
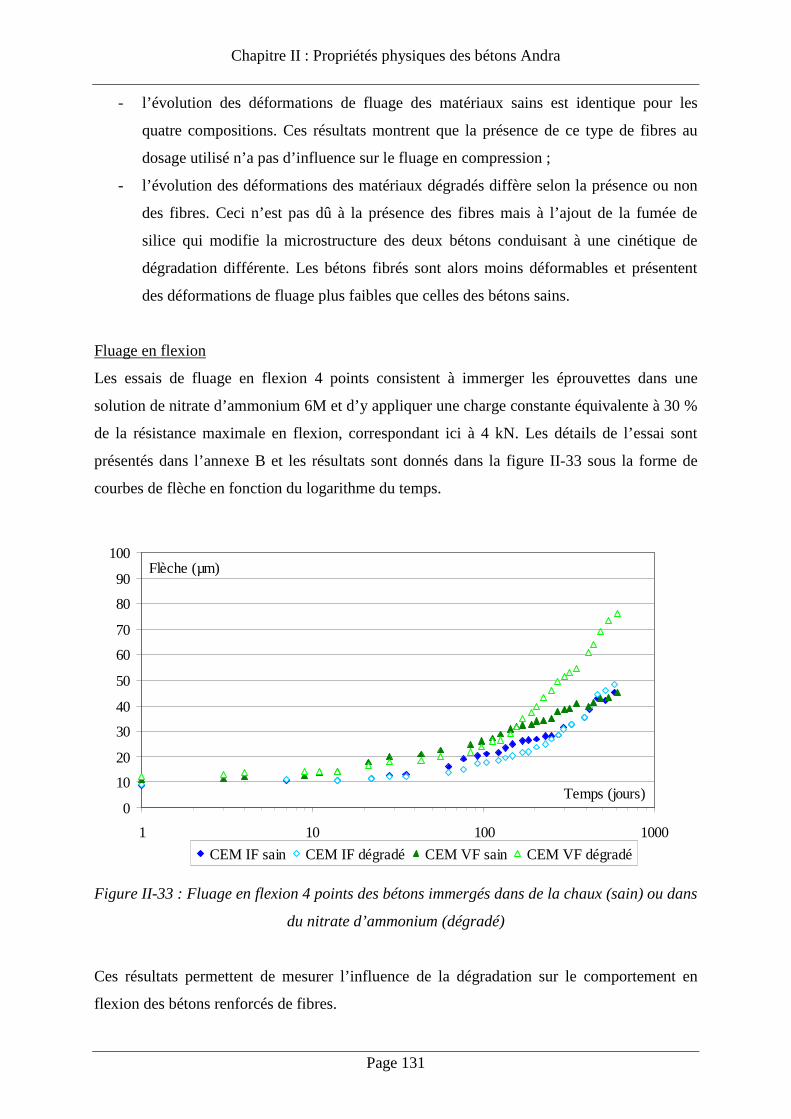
Chapitre II : Propriétés physiques des bétons Andra
Page 131
- l’évolution des déformations de fluage des matériaux sains est identique pour les
quatre compositions. Ces résultats montrent que la présence de ce type de fibres au
dosage utilisé n’a pas d’influence sur le fluage en compression ;
- l’évolution des déformations des matériaux dégradés diffère selon la présence ou non
des fibres. Ceci n’est pas dû à la présence des fibres mais à l’ajout de la fumée de
silice qui modifie la microstructure des deux bétons conduisant à une cinétique de
dégradation différente. Les bétons fibrés sont alors moins déformables et présentent
des déformations de fluage plus faibles que celles des bétons sains.
Fluage en flexion
Les essais de fluage en flexion 4 points consistent à immerger les éprouvettes dans une
solution de nitrate d’ammonium 6M et d’y appliquer une charge constante équivalente à 30 %
de la résistance maximale en flexion, correspondant ici à 4 kN. Les détails de l’essai sont
présentés dans l’annexe B et les résultats sont donnés dans la figure II-33 sous la forme de
courbes de flèche en fonction du logarithme du temps.
0
10
20
30
40
50
60
70
80
90
100
1 10 100 1000
Temps (jours)
Flèche (µm)
CEM IF sain CEM IF dégradé CEM VF sain CEM VF dégradé
Figure II-33 : Fluage en flexion 4 points des bétons immergés dans de la chaux (sain) ou dans
du nitrate d’ammonium (dégradé)
Ces résultats permettent de mesurer l’influence de la dégradation sur le comportement en
flexion des bétons renforcés de fibres.

Chapitre II : Propriétés physiques des bétons Andra
Page 132
Les deux bétons soumis au fluage dans une solution de chaux montrent des comportements
similaires. L’évolution de la flèche est rapide durant les premiers jours après le chargement.
La cinétique de fluage ralentit ensuite progressivement jusqu’à atteindre une vitesse de
progression constante et faible. Ceci se traduit par un comportement linéaire sur la figure II-
33 où le temps est représenté en échelle logarithmique.
La comparaison des bétons soumis à la décalcification n’est pas possible avec nos résultats.
En effet, les valeurs obtenues pour le CEM IF en immersion dans le nitrate d’ammonium ne
semblent pas cohérentes avec les autres valeurs. Les valeurs de flèches sont identiques aux
valeurs obtenues sur le CEM IF immergé dans la chaux alors qu’elles devraient être similaires
à celles du CEM VF immergé dans le nitrate d’ammonium, voire même plus fortes étant
donné que la dégradation est plus rapide pour les bétons à base de CEM I comparé aux bétons
à base de CEM V. Il y a vraisemblablement eu un problème de mesure de flèche étant donné
qu’en fin d’essai, une mesure de la profondeur dégradée à la phénolphtaléine a montré que le
béton était réellement dégradé.
Toutefois, la comparaison entre les valeurs de la flèche du CEM VF à l’état sain et celles du
CEM VF soumis à la dégradation au nitrate d’ammonium, montre que le comportement est
similaire jusqu’à environ 160 jours et qu’ensuite la flèche du béton dégradé augmente
rapidement jusqu’à atteindre une valeur de 76 µm à 670 jours. Comparé au 45 µm mesuré
pour le béton sain, la décalcification entraîne une augmentation de 169 % de la flèche. Ceci
est encore une fois dû à la diminution de la rigidité et des résistances mécaniques en zone
dégradée.
La comparaison avec les essais tirés des programmes antérieurs n’est pas présentée car les
essais réalisés sur bétons sains ont été soumis à des charges variables durant toute la durée des
essais. Dans ces conditions, il est donc difficile d’effectuer des analyses comparatives.
Toutefois, on peut dire que les tendances sont similaires (augmentation de la vitesse de fluage
avec la dégradation).
II-2.2.4. Propriétés de transfert
L’étude des propriétés de transfert est très souvent utilisée en génie civil comme indicateur de
durabilité. Ces propriétés étant fortement dépendantes de la microstructure du matériau, elles
vont être influencées par la composition du béton, mais aussi par le phénomène de
décalcification qui, en lixiviant le calcium dans la pâte de ciment, augmente la porosité et

Chapitre II : Propriétés physiques des bétons Andra
Page 133
modifie sa constructivité. De même, la décalcification est un phénomène diffusif. Il est donc
indispensable de déterminer l’évolution de la diffusion au sein du matériau en cours de
dégradation.
II-2.2.4.1. Perméabilité à l’oxygène
Les perméabilités à l’oxygène sont mesurées selon les recommandations [AFPC-AFREM
1997]. Les perméabilités apparentes appk et intrinsèques intk sur matériaux sains sont
présentées dans le tableau II-12. Ces mesures sont effectuées pour un état de saturation de 0%
dans le but d’effectuer une comparaison entre les différents bétons. La figure II-34 présente
les courbes de variations de la perméabilité en fonction de la pression d’entrée pour les bétons
à l’état sain.
kapp (x10-17m²) Saturation: 0%
Pe 0,1MPa 0,25MPa 0,4MPa Kint (x10-17m²) CEM I 13 ± 1 5 ± 0 5 ± 1 4,0
CEM IF 10 ± 8 9 ± 8 7 ± 7 5,0 CEM V 9 ± 2 8 ± 2 7 ± 2 5,5
CEM VF 6 ± 1 5 ± 0 5 ± 0 5,0 Tableau II-12 : Perméabilité apparentes et intrinsèques des bétons à l’état sain
0,0E+00
2,0E-17
4,0E-17
6,0E-17
8,0E-17
1,0E-16
1,2E-16
0,0E+00 1,0E-06 2,0E-06 3,0E-06 4,0E-06 5,0E-06 6,0E-06 7,0E-06
1/Pmoy (Pa-1)
Perméabilité (m²)
CEM IF
CEM I
CEM VF
CEM V
Figure II-34 : Variations de la perméabilité en fonction de la pression d’entrée des différents
bétons à l’état sain

Chapitre II : Propriétés physiques des bétons Andra
Page 134
La valeur de 13,2x10-17 m² obtenue pour le CEM I pour une pression d’entrée de 0,1 MPa
n’est pas cohérente avec les valeurs trouvées pour les autres pressions. C’est pour cela qu’elle
n’est pas utilisée pour tracer les courbes de variation de perméabilité.
Les perméabilités présentées dans le tableau II-12 sont très proches pour les quatre
compositions. Que ce soit sur le CEM I ou les autres compositions contenant des additions et
des fibres, les valeurs sont du même ordre de grandeur. Ces résultats montrent que
contrairement à d’autres essais (cf. coefficients de diffusion en partie II.2.2.4.2), les cendres,
laitiers et fumée de silice n’ont qu’une très faible influence sur la perméabilité. Pour mémoire,
Lawrence [Lawrence 1986] a mesuré des perméabilités aux gaz sur des bétons de ciment
portland ordinaire et des bétons de ciment composés. Il a constaté une diminution de la
perméabilité en présence de cendres volantes alors que les laitiers produisent l’effet inverse.
Perlot [Perlot 2005] obtient des résultats similaires sur mortiers de CEM I et CEM V à l’état
sain.
L’influence des fibres sur la perméabilité est difficilement quantifiable sur ces bétons de par
la présence de la fumée de silice. Soit les fibres n’ont aucune influence, soit celle-ci est
compensée par la fumée de silice. On peut aussi se poser la question de savoir si les fibres ne
sont pas responsables des dispersions importantes pour le CEM IF. Afin d’étudier le rôle des
fibres, il faudrait comparer deux bétons de même composition dont le seul paramètre serait la
présence ou non de fibres.
Des essais ont été effectués sur les bétons ayant subi la dégradation au nitrate d’ammonium.
Les résultats après 18 mois de dégradation sont présentés dans le tableau II-13 et la figure II-
35 permet de comparer les perméabilités des bétons en fonction de la pression d’entrée. Des
problèmes ayant été rencontrés lors des essais sur les bétons ayant subi 9 mois de dégradation,
les résultats ne sont pas disponibles pour analyse.
kapp (x10-17m²) Saturation: 0%
Pe 0,1MPa 0,25MPa 0,4MPa Kint (x10-17m²) CEM I 124 ± 18 95 ± 18 70 ± 29 21,0
CEM IF 160 ± 22 66 ± 12 55 ± 10 21,0 CEM V 49 ± 14 27 ± 6 20 ± 6 17,2
CEM VF 65 ± 12 34 ± 7 27 ± 7 16,8 Tableau II-13 : Perméabilités apparente et intrinsèque des bétons après 18 mois de
dégradation

Chapitre II : Propriétés physiques des bétons Andra
Page 135
0,0E+00
2,0E-16
4,0E-16
6,0E-16
8,0E-16
1,0E-15
1,2E-15
1,4E-15
0,0E+00 1,0E-06 2,0E-06 3,0E-06 4,0E-06 5,0E-06 6,0E-06 7,0E-06
1/Pmoy (Pa-1)
Perméabilités (m²)
CEM V
CEM VF
CEM I
CEM IF
Figure II-35 : Variations de la perméabilité des bétons en fonction de la pression d’entrée
après 18 mois de dégradation
Dans le but de comparer les effets de la dégradation sur la perméabilité, les perméabilités
intrinsèques ont été déterminées pour les pâtes de ciment à partir des résultats présentés
précédemment et des valeurs de quantité de pâte dans les bétons. Les résultats sont présentés
dans le tableau II-14.
La valeur de 160x10-17 m² obtenue pour le CEM IF pour une pression d’entrée de 0,1 MPa
n’est pas cohérente avec les valeurs trouvées pour les autres pressions. Elle n’est donc pas
prise en compte dans l’analyse de nos résultats.
(x10-17m²) CEM I CEM IF CEM V CEM VF
kpate saine 13 14 16 14
kpate dégradée 68 60 49 45
Tableau II-14 : Perméabilités intrinsèques des pâtes saines et après 18 mois de dégradation
Les résultats présentés ici permettent d’analyser l’influence de la dégradation sur la
perméabilité. Les résultats à 9 mois n’étant pas exploitables, il ne sera pas possible d’étudier
l’influence de la cinétique de dégradation, ceci sera analysé dans la partie II.2.2.4.2. en
s’appuyant sur les essais de diffusion.

Chapitre II : Propriétés physiques des bétons Andra
Page 136
La modification de la microstructure par la lixiviation entraîne une augmentation de la
porosité et de la taille des pores. Ceci a pour effet d’augmenter la perméabilité en zone
dégradée.
Bien que l’influence des additions pouzzolaniques ne puisse pas être perçue à l’état sain
(figure II-34), une nette différence apparait après lixiviation entre les bétons à base de CEM I
et ceux à base de CEM V (figure II-35). L’augmentation de la perméabilité est nettement plus
limitée pour le CEM V puisque les valeurs sont en moyenne 4 fois plus fortes alors qu’elles
sont 14 fois plus élevées pour le CEM I. La présence de fumée de silice dans le CEM IF a le
même effet que le CEM V comparé aux valeurs de CEM I.
Les valeurs des perméabilités intrinsèques ramenées au volume de pâte (tableau II-14)
confirment ces résultats. Les valeurs sont similaires à l’état sain pour les quatre compositions.
Une fois les pâtes dégradées, l’augmentation des perméabilités des pâtes de CEM I est
supérieure à celle des pâtes de CEM V.
II-2.2.4.2. Diffusivité des chlorures
Les coefficients de diffusion ont été mesurés selon la norme [NT BUILD 443 1995]. Les
résultats obtenus sur bétons sains et dégradés après 9 et 18 mois de conservation dans le
nitrate d’ammonium sont présentés dans le tableau II-15. Les résultats dans le tableau II-16
correspondent aux coefficients de diffusion apparents et effectifs du matériau sain dont le
mode de détermination est présenté en annexe F.
Dcl- (x10-12m²/s) CEM I CEM IF CEM V CEM VF
T0 8,5 ± 1,9 2,2 ± 1,2 2,0 ± 0,3 2,0 ± 1,1
T0 + 9 mois 95 ± 6 50 ± 10 57 ± 15 54 ± 16
T0 + 18 mois 96 ± 20 85 ± 6 132 ± 6 116 ± 17
Tableau II-15 : Coefficients de diffusion apparent à l’état sain (T0) et dégradés (T0 + 9 mois
et T0 + 18 mois)
x10-12 m²/s CEM I CEM IF CEM V CEM VF
appD 8,50 2,20 2,00 2,00
eD 2,50 0,60 0,65 0,50
Tableau II-16 : Coefficients de diffusion apparents et effectifs sur les bétons sains
Les résultats à T0 permettent de mettre en évidence l’influence des additions, à savoir les
cendres et le laitier dans les bétons à base de CEM V et la fumée de silice dans les bétons

Chapitre II : Propriétés physiques des bétons Andra
Page 137
renforcés de fibres. Le coefficient de diffusion des CEM V est 4 fois plus faible que celui des
CEM I.
La diffusivité n’est pas fonction de la porosité totale, elle est liée à la structure du réseau
poreux, à sa tortuosité et à sa connectivité. Ces différentes caractéristiques sont influencées
par le ciment et les additions pouzzolaniques qu’il contient.
Sur des essais à l’eau tritiée sur des pâtes de ciment à base de CEM I et CEM V, Richet
obtient des valeurs inférieures d’un ordre de grandeur sur CEM V comparé au CEM I [Richet
1992]. Des essais sur mortiers montrent que le coefficient de diffusion des mortiers de CEM I
est quatre fois plus grand que sur les mortiers à base de CEM V [Perlot 2005]. D’autres études
[Thomas et al. 1999a, Thomas et al 1999b, Ellis et al. 1991, Hassan et al. 2000] montrent
l’influence des additions pouzzolaniques qui, diminuant la porosité et la taille des pores,
conduisent à la diminution des coefficients de diffusion à condition que les bétons aient subi
une cure humide suffisamment longue pour permettre l’hydratation la plus complète possible
de ces différents composés.
Nos constatations vont dans le même sens que les conclusions de Thomas et Yssorche
[Thomas et al. 1999b, Yssorche 1995] selon lesquels la fumée de silice réduit
considérablement la taille des pores. Dans ces conditions, puisque les bétons renforcés de
fibres en contiennent, leur coefficient de diffusion est attendu faible en comparaison de celui
des bétons à base de CEM I.
Le coefficient de diffusion du CEM VF est de même ordre de grandeur que celui du CEM V.
La présence des cendres volantes et des laitiers de hauts fourneaux modifie la microstructure
des pores diminuant ainsi l’impact de la fumée de silice dans ce béton. La différence entre la
microstructure du CEM V et du CEM VF est faible comparé à la différence entre le CEM I et
le CEM IF.
Il se pose ici la question de l’influence des fibres sur les coefficients de diffusion. De même
qu’il existe une auréole de transition autour des granulats qui a une porosité plus élevée que le
reste de la pâte, on peut penser que l’interface fibre – matrice cimentaire peut constituer un
lieu de prédilection de diffusion des chlorures. Néanmoins, vis-à-vis des résultats, et
notamment ceux du CEM V et du CEM VF qui sont identiques, soit cet effet n’est pas
prépondérant, soit il est contrebalancé par les effets bénéfiques de la fumée de silice.
Les résultats obtenus pour les bétons de référence sont similaires à ceux présentés dans les
rapports d’étude de mise au point des formulations. Le coefficient de diffusion donné pour le

Chapitre II : Propriétés physiques des bétons Andra
Page 138
CEM I est de 9,3x10-12 m²/s [Mary-Dippe 2001], et de 1,8x10-12 m²/s pour le CEMV
[Commene 2001].
Les coefficients de diffusion apparents ont été déterminés car ils seront nécessaire à la mise au
point du modèle de décalcification. Ces résultats prennent en compte la fixation des chlorures
sur les C-S-H et les aluminates. On note pour les quatre compositions une diminution d’un
facteur allant de 3 à 4. Ce facteur pour le CEM I est semblable à ceux des compositions
contenant des additions pouzzolaniques car bien que la quantité d’hydrates pouvant fixer les
chlorures soit inférieure pour ce béton, la structure poreuse permet une pénétration plus
rapide. Les chlorures pénètrent en profondeur et sont en contact avec suffisamment de C-S-H
et d’aluminates pour qu’une quantité de chlorures soit fixée de manière semblable aux autres
compositions.
Les résultats après 9 et 18 mois de dégradation permettent d’analyser l’influence de la
décalcification sur les coefficients de diffusion, mais aussi d’appréhender la cinétique de cette
dégradation. Après 9 mois de dégradation, la diffusivité pour les CEM I est environ 11 fois
plus élevée alors que pour les trois autres compositions, la valeur est environ 25 fois plus
grande. Le calcium étant plus difficilement accessible du fait d’une porosité plus fine pour les
bétons contenant des composés pouzzolaniques, ces compositions subissent une attaque plus
intense diminuant ainsi les propriétés de durabilité de manière plus importante en zone
dégradée. Ces résultats sont en concordance avec ceux obtenus par Perlot [Perlot 2005] qui a
étudié la diffusivité de mortier de CEM I et CEM V à l’état sain et dégradé. Cet auteur a aussi
montré que le facteur d’augmentation des valeurs des coefficients de diffusion après
décalcification était beaucoup plus fort pour les mortiers à base de CEM V.
La comparaison des résultats à 9 et 18 mois permet de déterminer la cinétique de dégradation
sur les bétons. En effet, les résultats à 9 et 18 mois sont identiques pour le CEM I alors que
pour les autres compositions, les coefficients de diffusion ont continué de progresser. De plus,
la progression pour les bétons renforcés de fibres contenant de la fumée de silice, qui ont donc
une microstructure plus compacte, est plus faible que celle du CEM V. Ces valeurs permettent
d’affirmer que, dans le cas du CEM I, la zone dans laquelle a été mesurée la diffusion était
totalement dégradée alors que pour les autres compositions, le phénomène de décalcification
étant ralenti par la différence de microstructure, ces zones n’étaient après 9 mois de lixiviation
que partiellement dégradées. Ces résultats sont en concordance avec les mesures de quantités

Chapitre II : Propriétés physiques des bétons Andra
Page 139
de calcium lixivié qui sont plus faibles pour les bétons à base de CEM V par rapport aux
bétons de CEM I.
L’ensemble de ces observations sera considéré pour la modélisation de la lixiviation au
chapitre III.
II-2.3. Conclusion des travaux sur les bétons de laboratoire
L’étude du comportement des bétons coulés en laboratoire a permis de mettre en évidence
l’ensemble des propriétés physiques de ces matériaux potentiellement utilisables pour le
stockage de déchets radioactifs.
Une première partie de l’étude consacrée à l’évolution des propriétés mécaniques en phase
d’hydratation a permis de quantifier l’augmentation des caractéristiques des différents bétons.
Il a été possible de mettre en évidence l’influence des additions pouzzolaniques et notamment
de la fumée de silice qui, de manière générale, permettent une augmentation des résistances.
Durant la phase d’hydratation, l’influence des fibres a pu être quantifiée. Elles permettent
l’obtention de capacités portantes résiduelles importantes qui sont fonction du développement
de l’adhérence entre les fibres et la matrice cimentaire qui évolue de la même manière que les
résistances durant l’hydratation.
L’importance des additions pouzzolaniques a aussi été mise en évidence à l’aide de l’étude
des propriétés de transfert qui ont montré que la modification de la microstructure,
conséquence de la consommation de la portlandite pour former des C-S-H secondaires,
permet une diminution des perméabilités et des propriétés de transfert.
La deuxième partie de cette étude a été consacrée à l’analyse du comportement à long terme à
l’aide d’essais couplés et découplés sur des bétons soumis à une décalcification accélérée au
nitrate d’ammonium. Les diminutions des propriétés physiques dues à la décalcification des
bétons ont été quantifiées ainsi que l’effet de cette dégradation sur l’adhérence entre les fibres
et la matrice. Bien que diminuée, une capacité portante résiduelle importante subsiste.
Cette étude a été effectuée sur des bétons fabriqués en laboratoire, donc dans des conditions
optimales vis-à-vis de la mise en œuvre et de la conservation. Il nous a semblé important
d’étudier le comportement de bétons issus d’un mode de fabrication industriel, dont les
contraintes vis-à-vis des quantités à fabriquer et des conditions de stockage entraînent
généralement des différences avec les bétons de laboratoire. Les dispersions entre les deux

Chapitre II : Propriétés physiques des bétons Andra
Page 140
modes de réalisation ont donc été caractérisées à l’aide d’une étude sur un colis de CEM VF
fabriqué de manière industrielle.
II-3. Caractérisation de bétons fabriqués industriellement
La détermination des propriétés physiques du colis fabriqué industriellement s’est appuyée sur
les mêmes essais que ceux mis en œuvre pour caractériser les bétons de laboratoire, c'est-à-
dire des essais de compression, de traction directe, de flexion 3 points, de perméabilité à
l’oxygène et de diffusion de chlorures par immersion. Les protocoles sont regroupés dans
l’annexe B. Lors de la réalisation des essais, le béton été âgé de 2,5 ans.
Ce conteneur a été fabriqué à l’aide de trois gâchées identiques, coulées les unes à la suite des
autres. Or la construction de structures de grandes dimensions pose souvent des problèmes de
ségrégation et de ressuage. Ces phénomènes peuvent être d’autant plus préjudiciables
lorsqu’il s’agit d’un béton autoplaçant. Afin d’être le plus complet quant à la caractérisation
du colis, il a été décidé d’effectuer l’ensemble des essais sur des prélèvements effectués en
parties haute et basse du colis dans le but de rechercher d’éventuels problèmes liés à la mise
en place du matériau. De plus, le béton étant renforcé de fibres, il a été décidé que l’ensemble
des essais soit réalisé sur des prélèvements horizontaux et verticaux dans chaque zone afin
d’évaluer l’influence d’une éventuelle orientation préférentielle des fibres.
Lorsque le colis a été débité en blocs, il a été constaté que le béton présentait des défauts de
remplissage. Le béton utilisé pour la fabrication de ce colis est un béton autoplaçant à base de
CEM V renforcé de fibres. Ce béton, de par sa composition, est très sensible aux conditions
de fabrication et de mise en place dans les coffrages. Le mode de fabrication industriel, tel
qu’il a été mis en œuvre pour la fabrication de ce colis, génère des défauts qui apparaissent
sous forme de vides et d’orientation préférentielle des fibres dans certaines zones (cf. étude du
comportement en flexion 3 points) dont nous allons évaluer les conséquences sur les
propriétés physiques.
Les résultats obtenus sur le conteneur sont comparés aux valeurs obtenues à 90 jours sur le
béton de CEM VF fabriqué en laboratoire.

Chapitre II : Propriétés physiques des bétons Andra
Page 141
II-3.1. Caractérisation mécanique
II-3.1.1. Porosité et masse volumique
La porosité à l’eau et la masse volumique du béton en parties haute et basse du colis sont
présentées dans le tableau II-17 dans lequel les valeurs obtenues dans les conditions de
fabrication en laboratoire sont rappelées.
Essais Porosité (%) Masse Volumique (kg/m3)
CEM VF colis bas 13,5 ± 0,4 2350 ± 47
CEM VF colis haut 13,6 ± 1,3 2329 ± 21
CEM VF lmdc 12,5 ± 0,1 2317 ± 12
Tableau II-17 : Porosités et masses volumiques des bétons du colis et du laboratoire
Les valeurs de porosité accessible à l’eau sont identiques dans les deux parties du colis. Il n’y
a pas de différence entre la porosité de la couche supérieure du colis et celle de la couche
inférieure, bien que cette dernière supporte le poids propre des deux couches supérieures. Au
vue de ces résultats, la compacité de la gâchée inférieure ne semble pas avoir été modifiée par
l’influence des deux autres gâchées.
La comparaison de ces valeurs avec la porosité des bétons de CEM VF coulés en laboratoire
montre une différence de 1%. Au vue de la présence des défauts de remplissage, certainement
liés à un problème de viscosité, il est logique que les porosités mesurées soient plus grandes.
Néanmoins, la différence avec le béton de laboratoire n’est pas aussi importante que ce qui
aurait pu être attendu. On peut supposer qu’une partie de cette « nouvelle » porosité liée à la
mesure des défauts de remplissage est compensée par la diminution de la porosité de la pâte
du fait de l’âge du béton du conteneur (plus de deux ans au moment des essais), mais aussi
qu’une partie n’est pas prise en compte par la technique utilisée (détermination du volume par
pesée hydrostatique).
Cependant, bien que la porosité réelle due aux défauts de remplissage ne soit pas mesurée par
la méthode utilisée, leur présence modifie la matrice cimentaire et aura des répercussions sur
les caractéristiques mécaniques du béton.
Les valeurs des masses volumiques des deux gâchées du colis sont légèrement supérieures à
la valeur du béton de laboratoire. Cependant, on note une dispersion importante sur les

Chapitre II : Propriétés physiques des bétons Andra
Page 142
mesures du conteneur. Ces résultats, comme dans le cas de la porosité, indiquent que la
microstructure du colis est semblable à celle du béton de laboratoire.
II-3.1.2. Résistance en compression
Les résistances en compression des bétons en parties haute et basse du colis et du béton de
CEM VF coulé en laboratoire sont présentées dans le tableau II-18. Une distinction est faite
entre les éprouvettes prélevées horizontalement et verticalement dans le colis pour détecter
une éventuelle influence de l’orientation préférentielle des fibres.
Sens de carottage Rc (MPa) Colis Bas Horizontal 92,8 Vertical 99,9 Colis Haut Horizontal 72,6 Vertical 79,4 CEM VF lmdc 92,3
Tableau II-18 : Résistances en compression des éprouvettes prélevées dans les colis et celles
des éprouvettes de laboratoire
Comparaison entre la partie inférieure et la partie supérieure du colis
Les résistances en compression mesurées sur les prélèvements en partie basse du colis sont
plus élevées que celles effectuées sur les prélèvements effectués en partie haute. La différence
est d’environ 20 MPa. Ce phénomène peut être dû à un écart de teneur en eau entre les deux
compositions. Il suffit en effet de 5 l/m3 d’eau pour expliquer ce type d’écart. Il peut être dû à
l’absorption d’une quantité d’eau par le malaxeur pour la première gâchée qui n’a pas lieu
pour la troisième, les trois gâchées étant fabriquées successivement.
La position des deux couches a aussi une forte importance. Ces écarts sont généralement
attribués à des phénomènes de ségrégation et de ressuage [Turatsinze et al.1999].
De plus, suite à des problèmes de viscosité, le béton a été vibré. Le coffrage a été secoué
horizontalement à mi-hauteur, sur un seul axe pour permettre une mise en place
«satisfaisante». Ceci pourrait expliquer en partie les résultats obtenus : la vibration a entraîné
la remontée des bulles d’air dans la partie haute du colis et du ressuage. Le moule a été vibré
après la mise en place de chaque gâchée, signifiant que la partie basse du colis a été vibrée
trois fois alors que la partie haute ne l’a été qu’une seule fois. Nous pensons aussi que
l’historique du coulage et l’évolution de la température dans les deux zones du colis sont des
éléments qui pourraient contribuer à expliquer les écarts observés. Malheureusement ces
informations font défaut.
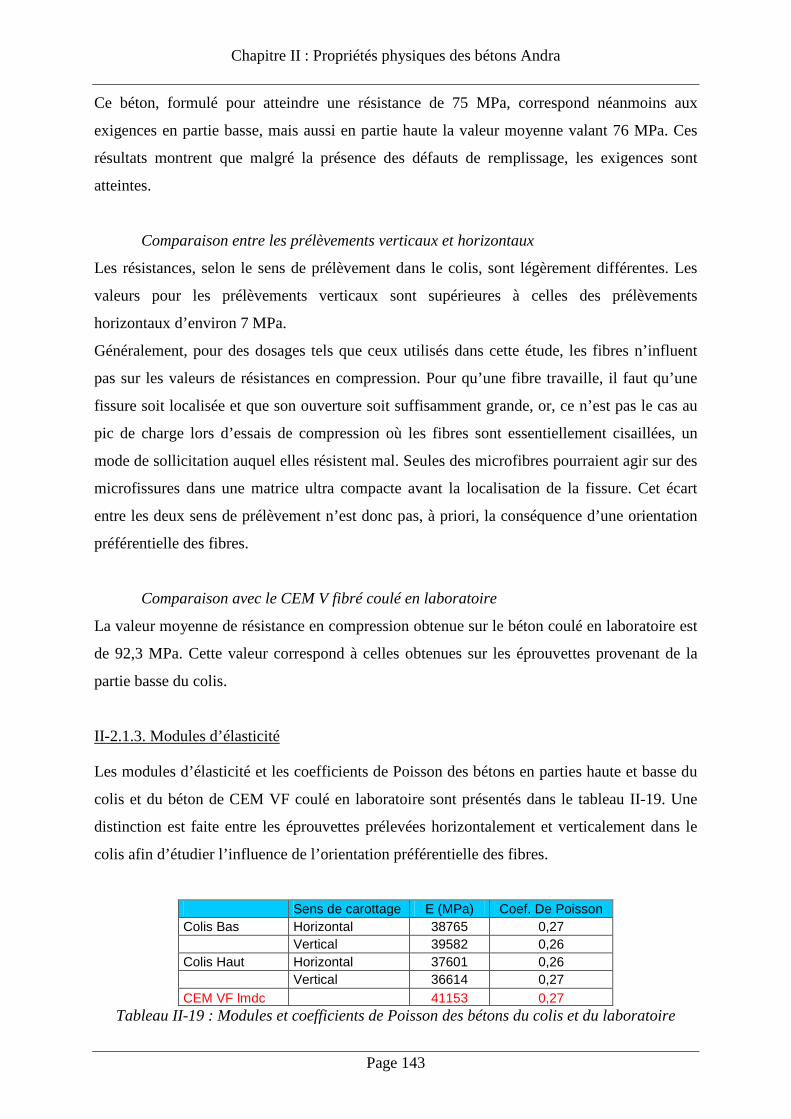
Chapitre II : Propriétés physiques des bétons Andra
Page 143
Ce béton, formulé pour atteindre une résistance de 75 MPa, correspond néanmoins aux
exigences en partie basse, mais aussi en partie haute la valeur moyenne valant 76 MPa. Ces
résultats montrent que malgré la présence des défauts de remplissage, les exigences sont
atteintes.
Comparaison entre les prélèvements verticaux et horizontaux
Les résistances, selon le sens de prélèvement dans le colis, sont légèrement différentes. Les
valeurs pour les prélèvements verticaux sont supérieures à celles des prélèvements
horizontaux d’environ 7 MPa.
Généralement, pour des dosages tels que ceux utilisés dans cette étude, les fibres n’influent
pas sur les valeurs de résistances en compression. Pour qu’une fibre travaille, il faut qu’une
fissure soit localisée et que son ouverture soit suffisamment grande, or, ce n’est pas le cas au
pic de charge lors d’essais de compression où les fibres sont essentiellement cisaillées, un
mode de sollicitation auquel elles résistent mal. Seules des microfibres pourraient agir sur des
microfissures dans une matrice ultra compacte avant la localisation de la fissure. Cet écart
entre les deux sens de prélèvement n’est donc pas, à priori, la conséquence d’une orientation
préférentielle des fibres.
Comparaison avec le CEM V fibré coulé en laboratoire
La valeur moyenne de résistance en compression obtenue sur le béton coulé en laboratoire est
de 92,3 MPa. Cette valeur correspond à celles obtenues sur les éprouvettes provenant de la
partie basse du colis.
II-2.1.3. Modules d’élasticité
Les modules d’élasticité et les coefficients de Poisson des bétons en parties haute et basse du
colis et du béton de CEM VF coulé en laboratoire sont présentés dans le tableau II-19. Une
distinction est faite entre les éprouvettes prélevées horizontalement et verticalement dans le
colis afin d’étudier l’influence de l’orientation préférentielle des fibres.
Sens de carottage E (MPa) Coef. De Poisson Colis Bas Horizontal 38765 0,27 Vertical 39582 0,26 Colis Haut Horizontal 37601 0,26 Vertical 36614 0,27 CEM VF lmdc 41153 0,27
Tableau II-19 : Modules et coefficients de Poisson des bétons du colis et du laboratoire

Chapitre II : Propriétés physiques des bétons Andra
Page 144
Comparaison entre la partie inférieure et la partie supérieure du colis
Le module d’élasticité est, tout comme dans le cas de la résistance en compression, influencé
par la compacité du matériau qui dépend de sa mise en œuvre. Il est donc normal de retrouver
des écarts entre les parties hautes et basses du colis. Cependant, les écarts sont moins
significatifs comparés à ceux des résistances en compression.
Les valeurs des coefficients de Poisson varient faiblement de manière générale. Dans ce cas,
les différences ne sont pas suffisamment importantes pour faire apparaitre des écarts
significatifs entre les deux couches.
Comparaison entre les prélèvements verticaux et horizontaux
Que ce soit en parties haute ou basse du colis, les écarts entre les prélèvements horizontaux et
verticaux ne sont pas significatifs. Comme dans le cas des mesures des résistances en
compression, les fibres, et donc leur éventuelle orientation, influent peu sur les valeurs des
modules d’élasticité. Ce phénomène se retrouve sur les essais effectués sur les bétons de
laboratoire où les modules des bétons renforcés de fibres sont similaires à ceux mesurés sur
les bétons sans fibres alors que les différences entre les résistances en compression sont
importantes.
Comparaison avec le CEM V fibré coulé en laboratoire
Les modules des bétons coulés en laboratoire sont légèrement plus élevés que ceux des bétons
du colis (41 GPa comparé à 39 GPa pour le béton en partie basse et 37 GPa pour le béton en
partie haute). Les conditions de fabrication et de conservation dont la maîtrise est toute
relative à l’échelle industrielle conduisent à l’obtention de compacité et donc de rigidité plus
faibles. Cependant, les écarts restent limités comparativement aux valeurs obtenues sur les
bétons de laboratoire.
II-3.1.4. Comportement en traction directe
Les courbes de comportement en traction directe des bétons du colis sont présentées dans la
figure II-36. Pour comparaison, la réponse du béton de laboratoire pour le même type d’essai
est rappelée sur le diagramme. Les valeurs des résistances sont présentées dans le tableau II-
20.

Chapitre II : Propriétés physiques des bétons Andra
Page 145
0
1
2
3
4
5
6
7
0 1 2 3 4CMOD (mm)
Contrainte (MPa)
CEM VF
Colis haut H
Colis bas V
Colis bas H
Figure II-36 : Comportement en traction directe des bétons du colis et de laboratoire
Sens de prélèvement Rtmax (MPa)
Colis Bas Horizontal 4,49 Vertical 4,73 Colis Haut Horizontal 4,30 Vertical 4,01 CEM VF LMDC 6,10
Tableau II-20 : Résistances en traction des bétons du colis et du laboratoire
Comparaison entre la partie inférieure et la partie supérieure du colis
Les valeurs de résistances en traction présentent une légère différence entre la partie haute et
la partie basse du colis. Les valeurs en partie basse sont légèrement plus importantes (4,60
MPa comparé à 4,15 MPa en partie haute), ce qui est à relier aux caractéristiques différentes
entre les deux couches comme dans le cas des résistances en compression.
L’analyse du comportement post fissuration sur la figure II-36 permet d’observer l’écart
important des résistances résiduelles entre les deux parties du colis notamment pour les faibles
ouvertures après la localisation de la fissure. Les résultats sont en accord avec les résistances
en compression. La résistance, meilleure dans la partie basse, est la conséquence d’une
meilleure compacité conduisant à une meilleure adhérence des fibres et donc à des résistances
résiduelles plus élevées.

Chapitre II : Propriétés physiques des bétons Andra
Page 146
Comparaison entre les prélèvements verticaux et horizontaux
Suite à des problèmes expérimentaux, peu de résultats sont à notre disposition pour effectuer
une comparaison entre les prélèvements horizontaux et verticaux. L’effet des fibres sera
étudié à partir des résultats des essais de traction par flexion.
Les courbes en parties basses indiquent néanmoins que les fibres dans les prélèvements
horizontaux pourraient être orientées parallèlement à l’axe de prélèvement. Une plus grande
quantité de fibres est présente dans la section fissurée permettant la reprise d’efforts résiduels
plus importants. Les prélèvements verticaux supportent des efforts résiduels moins
importants. Ceci est dû à la présence d’une moins grande quantité de fibres pour reprendre les
efforts à travers la fissure montrant que les fibres sont orientées verticalement. L’influence de
l’orientation sera analysée plus en détail dans la partie II-3.1.5.
Comparaison avec le CEM V fibré coulé en laboratoire
Les résistances obtenues sur les deux parties du colis sont plus faibles que celles obtenus sur
les éprouvettes fabriquées en laboratoire (6,10 MPa). Nous avons eu l’occasion d’en parler
par ailleurs et les mêmes causes produisent les mêmes effets. C’est une conséquence des
conditions de fabrication maîtrisées dans les conditions de laboratoire ce qui n’est pas le cas
des colis à l’échelle réelle, notamment compte tenu de la taille des éléments. Cette meilleure
qualité du béton de laboratoire se répercute sur la qualité de l’ancrage des fibres à la matrice
et se traduit par un niveau plus élevé de la résistance résiduelle post fissuration.
II-3.1.5. Comportement en flexion 3 points
La reprise d’efforts résiduels des bétons en traction par flexion est illustrée par les courbes de
la figure II-37. Les capacités portantes et les énergies de fissuration sont présentées dans le
tableau II-21. Ces dernières sont calculées à l’aide des courbes pour des flèches de 3,8 mm.

Chapitre II : Propriétés physiques des bétons Andra
Page 147
0
2
4
6
8
10
12
0 0,5 1 1,5 2 2,5 3 3,5 4
Flèche (mm)
Force (kN)
CEM VF
Colis bas H
Colis bas V
Colis haut V
Colis haut H
Figure II-37 : Comportement en flexion des bétons du colis et de laboratoire
Sens de prélèvement F (kN) Gf (kN/m) Colis Bas Horizontal 7,6 3,0 Vertical 6,1 2,4 Colis Haut Horizontal 6,0 2,1 Vertical 6,6 2,7 CEM VF LMDC 8,2 3,9
Tableau II-21 : Capacité portante en flexion et énergie de fissuration des bétons du colis et de
laboratoire
Comparaison entre la partie inférieure et la partie supérieure du colis
D’après les résultats du tableau II-21, on peut considérer que la capacité portante en flexion
est la même dans les deux parties du colis (6,9 kN en partie basse et 6,3 kN en partie haute).
Les différences relevées dans les parties précédentes ne semblent pas modifier de manière
significative le comportement au pic en flexion. Après la localisation de la fissure,
l’orientation préférentielle des fibres prend le relais et la réponse du composite durant le reste
de l’essai va en dépendre.
Comparaison entre les prélèvements verticaux et horizontaux
Une fois la fissure localisée, les fibres assurent la continuité structurale en reprenant des
efforts entre les lèvres de la fissure. L’ancrage des fibres dans la matrice ainsi que
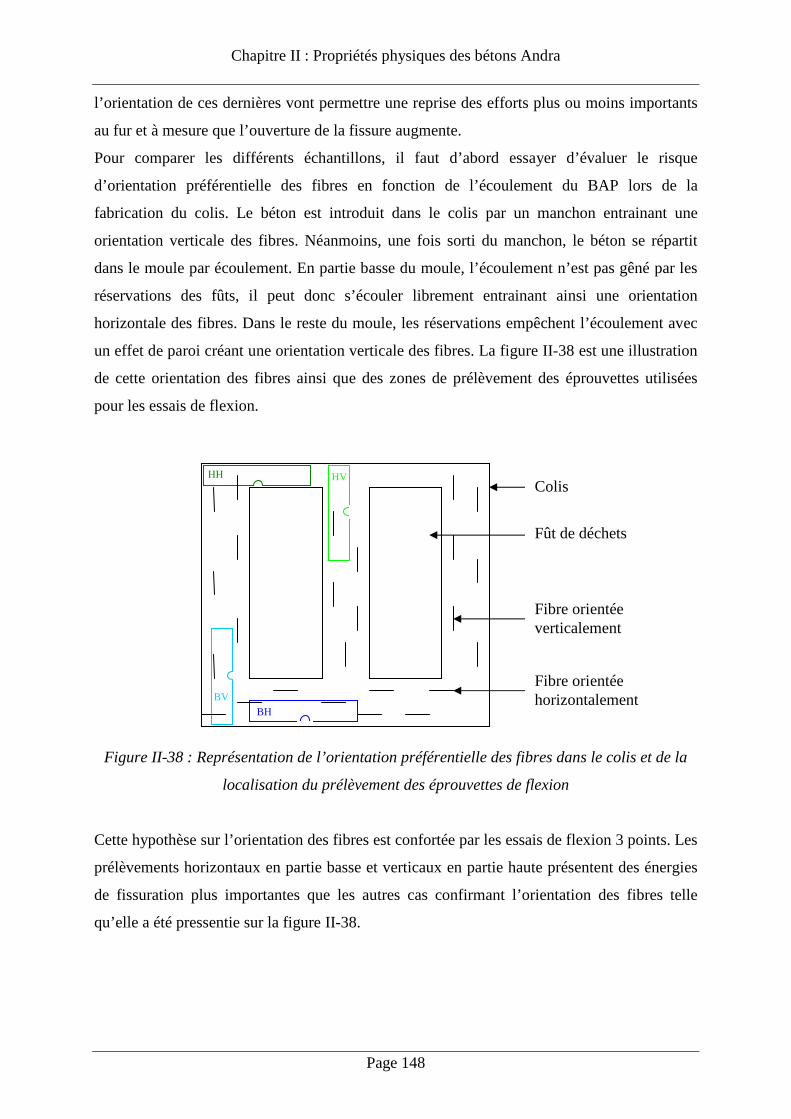
Chapitre II : Propriétés physiques des bétons Andra
Page 148
l’orientation de ces dernières vont permettre une reprise des efforts plus ou moins importants
au fur et à mesure que l’ouverture de la fissure augmente.
Pour comparer les différents échantillons, il faut d’abord essayer d’évaluer le risque
d’orientation préférentielle des fibres en fonction de l’écoulement du BAP lors de la
fabrication du colis. Le béton est introduit dans le colis par un manchon entrainant une
orientation verticale des fibres. Néanmoins, une fois sorti du manchon, le béton se répartit
dans le moule par écoulement. En partie basse du moule, l’écoulement n’est pas gêné par les
réservations des fûts, il peut donc s’écouler librement entrainant ainsi une orientation
horizontale des fibres. Dans le reste du moule, les réservations empêchent l’écoulement avec
un effet de paroi créant une orientation verticale des fibres. La figure II-38 est une illustration
de cette orientation des fibres ainsi que des zones de prélèvement des éprouvettes utilisées
pour les essais de flexion.
Figure II-38 : Représentation de l’orientation préférentielle des fibres dans le colis et de la
localisation du prélèvement des éprouvettes de flexion
Cette hypothèse sur l’orientation des fibres est confortée par les essais de flexion 3 points. Les
prélèvements horizontaux en partie basse et verticaux en partie haute présentent des énergies
de fissuration plus importantes que les autres cas confirmant l’orientation des fibres telle
qu’elle a été pressentie sur la figure II-38.
Colis
Fût de déchets
Fibre orientée verticalement
Fibre orientée horizontalement
HH HV
BH
BV

Chapitre II : Propriétés physiques des bétons Andra
Page 149
Comparaison avec le CEM V fibré coulé en laboratoire
La capacité portante en flexion des bétons coulés en laboratoire est supérieure à celles
mesurées sur les colis. Les arguments avancés pour expliquer la même observation que sur la
résistance en traction sont encore validés ici. Ceci influe également sur l’adhérence entre les
fibres et la matrice conduisant à l’obtention de capacités portantes résiduelles nettement plus
élevées (environ 10 kN pour le CEM VF de laboratoire comparé à 7 kN pour les prélèvements
ayant les meilleures caractéristiques pour une flèche de 2 mm par exemple). Les défauts de
remplissage diminuent cette adhérence dans le colis conduisant à des valeurs plus faibles.
II-3.2. Propriétés de transfert
II-3.2.1. Coefficient de diffusion
Les coefficients de diffusion des bétons du colis et du CEM VF coulé en laboratoire sont
présentés dans le tableau II-22.
Colis Haut Colis Bas CEM VF LMDC
Dcl- (x10-12m²/s) 1,5 ± 0,2 1,1 ± 0,3 2,0 ± 1,1
Tableau II-22 : Coefficients de diffusion apparent des bétons issus du colis et de laboratoire
Comparaison entre la partie inférieure et la partie supérieure du colis
Les coefficients de diffusion du béton en parties haute et basse du colis sont proches. La
diffusion dans un béton est régie par la microstructure des pores. Ces résultats confirment les
valeurs de porosité présentées en partie II-3.1.1. qui sont identiques dans les deux parties du
conteneur. Ceci est dû à la porosité capillaire qui est identique dans les deux parties du colis.
C’est elle qui va gérer les processus de transfert. Bien que les défauts de remplissage soient
connectés à cette porosité capillaire, ils n’interviennent pas dans les phénomènes de diffusion.
Comparaison avec le CEM V fibré coulé en laboratoire
Le coefficient de diffusion des bétons de CEM V coulé en laboratoire est de 2,00x10-12 m²/s.
La différence avec les coefficients de diffusion des deux bétons du colis est négligeable
malgré la présence des défauts de remplissage. Ces valeurs peuvent être considérées comme
étant du même ordre de grandeur. Ceci peut être expliqué en considérant que la porosité
capillaire du béton du conteneur est plus fine du fait d’une hydratation de plus de deux ans

Chapitre II : Propriétés physiques des bétons Andra
Page 150
comparé au béton de laboratoire qui est âgé de 90 jours. C’est cette porosité qui va contrôler
les processus de transfert. On peut alors considérer que les effets des défauts de remplissage
sont compensés par la porosité plus fine du béton du conteneur, entraînant ainsi l’obtention de
valeurs similaires.
II-3.2.2. Perméabilité à l’air
Les perméabilités apparente et intrinsèque des bétons du colis et du CEM VF coulé en
laboratoire sont présentées dans le tableau II-23. La figure II-39 représente la variation des
perméabilités en fonction des pressions d’entrée.
0,E+00
1,E-17
2,E-17
3,E-17
4,E-17
5,E-17
6,E-17
7,E-17
0,E+00 1,E-06 2,E-06 3,E-06 4,E-06 5,E-06 6,E-06 7,E-06
1/Pmoy (MPa)
Perméabilités (m²)
Colis Haut
Colis Bas
CEM VF LMDC
Figure II-39 : Variation des perméabilités en fonction des pressions d’entrée
kapp (m²) Saturation: 0%
0,1MPa 0,25MPa 0,4MPa Kint (x10-17m²)
Colis haut 5,58E-17 4,81E-17 4,68E-17 3,7 Colis Bas 5,79E-17 4,87E-17 4,80E-17 3,6
CEM VF LMDC 5,80E-17 5,38E-17 5,34E-17 5,0 Tableau II-23 : Perméabilités apparentes et perméabilités intrinsèques

Chapitre II : Propriétés physiques des bétons Andra
Page 151
Comparaison entre la partie inférieure et la partie supérieure du colis
Les valeurs de perméabilité dans les deux parties du colis sont identiques. Comme dans le cas
de la diffusion, ceci est dû à la taille des pores capillaires supposée identique dans les deux
parties du conteneur.
Comparaison avec le CEM V fibré coulé en laboratoire
Les perméabilités des bétons du colis sont du même ordre de grandeur que celles mesurées sur
le béton coulé en laboratoire. Les défauts de remplissage du conteneur n’interviennent pas sur
les valeurs de perméabilité, l’essai reste contrôlé par la dimension des petits pores.
L’étude de l’effet de l’anisotropie des fibres sur les propriétés de transfert n’a pas été
effectuée. Cependant la présence de fibres dans la pâte de ciment peut être à l’origine de la
formation d’auréoles de transition, comme les granulats, où la porosité est plus élevée que
dans le reste de la pâte. Dans le cas où une majorité de fibres serait orientée dans une même
direction, ceci pourrait créer un chemin de percolation modifiant ainsi les propriétés de
transfert de manière plus ou moins significative. Compte tenu de l’orientation présente dans le
colis, l’influence de l’orientation des fibres sur les propriétés de transfert est une question
pertinente. Peu de travaux traitent de ce sujet dans la littérature mais une étude en cours au
LMDC permettra d’apporter des éléments de réponse.
II-3.3. Conclusion des travaux sur le conteneur
L’intérêt de l’établissement des différentes propriétés du béton du colis était d’étudier les
différences et de quantifier les dispersions entre un colis fabriqué industriellement et des
éprouvettes fabriquées dans des conditions optimales en laboratoire. Notre étude sur le
comportement à court et long terme se basant sur des essais effectués en laboratoire, il est
nécessaire de connaitre les différences liées au mode de fabrication afin qu’elles soient prises
en compte dans le modèle pour que les prévisions soient fondées sur des données d’entrée
réalistes. Les défauts de remplissage présents dans le colis montrent l’importance de ce type
d’étude.
La campagne expérimentale mise en œuvre sur ce colis a permis de quantifier une faible
atténuation des propriétés mécaniques. La qualité moindre de ce béton ou de sa mise en place
a entraîné une diminution des résistances mécaniques et des résistances résiduelles en traction
plus faibles que celles obtenues sur les bétons de laboratoire avec des effets plus prononcés

Chapitre II : Propriétés physiques des bétons Andra
Page 152
pour les essais effectués sur des éprouvettes provenant de la partie haute du colis. Néanmoins,
les propriétés de transfert mesurées sont sensiblement égales entre les deux parties du colis et
le béton de laboratoire. Les défauts modifient bien la porosité totale mais ne modifient pas les
dimensions et les quantités des pores interconnectés. Ceci peut expliquer pourquoi les valeurs
de perméabilité et des coefficients de diffusion sont similaires entre le béton industriel et le
béton de laboratoire.
Des différences de comportement selon le sens de prélèvement démontrent une orientation
préférentielle des fibres. Cette orientation préférentielle est due à la méthode de mise en place
du béton dans le moule. Il a été quantifié par le biais d’essais de flexion 3 points.
D’autres aspects demandent une poursuite d’étude pour les éclaircir. En particulier, il sera
nécessaire de mettre au point une composition ou une procédure de mise en place permettant
d’éviter les défauts de remplissage mis en évidence dans le colis industriel. L’orientation
préférentielle des fibres peut être aussi un atout si elle est maîtrisée et même favorisée dans
les directions les plus intéressantes vis-à-vis du contrôle de la fissuration. Dans tous les cas, il
s’agit d’une des questions pertinentes à laquelle on ne peut se soustraire lorsque l’on traite
d’application mettant en œuvre un BAP renforcé de fibres.
S’agissant de l’influence de l’orientation préférentielle des fibres sur les propriétés de
transfert, il serait intéressant de l’étudier pour mettre en évidence l’amplitude de son impact
qui déterminera dans quelle limite elle peut contrebalancer le bénéfice que l’on peut en tirer
en terme de propriétés mécaniques.
Cependant, malgré les défauts de remplissage, le conteneur répond aux exigences vis à vis des
résistances en compression et de propriétés de transfert, qui sont les principales
caractéristiques contrôlées.
Conclusion
L’étude expérimentale présentée dans ce chapitre avait pour but d’identifier les propriétés
physiques des différents bétons Andra et en particulier de mettre en évidence les effets des
fibres.
Du point de vue composition, il ne suffit pas de rajouter des fibres à un béton pour obtenir un
béton de fibres. Un protocole précis permet d’optimiser la composition en particulier pour
limiter la diminution de la compacité en présence de fibres.
S’agissant des propriétés mécaniques de base telle que la résistance en compression, le
module d’élasticité ou le coefficient de Poisson, nous avons confirmé un constat bien établi :

Chapitre II : Propriétés physiques des bétons Andra
Page 153
aucun effet significatif du renfort par des fibres n’est observé. En revanche, pour ce qui est du
comportement post fissuration, nous avons quantifié la capacité du type de fibre et de leur
dosage à conférer une ductilité au composite cimentaire, notamment par le biais d’essais de
traction directe et de flexion. Cette quantification est exprimée sous diverses formes :
résistance résiduelle, capacité portante post fissuration ou énergie de fissuration. Par exemple,
pour des ouvertures de fissures de 4 mm, on obtient des résistances résiduelles en traction de 3
MPa alors que le béton sans fibres est cassé pour des ouvertures de fissures inférieures à 0,1
mm.
L’étude maturométrique a permis de caractériser les effets de l’hydratation sur les résistances
mécaniques et sur l’ancrage des fibres dans le béton. L’évolution des différentes propriétés
avec le développement de l’hydratation permet au matériau de résister à des sollicitations de
plus en plus importantes.
L’étude du comportement à long terme des bétons soumis à une dégradation chimique a
permis de caractériser l’évolution du comportement des matériaux décalcifiés, et d’étudier
l’influence du type de ciment, des additions et de la présence des fibres. L’utilisation de
ciments composés modifie la microstructure de la porosité et ralentit la progression des fronts
de lixiviation. Le calcium étant plus difficile d’accès, l’attaque est plus agressive dans ces
bétons entrainant des diminutions importantes des performances mécaniques et de transfert
dans les zones dégradées. La décalcification affecte les propriétés du matériau ainsi que
l’ancrage des fibres dans le béton entraînant une diminution des résistances résiduelles.
Cependant, les capacités portantes restent fortes. En flexion, on a pour le CEM IF sain une
résistance résiduelle de 16 kN et de 10 kN après 18 mois de dégradation.
L’ensemble de ces résultats montre à quel point les fibres, et la fumée de silice, améliorent les
propriétés physiques des bétons vis-à-vis des sollicitations possibles dans le cadre du stockage
de déchets radioactifs. Ces bétons, bien que plus couteux ne présentent que des avantages
comparés aux bétons de référence.
Les bétons, notamment les bétons autoplaçants, sont très sensibles aux conditions de
fabrication et aux modes de mise en œuvre notamment lorsqu’il s’agit de fabrication de
structures de grandes dimensions. L’analyse des propriétés physiques d’un béton fabriqué de
manière industrielle a permis de mettre en évidence les dispersions dues au mode de
fabrication. Le béton étudié ici présente des défauts de remplissage conduisant à une variation
sensible des propriétés mécaniques. De plus, des comportements différents à la fois entre le
haut et le bas du conteneur et selon le sens de prélèvement (horizontal et vertical) ont été mis
en évidence.
Chapitre II : Propriétés physiques des bétons Andra
Page 154
Les modèles se basant sur des résultats obtenus en laboratoire, cette campagne d’essais
montre combien il est important de procéder à ce type de caractérisation afin d’utiliser des
données d’entrée réalistes.
L’ensemble des résultats sera utilisé dans le chapitre III pour la mise au point des différents
modules du modèle chemo-mécanique, son calibrage, ainsi que pour sa validation.

CHAPITRE III :
MODELISATION DES COUPLAGES
CHEMO-MECANIQUES


Chapitre III : Modélisation des couplages chemo-mécaniques
Page 157
Introduction
Ce chapitre est consacré à la modélisation des interactions thermiques, chimiques et
mécaniques des bétons renforcés de fibres destinés au stockage de déchets radioactifs. Les
différents modèles mis au point et utilisés pour simuler le comportement des bétons et leur
couplage dans le but de prédire comportement des bétons renforcés de fibres seront présentés.
L’ensemble des essais détaillés au chapitre II avait pour but de fournir à la fois les données
d’entrée nécessaires à la mise au point des différents modules, permettant la simulation du
cycle de vie des conteneurs de stockage en béton renforcé de fibres, mais aussi les données
pour leur validation.
La maîtrise du cycle de vie d’un béton, dans le cadre du stockage de déchets radioactifs passe
par la connaissance de la phase d’hydratation qui conditionne l’évolution des propriétés
physiques du béton et à long terme, lorsque celui-ci se trouvera soumis à des dégradations
chimiques couplées à des sollicitations mécaniques dans le tunnel de stockage après plusieurs
milliers d’années. Pour de telles échéances, il est superflu de préciser que la seule démarche
pour mener un tel projet repose sur la modélisation.
La première partie de ce chapitre est consacrée à la modélisation de l’évolution du degré
d’hydratation ainsi que les champs de température au sein des structures. La deuxième partie
présente le modèle de décalcification utilisé pour simuler à la fois les effets d’une dégradation
accélérée au nitrate d’ammonium (DANA) et d’une dégradation à l’eau pure. La troisième
partie est consacrée au développement d’un modèle mécanique mis au point dans le but de
simuler le comportement des bétons renforcés de fibres. Ce modèle est ensuite couplé à un
modèle de fluage. La dernière partie de ce chapitre est consacrée aux couplages TCM. Les
couplages entre les différents modules sont présentés et validés à l’aide des résultats
expérimentaux.
III-1. Hydratation
Le modèle présenté ici s’inspire des travaux de Buffo-Lacarrière [Buffo-Lacarrière 2007] qui
a développé un modèle d’hydratation permettant de traiter les champs de température, de
teneur en eau et plusieurs champs d’hydratation correspondant à différentes phases anhydres
réactives présentant des réactions de dépendance entre elles. Cette modélisation permet la
simulation des cinétiques de réaction de manière précise.

Chapitre III : Modélisation des couplages chemo-mécaniques
Page 158
L’utilisation de ce modèle se fait à partir d’essais calorimétriques semi adiabatiques de
Langavant qui permettent la mesure des quantités de chaleur dégagées durant l’hydratation
d’un mortier.
L’objectif du travail n’étant pas ici de procéder à des études paramétriques concernant les
ajouts dans les ciments composés, nous optons pour une version simplifiée, revenant dans ce
cas à l’approche usuelle de la chaleur d’hydratation [Torrenti et al. 2005] avec une seule
variable d’hydratation globale couplée à la température. Si la teneur en eau, les conditions de
cure ou la quantité d’ajout devait être revu, il serait nécessaire d’utiliser le modèle complet de
Buffo-Lacarrière [Buffo-Lacarrière et al. 2007].
III-1.1. Equations constitutives et implantation numérique du couplage T-C
Mise en équation
Le modèle simplifié repose sur le couplage de l’évolution du degré d’hydratation et des
températures. Compte tenu du rôle qu’auront à tenir les conteneurs, il sera essentiel qu’ils
soient conservés après leur fabrication dans des conditions optimales, c'est-à-dire dans une
salle de cure humide. Les conditions d’utilisation du modèle seront alors les mêmes. Dans le
cas où ce type de conservation ne serait pas possible, la prise en compte de la teneur en eau
dans le modèle devra être ajoutée. Les travaux de Buffo-Lacarrière [Buffo-Lacarrière 2007] à
ce sujet pourront aussi être utilisés ici.
Le modèle utilise une loi de cinétique d’hydratation couplée à une équation de conservation
de la chaleur :
444 3444 2144444 344444 21B
m
A
mTR
Ea
t
⋅⋅
+=
αβαα-1
1-exp
293
1-
273
1-exp
∂∂
(III-1)
( ) ∞∂∂
-∂∂
Qt
gradTdivt
Tc ⋅+⋅= αλρ (III-2)
Où : - α est le degré d’hydratation
- Ea est l’énergie d’activation du ciment anhydre
- R est la constant des gaz parfaits égale à 8,314 J/(mol.K)
- T est la température (°C)
- ρ est la masse volumique du béton (kg/m3)
- c est la capacité calorifique massique du béton (J/(°C.kg))
- λ est la conductivité thermique du béton (W/(°C.m))

Chapitre III : Modélisation des couplages chemo-mécaniques
Page 159
- ∞Q est la quantité de chaleur produite par l’hydratation supposée complète (J/kg)
- m et β sont des paramètres de calage
• La loi de cinétique d’hydratation (éq. III-1) utilisée dans le modèle se compose de deux
parties A et B. La cinétique de réaction d’hydratation est influencée par les variations de
températures en milieu réactionnel. La température agit sur les cinétiques de réactions à
travers les énergies d’activation. Ces effets sont pris en compte à l’aide de la loi d’Arrhenius
[Arrhenius 1915] correspondant à la partie A de notre équation. La partie B permet la
simulation de la loi d’évolution de l’affinité qui caractérise le comportement chimique du
liant.
Le calage global de la loi s’effectue à partir des mesures de quantités de chaleur dégagée lors
d’essais d’hydratation quasi adiabatique au calorimètre de Langavant, présentées dans la
partie II-2.1.1. La courbe obtenue est approchée par l’équation résolue dans le cas adiabatique
et calée à l’aide de la méthode des moindres carrés, permettant ainsi la détermination des
paramètres de la loi de cinétique.
Les énergies d’activations sont calculées à partir de l’équation (III-3) [Schindler 2004] pour le
clinker, des valeurs de références pour les additions présentées dans le tableau III-1 et des
proportions de chaque constituant.
Constituant Ea/R (K)
Clinker
Cendres volantes
Laitiers de hauts fourneaux
Fumée de silice
( ) RSppREa BlaineAFCAC /22100/ 35.025.04
3.03 ⋅⋅⋅= (III-3)
12000 [Waller 1999]
5000 [Kishi et al. 1994]
11400 [Waller 1999]
Tableau III-1 : Energies d’activation des constituants du béton
• Le champ de température est affecté par les échanges avec l’extérieur et par le dégagement
de chaleur dû aux réactions d’hydratation. Ces variations sont gérées par la loi de
conservation de la chaleur (éq III-2). Cette loi fait intervenir les propriétés thermiques du
béton qui sont déterminées à partir des compositions et de valeurs de références proposées
dans le tableau III-2. La masse volumique est déterminée expérimentalement. La valeur ∞Q
du terme source est déterminée lors du calage de la loi de cinétique d’hydratation avec les
résultats des essais Langavant.

Chapitre III : Modélisation des couplages chemo-mécaniques
Page 160
Capacité thermique massique
La capacité thermique est déterminée à l’aide de la loi suivante [Waller et al. 2004] :
∑ ⋅=i
ii cfc (III-4)
où ic est la capacité thermique massique de chaque constituant, dont les valeurs sont fournies
dans le tableau III-2, et if est le dosage massique du constituant.
Constituant Capacité thermique massique
(J.(K.kg)-1)
Granulats ou fines siliceuses
Granulats ou fines calcaires
Granulats dolomitiques
Ciment anhydre
Cendres volantes
Laitiers de hauts fourneaux
Fumée de silice
Inox
Eau
730
840
890
760
730
730
730
500
4186
Tableau III-2 : Capacité thermique massique des constituants des bétons [De Larrard 2000]
Conductivité thermique
La conductivité thermique du béton est déterminée à partir de la conductivité des granulats
[Neville 2000]. Pour les granulats calcaires utilisés dans cette étude, la valeur retenue est de
1,8 W.(m.°C)-1 [Buffo-Lacarrière 2007].
Conditions initiales
• Une valeur fictive, faible, du degré d’hydratation constitue un paramètre de calage
complémentaire et permet d’amorcer le terme B.
• La température initiale est imposée à 20°C. Elle correspond à la température de l’air ambiant
lors de la fabrication.

Chapitre III : Modélisation des couplages chemo-mécaniques
Page 161
Conditions aux limites
• Pour simuler un essai adiabatique, on utilise une condition de Neumann, pour la cinétique
d’hydratation, qui consiste à imposer aux points en surface une densité de flux de chaleur en
fonction du temps égale à 0.
0==⋅ αϕ gradnr
(III-5)
• La structure réelle en phase d’hydratation est soumise à son environnement qui va avoir une
influence sur les températures en surface. L’introduction de conditions aux limites réalistes
permet de modéliser les échanges avec l’environnement. Dans cette étude, ils peuvent être de
deux types :
- Température imposée
Ce type d’échange est le plus simple à mettre en œuvre mais il conduit à sous estimer la
température. Il consiste à imposer une température constante à la surface de la structure. Ceci
est traité par une condition de Dirichlet tel que ∞= TTparoi avec ∞T la température de l’air
ambiant.
Dans notre étude, les éprouvettes sont conservées dans une salle de cure humide à une
température constante de 20°C. Dans le cas des conteneurs, leur mode de conservation après
fabrication n’est pas fixé. S’il est décidé de les conserver à température constante, ce type de
condition aux limites pourra être utilisé. Elle conduira alors à une approximation par défaut de
la température dans le colis pour des conditions aux limites plus réalistes.
- Convection et rayonnement
Le colis fabriqué dans les conditions industrielles que nous avons étudié dans le chapitre II a
été stocké à températures et hygrométries non contrôlés. Dans ces conditions, il se produit des
échanges par convection et rayonnement non maîtrisés.
Ces échanges sont dus à la différence de température entre la surface de la structure et l’air
ambiant. Ceci conduit à la formation d’un flux de chaleur.
( )[ ] 0=⋅−⋅−∞ paroiparoieq TgradnTTH λr (III-6)
où eqH est le coefficient d’échange prenant en compte les échanges par convection et
rayonnement ainsi que les échanges par conduction à travers le coffrage (en J/(h.m².K)). Il est
défini par l’équation :
f
f
rceq
e
HH λ+=
+
11 (III-7)

Chapitre III : Modélisation des couplages chemo-mécaniques
Page 162
où rcH + est le coefficient global d’échange global avec l’air (en J/(h.m².K)), fe est
l’épaisseur (en m) et fλ la conductivité du coffrage (en J/(h.m.K)). Ces valeurs dépendent de
la nature du coffrage, des coefficients d’échange avec l’air et de la vitesse du vent.
III-1.2. Application
III-1.2.1. Données
Le calage des courbes est effectué à l’aide des essais de calorimétrie semi adiabatique de
Langavant présentés au paragraphe II-2.1.1. La chaleur cumulée en fonction du temps obtenue
permet de caler la loi par la méthode des moindres carrés.
Les données d’entrée, déterminées à l’aide des valeurs tirées de la bibliographie, sont
présentées dans le tableau III-3. Les valeurs des paramètres de calage obtenues sont données
dans le tableau III-4 et les courbes modélisées sont tracées sur la figure III-1.
CEM I CEM IF CEM V CEM VF
Ea/R (K-1) 2856 3712 6871 7137
ρ (kg/m3) 2329 2346 2266 2317 c (J/(kg.K)) 1080 1067 1084 1071 λ (J/(s.m.K)) 1,8 1,8 1,8 1,8
Tableau III-3 : Caractéristiques thermiques des bétons
CEM I CEM IF CEM V CEM VF
α0 2,48E-03 1,92E-02 2,87E-02 2,02E-03
m 0,489 0,370 0,357 0,378 β 20,51 32,16 38,217 35,607
Q∞ (J/g) 346,6 295,7 402,4 355,4
Tableau III-4 : Paramètres de calage pour chaque composition

Chapitre III : Modélisation des couplages chemo-mécaniques
Page 163
0
50
100
150
200
250
300
0 20 40 60 80 100 120
Temps (h)
Q (J/g)
CEM I
0
50
100
150
200
250
300
0 20 40 60 80 100 120
Temps (h)
Q (J/g)
CEM IF
0
50
100
150
200
250
300
0 20 40 60 80 100 120
Temps (h)
Q (J/g)
CEM V
0
50
100
150
200
250
300
0 20 40 60 80 100 120
Temps (h)
Q (J/g)CEM VF
Figure III-1 : Dégagement de chaleurs des quatre compositions et calage du modèle
Les calages effectués permettent de reproduire le comportement des bétons vis-à-vis de la
température en phase d’hydratation même si on note une légère sous estimation de la chaleur
cumulée en fin d’essais pour le CEM I et le CEM V.
Le calage des quatre courbes de quantités de chaleur dégagées étant effectué, il est maintenant
possible de procéder à la détermination du degré d’hydratation dans les éprouvettes et les
structures.
III-1.2.2. Résultats
Les lois et les différents paramètres de calage ont été intégrés dans le logiciel de calcul aux
éléments finis COMSOL Multiphysics©. Il a été utilisé afin de prédire les champs
d’hydratation et de température sur des éprouvettes de laboratoire et sur un conteneur. Ces
mesures sont effectuées de manière à approcher les conditions expérimentales, correspondant
à des conditions aux limites en température à 20°C, pour les éprouvettes de laboratoire,
comme pour les conteneurs. Cette approximation conduit à une évaluation par défaut de T.
Les figures III-2 et III-3 représentent le maillage d’une éprouvette utilisée pour les essais de
flexion et le maillage de 1/8° d’un conteneur.

Chapitre III : Modélisation des couplages chemo-mécaniques
Page 164
Les courbes de la figure III-4 représentent l’évolution du degré d’hydratation en fonction du
temps pour les différentes compositions de bétons étudiées et la figure III-5 montre le
développement des températures au sein des éprouvettes de flexion.
La figure III-6 représente le champ de température dans un conteneur de CEM I lorsque la
température maximale est atteinte. La figure III-7 montre les températures en un point
identique dans les conteneurs pour les quatre compositions. Ce point se situe à proximité de la
zone où la température est la plus importante.
0,4
0,1
0,02
0,4
0,1
0,02
0,4
0,1
0,02
0,4
0,1
0,02
Figure III-2 : Maillage d’une éprouvette
pour des essais de flexion
Figure III-3 : Maillage de 1/8° de conteneur
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
0 5 10 15 20 25 30
Temps (j)
Degré d'hydratation CEM I
CEM IF
CEM VF
CEM V
20
20,5
21
21,5
22
22,5
23
23,5
24
0 5 10 15 20 25 30
Temps (j)
T (°C)
CEM I
CEM V
CEM IF
CEM VF
Figure III-4 : Evolutions des degrés
d’hydratation en fonction du temps pour les
éprouvettes de flexion
Figure III-5 : Evolutions des températures au
sein des éprouvettes de flexion

Chapitre III : Modélisation des couplages chemo-mécaniques
Page 165
Figure III-6 : Champ de température dans un conteneur de CEM I lorsque la température
maximale est atteinte
20
25
30
35
40
45
50
55
60
0 10 20 30 40 50 60
Temps (h)
Température (°C)
CEM I
CEM V
CEM IF
CEM VF
Figure III-7 : Evolutions des températures en fonction du temps dans un conteneur pour les
quatre compositions étudiées

Chapitre III : Modélisation des couplages chemo-mécaniques
Page 166
Sur la figure III-4, les degrés d’hydratation montrent une évolution similaire pour le CEM IF,
le CEM V et le CEM VF, les réactions étant décalées dans le temps à cause de la présence des
additions pouzzolaniques et du superplastifiant. A 28 jours, le CEM I est hydraté à 80% alors
que les trois autres compositions ne le sont qu’à 75%. Cette différence est compensée pour
des échéances plus longues.
La figure III-5 montre que les additions pouzzolaniques entraînent une diminution importante
de la température durant la phase d’hydratation puisque on atteint dans une éprouvette de
dimension 100x100x500 mm une température au cœur comprise entre 21°C et 21,2°C pour
les trois bétons contenant des additions alors qu’au cœur du CEM I, la température maximale
atteinte vaut 23,5°C.
Cette différence est encore plus marquée sur la figure III-7 qui représente l’évolution des
températures au sein d’un conteneur pour les quatre types de compositions. Les valeurs
maximales atteintes pour les trois bétons contenant des additions sont comprises entre 35°C et
43°C alors que le conteneur de CEM I atteint 56 °C.
La figure III-6 permet d’observer le champ de température lorsque la valeur maximale est
atteinte au cours de l’hydratation pour un conteneur en CEM I. Les différences
éventuellement créées entre le cœur et les bords vont engendrer des contraintes de retrait
thermique pouvant créer de la fissuration.
Nous avons présenté une loi simplifiée permettant la simulation de l’évolution du degré
d’hydratation et du champ de température durant la phase d’hydratation du béton. Cette loi a
été intégrée dans un code de calcul aux éléments finis et est appliquée au cas particulier d’un
conteneur de stockage. Ceci a permis de déterminer le champ de température au sein de la
structure et de voir l’influence des additions pouzzolaniques qui entraînent une diminution
importantes des valeurs maximales de température.
III-2. Décalcification
Le modèle utilisé dans cette étude a été mis au point par Sellier, Lacarrière et Bourbon [Sellier
2004, Lacarrière et al. 2006] dans le cadre de l’étude des couplages chemo-mécaniques sur les
bétons de référence au cours de projets Andra antérieurs. Ce modèle, intégré dans le code aux
éléments finis Castem permet, à partir du calcul théorique des quantités de calcium présent
dans la pâte de ciment et des coefficients de diffusion, de déterminer l’évolution de la

Chapitre III : Modélisation des couplages chemo-mécaniques
Page 167
dégradation, que ce soit une dégradation à l’eau ou une dégradation accélérée par du nitrate
d’ammonium.
Dans le cadre de notre étude, nous avons intégré ce modèle dans le code de calcul aux
éléments finis Comsol Multiphysics© et l’avons utilisé afin de prédire l’évolution de la
décalcification des bétons renforcés de fibres.
III-2.1. Equations constitutives et implantation numérique
La lixiviation est gérée par les équations d’équilibre thermodynamique des hydrates de la pâte
de ciment et par les lois de conservation de masse des ions présents dans la solution
interstitielle.
La lixiviation des ions calcium est prépondérante sur celle des autres ions présents dans la
pâte de ciment [Adenot 1992] ce qui conduit à exprimer le problème sous la forme d’une
équation de conservation du calcium.
[ ]( )( )
==
==
+−=
+
++
+
++
++
22
2
22
22
0≠,0
00
-∂∂
∂∂
iniCaxtCa
xCa
sCagradDdivt
Ca
CaCa
φφ
(III-8)
avec : - +2Ca est la concentration en ion calcium de la solution interstitielle
- φ est la porosité du béton
- D est le coefficient de diffusion de l’ion calcium dans le béton
- +2iniCa est la concentration initiale (à déterminer avec les équilibres
thermodynamiques)
- s est le terme source : t
Ca
Ca
Ca
t
Cas solidesolide
∂∂
∂∂
-∂
∂-
2
2
+
+ ×== , il traduit la dissolution
des hydrates sous l’effet de l’eau pour donner des ions +2Ca .
Les différents paramètres sont fonction de la concentration en ion calcium. L’équation peut
donc s’écrire sous la forme :

Chapitre III : Modélisation des couplages chemo-mécaniques
Page 168
( ) ( )[ ]( )( )
=≠=
==
=∂
∂
∂∂++
∂∂
++
+
+++
+++
+
22
2
222
222
2
0,0
00
.
ini
solide
CaxtCa
xCa
CagradCaDdivt
Ca
CaCaCa
Ca
Ca φφ
(III-9)
Le processus de lixiviation simple est très long. D’après Adenot [Adenot 1992], pour obtenir
4 cm d’épaisseur dégradée sur une pâte de ciment de rapport E/C égal à 0,4 avec de l’eau
déminéralisée, il faudrait 300 ans.
Pour effectuer les essais dans le cadre de la thèse, il a fallu accélérer le processus de
décalcification afin de travailler sur des bétons ayant des épaisseurs dégradées suffisantes.
Pour cela, nous avons utilisé la méthode de dégradation accélérée par immersion des bétons
dans une solution de nitrate d’ammonium 6M (ou DANA) présentée dans les chapitres I et II.
La réaction entre le nitrate d’ammonium et la matrice cimentaire est décrite par l’équation :
( ) ( ) OHNHNOCaNONHOHCa 2323342 22↔2 +++ (III-10)
L’équation présentée ci-dessus est donnée pour de la portlandite, mais elle peut être
généralisée au calcium provenant des autres hydrates du béton (C-S-H, AFm, AFt). Le nitrate
de calcium étant très soluble, il diffuse avec les ions calcium. L’équation de conservation en
masse va alors s’écrire :
( )( )( )( ) ( )( ) ( )[ ] sCagradDNOCagradDdiv
t
NOCaCaCaNOCa +=
+×---
∂∂
2323
23
φ (III-11)
avec t
Cas solide
∂∂
-=
Les approximations suivantes sont alors proposées par Sellier [Sellier 2004] :
( )
==
DEP
DEP
CaCa
CaNOCa
.
.23
βα
où α et β sont des coefficients de proportionnalité
On obtient alors :
( ) ( )
+=
+++ DEPCa
Ca
NOCaDEP
DEPDEP
DEP
solide CagradDD
Ddiv
t
Ca
CaCa
Ca
Ca.
∂∂
∂∂
∂∂
23
0 βαφφαβ
(III-12)

Chapitre III : Modélisation des couplages chemo-mécaniques
Page 169
Avec cette équation, il est possible de définir un facteur d’accélération de la dégradation au
nitrate d’ammonium λ et un terme minorateur de l’accélération ε :
( ) ( )ελβα
βαλ
-123 =
+
+=
Ca
NOCa
D
D (III-13)
L’équation de conservation de la masse peut donc s’écrire :
( )[ ]DEPCaDEP
DEPDEP
DEP
solide CagradDdivt
Ca
CaCa
Ca
Ca..-1
∂∂
∂∂
∂∂ ελφφλ =
++ (III-14)
Les paramètres λ et ε seront calés par rapport aux résultats obtenus expérimentalement.
Généralement, on admet que ε est négligeable devant 1 [Sellier 06].
Principe du modèle
Si on pose dans l’équation III-14 :
( )
++= ++
++ φφλ
22
22
∂∂
∂∂
CaCa
Ca
CaCaC solide (III-15)
( ) += 2-1- CagradDελϕr (III-16)
on peut alors écrire :
( ) ϕrdivt
CaCaC -
∂∂ 2
2 =+
+ (III-17)
où ( )+2CaC est appelé « capacité » du fait de l’analogie possible avec une équation de
thermique. Le modèle est intégré dans le logiciel d’éléments finis Comsol Multiphysics© en
s’appuyant sur une loi de conservation de la masse.
III-2.2. Applications
III-2.2.1. Données
L’exploitation du modèle impose la détermination pour les quatre compositions de l’évolution
de la capacité, c'est-à-dire de la concentration en calcium solide et de la porosité en fonction
de la concentration en calcium liquide, et du coefficient de diffusion en fonction de la
concentration en calcium liquide.
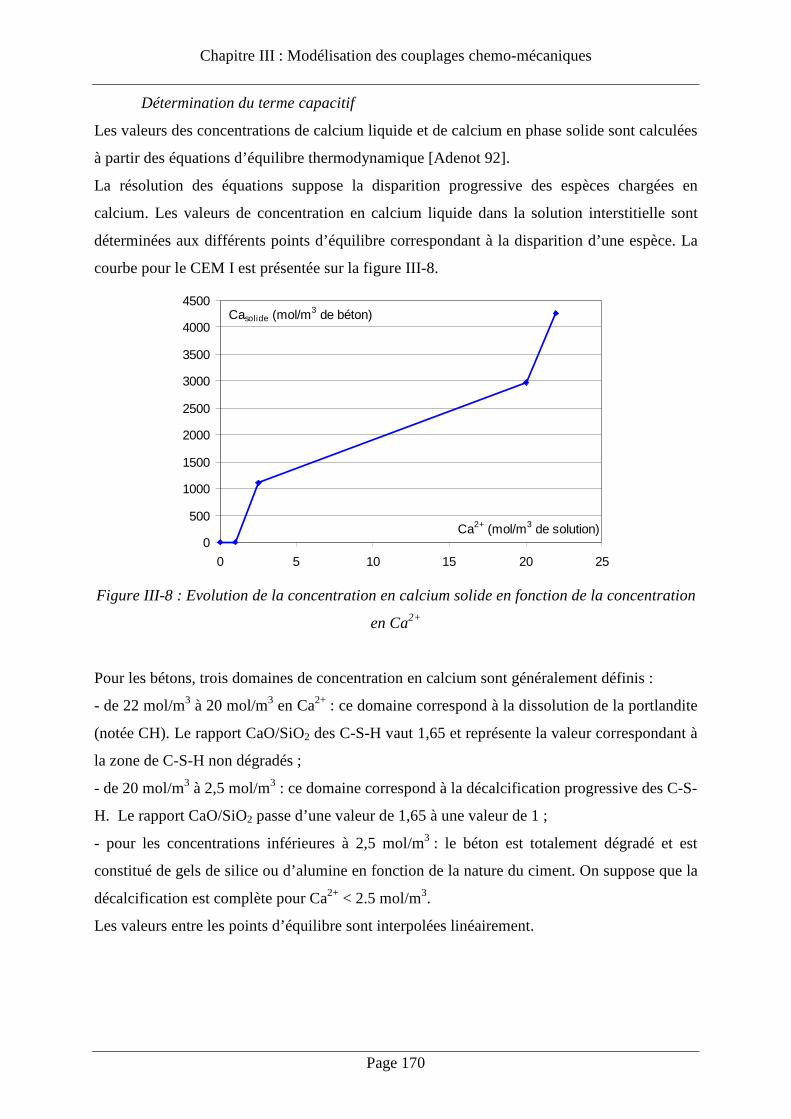
Chapitre III : Modélisation des couplages chemo-mécaniques
Page 170
Détermination du terme capacitif
Les valeurs des concentrations de calcium liquide et de calcium en phase solide sont calculées
à partir des équations d’équilibre thermodynamique [Adenot 92].
La résolution des équations suppose la disparition progressive des espèces chargées en
calcium. Les valeurs de concentration en calcium liquide dans la solution interstitielle sont
déterminées aux différents points d’équilibre correspondant à la disparition d’une espèce. La
courbe pour le CEM I est présentée sur la figure III-8.
0
500
1000
1500
2000
2500
3000
3500
4000
4500
0 5 10 15 20 25
Ca2+ (mol/m3 de solution)
Casolide (mol/m3 de béton)
Figure III-8 : Evolution de la concentration en calcium solide en fonction de la concentration
en Ca2+
Pour les bétons, trois domaines de concentration en calcium sont généralement définis :
- de 22 mol/m3 à 20 mol/m3 en Ca2+ : ce domaine correspond à la dissolution de la portlandite
(notée CH). Le rapport CaO/SiO2 des C-S-H vaut 1,65 et représente la valeur correspondant à
la zone de C-S-H non dégradés ;
- de 20 mol/m3 à 2,5 mol/m3 : ce domaine correspond à la décalcification progressive des C-S-
H. Le rapport CaO/SiO2 passe d’une valeur de 1,65 à une valeur de 1 ;
- pour les concentrations inférieures à 2,5 mol/m3 : le béton est totalement dégradé et est
constitué de gels de silice ou d’alumine en fonction de la nature du ciment. On suppose que la
décalcification est complète pour Ca2+ < 2.5 mol/m3.
Les valeurs entre les points d’équilibre sont interpolées linéairement.

Chapitre III : Modélisation des couplages chemo-mécaniques
Page 171
• Détermination des concentrations en calcium
Pour les bétons à base de CEM I, les quantités d’anhydres sont déterminées à partir de la
composition du ciment [Sellier 2006]. Ces valeurs sont ensuite utilisées afin de calculer les
quantités d’hydrates formés et sensibles à la décalcification, c'est-à-dire du
monosulfoaluminate AFM, de l’ettringite AFT (ou hexahydrate C3AH6), des C-S-H et de la
portlandite CH à partir de l’hypothèse suivante :
( )
( )( )
+==+
==+++
AFMAHCouAFTSO
OAlAFMAHCouAFT
CSHSiO
CaOAHCouAFTAFMCSHCH
633
3263
2
63
03
2222
36465,1
(III-18)
Les compositions des ciments ont été présentées dans les tableaux II-1 et II-2 dans le chapitre
précédent. Les quantités obtenues sont présentées dans le tableau III-5 :
Composition finale (mol/l de pâte) Afm 0,40 Hexa 0,36 C-S-H 4,26
CH 4,19 Tableau III-5 : Composition théorique du CEM I en hydrates
Pour les bétons de CEM V, les quantités d’hydrates formés sont déterminées par le même
principe que pour les bétons de CEM I, mais ces bétons étant composés, en plus du clinker, de
cendres volantes et de laitier de hauts fourneaux, le calcul d’hydratation prend en compte
deux étapes supplémentaires. Après avoir évalué l’hydratation du clinker et du gypse servant
de régulateur de prise, nous calculons de la même manière l’hydratation du laitier qui
intervient lors d’une deuxième phase. Cette étape est suivie par le calcul des réactions entre la
portlandite du clinker, le laitier et les cendres entrainant la formation de C-S-H secondaires.
Les quantités obtenues lors des trois étapes sont additionnées afin de déterminer la
composition finale. Elles conduisent à une réduction de la teneur en portlandite pour les
ciments avec ajouts [Sellier 2006].
Pour les bétons renforcés de fibres, qui contiennent de la fumée de silice, le processus est
identique à celui utilisé pour le CEM V. Une étape supplémentaire consacrée au calcul des
réactions avec la fumée de silice est ajoutée.
Les résultats obtenus pour les quatre compositions sont présentés dans le tableau III-6.
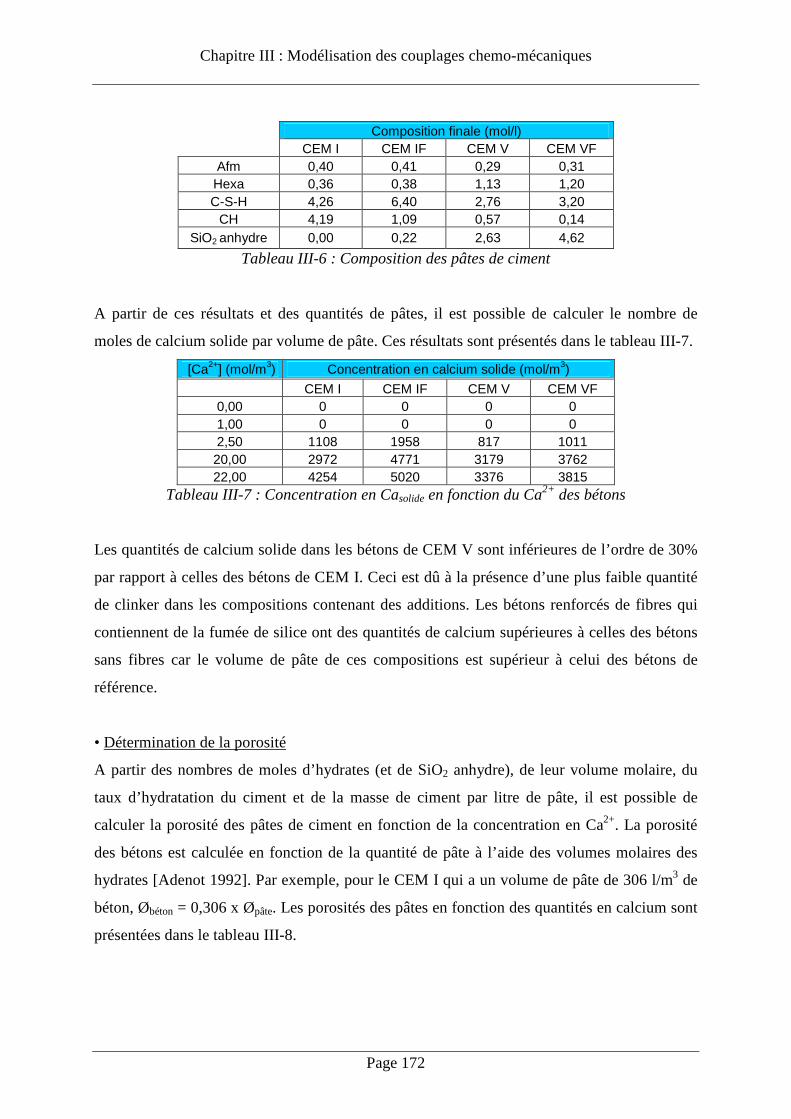
Chapitre III : Modélisation des couplages chemo-mécaniques
Page 172
Composition finale (mol/l) CEM I CEM IF CEM V CEM VF
Afm 0,40 0,41 0,29 0,31 Hexa 0,36 0,38 1,13 1,20 C-S-H 4,26 6,40 2,76 3,20
CH 4,19 1,09 0,57 0,14 SiO2 anhydre 0,00 0,22 2,63 4,62
Tableau III-6 : Composition des pâtes de ciment
A partir de ces résultats et des quantités de pâtes, il est possible de calculer le nombre de
moles de calcium solide par volume de pâte. Ces résultats sont présentés dans le tableau III-7.
[Ca2+] (mol/m3) Concentration en calcium solide (mol/m3)
CEM I CEM IF CEM V CEM VF 0,00 0 0 0 0 1,00 0 0 0 0 2,50 1108 1958 817 1011 20,00 2972 4771 3179 3762 22,00 4254 5020 3376 3815
Tableau III-7 : Concentration en Casolide en fonction du Ca2+ des bétons
Les quantités de calcium solide dans les bétons de CEM V sont inférieures de l’ordre de 30%
par rapport à celles des bétons de CEM I. Ceci est dû à la présence d’une plus faible quantité
de clinker dans les compositions contenant des additions. Les bétons renforcés de fibres qui
contiennent de la fumée de silice ont des quantités de calcium supérieures à celles des bétons
sans fibres car le volume de pâte de ces compositions est supérieur à celui des bétons de
référence.
• Détermination de la porosité
A partir des nombres de moles d’hydrates (et de SiO2 anhydre), de leur volume molaire, du
taux d’hydratation du ciment et de la masse de ciment par litre de pâte, il est possible de
calculer la porosité des pâtes de ciment en fonction de la concentration en Ca2+. La porosité
des bétons est calculée en fonction de la quantité de pâte à l’aide des volumes molaires des
hydrates [Adenot 1992]. Par exemple, pour le CEM I qui a un volume de pâte de 306 l/m3 de
béton, Øbéton = 0,306 x Øpâte. Les porosités des pâtes en fonction des quantités en calcium sont
présentées dans le tableau III-8.
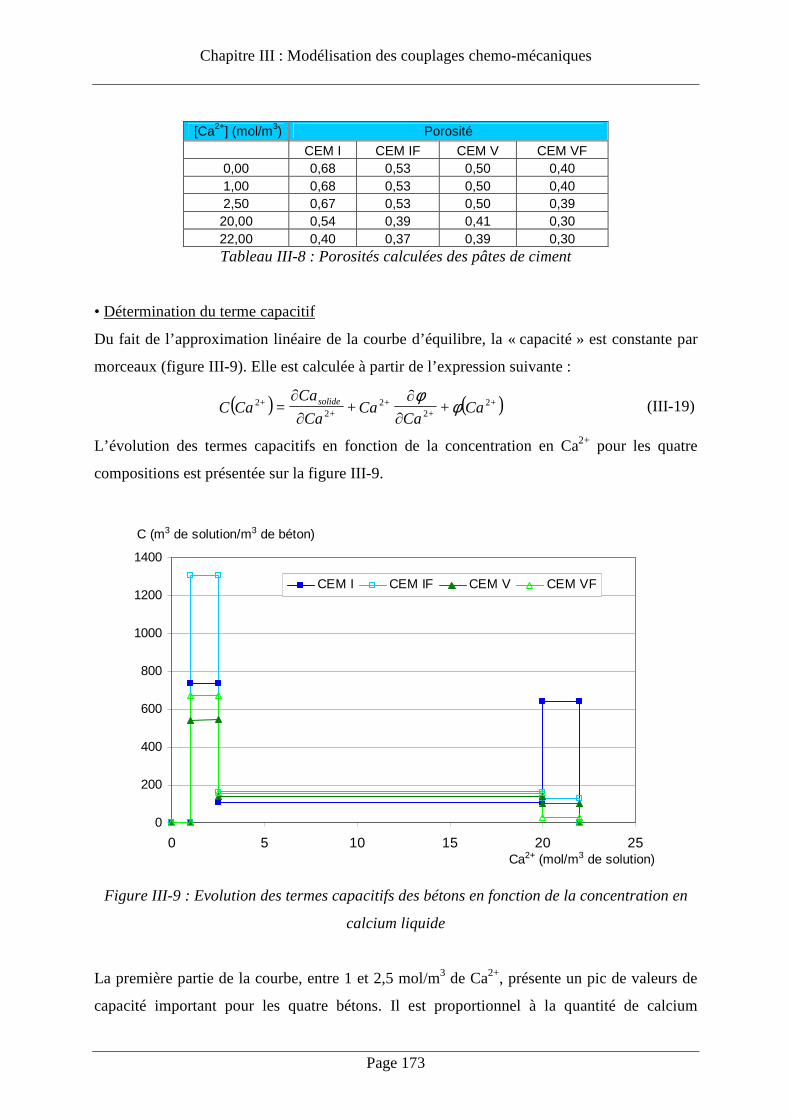
Chapitre III : Modélisation des couplages chemo-mécaniques
Page 173
[Ca2+] (mol/m3) Porosité
CEM I CEM IF CEM V CEM VF 0,00 0,68 0,53 0,50 0,40 1,00 0,68 0,53 0,50 0,40 2,50 0,67 0,53 0,50 0,39 20,00 0,54 0,39 0,41 0,30 22,00 0,40 0,37 0,39 0,30 Tableau III-8 : Porosités calculées des pâtes de ciment
• Détermination du terme capacitif
Du fait de l’approximation linéaire de la courbe d’équilibre, la « capacité » est constante par
morceaux (figure III-9). Elle est calculée à partir de l’expression suivante :
( ) ( )+2+2
+2+2
+2 +∂∂
+∂∂
= CaCa
CaCa
CaCaC solide φ
φ (III-19)
L’évolution des termes capacitifs en fonction de la concentration en Ca2+ pour les quatre
compositions est présentée sur la figure III-9.
0
200
400
600
800
1000
1200
1400
0 5 10 15 20 25Ca2+ (mol/m3 de solution)
CEM I CEM IF CEM V CEM VF
C (m3 de solution/m3 de béton)
Figure III-9 : Evolution des termes capacitifs des bétons en fonction de la concentration en
calcium liquide
La première partie de la courbe, entre 1 et 2,5 mol/m3 de Ca2+, présente un pic de valeurs de
capacité important pour les quatre bétons. Il est proportionnel à la quantité de calcium
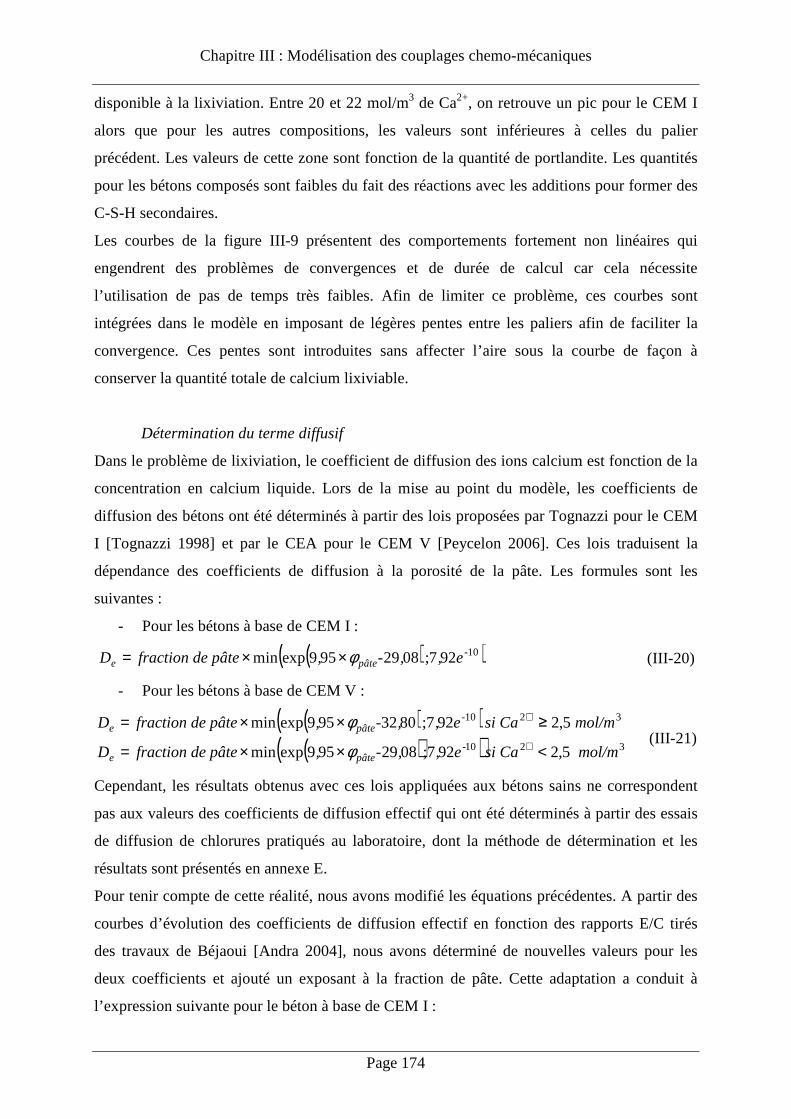
Chapitre III : Modélisation des couplages chemo-mécaniques
Page 174
disponible à la lixiviation. Entre 20 et 22 mol/m3 de Ca2+, on retrouve un pic pour le CEM I
alors que pour les autres compositions, les valeurs sont inférieures à celles du palier
précédent. Les valeurs de cette zone sont fonction de la quantité de portlandite. Les quantités
pour les bétons composés sont faibles du fait des réactions avec les additions pour former des
C-S-H secondaires.
Les courbes de la figure III-9 présentent des comportements fortement non linéaires qui
engendrent des problèmes de convergences et de durée de calcul car cela nécessite
l’utilisation de pas de temps très faibles. Afin de limiter ce problème, ces courbes sont
intégrées dans le modèle en imposant de légères pentes entre les paliers afin de faciliter la
convergence. Ces pentes sont introduites sans affecter l’aire sous la courbe de façon à
conserver la quantité totale de calcium lixiviable.
Détermination du terme diffusif
Dans le problème de lixiviation, le coefficient de diffusion des ions calcium est fonction de la
concentration en calcium liquide. Lors de la mise au point du modèle, les coefficients de
diffusion des bétons ont été déterminés à partir des lois proposées par Tognazzi pour le CEM
I [Tognazzi 1998] et par le CEA pour le CEM V [Peycelon 2006]. Ces lois traduisent la
dépendance des coefficients de diffusion à la porosité de la pâte. Les formules sont les
suivantes :
- Pour les bétons à base de CEM I :
( )( )10-927; 0829959expmin e,,-,e pâtefraction dD pâtee φ××= (III-20)
- Pour les bétons à base de CEM V :
( )( )( )( ) 3210-
3210-
5,2 927; 0829959expmin
5,2≥ 927; 8032959expmin
mol/msi Cae,,-,e pâtefraction dD
mol/msi Cae,,-,e pâtefraction dD
pâtee
pâtee
<××=
××=+
+
φ
φ (III-21)
Cependant, les résultats obtenus avec ces lois appliquées aux bétons sains ne correspondent
pas aux valeurs des coefficients de diffusion effectif qui ont été déterminés à partir des essais
de diffusion de chlorures pratiqués au laboratoire, dont la méthode de détermination et les
résultats sont présentés en annexe E.
Pour tenir compte de cette réalité, nous avons modifié les équations précédentes. A partir des
courbes d’évolution des coefficients de diffusion effectif en fonction des rapports E/C tirés
des travaux de Béjaoui [Andra 2004], nous avons déterminé de nouvelles valeurs pour les
deux coefficients et ajouté un exposant à la fraction de pâte. Cette adaptation a conduit à
l’expression suivante pour le béton à base de CEM I :
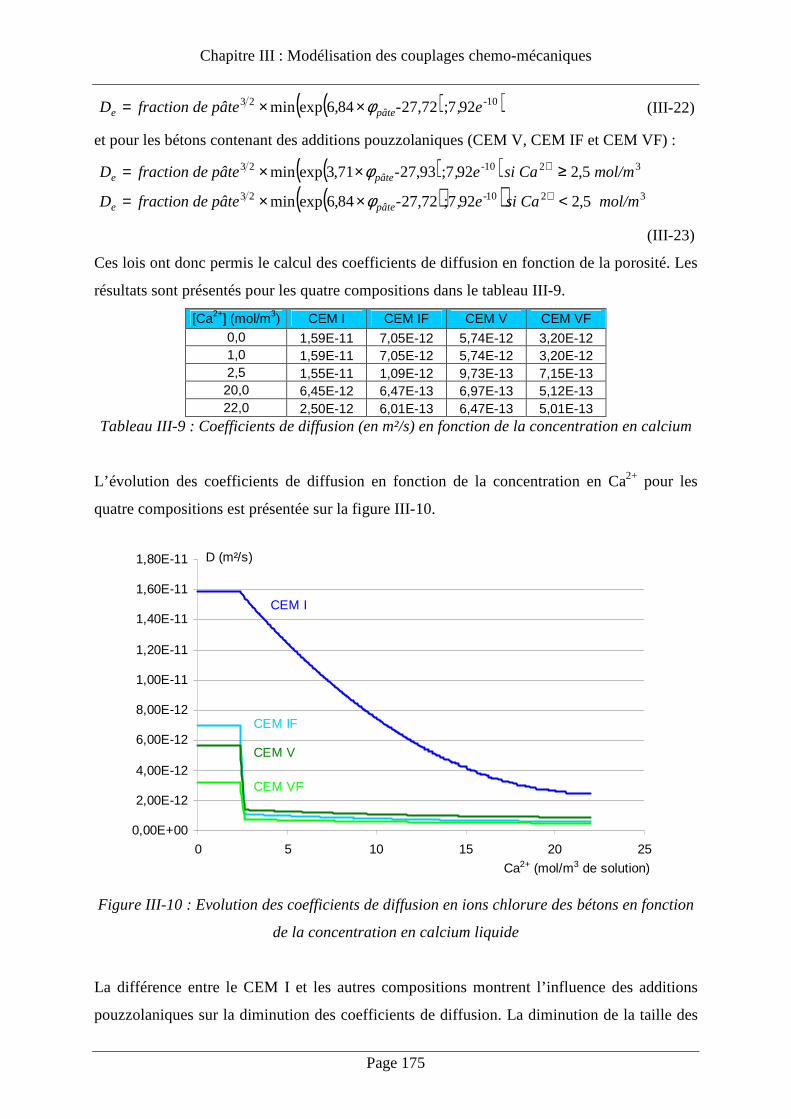
Chapitre III : Modélisation des couplages chemo-mécaniques
Page 175
( )( )10-23 927; 72,2784,6expmin e,-e pâtefraction dD pâtee φ××= (III-22)
et pour les bétons contenant des additions pouzzolaniques (CEM V, CEM IF et CEM VF) :
( )( )( )( ) 3210-23
3210-23
5,2 927; 72,2784,6expmin
5,2≥ 927; 93,2771,3expmin
mol/msi Cae,-e pâtefraction dD
mol/msi Cae,-e pâtefraction dD
pâtee
pâtee
<××=
××=+
+
φ
φ
(III-23)
Ces lois ont donc permis le calcul des coefficients de diffusion en fonction de la porosité. Les
résultats sont présentés pour les quatre compositions dans le tableau III-9.
[Ca2+] (mol/m3) CEM I CEM IF CEM V CEM VF 0,0 1,59E-11 7,05E-12 5,74E-12 3,20E-12 1,0 1,59E-11 7,05E-12 5,74E-12 3,20E-12 2,5 1,55E-11 1,09E-12 9,73E-13 7,15E-13 20,0 6,45E-12 6,47E-13 6,97E-13 5,12E-13 22,0 2,50E-12 6,01E-13 6,47E-13 5,01E-13
Tableau III-9 : Coefficients de diffusion (en m²/s) en fonction de la concentration en calcium
L’évolution des coefficients de diffusion en fonction de la concentration en Ca2+ pour les
quatre compositions est présentée sur la figure III-10.
0,00E+00
2,00E-12
4,00E-12
6,00E-12
8,00E-12
1,00E-11
1,20E-11
1,40E-11
1,60E-11
1,80E-11
0 5 10 15 20 25
Ca2+ (mol/m3 de solution)
D (m²/s)
CEM I
CEM IF
CEM V
CEM VF
Figure III-10 : Evolution des coefficients de diffusion en ions chlorure des bétons en fonction
de la concentration en calcium liquide
La différence entre le CEM I et les autres compositions montrent l’influence des additions
pouzzolaniques sur la diminution des coefficients de diffusion. La diminution de la taille des

Chapitre III : Modélisation des couplages chemo-mécaniques
Page 176
pores permet de diminuer les coefficients de diffusions comparés à celui du CEM I ce qui
ralentit le phénomène de dégradation. (Pour rappel, le CEM IF contient 10 % en masse de
ciment de fumée de silice).
Dans le cas du CEM I, la décomposition des C-S-H est progressive jusqu’à la disparition
totale du calcium. Les coefficients de diffusion évoluent de manière continue.
Les travaux de Peycelon concernant l’implantation dans Castem de la procédure DiffuCa ont
montré que l’on pouvait simuler correctement la décalcification d’un béton avec ajouts en
adoptant une loi de diffusion définie par morceaux (équation III-24). La raison physique étant
la similitude des pâtes totalement dégradées de ces bétons avec celles des CEM I. Cette
méthode s’est avérée efficace pour simuler les CEM V, c’est pourquoi elle est étendue ici aux
bétons renforcés de fibres.
L’ensemble des données nécessaires à l’utilisation de ce modèle est maintenant déterminé.
L’étape suivante consiste au calage du facteur d’accélération.
Calage du modèle
Le modèle de décalcification permet de prédire l’évolution de la dégradation des bétons au
cours du temps. Afin de modéliser le comportement des bétons soumis à une décalcification
accélérée au nitrate d’ammonium, il faut caler les facteurs d’accélération λ pour chaque
composition par rapport aux résultats expérimentaux. Le calage sera considéré comme correct
lorsque les profondeurs dégradées et les flux de calcium lixivié obtenus avec le modèle
correspondront à ceux mesurés expérimentalement.
• Détermination des profondeurs dégradées
La détermination des profondeurs dégradées a été effectuée sur les bétons après 9 et 18 mois
de dégradation. Elles ont été mesurées à partir de deux méthodes qui sont l’utilisation d’un
indicateur coloré et la détermination des profils en calcium au microscope électronique à
balayage (MEB) couplé à un EDS (Energy Dispersive X-ray Spectroscopy) permettant la
mesure des quantités de calcium dans le but de vérifier la concordance des deux méthodes.
Mesure des profondeurs dégradées à la phénolphtaléine
La phénolphtaléine est un indicateur coloré dont le virage se situe aux environs d’un pH de 9.
Ceci permet de déterminer les zones saines (pH de 9 à 13) et les zones décalcifiées (pH < 9)
selon que la solution interstitielle reste incolore ou vire au rose (figure III-11).

Chapitre III : Modélisation des couplages chemo-mécaniques
Page 177
Figure III-11 : Photo d’une éprouvette de CEM IF dégradée recouverte de phénolphtaléine
Après avoir aspergé l’éprouvette de phénolphtaléine, les profondeurs sont mesurées à l’aide
d’un vidéomicroscope. Les profondeurs mesurées, au nombre de 8, sont réparties à égales
distances les unes des autres sur l’éprouvette (figure III-11). Les valeurs moyennes obtenues
pour chaque béton sont présentées dans le tableau III-10.
Temps (j) CEM I CEM IF CEM V CEM VF 273 19,3 14,1 16,2 11,8 460 29,8 23,6 25,4 22,2
Tableau III-10 : Profondeurs dégradées (en mm) mesurées à la phénophtaléine
Bien que cette méthode soit couramment utilisée pour déterminer les profondeurs de
dégradation, sa précision reste discutable. La zone de virage exacte qui est comprise entre des
pH de 8,4 et 10,3 conduit à une précision assez faible. De plus, cette méthode ne permet pas
de déterminer l’allure du front de décalcification qui est évolutif.
L’utilisation du CEM V, composé de laitiers de hauts fourneaux et de cendres volantes, et
l’ajout de fumée de silice dans les bétons renforcés de fibres conduit à une diminution du pH
des solutions interstitielles de ces bétons [Codina 2007]. Ceci conduit aussi à l’obtention d’un
front évolutif d’épaisseur plus importante à la même date comparé à un CEM I. Ces deux
effets combinés engendrent une diminution de la précision de la position du front indiquée par
la phénolphtaléine.
Ces profondeurs étant aussi utilisées pour la détermination des propriétés de transfert en zone
dégradée, il a été nécessaire d’effectuer des mesures plus précises pour calculer de manière
efficace les caractéristiques en zones dégradées. Pour cela, les profils de teneur en calcium ont
été déterminés au MEB couplé à un EDS sur les bétons ayant passés 9 mois en dégradation.

Chapitre III : Modélisation des couplages chemo-mécaniques
Page 178
Mesure des profondeurs dégradées par détermination des profils en calcium
Afin de déterminer avec précision les profondeurs dégradées, le béton a été scié, poli et
métallisé puis observé au microscope électronique à balayage.
L’EDS permet la mesure de la quantité d’élément présent dans la zone visée. Pour déterminer
les profondeurs de dégradation, il faut mesurer les quantités de calcium afin d’en tracer le
profil. Les variations des quantités permettent ainsi de déterminer la position du front évolutif
et de définir précisément la profondeur de dégradation. La figure III-12 représente l’image
observée au MEB du CEM V et la figure III-13 représente les profils mesurés pour différents
éléments.
Figure III-12 : Observation au MEB d’un CEM V
Figure III-13 : Profils mesurés par l’EDS sur un CEM V

Chapitre III : Modélisation des couplages chemo-mécaniques
Page 179
Avec un béton contenant des granulats calcaire, les résultats obtenus présentent à la fois les
quantités de calcium dans la pâte de ciment mais aussi le calcium des granulats. Pour
distinguer le calcium de la pâte de celui des granulats, il faut déterminer le profil d’autres
éléments comme, par exemple, la silice. On retrouve dans la pâte de ciment une quantité plus
ou moins importante de silice qui n’est pas présente dans les granulats. Afin de déterminer les
profils en calcium de la pâte de ciment, il suffit de prendre en compte uniquement les points
qui présentent une quantité non négligeable de silice. Pour traiter ces résultats, seuls les points
contenant plus de 10% de silice ont été considérés comme de la pâte.
Les profils obtenus pour les quatre bétons sont présentés sur les figures III-14 à III-17. Les
courbes bleues représentent les valeurs mesurées et les courbes rouges les moyennes mobiles
à partir desquelles nous allons déterminer la position et l’épaisseur des fronts.
0
10
20
30
40
50
60
70
80
90
100
0 5000 10000 15000 20000 25000 30000Pas (µm)
Qua
ntité
de
Ca
(%)
zone dégradée saine
Figure III-14 : Profil en calcium du CEM I à 9 mois (DANA)

Chapitre III : Modélisation des couplages chemo-mécaniques
Page 180
0
10
20
30
40
50
60
70
-30002000700012000170002200027000
Pas (µm)
Qua
ntité
de
Ca
(%)
zone sainezone dégradée
0 5000 10000 15000 20000 25000 30000
Figure III-15 : Profil en calcium du CEM IF à 9 mois (DANA)
0
10
20
30
40
50
60
70
80
90
100
0 5000 10000 15000 20000 25000 30000
Pas (µm)
Qua
ntité
de
Ca
(%)
zone dégradée zone saine
Figure III-16 : Profil en calcium du CEM V à 9 mois (DANA)

Chapitre III : Modélisation des couplages chemo-mécaniques
Page 181
0
10
20
30
40
50
60
70
80
90
100
0 5000 10000 15000 20000 25000 30000
Pas (µm)
Qua
ntité
de
Ca
(%)
zone dégradée zone saine
Figure III-17 : Profil en calcium du CEM VF à 9 mois (DANA)
Ces mesures ont été effectuées sur 3 échantillons de bétons dégradés. Les valeurs moyennes
des profondeurs dégradées ainsi déterminées sont présentées dans le tableau III-11.
Méthode CEM I CEM IF CEM V CEM VF Phénolphtaléine 19,3 14,1 16,2 11,8
EDS 19,0 ± 2 12,0 ± 4 16,5 ± 4,5 10,5 ± 3 Tableau III-11 : Profondeurs dégradées mesurées à la phénolphtaléine et au MEB+EDS
après 272 jours de dégradation
Les différences obtenues entre les valeurs mesurées à l’aide de la phénolphtaléine et par la
détermination des profils avec les écarts types montrent que la première méthode permet de
prédire plus ou moins précisément la position du front de lixiviation. On note qu’avec la
présence d’additions pouzzolaniques, l’épaisseur du front est plus importante que dans le
CEM I. Nous utiliserons donc les mesures EDS afin de caler notre modèle ainsi que les flux
de calcium lixiviés.
• Détermination des facteurs d’accélération
Le calage du modèle s’effectue en faisant varier le facteur d’accélération λ . Les profondeurs
dégradées et les flux de calciums lixiviés sont tracés et comparés aux résultats expérimentaux.
Lors de la mise au point de ce modèle [Sellier 2004], des calculs ont été effectués sur les
bétons de référence. Les valeurs du facteur d’accélération pour le CEMI et le CEM V étaient

Chapitre III : Modélisation des couplages chemo-mécaniques
Page 182
de 123=ICEMλ et 686=VCEMλ . Ce modèle est basé sur les équations de Tognazzi [Tognazzi
1998] et du CEA [Peycelon 2006] pour déterminer les coefficients de diffusion. Dans notre
cas, les valeurs des coefficients de diffusion déterminées expérimentalement sont différentes.
Les valeurs obtenues, plus fortes, conduisent à l’obtention de facteurs d’accélération plus
faibles.
L’élément maillé est exposé à la décalcification sur une surface identique à celle des essais
expérimentaux. Pour cela, on impose une concentration nulle en Ca2+ sur la surface exposée
au nitrate d’ammonium et de 22 mol/m3 sur les autres surfaces qui sont à l’abri de l’attaque.
Après calcul, on trace les courbes d’évolution de la concentration en Ca2+ dans l’élément en
fonction du temps (figure III-20).
Les profondeurs dégradées sont mesurées après 272 jours d’immersion dans le nitrate
d’ammonium. Les courbes modélisées à cette échéance sont tracées et la profondeur à
laquelle la concentration en Ca2+ devient inférieure à 22 mol/m3 est mesurée et est comparée
aux résultats expérimentaux. Lorsque la valeur correspond, le facteur d’accélération est
considéré comme acceptable dans un premier temps.
La deuxième étape consiste à vérifier la corrélation des flux de calcium lixiviés. En fonction
de ces valeurs, le calage sera affiné. Ceci permettra de préciser la position du front de
dégradation mesuré à la phénolphtaléine.
Les courbes des flux modélisés sont comparées aux résultats expérimentaux sur la figure III-
18. Ces résultats montrent la bonne corrélation du modèle avec les facteurs d’accélération
proposés. Les facteurs d’accélération pour les quatre compositions sont présentés dans le
tableau III-12.

Chapitre III : Modélisation des couplages chemo-mécaniques
Page 183
0
0,1
0,2
0,3
0,4
0,5
0,6
0 5 10 15 20 25 30
Temps (√j)
Quantité de calcium lixivié
(mol)
0
0,1
0,2
0,3
0,4
0,5
0,6
0 5 10 15 20 25 30
Temps (√j)
Quantité de calcium lixivié
(mol)
0
0,1
0,2
0,3
0,4
0,5
0,6
0 5 10 15 20 25 30
Temps (√j)
Quantité de calcium lixivié
(mol)
0
0,1
0,2
0,3
0,4
0,5
0,6
0 5 10 15 20 25 30
Temps (√j)
Quantité de calcium lixivié
(mol)
Figure III-18 : Comparaison des flux de calcium lixivié déterminés expérimentalement
(points) et par modélisation (courbes) sur des éprouvettes de flexion (figure III-19)
CEM I CEM IF CEM V CEM VF
Facteur d’accélération λ 115 350 280 300
Tableau III-12 : Facteurs d’accélération de la dégradation au nitrate d’ammonium
Ces facteurs d’accélération seront utilisés afin de prédire la dégradation des éprouvettes
utilisées pour les essais expérimentaux après qu’elles aient subi 18 mois de dégradation.
III-2.2.2. Résultats
Les figures III-19 présentent les champs de concentration en calcium dans les éprouvettes de
CEM IF utilisées pour les essais de traction directe et de flexion 4 points après 9 et 18 mois de
dégradation.
Les courbes sur les figures III-20 et III-21 représentent les fronts de décalcification des quatre
bétons après respectivement 9 et 18 mois de dégradation au nitrate d’ammonium.

Chapitre III : Modélisation des couplages chemo-mécaniques
Page 184
Surfaces exposées
9 mois 18 mois
Traction directe
Surfaces exposées
9 mois 18 mois
Traction directe
9 mois
18 mois
Surface exposée
Flexion 4 points
9 mois
18 mois
Surface exposée
Flexion 4 points
22 mol/m30 mol/m3 22 mol/m30 mol/m3
Figure III-19 : Champs de concentration en calcium liquide sur éprouvettes de CEM IF
dégradées
0
5
10
15
20
25
0,00 0,01 0,02 0,03 0,04 0,05
profondeurs (m)
Concentration en
Ca2+ (mol/m3)
CEM I
CEM IF
CEM VF
CEM V
Figure III-20 : Profils en calcium calculés pour 9 mois de dégradation accélérée

Chapitre III : Modélisation des couplages chemo-mécaniques
Page 185
0
5
10
15
20
25
0,00 0,01 0,02 0,03 0,04 0,05
Profondeur (m)
Concentration en
Ca2+ (mol/m3)
CEM I
CEM IF
CEM VF
CEM V
Figure III-21 : Profils en calcium après 18 mois de dégradation accélérée
Les résultats présentés sur les figures III-20 et III-21 sont issus du calage des facteurs
d’accélération avec les mesures des flux de calcium lixivié. On remarque que les profondeurs
mesurées expérimentalement à l’EDS correspondent à une concentration en calcium
d’environ 18 mol/m3 et 20 mol/m3 après 9 mois et 18 mois de dégradation respectivement.
Ces résultats calculés montrent que le front indiqué par la phénolphtaléine correspond à une
concentration en calcium d’environ 19 mol/m3, soit légèrement au dessous du point de
dissolution complète de la portlandite, ce qui parait réaliste.
Le modèle permet aussi la détermination de la dégradation à l’eau des conteneurs au cours du
temps. Il suffit alors de fixer la valeur du facteur d’accélération à 1 dans le modèle afin de
calculer l’évolution de la décalcification telle qu’elle se produirait dans le centre de stockage.
La figure III-22 représente les concentrations en calcium dans un quart de conteneur vu en 2D
dans la zone où les épaisseurs de béton sont les plus faibles pour les quatre types de béton
après 10000 années de lixiviation à l’eau. La figure III-23 présente les profils en concentration
à 10000 ans.
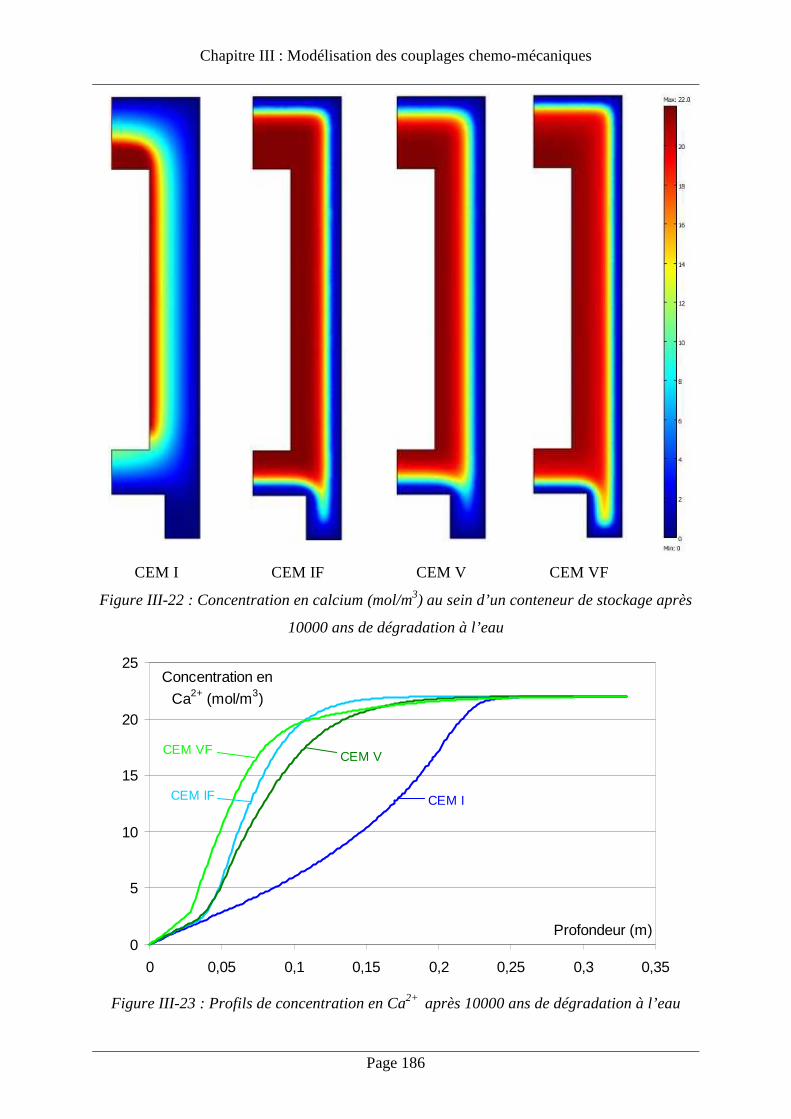
Chapitre III : Modélisation des couplages chemo-mécaniques
Page 186
CEM I CEM IF CEM V CEM VF
Figure III-22 : Concentration en calcium (mol/m3) au sein d’un conteneur de stockage après
10000 ans de dégradation à l’eau
0
5
10
15
20
25
0 0,05 0,1 0,15 0,2 0,25 0,3 0,35
Profondeur (m)
CEM I
CEM V
CEM IF
CEM VF
Concentration en
Ca2+ (mol/m3)
Figure III-23 : Profils de concentration en Ca2+ après 10000 ans de dégradation à l’eau

Chapitre III : Modélisation des couplages chemo-mécaniques
Page 187
Les figures III-22 et III-23 montrent une dégradation beaucoup plus rapide du CEM I non
fibré comparé aux autres bétons. Au bout de 10000 ans de dégradation à l’eau, le colis de
CEM I, qui ne contient pas de fumée de silice, est dégradé sur toute son épaisseur alors que
les autres ne le sont qu’à moitié. Les bétons composés de ciment et d’additions sont donc
nettement plus performants que le CEM I.
Nous disposons d’un modèle permettant la prédiction des dégradations dues à une lixiviation
normale à l’eau ou accélérée au nitrate d’ammonium. Les résultats modélisés sont en
concordance avec les mesures expérimentales. Ce modèle doit maintenant être couplé avec un
modèle mécanique afin de prédire les effets de la décalcification sur les propriétés mécaniques
des bétons.
III-3. Modèle mécanique
L’objectif principal de cette étude est la mise au point d’un modèle permettant la simulation
du comportement des bétons renforcés de fibres soumis à des évolutions chimiques (évolution
des caractéristiques en phase d’hydratation et en phase de dégradation). Ce travail nécessite
donc la mise au point d’une loi permettant de simuler le comportement à long terme de ce
type de béton soumis à des sollicitations de traction et de compression. La première partie de
ce paragraphe est donc consacrée à la présentation d’une loi permettant la simulation du
comportement des bétons renforcés de fibres. La deuxième partie est consacrée à la prise en
compte du fluage.
III-3.1. Endommagement
III-3.1.1. Equations constitutives
La loi présentée ici intègre le comportement unidirectionnel du béton, elle considère qu’un
endommagement de traction td vient affecter les contraintes effectives principales de traction
( 0>~iσ ). Les fibres sont mobilisées dans le processus d’endommagement du béton (td ) mais
subissent elles mêmes un déchaussement pris en compte par l’endommagement fd .
( ) ( )( ) ( ) ( ) ( )[ ] iiic
iitf
ft
i eeHdHdddrr ⊗⋅−⋅−+⋅⋅−+−= σσσσσσ ~1~~1~1~ (III-24)

Chapitre III : Modélisation des couplages chemo-mécaniques
Page 188
où: - σ est le tenseur des contraintes du béton renforcé de fibres
- iσ~ est la contrainte effective du béton dans une direction principale
- fσ~ est la contrainte effective des fibres dans le béton
- td est l’endommagement de traction du béton
- cd est l’endommagement de compression du béton
- fd est l’endommagement de l’adhérence des fibres à la matrice cimentaire
Cette loi correspond donc au couplage du comportement du béton et du comportement des
fibres dans le béton.
Loi de comportement des fibres dans le béton
Le comportement des fibres dans le béton est évalué par l’équation suivante (III-25). Comme
indiqué précédemment, fd est l’endommagement qui traduit la perte d’ancrage des fibres.
( ) tfff dd ⋅−= 1~σσ (III-25)
fσ~ est la contrainte effective des fibres dans le béton. Elle est définie par la loi
unidirectionnelle suivante, appliquée dans les directions principales de traction :
( )fanfeqff E εεσ −=~ (III-26)
où fE est la rigidité des fibres dans le béton, feqε est la déformation équivalente et fanε est
la déformation anélastique. Les expressions de ces deux déformations sont données ci-
dessous :
0E
eqfeq σε = (III-27)
ff
fffan
dd
d
−=
max0εε (III-28)
eqσ est la contrainte équivalente d’endommagement de traction du béton, 0E le module
d’Young du béton sain et 0fε et maxfd sont des paramètres qui gèrent la cinétique de
glissement des fibres, fd est la loi d’évolution de l’endommagement de l’ancrage qui est
donnée par l’expression :
uf
f
fdσ
σσ+
−=
0~ avec 1≤fd (III-29)
Dans cette expression, 0σ est la contrainte seuil d’amorçage du déchaussement des fibres et
ufσ la résistance de l’ancrage des fibres. La combinaison des équations (III-26) à (III-29)
donne une équation implicite de la forme :

Chapitre III : Modélisation des couplages chemo-mécaniques
Page 189
−−
−
−= +
+
uf
f
f
uf
f
ffeqff
d
E
σ
σσσ
σσ
εεσ0
max
0
0
~
~
~ (III-30)
Le développement de cette expression conduit à l’obtention d’une équation du second degré à
partir de laquelle fσ~ est reliée à feqε .
( )[ ] 0~~1 000max00max
2 =⋅++⋅⋅+
+++⋅− σεσσεσεεσσσ fuffeqfffeq
f
fuff
fd
E
d
E
(III-31)
Principe de la loi de comportement du béton seul
La contrainte apparente dans le béton seul est déduite de la contrainte effective du béton en
zone non fissurée iσ~ via la théorie de l’endommagement [Lemaitre et al. 1988]:
( )tii d−= 1~σσ (III-32)
où td est l’endommagement de traction et iσ~ une contrainte principale du tenseur des
contraintes estimé avec les caractéristiques du matériau sain :
eItre
i εµελσ 00 2~ += (III-33)
où 0λ et 0µ sont le coefficient de Lamé et le module de cisaillement du béton et e
ε le
tenseur des déformations élastiques. L’endommagement de traction est supposé évoluer ici en
fonction de la contrainte effective principale majeure de traction, ce qui correspond à un
critère de Rankine :
2
1
−=eqtt R
dσ
avec tR≥eqσ (III-34)
]),0[),(~max()( tt ieq ∈= ττσσ (III-35)
tR étant la résistance à la traction du béton seul et Iσ~ la première contrainte principale. Cette
loi suppose donc une évolution de l’endommagement à partir du pic de charge (figure III-24).
Gestion de la localisation
La localisation peut être traitée de deux façons différentes : de manière locale et non locale en
terme d’implantation numérique. Les deux méthodes sont successivement présentées. Nous

Chapitre III : Modélisation des couplages chemo-mécaniques
Page 190
commençons, dans un premier temps, avec le modèle sous une forme locale, dans le but de
caler les paramètres et de faciliter l’implantation numérique. Dans un second temps, une
implantation numérique associée à une méthode non locale par second gradient sera utilisée.
III-3.1.2. Traitement de la localisation par méthode locale
Mise en équation
Lorsque la capacité portante maximale est atteinte, la loi de comportement du béton devient
fonction de la longueur de l’élément fini car celui ci subit la localisation. En notant il la
longueur de cet élément dans la direction ier
et en introduisant ε la déformation moyenne de
l’élément et cl la longueur interne caractérisant la zone soumise à la déformation localisée cε ,
la déformation moyenne de l’élément peut, d’après Sellier [Sellier et al. 2002], être approchée
par l’équation :
( )cidcci llll −+= εεε .. (III-36)
dε est alors la déformation en zone non endommagée de dimension ( )ci ll − qui subit une
décharge pendant le processus de localisation.
La loi de comportement homogénéisée sur ces deux zones repose alors sur l’hypothèse de
continuité des contraintes apparentes :
( )tci dC −= 10εσ en zone de localisation (de taille cl )
di C εσ 0= en zone de décharge (de taille ci ll − )
où 0C est la matrice de raideur du matériau sain, d’où :
( )tcd d−= 1εε (III-37)
La déformation équivalente devient alors :
( )
−⋅−+=
i
ct
i
cc l
ld
l
l11εε (III-38)
A partir du pic de la loi de comportement, on doit donc calculer la contrainte effective avec la
déformation cε , déduite de la déformation moyenne de l’élément par la relation :
( )
−⋅−+
=
i
ct
i
c
c
l
ld
l
l11
εε (III-39)
L’équation de la contrainte effective du béton s’exprime donc sous la forme :

Chapitre III : Modélisation des couplages chemo-mécaniques
Page 191
( )
−⋅−+
=
i
ct
i
c
l
ld
l
l
C
11
~ 0εσ (III-40)
Pendant la phase d’endommagement, la contrainte de Rankine doit donc être déterminée à
partir de l’équation du second degré suivante :
( ) ( ) 01.: 20
2 =
−+⋅⊗⋅+⋅
i
ct
eqii
eq
i
c
l
lReeC
l
l σεσ rr (III-41)
Etude paramétrique dans le cas d’une sollicitation unidirectionnel
Les lois présentées ci-dessus peuvent être traitées de manière analytique dans le cas d’un essai
de traction unidirectionnelle et d’une prise en compte du processus de localisation par
méthode locale. Le calage des lois est effectué à l’aide des essais de traction directe réalisés à
28 jours présentés au chapitre II. A l’aide de la méthode des moindres carrés, il est possible de
caler les lois en fonction des résultats expérimentaux et de déterminer les valeurs des
différents paramètres des équations. Les résultats pour les deux bétons sont présentés sous
forme de courbes sur les figures III-24 à III-26. Les valeurs des paramètres de calage sont
présentées dans le tableau III-13.
CEM I CEM IF
Rt (MPa) 5
lc/li 0,5
E0 (MPa) 45000
Ef (MPa) 1000000
σ0 (MPa) 1,4
σuf (MPa) 16
ε0 0,001
dfmax
0,73
Tableau III-13 : Valeurs des paramètres de calage à 28 jours avec li =75 mm

Chapitre III : Modélisation des couplages chemo-mécaniques
Page 192
0,00,5
1,01,52,02,5
3,03,54,0
4,55,0
0 0,0002 0,0004 0,0006 0,0008 0,001
Déformations (mm/m)
Contraintes (MPa)
0,00,51,01,52,02,53,03,54,04,55,0
0 0,005 0,01 0,015 0,02 0,025 0,03
Déformations (mm/m)
Contraintes (MPa)
Figure III-24 : Comparaison des résultats
expérimentaux (points) et du modèle
analytique (courbe) sur CEM I à 28 jours
Figure III-25 : Comparaison des résultats
expérimentaux (points) et du modèle
analytique (courbe) sur CEM IF à 28 jours
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
4,0
4,5
5,0
0 0,0002 0,0004 0,0006 0,0008 0,001
Déformations (mm/m)
Contraintes (MPa)
Figure III-26 : Détail de la figure III-25
jusqu’à une déformation de 0,001 mm/m
Les résultats présentés ici montrent la concordance entre le modèle et les résultats
expérimentaux. Les lois proposées permettent la modélisation du comportement en traction
direct d’un BHP non fibré et d’un BHP renforcé de fibres.
Dans le cas d’un béton sans fibres, le comportement jusqu’au pic ainsi que le comportement
adoucissant post fissuration sont parfaitement modélisés, ceci à l’aide de 0E , Rt et lc .
Pour les bétons renforcés de fibres, le modèle permet aussi la prédiction du comportement
complet de ce type de béton. L’augmentation des déformations jusqu’au pic, la diminution
brutale de la résistance résiduelle jusqu’à l’ouverture suffisante de la fissure permettant le
travail des fibres. Il en résulte une augmentation de la résistance résiduelle puis une
diminution progressive due à l’endommagement de l’adhérence entre les fibres et la matrice
cimentaire.
Le modèle sous forme analytique est calé dans le cadre d’une étude unidirectionnelle. L’étape
suivante est son intégration dans un code de calcul aux éléments finis.
Chapitre III : Modélisation des couplages chemo-mécaniques
Page 193
III-3.1.3. Traitement de la localisation par la théorie non locale (2nd gradient)
Du fait du caractère adoucissant de la loi de comportement, les déformations se localisent
dans les éléments les plus sollicités (voir figure III-28). Ce phénomène entraîne une
dépendance de la solution numérique à la taille de l’élément où a lieu la localisation. Pour
remédier à ce problème plusieurs méthodes peuvent être utilisées. La méthode non locale est
la seule qui régularise le problème [Pijaudier Cabot 1987, Bazant 1991, De-Borst 1998,
Peerling 1999]. La mise en œuvre de la méthode non locale peut se faire de deux façons
différentes. Soit par un calcul non local explicite [Pijaudier Cabot 1987, Bazant et al. 1989,
Bazant 1991], soit par l’approximation dite du second gradient [De Borst et al. 1998, Peerling
1999]. La première technique présente l’inconvénient d’être très couteuse en temps de calcul,
car à chaque sous itération locale, un calcul non local portant sur l’ensemble des points
voisins (situés à une distance inférieure à la portée de la fonction poids ψ ) doit être réalisé.
La seconde technique, celle du second gradient, est plus efficace en terme de temps de calcul,
c’est pour cette raison que nous l’avons choisi. Par contre elle nécessite l’implantation d’une
équation complémentaire (de type Helmotz) pour chacune des variables non locales de la loi
de comportement. Pour notre modèle, en limitant l’application de la méthode à
l’endommagement de traction, la variable non locale est la contrainte équivalente de Rankine.
Celle-ci est la valeur maximale de la première contrainte principale effective eqσ~ >0. Sa
définition non locale est alors la suivante :
( ) ( )∫ ,~1)(
V
eqeq dVyxyxrrrr ψσ
ψσ ⋅= (III-42)
Avec xr
et yr
deux points appartenant à la structure V .
La fonction poids ψ est supposée homogène et isotrope. Elle peut être choisie de type Gauss
[Peerling 1999] :
( )
⋅=
2
2
2 2
--exp
2
1
cnc
n l
yx
l
rr
πψ (III-43)
avec n la dimension de l’espace.
La prise en compte de cette fonction dans l’équation non locale, ainsi que le développement
de ( )xeq
rσ~ au second ordre par rapport à la variable conduit après simplification à l’équation
dite du second gradient :
eqeqceq lσσσ ~=~
2+~
2
∆ (III-44)

Chapitre III : Modélisation des couplages chemo-mécaniques
Page 194
La condition aux limites utilisée correspond à un flux nul soit :
( ) Vxngradxeq ∂∈∀=⋅ rrrr 0σ (III-45)
où V∂ est la frontière de la structure [Peerling 1999]. La condition initiale est bien entendu
une contrainte équivalente non locale nulle.
Cette équation doit être résolue simultanément aux autres équations de mécanique (équilibre
local et loi de comportement).
Un exemple du résultat de la modélisation du développement des endommagements de
traction au sein d’une éprouvette de traction entaillée par les méthodes non locale et locale est
présentée sur les figures III-27 et III-28. La modélisation de la méthode non locale est
effectuée dans Comsol alors que la méthode locale est modélisée dans Castem. Les figures
III-29 et III-30 présentent l’évolution des endommagements en fonction de la géométrie de
l’éprouvette.
A
A
A
A
A
A
A
A
0
0,95
0
0,95
Figure III-27 : Endomagement de traction
en méthode non locale (2nd gradient avec
lc=0,03 m)
Figure III-28 : Endommagement de
traction en méthode locale
(Hillerborgh avec lc=0,025 m)

Chapitre III : Modélisation des couplages chemo-mécaniques
Page 195
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0,00 0,05 0,10 0,15 0,20
Endommagement
Hauteur de l'éprouvette (m)
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0,00 0,05 0,10 0,15 0,20
Hauteur de l'éprouvette (m)
Endommagement
Figure III-29 : Profil d’endommagement en
méthode non locale (coupe A-A sur la figure
III-27)
Figure III-30 : Profil d’endommagement avec
la méthode locale (coupe A-A sur la figure
III-28)
Ces résultats permettent de voir comment se répartissent les endommagements en fonction du
type de méthode utilisé. Dans le cas d’une méthode locale, l’endommagement se développe
aux extrémités de la zone de plus faible section et augmente en direction du cœur.
Dans le cas d’une modélisation non locale, l’endommagement se développe au cœur de
l’éprouvette puis vers les extrémités ceci en raison d’un effet de « cumul » non local des deux
concentrations de contrainte.
Les courbes présentées sur les figures III-31 et III-32 présentent le comportement d’un béton
et d’un béton renforcé de fibres en traction directe. Les figures III-33 et III-34 présentent le
comportement des deux types de béton soumis à des essais de flexion 3 points. La sous
estimation de la raideur juste avant le pic de flexion pourrait provenir d’un problème de
conditions aux limites : il semblerait que l’un des appuis, dans notre montage expérimental ait
eu un comportement imparfait (blocage jusqu’à un certain niveau de charge puis déblocage)
conduisant à une modification momentanée des conditions aux limites non prise en compte
dans le calcul.

Chapitre III : Modélisation des couplages chemo-mécaniques
Page 196
0
0,51
1,5
2
2,53
3,5
44,5
5
0 0,00005 0,0001 0,00015 0,0002
Déformations (mm/m)
Containtes (MPa)
0,05 0,1 0,15 0,2
0
0,51
1,5
2
2,53
3,5
44,5
5
0 0,00005 0,0001 0,00015 0,0002
Deformations (mm/m)
Contraintes (MPa)
0,05 0,1 0,15 0,2
Figure III-31 : Comportement du béton
endommageable en traction directe (avec
décharge)
Figure III-32 : Comportement du béton
renforcé de fibres endommageable en traction
directe
0
1
2
3
4
5
6
7
0 0,05 0,1 0,15 0,2
Déformations (mm/m)
Force (kN)
0
1
2
3
4
5
6
7
8
9
0 0,05 0,1 0,15 0,2
Déformations (mm/m)
Force (kN)
Figure III-33 : Comportement du béton
endommageable en flexion 3 points
Figure III-34 : Comportement du béton
renforcé de fibres endommageable en flexion
3 points
Les comportements des bétons et des bétons renforcés de fibres sont reproduits à l’aide des
lois proposées et de leur intégration dans Comsol Multiphysics© à l’aide d’une méthode non
locale. Il reste néanmoins difficile de déterminer le comportement pour des déformations
importantes. Des problèmes de convergence sont rencontrés lors de la simulation. Ceci est
certainement lié à une maîtrise encore trop partielle du solveur non linéaire de ce logiciel.
L’efficacité d’autres méthodes, comme la XFEM [Moës et al. 1999], mériterait également
d’être testée.

Chapitre III : Modélisation des couplages chemo-mécaniques
Page 197
III-3.1.4. Approximation élasto-plastique pour le calcul des structures
Pour simuler le comportement des bétons fibrés avec des temps de calcul raisonnables, nous
proposons une solution alternative. Pour cela, nous avons opté pour un modèle de plasticité
avec écrouissage nul. Dans le cadre de calculs tridimensionnels, le critère de Drucker-Prager
est retenu pour construire la surface de charge f. La déformation plastique est estimée suivant
l’hypothèse de l’écoulement normal à la surface de charge.
Ktr
f eq −+⋅⋅= τσα3
3 (III-46)
où 3
++=
3zyxtr σσσσ
représente la contrainte moyenne
et ( ) 21
222222
2
1
+++++= xzyzxyd
zd
yd
xeq σσσσσστ représente la contrainte déviatorique
équivalente.
Le déviateur admissible dépend du premier invariant pour un état de contrainte donné.
Dans le cadre d’une sollicitation de traction ou de compression pure, il est possible de
déterminer la valeur de α et de K en fonction des résistances en compression et en traction.
−+
= 12
3
1
RcRt
Rcα (III47)
+⋅=
RcRt
RcRtK
3
2 (III48)
En compression biaxiale et triaxiale, il est possible de rendre le critère dépendant du 3ème
invariant de façon à éviter une surestimation de la résistance à la compression sous
confinement important [Shao et al. 2006].
Ces lois sont intégrées dans Comsol Multiphysics©, la loi de comportement approchée par
cette loi élastoplastique du béton fibré en traction est illustrée sur la figure III-35.

Chapitre III : Modélisation des couplages chemo-mécaniques
Page 198
0
1
2
3
4
5
6
0 0,0005 0,001 0,0015 0,002 0,0025 0,003
Déformation (mm/m)
Contrainte (MPa)
0,5 1,0 1,5 2,0 2,5 3,0
Figure III-35 : Réponse du modèle à un chargement de traction directe
Bien que le comportement adoucissant juste après le pic ne soit pas reproduit par cette
méthode, le palier plastique permet une estimation réaliste de la résistance résiduelle sur le
premier millimètre d’ouverture de fissure.
III-3.2. Fluage
Le phénomène de fluage est une conséquence du comportement visqueux des C-S-H. Les
déformations sont, selon Acker [Acker 2003], dues à deux mécanismes :
- des glissements entre les feuillets des C-S-H ;
- des effondrements dans l’empilement des feuillets et une consolidation des C-S-H.
Afin de modéliser ces différents mécanismes, un modèle de type visco-élasto-plastique a été
mis au point en s’inspirant des travaux de plusieurs auteurs [Ulm et al. 1999b, Benboudjema
et al. 2001, Poyet 2003, Buffo-Lacarrière 2007, Grimal 2007]. Ce module se compose de deux
parties, une partie sphérique qui traduit l’évolution de la structure des C-S-H et une partie
déviatorique qui traduit le glissement des feuillets soumis à une contrainte de cisaillement.
Cette décomposition permet l’utilisation de caractéristiques mécaniques propres à chaque
comportement entrainant des vitesses de fluage différentes selon le type de contrainte
appliquée.

Chapitre III : Modélisation des couplages chemo-mécaniques
Page 199
Figure III-36 : Décomposition en parties sphérique et déviatorique du module viscoélastique
non linéaire
III-3.2.1. Equations constitutives
Le module visco-élasto-plastique consolidant se compose de trois niveaux pour les parties
sphériques et déviatoriques (figure III-37) :
Figure III-37 : Décomposition visco-élasto-plastique modélisant le fluage sphérique et
déviatorique
3
σσ trs = (III-49) Isd ⋅−= σσσ (III-50)
Le niveau 0 représente la réponse élastique instantanée au chargement.
dij
dij
ss K00
00
εµσεσ
=
= (III-51)
Le niveau 1 correspond au niveau viscoélastique permettant de créer une déformation de
fluage réversible. La modélisation est celle du solide de Kelvin-Voigt linéaire.
iσ
sσ
iσ
dσ
VEs VE
d
1K 1η
sσ
2η
0K
1µ 1η
dσ
2η
0µ 0 – Niveau élastique
1 – Niveau viscoélastique
2 – Niveau visqueux consolidant
0 – Niveau élastique
1 – Niveau viscoélastique
2 – Niveau visqueux consolidant

Chapitre III : Modélisation des couplages chemo-mécaniques
Page 200
dij
ddij
dij
ssss K1111
1111
εηεµσεηεσ&
&
+=
+= (III-52)
Le niveau 2 représente le comportement viscoélastique consolidant, il reproduit le
comportement à long terme du béton. Ce niveau permet la modélisation du caractère
irréversible des déformations visqueuses des C-S-H.
dij
ddij
sss
22
22
εησ
εησ&
&
=
= (III-53)
Dans le cadre de cette étude, nous nous intéressons principalement au comportement du
fluage à long terme. Afin de limiter le nombre de variables internes, nous proposons de
simplifier le problème en ne prenant pas en compte le niveau viscoélastique et d’utiliser
uniquement le comportement viscoélastique consolidant correspondant au niveau 2. Cette
simplification ne permet pas de déterminer la part réversible du fluage mais permet de
diminuer le nombre de variables internes du modèle dans le code de calcul aux éléments finis
et diminue la durée des calculs et l’encombrement mémoire.
Les expressions des contraintes sphériques s2σ et déviatoriques dij2σ sont alors :
sss 222 εησ &⋅= dij
ddij
222 εησ &⋅= (III-54)
où s2ε& et dij2ε& représentent respectivement les vitesses de déformations sphériques et
déviatoriques et s2η et d2η représentent les viscosités.
Ce modèle permet la prise en compte de la consolidation du gel de C-S-H sous l’action d’une
contrainte de compression. Ceci permet de retrouver la décroissance logarithmique de la
cinétique de fluage observée expérimentalement par Brooks pour des bétons soumis au fluage
pendant plus de 30 ans [Brooks 2005]. Les viscosités dépendent des consolidations et
s’expriment sous la forme suivante :
( ) sss Cc⋅= 022 ηη ( ) ddd Cc⋅= 022 ηη (III-55)
où ( )s02η et ( )d02η représentent les viscosité initiales et sCc et dCc représentent
respectivement les consolidations de tassement sphériques et d’écrouissage par glissement
pour la partie déviatorique.
Afin de modéliser le comportement du fluage pour différents types de sollicitation, la
consolidation sphérique est décomposée en une consolidation de compression et une

Chapitre III : Modélisation des couplages chemo-mécaniques
Page 201
consolidation de traction. Ces deux consolidations sont exprimées sous la forme d’une loi de
type exponentielle [Sellier 2006].
cts CcCcCc ×= (III-56)
= 1,expmax
2
2
ts
stCc
εε
(III-57)
−= 1,expmax2
2
cs
scCc
εε
(III-58)
où ts2ε et cs2ε sont des paramètres de calage. On suppose alors que cette consolidation agit
également sur la viscosité déviatorique.
sd CcCc = (III-59)
La détermination des déformations de fluage sphérique et déviatorique permet la
détermination du fluage total :
dfijij
sff
ij εδεε +=3
(III-60)
Les simplifications apportées au modèle permettent également la détermination analytique des
déformations de fluage sous contraintes constantes. En effet, au niveau 2 du modèle à l’instant
initial, la contrainte sphérique s’exprime sous la forme suivante :
ssss Cc εησ &⋅⋅= 0 (III-61)
Pour une contrainte sphérique de compression sσ constante, l’intégration de cette fonction
par rapport au temps permet de déterminer l’évolution des déformations sphériques :
( )
⋅−⋅−= t
css
scss
t εησεε0
1ln (III-62)
De la même manière, pour la contrainte déviatorique :
dij
dddij Cc εησ &⋅⋅= 0 (III-63)
On obtient en fonction du temps :
⋅−⋅⋅−= t
css
s
d
css
s
dijd
ij εησ
ηεη
σσ
ε00
0 1ln (III-64)
Dans le cas d’une sollicitation uniaxiale, il vient :
ds
εε
ε +3
= (III-65)
et :

Chapitre III : Modélisation des couplages chemo-mécaniques
Page 202
3
σσ =s σσ3
21 =d (III-66)
En supposant par ailleurs une proportionnalité entre les viscosités déviatoriques et
sphériques :
( ) ( ) βηη ⋅= sd0202 (III-67)
Il vient :
( )
⋅−
+−= t
csscs
csftz εη
σβεεε03
1ln23
(III-68)
où csε et s0η sont les uniques paramètres de calage
A l’aide de cette équation et de la méthode des moindres carrés, il est possible de déterminer
les valeurs de csε et de ( )s0η qui seront ensuite intégrées dans le code de calcul Comsol. Les
déformations de fluage sont alors calculées et comparées aux résultats expérimentaux.
III-3.2.2. Application
Le calage et la validation des modèles sont effectués à l’aide des essais expérimentaux de
fluage en compression et de fluage en flexion 4 points qui ont été présentés au paragraphe II-
2.1.5.
Le calage est effectué tout d’abord en compression à l’aide de la formule analytique présentée
au paragraphe précédent. Le calage sur l’essai de flexion permet quant à lui d’obtenir une
valeur du paramètre de consolidation de traction. Le tableau III-14 récapitule l’ensemble des
paramètres calés à partir de nos essais.
CEM IF CEM VF
∞E (MPa) 54952 55766
∞Rc (MPa) 117 119
∞Rt (MPa) 5,8 5,9
∞υ 0,27 0,27
s2η 2,1E-17 5,3E+17
sc2ε 1,75E-05 6,80E-06
st2ε 1,75E-05 6,80E-06
Tableau III-14 : Récapitulatif des paramètres nécessaires au calcul

Chapitre III : Modélisation des couplages chemo-mécaniques
Page 203
Les comparaisons des résultats expérimentaux et du modèle pour le CEM IF et le CEM VF
sont présentés sur les figures III-38 pour le fluage en compression et III-39 pour le fluage en
flexion 4 points.
0
200
400
600
800
1000
1200
0 100 200 300 400 500 600 700
Temps (j)
Déformations totales (µm/m)
0
200
400
600
800
1000
1200
0 100 200 300 400 500 600 700
Temps (j)
Déformations totales (µm/m)
Figure III-38 : Fluage en compression : comparaison des résultats expérimentaux (points) et
ceux issus de la modélisation (courbes) pour le CEM IF (à gauche) et le CEM VF (à droite)
pour une contrainte de 27,5 MPa
0
5
10
15
20
25
30
35
40
45
50
0 100 200 300 400 500 600 700
Temps (j)
Flèche (µm)
0
5
10
15
20
25
30
35
40
45
50
0 100 200 300 400 500 600 700
Temps (j)
Flèche (µm)
Figure III-39 : Fluage en flexion 4 points : comparaison des résultats expérimentaux (points)
et ceux issus de la modélisation (courbes) pour le CEM IF (à gauche) et le CEM VF (à droite)
pour un chargement de 4 kN
Ces résultats montrent la concordance du modèle avec les essais expérimentaux. Il est donc
possible avec les lois simplifiées de modéliser le comportement visco-élastique non linéaire
consolidant des bétons renforcés de fibres pour des sollicitations de compression et de flexion.
Ce modèle doit maintenant être couplé avec le modèle de décalcification afin de prédire les
déformations de fluage des bétons soumis à une dégradation chimique et de comparer ces
résultats avec ceux issus des essais effectués au CEBTP.

Chapitre III : Modélisation des couplages chemo-mécaniques
Page 204
III-4. Couplages TCM
Nous avons présenté dans la première partie de ce chapitre les différents modules mis aux
points et utilisés dans le but de prédire le comportement des bétons avec ou sans renfort de
fibres. Il est maintenant possible, en couplant ces différents modules, de prédire le
comportement du béton soumis à des évolutions chimiques et des sollicitations mécaniques.
La suite du travail consiste à vérifier la validité du modèle en phase d’hydratation et à long
terme lorsque le béton est soumis à une décalcification.
III-4.1. Couplage en phase d’hydratation : hydratation, température, mécanique
Dans cette partie, nous présentons les couplages permettant de simuler le comportement du
béton en phase d’hydratation. Dans ce but, nous proposons des lois d’évolution des
paramètres des modèles mécaniques en fonction du degré d’hydratation. Nous allons, dans un
premier temps, nous intéresser au modèle complet intégrant l’endommagement élasto-
plastique et dans un second temps utiliser le modèle simplifié (élasto-plasticité parfaite).
III- 4.1.1. Modélisation complète (modèle élasto-plastique avec endommagement)
Le modèle analytique proposé dans le paragraphe III-3.1.1. permet la prédiction du
comportement des bétons de référence et des bétons renforcés de fibres à l’aide du calage des
différents paramètres avec les essais expérimentaux.
Le développement des caractéristiques des bétons étudiés est fonction de l’avancement des
réactions d’hydratation. Dans le modèle, cela signifie que les valeurs des paramètres utilisées
dans les lois vont évoluer en fonction de l’hydratation.
L’évolution des différents paramètres a été modélisée par une loi générique utilisée dans
différents travaux [Gutsch et al. 1994, De Schutter al. 1996, De Larrard 2000, Neville 2000] :
β
ααα
−−
=∞ 0
0
1t
X
X (III-69)
où tα et 0α sont respectivement le degré d’hydratation à l’instant t et la valeur seuil du degré
d’hydratation à partir de laquelle le béton présente un début de résistance mécanique (seuil de
percolation mécanique), β est un paramètre de calage et ∞X représente la valeur théorique
du paramètre X utilisé dans la loi correspondant à une hydratation supposée complète du

Chapitre III : Modélisation des couplages chemo-mécaniques
Page 205
ciment. Les valeurs des degrés d’hydratation ont été déterminées à l’aide du modèle présenté
dans la première partie de ce chapitre.
A l’aide des résultats expérimentaux obtenus lors des essais effectués en phase d’hydratation,
il a été possible de déterminer les valeurs des différents paramètres de la loi de comportement
des bétons et des bétons renforcés de fibres à chaque échéance. Ces valeurs sont présentées
dans le tableau III-15. Nous avons ensuite, à l’aide de la méthode des moindres carrés, calé la
loi d’évolution III-74 dans le but de déterminer les valeurs de ∞X et β afin de prédire
l’évolution des différents paramètres en fonction du temps. Les résultats du calage des lois
sont présentés sur les courbes des figures III-40 et III-41. Les valeurs de ∞X et β pour tous
les paramètres sont présentées dans le tableau III-16.
2j 7j 28j
Rt (MPa) 2,3 4,4 5
lc/li 1,8 0,7 0,5
E0 (MPa) 33000 41000 45000
2j 7j 28j
Ef (MPa) 200000 700000 1000000
σ0 (MPa) 0,8 1,3 1,4
σuf (MPa) 3 7 16
ε0 5,93E-3 3,81E-03 1,20E-03
dfmax 0,8 0,78 0,73 Tableau III-15 : Valeurs des paramètres de calage des lois aux différentes échéances de
mesure
0
1
2
3
4
5
6
0 0,2 0,4 0,6 0,8 1
α
Rt (MPa)
0
0,5
1
1,5
2
0 0,2 0,4 0,6 0,8 1
α
lc/li
0
10000
20000
30000
40000
50000
0 0,2 0,4 0,6 0,8 1
α
E0 (MPa)
Pour li = 0,075m
Figure III-40 : Calage des paramètres de la loi du béton (points expérimentaux et courbes
modélisées)
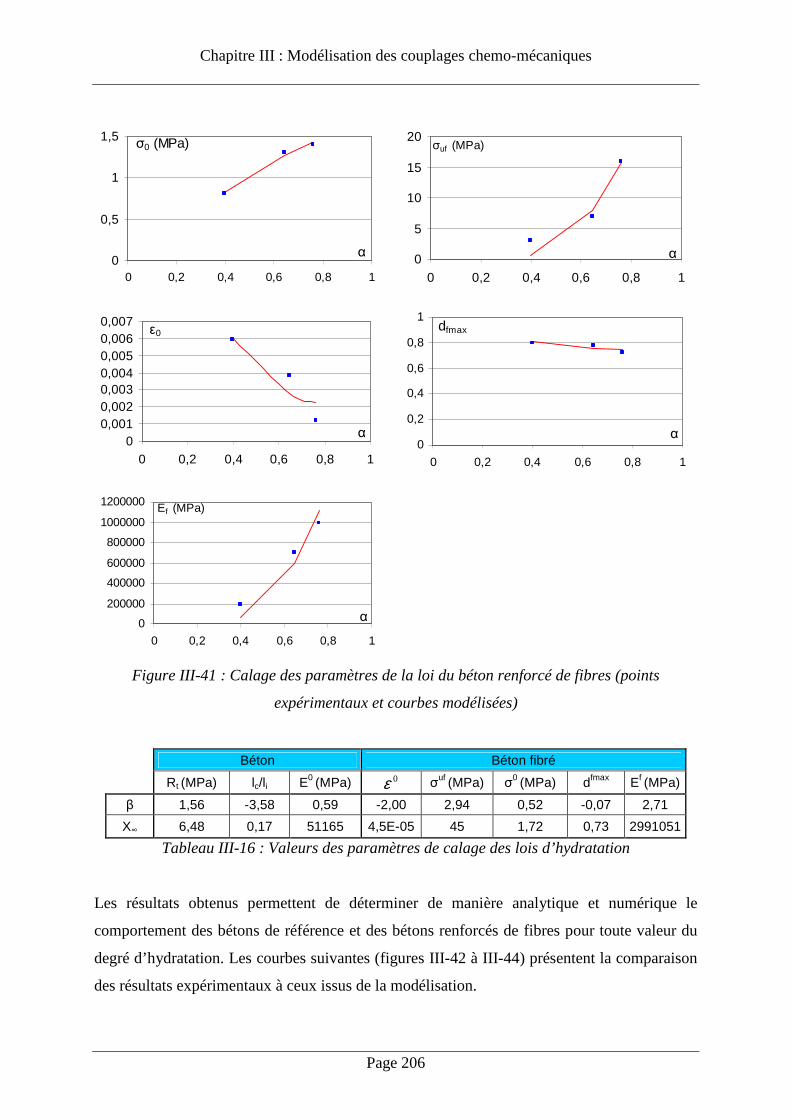
Chapitre III : Modélisation des couplages chemo-mécaniques
Page 206
0
0,5
1
1,5
0 0,2 0,4 0,6 0,8 1
α
σ0 (MPa)
0
5
10
15
20
0 0,2 0,4 0,6 0,8 1
α
σuf (MPa)
00,0010,0020,0030,0040,0050,0060,007
0 0,2 0,4 0,6 0,8 1
α
ε0
0
0,2
0,4
0,6
0,8
1
0 0,2 0,4 0,6 0,8 1
α
dfmax
0
200000
400000
600000
800000
1000000
1200000
0 0,2 0,4 0,6 0,8 1
α
Ef (MPa)
Figure III-41 : Calage des paramètres de la loi du béton renforcé de fibres (points
expérimentaux et courbes modélisées)
Béton Béton fibré
Rt (MPa) lc/li E0 (MPa) 0ε σuf
(MPa) σ0 (MPa) dfmax Ef
(MPa)
β 1,56 -3,58 0,59 -2,00 2,94 0,52 -0,07 2,71
X∞ 6,48 0,17 51165 4,5E-05 45 1,72 0,73 2991051
Tableau III-16 : Valeurs des paramètres de calage des lois d’hydratation
Les résultats obtenus permettent de déterminer de manière analytique et numérique le
comportement des bétons de référence et des bétons renforcés de fibres pour toute valeur du
degré d’hydratation. Les courbes suivantes (figures III-42 à III-44) présentent la comparaison
des résultats expérimentaux à ceux issus de la modélisation.
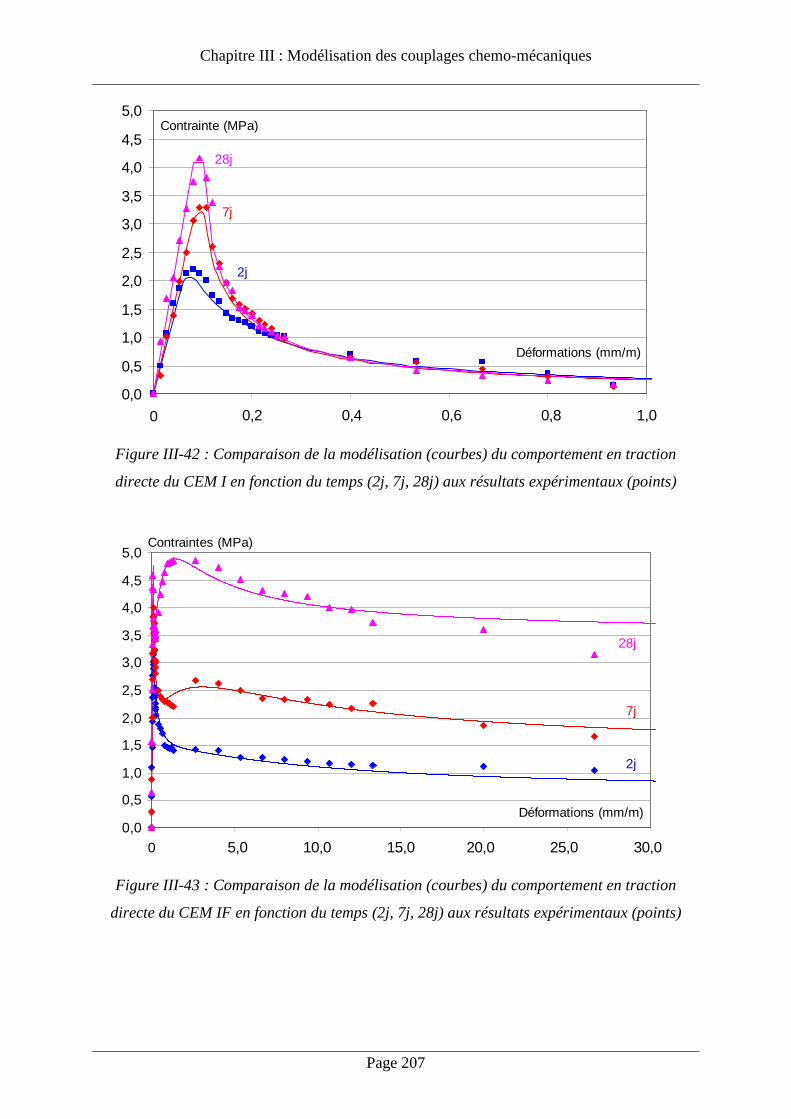
Chapitre III : Modélisation des couplages chemo-mécaniques
Page 207
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
4,0
4,5
5,0
0 0,0002 0,0004 0,0006 0,0008 0,001
Déformations (mm/m)
Contrainte (MPa)
0,2 0,4 0,6 0,8 1,0
28j
7j
2j
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
4,0
4,5
5,0
0 0,0002 0,0004 0,0006 0,0008 0,001
Déformations (mm/m)
Contrainte (MPa)
0,2 0,4 0,6 0,8 1,0
28j
7j
2j
Figure III-42 : Comparaison de la modélisation (courbes) du comportement en traction
directe du CEM I en fonction du temps (2j, 7j, 28j) aux résultats expérimentaux (points)
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
4,0
4,5
5,0
0 0,005 0,01 0,015 0,02 0,025 0,03
Déformations (mm/m)
Contraintes (MPa)
5,0 10,0 15,0 20,0 25,0 30,0
28j
7j
2j
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
4,0
4,5
5,0
0 0,005 0,01 0,015 0,02 0,025 0,03
Déformations (mm/m)
Contraintes (MPa)
5,0 10,0 15,0 20,0 25,0 30,0
28j
7j
2j
Figure III-43 : Comparaison de la modélisation (courbes) du comportement en traction
directe du CEM IF en fonction du temps (2j, 7j, 28j) aux résultats expérimentaux (points)

Chapitre III : Modélisation des couplages chemo-mécaniques
Page 208
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
4,0
4,5
5,0
0 0,0002 0,0004 0,0006 0,0008 0,001
Déformations (mm/m)
Contraintes (MPa)
0,2 0,4 0,6 0,8 1,0
28j
7j
2j
Figure III-44 : Agrandissement de la figure III-43 jusqu’à une déformation de 1 mm/m
Les résultats montrent la qualité du calage. L’évolution des propriétés du béton et de
l’adhérence entre les fibres et la matrice sont correctement reproduits à l’aide des lois
proposées et de la détermination des différents paramètres.
III- 4.1.2. Modélisation simplifiée (élasto-plasticité)
Le calage présenté dans le paragraphe précédent est applicable au modèle complet.
Cependant, nous proposons un modèle simplifié pour le calcul des structures. Nous allons
donc caler les lois d’évolution pour ce second modèle.
Le couplage s’effectue en faisant évoluer les valeurs des modules d’élasticité, des résistances
en compression et en traction en fonction du degré d’hydratation. L’évolution de ces
paramètres durant la phase d’hydratation est modélisée à l’aide des lois présentées au
paragraphe I-2.2.2. :
- pour les résistances en compression : ( )
0
0
∞ -1
-
αααα
=c
c
R
R (III-70)
- pour les résistances en traction : ( ) 32
0
0
∞ -1
-
=
αααα
t
t
R
R (III-71)
- pour les modules d’élasticité : ( ) 3/2
0
0
0
0
1
−−
=∞ α
αααE
E (III-72)

Chapitre III : Modélisation des couplages chemo-mécaniques
Page 209
Les lois sont calées à partir des résultats expérimentaux présentés dans les paragraphes II-
2.1.3. et II-2.1.4. et des degrés d’hydratation déterminés à l’aide du modèle présenté en partie
III-1. Les courbes obtenues sont tracées sur la figure III-45 pour le CEM IF et III-46 pour le
CEM VF et sont intégrées dans le modèle.
0102030405060708090
100
0 0,2 0,4 0,6 0,8 1
α
Rc (MPa)
0102030405060708090
100
0 0,2 0,4 0,6 0,8 1
α
Rc (MPa)
0,00,51,01,52,02,53,03,54,04,55,0
0 0,2 0,4 0,6 0,8 1
α
Rt (MPa)
0,00,51,01,52,02,53,03,54,04,55,0
0 0,2 0,4 0,6 0,8 1
α
Rt (MPa)
05000
100001500020000250003000035000400004500050000
0 0,2 0,4 0,6 0,8 1
α
E (MPa)
05000
100001500020000250003000035000400004500050000
0 0,2 0,4 0,6 0,8 1
α
E (MPa)
Figure III-45 : Modélisation de l’évolution des
propriétés mécaniques du CEM IF en phase
d’hydratation
Figure III-46 : Modélisation de l’évolution
des propriétés mécaniques du CEM VF en
phase d’hydratation
Ces lois sont utilisées afin de déterminer les valeurs des paramètres E et Rc en phase
d’hydratation. Concernant Rt, nous utilisons non pas la résistance du béton seul, mais la
valeur de résistance du palier plastique sur la plage 0-1 mm d’ouverture de fissure. Ceci est

Chapitre III : Modélisation des couplages chemo-mécaniques
Page 210
fait par ajustement direct du paramètre sur la modélisation de l’essai. Les valeurs de ∞X et β
dans les équations III-70, III-71 et III-72 sont présentées dans le tableau III-17.
CEM I CEM IF CEM V CEM VF
Nom du paramètre ∞X β ∞X β ∞X β ∞X β
∞E (MPa) 54625 0,66 54952 0,66 56375 0,66 55766 0,66
∞υ 0,27 0,00 0,27 0,00 0,27 0,00 0,27 0,00
∞Rc (MPa) 86,9 1,00 117,6 1,00 83 1,00 119,1 1,00
∞Rt (MPa) 5,8 0,66 5,8 0,66 5,6 0,66 5,9 0,66
0α 0,23 0,24 0,18 0,27
Tableau III-17 : Paramètres du modèle chemo-mécanique et coefficients utilisés dans la loi
d’hydratation des bétons
Le maillage utilisé pour le calage de la résistance de palier est présenté sur la figure III-47.
0,1
0,20,005
0,02
0,1
0,20,005
0,02
Figure III-47 : Maillage des éprouvettes de traction directe
pour les essais en phase d’hydratation (en m)
Les résultats après calage, obtenus à 28 jours, sont présentés sur la figure III-48.
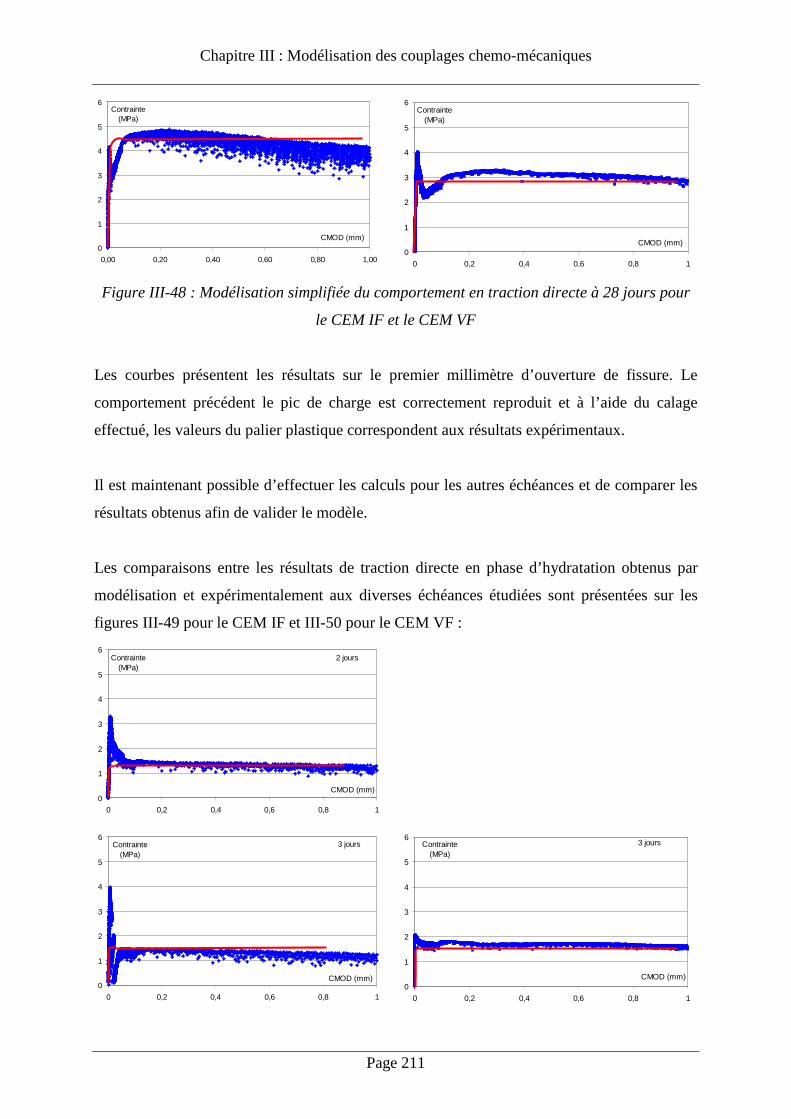
Chapitre III : Modélisation des couplages chemo-mécaniques
Page 211
0
1
2
3
4
5
6
0,00 0,20 0,40 0,60 0,80 1,00
CMOD (mm)
Contrainte (MPa)
0
1
2
3
4
5
6
0 0,2 0,4 0,6 0,8 1
CMOD (mm)
Contrainte (MPa)
Figure III-48 : Modélisation simplifiée du comportement en traction directe à 28 jours pour
le CEM IF et le CEM VF
Les courbes présentent les résultats sur le premier millimètre d’ouverture de fissure. Le
comportement précédent le pic de charge est correctement reproduit et à l’aide du calage
effectué, les valeurs du palier plastique correspondent aux résultats expérimentaux.
Il est maintenant possible d’effectuer les calculs pour les autres échéances et de comparer les
résultats obtenus afin de valider le modèle.
Les comparaisons entre les résultats de traction directe en phase d’hydratation obtenus par
modélisation et expérimentalement aux diverses échéances étudiées sont présentées sur les
figures III-49 pour le CEM IF et III-50 pour le CEM VF :
0
1
2
3
4
5
6
0 0,2 0,4 0,6 0,8 1
CMOD (mm)
Contrainte (MPa)
2 jours
0
1
2
3
4
5
6
0 0,2 0,4 0,6 0,8 1
CMOD (mm)
Contrainte (MPa)
3 jours
0
1
2
3
4
5
6
0 0,2 0,4 0,6 0,8 1
CMOD (mm)
Contrainte (MPa)
3 jours
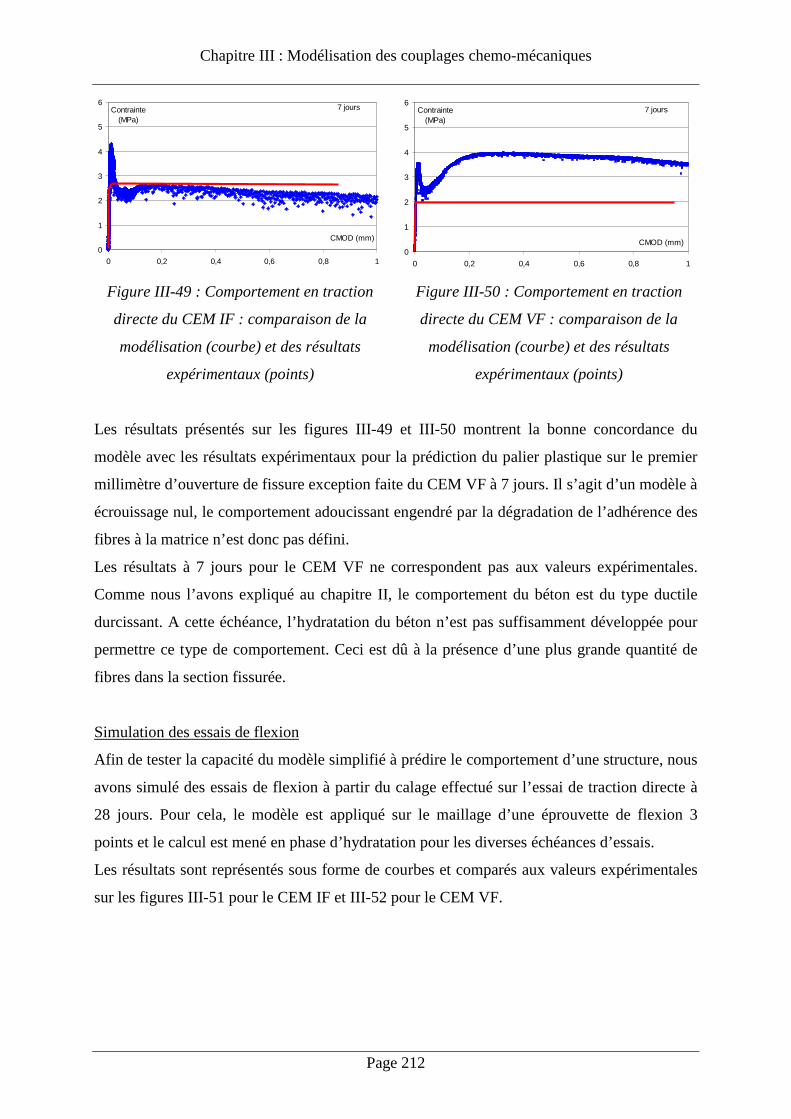
Chapitre III : Modélisation des couplages chemo-mécaniques
Page 212
0
1
2
3
4
5
6
0 0,2 0,4 0,6 0,8 1
CMOD (mm)
Contrainte (MPa)
7 jours
0
1
2
3
4
5
6
0 0,2 0,4 0,6 0,8 1
CMOD (mm)
Contrainte (MPa)
7 jours
Figure III-49 : Comportement en traction
directe du CEM IF : comparaison de la
modélisation (courbe) et des résultats
expérimentaux (points)
Figure III-50 : Comportement en traction
directe du CEM VF : comparaison de la
modélisation (courbe) et des résultats
expérimentaux (points)
Les résultats présentés sur les figures III-49 et III-50 montrent la bonne concordance du
modèle avec les résultats expérimentaux pour la prédiction du palier plastique sur le premier
millimètre d’ouverture de fissure exception faite du CEM VF à 7 jours. Il s’agit d’un modèle à
écrouissage nul, le comportement adoucissant engendré par la dégradation de l’adhérence des
fibres à la matrice n’est donc pas défini.
Les résultats à 7 jours pour le CEM VF ne correspondent pas aux valeurs expérimentales.
Comme nous l’avons expliqué au chapitre II, le comportement du béton est du type ductile
durcissant. A cette échéance, l’hydratation du béton n’est pas suffisamment développée pour
permettre ce type de comportement. Ceci est dû à la présence d’une plus grande quantité de
fibres dans la section fissurée.
Simulation des essais de flexion
Afin de tester la capacité du modèle simplifié à prédire le comportement d’une structure, nous
avons simulé des essais de flexion à partir du calage effectué sur l’essai de traction directe à
28 jours. Pour cela, le modèle est appliqué sur le maillage d’une éprouvette de flexion 3
points et le calcul est mené en phase d’hydratation pour les diverses échéances d’essais.
Les résultats sont représentés sous forme de courbes et comparés aux valeurs expérimentales
sur les figures III-51 pour le CEM IF et III-52 pour le CEM VF.

Chapitre III : Modélisation des couplages chemo-mécaniques
Page 213
0
1
2
3
4
5
6
7
8
9
10
0,0 0,2 0,4 0,6 0,8 1,0
Flèche (mm)
Force (kN) 3 jours
0
1
2
3
4
5
6
7
8
9
10
0,0 0,2 0,4 0,6 0,8 1,0
Flèche (mm)
Force (kN) 3 jours
0
1
2
3
4
5
6
7
8
9
10
0 0,2 0,4 0,6 0,8 1
Flèche (mm)
Force (kN) 7 jours
0
1
2
3
4
5
6
7
8
9
10
0,0 0,2 0,4 0,6 0,8 1,0
Flèche (mm)
Force (kN) 7 jours
0
1
2
3
4
5
6
7
8
9
10
0,0 0,2 0,4 0,6 0,8 1,0
Flèche (mm)
Force (kN) 28 jours
0
1
2
3
4
5
6
7
8
9
10
0,0 0,2 0,4 0,6 0,8 1,0
Flèche (mm)
Force (kN) 28 jours
Figure III-51 : Comportement en flexion 3
points du CEM IF en phase d’hydratation :
comparaison entre la modélisation (courbes)
et les résultats expérimentaux (points)
Figure III-52 : Comportement en flexion 3
points du CEM VF en phase d’hydratation :
comparaison entre la modélisation (courbes)
et les résultats expérimentaux (points)
Les résultats présentés ici montrent une bonne concordance du modèle quant aux valeurs du
palier plastique aux différentes échéances. La modélisation de la phase précédant le pic de
charge reste approximative. La pente correcte sur les premiers pas s’incline rapidement
entrainant un décalage avec les valeurs expérimentales. Cependant, lorsque les fissures
atteignent des ouvertures d’environ 0,15 à 0,2 mm, les valeurs modélisées sont à nouveau en
concordance avec les résultats expérimentaux.
La différence entre les deux courbes n’est pas due qu’au modèle simplifié, mais aussi à des
problèmes expérimentaux. En effet lors de cet essai, la poutre repose sur deux appuis, un
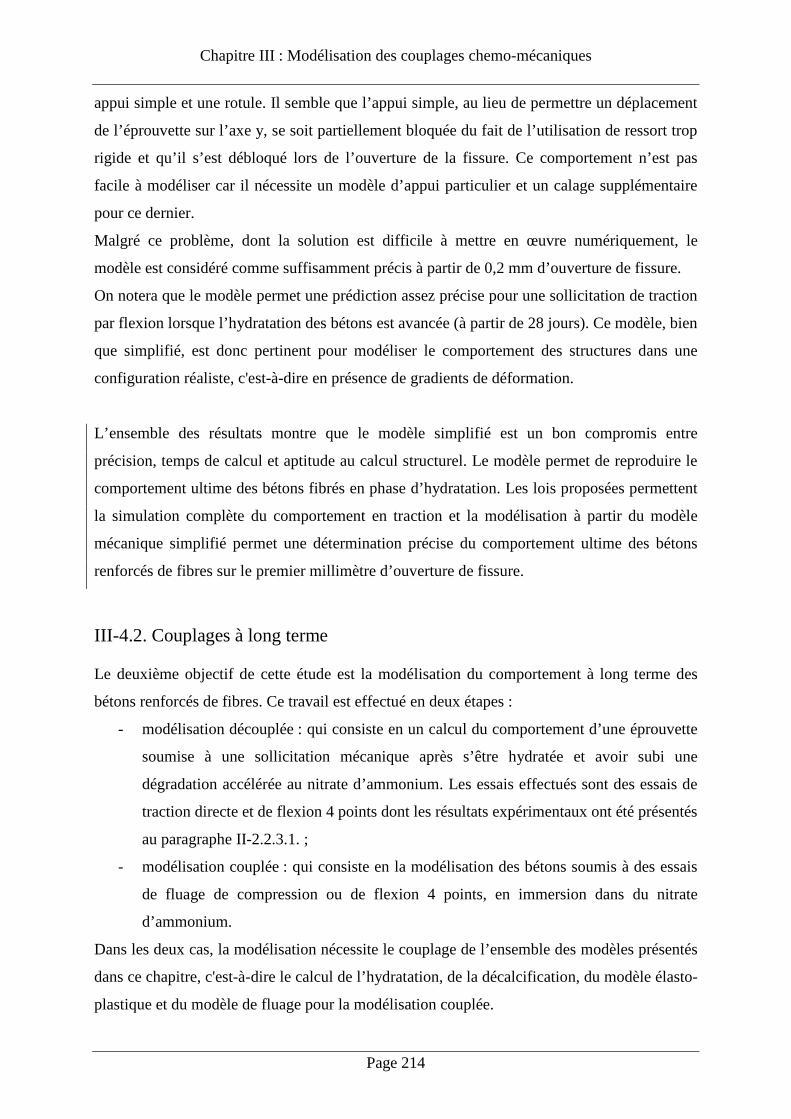
Chapitre III : Modélisation des couplages chemo-mécaniques
Page 214
appui simple et une rotule. Il semble que l’appui simple, au lieu de permettre un déplacement
de l’éprouvette sur l’axe y, se soit partiellement bloquée du fait de l’utilisation de ressort trop
rigide et qu’il s’est débloqué lors de l’ouverture de la fissure. Ce comportement n’est pas
facile à modéliser car il nécessite un modèle d’appui particulier et un calage supplémentaire
pour ce dernier.
Malgré ce problème, dont la solution est difficile à mettre en œuvre numériquement, le
modèle est considéré comme suffisamment précis à partir de 0,2 mm d’ouverture de fissure.
On notera que le modèle permet une prédiction assez précise pour une sollicitation de traction
par flexion lorsque l’hydratation des bétons est avancée (à partir de 28 jours). Ce modèle, bien
que simplifié, est donc pertinent pour modéliser le comportement des structures dans une
configuration réaliste, c'est-à-dire en présence de gradients de déformation.
L’ensemble des résultats montre que le modèle simplifié est un bon compromis entre
précision, temps de calcul et aptitude au calcul structurel. Le modèle permet de reproduire le
comportement ultime des bétons fibrés en phase d’hydratation. Les lois proposées permettent
la simulation complète du comportement en traction et la modélisation à partir du modèle
mécanique simplifié permet une détermination précise du comportement ultime des bétons
renforcés de fibres sur le premier millimètre d’ouverture de fissure.
III-4.2. Couplages à long terme
Le deuxième objectif de cette étude est la modélisation du comportement à long terme des
bétons renforcés de fibres. Ce travail est effectué en deux étapes :
- modélisation découplée : qui consiste en un calcul du comportement d’une éprouvette
soumise à une sollicitation mécanique après s’être hydratée et avoir subi une
dégradation accélérée au nitrate d’ammonium. Les essais effectués sont des essais de
traction directe et de flexion 4 points dont les résultats expérimentaux ont été présentés
au paragraphe II-2.2.3.1. ;
- modélisation couplée : qui consiste en la modélisation des bétons soumis à des essais
de fluage de compression ou de flexion 4 points, en immersion dans du nitrate
d’ammonium.
Dans les deux cas, la modélisation nécessite le couplage de l’ensemble des modèles présentés
dans ce chapitre, c'est-à-dire le calcul de l’hydratation, de la décalcification, du modèle élasto-
plastique et du modèle de fluage pour la modélisation couplée.

Chapitre III : Modélisation des couplages chemo-mécaniques
Page 215
III- 4.2.1. Modélisation du couplage faible décalcification / comportement mécanique
Le comportement des bétons soumis à des essais mécaniques après avoir subi une
décalcification au nitrate d’ammonium est modélisée en couplant les modules d’hydratation,
de décalcification et mécanique.
La décalcification entraine une diminution des propriétés mécaniques du béton. En fonction
du taux de dégradation, les valeurs des résistances et du module d’élasticité vont diminuer. Ce
phénomène est introduit dans le modèle à l’aide de la loi d’évolution des paramètres mise au
point par Sellier [Sellier 2004] à partir des travaux expérimentaux sur la microdureté en zone
décalcifiée de Danèse [Danèse 1997]. Dans ce travail, la modification du coefficient de
diffusion en fonction de la déformation est négligée. Cette hypothèse est issue des travaux du
CEBTP sur les bétons non fibrés [Hasni 2004] pour lesquels les profondeurs dégradées sont
les mêmes que celles des bétons non chargés. Ainsi, le couplage déformation – diffusion est
négligé, ce qui facilite la mise en œuvre numérique et permet tout de même un calcul réaliste
des déformations de fluage en intégrant l’effet de la décalcification sur la mécanique. Pour des
niveaux de chargement plus élevés, cette hypothèse pourrait être remise en cause. On devrait
alors introduire dans le modèle couplé une relation entre la déformation et le coefficient de
diffusion.
Le calcul débute donc par la phase d’hydratation de la même manière que celle qui a été
présentée dans la partie précédente. Viens ensuite le calcul de décalcification à l’aide du
modèle présenté au paragraphe III-2. La troisième phase consiste en un essai mécanique sur
un matériau dont les propriétés mécaniques sont modifiées en fonction de la concentration en
calcium dans la solution.
Une loi d’atténuation des propriétés mécaniques proposée par Sellier [Sellier et al. 2004] est
appliquée à chacun des paramètres du modèle mécanique.
( )( ) ( ) ( )
( ) αα +−×
−
+
−+
= 18,0
2,0,,
8,02,0,
2
00
0
txCHCa
txCaCH
X
txX
(III-73)
où Ca est la concentration en phase solide (ou liquide suivant la version de la loi), 0CH est la
fraction volumique de portlandite dans la pâte saine totalement hydratée (( )txCH , en un point
x de la zone dégradée) et α un paramètre d’ajustement correspondant à la fraction relative
résiduelle du paramètre dans la zone où le matériau est totalement dégradé. Les lois
d’évolution en fonction des valeurs de α sont présentées dans sur la figure III-53.

Chapitre III : Modélisation des couplages chemo-mécaniques
Page 216
Figure III-53 : Loi d’évolution des paramètres du modèle mécanique pour différentes valeurs
de α , en fonction du niveau de décalcification [Sellier et al. 2004]
Le tableau III-18 ci-dessous donne les valeurs de α pour les différents paramètres du modèle.
La détermination de α est issue de la simulation des essais sur bétons exposés à la
dégradation dans les paragraphes suivants.
CEM IF CEM VF
Nom du paramètre Valeur alpha Valeur alpha
∞E (MPa) 54952 0,2 55766 0,2
∞υ 0,27 1,0 0,27 1,0
∞cR (MPa) 117 0,2 119 0,2
∞tR (MPa) 5,8 0,2 5,9 0,2
s2η 2,10E+17 0,0 5,30E+17 0,0
sc2ε 1,75E-05 0,0 6,80E-06 0,0
st2ε 1,75E-05 0,0 6,80E-06 0,0
Tableau III-18 : Valeurs du coefficient α en fonction des paramètres du modèle
III- 4.2.1.1. Traction directe
Le calcul est effectué pour les deux échéances de dégradation. Les figures III-54 et III-55
permettent d’observer la répartition des contraintes au sein d’une éprouvette saine ou

Chapitre III : Modélisation des couplages chemo-mécaniques
Page 217
dégradée (la solution agressive est en contact uniquement avec la surface de l’entaille). Les
figures III-56 et III-57 présentent respectivement la comparaison entre le modèle et les
résultats expérimentaux sur le CEM IF et le CEM VF sur un béton sain âgé de 9 mois et après
9 et 18 mois de dégradation.
Zone de décalcification:
Dans les entailles
uniquement
Zone de décalcification:
Dans les entailles
uniquement
0 MPa
5,0 MPa
0 MPa
5,0 MPa
Figure III-54 : Concentration de
contraintes en traction au sein d’une
éprouvette saine
Figure III-55 : Concentration de
contraintes en traction au sein d’une
éprouvette décalcifiée
Ces figures montrent la répartition des contraintes au sein des éprouvettes de traction. Dans
les deux cas, on a une concentration de contrainte dans la zone de plus faible section. Lorsque
le béton est dégradé ses performances mécaniques sont diminuées. La concentration de
contraintes dans la surface saine de dimensions inférieures du fait de la dégradation engendre
des ruptures pour des efforts moins importants comparés aux éprouvettes totalement saines.
0
5
10
15
20
25
30
35
40
45
0,000 0,002 0,004 0,006 0,008
Déplacement (mm)
Force (kN)
T0 + 9 mois
T0 + 18 mois
T0
0
5
10
15
20
25
30
35
40
45
0 0,002 0,004 0,006 0,008
Délacement (mm)
Force (kN)
T0 + 9 mois
T0 + 18 mois
T0
Figure III-56 : Modélisation TMC simplifiée
du CEM IF en traction directe
Figure III-57 : Modélisation TMC simplifiée
du CEM VF en traction directe

Chapitre III : Modélisation des couplages chemo-mécaniques
Page 218
Les figures montrent la concordance du modèle avec les résultats expérimentaux pour les
deux types de bétons à chaque échéance. Le comportement en traction directe jusqu’à la
localisation de la fissure est correctement modélisé. La diminution de la rigidité et de la
résistance au pic sont correctement estimées par le modèle selon l’état de décalcification.
Le comportement résiduel post pic n’a pas pu être mesuré expérimentalement par le CEBTP.
Il serait souhaitable de confirmer l’efficacité du modèle en faisant de nouveaux essais et en
mesurant les comportements après la localisation de la fissure afin de vérifier si le modèle
permet la simulation du comportement complet des bétons renforcés de fibres et décalcifiés. Il
est néanmoins possible d’évaluer l’efficacité post fissuration du modèle à partir d’essais de
flexion comme le montre le paragraphe suivant.
III- 4.2.1.2. Flexion 4 points
Pour la deuxième étape de validation du modèle de couplage, nous nous sommes appuyés sur
des essais de flexion 4 points effectués sur béton dégradé. Les calculs ont été effectués sur les
bétons soumis à la dégradation. Les figures III-58 et III-59 présentent la comparaison entre les
prévisions du modèle et les résultats expérimentaux obtenus sur CEM IF et CEM VF à l’état
sain et après 9 et 18 mois de dégradation.
0
5
10
15
20
0 0,5 1 1,5 2 2,5 3 3,5 4
Fléche (mm)
Force (kN)
T0
T0 + 9m
T0 + 18m
0
5
10
15
20
0 0,5 1 1,5 2 2,5 3 3,5 4
Fléche (mm)
Force (kN)
T0
T0 + 9m
T0 + 18m
Figure III-58 : Modélisation TMC simplifiée
du CEM IF en flexion 4 points, points
expérimentaux et courbes modélisées
Figure III-59 : Modélisation TMC simplifiée
du CEM VF en flexion 4 points, points
expérimentaux et courbes modélisées
Les résultats présentés sur les figures III-58 et III-59 montrent la bonne concordance entre les
résultats expérimentaux et la modélisation. Les effets de la dégradation sur les résistances
résiduelles sont correctement reproduits, de même que les diminutions de rigidité sur les
premiers pas.

Chapitre III : Modélisation des couplages chemo-mécaniques
Page 219
Toutefois, la courbe de CEM IF à 9 mois présente un écart par rapport aux essais. La
résistance résiduelle mesurée est inférieure à celle prédite par notre modèle. On notera
cependant que les courbes présentées ici sont les courbes intermédiaires de trois essais et que
la dispersion est de l’ordre de 30 à 50 %, ce qui englobe le comportement théorique.
Dans l’ensemble, les résultats montrent la capacité du modèle simplifié à prédire le
comportement des éprouvettes décalcifiées. Les effets de la dégradation sur les résistances
aux pics en traction et sur les résistances résiduelles en flexion sont reproduits de façon
acceptable pour un calcul de structure.
III- 4.2.2. Modélisation du couplage faible décalcification / fluage
La modélisation du fluage des bétons renforcés de fibres soumis à une dégradation accélérée
au nitrate d’ammonium nécessite le couplage de l’ensemble des modules présentés dans la
première partie de ce chapitre. Le calcul débute par la phase d’hydratation avec le calcul de
l’évolution du degré d’hydratation et des champs de température dans le but de déterminer les
valeurs des caractéristiques mécaniques. Cette phase est suivie par le couplage des
dégradations chimiques et des phénomènes de fluage. En effet, le béton est immergé dans du
nitrate d’ammonium et est soumis à une charge de compression ou de flexion constante
correspondant au tiers de la résistance mesurée expérimentalement après 90 jours
d’hydratation. Ceci fait intervenir le modèle de fluage présenté au paragraphe III-3.2. qui est
lui-même couplé au modèle mécanique élasto-plastique.
Comme on a eu l’occasion de le signaler, la décalcification affecte les performances
mécaniques. La diminution des résistances mécaniques ou des modules d’élasticité est ici
aussi fonction du taux de décalcification.
Dans le cadre du fluage en décalcification, les consolidations sphériques et déviatoriques vont
aussi être influencées par les taux de dégradation. Le fluage est plus important en zone
décalcifiée qu’en zone saine [Nguyen 2005] c’est pour cela que la loi d’évolution appliquée
sur le paramètre s2ε en fonction de la décalcification correspond à 0=α dans l’équation III-
73. La loi utilisée est présentée sur la figure III-60.

Chapitre III : Modélisation des couplages chemo-mécaniques
Page 220
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0 5 10 15 20 25
Concentration en Ca2+ (mol/l)
Coefficient multiplicatif
Figure III-60 : Loi d’évolution de ( )s
02ε en fonction de la décalcification ( 0=α )
Suite au calage des courbes de fluage à l’état sain présentées dans la partie III-3.2., il est
possible de déterminer le fluage sur les bétons soumis à une dégradation accélérée au nitrate
d’ammonium.
4-2.2.1. Fluage en compression
Le fluage en compression est modélisé de manière axisymétrique. Les éprouvettes ne sont
exposées à la dégradation que sur une hauteur de 5 cm à mi-hauteur de l’éprouvette. Le
maillage ainsi que les concentrations en calcium et les déformations de fluage modélisées sur
une demi-éprouvette de CEM IF après 18 mois d’essai sont présentés sur la figure III-61.
Les courbes sur les figures III-62 et III-63 permettent de comparer le fluage en compression
prédit par le modèle et celui mesuré expérimentalement sur des éprouvettes de CEM IF et de
CEM VF immergées dans des bains de chaux et de nitrate d’ammonium.

Chapitre III : Modélisation des couplages chemo-mécaniques
Page 221
Surface isolée
Surface exposée
Surface isolée
Surface exposée
22 mol/m3
0 mol/m3
22 mol/m3
0 mol/m3
4,0e-3
7,7e-5
4,0e-3
7,7e-5
Maillage Concentration en calcium Déformations de fluage
Figure III-61 : Modélisation du fluage en compression du CEM IF
0
500
1000
1500
2000
2500
0 100 200 300 400 500 600 700
Temps (j)
Déformations (µm/m)
0
500
1000
1500
2000
2500
0 100 200 300 400 500 600 700
Temps (j)
Déformations (µm/m)
Figure III-62 : Fluage en compression du
CEM IF sain et en dégradation, résultats
expérimentaux (points) et prévisions du
modèle (courbes)
Figure III-63 : Fluage en compression du
CEM VF sain et en dégradation, résultats
expérimentaux (points) et prévisions du
modèle (courbes)
Les résultats montrent que le modèle TMC permet de prédire correctement les déformations
de fluage, que se soit à l’état sain ou en phase de dégradation continue. La décalcification des
C-S-H modifie leur caractère visqueux diminuant l’importance de la consolidation ce qui se
traduit par une augmentation des déformations en fonction de l’augmentation de la
décalcification.
4-2.2.2. Fluage en flexion 4 points
Les éprouvettes pour les essais de fluage en flexion ne sont exposées à la dégradation que
dans l’entaille. Le maillage ainsi que les concentrations en calcium et les déformations de

Chapitre III : Modélisation des couplages chemo-mécaniques
Page 222
fluage modélisées sur une éprouvette de CEM VF après 18 mois d’essai sont présentés sur la
figure III-64.
Les courbes des figures III-65 et III-66 permettent la comparaison entre le fluage en flexion 4
points prédit par le modèle et celui mesuré expérimentalement sur des éprouvettes de CEM IF
et de CEM VF immergées dans des bains de chaux et de nitrate d’ammonium.
Surface isolée
Surface exposée
Surface isolée
Surface exposée
Ca2+ fε
Maillage
Ca2+ :
Concentration
en calcium
22 mol/m3
0 mol/m3
22 mol/m3
0 mol/m3
fε :
Déformations
longitudinales
de fluage
Figure III-64 : Modélisation du fluage en flexion du CEM VF
0
10
20
30
40
50
60
70
80
0 100 200 300 400 500 600 700
Temps (j)
Flèche (µm)
0
10
20
30
40
50
60
70
80
0 100 200 300 400 500 600 700
Temps (j)
Flèche (µm)
Figure III-65 : Modélisation du fluage en
flexion 4 points sur CEM IF sain et en
dégradation
Figure III-66 : Modélisation du fluage en
flexion 4 points sur CEM VF sain et en
dégradation
1,2e-3
-8,7e-5
1,2e-3
-8,7e-5

Chapitre III : Modélisation des couplages chemo-mécaniques
Page 223
Les résultats obtenus sur le CEM VF montrent l’efficacité du modèle à traiter le fluage de
flexion en dégradation.
Comme cela a été expliqué dans le chapitre II, les résultats obtenus expérimentalement sur le
CEM IF dégradé ne sont pas cohérents car les valeurs sur les bétons sains et dégradés sont
identiques. Pour retrouver la courbe expérimentale CEBTP du CEM IF décalcifié, il faudrait
admettre que la décalcification n’affecte pas ce béton, ce qui est en contradiction avec les
autres essais sur ce même béton (cf. compression, traction). On peut donc s’interroger sur la
pertinence de ce dernier résultat expérimental et éventuellement conseiller un essai
complémentaire de ce type. Le modèle étant validé par les calculs sur CEM VF, nous
l’appliquons au cas du CEM IF.
Conclusion
Nous avons présenté dans ce chapitre l’ensemble des travaux de modélisation effectués dans
le but de préparer la simulation du cycle de vie d’un conteneur de stockage de déchets
radioactifs fabriqué en béton renforcé de fibres.
La première partie a été consacrée à la mise au point d’un modèle permettant la détermination
de la cinétique d’hydratation globale des bétons et des champs de température. A partir d’un
simple essai de calorimétrie, il est possible de caler la cinétique d’hydratation globale d’un
béton et de déterminer ainsi l’évolution du degré d’hydratation et de l’élévation de
température.
Un module consacré au calcul de la décalcification a ensuite été utilisé. A partir des
compositions des bétons, et des coefficients de diffusion, il est possible de calculer les
cinétiques de dégradation à l’eau. A l’aide de mesures expérimentales de profondeurs
dégradées et de quantités de calcium lixiviés, des facteurs d’accélération ont été déterminés
afin de simuler la dégradation accélérée au nitrate d’ammonium.
Un modèle mécanique a été développé et mis en œuvre successivement dans le cadre de la
théorie de la fissure répartie locale et non locale. Il permet la simulation du comportement
d’un béton renforcé de fibres. Une version simplifiée de ce modèle, tirée de la théorie de la
plasticité, permet de déterminer le comportement post pic en limitant les problèmes de
convergence et les temps de calcul, ceci dans le but de calculer des structures.

Chapitre III : Modélisation des couplages chemo-mécaniques
Page 224
Un modèle de fluage issu de travaux antérieurs a aussi été simplifié afin de permettre la
détermination du comportement à long terme des bétons. Ce modèle simplifié a également été
mis en œuvre dans Comsol.
Un dernier module permettant la simulation du retrait reste à intégrer. Les essais
expérimentaux ont été effectués et les courbes d’évolution du retrait en fonction de
l’hydratation nécessaires à cette modélisation sont données en annexe G. Il est donc possible à
court terme de compléter ce travail.
L’ensemble de ces modules a été couplé dans le but de simuler le comportement des bétons
renforcés de fibres en phase d’hydratation et à long terme lorsqu’ils sont soumis à des
dégradations chimiques et des sollicitations mécaniques. Les prévisions de ce modèle,
comparées aux résultats expérimentaux, montrent la concordance du modèle pour les
différentes compositions étudiées à l’état sain ou dégradé pour des sollicitations de traction ou
de compression. Cependant, une analyse fine de la prédiction du modèle montre que le palier
plastique obtenu n’inclut pas une phase adoucissante requise pour mobiliser l’ancrage des
fibres. Abstraction faite de ce détail, le modèle est suffisamment précis pour prédire le
comportement ultime sur le premier millimètre d’ouverture de fissure.
Enfin, on notera que l’utilisation du modèle complet dans sa version non locale (2nd gradient)
ou local (Hillerborg) impose préalablement la résolution du problème de convergence
précédemment mentionné.

CONCLUSION GENERALE ET
PERSPECTIVES


Conclusion générale et perspectives ___________________________________________________________________________
Page 227
Les performances en compression et en terme de propriétés de transfert conjuguées avec le
coût du composite font du béton un optimum technico-économique intéressant pour la
conception de colis de stockage de déchets radioactifs. Cependant, la faible résistance à la
traction de ce matériau, sa variabilité dimensionnelle (retrait et dilatation) et sa faible capacité
de déformation le rendent fragile et donc très sensible à la fissuration. Il est de surcroit
dégradable par lixiviation, il en résulte un ensemble de facteurs préjudiciables vis-à-vis de ses
capacités de confinement et de ses performances mécaniques.
Toutefois, ces inconvénients peuvent être limités par un renfort de fibres qui confère au béton
un caractère ductile et lui permet de conserver une capacité portante résiduelle en phase de
fissuration.
L’étude expérimentale consacrée à la détermination des propriétés physiques des deux bétons
de référence Andra et de deux bétons renforcés de fibres dérivés des premiers a permis de
quantifier les effets des fibres, en vue d’une utilisation pour le stockage à long terme. Il a été
constaté que les fibres modifient considérablement l’efficacité du béton dans le domaine où il
est le moins performant, à savoir les sollicitations en traction. Pour des ouvertures de fissures
de 4 mm, la capacité portante résiduelle est de l’ordre de 3 MPa pour les bétons renforcés. De
plus, l’ajout de fumée de silice, qui permet de compenser la perte de compacité induite par les
fibres et d’obtenir des performances de base similaires à celles des bétons de références
conduit à un raffinement de la structure poreuse entraînant une amélioration significative des
propriétés de transfert. La décalcification est donc plus lente pour ce type de bétons.
L’étude du comportement en phase d’hydratation a permis de déterminer l’évolution des
propriétés mécaniques au cours du temps et notamment le développement de l’ancrage des
fibres avec la matrice cimentaire.
L’étude du comportement à long terme, nécessaire dans le cadre du stockage de déchets
radioactifs, a permis de déterminer l’évolution du comportement des bétons lorsqu’ils sont
soumis à une lixiviation. Les performances diminuent avec la progression du front de
lixiviation et bien que leur adhérence avec la matrice se dégrade, les fibres confèrent toujours
une capacité portante résiduelle non négligeable au béton. On peut prendre comme exemple la
résistance résiduelle des bétons en flexion qui est de l’ordre de 10 kN après 18 mois de
dégradation accélérée comparé au 16 kN à l’état sain pour des ouvertures de fissure de 4 mm.
Au contraire, le béton sans renfort ne conserve une capacité portante que pour des ouvertures
de fissures inférieures à 0,2 mm.

Conclusion générale et perspectives ___________________________________________________________________________
Page 228
Bien que les résultats obtenus montrent l’intérêt de ce type de renfort, l’utilisation de fibres à
crochet ou ondulées permettrait, en plus de l’adhérence, d’améliorer l’ancrage mécanique
avec pour conséquence une amélioration des capacités portantes résiduelles.
Malheureusement, une telle géométrie de fibres au dosage requis dans cette application est
incompatible avec une dispersion homogène dans le béton.
Un autre phénomène inévitable qu’il convient de prendre en compte est l’orientation
préférentielle des fibres sur les propriétés de transfert. L’étude sur le colis fabriqué dans des
conditions industrielles a montré une orientation inévitable des fibres. Ceci pourrait conduire
à la formation de chemin de percolation vis-à-vis du transfert.
Compte tenu de la durée de vie des déchets radioactifs, prédire l’évolution du comportement
du béton n’est concevable que par modélisation. Ceci nécessite la mise au point de modèles
permettant de simuler les différentes phases du cycle de vie des conteneurs en condition
d’exploitation et de stockage. La seconde partie de notre travail a donc consisté à développer
un modèle complet permettant la prédiction du comportement des bétons renforcés de fibres
en phase d’hydratation et à long terme. Les données ainsi acquises ont servi au calage et à la
validation au modèle développé dans cette deuxième phase.
Un modèle mécanique permettant la simulation du comportement des bétons renforcés de
fibres en traction a été proposé. Il permet de prédire les différentes phases du comportement à
partir du couplage d’une loi d’endommagement du béton seul et d’une loi de comportement
des fibres dans le béton, ce modèle intègre notamment le processus d’arrachement des fibres
via une variable d’endommagement.
Ce modèle a ensuite été intégré dans les codes de calcul aux éléments finis Castem (en
version locale) et Comsol Multiphysics© à l’aide d’une méthode non locale. L’utilisation de
cette dernière méthode a pour avantage de limiter les problèmes de convergence pour les
maillages fins. Nous sommes donc capables de prédire le comportement endommageable des
bétons et le comportement pseudo-plastique des bétons renforcés de fibres. Néanmoins, bien
que l’utilisation de cette méthode facilite le calcul, comparé aux méthodes locales usuelles,
des problèmes de convergence subsistent rendant difficile son couplage avec les autres
modèles. Un modèle plastique utilisant un critère de Drucker-Prager a donc été utilisé dans le
but de prédire de manière simplifiée le comportement post fissuration des bétons renforcés de
fibres et de pouvoir l’utiliser pour les calculs de structures. Il est néanmoins intéressant de
poursuivre le développement de la loi de comportement des bétons renforcés de fibres à l’aide

Conclusion générale et perspectives ___________________________________________________________________________
Page 229
de la méthode non locale dans le but de modéliser le comportement de ces bétons sans avoir
recours à la modélisation simplifiée.
Un modèle d’hydratation simplifié a également été implanté dans Comsol afin de simuler les
cinétiques d’hydratation et les champs de températures à partir d’un simple essai de
calorimétrie. Il permet de prédire l’hydratation globale des bétons en tenant compte de
l’activation thermique de l’hydratation.
Le troisième module est un modèle de décalcification lui aussi intégré dans Comsol et qui
permet la simulation de la décalcification simple à l’eau ou accélérée au nitrate d’ammonium.
Basé sur les compositions de ciment, des additions, sur les réactions d’hydratation et sur les
réactions de dégradation, il permet de prédire les champs de concentration en calcium en
solution. Le calage, effectué à l’aide de résultats expérimentaux, intègre le coefficient de
diffusion du matériau sain, les profondeurs dégradées et des flux de calcium lixiviés.
Un dernier module consacré au fluage a également été implanté dans Comsol. Issu de travaux
de recherches antérieurs, une version simplifiée d’un modèle de fluage a été développée. Ce
modèle se focalise sur les déformations de fluage à long terme. Il ne permet pas de déterminer
la part réversible du fluage mais il limite le nombre de variables internes. Ceci permet de
faciliter son intégration dans le code de calcul. Le modèle a été calé à partir d’essais
expérimentaux effectués sur les deux bétons renforcés de fibres.
Il reste également à modéliser les effets du retrait. L’étude expérimentale a déjà été réalisée,
les résultats sont donc disponibles pour le développement et l’intégration du modèle dans
Comsol. Cette perspective immédiate permettra ensuite le calcul complet du cycle de vie des
conteneurs.
L’ensemble des modules a été couplé afin de calculer le comportement du béton renforcé de
fibres durant son cycle de vie. Les résultats obtenus, comparés à ceux issus des essais
expérimentaux montrent la bonne concordance du modèle vis-à-vis du calcul en phase
d’hydratation et à long terme des bétons sollicités en traction. En flexion, la simulation de la
phase de chargement jusqu’au pic n’est reproduite qu’approximativement mais le
comportement post fissuration correspond aux résultats obtenus expérimentalement. La

Conclusion générale et perspectives ___________________________________________________________________________
Page 230
poursuite du développement de la loi de comportement des bétons renforcés de fibres
permettrait de l’améliorer.

ANNEXES


Annexes ___________________________________________________________________________
Page 233
ANNEXE A : Fiches techniques des matériaux
- CEM I 52,5R PM-ES Val d'Azergues, Lafarge
- CEM V/A 42,5N PM-ES Airvault, Calcia
- Sable calcaire 0/4 mm Carrières du Boulonnais
- Gravillon calcaire 5/12,5 mm Carrières du Boulonnais
- Fibres IFT Unoloc 30/0,6
- Fumée de silice CONDENSIL S95 DM
- Superplastifiant Glénium 27, MBT
- Superplastifiant SIKA Viscocrete 5400F

Annexes ___________________________________________________________________________
Page 234

Annexes ___________________________________________________________________________
Page 235

Annexes ___________________________________________________________________________
Page 236

Annexes ___________________________________________________________________________
Page 237
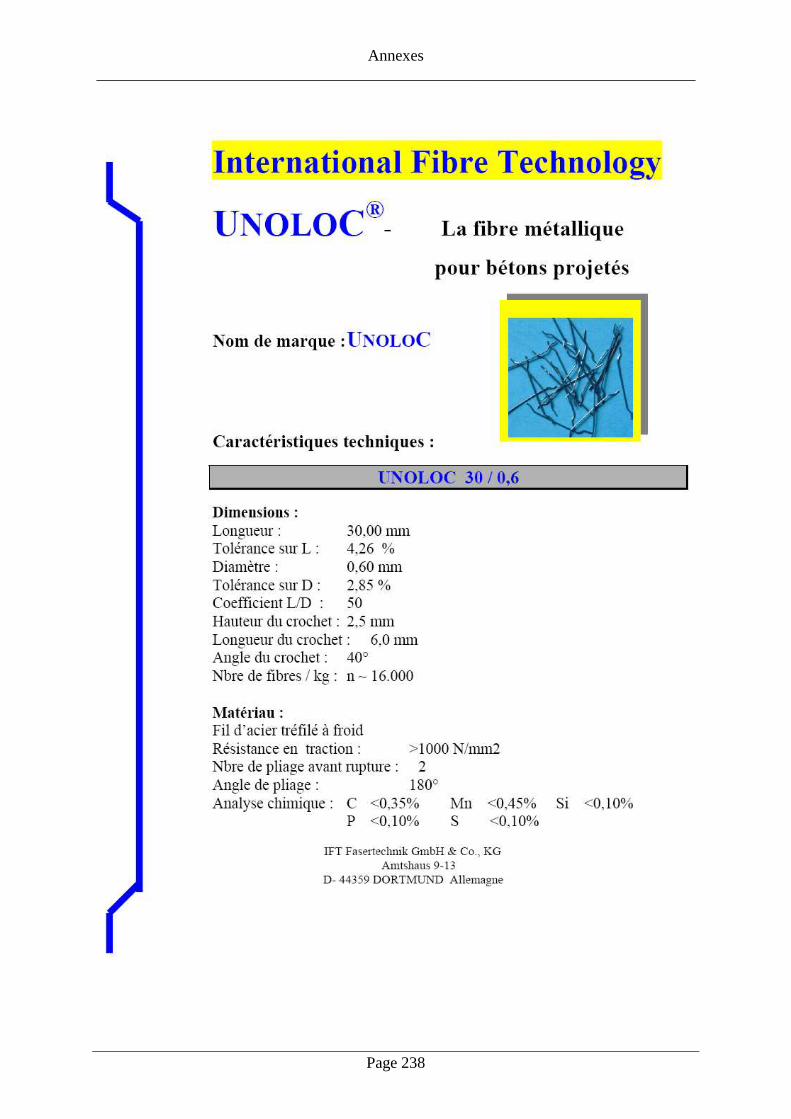
Annexes ___________________________________________________________________________
Page 238

Annexes ___________________________________________________________________________
Page 239

Annexes ___________________________________________________________________________
Page 240
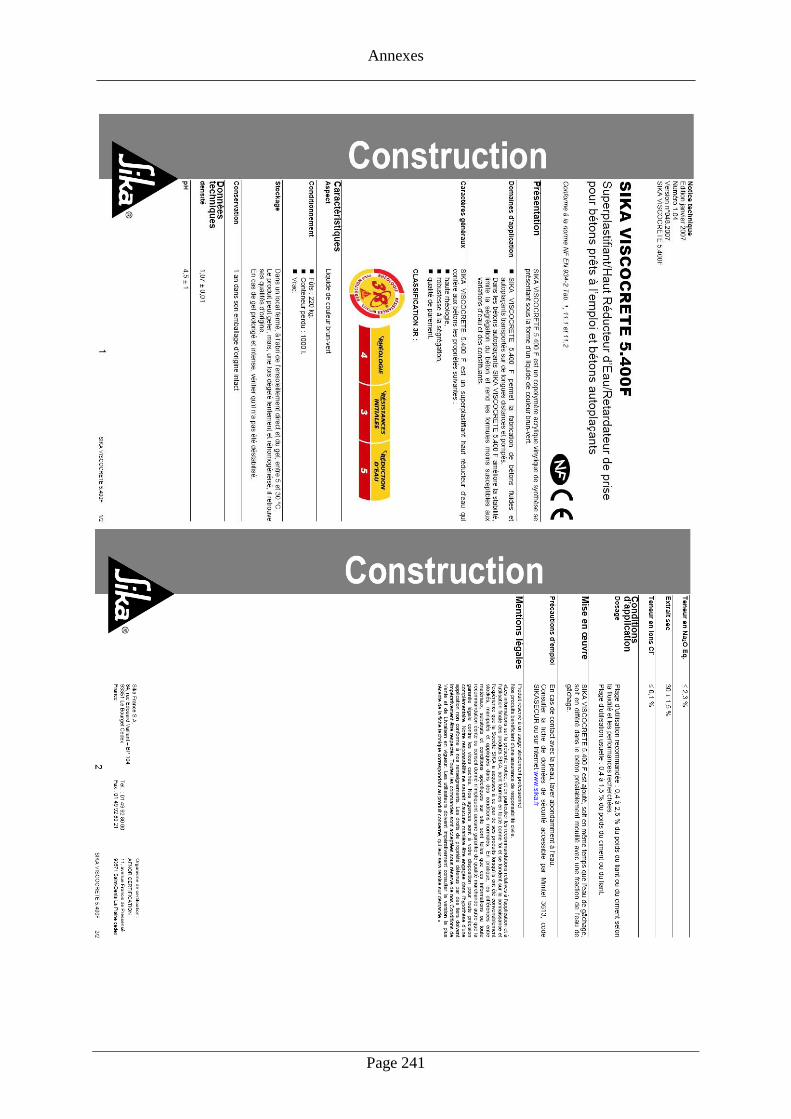
Annexes ___________________________________________________________________________
Page 241

Annexes ___________________________________________________________________________
Page 242
ANNEXE B : Modes opératoires des expériences
Cette annexe présente certains protocoles expérimentaux utilisés pendant le travail de thèse.
Pour une partie des essais, nous avons directement appliqué les modes opératoires donnés par
les normes ou les recommandations. Nous ne détaillerons pas ces protocoles ici. Ces essais et
leur référence sont donnés dans la liste suivante :
- Calorimétrie semi adiabatique de Langavant [NF EN 196-9]
- Retrait [NF P 15-433]
- Résistances en compression [NF EN 12390-3]
- Modules d’élasticité – Coefficients de Poisson [Rilem CPC8]
- Porosité a l’eau et masse volumique [AFPC-AFREM]
- Perméabilités [AFPC-AFREM]
- Coefficients de diffusion [NT BUILD 443]
Pour certaines expériences, quelques modifications ont été apportées par rapport aux normes.
D’autres essais ne correspondent pas à des normes ou des recommandations, comme le fluage
en immersion par exemple. Ces protocoles sont donc présentés dans les pages suivantes :
- Traction directe [Rilem TC 162-TDF]
- Flexion 3 points [NF EN 14651+A1]
- Décalcification accélérée au nitrate d’ammonium
- Fluage en compression
- Fluage en flexion
Un récapitulatif des éprouvettes et de leurs spécificités est donné en annexe C.

Annexes ___________________________________________________________________________
Page 243
Traction directe [Rilem TC 162-TDF]
Les essais sont effectués sur des éprouvettes prismatiques de dimensions 100x100x200.
L’essai est piloté en déplacement. Afin que la fissure se développe dans la zone de mesure des
capteurs, l’éprouvette est entaillée par sciage à mi hauteur sur les quatre faces. La profondeur
de l’entaille correspond à 10% de la longueur du coté. Les entailles sont effectuées par sciage
et non par réservation dans le moules afin d’éviter la formation de paquet de fibres ou de les
orienter préférentiellement par effet de paroi.
Deux capteurs LVDT sont collés sur deux faces opposées de l’éprouvette (figure B-1 et B-2).
L’ouverture de la fissure correspond à la moyenne des deux valeurs relevées par les capteurs
dont la base de mesure est de 75 mm. L’éprouvette est ensuite collée aux plateaux non rotulés
de la presse.
L’essai se déroule à une vitesse de 5 µm/min pour les bétons de références. Pour les bétons
renforcés de fibres, deux vitesses de déplacement sont imposées par la norme en fonction de
l’ouverture de la fissure. L’essai commence à une vitesse de 5 µm/min jusqu’à atteindre une
ouverture de fissure de 0,1 mm puis la vitesse est augmenté à 100 µm/min jusqu’ la fin de
l’essai.
La force est les déplacements sont enregistrés durant l’essai. Il est considéré comme terminé
lorsque la force revient à la valeur de précharge pour les bétons de référence et lorsque
l’ouverture de fissure atteint une valeur de 4 mm pour les bétons renforcés de fibres.
En fin d’essai, la section de l’éprouvette où s’est développée la fissure est mesurée
précisément fin de pouvoir calculer les contraintes.
Lors des premiers essais sur les éprouvettes ayant des entailles de 10 mm de profondeur, des
problèmes de décollement de l’éprouvette ont été rencontrés. Les efforts étant supérieurs à 20
kN, l’adhérence entre le béton et les plateaux de la presse n’était pas suffisamment efficace.
Afin d’augmenter la surface d’adhérence de la colle sur le béton, les extrémités des
éprouvettes ont été entaillées par sciage. C’est ce qu’on appelle un peigne (figure B-3).
Néanmoins, ceci n’a pas été suffisant pour régler le problème. Nous avons donc décidé
d’augmenter la profondeur des entailles. Plusieurs tests ont conduit à l’utilisation d’entailles
de 20 mm de profondeurs.

Annexes ___________________________________________________________________________
Page 244
Figure B-1 : Eprouvette + capteur Figure B-2 : Bâti de traction directe
Figure B-3 : Peigne sur éprouvette de traction directe
Flexion 3 points [NF EN 14651+A1]
Les essais sont effectués sur des éprouvettes prismatiques de dimension 100x100x500 mm. La
norme impose de travailler avec des éprouvettes de dimensions 150x150x550 mm mais dans
le but de pouvoir corréler nos résultats avec ceux obtenus lors de projet Andra antérieurs,
nous avons décidé de travailler dans les mêmes conditions, soit avec des dimensions
inférieures. Des essais comparatifs ont été effectués sur des éprouvettes de CEM IF avec des
dimensions correspondantes aux recommandations de la norme. Les résultats sont présentés
dans l’annexe E.
Il est nécessaire d’imposer la zone d’ouverture de fissure afin de la mesurer ou de mesurer la
flèche maximale. A cet effet, l’éprouvette est entaillée à mi distance entre les appuis par
sciage sur une face. La profondeur de l’entaille correspond à 15% de la hauteur de
l’éprouvette soit 15 mm tel que cela est recommandé dans la norme.
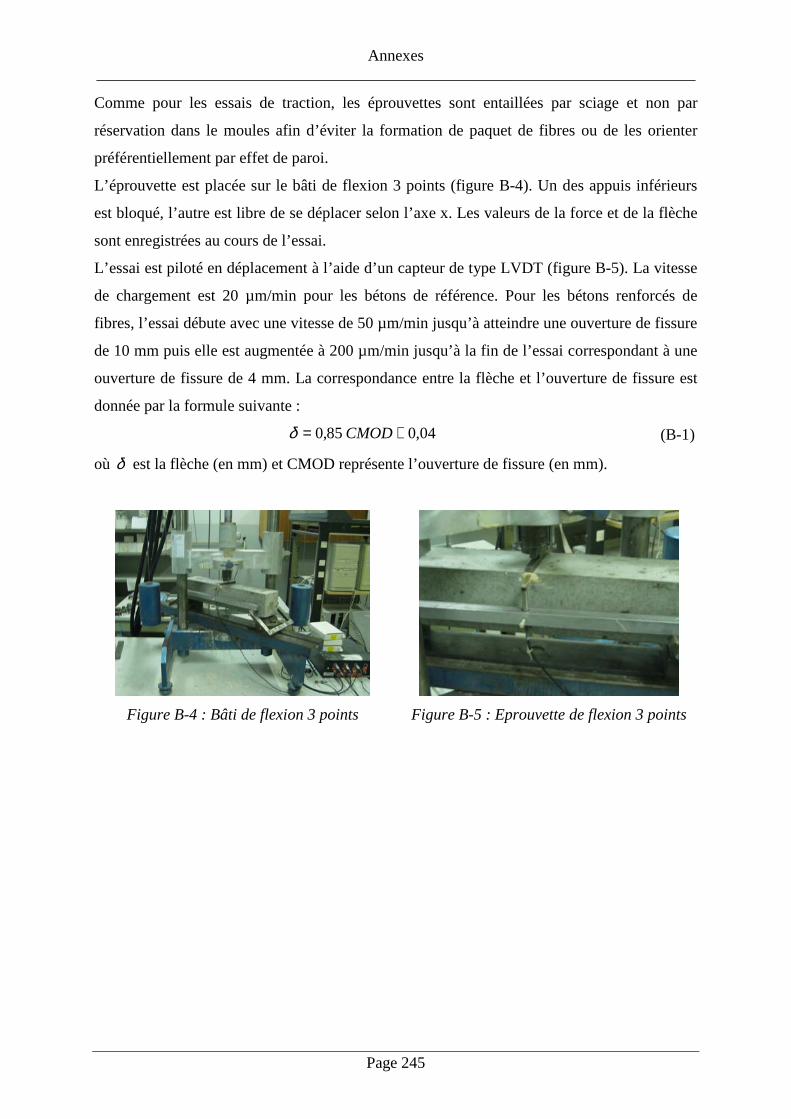
Annexes ___________________________________________________________________________
Page 245
Comme pour les essais de traction, les éprouvettes sont entaillées par sciage et non par
réservation dans le moules afin d’éviter la formation de paquet de fibres ou de les orienter
préférentiellement par effet de paroi.
L’éprouvette est placée sur le bâti de flexion 3 points (figure B-4). Un des appuis inférieurs
est bloqué, l’autre est libre de se déplacer selon l’axe x. Les valeurs de la force et de la flèche
sont enregistrées au cours de l’essai.
L’essai est piloté en déplacement à l’aide d’un capteur de type LVDT (figure B-5). La vitesse
de chargement est 20 µm/min pour les bétons de référence. Pour les bétons renforcés de
fibres, l’essai débute avec une vitesse de 50 µm/min jusqu’à atteindre une ouverture de fissure
de 10 mm puis elle est augmentée à 200 µm/min jusqu’à la fin de l’essai correspondant à une
ouverture de fissure de 4 mm. La correspondance entre la flèche et l’ouverture de fissure est
donnée par la formule suivante :
04,085,0 += CMODδ (B-1)
où δ est la flèche (en mm) et CMOD représente l’ouverture de fissure (en mm).
Figure B-4 : Bâti de flexion 3 points Figure B-5 : Eprouvette de flexion 3 points

Annexes ___________________________________________________________________________
Page 246
Lixiviation accélérée au nitrate d’ammonium
Le protocole utilisé pour cette étude est similaire à celui utilisé dans le projet Andra GT BO
Béton 2 [Hasni 2004] consacrée à l’étude des interactions chémo-mécaniques sur les bétons
de référence. Le but est d’effectuer les mêmes essais et dans les mêmes conditions afin de
pouvoir procéder à des comparaisons entre les résultats obtenus sur les bétons renforcés de
fibres et ceux tirés de l’étude sur les bétons de référence.
Le principe consiste à immerger des éprouvettes de béton dans une solution de nitrate
d’ammonium 6M correspondant à une concentration de 480 g/l de NH4NO3. Cette
concentration est régulièrement utilisée dans ce genre de travaux [Carde 1996, Tognazzi
1998, Le Bellégo 2001, Perlot 2005].
Nous disposons de 6 cuves hermétiques de 40 l de volume équipées d’un système de bullage
d’azote afin d’éviter la solubilisation de l’air dans la solution agressive qui peut entraîner la
formation de carbonate de calcium. Ce carbonate de calcium se dépose sur les éprouvettes en
surface et les protège de la lixiviation.
Un rapport de surface de béton exposée sur volume de solution de 4 m-1 est utilisé afin que
l’intensité de l’attaque soit suffisante pour dégrader les bétons et limiter les renouvellements.
Des prélèvements de solution sont effectués régulièrement afin de déterminer les
concentrations en calcium dans les bacs et de déterminer les flux de lixiviation. Ces
prélèvements sont dosés par absorption atomique.
La dégradation va entraîner une diffusion du calcium du béton vers la solution agressive. Ceci
a pour effet de diminuer l’agressivité de la solution et d’augmenter son pH. Afin que l’attaque
soit efficace en permanence, le pH de la solution est surveillé et quand celui-ci atteint la limite
de 8,5, la solution agressive est entièrement renouvelée.
Afin de limiter le volume de solution et la fréquence de renouvellement, les éprouvettes
immergées dans les bacs ont été préalablement recouvertes de résine sur les zones ne
nécessitant pas d’être dégradé pour notre étude :
- pour les éprouvettes de compression, seule une bande de 50 mm à mi hauteur de l’éprouvette
est exposée à l’attaque, le reste de la surface est isolée à l’aide de résine (figure B-6).
- pour les éprouvettes de traction et de flexion, seules les entailles sont exposées à la
dégradation (figure B-6).
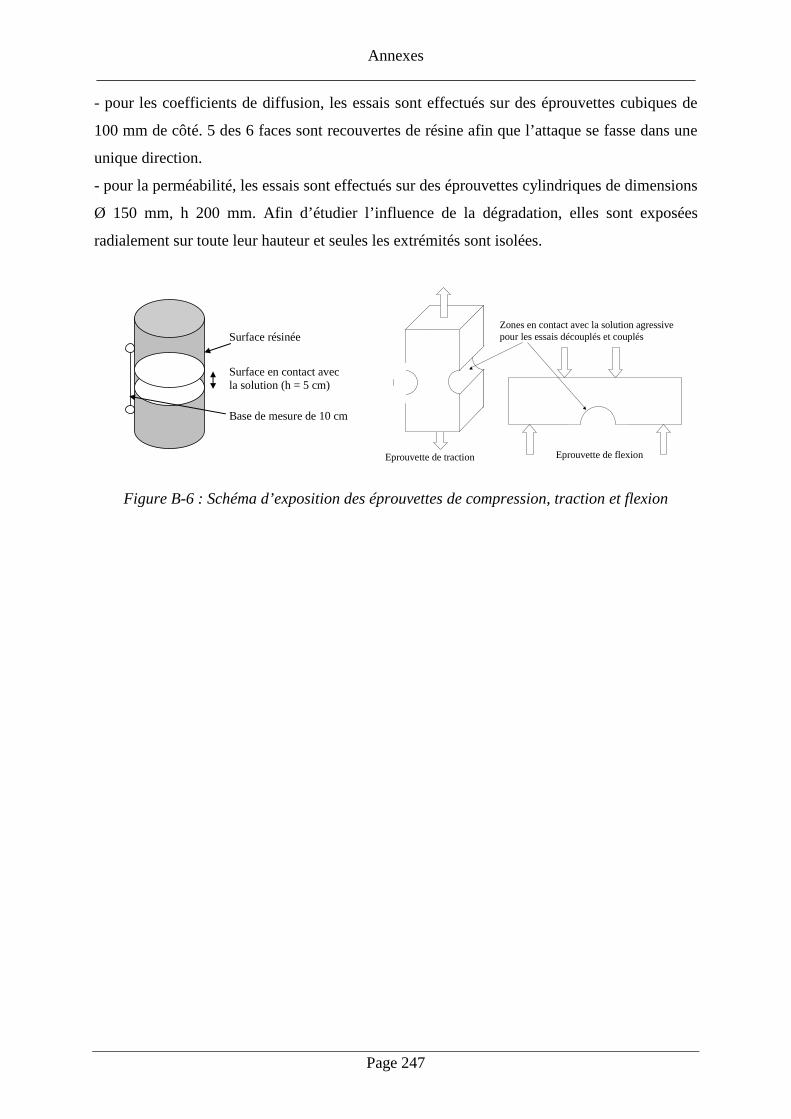
Annexes ___________________________________________________________________________
Page 247
- pour les coefficients de diffusion, les essais sont effectués sur des éprouvettes cubiques de
100 mm de côté. 5 des 6 faces sont recouvertes de résine afin que l’attaque se fasse dans une
unique direction.
- pour la perméabilité, les essais sont effectués sur des éprouvettes cylindriques de dimensions
Ø 150 mm, h 200 mm. Afin d’étudier l’influence de la dégradation, elles sont exposées
radialement sur toute leur hauteur et seules les extrémités sont isolées.
Surface résinée
Surface en contact avec la solution (h = 5 cm)
Base de mesure de 10 cm
Eprouvette de traction Eprouvette de flexion
Zones en contact avec la solution agressivepour les essais découplés et couplés
Figure B-6 : Schéma d’exposition des éprouvettes de compression, traction et flexion
Annexes ___________________________________________________________________________
Page 248
Fluage en compression
Les essais de fluage en compression sont effectués en immersion dans des solutions de chaux
et de nitrate d’ammonium. Des éprouvettes cylindriques de dimensions Ø 90 mm, h 220 mm
sont utilisées. Seule une surface de 50 mm de hauteur est exposée à la solution, le reste est
recouvert de résine afin d’isoler le béton et de limiter les volumes de solution agressive et les
renouvellements.
Les éprouvettes immergées sont soumises à une charge constante de 27,5 MPa, correspondant
à 30% de la résistance en compression, et les déplacements sont relevés à intervalles réguliers
dans le but de déterminer l’influence de la dégradation sur les déformations de fluage en
compression des bétons renforcés de fibres.
Fluage en Flexion
Les essais de fluage en flexion 4 points sont effectués en immersion dans des solutions de
chaux et de nitrate d’ammonium. Des éprouvettes prismatiques de dimensions 100x100x400
mm sont utilisées. Afin d’imposer la zone de localisation de la fissure pour pouvoir mesurer la
flèche précisément, les éprouvettes sont entaillées par carottage. L’entaille est un demi-cercle
de 20 mm de rayon placé au milieu de l’éprouvette. L’entaille est effectuée par carottage et
non par réservation dans le moule au moment du coulage afin d’éviter des effets de paroi
pouvant entraîner la formation de paquets de fibres. Seule l’entaille est exposée à la solution,
le reste de l’éprouvette est entièrement isolé à l’aide de résine.
Une charge totale de 4 kN, correspondant à 30% de la résistance en flexion, est appliquée sur
l’éprouvette et la flèche est mesurée afin de déterminer l’influence de la dégradation sur les
déformations de fluage en traction par flexion des bétons renforcés de fibres.
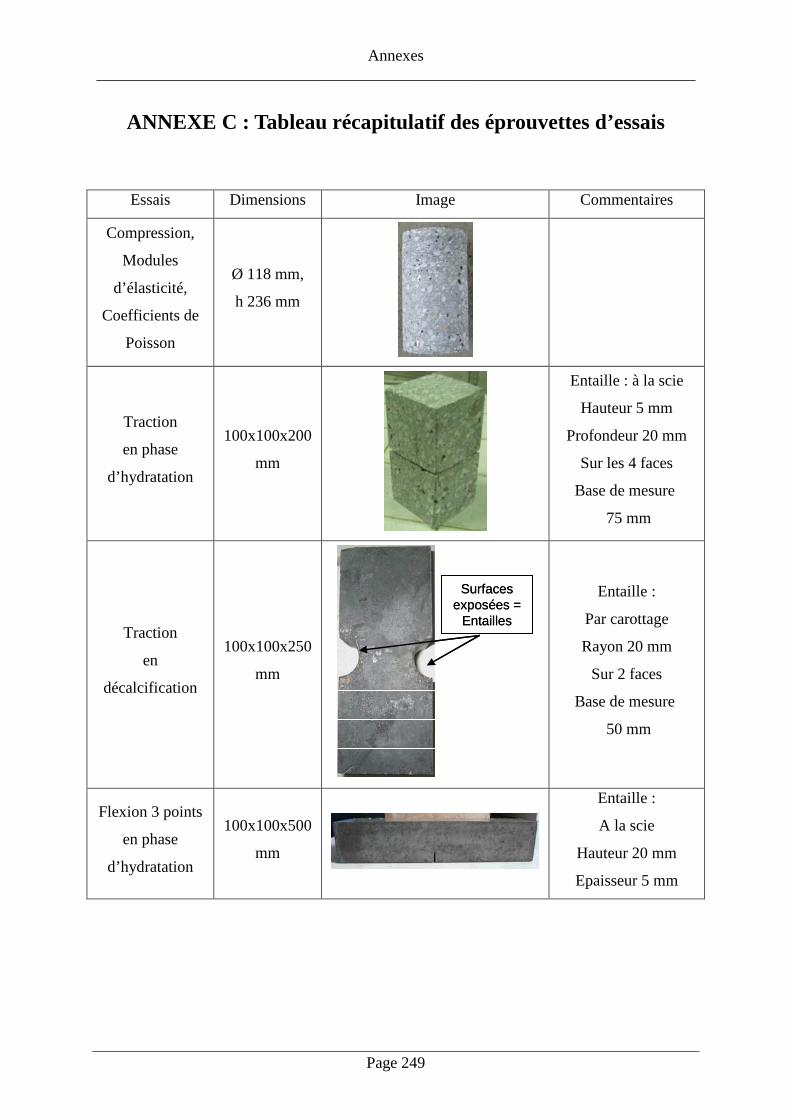
Annexes ___________________________________________________________________________
Page 249
ANNEXE C : Tableau récapitulatif des éprouvettes d’essais
Essais Dimensions Image Commentaires
Compression,
Modules
d’élasticité,
Coefficients de
Poisson
Ø 118 mm,
h 236 mm
Traction
en phase
d’hydratation
100x100x200
mm
Entaille : à la scie
Hauteur 5 mm
Profondeur 20 mm
Sur les 4 faces
Base de mesure
75 mm
Traction
en
décalcification
100x100x250
mm
Surfaces exposées =
Entailles
Surfaces exposées =
Entailles
Entaille :
Par carottage
Rayon 20 mm
Sur 2 faces
Base de mesure
50 mm
Flexion 3 points
en phase
d’hydratation
100x100x500
mm
Entaille :
A la scie
Hauteur 20 mm
Epaisseur 5 mm

Annexes ___________________________________________________________________________
Page 250
Flexion 3 points
en
décalcification,
Fluage en flexion
100x100x400
mm Surface exposée =
Entaille
Surface exposée =
Entaille
Entaille :
Par carottage
Rayon 20 mm
Retrait 70x70x280
mm
Fluage en
compression
Ø 90 mm,
h 220 mm
Exposée à la
dégradation sur une
bande de 50 mm de
haut, à mi hauteur de
l’éprouvette
Base de mesure
100 mm
Perméabilité Ø 150 mm,
h 50 mm
Diffusion 100x100x100
mm
5 faces isolées à
l’aide de résine, une
face exposée aux
chlorures
Figure C-1 : Récapitulatif des éprouvettes utilisées

Annexes ___________________________________________________________________________
Page 251
ANNEXE D : Effet du superplastifiant sur les quantités de
chaleur dégagées en phase d’hydratation
L’utilisation d’additions pouzzolaniques dans le béton conduit généralement à une diminution
des quantités de chaleur dégagées durant la phase d’hydratation. Les résultats présentés dans
le paragraphe II-2.2. obtenus sur nos compositions montrent des quantités de chaleurs plus
importantes avec mortiers constitués de CEM V comparés aux valeurs obtenues sur CEM I.
Des mesures ayant été réalisées sur les mêmes compositions mais sans superplastifiant ont été
comparées aux résultats précédents. Ces comparaisons sont présentées pour les quatre
compositions étudiées sur la figure D-1.
0
50
100
150
200
250
300
350
0 20 40 60 80
Temps (h)
Q (J/g)
avec sp
sans sp
CEM I
0
50
100
150
200
250
300
350
0 20 40 60 80
Temps (h)
Q (J/g)
avec sp
sans sp
CEM IF
0
50
100
150
200
250
300
350
0 20 40 60 80
Temps (h)
Q (J/g)avec sp
sans sp
CEM V
0
50
100
150
200
250
300
350
0 20 40 60 80
Temps (h)
Q (J/g)
avec sp
sans sp
CEM VF
Figure D-1 : Comparaison des quantités de chaleur dégagées avec et sans super plastifiant
Ces résultats montrent deux types de comportement qui sont fonction du ciment utilisé :
- Pour le CEM I, l’utilisation du superplastifiant entraîne une légère diminution des quantités
de chaleurs dégagées.
- Pour le CEM V, l’utilisation du superplastifiant entraîne un retard important des réactions
d’hydratation. Le dégagement de chaleur est alors décalé dans le temps. De plus, les quantités
Annexes ___________________________________________________________________________
Page 252
de chaleur dégagées sont plus importantes en fin d’essai pour les bétons contenant du
superplastifiant comparé aux bétons qui n’en ont pas.
La comparaison des résultats obtenus montre une interaction du superplastifiant avec les
additions pouzzolaniques. En effet, les quantités de chaleur dégagées sont supérieures dans les
bétons de CEM V qui contiennent du superplastifiant que dans les compositions qui n’en
contiennent pas. Au contraire, les valeurs sont inférieures pour les bétons composés de CEM I
et de superplastifiant. On peut donc en déduire que les réactions se produisent principalement
entre les additions pouzzolaniques et le superplastifiant. Il se peut que des interactions aient
lieu avec le clinker mais elles n’engendrent pas de dégagement de chaleur important.

Annexes ___________________________________________________________________________
Page 253
ANNEXE E : Comparaison des résultats d’essais de flexion 3
points pour des éprouvettes de dimensions différentes
Les essais de flexion 3 points présentés au paragraphe II-2.1.5. ont été effectués sur des
éprouvettes de dimensions 100x100x500 mm afin de travailler dans les mêmes conditions que
lors du programme de recherche Andra GT BO Béton 2 consacré à l’étude des bétons de
référence Andra.
Pour avoir des informations permettant la comparaison avec les résultats obtenus sur des
essais courants, des essais complémentaires ont été effectués sur des éprouvettes de CEM IF
âgées de 28 jours selon la norme [NF EN 14651] qui préconise l’utilisation d’éprouvettes de
dimensions minimales 150x150x550 mm.
L’utilisation de cette norme permet de caractériser les bétons étudiés à partir du calcul des
valeurs de limite de proportionnalité (LOP) et de résistances résiduelles.
Détermination du LOP
Le LOP se calcul à partir de l’expression suivante :
2, 2
3=
sp
LfLct bh
lFf (D-1)
Où : - fLctf , est la limite de proportionnalité LOP (MPa)
- LF est la charge correspondant à la LOP (N)
- l est la portée (mm)
- b est la largeur de l’éprouvette (mm)
- sph est la distance entre le fond de l’entaille et le haut de l’éprouvette (mm)
La valeur de LF correspond à la valeur de charge la plus élevée pour une ouverture de fissure
comprise entre 0 et 0,05 mm.
Détermination de la résistance résiduelle à la traction par flexion
La résistance résiduelle à la traction par flexion se calcul à partir de l’expression suivante :
22
3=
sp
j
Rj bh
lFf (D-2)

Annexes ___________________________________________________________________________
Page 254
Où : - Rjf est la résistance résiduelle à la traction par flexion correspond à une ouverture de
fissure CMODj (MPa)
- jF est la charge correspondant à une ouverture de fissure CMODj (N)
- l est la portée (mm)
- b est la largeur de l’éprouvette (mm)
- sph est la distance entre le fond de l’entaille et le haut de l’éprouvette (mm)
Ces mesures sont effectuées pour 4 valeurs d’ouvertures de fissure (CMOD1 = 0,5 mm ;
CMOD2 = 1,5 mm ; CMOD3 = 2,5 mm ; CMOD4 = 3,5 mm).
Les courbes expérimentales sont tracées sur la figure C-1 et les résultats des calculs sont
présentés dans le tableau C-1.
0
2
4
6
8
10
12
14
16
18
20
0 0,5 1 1,5 2 2,5 3 3,5 4
CMOD (mm)
Force (kN)
100x100x500 mm
150x150x550 mm
Figure C-1 : Comparaison des comportements d’éprouvettes de différentes dimensions

Annexes ___________________________________________________________________________
Page 255
Dimensions Fl CMOD LOP CMODj F j fRj
mm kN mm Mpa mm kN Mpa1 = 0,5 8,43 8,72 = 1,5 7,42 7,73 = 2,5 6,90 7,24 = 3,5 6,17 6,41 = 0,5 16,19 5,72 = 1,5 14,96 5,33 = 2,5 14,26 5,04 = 3,5 12,86 4,5
150x150x550 19,6 0,0226 6,9
100x100x500 6,6 0,05 6,9
Tableau C-1 : Comparaison des limites de proportionnalité et des résistances résiduelles
d’éprouvettes de différentes dimensions
Les limites de proportionnalité des deux séries d’éprouvettes testées sont identiques. Ces
valeurs, équivalentes à des contraintes, prouvent qu’on retrouve bien les mêmes résistances
malgré des dimensions différentes.
Les résistances résiduelles calculées pour les quatre ouvertures de fissure sont supérieures
pour l’éprouvette de dimensions 100x100x500. L’allure des courbes montre un fort
comportement ductile durcissant pour les éprouvettes de petites dimensions alors que
l’augmentation des efforts supportés est plus faible pour les éprouvettes de grandes
dimensions. Ceci est une conséquence de la quantité de fibres présente dans la zone
d’ouverture de fissure ou de l’adhérence entre les fibres et la matrice. Les deux bétons ayant
la même composition, le même âge et les mêmes limites de proportionnalités, la qualité de
l’adhérence devrait être la même. Ces différences sont dues à un rapport quantité de fibres –
surface de la zone fissurée plus faible pour les grandes éprouvettes. Néanmoins, nous ne
disposons pas des quantités de fibres dans les deux sections, il ne nous ait donc pas possible
de calculer ces rapports.
Les courbes montrent une pente similaire une fois la résistance résiduelle maximale atteinte.
La cinétique de dégradation de l’ancrage des fibres dans la matrice cimentaire est la même
dans les deux cas.

Annexes ___________________________________________________________________________
Page 256
ANNEXE F : Détermination du coefficient de diffusion effectif
Les coefficients de diffusion mesurés expérimentalement dans le paragraphe II-2.2.4.2. sont
des coefficients de diffusion apparents appD . Ils ne tiennent pas compte des interactions entre
les chlorures et la matrice cimentaire et donc de la part de chlorures fixés. Il faut pour tenir
compte de ces effets déterminer les coefficients de diffusion effectifs eD .
La relation entre les deux coefficients est donnée par la relation :
( )c
Cpp
DD
bs
eapp
∂∂
−+=
ρ1
(E-1)
où eD et appD sont exprimés en m²/s, c est la concentration en chlorures libres (en mol/m3 de
solution), Cb la quantité de chlorures fixés (en mol/kg de solide), p est la porosité, sρ est la
masse volumique spécifique du matériau poreux (en kg/m3).
Il nous faut donc déterminer la quantité de chlorures fixés pour ensuite calculer le coefficient
de diffusion effectif. Deby propose un modèle permettant de déterminer les profils de
pénétration de chlorures [Deby et al. 2008]. Il a besoin pour cela de calculer les coefficients
de diffusion effectifs à partir d’une loi similaire à celle proposée par Tognazzi [Tognazzi
1998] qu’il a recalé à partir de divers résultats expérimentaux. Il détermine ensuite la quantité
de chlorures fixés avec une relation fournie par Hirao [Hirao et al. 2005]. Dans la matrice
cimentaire, les chlorures se fixent sur les AFm par formation de sels de Friedel et par sorption
sur les C-S-H. Ces deux phénomènes sont pris en compte dans la relation d’Hirao :
100
%38,1
100
%
65,21
65,2.62,0 58,0 AFm
cCSH
c
cC f
f
fb ⋅⋅+⋅
⋅+⋅
= (E-2)
Les quantités de C-S-H et d’AFm sont déterminées à partir de la composition du ciment tel
que cela est présenté dans le paragraphe III-2.2.1. et sont introduites en pourcentage en masse
de ciment dans la relation.
Suite aux essais pratiqués sur les bétons Andra, nous disposons des profils de pénétration des
chlorures et nous pouvons calculer les quantités de chlorures fixés à l’aide de la loi d’Hirao. Il
est donc possible d’utiliser le modèle de Deby afin de calculer les coefficients de diffusion
effectif. Les résultats obtenus sont présentés dans le Tableau E-1.

Annexes ___________________________________________________________________________
Page 257
x10-12 m²/s CEM I CEM IF CEM V CEM VF
appD 8,50 2,20 2,00 2,00
eD 2,50 0,60 0,65 0,50
Tableau E-1 : Coefficients de diffusion apparents et effectifs sur bétons sains
Ces résultats sont utilisés pour modifier les équations servant à déterminer les coefficients de
diffusion effectifs à partir de la porosité fournies par Tognazzi [Tognazzi 1998] et Peycelon
[Peycelon 2006].

Annexes ___________________________________________________________________________
Page 258
ANNEXE G : Courbes d’évolution de la perte de masse en
fonction du temps des éprouvettes de retrait
0,00%
0,50%
1,00%
1,50%
2,00%
2,50%
3,00%
3,50%
0 100 200 300 400
Temps (j)
Perte de masse (%)
CEM I CEM IF
CEM VCEM VF
Figure G-1 : Perte de masse moyenne des éprouvettes de retrait en fonction du temps
0,00,10,20,30,40,50,60,70,80,91,0
0 0,2 0,4 0,6 0,8
Déformations (mm/m)
α
Retrait total
Retrait endogène
CEM I
0,00,10,20,30,40,50,60,70,80,91,0
0 0,2 0,4 0,6 0,8
Déformations (mm/m)
α
Retrait total
Retrait endogène
CEM IF
0,00,10,20,30,40,50,60,70,80,91,0
0 0,2 0,4 0,6 0,8
Déformations (mm/m)
α
Retrait total
Retrait endogène
CEM V
0,00,10,20,30,40,50,60,70,80,91,0
0 0,2 0,4 0,6 0,8
Déformations (mm/m)
α
Retrait total
Retrait endogène
CEM VF
Figure G-2 : Déformations de retrait en fonction de l’hydratation
REFERENCES BIBLIOGRAPHIQUES


Références bibliographiques ___________________________________________________________________________
Page 261
Abdelghafour M. (1989) Réalisation et mise au point d’un test de lixiviation sous pression : application à la stabilité des boues et des épurations d’eaux industrielles. Thèse de Doctorat, INSA, Lyon, France. Acker P. (1988) Comportement mécanique du béton : apports de l'approche physicochimique. Thèse de Doctorat, ENPC, Paris, France, 121p. Acker P. (2003) Sur les origines du retrait et du fluage du béton. Revue Française de Génie Civil, vol 7, n°6, pp.761-776. Adenot F. (1992) Durabilité du béton : Caractérisation et modélisation des processus physiques et chimiques de dégradation du ciment. Thèse de Doctorat, Université d’Orléans, France, 239p. Adenot F., Faucon P. (1996) Modélisation du comportement à long terme des bétons utilisés dans le stockage des déchets radioactifs. Concrete: from material to structure. Proceeding of the international RILEM conference, Arles, France. Adenot F., Aspart A. (1998) Modélisation de l'influence du débit de renouvellement de la solution agressive sur la cinétique de dégradation d'une pâte de ciment. 1er rencontres internationales : Science des Matériaux et Propriétés des Bétons. Toulouse, France. AFGC (2008) Recommandations pour l’emploi des bétons auto-plaçants, Documents scientifiques et techniques, Association Française de Génie Civil, Janvier 2008, 128p. AFPC-AFREM (1997) Durabilité des bétons, Compte-rendu des journées techniques « Méthodes recommandées pour la mesure des grandeurs associées à la durabilité », Toulouse, France. Andra (2002) Composition des eaux interstitielles des argilites du Callovo-Oxfordien non perturbées : état de la modélisation à Juillet 2002. Rapport Andra D.NT.ASTR.02-041. Andra (2004) Compte rendu de la 4ème réunion du groupement de laboratoire « béton » - phase II. Référence DS/CM/04-0071. Andra (2005) Les matériaux cimentaires. Référentiel matériaux, tome 3, Rapport Andra. Arrhenius S. (1915) Quantitative laws in biological chemistry, G. Bell and Sons, London. Atkins P. W. (1994) Physical Chemistry. 5th ed., Oxford Univ. Press, Oxford, ISBN 0198557302. Avrami M. (1939) Journal of Chemical Physics, vol 7, pp. 1103-1108. Bajza A., Rousekeva I., Vrana O. (1986) Corrosion of hardened cement paste by ammonium nitrate. 8th International Congress of the chemistry of cement. Volume Thème 4, Vol. V. Rio de Janeiro, Brésil, pp. 99-103.

Références bibliographiques ___________________________________________________________________________
Page 262
Bäulm M.F., Wittmann F.H. (2001) Improved durability of self-compacting concrete by addition of fibers. 2nd International Symposium on self-compacting concrete, Tokyo, Japon, pp. 527-536. Bažant Z.P., Prat P. (1988) Microplane model for brittle-plastic material I: theory. Journal of Engineering Mechanics, vol 114, pp. 1672-1702. Bažant Z.P., Pijaudier-Cabot, G. (1989) Measurement of characteristic length of nonlocal continuum. Journal of Engineering Mechanics, vol 115, pp. 755–767. Bažant Z.P. (1991) Why continuum damage mechanics is nonlocal: micromechanics arguments. Journal of Engineering Mechanics, vol 117, pp. 1070–1087. Bažant Z.P., Hauggaaed A.B., Baweja S., Ulm F.J. (1997) Microprestress-solidification theory for concrete creep. I: Aging and drying effects. Journal of Engineering Mechanics, vol 123, n°11, pp. 1188-1194. Bentur A., Mindess S. (1990) Fibers reinforced cementous composites, Elsevier, Vol 3, 2, pp. 440-449. Benboudjema F., Meftah F., Sellier A., Torrenti J.M., Heinfling G. (2001) A basic creep model for concrete subject to multiaxials loads. FRAMCOS IV, Cachan, Balkema, pp. 161-168. Bentz D.P., Garboczi E.J. (1992) Modelling the leaching of calcium hydroxide from cement paste : effect on pore space percolation and diffusivity. Materials and Structures, vol 25, pp. 73-79. Bernard O. (2000) Comportement à long terme d’éléments de structures formés de béton d’âges différents. Thèse de Doctorat, EPFL, Lausanne, Suisse, 189p. Bernard O., Ulm F.J., Germaine J.T. (2003) Volume and deviator creep of calcium-leached cement-based materials. Cement and Concrete Research, vol 33, pp. 1127-1136. Bourbon X. (2001) Réactivité chimique et données élémentaires sur les principaux hydrates des matériaux cimentaires – approche sur un modèle phénoménologique de comportement. Rapport Andra n° C.RP.AMAT.01.033. Bourdette B. (1994) Durabilité du mortier : prise en compte des auréoles de transition dans la caractérisation et la modélisation des processus physiques et chimiques d’altération. Thèse de Doctorat, INSA, Toulouse, France, 205p. Brooks J.J. (2005) 30-Year creep and shrinkage of concrete. Magazine of Concrete Research, vol 57, n° 9, pp. 545-556. Brown P.W., Frantz E., Frohnsdorff G., Taylor H.F.W. (1984) Analysis of the aqueous phase during early C3S hydration. Cement and Concrete Research, vol 14, n°2, pp. 257-262. Buffo-Lacarrière L., Sellier A., Escadeillas G., Turatsinze A. (2007) Multiphasic finite element modeling of concrete hydration. Cement and Concrete Research, à paraître.

Références bibliographiques ___________________________________________________________________________
Page 263
Buffo-Lacarrière L. (2007) Prévision et évalution de la fissuration précoce des ouvrages en béton. Thèse de Doctorat, INSA, Toulouse, France, 246p. Carde C. (1996) Caractérisation et modélisation des propriétés mécaniques dues à la lixiviation des matériaux cimentaires. Thèse de Doctorat, INSA, Toulouse, France, 241p. Carde C., François R., Torrenti J-M. (1996) Leaching both calcium hydroxide and CSH from cement paste : modeling the mechanical behavior. Cement and Concrete Research, vol 26, n° 8, pp.1257-1268. Casanova P. (1996) Bétons renforcés de fibres métalliques : du matériau à la structure. Rapport issu de la Thèse de Doctorat, Laboratoire National des Ponts et Chaussées, 203p. Cervera M., Faria R., Olivier J., Prato T. (2002) Numerical modelling of concrete curing, regarding hydration and temperature phenomena. Computers and Structures, vol 80, pp. 1511-1521. Chanvillard G. (1993) Analyse expérimentale et modélisation micromécanique du comportement des fibres d’acier tréfilées, ancrées dans une matrice cimentaire. Etudes et Recherches des LPC, série Ouvrages d’art, OA12. Chiarelli A.S., Shao J.F., Hoteit N. (2000) Modeling of elastoplastic damage behaviour of a claystone. International Journal of Plasticity, vol 19, pp. 23-45. Codina M. (2007) Les bétons bas pH : Formulation, caractérisation et étude à long terme. Thèse de doctorat, INSA, Toulouse, France, 201p. Commene J.P. (2001) Choix des formulations des bétons de références, Rapport ANDRA C RP 0 LER 01-004/A. Coussy O. et Ulm F-J. (2001) Elements of Durability Mechanics of Concrete Structures. Creep, Shrinkage and Durability Mechanics of Concrete and other Quasi-Britle Materials, pp. 393-409. CPC 8 (1975) Modulus of elasticity of concrete in compression. RILEM Recommendations for the Testing and Use of Constructions Materials, pp. 124-125. D'Aloia Schwartzentruber L. (2004) Chapitre 5 : La prévision des résistances au jeune âge. dans : Acker P., Torrenti J-M., Ulm F-J., Comportement du béton au jeune âge. ISBN 2-7462-0985-3. Danèse S. (1997) Etude du couplage fissuration-dégradation chimique des bétons: fissure modèle sur pâte de ciment. Projet de fin d’études, ENSAIS, Strasbourg, France, 57p. De Borst R., Geers M.G.D., Peerlings R.H.J., Benallal A. (1998) Some remarks on gradient and nonlocal damage theories. Voyiadjis G.Z., Ju J.-W., Chaboche J.-L. (eds.), Damage Mechanics in Engineering Materials, Elsevier, Amsterdam, 223–236.

Références bibliographiques ___________________________________________________________________________
Page 264
Deby F., Caracssès M., Sellier A. (2008) Dimensionnement probabiliste de la durabilité des bétons en environnement marin. Journées Fiabilité des Matériaux et des Strucutres, Nantes, France, 10p. De Larrard F. (2000) Structures granulaires et formulation des bétons, Collection Etudes er recherches des Laboratoires des Ponts et Chaussées, série Ouvrage d’Art OA34-LCPC, Paris, France. De Schutter G., Taerwe L. (1996) Degree of hydratation-based description of mechanical properties of concrete and early age concrete, Materials and Structures, vol 29, n° 190, pp. 335-344. De Schutter G. (2002) Finite element simulation of thermal cracking in massive hardening concrete elements using degree of hydration based material laws, Computers and Structures, Vol 80, Issues 27-30, pp 2035-2042. Ding Y., Wolfgang K. (2000) Compressive stress-strain relationship of steel fibre-reinforced concrete at early age. Cement and Concrete Research, vol 30, pp. 1573-1579. Dragon A., Halm D. (1998) An anisotropic model of damage and frictional sliding for brittle materials. European Journal of Mechanics A/Solids, vol 17, n°3, pp. 439-460. Ellis W.E., Riggs E.H., Butler W.B. (1991) Comparative results of utilization of fly ash, silica fume and GGBFS in reducing the chloride permeability of concrete. American Concrete Institute. Durability of concrete, proceedings of second international conference CANMET, Montreal Ed. Malhotra V.M., Canada, 1, pp. 443-458. Feldman R.F. (1983) Significance of porosity measurement on blended cement performance. American Concrete Institute. Symposia proceedings: 1st International Conference on Use of Fly Ash, Silica Fume, slag and other Mineral By-products in Concrete, Montebello, Ed. Malhotra V.M., Usa, 1, pp. 415-433. Fichant S. (1996) Endommagement et anisotropie induite du béton de structures. Modélisation approchée. Thèse de doctorat, ENS Cachan, France. Georgin J.F., Reynouard J.M. (2003) Modeling of structures subjected to impact: conrete behaviour under high strain rate. Cement and Concrete Composite, vol 25, pp. 131-143. Gérard B. (1996) Contribution des couplages mécanique-chimie-transfert dans la tenue à long terme des ouvrages de stockage de déchets radioactifs. Thèse de Doctorat, ENS Cachan, Paris, France et Université de Laval, Québec, Canada, 373p Gérard B., Pijaudier-Cabot G., Laborderie C. (1998) Coupled diffusion-damage modelling and the implication on failure due to strain localization. Int. J. Solids Structures, vol 35, n°31-32, pp. 4107-4120. Goncalves A., Rodrigues X. (1991) The resistance of cements to ammonium nitrate attack. Proceedings of 2nd CANMET/ACI International conference on Durability on concrete, Montréal, Canada, 2, pp. 1093-1118.

Références bibliographiques ___________________________________________________________________________
Page 265
Granger L. (1995) Comportement différé du béton dans les enceintes de centrales nucléaires. Analyse et modélisation. Thèse de Doctorat, ENPC, Paris, 380p. Granju J.L. (1991) Le béton renforcé de fibres comme nouveau matériau de réparation. Rapport projet V.N.B. Grimal E (2007) Caractérisation des effets du gonflement provoqué par la réaction alcali-silice sur le comportement mécanique d’une structure en béton. Thèse de Doctorat, Université Paul Sabatier, Toulouse, France, 200p. Gutsch A., Rostasy F.S. (1994) Young concrete under high tensile stresses creep, relaxation and cracking, R. Springenschmid (Ed.), Thermal Cracking in Concrete at Early Age, E & FN Spon, London, RILEM 1994, pp.111-118. Gutteridge W.A., Dalziel J.A. (1990) Filler cement: the effect of the secondary component on the hydration of Portland cement, Part 1&2. Cement and Concrete Research, vol 20, n°5/6. Hasni L. (2004) Couplage mécanique-chimie. Rapport ANDRA CRP0CTP 04-003, CEBTP service Recherche Matériaux. Hassan K.E., Cabrera J.G., Malhiehe R.S. (2000) the effect of mineral admixtures on the properties of high-performance concrete. Cement and Concrete Composites, vol 22, pp. 267-271. Heukamp F.H. (2003) Chemomechanics of Calcium Leaching of Cement Based Materials at Different Scales: The Role of CH Dissolution and C-S-H Degradation on strength and Durability Performance of Materials and Structures. Thèse de Doctorat, Massachusetts Instutite of Technology, Etats-Unis. Hirao H, Yamada K., Takahashi H., Zibara H. (2005) Chloride binding of cement estimated by binding isotherms of hydrates. Journal of Advanced Concrete Technology, vol 3, n° 1, pp. 77-84. Hugues B.P., Fattuhi N.I. (1976) The workability of steel fibre-reinforced concrete. Magazine of Concrete Research, vol 28, 96, pp. 157-161. Johansen K., Hammer T.A. (2003) Drying shrinkage of Norwegian self-compacting concrete, Site Internet : Nordic Concrete Research. Johnston C.D. (1996) Proportioning, mixing and placement of fibre-reinforced cements and concretes, Production Methods and Workability of Concrete Proceedings of the International RILEM Conference, edited by Bartos, Marrs and Cleland, E&FN Spon, London, pp. 155-179. Kachanov L.M. (1986) Introduction to continuum damage mechanics. Ed. Martinus Nijhoff, ISBN 90-247-3319-7, 135p. Kamali S. (2003) Comportement et simulation des matériaux cimentaires en environnements agressifs: lixiviation et temperature. Thèse de Doctorat, ENS Cachan, Paris, France, 206p.
Références bibliographiques ___________________________________________________________________________
Page 266
Kishi T., Maekawa K. (1994), Thermal and mechanical modelling of young concrete based on hydration process of multi-component cement materials. Thermal cracking in concrete at early age, Rilem Proceeding 25, ISBN 0-419-18710-3, pp. 11-19. Knudsen, T. (1984) The Dispersion Model for Hydration of Portland Cement: I. General Concepts. Cement and Concrete Research, vol 14, pp. 622-630. Kuhl D., Bangert F., C. Meschke. (2003a) Coupled chemo-mechanical deterioration of cementitious materials. part 1 : Modeling. Int. J. Solids Structures, vol 41, pp. 15-40. Kuhl D., Bangert F., C. Meschke. (2003b) Coupled chemo-mechanical deterioration of cementitious materials. part 2 : Numerical method and simulation. Int. J. Solids Structures, vol 41, pp. 41-67. Laborderie C. (1991) Phénomènes unilatéraux dans un matériau endommageable – Modélisation et application à l'analyse de structures en béton. Thèse de Doctorat, ENS Cachan, France, 149p. Lacarrière L., Sellier A., Bourbon X. (2006) Concrete mechanical behaviour and calcium leaching weak coupling. Revue Européenne de Génie Civil, vol 10, n° 9, pp.1147-1175. Lackner R, Mang H.A. (2004) Chemoplastic material model for the simulation of early-age cracking: From the constitutive law to numerical analyses of massive concrete, Cement and Concrete Composites, Vol 26, n° 5, pp. 551-562. Lawrence C.D. (1986) Measurement of permeability. 8ème congrès international de la chimie des ciments, Rio de Janeiro, Brésil, 4, 4.1, pp. 29-34. Lea F.M. (1965) The action of ammonium salts on concrete. Magazine of Concrete Research, vol 17, 52, pp. 115-116. Le Bellégo C. (2001) Couplages chimie-mécanique dans les structures en béton attaquées par l’eau : étude expérimentale et analyse numérique. Thèse de Doctorat, ENS Cachan, Paris, France, 254p. Lebourgeois S. (2005) Etude de formulation béton pour le corps de démonstrateur des conteneurs de déchets de catégorie B : Concept colis Andra CPCC B5.2. Rapport Andra C RP OBON 04-415. Lemaitre J., Chaboche J.L. (1988) Mécanique des solides. Dunod, 2ème édition. Li F., Li Z. (2001) Continuum damage mechanics based modelling of fibre reinforced concrete in tension .International Journal of Solids and Structures, vol 38, pp. 777-793. Lobet A. (2003) Influences des paramètres de composition des matériaux cimentaires sur les propriétés de transfert. Thèse de Doctorat, INSA, Toulouse, France, 171p. Loi du 31 Décembre 1999, Loi n) 91-1381 (30 Décembre 1991) relative aux recherches sur la gestion des déchets radioactifs. Journal Officiel, 1er Janvier 1992.

Références bibliographiques ___________________________________________________________________________
Page 267
Mainguy M., Coussy O. (2000) Propagation fronts during calcium leaching and chloride penetration. Journal on Engineering Mechanics, vol 126, n° 3, pp. 250-257. Mainguy M, Ulm F.J., Heukamp F.H. (2001) Similarity properties of demineralization and degradation of cracked porous materials. International Journal of Solids and Structures, vol 38, pp. 7079-7010. Mary-Dippe C. (2001) Choix des formulations de bétons de référence : Ciment CPA-CEM I : Caractéristiques mécaniques et durabilité. Rapport ANDRA C RP 0 CTP 01-002/A. Maso J-C. (1980) La liaison entre les granulats et pâte de ciment hydratée. 7° Congrés International de Chimie des Ciment. Vol 1, Paris, France, pp. 3-14. Matte V., Moranville M. (1999) Durability of reactive powder composites: influence of silica fume on the leaching properties of very low water/binder pastes. Cement and Concrete Composites, vol 21, pp. 1-9. Mazars J. (1984) Application de la mécanique de l'endommagement au comportement non linéaire et à la rupture de béton de structures. Thèse de doctorat, Université Paris VI, France. Miloud B. (2005) Permeability and porosity charactéristic of steel fibre reinforced concrete. Asian Journal of Civil Engineering (Building and Housing), vol 6, n° 4. Moës N., Dolbow J., Belytschko T. (1999) A finite element method for crack growth without remeshing. International Journal for Numerical Method in Engineering, vol 46, pp. 131-150. Mounanga P. (2003) Etude expérimentale du comportement de pâtes de ciment au très jeune âge : hydratation, retraits, propriétés thermophysiques. Thèse de Doctorat, Université de Nantes, France. Nacoulma O. (1990) Contribution à l’étude des modifications physico-mécaniques apportées par la fumée de silice et les fibres métalliques du béton. Thèse de Doctorat, ENPC, Paris, France. Neville A.M. (2000) Propriétés du béton, Eyrolles, Paris, France. NF EN 196-9 (2004) Méthode d'essais des ciments. Partie 9 : Chaleur d'hydratation – Méthode semi-adiabatique. AFNOR, Septembre 2004. NF EN 12350-2 (1999) Essai pour béton frais. Partie 2 : Essai d’affaissement. AFNOR, Décembre 1999. NF EN 12390-3 (2003) Essais pour béton durci. Partie 3 : Résistance à la compression des éprouvettes. AFNOR, Février 2003. NF EN 14651+A1 (2007) Méthode d’essai du béton de fibres métalliques. Mesurage de la résistance à la traction par flexion (Limite de proportionnalité (LOP), résistance résiduelle). AFNOR, Décembre 2007.

Références bibliographiques ___________________________________________________________________________
Page 268
Nguyen V.H. (2005) Couplage dégradation chimique - comportement en compression du béton. Thèse de Doctorat, Ecole Nationale des Ponts et Chaussées, Paris, France, 200p. NT BUILD 443 (1995) Approved 1995-11, Concrete, hardened: Accelerate chloride penetration, Nordtest Method. Oh B.H., Cha S.W. (2003) Non linear analysis of temperature and moisture distributions in early-age concrete structures based on degree of hydration. ACI Material Journal, vol 100, n°5, pp. 361-370. Ollivier J.P. (1981) Contribution à l’étude de l’hydratation d’une pâte de ciment Portland au voisinage des granulats, Thèse de Doctorat, INSA, Toulouse, France, 169p. Pallière A.M., Serrano J.J. (1978) Use of metal fibers in light weight aggregate concrete. Rilem Symposium, The Construction Press, pp. 205-222. Parant E. (2003) Mécanismes d’endommagement et comportements mécaniques d’un composite cimentaire fibré multi-échelles sous sollicitations sévères : fatigue, choc, corrosion. Thèse de Doctorat, Ecole Nationale des Ponts et Chaussées, Paris, France, 248p. Peerling R.H.J. (1999) Enhanced damage modelling for fracture and fatigue. Thèse de Doctotrat, Faculty of Mechanical Engineering, Eindhoven University of Technology, Eindhoven, Pays Bas, 120p. Pensée V., Kondo D., Dormieux L. (2002) Micromechanical analysis of anisotropic damage in brittle materials. Journal of Engineering Mechanics (ASCE), vol 128, n°8, pp. 889-897. Perlot C. (2005) Influence de la décalcification de matériaux cimentaires sur les propriétés de transfert : application au stockage profond de déchets radioactifs. Thèse de Doctorat, Université Paul Sabatier, Toulouse, France, et Université de Sherbrooke, Sherbrooke, Canada, 236p. Peycelon H., Mazoin C. (2004) Comportement à long terme des bétons : influence de la température et du matériau sur la dégradation (décalcification/hydrolyse) en milieu saturé, Notes technique CEA NT SCCME 03-245-A. Peycelon H. (2006) Comportement à long terme des bétons, synthèse sur les travaux de modélisation effectués dans le cadre du Groupe de Travail Barrière Ouvragée II. RT DPC/SCCME-06-723-A. Pijaudier-Cabot G., Bažant Z.P. (1987) Nonlocal damage theory. Journal on Engineering Mechanics, vol 113, pp. 1512–1533. Planel D. (2002) Les effets couplés de la précipitation d’espèces secondaires sur le comportement mécanique de la dégradation des bétons. Thèse de Doctorat, Université de Marne la Vallée, France, 358p. Poyet S. (2003) Etude de la dégradation des ouvrages en béton atteints par la réaction alcali-silice : Approche expérimentale et modélisation numérique multi-échelles des dégradations
Références bibliographiques ___________________________________________________________________________
Page 269
dans un environnement hydro-chemo-mécanique variable. Thèse de Doctorat, Université de Marne La Vallée, France, 238p. Rastrup E. (1954) Heat of hydratation in concrete. Magazine of Concrete Research, vol 6, n°17, pp. 79-92. Regourd M., Gautier E. (1980) Comportement des ciments soumis au durcissement accéléré. Durcissement accéléré des bétons, deuxième partie : Les paramètres à connaitre. Annales de l’ITBTP, n°387, pp. 83-69. Richet C. (1992) Etude de la migration des radioéléments dans les liants hydrauliques : influence du vieillissement des liants sur les mécanismes et les cinétiques de transferts. Thèse de doctorat, Université Paris XI Orsay, France, 267p. Roelfstra P.E., Salet T.A.M. (1994), Modelling of heat and moisture transport in hardening concrete. Thermal cracking in concrete at early age, Rilem proceeding 25, ISBN 0-419-18710-3, pp. 273-281. Romualdi J.P., Mandel J.A. (1964) Tensile strength of concrete as affected by uniformly distributed and closely spaced short lengths of wire reinforcement. ACI Journal, vol 61, n° 6, pp 650–70. Rossi P. (1998) Les bétons de fibres métalliques, Ponts et Chaussées, Paris, 309p. Rousakis T.C., Karabinis A.I., Kiousis P.D. (2007) FRP-confined concrete members: Axial compression experiments and plasticity modelling. Engineering Structures, vol 27, pp. 1343-1353. Saetta A., Scotta R., Vitaliani R. (1998) Mechanical behavior of concrete under physical hemical attacks. Journal of Engineering Mechanics ASCE. Saito H., Nakane S., Ikari, Fujiwara A. (1992) Preliminary experimental study on the deterioration of cementitious materials by acceleration method. Nuclear Engineering and Design, vol 138, pp. 151-155. Saul (1951) Principles underlying the steam curing of concrete at atmospheric pressure. Magazine of Concrete Research, vol 2, n°6, pp. 127-140. Schindler A.K. (2004) Effect of temperature on hydration of cementitious materials. ACI Materials Journal, vol 101, n°1, pp. 72-81. Sellier A., Bary B. (2002) Coupled damage tensors and weakest link theory for the description of crack induced anisotropy in concrete. Engineering Fracture Mechanics, vol 69, pp. 1925-1939. Sellier A. (2004) GT BO béton 2, Rapport final, partie modélisation des couplages chemo-mécaniques, LMDC INSA-UPS Génie Civil, n° id ANDRA C.RP.0.LMD.05.0001, 76p.

Références bibliographiques ___________________________________________________________________________
Page 270
Sellier A. (2006) Modélisation numérique pour la durabilité des ouvrages de génie civil. Mémoire d’Habilitation à Diriger des Recherches, Université Paul Sabatier, Toulouse, France, 156p. Shao J.F., Jia Y., Kondo D., Chiarelli A.S. (2006) A coupled elastoplastic damage model for semi-brittle materials and extension to unsaturated conditions. Mechanics of Materials, vol 38, pp. 218-232. Simo J.C., Hughes T.J.R. (1998) Computational inelasticity. Edition Springer. Snyder J., Lankard D.R. (1972) Factor affecting flexural strength of steel fibrous concrete. ACI Journal, vol 69, n° 2, pp. 96-100. Swaddiwudhipong S., Seow P.E.C. (2006) Modelling of steel fibre-reinforced concrete under multi-axial loads. Cement and Concrete Research, vol 36, pp. 1354-1361. Swamy R.N., Mangat P.S. (1974) Influence of fiber geometry on the properties of steel fibre-reinforced concrete. Cement and Concrete Research, vol 4, n° 3, pp. 307-313. Taylor H.F.W. (1990) Cement Chemistry, Academic Press, New York. Taylor M., Lydon F.D., Barr B.I.G. (1997) Toughness measurements on steel fibre-reinforced high strength concrete. Cement and Concrete Composites, vol 19, pp. 329-340. Tazawa E., Miyazawa S. (1995) Influence of cement and admixture on autogenous shrinkage of cement paste. Cement and Concrete Research, vol 25, n° 2, pp. 281-287. Tazawa E., Kawai K. et Miyaguchi K. (2000) Expansive concrete cured in pressurized water at high temperature. Cement and Concrete Composites, Vol 22, n° 2, pp. 121-126. TC 162-TDF Rilem (2001) Test and design methods for steel fibre reinforced concrete: Uni-axial tension test for steel fibre reinforced concrete. Materials and Structures, vol 34, pp. 3-6. Thomas M.D.A., Bamforth P.B. (1999a) Modelling chloride diffusion in concrete. Effect of fly ash and slag. Cement and Concrete Research, vol 29, pp. 487-495. Thomas M.D.A., Shehata M.H., Shashiprakash S.G., Hopkins D.S., Cail K. (1999b) Use of ternary cementitious systems containing silica fume and fly ash in concrete. Cement and Concrete Research, vol 29, n° 8, pp. 1207-1214. Tognazzi C. (1998) Couplages fissuration-dégradation chimique dans les matériaux cimentaires: caractérisation et modélisation. Thèse de Doctorat, INSA, Toulouse, France, 220p. Torrenti J-M. (1994), Comportement mécanique du béton : bilan de 6 années de recherche. Mémoire d'habilitation, Université de Marne la Vallée, France. Torrenti J.M. (1996) Comportement mécanique du béton – Bilan de six années de recherche, Etudes et recherches des Laboratoires des Ponts et Chaussées, série Ouvrage d’Art OA23.

Références bibliographiques ___________________________________________________________________________
Page 271
Torrenti J.M., Adenot F., Tognazzi C., Danese S., Poyet S. (1998) Application du modèle de dégradation du béton au cas des milieux fissurés et au couplage avec la mécanique. Concrete : from material to structure. Proceedings of the international RILEM conf., Arles, France. Torrenti J-M., Didry O., Ollivier J-P., Plas F. (1999) La dégradation des bétons. Couplage fissuration-dégradation chimique. Ed Hermès Sciences Publication, Paris, France. Torrenti J-M., Bendoudjema F. (2005), Mechanical threshold of cementitious materials at early age. Materials and Structures, vol. 38, n°277, pp. 299-304. Toutanji H., McNeil S., Bayasi Z. (1998) Chloride permeability and impact resistance of polypropylene-fibre-reinforced silica fume concrete. Cement and Concrete Research, vol 28, n° 7, pp. 961-968. Turatsinze A. (1992) Caractérisation microstructurale de la fissuration des bétons et mortiers en mode I de propagation. Thèse de Doctorat, Université Paul Sabatier, Toulouse, France. Turatsinze A., Castel A., Bascoul A., Mouret M. (1999) Comparaison entre la résistance des éprouvettes normalisées en béton et la résistance du béton in situ. Annales du bâtiment et des travaux publics, 5, pp. 43-51. Turatsinze A., farhat H., Granju J.L. (2003) Influence of autogenous cracking on the durability of repairs by cement-based overlays reinforced with metal fibres. Materials and Structures, vol 36, n° 264, pp. 673-677. Turcry P. (2004) Retrait et fissuration des bétons autoplaçants, influence de la formulation. Thèse de Doctorat, Ecole Centrale de Nantes, France, 230p. Ulm F-J. (1994) Modélisation élastoplastique avec endommagement du béton de structures. Thèse de l’Ecole Nationale des Ponts et Chaussées, Paris, France. Ulm F-J., Coussy O. (1998) Couplings in early-age concrete: From material modelling to struxtural design. International Journal of Solids and Structures, vol. 35, n°31-32, pp. 4295-4311. Ulm F-J., Torrenti J.M., Adenot F. (1999a) Chemoporoplasticity of calcium leaching in concrete. Journal of Engineering Mechanics (ASCE), vol 125, n° 10, pp. 1200-1211. Ulm F-J., Le Maou F., Boulay C. (1999b) Creep and shrinkage coupling: new review of some evidence. Revue Française de Génie Civil, 3, pp. 21-37. Unal O., Demil F., Uygunoglu T. (2007) Fuzzy logic approach to predict stress-strain curves of steel fibre-reinforced concretes in compression. Building and Environment, vol 42, pp. 3589-3595. Van Mier J.G.M., Shah S.P. (1997) Strain-softening of concrete in uniaxial compression. Rilem TC 148-SSC: Test methods for the strain-softening response of concrete. Materials and Structures, vol 30, pp. 195-209.

Références bibliographiques ___________________________________________________________________________
Page 272
Verbeck G.J., Helmuth R.H. (1969) Structures and physical properties of cement pastes. Proceedings of the 5th international Symposium on the Chemestry of Cement, Tokyo, Session III-1, Tokyo Cement Association of Japan, pp. 1-32. Waller V. (1999) Relations entre composition des bétons, exothermie en cours de prise et résistance en compression. Thèse de Doctorat, ENPC, Paris, France, 297p. Waller V., D’Aloia L., Cussigh F. et Lecrux S. (2004) Using the maturity method in concrete cracking control at early ages, Cement and Concrete Composites, Vol 26, Issue 5, pp 589-599. Wittmann F.H., Roelfstra P. (1980) Total deformation of loaded drying creep. Cement and Concrete Research, vol 10, pp. 601-610. Yssorche M-P. (1995) Microfissurations et durabilité des bétons à hautes performances. Thèse de Doctorat, INSA, Toulouse, France. Zhang J., Stang H. (1998) Applications of stress crack width relationship in predicting the flexural behaviour of fibre-reinforced concrete. Cement and Concrete Research, vol 28, n° 3, pp. 439-452. Zhu Q.Z., Kondo D, Shao J.F., Pensee V. (2008) Micromechanical modelling of anisotropic damage in brittle rocks and application. International Journal of Rock Mechanics & Minning Sciences, vol 45, pp. 467-477.

TABLE DES ILLUSTRATIONS


Table des figures
Page 275
Figure 1 : Représentation du centre de stockage souterrain..................................................... 14
Figure 2 : Conteneur de stockage de déchets de type B........................................................... 14
Figure I-1 : Comportement en traction directe en fonction du pourcentage en fibres ............. 22
[Taylor et al. 1997]................................................................................................................... 22
Figure I-2 : Différentes formes géométriques de fibres métalliques........................................ 24
[IT-BTP 1993 dans Andra 2005] ............................................................................................. 24
Figure I-3 : Influence de l’orientation des fibres sur le comportement en flexion................... 27
[Casanova 1996]....................................................................................................................... 27
Figure I-4 : Validation de la loi cinétique pour un clinker (en conditions endogènes et isothermes) [Buffo-Lacarrière et al. 2007]............................................................................... 38
Figure I-5 : Comportement d’un béton renforcé de fibres (SFRC 60) et d’un béton de référence (plain concrete) après 9h et 81h d’hydratation [Ding et al. 2000] ........................... 40
Figure I-6 : Illustration du principe d’utilisation de la méthode de maturométrie ................... 46
[D’Aloia 2004] ......................................................................................................................... 46
Figure I-7 : Diagramme d’équilibre entre le rapport Ca/Si dans la phase solide et la concentration en calcium dans la solution interstitielle [Tognazzi 1998]................................ 48
Figure I-8 : Dégradation par lixiviation d’une pâte de ciment [Adenot 1992] ........................ 49
Figure I-9 : Quantité de calcium lixivié en fonction de la racine carrée du temps sur pâte de CEM I, E/C=0,38 [Adenot 1992] ............................................................................................. 50
Figure I-10 : Flux de calcium lixivié en fonction de la température pour des pâtes de CEM I et de CEM V [Peycelon et al. 2004] ............................................................................................ 51
Figure I-11 : Cellule d’essai accéléré sous champ électrique LIFT [Gérard 1996] ................. 53
Figure I-12 : pH d’équilibre et solubilité des principaux hydrates [Bourbon 2001]................ 54
Figure I-13 : Profil de calcium au MEB d’une pâte de CEM I à E/C=0,5 [Carde et al. 1996] 55
Figure I-14 : Modèle 1D des différents fronts de dissolution lors de la lixiviation d’une pâte
de ciment où t2
x=η avec x la distance du bord de l’échantillon et t la durée de la lixiviation
[Adenot 1992] .......................................................................................................................... 58
Figure I-15 : Profil des phases solides et du pH en fonction de la profondeur après 5 semaines d’attaque par de l’eau sulfatée [Planel 2002] ........................................................................... 58
Figure I-16 : Comparaison des quantités de calcium lixiviés déterminés expérimentalement et celles obtenues par modélisation [Lacarrière et al 2006]......................................................... 61
Figure I-17 : Essais de traction en fonction du taux de dégradation [Le Bellégo 2001].......... 63
Figure I-18 : Evolution de la résistance en compression en fonction du temps de dégradation [Nguyen 2005].......................................................................................................................... 64
Figure I-19 : Courbes contrainte-déformation de l’essai de compression sur éprouvettes creuses à différentes échéances de dégradation chimique [Nguyen 2005] .............................. 64
Figure I-20 : Profil de dégradation chimique d’une pâte de ciment fissurée [Tognazzi 1998] 65

Table des figures ___________________________________________________________________________
Page 276
Figure I-21 : Courbes contrainte – déformation à différentes échéances de dégradation [Nguyen 2005].......................................................................................................................... 75
Figure I-22 : Courbe contrainte – déformation sous chargement cyclique sur une éprouvette après 679 jours de dégradation [Nguyen 2005] ....................................................................... 76
Figure I-23 : Calage de la loi d’évolution de la microdureté en zone dégradée [Danèse 1997].................................................................................................................................................. 78
Figure I-24 : Simulation des comportements en traction simple sur bétons sains et décalcifiés [Sellier 2006]............................................................................................................................ 79
Figure I-25 : Partition des contraintes et des déformations en parties sphérique (VEPs) et déviatorique (VEPd) avec Pw la pression hydrique et Pg la pression due à une phase néoformée (gel de RAG ou DEF) [Sellier 2006] ..................................................................... 80
Figure I-26 : Fluage en compression sur CEM I (points expérimentaux et courbe modélisée) [Sellier 2004]............................................................................................................................ 82
Figure II-1 : Fibres en inox, longueur 30 mm, diamètre 0,6 mm............................................. 90
Figure II-2 : Blocs issus du colis fabriqué industriellement..................................................... 94
Figure II-3 : Eprouvettes cylindriques (carottage) et prismatiques (sciage) pour essais de compression et de traction directe............................................................................................ 95
Figure II-4 : Défauts de remplissage visibles sur la surface obtenue par sciage du colis de stockage en béton ..................................................................................................................... 96
Figure II-5 : Chaleurs d’hydratation dégagées par les quatre compositions ............................ 98
Figure II-6 : Evolution des retraits des bétons de CEM I en fonction du temps.................... 100
Figure II-7 : Evolution des retraits des bétons de CEM IF en fonction du temps.................. 100
Figure II-8 : Evolution des retraits des bétons de CEM V en fonction du temps .................. 101
Figure II-9 : Evolution des retraits des bétons de CEM VF en fonction du temps ................ 101
Figure II-10 : Evolution du retrait de dessiccation en fonction de la perte de masse ............ 102
Figure II-11 : Evolution des résistances en compression en fonction du temps pour les quatre composites étudiés.................................................................................................................. 104
Figure II-12 : Evolution des modules d’élasticité en fonction du temps pour les quatre composites étudiés.................................................................................................................. 105
Figure II-13 : Faciès de rupture d’éprouvettes de CEM VF après un essai de traction directe................................................................................................................................................ 106
Figure II-14 : Evolution du comportement en traction directe contrôlé par l’ouverture de la fissure : cas du CEM I ............................................................................................................ 107
Figure II-15 : Evolution du comportement en traction directe contrôlé par l’ouverture de la fissure : cas du CEM IF.......................................................................................................... 108
Figure II-16 : Evolution du comportement en traction directe contrôlé par l’ouverture de la fissure : cas du CEM V .......................................................................................................... 108
Figure II-17 : Evolution du comportement en traction directe contrôlé par l’ouverture de la fissure : cas du CEM VF ........................................................................................................ 109
Figure II-18 : Réponse des bétons à base de CEM I en flexion et en fonction du temps ...... 113

Table des figures ___________________________________________________________________________
Page 277
Figure II-19 : Réponse des bétons à base de CEM IF en flexion et en fonction du temps .... 113
Figure II-20 : Réponse des bétons à base de CEM V en flexion et en fonction du temps..... 114
Figure II-21 : Réponse des bétons à base de CEM VF en flexion et en fonction du temps... 114
Figure II-22 : Evolution de l’énergie de fissuration en fonction de temps pour les différentes compositions........................................................................................................................... 116
Figure II-23 : Quantités de calcium lixivié en fonction de la racine carrée du temps pour les quatre compositions................................................................................................................ 118
Figure II-24 : Comportement en compression des bétons CEM IF sains (T0) et dégradés (T0 + 9 mois et T0 + 18 mois) .......................................................................................................... 122
Figure II-25 : Comportement en compression des bétons CEM VF sains (T0) et dégradés (T0 + 9 mois et T0 + 18 mois) .......................................................................................................... 122
Figure II-26 : Comparaison du comportement en traction directe entre les bétons sains (T0) et dégradés (T0 + 9 mois et T0 + 18 mois) ................................................................................ 125
Figure II-27 : Comportement en flexion 4 points entre des CEM IF sains (T0) et dégradés (T0 + 9 mois et T0 + 18 mois)...................................................................................................... 126
Figure II-28 : Comportement en flexion 4 points entre des CEM VF sains (T0) et dégradés (T0 + 9 mois et T0 + 18 mois)................................................................................................ 127
Figure II-29 : Agrandissement de la figure II-27 ................................................................... 127
Figure II-30 : Agrandissement de la figure II-28 ................................................................... 127
Figure II-31 : Fluage en compression des bétons immergés dans de la chaux (sain) ou dans du nitrate d’ammonium (dégradé)............................................................................................... 129
Figure II-32 : Fluage en compression des bétons immergés dans de la chaux ou dans du nitrate d’ammonium des bétons de référence et des bétons renforcés de fibres ............................... 130
Figure II-33 : Fluage en flexion 4 points des bétons immergés dans de la chaux (sain) ou dans du nitrate d’ammonium (dégradé).......................................................................................... 131
Figure II-34 : Variations de la perméabilité en fonction de la pression d’entrée des différents bétons à l’état sain .................................................................................................................. 133
Figure II-35 : Variations de la perméabilité des bétons en fonction de la pression d’entrée après 18 mois de dégradation ................................................................................................. 135
Figure II-36 : Comportement en traction directe des bétons du colis et de laboratoire ......... 145
Figure II-37 : Comportement en flexion des bétons du colis et de laboratoire...................... 147
Figure II-38 : Représentation de l’orientation préférentielle des fibres dans le colis et de la localisation du prélèvement des éprouvettes de flexion......................................................... 148
Figure II-39 : Variation des perméabilités en fonction des pressions d’entrée...................... 150
Figure III-1 : Dégagement de chaleurs des quatre compositions et calage du modèle .......... 163
Figure III-2 : Maillage d’une éprouvette pour des essais de flexion...................................... 164
Figure III-3 : Maillage de 1/8° de conteneur.......................................................................... 164
Figure III-4 : Evolutions des degrés d’hydratation en fonction du temps pour les éprouvettes de flexion................................................................................................................................ 164

Table des figures ___________________________________________________________________________
Page 278
Figure III-5 : Evolutions des températures au sein des éprouvettes de flexion...................... 164
Figure III-6 : Champ de température dans un conteneur de CEM I lorsque la température maximale est atteinte.............................................................................................................. 165
Figure III-7 : Evolutions des températures en fonction du temps dans un conteneur pour les quatre compositions étudiées ................................................................................................. 165
Figure III-8 : Evolution de la concentration en calcium solide en fonction de la concentration en Ca2+.................................................................................................................................... 170
Figure III-9 : Evolution des termes capacitifs des bétons en fonction de la concentration en calcium liquide ....................................................................................................................... 173
Figure III-10 : Evolution des coefficients de diffusion en ions chlorure des bétons en fonction de la concentration en calcium liquide................................................................................... 175
Figure III-11 : Photo d’une éprouvette de CEM IF dégradée recouverte de phénolphtaléine177
Figure III-12 : Observation au MEB d’un CEM V ................................................................ 178
Figure III-13 : Profils mesurés par l’EDS sur un CEM V...................................................... 178
Figure III-14 : Profil en calcium du CEM I à 9 mois (DANA).............................................. 179
Figure III-15 : Profil en calcium du CEM IF à 9 mois (DANA) ........................................... 180
Figure III-16 : Profil en calcium du CEM V à 9 mois (DANA) ............................................ 180
Figure III-17 : Profil en calcium du CEM VF à 9 mois (DANA).......................................... 181
Figure III-18 : Comparaison des flux de calcium lixivié déterminés expérimentalement (points) et par modélisation (courbes) sur des éprouvettes de flexion (figure III-19) ........... 183
Figure III-19 : Champs de concentration en calcium liquide sur éprouvettes de CEM IF dégradées................................................................................................................................ 184
Figure III-20 : Profils en calcium calculés pour 9 mois de dégradation accélérée ................ 184
Figure III-21 : Profils en calcium après 18 mois de dégradation accélérée ........................... 185
Figure III-22 : Concentration en calcium (mol/m3) au sein d’un conteneur de stockage après 10000 ans de dégradation à l’eau ........................................................................................... 186
Figure III-23 : Profils de concentration en Ca2+ après 10000 ans de dégradation à l’eau..... 186
Figure III-24 : Comparaison des résultats expérimentaux (points) et du modèle analytique (courbe) sur CEM I à 28 jours................................................................................................ 192
Figure III-25 : Comparaison des résultats expérimentaux (points) et du modèle analytique (courbe) sur CEM IF à 28 jours ............................................................................................. 192
Figure III-26 : Détail de la figure III-25 jusqu’à une déformation de 0,001 mm/m .............. 192
Figure III-27 : Endomagement de traction en méthode non locale (2nd gradient avec lc=0,03 m) ........................................................................................................................................... 194
Figure III-28 : Endommagement de traction en méthode locale (Hillerborgh avec lc=0,025 m)................................................................................................................................................ 194
Figure III-29 : Profil d’endommagement en méthode non locale (coupe A-A sur la figure III-27)........................................................................................................................................... 195

Table des figures ___________________________________________________________________________
Page 279
Figure III-30 : Profil d’endommagement avec la méthode locale (coupe A-A sur la figure III-28)........................................................................................................................................... 195
Figure III-31 : Comportement du béton endommageable en traction directe (avec décharge)................................................................................................................................................ 196
Figure III-32 : Comportement du béton renforcé de fibres endommageable en traction directe................................................................................................................................................ 196
Figure III-33 : Comportement du béton endommageable en flexion 3 points ....................... 196
Figure III-34 : Comportement du béton renforcé de fibres endommageable en flexion 3 points................................................................................................................................................ 196
Figure III-35 : Réponse du modèle à un chargement de traction directe ............................... 198
Figure III-36 : Décomposition en parties sphérique et déviatorique du module viscoélastique non linéaire............................................................................................................................. 199
Figure III-37 : Décomposition visco-élasto-plastique modélisant le fluage sphérique et déviatorique............................................................................................................................ 199
Figure III-38 : Fluage en compression : comparaison des résultats expérimentaux (points) et ceux issus de la modélisation (courbes) pour le CEM IF (à gauche) et le CEM VF (à droite) pour une contrainte de 27,5 MPa ........................................................................................... 203
Figure III-39 : Fluage en flexion 4 points : comparaison des résultats expérimentaux (points) et ceux issus de la modélisation (courbes) pour le CEM IF (à gauche) et le CEM VF (à droite) pour un chargement de 4 kN .................................................................................................. 203
Figure III-40 : Calage des paramètres de la loi du béton (points expérimentaux et courbes modélisées)............................................................................................................................. 205
Figure III-41 : Calage des paramètres de la loi du béton renforcé de fibres (points expérimentaux et courbes modélisées)................................................................................... 206
Figure III-42 : Comparaison de la modélisation (courbes) du comportement en traction directe du CEM I en fonction du temps (2j, 7j, 28j) aux résultats expérimentaux (points)............... 207
Figure III-43 : Comparaison de la modélisation (courbes) du comportement en traction directe du CEM IF en fonction du temps (2j, 7j, 28j) aux résultats expérimentaux (points)............. 207
Figure III-44 : Agrandissement de la figure III-43 jusqu’à une déformation de 1 mm/m ..... 208
Figure III-45 : Modélisation de l’évolution des propriétés mécaniques du CEM IF en phase d’hydratation .......................................................................................................................... 209
Figure III-46 : Modélisation de l’évolution des propriétés mécaniques du CEM VF en phase d’hydratation .......................................................................................................................... 209
Figure III-47 : Maillage des éprouvettes de traction directe pour les essais en phase d’hydratation (en m)............................................................................................................... 210
Figure III-48 : Modélisation simplifiée du comportement en traction directe à 28 jours pour le CEM IF et le CEM VF ........................................................................................................... 211
Figure III-49 : Comportement en traction directe du CEM IF : comparaison de la modélisation (courbe) et des résultats expérimentaux (points).................................................................... 212
Figure III-50 : Comportement en traction directe du CEM VF : comparaison de la modélisation (courbe) et des résultats expérimentaux (points).............................................. 212

Table des figures ___________________________________________________________________________
Page 280
Figure III-51 : Comportement en flexion 3 points du CEM IF en phase d’hydratation : comparaison entre la modélisation (courbes) et les résultats expérimentaux (points)........... 213
Figure III-52 : Comportement en flexion 3 points du CEM VF en phase d’hydratation : comparaison entre la modélisation (courbes) et les résultats expérimentaux (points)........... 213
Figure III-53 : Loi d’évolution des paramètres du modèle mécanique pour différentes valeurs de α , en fonction du niveau de décalcification [Sellier et al. 2004] ..................................... 216
Figure III-54 : Concentration de contraintes en traction au sein d’une éprouvette saine....... 217
Figure III-55 : Concentration de contraintes en traction au sein d’une éprouvette décalcifiée................................................................................................................................................ 217
Figure III-56 : Modélisation TMC simplifiée du CEM IF en traction directe ....................... 217
Figure III-57 : Modélisation TMC simplifiée du CEM VF en traction directe...................... 217
Figure III-58 : Modélisation TMC simplifiée du CEM IF en flexion 4 points, points expérimentaux et courbes modélisées .................................................................................... 218
Figure III-59 : Modélisation TMC simplifiée du CEM VF en flexion 4 points, points expérimentaux et courbes modélisées .................................................................................... 218
Figure III-60 : Loi d’évolution de ( )s
02ε en fonction de la décalcification ( 0=α ) ............... 220
Figure III-61 : Modélisation du fluage en compression du CEM IF...................................... 221
Figure III-62 : Fluage en compression du CEM IF sain et en dégradation, résultats expérimentaux (points) et prévisions du modèle (courbes) ................................................... 221
Figure III-63 : Fluage en compression du CEM VF sain et en dégradation, résultats expérimentaux (points) et prévisions du modèle (courbes) ................................................... 221
Figure III-64 : Modélisation du fluage en flexion du CEM VF............................................. 222
Figure III-65 : Modélisation du fluage en flexion 4 points sur CEM IF sain et en dégradation................................................................................................................................................ 222
Figure III-66 : Modélisation du fluage en flexion 4 points sur CEM VF sain et en dégradation................................................................................................................................................ 222
Figure B-1 : Eprouvette + capteur.......................................................................................... 244
Figure B-2 : Bâti de traction directe....................................................................................... 244
Figure B-3 : Peigne sur éprouvette de traction directe........................................................... 244
Figure B-4 : Bâti de flexion 3 points...................................................................................... 245
Figure B-5 : Eprouvette de flexion 3 points........................................................................... 245
Figure B-6 : Schéma d’exposition des éprouvettes de compression, traction et flexion ....... 247
Figure C-1 : Récapitulatif des éprouvettes utilisées............................................................... 250
Figure D-1 : Comparaison des quantités de chaleur dégagées avec et sans super plastifiant 251
Figure C-1 : Comparaison des comportements d’éprouvettes de différentes dimensions ..... 254
Figure G-1 : Perte de masse moyenne des éprouvettes de retrait en fonction du temps........ 258
Figure G-2 : Déformations de retrait en fonction de l’hydratation ........................................ 258

Table des tableaux
Page 281
Tableau I-1 : Composition minéralogique indicative du clinker hydraté................................. 32
Tableau I-2 : Vitesse de la propagation du front de dégradation en fonction de la racine carrée du temps pour 3 températures [Peycelon et al. 2004] .............................................................. 52
Tableau I-3 : Comparaison de 3 essais de dégradation [Tognazzi 1998]................................. 56
Tableau I-4 : Comparaison des résistances en compression et des modules d’élasticité de bétons sains et dégradés [Hasni 2004] ..................................................................................... 65
Tableau II-1 : Compositions potentielles des clinkers des ciments ......................................... 89
Tableau II-2 : Compositions élémentaires massiques des ciments (laitiers, cendres volantes et gypse inclus pour le CEM V)................................................................................................... 89
Tableau II-3 : Formulations des bétons de références.............................................................. 91
Tableau II-4 : Formulations des bétons renforcés de fibres ..................................................... 92
Tableau II-5 : Caractéristiques à l’état frais des bétons de l’étude .......................................... 93
Tableau II-6 : Récapitulatif des valeurs des retraits après 380 jours ..................................... 102
Tableau II-7 : Evolution des énergies spécifiques apparentes de fissuration en fonction du temps pour les différents bétons étudiés ................................................................................ 116
Tableau II-8 : Porosité en zone saine à T0 et en zone dégradée après 9 et 18 mois de décalcification ........................................................................................................................ 119
Tableau II-9 : Masses volumiques en zone saine à T0 et en zone dégradée après 9 et 18 mois de décalcification.................................................................................................................... 120
Tableau II-10 : Caractéristiques mécaniques du CEM IF en zones saine et dégradée........... 124
Tableau II-11 : Caractéristiques mécaniques du CEM VF en zones saine et dégradée ......... 124
Tableau II-12 : Perméabilité apparentes et intrinsèques des bétons à l’état sain ................... 133
Tableau II-13 : Perméabilités apparente et intrinsèque des bétons après 18 mois de dégradation ............................................................................................................................. 134
Tableau II-14 : Perméabilités intrinsèques des pâtes saines et après 18 mois de dégradation................................................................................................................................................ 135
Tableau II-15 : Coefficients de diffusion apparent à l’état sain (T0) et dégradés (T0 + 9 mois et T0 + 18 mois)...................................................................................................................... 136
Tableau II-16 : Coefficients de diffusion apparents et effectifs sur les bétons sains ............. 136
Tableau II-17 : Porosités et masses volumiques des bétons du colis et du laboratoire.......... 141
Tableau II-18 : Résistances en compression des éprouvettes prélevées dans les colis et celles des éprouvettes de laboratoire ................................................................................................ 142
Tableau II-19 : Modules et coefficients de Poisson des bétons du colis et du laboratoire..... 143
Tableau II-20 : Résistances en traction des bétons du colis et du laboratoire........................ 145
Tableau II-21 : Capacité portante en flexion et énergie de fissuration des bétons du colis et de laboratoire............................................................................................................................... 147
Tableau II-22 : Coefficients de diffusion apparent des bétons issus du colis et de laboratoire................................................................................................................................................ 149

Table des tableaux ___________________________________________________________________________
Page 282
Tableau II-23 : Perméabilités apparentes et perméabilités intrinsèques ................................ 150
Tableau III-1 : Energies d’activation des constituants du béton ............................................ 159
Tableau III-2 : Capacité thermique massique des constituants des bétons [De Larrard 2000]................................................................................................................................................ 160
Tableau III-3 : Caractéristiques thermiques des bétons ......................................................... 162
Tableau III-4 : Paramètres de calage pour chaque composition ............................................ 162
Tableau III-5 : Composition théorique du CEM I en hydrates .............................................. 171
Tableau III-6 : Composition des pâtes de ciment................................................................... 172
Tableau III-7 : Concentration en Casolide en fonction du Ca2+ des bétons .............................. 172
Tableau III-8 : Porosités calculées des pâtes de ciment ......................................................... 173
Tableau III-9 : Coefficients de diffusion (en m²/s) en fonction de la concentration en calcium................................................................................................................................................ 175
Tableau III-10 : Profondeurs dégradées (en mm) mesurées à la phénophtaléine .................. 177
Tableau III-11 : Profondeurs dégradées mesurées à la phénolphtaléine et au MEB+EDS après 272 jours de dégradation ........................................................................................................ 181
Tableau III-12 : Facteurs d’accélération de la dégradation au nitrate d’ammonium ............. 183
Tableau III-13 : Valeurs des paramètres de calage à 28 jours avec li =75 mm...................... 191
Tableau III-14 : Récapitulatif des paramètres nécessaires au calcul...................................... 202
Tableau III-15 : Valeurs des paramètres de calage des lois aux différentes échéances de mesure .................................................................................................................................... 205
Tableau III-16 : Valeurs des paramètres de calage des lois d’hydratation............................. 206
Tableau III-17 : Paramètres du modèle chemo-mécanique et coefficients utilisés dans la loi d’hydratation des bétons......................................................................................................... 210
Tableau III-18 : Valeurs du coefficient α en fonction des paramètres du modèle ............... 216
Tableau C-1 : Comparaison des limites de proportionnalité et des résistances résiduelles d’éprouvettes de différentes dimensions ................................................................................ 255
Tableau E-1 : Coefficients de diffusion apparents et effectifs sur bétons sains..................... 257

AUTHOR: Guillaume CAMPS
TITLE: Study of chemo-mechanical interactions for the modelling of concrete package life
cycle
ABSTRACT: In order to achieve acceptable safety condition during the concrete package
handling and to ensure the nuclear waste confinement over several decades, Andra plans to
develop fibre reinforced concrete package. The research program presented in this work aims
to develop the chemo-mechanical constitutive model for the fibre reinforced concrete. The
model considers both the early age behaviour of the concrete and the long term behaviour.
The first part of this study consists in performing an experimental program to characterise the
physical properties of concrete. The second part was devoted to the development of behaviour
laws for plain and fibre-reinforced concrete in a finite element code. We are now able to
predict the complete life cycle of nuclear waste packages.
KEYWORDS: Fibre-reinforced concrete, modelling, mechanical behaviour, transfer
properties, hydration, accelerated leaching, creep, nuclear wastes.

AUTEUR : Guillaume CAMPS
TITRE : Etude des interactions chemo-mécaniques pour la simulation du cycle de vie d’un
élément de stockage en béton
DIRECTEUR DE THESE : Gilles ESCADEILLAS
LIEU ET DATE DE SOUTENANCE : Toulouse le 10 Septembre 2008
RESUME : Pour pallier la fragilité, une pathologie récurrente du béton, l’Andra envisage de
fabriquer les colis de stockage de déchets radioactifs en béton renforcé de fibres métalliques.
L’objectif de la thèse consiste à adapter un modèle chémo-mécanique existant intégrant le
couplage des dégradations chimiques et mécaniques à long terme en y implantant un module
prenant en compte l’effet du renfort des fibres et le comportement au jeune âge.
Dans ce but nous avons dû établir les propriétés mécaniques et de transfert de bétons
renforcés de fibres et de bétons de référence et mettre au point des lois de comportement dans
un code de calcul aux éléments finis. Avec ces acquis, nous sommes capables de simuler le
comportement des colis de stockage sur l’ensemble de leur cycle de vie.
MOTS CLES : Béton renforcé de fibres, modélisation, comportement mécanique, propriétés
de transfert, hydratation, dégradation accélérée, fluage, déchets radioactifs.
DISCIPLINE ADMINISTRATIVE : Génie Civil
Laboratoire Matériaux et Durabilité des Constructions LMDC
135 avenue de Rangueil
31077 TOULOUSE CEDEX 4





























