Embed Size (px)
Citation preview

Université Kasdi-Merbah Ouargla
Faculté Des Sciences Technologie Et Des Sciences
De La Matière
Département De Génie Des Procédés
Travail personnel
Domain : science technique
Filière : génie des procédés
Spécialité: Raffinage et technologie d’hydrocarbure
Présenté par : TEMMAR MOUNIR
Thème :
Le : 29/05/2013
Corrège par :
Sellami med hassan
ANNEE UNIVERSIIAIRE : 2012 / 2013

P a g e | 2
Sommaire
Introduction 2
I-Dessalage du pétrole brut : 4
I.1-Description du traitement 4
I.2- Variable opératoires du traitement 7
I.3-Nature des sels 7
I.3.1- caractiréstique 7
I.3.2-corresion par les sels 7
I.1.3.3-Corrosion par le soufre à haute température 8
I.1.3.4 -.Corrosion par les acides naphténiques 9
II. Description d’unité de dessalage UTBS 10
III.dimontionment de dessaleur à l'unité de dessalage UTBS 13
III.1-calcul de dessaleur 13
III.1.1- Détermination de la quantité d'eau de lavage à injecter 14
III.1.2-Bilan de matiere 14
III.1.3-calcule de coefficient de résistance 15
III.1.4-Calcul de diamètre de dessaleur 17
III.1.5-Calcul de volume de dessaleur 18
III.1.6-Calcul du temps de séjour 18
III.1.7-Calcul du temps de décantation 19
III.1.8-Calcul des efficacités du dessaleur et de dessalage 19
III.1.9-Calcul des caractéristiques électriques du dessaleur 21
III.1.10-Calcul de disstributeur 23
Référence 26

P a g e | 3
Introduction
Le pétrole est un mélange complexe d’hydrocarbures de différentes familles
(paraffiniques, naphténiques, aromatiques) associé à des composés oxygénés, azotés et
sulfurés ainsi qu’à des traces de métaux particuliers (vanadium, molybdène, nickel), le
pétrole brut est connu depuis la plus haute antiquité. Employé autrefois comme mortier,
comme agent d’étanchéité ou encore pour ses propriétés lubrifiantes ou médicinales, le
pétrole n’est devenu un grand produit industriel seulement qu’au milieu du XIXe siècle.
Il est en effet d’usage courant aujourd’hui de faire remonter les origines de
l’industrie du pétrole à l’année 1859.
Le raffinage du pétrole est une industrie lourde qui transforme un mélange
d’hydrocarbures, appelé pétrole brut, en produits énergétiques, tels que carburants et
combustibles, et en produits non énergétiques, tels que matières premières
pétrochimiques, lubrifiants, paraffines et bitumes. Les produits sont ensuite acheminés
vers le consommateur final, soit directement, soit à travers un réseau de distribution
comprenant notamment des dépôts et des stations-service. La transformation des pétroles
bruts s’effectue dans les raffineries, usines à feux continus et très automatisés, qui sont
plus ou moins complexes selon la gamme des produits fabriqués et selon la qualité des
pétroles bruts comparée aux exigences du marché. La complexité d’une raffinerie se
traduit par le nombre d’unités de fabrication. Ces unités utilisent des procédés physiques
ou chimiques que l’on peut classer en trois catégories :
Les procédés de séparation, les procédés de conversion et les procédés d’épuration.
Ainsi, le processus continu d’une raffinerie simple comporte d’abord une épuration
du pétrole brut, puis une séparation par distillation en produits blancs (distillats légers et
moyens) et en produits noirs (résidus lourds). Les produits légers sont convertis en

P a g e | 4
essences pour l’automobile. Une épuration finale est pratiquée sur les produits blancs.
Actuellement la commercialisation des bruts est régie par des contrats liant les
producteurs, les transporteurs et les raffineurs et fixant en particulier les teneurs en sel et
en eau.
Les valeurs les plus courantes sont de 40 à 60 mg/l pour la teneur en sels, et de
l’ordre de 1 % pour l’eau.
Les raffineries doivent ramener avant leurs unités, la teneur en sel à 5 mg/l
maximum (40 ppm) prémunir contre toutes les sources d’ennuis telles que l’encrassement
des échangeurs, la corrosion des équipements de tête des unités de distillations
atmosphériques, la dégradation de la qualité des résidus ….etc.
L’élimination de ces sels et l’eau est indispensable et cela nécessite l’installation
de toute une unité de dessalage.
Une unité qui utilise des dessaleurs électrostatiques qui sous l’influence d’un
voltage important (20000 volts) permettent de briser l’émulsion et de libérer la molécule
d’eau de celle de l’huile, ensuite ces gouttelettes d’eau se rassemblent et donnent de
grosses gouttes qui sous l’effet de leur densité supérieure à celle du brut décantent au
fond du dessaleur.
P a g e | 5
I-Dessalage du pétrole brut :
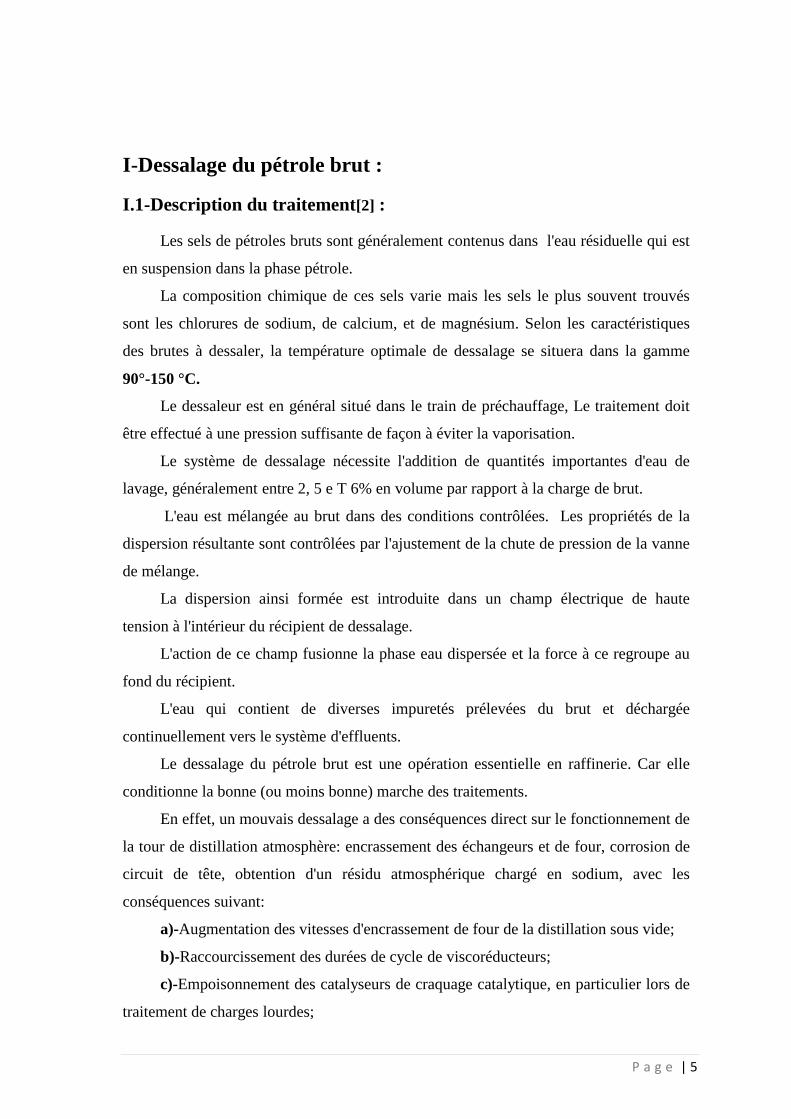
I.1-Description du traitement[2] :
Les sels de pétroles bruts sont généralement contenus dans l'eau résiduelle qui est
en suspension dans la phase pétrole.
La composition chimique de ces sels varie mais les sels le plus souvent trouvés
sont les chlorures de sodium, de calcium, et de magnésium. Selon les caractéristiques
des brutes à dessaler, la température optimale de dessalage se situera dans la gamme
90°-150 °C.
Le dessaleur est en général situé dans le train de préchauffage, Le traitement doit
être effectué à une pression suffisante de façon à éviter la vaporisation.
Le système de dessalage nécessite l'addition de quantités importantes d'eau de
lavage, généralement entre 2, 5 e T 6% en volume par rapport à la charge de brut.
L'eau est mélangée au brut dans des conditions contrôlées. Les propriétés de la
dispersion résultante sont contrôlées par l'ajustement de la chute de pression de la vanne
de mélange.
La dispersion ainsi formée est introduite dans un champ électrique de haute
tension à l'intérieur du récipient de dessalage.
L'action de ce champ fusionne la phase eau dispersée et la force à ce regroupe au
fond du récipient.
L'eau qui contient de diverses impuretés prélevées du brut et déchargée
continuellement vers le système d'effluents.
Le dessalage du pétrole brut est une opération essentielle en raffinerie. Car elle
conditionne la bonne (ou moins bonne) marche des traitements.
En effet, un mouvais dessalage a des conséquences direct sur le fonctionnement de
la tour de distillation atmosphère: encrassement des échangeurs et de four, corrosion de
circuit de tête, obtention d'un résidu atmosphérique chargé en sodium, avec les
conséquences suivant:
a)-Augmentation des vitesses d'encrassement de four de la distillation sous vide;
b)-Raccourcissement des durées de cycle de viscoréducteurs;
c)-Empoisonnement des catalyseurs de craquage catalytique, en particulier lors de
traitement de charges lourdes;

P a g e | 6
d)-Phénomène d'encrassement.
Enfin, un mouvais dessalage peut conduire également à des entraînements massifs
de hydrocarbures dans les eaux issue de dessaleurs, d'où de sérieux problèmes
d'environnement que le raffineur aura de mal gérer.
Figure 1.1 : schéma principal du dessaleur électrostatique
I.2- Variable opératoires du traitement[1]:
Les principales variables du traitement sont:
A) Taux de débit du brut:
Le dessaleur est conçu pour dessaler le pétrole brut dons le type et le débit sent
spécifiés.
B) Température de pétrole brut:
La température de la charge du brut est très importante pour le fonctionnement
efficace du dessaleur. Des températures plus basses que celles spécifiées réduisent
l'efficacité de dessalage à cause de l'augmentation de la viscosité du pétrole brut et, par
conséquent, l'augmentation des difficultés de séparation de l'eau. Des températures plus
élevées que celles spécifiées peuvent réduire l'efficacité de dessaleur à cause de la plus
grande conductivité électrique de pétrole brut.
P a g e | 7
C) Pression du pétrole brut dans le dessaleur
La pression dans le récipient de traitement doit être maintenue à une valeur
suffisante de façon à empêcher la vaporisation qui cause un fonctionnement irrégulier et
une perte de l'efficacité.
D) Salinité de brut. Contamination marine
La plupart des puits fournissent, depuis leur mise en production, le chlorure de
sodium content d'un le brut, mais il est toujours associer à des quantités variables de sels
alcalino-terreux.
Cette salinité est apportée par l'eau du réservoir ou par les eaux de l'infiltration;
elle est fonction de la position structurelle du puits et de caractéristiques physiques de la
roche réservoir. De plus, elle évolue au cours de la vie du puits.
Par ailleurs, le transport du pétrole brut a une incidence inévitable sur le produit
déchargé au port de réception. Durant le transport, l'enrichissement en sel de mer peut
aller de 10 à 80mg/l brut en moyenne. Les cause principal de cette enrichissement sent
au nombre de trois:
1-La contamination «inévitable»: flaque d'eau autour des crépines d'aspiration et
au fond des cuves, dépôts de sel à l'interface eau de mer/air.
2-La contamination «volontaire»: rappelons que la législation des eaux de mer
impose au transporteur de risquer la pollution de brut par l'eau plutôt que celle de l'eau
par le brut: il ne donc plus question de procéder à des rejets d'eau de déballastage
contenant plus de 100ppm de pétrole brut. A cet effet, la législation Internationale à
entraîner la procédure de "load on top" (enrichissement en sels pouvant aller de 5 à 50
mg/l de brut).
3-La contamination «accidentelle»: enfin, due à des cause très déverses et que l'on
peut localiser au niveau de terminal ou à bord de navire.
En règle générale, et ceci qu'il faut retenir, l'eau de mer est donc prépondérante
dans la salinité contre laquelle le raffineur devra lutter.
Le brut rendu au port de déchargement, après avoir subis sur le champ pétrolier un
dessalage partiel et s'être enrichie en sels lors de transport en mer, est alors expédié vers
les raffineries, où ils soumirent à une opération de dessalage avant fractionnement de
distillation atmosphère.

P a g e | 8
I.1.3-Nature des sels [1]:
I.1.3.1-Caractéristiques:
Les sels dans le brut sont essentiellement des chloriers dont la répartition est
approximativement la suivante, en pourcent poids:
Na Cl: 70-80
Mgcl2 : 20-10
CaCl2 : 10
Ces sels présentent soit sous forme de cristaux, soit ionisés, mais la viscosité de
certains brut imposerait une capacité de stockage très importante.
En ce qui concerne les cristaux, leur élimination peut s'effectuer par lavage à l'eau:
les cristaux s'ionisent dans celle-ci puis s'hydratés; l'avantage de ces sels hydratés réside
dans leur plus grande solubilité dans l'eau.
Ceci montre, sans ambiguïté, l'importance de l'addition d'eau lorsqu'on veut
dessaler correctement un pétrole brut.
I.1.3.2-Corrosion par les sels:
Il faut distinguer :
La corrosion par les sels proprement dits: depuis 1975, la diversification des
approvisionnements en brut a conduit à traiter des bruts à teneur en sels plus élevée
qu'auparavant. Aujourd'hui, cette teneur se situer fréquemment dans la gamme 100-300
ppm. Cette augmentation de la teneur en sels, combiné solvant avec le que les unités de
distillation fonctionnent à capacité réduite, entraîne des dépôts de sels dans les lignes et
les échangeurs du train de préchauffage en amont des dessaleurs. Ces dépôts de sels
conduisent à une corrosion sous-jacente par aération différentielle. Le remède consiste à
injecter une partie de l'eau de dessalage en amont du train de préchauffage pour les
solubiliser.
La corrosion par HCI (et H2S) provenant d'une hydrolyse de ces sels: malgré
l'amélioration de l'efficacité du dessaleur, la teneur résiduelle en chlorure à la sortie du
dessaleur est génératrice de HCI, par l'hydrolyse des sels à haute température danse four.
La quantité d'HCI produit est essentiellement fonction de la teneur résiduelle en MgCl2
celui-ci s'hydrolyse en effet de 95°à 350°C, alors que le CaCI2 à la même température ne
s'hydrolyse qu'à 10% environ.
Des teneurs de 15 à 20 ppm de HCI par tonne traitée sent assez fréquentes; elles
peuvent cependant varier, à efficacité de dessalage constante, de 3 ppm pour un brut de
la mer du nord à 60 ppm pour certain brut Égyptiens.

P a g e | 9
Le remède consiste à assurer une neutralisation par une solution de soude diluée.
La soude peut ainsi neutraliser 90 à 95% de l'acide, le reste étant neutralisé par
l'injection l'ammoniac de en tête de tour, complétée par l'ajout d'un inhibiteur de
corrosion, injecter un peu avant le point de rosée de l'eau; celui-ci est généralement
constituer de deux bases: une base filmant, dont le rôle est d'empêcher le contacte
mécanique entre le métal et l'eau corrosive, et une base neutralisante qui complète
l'action chimique de l'ammoniac.
Les inhibiteurs solubles dans les hydrocarbures sent préférés aux inhibiteurs
solubles dans l'eau, qui peuvent avoir tendance, a contrario, à augmenter le contact
eau/métal.
Par ailleurs, il faut éviter de condenser le sulfure d'hydrogène H2O car alors il y a
formation de boues noires (sulfure de fer). Ceci advient en particulier lorsque les eaux
sent légèrement basiques (PH: 8-9). Il faut également éviter d'avoir des eaux acides (PH:
4-5).
Le meilleur compromis est obtenant en maintenant le PH aux environ de 6 ± 0.3.
L'injection de soude en sortie de l'unité de dessalage doit se faire avec soin pour
éviter une fragilisions de l'acier. Pour cela, il est nécessaire:
D'assure une bonne homogénéité soude/brut.
D'éviter les contacts soude/acier (garder une bonne vitesse de circulation afin
d'éviter les décantations de soude).
La soude est parfois remplacé par du carbonate de soude, ou lorsque c'est
possible, par de la soude usée en provenance d'autre opérations de raffinage.
L'ammoniac peut être remplacé par une combinaison d'amines neutralisantes et
filmant.
Des métaux ou alliages métalliques peuvent également être utilisée tels que le
titane, le monel (sensible à l'H2S) ou l'hastelloy.
Sans entres plus dans les détails de ces différentes solutions, il est toutefois à
signaler que lorsque l'eau de refroidissement est salée, l'utilisation de laiton (type
amirauté) pour les condenseurs de têtes est incompatible avec l'utilisation d'ammoniac.
Quelque soient les solutions envisagées, un bon contrôle du PH et de teneurs en
Fe+2
et CI- des eaux condensées est indispensable à une bonne prévention de la
corrosion. En outre, un dessaleur efficace diminue fortement les problèmes.
La corrosion par H2O peut être estimée à partir des courbes de Nelson ou de porte
(Nelson 1958).

P a g e | 10
I.1.3.3-Corrosion par le soufre à haute température:
Pour l'acier carbone ordinaire, cette corrosion peut s'avérer très forte dans
certaines zones de température. Cette zone se situer, d'après les courbes de Nelson, entre
300 et 420 °C, et les taux de corrosion correspondants peuvent dépasser 1mm par an.
Lorsque la corrosion est estimée atteindre 0.3 mm par an, des risques de bouchage par
dépôt de sulfure de fer sent à anticiper, avec pyrophore potentiel lors de l'arrêt de l'unité.
Le remède consiste à utiliser des aciers alliés dans la zone de température suscites
du type 5% Cr, 0.5% Mo (entre autre, pour les tubes de four); à vitesse élevée, la
corrosion est amplifiée : les aciers de 12% à 18% de Cr peuvent être employés.
I.1.3.4.Corrosion par les acides naphténiques
Les acides naphténiques sent des composés de masse molaire variable, très
corrosifs dans l'intervalle de température 220-420 °C.
Au-delà de cette température, il sent dissociés et la corrosion disparaît. Les
analyses de pétrole brut ne font pas, en général, état de la teneur en acides naphténiques
du brut. L'expérience joue donc ici un grand rôle dans la prévention de cette corrosion.
Des indications utiles peuvent être fournées par l'indice dépasse 0.5mg eq KOH/g
des analyses plus poussées devrait être demandées.
La corrosion reste faible en dessous de 300°C et déviant très importante d'où la
nécessité d'envisager un traitement du brut en mélange avec des bruts moins acides à
partir de 350 °C.
La corrosion se manifeste donc dans le four, la ligne de transfert et le fond de
colonne, elle est accentuée par des vitesses de circulation de fluide élevée.

P a g e | 11
II-Description d’unité de dessalage UTBS :
Le package de dessalage (PX0-UZ-21-01) permet de diminuer la teneur en BS&W en
sortie de package à 0,1 % volume et la concentration en sel à 20 mg/l équivalent Na Cl
(données de design du dessaleur) afin de respecter les spécifications en eau et sel de
l’huile stabilisée au niveau de stockage (concentration en sel inferieure à 40 mg/l et
BS&W inferieure à 0.1% volume garanties en en sortie d’unité (UTBS) ) et de limiter
l’encrassement de la colonne par dépôt de sel.
Le mélange brut-eau de gisement est émulsifié avec de l’eau de lavage recyclée des 1er
et 2ème
étages de dessalage.une émulsion est ainsi créée, grâce à une vanne de mélange
(21-PV-0X524) situé en amont du premier étage de dessaleur (PX0-VW-21-01) et
opérant à une pression de 12 bar 70°C avec un temps de rétention de 5 minutes pour
l’huile pour l’huile et 18 minutes pour l’eau. Cette émulsion assure un bon mélange entre
l’eau de gisement et l’eau de lavage, assurant ainsi une diminution de la concentration en
sel de la phase aqueuse. Cette émulsion es ensuite séparée en deux phases liquides dans
le dessaleur, sous l’action d’un champ électrostatique, qui favorise la coalescence des
micros gouttelettes d’eau, formant ainsi des gouttes de taille plus important, tombant par
gravité dans le fond du séparateur électrostatique. Le champ électrostatique est crée entre
deux électrodes, une reliée a la masse et l’autre à un transformateur HT installé en partie
supérieure du dessaleur. Un distributeur installé à l’entre de dessaleur assure une
distribution optimum de l’huile dans le champ électrostatique. L’eau coalescée dans le
premier étage de dessalage est envoyé vers le package de traitement des eaux huileuses.
Une partie de l’eau est recyclée vers l’entrée du premier étage grâce aux pompes de
recyclage premier étage PX0-PA-21-02 A/B (2×100 %).
Le brut sortant du premier étage de dessalage est ensuite mélangé avec de l’eau de lavage
constitué d’un mélange d’eau brute et d’eau de recirculation vers le deuxième étage de
dessalage. Un mélange efficace est recrée grâce à une deuxième vanne de mélange (21-
PV-0X525). L’huile et eau sont de nouveau coalescées dans le deuxième étage de
dessaleur (PX0-PA-21-02) opérant à une pression de 10,5 bar et 70°c avec un temps de
réduction de 5 minutes pour l’huile et de 30 minute pour l’eau, toujours sous l’action
d’un champ électrostatique. L’eau ainsi séparée dans le deuxième étage de dessalage
tombe par gravité en fond de cuve de séparateur ou elle est reprise, peur être en grande
partie recyclée vers le premier étage grâce aux pompes de recyclage du deuxième étage
PX0-PA-21-03 A/B (2×100 %), le reste étant renvoyé vers l’entrée du deuxième étage.

P a g e | 12
Une injection de désémulsifiant est prévue sur chaque étage de dessalage, en amont de la
vanne mélangeuse afin de faciliter la séparation eau-huile à chaque étage de dessalage.
Chaque étage de dessalage et chaque vanne de mélange dispose de sa propre ligne de by-
pass.

P a g e | 13

P a g e | 14
III- Démontionnoment de dessaleur :
III.1-Calcul de dessaleur:
GRANDEURS VALEURS
1-Pétrole brut :
*densité (g/cm3)
*teneur en sel d’entrée (mg/l)
*teneur en sel de sortie (mg/l)
*débit d’alimentation (m3/h)
0.988
290
16
700
2-Eau process :
* taux d’eau de lavage (% vol)
*quantité de désumilsifiant (ppm)
3
1,428
3-Dessaleur :
*pression de service (bar)
* température de service (°C)
10,5
70

P a g e | 15
III.1.1Détermination de la quantité d'eau de lavage à injecter :
(3.1)
X.: Teneur en eau de brut dessalé
Y:quntitié d'eau de lavage (%massique de brut à dessaler)
Se :teneur en sel du brut a dessalé(g/m3)
Ss: teneur en sel du brut dessalé (g/m3)
pour notre cas:
X=3%
Spe=290mg/l
Sps=16mg /l
La quantité d'eau de lavage à injecter en pourcent par apport au brut à dessaler est:
Y= 0,1%
III.1.2Bilan matière:
Figure 3.1 :Schéma de bilan de matière du dessaleur

P a g e | 16
Le bilan de matière de dessalage est:
Qt=Qb+Qw
Qb+Qw=Qd+Q'w
Qb=700m3/h
Qw=7 m3/h
A-Calcul de la quantité de brut à dessalé:
Quantité d'eau contenue dans le brut est inférieur a 0.1%
Qwext=Qb 0.01
La quantité de brut net (sans eau)Qd=Qb-Qwes (3.2)
Qd=700-7=693 m3/h
B-Détermination de la quantité d'eau de purge:
On a:
Q'w=(Qb +Qw)-Qd
Q'w=(700+7)-693= 14m3/h
III.1.3-calcule de coefficient de résistance :
le calcul de coefficient de résistance nécessite la détermination le régime d'écoulement:
A-Calcul de la vitesse de décantation:
D'après la formule de STOKES:
–
(3.3)
: Densité de l'eau
dbrut : densité de brut
Dp : Diamètre de la particule d'eau (m)
g : accélération de pesanteur (m/s)
φ : coefficient de résistance
B-Détermination du régime d'écoulement :

P a g e | 17
Le régime d'écoulement est déterminé par le calcul du nombre de Reynolds qui
donné par la relation suivante:
(3.4)
Vd=vitesse de décantation (m/s)
é é
On suppose que le régime d'écoulement dans le dessaleur est laminaire, on
déterminé le coefficient de résistance φ=f(Re) ensuit, on vérifier si le régime
supposé est correcte
Le tableau suivant donne le coefficient φ en fonction du régime d'écoulement :
Tableau(3.1): le coefficient φ en fonction du régime d'écoulement
Puisqu'on suppose que lev régime d'écoulement est laminaire donc:
φ=24/Re
relation de STOKS devient :
–
(3.5)
la vitesse de décantation est calculé est calculé à la température de dessalage T=°C
Vd=1,9.10-3
m/s
Régime
D'écoulement
Re φ
Laminaire Re≤0.2 24/Re
Transitoire 0.2<Re<500 18.5/(Re0.6
)
Turbulent Re>500 44

P a g e | 18
C-Vérification du régime d'écoulement :
(3.6)
Re<0.2 donc le régime d'écoulement s est laminaire
III.1.4-Calcul de diamètre de dessaleur:
Pour calcul le diamètre de dessaleur il faut d'abord calculer le facteur A
A:facteur relatif à la phase légère (pétrole)
A est déterminer par le relation :
(3.7)
Qd=débit de brut dessaler (m/s)
r =rapport de la longueur sur le diamètre du dessaleur.(r=4 norme UTBS)
Qd=663,3 m3/h
Le diamètre du dessaleur est donné par l'expression
On déterminer Y1d'après la formule:
(3.8)
α : en Rad
l'engle α est une fonction de la constante K
la constante est donnée par la formule suivante :
(3.9)

P a g e | 19
Après le graphe : α =119°que correspond à 2,07 Rad
On ordinaire à la valeur supérieur
On prend D=2,2m
III.1.5-Calcul du volume du dessaleur:
VT=V1+V2
V1: volume de la parité cylindrique du dessaleur
V2:volume des deux hémisphères
(3.11)
VT=89,47m3
III.1.6-Calcul du temps de séjour:
Le temps de décantation est déterminé par la relation:
QVTs / (3.12)
Où :
Ts : temps de séjour.
V : volume de la capacité (m3).
Q : débit volumique de la charge.
Q = Qb + Qw
Qb : débit volumique du pétrole brut.

P a g e | 20
Qw : débit volumique de l’eau de lavage.
On a :
Qb = 700 m3/h
Qw = 7 m3/h
Donc :
Q = 700 + 7
= 707m3/h
On a:
V= 89,47 m3
AN:
(3.13)
= 7, 6 min = 455 sec
III.1.1.6-Calcul du temps de décantation:
On peut calculer le temps de décantation par la formule suivante :
VdLTd /1
Où :
Td : temps de décantation (sec).
L1 : distance entre l’électrode basse et l’interface en (m).
Vd : vitesse de décantation (m/sec).
A.N:
Td = 0,95/0,14.10-2
= 678,57 sec.
8-Calcul des efficacités du dessaleur et de dessalage
L’efficacité du dessaleur et celle du dessalage sont les paramètres qui
conditionnent le rendement optimal du dessaleur. Ces deux termes peuvent être
exprimés mathématiquement en fonction des différent paramètres intéressés dans le
dessalage.

P a g e | 21
XY
SwXSpeZ
A
100
.
(3.14)
O: teneur en sel théorique optimale du brut à la sortie du dessaleur mesurée en mg/l.
Spe : teneur en sel du brut à l’entrée du dessaleur mesuré en (mg/l).
Sw : teneur en sel de l’eau injectée en (mg/l).
Y : teneur en eau du brut à l’entrer du dessaleur (%).
X : quantité d’e ù :
A : eau injectée par rapport au brut mesurée en (% vol)
Z : teneur en eau du brut à la sortie du dessaleur (%).
On a comme donné de départ :
Spe = 290 mg/l.
Sw = 729 mg/l.
X = 3 %.
Y = 0.1 %
Z = 0.05 %
03,531,0
100
729329005,0
A
L’efficacité du dessaleur est exprimée par la formule suivante :
100xSpe
SpsSpeE
(3.15)
Où :
E : efficacité de dessaleur en %.
Spe : teneur en sel du brut à l’entrée du dessaleur.
Sps : teneur en sel du brut à la sortie du dessaleur.
D’après le tableau de calcul de l’efficacité du dessaleur :

P a g e | 22
%48,94100290
16290
xE
%48,94E
L’efficacité de dessalage est donnée par la formule suivante :
100xASe
SsSeEp
(3.16)
%24,9603,5290
16290
Ep
III.1.7-Calcul des caractéristiques électriques du dessaleur
A- Calcul du champ électrique entre deux électrodes
Es : électrode supérieure
Ei : électrode inférieure
Le champ électrique entre les deux électrodes est donné par la formule suivante :
LUE / (3.17)
Où :
E : champ électrique entre les électrodes(volts/cm)
250 mm
950 mm Es
Ei
EAU

P a g e | 23
U : tension du courant en volts, U = 20000 volts
L : distance entre les électrodes. L = 25 cm
A.N :
E = 20000 / 25 = 800 Volts/ cm.
B- Calcul du champ électrique entre le niveau haut d’eau et l’électrode inférieure:
E1 = U/L1 (3.18)
E1 : champ électrique entre l’électrode inférieure et le niveau haut d’eau (interface).
U : tension du courant. (U = 20000 volts)
L1 : distance entre l’électrode inférieure et le niveau haut d’eau (L1 = 86 cm)
Donc :
E1 = 20000 /95 = 210,52 volts/cm.
Pour un bon fonctionnement du dessaleur, il faut que le champ électrique (E) entre
les électrodes, soit inférieur au champ critique (EC).
E < EC
C- Calcul du champ critique :
dAEc
.
.2
(3.18)
Où :
: Tension superficielle entre l’eau et le pétrole en (g/cm²)
: Coefficient diélectrique.
d : diamètre de la gouttelette d’eau en cm
A : coefficient de proportionnalité.
On a:
D = 7,14 10-5
m = 7,14 10-3
cm
= 16

P a g e | 24
= 15 g/cm²
X = Taux d’eau de lavage (X = 3% vol).
D’après le tableau, on trace la courbe A = f (X) et on tire la valeur du coefficient
de proportionnalité (A).
Tableau(3.2)
vol%X
01
05
10
20
A
376
382
391
403
Donc, d’après le graphe on:
X = 3% A = 379.
A.N:
310.14,7.16
15.2379
Ec = 6141,73 volts/cm
III.1.8- Calcul du distributeur :
Le calcul de distribution a pour but de connaître la vitesse de décantation et la vitesse
admissible du brut, à travers les trous du distributeur, l’augmentation de la vitesse
améliore le degré de distribution de pétrole sur la longueur du dessaleur, mais les grandes
vitesses donnent lieu à une haute turbulence à l’émulsion.

P a g e | 25
Pour le calcul du distributeur, il faut suivre les étapes suivantes :
A-Calcul du nombre de rampes de distribution :
Le nombre des rampes de distribution est donné par la formule suivante :
1l
Ln (3.19)
L : la distance séparant les deux trous extrêmes
l : la distance séparant les deux rampes (l = 2000 m)
(+1) : correspond aux deux moities des trous à l’extrémité.
Donc, d’après la formule (1), on applique numériquement
12000
10000n = 6
Dans chaque rampe de distribution, il y a 2 trous. Donc, le nombre total du trous sera
égal à 6 .
Le pétrole possède une vitesse d’écoulement que l’on peut calculer par la formule
suivante :
fnQ
W..3600
(3.20)
Où :
W : vitesse d’écoulement (m/s)
Q : débit de la charge (m3/h) ,
n : nombre de trous
f : surface de passage d’un trou
D’après le schéma, on peut calculer f par la formule suivante :

P a g e | 26
A.dD4
f 22
(3.21)
Où :
D : diamètre extérieur.
d : diamètre intérieur.
A : distance entre la section supérieure et la section inférieure (A=192 mm) .
f : surface de passage d’un trou.
192,0.17,04,04
22
f
f = 1,9 10-2
m2
Donc :
smW /63,1109,163600
7002
D= 400
D= 170

P a g e | 27
Références :
[1] ; 2008 ; Gas-Liquid And Liquid-Liquid Separators ; Elsevier Inc ; Pages 65–130 ;
131-174.
[2] J.-P ;WAUQUIER ; 1998 ; procédés de séparation ;EDITIONS TECHNIP ; 2 ; pages.
3-21.
[3] L. COHEN SOLAL ; 2009 ; MANUEL OPERATOIRE ; Saipem ; pages.25-63