Embed Size (px)
Citation preview

TUBE
ET
RAC
CO
RDS
EN P
OLY
PRO
PILE
NE
CO
POLY
MER
E RA
ND
OM
VIA RANGO, 58
25065 LUMEZZANE BS ITALIA
T +39 030 8920992
F +39 030 8921739
WWW.PRANDELLI.COM

i
3
GÉNÉRALITÉS
Le Coprax est un système de tubes et raccords réalisés en polypropylène
copolymère Random VESTOLEN P9421.
Les caractéristiques du système permettent de réaliser des installations
sanitaires dans les formes les plus variées et d’une très grande durabilité.
Une particularité du système Coprax est la technique d’assemblage,
qui s’effectue par fusion des parties à relier. Après l’assemblage, tube
et raccord ne constituent qu’un seul corps, sans ajout de matière pour
les souder, ce qui exclut tous les problèmes éventuels pouvant résulter
de points de fuite potentiels.
La technique d’assemblage, la vaste gamme de dimensions et de
raccords à disposition, la polyvalence du système et les excellentes
caractéristiques physico-chimiques confèrent au système Coprax une
qualité considérable, attestée par des années d’expérience.
A V A N T - P R O P O S
ED. 1: 01/07
S O M M A I R E 1. CARACTÉRISTIQUES PRINCIPALES DU SYSTÈME pag. 4
2. LE SYSTÈME COPRAX + ALUMINIUM pag. 8
3. NORMES, DIRECTIVES ET GARANTIE pag. 10
4. CARACTÉRISTIQUES DIMENSIONNELLES pag. 14
5. NOTIONS TECHNIQUES pag. 16
6. MISE EN ŒUVRE pag. 35
7. RÉSISTANCE CHIMIQUE pag. 47
8. PRECAUTIONS pag. 53
9. L’ESSAI DE L’INSTALLATION pag. 57

CARACTÉRISTIQUESPRINCIPALES DU SYSTÈME
5
Le matériau utilisé pour la fabrication du système Coprax est le VESTOLEN
P9421, un polypropylène copolymère Random (PP-R), approprié à la
production de tubes conformes aux normes DIN 8078 (Tubes en
Polypropylène. Prescriptions générales de qualité - essais).
La matière première est fournie en granules déjà colorés. Leur couleur
BLEUE exclusive est réservée à PRANDELLI.
Avant d’être utilisés, les granules sont soumis dans nos laboratoires à
des tests spécifiques qui permettent de s’assurer de leur aptitude à
l’utilisation (norme ISO/R 1133 procédure 18. Indice de fusion MFl 190/5).
Le VESTOLEN P9421 est une résine thermoplastique transformée en produit
fini par une augmentation de température qui porte à la plastification
du matériau, permettant ainsi la production du tube par extrusion, et
celle des raccords par injection.
Ces procédés sont réalisés à notre établissement, sous le contrôle d’un
personnel expert et qualifié. Les dimensions des tubes et des raccords,
ainsi que les tolérances de travail respectives, sont déterminées en
conformité avec les normes DIN 8077 (Tubes en polypropylène, PP,
dimensions).
4
L A M A T I È R EP R E M I È R E
C A R A C T É R I S T I Q U E SD U V E S T O L E N
P 9 4 2 1
PROPRIÉTÉS MÉTHODE D’ESSAI
ISO 1628 T3
ISO 1133 procédure 18
ISO 1133 procédure 12
-
ISO 1183
DIN 53736 B2
ISO 527
vitesse 50 mm/min
Eprouvette 1 B
ISO 527
DIN 8078
VDE 0304
Partie 1 § 4
DIN 52612
Calorimètre adiabatique
DIN 53483
DIN 53483
DIN 53482
DIN 53481
UNITÉ DE MESURE
cm3/g
g/10 min
g/10 min
g/10 min
g/cm3
°C
N/mm2
%
N/mm2
-
K-1
W/m K
kJ/kg K
-
-
ohm cm
kV/mm
VALEUR D’ESSAI
430
0.5
0.3
1.5
0.898
150 - 154
40
> 50
700
sans rupture
1.5 x 10-4
0.24
2.0
< 5 x 10-4
2.3
> 1 x 1016
≥ 20
Viscosité J
Indice de Fusion MFI 190/5
MFI 230/2.16
MFI 230/5
Densité à 23°C
Zone di fusion
Charge de rupture
Allongement de rupture
Module d’élasticité
Résilience Charpy
Coefficient de dilatation thermique linéaire
Conductibilité therm. à 20°C (λ)
Chaleur spécifique à 20°C
Facteur de perte
Constance diélectrique
Résistivité transversale
Rigidité diélectrique
D O M A I N E SD ’ A P P L I C A T I O N
Le système Coprax est approprié au transport de fluides froids et chauds
sous pression pendant de longues périodes. Grâce à cela, il est
particulièrement adapté à la réalisation d’installations sanitaires, de
chauffage, de conditionnement et de climatisation, dans le secteur du
bâtiment et de l’industrie.
Il permet également le transport de fluides alimentaires et industriels .
Pour toutes informations plus détaillée sur les conditions de service
pouvant être supportées par le système, faire référence au chapitre 5
du présent Manuel.
Le Coprax possède de nombreuses caractéristiques qui font de lui un
système idéal pour réaliser des installations modernes et
technologiquement avancées.
1.

Le Coprax possède une très faible affinité chimique avec diverses
substances acides et basiques. Il peut donc se trouver en contact avec
les matériaux normalement utilisés dans le bâtiment comme la chaux
ou le ciment, sans nécessiter aucune protection particulière.
En cas de transport ou de contact avec des substances particulières,
nous vous invitons à vérifier la résistance chimique du Polypropylène,
en consultant le tableau de la page 47.
R É S I S T A N C E À L AC O R R O S I O N
É L E C T R O C H I M Q U E
Grâce à la valeur d’isolation phonique élevée du matériau, le bruit des
installations est considérablement atténué, aussi bien en cas de vitesses
particulièrement élevées d’écoulement de l’eau qu’en présence de
coups de bélier.
Le VESTOLEN P9421, matière première utilisée pour la production du
système Coprax, est totalement atoxique et répond aux normes en
vigueur sur le plan international.
Grâce à son pouvoir élevé d’isolation électrique, le Coprax est insensible
au phénomène des courants vagabonds, qui peut être à l’origine de
dangereuses perforations des tubes en matériau métallique. Ce
phénomène se produit essentiellement lorsque l’installation est réalisée
dans des zones à forte concentration industrielle, à proximité des tronçons
ferroviaires et en tout cas dans des zones soumises à une concentration
élevée de courants électrostatiques.
La surface interne des tubes et des raccords du système Coprax ne
présente ni porosités, ni criques ou fissures en raison de la structure
part icul ièrement homogène et compacte du matér iau.
Cette caractéristique, qui se traduit par une rugosité superficielle
extrêmement basse, permet d’avoir de très faibles pertes de charge
(voir les diagrammes page 19).
En outre, les phénomènes d’obstruction des conduites provoqués par
le dépôt de calcaire sont impossibles.
Les tubes et raccords ont une densité de 0.898 g/cm3; ils sont par
conséquent extrêmement légers. Cette circonstance, associée à la
technique complète du système, permet une réalisation facile et sure
des installations. Par rapport aux produits traditionnels, elle permet en
outre de gagner beaucoup de temps.
I N S T A L L A T I O NS I L E N C I E U S E
1.
6 7
CARACTÉRISTIQUESPRINCIPALES DU SYSTÈME
COPRAX (déterminée selon DIN 53482) > 1 • 1016 Ω cm
Acier = 0.1÷ 0.25 • 10-4 Ω cm
Fer pur = 0.0978 • 10-4 Ω cm
Cuivre industriel pour conduites = 0.017241 • 10-4 Ω cm
Résistance transversale (à 20°C) du COPRAX et des métaux
communément utilisés dans le secteur sanitaire
Le haut niveau d’isolation thermique qui caractérise le matériau garantit
une faible dissipation de chaleur du fluide transporté. Cela se traduit
par une réduction minimale de la température entre le point de
production et celui de distribution de l’eau chaude, caractéristique qui
permet de réaliser une économie d’énergie.
Dans des conditions hygrométriques particulières, la faible valeur de
conductibilité thermique réduit de façon considérable la condensation
sur la surface externe du tube, et ce, contrairement aux tubes métalliques.
De plus, cette faible conductibilité thermique permet de repousser le
moment de transformation de l’eau en glace à l’interieur du tube,
lorsque la température externe est particulièrement basse.
F A I B L EC O N D U C T I B I L I T É
T H E R M I Q U E
COPRAX (déterminée selon DIN 52612) λ = 0.24 W/mK
Acier λ = 45 ÷ 60 W/mK
Fer λ = 45 ÷ 60 W/mK
Cuivre λ = 300 ÷ 400 W/mK
Conductibilité thermique (à 20°C) du COPRAX et des métaux
communément utilisés dans le secteur sanitaire
H Y G I È N E
R É S I S T A N C E A U XC O U R A N T S
V A G A B O N D S
F A I B L E P E R T E D EC H A R G E
F A C I L I T ÉD ’ I N S T A L L A T I O N

A côté de la ligne Coprax, un autre système en Polypropylène
copolymère Random a été mis au point, qui répond au nom commercial
de Coprax + Aluminium.
Ce produit utilise la même matière première que la ligne "classique",
c’est-à-dire le VESTOLEN P9421, grâce à l’utilisation duquel on produit
le tube qui, pendant la phase d’extrusion, est accouplé extérieurement
à une feuille d’aluminium. Ensuite, cette partie est ultérieurement revêtue
d’une couche de PP-R, par un procédé de coextrusion. Cette couche
superficielle a pour but de protéger la feuille d’aluminium contre
d’éventuels phénomènes de dégradation auxquels elle pourrait être
soumise pendant le service.
A V A N T - P R O P O S
La présence de la feuille d’aluminium contribue en effet à maintenir le
coefficient de dilatation thermique du tube à des valeurs peu élevées:
α = 0.06 mm/m°C
ce qui facilite son installation non encastrée.
Le tube composite étant extrêmement facile à modeler, cela permet
à l’installateur de réaliser aisément des parcours prévoyant des
changements de direction fréquents. En effet, après avoir été profilé
de la façon désirée, le tube conserve la géométrie donnée.
F A I B L ED I L A T A T I O NT H E R M I Q U E
2.
8 9
LE SYSTÈMECOPRAX + ALUMINIUM
Le tube composite ainsi obtenu possède, en plus des caractéristiques
déjà citées pour le système traditionnel, une série de propriétés que
nous rappelons ci-après.
P R O P R I É T É S
La présence de la feuille d’aluminium et de la couche extérieure en PP-
R confèrent au tube Coprax + Aluminium une plus grande résistance à
l’entaille, car ces éléments servent à protéger le tube qui se trouve en
dessous.
R É S I S T A N C E ÀL ’ E N T A I L L E
T R È S G R A N D EF A C I L I T É
D ’ U T I L I S A T I O N

DIN 1988
Conduites d’eau potable dans le sol Partie 1.
Règles techniques pour installations d’eau potable.
DIN 4109, feuille 5
Insonorisation dans le bâtiment (complément).
Insonorisation des conduites d’eau.
DIN 16774
Masse thermoplastique: polypropylène PP.
DIN 53735
Essais des matières plastiques: détermination de l’indice de fusion des
thermoplastiques.
DIN 16962
Raccords et conduites en polypropylène (PP).
Feuille 5: exigences générales de qualité - essais.
Feuille 6: équerres injectées pour soudage par manchon, dimensions.
Feuille 7: tés injectés pour soudage par manchon, dimensions.
Feuille 8: manchons et chapeaux injectés pour soudage par manchon, dimensions.
Feuille 9: réductions et raccords injectés pour soudage par manchon, dimensions.
Feuille 10: colliers, brides, joints pour soudage par manchon, dimensions.
RECOMMANDATIONS KTW
Communication du Ministère de la Santé allemand sur l’admissibilité des matières
plastiques et autres matériaux non métalliques dans le cadre de la loi sur les
produits alimentaires et de consommation pour le domaine de l’eau potable.
Recommandations sur les matières plastiques et l’eau potable (KTW) du Ministère
de la Santé allemand.
DIN 2000
Directives pour les exigences posées à l’eau potable. Etude, construction et
exploitation des installations.
N O R M E S E TD I R E C T I V E S
3.
10 11
NORMESET DIRECTIVES
DIN 8076
Conduites en tubes thermoplastiques sous pression.
Raccords métalliques à serrage.
DIN 8077
Tubes de polypropylène PP, dimensions.
DIN 8078
Tubes de polypropylène. Exigences générales de qualité - essais.
DIN 16960
Soudage des matériaux thermoplastiques, principes.
DVS 2203
Essais des raccords à souder en matér iaux thermoplast iques.
DVS 2207, partie 11
Soudage des matériaux thermoplastiques, PP type 1 et type 2, tubes et
accessoires.
DVS 2208, partie 1
Machines et appareils de soudage des thermoplastiques, soudage par éléments
chauffants.
W 328
Exécution d’installations de conduites d’eau potable à l’intérieur des bâtiments.
Directives
Ordonnances sur les conditions générales pour la distribution d’eau, du 20.06.1980.
VOB partie C DIN 18381
Travaux d’installation de gaz, d’eau et d’eaux usées à l’intérieur des bâtiments.

CERTIFICATDE GARANTIE
Pour le système Coprax, utilisé pour la réalisation d’installations sanitaires
conformément aux caractéristiques techniques du produit et en observant les
instructions d’installation données dans la publication relative, nous accordons
la GARANTIE suivante:
1. La société Prandelli, productrice du système Coprax, s’engage à dédommager,
par l’intermédiaire du contrat d’assurance stipulé avec une Compagnie
d’Assurance de premier ordre, les dégâts causés aux personnes ou aux choses,
consécutifs à la rupture du tube et des raccords en raison de défauts évidents
de fabrication, jusqu’à concurrence de la somme maximale de 500.000,00 €,
pendant une période de 10 ANS à compter de la date de fabrication qui est
imprimée sur le tube.
2. Les conditions qui régissent cette GARANTIE sont:
a) Le tube et les raccords doivent être installés conformément
aux instructions d’installation fournies par notre société, après
contrôle des avaries ou modifications possibles ayant eu lieu
après la production et étant dues à des causes accidentelles.
b) Les conditions de service (pression et température) doivent
rester en retrait des limites techniques mentionnées dans la
dernière publication du Manuel Coprax.
c) Le produit doit porter la marque d’identification Coprax.
3. La GARANTIE N’EST PAS VALABLE dans les cas suivants:
a) non-respect des instructions d’installation recommandées
par notre société.
b) Raccordement du tube et des raccords à des sources
de chaleur à des limites de température et de pression
qui, même accidentelles, ne sont pas compatibles avec
les caractéristiques du tube et des raccords.
c) Utilisation de matériel manifestement inadapté (tube et
raccords vieillis, éraflés etc.)
C E R T I F I C A TD E G A R A N T I E
3.
12 13
d) Utilisation d’un ou plusieurs composants d’autre provenance
que notre fabrication pour la réalisation de l’installation.
e) En cas de soudures réalisées de façon incorrecte, en raison de
l’utilisation d’appareillages insuffisamment adaptés à l’emploi
auquel ils sont destinés.
4. INSTRUCTIONS POUR LA DEMANDE DE PRESTATIONS DE GARANTIE
Dans l’éventualité d’une rupture du Coprax due uniquement à des défauts
évidents de fabrication, il est nécessaire de nous envoyer une lettre recommandée
dont une copie devra être transmise au représentant régional, indiquant:
- lieu et date d’installation;
- données et marque d’identification du tube et des raccords;
- informations sur les conditions de service (pression et
température);
- échantillon du tube ou du raccord où la rupture s’est produite;
- nom et adresse de l’installateur qui a réalisé l’installation.
Après réception de cette lettre recommandée, dans un délai raisonnable, nous
chargerons l’un de nos représentants de venir vérifier les causes de la rupture.
Si la rupture répond aux conditions de la GARANTIE, nous transmettrons le dossier
à la Compagnie d’Assurance qui se chargera du dédommagement du sinistre,
après s’être assurée de ses causes et de son importance.
Si la rupture ne répond pas aux conditions de la GARANTIE, nous facturerons les
frais occasionnés par notre intervention.
Prandelli S.p.A.

* La correspondance avec les dimensions en pouces se réfère au diamètre extérieur des
tubes. Pour déterminer les débits, faire référence au “diagramme des pertes de charge”,
page 18.
T A B L E A UD I M E N S I O N N E L T U B E
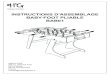
S I S T È M E C O P R A XP N 2 0 Le système Coprax se compose d’une vaste gamme de raccords
pouvant être subdivisés en deux groupes, selon l’utilisation:
a) Raccords en PP-R à souder;
b) Raccords en PP-R avec insert métallique.
Dans le premier cas, la jonction tube-raccord (et dans certains cas
raccord-raccord) s’effectue par une opération de fusion entre les pièces,
tandis que dans le second cas, une des extrémités du raccord est munie
d’un insert métallique fileté, noyé dans le corps en PP-R. Ces figures sont
utilisées dans les parties terminales de l’installation et permettent de se
raccorder à des installations existantes ou en tout cas à des éléments
métalliques filetés.
R A C C O R D S
4.
14 15
T A B L E A UD I M E N S I O N N E L T U B E
S I S T È M E C O P R A XP N 1 0
CARACTÉRISTIQUESDIMENSIONNELLES
DIMENSIONSEN
POUCES *
3/8”
1/2”
3/4”
1”
1.1/4”
1.1/2”
2”
2.1/2”
3”
4”
DIAMÈTREEXT.mm
16
20
25
32
40
50
63
75
90
110
TOLÉRANCEmm
+ 0.3
+ 0.3
+ 0.3
+ 0.3
+ 0.4
+ 0.5
+ 0.6
+ 0.7
+ 0.9
+ 1.0
EPAISSEURmm
2.7
3.4
4.2
5.4
6.7
8.4
10.5
12.5
15.0
18.3
TOLÉRANCEmm
+ 0.4
+ 0.5
+ 0.6
+ 0.7
+ 0.8
+ 1.0
+ 1.2
+ 1.4
+ 1.6
+ 2.0
DIAMÈTREINT.mm
10.6
13.2
16.6
21.2
26.6
33.2
42.0
50.0
60.0
73.4
POIDS MOYENKg/100m
11.2
17.6
27.0
44.4
68.6
103.7
168.9
225.0
335.0
490.0
DIMENSIONSEN
POUCES *
1”
1.1/4”
1.1/2”
2”
2.1/2”
3”
4”
DIAMÈTREEXT.mm
32.0
40.0
50.0
63.0
75.0
90.0
110.0
TOLÉRANCEmm
0.3
0.4
0.5
0.6
0.7
0.9
1.0
EPAISSEURmm
2.9
3.7
4.6
5.8
6.8
8.2
10.0
TOLÉRANCEmm
0.4
0.5
0.6
0.7
0.8
1.0
1.1
DIAMÈTREINT.mm
26.2
32.6
40.8
51.4
61.4
73.6
90.0
POIDSMOYEN
g/m
253.0
463.0
618.0
999.0
1381.0
2061.0
2946.0
DIAMÈTRE EXT.SANS REV. AL.
mm
16
20
25
32
40
50
63
75
90
110
EPAISSEUR TUBESANS REV. AL.
mm
2.2
2.8
3.5
4.4
5.5
6.9
8.6
10.3
12.3
15.1
DIAMÈTREINTÉRIEUR TUBE
mm
11.6
14.4
18.0
23.2
29.0
36.2
45.8
54.4
65.4
79.8
DIAMÈTRE EXT.AVEC REV. AL.
mm
17.7
21.7
26.7
33.7
41.7
51.7
64.6
76.6
91.6
112.5
LIVRÉEN
Rouleaux de 100 m
barres 4 m
barres 4 m
barres 4 m
barres 4 m
barres 4 m
barres 4 m
barres 4 m
barres 4 m
barres 4 m
PN
16
16
16
16
16
16
16
16
16
16
T A B L E A UD I M E N S I O N N E L
T U B ES Y S T È M E
C O P R A X + ALUMINIUM
A_ Raccord en PP-R à souder B_ Raccord en PP-R avec insert métallique

Les principales valeurs qui déterminent le comportement des matériaux
plastiques sont les suivantes:
- sollicitation mécanique = PRESSION
- sollicitation thermique = TEMPÉRATURE
- durée de la sollicitation = TEMPS
La relation qui lie entre eux les paramètres susmentionnés est exprimée
graphiquement par les courbes de régression du matériau, illustrées ci-
dessous. Les tubes et les raccords du système Coprax doivent être utilisés
et installés dans le respect de CES paramètres, c’est-à-dire en retrait
des conditions maximales de service. En considération de cela, nous
rappelons que le Coprax appartient à la classe de pression PN20 pour
laquelle les CONDITIONS DE SERVICE, fournies par les courbes de régression
en appliquant un coefficient de sécurité de 1.5, sont les suivantes:
PRESSION = 10 bar
TEMPÉRATURE = 60°C
TEMPS = 50 ans
5.
16 17
NOTIONS TECHNIQUES
C O N D I T I O N S D ES E R V I C E
C O U R B E S D ER É G R E S S I O N
V E S T O L E N P 9 4 2 1
D u r é e
Solli
cita
tions
éq
uiva
lent
es
(N/m
m2)
Années
Heures

5.
18 19
NOTIONS TECHNIQUES
P E R T E S D EC H A R G E
VITESSE(m/s)
PERTE DE CHARGE(m/m)
DIAMETRE INTERIEUR(mm)
PORTEE(l/s)
EAU à 20°C
B
C
A
D
Le calcul des pertes de charge (ou pression) est fondamental dans la
conception des installations sanitaires. Ce paramètre est en effet
étroitement lié au débit de l’installation et par conséquent, à la quantité
d’eau qui, dans une unité de temps donnée, arrive à chaque utilisateur.
Les pertes de charge se subdivisent en pertes de charge distribuées et
localisées. La somme de ces composants permet d’obtenir la valeur
des pertes de charge totales de l’installation.
Les pertes de charge distribuées sont représentées par les résistances
continues qu’un fluide rencontre lors de son passage dans un conduit.
Elles sont constituées par les frottements qui se produisent à l’intérieur
même du fluide, dus à la viscosité, et par ceux qui sont dus au contact
avec la surface interne du conduit.
Les pertes distribuées se mesurent en unités de pression (pascal, bar,
mètres ou millimètres de colonne d’eau); en général, la mesure se réfère
à une longueur unitaire de conduit.
Dans le cas spécifique des tubes du système Coprax et Coprax +
Aluminium, les pertes de charge distribuées sont calculées au moyen
des diagrammes fournis à la page ci-contre (relatifs à de l’eau à 20°C).
DIAGRAMME PERTES DE CHARGE
Pour l’uti l isation du monogramme, i l est nécessaire f ixer au moins deux grandeurs: la
dimension du tube et généralement la portée ou la vitesse.
Tube PN 20: ø 32 x 5,4
ø int. = mm 21,2 (point A)
vitesse 1 m/s (point B)
Si on joint avec une ligne les points A et B, on trouve les points C et D qui indiquent
respectivement une perte de charge J = 0,075 m/m et une portée Q = 0,35 l/s.

Remarque: les débits simultanés tiennent compte de la probabilité
d’ouverture simultanée des robinets.
5.
20 21
NOTIONS TECHNIQUES
VITESSE(m/s)
PERTE DE CHARGE(m/m)
DIAMETRE INTERIEUR(mm)
PORTEE(l/s)
EAU à 60°C
E X E M P L E D ED I M E N S I O N N E M E N T
D ’ U N R É S E A U D ED I S T R I B U T I O N
D ’ E A U F R O I D E
N°
APPAREILS
7
14
21
28
55.0
38.0
33.0
28.0
DÉBITS
TOTAUX
l/s
FACTEUR DE
SIMULT.
%
DÉBITS
SIMULT.
l/s
DIAMÈTRE
COPRAX
mm
DÉBITS
COPRAX
l/s
PERTES DE
CHARGE
mmca/m
VITESSE
EAU
m/s
1.0
2.0
3.0
4.0
0.55
0.76
0.99
1.12
25
32
40
50
0.6
0.8
1.0
1.2
525
270
135
64
2.8
2.3
1.8
1.4
Ø 25
7 appareils
Ø 25
7 appareils
Ø 25
7 appareils
Ø 25
7 appareils
Ø 25
Ø 32
Ø 40
Ø 50
Ø 50
28 a
pp
are
ils21
ap
pa
reils
14 a
pp
are
ils
APPAREILS REL IÉS
ET DÉBITS RELATIFS
(NORME UNI 9182-87)
1 Lavabo
1 WC avec réservoir
1 Bidet
1 Baignoire
1 Evier
1 Lave-vaisselle
1 Machine à laver
7 Appareils
0.1 l/s
0.1 l/s
0.1 l/s
0.2 l/s
0.2 l/s
0.2 l/s
0.1 l/s
1.0 l/s

Les pertes de charge localisées sont représentées par les irrégularités
de parcours (courbes, vannes, réductions etc.) qu’un fluide rencontre
pendant son passage dans une tuyauterie.
Il existe plusieurs façons d’exprimer les pertes de charge localisées :
dans notre cas, nous considérons celle qui fait référence à la
détermination de ce que l’on appelle les “coefficients de résistance
localisée” associés aux raccords de la gamme Coprax.
5.
22 23
NOTIONS TECHNIQUES
L E S P E R T E S D EC H A R G E
L O C A L I S É E S
N° FIGURE
1 Manchon
2 Réduction a 2 dim.
2a Réduction ≥ 3 dim.
3 Equerre à 90°
4 Equerre à 45°
5 Té
5a Té réduit
6 Té
6a Té réduit
7 Té
7a Té réduit
8 Té
8a Té réduit
9 Té avec filetage
10 Raccord filetage M
11 Raccord réd. filet. M
12 Equerre filetage M
13 Equerre réd. filet. M
COEFFICIENT RÉSISTANCE
0.25
0.55
0.85
2.0
0.6
1.8
3.6
1.3
2.6
4.2
9.0
2.2
5.0
0.8
0.4
0.85
2.2
3.5
Coefficients de résistancelocalisée “r” pour les
raccords COPRAXSYMBOLE GRAPHIQUE
Une fois que l’on connaît les coefficients “r”, on calcule les pertes de
charge localisées de l’installation en appliquant la formule suivante:
z = Σ r • v2 • γ / 2g ≅ 5 • Σ r • v2 (mbar) quand:
γ = 999.7 kg/m3 poids spécifique de l’eau
g = 9.81 m/s2 accélération de gravité
v = vitesse de l’eau en m/s
Σ = somme
VITESSED’ÉCOULEMENT v
(m/s)
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
1.1
1.2
1.3
1.4
1.5
1.6
1.7
1.8
1.9
2.0
2.1
2.2
2.3
2.4
2.5
Perte de charge z enfonction de r = 1 avec de
l’eau à 10°C pour différentesvitesses v
33.8
36.5
39.2
42.1
45
48
51
55
58
61
65
68
72
76
80
84
88
92
97
101
106
110
115
120
125
PERTE DE CHARGE zPOUR r=1
(mbar)
VITESSED’ÉCOULEMENT v
(m/s)
2.6
2.7
2.8
2.9
3.0
3.1
3.2
3.3
3.4
3.5
3.6
3.7
3.8
3.9
4.0
4.1
4.2
4.3
4.4
4.5
4.6
4.7
4.8
4.9
5.0
PERTE DE CHARGE zPOUR r=1(mbar)
0.1
0.2
0.5
0.8
1.3
1.8
2.5
3.2
4.1
5.0
6.1
7.2
8.5
9.8
11.3
12.8
14.5
16.2
18.1
20.0
22.1
24.2
26.5
28.8
31.3

Comme nous l’avons dit ci-dessus, on calcule la perte de charge totale
de l’installation en faisant la somme des pertes de charge distribuées
et des pertes de charge localisées:
∆P = l • R + z • 10 quand:
∆P = perte de charge totale (mm c.a.)
l = longueur de la tuyauterie (m)
R = perte de charge continue (mm c.a./m)
z = perte de charge localisée (mbar)
Tout matériau subissant dans le temps une variation de température
réagit en modifiant ses dimensions de façon plus ou moins évidente.
Ce phénomène prend le nom de dilatation thermique et peut se
manifester soit par une augmentation des dimensions du corps, auquel
cas la variation de température est positive, soit par une diminution des
dimensions, la variation étant dans ce cas négative.
La dilatation thermique peut être linéaire, superficielle ou cubique, selon
qu’elle intéresse surtout une, deux ou les trois dimensions du corps.
Dans le cas des tuyauteries, il se produit surtout une dilatation linéaire,
car la longueur est la dimension qui prédomine sur les autres.
Le paramètre qui fournit une indication sur la tendance d’un tube à se
dilater en présence d’une différence de température est le coefficient
de dilatation linéaire.
Lorsque l’on projette et que l’on réalise les installations, il est par
conséquent indispensable de connaître la valeur de ce coefficient afin
de déterminer l’ampleur de la dilatation et d’adopter les mesures
nécessaires afin d’éviter que ce phénomène puisse endommager les
tuyauteries.
5.
24 25
NOTIONS TECHNIQUES
P E R T E S D E C H A R G ET O T A L E S
L A D I L A T A T I O N D A N SL E S T U B E S D U
S Y S T È M E C O P R A X E TC O P R A X +
A L U M I N I U M
D I L A T A T I O N E TF I X A T I O N
Les tubes du système Coprax et Coprax + Aluminium, naturellement,
n’échappent pas au phénomène de la dilatation thermique qui devra
par conséquent être évaluée attentivement lors de la conception et
de l’installation.
Il faut avant tout distinguer deux situations du point de vue de la pose:
- installation encastrée;
- installation externe (en apparent).
Dans le premier cas, l’effet de la dilatation est négligeable, car le
matériau est en mesure de l’absorber. Aucune mesure spécifique n’est
donc nécessaire.
Dans le cas de tuyauteries extérieures, soumises à des écarts thermiques
non négligeables, il est en revanche indispensable de tenir compte de
la dilatation thermique en procédant de la façon indiquée ci-après.

5.
26 27
NOTIONS TECHNIQUES
Dans ce cas, le tube subit une variation positive (dilatation) de sa
longueur initiale.
L = 6 m;
Tm = 20°C (température de montage);
Tmax = 75°C (température maximale de service);
par conséquent
∆L = a • L • ∆T = 0.15 • 6 • 55 = 49.5 mm (tube Coprax)
∆L = a’ • L • ∆T = 0.06 • 6 • 55 = 19.8 mm (Coprax + Aluminium)
E X E M P L E 1 :D I L A T A T I O N
Il est également possible de calculer la grandeur ∆L par voie graphique,
à l’aide du diagramme ci-dessous.
L = 6 m;
Tm = 30°C (température de montage);
Tmin = 5°C (température min. de service, ex. conditionnement);
par conséquent
∆L = a • L • ∆T = 0.15 • 6 • (-25) = -22.5 mm (tube Coprax)
∆L = a’ • L • ∆T = 0.06 • 6 • (-25) = -9.0 mm (Coprax + Aluminium)
E X E M P L E 2 :C O N T R A C T I O N
C A L C U L D E ∆ L E NF O N C T I O N D E ∆ T , P A R
M È T R E D E T U B E
∆L (mm/m)
∆T
(°C
)
= tube Coprax
α = 0.15 mm/m °C
= tube Coprax + Aluminium
α’ = 0.06 mm/m °C
∆T = 50°C con Tm = 20°C au montage
Tmax = 70°C maximale de service
∆L = a) 7.5 mm pour tube Coprax
b) 3 mm pour tube Coprax + Aluminium
en multipliant ces valeurs par la longueur effective du tube, on obtient
la valeur de l’allongement total.
E X E M P L E R E L A T I FA U D I A G R A M M E
Dans ce cas, le tube subit une variation négative (contraction) de sa
longueur initiale.
La variation de longueur ∆L d’un tube Coprax suite à une variation de
température peut être calculée en appliquant la formule suivante:
∆L = α • L • ∆T quand:
∆L = variation de longueur du tube (mm)
α = coefficient de dilatation linéaire du matériau qui, pour le Coprax
est de 0.15 mm/m°C, tandis que pour le Coprax + Aluminium il
est de 0.06 mm/m°C
L = longueur du tronçon de tube libre de se dilater (m)
∆T = différence de température entre le moment du montage et la
température pendant le service (°C)
C A L C U L D E L AD I L A T A T I O N

tube Coprax
pointcoulissant
ancrage au murcoulissement axial consenti
tube Coprax
pointsfixe
pointsfixe
raccord
ancrage au mur
5.
28 29
NOTIONS TECHNIQUES
Les points coulissants permettent en revanche le coulissement axial du
tube (dans les deux sens). Pour cette raison, ils doivent être installés loin
des zones de jonction avec les raccords, sur un tronçon libre de la
surface du tube. Le collier qui exerce la fonction de point coulissant ne
doit absolument pas présenter de parties qui peuvent endommager la
surface extérieure du tube.
Les points coulissants servent également de support et garantissent (si
leur nombre est suffisant) le maintien de la géométrie rectiligne de
l’ instal lat ion en présence de la sol l ic i tat ion thermique.
Voir à ce propos "les intervalles de fixation".
P o i n t s c o u l i s s a n t s
Après avoir calculé la variation de longueur de la tuyauterie, il faut
appliquer les techniques nécessaires pour faire en sorte que les effets
de ce phénomène ne provoquent pas de problèmes à la tuyauterie.
Pour ce faire, il est possible d’intervenir en suivant les procédures indiquées
ci-dessous:
- exécution de points fixes et coulissants;
- compensation par des bras de dilatation.
On indique par ces noms les contraintes qui rendent la tuyauterie solidaire
des murs de l’édifice, en empêchant totalement ou partiellement les
mouvements dus à la dilatation thermique.
Les points fixes ont pour fonction de s’opposer aux mouvements des
tubes. Pour cette raison, ils doivent réaliser une liaison rigide entre
l’ instal lat ion d’une part et la maçonnerie d’autre part.
La réalisation de ces points est assurée au moyen de colliers rigides,
constitués par un élément de prise, généralement métallique, revêtu
d’un matériau en caoutchouc du côté du tube et d’un composant
pour la fixation au mur de l’autre côté. La partie en caoutchouc (ou
autre matériau analogue) a naturellement pour fonction de ne pas
provoquer l’apparition de phénomènes dangereux d’entaille sur la
surface du tube.
Les points fixes se situent généralement au niveau des changements
de direction de l’installation (embranchements, équerres etc.) afin
d’empêcher que les dilatations puissent se produire précisément à ces
endroits. Il est en tout cas conseillé de toujours réaliser le point fixe à
proximité d’une jonction du tube, effectuée au moyen d’un manchon
ou d’un autre raccord quelconque à souder.
Les points fixes limitent la longueur de tubes susceptibles de se dilater.
Cela entraînera par conséquent une diminution de la valeur relative de
∆L.
L A T E C H N I Q U ED ’ I N S T A L L A T I O N E N
P R É S E N C E D ’ U N ED I L A T A T I O N
P O I N T S F I X E S E TC O U L I S S A N T S
P o i n t s f i x e s
E x e m p l e d e p o i n t f i x e
E x e m p l e d ep o i n t c o u l i s s a n t

DIAMÈTRE EXTÉRIEUR DU TUBE en mm
INTE
RVA
LLES
DE
FIX
ATI
ON
en
cm
5.
30 31
Pour une installation correcte des tubes du système Coprax et Coprax
+ Aluminium lors de la pose externe, nous fournissons ci-dessous le
diagramme relatif au calcul des intervalles de fixation. Les intervalles
des colliers sont indépendants du positionnement horizontal ou vertical
des tubes.
NOTIONS TECHNIQUES
L E S I N T E R V A L L E SD E F I X A T I O N
En cas d’utilisation du tube Coprax + Aluminium, la dilatation moins
importante qui caractérise ce tube permet d’augmenter les intervalles
de fixation.
Pour calculer le bras de dilatation relatif à un tronçon de tube COPRAX quand:
d = 40 mm (diamètre extérieur);
L = 6 m;
∆T = 55°C
Comme auparavant calculé ∆L = 49.5 mm
Par conséquent:
LS = F • √ d • ∆L = 30 • √ (40 • 49.5) = 1335 mm
E X E M P L E
Remarque: En employant le tube Coprax + Aluminium dans les mêmes
conditions et en utilisant la même valeur pour F, on obtiendrait un bras
de dilatation inférieur à celui du Coprax. Cela est dû au coefficient de
dilatation thermique plus bas et par conséquent à l’allongement moindre
du tube.
C O M P E N S A T I O NP A R B R A S D E
D I L A T A T I O N
On peut aussi absorber la dilatation subie par une installation en réalisant
des bras de dilatation. On réalise alors, au niveau des changements de
direction (équerres, té, ...), des bras de dilatation dans lesquels le tube
pourra se dilater sous l’effet de la chaleur du fluide transporté.
Le calcul de ces bras de dilatation s’effectue en appliquant la formule
suivante:
LS = F • √ d • ∆L quand:
LS = longueur du bras de dilatation (mm)
F = constante du matériau (pour le PP = 30)
d = diamètre extérieur du tube (mm)
∆L = variation de longueur du tube (mm)
FP
E x e m p l e d e b r a s d e d i l a t a t i o n
LP
FP
L ∆L
LS

∆L L
FP
∆LL
FP
LS LS
FP
∆LL
FP
LS
FP LP
5.
32 33
Nous illustrons ci-dessous quelques exemples d’installation externe
correcte du système Coprax, ainsi que les différentes techniques adoptées
afin de tenir compte de la dilatation thermique du matériau.
NOTIONS TECHNIQUES
C A L C U L D U B R A SD E D I L A T A T I O N A U
M O Y E N D ED I A G R A M M E S
( S Y S T È M E C O P R A X )
Long
ueur
min
ima
le d
u b
ras
de
dila
tatio
n e
n m
mD
iffé
ren
ce
de
te
mp
éra
ture
en
°C
Variation de longueur ∆L en mm
E X E M P L E SG R A P H I Q U E S

5.
34 35
Point fixe à la base
de la colonne montante
Pour la réalisation d’installations à l’aide des composants du système
Coprax, il est nécessaire de posséder l’outillage spécifique suivant:
NOTIONS TECHNIQUES
Point fixe dans une zone intermédiaire
de la colonne montante
Absorption de longueur par boucle de compensation
dans une conduite droite
6. MISE EN ŒUVRE
O U T I L L A G E
Appareil de polyfusion à 3 positions Pince coupante
Appareil de soudage desmanchons électriques
Appareil de soudaged’établi PRISMA
On soude les éléments du système Coprax soit avec un appareil de
polyfusion (raccord classique), soit à l’aide d’un appareil pour soudure
électrique (manchons électro-soudable).
Le soudage s’effectue en chauffant simultanément la surface externe
du tube et la surface interne du raccord sur les matrices de l’appareil
de polyfusion, et en introduisant ensuite le tube dans le raccord pour
réaliser ce que l’on appelle la "jonction par emboîtement".
Séquence des opérations:
1) Préparation de l’appareil de polyfusion
Monter sur l’appareil de polyfusion les matrices correspondantes aux
R É A L I S A T I O ND E S S O U D U R E S
S o u d a g e a u m o y e n d el ’ a p p a r e i l d e p o l y f u s i o n

6.
36 37
diamètres à souder et introduire la fiche dans
la prise d’alimentation à 220 V. Attendre que
le voyant vert situé sur la machine s’éteigne.
Cela signifie que l’appareil de polyfusion a
atteint la température de travail.
N.B.: Le temps de chauffage doit être calculé à partir du moment où
le
tube et le raccord sont unis en butée sur les matrices.
Le travail du Coprax + Aluminium peut s’effectuer de la même façon
que pour le Coprax, en veillant cependant à éliminer la couche
superficielle de PP-R et la feuille d’aluminium située en dessous. Comme
alternative, il est possible d’utiliser les raccords auto-adaptables prévus
à cet effet.
Séquence des opérations
1) Préparation de l’appareil de polyfusion et coupe du tube
Ces opérations s’effectuent de façon identique à celle décrite pour le
système Coprax.
2) Fraisage du tube
Cette opération, réalisée sur la partie du tube destinée au soudage,
s’effectue à l’aide d’un outil calibreur prévu à cet effet, manuellement
ou mécaniquement, au moyen d’une perceuse.
2) Préparation des éléments à souder
Couper le tube à l’aide de la pince prévue à
cet effet et s’assurer que les parties à coller sont
propres. Dans le cas contraire, il est nécessaire
de nettoyer avec un chiffon propre les surfaces
qui seront en contact pendant la phase de
soudage.
3) Réalisation de la soudure
Après s’être assuré que l’appareil de polyfusion est prêt, introduire simultanément le tube et le
raccord dans les matrices du diamètre correspondant, en respectant les conditions de travail qui
sont indiquées par le tableau de la page 37. Au terme du chauffage, extraire les éléments des
matrices et effectuer la jonction.
MISE EN ŒUVRE
DIAMÈTRE Dmm
14
16
18
20
25
32
40
50
63
75
90
110
2
2
2
2
3
4
4
4
6
8
8
8
TEMPS DEREFROIDISSEMENT
minutes
TEMPS DETRAVAIL
secondes
4
4
4
4
4
6
6
6
8
10
10
10
TEMPSDE CHAUFFAGE
secondes
5
5
5
5
7
8
12
18
25
30
30
30
T A B L E A U D E S T E M P SD E T R A V A I L
L E T R A V A I L D UC O P R A X +
A L U M I N I U M
J o n c t i o n p a ra p p a r e i l d e p o l y f u s i o n

Pour permettre à la lame du calibreur de n’éliminer que le revêtement
extérieur d’aluminium et de PP-R, il est très important de régler la lame
en agissant sur la vis relative, à l’aide du gabarit de calibrage.
Pendant l’opération de calibrage, il
est en outre nécessaire d’éviter
d’endommager l’épaisseur du tube
en PP-R.
Fraisage mécaniqueFraisage manuel
6.
38 39
La jonction à un collecteur ou en général à un composant fileté s’effectue
en introduisant sur l’extrémité du tube tout d’abord l’écrou, puis l’ogive
profilée.
Introduire ensuite le support, jusqu’à ce qu’il aille buter contre la tête
du tube. Réaliser l’accouplement en vissant l’écrou de blocage sur la
sortie du collecteur ou sur la partie filetée d’un raccord ou d’une vanne.
Pendant cette opération, l’écrou serre l’ogive en plastique qui, grâce
à sa géométrie, déforme le tube situé en dessous, en le contraignant
à adhérer parfaitement au support.
Ce type de raccord peut être utilisé aussi bien avec les collecteurs
relatifs fournis par notre Société qu’avec d’autres collecteurs en général
ou avec des composants filetés. Dans ce dernier cas, la seule nécessité
consiste à réaliser les jonctions en interposant des adaptateurs opportuns,
disponibles dans les versions 1/2“M et 1/2”F.
- Il est opportun d’éviter de dépasser, pendant la phase d’introduction
du tube dans le raccord, le cran de butée situé dans le raccord, afin
de ne pas provoquer un rétrécissement excessif de la section de passage.
- Il est fondamental d’aligner le tube au raccord, afin que les surfaces
des éléments à souder soient complètement en contact entre elles. Un
alignement précaire peut en effet compromettre le succès de la jonction.
R E C O M M A N D A T I O N SR E L A T I V E S À L A
R É A L I S A T I O N D E SS O U D U R E S À L ’ A I D E
D ’ U N A P P A R E I L D EP O L Y F U S I O N
Réglage de la lame
3) Réalisation de la soudure
Procéder ensuite à la réalisation de la soudure en suivant les procédures
décrites pour le Coprax.
Les jonctions peuvent aussi être réalisées mécaniquement, sans qu’il
soit nécessaire d’éliminer les couches superficielles en PP-R et en
aluminium, à l’aide des raccords auto-adaptables disponibles dans les
dimensions ø 14, 16 ,18.
Ces raccords se composent essentiellement de trois parties :
- le corps, avec support relatif et joints d’étanchéité;
- l’ogive en matière plastique;
- l’écrou de blocage.
MISE EN ŒUVRE
J o n c t i o n a u m o y e nd e r a c c o r d s
a u t o - a d a p t a b l e s

6.
40 41
- Il est nécessaire d’effectuer le chauffage et l’emboîtage des éléments
de façon graduelle et linéaire, sans rotation afin de ne pas endommager
les éléments ou rater la jonction. Il n’est possible de corriger la position
entre le tube et le raccord que juste après leur soudage, et en tout cas
sans mouvement excessif.
- La soudure doit refroidir graduellement, sans gros écarts thermiques
qui pourraient créer des tensions internes considérables.
Le manchon électrique est le seul raccord du système Coprax qui, à
froid, coulisse sur le tube.
En utilisant l’appareil de soudage prévu à cet effet, le manchon électrique
peut être utilisé pour effectuer des interventions de réparation ou des
soudures sur des conduites déjà posées.
Séquence des opérations
1) Préparerles tubes à souder de
façon à ce qu’ils présentent une
coupe à angle droit : pour cette
opération, utiliser la pince coupante
spécifique.
MISE EN ŒUVRE
S O U D A G E A UM O Y E N D ’ U NA P P A R E I L D E
S O U D A G E D E SM A N C H O N S
É L E C T R I Q U E S2) Nettoyer l’aire de jonction avec un chiffon propre. Racler ensuite
toute la circonférence du tube dans la zone concernée par la soudure
afin d’éliminer les effets négatifs dus à la présence de l’oxydation et les
traces de graisse sur les surfaces des tubes. Cette opération doit être
réalisée au moyen du racloir manuel fourni avec l’appareil de soudage;
la procédure est correcte lorsque des copeaux ayant une bonne
consistance se forment et restent accrochés au tube, copeaux que
l’on élimine ensuite en émoussant légèrement la partie concernée. Les
outillages spécifiques fournis sont appropriés.
3) Après avoir marqué la profondeur de raccordement sur les tubes, les
introduire dans le manchon en faisant en sorte que les têtes des tubes
se rapprochent autant que possible l’une de l’autre et à ce qu’elles
soient alignées.
4) Prédisposer l’appareil de soudage Coprax en s’assurant qu’il est relié
à un réseau d’alimentation de 220 V 50 Hz, et que le câble d’alimentation
est totalement déroulé.
5) Raccorder les bornes aux parties terminales du manchon, en s’assurant
que le poids des câbles ne pèse pas sur la jonction.
6) Commencer la soudure en suivant les instructions fournies sur l’appareil
de soudage.

6.
42 43
7) S’assurer que pendant le soudage et le refroidissement suivant
(minimum 10 minutes), les tubes ne seront soumis à aucune sollicitation.
8) Attendre au moins 1 heure avant de mettre l’installation sous pression.
MISE EN ŒUVRE
a) La propreté et l’absence d’humidité dans les éléments à souder sont
des conditions indispensables afin d’obtenir un bon résultat final. Par
conséquent, nous recommandons d’accorder une attention particulière
à cette phase préliminaire.
b) Pour les mêmes raisons, après la phase de raclage, éviter de toucher
la zone de la soudure. D’éventuelles traces de graisse dues à des causes
accidentelles doivent être éliminées à l’aide d’un détergent spécifique
pour polypropylène/polyéthylène (par exemple Tangit KS de Henkel).
Il est interdit d’utiliser des solvants à base de graisse, car ils laissent sur
la surface des tubes une pellicule qui empêche la réalisation de la
soudure.
c) Pour obtenir le meilleur rendement du soudage, il faut introduire les
tubes à une même longueur et veiller à ce qu’ils soient parfaitement
alignés au manchon.
d) Il est conseillé de s’assurer que le diamètre de travail réglé sur la
machine correspond au diamètre réel des éléments à raccorder.
e) Si, pour une raison quelconque, il est nécessaire d’effectuer plusieurs
cycles de soudage sur le même manchon, il est indispensable d’attendre
le refroidissement complet de la soudure entre deux cycles.
R E C O M M A N D A T I O N S
En cas de perforation accidentelle du tube (foret de perceuse etc.) et
si le trou n’est présent que sur une paroi du tube, il est possible de le
réparer à l’aide de la matrice de réparation, en gardant présent à
l’esprit que la possibilité de réparation est liée, en ce qui concerne les
dimensions, au diamètre de la matrice.
L’opération de réparation prévoit les phases suivantes:
- le tronçon à réparer doit être séché et nettoyé correctement.
- La partie mâle de la matrice de réparation, introduite dans le trou à
réparer, doit fondre la surface concernée par l’opération de soudage.
Afin d’éviter que, pendant cette opération, la partie opposée du tube
puisse fondre elle aussi en raison d’une introduction excessive, nous
signalons que la matrice possède une
douille métallique que l’opérateur
peut régler en fonction de
l’épaisseur du tube. Le réglage se
fait en déplaçant la douille sur la
matrice, ce qui est possible en
desserrant la vis de blocage de la
douille.
- La partie femelle de la matrice de
réparation sert à fondre, en même
temps que l’opération précédente,
l a b a r r e d e r é p a r a t i o n
généralement fourni avec la
matrice.
U T I L I S A T I O N D E L AM A T R I C E
D E R É P A R A T I O N
Tube perforé
Chauffage simultané de la zoneperforée et de la barre

6.
44 45
MISE EN ŒUVRE
- Après les temps de chauffage prévus
(5 secondes), la barre doit être
introduit dans le trou. Au terme de
l’opération décrite, et après avoir
attendu le temps nécessaire au
refroidissement, il faudra couper la
portion de barre en excès. Si le trou
à réparer est d’un diamètre
supérieur à celui de la matrice ou
s’il traverse le tube de part en part, il
sera inév i table de couper
complètement le morceau et la
réparation se fera en utilisant des
raccords normaux ou, plus
s implement, en ut i l i sant les
manchons él ectriques.
Opération de soudage
Coupe de la barre en excès
L’utilisation du raccord à selle est conçue pour une dérivation sur un
tube précédemment installé et dont le diamètre extérieur respecte
l’utilisation de ce raccord. Pour cela il faut effectuer une soudure.
Pour réaliser cette opération, il est nécessaire et essentiel d’utiliser les
matrices pour polyfuseur qui tiennent compte de leur particularité
géométrique.
La matrice permet de réaliser la fusion de la partie à souder.
La matrice a un développement concave et converse ce qui augmente
la superficie de fusion.
U T I L I S A T I O N D UR A C C O R D A S E L L E /
R E F K 4 7 C O P R A X
La partie à dériver doit être extrêmement propre et dégagée de toute
impureté.
La superficie à souder doit être grattée (utiliser le grattoir approprié).
Ce grattage est fondamental pour éliminer la pellicule externe du tube
(qui dans le temps peut avoir subi une oxydation) et pour réaliser une
polyfusion optimale.
Le percement du tube s’effectue à l’aide d’une mèche traditionnelle
ou d’une scie cloche.
La dimension de cet outil doit toujours être inférieure à 1mm, par rapport
à la mesure de la dérivation a réaliser (voir tableau ci dessous).
Il est conseillé d’utiliser une perceuse avec tige de réglage afin de ne
pas endommager la partie opposée du piquage.
1 ) P R É P A R A T I O N D EL A S U P E R F I C I E D U
T U B E
2 ) P E R C E M E N T D UT U B E
Sur un polyfuseur normal, il convient de monter la matrice tenant compte
de ce qui suit: l’élément concave permet de mettre en fusion la superficie
extérieure du tube et, en même temps la partie interne du percement.
L’élément converse permet de mettre en fusion le raccord K 47, utilisé
pour cette dérivation. Procéder à l’emboîtage de la selle sur la matrice
et de la matrice au tube à dériver. Exercer une pression de l’ensemble
afin d’avoir la matrice positionnée convenablement sur le tube et la
selle.
3 ) M A T R I C E D EP O L Y F U S I O N E TP R O C É D U R E D E
F U S I O N

6.
46 47
Attention: s’assurer que le polyfuseur soit dans les conditions de travail
(le témoin de tension rouge allumé et le témoin vert de chauffe éteint).
Le temps nécessaire pour cette opération est indiqué sur le tableau ci-
dessous, tenant compte que le temps de chauffe commence au
moment où la matrice est en contacte avec la superficie du tube.
Nous constaterons alors la formation d’un cordon de fusion.
MISE EN ŒUVRE
Le polypropylène VESTOLEN P9421 possède une grande résistance à de
nombreuses substances agressives. C’est la raison pour laquelle il est
particulièrement indiqué pour les utilisations spéciales.
Le tableau ci-dessous indique la résistance du VESTOLEN P9421 à différents
agents chimiques. Le tableau se réfère uniquement à la matière première
(VESTOLEN P9421) non soumise à des sollicitations mécaniques extérieures
et à la pression atmosphérique. Pour le transport de fluides combustibles,
il est nécessaire d’observer les dispositions légales en vigueur, dans le
cas où de telles normes existent.
Il est nécessaire de faire attention lorsque l’installation est destinée à
convoyer des eaux dont la teneur en chlore dépasse les limites consenties
par la loi et/ou d’une façon plus générale lorsqu’elles contiennent des
éléments provoquant des phénomènes d’oxydation.Après avoir accomplis ce temps de réchauffement nous devons extraire
la matrice des éléments à assembler et insérer la selle dans le trou du
tube, en prenant soin de la positionner correctement dès le départ.
Pour cela, exercer une légère pression et une fois les deux pièces jointes,
maintenir pendant une durée de 30 secondes.
Une fois cette opération de polyfusion terminée, éviter toutes sollicitations
mécaniques ou thermiques pendant la durée indiquée dans le tableau
ci dessous. L’ensemble doit être redescendu à la température ambiante.
4 ) L A P O L Y F U S I O N
5) LE REFROIDISSEMENT
DIAMÈTRE DEDERIVATION
en mm
20
25
32
120
180
240
TEMPSen sec. DE
REFROIDISSEMENT
TEMPS DETRAVAILen sec.
4
4
6
TEMPSen sec. DE
RÉCHAUFFEMENT
5
7
8
DIAMÈTRE DEPERÇAGE
en mm
19
24
31
6 ) M i s e e n o e u v r e
7. RÉSISTANCE CHIMIQUE
T A B L E A U D ER É S I S T A N C E A U X
A G E N T S C H I M I Q U E SD U P R O P Y L È N E
V E S T O L E N P 9 4 2 1
CONCENTRATION%
100
−
100
100
−
−
sol. sat.
100
−
−
−
sol. sat. (4.9)
10
3
sol. sat.
t
100
conc.
t
t
t
t
TEMPÉRATURE (°C)
20 60 100
+
+ +
+ +
+ Ο
+ +
Ο −
+ + +
+ + +
+ + +
+ + +
+ +
+ +
+ + +
+ +
+ + +
+ +
+ +
+ + +
+ + +
+ + +
+ + +
SUBSTANCES EXAMINÉES
Acétique, anhydride
Vinaigre
Acétique, acide
Acétone
Acide (voir nom de l’cide)
Acculateurs, acide pour
Eau chlorée
Eau distillée
Eau potable
Eau saumâtre
Eau de lac
Eau boriquée
Eau oxygénée
Eau oxygénée
Alun
Aluminium, sels d’
Ammoniac, gaz
Ammoniaque, liquide
Acétate d’ammonium
Carbonate d’ammonium
Chlroure d’ammonium
Phosphate d’ammonium
+ = très résistant
⊕ = résistant
Ο = relativement résistant
Θ = peu résistant
− = non résistant
sol.sat. = solution saturée
t = tous les %
s = se décolore
S Y M B O L E S

7.
48 49
RÉSISTANCE CHIMIQUE
CONCENTRATION%
t
t
t
sol. sat.
100
−
sol. sat.
−
−
t
100
sol. sat. (0.3)
100
100
100
−
sol. sat.
100
100
haute conc.
basse conc.
100
100
100
100
100
−
−
sol. sat.
sol. sat.
−
12.5% chlore
−
−
−
100
100
100
10
100
100
TEMPÉRATURE (°C)
20 60 100
SUBSTANCES EXAMINÉES
Nitrate d’ammonium
Sulfate d’ammonium
Amidon
Ambre, acide de
Aniline
Antigel
Argent, sels d’
Aspirine®
Asphalte
Baryum chlorure
Benzaldéhyde
Benzaldéhyde, liquid
Benzol
Benzoïque, acide
Benzol éthylique
Bière
Borax
Borique, acide
Brome, liquide
Brome, vapeur sèche
Brome, vapeur sèche
Butane, liquide
Butane gaz
Butyle gaz
Butanol
Beurre
Butyle alcool
Cacao soluble
Clrorure de calcium
Nitrate de calcium
Quinine
Eau de Javel
Café soluble
Calcaire
Sulfure de carbone
Chlore, liquid
Chlore, gaz sec
Chlore, gaz humide
Chloroforme
Chlorosulfonique, acide
Chlorure de benzoÏle
+ + +
+ + +
+ +
+ +
+ ⊕
+ +
+ +
+
+ Ο
+ + +
+
+
Θ −
+ +
Ο −
+
+ +
+ +
−
− −
Ο −
+
+ +
⊕
+
+ +
+ +
+ + ⊕
+ + +
+ +
+
Ο Ο
+ + +
+ + +
Ο
−
− − −
Ο − −
Θ −
− − −
Θ −
+ = très résistant
⊕ = résistant
Ο = relativement résistant
Θ = peu résistant
− = non résistant
sol.sat. = solution saturée
t = tous les %
s = se décolore
S Y M B O L E S
CONCENTRATION%
100
haute conc.
basse conc.
sol. sat.
−
−
sol. sat.
100
100
100
−
−
100
−
100
100
100
−
100
100
100
100
100
100
−
sol. sat.
sol. sat.
40
sol. sat.
−
100
−
−
40
100
basse conc.
100
−
−
100
100
TEMPÉRATURE (°C)
20 60 100
SUBSTANCES EXAMINÉES
−
+ +
+ +
+ +
+ +
+ Ο
+ −
+ Ο
+
+ +
+ Ο
+
Θ − −
+ +
Ο
+
+ Ο −
+ + +
+ Ο
⊕ Ο
Ο Ο
+
+
+ Ο
+
+ +
+ + +
+ +
+ Ο
+
Ο − −
+ +
+ + ⊕
+
+ +
+ + +
+ +
+ Ο
+ + +
+ +
+ Ο
+ = très résistant
⊕ = résistant
Ο = relativement résistant
Θ = peu résistant
− = non résistant
sol.sat. = solution saturée
t = tous les %
s = se décolore
S Y M B O L E S
Chlorure éthylique
Chlorhydrique, acide
Chlorhydrique, acide
Chromage, sels de
Chromage, bains de
Chromique, acide
Chrome du trioxyde
Crésol
Cyclohexane
Cicloesanolo
Cire
Coca Cola ®
Décahydronaphtaline
Dentifrice, pâte
Diéthyl-éther
Diméthyl-formamide
Dioxane
Dixan, liquide
Hexane
Heptane
Acétate d’éthyle
Alcool éthylique
Hexanol éthlylique
Ether de pétrole
Farine
Phénol
Fer, sal de
Formaldéhyde
Phosphorique, acide
Formique, acide
Oxychlorure de phosphare
Photographique, acide
Gélatine
Gin
Glycérine
Glycérine, liquide
Glycolique, acide
Gas-oil (Diesel)
Glucose
Iso propilico, alcol
Isooctane

7.
50 51
RÉSISTANCE CHIMIQUE
CONCENTRATION%
−
−
−
−
t
−
sol. sat.
−
−
−
−
100
100
100
100
10
100
100
10
100
sol. sat.
100
t
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
TEMPÉRATURE (°C)
20 60 100
SUBSTANCES EXAMINÉES
Iode, tinture d’
Lanoline
Lait
Lactique, acide
Liqueurs
Limonades
Magnésium, sels de
Margarine
Marmelade
Mayonnaise
Menthol
Méthanol
Chlorure de méthyle
Méthyl-éthyl-cétone
Mercure
Muriatique, acide
Naphte
Naphtaline
Nitrique, acide
Nitrobenzène
Nickel, sels de
Oléique, acide
Oleum
Huile d’arachides
Huiles animales
Huile de camphre
Huile combustible
Huile de coco
Huile d’amandes
Huile de morue
Huile de moteur
Huile de menthe poivrée
Huile de graines de maÏs
Huile de graines de lin
Huile de clous de girofle
Huile de résine de pins
Huile d’olives
Huile oxalique
Huile de silicone
Huile de térébenthine
Huile de paraffine
+s
+ Ο
+ + ⊕
+ +
+
+
+ + +
+ +
+ + ⊕
+
+
+ +
Ο
+ Ο
+ +
+ +
+
+
⊕ − −
⊕ Ο
+ +
+
− − −
+ ⊕ Θ
+ ⊕ Θ
+ +
+ Ο
+ ⊕
+ +
+
+ Ο −
+ +
+ Ο
+ +
+
+ ⊕
+ +
+ + +
+ ⊕
Ο −
+ Ο −
+ = très résistant
⊕ = résistant
Ο = relativement résistant
Θ = peu résistant
− = non résistant
sol.sat. = solution saturée
t = tous les %
s = se décolore
S Y M B O L E S
CONCENTRATION%
−
<0.5 ppm.
−
100
100
−
−
100
100
100
sol. sat.
sol. sat. (7.3)
sol. sat.
sol. sat. (12)
sol. sat.
sol. sat.
sol. sat. (6.4)
sol. sat. (0.5)
sol. sat.
sol. sat.
30%
−
10
−
−
100
sol. sat.
sol. sat.
25
5
sol. sat.
5
sol. sat.
sol. sat. (1.4)
sol. sat.
sol. sat.
sol. sat.
sol. sat.
sol. sat.
−
−
TEMPÉRATURE (°C)
20 60 100
SUBSTANCES EXAMINÉES
Octane
Ozone
Crème
Paraffine
Pétrole
Poivre
Parfums
Propane, liquid
Propane, gaz
Pyridine
Carbonate de potassium
Chlorate de potassium
Chlorure de potassium
Chromate de potassium
Iodure de potassium
Nitrate de potassium
Permanganate de potassium
Persulfate de potassium
Sulfate de potassium
Cuivre, sels de
Nitrate de cuivre
Sel sec
Savon liquide
Moutarde
Eau de soude
Soude caustique
Bicarbonate de sodium
Carbonate de sodium
Chlorate de sodium
Chlorite de sodium
Chlorure de sodium
Hypochlorite de sodium
Nitrate de sodium
Perborate de sodium
Sulfate de sodium
Phosphate de sodium
Sulfite de sodium
Thiosulfate de sodium
Stagno II cloruro
Jus de pomme
Jus d’orange
+ Ο
⊕ Θ
+
+ + −
+ Ο
+ +
+
+
+ +
+ Ο
+ +
+ +
+ + +
+ + +
+ +
+ +
+ ⊕
+
+ + +
+ + +
+ + +
+ +
+ + +
+ +
+
+ +
+ + +
+ +
+ +
+
+ + +
+ +
+ +
+ + +
+ + +
+ + +
+ +
+ +
+ +
+ +
+ +
+ = très résistant
⊕ = résistant
Ο = relativement résistant
Θ = peu résistant
− = non résistant
sol.sat. = solution saturée
t = tous les %
s = se décolore
S Y M B O L E S

7.
52 53
RÉSISTANCE CHIMIQUE
CONCENTRATION%
−
−
−
100
100
100
100
100
100
100
−
sol. sat.
−
−
100
TEMPÉRATURE (°C)
20 60 100
SUBSTANCES EXAMINÉES
Jus de citron
Jus de fruits
Thé
Térébenthine
Tétrachlorure de carbone
Tétrachloréthylène
Téthrahydrofurane
Tétrachlorure de naphtaline
Thiophène
Trichloréthylène
Trichesifosfato
Urée
Vanille
Vaseline
Xilene
+ +
+ +
+ + ⊕
−
Θ −
Ο −
Ο −
Ο −
Ο −
Ο Θ
+
+ +
+ +
+ Ο
Ο −
+ = très résistant
⊕ = résistant
Ο = relativement résistant
Θ = peu résistant
− = non résistant
sol.sat. = solution saturée
t = tous les %
s = se décolore
S Y M B O L E S
8. RECOMMANDATIONS
L’utilisation d’un système de tubes et de raccords en matière plastique
offre une série d’avantages à différents points de vue, comme décrit
en détail au chapitre 2 "Caractéristiques principales du système COPRAX"
(page 6). Pour bénéficier pleinement de ces propriétés, il est cependant
indispensable de connaitre à fond tous les aspects inhérents au produit
que l’on s’apprête à utiliser. Pour faciliter cette tâche à l’utilisateur du
système Coprax, nous avons préparé une série de conseils importants
qui sont décrits ci-dessous.
L’utilisation du Coprax et du Coprax + Aluminium dans le cadre des
conditions de service ne crée absolument aucun problème au matériau.
En revanche, le dépassement des conditions limite d’utilisation peut
être préjudiciable à la résistance du produit.
Il est donc indispensable de prendre toutes les mesures nécessaires afin
que cela n’arrive pas, ce qui protégera ainsi non seulement l’intégrité
du système, mais aussi celle de l’utilisateur de l’installation.
Le Coprax ne doit jamais être installé ou emmagasiné de façon qu’il
puisse être soumis à l’action des rayons ultraviolets (soleil, lampes au
néon). En effet, ces rayons provoquent sur le matériau un phénomène
de vieillissement qui est à l’origine d’une perte des caractéristiques
physico-chimiques initiales.
En revanche, dans le cas du tube Coprax + Aluminium, les installations
externes sont permises, mais dans l’édifice, tandis que celles qui prévoient
une exposition directe aux rayons U.V. sont déconseillées, car cette
action détériore progressivement tout d’abord la pellicule extérieure
en PP-R, puis la feuille d’aluminium et enfin le tube qui se trouve en
dessous.
A V A N T - P R O P O S
C O N D I T I O N S D ES E R V I C E
R A Y O N SU L T R A V I O L E T S

8.
54 55
RECOMMANDATIONS
Il est indispensable d’éviter que les faisceaux de tubes ou les barres
subissent, pendant les déplacements, pendant l’emmagasinage et
l’utilisation au chantier, des sollicitations extérieures excessives comme
les secousses, les chocs, les coups de marteau et actions analogues.
Cette attention, qui est valable en toutes situations, est d’autant plus
nécessaire que la température ambiante est basse. La basse température
contribue en effet à raidir le matériau, ce qui diminue par conséquent
son comportement élastique en réponse aux sollicitations extérieures.
La transformation de l’eau de l’état liquide à l’état solide (glace) est
accompagnée d’une augmentation de volume qui peut provoquer
dans l’installation des sollicitations pouvant dépasser la résistance du
matériau. Il est par conséquent nécessaire d’adopter les mesures
opportunes afin que cela ne se produise pas, en veillant à vider
complètement l’installation une fois que les essais ont été terminés, en
cas de danger de gel.
M A N I P U L A T I O ND E S T U B E S
F O R M A T I O N D EG L A C E
Le contact éventuel avec des corps à angle vif (écailles de briques par
exemple) provoque, sur la surface extérieure des tubes, des entailles
qui peuvent par la suite être à l’origine de ruptures. Il est donc nécessaire
d’empêcher que cela puisse se produire, aussi bien pendant la phase
de stockage que pendant l’installation. Il faut en tout cas éviter d’utiliser
des tubes qui présentent des éraflures ou des incisions provoquées
accidentellement.
Pour réaliser des courbures sur les tubes du système Coprax, agir de la
façon suivante :
- pour les grands rayons de courbure, la mise en forme peut se faire
à froid
- si l’on prévoit des rayons de courbure plus petits, mais pas inférieurs à
8 fois le diamètre du tube, il est conseillé de chauffer le tube à l’air
chaud;
- il faut éviter l’emploi d’une flamme.
Rmin ≥ 8 D
C O N T A C T A V E CC O R P S T R A N C H A N T S
C O U R B U R E
En cas d’utilisation des raccords du système Coprax munis d’un insert
métallique fileté femelle, éviter d’appliquer des couples de serrage
élevés lors de la réalisation de jonctions avec des raccords mâles.
Nous conseillons en outre de ne pas interposer trop de chanvre entre
les parties à assembler. Il est en tout cas préférable d’utiliser du Téflon.
Il faudra également tenir compte du fait que la partie mâle destinée
à l’accouplement devra avoir une longueur suffisante ; il est généralement
souhaitable qu’au moins un filet reste dégagé de l’accouplement. Si
les exigences de l’installation rendent nécessaire l’accouplement d’un
raccord du système Coprax à un tube ou à un raccord en fer, nous
conseillons l’utilisation de raccords Coprax avec filet mâle pour réaliser
cette union.
R A C C O R D S A V E CI N S E R T M É T A L L I Q U E

8.
56 57
RECOMMANDATIONS
Nous conseillons d’employer des instruments permettant une coupe
sans bavures et perpendiculaire au tube.
C O U P E D E S T U B E S
Il est nécessaire de toujours s’assurer que les parties à souder sont bien
propres et que le thermostat de l’appareil de polyfusion indique une
température suffisante. Pendant et après le soudage, éviter de soumettre
à la torsion les parties assemblées. Voir à ce propos page 30 “Réalisation
des soudures au moyen d’un appareil de polyfusion".
S O U D A G E
L’essai de l’installation joue un rôle fondamental aux fins du succès d’un
travail. Il permet de s’assurer que, pour une raison quelconque,
l’installation réalisée ne présente pas d’éventuels points de fuite.
Les opérations à effectuer sont les suivantes:
- inspection visuelle des tubes et des raccords
Cette opération permet de s’assurer que l’installation des tubes et des
raccords a été effectuée correctement et qu’aucune partie n’a été
accidentellement endommagée par des corps tranchants.
- Essai de tenue sous pression hydraulique
Cet essai doit être réalisé avant de recouvrir l’installation, en la remplissant
d’eau à la température ambiante et en prenant soin d’évacuer l’air
présent.
Quand l’installation est remplie et fermée, la mettre sous pression pendant
24 h à la valeur suivante:
PRESSION D’ESSAI = PN (pression nominale du tube)
Pour le système COPRAX, PN = 20 bars.
Après le temps indiqué, une inspection visuelle permet à l’installateur
de s’assurer de l’absence de points de fuite.
P R O C É D É
9. ESSAI DE L’INSTALLATION

58 59
PROTOTYPED'INSTALLATIONS SANITARIES
PROTOTYPE D'INSTALLATION:COLONNES MONTANTES

PROTOTYPE D'INSTALLATIONS:CLIMATISATION
60 61
n NOTES

n
62 63
NOTES