�
Rapport final sur la conception de produits recyclables
S. Bell, B. Davis, A. Javaid et E. Essadiqi
Rapport no 2005-42(CF)
Mars 2006
Recyclage amélioré, Plan d’action 2000 sur le changement climatique, Programme des minéraux et des métaux — Le Plan d’action 2000 du gouvernement du Canada sur le
changement climatique, Programme des minéraux et des métaux, géré par le Secteur des minéraux et des métaux de Ressources naturelles Canada, vise à réduire les émissions de gaz à
effet de serre (GES) au Canada dans le secteur des minéraux et des métaux. Grâce à des fonds et au concours d’autres partenaires, ce programme appuie les initiatives qui améliorent les
pratiques de recyclage et réduisent les émissions de GES.

��������������������������������������������������������
�
AVERTISSEMENT
Ressources naturelles Canada ne fait aucune déclaration et ne donne aucune garantie, expresse ou tacite, légale ou autre, au sujet du contenu du présent rapport en ce qui concerne, sans toutefois s’y limiter, les garanties et conditions implicites de la qualité marchande ou de la pertinence pour un usage particulier.

�
__________________________________________________________________�
i�
RAPPORT FINAL SUR LA CONCEPTION DE PRODUITS RECYCLABLES
rédigé par
S. Bell*, B. Davis*, A. Javaid** et E. Essadiqi**
RÉSUMÉ Ces dernières décennies, les fabricants de biens de consommation ont fait l’objet d’énormes pressions sociales et politiques les incitant à tenir compte de l’environnement dans la conception de nouveaux produits et procédés. Ces pressions découlaient surtout de la prise de conscience que de nombreux produits ont un effet indésirable sur l’environnement au cours de leur production, de leur utilisation ou de leur élimination. Par exemple, selon certaines études, plus de 14 millions de tonnes de matières plastiques aboutiraient dans les décharges chaque année, et ce, aux États-Unis seulement. En raison de ces préoccupations environnementales, plusieurs initiatives ont vu le jour afin de lier l’écologie et la conception de produits dans le but d’alléger le fardeau des biens de consommation sur l’environnement. Ainsi, le programme de conception en fonction du recyclage (PCFR) a connu beaucoup de succès dans les pays de l’Union européenne (UE), car les sites d’enfouissement y sont peu nombreux et ces pays sont frappés par la diminution des sources locales de matières premières. L’objectif général du PCFR est d’augmenter globalement la recyclabilité des produits de consommation et, par conséquent, de réduire l’enfouissement des déchets par les moyens suivants : 1. réduire la variété des matériaux et des pièces;
2. éviter d’utiliser des matériaux dommageables;
3. faciliter le démontage de différentes pièces et de matériaux dissemblables.
Pour ce faire, il est nécessaire d’accorder davantage d’importance à la notion de recyclage au moment de la conception des produits. Toutefois, il faut tendre à une meilleure compréhension des différents aspects du recyclage – y compris le cycle de vie des produits, les modes de recyclage, le choix des matériaux et les technologies de démontage – avant de mettre en œuvre un programme efficace de conception en fonction du recyclage.
*Kingston Process Metallurgy Inc., Kingston (Ontario), Canada. **Laboratoire de la technologie des matériaux de CANMET (LTM-CANMET), Ottawa (Ontario), Canada.

�
��������������������������������������������������������
�
���
Le cycle de vie d’un produit comporte quatre étapes distinctes : la conception, la production, l’utilisation et la fin de vie utile. On emploie de plus en plus fréquemment le terme « défabrication » (en anglais « demanufacture ») pour définir le ou les procédés utilisés dans le recyclage des produits et des matériaux et, parfois, pour décrire une partie de la fin de vie utile. Il existe différentes options pour recycler un produit, notamment la réutilisation ou la remise à neuf, le recyclage des matériaux et la récupération d’énergie. La réutilisation ou la remise à neuf s’appliquent à des produits qu’on a retirés d’un flux de déchets et qui retrouveront leur fonction d’origine. On parle de recyclage des matériaux quand ceux-ci sont retirés d’un flux de déchets solides pour servir de matière première dans la production de nouveaux produits. Enfin, quand les matériaux sont incinérés (principalement des plastiques) pour générer une source d’énergie, on parle de récupération d’énergie ou de recyclage de l’énergie. Les systèmes de récupération d’énergie sont surtout utilisés dans les pays de l’UE, où on les considère comme une option de recyclage adéquate. S’agissant de priorités en matière de recyclage, on accorde la préférence à la réutilisation ou à la remise à neuf car on conserve alors toute l’énergie investie au départ dans la production d’un bien. Le bon choix des matériaux est absolument essentiel à l’application d’un programme efficace de conception en fonction du recyclage, car leur non-compatibilité représente le principal facteur qui rend le recyclage impossible ou très coûteux. Afin d’augmenter la recyclabilité d’un produit, on devrait éviter d’utiliser des matières réglementées ou d’usage restreint pendant la fabrication, tous les matériaux devraient être entièrement recyclables et il conviendrait de réduire le nombre de matériaux différents dont il composé et le nombre des revêtements. De plus, on devrait procéder au marquage adéquat des différents plastiques pour en faciliter la reconnaissance au cours du démontage manuel. Le démontage destructif ou non destructif joue un rôle important quand il s’agit d’améliorer la recyclabilité d’un produit. Pour faciliter le démontage (manuel) non destructif, il convient de réduire le nombre de pièces de fixation, celles-ci devraient être du même type, les matériaux qui entrent dans leur fabrication devraient être compatibles avec le produit lui-même et on devrait autant que possible recourir à l’encliquetage. Tous ces facteurs se conjuguent pour rendre le recyclage plus économique car, grâce à eux, le nombre de pièces que l’on retire à des fins de réutilisation (articles de plus grande valeur) augmente et on réduit la quantité de travail nécessaire. Dans les systèmes de démontage destructif, on en revient à la compatibilité des matériaux étant donné que les pièces de fixation ne seront pas détachées, de sorte qu’il n’est plus pertinent de tenir compte du temps de démontage. S’il est impossible d’utiliser des matériaux compatibles pour la totalité de la pièce, on devrait employer des matériaux aux propriétés très différentes afin de faciliter les procédés de séparation usuels (magnétique, en milieu dense, courants de Foucault, etc.) et de les rendre plus efficaces dans la production d’un flux de matériau non contaminé à des fins de recyclage. Divers organismes des secteurs public et privé ont établi des lignes directrices concernant la conception en fonction du recyclage (CFR) afin d’aider les entreprises à intégrer ce principe dans

�
__________________________________________________________________�
iii�
leurs opérations. La société ARCELOR, actionnaire majoritaire d’une entreprise de recyclage de ferraille d’acier en France, a élaboré un PCFR en quatre étapes pour les métaux (en particulier l’acier). De plus, l’Union européenne a mis au point un procédé à l’intention des fabricants servant à déterminer le pourcentage adéquat de métaux par rapport aux matières non métalliques dans leurs produits. Cette initiative revêt une grande importance car, conformément à la réglementation de l’UE sur le recyclage, tous les véhicules automobiles devront comporter au moins 85 % de matières recyclables d’ici 2006, et 95 % d’ici 2015. Qui plus est, on a mis au point et recommandé, dans le cadre du Partenariat pour le recyclage des véhicules (É.-U.), une méthode d’évaluation de la recyclabilité à l’échelle de l’industrie pour le PCFR, fondée sur un système de points simple mais efficace.

�
��������������������������������������������������������
�
�� �
TABLE DES MATIÈRES Page
RÉSUMÉ I
INTRODUCTION 1
INITIATIVES ENVIRONNEMENTALES POUR LA CONCEPTION DES PRODUITS 3
STRATÉGIE DE CONCEPTION ÉCOLOGIQUE (SCE) 3
CONCEPTION EN FONCTION DU RECYCLAGE (CFR) 3 Objectifs de la conception en fonction du recyclage 4
Analyse du cycle de vie 4 Flux des matières destinées au recyclage 4 Choix des matériaux 5 Technologies de démontage 7 Considérations économiques 8
Lignes directrices de l’industrie concernant la conception en fonction du recyclage 9
ARCELOR 9 La position de l’UE 11 Norme technique allemande – VDI 2243 13 Partenariat pour le recyclage des véhicules (É.-U.) (PRV) 13
CONCLUSION 16
BIBLIOGRAPHIE 17
ANNEXE A – TABLEAU DE COMPATIBILITÉ DES MATÉRIAUX POUR LES PLASTIQUES9 24
ANNEXE C – ANALYSE DES COÛTS DU RECYCLAGE D’UN TABLEAU DE BORD D’AUTOMOBILE8 26
ANNEXE D – LIGNES DIRECTRICES RELATIVES AU PROGRAMME DE CONCEPTION EN FONCTION DU RECYCLAGE, MISES AU POINT PAR VDI EN ALLEMAGNE8 27
ANNEXE E – POINTS DE REPÈRE RELATIFS À LA COTE DE RECYCLABILITÉ8 28
ANNEXE F – POINTS DE REPÈRE RELATIFS À LA COTE DE SÉPARATION8 29
ANNEXE G – EXEMPLE D’ÉVALUATION D’UN PROGRAMME DE CONCEPTION EN FONCTION DU RECYCLAGE DANS LE CADRE DU PARTENARIAT POUR LE RECYCLAGE DES VÉHICULES8 30

�
__________________________________________________________________�
1�
INTRODUCTION Pratiquement tous les produits fabriqués de nos jours ont un effet indésirable quelconque sur l’environnement. Par exemple, l’essence ou le diesel qu’on utilise comme carburant pour faire rouler les automobiles polluent l’environnement en produisant notamment des gaz à effet de serre (GES). Certains métaux très spéciaux qui entrent dans la fabrication de nouveaux appareils électroniques ont des effets négatifs sur les humains, la faune et la flore quand ils pénètrent dans les cours d’eau lors de la production initiale ou en raison de méthodes d’élimination inappropriées. Étant donné que la population est de plus en plus sensibilisée aux questions environnementales, les gouvernements ont dû mettre en place des politiques de protection de l’environnement plus strictes. L’exemple le plus récent est le Protocole de Kyoto – une initiative de plus de 160 pays, qui vise à réduire les GES. La cible du Canada est de réduire les émissions de GES de 6 % par rapport aux niveaux de référence de 1990, et ce, entre 2008 et 20121. Cette réduction est compatible avec les mesures adoptées par d’autres grands pays industriels, par exemple les États-Unis (É.-U.). En raison des politiques environnementales, les fabricants doivent tenir compte des répercussions sur l’environnement non seulement de leurs procédés de fabrication, mais également de leurs produits tout au long de leur cycle de vie. Il en a résulté l’élaboration de programmes variés, tant par le gouvernement que par les fabricants, afin d’intégrer des considérations environnementales dans la conception et la fabrication d’un produit. En plus des politiques gouvernementales, il existe de nombreuses raisons qui poussent un fabricant à se doter d’un programme de conception écologique. On peut donner comme exemple le lien direct qui existe entre les effets sur l’environnement, d’une part, et les pratiques non efficientes et le gaspillage, d’autre part. Ce dernier aspect est en plus lié à une réduction de la productivité et à davantage de problèmes susceptibles d’engager la responsabilité des entreprises (p. ex. les effets sur la santé humaine), deux éléments qui se conjuguent pour entraîner une baisse des recettes. De plus, certaines entreprises commencent à exiger que les fournisseurs se dotent d’un système de gestion de l’environnement (SGE) conforme à la norme ISO 14001. Les normes de la série ISO 14000 sont exclusivement axées sur la gestion de l’environnement dans le but de réduire au minimum les effets négatifs des activités des fabricants sur l’environnement. Ces normes décrivent les règlements et les lignes directrices que l’on doit suivre dans le cadre des systèmes de gestion2. Par exemple, General Motors (GM) et Ford exigent désormais que tous leurs fournisseurs disposent d’un SGE. Cette décision s’est répercutée tout au long de la chaîne d’approvisionnement dans l’industrie automobile, de sorte que toutes les entreprises doivent désormais comprendre pleinement le cycle de vie de leurs produits afin de satisfaire aux exigences de leur clientèle et de conserver leur place en tant que fournisseur. Pour toutes les raisons mentionnées ci-dessus, il est nécessaire de considérer les conséquences des activités commerciales sur l’environnement afin de soutenir la viabilité des entreprises; cet aspect de la problématique prendra de plus en plus de place à mesure que la société s’efforcera de réduire la pollution et le gaspillage au cours de la prochaine décennie. Le présent rapport donne les grandes lignes de différentes initiatives qui associent la conception de produits et la

�
��������������������������������������������������������
�
2�
protection de l’environnement dans le but de respecter des politiques environnementales plus rigoureuses et de répondre aux préoccupations de la société.

�
__________________________________________________________________�
3�
INITIATIVES ENVIRONNEMENTALES POUR LA CONCEPTION DES PRODUITS
STRATÉGIE DE CONCEPTION ÉCOLOGIQUE (SCE) Ressources naturelles Canada (RNCan) gère actuellement la promotion de la Stratégie de conception écologique (SCE) auprès du secteur canadien de la fabrication des pièces pour véhicules automobiles3. RNCan définit la SCE comme étant « l’intégration systématique des considérations environnementales lors de la conception d’un produit ou d’un processus »3. Les renseignements qui fondent ces décisions proviennent des différentes étapes du cycle de vie du produit, qui comprend sa conception, sa production, son utilisation finale et la fin de sa vie utile. Compte tenu des motifs d’action énumérés dans l’introduction et des avantages qui s’ensuivent, certaines entreprises commencent à mettre en œuvre une SCE intégrée à leur processus de conception. Magna International Inc., l’un des plus importants fournisseurs de pièces et accessoires d’automobile en Amérique du Nord, en constitue un exemple. Étant donné que Magna est l’un des plus gros fournisseurs de pièces pour GM, cette entreprise a tout intérêt à entretenir ses liens avec l’important constructeur d’automobiles et à se doter d’un programme de conception écologique. Récemment, le personnel de Magna a participé à une étude de cas axée sur la SCE, conjointement avec RNCan et d’autres partenaires des secteurs public, privé et universitaire. L’objectif de cette étude n’était pas seulement de démontrer les avantages de la SCE sur le plan commercial, mais également de contribuer à l’élaboration d’un cadre de mise en œuvre de la SCE dans l’industrie automobile. Les renseignements recueillis constitueront un outil précieux pour la direction de Magna au cours des années à venir. Cela est particulièrement vrai à la lumière de l’annonce faite récemment par GM d’atteindre les cibles établies dans la Directive du Parlement européen relative aux véhicules hors d’usage pour 2015, directive selon laquelle tous les véhicules devront être recyclables à 95 % d’ici 2015.
CONCEPTION EN FONCTION DU RECYCLAGE (CFR) Dans le cadre de différentes législations européennes, notamment les dispositions législatives de reprise et la Directive relative aux véhicules hors d’usage, on a développé un programme environnemental plus populaire, mais connexe, de conception en fonction du recyclage (CFR). Aux termes des dispositions législatives de reprise, les constructeurs d’automobiles doivent reprendre tous les véhicules hors d’usage. Le PCFR incite les fabricants de biens de consommation à concevoir ou à mettre en marché des produits qui peuvent être recyclés sans danger t à peu de frais quand ils atteignent leur fin de vie utile4. On énonce également dans le programme que le produit, de par sa conception, doit être recyclable à l’aide des technologies et des pratiques existantes. Le PCFR constitue un aspect très important des politiques de développement durable proposées par l’industrie des biens de consommation dans l’UE5. La plupart des documents portant sur le PCFR proviennent directement de l’UE car, depuis des décennies, cette dernière est à l’avant-garde du recyclage à l’échelle mondiale, en partie en raison de la rareté des décharges et des sites d’enfouissement sur son territoire.

�
��������������������������������������������������������
�
4�
Objectifs de la conception en fonction du recyclage L’objectif principal du PCFR est d’améliorer la recyclabilité du produit en réduisant le nombre de matériaux et de composants qui entrent dans sa fabrication, en évitant d’utiliser des matières toxiques, en en facilitant le démontage (non seulement du produit mais des différents matériaux qui le composent) et, enfin, en réduisant le plus possible la quantité mise en décharge. Toutefois, selon de nombreux auteurs, il n’existe pas de recette miracle pour atteindre ces buts, et il est nécessaire de faire preuve de créativité. Par ailleurs, les membres de l’équipe de conception devraient idéalement connaître : 1) les types de procédés qui font l’objet du travail de conception qu’ils entreprennent; 2) les facteurs critiques sur les plans technique et économique qui se rapportent à chaque procédé. C’est en se fondant sur ces facteurs que l’on peut élaborer des lignes directrices et réaliser ces objectifs dans une optique de protection de l’environnement. Afin de mieux comprendre les procédés courants utilisés dans le recyclage et les aspects techniques et économiques qui y correspondent, il est essentiel de s’informer sur le cycle de vie d’un produit, les différentes méthodes de recyclage, la compatibilité des matériaux et les technologies de démontage. Par la suite, on devra insister sur la mise au point de lignes directrices en matière de conception en fonction du recyclage, suggérées par différentes organisations industrielles.
Analyse du cycle de vie
On peut voir à la figure 1 le schéma des étapes du cycle de vie d’un produit de consommation courant. Le cycle de vie d’un produit peut se diviser en quatre étapes distinctes : la conception, la production, l’utilisation et la fin de vie utile. L’étape de conception est constituée d’un ensemble d’événements qui traduisent les besoins du marché ou du consommateur dans des concepts, des dessins et des modèles qui se conjuguent pour créer un produit correspondant aux besoins initiaux6. Suit l’étape de production physique de tous les matériaux et éléments, et leur assemblage, pour fabriquer le bien. L’étape d’utilisation représente la période durant laquelle on utilise ou consomme le produit. Enfin, arrivé à l’étape de fin de vie utile, le produit ne répond plus à son usage prévu ou n’est plus utilisé aux fins pour lesquelles il a été créé. On peut alors le remiser, le démonter, l’incinérer, l’envoyer à la décharge, le recycler, le réutiliser en partie ou faire une combinaison quelconque de ce qui précède. Le terme « défabrication » (en anglais « demanufacture ») (figure 1) est couramment utilisé dans l’industrie électronique pour décrire le processus inverse à la fabrication qu’implique le recyclage des matériaux et des produits. Il est impératif que les membres de l’équipe de conception se familiarisent avec les différentes phases du cycle de vie d’un produit afin de pouvoir répondre aux questions clés liées à sa fin de vie utile. Certaines de ces questions apparaissent au tableau 1, à des fins de référence uniquement, et ne seront pas examinées plus en détail.
Flux des matières destinées au recyclage
On peut recycler un produit de diverses façons : recyclage direct ou réutilisation, remise à neuf, régénération des matières premières (recyclage) et incinération pour produire de l’énergie. L’option de recyclage la plus souvent privilégiée n’est pas liée à un flux de matières en particulier, mais plutôt à la réduction tant de la quantité que de la variété des métaux qui entrent

�
__________________________________________________________________�
5�
dans la fabrication du produit. Ces deux aspects constituent la pierre angulaire pour réduire la quantité de déchets et faciliter le recyclage. En ce qui concerne les méthodes particulières, on trouvera la hiérarchie des options de recyclage à la figure 2. La réutilisation arrive en deuxième place des méthodes employées en priorité dans une optique de protection de l’environnement, étant donné que toutes les ressources qui entrent à l’origine dans la fabrication du produit sont récupérées. Cette méthode englobe à la fois les matières premières et l’énergie; par surcroît, elle n’implique pas de démontage à l’aide de techniques destructives, lesquelles peuvent coûter cher selon la méthode employée. Toutefois, le recyclage des matériaux constitue la pratique la plus courante et exige en général une certaine forme de démontage faisant intervenir des techniques destructives. Selon cette pratique, on ne récupère que la valeur matérielle tandis que l’énergie mise en jeu dans les détails géométriques sont perdus. La récupération d’énergie englobe la combustion et la pyrolyse, cette dernière technique étant la plus fréquemment employée. Dans les pratiques courantes de combustion, on utilise surtout des matières organiques (le papier et le plastique). La mise en décharge des déchets ne constitue pas une option de recyclage, mais elle apparaît à la figure 2 pour indiquer la toute dernière phase de l’étape de fin de vie utile d’un produit. La différence entre la réutilisation et le recyclage se résume ainsi : dans le premier cas, on retire les produits du flux des déchets pour les utiliser à nouveau aux fins pour lesquelles ils ont été créés à l’origine tandis que dans le deuxième cas, on le transforme en matière première pour la fabrication de nouveaux produits. Par conséquent, les éléments reconstruits entrent dans la catégorie des produits destinés à la réutilisation. De plus, les matériaux utilisés pour produire de l’énergie au moyen de l’incinération n’entrent dans aucune de ces catégories, mais on les classe sous la rubrique de la récupération d’énergie. En Europe, on considère la récupération d’énergie comme une option viable. Il convient de signaler que ces deux définitions ont été fournies par l’American Automobile Manufacturers Association (AAMA); elles peuvent différer de celles qui figurent dans les systèmes de classification en Europe. L’Environmental Protection Agency (EPA) des États-Unis avalise également ces définitions. Afin de déterminer l’option de recyclage qui convient pour chaque partie de l’élément, de nombreuses institutions ont mis au point des schémas des étapes de fin de vie utile. On en trouvera un exemple à la figure 3.
Choix des matériaux
Depuis vingt ans, la quantité de matériaux qui entrent dans la fabrication de produits de consommation courants a augmenté considérablement, ce qui complique beaucoup la tâche des recycleurs. Voici les quatre principales catégories de matériaux qui sont recyclés : • Métaux • Plastiques
• Papier • Verre
Les céramiques, de plus en plus utilisées dans l’industrie électronique, ne figurent pas dans la liste étant donné qu’on ne les recycle pas véritablement en raison de leur petite taille et de leur valeur négligeable. Selon le type d’industrie de recyclage, on peut trouver différentes proportions de chaque catégorie de matériaux. Par exemple, dans l’industrie automobile, les métaux occupent une place beaucoup plus importante que n’importe quelle autre catégorie de matériaux, tandis

�
��������������������������������������������������������
�
6�
que le papier et le verre dominent dans les flux de déchets municipaux. Aux fins du présent rapport, nous ne tiendrons compte que des métaux, des matières plastiques et du verre, car ce sont ces matières que l’on retrouve le plus souvent dans les produits de consommation. Il existe différents tableaux de compatibilité qui précisent quels matériaux d’une catégorie particulière peuvent être recyclés ensemble. La plupart de ces tableaux concernent toutefois les matières plastiques. On trouve un exemple de ce qui précède à l’annexe B. En général, les thermoplastiques – p. ex. le polyéthylène basse densité, le polypropylène, le polychlorure de vinyle et le polytéréphtalate d’éthylène – se recyclent facilement. En revanche, les thermodurcissables (fibres de polyester, époxydes et résines phénoliques) sont plus difficiles à recycler en raison d e leur haut degré de réticulation, et on doit recourir à la pyrolyse/hydrolyse avant le recyclage afin d’en réduire le poids moléculaire. Il existe aussi de nombreux tableaux de compatibilité pour le verre; on en trouve un exemple type au tableau 2. Les additifs sont cités comme la principale cause d’incompatibilité pour différentes sources de produits du verre. Ainsi, on utilise le bore en raison de sa résistance à la chaleur et de sa résistance électrique, tandis qu’on utilise le cérium pour absorber les infrarouges. En comparaison, les métaux se recyclent plus facilement; c’est pourquoi il existe moins de tableaux de compatibilité. Toutefois, un ensemble varié de lignes directrices et de règles s’appliquent, que l’on examinera plus loin. Étant donné que les revêtements constituent une source importante de contamination au cours du recyclage, les produits sans revêtement sont beaucoup plus faciles à recycler. Il convient de signaler que les revêtements englobent non seulement les métaux plaqués mais aussi différents types de revêtements stratifiés et de peintures couramment utilisés pour les métaux et les plastiques. Les métaux ayant une forte teneur en éléments d’alliage sont plus difficiles à recycler à cause de leur forte concentration d’éléments résiduels. Ces éléments constituent une source additionnelle de contamination, surtout quand on introduit d’autres métaux faiblement alliés dans le matériau de base. On peut facilement procéder à la séparation de l’acier, de l’aluminium et du magnésium en raison des progrès technologiques réalisés dans ce domaine. En revanche, le recyclage se complique pour l’acier contaminé par le cuivre, l’étain, le zinc, le plomb ou l’aluminium. De même, la présence de fer, de chrome, de zinc, de plomb, de cuivre ou de magnésium dans l’aluminium diminue sa valeur apparente et sa recyclabilité. Par conséquent, dans le choix des matériaux lors de la conception, la compatibilité à l’égard du recyclage devrait primer. On devrait aussi éviter les matériaux exotiques, en particulier ceux qui présentent un risque pour les humains et l’environnement. Qui plus est, il est nécessaire de procéder adéquatement au marquage des matières plastiques afin de pouvoir les reconnaître immédiatement au cours du démontage normal. L’identification erronée des plastiques constitue la cause première de leur faible recyclabilité.

�
__________________________________________________________________�
7�
Technologies de démontage
En ce qui a trait à la réutilisation et à la remise à neuf, il convient d’appliquer les procédés ci-dessous afin de préparer un élément pour son usage secondaire : • démontage sans technique destructive; • nettoyage; • inspection et tri; • réfection ou renouvellement des pièces; • réassemblage. Le recyclage des matériaux comporte le démontage destructif ou non destructif, la séparation des matériaux, le tri et le retraitement. Dans le cadre du présent rapport, le « tri » fait référence à la classification et à la séparation des matériaux ayant la même matrice (éléments). Par exemple, une fois qu’on a procédé à la séparation complète des matériaux, on peut poursuivre le tri des rebuts d’aluminium dans ses différentes classes d’alliage (1XXX, 2XXX, etc.). Le déchiquetage constitue le principal type de démontage destructif. Le développement de la technologie du déchiquetage est l’un des principaux facteurs ayant permis le recyclage économique des automobiles, car on peut ainsi fragmenter la carcasse du véhicule et la réduire en parties suffisamment petites pour permettre une séparation facile et régulière au moyen de différentes techniques : séparation magnétique, tri par lame d’air, séparation en milieu dense, courants de Foucault, etc. On examine également d’autres procédés de séparation, la plupart à petite échelle ou dans le cadre de projets pilotes visant à combiner la séparation et le tri des métaux dans un seul processus automatisé; toutefois, les bas salaires en Asie ont mis un frein à ce développement. Entre autres technologies, mentionnons la spectroscopie infrarouge à transformée de Fourier, la spectroscopie de réflectance dans le proche infrarouge et la spectroscopie Raman (laser YAG). La plupart des systèmes de démontage non destructif se caractérisent par des activités manuelles, et leur viabilité sur le plan économique dépend des coûts en temps et en main-d’œuvre. C’est en général au desserrage des vis et des boulons que l’on consacre le plus de temps, et les activités liées à cette opération représentent une partie importante des coûts du démontage manuel. Pour citer un exemple de remise à neuf d’un moteur quatre cylindres à combustion interne, l’enlèvement des pièces de fixation courantes a compté pour 54 % du processus complet de démontage. Par conséquent, le fait de faciliter le processus de démontage manuel constitue sans contredit une façon de rendre le recyclage plus économique, car on épargne du temps tout en multipliant le nombre de pièces que l’on peut directement réutiliser ou remettre à neuf. C’est ce qui a donné lieu au projet de conception en fonction du démontage (DFD), qui vise à choisir les pièces de fixation de façon à faciliter le démontage et la séparation des matériaux tant pour les techniques destructrices que pour les techniques non destructrices. L’une des façons les plus courantes d’y parvenir est de réduire le nombre de types de pièces de fixation utilisées dans l’assemblage d’un produit. Étant donné qu’il est plus facile de retirer certaines pièces de fixation que d’autres, on a élaboré différents tableaux pour indiquer les dispositifs à privilégier. On trouvera à l’annexe B le système d’évaluation de ce type de pièces, mis au point en Allemagne. De plus, toutes les pièces de fixation ferreuses devraient comporter un revêtement pour protéger

�
��������������������������������������������������������
�
8�
le matériau sous-jacent de la corrosion. Quand ces pièces sont très corrodées, le démontage manuel n’en est que plus contraignant et plus coûteux. Dans le même ordre d’idées, on devrait éviter d’utiliser des revêtements qui nuisent au processus d’affinage (compatibilité des matériaux), à la santé des humains et à l’environnement. Par exemple, on sait que les revêtements de cadmium peuvent constituer un risque pour la santé et un danger pour l’environnement, et on devrait les interdire tout simplement. Dans les cas où les mécanismes d’encliquetage ne réduisent pas l’intégrité du produit, il faudrait en adopter l’utilisation pour réduire le nombre de pièces de fixation. Il y a des différences logistiques claires au chapitre du choix des pièces de fixation par rapport aux systèmes de démontage destructif et non destructif car ces pièces, dans le cas des systèmes destructifs, ne seront pas retirées mais combinées avec les résidus de déchiquetage. Ainsi, dans le cas des systèmes de démontage destructif, il est important que les pièces de fixation choisies aient été fabriquées avec le même matériau que le produit pour éviter la séparation après le déchiquetage. Si les pièces de fixation en plastique ne suffisent pas dans le cas d’un élément en plastique, elles devraient être ferreuses pour que l’on puisse recourir à des procédés de séparation magnétiques standard. Quant aux adhésifs utilisés dans l’assemblage du produit, il est essentiel qu’ils soient compatibles avec le matériau principal du produit afin d’éviter toute contamination du matériau de base en prévision de la transformation secondaire. L’une des tâches les plus délicates des équipes de conception consiste à déterminer le type de procédé de séparation le plus susceptible d’améliorer la recyclabilité de leur produit. La première étape dans l’accomplissement de cette tâche consiste à examiner la conception proposée du produit et à déterminer la vitesse d’enlèvement manuel des pièces pour chaque catégorie de matériau. Si les pièces s’enlèvent rapidement, on devrait choisir un système de démontage non destructif. On estime que la vitesse d’enlèvement des pièces de plastique doit être de cinq kg/min pour que la séparation manuelle soit rentable9. Malheureusement, les statistiques concernant d’autres catégories de matériau semblent faire défaut. Si l’on considère que la vitesse d’enlèvement des pièces est faible, il conviendrait alors de revoir la conception en regard du processus de démontage. Si l’on peut améliorer la conception du produit pour augmenter la vitesse d’enlèvement des pièces de façon à atteindre le niveau requis pour le démontage manuel, on devrait y songer sérieusement. Cependant, si ces améliorations ne sont pas envisageables, on doit adopter une forme de démontage destructif.
Considérations économiques Pour que le recyclage soit un succès, il doit être rentable sans l’aide financière du gouvernement. Dans la plupart des cas, les recettes tirées des activités de recyclage sont générées grâce aux pièces directement réutilisables. Le recyclage des matériaux et la récupération d’énergie constituent la deuxième et la troisième sources de recettes. Dans certaines industries, le recyclage des matériaux peut représenter la principale source de revenu, si des métaux précieux entrent dans la fabrication des produits (industrie de l’électronique – l’or). Dans la plupart des cas, l’investissement initial pour se doter de l’équipement de recyclage lié au démontage représente, au chapitre des coûts, la part du lion. Les coûts de l’équipement dépendent du type de démontage requis : destructif ou non destructif. Il existe d’autres coûts

�
__________________________________________________________________�
9�
(variables), entre autres la main-d’œuvre, le transport et les coûts d’exploitation de l’équipement (service, entretien, etc.). En général, les coûts d’acquisition de l’élément recyclable sont faibles, mais là encore, tout dépend de l’état de la pièce et de la valeur des matériaux qu’elle contient. Il faut également mentionner les coûts d’enfouissement, lesquels sont inversement proportionnels au nombre d’étapes de démontage nécessaires au recyclage. La raison en est qu’en général, le taux global des activités de recyclage augmente proportionnellement au nombre d’étapes du démontage, étant donné que le volume de matériaux qui prendront le chemin de la décharge diminuent. Toutefois, à chaque nouvelle étape du démontage, les coûts fixes et variables augmentent à leur tour; c’est pourquoi le recycleur doit avant toute chose effectuer une analyse adéquate. En ce qui a trait à un système de démontage manuel pour le recyclage de pièces d’équipement électronique obsolète, on a évalué la quantité de matériel (en grammes) à enlever par minute pour que le processus ait lieu sans faire varier les coûts (voir tableau 3). Les données du tableau 3 sont fondées sur des statistiques européennes qui datent de 1995, alors que le coût de main-d’œuvre était de 36 $US/h; par conséquent, elles ne rendent pas entièrement compte des systèmes de recyclage actuels. En revanche, on peut sans doute s’y fier pour ce qui est de traduire l’environnement économique d’un système de démontage manuel. On donne à l’annexe C un autre exemple de coûts; on y examine la viabilité économique du recyclage du tableau de bord d’une automobile. Selon le document source8, il faut en tout 35 minutes pour retirer complètement le tableau de bord d’une automobile, auxquelles s’ajoutent 35 minutes pour enlever chacun des éléments qui le composent. Au tarif horaire de 20 $US, les coûts de main-d’œuvre par tableau de bord s’élèvent à 23 $. On énumère à l’annexe C tous les matériaux qui composent un tableau de bord standard (en 1990), le poids de chacun et sa valeur correspondante en pourcentage par rapport à l’ensemble du tableau de bord, ainsi que le prix de chaque matériau vierge et de chaque matériau mis au rebut. Une analyse rapide des chiffres indique que seulement dix kilogrammes de cuivre (qui, de tous les matériaux qui entrent dans la fabrication du tableau de bord, a le plus de valeur) devraient être recyclés par heure pour que l’on atteigne le seuil de rentabilité.
Lignes directrices de l’industrie concernant la conception en fonction du recyclage Des lignes directrices ont été élaborées pour donner aux équipes de conception les moyens d’appliquer leurs initiatives environnementales. Dans le reste du présent rapport, on présente quatre séries de directives liées à la CFR, lesquelles ont été proposées à des fins d’application industrielle par différentes entreprises, organisations et institutions.
ARCELOR Entre 1995 et 2000, ARCELOR, une importante entreprise française de recyclage de l’acier, a mené un vaste programme de recherche et développement intitulé « Le cycle du fer », dont l’objectif était de déterminer la viabilité du recyclage de l’acier en France. Cette initiative regroupait tous les principaux intervenants dans le domaine du recyclage de l’acier, notamment

�
��������������������������������������������������������
�
10�
les producteurs, les consommateurs, les recycleurs et divers organismes gouvernementaux, et portait sur quatre éléments clés : 1. la disponibilité de la ressource et son accessibilité; 2. la fiabilité du recours à la ferraille comme source de matières premières de récupération et les
améliorations possibles de la qualité; 3. la capacité d’adaptation des aciéries (aciéries intégrées ou mini-aciéries) ayant trait à
l’utilisation accrue de la ferraille; 4. le réexamen des spécifications de l’acier dans le but d’éliminer les contraintes indues
susceptibles de nuire à l’utilisation de la ferraille. La deuxième moitié du document met l’accent sur une démarche simple mais efficace de la CFR, qui comporte les quatre étapes décrites ci-dessous. Les services chargés de la conception des produits qui effectuent une analyse de la CFR pourraient appliquer cette démarche et en tirer profit. Étape�1� La première étape consiste à compiler les listes des matériaux interdits par le gouvernement, l’industrie, les groupes de défense des consommateurs et les groupes voués à la protection de l’environnement. Ces listes (rouges, jaunes ou vertes habituellement) décrivent les matériaux susceptibles de présenter des risques avérés pour l’environnement ou pour la santé et la sécurité des travailleurs ou des consommateurs. Une fois les listes compilées, les membres de l’équipe de conception doivent tenter d’éviter les matières dangereuses ou les éliminer progressivement du processus de fabrication du produit actuel.
Étape 2 L’étape 2 porte sur la filière du recyclage, que l’on doit déterminer au cours des premières étapes de la CFR. Ici, l’objectif global est de dresser la liste des procédés nécessaires pour assurer un recyclage adéquat du produit. Il est essentiel d’examiner à fond chaque procédé pour éviter d’utiliser en cours de route des matériaux potentiellement nuisibles pour l’environnement. Par exemple, chez ARCELOR, on a mis au point un système interne pour évaluer la recyclabilité des produits fabriqués par l’entreprise. Ainsi, chaque nouvelle nuance d’acier est fondue et soumise à une série de tests (pyrolyse, émissions, oxydation) afin de mesurer ses effets sur l’environnement.
Étape 3 Au cours de la troisième étape, une étude est menée pour vérifier la qualité du produit recyclé après sa récupération. Si le flux recyclé contient des impuretés, il convient de pousser l’enquête afin de déterminer s’il est possible de les éliminer par affinage. En ce qui a trait au recyclage de l’acier, certains éléments ne peuvent pas être éliminés dans le convertisseur basique à oxygène (CBO) ou dans le four électrique à arc (FEA) par les méthodes d’affinage courantes (p. ex. le cuivre). Il ne reste que la dilution pour réduire la concentration des contaminants dans la coulée, ce qui coûte très cher et prend beaucoup de temps. Dans le même ordre d’idées, le fer et le

�
__________________________________________________________________�
11�
silicium ont un effet similaire sur l’aluminium. Par conséquent, il est essentiel de retirer ces éléments dommageables avant l’affinage, soit par tri physique, soit par tri chimique. S’il est impossible de retirer ces contaminants du matériau secondaire, tous les intervenants de l’industrie doivent alors conjuguer leurs efforts pour résoudre ce problème. Dans le cas du cuivre présent dans l’acier secondaire (provenant la plupart du temps des fils de cuivre dans la carcasse du moteur), l’industrie automobile pourrait remplacer tous les fils de cuivre par des fils d’aluminium. On peut sans problème enlever l’aluminium de l’acier en fusion en injectant de l’oxygène dans le bain. L’aluminium a une très grande affinité pour l’oxygène, ce qui provoque son oxydation rapide, de sorte qu’il se dépose dans le laitier. Une autre solution consiste à concevoir la carcasse des moteurs d’automobile de façon qu’elle se désintègre rapidement au cours du déchiquetage et libère les fils qui se trouvent à l’intérieur. Grâce à une initiative de recherche et développement menée dans l’UE, on a déjà conçu et commercialisé une carcasse de moteur de ce type, mise au point grâce à la métallurgie des poudres5. Une fois qu’on a libéré les fils de cuivre de la carcasse, un système de séparation magnétique standard peut facilement les dégager du matériau restant.
Étape 4 La quatrième étape examine la quantité de « gangue » combustible qui adhère au métal. Dans certaines industries des métaux, le degré de tolérance envers ce type de matériau est très faible (aluminium). Ce niveau est légèrement plus élevé dans l’industrie de l’acier, mais la capacité du FEA d’incinérer la matière organique dépend de la puissance du four utilisé. De plus, il est difficile de contrôler les émissions de ce matériel organique dans les rejets atmosphériques, et il en résulte de temps en temps des émissions de GES. Ainsi, on doit retirer la matière organique du système de prétraitement du matériau. Bien qu’il s’agisse d’un bref aperçu de la CFR, on considère qu’il convient à la « macroconception » ou à une approche « descendante » plutôt qu’à la « microconception » ou à une approche « ascendante ». C’est en général cette dernière approche que l’on adopte dans la plupart des autres programmes de conception écologique.
La position de l’UE L’UE a élaboré une approche simplifiée à l’égard de la CFR afin d’aider les entreprises à choisir le rapport optimal entre les matériaux métalliques et non métalliques au moment de concevoir un produit dans le respect des directives européennes sur le recyclage. Cette approche a donné lieu à une formule du recyclage qui traduit le pourcentage des métaux (M) et des non-métaux (P) dans un produit de consommation courant. Étant donné qu’on considérait les métaux comme entièrement recyclables tandis que le coefficient d’efficacité dans le processus de recyclage des non-métaux, au moment de la publication de l’étude5, n’était que de 15 %, on a élaboré l’équation suivante :
M + 0,15∝P Éq. 1

�
��������������������������������������������������������
�
12�
où ∝ représente le pourcentage des non-métaux destinés au recyclage. Dans la directive de l’UE pour 2006, on énonçait que tous les produits de consommation devaient être recyclables dans une proportion d’au moins 80 %. On a donc reformulé l’équation ci-dessus afin de rendre compte de cette exigence minimale :
M + 0,15∝P = 0,8
De plus, l’équation du bilan massique a été exprimée ainsi :
M + P = 1 Les deux équations ont été élaborées en se fondant sur des valeurs différentes pour ∝, et les résultats apparaissent à la figure 4. La droite de chaque « alpha » représente la quantité minimale de métal que l’on peut introduire dans un produit de consommation tout en satisfaisant à la norme de recyclage de l’UE en 2006. Dans l’exemple qui nous occupe, le contenu en métal allait de 77 % à 80 %, selon la valeur attribuée à « alpha ». On a également pu tirer d’autres conclusions importantes de l’exemple ci-dessus. Par exemple, les métaux ont constitué le facteur principal relativement au respect de la directive puisqu’ils peuvent être recyclés dans leur totalité. En outre, la quantité des non-métaux à être recyclés n’a eu que peu d’incidence sur l’exigence liée au métal, étant donné la faible efficience du recyclage. L’équation 2 représente une approche de base en matière de CFR et ne tient pas compte des autres conditions décrites dans les règlements de l’UE (p. ex. la quantité d’énergie récupérée et l’élimination des déchets dans les sites d’enfouissement). Toutefois, le fait de choisir entre des métaux ou des non-métaux a constitué le facteur déterminant aux fins du recyclage, et il a représenté le fondement initial de la mise en œuvre de la directive de l’UE. Étant donné l’importance des directives de l’UE dans l’élaboration et l’amélioration continue de l’approche de CFR, un survol rapide des cibles s’impose, tant pour les automobiles que pour les électroménagers. Ces cibles (pour les automobiles d’une part et les électroménagers d’autre part) se subdivisent en trois catégories – la quantité de matière à recycler, la récupération d’énergie et la mise en décharge déchets – et elles sont représentées aux figures 5 et 6, respectivement. En plus de ces valeurs cibles, on trouvera également les résultats moyens des activités de recyclage industriel en France (depuis 2002) afin de mieux mesurer l’écart qui sépare l’industrie de la cible établie dans la première directive pour 2006, et dans la deuxième, pour 2015. En examinant la figure 5, il semble que les cibles de recyclage de la directive de 2006 avaient déjà été atteintes en 2002 et rendaient compte directement de la quantité de métal utilisé dans l’industrie automobile. Les moyennes industrielles indiquent qu’on a respecté les exigences liées à la récupération d’énergie dans un cas, tandis qu’on accusait du retard dans l’autre. Toutefois, on estimait pouvoir atteindre facilement la cible par l’incinération des plastiques « combustibles » au sein d’un système de récupération d’énergie plus efficace. En 2002, en
Éq. 2
Éq. 3

�
__________________________________________________________________�
13�
France, on n’a réalisé que très peu d’économies au moyen des systèmes de récupération d’énergie. Le pourcentage de déchets mis en décharge pour le recyclage d’un seul véhicule en 2002 variait également selon les sources, pouvant même atteindre 17,5 % dans une entreprise et 12,5 % dans une autre. Cet écart serait attribuable à l’exploitation d’un système de récupération d’énergie dans un flux de recyclage en particulier comparativement à l’autre (incinération des plastiques). Ce constat semble fondé, étant donné que dans un cas, la documentation ne contenait aucune statistique sur la récupération d’énergie. Sans égard à ce qui précède, pour atteindre les cibles de mise en décharge en 2006 et en 2015, il faudra soit renoncer aux plastiques couramment utilisés, soit en augmenter la recyclabilité. On s’entend sur le fait que la première solution semble la plus logique et qu’elle sera adoptée par la plupart des constructeurs d’automobiles européens. Dans le cas des électroménagers, l’atteinte de la cible liée à la directive pour 2006 semble avoir constitué un défi plus important en raison du taux d’utilisation plus élevé de non-métaux. De plus, il semble qu’en regard du recyclage, de la récupération d’énergie et de l’élimination dans les décharges, la situation ayant trait aux appareils ménagers présente davantage de complexité, si l’on observe les résultats de l’industrie pour chaque catégorie, tels qu’indiqués à la figure 6. En comparant les moyennes relatives aux électroménagers, il semble qu’on ait atteint sans problème les cibles de recyclage, bien que la quantité de déchets qui aboutissent dans les décharges semble élevée en ce qui a trait à la première source, sans doute en raison de l’absence d’un système de récupération de l’énergie, car on ne mentionne aucune statistique à cet égard. Il est par conséquent très probable qu’on ait directement acheminé les non-métaux « combustibles » (généralement les plastiques) dans les décharges. Toutefois, si l’on subdivise les électroménagers en catégories, il semble qu’en 2002, on était loin du compte quant aux cibles de recyclage des réfrigérateurs et des lave-vaisselle, tandis qu’on atteignait déjà les cibles fixées pour les cuisinières, tant pour le recyclage que pour leur élimination dans les décharges. On peut augmenter le taux de recyclage des machines à laver le linge, entre autres en remplaçant le contrepoids en béton par un contrepoids en acier. De fait, le béton aboutit en général dans une décharge, mais on peut recycler facilement l’acier.
Norme technique allemande – VDI 2243 Cette norme particulière a été élaborée par VDI, une entreprise d’ingénierie de premier plan en Allemagne, afin d’aider les ingénieurs à concevoir des produits plus faciles à recycler grâce à la description d’importants problèmes technologiques. On trouvera à l’annexe D les grandes lignes de leur position en matière de CFR. L’approche peut se diviser en trois étapes : évaluation et planification; amélioration; mise en œuvre et documentation.
Partenariat pour le recyclage des véhicules (É.-U.) (PRV) Afin d’aider les entreprises à augmenter leurs taux de recyclage de produits existants ou à venir, le Partenariat pour le recyclage des véhicules (É.-U.) a recommandé une méthode d’évaluation de la recyclabilité fondée sur un système de points précis. Cette approche en quatre étapes vise à déterminer s’il est viable sur les plans technologique et économique de recycler un produit en particulier au moyen de l’infrastructure de recyclage en place. Voici les quatre étapes de l’évaluation :

�
��������������������������������������������������������
�
14�
1. définir la nature des éléments, des matériaux et des dispositifs de fixation qui entrent dans la
fabrication du produit; 2. attribuer une cote aux éléments, en fonction d’un système préétabli; 3. déterminer le pourcentage de recyclabilité par rapport au poids; 4. déterminer les secteurs susceptibles d’être améliorés. Étape 1 La première étape a pour objectif principal de dresser la liste de tous les matériaux utilisés dans la fabrication de chaque élément. Une fois cette liste établie, on doit l’examiner pour s’assurer qu’aucun des matériaux n’est susceptible de présenter un danger pour la santé et la sécurité des humains ou pour l’environnement. De plus, on doit déterminer la nature de tous les prétraitements appliqués à la surface des produits et des matériaux de liaison, car ils peuvent constituer d’importantes sources de contamination. Par exemple, dans le recyclage des plastiques, une contamination du matériau correspondant à seulement 1 % d’équivalence en poids peut détruire toute une charge d’un matériau de grande qualité. Cette étape est essentielle étant donné qu’en général, la recyclabilité du produit dépend des différents types de matériaux utilisés dans sa fabrication. Il faut ensuite déterminer en priorité les dispositifs de fixation utilisés pour l’assemblage de tous les différents matériaux, car ces dispositifs déterminent les méthodes de séparation que l’on devra utiliser soit en vue de la réutilisation, soit pour le recyclage des matériaux. Par exemple, des mécanismes d’assemblage permanents tels que les soudures exigent presque toujours l’emploi d’une technique de séparation mécanique qui est généralement destructive. On peut retirer manuellement les fixations non permanentes, par exemple les boulons et les vis, mais cette technique est en général peu économique, à moins que les matériaux des pièces de fixation constituent une source de contamination. Par conséquent, on ne doit pas négliger d’examiner la composition des pièces de fixation dans l’étude initiale des matériaux. Étape 2 À l’étape 2, tous les éléments sont cotés en fonction de deux systèmes de classification différents afin de déterminer leur recyclabilité globale. Ces systèmes de classification servent à définir la « cote de recyclabilité » (CR) et la « cote de séparation » (CS). Les échelles de chaque système de points ont été conçues de sorte que le chiffre le plus faible correspond à la cote la plus élevée; le chiffre 1 correspond à la note la plus performante. Les cotes de 1 à 3 dans les deux systèmes de classification sont perçues comme acceptables sur le marché européen, et il conviendrait de les utiliser comme référence pour le recyclage en Amérique du Nord. Les cotes de 4 à 6 sont considérées comme faibles et se rapportent aux éléments qui ne sont pas recyclables. Il est bon de signaler que les règles de la Federal Trade Commission (FTC) des États-Unis sont plus rigoureuses car, selon ces règles, il faut une cote d’au moins 2 pour qu’un élément entre dans la catégorie des matériaux recyclables. On trouvera au tableau 4 une vue d’ensemble des conditions à remplir pour chaque cote de recyclabilité. Ces conditions et les définitions du système relatif à la séparation des matériaux apparaissent au tableau 5.

�
__________________________________________________________________�
15�
À des fins d’illustration uniquement, on trouvera aux annexes E et F les lignes directrices et les points de repère se rapportant aux deux systèmes de points. Étape 3 Voici le calcul utilisé pour évaluer sur une base quantitative la recyclabilité d’un élément (selon le pourcentage pondéral) :
Recyclabilité % = assemblagel'detotalPoids
3et1entreCSuneetCRuneayantélémentsdestotalPoids
Ce nombre représente le poids total de l’élément qui peut être recyclé, et il est essentiel à une analyse de rendement et à une analyse économique, car c’est le poids de chaque matériau qui détermine les recettes générées. Étape 4 Une cote de recyclabilité ou de séparation des matériaux de 4 ou plus indique qu’il y a des secteurs susceptibles d’être améliorés et qu’on devrait agir sans tarder; étant donné que le revenu dépend d’abord du poids du matériau, puis du poids total de l’élément, il est opportun de prévoir d’abord les améliorations à apporter aux produits lourds. On trouvera à l’annexe G une évaluation type d’un programme de conception en fonction du recyclage, qui utilise une approche de type « partenariat pour le recyclage des véhicules » décrite ci-dessus. Il est à noter que cette évaluation n’est fournie qu’à titre de référence et qu’elle ne fera pas l’objet d’un examen plus détaillé.

�
��������������������������������������������������������
�
16�
CONCLUSION Au cours de la prochaine décennie, la CFR jouera un plus grand rôle dans la conception des produits et des procédés en raison des pressions sociales et politiques croissantes exercées sur les fabricants pour qu’ils réduisent les effets négatifs de leurs activités sur l’environnement. Afin d’augmenter la recyclabilité des produits et de réduire la quantité de déchets mis en décharge, il est essentiel d’atteindre les objectifs suivants : • réduire la variété des matériaux et des éléments; • éviter l’utilisation des matières réglementées ou d’usage restreint; • faciliter le démontage de matériaux dissemblables. Le fait de diminuer la complexité d’un produit en réduisant le nombre de matériaux et de pièces qui entrent dans sa fabrication représente le facteur clé pour ce qui est d’accroître sa recyclabilité. Ce facteur contribuerait à abaisser les besoins en main-d’œuvre essentielle au démontage non destructif et à maximiser le potentiel de réutilisation des composants. En outre, les méthodes de séparation des matériaux et de tri après le démontage destructif (p. ex. le déchiquetage) s’en trouveraient simplifiées et les sources de contamination seraient réduites. La contamination des matériaux continue de représenter le principal obstacle au recyclage étant donné qu’un taux de contamination même infime suffit à rendre le processus non économique. À l’étape du choix des matériaux lors de la conception d’un produit, il convient d’écarter tous ceux qui présentent un danger pour l’environnement, la santé ou la sécurité au travail. De plus, on doit effectuer un choix judicieux des matériaux de revêtement et des mécanismes de fixation. Par exemple, il faut éviter les brasures à base de plomb, car ce métal peut s’accumuler dans le flux de matériaux secondaires et constituer un casse-tête pour le recycleur. Afin de faciliter le démontage pour les recycleurs, il est important de concevoir le produit en conséquence. Il convient d’utiliser autant que possible les dispositifs d’encliquetage ou à ressort, les boulons et les vis et d’éviter les techniques d’assemblage permanent (soudures, adhésifs, raccords filetés). Les concepteurs devraient déterminer dans quelle mesure il est possible de réutiliser les pièces et de récupérer les matériaux et d’optimiser le démontage en examinant la relation entre la récupération du matériau et les coûts qui s’y rapportent. En tenant compte de ces objectifs dans la conception du produit, il est possible d’accroître la recyclabilité d’une proportion plus élevée des composants et des matériaux qui entrent dans sa fabrication, soit par leur réutilisation directe soit par le recyclage des matériaux ou de l’énergie. En retour, ce processus réduira la quantité de déchets et la demande liée à la mise en décharge, ce qui est essentiel à l’amélioration de l’environnement. La directive de l’UE sur le recyclage des véhicules automobiles constitue l’un des principaux facteurs qui forcent l’intégration de l’approche de CFR dans la conception des biens de consommation. Cette directive a incité les constructeurs d’automobiles à remplacer les matériaux non recyclables (les plastiques) par des matériaux que l’on peut recycler plus facilement (les métaux) dans un effort pour atteindre les objectifs du premier mandat en 2006 et du deuxième, en 2015. On croit que des directives similaires seront mises en œuvre en Amérique du Nord

�
__________________________________________________________________�
17�
durant la prochaine décennie, ce qui encourage certaines entreprises à agir. Par exemple, le Groupe des Trois Grands constructeurs d’automobiles a créé le Partenariat pour le recyclage des véhicules et le Centre de démontage et de recyclage des véhicules afin d’examiner les questions touchant le recyclage en Amérique du Nord. De plus, dans le cadre du Partenariat pour le recyclage des véhicules, on a proposé une méthode d’évaluation de la recyclabilité pour aider les fournisseurs de pièces automobiles à améliorer la recyclabilité de leurs produits.
BIBLIOGRAPHIE 1. Gouvernement du Canada, Canada and the Kyoto Protocol: Overview, juillet 2001,
http://climatechange.gc.ca/english/whats_new/overview_e.html. 2. Organisation internationale de normalisation, ISO 9000 et ISO 14000 – en bref,
Septembre 2004, http://www.iso.org/iso/fr/iso9000-14000/index.html. 3. Ressources naturelles Canada, Eco-efficiency and DfR: Introduction and Discussion,
Comprehensive Training Module, présentation PowerPoint. 4. Clean Car Campaign, Partnership for Mercury Free Vehicles, Action Plan: Comprehensive
Solution to Address Mercury in Automobiles, www.cleancarcampaign.org/partnership.shtml. 5. Aboussouan, L., J. Birat et A. Lavaud, « Design with Steel for an Easy and Cost-Effective
Recycling », La Revue de Métallurgie, novembre 2002. 6. Ressources naturelles Canada, Design-for-Environment and Eco-Efficiency, Comprehensive
Training Module for Automotive Part Design, présentation PowerPoint. 7. Pandit, S., Environmentally Conscious Design and Manufacturing, Class 18: Recycle,
présentation PowerPoint, Michigan Tech, 17 avril 2000. 8. Bras, B., Design for Recycling, Georgia Institute of Technology Systems Realization
Laboratory, présentation PowerPoint. 9. Bras, B., Recycling Guidelines, Georgia Institute of Technology Systems Realization
Laboratory, présentation PowerPoint.

�
��������������������������������������������������������
�
18�
Tableau 1 – Questions clés pour déterminer un système en fin de vie utile8.
Catégorie Questions
Établir le profil du système en fin de vie utile • À qui appartient le produit?
• De quel type de propriété s’agit-il?
• Quel est le prix du produit?
• Quelle est la taille du produit?
• Quelle est la durée moyenne du cycle de vie du produit?
• Quel est le poids du produit?
Analyser les principales raisons pour lesquelles les utilisateurs se défont du produit
• Se défait-on du produit en raison d’une défaillance technique?
• Le produit répond-il aux tendances du marché?
• Existe-t-il sur le marché de nouveaux produits offrant un plus grand nombre de fonctionnalités?
Déterminer toutes les lois et les règlements qui ont des répercussions sur le système en fin de vie utile
• Dans quelle mesure le fabricant est-il responsable de la phase de fin de vie utile?
• Existe-t-il déjà une obligation pour le fabricant de reprendre les produits dont l’utilisateur se défait?
• Comment peut-on financer les coûts de reprise et de traitement du produit?
• Quels sont les règles et les prix qui s’appliquent à la réutilisation du produit, au recyclage des matériaux, à l’incinération et à l’élimination des déchets résiduels?
Communiquer avec les fournisseurs
• En raison de leur expertise, les fournisseurs peuvent en général réutiliser les assemblages partiels et recycler les éléments plus efficacement que les constructeurs de matériel.
Déterminer le mode de cueillette du produit • Système de reprise des consommateurs passant par les centres de recyclage.
• Cueillette auprès du dernier utilisateur.
• Système de reprise par l’entremise des détaillants.

�
__________________________________________________________________�
19�
Tableau 2 – Tableau de compatibilité des matériaux pour le verre9.
Verre/ bouteille
Verre/vitre Verre/ verre à boire
Télé (écran)
Télé (bloc)
Télé (col)
écran ACL
Verre/bouteille + – – – – – –
Verre/vitre + + + – – – –
Verre/verre à boire
+ 0 + – – – –
Télé (écran) 0 0 – + 0 - –
Télé (bloc) – – – – + + –
Télé (col) – – – – – + –
Écran ACL 0 0 – 0 – – +
Tableau 3 – Exigences liées au poids du matériau pour que le recyclage n’entraîne pas de coûts9.
Matériau Grammes par minute
Métaux précieux
Or 0,05
Palladium 0,14
Argent 5,1
Métaux
Cuivre 300
Aluminium 700
Fer 50 000
Plastiques
PEE 250
PC, PM350
ABS 800
PS 1000
PVC 4000
Verre 6000

�
��������������������������������������������������������
�
20�
Tableau 4 – Système d’évaluation de la recyclabilité9.
Cote Condition Définition
1 La pièce peut être remise à neuf. L’élément peut être entièrement reconstruit.
2 Recyclable – l’infrastructure et la technologie sont clairement définies.
L’élément est entièrement recyclable; l’infrastructure est définie et existante.
3 Réalisable sur le plan technique; l’infrastructure n’est pas disponible.
Les méthodes de cueillette ne sont pas définies ou sont mal structurées, mais la technologie de recyclage des matériaux existe.
4 Réalisable sur le plan technique; besoin de procéder au développement de matériaux.
La technologie de recyclage n’a pas été commercialisée.
5 Matière organique non recyclable – récupération d’énergie.
La technologie économique de récupération d’énergie existe.
6 Matière inorganique, sans technologie connue. Technologie de recyclage inconnue.
Tableau 5 – Système d’évaluation de la séparation des matériaux9.
Cote Condition Définition
1 Démontage facile, effectué manuellement. Il faut moins d’une minute pour procéder au démontage.
2 Démontage exigeant un effort, effectué manuellement.
Durée du démontage allant de une à trois minutes.
L’élément peut comporter un revêtement compatible.
3 Démontage exigeant un effort, séparation mécanique ou déchiquetage nécessaires; la technologie existe.
L’élément peut comporter des revêtements et des adhésifs non compatibles.
4 Démontage exigeant un effort, séparation mécanique ou déchiquetage nécessaires; aucune technologie n’a été mise au point.
L’élément peut comporter des revêtements et des adhésifs non compatibles.
La technologie existe, mais elle est en voie de perfectionnement.
5 Impossible de procéder au démontage. Technologie de séparation inconnue.

�
__________________________________________________________________�
21�
Figure 1 – Schéma du cycle de vie d’un produit7.
Figure 2 –Options de recyclage par ordre décroissant de préférence7.
Élimination
Extraction Traitement du matériau
Fabrication du produit
Distribution
Reprise du produit
« Défabrication » du matériau
Récupération d’énergie par incinération
Utilisation
« Défabrication » du produit
Environ.: air, mer, terre
1 2 3 4
Production de combustible propre par pyrolyse
Fabrication
« Défabrication »
2 = Remise à neuf des éléments réutilisables 3 = Retraitement des matériaux recyclés a l 4 = Monomère/régénération des matières premières
1 = Réutilisation directe

�
��������������������������������������������������������
�
22�
YES NO
rest
frac
tions
Is product disassembly part of the policy?
Is the product (or parts of it) fit for mechanical processing?
Which parts can be incinerated, dumped or treated as chemical waste?
Will the material cycles be closed?
Which parts can be recycled or reused?
Which parts will be suitable for high and low quality recycling?
rest
frac
tions
YES
NO
Reuse High quality recycling
Low quality recycling
Incineration Landfill Chemical waste
Figure 3 - Schéma de la destination des matériaux à la fin du cycle de vie utile9.
0,7
0,75
0,8
0,85
0,9
0,95
1
0 0,1 0,2 0,3 0,4 0,5
Non-métaux (%)
Mét
aux
(%) Mass Balance
0.8 alpha0.6 alpha0.4 alpha0.2 alpha
Figure 4 – Approche simplifiée de la conception en fonction du recyclage de l’UE5.

�
__________________________________________________________________�
23�
60 65 70 75 80 85 90 95 100
R2
R1
EuropeanDirective 2006
EuropeanDirective 2015
Weight Percent (wt%)
Recycling
Energy
Landfill
Figure 5 – Cibles liées aux véhicules automobiles, selon les directives européennes et les
statistiques correspondantes dans l’industrie (R1 et R2) en France, en 2002.
60 65 70 75 80 85 90 95 100
Appliances 2
Stoves 2
Fridge 2
Washer 2
Appliances 1
Stoves 1
Fridge 1
Washer 1
European Directive 2006
Weight Percent (wt%)
Recycling
Energy
Landfill
Figure 6 –Cibles liées aux électroménagers selon la directive européenne pour 2006 et
statistiques correspondantes dans l’industrie en France, en 20025.

�
��������������������������������������������������������
�
24�
ANNEXE A – TABLEAU DE COMPATIBILITÉ DES MATÉRIAUX POUR LES PLASTIQUES9

�
__________________________________________________________________�
25�
ANNEXE B –SYSTÈME D’ÉVALUATION DE LA RECLYCLABILITÉ DU MATÉRIAU ET DU PRODUIT – PIÈCES DE FIXATION9
Bon Moyen Faible
Fixation par collage plastique /métal
Soudure Assemblage
magnétique Bande Velcro
Boulon
écrou
en plastique
Boulon
écrou
Fixation
à ressort Mécanisme par enclenchement
Fixation Au moyen d’un levier recourbé
Fixation par rotation ¼ de tour
Fixation par pression/ rotation
Fixation par pression/ pression
Collier de serrage et verrou l
Assemblage physique Assemblage par friction Assemblage par forme
caractéristiques d’assemblage
Principe d’assemblage
Force statique
Résistance à la fatigue
Effort d’assemblage
Effort de guidage
Effort de démontage Effort de démontage destructif
Recyclage du produit
Recyclage du matériau
Cap
acité
de
char
ge
Faci
lité
d’as
sem
blag
e Fa
cilit
é de
dé
mon
tage
R
ecyc
labi
lité

�
��������������������������������������������������������
�
26�
ANNEXE C – ANALYSE DES COÛTS DU RECYCLAGE D’UN TABLEAU DE BORD D’AUTOMOBILE8
Masse Prix du matériau
vierge
Prix du matériau
mis au rebut
Matériau
Kg % $/kg $/kg
Acier/fer 1004 72,38 0,12
Aluminium 71 5,12 1,32
Zinc 9 0,65 1,07
Cuivre 23 1,66 2,20
Plomb 10 0,72 0,25
Mousse de polyuréthane 12 0,87 2,20 0,00
Polypropylène 15 1,08 1,10 0,11
Polychlorure de vinyle 11 0,79 1,00 0,22
ABS 13 0,94 2,50 0,73
Nylon 10 0,72 3,00 0,00
Polycarbonate 9 0,65 3,30 0,66
Polyuréthanne 10 0,72 3,50 0,00
Polyéthylène 5 0,36 0,90 0,40
Polyester 20 1,44 3,30 0,00
Caoutchouc 61 4,40 2,45 0,05
Autres polymères 5 0,36 2,30 0,06
Essence 15 1,08 0,30
Pétrole 5 0,36 0,05
Antigel 5 0,36 0,06
Autres liquides dangereux 5 0,36 0,00
Verre 39 2,81 0,00
Fibres plastiques renforcées
5 0,36 0,00
Matériau de remplissage en plastique composite
5 0,36 0,00
Divers 28 2,02 0,00
TOTAL 1395 100

�
__________________________________________________________________�
27�
ANNEXE D – LIGNES DIRECTRICES RELATIVES AU PROGRAMME DE CONCEPTION EN FONCTION DU RECYCLAGE, MISES AU POINT PAR VDI EN
ALLEMAGNE8
2 - Product and Process Improvement
3 - Implementation and Documentation
Recyclability and Recycled Content Assessment and Improvement Tasks
Assess existing design
Identify planned changes affecting recyclability and recycled content
R ecyclability is 100% or close and recycled content
exceeds targets?
Yes
Obtain initial targets1 – Assessment and Planning
No
Reevaluate new design
Select design changes
Identify design alternatives
Identify and prioritize limiting factors
Obtain detailed information
Distribute information to suppliers (if needed)
I mprovements needed ?
Yes
No
Minor or major ?
Min
or im
prov
emen
ts n
eede
d
Maj
or im
prov
emen
ts n
eede
d
Document recyclability and recycled content of new design
Provide feedback
Implement proposed design

�
��������������������������������������������������������
�
28�
ANNEXE E – POINTS DE REPÈRE RELATIFS À LA COTE DE RECYCLABILITÉ8
Élément/Matériau d’assemblage Cote de recyclabilité
Raison
1 Un seul métal 2 La technologie et l’infrastructure de recyclage sont en place.
2 Un seul thermoplastique 3 La technologie est disponible, mais aucune infrastructure n’est en place.
3 Un seul thermodurcissable 4,5 Développement de certains éléments d’une technologie. Possibilité de recourir à l’incinération.
4 Métaux multiples 2 La technologie et l’infrastructure de recyclage sont en place.
5 Un seul métal ou de multiples métaux avec un seul thermoplastique
3,4 Le déchiquetage et la séparation magnétique permettent de séparer les métaux en fonction de leur nombre et de leur type. Il en résulte un résidu composé d’un seul plastique potentiellement recyclable.
6 Thermoplastiques multiples : tous compatibles
3,4 La technologie est disponible ou en voie d’élaboration pour recycler ce mélange de plastiques, mais il n’y a pas d’infrastructure.
7 Thermoplastiques multiples : incompatibles
4,5,6 Au mieux, la technologie est en voie de développement pour recycler ou séparer ce mélange. Possibilité de recourir à l’incinération, selon la composition du mélange.
8 Thermodurcissables multiples 4,5,6 Au mieux, la technologie est en voie de développement pour recycler ou séparer ce mélange. Possibilité de recourir à l’incinération, selon la composition du mélange.

�
__________________________________________________________________�
29�
ANNEXE F – POINTS DE REPÈRE RELATIFS À LA COTE DE SÉPARATION8
Situation Cote de séparation.
Raison
1 Les pièces de fixation sont fabriquées avec le même matériau que les pièces assemblées.
1 Aucun démontage requis. Le tout peut être recyclé en même temps. C’est, d’entre toutes les situations, celle qui est préférable.
2 Les pièces de fixation sont fabriquées dans un matériau compatible avec le matériau des pièces assemblées.
1 Aucun démontage requis. Le tout peut être recyclé en même temps.
3 Les pièces de fixation sont incompatibles avec les pièces assemblées, mais se retirent facilement.
1,2 On peut retirer les pièces de fixation et séparer les matériaux qui les composent manuellement.
4 Les pièces de fixation sont incompatibles avec les pièces assemblées, mais on peut les enlever en utilisant la force (p. ex. des rivets ou des chevilles thermiques.)
3,4,5 On peut retirer les pièces de fixation manuellement. On peut séparer les matériaux des pièces manuellement ou mécaniquement, si les propriétés le permettent.
5. Les pièces de fixation sont fabriquées dans un matériau ferreux et peuvent être retirées facilement; les pièces assemblées sont fabriquées dans la même matière plastique ou une matière plastique compatible.
1,2,3 On peut enlever les pièces de fixation manuellement ou par déchiquetage et séparation magnétique. Le choix de la méthode dépend du temps requis. Les pièces en plastique sont recyclées ensemble.
6 Les pièces de fixation sont non amovibles/permanentes/moulées, mais fabriquées dans un matériau ferreux; les pièces assemblées sont fabriquées dans la même matière plastique ou une matière plastique compatible.
3 On peut enlever les pièces de fixation par déchiquetage et séparation magnétique. Les pièces en plastique sont recyclées ensemble.
7 Les pièces de fixation sont non amovibles/permanentes/moulées, mais fabriquées dans un matériau ferreux; les pièces assemblées sont fabriquées dans des plastiques incompatibles.
3,4,5 On peut enlever les pièces de fixation par déchiquetage et séparation magnétique. La séparation par milieu dense est indiquée pour les plastiques si leur nombre et leur densité le permettent.
8 Les pièces de fixation et les matériaux des pièces sont incompatibles; il est impossible d’enlever les pièces de fixation (p. ex. les adhésifs).
4,5 Aucune séparation possible, et les pièces de fixation contamineront le matériau si on procède au déchiquetage. Dans quelques cas précis, on met actuellement au point des technologies de séparation (chimique).
9 Les pièces sont fabriquées dans les mêmes matériaux ou des matériaux compatibles qui sont toutefois incompatibles avec les pièces de fixation. Cependant, la masse des pièces de fixation est si faible que dans les faits, aucune contamination n’aura lieu.
1 On peut tout recycler ensemble. Demander l’avis des ingénieurs des matériaux, car une contamination de seulement 1 % est déjà inacceptable dans certains cas.

�
��
�����������������������������������������������������������������
ANNEXE G – EXEMPLE D’ÉVALUATION D’UN PROGRAMME DE CONCEPTION EN FONCTION DU RECYCLAGE DANS LE CADRE DU PARTENARIAT POUR LE RECYCLAGE DES VÉHICULES8
EA : Élément d’assemblage MP : Montage partiel PS : Pièce seule TP : Tournevis Phillips
Activité de démontage Caractéristiques du démontage Recyclabilité du matériau No Nom Quantité Type Accès Outil Force Durée Cote Matériau Masse Cote Cote Marquage
EA/PS/MP [sec.] [1-5] [1-4] (1-6) [oui/non]
1
Débrancher le microphone de la base 1 EA 4 – 4 1 1 – 0 – – N
Démontage du microphone
2 Retirer les vis phillips no 1 2 EA 3 TP no 1 4 24 1
Acier inoxydable 0,000600 4 2 N
3 De la rondelle (no 2) 2 PS 4 – 4 1 1 Plastique PP 0,000010 2 3 N 4 De la rondelle (no 2) 2 PS 4 – 4 1 1 Plastique PP 0,000010 2 3 N
5
Retirer le sous-ensemble du clavier numérique 1 MP 4 Pinces 2 5 1 Mélange 0,000000 1 4 N
6 Du joint (no 5) 1 PS 4 – 4 1,5 1 Caoutchouc 0,001000 3 2 N
7
De no 5 – Briser les languettes « haute vitesse » 8 EA 1 Couteau 1 210 3 – 0,000000 – – N
8
De no 5 - Carte du circuit imprimé/LCD du bloc numérique 1 MP 4 Levier 4 2 1 Mélange 0,000000 1 4 O
9
De no 8 Démonter les languettes métalliques 6 EA 3 Pinces 3 25 1 – 0,000000 – – N
10 De no 8 Retirer sous-ass. du disp. 1 MP 3 – 4 1 1 Mélange 0,000000 1 4 O
11 De no 10 Couvercle LCD 1 PS 4 – 4 1 1
Plastique HDPE 0,000750 2 3 O
12 De no 10 LCD 1 PS 4 – 4 1 1 Mélange 0,002500 1 4 O

�����������������������������������������������������������������
�
�
�
Activité de démontage Caractéristiques du démontage Recyclabilité du matériau No Nom Quantité Type Accès Outil Force Durée Cote Matériau Masse Cote Cote Marquage
EA/PS/MP [sec.] [1-5] [1-4] (1-6) [oui/non]
13 De no 10 Conducteur 2 PS 4 – 4 1 1 Mélange 0,000030 1 4 O
14 De no 10 Base LCD 1 PS 4 – 4 1 1 Aluminium 0,001200 4 2 O
15 De no 8 carte circuit imprimé 1 PS 4 – 4 1 1
Mélange Cu, Au 0,010400 1 4 O
16 De no 5 Clavier numérique 1 PS 4 – 4 2 1 Caoutchouc 0,006100 3 2 O
17 De no 5 Écran prot. LCD 1 PS 1 Levier 1 5 1
Plastique HDPE 0,001000 2 3 N
18 De no 5 Mousse 1 PS 2 Couteau 4 1 1 Mousse 0,000000 1 4 N
19 De no 5 Garniture de connecteur 2 PS 1 Scie 1 30 1 Laiton 0,001000 4 2 N
20 De no 5 Base du clavier numérique 1 PS 4 – 4 1 1
Plastique ABS 0,015000 3 2 O
21
Boîtier de connecteur à 12 fiches 1 EA 2 Agrafe 4 50 1
Plastique HDPE 0,000800 2 3 O
22 Sous-assemblage du microphone 1 MP 3 Pinces 3 7,5 1 Mélange 0,000000 1 4 O
23 De 22 Mic. et fils 1 PS 2 – 3 7 1 Mélange Cu, Al 0,000940 1 4 O
24
De 22 Pièce de raccordement du microphone 1 PS 4 – 4 1 1 Caoutchouc 0,001250 3 2 N
25 Contact et fils du PTT 1 MP 1 Pinces 3 5 1
Mélange Cu, Au 0,001500 1 4 O
26 Vis – cordon du microphone/fixation 1 EA 4 TP no 1 3 10 1 Acier 0,000200 4 2 N
27 Fixation du cordon du microphone. 1 PS 3 Pinces 2 8 1
Acier inoxydable 0,000600 4 2 O
28 cordon du microphone 1 MP 2 – 2 25 1
Mélange Cu, AU, Pl 0,089300 1 4 O
29
Pièce de raccord. cordon du microphone 1 PS 4 – 2 5 1 Caoutchouc 0,001300 3 2 N
30 Séparateur 2 PS 4 – 3 3 1 Plastique PP 0,000010 2 3 N
31 Vis – support du microphone/support 1 EA 4 TP no 1 4 10 1 Acier 0,000200 4 2 N

�
��
�����������������������������������������������������������������
Activité de démontage Caractéristiques du démontage Recyclabilité du matériau No Nom Quantité Type Accès Outil Force Durée Cote Matériau Masse Cote Cote Marquage
EA/PS/MP [sec.] [1-5] [1-4] (1-6) [oui/non] du levier PTT
32 Microphone/support de fixation PTT 1 PS 3 Pinces 2 4 1
Plastique ABS 0,005000 1 4 O
33 Bloc de caoutchouc 1 PS 3 – 3 2 1 Caoutchouc 0,000900 3 2 N
34 Étiquette Motorola 1 PS 2 – 3 5 1 Plastique
HDPE 0,000100 2 3 N
35 Levier PTT 1 PS 1 Pinces 2 3 1 Plastique
ABS 0,000800 2 3 O
36 Plaque PTT 1 PS 2 Pinces 2 3 1 Plastique
ABS 0,000500 2 3 O 37 Actionneur PTT 1 PS 2 – 4 1 1 Caoutchouc 0,001500 3 2 O
38
Crochet de suspension du microphone 1 PS 4 Perceuse 1 60 2
Acier inoxydable 0,030223 4 2 N
39 Base du microphone 1 PS 4 – 4 1 1 Plastique
ABS 0,046777 2 3 O

�����������������������������������������������������������������
�
�
�
Reduce materials content = Réduire le contenu en matériaux Reuse components/refurbish assemblies = Réutiliser les éléments/reconstruire les assemblages Remanufacture = Remettre à neuf Recycle materials = Recycler les matériaux Incinerate for Energy = Incinérer pour générer de l’énergie Landfill = Enfouissement Most preferable = Préférable (+) Least preferable = Préférable (-) Figure 2 – Options de recyclage par ordre décroissant de préférence7 OUI Les cycles liés aux matériaux
seront-ils fermés? NON
Le démontage du produit entre-t-il dans le cadre de la politique?
Non Peut-on soumettre le produit (ou certaines de ses pièces) à un traitement mécanique?
Quelles pièces peut-on incinérer, mettre au rebut ou traiter comme déchets chimiques?
OUI Quelles pièces peut-on recycler ou réutiliser?
Quelles pièces pourra-t-on soumettre au recyclage de haute qualité et de faible qualité?
Réutiliser Recyclage
de haute qualité
Recyclage de faible qualité
Incinération Enfouissement Déchets chimiques

�
��
�����������������������������������������������������������������
French text in figures : (vertical line) rest fractions = fractions résiduelles Figure 3 - Schéma de la destination des matériaux à la fin de cycle de vie utile9. Mass balance = Bilan massique 0,8 alpha 0,6 alpha 0,4 alpha 0,2 alpha Figure 4 – Approche simplifiée de la conception en fonction du recyclage de l’UE5. European directive 2015 = Directive européenne pour 2015 European directive 2006 = Directive européenne pour 2006 RI = RI R2 = R2 Weight percent (wt %) = Pourcentage pondéral (%) Recycling = Recyclage Energy = Énergie Landfill = Enfouissement Figure 5 – Cibles liées aux véhicules automobiles selon les directives européennes et statistiques correspondantes dans
l’industrie (R1 et R2) en France, en 2002.

�����������������������������������������������������������������
�
�
European directive 2006 = Directive européenne pour 2006 Washer 1 = Machine à laver 1 Fridge 1 = Réfrigérateur 1 Stoves 1 = Cuisinières 1 Appliances 1 = Électroménagers 1 Washer 2 = Machine à laver 2 Fridge 2 = Réfrigérateur 2 Stoves 2 = Cuisinières 2 Applicances 2 = Électroménagers 2 Weight percent (wt %) = Pourcentage pondéral (%) Recycling = Recyclage Energy = Énergie Landfill = Enfouissement Figure 6 – Cibles liées aux électroménagers selon la directive européenne pour 2006 et statistiques correspondantes dans l’industrie en France, en 20025.

�
�
�����������������������������������������������������������������

ERROR: stackunderflowOFFENDING COMMAND: ~
STACK:
Recommended





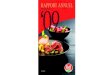

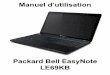

![Vol 07 - [Miles Davis].pdf](https://img.pdfslide.fr/doc/110x75/577c7c411a28abe05499eeab/vol-07-miles-davispdf.jpg)

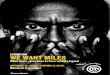
![Vol 07 [miles davis]](https://img.pdfslide.fr/doc/110x75/587b2d161a28ab057d8b55ff/vol-07-miles-davis.jpg)