Embed Size (px)
Citation preview
1 PHENOMENES ET MILIEUX POLYPHASIQUES DANS L’INDUSTRIE ET L’ENVIRONNEMENT
ECOLE CENTRALE MARSEILLE
1-1

ECOULEMENTS ET TRANSFERTS DANS LES MILIEUX POLYPHASIQUES
1-2
Avant d’entreprendre l’étude de la description théoriques des milieux polyphasiques à l’occasion des chapitres 2 et 3 il nous a semblé utile de commencer, en quelque sorte, par une leçon de chose qui devrait permettre au lecteur d’en appréhender les caractéristiques essentielles. Il trouvera dans les pages qui suivent l’examen des trois configurations les plus couramment rencontrées dans la pratique industrielle ou les études d’environnement : écoulements diphasiques, lits fluidisés et milieux aérosols. On constatera ainsi la complexité de ces milieux qui sont le plus souvent le siège de plusieurs phénomènes physiques interagissant, avec différents constituants, solide liquide ou gazeux qui échangent de la matière, de la quantité de mouvement et de l’énergie. Souvent aussi, leurs constituants présentent des distributions spatiales complexes et variables dans le temps. Ces milieux nécessitent donc le développement d’outils théoriques spécifiques.
1.1 LES ECOULEMENTS DIPHASIQUES
Les écoulements diphasiques se rencontrent dans de nombreux systèmes allant des réacteurs nucléaires aux moteurs cryotechniques des lanceurs spatiaux en passant par certains réacteurs chimiques, les puits et les conduites utilisés pour l’extraction et le transport des produits pétroliers et les composants classiques de la thermique industrielle tels qu’évaporateurs ou condenseurs. On illustre ici quelques exemples importants d’applications dans le domaine industriel. On présente ensuite de manière qualitative les configurations typiques d’écoulements que l’on peut rencontrer dans le cas d’un tuyau muni d’une paroi chauffante, cas d’école mais représentatif des situations industrielles. Enfin, on introduit quelques paramètres de base de ces écoulements.
1.1.1 DOMAINES D’APPLICATION DES ECOULEMENTS DIPHASIQUES
Les trois principaux domaines où les processus industriels ont suscité un développement important des recherches théorique et expérimentale sur les écoulements diphasiques gaz-liquide sont les suivants : génie thermique et nucléaire, génie chimique et génie pétrolier.
ECOLE CENTRALE MARSEILLE
1-3
1.1.1.1 GENIE THERMIQUE ET NUCLEAIRE
Centrales nucléaires
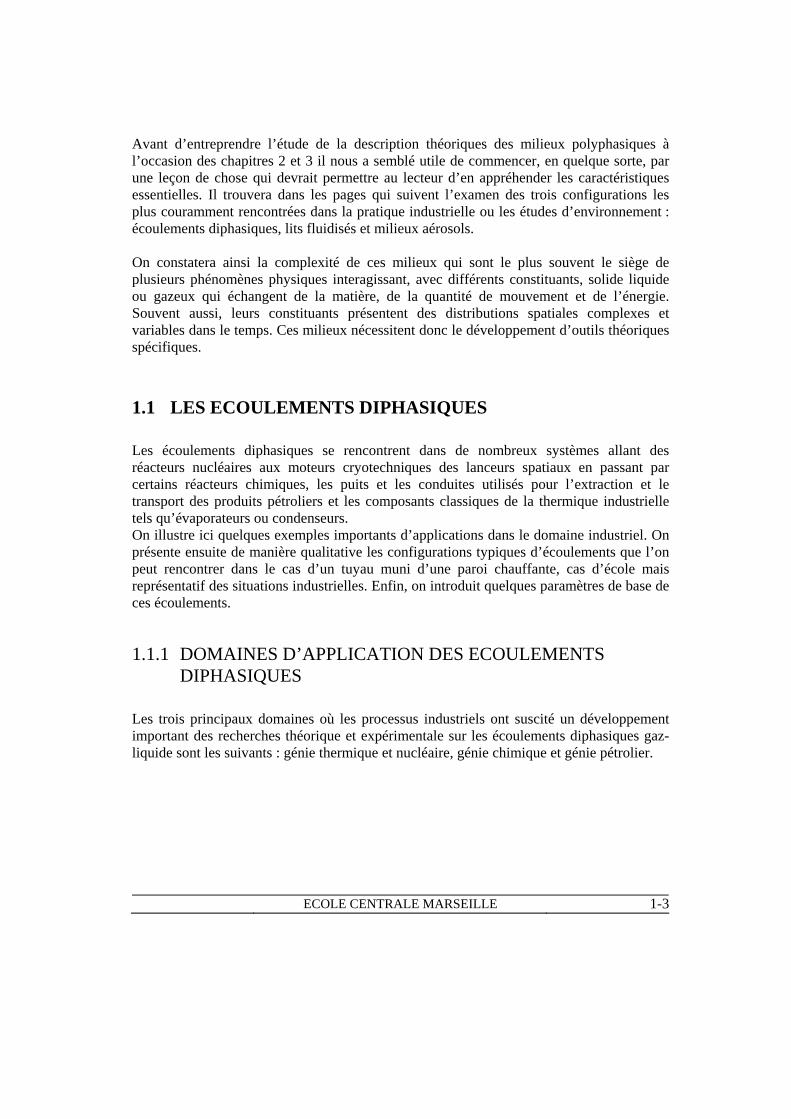
Pour prévoir le comportement des circuits de refroidissement des réacteurs nucléaires en fonctionnement nominal et en régime transitoire (ou en évolution accidentelle), la connaissance approfondie de la thermohydraulique des écoulements diphasiques est indispensable. Dans les REB (Réacteurs à Eau Bouillante), le cœur (région de la chaudière où se trouve le combustible nucléaire) est par conception refroidi par un écoulement eau-vapeur (simple phase liquide à l’entrée, diphasique en sortie). L’intérêt de ce concept est de permettre un fonctionnement en cycle direct : la vapeur étant produite directement dans le cœur, la chaudière et la turbine sont dans le même circuit (figure 1-1), ce qui conduit à une bonne compacité de l’installation.
TURBINE
CONDENSEUR
ALTERNATEUR
RÉACTEUR Tu Pth
C
W WQ
η −=QC
QF
TC
TF
WTu
WP
TURBINE
CONDENSEUR
ALTERNATEUR
RÉACTEUR Tu Pth
C
W WQ
η −=QC
QF
TC
TF
WTu
WP
Figure 1-1 Schéma de principe d'un Réacteur à Eau Bouillante
Dans les REP (Réacteurs à Eau Pressurisée), le circuit primaire fonctionne en simple phase liquide. La vapeur permettant de faire tourner la turbine est produite dans un circuit secondaire couplé au circuit primaire grâce à un échangeur de chaleur particulier appelé « générateur de vapeur ». L’analyse de la sûreté des REP a largement contribué, grâce aux programmes de recherche qu’elle a suscité, a établir et valider la formulation théorique des écoulements diphasiques.
ECOULEMENTS ET TRANSFERTS DANS LES MILIEUX POLYPHASIQUES
1-4
La figure 1-2, montrant une centrale nucléaire REP, met en évidence les tours de refroidissement (aéroréfrigérants) utilisées dans certains sites pour limiter l’échauffement de la source froide (fleuve) grâce à l’efficacité du changement de phase eau-vapeur (évaporation) pour transférer d’importantes quantités d’énergie de façon isotherme.
Figure 1-2 Vue générale d'une centrale nucléaire REP (PWR)
Centrale thermique à combustible fossile
De la même manière que les centrales nucléaires, le fonctionnement d'une centrale thermique se divise en quatre étapes (Figure 1-3).
ECOLE CENTRALE MARSEILLE
1-5
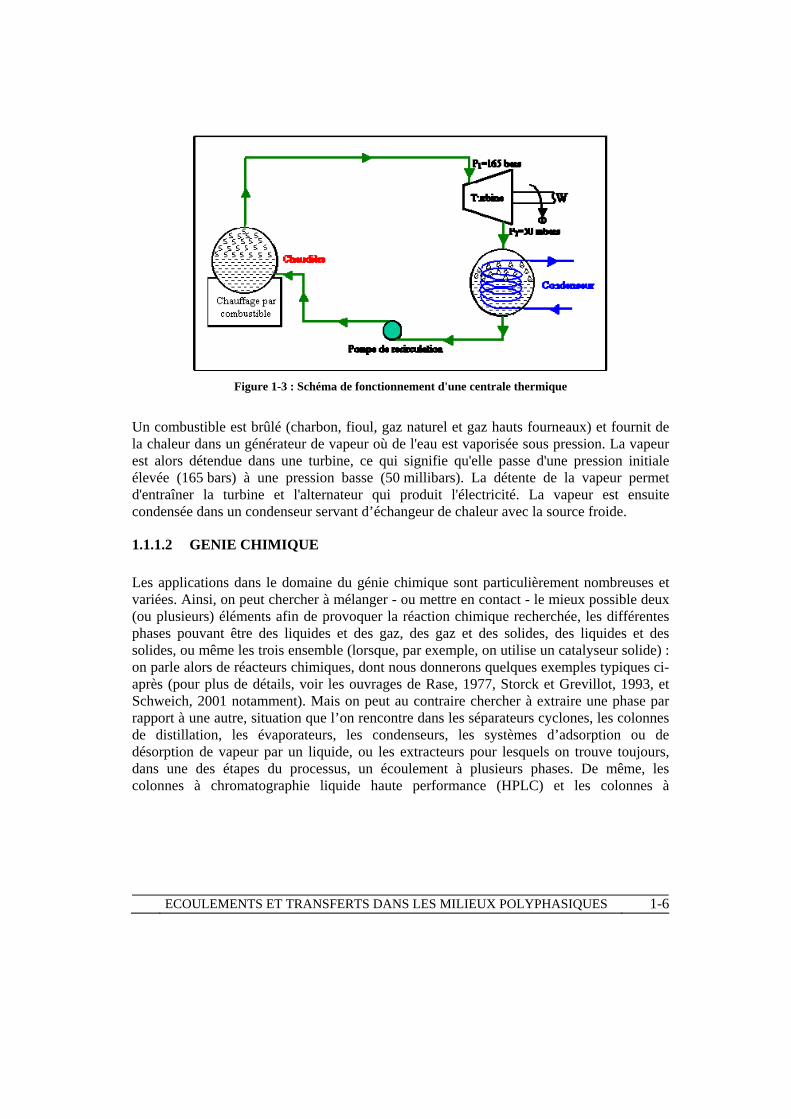
Figure 1-3 : Schéma de fonctionnement d'une centrale thermique
Un combustible est brûlé (charbon, fioul, gaz naturel et gaz hauts fourneaux) et fournit de la chaleur dans un générateur de vapeur où de l'eau est vaporisée sous pression. La vapeur est alors détendue dans une turbine, ce qui signifie qu'elle passe d'une pression initiale élevée (165 bars) à une pression basse (50 millibars). La détente de la vapeur permet d'entraîner la turbine et l'alternateur qui produit l'électricité. La vapeur est ensuite condensée dans un condenseur servant d’échangeur de chaleur avec la source froide.
1.1.1.2 GENIE CHIMIQUE Les applications dans le domaine du génie chimique sont particulièrement nombreuses et variées. Ainsi, on peut chercher à mélanger - ou mettre en contact - le mieux possible deux (ou plusieurs) éléments afin de provoquer la réaction chimique recherchée, les différentes phases pouvant être des liquides et des gaz, des gaz et des solides, des liquides et des solides, ou même les trois ensemble (lorsque, par exemple, on utilise un catalyseur solide) : on parle alors de réacteurs chimiques, dont nous donnerons quelques exemples typiques ci-après (pour plus de détails, voir les ouvrages de Rase, 1977, Storck et Grevillot, 1993, et Schweich, 2001 notamment). Mais on peut au contraire chercher à extraire une phase par rapport à une autre, situation que l’on rencontre dans les séparateurs cyclones, les colonnes de distillation, les évaporateurs, les condenseurs, les systèmes d’adsorption ou de désorption de vapeur par un liquide, ou les extracteurs pour lesquels on trouve toujours, dans une des étapes du processus, un écoulement à plusieurs phases. De même, les colonnes à chromatographie liquide haute performance (HPLC) et les colonnes à
ECOULEMENTS ET TRANSFERTS DANS LES MILIEUX POLYPHASIQUES
1-6
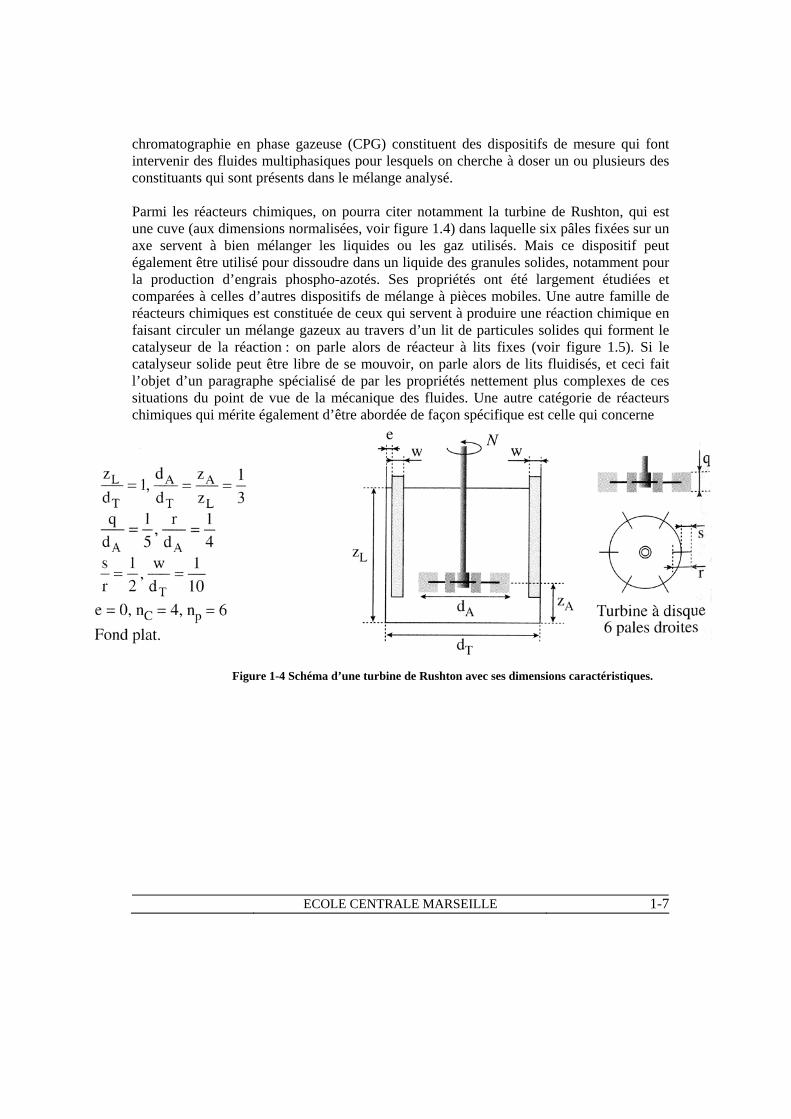
chromatographie en phase gazeuse (CPG) constituent des dispositifs de mesure qui font intervenir des fluides multiphasiques pour lesquels on cherche à doser un ou plusieurs des constituants qui sont présents dans le mélange analysé. Parmi les réacteurs chimiques, on pourra citer notamment la turbine de Rushton, qui est une cuve (aux dimensions normalisées, voir figure 1.4) dans laquelle six pâles fixées sur un axe servent à bien mélanger les liquides ou les gaz utilisés. Mais ce dispositif peut également être utilisé pour dissoudre dans un liquide des granules solides, notamment pour la production d’engrais phospho-azotés. Ses propriétés ont été largement étudiées et comparées à celles d’autres dispositifs de mélange à pièces mobiles. Une autre famille de réacteurs chimiques est constituée de ceux qui servent à produire une réaction chimique en faisant circuler un mélange gazeux au travers d’un lit de particules solides qui forment le catalyseur de la réaction : on parle alors de réacteur à lits fixes (voir figure 1.5). Si le catalyseur solide peut être libre de se mouvoir, on parle alors de lits fluidisés, et ceci fait l’objet d’un paragraphe spécialisé de par les propriétés nettement plus complexes de ces situations du point de vue de la mécanique des fluides. Une autre catégorie de réacteurs chimiques qui mérite également d’être abordée de façon spécifique est celle qui concerne
Figure 1-4 Schéma d’une turbine de Rushton avec ses dimensions caractéristiques.
ECOLE CENTRALE MARSEILLE
1-7
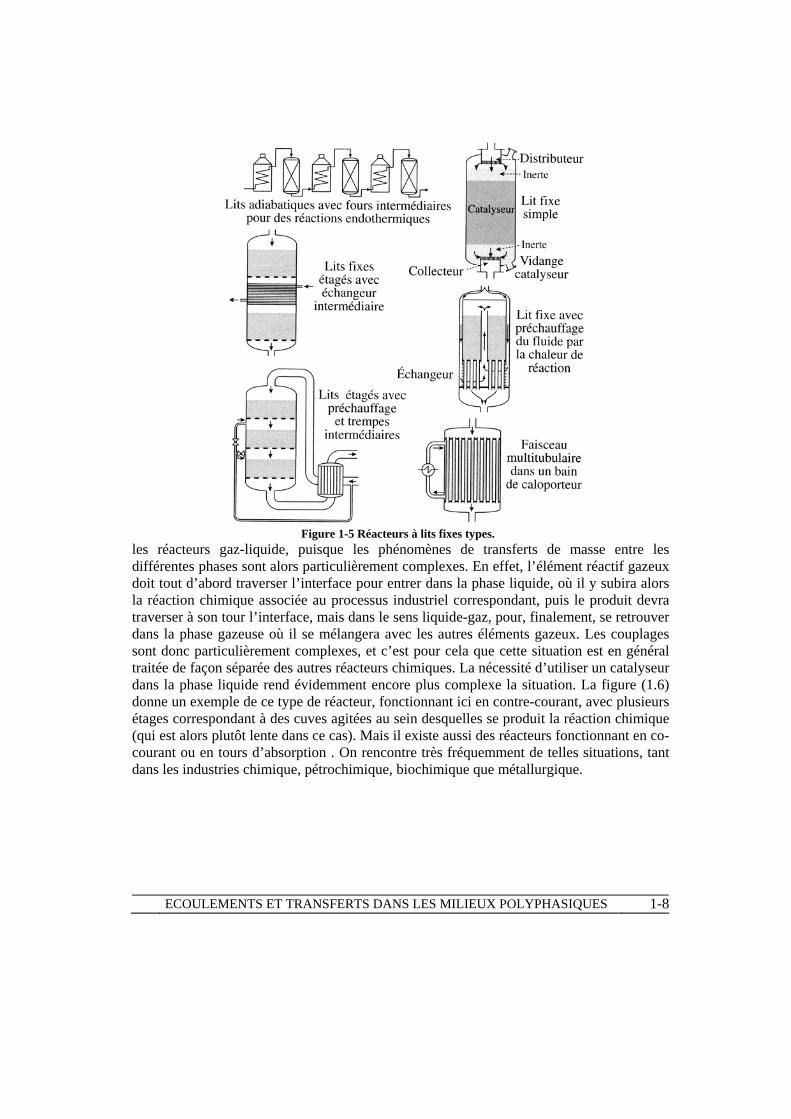
Figure 1-5 Réacteurs à lits fixes types.
les réacteurs gaz-liquide, puisque les phénomènes de transferts de masse entre les différentes phases sont alors particulièrement complexes. En effet, l’élément réactif gazeux doit tout d’abord traverser l’interface pour entrer dans la phase liquide, où il y subira alors la réaction chimique associée au processus industriel correspondant, puis le produit devra traverser à son tour l’interface, mais dans le sens liquide-gaz, pour, finalement, se retrouver dans la phase gazeuse où il se mélangera avec les autres éléments gazeux. Les couplages sont donc particulièrement complexes, et c’est pour cela que cette situation est en général traitée de façon séparée des autres réacteurs chimiques. La nécessité d’utiliser un catalyseur dans la phase liquide rend évidemment encore plus complexe la situation. La figure (1.6) donne un exemple de ce type de réacteur, fonctionnant ici en contre-courant, avec plusieurs étages correspondant à des cuves agitées au sein desquelles se produit la réaction chimique (qui est alors plutôt lente dans ce cas). Mais il existe aussi des réacteurs fonctionnant en co-courant ou en tours d’absorption . On rencontre très fréquemment de telles situations, tant dans les industries chimique, pétrochimique, biochimique que métallurgique.
ECOULEMENTS ET TRANSFERTS DANS LES MILIEUX POLYPHASIQUES
1-8
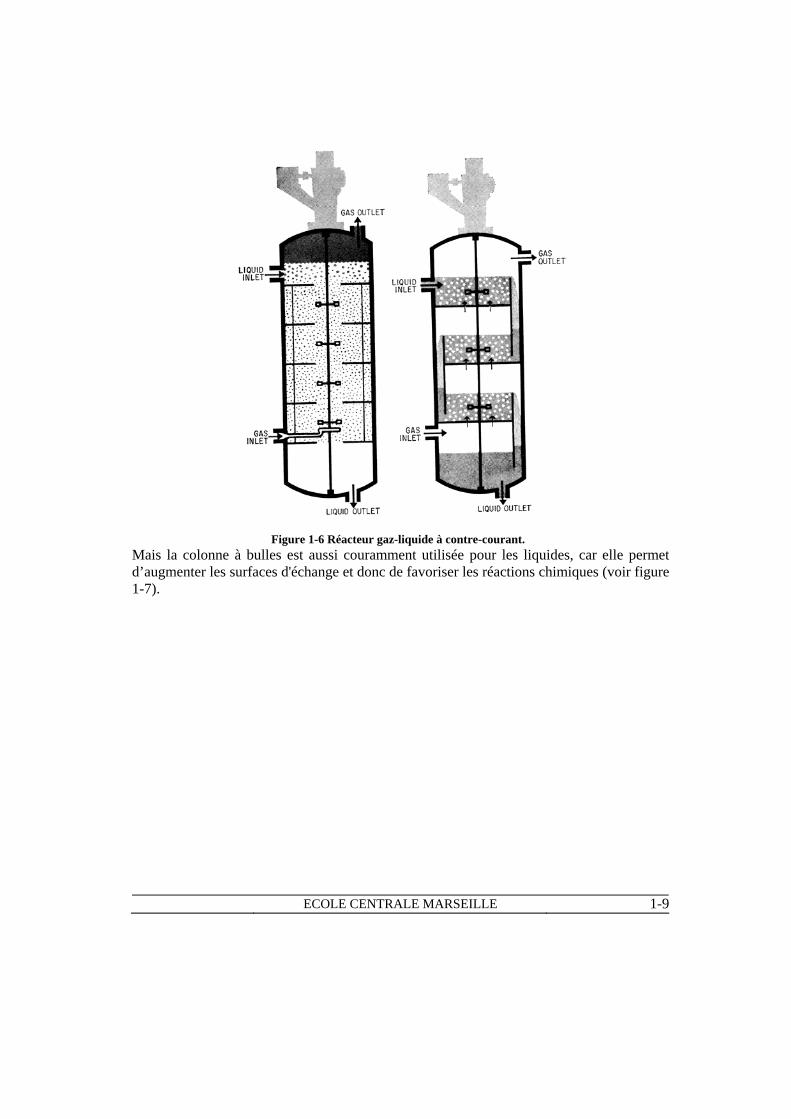
Figure 1-6 Réacteur gaz-liquide à contre-courant.
Mais la colonne à bulles est aussi couramment utilisée pour les liquides, car elle permet d’augmenter les surfaces d'échange et donc de favoriser les réactions chimiques (voir figure 1-7).
ECOLE CENTRALE MARSEILLE
1-9
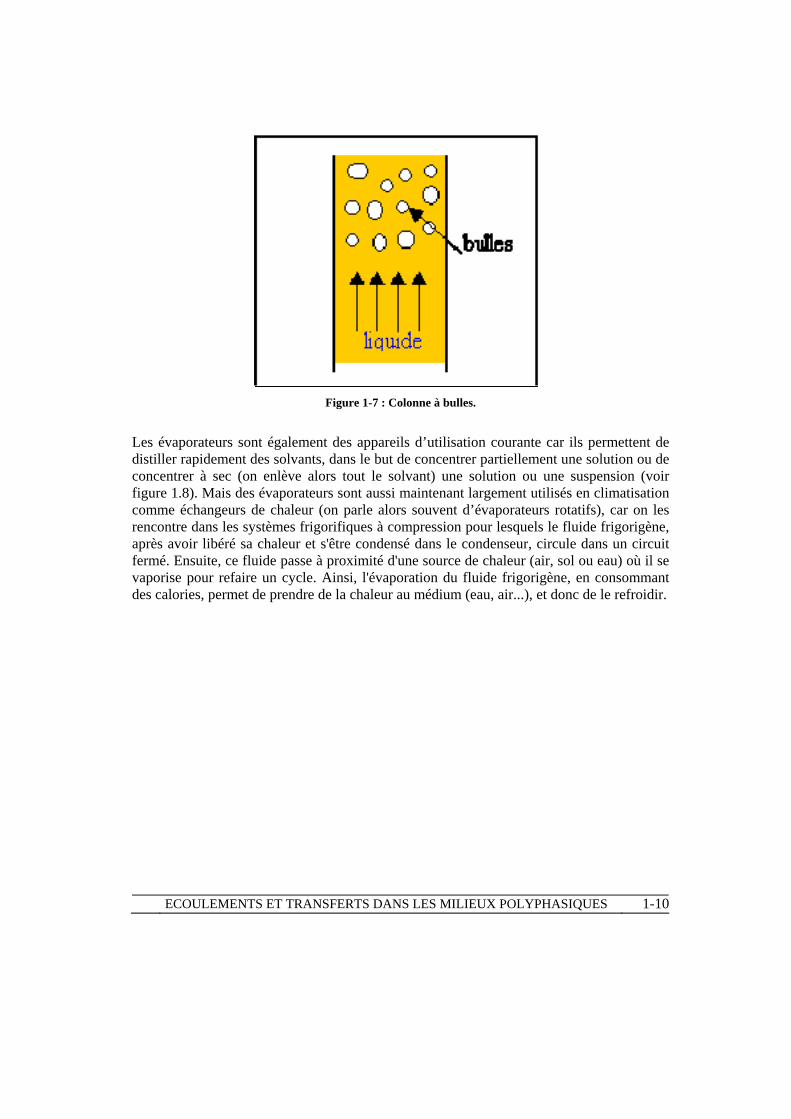
Figure 1-7 : Colonne à bulles.
Les évaporateurs sont également des appareils d’utilisation courante car ils permettent de distiller rapidement des solvants, dans le but de concentrer partiellement une solution ou de concentrer à sec (on enlève alors tout le solvant) une solution ou une suspension (voir figure 1.8). Mais des évaporateurs sont aussi maintenant largement utilisés en climatisation comme échangeurs de chaleur (on parle alors souvent d’évaporateurs rotatifs), car on les rencontre dans les systèmes frigorifiques à compression pour lesquels le fluide frigorigène, après avoir libéré sa chaleur et s'être condensé dans le condenseur, circule dans un circuit fermé. Ensuite, ce fluide passe à proximité d'une source de chaleur (air, sol ou eau) où il se vaporise pour refaire un cycle. Ainsi, l'évaporation du fluide frigorigène, en consommant des calories, permet de prendre de la chaleur au médium (eau, air...), et donc de le refroidir.
ECOULEMENTS ET TRANSFERTS DANS LES MILIEUX POLYPHASIQUES
1-10
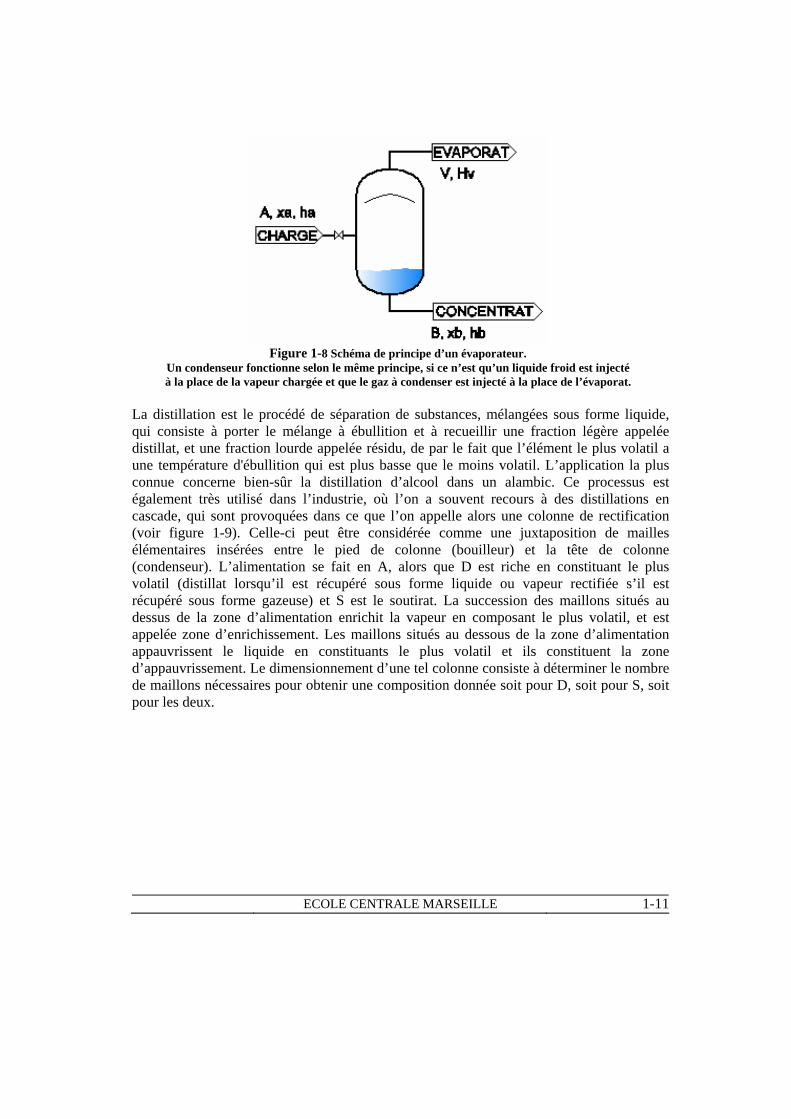
Figure 1-8 Schéma de principe d’un évaporateur.
Un condenseur fonctionne selon le même principe, si ce n’est qu’un liquide froid est injecté à la place de la vapeur chargée et que le gaz à condenser est injecté à la place de l’évaporat.
La distillation est le procédé de séparation de substances, mélangées sous forme liquide, qui consiste à porter le mélange à ébullition et à recueillir une fraction légère appelée distillat, et une fraction lourde appelée résidu, de par le fait que l’élément le plus volatil a une température d'ébullition qui est plus basse que le moins volatil. L’application la plus connue concerne bien-sûr la distillation d’alcool dans un alambic. Ce processus est également très utilisé dans l’industrie, où l’on a souvent recours à des distillations en cascade, qui sont provoquées dans ce que l’on appelle alors une colonne de rectification (voir figure 1-9). Celle-ci peut être considérée comme une juxtaposition de mailles élémentaires insérées entre le pied de colonne (bouilleur) et la tête de colonne (condenseur). L’alimentation se fait en A, alors que D est riche en constituant le plus volatil (distillat lorsqu’il est récupéré sous forme liquide ou vapeur rectifiée s’il est récupéré sous forme gazeuse) et S est le soutirat. La succession des maillons situés au dessus de la zone d’alimentation enrichit la vapeur en composant le plus volatil, et est appelée zone d’enrichissement. Les maillons situés au dessous de la zone d’alimentation appauvrissent le liquide en constituants le plus volatil et ils constituent la zone d’appauvrissement. Le dimensionnement d’une tel colonne consiste à déterminer le nombre de maillons nécessaires pour obtenir une composition donnée soit pour D, soit pour S, soit pour les deux.
ECOLE CENTRALE MARSEILLE
1-11
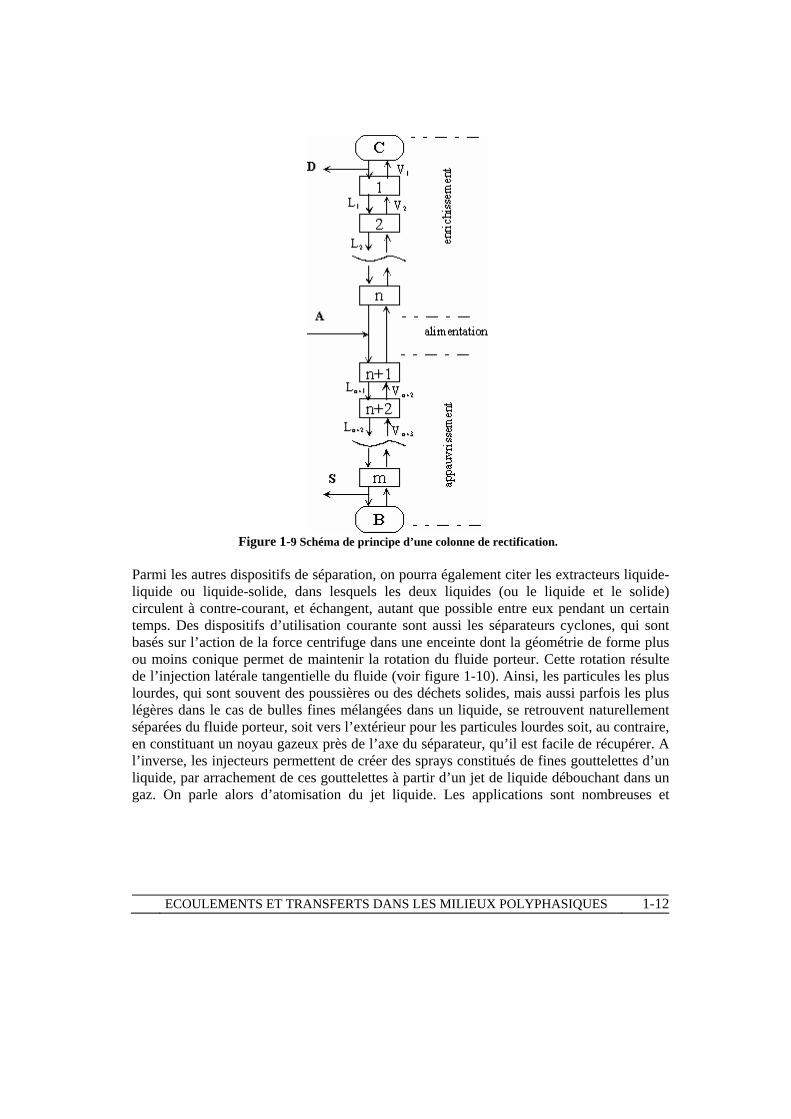
Figure 1-9 Schéma de principe d’une colonne de rectification.
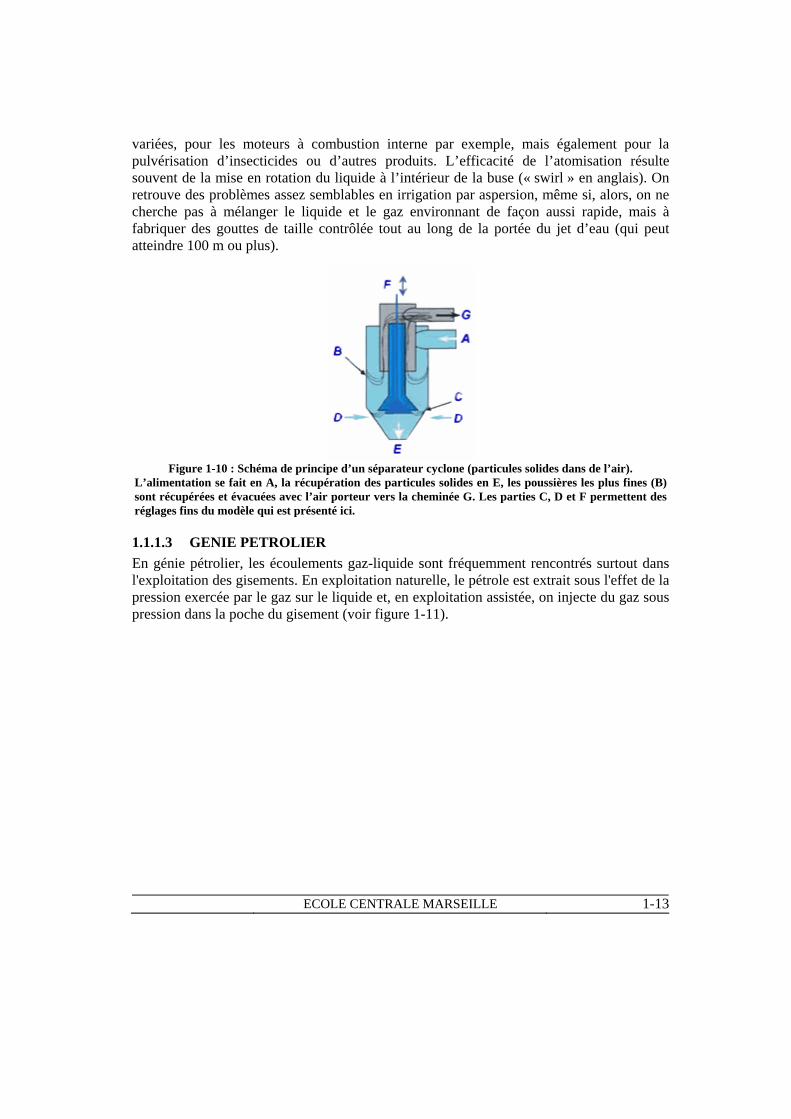
Parmi les autres dispositifs de séparation, on pourra également citer les extracteurs liquide-liquide ou liquide-solide, dans lesquels les deux liquides (ou le liquide et le solide) circulent à contre-courant, et échangent, autant que possible entre eux pendant un certain temps. Des dispositifs d’utilisation courante sont aussi les séparateurs cyclones, qui sont basés sur l’action de la force centrifuge dans une enceinte dont la géométrie de forme plus ou moins conique permet de maintenir la rotation du fluide porteur. Cette rotation résulte de l’injection latérale tangentielle du fluide (voir figure 1-10). Ainsi, les particules les plus lourdes, qui sont souvent des poussières ou des déchets solides, mais aussi parfois les plus légères dans le cas de bulles fines mélangées dans un liquide, se retrouvent naturellement séparées du fluide porteur, soit vers l’extérieur pour les particules lourdes soit, au contraire, en constituant un noyau gazeux près de l’axe du séparateur, qu’il est facile de récupérer. A l’inverse, les injecteurs permettent de créer des sprays constitués de fines gouttelettes d’un liquide, par arrachement de ces gouttelettes à partir d’un jet de liquide débouchant dans un gaz. On parle alors d’atomisation du jet liquide. Les applications sont nombreuses et
ECOULEMENTS ET TRANSFERTS DANS LES MILIEUX POLYPHASIQUES
1-12
variées, pour les moteurs à combustion interne par exemple, mais également pour la pulvérisation d’insecticides ou d’autres produits. L’efficacité de l’atomisation résulte souvent de la mise en rotation du liquide à l’intérieur de la buse (« swirl » en anglais). On retrouve des problèmes assez semblables en irrigation par aspersion, même si, alors, on ne cherche pas à mélanger le liquide et le gaz environnant de façon aussi rapide, mais à fabriquer des gouttes de taille contrôlée tout au long de la portée du jet d’eau (qui peut atteindre 100 m ou plus).
Figure 1-10 : Schéma de principe d’un séparateur cyclone (particules solides dans de l’air).
L’alimentation se fait en A, la récupération des particules solides en E, les poussières les plus fines (B) sont récupérées et évacuées avec l’air porteur vers la cheminée G. Les parties C, D et F permettent des réglages fins du modèle qui est présenté ici.
1.1.1.3 GENIE PETROLIER En génie pétrolier, les écoulements gaz-liquide sont fréquemment rencontrés surtout dans l'exploitation des gisements. En exploitation naturelle, le pétrole est extrait sous l'effet de la pression exercée par le gaz sur le liquide et, en exploitation assistée, on injecte du gaz sous pression dans la poche du gisement (voir figure 1-11).
ECOLE CENTRALE MARSEILLE
1-13
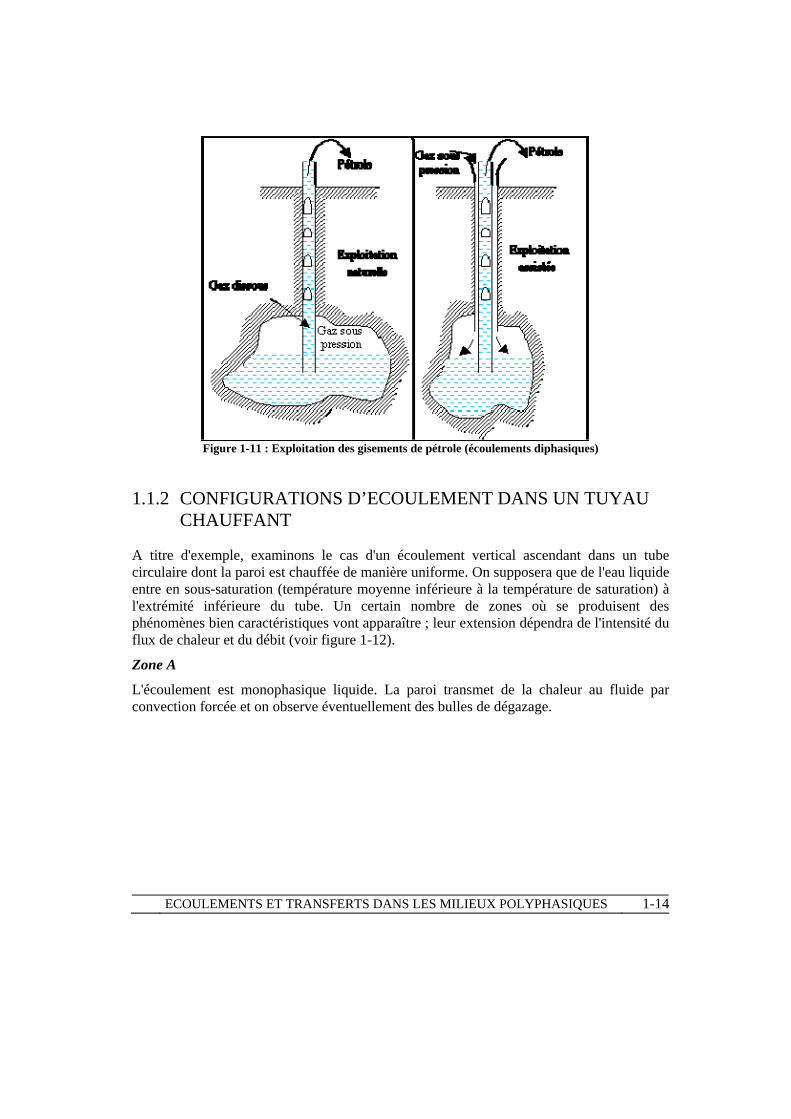
Figure 1-11 : Exploitation des gisements de pétrole (écoulements diphasiques)
1.1.2 CONFIGURATIONS D’ECOULEMENT DANS UN TUYAU CHAUFFANT
A titre d'exemple, examinons le cas d'un écoulement vertical ascendant dans un tube circulaire dont la paroi est chauffée de manière uniforme. On supposera que de l'eau liquide entre en sous-saturation (température moyenne inférieure à la température de saturation) à l'extrémité inférieure du tube. Un certain nombre de zones où se produisent des phénomènes bien caractéristiques vont apparaître ; leur extension dépendra de l'intensité du flux de chaleur et du débit (voir figure 1-12).
Zone A
L'écoulement est monophasique liquide. La paroi transmet de la chaleur au fluide par convection forcée et on observe éventuellement des bulles de dégazage.
ECOULEMENTS ET TRANSFERTS DANS LES MILIEUX POLYPHASIQUES
1-14
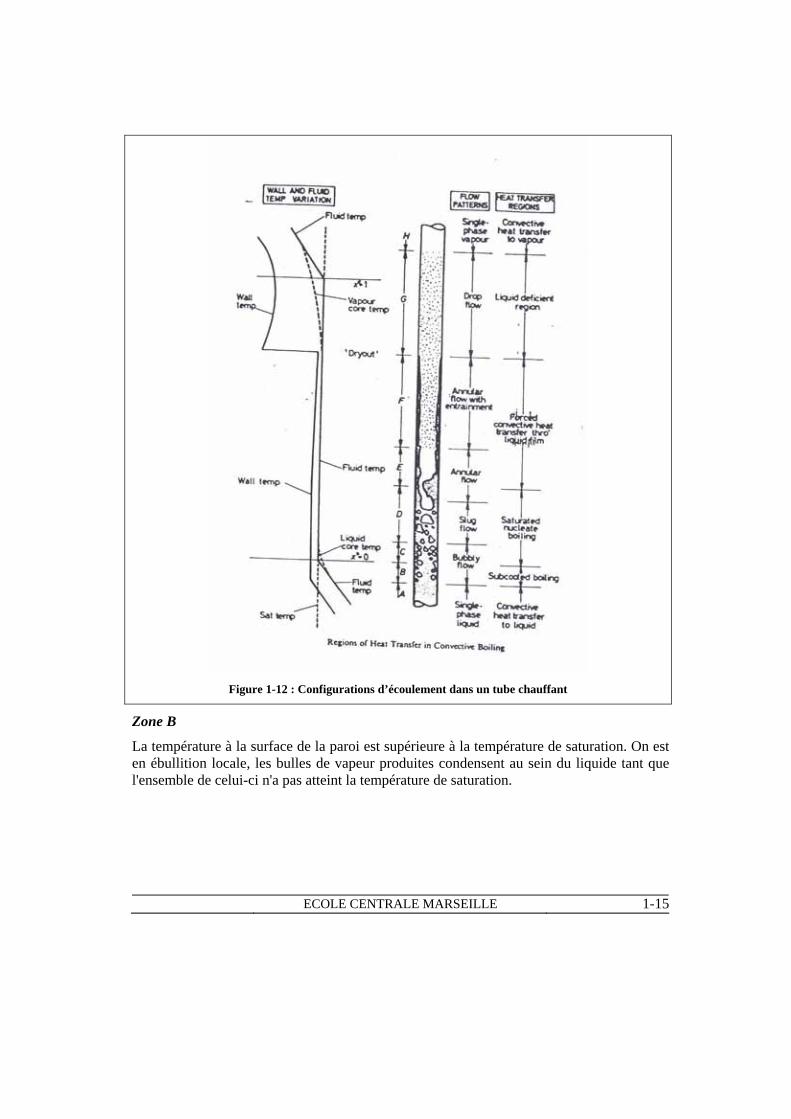
Figure 1-12 : Configurations d’écoulement dans un tube chauffant
Zone B
La température à la surface de la paroi est supérieure à la température de saturation. On est en ébullition locale, les bulles de vapeur produites condensent au sein du liquide tant que l'ensemble de celui-ci n'a pas atteint la température de saturation.
ECOLE CENTRALE MARSEILLE
1-15
Zone C
Le liquide est à la température de saturation. Des bulles de vapeur de plus en plus nombreuses apparaissent au sein de l'écoulement. On parle d' »écoulement à bulles » (bubbly flow). Le transfert de chaleur s'effectue par ébullition nucléée dont l'efficacité permet la stabilisation de la température de paroi.
Zone D
Les bulles, devenant très nombreuses, ont tendance à s'agglomérer (phénomène de coalescence) et à former des bouchons de vapeur se rassemblant au centre du tube. Ce régime est appelé « écoulement à bouchons » (slug flow).
Zone E et F
Les bouchons tendent à se rejoindre et forment un manchon de vapeur au centre du tube. La paroi est baignée par un mince film annulaire de liquide, d'où l'appellation « écoulement annulaire » (annular flow). La surface du film liquide en contact avec le noyau central de vapeur est extrêmement agitée, il s'y produit une évaporation intense ainsi qu'un arrachement de gouttelettes de liquide.
Zone G
Le film liquide annulaire s'épuise peu à peu, permettant un contact direct entre la vapeur et la paroi chauffante. Si le flux est élevé, on a le risque de destruction de la paroi chauffante (burn-out) ; s'il est modéré, la montée en température de la paroi est moins brutale, limitée par l'évaporation des gouttelettes de liquide en suspension dans la vapeur. Dans ce dernier cas, le coefficient d'échange reste à une valeur acceptable et, pour différencier ce phénomène du burn-out brutal, on l'appelle « échauffement critique par assèchement » (dry-out). Lorsque le film liquide a complètement disparu, il ne reste plus que de minuscules gouttelettes en suspension dans la vapeur : on appelle ce régime « écoulement à brouillard » (mist flow).
Zone H
La phase liquide a totalement disparu, on a un écoulement simple phase de vapeur sèche pour lequel s'appliquent les lois classiques de la convection forcée.
1.1.3 QUELQUES GRANDEURS CARACTERISTIQUES
Comme on peut le voir sur la figure précédente (Figure 1-12), les écoulements diphasiques se présentent sous des formes très diverses, correspondant à des taux de présence de chaque
ECOULEMENTS ET TRANSFERTS DANS LES MILIEUX POLYPHASIQUES
1-16
phase très variables. Il est donc essentiel, par rapport au cas des écoulements monophasiques, de définir des paramètres permettant de caractériser localement la présence relative de chaque phase (liquide, gazeuse). Les cas limites sont les situations monophasiques, liquide ou gaz, dans lesquelles l'une des deux phases est résiduelle. Dans le cas où la phase gazeuse comprend parmi ses constituants la vapeur associée au liquide, on utilisera fréquemment, pour caractériser les transitions liquide-vapeur, les quelques grandeurs caractéristiques suivantes.
Pression de vapeur saturante, température de saturation
Considérons un liquide et sa vapeur enfermés dans une enceinte contrôlée en pression ou en température. Pour une température donnée, il existe une pression pour laquelle les phases liquide et vapeur coexistent en équilibre ; cette pression d'équilibre est appelée pression de vapeur saturante, . satpRéciproquement, pour une pression donnée (inférieure à la pression critique), il existe une température d'équilibre appelée température de saturation, . satTDans le cas d'un mélange liquide-vapeur-gaz incondensable, l'équilibre entre phases est obtenu lorsque la pression partielle de vapeur est égale à la pression de saturation,
, pour une température donnée. satV pp =
Humidité relative, taux de saturation
Pour un mélange gazeux comportant une vapeur condensable, on définit l'humidité relative, ou taux de saturation, par :
satV p/pS = Cette grandeur caractérise la quantité de vapeur présente dans le mélange gazeux à une température donnée. A l'équilibre, le taux de saturation vaut 100% ( 1S = ).
Chaleur latente de vaporisation
On appelle par définition chaleur de vaporisation, notée , la quantité d'énergie qu'il faut fournir à l'unité de masse d'un corps pour faire passer celui-ci de l'état liquide à l'état gazeux (vapeur) en restant à température constante. C'est également la quantité d'énergie libérée lors de la transformation inverse (condensation).
VL
Pour de l'eau à 100°C, on a : kJ/kg 2250LV = .
ECOLE CENTRALE MARSEILLE
1-17
1.2 LITS FLUIDISES
Les dispositifs industriels dénommés par le terme générique de « lits fluidisés » représentent en réalité une variété de situations très diverses et variées. Néanmoins, leur objectif commun est de provoquer la mise en contact de composants divers présents sous des phases différentes. Les situations habituelles sont les mélanges gaz – particules solides ou liquide – particules solides, mais il arrive fréquemment que la phase solide dispersée dans un gaz soit largement humide. Les situations et les problèmes rencontrés sont donc très variés, et il n’est pas possible d’en faire ici une présentation exhaustive. Il existe pour cela des ouvrages spécialisés assez nombreux (dont quelques références principales sont données dans la partie bibliographique). Par ailleurs, nous tenons à signaler dès à présent que nous ne nous intéresserons pas aux systèmes mécaniques qui servent uniquement au convoyage ou transport sur de grandes distances de matériaux solides tels que le charbon (dans l’air) ou des inclusions solides diverses dans des liquides ou des pâtes. Un chapitre de l’article de C. Laguérie traite, parmi d’autres ouvrages, de ce problème. Parmi les avantages reconnus des lits fluidisés, on notera la possibilité d’opérer en système ouvert ou en système fermé, de pouvoir manipuler de gros débits de solides, de bénéficier d’un excellent mélange de solides et, de ce fait, d’avoir une bonne isothermie radiale et axiale et un bon contrôle de la température. Par ailleurs, les caractéristiques physiques des catalyseurs, dont la taille moyenne se situe entre 50 et 100 μm et qui ont une surface spécifique élevée, demeurent compatibles avec des conditions de fluidisation et de mise en contact acceptables. Si la première application industrielle de la fluidisation à une réaction chimique remonte à 1926 avec la gazéification du charbon, c’est depuis 1940, après le lancement des premiers réacteurs de craquage catalytique, que cette technique a pris son véritable essor. De nos jours, les lits fluidisés sont utilisés dans des domaines très variés, parmi lesquels on peu mentionner l’industrie pétrolière et la chimie lourde, mais aussi la chimie fine et l’industrie pharmaceutique ainsi que le génie alimentaire (notamment pour différentes opérations de séchage qui interviennent lors de la fabrication de la levure ou le séchage de divers fruits ou graines – orange, kiwi, noisette, etc …) et le génie médical (foie bio-artificiel à lit fluidisé par exemple). Notons que si les lits fluidisés servent le plus souvent à « fabriquer » un élément par entretien en continu d’une réaction chimique, ils sont aussi très largement utilisés pour le transport de matériaux solides, le séchage de particules, ou le traitement de déchets. Les variantes techniques qui permettent de prendre en compte les caractères spécifiques d’une réaction et les contraintes de procédé sont nombreuses. On peut notamment distinguer les lits fluidisés circulants (système ouvert, dans lequel les différentes phases en présence ont un mouvement d’ensemble qui provoque leur renouvellement en continu) et les lits fluidisés en système fermé (dans lequel des particules solides sont maintenues en suspension dans le fluide sans qu’il y ait de
ECOULEMENTS ET TRANSFERTS DANS LES MILIEUX POLYPHASIQUES
1-18
mouvement d’ensemble, avec un mouvement ascendant de celles-ci au centre et une descente le long des parois de l’enceinte). Tous ces facteurs font que la conception, l’extrapolation ou la transformation d’unités (c’est-à-dire l’extrapolation de résultats obtenus avec un dispositif donné à une certaine échelle vers des échelles plus grandes ou plus petites) font encore largement appel à l’expérience et ne sont pas sans risques. A ce titre, la science des lits fluidisés reste encore très largement empirique. Le champ d’application des lits fluidisés et des systèmes dérivés résulte des nombreux avantages qu’ils présentent par rapport aux autres techniques de mise en contact d’une phase solide divisée et d’une phase fluide continue. Le plus important de ces avantages est sans aucun doute leur aptitude à approcher des conditions isothermes. C’est un élément prépondérant dans la plupart des applications et notamment pour la mise en œuvre de réactions chimiques, catalytiques ou non catalytiques, où un contrôle sévère des paramètres de fonctionnement s’avère nécessaire pour obtenir un bon rendement et surtout une sélectivité élevée par rapport aux produits recherchés. Un tel contrôle de la température est rendu possible dans un lit fluidisé grâce à la conjonction des trois facteurs que sont : i) le brassage intense du solide, qui permet de dissiper les points chauds ou froids dans toutes les parties du lit avant qu’ils n’atteignent une amplitude significative ; ii) la capacité thermique élevée du solide par rapport à celle du fluide présent à chaque instant dans le lit ce qui stabilise ainsi sa température ; iii) l’intensité des transferts entre le lit fluidisé et les parois de l’appareil ou les surfaces de transfert qui permet d’extraire ou d’apporter aisément la chaleur mise en jeu dans les procédés. Les autres avantages relèvent de l’analogie de comportement des lits fluidisés avec les liquides, facilitant la manutention du solide et permettant la réalisation d’opérations en continu. Néanmoins, ces avantages peuvent être parfois contrariés par quelques inconvénients comme : i) la difficulté de traiter en lit fluidisé des solides n’ayant pas de bonnes propriétés de coulabilité ou qui présentent une tendance à l’agglomération ; ii) la difficulté d’opérer sur des particules friables qui tendent à former des fines trop facilement entraînées dans le courant de fluide ; iii) la perte de charge subie par le fluide à travers un lit fluidisé qui est supérieure à celle relative à des fours rotatifs ou d’autres types de contacteurs ; iv) l’efficacité de contact entre le fluide et le solide dans un lit en régime dit bouillonnant (voir § 7.2) est limitée par la présence des bulles qui contiennent très peu de particules, ce qui se traduit, dans le cas de réactions catalytiques, par une réduction du taux de conversion par rapport à celui qui pourrait être obtenu dans un lit fixe opérant dans des conditions parfaitement identiques. Après ces remarques introductives, nous allons maintenant présenter quelques exemples courants de systèmes à lits fluidisés. Les illustrations qui suivent n’ont pas pour objet de présenter les phénomènes physiques mis en œuvre, ni les différents régimes de fluidisation
ECOLE CENTRALE MARSEILLE
1-19
qui peuvent exister, ni les différentes classes de particules qui sont utilisées dans les lits fluidisés. Tout cela sera discuté en détail dans le chapitre 7.
1.2.1 CRAQUAGE CATALYTIQUE ET CRAQUAGE THERMIQUE DES HYDROCARBURES
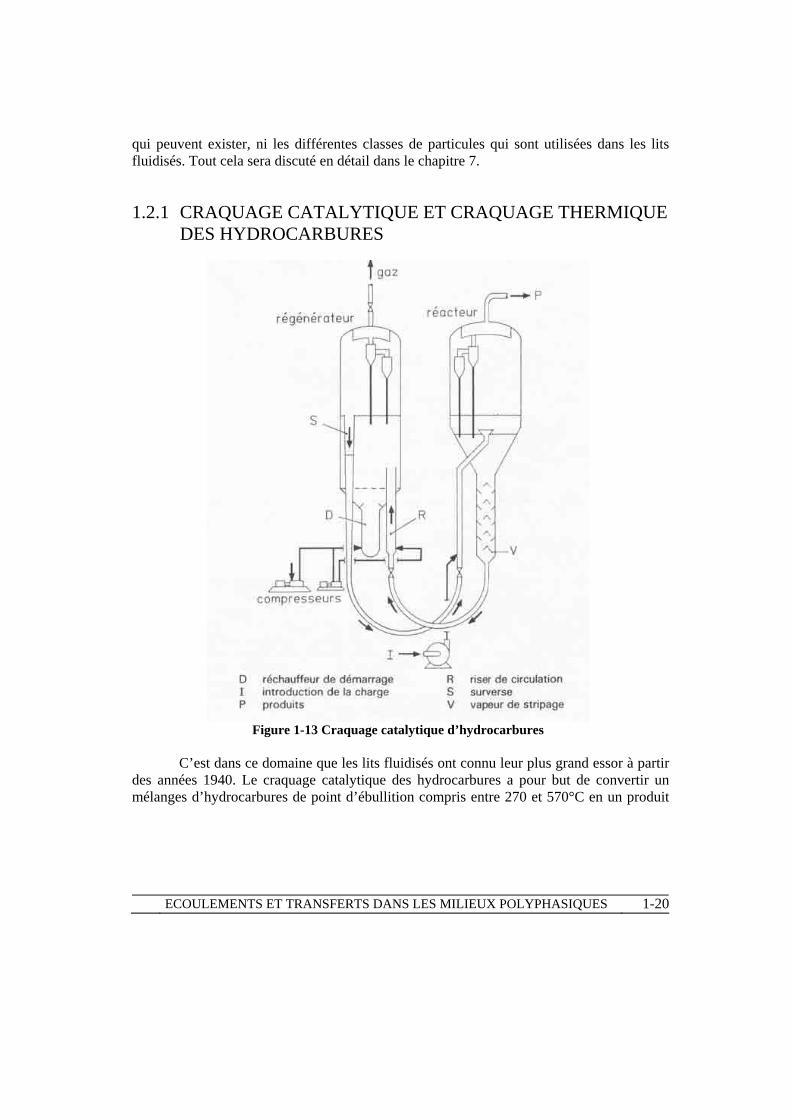
Figure 1-13 Craquage catalytique d’hydrocarbures
C’est dans ce domaine que les lits fluidisés ont connu leur plus grand essor à partir
des années 1940. Le craquage catalytique des hydrocarbures a pour but de convertir un mélanges d’hydrocarbures de point d’ébullition compris entre 270 et 570°C en un produit
ECOULEMENTS ET TRANSFERTS DANS LES MILIEUX POLYPHASIQUES
1-20
gazeux constitué d’essence, de kérosène et de fractions de combustibles pour moteur diesel avec, comme sous-produits, des butanes et des molécules plus légères. Le craquage est endothermique et conduit à un dépôt de coke sur le catalyseur, provoquant sa désactivation rapide. Le catalyseur doit donc être régénéré et réchauffé en continu. A l’heure actuelle, les catalyseurs les plus courants se présentent sous forme de particules quasi-sphériques, de taille comprise entre 40 et 80 μm, de masse volumique de l’ordre de 750 kg/m3, qui appartiennent à la classe A de la classification de Geldart (voir figure 7.3). Dans l’installation schématisée sur la figure (1-13), le brut à traiter est introduit à l’état liquide au contact du catalyseur régénéré. Il subit là une vaporisation et un début de craquage avant d’arriver dans le réacteur principal où se trouve le lit catalytique fluidisé, dont la température est de 520°C. Le catalyseur entraîné est ensuite récupéré et quitte le réacteur principal par le bas, avant d’être convoyé jusqu’au régénérateur où il est fluidisé par de l’air qui assure la combustion du coke ainsi que le réchauffement de ce catalyseur. Une fois régénéré, le catalyseur chaud, jouant le rôle de vecteur de chaleur, est alors renvoyé dans le réacteur de craquage.
1.2.2 COMBUSTION ET GAZEIFICATION DU CHARBON
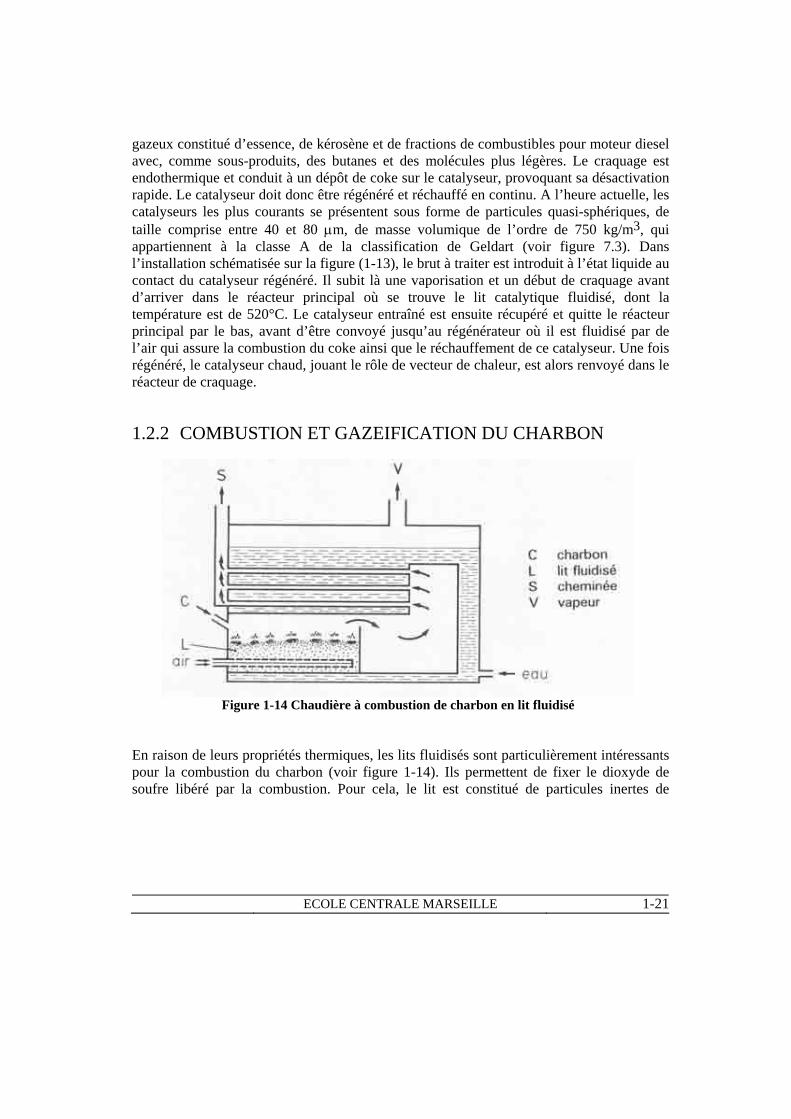
Figure 1-14 Chaudière à combustion de charbon en lit fluidisé
En raison de leurs propriétés thermiques, les lits fluidisés sont particulièrement intéressants pour la combustion du charbon (voir figure 1-14). Ils permettent de fixer le dioxyde de soufre libéré par la combustion. Pour cela, le lit est constitué de particules inertes de
ECOLE CENTRALE MARSEILLE
1-21
dolomie de taille comprise entre 500 et 2000 μm. La dolomie réagit avec le SO2 pour former du sulfate de calcium, de sorte que l’émission de soufre dans les fumées peut être facilement réduite en-dessous des normes de pollution. Le lit assure aussi un rôle de réservoir thermique qui permet aux particules de charbon introduites de s’enflammer presque instantanément et un rôle de promoteur des transferts de chaleur vers les tubes dans lesquels circule l’eau qui est vaporisée. Les chaudières à lit fluidisé peuvent opérer à pression atmosphérique ou sous pression élevée. Les températures sont comprises entre 800 et 950°C.
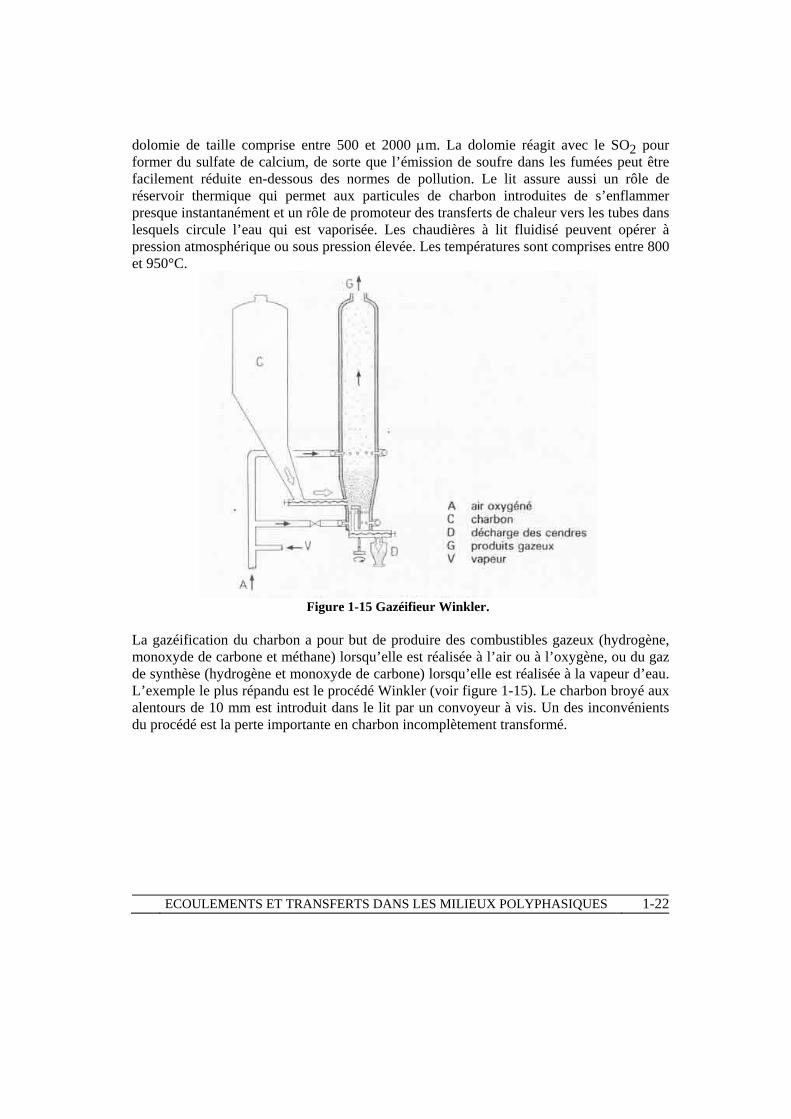
Figure 1-15 Gazéifieur Winkler.
La gazéification du charbon a pour but de produire des combustibles gazeux (hydrogène, monoxyde de carbone et méthane) lorsqu’elle est réalisée à l’air ou à l’oxygène, ou du gaz de synthèse (hydrogène et monoxyde de carbone) lorsqu’elle est réalisée à la vapeur d’eau. L’exemple le plus répandu est le procédé Winkler (voir figure 1-15). Le charbon broyé aux alentours de 10 mm est introduit dans le lit par un convoyeur à vis. Un des inconvénients du procédé est la perte importante en charbon incomplètement transformé.
ECOULEMENTS ET TRANSFERTS DANS LES MILIEUX POLYPHASIQUES
1-22
1.2.3 INCINERATION DE RESIDUS LIQUIDES ET SOLIDES
Les incinérateurs à lit fluidisé sont couramment utilisés pour le traitement de résidus solides ou liquides, de nature organique ou biologique (pouvant être toxiques), tels que les ordures ménagères, les déchets industriels ou les résidus des unités de traitement d’eau. Le réacteur contient un matériau inerte constitué de sable, d’alumine ou de magnésie. Les liquides à traiter sont injectés directement dans le lit fluidisé après avoir subi, si nécessaire, une concentration.
1.2.4 CALCINATION DES CARBONATES ET DES PHOSPHATES
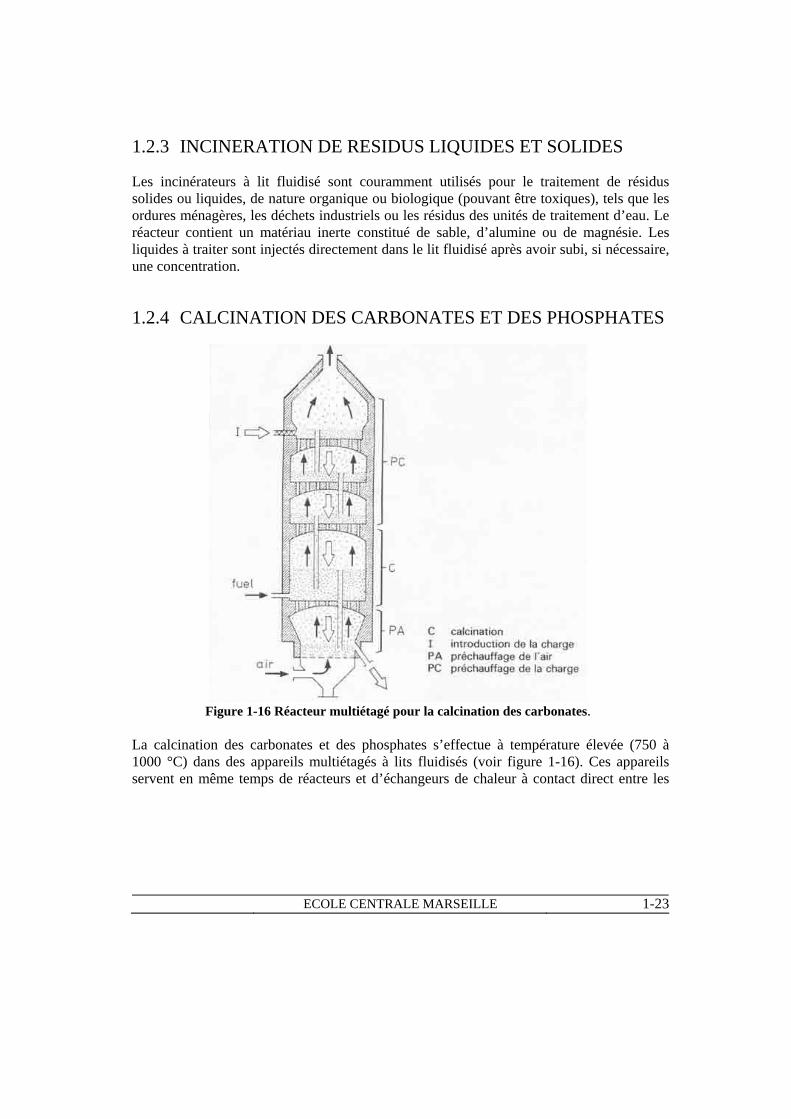
Figure 1-16 Réacteur multiétagé pour la calcination des carbonates.
La calcination des carbonates et des phosphates s’effectue à température élevée (750 à 1000 °C) dans des appareils multiétagés à lits fluidisés (voir figure 1-16). Ces appareils servent en même temps de réacteurs et d’échangeurs de chaleur à contact direct entre les
ECOLE CENTRALE MARSEILLE
1-23
gaz et les particules solides. La chaleur nécessaire aux réactions est produite par combustion de gaz naturel ou de fuel injecté sur un des étages intermédiaires.
1.2.5 GRILLAGE DES MINERAIS SULFURES
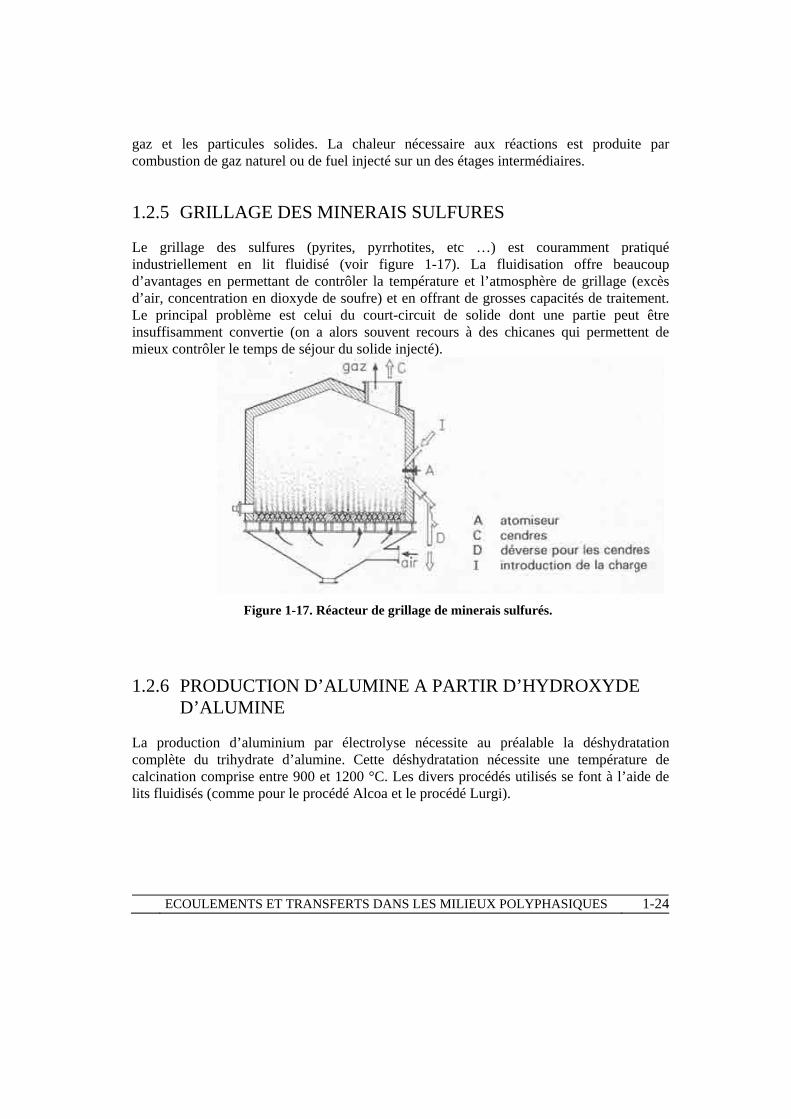
Le grillage des sulfures (pyrites, pyrrhotites, etc …) est couramment pratiqué industriellement en lit fluidisé (voir figure 1-17). La fluidisation offre beaucoup d’avantages en permettant de contrôler la température et l’atmosphère de grillage (excès d’air, concentration en dioxyde de soufre) et en offrant de grosses capacités de traitement. Le principal problème est celui du court-circuit de solide dont une partie peut être insuffisamment convertie (on a alors souvent recours à des chicanes qui permettent de mieux contrôler le temps de séjour du solide injecté).
Figure 1-17. Réacteur de grillage de minerais sulfurés.
1.2.6 PRODUCTION D’ALUMINE A PARTIR D’HYDROXYDE D’ALUMINE
La production d’aluminium par électrolyse nécessite au préalable la déshydratation complète du trihydrate d’alumine. Cette déshydratation nécessite une température de calcination comprise entre 900 et 1200 °C. Les divers procédés utilisés se font à l’aide de lits fluidisés (comme pour le procédé Alcoa et le procédé Lurgi).
ECOULEMENTS ET TRANSFERTS DANS LES MILIEUX POLYPHASIQUES
1-24
1.2.7 SYNTHESES CATALYTIQUES
De nombreuses réactions catalytiques exothermiques sont mises en œuvre en lit fluidisé en raison des avantages thermiques offerts par ce type de contacteur. On peut notamment citer l’oxydation du naphtalène en anhydride phtalique, l’ammoxydation du propène en acrylonitrile, l’hydrogénation du nitrobenzène en aniline, l’oxydation de l’éthylène en oxyde d’éthylène, la méthanisation des mélanges CO + H2, ou la production d’essence par synthèse Fisher-Tropsch. Les catalyseurs sont fins (en général moins de 200 μm) et les vitesses de fluidisation élevées (une dizaine de fois la vitesse minimale de fluidisation). On cherche à favoriser le développement de petites bulles, offrant une grande surface de transfert avec l’émulsion.
1.2.8 OPERATIONS DE TYPE PHYSIQUE
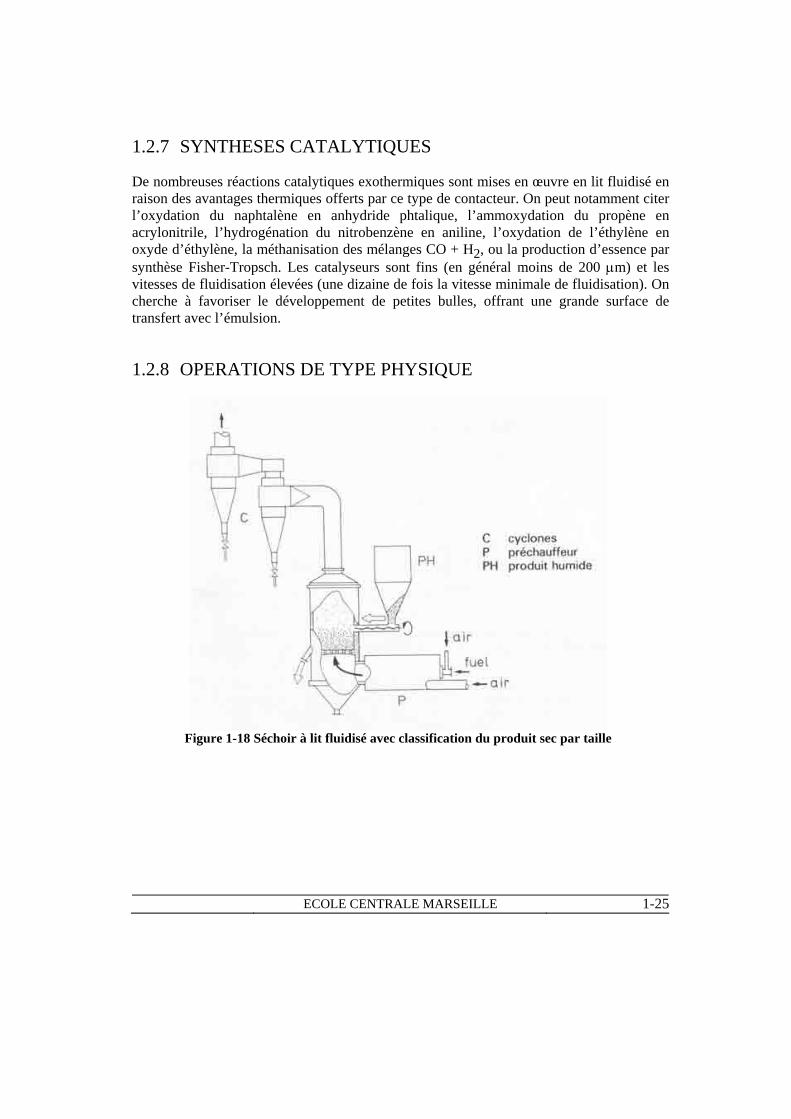
Figure 1-18 Séchoir à lit fluidisé avec classification du produit sec par taille
ECOLE CENTRALE MARSEILLE
1-25
1.2.8.1 SECHAGE L’utilisation des lits fluidisés pour le séchage permet de réaliser des opérations continues à grande échelle avec une manutention aisée du solide (voir figure 1-18). Lorsque le produit trop humide tend à s’agglomérer, il est mélangé à une partie du solide sec et introduit sous cette forme dans le lit. Le lit peut être biétagé si on veut contrôler la distribution des temps de séjour et par là même l’uniformité du séchage.
1.2.8.2 GRANULATION Elle requiert l’injection par atomisation de solutions concentrées sur des particules inertes ou des granulés déjà formés, fluidisés par le gaz chaud.
1.2.8.3 TRANSFERT DE CHALEUR Le transfert de chaleur direct entre des particules solides chaudes et un gaz froid, ou inversement, est peu efficace dans un lit fluidisé monoétagé qui se comporte comme un étage de mise à l’équilibre. La réalisation du transfert dans des lits multiétagés (trois ou quatre étages) permet d’obtenir d’excellentes performances quant à la restitution de la chaleur. De tels échangeurs peuvent être utilisés pour la récupération de chaleur sur des effluents gazeux ou solides chauds.
1.2.8.4 MELANGE OU SEPARATION DE SOLIDES Les qualités de la fluidisation concernant le brassage du solide en font une technique particulièrement adaptée aux opérations de mélanges de différentes populations de solides divisés. Au contraire, la ségrégation par taille est difficile à réaliser à l’intérieur d’un lit fluidisé. Mais, en combinant la fluidisation et les étages de séparateurs cyclones, on peut réaliser une séparation par taille du produit.
ECOULEMENTS ET TRANSFERTS DANS LES MILIEUX POLYPHASIQUES
1-26
1.3 ORIGINES DES AEROSOLS
Nous donnons dans cette introduction de la partie du chapitre consacrée aux milieux aérosols quelques éléments sur leurs origines, les nuisances dont ils sont responsables mais, également leurs applications. Les aérosols font partie de notre vie quotidienne. Un fumeur dérange ses voisins car il est un producteur d'aérosols. Sa fumée est constituée d'un ensemble de particules dont les dimensions sont inférieures au micromètre (10-6 m). Chaque année au printemps, les personnes sujettes au rhume des foins sont incommodées par une trop grande quantité de pollens dans l'atmosphère. Elles sont les victimes d'un milieu aérosol dont les particules ont de quelques micromètres à quelques dizaines de micromètres. Le brouillard est un milieu aérosol qui paralyse la circulation routière et le trafic des aéroports. Ces exemples relèvent des désagréments quotidiens. En revanche, les aérosols peuvent avoir aussi des conséquences particulièrement sévères. Il y a quelque soixante cinq millions d'années, les dinosaures succombaient aux aérosols. Les paléontologues soutiennent la thèse que notre planète fut percutée par une météorite d'un diamètre de l'ordre de 10 kilomètres. L'impact du bolide avec le sol, parmi d’autres conséquences, pulvérisa une très grande quantité de roches dont une fraction fut transportée dans l'atmosphère sous forme de particules. Là, elles ont constitué un milieu aérosol assez important pour occulter une partie du rayonnement solaire. Ce déficit d’énergie pour la surface terrestre conduisit ensuite à une glaciation qui progressivement causa la perte d'un grand nombre d'espèces, dont ces fameux dinosaures. La version moderne de cette catastrophe est l'hiver nucléaire. La météorite génératrice d'aérosols est remplacée par l'utilisation d'un grand nombre de mégatonnes au cours d'un conflit nucléaire. La différence, et non la moindre, entre ce scénario et le précédent réside en ce que les hommes ont remplacé les dinosaures et que nous aurions à subir, à défaut d'une glaciation, pour le moins une période de sévère refroidissement du climat. Ces exemples relèvent d'une thèse en cours de vérification et d'une hypothèse que l'on souhaite ne jamais avoir à vérifier. En revanche, l'Histoire recèle des exemples attestés des conséquences des aérosols. En 79, en Campanie, au pied du Vésuve, la ville de Pompéi fut recouverte par le très dense aérosol de cendres produit par l'éruption du volcan et nombre de ses habitants succombèrent par asphyxie. Plus proche de nous, en 1986, et, heureusement, d'une importance sans commune mesure, nous avons encore tous présent à l'esprit l'accident de Tchernobyl. La destruction et l'incendie du cœur d'un des réacteurs nucléaires électrogènes conduisirent à l'émission d'un aérosol de particules radioactives. Sa migration dans l'atmosphère, puis les retombées de ses constituants, sous l'effet de différents mécanismes physiques, conditionnèrent l'extension et l'intensité des contaminations. Les relations, par la presse, du cheminement de ce milieu aérosol au-dessus de l'Europe et des prévisions des
ECOLE CENTRALE MARSEILLE
1-27
contaminations locales, nous permirent d'appréhender l'importance de la mécanique des aérosols. Les aérosols font partie du tribut que nous devons payer nombre de nos activités industrielles ou domestiques. Nous les rencontrons dans le domaine de la production d'énergie, que l'on pense aux unités de production à combustibles fossiles dont les cheminées produisent de grandes quantités de particules. Ces aérosols peuvent être responsables, suivant leur nature et leur composition chimique, de conséquences sur l’environnement, comme la déforestation, ou sanitaires, en particulier sur la pathologie respiratoire. Les incendies de forêt sont des producteurs d'aérosols. On s'en convainc, à l'occasion d'un incendie important, en observant l'occultation partielle de la lumière du soleil et la coloration du ciel que les particules produisent dans l'atmosphère. Les aérosols émis, selon les tailles et les températures des particules, sont susceptibles de contribuer à la propagation de l'incendie. Les aérosols constitués de particules de pollen peuvent être transportés par le vent sur des distances importantes et, selon la viabilité du pollen, produire ainsi une dissémination d’une espèce végétale bien au-delà de sa zone de culture. Si cette propagation concerne une espèce d’organisme génétiquement modifiée (OGN), elle conduira à la contamination des cultures d’espèces naturelles dans le voisinage du champ cultivé en OGN. Abandonnons ces exemples de nuisances pour considérer les applications des aérosols. Les méthodes de la mécanique des aérosols sont utilisées dans de nombreux domaines. L'un des plus traditionnels est la météorologie pour laquelle l'étude et la modélisation du développement des systèmes nuageux jouent un rôle essentiel. L'apparition de pluies acides dans certaines régions résultant de l'effet d’entraînement des particules atmosphériques par la pluie a mis en évidence, pour la protection de l'environnement, l'importance d'une bonne connaissance des mécanismes qui affectent le transport, la dispersion et la capture des aérosols. L'étude de la rétention des particules dans le système pulmonaire permet d'apprécier les risques sanitaires encourus par divers secteurs d’activité comme les mines et les carrières, l'industrie textile ou même la restauration. L'analyse de la pénétration dans le tractus pulmonaire du nébulisat d'une solution médicamenteuse permet d'en améliorer les capacités curatives. Naturellement, les techniques liées aux questions de conditionnement de l'atmosphère d'ateliers, des salles blanches dans l'industrie de la microélectronique, relèvent des méthodes de la mécanique des milieux aérosols. Citons encore, pour mémoire, les applications relatives au transport et à la combustion des combustibles pulvérulents et, pour terminer ce rapide tour d'horizon des domaines d'application des aérosols, celui de l'agriculture où sont utilisées les dispersions aériennes d'engrais, d'insecticides, pesticides ou autres. Le tableau (1.1) ci dessous fournit une estimation -dite estimation d’Almeida 1991- des sources de particules d’origines naturelles ou associées aux activités humaines.
ECOULEMENTS ET TRANSFERTS DANS LES MILIEUX POLYPHASIQUES
1-28
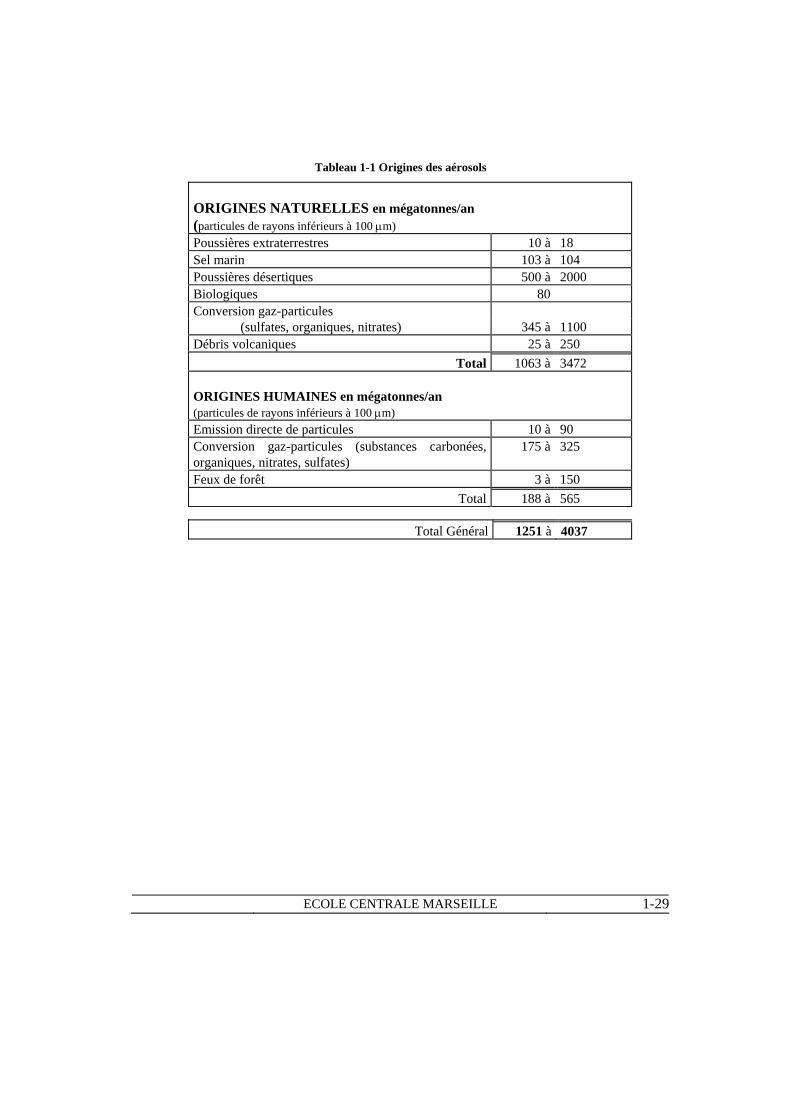
Tableau 1-1 Origines des aérosols
ORIGINES NATURELLES en mégatonnes/an (particules de rayons inférieurs à 100 μm) Poussières extraterrestres 10 à 18 Sel marin 103 à 104 Poussières désertiques 500 à 2000 Biologiques 80 Conversion gaz-particules
(sulfates, organiques, nitrates) 345 à 1100 Débris volcaniques 25 à 250
Total 1063 à 3472 ORIGINES HUMAINES en mégatonnes/an (particules de rayons inférieurs à 100 μm) Emission directe de particules 10 à 90 Conversion gaz-particules (substances carbonées, organiques, nitrates, sulfates)
175 à 325
Feux de forêt 3 à 150 Total 188 à 565
Total Général 1251 à 4037
ECOLE CENTRALE MARSEILLE
1-29
1.4 LES MILIEUX AEROSOLS
Cette partie du chapitre fournit le vocabulaire et les caractéristiques qui permettent de décrire les milieux aérosols. Sont ainsi abordées les définitions relatives à la forme des particules, à leur composition, à leur concentration dans le milieu et aux différentes façons d'en mesurer les dimensions. Ces définitions sont illustrées par des estimations numériques des quantités concernées afin d’accoutumer lecteur aux ordres de grandeur rencontrés dans la pratique de la mécanique de ces milieux.
1.4.1 CARACTERISTIQUES PHYSIQUES DES AEROSOLS
Les particules d'un milieu aérosol sont décrites par leur forme, on parle de la morphologie des particules ; par leur dimension qui est définie par un diamètre caractéristique ; enfin par leur composition, c'est-à-dire la nature du ou des matériaux qui les constituent. On examine dans ce chapitre chacune de ces caractéristiques.
1.4.1.1 CARACTERISTIQUES DE MORPHOLOGIE Les particules peuvent avoir des formes très différentes. Cette variabilité est réduite pour les particules liquides que l’on peut généralement assimiler à des sphères. En revanche, la morphologie des particules solides dépend, à la fois, de la nature du matériau qui les constitue et du mécanisme qui les a produites. L'érosion, le meulage – qui sont deux exemples de mécanismes productifs de particules - ne produisent que très rarement des particules sphériques. L'agglomération de petites particules ne conduit pas plus à la production de particules sphériques. En fait, à l'exception de particules produites par la condensation puis la solidification d'une vapeur, on ne rencontre que rarement des particules solides sphériques. Les images 1.19 à 1.26 fournissent l’illustration de cette variabilité.
ECOULEMENTS ET TRANSFERTS DANS LES MILIEUX POLYPHASIQUES
1-30
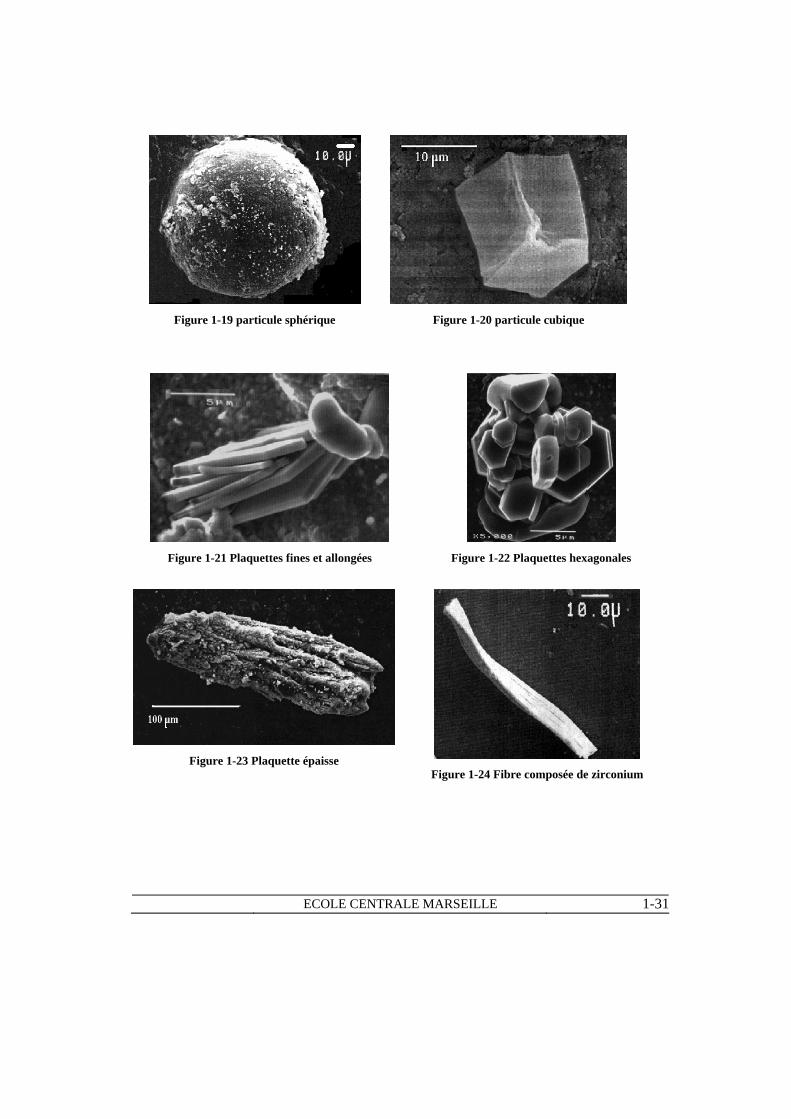
Figure 1-19 particule sphérique
Figure 1-20 particule cubique
Figure 1-21 Plaquettes fines et allongées
Figure 1-22 Plaquettes hexagonales
Figure 1-23 Plaquette épaisse Figure 1-24 Fibre composée de zirconium
ECOLE CENTRALE MARSEILLE
1-31
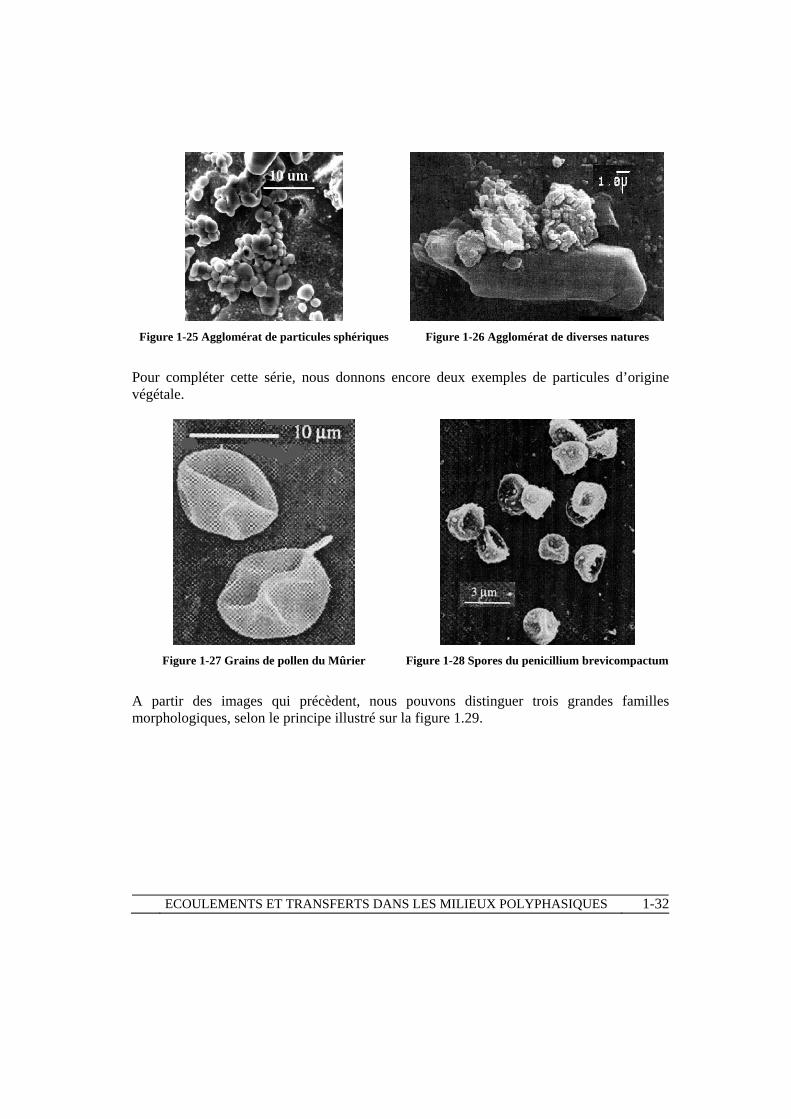
Figure 1-25 Agglomérat de particules sphériques
Figure 1-26 Agglomérat de diverses natures
Pour compléter cette série, nous donnons encore deux exemples de particules d’origine végétale.
Figure 1-27 Grains de pollen du Mûrier
Figure 1-28 Spores du penicillium brevicompactum
A partir des images qui précèdent, nous pouvons distinguer trois grandes familles morphologiques, selon le principe illustré sur la figure 1.29.
ECOULEMENTS ET TRANSFERTS DANS LES MILIEUX POLYPHASIQUES
1-32
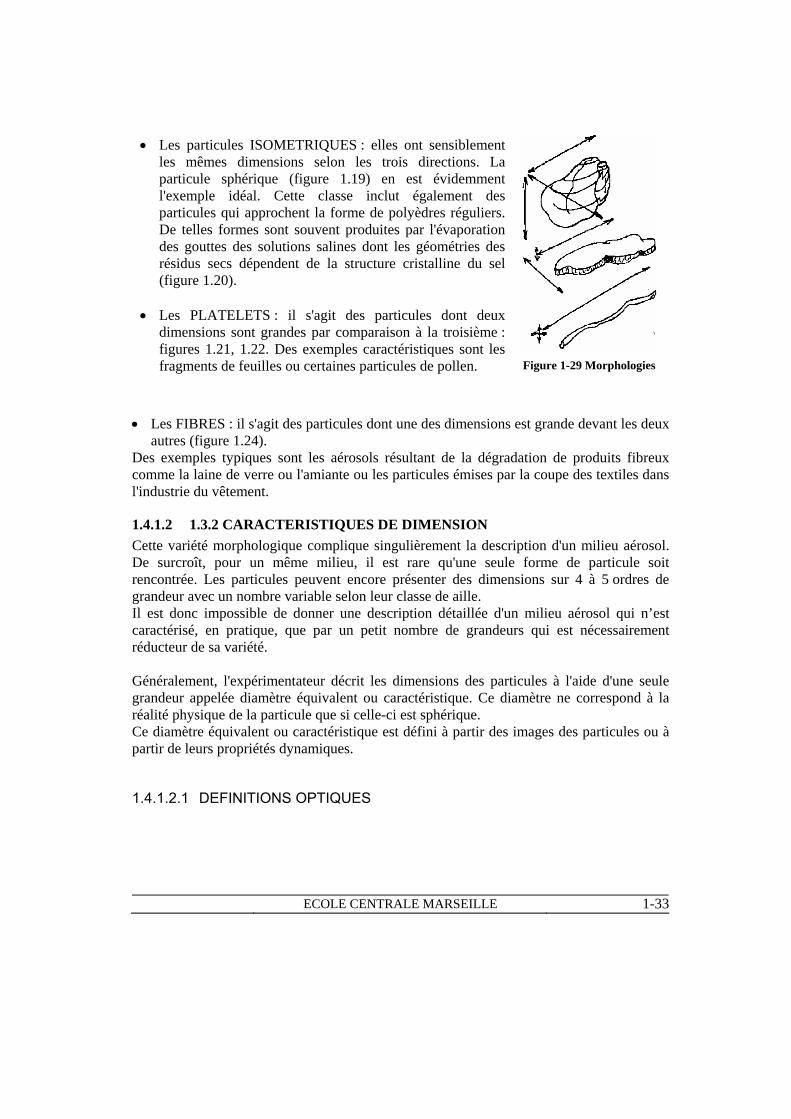
• Les particules ISOMETRIQUES : elles ont sensiblement les mêmes dimensions selon les trois directions. La particule sphérique (figure 1.19) en est évidemment l'exemple idéal. Cette classe inclut également des particules qui approchent la forme de polyèdres réguliers. De telles formes sont souvent produites par l'évaporation des gouttes des solutions salines dont les géométries des résidus secs dépendent de la structure cristalline du sel (figure 1.20).
• Les PLATELETS : il s'agit des particules dont deux
dimensions sont grandes par comparaison à la troisième : figures 1.21, 1.22. Des exemples caractéristiques sont les fragments de feuilles ou certaines particules de pollen.
Figure 1-29 Morphologies
• Les FIBRES : il s'agit des particules dont une des dimensions est grande devant les deux autres (figure 1.24).
Des exemples typiques sont les aérosols résultant de la dégradation de produits fibreux comme la laine de verre ou l'amiante ou les particules émises par la coupe des textiles dans l'industrie du vêtement.
1.4.1.2 1.3.2 CARACTERISTIQUES DE DIMENSION Cette variété morphologique complique singulièrement la description d'un milieu aérosol. De surcroît, pour un même milieu, il est rare qu'une seule forme de particule soit rencontrée. Les particules peuvent encore présenter des dimensions sur 4 à 5 ordres de grandeur avec un nombre variable selon leur classe de aille. Il est donc impossible de donner une description détaillée d'un milieu aérosol qui n’est caractérisé, en pratique, que par un petit nombre de grandeurs qui est nécessairement réducteur de sa variété. Généralement, l'expérimentateur décrit les dimensions des particules à l'aide d'une seule grandeur appelée diamètre équivalent ou caractéristique. Ce diamètre ne correspond à la réalité physique de la particule que si celle-ci est sphérique. Ce diamètre équivalent ou caractéristique est défini à partir des images des particules ou à partir de leurs propriétés dynamiques.
1.4.1.2.1 DEFINITIONS OPTIQUES
ECOLE CENTRALE MARSEILLE
1-33
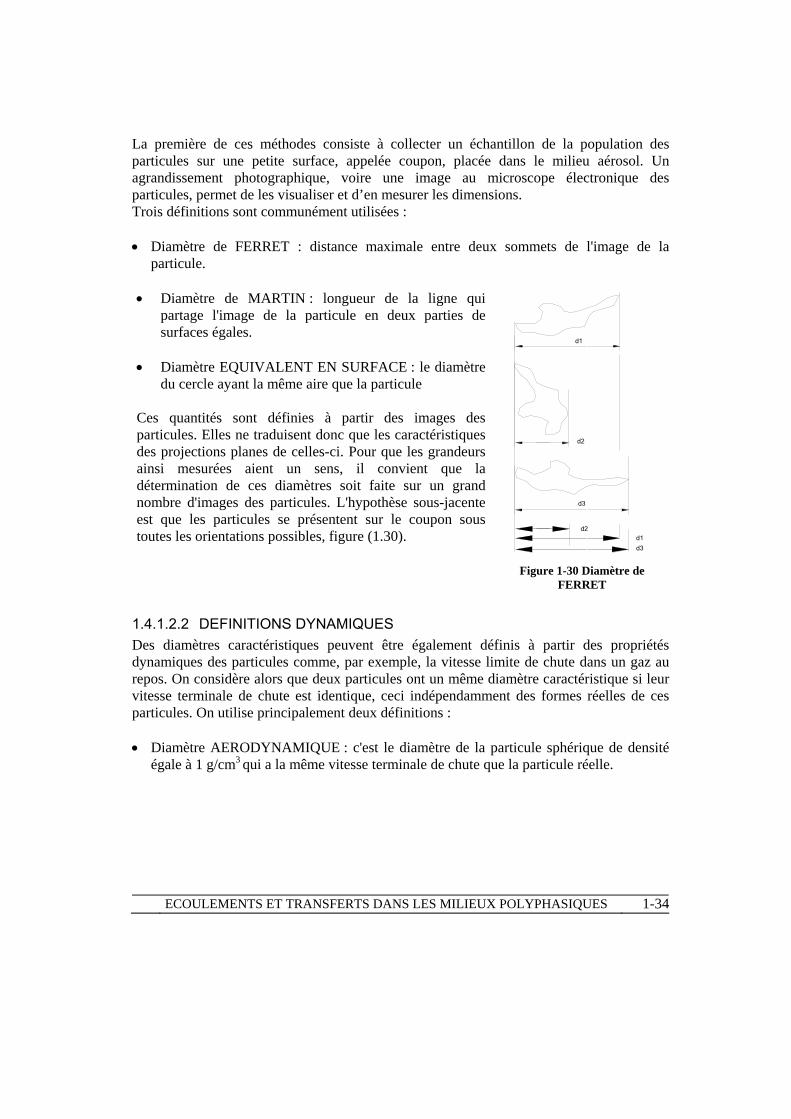
La première de ces méthodes consiste à collecter un échantillon de la population des particules sur une petite surface, appelée coupon, placée dans le milieu aérosol. Un agrandissement photographique, voire une image au microscope électronique des particules, permet de les visualiser et d’en mesurer les dimensions. Trois définitions sont communément utilisées : • Diamètre de FERRET : distance maximale entre deux sommets de l'image de la
particule. • Diamètre de MARTIN : longueur de la ligne qui
partage l'image de la particule en deux parties de surfaces égales.
• Diamètre EQUIVALENT EN SURFACE : le diamètre
du cercle ayant la même aire que la particule Ces quantités sont définies à partir des images des particules. Elles ne traduisent donc que les caractéristiques des projections planes de celles-ci. Pour que les grandeurs ainsi mesurées aient un sens, il convient que la détermination de ces diamètres soit faite sur un grand nombre d'images des particules. L'hypothèse sous-jacente est que les particules se présentent sur le coupon sous toutes les orientations possibles, figure (1.30).
d1
d2
d3
d2d1d3
Figure 1-30 Diamètre de FERRET
1.4.1.2.2 DEFINITIONS DYNAMIQUES Des diamètres caractéristiques peuvent être également définis à partir des propriétés dynamiques des particules comme, par exemple, la vitesse limite de chute dans un gaz au repos. On considère alors que deux particules ont un même diamètre caractéristique si leur vitesse terminale de chute est identique, ceci indépendamment des formes réelles de ces particules. On utilise principalement deux définitions : • Diamètre AERODYNAMIQUE : c'est le diamètre de la particule sphérique de densité
égale à 1 g/cm3 qui a la même vitesse terminale de chute que la particule réelle.
ECOULEMENTS ET TRANSFERTS DANS LES MILIEUX POLYPHASIQUES
1-34
• Diamètre de STOKES : c'est le diamètre de la particule sphérique de densité identique à celle de la particule réelle qui a la même vitesse terminale de chute que celle-ci.
La définition du diamètre aérodynamique présente l’intérêt de ne pas nécessiter la connaissance de la densité de la particule. Nous allons donner un exemple de calcul de ces quantités mais auparavant rappelons les définitions de quelques unités qui seront utiles.
ECOLE CENTRALE MARSEILLE
1-35
ECOULEMENTS ET TRANSFERTS DANS LES MILIEUX POLYPHASIQUES
1-36
Pour caractériser les dimensions des aérosols on utilise le micromètre (abrégé micron) :
4 61 10 10m cmμ − −= = m
10m
Les dimensions des molécules gazeuses s'expriment en angström :
o
4 81A 10 10 10m cmμ− − −= = = 1 Des molécules comme celles de l'azote ou de l'oxygène, qui sont les constituants principaux
de l'air, ont des diamètres d’environ . Le nombre de molécules dans une mole d'air occupant 22,4 litres dans les conditions normales (1 atmosphère et 20°C) est le nombre d'Avogadro : . Un volume d’un cm3 d'air contient ainsi approximativement
molécules.
o3A
236 022 10AN ,=192 510,
EXEMPLE 1.1 Une particule de forme inconnue, de densité 3 g/cm3, a une vitesse terminale de chute de 0,6 cm/s. Déterminez les diamètres aérodynamique et de Stokes sachant que la vitesse terminale de chute dans l'air en cm/s d'une particule sphérique de diamètre d et de densité
c
Pρ , (ces deux grandeurs étant exprimées respectivement en µm et g/cm3 ), est donnée par :
2-3
Pc 2.10 dρ=
Le diamètre aérodynamique est obtenu en faisant c = 0,6 et en prenant ρp = 1 dans l'expression précédente). On en déduit que le diamètre aérodynamique de cette particule est
aerod 17.3 mμ= . La densité constituant le matériau étant 3 g/cm3, il est également possible de trouver le diamètre de Stokes. Nous obtenons pour cette même particule un diamètre de Stokes de
mdStokes μ10= . Il est aisé de vérifier que les diamètres aérodynamique et de Stokes sont dans le rapport de la racine carrée de la densité de la particule.
aero Stokes Pd d ρ=
1.4.1.3 CARACTERISTIQUES DE COMPOSITION Les particules d'un milieu aérosol peuvent être toutes composées du même matériau. Nous dirons alors que cet aérosol est un aérosol homogène. C’est une situation rare dans la nature. En effet, souvent les particules résultent de processus complexes. Par exemple, sur une particule d'un certain matériau qui sert de germe de condensation vient se déposer une vapeur de nature différente. Le matériau constituant une particule peut aussi le siège être
l'objet de réactions chimiques selon l'atmosphère dans laquelle elle se trouve. On rencontre donc dans la pratique des particules constituées de plusieurs matériaux et dont la composition est variable selon la taille. Nous parlerons alors d'un aérosol hétérogène. Le tableau qui suit fournit, à titre d’exemple de la complexité des particules atmosphériques, la composition d’aérosols collectés dans une zone rurale de la Hongrie.
Tableau 1-2 Composition des aérosols
Composition ionique en μg/m3 selon la saison (zone rurale sud est Budapest)
Ions concentration
été concentration
hiver Sulfate 6,7 5,0 Nitrate 0,23 1,3 Chlorate 0,14 0,10 Ammonium 2,3 3,4 Calcium 0,27 0,22 Sodium 0,12 0,09 Potassium 0,24 0,32 Magnésium 0,03 0,08 Formate <0,07 <0,07 Acétate 0,06 <0,05 Oxalate 0,13 0,14
1.4.2 VALEURS CARACTERISTIQUES
Dans cette section, nous introduisons les valeurs typiques des tailles des particules et des concentrations communément rencontrées en mécanique des aérosols. Afin d'appréhender les ordres de grandeur de ces quantités, on procède par comparaisons et exercices.
1.4.2.1 TAILLES DES PARTICULES Commençons par nous intéresser aux caractéristiques du gaz qui contient les particules. On a vu précédemment que des molécules comme celles de l'azote ou de l'oxygène ont des
diamètres de l'ordre de . Le libre parcours moyen o
3A gλ des molécules d'un gaz est la distance moyenne qu'elles parcourent avant de rencontrer une autre molécule. Ce libre parcours moyen est donné par l’expression :
ECOLE CENTRALE MARSEILLE
1-37

ECOULEMENTS ET TRANSFERTS DANS LES MILIEUX POLYPHASIQUES
1-38
12
gg g
g
m2kTπ
Λ ν⎛ ⎞
= ⎜ ⎟⎜ ⎟⎝ ⎠
,
où gν est la viscosité cinématique du gaz en cm2/s, gm la masse moléculaire en gramme, k
la constante de Boltzmann 161 3807 10k , −= en erg par degré Kelvin et gT la température en degré Kelvin. Considérons cette expression pour de l'air, gaz qui est le gaz porteur des aérosols le plus souvent rencontré dans les applications. Considérerons que l'on peut utiliser la formule précédente pour les molécules d'azote qui représentent 80 % en masse de l'air. La masse d'une molécule, dite encore masse moléculaire, est obtenue comme le rapport de la masse molaire de ce gaz, soit 28 gr au nombre de molécules d'une mole, c'est-à-dire le nombre d'Avogadro. Nous obtenons pour une température de 20°C. ::
66 7 10 0 067g , cm , mΛ μ−= =
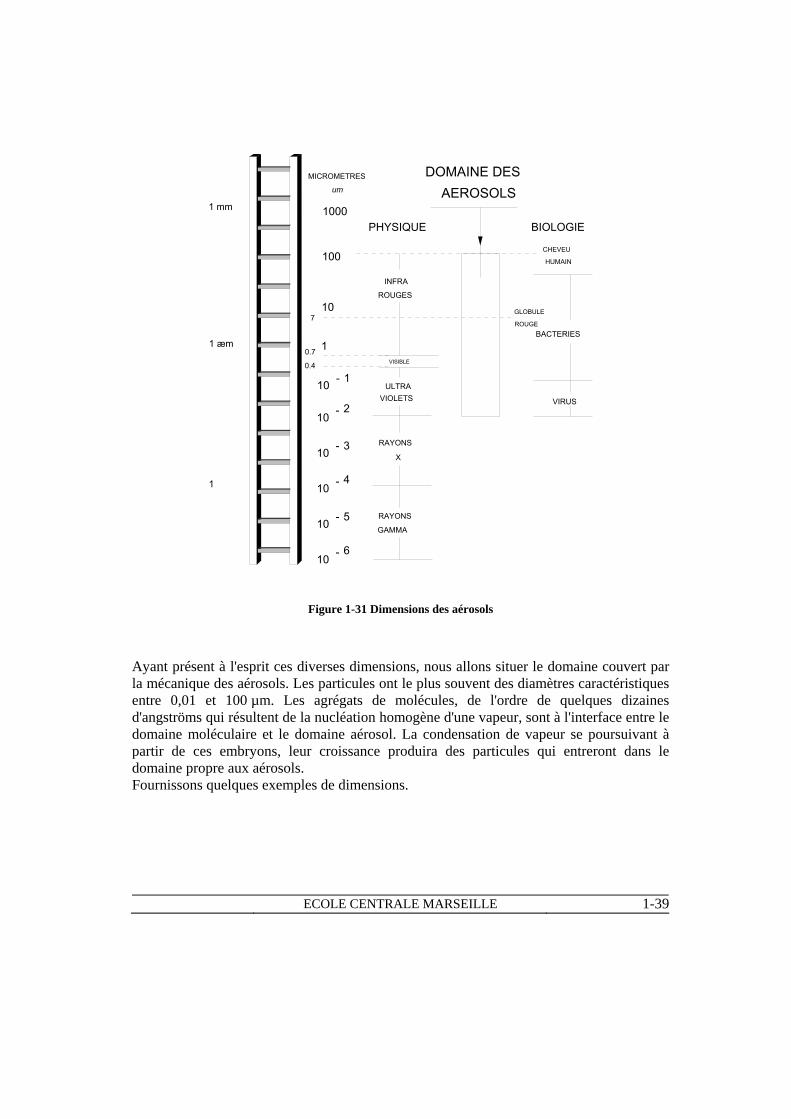
où la viscosité cinématique de l'air est 2 10 157g , cm sν −= . Avant d'examiner les dimensions des particules, nous donnons encore quelques dimensions caractéristiques, figure (1.31), qui permettront de mieux situer le domaine des aérosols. Les dimensions des virus sont de l'ordre de 0 01, mμ , le domaine des bactéries s'étend de 0,1 à 50 µm, la taille d'un globule rouge est environ de 7 à 8 µm et les diamètres des cheveux humains sont compris dans l’intervalle 10 -100 µm. Voyons également un ensemble de dimensions caractéristiques issues cette fois de la physique : celui des longueurs d'ondes électromagnétiques. Les rayons γ s'étendent de 10-6 à 10-4 µm ; les rayons X de 10-4 à 10-2 µm ; le rayonnement ultra-violet de 10-2 à 0,4 µm ; la lumière visible pour l’œil humain se trouve entre 0,4 et 0,7 µm et l'infra rouge s’étend de 0,7 à 103 µm.
PHYSIQUE BIOLOGIE
MICROMETRES
10 -
10 -
10 -
10 -
10 -
10 -
6
5
4
3
2
1
1
10
100
1000
RAYONS
GAMMA
RAYONS
X
ULTRAVIOLETS
INFRA
ROUGES
VISIBLE0.4
0.7
VIRUS
BACTERIES
GLOBULE
ROUGE
CHEVEU
HUMAIN
7
DOMAINE DESAEROSOLSum
1 mm
1 æm
1 �
Figure 1-31 Dimensions des aérosols
Ayant présent à l'esprit ces diverses dimensions, nous allons situer le domaine couvert par la mécanique des aérosols. Les particules ont le plus souvent des diamètres caractéristiques entre 0,01 et 100 µm. Les agrégats de molécules, de l'ordre de quelques dizaines d'angströms qui résultent de la nucléation homogène d'une vapeur, sont à l'interface entre le domaine moléculaire et le domaine aérosol. La condensation de vapeur se poursuivant à partir de ces embryons, leur croissance produira des particules qui entreront dans le domaine propre aux aérosols. Fournissons quelques exemples de dimensions.
ECOLE CENTRALE MARSEILLE
1-39
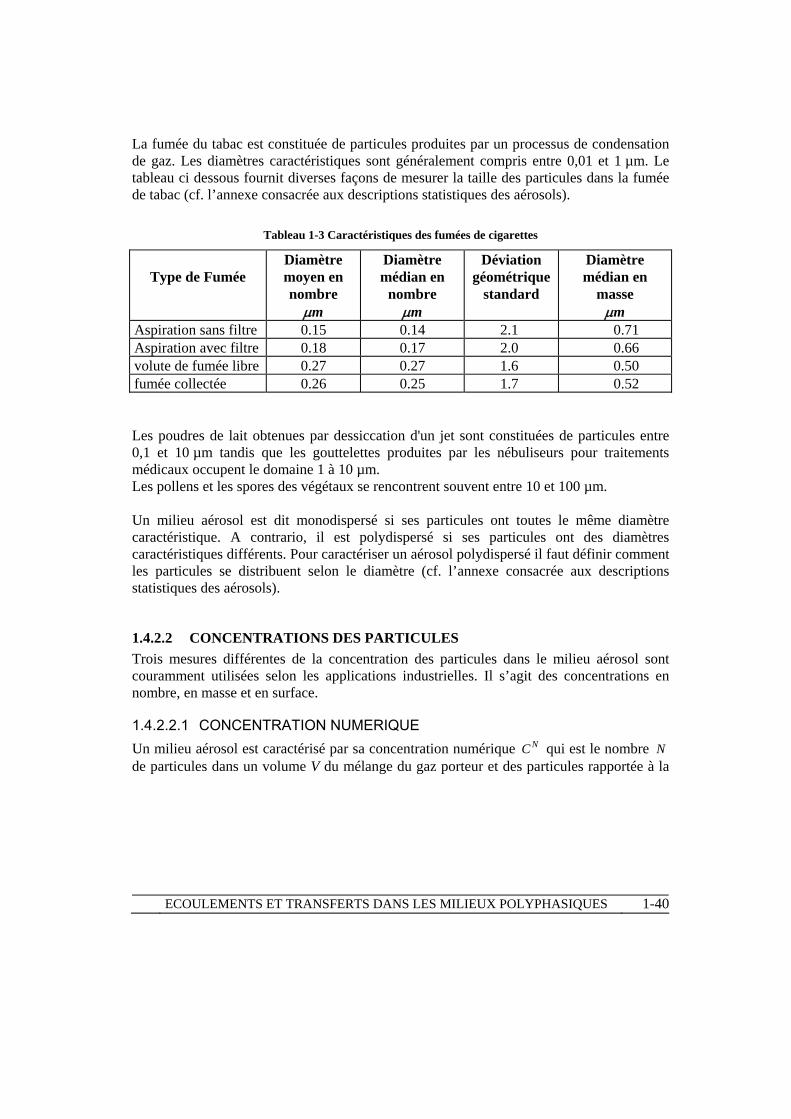
La fumée du tabac est constituée de particules produites par un processus de condensation de gaz. Les diamètres caractéristiques sont généralement compris entre 0,01 et 1 µm. Le tableau ci dessous fournit diverses façons de mesurer la taille des particules dans la fumée de tabac (cf. l’annexe consacrée aux descriptions statistiques des aérosols).
Tableau 1-3 Caractéristiques des fumées de cigarettes
Type de Fumée
Diamètre moyen en nombre μm
Diamètre médian en
nombre μm
Déviation géométrique
standard
Diamètre médian en
masse μm
Aspiration sans filtre 0.15 0.14 2.1 0.71 Aspiration avec filtre 0.18 0.17 2.0 0.66 volute de fumée libre 0.27 0.27 1.6 0.50 fumée collectée 0.26 0.25 1.7 0.52 Les poudres de lait obtenues par dessiccation d'un jet sont constituées de particules entre 0,1 et 10 µm tandis que les gouttelettes produites par les nébuliseurs pour traitements médicaux occupent le domaine 1 à 10 µm. Les pollens et les spores des végétaux se rencontrent souvent entre 10 et 100 µm. Un milieu aérosol est dit monodispersé si ses particules ont toutes le même diamètre caractéristique. A contrario, il est polydispersé si ses particules ont des diamètres caractéristiques différents. Pour caractériser un aérosol polydispersé il faut définir comment les particules se distribuent selon le diamètre (cf. l’annexe consacrée aux descriptions statistiques des aérosols).
1.4.2.2 CONCENTRATIONS DES PARTICULES Trois mesures différentes de la concentration des particules dans le milieu aérosol sont couramment utilisées selon les applications industrielles. Il s’agit des concentrations en nombre, en masse et en surface.
1.4.2.2.1 CONCENTRATION NUMERIQUE Un milieu aérosol est caractérisé par sa concentration numérique qui est le nombre de particules dans un volume V du mélange du gaz porteur et des particules rapportée à la
NC N
ECOULEMENTS ET TRANSFERTS DANS LES MILIEUX POLYPHASIQUES
1-40
mesure de ce volume. Ce volume est la somme des volumes du gaz gV et des particules Dans la pratique ce dernier est négligeable devant le volume du gaz porteur :
pV
( )N
gg p
N NCVV V
= ≈+
.
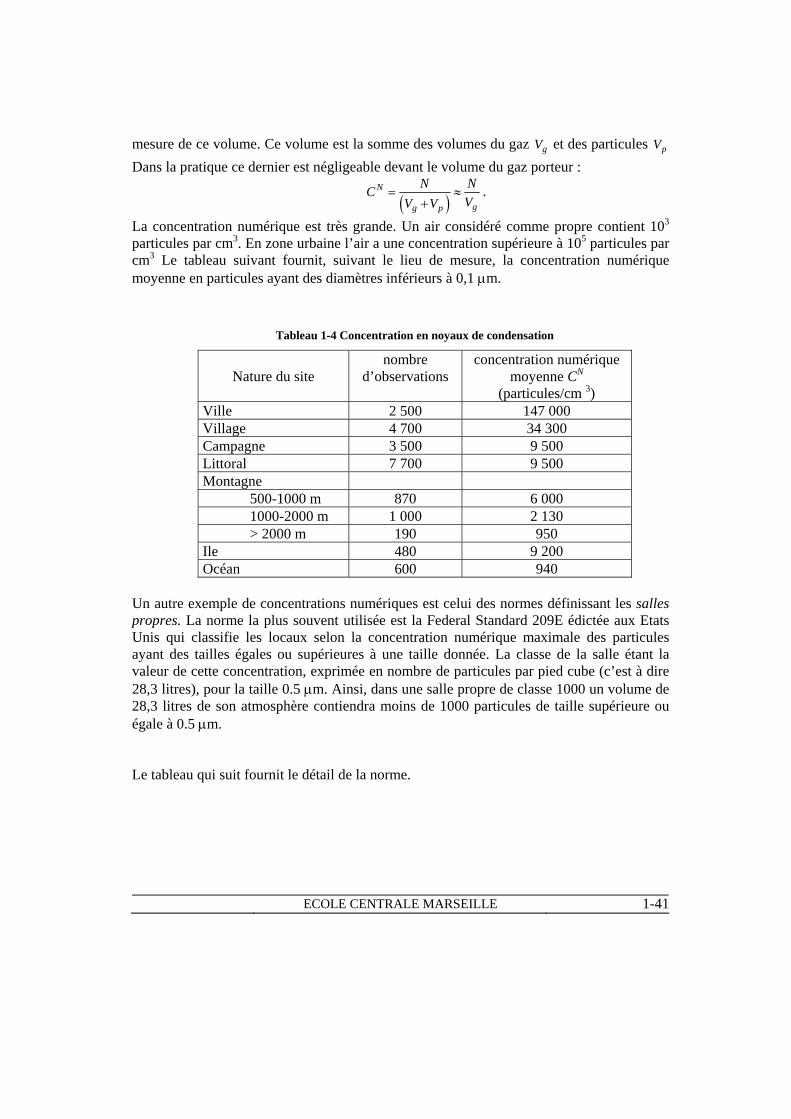
La concentration numérique est très grande. Un air considéré comme propre contient 103
particules par cm3. En zone urbaine l’air a une concentration supérieure à 105 particules par cm3 Le tableau suivant fournit, suivant le lieu de mesure, la concentration numérique moyenne en particules ayant des diamètres inférieurs à 0,1 μm.
Tableau 1-4 Concentration en noyaux de condensation
Nature du site
nombre d’observations
concentration numérique moyenne CN
(particules/cm 3) Ville 2 500 147 000 Village 4 700 34 300 Campagne 3 500 9 500 Littoral 7 700 9 500 Montagne
500-1000 m 870 6 000 1000-2000 m 1 000 2 130 > 2000 m 190 950
Ile 480 9 200 Océan 600 940
Un autre exemple de concentrations numériques est celui des normes définissant les salles propres. La norme la plus souvent utilisée est la Federal Standard 209E édictée aux Etats Unis qui classifie les locaux selon la concentration numérique maximale des particules ayant des tailles égales ou supérieures à une taille donnée. La classe de la salle étant la valeur de cette concentration, exprimée en nombre de particules par pied cube (c’est à dire 28,3 litres), pour la taille 0.5 μm. Ainsi, dans une salle propre de classe 1000 un volume de 28,3 litres de son atmosphère contiendra moins de 1000 particules de taille supérieure ou égale à 0.5 μm. Le tableau qui suit fournit le détail de la norme.
ECOLE CENTRALE MARSEILLE
1-41
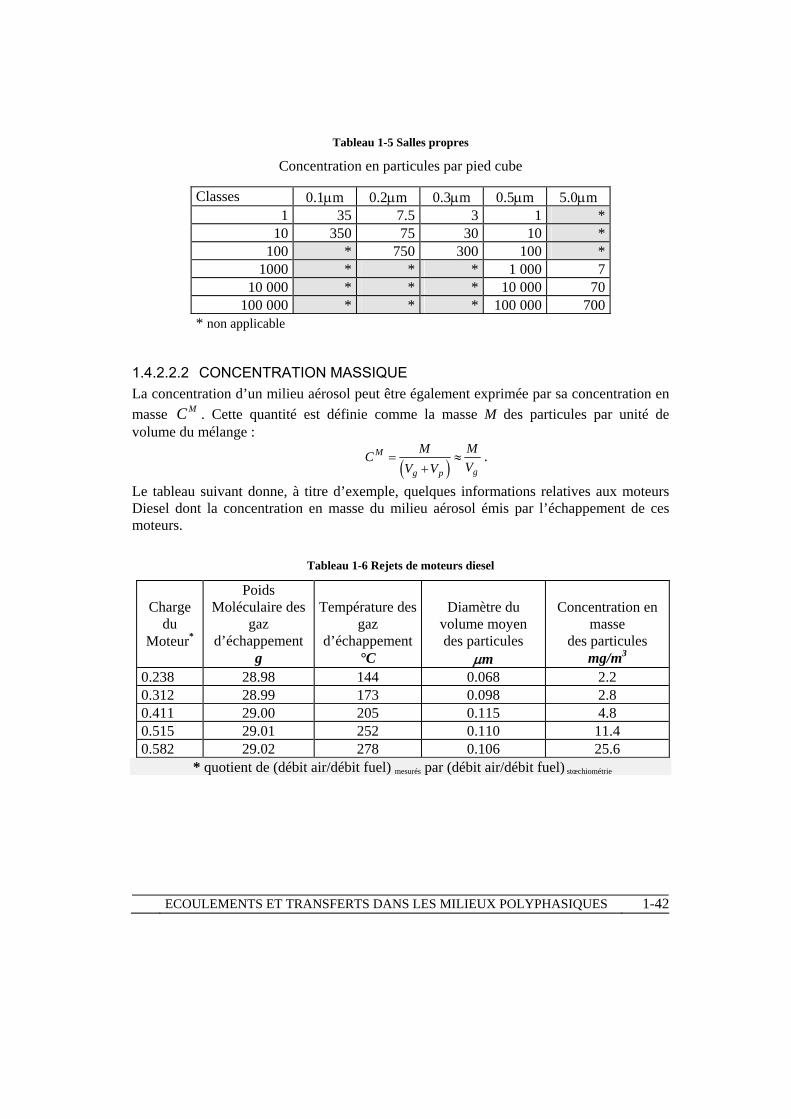
Tableau 1-5 Salles propres
Concentration en particules par pied cube
Classes 0.1μm 0.2μm 0.3μm 0.5μm 5.0μm 1 35 7.5 3 1 *
10 350 75 30 10 * 100 * 750 300 100 *
1000 * * * 1 000 7 10 000 * * * 10 000 70
100 000 * * * 100 000 700 * non applicable
1.4.2.2.2 CONCENTRATION MASSIQUE La concentration d’un milieu aérosol peut être également exprimée par sa concentration en masse MC . Cette quantité est définie comme la masse M des particules par unité de volume du mélange :
( )M
gg p
M MCVV V
= ≈+
.
Le tableau suivant donne, à titre d’exemple, quelques informations relatives aux moteurs Diesel dont la concentration en masse du milieu aérosol émis par l’échappement de ces moteurs.
Tableau 1-6 Rejets de moteurs diesel
Charge
du Moteur*
Poids Moléculaire des
gaz d’échappement
Température des
gaz d’échappement
Diamètre du
volume moyen des particules
Concentration en
masse des particules
g °C μm mg/m3 0.238 28.98 144 0.068 2.2 0.312 28.99 173 0.098 2.8 0.411 29.00 205 0.115 4.8 0.515 29.01 252 0.110 11.4 0.582 29.02 278 0.106 25.6
* quotient de (débit air/débit fuel) mesurés par (débit air/débit fuel) stœchiométrie
ECOULEMENTS ET TRANSFERTS DANS LES MILIEUX POLYPHASIQUES
1-42

ECOLE CENTRALE MARSEILLE
1-43
Un moyen efficace d’appréhender des valeurs caractéristiques des concentrations d'un milieu aérosol est de se livrer à quelques estimations chiffrées. EXEMPLE 1.2 On disperse une masse M de 0,1 g d'eau de densité ρ = 1 g/cm3 dans un volume V de 1 litre d'air sous la forme de particules ayant toutes un même diamètre d. Déterminez la concentration en nombre de particules par cm3 si lur diamètre est 1 µm ; idem pour 0,1 µm.
NC
Le nombre de particules est simplement la masse N M d’eau divisée par la masse
d’une particule, la concentration numérique recherchée est simplement : pm
NC
316
Np P p p
g p g
N M dC mV m V
πρ υ υ= = = = ,
où l’on néglige le volume pV N pυ= occupée par les particules. L'application numérique, que nous détaillons afin de familiariser le lecteur avec les unités, donne pour des particules de 1 µm :
( )1
1000N
3-4
0,1C10
1 ×6
π= .
Nous obtenons ainsi particules par cm3. Si les particules ont un diamètre de 0,1 µm nous aurons particules par cm3. Ces concentrations sont si grandes que l'on a tendance à penser que les particules sont jointives. Il n'en est rien. Les particules sont même relativement distantes les unes des autres.
NC 2.10NC 2.10
8
11
Afin d'estimer cette distance, imaginons les particules immobiles et distribuées uniformément dans l'unité de volume. Ayant particules par cm3, chacune d'entre elles est au centre d'un cube de volume 1 cm3. Une estimation de la distance inter-particule est simplement l'arête de ce cube soit :
NCN/ C
l
( ) ( )1 13 31 5 1 7 17N -9 -3l / C ×10 , 10 cm mμ= = ≈ ≈ .
La distance entre particules est donc de l'ordre de 17 µm, c'est-à-dire près de vingt fois leur diamètre. Les particules sont donc relativement distantes les unes des autres. Le lecteur pourra faire la même estimation pour les particules de 0,1 µm, il obtiendra à nouveau ce même facteur dix-sept entre la distance inter-particules et le diamètre.

ECOULEMENTS ET TRANSFERTS DANS LES MILIEUX POLYPHASIQUES
1-44
Si, à la différence de deux cas précédents, la distance moyenne entre les particules devient inférieure à 10 fois leur diamètre, elles ne pourront plus être considérées comme isolées. dans le gaz porteur. En effet, le sillage d'une particule, en cas de mouvement relatif de la particule par rapport au gaz, s'étend sur une distance de quelques diamètres, voir figure (1.32). Au delà le sillage se dissipe. Ainsi, quand la distance moyenne entre particules est plus grande que ce nombre de diamètres classiquement pris égal à dix, les perturbations hydrauliques induites par une particule n'affectent pas ses voisines.
SANS INTERACTION HYDRAULIQUE
AVEC INTERACTIONS HYDRAULIQUES
Figure 1-32 Interactions de sillages
Voyons à quelle concentration en masse correspond cette condition sur la distance inter particulaire. Supposons que dans un volume gV V il y ait N particules de diamètre d et de densité pρ . La concentration en masse correspondante est :
M N NP
P P Pp
NmC C m CV
ρ υ= = = .
Portant déduit de l’expression précédente dans la relatiopn utlisée plus haut pour la distance l entre particules, on obtient :
NC
1 13 3
6P P
PM Ml lC Cρ πυ⎛ ⎞ ⎛ ⎞= ⇒ =⎜ ⎟ ⎜ ⎟
⎝ ⎠ ⎝ ⎠dρ
d
.
La condition de non interaction conduit en définitive à une condition sur la concentration massique qui est en prenant les cubes de ces quantités et en utilisant l’expression de l à :
10l ≥
45 10
M
P
Cρ
−< ⋅ .
Cette condition, très simple, exprime le rapport de la concentration en masse du milieu aérosol à la densité du matériau constituant les particules. Elle est indépendante du diamètre pour un aérosol monodispersé. Pour le matériau de densité 1 gr/cm3 la condition de non interaction est une concentration massique inférieure à 0,5mgr/cm3 c'est-à-dire 0,5gr/litre qui est bien satisfaite dans l’exemple traité plus haut.

ECOLE CENTRALE MARSEILLE
Cette expression est propre au mécanisme que nous avons considéré : les effets hydrodynamiques entre une particule et ses voisines. Si on doit rechercher la condition d'indépendance pour un autre mécanisme, par exemple un champ de force particulier, on déterminera la distance entre particules qui assure l'absence d'interaction en fonction des caractères propres au mécanisme considéré..
1.4.2.2.3 CONCENTRATION SURFACIQUE Une des caractéristiques d'un milieu aérosol est sa très grande surface d'échange entre les particules et le gaz porteur. Cette grande surface que présente un matériau finement dispersé sous la forme d'un aérosol favorise les échanges thermique ou chimique entre les particules et le gaz qui les entoure. La concentration surfacique .est définie comme la surface S des particules suspendues dans un volume rapportée à la mesure de celui-ci :
SC
( )S
pg P
S SCVV V
≅+
.
Voyons le sens de cette grandeur à l’aide d’un exemple numérique.
EXEMPLE 1.3 On disperse une masse M de 0,1 g d'eau de densité ρ = 1 g/cm3 dans un volume V de 1 litre d'air sous la forme de particules ayant toutes un même diamètre d. Déterminez la surface d'échange entre les particules et l'air par cm3 du mélange aérosol si le diamètre des gouttes est 1 µm ; idem pout 0,1 µm. L'aérosol étant monodispersé, la surface d'échange par cm3 est simplement le produit du nombre de particules par cm3 par la surface d'une particule, soit :
2 6
1 MS N
P
CC d Cd
πρ
= =
Les applications numériques donnent :
( ) ( )4
1 1106 1 6 0 1S S SC cm C m cm C . m cmd
μ μ−
160− − −= = =
On réalise ce que signifie ce chiffre de 6 cm-1 c’est à dire 6 cm2 par cm3 en imaginant un ruban de 6 cm de long sur 1cm de large installé dans un cube de 1 cm de côté. Le résultat est encore plus étonnant si l'on considère des particules de diamètre 0,1 µm. On obtient alors une surface d'échange de 60 cm2 par cm3, soit un ruban de 60 cm de long sur 1 cm de large à installer dans notre cube de 1 cm de côté !
1-45

1.5 ANNEXE
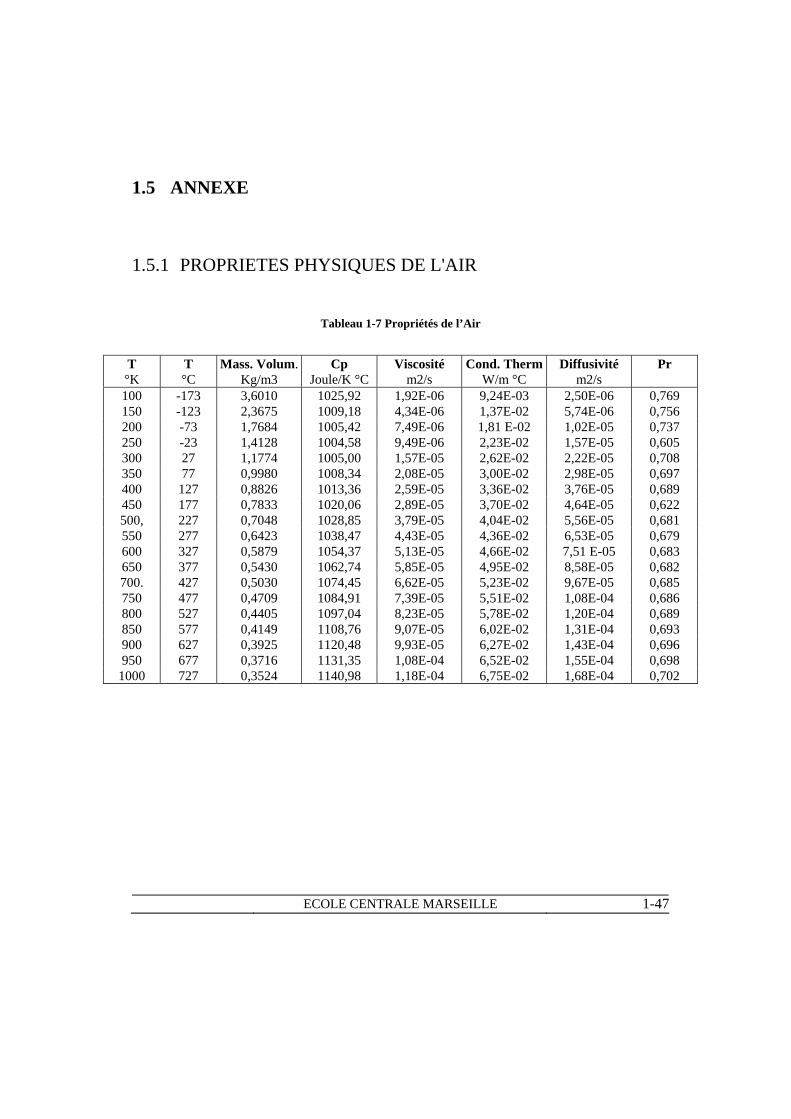
1.5.1 PROPRIETES PHYSIQUES DE L'AIR
Tableau 1-7 Propriétés de l’Air
T °K
T °C
Mass. Volum. Kg/m3
Cp Joule/K °C
Viscosité m2/s
Cond. Therm W/m °C
Diffusivité m2/s
Pr
100 -173 3,6010 1025,92 1,92E-06 9,24E-03 2,50E-06 0,769 150 -123 2,3675 1009,18 4,34E-06 1,37E-02 5,74E-06 0,756 200 -73 1,7684 1005,42 7,49E-06 1,81 E-02 1,02E-05 0,737 250 -23 1,4128 1004,58 9,49E-06 2,23E-02 1,57E-05 0,605 300 27 1,1774 1005,00 1,57E-05 2,62E-02 2,22E-05 0,708 350 77 0,9980 1008,34 2,08E-05 3,00E-02 2,98E-05 0,697 400 127 0,8826 1013,36 2,59E-05 3,36E-02 3,76E-05 0,689 450 177 0,7833 1020,06 2,89E-05 3,70E-02 4,64E-05 0,622 500, 227 0,7048 1028,85 3,79E-05 4,04E-02 5,56E-05 0,681 550 277 0,6423 1038,47 4,43E-05 4,36E-02 6,53E-05 0,679 600 327 0,5879 1054,37 5,13E-05 4,66E-02 7,51 E-05 0,683 650 377 0,5430 1062,74 5,85E-05 4,95E-02 8,58E-05 0,682 700. 427 0,5030 1074,45 6,62E-05 5,23E-02 9,67E-05 0,685 750 477 0,4709 1084,91 7,39E-05 5,51E-02 1,08E-04 0,686 800 527 0,4405 1097,04 8,23E-05 5,78E-02 1,20E-04 0,689 850 577 0,4149 1108,76 9,07E-05 6,02E-02 1,31E-04 0,693 900 627 0,3925 1120,48 9,93E-05 6,27E-02 1,43E-04 0,696 950 677 0,3716 1131,35 1,08E-04 6,52E-02 1,55E-04 0,698
1000 727 0,3524 1140,98 1,18E-04 6,75E-02 1,68E-04 0,702
ECOLE CENTRALE MARSEILLE
1-47
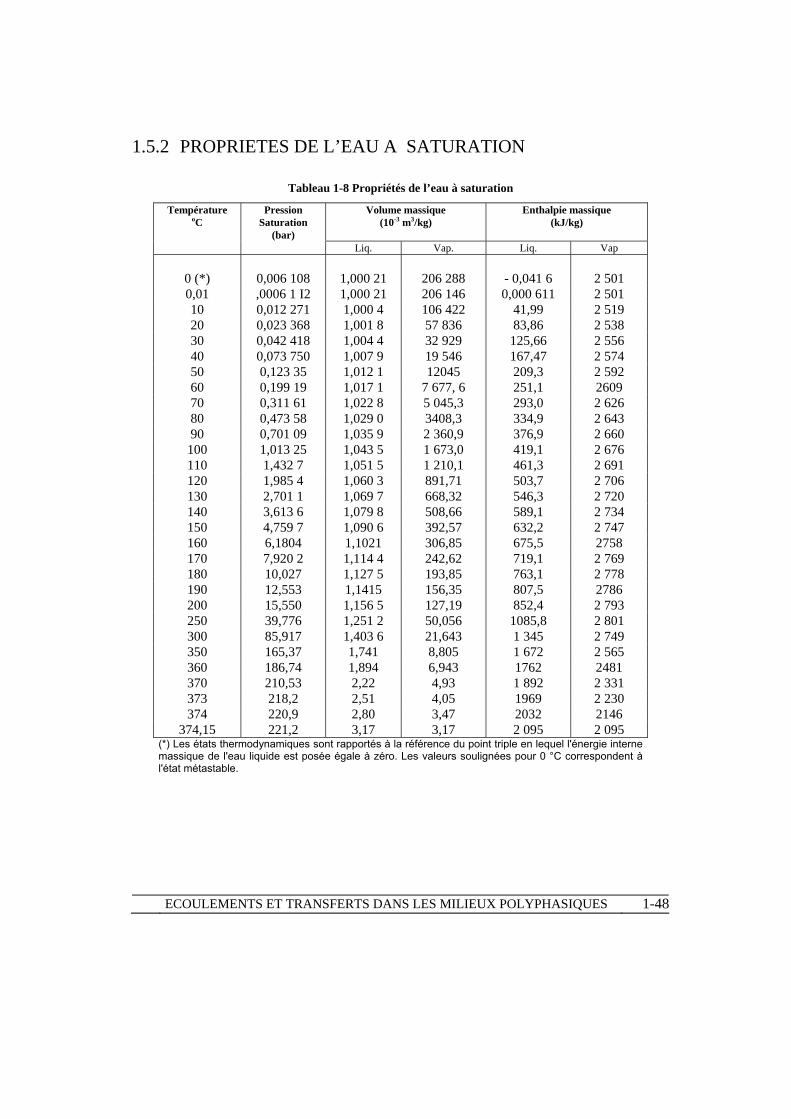
1.5.2 PROPRIETES DE L’EAU A SATURATION
Tableau 1-8 Propriétés de l’eau à saturation
Température oC
Pression Saturation
(bar)
Volume massique (10-3 m3/kg)
Enthalpie massique (kJ/kg)
Liq. Vap. Liq. Vap
0 (*)
0,006 108
1,000 21
206 288
- 0,041 6
2 501 0,01 ,0006 1 I2 1,000 21 206 146 0,000 611 2 501 10 0,012 271 1,000 4 106 422 41,99 2 519 20 0,023 368 1,001 8 57 836 83,86 2 538 30 0,042 418 1,004 4 32 929 125,66 2 556 40 0,073 750 1,007 9 19 546 167,47 2 574 50 0,123 35 1,012 1 12045 209,3 2 592 60 0,199 19 1,017 1 7 677, 6 251,1 2609 70 0,311 61 1,022 8 5 045,3 293,0 2 626 80 0,473 58 1,029 0 3408,3 334,9 2 643 90 0,701 09 1,035 9 2 360,9 376,9 2 660
100 1,013 25 1,043 5 1 673,0 419,1 2 676 110 1,432 7 1,051 5 1 210,1 461,3 2 691 120 1,985 4 1,060 3 891,71 503,7 2 706 130 2,701 1 1,069 7 668,32 546,3 2 720 140 3,613 6 1,079 8 508,66 589,1 2 734 150 4,759 7 1,090 6 392,57 632,2 2 747 160 6,1804 1,1021 306,85 675,5 2758 170 7,920 2 1,114 4 242,62 719,1 2 769 180 10,027 1,127 5 193,85 763,1 2 778 190 12,553 1,1415 156,35 807,5 2786 200 15,550 1,156 5 127,19 852,4 2 793 250 39,776 1,251 2 50,056 1085,8 2 801 300 85,917 1,403 6 21,643 1 345 2 749 350 165,37 1,741 8,805 1 672 2 565 360 186,74 1,894 6,943 1762 2481 370 210,53 2,22 4,93 1 892 2 331 373 218,2 2,51 4,05 1969 2 230 374 220,9 2,80 3,47 2032 2146
374,15 221,2 3,17 3,17 2 095 2 095 (*) Les états thermodynamiques sont rapportés à la référence du point triple en lequel l'énergie interne massique de l'eau liquide est posée égale à zéro. Les valeurs soulignées pour 0 °C correspondent à l'état métastable.
ECOULEMENTS ET TRANSFERTS DANS LES MILIEUX POLYPHASIQUES
1-48
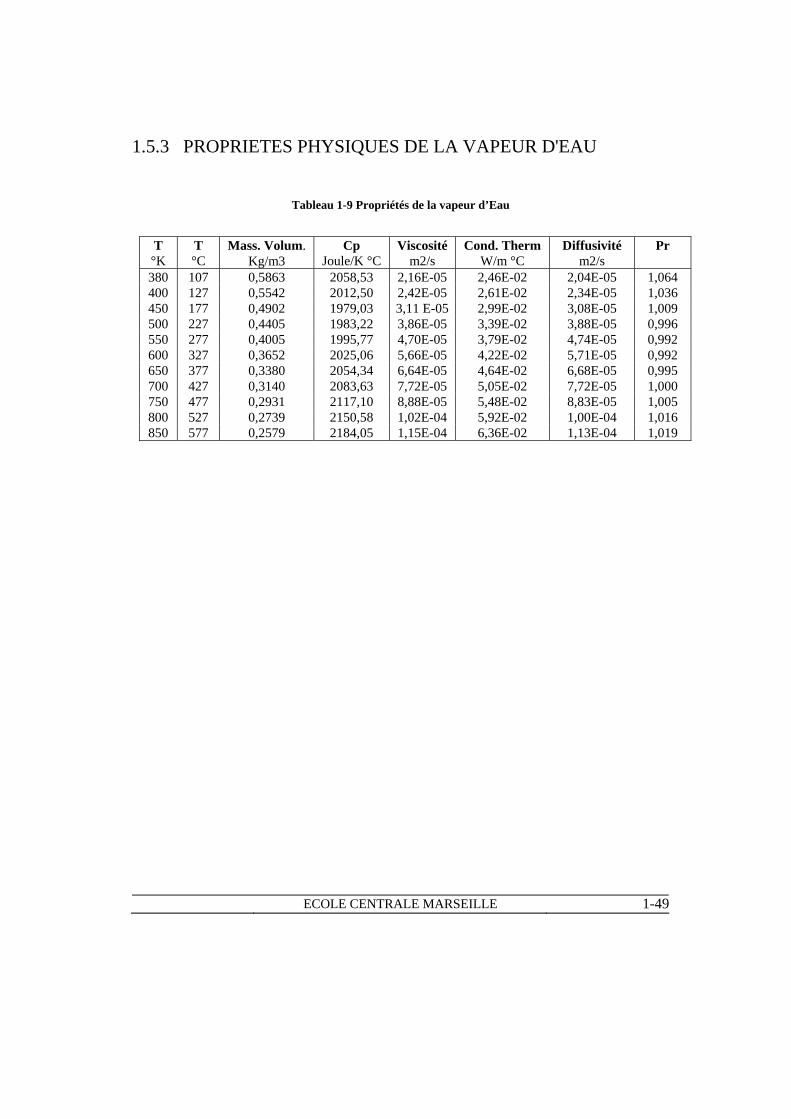
1.5.3 PROPRIETES PHYSIQUES DE LA VAPEUR D'EAU
Tableau 1-9 Propriétés de la vapeur d’Eau
T °K
T °C
Mass. Volum. Kg/m3
Cp Joule/K °C
Viscosité m2/s
Cond. Therm W/m °C
Diffusivité m2/s
Pr
380 107 0,5863 2058,53 2,16E-05 2,46E-02 2,04E-05 1,064 400 127 0,5542 2012,50 2,42E-05 2,61E-02 2,34E-05 1,036 450 177 0,4902 1979,03 3,11 E-05 2,99E-02 3,08E-05 1,009 500 227 0,4405 1983,22 3,86E-05 3,39E-02 3,88E-05 0,996 550 277 0,4005 1995,77 4,70E-05 3,79E-02 4,74E-05 0,992 600 327 0,3652 2025,06 5,66E-05 4,22E-02 5,71E-05 0,992 650 377 0,3380 2054,34 6,64E-05 4,64E-02 6,68E-05 0,995 700 427 0,3140 2083,63 7,72E-05 5,05E-02 7,72E-05 1,000 750 477 0,2931 2117,10 8,88E-05 5,48E-02 8,83E-05 1,005 800 527 0,2739 2150,58 1,02E-04 5,92E-02 1,00E-04 1,016 850 577 0,2579 2184,05 1,15E-04 6,36E-02 1,13E-04 1,019
ECOLE CENTRALE MARSEILLE
1-49

1.5.4 PROPRIETES PHYSIQUES DES MELANGES GAZEUX
De nombreuses approches, plus ou moins précises, sont disponibles pour déterminer les propriétés thermophysiques des mélanges gazeux. Nous ne retenons ici que le cas de mélanges de gaz qui sont à pression réduite (c'est dire loin de leur pression critique). Lorsqu'un gaz est à une température T relativement élevée par rapport à sa température critique et à une pression relativement faible devant sa pression critique, il est possible d'écrire une relation simple -appelée loi des gaz parfaits- entre température, pression et
volume molaire V
p
:
pV RT=
où est la constante des gaz parfaits égale à 8.314 J/mol.K. R On appelle volume spécifique υ le volume occupé par l'unité de masse du gaz :
VM
υ =
où M est la masse d'une mole de gaz. L'inverse du volume spécifique est la masse volumique du gaz, c'est à dire la masse de gaz que l'on trouve dans l'unité de volume. :
1 M
Vρ
υ= =
En utilisant cette dernière expression la loi des gaz parfaits peut encore s'écrire :
p Rp rT rT rM
υρ
= = =
Enfin, pour une masse de gaz correspondant à moles, soit m nm n M= qui occupe un volume V :
pV nRT=
Dans un mélange de gaz parfaits nous repérons un constituant particulier par i, le nombre de moles de ce constituant dans le mélange sera . Le volume du mélange et la pression sont V et .
inp
On appelle fraction molaire ix du constituant i dans le mélange le rapport :
1i
i ii i
i
nx avec xn
= =∑∑
ECOULEMENTS ET TRANSFERTS DANS LES MILIEUX POLYPHASIQUES
1-50

La pression partielle de chaque constituant est définie comme la pression qu’il aurait s’il était seul dans le volume V :
RTnVp ii =
En sommant sur tous les constituants il vient :
ii
pV n RT⎛ ⎞
= ⎜ ⎟⎜ ⎟⎝ ⎠∑
La pression totale est ainsi la somme des pressions partielles : p
∑=
iipp
On notera, en exprimant le rapport de la pression partielle à la pression totale, que la fraction molaire peut s'exprimer également comme :
i
ipxp
=
La masse volumique du mélange est définie comme le rapport de la masse du mélange par unité de volume :
i ii i i
ii i
n Mn M
V Vρ ρ= = =∑
∑ ∑
Nous définissons également les fractions massiques des constituants comme le rapport de leur masse dans le mélange à la masse totale du mélange :
ii
ii
mym
=∑
En divisant haut et bas par le volume du mélange, on peut encore écrire pour les fractions massiques :
avec 1i
i ii
y yρρ
= =∑
On peut également définir la masse molaire du mélange comme le rapport de la masse de gaz au nombre de moles qu'il contient :
i ii
ii
n MM
n=∑∑
ECOLE CENTRALE MARSEILLE
1-51

On peut ainsi écrire la loi des gaz parfaits pour le mélange comme :
p RrT où rMρ
= =
1.5.5 VISCOSITE DU MELANGE DE GAZ
On utilisera une approche fournie par Wilke :
( )1
1
ni i
ni
i ijj
x
x
μμΦ=
=
⎡ ⎤⎢ ⎥⎢ ⎥
= ⎢ ⎥⎢ ⎥⎢ ⎥⎣ ⎦
∑∑
avec
14
2
1
1 1 18
1
ij
j i
i ji
j
si i j
MMM
M
Φ
μμ
= =
⎡ ⎤⎛ ⎞⎢ ⎥= + ⎜ ⎟⎢ ⎥⎛ ⎞ ⎝ ⎠⎣ ⎦+⎜ ⎟⎜ ⎟⎝ ⎠
1.5.6 CONDUCTIVITE THERMIQUE DU MELANGE DE GAZ
Nous proposons d'utiliser l'expression de Riblett :
( )( )
13
13
1
1
n
i i ii
n
i ii
x M
x M
λλ =
=
=∑
∑
ECOULEMENTS ET TRANSFERTS DANS LES MILIEUX POLYPHASIQUES
1-52
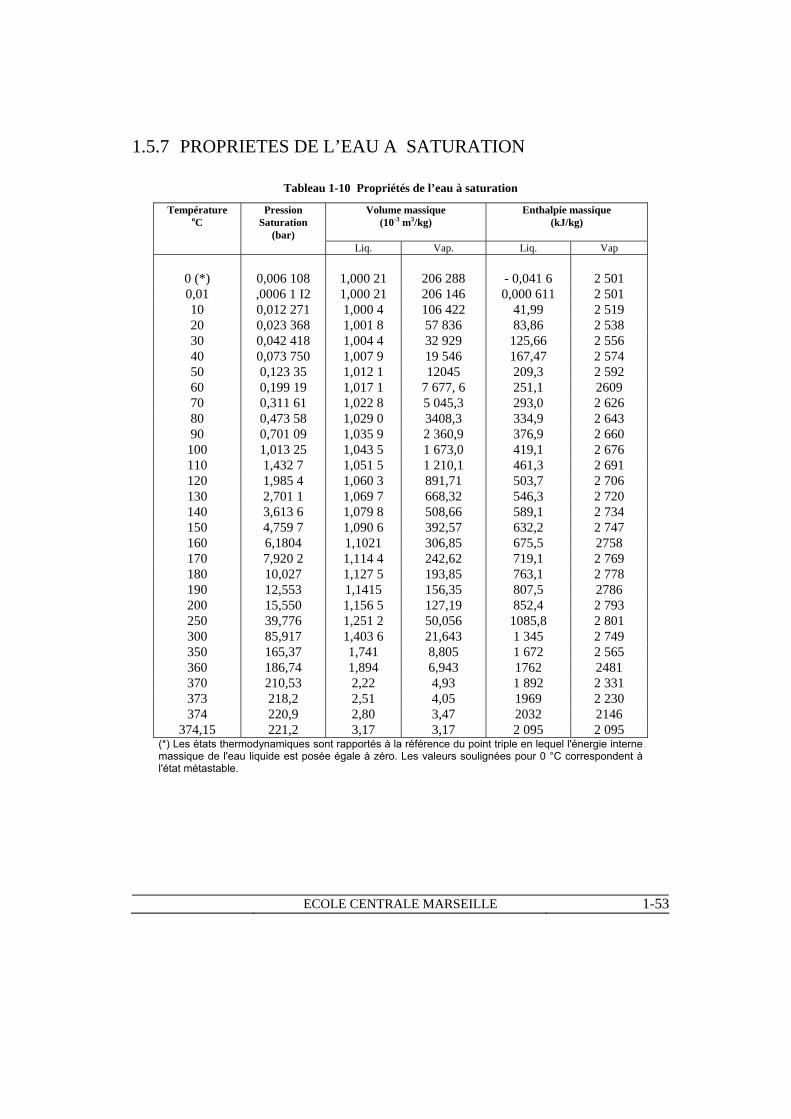
1.5.7 PROPRIETES DE L’EAU A SATURATION
Tableau 1-10 Propriétés de l’eau à saturation
Température oC
Pression Saturation
(bar)
Volume massique (10-3 m3/kg)
Enthalpie massique (kJ/kg)
Liq. Vap. Liq. Vap
0 (*)
0,006 108
1,000 21
206 288
- 0,041 6
2 501 0,01 ,0006 1 I2 1,000 21 206 146 0,000 611 2 501 10 0,012 271 1,000 4 106 422 41,99 2 519 20 0,023 368 1,001 8 57 836 83,86 2 538 30 0,042 418 1,004 4 32 929 125,66 2 556 40 0,073 750 1,007 9 19 546 167,47 2 574 50 0,123 35 1,012 1 12045 209,3 2 592 60 0,199 19 1,017 1 7 677, 6 251,1 2609 70 0,311 61 1,022 8 5 045,3 293,0 2 626 80 0,473 58 1,029 0 3408,3 334,9 2 643 90 0,701 09 1,035 9 2 360,9 376,9 2 660
100 1,013 25 1,043 5 1 673,0 419,1 2 676 110 1,432 7 1,051 5 1 210,1 461,3 2 691 120 1,985 4 1,060 3 891,71 503,7 2 706 130 2,701 1 1,069 7 668,32 546,3 2 720 140 3,613 6 1,079 8 508,66 589,1 2 734 150 4,759 7 1,090 6 392,57 632,2 2 747 160 6,1804 1,1021 306,85 675,5 2758 170 7,920 2 1,114 4 242,62 719,1 2 769 180 10,027 1,127 5 193,85 763,1 2 778 190 12,553 1,1415 156,35 807,5 2786 200 15,550 1,156 5 127,19 852,4 2 793 250 39,776 1,251 2 50,056 1085,8 2 801 300 85,917 1,403 6 21,643 1 345 2 749 350 165,37 1,741 8,805 1 672 2 565 360 186,74 1,894 6,943 1762 2481 370 210,53 2,22 4,93 1 892 2 331 373 218,2 2,51 4,05 1969 2 230 374 220,9 2,80 3,47 2032 2146
374,15 221,2 3,17 3,17 2 095 2 095 (*) Les états thermodynamiques sont rapportés à la référence du point triple en lequel l'énergie interne massique de l'eau liquide est posée égale à zéro. Les valeurs soulignées pour 0 °C correspondent à l'état métastable.
ECOLE CENTRALE MARSEILLE
1-53

ECOULEMENTS ET TRANSFERTS DANS LES MILIEUX POLYPHASIQUES
1-54
1.6 REFERENCES BIBLIOGRAPHIQUES
RASE H. F., Chemical reactor design for process plants, Vol. 1, Principles and techniques, Wiley Interscience, 1977 SCHWEICH D., Génie de la réaction chimique, Traité de génie des procédés, Editions Tec & Doc, Lavoisier, 2001 STORCK A., GREVILLOT G., Génie des procédés, Editions Tec & Doc, Lavoisier, 1993
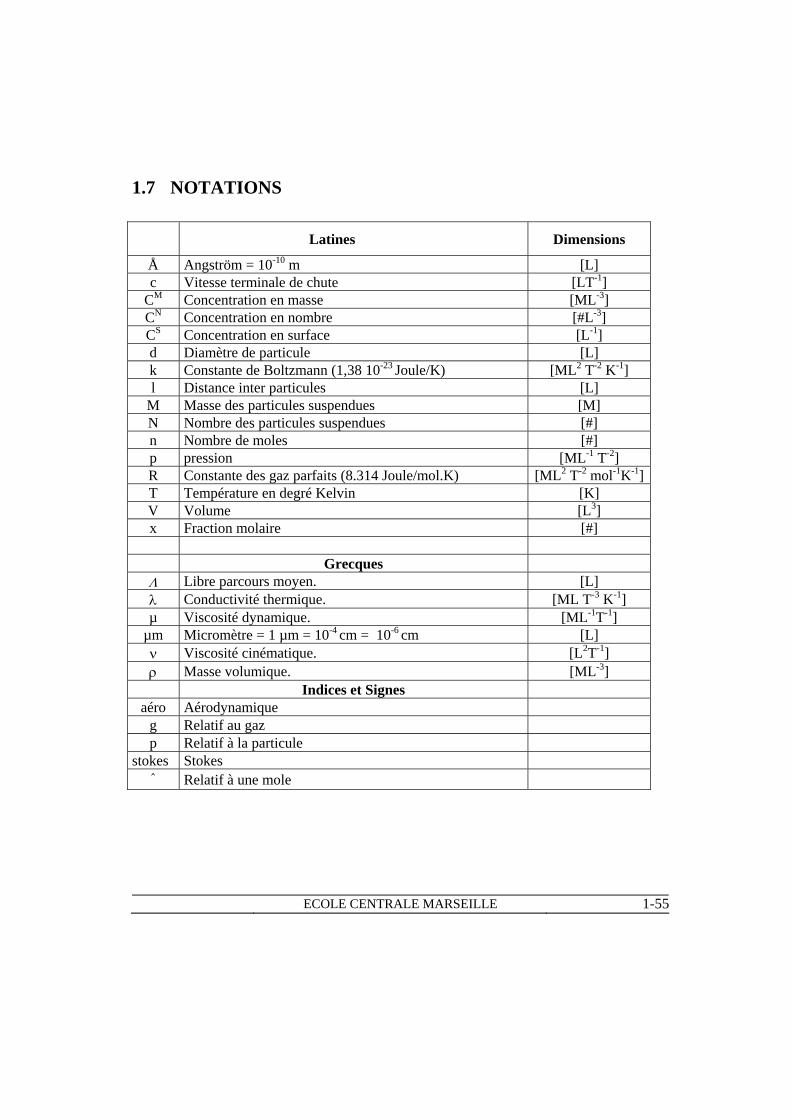
1.7 NOTATIONS
Latines Dimensions
Å Angström = 10-10 m [L] c Vitesse terminale de chute [LT-1]
CM Concentration en masse [ML-3] CN Concentration en nombre [#L-3] CS Concentration en surface [L-1] d Diamètre de particule [L] k Constante de Boltzmann (1,38 10-23 Joule/K) [ML2 T-2 K-1] l Distance inter particules [L]
M Masse des particules suspendues [M] N Nombre des particules suspendues [#] n Nombre de moles [#] p pression [ML-1 T-2] R Constante des gaz parfaits (8.314 Joule/mol.K) [ML2 T-2 mol-1K-1] T Température en degré Kelvin [K] V Volume [L3] x Fraction molaire [#] Grecques Λ Libre parcours moyen. [L] λ Conductivité thermique. [ML T-3 K-1] µ Viscosité dynamique. [ML-1T-1]
µm Micromètre = 1 µm = 10-4 cm = 10-6 cm [L] ν Viscosité cinématique. [L2T-1] ρ Masse volumique. [ML-3]
Indices et Signes aéro Aérodynamique
g Relatif au gaz p Relatif à la particule
stokes Stokes Relatif à une mole
ECOLE CENTRALE MARSEILLE
1-55

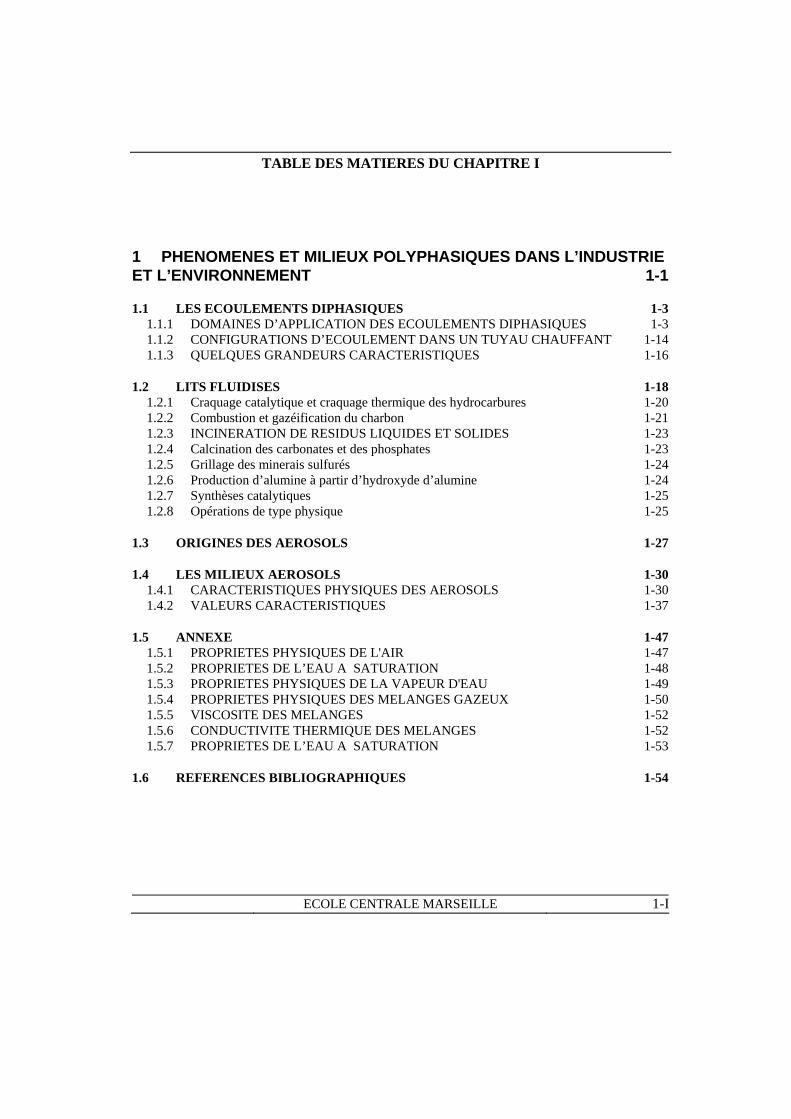
TABLE DES MATIERES DU CHAPITRE I
1 PHENOMENES ET MILIEUX POLYPHASIQUES DANS L’INDUSTRIE ET L’ENVIRONNEMENT 1-1
1.1 LES ECOULEMENTS DIPHASIQUES 1-3 1.1.1 DOMAINES D’APPLICATION DES ECOULEMENTS DIPHASIQUES 1-3 1.1.2 CONFIGURATIONS D’ECOULEMENT DANS UN TUYAU CHAUFFANT 1-14 1.1.3 QUELQUES GRANDEURS CARACTERISTIQUES 1-16
1.2 LITS FLUIDISES 1-18 1.2.1 Craquage catalytique et craquage thermique des hydrocarbures 1-20 1.2.2 Combustion et gazéification du charbon 1-21 1.2.3 INCINERATION DE RESIDUS LIQUIDES ET SOLIDES 1-23 1.2.4 Calcination des carbonates et des phosphates 1-23 1.2.5 Grillage des minerais sulfurés 1-24 1.2.6 Production d’alumine à partir d’hydroxyde d’alumine 1-24 1.2.7 Synthèses catalytiques 1-25 1.2.8 Opérations de type physique 1-25
1.3 ORIGINES DES AEROSOLS 1-27
1.4 LES MILIEUX AEROSOLS 1-30 1.4.1 CARACTERISTIQUES PHYSIQUES DES AEROSOLS 1-30 1.4.2 VALEURS CARACTERISTIQUES 1-37
1.5 ANNEXE 1-47 1.5.1 PROPRIETES PHYSIQUES DE L'AIR 1-47 1.5.2 PROPRIETES DE L’EAU A SATURATION 1-48 1.5.3 PROPRIETES PHYSIQUES DE LA VAPEUR D'EAU 1-49 1.5.4 PROPRIETES PHYSIQUES DES MELANGES GAZEUX 1-50 1.5.5 VISCOSITE DES MELANGES 1-52 1.5.6 CONDUCTIVITE THERMIQUE DES MELANGES 1-52 1.5.7 PROPRIETES DE L’EAU A SATURATION 1-53
1.6 REFERENCES BIBLIOGRAPHIQUES 1-54
ECOLE CENTRALE MARSEILLE
1-I

1.7 NOTATIONS 1-55
ECOULEMENTS ET TRANSFERTS DANS LES MILIEUX POLYPHASIQUES
1-II
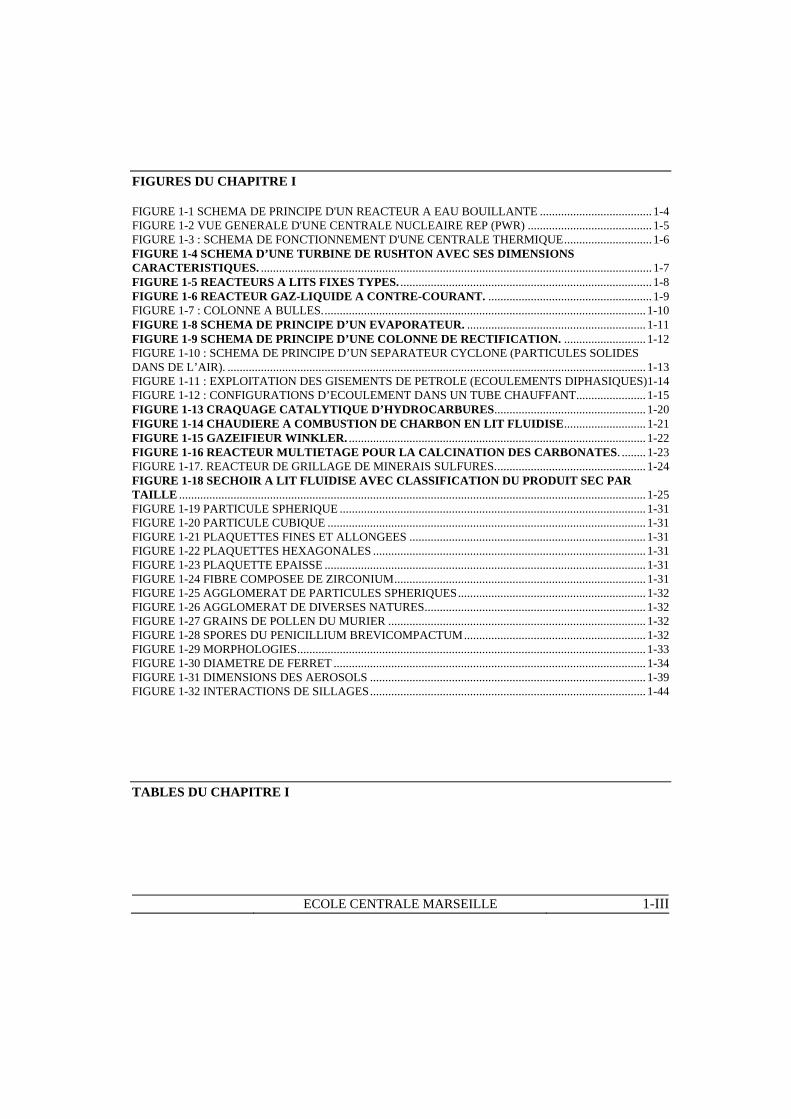
FIGURES DU CHAPITRE I FIGURE 1-1 SCHEMA DE PRINCIPE D'UN REACTEUR A EAU BOUILLANTE ..................................... 1-4 FIGURE 1-2 VUE GENERALE D'UNE CENTRALE NUCLEAIRE REP (PWR) ......................................... 1-5 FIGURE 1-3 : SCHEMA DE FONCTIONNEMENT D'UNE CENTRALE THERMIQUE............................. 1-6 FIGURE 1-4 SCHEMA D’UNE TURBINE DE RUSHTON AVEC SES DIMENSIONS CARACTERISTIQUES. ................................................................................................................................. 1-7 FIGURE 1-5 REACTEURS A LITS FIXES TYPES. ................................................................................... 1-8 FIGURE 1-6 REACTEUR GAZ-LIQUIDE A CONTRE-COURANT. ...................................................... 1-9 FIGURE 1-7 : COLONNE A BULLES........................................................................................................... 1-10 FIGURE 1-8 SCHEMA DE PRINCIPE D’UN EVAPORATEUR. ........................................................... 1-11 FIGURE 1-9 SCHEMA DE PRINCIPE D’UNE COLONNE DE RECTIFICATION. ........................... 1-12 FIGURE 1-10 : SCHEMA DE PRINCIPE D’UN SEPARATEUR CYCLONE (PARTICULES SOLIDES DANS DE L’AIR). .......................................................................................................................................... 1-13 FIGURE 1-11 : EXPLOITATION DES GISEMENTS DE PETROLE (ECOULEMENTS DIPHASIQUES)1-14 FIGURE 1-12 : CONFIGURATIONS D’ECOULEMENT DANS UN TUBE CHAUFFANT....................... 1-15 FIGURE 1-13 CRAQUAGE CATALYTIQUE D’HYDROCARBURES.................................................. 1-20 FIGURE 1-14 CHAUDIERE A COMBUSTION DE CHARBON EN LIT FLUIDISE........................... 1-21 FIGURE 1-15 GAZEIFIEUR WINKLER. .................................................................................................. 1-22 FIGURE 1-16 REACTEUR MULTIETAGE POUR LA CALCINATION DES CARBONATES. ........ 1-23 FIGURE 1-17. REACTEUR DE GRILLAGE DE MINERAIS SULFURES.................................................. 1-24 FIGURE 1-18 SECHOIR A LIT FLUIDISE AVEC CLASSIFICATION DU PRODUIT SEC PAR TAILLE .......................................................................................................................................................... 1-25 FIGURE 1-19 PARTICULE SPHERIQUE ..................................................................................................... 1-31 FIGURE 1-20 PARTICULE CUBIQUE ......................................................................................................... 1-31 FIGURE 1-21 PLAQUETTES FINES ET ALLONGEES .............................................................................. 1-31 FIGURE 1-22 PLAQUETTES HEXAGONALES .......................................................................................... 1-31 FIGURE 1-23 PLAQUETTE EPAISSE .......................................................................................................... 1-31 FIGURE 1-24 FIBRE COMPOSEE DE ZIRCONIUM................................................................................... 1-31 FIGURE 1-25 AGGLOMERAT DE PARTICULES SPHERIQUES.............................................................. 1-32 FIGURE 1-26 AGGLOMERAT DE DIVERSES NATURES......................................................................... 1-32 FIGURE 1-27 GRAINS DE POLLEN DU MURIER ..................................................................................... 1-32 FIGURE 1-28 SPORES DU PENICILLIUM BREVICOMPACTUM............................................................ 1-32 FIGURE 1-29 MORPHOLOGIES................................................................................................................... 1-33 FIGURE 1-30 DIAMETRE DE FERRET ....................................................................................................... 1-34 FIGURE 1-31 DIMENSIONS DES AEROSOLS ........................................................................................... 1-39 FIGURE 1-32 INTERACTIONS DE SILLAGES........................................................................................... 1-44 TABLES DU CHAPITRE I
ECOLE CENTRALE MARSEILLE
1-III
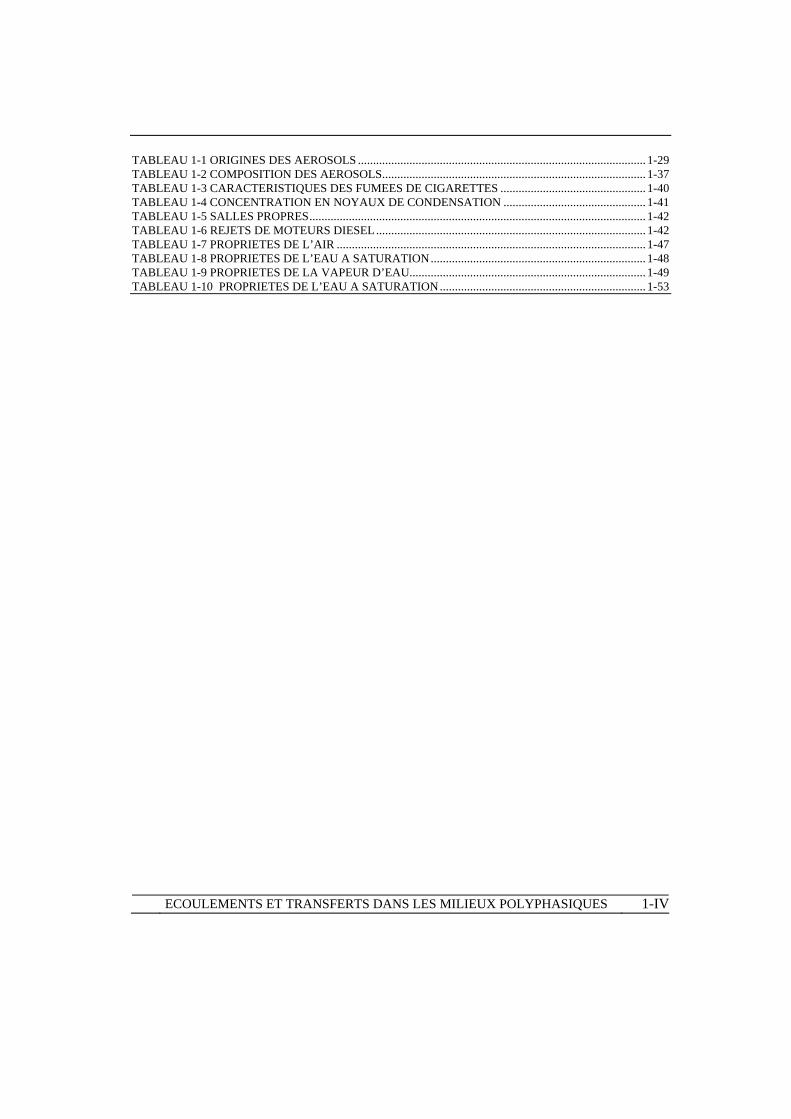
ECOULEMENTS ET TRANSFERTS DANS LES MILIEUX POLYPHASIQUES
1-IV
TABLEAU 1-1 ORIGINES DES AEROSOLS ............................................................................................... 1-29 TABLEAU 1-2 COMPOSITION DES AEROSOLS....................................................................................... 1-37 TABLEAU 1-3 CARACTERISTIQUES DES FUMEES DE CIGARETTES ................................................ 1-40 TABLEAU 1-4 CONCENTRATION EN NOYAUX DE CONDENSATION ............................................... 1-41 TABLEAU 1-5 SALLES PROPRES............................................................................................................... 1-42 TABLEAU 1-6 REJETS DE MOTEURS DIESEL......................................................................................... 1-42 TABLEAU 1-7 PROPRIETES DE L’AIR ...................................................................................................... 1-47 TABLEAU 1-8 PROPRIETES DE L’EAU A SATURATION....................................................................... 1-48 TABLEAU 1-9 PROPRIETES DE LA VAPEUR D’EAU.............................................................................. 1-49 TABLEAU 1-10 PROPRIETES DE L’EAU A SATURATION.................................................................... 1-53












