Upload
rrac
View
7
Download
1
Embed Size (px)
Citation preview
Direc t ion de l nergie nuc lai re Dpar tement de t echnologie du cyc le du combus t ibl e
C o m m i s s a r i a t l n e r g i e a t o m i q u e C e n t r e d e l a v a l l e d u R h n e D E N / V R H / D T E C / S 2 E C - B P 1 7 1 7 1 - 3 0 2 0 7 B a g n o l s - s u r - C z e C e d e x t l . 0 4 . 6 6 . 7 9 . 6 2 . 0 7 - f a x 0 4 . 6 6 . 7 9 . 6 0 . 3 1
Direc t ion de l nergie nuc lai re Dpar tement de t echnologie du cyc le du combus t ibl e
C o m m i s s a r i a t l n e r g i e a t o m i q u e C e n t r e d e l a v a l l e d u R h n e D E N / V R H / D T E C / S 2 E C - B P 1 7 1 7 1 - 3 0 2 0 7 B a g n o l s - s u r - C z e C e d e x t l . 0 4 . 6 6 . 7 9 . 6 2 . 0 7 - f a x 0 4 . 6 6 . 7 9 . 6 0 . 3 1
R A P P O R T T E C H N I Q U E : D T E C / 2 0 0 4 / 0 2
T i t r e : C O N T E N E U R D E N T R E P O S A G E D E L O N G U E D U R E E ( E L D ) P O U R C O M B U S T I B L E S U S E S E T D E C H E T S V I T R I F I E S : N O T E D E S Y N T H E S E D E S E T U D E S .
A u t e u r s : A. BEZIAT. Ont contribu a la rdaction de ce document :
L. Brissonneau (DEN/VRH/DTEC) et B. Duret (DEN/GRE/DTP).
R f . : Rapport Technique DTEC/2004/02
R s u m / C o n c l u s i o n s : Ce rapport prsente une synthse des rsultats des tudes relatives aux conteneurs destins
lentreposage de longue dure des combustibles uss (UOX ou MOX) et des colis de dchets vitrifis (CSD-V). Ces tudes sinscrivent dans le cadre de laxe 3 de la loi de 1991 sur la gestion des dchets nuclaires.
Lessentiel de ce rapport est consacr lentreposage des combustibles uss de type UOX ; ce cas est pris comme enveloppe pour lensemble de tous les colis thermiques Les adaptations ncessaires pour lentreposage des combustibles uss MOX et des dchets vitrifis (CSD-V) font lobjet des deux derniers chapitres. Une premire partie est consacre au rappel des donnes dentre des tudes : stratgie
de gestion, analyse fonctionnelle et options prliminaires de conceptions.
Il a t retenu un concept de colis deux barrires de confinement. Le combustible us est plac dans un tui individuel constituant la premire barrire puis sept tuis sont placs dans un conteneur qui constitue la deuxime barrire. La capacit du conteneur a t choisie sur des critres thermiques mais pourra encore faire lobjet doptimisations supplmentaires. Ltui est compatible avec un des conteneurs conus pour un ventuel stockage gologique des combustibles uss.
Un flux de production jusqu 300 colis dentreposage par an est envisageable selon la stratgie de gestion retenue.
Lanalyse fonctionnelle a conduit dfinir deux fonctions principales pour le conteneur dentreposage : assurer le confinement et tre apte la reprise lissue de lentreposage.
Direc t ion de l nergie nuc lai re Dpar tement de t echnologie du cyc le du combus t ibl e
C o m m i s s a r i a t l n e r g i e a t o m i q u e C e n t r e d e l a v a l l e d u R h n e D E N / V R H / D T E C / S 2 E C - B P 1 7 1 7 1 - 3 0 2 0 7 B a g n o l s - s u r - C z e C e d e x t l . 0 4 . 6 6 . 7 9 . 6 2 . 0 7 - f a x 0 4 . 6 6 . 7 9 . 6 0 . 3 1
Les tudes de dimensionnement de ltui, qui constitue la premire barrire de confinement, sont ensuite prsentes. Ltui est un cylindre en acier inoxydable de 5 mm dpaisseur, le fond et le couvercle ont une paisseur de 20 mm et sont souds par un procd prouv (TIG). Les calculs ont montr que la sortie de ltui hors du conteneur sera toujours possible en tenant compte des dformations thermomcaniques qui apparatront en situation normale et des dformations mcaniques qui pourraient arriver en situation accidentelle (chute).
Les choix du matriau et du systme de fermeture du conteneur ont fait lobjet dtudes dtailles car ces points ont t identifis comme critiques vis vis de la durabilit du conteneur.
La fonte graphite sphrodal a t choisie comme matriau de rfrence pour constituer le conteneur : ce matriau permet de raliser un corps de conteneur monobloc (avec un fond solidaire et sans soudure de structure). Il a t choisi une fonte de type GS400-15 dont la rsistance rupture est de 400 MPa et lallongement rupture est de 15% : ces valeurs sont comparables celles dun acier ordinaire et permettent de dimensionner un conteneur qui rsiste toutes les sollicitations mcaniques. De plus, il sagit dun matriau corrosion uniforme dont lvolution de la couche altre est prvisible dans la longue dure. Le cot faible de ce matriau et de sa mise en uvre constitue un avantage supplmentaire.
Les diffrents systmes de fermeture envisageables ont t valus : joint mtallique, joint fusible ou soudures. La soudure pleine paisseur a t retenue pour raliser lopration de fermeture du couvercle : cette solution semble la plus robuste vis vis des agressions que le conteneur pourrait tre appel subir. Une telle soudure aurait des proprits mcaniques trs faibles si elle tait ralise directement sur la fonte du conteneur. Cest pourquoi il a t mis au point une technique dinsertion dune couronne en acier en partie haute du conteneur. Cette couronne, dune dizaine de centimtres de hauteur, permet le soudage dun couvercle en acier par des techniques prouves.
Le soudage par Faisceau dElectrons a t retenu parmi les procds rpondant aux critres de lentreposage de longue dure : cette technique permet de raliser une soudure de bonne qualit mtallurgique, avec de bonnes proprits mcaniques et en minimisant les dformations et les contraintes rsiduelles inhrentes toute soudure de forte paisseur. Il a t montr que dun point de vue conomique, le soudage par faisceau dlectrons conduit des cots comparables ceux des autres procds valus malgr des investissements initiaux plus importants.
Le conteneur a t dimensionn vis vis de la criticit, de la tenue mcanique (statique et dynamique) et de son aptitude vacuer la chaleur. Des solutions simples ont t recherches pour les amnagements internes afin dabaisser le cot du conteneur tout en conservant lensemble des fonctions.
Lensemble de ces tudes a t valid par la fabrication de dmonstrateurs de conteneurs : ceci permet dillustrer les solutions techniques choisies et dvaluer leurs performances.
Les fonctions du conteneur dentreposage doivent tre conserves pendant une dure sculaire : ceci va au del de ltat de lart classique. Un programme de dmonstration de durabilit a t mis en place afin de :
- dfinir des critres dacceptation des dfauts dans les matriaux et les systmes,
Direc t ion de l nergie nuc lai re Dpar tement de t echnologie du cyc le du combus t ibl e
C o m m i s s a r i a t l n e r g i e a t o m i q u e C e n t r e d e l a v a l l e d u R h n e D E N / V R H / D T E C / S 2 E C - B P 1 7 1 7 1 - 3 0 2 0 7 B a g n o l s - s u r - C z e C e d e x t l . 0 4 . 6 6 . 7 9 . 6 2 . 0 7 - f a x 0 4 . 6 6 . 7 9 . 6 0 . 3 1
- quantifier les phnomnes de vieillissement connus dans des conditions reprsentatives de lentreposage : il sagit essentiellement du vieillissement thermique et du vieillissement sous irradiation,
- mettre en vidence dventuels modes de dgradation non identifis a priori et ventuellement dus des phnomnes de couplage.
Une attention particulire est porte sur les assemblages : soudures tui et conteneur ainsi que la jonction acier/fonte car ces zones prsentent des microstructures et des compositions chimiques diffrentes de celles des mtaux de base (aciers ou fonte). Le programme dtude de la durabilit permettra de confirmer que les matriaux et systmes de
fermeture choisis ne prsentent pas de phnomnes de dgradations rdhibitoires dans la longue dure.
Une synthse des tudes technico-conomiques a permis de dterminer les cots des diffrents composants et oprations: - le cot dun tui est denviron 8 k - le cot dun conteneur en fonte est compris entre 22 k (pour 300 conteneurs/an) et 50 k (pour 30 conteneurs/an) - le cot complet des oprations de conditionnement par conteneur est compris entre 20k (pour 300 conteneurs/an) et 120 k (pour 30 conteneurs/an).
Les deux derniers chapitres de cette note prsentent les volutions entre le conteneur pouvant accueillir 7 combustibles uss UOX et les conteneurs destins accueillir 4 combustibles uss MOX ou 6 CSD-V.
Lensemble de ces tudes a permis de dfinir des conteneurs dentreposage capables daccueillir pour des dures sculaires les combustibles uss UOX ou MOX et les dchets vitrifis (CSD-V). Les choix technologiques effectus permettent davoir une confiance leve dans la durabilit de ces objets, le programme de durabilit se poursuit pour conforter ces choix.
Direc t ion de l nergie nuc lai re Dpar tement de t echnologie du cyc le du combus t ibl e
C o m m i s s a r i a t l n e r g i e a t o m i q u e C e n t r e d e l a v a l l e d u R h n e D E N / V R H / D T E C / S 2 E C - B P 1 7 1 7 1 - 3 0 2 0 7 B a g n o l s - s u r - C z e C e d e x t l . 0 4 . 6 6 . 7 9 . 6 2 . 0 7 - f a x 0 4 . 6 6 . 7 9 . 6 0 . 3 1
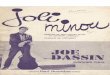
Dmonstrateur de conteneur dentreposage de combustibles uss
R a p p o r t t e c h n i q u e D T E C / S 2 E C / 2 0 0 4 / 0 2 P a g e 5 b i s s u r 8 3
C o m m i s s a r i a t l n e r g i e a t o m i q u e C e n t r e d e l a v a l l e d u R h n e D E N / V R H / D T E C / S 2 E C - B P 1 7 1 7 1 - 3 0 2 0 7 B a g n o l s - s u r - C z e C e d e x t l . 0 4 . 6 6 . 7 9 . 6 2 . 0 7 - f a x 0 4 . 6 6 . 7 9 . 6 0 . 3 1
Diffusion
CEA
DEN/SAC/DDIN C. COURTOIS T. LIEVEN F. BALBAUD
DEN/VRH/DIR L. MARTIN DEIDIER
DEN/VRH/CECER J.P. MONCOUYOUX
DEN/VRH/DTEC M. BOIDRON
DEN/VRH/DTEC/S2EC J.P. SILVY B. PORZIO F. LAURENT N. MOULIN L. BRISSONNEAU J.L. MARTIN S. VAN DEN BROECK F. FRASCATI F. BISCARRAT
A. BEZIAT
DEN/VRH/DTEC/STCF J.C. THIEBLEMONT R. LEVOY O. DUGNE F. LE GUYADEC
DEN/SAC/DMN/SRMA/ B. MARINI P. FORGET P. WIDENT
DEN/CAD/DTN J.M. MOREY
DEN/GRE/DTN J. GARNIER B. DURET
DEN/VRH/DSLT/STIC/GIST J. CAILLAUD (E+F)
(E+F) : 2 exemplaires papier + le fichier WORD (hormis les documents dfense)
R a p p o r t t e c h n i q u e D T E C / S 2 E C / 2 0 0 4 / 0 2 P a g e 6 s u r 85
Sommaire
1. INTRODUCTION ............................................................................................................................ 9 2. DONNEES DENTREE................................................................................................................... 9
2.1 CARACTERISTIQUES DES COMBUSTIBLES .................................................................................... 9 2.2 STRATEGIE DE GESTION ........................................................................................................... 10
3. CONCEPTION DU CONTENEUR DENTREPOSAGE .............................................................. 11 3.1 ANALYSE FONCTIONNELLE........................................................................................................ 11 3.2 OPTIONS DE CONCEPTION ........................................................................................................ 11
4. ETUI POUR COMBUSTIBLE USE .............................................................................................. 13 4.1 SPECIFICATIONS TECHNIQUES .................................................................................................. 13 4.2 DIMENSIONNEMENT DE LETUI ................................................................................................... 13
4.2.1 Calcul de criticit de l'tui .............................................................................................. 13 4.2.2 Calcul thermique............................................................................................................ 14 4.2.3 Calcul de chute.............................................................................................................. 14 4.2.4 Tenue la pression ....................................................................................................... 14 4.2.5 Calculs thermomcaniques ........................................................................................... 15
4.2.5.1 Calcul de la dforme de l'tui sous leffet de la temprature .................................. 15 4.2.5.2 Contraintes dans l'tui dues la temprature et la pression ................................. 15 4.2.5.3 Fluage........................................................................................................................ 16
4.3 CONCEPTION DES SOUS-ENSEMBLES ........................................................................................ 16 4.4 SPECIFICATIONS RELATIVES A LA CONSTRUCTION ...................................................................... 16 4.5 DEFINITION ET APPROVISIONNEMENT DES MATERIAUX................................................................ 16 4.6 FABRICATION........................................................................................................................... 17 4.7 ASSEMBLAGES......................................................................................................................... 17 4.8 ESTIMATION DU COUT DUN ETUI. .............................................................................................. 18
5. CONTENEUR POUR COMBUSTIBLES USES UOX.................................................................. 20 5.1 SELECTION DU MATERIAU................................................................................................. 20
5.1.1 Etat de lart international sur les matriaux pour conteneur.......................................... 20 5.1.2 Comportement des mtaux vis vis de la corrosion .................................................... 21
5.1.2.1 Corrosion homogne / corrosion localise................................................................ 21 5.1.2.2 Corrosion sche / corrosion humide.......................................................................... 22
5.1.3 Evaluation des autres modes de dgradation............................................................... 23 5.1.3.1 Vieillissement sous irradiation ................................................................................... 23 5.1.3.2 Vieillissement thermique............................................................................................ 23 5.1.3.3 Recherche des modes de dgradation non identifis ............................................... 24
5.1.4 Techniques de mise en oeuvre de la fonte et de lacier................................................ 24
R a p p o r t t e c h n i q u e D T E C / S 2 E C / 2 0 0 4 / 0 2 P a g e 7 s u r 85
5.1.4.1 Mise en forme de la fonte par moulage par centrifugation........................................ 24 5.1.4.2 Mise en forme de la fonte ou de lacier par moulage par gravit .............................. 25 5.1.4.3 Mise en forme de lacier par roulage et soudage ...................................................... 25 5.1.4.4 Mise en forme de lacier par forgeage....................................................................... 25 5.1.4.5 Slection dune solution............................................................................................. 26
5.1.5 Evaluation des nuances dacier utilisables.................................................................... 26 5.1.6 Evaluation des nuances de fonte utilisables ................................................................. 26 5.1.7 Comparaison des proprits de lacier S235 et de la fonte FGS400-15....................... 28
5.1.7.1 Proprits mcaniques.............................................................................................. 28 5.1.7.2 Rsistance la corrosion .......................................................................................... 29
5.1.8 Comparaison conomique des solutions acier S235 et fonte GS400-15 ..................... 29 5.1.9 Liaison acier / fonte ....................................................................................................... 29
5.2 SELECTION DU SYSTEME DE FERMETURE..................................................................... 31 5.2.1 Les diffrentes options envisages ............................................................................... 31 5.2.2 Joint mtallique.............................................................................................................. 31
5.2.2.1 Gnralits ................................................................................................................ 31 5.2.2.2 Quantification de la dure de vie............................................................................... 31
5.2.3 Soudure faible paisseur............................................................................................... 32 5.2.3.1 Soudure faible paisseur pour conteneur en acier ................................................... 32 5.2.3.2 Soudure faible paisseur pour conteneur en fonte ................................................... 32 5.2.3.3 Conclusion sur les soudures faible paisseur ........................................................... 32
5.2.4 Scellement par joint en mtal coul .............................................................................. 33 5.2.4.1 Prsentation de la technique..................................................................................... 33 5.2.4.2 Validation exprimentale ........................................................................................... 34
5.2.5 Soudure pleine paisseur.............................................................................................. 34 5.2.5.1 Besoin et critres de choix ........................................................................................ 34 5.2.5.2 Slection dun procd de soudage partir de ltat de lart .................................... 34 5.2.5.3 Validation exprimentale des procds de soudage ................................................ 36 5.2.5.4 Rsultat des expertises ralises sur les maquettes ................................................ 37 5.2.5.5 Etude de la nuclarisation des procds de soudage et comparaison conomique 44
5.2.6 Conclusion sur les procds de soudage ..................................................................... 45 5.3 DIMENSIONNEMENT DU CONTENEUR ............................................................................. 45
5.3.1 Dimensionnement mcanique la chute ...................................................................... 45 5.3.2 Dimensionnement thermique ........................................................................................ 46 5.3.3 Dimensionnement thermomcanique............................................................................ 46 5.3.4 Dimensionnement criticit ............................................................................................. 46
6. DESCRIPTION DU CONTENEUR DE REFERENCE.................................................................. 47 7. DEMONSTRATION DE LA FAISABILITE TECHNOLOGIQUE DE LA FABRICATION DU CONTENEUR........................................................................................................................................ 52 8. DEMONSTRATION DE LA FAISABILITE TECHNOLOGIQUE DE LA REOUVERTURE DU CONTENEUR........................................................................................................................................ 54 9. DEMONSTRATION DE DURABILITE ......................................................................................... 55
9.1 DEMARCHE GENERALE SUIVIE................................................................................................... 55 9.1.1 Objectif .......................................................................................................................... 55 9.1.2 Etude du vieillissement-extrapolation aux temps longs. ............................................... 55 9.1.3 Couplage des phnomnes. ......................................................................................... 56 9.1.4 Proprits mcaniques.................................................................................................. 56
9.2 ETUDE DU VIEILLISSEMENT DES ETUIS. ...................................................................................... 57 9.2.1 Phnomnes tudis..................................................................................................... 57
R a p p o r t t e c h n i q u e D T E C / S 2 E C / 2 0 0 4 / 0 2 P a g e 8 s u r 85
9.2.2 Programme de vieillissement ........................................................................................ 57 9.3 ETUDE DU FLUAGE DE LETUI. ................................................................................................... 58 9.4 ETUDE DU VIEILLISSEMENT DES SOUDURES EN ACIER BAS CARBONE (NON OU FAIBLEMENT ALLIES) PLEINE EPAISSEUR............................................................................................................................... 59
9.4.1 Phnomnes tudis..................................................................................................... 59 9.4.2 Programme exprimental .............................................................................................. 61
9.5 ETUDE DE LA JONCTION ACIER FONTE. ...................................................................................... 62 9.5.1 Dmarche suivie............................................................................................................ 62 9.5.2 Programme de vieillissement ........................................................................................ 62
10. EVALUATION ECONOMIQUE ................................................................................................. 64 11. CONTENEUR POUR COMBUSTIBLES USES MOX .............................................................. 66 12. CONTENEUR POUR DECHETS VITRIFIES............................................................................ 69 13. CONCLUSION .......................................................................................................................... 72
R a p p o r t t e c h n i q u e D T E C / S 2 E C / 2 0 0 4 / 0 2 P a g e 9 s u r 85
1. INTRODUCTION Ce rapport prsente une synthse des rsultats des tudes relatives aux conteneurs destins lentreposage de longue dure des combustibles uss (UOX ou MOX) et des colis de dchets vitrifis (CSD-V). Ces tudes sinscrivent dans le cadre de laxe 3 de la loi de 1991 sur la gestion des dchets nuclaires. Cette note prsente une synthse des rsultats des tudes relatives aux conteneurs destins lentreposage de longue dure des combustibles uss (UOX ou MOX) et des colis de dchets vitrifis (CSD-V). Une premire partie est consacre au rappel des donnes dentre des tudes : stratgie de gestion, analyse fonctionnelle et options prliminaires de conception. Les tudes de dimensionnement de ltui, qui constitue la premire barrire de confinement, sont ensuite prsentes. Les choix du matriau et du systme de fermeture du conteneur ont fait lobjet des chapitres suivants : ils ont t tudis de faon dtaille car ces points ont t identifis comme critiques vis vis de la durabilit du conteneur. Lensemble de ces tudes a t valid par la fabrication de dmonstrateurs de conteneurs permettant dillustrer les solutions techniques choisies et dvaluer leurs performances. Une synthse des tudes technico-conomiques est ensuite prsente. Les deux derniers chapitres prsentent les volutions du conteneur destin accueillir les combustibles uss UOX pour accueillir les combustibles uss MOX ou les CSD-V.
2. DONNEES DENTREE
2.1 Caractristiques des combustibles Les combustibles uss UOX pris en compte sont les assemblages issus des diffrents paliers des racteurs REP dEDF (900 MW, 1300 MW et 1450 MW). Le terme source est dcrit dans la note du MID ANDRA C NT AHVL 02.106/A Donnes descriptives du colis type CU1 . Le colis type de combustibles uss CU1 est constitu dassemblages intgraux de combustibles UOX/URE rpondant aux caractristiques suivantes : UOX2 : matrice UnatO2, initialement 3,70% en U235, taux de combustion moyen de 45 GWj/t, UOX3 : matrice UnatO2, initialement 4,50% en U235, taux de combustion moyen de 55 GWj/t, URE : matrice UnatO2, initialement 4,10% en U235, taux de combustion moyen de 45 GWj/t,
Dans le document cit, on trouve notamment les caractristiques physico-chimiques, le descriptif radiologique, et une description des volutions des proprits dans le temps (entre 1 et 1 000 000 dannes)
Le combustible est suppos tre entrepos 5 ans aprs le dchargement des assemblages du racteur.
Pour les tudes de dfinition, le CEA a retenu dans les scnarios envisags un modle de stockage direct, sans recyclage, pour lequel le nombre de colis est maximal. Les tonnages de mtal lourd et les nombres dassemblages conditionns dans les 13 500 colis de combustibles CU1 sont dtaills ci-dessous : 500 tML dURE 45 GWj/t reprsentant 1 100 assemblages ; 12 500 tML dUOX2 45 GWj/t reprsentant 25 200 assemblages ; 14 000 tML dUOX3 55 GWj/t reprsentant 27 700 assemblages.
Soit au total 27 000 tML conditionnes reprsentant 54 000 assemblages combustibles.
R a p p o r t t e c h n i q u e D T E C / S 2 E C / 2 0 0 4 / 0 2 P a g e 10 s u r 85
Le tableau suivant donne les puissances thermiques des colis dentreposage dune capacit de 7 combustibles uss UOX (cette capacit, non optimise, sert de base aux tudes de dimensionnement prsentes la suite).
Entreposage en annes
Puissance dun assemblage de combustible us UOX (kW)
1 1.6 6 1.0
16 0.8 26 0.7 36 0.6 46 0.5 96 0.3 146 0.2 196 0.1 246 0.1 296 0.1
2.2 Stratgie de gestion Pour les combustibles uss, les options de conception prennent en compte les diffrentes voies envisageables dans la stratgie de gestion des assemblages prsente sur le schma suivant :
ELD
Retraitement, autre devenir
Stockage
Racteur
Entreposage(s) industriel(s)
Reprise par ltui individuel
Mise en tui
individuel
Conditionnement en conteneur dELD
Conditionnement en conteneur de stockage compatible entreposage
Conditionnement en conteneur de stockage
R a p p o r t t e c h n i q u e D T E C / S 2 E C / 2 0 0 4 / 0 2 P a g e 11 s u r 85
Le schma rappelle que la continuit entre lentreposage de longue dure et le stockage est assure par ltui individuel. Dans lobjectif de prendre en compte lensemble des voies envisageables, deux types de conteneurs ont t dvelopps.
Le conteneur spcifique de lentreposage (axe 3 de la loi de 1991) fait lobjet du prsent document. Ce conteneur est considr comme un dchet lissue de la reprise des tuis
Le conteneur de stockage compatible ELD (compatibilit assure par la prsence dun tui) a t dvelopp en partenariat avec EDF et lAndra. Sa conception prend en compte, en plus des caractristiques ncessaires lentreposage de longue dure, les aspects spcifiques du stockage (principalement la pression statique et la tenue la corrosion dans lenvironnement du stockage). Ce conteneur permet un passage de la phase dentreposage au stockage sans ncessiter de rouverture de ltui et permet galement, selon loption choisie, la reprise des tuis dans des conditions similaires dans le principe celles prvues pour le conteneur spcifique dentreposage. Ce second conteneur est prsent dans les documents relatifs laxe 2 de la loi
3. Conception du conteneur dentreposage
3.1 Analyse fonctionnelle
Les tudes de conception ont t menes en prenant comme base lanalyse fonctionnelle du colis dentreposage.
Deux fonctions principales ont t dfinies :
- assurer le confinement - permettre la reprise des combustibles uss (fonction rversibilit) lissue de
l entreposage
Des fonctions complmentaires ont t identifies :
- limiter le rayonnement - permettre lvacuation de la chaleur - garantir la sous-criticit - tre transportable - tre identifiable - tre passif
Lensemble gaine/tui constitue la premire barrire de confinement du colis, et le conteneur, contenant plusieurs tuis, constitue la seconde barrire de confinement. En effet, du fait de labsence de dmonstration de la tenue de la gaine des combustibles dans la longue dure, celle-ci nest pas considre, seule, comme premire barrire. Dans le cas des dchets vitrifis, lensemble du CSDV (matrice verre + enveloppe inox) constitue la premire barrire de confinement.
3.2 Options de conception Dans les chapitres suivants, sera prsente la dmarche de conception du conteneur dentreposage pour les combustibles uss UOX. Le principe de conception des conteneurs dentreposage sera le mme pour le MOX et les colis de dchets vitrifis. Les particularits relatives ces deux derniers types de colis seront dcrites dans les deux derniers chapitres de ce rapport.
R a p p o r t t e c h n i q u e D T E C / S 2 E C / 2 0 0 4 / 0 2 P a g e 12 s u r 85
Certaines caractristiques techniques ont t choisies ds le dbut du processus de conception en se basant sur ltat de lart et les retours dexprience connus :
La forme du conteneur et des tuis a t choisie cylindrique car cest la forme qui prsente la meilleure rsistance la pression interne et celle pour laquelle les procds de fabrication sont les plus simples.
La capacit du conteneur a t fixe sept assemblages de combustibles uss UOX : avec cette capacit on obtient une puissance interne qui gnre en entreposage la temprature maximale admissible sur le bton des structures de lentrept (80C). De plus, cette capacit conduit des caractristiques de conteneur qui le rendent compatible avec des systmes de manutention simple. Cette capacit pourra tre optimise ultrieurement dun point de vue technico-conomique mais cela ne remettra pas en cause lensemble des tudes de dfinition du conteneur.
Il a t choisi de fabriquer les tuis en acier inoxydable parce que ce matriau nest pas corrodable en milieu sec aux tempratures considres. Laspect volution des proprits mcaniques de lacier inoxydable et de ses soudures est trait dans le chapitre dmonstration de durabilit . Le choix dun matriau diffrent pour le conteneur et ltui a lavantage dviter dventuels modes communs de dfaillance.
R a p p o r t t e c h n i q u e D T E C / S 2 E C / 2 0 0 4 / 0 2 P a g e 13 s u r 85
4. ETUI POUR COMBUSTIBLE USE [1]
4.1 Spcifications techniques La conception de l'tui rpond aux spcifications techniques suivantes : l'enveloppe externe est de forme cylindrique, il contient un combustible us UOX qui rentre dans le gabarit fix par le cahier des charges,
savoir une flche maximale de 15 mm et une torsion maximale de 2 . Par son retour d'exprience, FRAMATOME ANP sait qu'il est possible d'introduire les assemblages uss dans les racks de piscine qui sont des alvoles carres qui ont un jeu de 10 mm; donc 15 mm selon la diagonale. De plus, sur certaines applications trangres, ce jeu est moindre. Les assemblages sont donc tolrants du point de vue de la gomtrie et de la manutention. En prenant les dimensions de l'assemblage, qui sont de 214,2 mm et en ajoutant + 15 mm de dformation sur la diagonale, nous arrivons diamtre interne de 317,9 mm. En ajoutant un jeu de (2.0 mm) qui absorbera une partie des tolrance de fabrication des tubes (infrieure 5 mm sur la hauteur totale), le diamtre interne est de 320 mm. A partir du REX de FRAMATOME-ANP dans le domaine des manutentions, cette conception est compatible avec l'insertion de l'assemblage.
Il faut vrifier que cette conception est compatible avec les critres : de criticit pour un tui isol, de chute d'un tui, de temprature de l'tui, de tolrance de fabrication des diffrent lments.
4.2 Dimensionnement de ltui Les critres de dimensionnement des tuis sont les suivants : Vrification de la non criticit de l'tui isol dans la configuration suivante, respect du critre
Keff+3 sigma < 0.95, Vrification du non flambement de l'tui lors d'une chute de 9 m qui pourrait arriver lors des
manutentions, Vrification des dformations dues aux gradients thermiques circonfrentiels. Vrification des critres d'extractibilit dans le cas nominal dentreposage, et en cas de chute du
conteneur.
4.2.1 Calcul de criticit de l'tui De faon conservatoire, le combustible est considr l'tat neuf (sans irradiation, ni refroidissement). Le combustible pris en compte pour les calculs de criticit est un combustible de type UOX enrichi 4% en 235U. Les autres matriaux intervenant dans la modlisation du colis (eau, brouillard, acier) sont modliss partir des matriaux de structure prdfinis dans le logiciel CIGALES. Le brouillard est modlis par de l'eau de densit comprise entre 0 et 1. Hypothses de calcul Les hypothses de calcul garantissent le caractre enveloppe de la modlisation. Le calcul a t fait de faon paramtrique de manire s'assurer que le critre de criticit tait, dans tous les cas, vrifi. Le milieu fissile est reprsent en gomtrie cylindrique et par une couronne de brouillard d'eau de densit comprise entre 0 et 1. Les assemblages de combustible, de section 21,4 x 21,4 cm, sont remplis de faon homogne par le milieu fissile. Ils sont supposs centrs dans les tuis.
R a p p o r t t e c h n i q u e D T E C / S 2 E C / 2 0 0 4 / 0 2 P a g e 14 s u r 85
Seule la partie fissile des assemblages est prise en compte. De faon garantir le caractre conservatif de la modlisation, la hauteur fissile prise en compte est suppose infinie. Cette modlisation prsente de plus l'intrt de rendre les rsultats indpendants de la modlisation axiale du colis. Ltui est entour par une couronne d'eau paisse de 20 cm, pour prendre en compte de faon pnalisante les rflexions dues l'environnement extrieur. La recherche de l'optimum de modration de l'ensemble est effectue en supposant la partie interne de l'tui et l'espace entre crayons de l'assemblage remplis d'un brouillard d'eau de densit identique (hypothse d'homognit du brouillard) comprise entre 0 et 1. Lvolution de la ractivit en fonction de la densit de brouillard d'eau est donne dans le tableau suivant :
D e n s i t d u
b r o u i l l a r d
d 'e a u
0 0 , 1 0 , 2 0 , 3 0 , 4 0 , 5 0 , 6 0 , 7 0 , 8 0 , 9 1
K e f f + 3 0 , 3 8 0 0 . 3 8 3 0 . 4 3 5 0 . 5 0 0 0 , 5 7 2 0 , 6 4 6 0 , 7 0 5 0 . 7 6 6 0 . 8 2 3 0 . 8 7 2 0 . 9 1 4
Ces rsultats montrent que la ractivit maximale est obtenue pour la partie interne de l'tui et pour l'espace entre les crayons de l'assemblage en eau. Cette ractivit satisfait au critre d'admissibilit de 0,95 retenu pour l'tude. Des calculs plus complets (avec notamment prise en compte de lentrept) sont prsents dans le rapport de synthse sur les entrepts HAVL.
4.2.2 Calcul thermique Deux situations ont t prises en compte dans les calculs : En rgime permanent (fonctionnement normal), lorsque le conteneur est refroidi par convection
externe avec une temprature dair maintenue 60 C et un coefficient dchange de 5 W/m2C. En rgime transitoire (fonctionnement accidentel) lorsque l'change thermique avec l'extrieur est
bloqu (cas de la perte de source froide).
En rgime permanent, la temprature de l'tui varie de 181 C 220 C de manire circonfrentielle dans la zone de Temprature Maximale sur Gaine (TMG) et de 110 C 185 C en axial pour la gnratrice la plus froide ; nous sommes donc dans une phase ou la temprature est bien infrieure la limite de fluage significatif selon le RCC-MR (425 C).
En rgime transitoire, la temprature de l'tui varie de 352 C 398 C de manire circonfrentielle dans la zone de TMG ; nous restons donc dans une phase ou la temprature est bien infrieure la limite de fluage significatif selon le RCC-MR (425 C)
4.2.3 Calcul de chute Le cas de la chute verticale de l'tui a t modlis sans prendre en compte d'amortisseur. Une chute de 9 m a t envisage, dans ce cas, il a t dmontr quil n'y a pas de flambage de l'tui Nous prendrons donc en concept de rfrence un tui sans amortisseur.
4.2.4 Tenue la pression On vrifie que l'tui tient la pression interne en cas de relchement de l'ensemble des gaz contenus dans les aiguilles des crayons. La pression interne maximale peut atteindre 13 bars en fonctionnement normal et 17 bars en fonctionnement incidentel pour un volume libre de 200 litres. On utilise le CODAP (Code pour le dimensionnement des appareil pression) pour dterminer les paisseurs minimales de l'tui. La contrainte admissible est de 121MPa en fonctionnement normal et de 116 MPa en fonctionnement incidentel.
R a p p o r t t e c h n i q u e D T E C / S 2 E C / 2 0 0 4 / 0 2 P a g e 15 s u r 85
Pour la virole cylindrique : On trouve alors, en prenant un coefficient de soudure de 1, c'est dire que la soudure est suppose parfaite :
- en situation normale : emini = 1.8 mm, - en situation incidentelle : emini = 2.4 mm
Pour le fond plat : le fond est assimil ici un fond plat raccord par assemblage soud angle vif : On a : En situation normale : emini = 14.9 mm En situation incidentelle : emini = 18.6 mm La conception fond plat, telle que dfinie sur la figure page 17, est valide vis--vis de la surpression interne.
4.2.5 Calculs thermomcaniques On vrifie dans ce paragraphe que l'tui est toujours extractible du conteneur et que le niveau de contrainte dans l'tui est acceptable.
4.2.5.1 Calcul de la dforme de l'tui sous leffet de la temprature Les calculs de variations dimensionnelles ont t faits en considrant le maximum de temprature auquel ltui peut tre soumis. On obtient les rsultats suivants : - Dilatation radiale d'un tui : 0.61 mm en situation nominale et 1.1 mm en situation incidentelle - Dilatation radiale du conteneur (virole interne) : 0.21 mm en situation nominale et 0.51 mm en situation incidentelle Rem. : on appelle virole interne la partie centrale des croisillons du conteneur. Dilatation radiale du conteneur (virole externe) : 0.75 mm en situation nominale et 1.9 mm en situation incidentelle Pour les tuis priphriques, il faut ajouter la dilatation radiale de l'tui, la dformation due la dissymtrie circonfrentielle du chargement thermique qui induit un arcage de l'tui : Cette dissymtrie thermique vaut 35C en situation normale et 40C en incidentel. Pour dterminer la dformation de l'tui sous ce chargement, une valuation simplifie l'aide d'un modle lments finis est ralise : un demi tui est modlis avec des lments de coques spatiales 4 nuds ; des conditions de symtrie sont rentres au plan de symtrie et des conditions d'appui simple sont introduites la base. Sur une bande du modle de largeur environ 30 (soit 60 en rel compte tenu de la symtrie), est applique une temprature de 35C. Les rsultats du calcul montrent une dflection totale de 17 mm. En incidentel, on aurait 19.4 mm (pour 40C de dissymtrie).
Les jeux fonctionnels prvus de 25 mm dans la direction radiale entre un tui et le conteneur sont suffisants pour que les dilatations et dformes thermiques ne gnent pas l'extraction ventuelle d'un tui.
4.2.5.2 Contraintes dans l'tui dues la temprature et la pression Les contraintes engendres par le gradient thermique circonfrentiel valent 42 MPa au nominal (contraintes en partie courante) selon le calcul ralis ci-dessus, et vaudraient 48 MPa en incidentel. Le gradient thermique axial dans l'tui est faible (< 1C/cm) et n'engendre pas de contraintes importantes. Pour vrifier le confinement (absence de fissure), on examine le critre de dformation progressive dfini dans le RCC-MR : PL + Pb + Q < 3Sm, avec PL + Pb contraintes engendres par la pression, Q variation de contraintes thermiques au cours de la vie de la structure et Sm contrainte admissible. La vrification de ce critre permet d'assurer que les dformations restent limites (< 0.8%) par rapport au taux de dformation rupture du matriau, et donc que le confinement est conserv. Ici : PL + Pb = P R/e = 43 MPa au nominal (56 MPa en incidentel) Q = 42 MPa au nominal (48 MPa en incidentel)
R a p p o r t t e c h n i q u e D T E C / S 2 E C / 2 0 0 4 / 0 2 P a g e 16 s u r 85
Sm = 105 MPa 220C (91 MPa 400C) Le critre est donc largement vrifi. On vrifie galement qu'il ne peut pas y avoir de flambage engendr par le gradient thermique circonfrentiel.
4.2.5.3 Fluage L'acier inoxydable 304L a une temprature en de de laquelle le fluage est dit non significatif quel que soit le temps, gale 425 C, bien que cette temprature de fluage ngligeable ne soit tablie que jusqu' 3.105 heures (34 ans), il semble peu probable qu'il y ait un effet du fluage sur une dure de 300 ans pour une temprature aussi basse que 220C. Leffet de fluage n'est donc pas pris en compte dans le dimensionnement. Nanmoins des mesures de fluage basse temprature et sur de longues dures sont en cours au CEA pour confirmer ces hypothses.
4.3 Conception des sous-ensembles Les sous ensembles sont au nombre de 3 :
Le fond, En partie courante, le fond a une paisseur de 20 mm. Afin de prsenter une bonne continuit au niveau de l'enveloppe, une attente de 20 mm est prvue. Le fond est ralis partir d'une tle de 50 mm dans laquelle on obtient le fond par usinage. On prconise l'approvisionnement d'une tle d'paisseur 50 mm qui permet de garantir le dressage des faces. La dfinition des cotes relles d'approvisionnement sera ralise au niveau des tudes de fabrication lors des tudes de dtail.
Le couvercle En partie courante le couvercle a une paisseur de 20 mm. Afin de prsenter une bonne continuit au niveau de l'enveloppe, une attente de 20 mm est prvue. La forme du dispositif de prhension est ralise sur une hauteur de 40 mm pour tre identique la forme de prhension du conteneur. Le couvercle est ralis par usinage en partant dune tle de 90 mm. On prconise l'approvisionnement d'une tle d'paisseur 90 mm qui permet de garantir le dressage des faces la cote de 80 mm. La dfinition des cotes relles d'approvisionnement sera ralise au niveau des tudes de fabrication lors des tudes de dtail.
L'enveloppe L'enveloppe est une virole de 5 mm dpaisseur. Les tolrances garanties dans ce type de ralisation sont de 1% sur le diamtre extrieur donc 3 mm. Sur l'paisseur, la tolrance est de 12.5 %, soit 0.6 mm.
4.4 Spcifications relatives la construction Les ralisations des pices sont soumises aux exigences du RCC-MR niveau 1 qui sont quivalentes aux exigences des NORMES ISO- AFNOR et qui prcisent le suivi de la construction. Ces exigences dfinissent le suivi qualit pour un matriel qui est class en niveau 1 du fait que l'tui constitue la premire barrire de confinement de matires radioactives.
4.5 Dfinition et approvisionnement des matriaux L'approvisionnement des matriaux se fera selon le RCC-MR Les nuances d'acier envisages pour la ralisation des tuis sont des aciers inoxydables. Lacier inoxydable 304L a t retenu pour sa bonne soudabilit et sa rsistance la corrosion.
R a p p o r t t e c h n i q u e D T E C / S 2 E C / 2 0 0 4 / 0 2 P a g e 17 s u r 85
Le mtal d'apport de nuance 308 L est slectionn de manire donner une bonne continuit de l'tui ( type NERTALINOX CN18-10/308LNUC).
4.6 Fabrication Les tolrances sont les tolrances gnrales de la mcanique et de chaudronnerie. La seule exigence concerne la tolrance de longueur hors tout de l'tui une fois soud qui doit tre de 4893 mm 0 +5 mm 20 C. Lenveloppe est approvisionne en roul / soud avec des contrles complmentaires pour respecter les critres de qualit de niveau 1. La soudure est arase (face externe) et contrle en surface (ressuage) et en volume 100 % (ultra-sons). Les extrmits des tubes seront contrles en ressuage sur 100 mm de part et d'autre des coupes de mise longueur et par contrle volumique (ultra-sons) sur 25 mm au voisinage de la future zone de soudage. Il faudra donc imposer la ralisation des tubes avec plan qualit de suivi, qui renseigne sur les contrles volumiques raliss et la frquence des coupons tmoins raliss pour garantir la non drive des machines de soudage.
4.7 Assemblages Tous les sous-ensembles sont assembls par soudage, La soudure fond / virole est ralise en usine, plat, le tube et le couvercle sont monts sur un banc de machine, ce qui permet de raliser le positionnement. La zone arrire sera inerte. Le couvercle est soud en cellule aprs remplissage de l'tui, une machine automatique sera ddie cette opration, elle se centre sur la priphrie de l'tui et aligne le couvercle sur l'tui. La soudure est ralise en corniche, linertage envers est assure par l'hlium contenu dans l'tui. Le soudage est fait en automatique par une machine souder. Les paramtres de soudages seront conservs dans les diffrents dossiers de suivi Les deux soudures ne sont pas reprise envers. La soudure du fond est arase en usine, la soudure du couvercle est laisse en l'tat, (afin de minimiser la pollution de la cellule de conditionnement). Le contrle de la soudure est possible compte tenu de l'attente de soudage de 20 mm. Il sera ncessaire de mettre au point un processus de contrle adapte. Exemple de procd de soudage rpondant au besoin : Soudage du fond sur la virole externe Soudage en TIG plat. Matriau de base 304 L. Matriau d'apport 308 L (type NERTALINOX CN18-10/308LNUC). Montage du tube l'horizontale sur machine tournante. Montage et bridage du fond sur le mme banc que le tube. La prparation des chanfreins est ralise par machine. Chanfrein en V. Angle d'ouverture du chanfrein 75 Largeur du jeu =3 mm. Protection envers argon. Nombre de passes: 1 racine + 2 remplissage. Arasage de la soudure externe.
Soudage du couvercle sur la virole externe Soudage TIG orbital en corniche. Montage du tube la verticale sur machine tournante. La prparation des chanfreins est ralise par machine. Montage et bridage de la machine sur le sommet de l'tui. Chanfrein en V. Angle d'ouverture du chanfrein 75. Largeur du jeu =3 mm.
R a p p o r t t e c h n i q u e D T E C / S 2 E C / 2 0 0 4 / 0 2 P a g e 18 s u r 85
Protection envers : hlium. Nbre de passes : 1 racine + 2 remplissage. la soudure externe n'est pas arase.
4.8 Estimation du cot dun tui. L'estimation du cot prsent dans ce paragraphe correspond au cot de lobjet lui-mme et du cot pour raliser lopration de remplissage d'un tui dans le cadre de l'option 1 pour le conditionnement de 30 conteneurs par an et dans le cadre du conditionnement de 300 conteneurs par an. Le tableau suivant prsente le dtail de cette estimation.
Cot individuel Le cot individuel reprsente le cot de l'tui avant rentre dans le cycle de remplissage. Investissement machine
Il n'y a pas de cot d'investissement machine : compte tenu des dimensions du tube, cette fabrication doit pouvoir s'inscrire dans le cycle standard de ralisation d'un fournisseur. Le cot machine est donc directement intgr au cot d'approvisionnement du tube.
Matire : Ce cot intgre l'approvisionnement du tube, des fonds et des couvercles, bas sur un cot moyen de matire de 6.09 par Kg pour la fourniture de tube en 304L avec soudure. Ce cot matire est obtenue par consultation d'un fournisseur potentiel de tube.
Main d'uvre : Ceci intgre le temps d'usinage, le temps de soudage, le temps darasage, le temps de contrle dimensionnel et non destructif ainsi que l'encadrement A partir des temps de soudage et des estimations des temps d'usinage et de contrle, le cumul des temps fournit :
Temps d'oprateur : 33 h Temps machine : 24 h
Le cot matire reprsente 21 % du cot de l'ensemble Le cot de l'encadrement et de l'assurance qualit 13 % Soit 66 % pour l'usinage et le soudage
Le prix de revient d'un tui est de 7.85 K.
Main doeuvre
(h) Temps
machine (h)
Matire ()
TOTAL ()
FOND 8 6 152 1494 19,1 % COUVERCLE 12 10 152 2317 29.6% VIROLES 5 4 1220 1920 24.5 % CONTROLES 8 4 1105 14.1 % SOUS TOTAL 32 24 1524 6837 87.3 % QUALITE 7 587 7.5 % ENCADREMENT 3.3 402 5.2% TOTAL 42.3 24 1524 7826 100 %
R a p p o r t t e c h n i q u e D T E C / S 2 E C / 2 0 0 4 / 0 2 P a g e 19 s u r 85
Plan de ltui pour combustibles uss
R a p p o r t t e c h n i q u e D T E C / S 2 E C / 2 0 0 4 / 0 2 P a g e 20 s u r 85
5. CONTENEUR POUR COMBUSTIBLES USES UOX Les choix du matriau et du systme de fermeture du conteneur ont fait lobjet dtudes pralables aux calculs de dimensionnement. Ces choix ont t tudis de faon approfondie car une analyse des modes de dfaillance avait mis en vidence que le matriau et le systme de fermeture formaient les constituants critiques du conteneur [2].
5.1 SELECTION DU MATERIAU 5.1.1 Etat de lart international sur les matriaux pour conteneur
Cest aux USA que lentreposage en conteneur, sec, des combustibles uss est le plus pratiqu [3]. De 1990 2003, la NRC [4] a donn son agrment pour lutilisation en entreposage 16 modles de conteneurs qui peuvent tre regroups en plusieurs familles [5,6,7,8,9] :
Fournisseur Modles Matriau Systme de fermeture
GNS CASTOR V21 Fonte (40 cm) + neutrophage
Joint mtallique
NAC International NAC (ST, C28, UMS, MPC)
Acier inox + plomb + neutrophage
Joint mtallique
Transnuclear, Inc TN-24, TN-32, TN-68 Acier forg + neutrophage
Soudure, joints mtalliques
Transnuclear, Inc NUHOMS (24-52-61) Advanced NUHOMS 24PT1
Acier inox (16 mm) Soudures
Holtec International
HI-STAR 10 HI- STORM 100
Acier inox Non connu
BNFL VSC 24 Acier + bton Soudures
BNFL FuelSolutions Acier+bton Non connu
Le tableau ci-dessus montre que de nombreuses solutions existent pour entreposer en conteneur, sec, les combustibles uss. La spcificit des tudes entreprises par le CEA repose sur trois points :
- recherche de gain de dure de vie : passer des 20 ou 50 ans spcifis pour les solutions industrielles actuelles une dure sculaire (100 300 ans).
- recherche de gains conomiques : il faut trouver des solutions durables un prix acceptable - utilisation dun tui individuel pour constituer la premire barrire de confinement des
combustibles uss et pour permettre une compatibilit techniquement simple avec les exutoires (retraitement ou stockage dfinitif).
R a p p o r t t e c h n i q u e D T E C / S 2 E C / 2 0 0 4 / 0 2 P a g e 21 s u r 85
On peut retenir du tableau prcdent que les choix de matriaux et de systmes de fermeture, pour les conteneurs dentreposage, font appel des solutions prouves :
- acier ou fonte pour les matriaux - joint mtallique ou soudure dtanchit pour la fermeture.
Diffrents matriaux ont t envisags pour constituer les conteneurs pour le stockage gologique [10 ;11]:
- cuivre + acier en Sude - titane + acier au Canada - Hastelloy C22 + acier aux USA - Fonte + Hastelloy C4 en Allemagne - Acier P235 en France
La diversit de ces solutions est en partie lie la diversit des milieux de stockage envisags mais aussi la difficult de garantir une durabilit sur des priodes trs longues (10 000 ans par exemple). La plupart des solutions adaptes au stockage ont linconvnient davoir un cot trop lev pour tre directement applicables aux conteneurs dentreposage.
5.1.2 Comportement des mtaux vis vis de la corrosion
La tenue la corrosion a t le critre principal de choix du mtal devant constituer les conteneurs destins lentreposage des combustibles uss [12,13,14,15,16]. En effet, sans mesures spcifiques, la corrosion serait la cause la plus probable de dfaillance du conteneur.
5.1.2.1 Corrosion homogne / corrosion localise Les matriaux mtalliques peuvent se corroder suivant deux rgimes : corrosion homogne ou corrosion localise.
La corrosion localise peut toucher les matriaux inoxydables (aciers inox, Hastelloy, Inconel, ) en fonction du milieu et des contraintes mcaniques locales appliques au matriau. Lvolution de cette corrosion localise peut tre difficilement prvisible dans la longue dure en fonction de la variabilit des conditions denvironnement et peut mme tre trs rapide. Dautres mtaux inoxydables ( or, titane, cuivre, ) ont t carts pour des raisons de cot
Au contraire de la corrosion localise, lvolution de la corrosion homogne dans la dure est plus facilement prvisible. Les vitesses davance du front de corrosion peuvent tre estimes partir des mesures de vitesse sur de courtes dures ( condition quil ny ait pas de phnomnes imprvus comme par exemple des variations brutale des vitesse de corrosion suite la fissuration ou lcaillage des couches de produits de corrosion).
Il a donc t dcid que le conteneur serait constitu dun mtal se corrodant de faon homogne . Deux familles de mtaux courants rpondent ce critre : les aciers non ou faiblement allis et les fontes.
R a p p o r t t e c h n i q u e D T E C / S 2 E C / 2 0 0 4 / 0 2 P a g e 22 s u r 85
5.1.2.2 Corrosion sche / corrosion humide En fonction de lhumidit et de la temprature de lair qui environne les conteneurs, on distingue deux rgimes de corrosion homogne : la corrosion sche (absence de condensation sur le mtal) et la corrosion humide (prsence deau sur le conteneur avec ventuellement des cycles humidification / schage).
Corrosion humide de lacier non ou faiblement alli : Trois paramtres sont considrs dans cette approche base principalement sur les normes (normes ISO 9223 et 9224) pour la classification des atmosphres :
- La dure, exprime en pourcentage du temps, pendant laquelle l'humidit relative (HR) dpasse 80% ;
- La teneur de l'atmosphre en dioxyde de soufre SO2; - La teneur de l'atmosphre en ions chlorure Cl-.
En fonction de ces trois paramtres, les atmosphres sont classes en cinq catgories. Pour chaque catgorie, l'paisseur 'e' de mtal corrod en fonction du temps 't' est donne par une formule du type e = e0 + v (t - 10), o 'e0' reprsente l'paisseur de mtal consomm au bout des 10 premires annes d'exposition, et 'v' la vitesse de corrosion 'stabilise' aprs 10 annes d'exposition. Les calculs de pr-dimensionnement d'entrept, prenant en compte le refroidissement des colis au cours du temps et une atmosphre entrante base sur une climatologie correspondant au site gnrique permettent d'accder au paramtre d'humidit relative. Les deux autres paramtres (teneur en SO2 et Cl-) sont considrs comme tant reprsentatifs d'une atmosphre situe plus de 50 km de la mer en zone moyennement industrialise. Ces considrations ont permis d'estimer l'volution de la vitesse de corrosion sur les zones les plus sensibles (les plus froides) des colis de la manire suivante :
- De 0 100 ans : atmosphre sche, prise en compte d'un majorant e0 de 100 m de mtal consomm ;
- De 100 150 ans : atmosphre sche (catgorie C1 de la norme), v1 = 0,1 m.an-1 ; - De 150 300 ans : atmosphre humide (catgorie C2 de la norme), v2 = 1,5 m.an-1 .
L'paisseur maximale de mtal consomm aprs 300 ans est de 330 m. Cette approche normative simplifie permet donc d'estimer l'paisseur totale de mtal consomm comme tant infrieure 350 m au bout de 300 ans. Malgr son caractre simplificateur, cette approche fournit une valeur compatible avec les paisseurs d'oxyde mesures sur des analogues archologiques ayant subi une corrosion atmosphrique sous abri. Elle a t utilise pour estimer, dans les calculs de dimensionnement des conteneurs, les paisseurs qui seraient endommages par la corrosion Corrosion sche En atmosphre sche (absence de condensation sur le mtal), les vitesses de corrosion seraient infrieures un micron par an.
La vitesse de corrosion, de la fonte ou de lacier non alli, en rgime de corrosion sche semble ngligeable, mme sur la longue dure . La priode pendant laquelle le conteneur pourrait tre subir des phnomnes de corrosion humide conduit une paisseur consomme infrieure 350 microns donc largement admissible par un conteneur dune paisseur de lordre de 45 mm.
R a p p o r t t e c h n i q u e D T E C / S 2 E C / 2 0 0 4 / 0 2 P a g e 23 s u r 85
5.1.3 Evaluation des autres modes de dgradation
Dautres phnomnes physiques peuvent entraner une dgradation du matriau du conteneur, il sagit essentiellement de baisses des proprits mcaniques dues deux phnomnes suivants:
- vieillissement sous irradiation - vieillissement thermique.
5.1.3.1 Vieillissement sous irradiation
Une synthse bibliographique et des calculs ont t effectus pour valuer leffet de lirradiation des combustibles uss sur les matriaux du colis lors de lentreposage de longue dure [17]. Les dommages sur les matriaux ont t calculs pour des colis de combustibles UOX G1 et MOX G1. Le nombre de dplacements par atomes a t valu partir du terme source. La forte contribution de lirradiation gamma est mise en vidence, en particulier dans les premiers temps de lentreposage. Les dgts (en terme de dfauts crs par atome) produits sont trs faibles, plusieurs ordres de grandeur infrieurs ceux rencontrs dans les aciers de cuves des racteurs. Les rsultats sont compars ceux publis rcemment pour les conteneurs de stockage de SKB [18]. Dans les aciers, lirradiation conduit gnralement un durcissement induit soit par laccumulation de dfauts ponctuels en amas, soit la prcipitation de phases induite par une acclration des cintiques de diffusion. Lutilisation dun modle numrique dvelopp par DMN/SRMP a permis de quantifier les divers effets. Du fait des faibles flux, les amas de dfauts ponctuels sont en quantit trs faibles et leurs consquences sur les proprits. En revanche, la prcipitation du cuivre se trouve permise et entrane une augmentation importante de la contrainte de cisaillement. Les consquences en terme daugmentation de la limite lastique et de la temprature de transition ductile/fragile dpendent de la teneur en cuivre. Pour des teneurs en cuivre classiques, elles ne sont pas ngligeables [19]. Si ces points sont vrifis par une tude exprimentale, il sera certainement ncessaire de spcifier la teneur en cuivre du conteneur.
Les consquences de lirradiation en terme de dtrioration des proprits mcaniques, augmentation de la limite lastique et de la temprature de transition ductile/fragile, sont ngligeables dans la mesure o la teneur en cuivre dans le matriau du conteneur sera bien spcifie.
5.1.3.2 Vieillissement thermique Les aciers bas carbone sont sensibles un vieillissement rsultant de lancrage des interstitiels sur les dislocations (atmosphres de Cotrell) [20 ;21]. Une prcipitation de carbures sur les dislocations peut se produire. Ce vieillissement conduit une augmentation de la limite lastique et donc de la temprature de transition ductile-fragile . La globulisation de la perlite pourrait galement conduire une lgre modification des proprits mcaniques . Il faut aussi noter le durcissement observ dans les aciers de cuve soumis lirradiation du fait de la prcipitation de soluts contenant du Cu, Si et Ni. Ce phnomne lent serait acclr par lirradiation mais pourrait galement intervenir aux temps longs. La sgrgation dimpurets dans lacier aux joints de grains, en particulier du phosphore, peut galement conduire une fragilisation de lacier. Ces points sont tudis dans le programme durabilit[22].
Un phnomne de vieillissement aux tempratures intermdiaires (300C) a t mis en vidence pour la fonte graphite sphrodal. Il a cependant t peu tudi [23 ,24] et est galement suivi dans le cadre du programme durabilit.
R a p p o r t t e c h n i q u e D T E C / S 2 E C / 2 0 0 4 / 0 2 P a g e 24 s u r 85
Les consquences du vieillissement thermique, de la fonte ou de lacier non alli, font lobjet dun programme de quantification, mais il semble peu probable que la diminution des proprits mcaniques soit rdhibitoire.
5.1.3.3 Recherche des modes de dgradation non identifis
Des essais de vieillissement ont t mis en place pour une dure de lordre de 10 ans : lobjectif de ces essais est dune part de quantifier les volutions prvisibles des matriaux mais surtout de rvler des modes de dgradation qui nauraient pas t identifis a priori. Des prouvettes, reprsentatives de diffrentes options, ont t mises en vieillissement diffrentes tempratures et sont expertises priodiquement. De plus, une vingtaine de maquettes de conteneurs ( chelle en diamtre) ont t mises en vieillissement pour valuer les phnomnes intervenant sous sollicitations couples : temprature, pression interne, contraintes rsiduelles de soudage,
5.1.4 Techniques de mise en oeuvre de la fonte et de lacier [25,26,27]
Il ressort des chapitres prcdents (5.1 , 5.2 et 5.3) que, vis vis des diffrents modes de dgradations probables, la fonte et lacier sont de bons candidats comme matriau constitutif du conteneur dentreposage pour combustibles uss.
Les proprits dun objet sont lies non seulement au matriau de base mais aussi la technique de mise en uvre de ce matriau. Les techniques usuelles de mise en forme envisageables pour un conteneur en fonte ou en acier sont rappeles dans le tableau suivant :
Matriau Technique de mise en forme Fonte Moulage par centrifugation Fonte Moulage par gravit Acier Moulage Acier Roul et soud Acier Forg
5.1.4.1 Mise en forme de la fonte par moulage par centrifugation
La technique de centrifugation est bien adapte la production en srie de tubes : Pont--Mousson St Gobain [ 28] fabrique ainsi de grandes quantits de tuyaux pour le transport deau dont les dimensions sont voisines de celles des conteneurs pour combustibles uss. Cette technique de fabrication permet dobtenir des objets cot faible. Dans le cadre du projet TES (conception de conteneur destin au Transport, lEntreposage et au Stockage), la socit Manoir avait confirm la faisabilit dun conteneur par cette technique [ 29]. Centraco [30] est quipe pour fabriquer des viroles par centrifugation destines constituer des conteneurs pour dchets nuclaires en utilisant des ferrailles issues du dmantlement dinstallations nuclaires.
R a p p o r t t e c h n i q u e D T E C / S 2 E C / 2 0 0 4 / 0 2 P a g e 25 s u r 85
Il est impossible dobtenir par cette opration de moulage par centrifugation une virole avec un fond solidaire : cest pourquoi nous navons pas retenu cette technique. En effet, le soudage en pleine paisseur dun fond sur une virole en fonte est impossible. La solution centrifugation devrait tre r-examine si lon sautorisait raliser la liaison du fond par boulonnage et joint mtallique ou soudure fine.
5.1.4.2 Mise en forme de la fonte ou de lacier par moulage par gravit
La mise en forme par moulage par gravit est la technique la plus classique de mise en uvre de la fonte. Il est ainsi possible de raliser des pices en une seule partie : le fond et la virole du conteneur sont ainsi solidaires par fabrication. Cela a lavantage de saffranchir de toute opration de soudage. Cette technique impose cependant que lobjet ne prsente pas de changements dpaisseur brutaux afin de saffranchir des dfauts de type retassure (porosits formes lors de la solidification de la pice).
Une faiblesse de la solution fonte est que son soudage, sur des paisseurs importantes, est difficile. Il a donc t envisag de raliser ce conteneur en acier moul. Une tude ralise par le CTIF [ 31] a montr quil serait difficile de raliser un conteneur en acier sans dfauts et que le cot serait au moins le double de celui par rapport au cot dun conteneur en fonte. Cette voie a donc t abandonne.
5.1.4.3 Mise en forme de lacier par roulage et soudage
Le roulage (ou cintrage) suivi dun soudage est la technique la plus applique [ 32] pour la fabrication de composants, en acier, cylindriques et de grande taille : lindustrie ptrochimique utilise couramment cette mthode pour fabriquer ses appareillages (longueurs de plusieurs mtres plusieurs dizaines de mtres pour des paisseurs de quelques centimtres jusqu 25 cm). Aprs le cintrage, une soudure longitudinale est effectue. Des soudures circulaires sont effectues sil a t ncessaire de raliser lobjet en plusieurs tronons. Un fond est ensuite soud la virole pour finir le conteneur. Pour ces soudures on utilise en gnral la technique de larc submerg qui produit de faon fiable des soudures de trs bonne qualit. Ce type de soudure sur de telles paisseurs est long et ncessite des traitements thermiques pr et post soudage. Un traitement thermique de dtensionnement permet de se dbarrasser des contraintes rsiduelles dues au formage et au soudage. Ces traitements thermiques tant susceptibles de dformer ces conteneurs, il peut tre ncessaire de raliser une opration dusinage pour obtenir les prcisions gomtriques souhaites.
Toutes ces oprations sont bien matrises dans lindustrie, mais elles sont longues et conduisent des cots importants. De plus la prsence de nombreuses soudures rend dautant plus difficile la dmonstration de durabilit.
5.1.4.4 Mise en forme de lacier par forgeage
La mise en forme par forgeage est utilise quand on veut obtenir des proprits mcaniques optimales et minimiser la mise au mille. Cette technique est utilise, par exemple, pour fabriquer les couvercles de cuve des REP ou pour fabriquer certains conteneurs de transport de forte paisseur en acier [33]. On obtient ainsi des objets qui ont le gros avantage dtre sans soudures.
R a p p o r t t e c h n i q u e D T E C / S 2 E C / 2 0 0 4 / 0 2 P a g e 26 s u r 85
La technique de forgeage de lingot creux ou bigornage permet dobtenir des pices cylindriques de faon relativement simple. Linconvnient principal de la mise en forme par forgeage rside dans le cot lev des pices obtenues. Une tude ralise en 2000 [34 ] et un appel doffre de 2001 [35 ] ont montr que le cot dune virole forge est environ six fois plus lev que celui d une virole roule et soude. Cette diffrence de cot a conduit au rejet de la solution forge pour les conteneurs dentreposage.
5.1.4.5 Slection dune solution
Il ressort des paragraphes prcdents que deux solutions restent envisageables pour les conteneurs dentreposage de combustibles uss : - conteneur en fonte ralis par moulage - conteneur en acier roul et soud. La premire solution a lavantage dun cot le plus faible et dune absence de soudure dans le corps du conteneur. Elle a comme inconvnient une impossibilit de souder le couvercle en pleine paisseur (une solution ce problme sera prsente plus loin). La deuxime solution a comme avantage une bonne soudabilit pour le couvercle . De plus cest une solution industrielle classique. Par contre elle a linconvnient de prsenter de nombreuses soudures et dtre plus coteuse.
5.1.5 Evaluation des nuances dacier utilisables
Les diffrentes familles dacier se distinguent par les concentrations dlments daddition prsents dans le mtal. Ces lments daddition sont utiliss pour augmenter les proprits mcaniques et/ou la rsistance la corrosion de lacier. Ces lments daddition ont par contre linconvnient de compliquer lopration de soudage : plus un acier est alli et plus il est sensible la fissuration froid [36]. Cette fissuration froid survient dans la zone soude aprs lopration de soudage et est due la conjonction de contraintes mcaniques, de la prsence dhydrogne et de phases mtallurgiques fragiles. Or les lments dadditions introduits dans lacier favorisent la formation de phases fragiles au refroidissement (martensite, bainite). Le risque de formation de phases fragiles svalue laide du paramtre Carbone Equivalent qui prend en compte les teneurs en carbone et en lments daddition : il faut un carbone quivalent aussi bas que possible (au moins infrieur 0.40) pour viter la formation de phases fragiles. Lutilisation de nuances dacier teneur en carbone leve aurait impos la ralisation dun traitement thermique post-soudage [37](600C pendant 2 h environ) qui semble incompatible avec le respect du critre de temprature maximale sur les lments combustibles. Nous avons donc choisi la nuance S235 [38 ;39 ;40] qui a un carbone quivalent bas (0.35) et pour laquelle les oprations de soudage seront simplifies. Il sagit dun acier utilis couramment en construction mcanique qui est disponible en tles paisses. Etant donn quil sagit dun acier relativement ordinaire, il faudra le commander avec des spcifications supplmentaires adaptes lapplication (niveau minimum de rsilience , teneur en impurets soufre et phosphore- suffisamment bas pour ne pas gner la soudabilit, ).
5.1.6 Evaluation des nuances de fonte utilisables Une fonte est un alliage de fer et de carbone , dont la teneur en carbone est suffisante (entre 2 et 4%) pour que la fusion se produisent des tempratures nettement plus basses que pour lacier (en gnral entre 1100 et 1350C).
R a p p o r t t e c h n i q u e D T E C / S 2 E C / 2 0 0 4 / 0 2 P a g e 27 s u r 85
Les fontes sont classes en six grandes familles [41] en fonction de leur microstructure : - fontes grises graphite lamellaire - fontes graphite sphrodal - fontes graphite vermiculaire - fontes blanches, fontes trempes - fontes mallables - fontes spciales allies
Les fontes grises graphite lamellaire et les fontes graphites vermiculaire constituent les fontes ordinaires qui sont largement utilises en construction mcanique, architecture, chauffage, quipement de voirie, Elles ne conviennent pas pour notre application car elles sont fragiles : elles cassent sans dformation plastique et ne rsistent pas aux chocs. Les fontes blanches sont utilises pour leur duret leve mais ont galement linconvnient dtre fragiles.
Les fontes mallables prsentent par traitement thermique des proprits mcaniques acceptables. Cette nuance de fonte est cependant peu utilise et nest adapte quaux objets de petite taille.
Les fontes spciales allies sont galement peu utilises et le cot lev des lments dalliage (jusqu 40 % en poids) augmente considrablement le prix des objets fabriqus avec ce matriau.
Les fontes graphite sphrodal (GS) sont obtenues par un traitement spcifique du mtal liquide qui provoque au moment de la solidification une formation de graphite sous forme de particules quasi sphriques (10 100 microns de diamtre). La matrice mtallique est identique celle dun acier (ferrite, perlite, ) : ce qui explique que les proprits mcaniques dune fonte GS sont voisines de celles dun acier ordinaire. En effet la morphologie sphrodale du graphite ne perturbe que peu les caractristiques mcaniques de la matrice au contraire du graphite lamellaire qui constitue des amorces de rupture. En fonction de la microstructure de la fonte on obtient des rsistances la rupture comprises entre 350 et 900 MPa ; les valeurs les plus leves sont obtenues pour des microstructures perlitiques. Par contre les valeurs leves de rsistance la rupture correspondent aux valeurs basses de lallongement rupture : pour Rm=900 MPa lallongement rupture est gal 2% seulement. Il vaut mieux donc choisir une fonte microstructure ferritique pour laquelle il y a un bon compromis entre rsistance mcanique et allongement rupture. Ainsi,par exemple, la fonte FGS 400-15 prsente un allongement rupture de 15% pour une rsistance de 400 MPa.
R a p p o r t t e c h n i q u e D T E C / S 2 E C / 2 0 0 4 / 0 2 P a g e 28 s u r 85
5.1.7 Comparaison des proprits de lacier S235 et de la fonte FGS400-15
5.1.7.1 Proprits mcaniques
Fonte FGS400-15 (NF EN 32-201)
Acier S235JR (NF EN 10025)
Commentaire
Rsistance la rupture Rm (MPa)
400 340 470 Valeurs trs voisines
Allongement rupture A (%)
15 25 En faveur de lacier mais valeur acceptable pour la fonte.
Module de Young (Gpa)
180 200 Valeurs trs voisines
Facteur critique dintensit de contrainte MPa m1/2
45 90 [42]
Rsilience (J) 10 27
Densit 7,1 7,2 7,8 A dimensions gales, un conteneur en fonte sera environ 10% plus lger.
Coeff de dilatation thermique (/ C)
12.5.10-6 12.10-6
Ce tableau montre que les proprits mcaniques de lacier et de la fonte slectionns sont voisines : les dimensionnements raliss partir de contraintes mcaniques statiques (pression interne, manutention) seront donc trs voisins. De plus, des calculs de tenue la chute ont t effectus pour comparer le comportement dun conteneur en fonte par rapport un conteneur en acier vis vis de la chute de rfrence (chute en coin de 9 m). Ces calculs ont permis de conclure que le dimensionnement retenu (paisseur de paroi de 45 mm et fond de 100 mm) permet aux deux solutions de rsister la chute [43 ; 44]. De nombreux travaux allemands, japonais, suisses et britanniques confirment que la fonte GS convient comme mtal constitutif ces conteneurs pour combustibles uss [45,46,47,48,49,50,51,52].
R a p p o r t t e c h n i q u e D T E C / S 2 E C / 2 0 0 4 / 0 2 P a g e 29 s u r 85
5.1.7.2 Rsistance la corrosion
atmosphre Fonte FGS400-15 (NF EN 32-201)
Acier S235JR (NF EN 10025)
rural 9 9.7 marin 15.1 30.2 industriel 11.2 14.7
Tableau : vitesses de corrosion atmosphrique (mg/(dm2.j)) pour diffrentes atmosphres [53]
Le tableau ci-dessus indique que la fonte et lacier se corrodent en gnral avec des vitesses du mme ordre de grandeur. En atmosphre marine, la fonte se corrode deux fois plus lentement que lacier. Le programme COCON donne des prcisions sur les vitesses de corrosion correspondant latmosphre des entrept et pour des longues dures.
5.1.8 Comparaison conomique des solutions acier S235 et fonte GS400-15
Deux tudes [54 ;55] ont permis de dterminer le prix dun conteneur fabriqu en fonte et dun conteneur fabriqu en acier. Ces deux tudes ont t effectues sur la base dun conteneur tel quvoqu au paragraphe 3. Le cot dun conteneur ralis en acier a t estim par Framatome 150 k. Le cot dun conteneur en fonte a t estim par le CTIF 22 k pour une production de 300 conteneurs par an et 49 k pour une production de 30 conteneurs par an.
Cot conteneur Conteneur en acier 150 k Conteneur en fonte 22 k
5.1.9 Liaison acier / fonte
Il ressort des paragraphes prcdents que la fonte et lacier pourraient convenir comme matriau constitutif du conteneur. La fonte a cependant linconvnient majeur dtre difficilement soudable en forte paisseur [56]. Ces difficults de soudage sont accrues si lon veut se dispenser de traitements thermiques pr et post soudage. Une solution a t trouve pour saffranchir de cette difficult : une couronne en acier a t insre lors de la coule de la pice en partie haute du conteneur. Ceci permet de souder le couvercle en acier sur cette couronne en acier : on se retrouve donc en soudage homogne acier, ce qui ne pose pas de problme dans la mesure o lon choisit un acier facilement soudable sans traitement thermique (acier non alli bas Carbone quivalent : S235 par exemple).
Le procd de fabrication, qui est dcrit en dtail dans les documents en rfrence [57], consiste placer la couronne en acier en partie basse du moule lors de la mise en forme du conteneur (le moulage seffectue lenvers avec le fond en partie haute et louverture en partie basse). Moyennant un certain nombre de prcautions (prchauffage de la couronne par coule dun excdent de fonte, traitement de surface pralable de lacier, ) on obtient a une parfaite continuit mtallurgique entre la fonte et lacier. Dans ce procd, lacier est dabord chauff par la fonte liquide jusqu une temprature voisine du solidus o lacier est dissous dans la fonte. On obtient ainsi une zone de liaison avec un gradient de concentration en carbone et une structure qui volue depuis un mlange de perlite et ferrite (acier
R a p p o r t t e c h n i q u e D T E C / S 2 E C / 2 0 0 4 / 0 2 P a g e 30 s u r 85
doux) jusqu une fonte en passant par une structure dacier eutectode (perlite) puis hyper eutectode (cmentite aux joints de grain perlitiques).
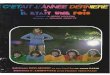
Micrographie dune liaison acier/fonte
Cette technique a t mise au point sur des chantillons de tailles croissantes jusqu la fabrication dun dmonstrateur complet chelle 1 [58,59]. Les expertises ralises au cours de cette mise au point ont montr labsence de dfauts dans ces ralisations et les bonnes qualits mcaniques (essais de pliage, traction et rsilience) de cette liaison fonte-acier [60].
Fonte Zone de liaison Acier Rsistance la rupture (MPa) 440 276 278
Limite lastique 0.2% (MPa) 314 146 189
Allongement rupture (%) 22 33 52
Proprits mcaniques de la liaison acier/fonte (essai de traction temprature ambiante)
Pour lessai de traction dans le zone de liaison, la rupture na pas lieu linterface fonte/acier mais quelques millimtres dans lacier.
Linsert en acier et la qualit mtallurgique de sa liaison avec la fonte permet de fermer un conteneur en fonte comme si celui-ci tait en acier : cest dire quil est possible de souder le couvercle en pleine paisseur.
Fonte GS
Acier
R a p p o r t t e c h n i q u e D T E C / S 2 E C / 2 0 0 4 / 0 2 P a g e 31 s u r 85
5.2 SELECTION DU SYSTEME DE FERMETURE 5.2.1 Les diffrentes options envisages Diffrentes solution ont t envisages pour raliser la fermeture de conteneurs [61,62]:
- soudure dtanchit - soudure pleine paisseur - joint mtallique - scellement par mtal coul.
Des combinaisons de ces diffrentes solutions sont envisageables dans un but daccroissement de la fiabilit. Une attention particulire a t porte au soudures pleine paisseur car cette solution correspondait aux orientations prliminaires du projet.
5.2.2 Joint mtallique
5.2.2.1 Gnralits Ltanchit des conteneurs de transport de combustibles uss est aujourdhui classiquement ralise par un ou plusieurs joints mtalliques [63]. Dans le cas de lutilisation de deux joints concentriques, il est possible de raliser un test dtanchit dans grce un piquage dans lespace inter-joint. Des conteneurs d entreposage de courte dure (quelques dizaines dannes) sont galement ferms par joints mtalliques.
5.2.2.2 Quantification de la dure de vie Les seules dfaillances qui aient t reportes concernent des pertes d tanchit par corrosion des joints ou des ports de joint [64]. Ce genre de problme ne devrait pas se produire dans le cadre de lentreposage de longue dure si le conteneur est bien plac dans une atmosphre dont le niveau dhumidit reste faible. La perte dtanchit par relaxation mcanique (diminution de leffet ressort du joint) a t identifie comme mode de dfaillance possible en entreposage de longue dure. Etant donn que ce problme navait jamais t examin jusqu prsent, un programme exprimental a t mis en place. afin dvaluer la relaxation mcanique des joints sur une dure de 10 ans. Les essais sont conduits temprature nominale et temprature plus leve dans lespoir de pouvoir effectuer des extrapolations dans la dure en utilisant des quivalences temps/temprature de type Larson-Miller [65,66,67]. Un traitement statistique des donnes est effectu pour valuer la dure de vie des joints par extrapolation temporelle : les rsultats acquis ce jour (25 000 heures de vieillissement) permettent de garantir 99,9999% ltanchit aprs 300 ans 100C, pour les deux types de joint argent. Une quivalence temps/temprature de type Larson-Miller, coefficient adapt, apparat possible pour les deux mtaux d'enveloppe tudis, dont l'argent, et cette quivalence permet d'valuer la temprature limite d'utilisation du joint, moyennant une estimation de l'effort linique rsiduel ncessaire en fin de vie pour parer des incidents mcaniques ventuels (sismes, chocs). A titre d'exemple, si l'on souhaite 100 N/mm en fin de vie, la temprature limite est 125C environ. A lissue des 10 ans dessais prvus il sera possible dannoncer une dure de vie pour les diffrents types de joints en fonction de la temprature, cette dure de vie sera associe une probabilit de dfaillance.
R a p p o r t t e c h n i q u e D T E C / S 2 E C / 2 0 0 4 / 0 2 P a g e 32 s u r 85
5.2.3 Soudure faible paisseur
5.2.3.1 Soudure faible paisseur pour conteneur en acier Une soudure de faible paisseur (de quelques mm moins de 10 mm) nassure que la fonction dtanchit du conteneur. La reprise des efforts mcaniques doit tre faite par un ensemble de vis qui assurent la liaison entre le couvercle et le corps du conteneur. Etant donn la bonne soudabilit de lacier choisi (S235), lopration de soudage ne pose aucun problme. On retiendra la technique de soudage pour laquelle on a la plus grande assurance davoir une soudure de bonne qualit sur les plans mtallurgiques et mcaniques. La technique TIG semble la plus approprie pour cette opration, elle bnficie dun important retour dexprience et est dj utilise en cellule blinde : ISAI Marcoule pour les tuis Phnix, COGEMA La Hague pour la fermeture des CSD-V. En labsence de phnomnes de corrosion, une soudure fine ne pose aucun problme de durabilit puisquil ny a quasiment pas de contraintes rsiduelles ni de dfauts internes.
5.2.3.2 Soudure faible paisseur pour conteneur en fonte Les soudures fines sur la fonte sont possibles mais ncessitent quelques prcautions [56, 68]. La teneur leve en carbone de la fonte la rend sujette au durcissement par formation de martensite et de carbures. Ces phases fragiles se fissurent facilement ds que la pice est soumise des contraintes mcaniques, qui peuvent tre cres par lopration de soudage elle-mme du fait du bridage de la pice. Des traitements thermiques adapts peuvent limiter cette formation de phases fragiles et permettre une relaxation partielle des contraintes mcaniques. Ces traitements thermiques sont incompatibles avec un respect des tempratures maximales admissibles sur gaine. Cet tat de lart a t confirm par des essais de soudage par TIG et par laser YAG raliss par le Centre Laser Franco-Allemand (CLFA) [69] : il a t montr une tendance non ngligeable la formation de fissures pour des chantillons dpaisseur 10 et 20mm.
Une autre solution consiste raliser un beurrage du chanfrein pralablement lopration de soudage. Le beurrage consiste dposer une couche de mtal plus ductile que la fonte (en gnral base de Nickel) sur les surfaces qui seront ultrieurement soudes. Ce dpt est fait en multicouches, le dpt de chaque couche supplmentaire provoquant un revenu de la liaison initiale. Des traitements thermiques sont possibles sur ces couches puisque cette opration se fait en usine avant lutilisation du conteneur en cellule active. Le soudage du couvercle se fait donc sur cet cran tampon (les couches de beurrage) qui prvient la formation des phases fragiles dans la fonte. Les essais prliminaires raliss selon cette technique [70] ont montr que lon diminuait de faon significative la fragilit de la zone affecte thermiquement grce au beurrage lalliage 61 (base Nickel) : la duret passe de 900HV 600 HV.
5.2.3.3 Conclusion sur les soudures faible paisseur Une fermeture par soudure faible paisseur sur un conteneur en acier est une solution prouve et particulirement durable si lentrept garantit une absence datmosphre corrosive. Une fermeture par soudure fine sur un conteneur en fonte est faisable et durable si lentrept garantit une absence datmosphre corrosive. Une optimisation des conditions opratoires est ncessaire pour minimiser la quantit de phases fragiles mais il ne semble pas y avoir de points rdhibitoires qui empcheraient datteindre ce but.
R a p p o r t t e c h n i q u e D T E C / S 2 E C / 2 0 0 4 / 0 2 P a g e 33 s u r 85
5.2.4 Scellement par joint en mtal coul
5.2.4.1 Prsentation de la technique
La fermeture par joint fusible a t prsente dans le brevet dinvention 95 05583 Conteneur en fonte avec couvercle scell par projection de plomb fondu et procd de scellement du couvercle sur le conteneur [71]. Cette invention proposait de projeter du plomb fondu dans une rainure sparant le couvercle et le conteneur ; aprs solidification ce scellement offre de bonnes performances. Ce procd nest cependant pas applicable au conditionnement de dchets exothermiques, la temprature de fusion du plomb (Tf= 327C) constituant une limite qui peut mme tre abaisse si lon considre la temprature partir de laquelle les proprits mcaniques du plomb deviennent faibles (2/3 de Tf par exemple). De plus, il nexiste pas de composs intermtalliques fer-plomb : ceci signifie que la liaison forme nest que mcanique et que la fiabilit de ltanchit peut tre mise en doute.
Afin de palier ces inconvnients, nous avons propos un systme de fermeture ralis par scellement du couvercle du conteneur par coule dun mtal dans une gorge place linterface du couvercle et du corps du conteneur [72]. Le mtal coul dans la gorge peut tre du zinc (ou des alliages base de zinc), de laluminium (ou des alliages base daluminium), de lacier ou de la fonte ou tout mtal ou alliage prsentant une solubilit avec le matriau constitutif de la gorge. Le corps du conteneur et/ou le bouchon peuvent tre en acier ou en fonte.
Cette proposition apporte les avantages ci-dessous par rapport ltat de lart antrieur : scellement ralis avec des mtaux (zinc ou aluminium ou acier ou fonte ou alliages base
de zinc ou daluminium) dont le point de fusion est suprieur celui du plomb scellement ralis avec des mtaux qui ragissent avec le mtal du conteneur. Il se forme
des composs linterface qui assurent une liaison mtallurgique entre couvercle et conteneur.
Les diffrentes tapes du procd de mise en uvre du joint fusible sont indiques ci-dessous, elles doivent tre ajustes en fonction de la nature du mtal du conteneur et du mtal choisi pour tre coul dans la gorge. A/ Prparer les surfaces de la gorge par voie mcanique (sablage, ) et/ou chimique ( dgraissage, dcapage, ) et/ou lectrochimique et/ou dposer une couche de mtal (par exemple zinc par galvanisation ou autre mthode) B/ Prchauffer les surfaces de cette gorge ( laide de colliers chauffants lectriques ou dautres dispositifs) basse temprature. Pour viter loxydation de la gorge, il peut tre ncessaire deffectuer cette opration sous gaz neutre. C/ Couler du mtal fondu dans cette gorge D/ Faire un traitement thermique post coule ( laide de colliers chauffants lectriques ou dautres dispositifs) pendant un temps suffisant pour quune raction entre le mtal coul et la surface de la gorge puisse avoir lieu
Le procd peut ncessiter une tape supplmentaire entre C et D pendant laquelle un excs de mtal est coul dans la gorge afin de laver et bien prchauffer les surfaces. Un systme de rcupration de lexcs de mtal coul est ralis soit par dbordement dans la partie suprieure soit par une vacuation en bas de gorge. .
R a p p o r t t e c h n i q u e D T E C / S 2 E C / 2 0 0 4 / 0 2 P a g e 34 s u r 85
5.2.4.2 Validation exprimentale Aprs des essais de mise au point petite chelle [73,74 ;75], une maquette (chelle en diamtre) a t ferme par un joint fusible en zinc et une maquette a t ferme par un joint fusible en fonte [76]. Ces deux ralisations ont montr la faisabilit de cette technique et ont mis en vidence les problmes quil reste rsoudre. Linconvnient principal du zinc est son fort coefficient de dilatation par rapport celui de lacier qui gnre lors du refroidissement des contraintes mcaniques linterface fer/zinc. De plus il se produit linterface zinc/fonte des composs intermtalliques dont la fragilit permet la propagation de fissures. Ce problme pourrait tre rsolu en adoptant une gomtrie et des traitements thermiques qui permettent dviter les contraintes mcaniques qui gnrent la fissuration de linterface.
Par coule de fonte, une continuit mtallurgique parfaite est obtenue entre la fonte de base et la fonte coule dans la mesure o les tempratures de linterface sont suffisamment hautes au moment de cette opration.
Bien que sa validation ne soit pas termine, cette technique de fermeture semble prometteuse et a fait lobjet dun dpt de brevet [77].
Macrographie dun joint fusible en fonte
5.2.5 Soudure pleine paisseur
5.2.5.1 Besoin et critres de choix La volont de raliser la fermeture du couvercle par une soudure pleine paisseur est base sur un souhait daccroissement de la robustesse : meilleure tenue la chute, meilleure rsistance la corrosion.
Les critres indiqus ci-dessous ont t retenus pour le choix dune technique de fermeture: - faisabilit technologique et fiabilit de la mise en uvre : avec une prfrence pour les
techniques prouves ;





![ARCHIVÉ - PDF, 337.83[ARCHIVÉ - PDF, 337.83 kb ]](https://img.pdfslide.fr/doc/110x75/588428861a28abf4188bf543/archive-pdf-33783archive-pdf-33783-kb-.jpg)


![Téléchargement fichier PDF / download [131490315.pdf]](https://img.pdfslide.fr/doc/110x75/586e14481a28abd80f8c2c32/telechargement-fichier-pdf-download-pdf-file-131490315pdf.jpg)