Embed Size (px)
Citation preview

« PAYSAN DU MIDI » - SPÉCIAL IFV 2012
Enjeux techniques et économiques pour optimiserla production : la mécanisation de la taille (suite)
5
Ces moyennes sont issues de troisterroirs, 4 à 5 millésimes suivantles essais qui sont au nombre de13, avec les cépages Chardonnay,Chenin, Sauvignon, Colombard,Syrah, Cabernet-Sauvignon, Pino-tage (Pinot Noir X Cinsault) etRuby Cabernet (Carignan X Caber-net Sauvignon) greffés sur 99 Rich-ter dans tous les cas. Les densités deplantation sont faibles avec des écar-tements de 3 x 1,5 m (2 222 pieds/ha).Les principaux enseignements àtirer des ces essais sont :En augmentant le nombre debourgeons laissés à la taille, letaux de débourrement chute forte-ment.L’expression végétative et lavigueur baissent.Le nombre de grappes augmente.La taille des grappes et dans unemoindre mesure le poids des baiesdiminuent (effet sur les baies plusnet avec la non taille).Les rendements à l’hectare aug-mentent.En ce qui concerne la qualité desraisins, les moyennes sur le sucreet l’acidité ne montrent pas debaisse significative.Cependant sur ces aspects qualitéde la vendange, les fortes varia-tions annuelles de rendement pourles systèmes mécanisés (voir
l’exemple de l’essai Cabernet-Sau-vignon - Robertson - 2000 à 2004)doivent mettre en garde par rap-port à des conclusions trop hâti-ves. Ces variations interannuellesne se produisent pas avec la taillemanuelle. Attention également à lapérennité du vignoble qui dans cetype de taille (taille en haie notam-ment) fait débat. Ce sont ces varia-tions que l’on essaye de limiteravec la taille rase : mécaniser lataille mais éviter les écarts de pro-duction.Les variations annuelles de rende-ment doivent être gérées par letriptyque enherbement/eau/fertili-sation et demandent une fortetechnicité, ce que l’on a objective-ment du mal à maîtriser de façonfiable à ce jour.Les excès de rendement peuventaussi être corrigés par ébourgeon-nage mécanique ou chimique, oupar vendange mécanique en vert.A ce jour, ces techniques n’ont faitl’objet d’aucun essai en France.Bien entendu, en fonction de laqualité des raisins, l’adaptationdoit aussi se faire par les choixtechnologiques en cave (chauffageou non de la vendange, utilisationde copeaux, etc.) et l’objectif pro-duit (jus de raisin, brandy, rosé,rouge léger ou plus tannique).
A retenir :Dans le cadre d’une reconversionde vignoble traditionnel vers dessystèmes mécanisés pour retrouverde la compétitivité rapidement, l’étatde départ du vignoble doit bien êtreanalysé : densité, potentiel de pro-duction, temps et facilité de la trans-formation. Cette stratégie de recon-version peut être aussi appliquéepour un vignoble à quelques annéesde l’arrachage.En création de vignoble, trois straté-gies sont envisageables :– Taille manuelle traditionnelle pourles AOC soumises à des règles surla charge en yeux et plus générale-ment pour le segment haut de gam-me à forte valeur ajoutée.– Taille rase bien pratiquée avecreprise manuelle pour un objectifproduit moyenne gamme. Baissesignificative des besoins en heuresde main-d’œuvre/ha pour la taille.Baisse des coûts plus ou moinsimportante selon les types d’exploi-tation (main-d’œuvre salariée, taillede l’exploitation….).– Et enfin une stratégie très mécani-sée avec peu de main-d’œuvre,pour un marché entrée de gamme(stratégie commerciale coût/volu-me) ou des produits non-vin de typealcool ou jus de raisin ou moûtsconcentrés.
Les machines de taille présentes sur le marchéLes machines de taille réalisent tou-tes un travail similaire : il s’agit decouper les sarments horizontale-ment et latéralement près du cor-don de manière à limiter la reprisemanuelle au strict minimum. Onpeut différencier les différentessolutions proposées sur le marchésur les points suivants :
1) Module de coupe :scies circulaires ou barres decoupe alternatives.
Les scies circulaires imposent desvitesses de rotation élevées : de 3 000 à 4 000 tours/mn. L’objectifest d’obtenir une coupe franche dessarments de l’année ou du vieuxbois, ce qui arrive fréquemment surdes vignes déjà en cordon, qui nesont pas spécifiquement préparéespour la taille mécanisée. Tous lesconstructeurs, à l’exception deTanesini (commercialisé par Cha-bas), ont adopté ce système. Un seulconstructeur, Pellenc, propose unemotorisation électrique des sciespermettant d’obtenir une vitesse derotation plus élevée qu’avec desmoteurs hydrauliques. Les scies cir-culaires occasionnent des projec-tions importantes autour de lamachine, ce qui impose un mini-mum de précautions. Un affûtagerégulier est nécessaire.La barre de coupe alternative estquant à elle peu gourmande enénergie et ne projette pas de bois.Son fonctionnement est aussi plussilencieux. En revanche, sa capacitéde coupe dans le vieux bois estmoindre.
2) Le suivi du cordon en hauteuret l’appui latéral.
L’intérêt de ces machines résidedans le gain de temps et la simplifi-cation de la taille du cordon. Leurprécision est donc importante. Uneseule machine, la Pellenc, proposeaujourd’hui un dispositif de suivi ducordon automatisé (Visio) qui per-met de conserver une hauteur decoupe constante et qui libère lechauffeur de la contrainte d’ajuste-ment manuel. De ce fait, il est envi-sageable de régler la machine plusprès du cordon pour une meilleuremaîtrise de la charge en bourgeonssans stress supplémentaire pour lechauffeur. Ce système est efficacepour suivre un cordon de plus de25 mm de diamètre. Cela autorisedans la pratique une vitesse de tra-vail autour de 2 à 2,5 km/h contre 1à 1,5 km/h sans automatisme. Com-paré au gain de temps sur la reprisemanuelle, ce supplément de vitessea une importance économique bienmoindre mais peut rentrer en lignede compte pour les entrepreneurs.Le principal avantage de l’automa-tisme réside dans le confort de tra-vail qu’il procure. Enfin, même s’ilreste pertinent dans le cadre deplantations dédiées à la mécanisa-tion de la taille, très rectilignes, lesuivi du cordon par vision perd unpeu de son avantage car il est moinssollicité. Il induit un surcoût sur lamachine de l’ordre de 5 000 € (chif-fres Pellenc coût des fournitures).Les machines concurrentes plussimples, qui en sont dépourvues,sont aussi plus accessibles.L’appui latéral sur le cordon peutaussi faire l’objet de certainessophistications (palpeurs et vérins
double effet CGC Agri) mais consis-te le plus souvent en un système deressorts ou de vérins pneumatiques.
3) La présence d’un module deprétaille combiné au modulede taille rase.
Réaliser la prétaille et la taille méca-nique en un seul passage représentebien sûr un avantage en termes detemps de travail, mais le fait de limi-ter le nombre d’interventions à laparcelle lors d’une période où lessols sont plus sensibles au tasse-ment est aussi intéressant. La quasi-totalité des constructeurs proposece montage, qui est assez lourd etqui impose un rééquilibrage impor-tant du tracteur. A noter, le cas par-ticulier de la machine Ferrand, dontle module de taille rase est un sim-ple prolongement des éléments deprétaille, associé à des disques laté-raux.
4) Le montageSur porteur, sur mât frontal, en laté-ral, ces choix peuvent être impor-tants pour des questions d’équili-brage des machines mais aussi devisibilité sur le travail et de possibi-lité de combinaison avec la pré-taille. Cf. tableau récapitulatif.
5) Le prixCes machines s’adressent, suivantleur prix, leur technologie, à desvignobles sur lesquels il faut fairedes économies très vite sur les opé-rations de taille ou sur lesquels oninvestit, dans le palissage, l’établis-sement du vignoble et en termes demécanisation. Cf. tableau récapitu-latif.
lesentretiensvignevinL-R
MMooyyeennnnee ttoouuss ccééppaaggeess eett mmii llllééssiimmeess
MMaannuueell HHaaiiee TTaaiill llee
mmiinniimmaallee
Bourgeons laissés à la taille par cep 20 à 25 70 à 150 300 à 600
Nombre de rameaux par cep 22.5 39 87
Taux de débourrement en % 90 à 112.5 26 à 55 12 à 35
Longueur des rameaux (cm) 90 71 39.5
Longueur des inter-nœuds (cm) 5.8 4.9 3.7
Poids de bois de taille (kg/cep) 1.28 0.92 nm
Poids d’un sarment (g) 56.9 23.6 nm
Nombre de grappe / cep 31,3 72,6 129,7
Poids grappe (g) 158,0 124,0 89,0
Poids baie (g) 1,64 1,50 1,25
Rendement (T/Ha) 11,3 18,1 20,3
Degré potentiel (% vol) 13.45 13.50 13.08
Acidité totale en g/l H2SO
4 5.32 4.72 4.61
Marque Modèle Montage Centrale hydraulique
Prix hors prétaille
Prix avec prétaille (! HT)
Brunel et Cie TMR Mât frontal 10 000
Cellier-Boisset TR
Mât frontal / Porteur + 2 100 9 000
TMP_P Oui 21 000
TMP Non 11 500 CGC Agri
TMP avec guidage latéral
Central / latéral
Oui 17 900
Calvet TMP Central/latéral oui 15 000
Ferrand P100 M + mât Mât frontal non 19 640
PL-TRP 20 Vision/P
Porteur 19 843 25 387
Pellenc
TRP 20 Vision Mât frontal
Non électrique
19 650
Terral TMV Mât frontal +2410 9 790 19 700
Verdoire Combi PRTR Latéral sur 3 points arrière
oui 14 500 21 000
Tanesini (Chabas) Mât frontal non 12 400
� Suite page 6
Machine Pellenc TRP 20Vision, sans prétaille.(crédit photo IFV 81)
Machine Chabas -Tanesini.(crédit photo IFV 81)
Machine CGC Agri, montagelatéral avec prétailleuse.(crédit photo IFV 81)

« PAYSAN DU MIDI » - SPÉCIAL IFV 2012
Impact sur la production de la taille rase : les résultats de six ans d'essais du réseauChambre Languedoc-RoussillonLes résultats d’essais présentés ci-dessous sont issus d’un réseau de parcel-les suivies par les chambres d’agriculture des départements 11, 34, 30 (avecle soutien financier du Conseil régional Languedoc-Roussillon et de France-AgriMer).Majoritairement ils sont réalisés sur des parcelles de cordon de Royat tra-ditionnel bilatéral ou des Guyot transformés. Seule une parcelle a été crééeen cordon unilatéral. L’itinéraire technique des témoins et des modalitésmécanisées reste le même.
Impact sur le rendementLa parcelle d’essai la plus ancienne avec pesée de récolte est suivie dans leVaucluse depuis 2003 soit 9 années consécutives, sur cépage Merlot. Depuis2006, soit 6 récoltes consécutives, nous suivons un réseau de parcelles enLanguedoc-Roussillon, multisites et multicépages (Cabernet-Sauvignon,Marselan, Merlot, Sauvignon, Chardonnay et avec un peu moins de réfé-rences Syrah et Grenache). Les résultats acquis sur ce réseau sont tout à faitcomparables à ceux obtenus sur Merlot.Contrairement aux attentes lors du démarrage des essais, les niveaux deproduction des deux modes de taille ne convergent pas l’un vers l’autre : lataille mécanique reste plus productive, toutes conditions égales par ailleurs.Par contre, on constate qu’effectivement une bonne partie des yeux francslaissés en très grand nombre en taille mécanique ne débourrent pas, d’où leterme de régulation de la charge en raisin et en sarments mais qui n’atteinttout de même pas le niveau de réduction d’un contrôle sévère par taillemanuelle à 10-15 yeux francs.
hiver (Témoin) n’a pas eu d’effetpositif net sur le niveau d’attaque.A l’inverse, à niveau d’attaqueproche, la taille mécanique per-met le maintien d’un niveau deproduction plus acceptable, pro-bablement en raison d’un plusgrand nombre de grappes initial.Après plus de 20 années de taillemécanique, les parcelles les plusanciennes en Italie et chez unproducteur en France ne présen-tent pas plus de problèmes demortalité de maladies du boisque les parcelles taillées classi-quement. Des suivis des maladiesdu bois sont en cours sur lesessais en France. A priori on nedevrait pas avoir d’effet négatif.Mais attention : rien ne laisseprésager non plus d’un effet posi-tif.Le risque de contrainte hydriqueforte est souvent une inquiétudedes vignerons. Précisons tout d’abord que toutes les parcellesd’essais sont conduites sans irri-gation et qu’une diversité de sols,pas nécessairement très fertiles,sont représentés dans les essais.Nous n’avons pas constaté d’effetnégatif avec la taille rase. Mais ilfaut reconnaître qu’il manqueencore à ce jour des donnéesacquises sur un nombre suffisantde parcelles testées lors de millé-simes réellement séchants. Pour la non taille par contre, lebesoins hydriques semblent, aprèsquelques années de mesures, plusimportants et pour le coup il estpréférable de réserver ce mode deconduite aux sols sans aucunrisque de contrainte hydrique et sipossible aux parcelles pouvantêtre irriguées.
En partenariat avec
Enjeux techniques et économiques pour optimiserla production : la mécanisation de la taille (suite)
6lesentretiensvignevinL-R
0000,,55
1111,,55
2222,,55
3333,,55
4444,,55
55
MMooyyeennnnee22000066--66
ppaarrccee ll ll eess
MMooyyeennnnee22000077--1133ppaarrccee ll ll eess
MMooyyeennnnee22000088--1111ppaarrccee ll ll eess
MMooyyeennnnee22000099--1100ppaarrccee ll ll eess
MMooyyeennnnee22001100--1100ppaarrccee ll ll eess
MMooyyeennnnee22001111--1100ppaarrccee ll ll eess
PPooiidd
ss ddee rréé
ccoolltt
ee eenn kkgg//ccee
TTéémmooiinn TTaaiillllee mmééccaanniiqquuee
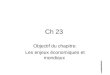
Les résultats obtenus permettent d’envisager ce que l’on peut attendre com-me effet de la taille mécanique sur une exploitation, à savoir :– Un gain moyen de production de 41 %.– 77 % de grappes en plus.– Des grappes 20 % plus légères.Ceci sachant que les moyennes obtenues cachent une certaine hétérogénéi-té entre parcelles. Les écarts de production entre taille mécanique et taillemanuelle (cordon ou Guyot) sont variables entre parcelles et millésimes(parfois pas d’écart jusqu’au doublement de la production) sans cause expli-cative et du coup sans élément de prédiction du résultat : sans doute unecombinaison d’effet fertilité, des sols, cépages, conditions hydriques…
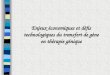
Impact sur la qualité des vinsComme pour la production, les résultats moyens présentés sur le graphiqueci-après cachent une certaine disparité entre parcelles mais avec ponctuel-lement seulement des retards de maturité supérieurs à 1°.
1100
1111
1122
1133
1144
1155
MMooyyeennnnee22000066 -- 33ppaarrcceelllleess
MMooyyeennnnee22000077 -- 88ppaarrcceelllleess
MMooyyeennnnee22000088 -- 88ppaarrcceelllleess
MMooyyeennnnee22000099 -- 99ppaarrcceelllleess
MMooyyeennnnee22001100 -- 88ppaarrcceelllleess
MMooyyeennnnee22001111 -- 88ppaarrcceelllleess
ddeeggrréé
((vvii nn
ss ff iinnii ss
,, mm
ooûûtt ss
,, bbaa ii
ee
TTéémmooiinn TTaaiillllee mmééccaanniiqquuee
2007 2008 2009 22001100
Chardonnay Béziers D ND NNDD
Chardonnay Puisserguier D ND ND NNDD
Chardonnay Montagnac D ND ND NNDD
Marselan ND ND NNDD
Sauvignon Sanilhac ND NNDD
Grenache Rodilhan ND
Merlot Sanilhac D DD
Cabernet Sauvignon Valflaunès
D DD
D = différenciés.ND = non différenciés.
Po
ids d
e r
éco
lte e
n k
g
Deg
ré (
vin
s f
inis
, m
oû
ts,
baie
s)
No
mb
re d
e s
arm
en
ts p
ar
cep
Po
ids p
ar
sarm
en
t en
g
A retenir Adapter le choix de la machine à ses exigences : – coût ?– confort ?– combinaison avec prétaille.Les machines travaillent toujours mieux sur des vignes bien adaptées à la méca-nisation : alignement, rigidité.L’intérêt de ces machines est de travailler à une hauteur de 1 à 2 yeux sur lescoursons ; plus haut, ce n’est que de la prétaille.La mécanisation de la taille reste partielle : les machines ne font pas tout et nedispensent pas d’une reprise manuelle, même limitée à 8-10 H par ha.
Les profils qualitatifs des vins sont tout à fait rassurants et globalementpeu différents de nos vins habituels. Pour illustrer ce point, nous observons que lors de 21 dégustations en tri-angulaires, les vins issus de taille mécanique n’ont pas été différenciésdes vins témoins dans 14 cas. Et lorsqu’ils le sont, ce n’est pas aux dépensd’une baisse qualitative mais de la perception d’un produit différent àl’exception d’un seul cas où le vin issu de la taille mécanique a été jugénégativement.
Impact sur la vigueur et l'expression végétativeSur le même principe que la ferti-lité, la taille mécanique induit unplus grand nombre de sarments,plus légers. D’où au final uneexpression végétative (poids totaldes sarments) plus faible. Visuelle-ment, cette baisse de vigueur estperceptible : de façon très nettel’hiver (et parfois un peu impres-sionnante) d’autant plus que celase cumule avec l’accumulation debois morts (tout petits coursonssecs). Cela reste visible mais defaçon moins flagrante au premiercoup d’œil en saison : sarments unpeu plus droits, haie un peu plusépaisse et ralentissement de crois-sance parfois plus marqué.
Autres impacts attendusLa protection phytosanitaire nenécessite pas d’adaptation particu-lière. Aucune différence notable desensibilité à l’oïdium ou au botry-tis n’a été constatée. Quant au mil-diou, l’année 2008 fut une annéetest “grandeur nature” où sur uneparcelle en situation très sensible,et de ce fait très atteinte, la réali-sation d’une taille classique en

« PAYSAN DU MIDI » - SPÉCIAL IFV 2012
Clarification des moûts issus de procédésde chauffage de la vendange
7
Ce sujet a fait l'objet d'une présen-tation lors des Entretiens Vigne VinLanguedoc-Roussillon le 6 mars àNarbonne.
Un article de Jean-Michel Dessei-gne (IFV), Magali Bès (Inra PechRouge) et Lucile Pic (ICV).
L es vins issus du chauffage dela vendange, avec clarifica-tion des moûts avant fer-
mentation, répondent bien à lademande actuelle des marchés surdes vins colorés, souples et fruités.Ces lignes de production offrentégalement l’avantage de permettrel’élaboration de plusieurs types deproduits à partir de la même matiè-re première et de corriger, si besoin,une vendange d’état sanitaire défi-cient. Ces itinéraires de vinificationsont donc bien adaptés aux cavesvinicoles régionales élaborant desvolumes importants. Outre les pro-cédés d’extraction par thermotraite-ment (chaleur et/ou flash-détente),le principal point clé technologiqueest la clarification des moûts :– Le profil aromatique des vinsobtenus, et notamment le caractèrefruité, dépend en effet étroitementdes niveaux de clarification obtenusavant fermentation et des condi-tions d’obtention de la clarification.Cependant, les moûts issus dethermotraitement sont difficilementclarifiables et les débits demandéssont élevés.– Sans clarification préalable desmoûts, les vins obtenus sont “gros-siers” et peu conformes aux attentesdes consommateurs (notes végéta-les, herbacées et soufrées, sécheres-se en bouche), ils se clarifient diffi-cilement, leur filtrabilité est médio-cre et la quantité de lies générée estimportante.Le matériel actuellement le plus uti-lisé pour la clarification des moûtsissus de thermotraitement est le fil-tre rotatif sous vide, très performanten termes de clarification, mais quipeut présenter des inconvénients :risques de perte de typicité cépageet une certaine standardisationdes produits lorsque la clarifica-tion est trop poussée, encombre-ment important, mise en œuvrenécessitant du personnel qualifié,coûts de fonctionnement élevés enraison des quantités de terre de fil-tration utilisées, production de volu-mes de déchets importants.Des technologies alternatives de cla-rification sont mises à dispositiondu vinificateur : flottation, centrifu-gation, clarification par décanteurcentrifuge, filtration tangentielle.Dans le cadre d’un projet collabora-
tif, associant l’IFV, l’Inra et l’ICV, desétudes et expérimentations ont étémises en place depuis 2009 dansl’objectif d’acquérir des connaissan-ces scientifiques et pratiques sur lescaractéristiques physico-chimiquesdes moûts, d’évaluer les performan-ces des différentes techniques pourcette application et de préciser lesconditions et modes opératoirespermettant d’optimiser la conduitede ces outils en fonction des objec-tifs recherchés.Le traitement thermique de la ven-dange et les actions mécaniquesexercées sur cette dernière génèrentune libération ou diffusion d’impor-tantes quantités de particules ensuspension, appelées “bourbes”. Laturbidité et la teneur en Matières enSuspension (MES) des moûts sonttrès élevées : de 2 000 à plus de 7 000 NTU, MES en poids de 2 àplus de 7 %. A l’inverse de ce qui estobservé en vinification en blanc ourosé, les particules sédimentent trèsdifficilement. Des analyses granulo-métriques ont démontré que cesparticules, chargées négativement,sont majoritairement de petitetaille, submicroniques, ce quiexplique les faibles vitesses de sédi-mentation. Les moûts contiennentégalement d’importantes quantitésde polysaccharides pectiques, s’op-posant à la clarification. Les condi-tions d’extraction des moûtsinfluent sur leur aptitude à la clari-fication. Par exemple les moûtsextraits par égouttoirs dynamiques,quoi que très “chargés” en particu-les, se clarifient “mieux” que lesmoûts extraits par pressoir à visd’Archimède. Après clarification, laturbidité des moûts n’est plus repré-sentative des quantités de particulesen suspension, mais est très dépen-dante de la taille de ces dernières.La taille des particules après clarifi-cation dépend des techniques declarification utilisées.Les niveaux de clarification obtenusavant fermentation, exprimés enturbidité et/ou MES, ont une inci-dence très importante sur les profilssensoriels des vins. Avec une clarifi-cation “poussée” (turbidités de 100à 300 NTU, MES inférieures à 0,5 %), les vins ont de fortes concen-trations en esters fermentaires,notamment en acétate d’isoamyle,avec des profils aromatiques pou-vant masquer les notes variétales.Pour des turbidités de l’ordre de 500à 800 NTU et/ou des MES prochesde 0,5-0,8%, le caractère amyliquediminue au profit des notes fruitéesvariétales. Au-delà, le caractère frui-té diminue fortement.
Les filtres rotatifs sous vide ontd’excellentes performances en ter-mes de clarification, avec desniveaux de turbidité des moûtsgénéralement proches de 100 à 200NTU. La dépectinisation préalableoptimise les performances. Cesniveaux de clarification permettentd’obtenir des notes aromatiques fer-mentaires de type fruité ou amy-lique. Les débits varient de 2 à 5 hl/h/m² en fonction de la charge, de laviscosité et des températures de fil-tration. La filtration s’accompagned’une importante consommation de“terres de filtration” (1 à 1,5 kg/hl),avec une incidence directe sur lescoûts en consommables et le volu-me de déchets à traiter.La flottation est une technologie quiconnaît un fort développementpour la clarification des moûts.C’est un procédé de séparationliquide/solide, dans lequel desmicrobulles de gaz en mouvementascensionnel viennent se fixer surcertaines particules solides pour lesrendre plus légères que le liquide.Le dégagement de bulles de gaz estobtenu par détente de liquide satu-ré pressurisé. Les particules, à l’in-verse de la décantation statique,sont éliminées en surface. Les confi-gurations et les équipements propo-sés sont très diversifiés : en continu,en bath, en circuit fermé sur unecuve. Les débits sont élevés (150 àplus de 300 hl/h). Les niveaux declarification dépendent étroitementdes équipements utilisés et desconditions de mise en œuvre. Ladépectinisation préalable des moûtspar enzymes pectolytiques exogè-nes est indispensable. Cette dépecti-nisation est fonction des prépara-tions enzymatiques utilisées, desdoses et des conditions de mise enœuvre (couple température, durée).D’autres facteurs interviennent, cer-tains liés aux caractéristiques desmoûts (taux de MES), d’autres à laconduite des matériels (pression desaturation, débit de gaz, temps detraitement, quantités d’adjuvants),d’autres aux conditions de mise enœuvre (hygiène notamment). Avecdes modes opératoires maîtrisés, laflottation permet d’obtenir desniveaux de clarification de l’ordrede 500 à 1 000 NTU (0,5 à 0,8 % deMES), autorisant l’élaboration de
vin ayant des profils aromatiques detype fruité. En cas de non maîtrise,des performances plus faibles sontobtenues (turbidités de 1 000 à 2 000 NTU). Des échecs de clarifica-tion sont rencontrés plus fréquem-ment lors de la flottation de moûtspréalablement refroidis, en raisondes risques de fermentation sponta-née. Ces outils nécessitent d’êtreconduits par du personnel formé etspécialisé.La clarification par centrifugationautorise un fonctionnement entiè-rement automatisé, avec des débitspouvant être importants. Les per-formances en termes de clarifica-tion sur le critère turbidité sontinférieures à celles d’un filtre rotatifsous vide : de 500 à 1 000 NTU,valeurs proches de celles obtenuespar flottation. Les analyses granulo-métriques soulignent que la centri-fugation élimine majoritairementles “grosses” particules, étant moinsefficace sur les petites. Les turbidi-tés sont donc relativement élevées,mais avec des teneurs en Matières enSuspension faibles. La centrifuga-tion est une technique encore peudéveloppée sur moûts rouges, lesinstallations nécessitant des investis-sements conséquents. Ce sont cepen-dant des équipements polyvalents,utilisables pour la clarification desvins. Une autre difficulté est la ges-tion des chasses (à l’eau ou à l’air),pouvant engendrer des pertes plusou moins importantes en fonctionde la configuration des machines.La clarification par décanteur cen-trifuge a fait l’objet d’expérimenta-tions. Les décanteurs sont des équi-pements centrifuges, à bol plein et àaxe horizontal, permettant de sépa-rer en continu les particules les plusdenses du liquide, ces dernièresétant plaquées contre la paroi du
bol en rotation et évacuées par unevis tournant à une vitesse différentede celle du bol. Ils autorisent desdébits de traitement élevés, de 40 àplus de 300 hl/h. Les performancesen termes de clarification, sur le cri-tère turbidité, sont légèrement infé-rieures à celles de la centrifugation(de 700 à 1 500 NTU). Comme pourla centrifugation, les décanteurs éli-minent majoritairement les plusgrosses particules, avec une efficaci-té plus marquée sur le critère Matiè-re en Suspension que sur la turbidi-té. En sortie de décanteur, les parti-cules restant en suspension, de fai-ble masse volumique, ont tendanceà remonter en surface en créantdeux phases. Le procédé est intéres-sant de par son fonctionnementcontinu, mais les performances res-tent perfectibles par une optimisa-tion des réglages.La clarification des moûts rougesissus de chaînes de chauffage parfiltres tangentiels n’est, à ce jour,toujours pas opérationnelle. Lesperformances en termes de clarifi-cation sont excellentes (supérieuresà celles d’un filtre rotatif), mais les
lesentretiensvignevinL-R
TurbiditéDégustation : test de classement (1 le plus, 5 le moins)
Esters
des moûtsfermentairesIntensité Amylique Fruité non Gras,
µg/laromatique amylique rondeur
200 NTU 1 1 5 4 5 737
400 NTU 2 4 2 2 5 638
600 NTU 3 2 4 5 5 352
800 NTU 4 3 3 3 4 218
1 000 NTU 5 5 1 1 4 087
Elimination des bourbes en flottation continue.
débits restent actuellement insuffi-sants pour justifier économique-ment l’acquisition d’un tel équipe-ment pour cette application.En conclusion, les expérimenta-tions réalisées ont souligné l’impor-tance de la clarification des moûtsdans les procédés avec chauffage dela vendange. Différentes technolo-gies sont disponibles. Ces technolo-gies peuvent avoir une incidencedirecte sur les caractéristiques orga-noleptiques des vins élaborés, do-minés par l’amylique ou à l’opposépar des notes de fruité. Un despoints clés est la maîtrise des procé-dés et le pilotage de la clarificationen fonction des objectifs produits.
Flottation : unité de saturation.
Décanteur centrifuge.
En partenariat avec

« PAYSAN DU MIDI » - SPÉCIAL IFV 2012
www.pellenc.comune énergie d’avance