Embed Size (px)
Citation preview
ENSEIGNEMENT DE PROMOTION SOCIALE
——————————————————————Cours de
CHIMIE DES MATERIAUX
- Céramiques -
——————————————————————
NOTES PROVISOIRES
H. Schyns
Mai 2008
Céramiques Sommaire
H. Schyns S.1
SommaireAvertissement :Les chapitres de ce document ne sont pas terminés. Ils consistent en unejuxtaposition, en principe organisée, de paragraphes provenant de diversessources. Certains sont déjà définitifs d'autres sont encore dans leur forme originale.
Ce document provisoire est mis tel quel à la disposition des étudiants afin qu'ilpuissent compléter les notes prises au cours.
1. INTRODUCTION
2. CLASSES DE CÉRAMIQUES
2.1. Définition2.2. Chemical Properties2.3. CLASSES DE CÉRAMIQUES2.4. LES CÉRAMIQUES OXYDES2.5. LES CÉRAMIQUES NON-OXYDES2.6. Les céramiques naturelles2.7. Ciment et béton2.8. Céramiques vitrifiées2.9. Les céramiques techniques2.10. Les composites à base de céramiques
3. MICROSTRUCTURE DES CÉRAMIQUES
3.1. Céramiques ioniques et covalentes3.1.1. Les céramique ioniques3.1.2. Les céramique covalentes3.1.3. Les céramiques ioniques simples
3.2. La silice et les silicates3.3. Les alliages de céramiques3.4. La microstructure des céramiques
4. MATIÈRES PREMIÈRES
4.1. Céramiques traditionnelles :4.2. Céramiques techniques :4.3. Les synthèses chimiques :4.4. Elements chimiques4.5. Alumina Ceramics4.6. Silicon Nitride4.7. Silicon Carbide
Céramiques Sommaire
H. Schyns S.2
4.8. Zirconia Ceramics
5. PROCÉDÉS DE FABRICATION
5.1. Schéma de principe5.2. MISE EN FORME DES CÉRAMIQUES5.3. Céramiques :5.4. Céramiques vitrifiées :5.5. Le frittage5.6. DENSITÉ ET POROSITÉ :5.7. III. Manufacture5.8. A. Molding5.9. B. Densification
6. PROPRIÉTÉS DES CÉRAMIQUES
6.1. Généralités6.2. Propriétés mécaniques6.3. Dureté6.4. Résistance à la rupture des céramiques6.5. Résistance aux chocs thermiques
7. USAGES
7.1. Céramiques dans l’automobile7.2. Céramiques pour les outils de coupe7.3. Céramiques en biomécanique7.4. Céramiques dans le nucléaire
8. LIANTS MINÉRAUX
8.1. Le plâtre8.2. La chaux8.3. Fabrication
8.3.1. Procédé humide8.4. Fabrication de la chaux
9. SOURCES
Céramiques 1 - Introduction
H. Schyns 1.1
1. Introduction
Dans le langage courant, les céramiques sont généralement associées à la poterie,à la faïence culinaire ou sanitaire et aux carrelages.
Le mot "céramique" vient d'ailleurs du grec "Keramos" signifiant "poterie". Le motgrec est lui-même originaire d'un terme sanskrit désignant "faire brûler".
Aujourd'hui, par céramique, on entend une grande famille de matériaux inorganiquescaractérisés par des liaisons fortes ioniques et/ou covalentes. Cette familleregroupe pèle mêle : les roches, les bétons, les verres, les carbures, les nitrures...En caricaturant à peine, on peut dire que si un matériau n'est ni un métal, ni unalliage, ni un polymère organique, alors c'est une céramique.
Du point de vue chimique, les céramiques sont constituées essentiellementd'oxydes. Leur cohésion est assurée par des liaisons fortes qui se traduisent enpratique par une très bonne tenue en température et un comportement élastiqueexcellent. Par contre, comme les céramiques sont peu ou pas cristallines, elles n'ontqu'une faible plasticité. Elles sont donc fragiles, peu tenaces, peu ductiles, mais enrevanche, résistantes à l’usure. Les céramiques ont en outre de hauts points defusion et une bonne résistance à la corrosion.
Les utilisations modernes des céramiques ne sont plus limitées aux domainestraditionnels et on les emploie de plus en plus en électrotechnique et en constructionmécanique.
Les céramiques, bien que présentant un comportement fragile, ont été utilisées entant que matériaux de construction depuis l'antiquité :
− Pyramides de Gizeh (106 T de céramique massive);− Parthénon d'Athènes;− Muraille de Chine.
Céramiques 2 - Classes de céramiques
H. Schyns 2.1
2. Classes de céramiques
2.1. Définition
La grande famille des céramiques contient également les verres et les liantshydrauliques (ciments et plâtres).
La catégorie qui nous intéresse plus particulièrement dans ce document concerneles céramiques proprement dites, qui l'on peut différencier des autres par l'ordre desétapes de fabrication et de mise en œuvre :
Matériau Etape 1 Etape 2 Etape 3Céramiques Poudre Mise en forme Cuisson
Verres Poudre Cuisson Mise en formeLiants hydrauliques Cuisson Poudre Mise en forme
A cause de leur point de fusion très élevé, les céramiques proprement dites nepeuvent être coulées ni forgées ni laminées. La matière première est d'abord réduiteen poudre et la mise en forme DOIT précéder l'étape de cuisson.
Dans le cas des verres, la matière première doit être réduite en poudre afin defaciliter la fusion. Le verre pâteux peut ensuite être mis en forme.
Enfin, les plâtres et ciments doivent d'abord subir une étape de cuisson(déshydatation) au cours de laquelle ils sont progressivement réduits en poudre. Ilsne sont mis en forme qu'au moment de leur utilisation.
2.2. Les céramiques naturelles
La pierre est le plus ancien, le plus durable et le plus courant des matériaux deconstruction.
L'argile est une roche plastique, imperméable et résistante quand elle est imbibéed'eau, qui durcit à la cuisson de façon irréversible. Les argiles, souvent employéesdans l'industrie, constituent un groupe d'aluminosilicates hydratés formés parl'altération de roches feldspathiques comme le granit. Les grains individuels desminéraux argileux sont de taille microscopique et semblable à des plaquettes. Cettestructure en feuillets engendre une très grande surface qui leur permet d'absorber degrandes quantités d'eau. ce qui leur donne leur plasticité et fait gonfler certainesvariétés.
Ce feuillage, qui présente de très nombreuses variantes selon le mode d'empilementdes plaquettes élémentaires, est le principale critère de distinction de nombreusesvariétés minérales : la kaolinite, l'illite, la montmorillonite, le chlorite...
Une des céramiques naturelles est unique, il s'agit de la glace qui se forme enquantité énorme à la surface de la terre jusqu'à 3km d'épaisseur et 3000km dediamètre au niveau de la calotte glacière antarctique.
Exemple de céramiques naturelles :
− Calcaire (CaCO3)− Grès (SiO2)− Granit (Silicate d'alumine)− Glace (H20)
Céramiques 2 - Classes de céramiques
H. Schyns 2.2
2.3. Chemical Properties
Les céramiques industrielles sont principalement des oxydes, mais certaines sontdes carbures (carbone et métaux lourds), nitrures, borures et siliçures.
Par exemple, l'oxyde d'aluminium peut être l'ingrédient principal d'une céramique àconcurrence de 85 à 93%. Les composants primaires, tels que les oxydes peuventaussi être chimiquement combinés pour former des composants complexes qui sontl'ingrédient principal d'une carémique. Des exemples de tels composés complexessont le titnate de barium (BaTiO3) et ka ferrite de zinc (ZnFe2O4). Le carbone sousforme de diamant ou de graphite peut aussi être considéré comme une céramique.
Les matériaux céramiques sont constitués de phases inorganiques et nonmétalliques, à liaisons essentiellement iono-covalentes, non totalement vitreux etgénéralement consolidés par frittage d’un compact pulvérulent mis sous la forme del’objet voulu.
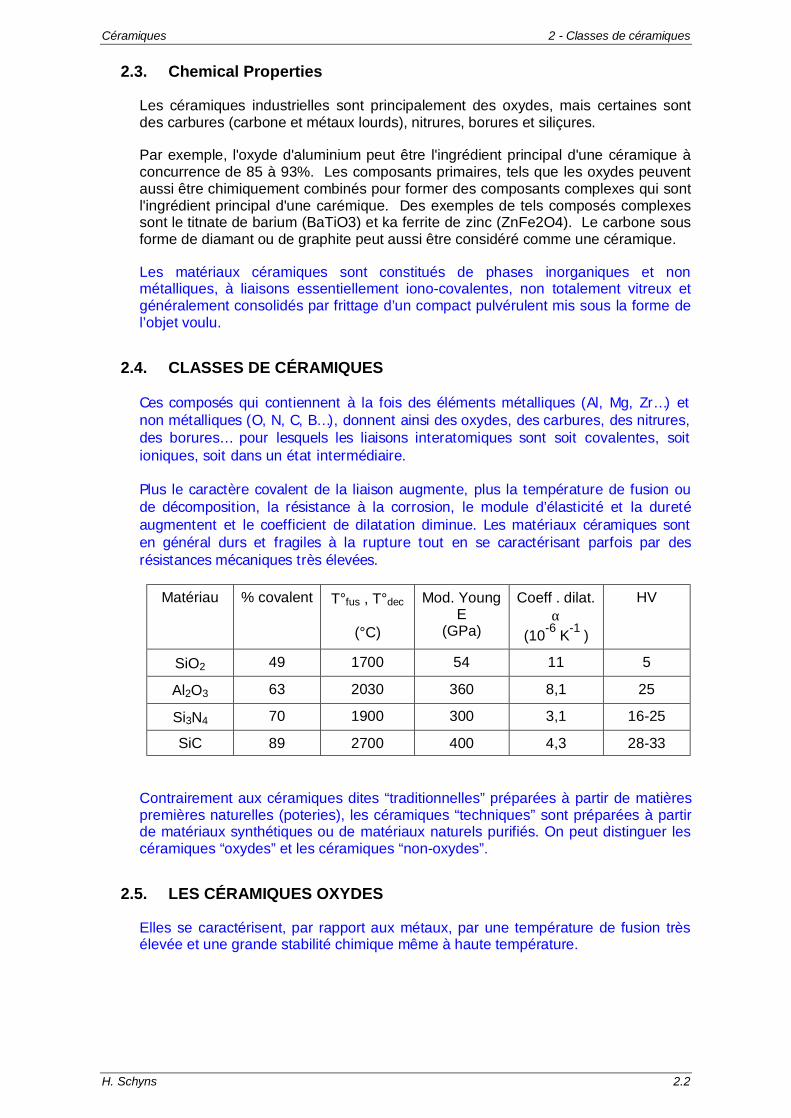
2.4. CLASSES DE CÉRAMIQUES
Ces composés qui contiennent à la fois des éléments métalliques (Al, Mg, Zr…) etnon métalliques (O, N, C, B…), donnent ainsi des oxydes, des carbures, des nitrures,des borures… pour lesquels les liaisons interatomiques sont soit covalentes, soitioniques, soit dans un état intermédiaire.
Plus le caractère covalent de la liaison augmente, plus la température de fusion oude décomposition, la résistance à la corrosion, le module d’élasticité et la duretéaugmentent et le coefficient de dilatation diminue. Les matériaux céramiques sonten général durs et fragiles à la rupture tout en se caractérisant parfois par desrésistances mécaniques très élevées.
Matériau % covalent T°fus , T°dec
(°C)
Mod. YoungE
(GPa)
Coeff . dilat.α
(10-6 K-1 )
HV
SiO2 49 1700 54 11 5
Al2O3 63 2030 360 8,1 25
Si3N4 70 1900 300 3,1 16-25
SiC 89 2700 400 4,3 28-33
Contrairement aux céramiques dites “traditionnelles” préparées à partir de matièrespremières naturelles (poteries), les céramiques “techniques” sont préparées à partirde matériaux synthétiques ou de matériaux naturels purifiés. On peut distinguer lescéramiques “oxydes” et les céramiques “non-oxydes”.
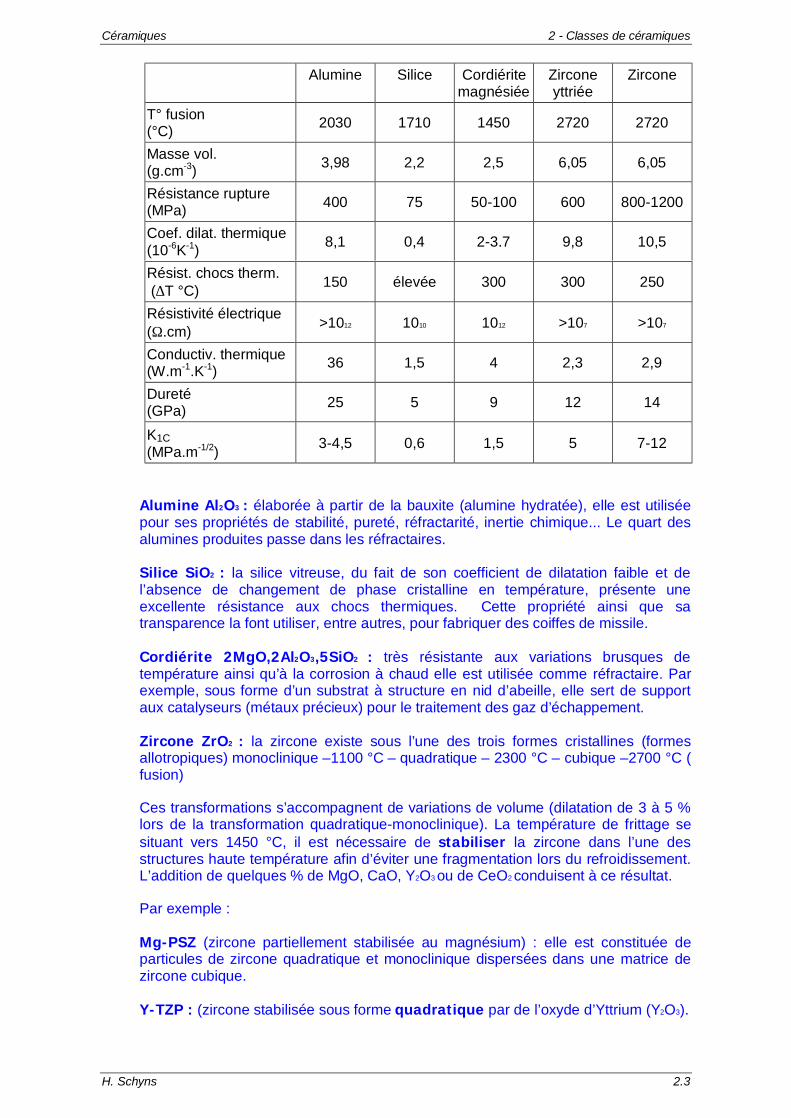
2.5. LES CÉRAMIQUES OXYDES
Elles se caractérisent, par rapport aux métaux, par une température de fusion trèsélevée et une grande stabilité chimique même à haute température.
Céramiques 2 - Classes de céramiques
H. Schyns 2.3
Alumine Silice Cordiéritemagnésiée
Zirconeyttriée
Zircone
T° fusion(°C) 2030 1710 1450 2720 2720
Masse vol.(g.cm-3) 3,98 2,2 2,5 6,05 6,05
Résistance rupture(MPa) 400 75 50-100 600 800-1200
Coef. dilat. thermique(10-6K-1) 8,1 0,4 2-3.7 9,8 10,5
Résist. chocs therm. (∆T °C) 150 élevée 300 300 250
Résistivité électrique(Ω.cm) >1012 1010 1012 >107 >107
Conductiv. thermique(W.m-1.K-1) 36 1,5 4 2,3 2,9
Dureté(GPa) 25 5 9 12 14
K1C(MPa.m-1/2) 3-4,5 0,6 1,5 5 7-12
Alumine Al2O3 : élaborée à partir de la bauxite (alumine hydratée), elle est utiliséepour ses propriétés de stabilité, pureté, réfractarité, inertie chimique... Le quart desalumines produites passe dans les réfractaires.
Silice SiO2 : la silice vitreuse, du fait de son coefficient de dilatation faible et del’absence de changement de phase cristalline en température, présente uneexcellente résistance aux chocs thermiques. Cette propriété ainsi que satransparence la font utiliser, entre autres, pour fabriquer des coiffes de missile.
Cordiérite 2MgO,2Al2O3,5SiO2 : très résistante aux variations brusques detempérature ainsi qu’à la corrosion à chaud elle est utilisée comme réfractaire. Parexemple, sous forme d’un substrat à structure en nid d’abeille, elle sert de supportaux catalyseurs (métaux précieux) pour le traitement des gaz d’échappement.
Zircone ZrO2 : la zircone existe sous l’une des trois formes cristallines (formesallotropiques) monoclinique –1100 °C – quadratique – 2300 °C – cubique –2700 °C (fusion)
Ces transformations s’accompagnent de variations de volume (dilatation de 3 à 5 %lors de la transformation quadratique-monoclinique). La température de frittage sesituant vers 1450 °C, il est nécessaire de stabiliser la zircone dans l’une desstructures haute température afin d’éviter une fragmentation lors du refroidissement.L’addition de quelques % de MgO, CaO, Y2O3 ou de CeO2 conduisent à ce résultat.
Par exemple :
Mg-PSZ (zircone partiellement stabilisée au magnésium) : elle est constituée departicules de zircone quadratique et monoclinique dispersées dans une matrice dezircone cubique.
Y-TZP : (zircone stabilisée sous forme quadratique par de l’oxyde d’Yttrium (Y2O3).
Céramiques 2 - Classes de céramiques
H. Schyns 2.4
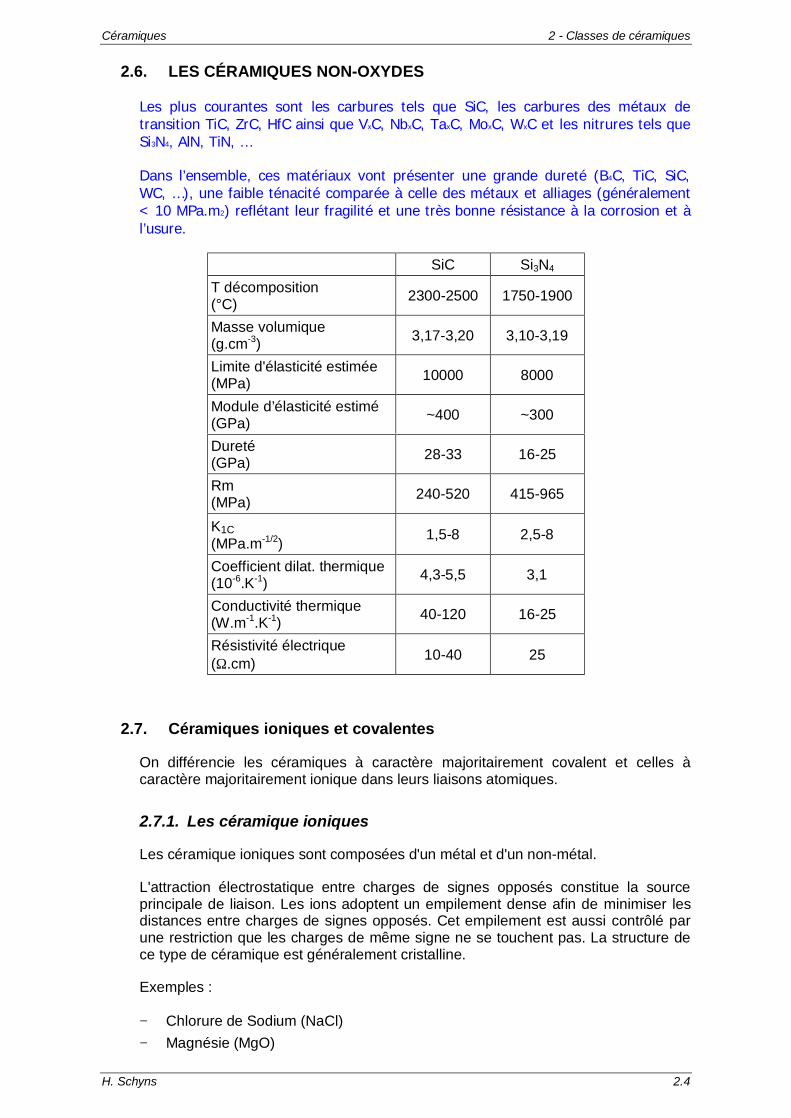
2.6. LES CÉRAMIQUES NON-OXYDES
Les plus courantes sont les carbures tels que SiC, les carbures des métaux detransition TiC, ZrC, HfC ainsi que VxC, NbxC, TaxC, MoxC, WxC et les nitrures tels queSi3N4, AlN, TiN, …
Dans l’ensemble, ces matériaux vont présenter une grande dureté (B4C, TiC, SiC,WC, …), une faible ténacité comparée à celle des métaux et alliages (généralement< 10 MPa.m2) reflétant leur fragilité et une très bonne résistance à la corrosion et àl’usure.
SiC Si3N4
T décomposition(°C) 2300-2500 1750-1900
Masse volumique(g.cm-3) 3,17-3,20 3,10-3,19
Limite d'élasticité estimée(MPa) 10000 8000
Module d’élasticité estimé(GPa) ~400 ~300
Dureté(GPa) 28-33 16-25
Rm(MPa) 240-520 415-965
K1C(MPa.m-1/2) 1,5-8 2,5-8
Coefficient dilat. thermique(10-6.K-1) 4,3-5,5 3,1
Conductivité thermique(W.m-1.K-1) 40-120 16-25
Résistivité électrique(Ω.cm) 10-40 25
2.7. Céramiques ioniques et covalentes
On différencie les céramiques à caractère majoritairement covalent et celles àcaractère majoritairement ionique dans leurs liaisons atomiques.
2.7.1. Les céramique ioniques
Les céramique ioniques sont composées d'un métal et d'un non-métal.
L'attraction électrostatique entre charges de signes opposés constitue la sourceprincipale de liaison. Les ions adoptent un empilement dense afin de minimiser lesdistances entre charges de signes opposés. Cet empilement est aussi contrôlé parune restriction que les charges de même signe ne se touchent pas. La structure dece type de céramique est généralement cristalline.
Exemples :
− Chlorure de Sodium (NaCl)− Magnésie (MgO)
Céramiques 2 - Classes de céramiques
H. Schyns 2.5
− Alumine (Al2O3)− Zircone (ZrO2)
2.7.2. Les céramique covalentes
Les céramique covalentes sont composées de deux non-métaux ou d'éléments purs.
La cohésion du solide est assurée par la présence de liaisons covalentes, c'est-à-dire le partage des atomes avec ses voisins. L'énergie est minimum, non par ledéveloppement d'un empilement dense comme pour les céramiques ioniques, maispar la formation de chaînes, feuillets ou réseaux. Les céramiques à liaisonscovalentes sont plus fréquement amorphes.
(SiO2)x(Na2O)y,nH2O + y H2SO4 –––> x SiO2 + y Na2SO4 + (y+n) H2O
Exemples :
− Silice (Si02)− Diamant (C)− Silicium (Si)
2.7.3. Les céramiques ioniques simples
La plupart des céramiques ioniques de formules AB ont une structure proche decelle du chlorure de sodium (NaCl) qui est utilisé comme sel de table.
2.8. Céramiques vitrifiées
Les poteries, tuiles, briques de construction et réfractaires sont constituées d'argilesmises en forme à l'état humide (où elles possèdent un comportement plastique), puisséchées et cuites.
Après cuisson, ces céramiques sont constituées de phases ordonnées (cristallines),à base de silicate, enrobées de phases désordonnées (amorphes ou vitreuse) àbase de silice. La phase vitreuse fond au moment de la cuisson et s'étend entre lesdifférentes parties cristallines, assurant la cohésion de l'ensemble.
2.9. Les céramiques techniques
La plus connue reste le diamant, utilisé industriellement pour élaborer des outils decoupe, des filières, etc. Son coût élevé a largement contribué au développement denouveaux matériaux. La résistance mécanique d'une céramique dépend :
- de sa ténacité (K1c)- de la distribution en taille des micro fissures (cf. T.D.)
Ainsi les céramiques techniques modernes présentent-elles, des valeurs de ténacitéplus importante couplées à une distribution moins dispersée en taille de microfissures.
Les monocristaux d'alumine (rubis et raphirs) sont principalement fabriqués à l'aidedu chalumeau de Verneuil. Un mélange de poudre (<50 mm) de Al2O3 et Cr2O3(pour un rubis) tombe à travers un chalumeau oxhydrique (chauffé par combustionde H2 avec O2). La poudre fond et cristallise à la surface d'un cristal placé dansl'orientation souhaitée. Lors de l'élaboration, le cristal est soumis à un mouvement de
Céramiques 2 - Classes de céramiques
H. Schyns 2.6
rotation et est abaissé de façon continue (1 cm/h) afin de maintenir constante ladistance surface du cristal - chalumeau.
Ces cristaux sont également fabriqués par fusion de zone à l'aide de la technique dela zone flottante. La production est de 400 à 500 t/an dans le monde. Ils sont utilisésen joaillerie et industriellement comme fenêtre en milieu corrosif, à hautetempérature, en optique infra rouge, UV et laser, comme substrat électronique.
D'autres céramiques techniques ont une importante place industrielle, il s'agit descéramiques piézo-électriques comme le Titanate de Baryum. Un transducteurtransforme un signal électrique en un signal mécanique et inversement. Ce sont lestransducteurs des sondes qui permettent de générer les ondes acoustiques et de lesrecueillir. La piézo-électricité est la propriété de certains cristaux de générer del'électricité sous l'effet d'une pression et inversement. Les cristaux piézo-électriqueengendrent une tension proportionnelle à la déformation à laquelle ils sont soumis.Leur tension de sortie est relativement élevée et ils sont insensibles à l'humidité etaux différences de température. Ils sont employés pour l'acoustique (microphone,enceintes) ou dans d'autres applications électroniques.
2.10. Les composites à base de céramiques
Compte tenu des propriétés exceptionnelles de rigidité et de dureté des céramiques,on a associé cette classe de matériaux avec d'autres, plus résilients, tels que lespolymères ou les métaux.
Exemple : Polymères renforcés fibre de verre ou de carbone. La fibre, de part sonmodule élevé, assure la fonction de rigidité du composite. Si une fibre se rompt, lafissure s'émousse dans le polymère sans forcément entraîner la ruine totale dumatériau.
Céramiques 3 - Microstructure des céramiques
H. Schyns 3.1
3. Microstructure des céramiques
On peut séparer les céramiques en deux grandes classes, suivant qu'elles sontcristallines ou amorphes.
3.1. La silice et les silicates
Les silicates sont par définition des substances contenant du silicium, de l'oxygèneet un autre métal avec ou sans oxygène.
L'écorces terrestre est essentiellement composée de silicates, les géologuesestiment qu'ils représentent jusqu'à 90% de l'écorce terrestre.
Parmi tous les matériaux bruts utilisés par l'homme, la silice et ses composés sontles plus largement abondant et bon marché. Le motif de base formant les silicatesest Si04 qui se dispose en tétraèdre est très stable.
Les tétraèdres SiO4 (correspondant au monomère) peuvent se lier entre eux soitdirectement soit par l'intermédiaire d'une liaison avec un ion métallique (M).
La silice peut être combinée avec des oxydes métalliques tels que MgO, CaO ouAl2O3. Trois cas de figures peuvent se produirent, en fonction du rapport MO/Si02
- Supérieur à 2Le silicate résultant est composée de monomères Si04 isolés et reliée par desmolécules d'oxyde métallique (MO)
- Légèrement inférieur à 2Des dimères de silice se forment avec 1 atome d'oxygène commun aux 2monomères
- Inférieur à 2Le degré de polymérisation croît, avec formation de longues chaînes …Si-O-Si… des oxygènes de chaque tétraèdre sont partagés.
Dans le troisième cas, si 3 oxygènes de chaque tétraèdre sont partagés, desstructures en feuillets se forment (argiles, talc, mica, etc.). Les feuillets sontfortement polarisés, c'est-à-dire qu'ils possèdent des charges négatives sur l'une desface et positives sur l'autre. Ceci provoque de fortes interactions avec l'eau(fortement polaire), conduisant à la formation d'eau entre les feuillets et rendantplastique les argiles gonflées à l'eau. Les feuillets peuvent glisser facilement les unssur les autres, bien que la structure des feuillets reste intacte.
3.2. Les alliages de céramiques
Les céramiques, tout comme les métaux, peuvent former des alliages. Cependant,les raisons du développement d'alliage céramique sont différentes de celles qui ontmotivées le développement d'alliages métalliques.
Cependant, les raisonnements sur les alliages métalliques peuvent se transférer auxcéramiques et reposent principalement sur l'établissement d'un diagramme dephase. Voir par exemple la figure IV-1. Notons que dans le cas présenté il est pluscommode de prendre comme constituant les deux oxydes plutôt que de travailler surun diagramme ternaire Si, Al, O.
Céramiques 3 - Microstructure des céramiques
H. Schyns 3.2
3.3. La microstructure des céramiques
Les céramiques cristallines forment des microstructures poly cristallines, similaires àcelles des alliages métalliques (Fig. VI-1).
La structure des joints de grains est plus complexe dans les céramiques que dansles métaux, car les interactions électrostatiques apportent des contraintes d'équilibresupplémentaires (les ions de même signe ne doivent pas se toucher).
En conséquence une fraction de porosité de l'ordre de 20vol% est fréquemmentrencontrée dans les céramiques. Ces pores vont affaiblir le matériau en entraînantdes concentrations de contraintes à leur voisinages.
La présence de micro fissure, plus difficilement décelable est aussi très néfaste aumatériau. Ces micro fissures résultent du procédé de fabrication ou de la différencede coefficient de dilatation.
Céramiques 4 - Matières premières
H. Schyns 4.1
4. Matières premières
4.1. Céramiques traditionnelles :
Les plus communément utilisées sont les argiles (kaolinite, illite, montmorillonite…)qui permettent d’obtenir des pièces crues de bonne tenue mécanique (plasticité). Lastructure en feuillets des minéraux argileux est constituée d’une couche tétraédriquede type Si2O5
2- d’une couche octaédrique alumineuse ou magnésienne (par exempleAl2OH4
2-, et, selon le type d’argile, d’une seconde couche de type Si2O52-.
En fonction de leur mise en forme et de la cuisson, il est possible de distinguer troisfamilles d’argiles : plastiques grésantes, réfractaires, plastiques réfractaires. Pourfaciliter la densification on peut ajouter des feldspaths (silicoaluminates de sodium,potassium ou calcium) qui jouent le rôle de dégraissants (favorisent le séchage touten limitant la déformation) et de fondants.
Parmi les autres matières premières naturelles on peut citer : le sable, lescarbonates alcalinoterreux (calcaire, craie, dolomie), le talc (fondant), l’andalousite(réfractaire).
4.2. Céramiques techniques :
• Parmi les méthodes dites “physiques”, la pyrolyse laser est une méthode dechoix pour la préparation de poudres nanométriques. Les particules obtenues,inférieures à 100 nm, ont des surfaces spécifiques atteignant plusieurs centaines dem2/g. Cette technique repose sur la décomposition d’un précurseur gazeux ou liquidepar son interaction avec un faisceau laser.
La stoechiométrie (composition) des poudres est contrôlée par la compositioninitiale du précurseur, la taille et la cristallinité dépendant du temps de résidence desgrains dans la zone de synthèse et de la température (1000 à 2000 °C).
Parmi les matériaux synthétisés par cette méthode citons :
- Oxydes de Si, Ti, Zr, Al, La, Y- Non-oxydes à base Si :C, C/N, C/N/Al, C/N/Al/Y, B, C/B…- Non-oxydes autres : CN, BN, B4C, TiB2, ZrB2, TiC, ZrC, WC…
4.3. Les synthèses chimiques :
Traditionnellement, les oxydes et surtout les oxydes polycationiques pourapplications céramiques étaient synthétisés par des réactions chimiques “à l’étatsolide”. Par exemple, les ferrites pour applications magnétiques étaient élaborésselon des réactions entre oxydes solides du type :
MO + Fe2O3 MFe2O4 (air à t > 1000 °C)
Au cours des trente dernières années, de grands efforts ont été réalisés par leschimistes pour élaborer des poudres d’oxydes divers en maîtrisant simultanémentles compositions chimiques, les structures cristallines, les qualités de surface desgrains et les distributions granulométriques, de plus en plus étroites et déplacéesvers les tailles nanométriques.
Pour ce faire, ils ont adapté des démarches qui sont celles des synthèsesorganiques ou organométalliques ; cela a conduit à ce que l’on dénommeaujourd’hui “chimie douce”.
Céramiques 4 - Matières premières
H. Schyns 4.2
Dans le “procédé sol-gel”, par exemple, on combine intimement, à l’échelle atomiqueet à température ambiante, des éléments métalliques dans une solution colloïdaleaqueuse ou alcoolique, le sol, qui, par hydrolyse et polymérisation, conduira au gel.Le gel sera ensuite traité pour éliminer de l’eau et des produits organiques puischauffé si une cristallisation est souhaitée. Outre la préparation de poudres àmorphologie contrôlée, ce procédé présente l’avantage de combiner synthèse etmise en forme d’oxydes pour obtenir des couches minces ou des fibres.
Pour améliorer les qualités cristallines des poudres et les vitesses des réactions, denombreuses synthèses issues de la chimie douce, y compris industrielles, sonteffectuées aujourd’hui en conditions hydrothermales et même supercritiques dansl’eau, l’alcool, l’ammoniac…
4.4. Alumina Ceramics
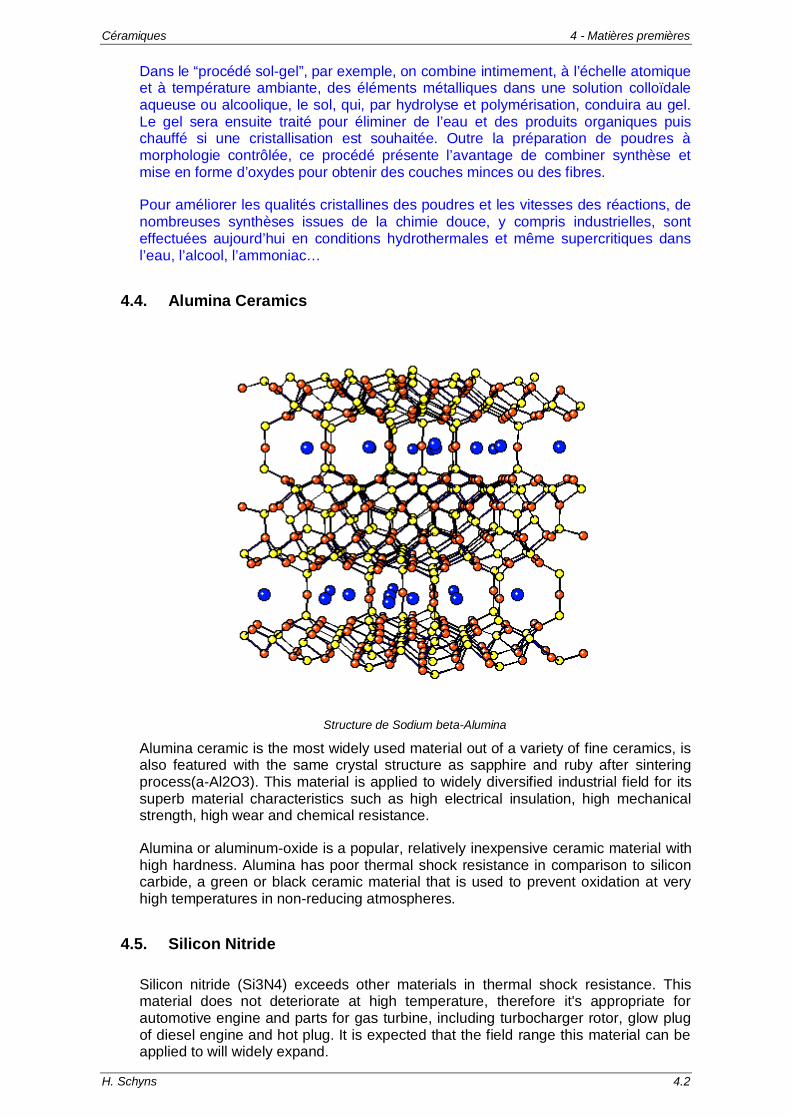
Structure de Sodium beta-Alumina
Alumina ceramic is the most widely used material out of a variety of fine ceramics, isalso featured with the same crystal structure as sapphire and ruby after sinteringprocess(a-Al2O3). This material is applied to widely diversified industrial field for itssuperb material characteristics such as high electrical insulation, high mechanicalstrength, high wear and chemical resistance.
Alumina or aluminum-oxide is a popular, relatively inexpensive ceramic material withhigh hardness. Alumina has poor thermal shock resistance in comparison to siliconcarbide, a green or black ceramic material that is used to prevent oxidation at veryhigh temperatures in non-reducing atmospheres.
4.5. Silicon Nitride
Silicon nitride (Si3N4) exceeds other materials in thermal shock resistance. Thismaterial does not deteriorate at high temperature, therefore it's appropriate forautomotive engine and parts for gas turbine, including turbocharger rotor, glow plugof diesel engine and hot plug. It is expected that the field range this material can beapplied to will widely expand.
Céramiques 4 - Matières premières
H. Schyns 4.3
4.6. Silicon Carbide
Silicon carbide maintains its high mechanical strength up to as high temperature as1,400C. Typical application is part for mechanical seal ring and pump due to higherchemical corrosion resistance than other ceramics.
4.7. Zirconia Ceramics
Zirconia ceramic has high mechanical strength and toughness at room temperatureout of a series of engineering fine ceramics. Zirconia was the first material adoptedto fine ceramic scissors or knife application. Its excellent surface smoothness hasbrought this material into parts for pump products.Zirconia or zirconium oxide is more expensive than alumina, but is better suited forapplications that require improved fracture-toughness and stiffness. Zirconia isextremely refractory and often contains additions of calcia, magnesia or yttria for theformation of cubic structures that minimize cracking and weakening during heatingand cooling.
4.8. Carbone
Carbon is a non-metallic element with an extremely high sublimation temperatureand a wide variety of crystalline structures.
4.9. Bore
Boron fibers are available as monofilaments and used to provide structuralreinforcement. Fused silica and quartz are common materials for ceramic insulationand textiles. Some products include mineral wools such as slag wool, glass wool, orrock wool. Other products contain metal fiber additions.
Céramiques 5 - Procédés de fabrication
H. Schyns 5.1
5. Procédés de fabrication
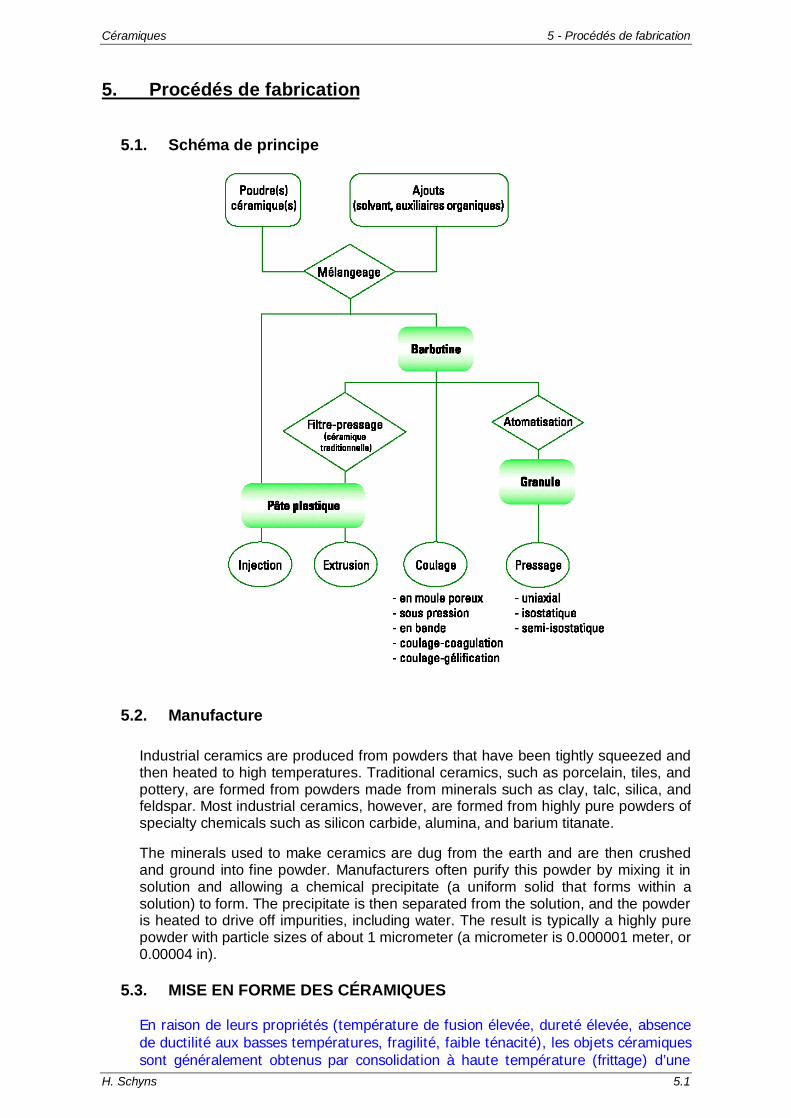
5.1. Schéma de principe
5.2. Manufacture
Industrial ceramics are produced from powders that have been tightly squeezed andthen heated to high temperatures. Traditional ceramics, such as porcelain, tiles, andpottery, are formed from powders made from minerals such as clay, talc, silica, andfeldspar. Most industrial ceramics, however, are formed from highly pure powders ofspecialty chemicals such as silicon carbide, alumina, and barium titanate.
The minerals used to make ceramics are dug from the earth and are then crushedand ground into fine powder. Manufacturers often purify this powder by mixing it insolution and allowing a chemical precipitate (a uniform solid that forms within asolution) to form. The precipitate is then separated from the solution, and the powderis heated to drive off impurities, including water. The result is typically a highly purepowder with particle sizes of about 1 micrometer (a micrometer is 0.000001 meter, or0.00004 in).
5.3. MISE EN FORME DES CÉRAMIQUES
En raison de leurs propriétés (température de fusion élevée, dureté élevée, absencede ductilité aux basses températures, fragilité, faible ténacité), les objets céramiquessont généralement obtenus par consolidation à haute température (frittage) d’une
Céramiques 5 - Procédés de fabrication
H. Schyns 5.2
structure granulaire (pièce crue ou pièce verte) élaborée en mettant en œuvre unprocédé de mise en forme.
Les procédés de mise en forme les plus utilisés sont le coulage, le pressage,l’injection, l’extrusion. Il convient d’y ajouter les méthodes de dépôts (phase vapeur,projection plasma…). Les liquides et auxiliaires organiques mis en œuvre lors de cesétapes sont éliminés (séchage, déliantage) avant le frittage.
Coulage :
• Coulage en moule poreux : méthode la plus conventionnelle ; la migration capillairedu liquide dans la porosité du moule conduit à la formation d’une couche consolidéeà la surface du moule.
• Coulage sous pression :la pression permet d’accélérer la migration dans le mouleporeux.
• Coulage en bande : consiste à déposer sur un support une suspension contenantdes auxiliaires organiques tels que liants et des plastifiants.
L’évaporation du solvant conduit à une bande manipulable qui sera décollée dusupport. Le coulage en bande permet d’obtenir des feuilles céramiques de faibleépaisseur (25 à 1000 µm) et de grande surface..
• Coulage-coagulation : cette méthode consiste à coaguler une suspension, couléedans un moule non poreux, en la déstabilisant in situ pour conduire à une pièce cruede cohésion suffisante pour permettre son démoulage.
• Coulage-gélification : un monomère organique est ajouté lors de la préparationde la suspension. L’élévation de température du moule ou l’addition d’un initiateurdans le milieu, juste avant de procéder au coulage, permet la polymérisation dumonomère et la consolidation de la pièce crue.
Pressage : compaction d’une poudre sous l’effet d’une pression appliquée. Il permetl’élaboration de pièces avec de faibles tolérances dimensionnelles en utilisant desgranules sphériques de diamètre de 50 µm ou plus. Cette méthode s’appliqueégalement aux poudres métalliques.
• Pressage uniaxial :la compaction des granules est effectuée dans un moulecylindrique (métallique, céramique, graphite) avec un (simple effet) ou deux (doubleeffet) pistons presseurs.
• Pressage isostatique :un moule déformable (silicone, polyuréthanne), ayant laforme de la pièce à réaliser, est rempli avec les granules. La pression, de l’ordre de150-200 MPa, est appliquée sur cette enveloppe flexible par l’intermédiaire d’unfluide, généralement de l’huile. Le pressage isostatique est employé pour laréalisation de pièces présentant une direction allongée (tubes) et de pièces deformes complexes et/ou de volumes importants (bougies d’allumage, busesréfractaires de coulée de métaux…).
• Pressage semi-isostatique : le pressage semi-isostatique est une combinaisondu pressage uniaxial et du pressage isostatique. Il est utilisé pour la réalisation depièces plates comme les assiettes. Un poinçon métallique applique une pressionuniaxiale sur la surface la plus simple de la pièce (creux de l’assiette) et unemembrane flexible applique, à l’aide d’un fluide, une pression isostatique sur l’autresurface de forme plus complexe.
L’extrusion consiste à forcer le mélange plastique à travers une filière à l’aide d’unpiston ou d’une vis (isolateurs, supports de catalyseurs). L’injection consiste à
Céramiques 5 - Procédés de fabrication
H. Schyns 5.3
forcer le mélange plastique dans la cavité d’un moule de la même façon quel’injection des matières plastiques (pièces précises de petite dimension, buses).
Dépôts sous vide d’une couche céramique, de quelques nm à quelques mm, surun substrat métallique céramique ou organique pour modifier des propriétés desurface (frottement, optique, corrosion…)
• C.V.D. (Chemical Vapor Deposition) : consiste à réaliser une couche, sur unsubstrat chauffé, par réaction chimique à partir d’espèces réactives en phasegazeuse.
• P.V.D. (Physical Vapor Deposition) :consiste en l’évaporation ou la pulvérisationde matériaux.
Dans le premier cas, le matériau à déposer est évaporé par chauffage, parbombardement électronique, par arc électrique ou par faisceau laser. Les espècesévaporées vont se condenser sur la surface du substrat. La pulvérisation consiste àéjecter des atomes d’une cible du matériau à déposer par impact d’atomes ionisésd’un gaz, en général l’argon, puis à transférer ces atomes sur le substrat par unchamp électrique.
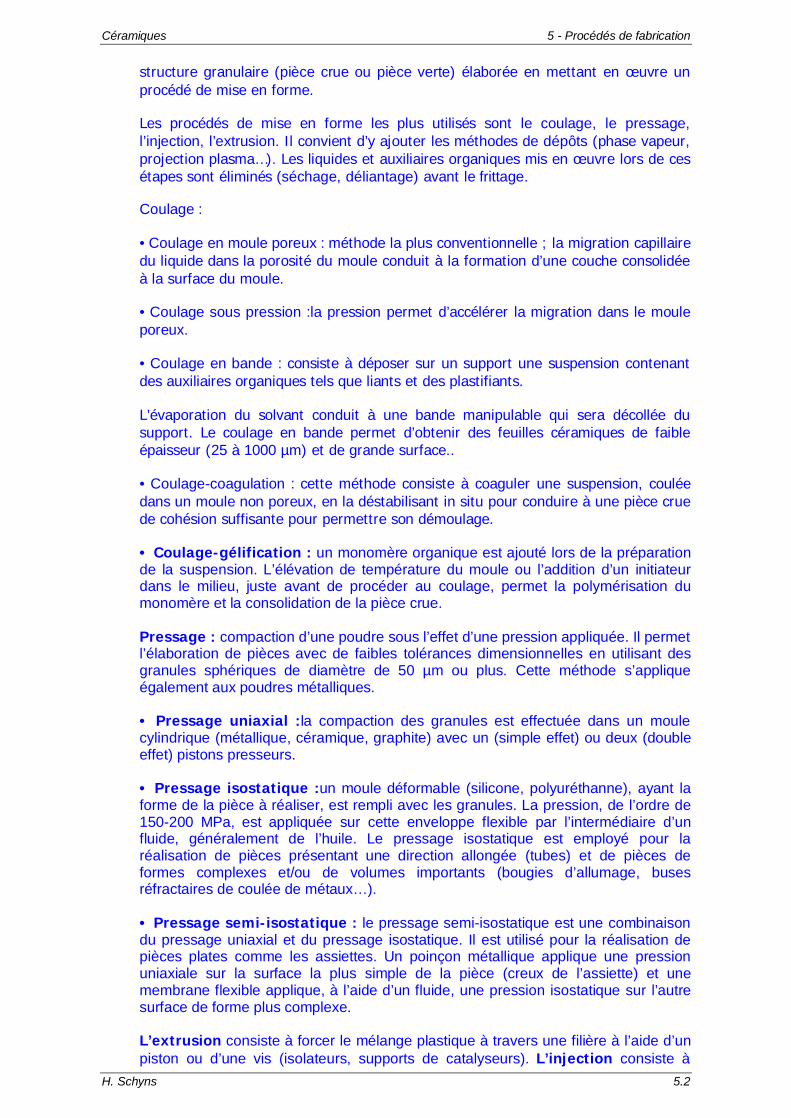
Dépôts par projection thermique : des gouttelettes d’un matériau fondu, tel queZrO2 ou Al2O3, généralement à l’aide d’un plasma thermique produit par arcélectrique, sont projetées sur le substrat (dépôts de quelques dizaines de µm àquelques mm pour barrière thermique ou antiusure…)
Les particules du matériau à déposer sont injectées soit en externe de la tuyèreanode pour les métaux, soit interne pour les céramiques, mais toujours en aval dupied d'arc. Elles sont ensuite chauffées, fondues et accélérées dans le plasma. Elless'écrasent sur le substrat sous forme de lamelles (ou splats) dont l'empilement créele dépôt.
What is the diffrence between fine ceramics and ceramics?
Ceramics are so-called earthen wares and porcelains, such as cups, vases, andglasses. The raw material is consisted of mixing natural minerals of rocks and clays,shaping, then firing them inside of kilns. Compared to that, fine ceramics are madeby milling down raw materials into small particles, removing all of impurities, thenadded with binders,and made by using a well-controlled method of forming, sinteringand processing. used in many industrial fields.
5.4. Molding
After purification, small amounts of wax are often added to bind the ceramic powderand make it more workable. Plastics may also be added to the powder to give thedesired pliability and softness. The powder can then be shaped into different objects
Céramiques 5 - Procédés de fabrication
H. Schyns 5.4
by various molding processes. These molding processes include slip casting,pressure casting, injection molding, and extrusion. After the ceramic is molded, it isheated in a process known as densification to make the material stronger and moredense.
5.4.1. Slip Casting
Slip casting is a molding process used to form hollow ceramic objects. The ceramicpowder is poured into a mold that has porous walls, and then the mold is filled withwater. The capillary action (forces created by surface tension and by wetting thesides of a tube) of the porous walls drains water through the powder and the mold,leaving a solid layer of ceramic inside.
5.4.2. Pressure Casting
In pressure casting, ceramic powder is poured into a mold, and pressure is thenapplied to the powder. The pressure condenses the powder into a solid layer ofceramic that is shaped to the inside of the mold.
5.4.3. Injection Molding
Injection molding is used to make small, intricate objects. This method uses a pistonto force the ceramic powder through a heated tube into a mold, where the powdercools, hardening to the shape of the mold. When the object has solidified, the mold isopened and the ceramic piece is removed.
5.4.4. Extrusion
Extrusion is a continuous process in which ceramic powder is heated in a longbarrel. A rotating screw then forces the heated material through an opening of thedesired shape. As the continuous form emerges from the die opening, the formcools, solidifies, and is cut to the desired length. Extrusion is used to make productssuch as ceramic pipe, tiles, and brick.
5.5. Céramiques :
La température de fusion des céramiques (de l'ordre de 1200°C) empêche toutemise en œuvre par coulée ou moulage. La fragilité des céramiques (pas dedéformation plastique) rend impossible les méthodes de laminage ou de forgeageutilisée en métallurgie.
La plupart des céramiques sont mises en œuvre à partir de poudres qui sontpressées à température et haute pression pour obtenir la forme de la pièce = frittage.
5.6. Céramiques vitrifiées :
Les céramiques vitrifiées constituent un cas particulier, l'argile étant hydrophobe,c'est-à-dire que l'eau se fixe entre les particules feuillets d'argile, les rendantplastique. On peut alors les mettre en forme par de nombreux moyens avant de lessécher puis de cuire les pièces préformées.
On utilise des poudres de granulométrie très faible (~1µm) qui génère une surfacespécifique très grande. Lorsque la poudre est compactée et portée à hautetempérature (~ 2/3 de Tf) les phénomènes de diffusion sont favorisés et lesparticules se soudent entre elles, provoquant une densification de la poudre. Ladensification complète est rarement atteinte, des porosités résiduelles restentpiégées au niveau des joints.
Céramiques 5 - Procédés de fabrication
H. Schyns 5.5
Le frittage des poudres est une méthode qui n'est pas utilisée que pour lescéramiques, mais aussi pour les métaux et les polymères.
Dans le cas des céramiques la poudre est d'abord compactée, ce qui lui donne saforme initiale. On obtient un comprimé brut qui présente juste la cohésion suffisantepour être manipulé et transféré dans le four de frittage. Le mécanisme de frittagenécessite une diffusion des particules vers les pores pour en causer la fermeture.
5.7. Le frittage
Le frittage peut être défini comme l'ensemble des transformations qui conduisent,par traitement thermique et sans fusion totale du matériau, d’un assemblage degrains disjoints (la pièce crue) à une pièce consolidée (la pièce frittée). Les souduresqui se sont opérées entre les grains peuvent être accompagnées ou non d'unedensification et (ou) d'une croissance des grains. On peut ainsi avoir :
• consolidation sans densification (réalisation de filtres céramiques)
• densification seule (recherchée pour l'obtention des microstructures très fines)
• densification associée à de la croissance (situation la plus fréquente).
Si aucune phase liquide n’apparaît, le frittage est dit “en phase solide” avec deuxcas :
• frittage non réactif : un constituant chimique au départ, une pièce composée dumême constituant à la fin
• frittage réactif : la densification est accompagnée d’une ou de plusieurs réactionschimiques entre les constituants.
Si une phase liquide apparaît, le frittage est dit “en phase liquide” : la phase liquide(minoritaire pour conserver la tenue mécanique de la pièce) peut provenir de lasimple fusion d’un deuxième constituant présent (ajout de frittage ou impureté) oud’une réaction eutectique entre différents constituants.
Selon qu'une contrainte mécanique externe est appliquée ou non, on distingue lefrittage naturel et le frittage sous charge.
5.8. Densification
The process of densification uses intense heat to condense a ceramic object into astrong, dense product. After being molded, the ceramic object is heated in an electricfurnace to temperatures between 1000° and 1700° C (1832° and 3092° F). As theceramic heats, the powder particles coalesce, much as water droplets join at roomtemperature. As the ceramic particles merge, the object becomes increasinglydense, shrinking by up to 20 percent of its original size . The goal of this heatingprocess is to maximize the ceramic’s strength by obtaining an internal structure thatis compact and extremely dense.
5.9. DENSITÉ ET POROSITÉ :
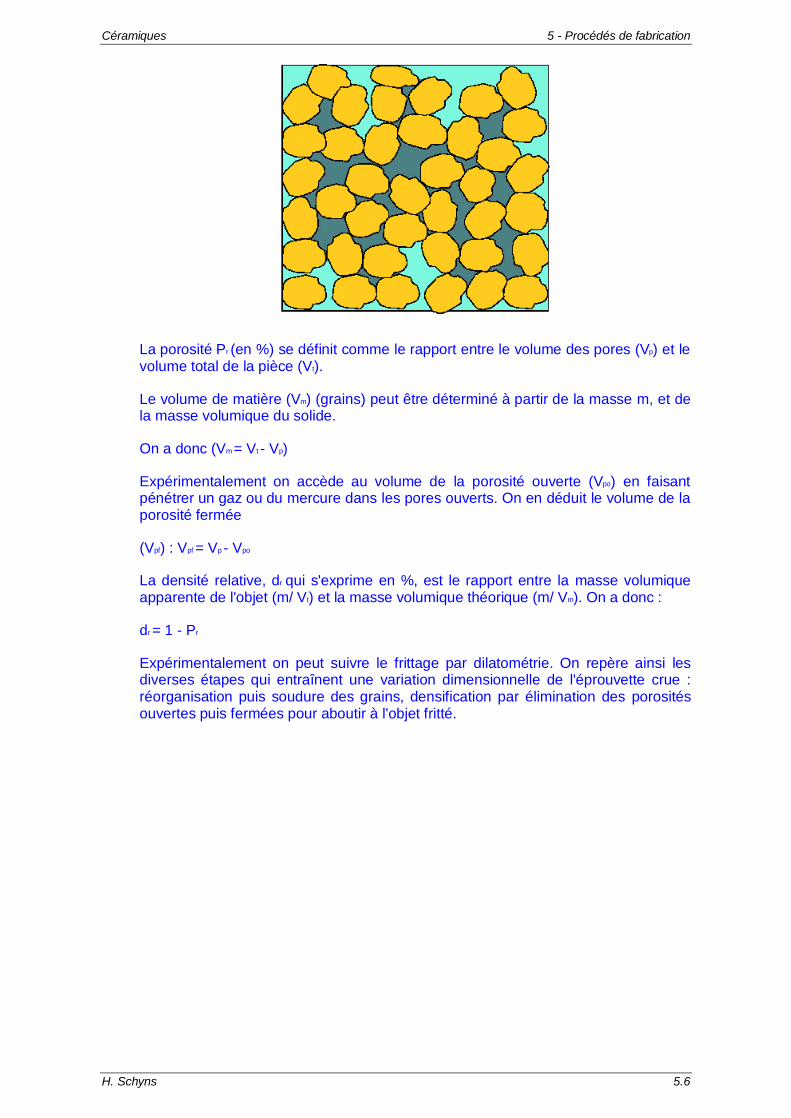
Le schéma présente un objet céramique formé de grains (orangé)plus ou moinsjointifs, avec une porosité ouverte (pores débouchant sur l'extérieur de la pièce envert pâle) et une porosité fermée (pores fermés en grisé).
Céramiques 5 - Procédés de fabrication
H. Schyns 5.6
La porosité Pr (en %) se définit comme le rapport entre le volume des pores (Vp) et levolume total de la pièce (Vt).
Le volume de matière (Vm) (grains) peut être déterminé à partir de la masse m, et dela masse volumique du solide.
On a donc (Vm = Vt - Vp)
Expérimentalement on accède au volume de la porosité ouverte (Vpo) en faisantpénétrer un gaz ou du mercure dans les pores ouverts. On en déduit le volume de laporosité fermée
(Vpf) : Vpf = Vp - Vpo
La densité relative, dr qui s'exprime en %, est le rapport entre la masse volumiqueapparente de l'objet (m/ Vt) et la masse volumique théorique (m/ Vm). On a donc :
dr = 1 - Pr
Expérimentalement on peut suivre le frittage par dilatométrie. On repère ainsi lesdiverses étapes qui entraînent une variation dimensionnelle de l'éprouvette crue :réorganisation puis soudure des grains, densification par élimination des porositésouvertes puis fermées pour aboutir à l'objet fritté.
Céramiques 6 - Propriétés des céramiques
H. Schyns 6.1
6. Propriétés des céramiques
6.1. Généralités
À haute température, ils présentent une résistance mécanique qui peut êtresupérieure à celle des métaux et alliages usuels, une bonne résistance au fluage età l’oxydation (surtout Si3N4). Du point de vue des caractéristiques thermiques, ils ontun très faible coefficient de dilatation thermique (surtout SiC) et une conductivitéthermique plus ou moins élevée selon le type de matériau (celle d’AlN est élevée).
Les propriétés dépendent des modes d’élaboration qui contrôlent taille de grains,porosité, caractéristiques des joints de grain et pour lesquelles le tableau pageprécédente donne quelques ordres de grandeurs.
Ceramics are more resistant to corrosion than plastics and metals are. Ceramicsgenerally do not react with most liquids, gases, alkalies, and acids. Most ceramicshave very high melting points, and certain ceramics can be used up to temperaturesapproaching their melting points. Ceramics also remain stable over long timeperiods.
6.2. Propriétés mécaniques
Les avantages des céramiques sont :
- Résistance à la corrosion- Résistance à l'usure- Résistance à l'endommagement- Résistance à la dégradation thermique- Résistance chimique- Résistance en compression- Isolation thermique & électrique
Les céramiques présentent, comme les métaux, un module d'Young bien défini,c'est-à-dire que le module reste constant pendant l'application d'une charge(contrairement au polymère dont l'élasticité n'est pas linéaire).
De plus les liaisons ioniques et les liaisons covalentes sont très cohésives :
Ecéramiques > Emétaux > Epolymères
En outre, les céramiques sont constituées d'atomes légers (C, O, Si, Al) et présenteune structure cristalline souvent non compacte :
ρmétaux > ρcéramiques > ρpolymères
Le module spécifique des céramiques est donc très favorable :
(Ε/ρ)céramiques >> (Ε/ρ)métaux
Cette propriété fait que les céramiques constituent un matériau de choix commecharge renforçante dans les composites.
Céramiques 6 - Propriétés des céramiques
H. Schyns 6.2
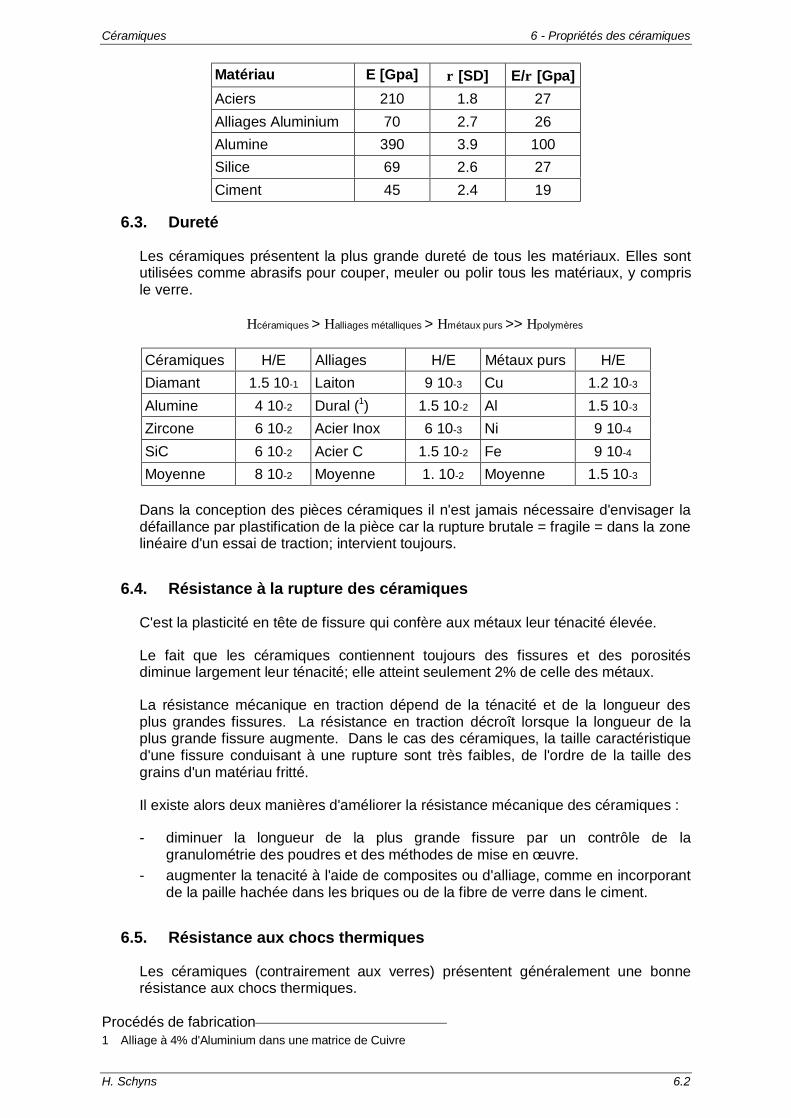
Matériau E [Gpa] ρ [SD] E/ρ [Gpa]Aciers 210 1.8 27Alliages Aluminium 70 2.7 26Alumine 390 3.9 100Silice 69 2.6 27Ciment 45 2.4 19
6.3. Dureté
Les céramiques présentent la plus grande dureté de tous les matériaux. Elles sontutilisées comme abrasifs pour couper, meuler ou polir tous les matériaux, y comprisle verre.
Ηcéramiques > Ηalliages métalliques > Ηmétaux purs >> Ηpolymères
Céramiques H/E Alliages H/E Métaux purs H/EDiamant 1.5 10-1 Laiton 9 10-3 Cu 1.2 10-3
Alumine 4 10-2 Dural (1) 1.5 10-2 Al 1.5 10-3
Zircone 6 10-2 Acier Inox 6 10-3 Ni 9 10-4
SiC 6 10-2 Acier C 1.5 10-2 Fe 9 10-4
Moyenne 8 10-2 Moyenne 1. 10-2 Moyenne 1.5 10-3
Dans la conception des pièces céramiques il n'est jamais nécessaire d'envisager ladéfaillance par plastification de la pièce car la rupture brutale = fragile = dans la zonelinéaire d'un essai de traction; intervient toujours.
6.4. Résistance à la rupture des céramiques
C'est la plasticité en tête de fissure qui confère aux métaux leur ténacité élevée.
Le fait que les céramiques contiennent toujours des fissures et des porositésdiminue largement leur ténacité; elle atteint seulement 2% de celle des métaux.
La résistance mécanique en traction dépend de la ténacité et de la longueur desplus grandes fissures. La résistance en traction décroît lorsque la longueur de laplus grande fissure augmente. Dans le cas des céramiques, la taille caractéristiqued'une fissure conduisant à une rupture sont très faibles, de l'ordre de la taille desgrains d'un matériau fritté.
Il existe alors deux manières d'améliorer la résistance mécanique des céramiques :
- diminuer la longueur de la plus grande fissure par un contrôle de lagranulométrie des poudres et des méthodes de mise en œuvre.
- augmenter la tenacité à l'aide de composites ou d'alliage, comme en incorporantde la paille hachée dans les briques ou de la fibre de verre dans le ciment.
6.5. Résistance aux chocs thermiques
Les céramiques (contrairement aux verres) présentent généralement une bonnerésistance aux chocs thermiques.
Procédés de fabrication 1 Alliage à 4% d'Aluminium dans une matrice de Cuivre

Céramiques 6 - Propriétés des céramiques
H. Schyns 6.3
Afin de quantifier la résistance aux chocs thermiques des matériaux, on laissetomber des échantillons chauffés à des températures croissantes dans de l'eau.L'écart maximum de température (en K) auquel survivent les échantillons sans serompre donne une valeur de résistance aux chocs thermiques.
Si le coefficient de dilation thermique de l'échantillon est α, la couche superficiellebrutalement refroidie subie une contraction de
α.∆T
Cette couche fait cependant partie d'un solide plus volumineux, encore chaud, estdoit donc supporter une contrainte de
E.α.∆T
Si cette contrainte est supérieure à la résistance mécanique Rmt, la surface de lapièce se fissure et finalement s'écaille. La variation de température maximum quepeut supporter l'échantillon est donc donnée en première approximation par :
∆T = Rmt / Eα
Céramiques 7 - Usages
H. Schyns 7.1
7. Usages
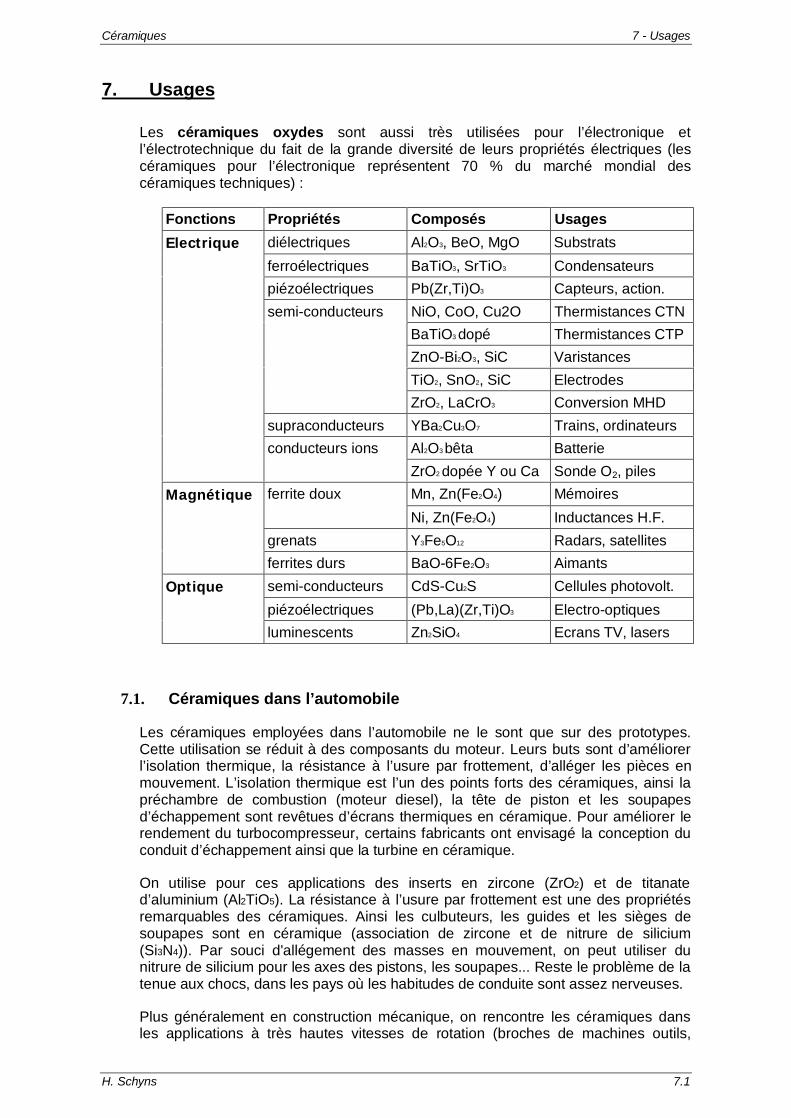
Les céramiques oxydes sont aussi très utilisées pour l’électronique etl’électrotechnique du fait de la grande diversité de leurs propriétés électriques (lescéramiques pour l’électronique représentent 70 % du marché mondial descéramiques techniques) :
Fonctions Propriétés Composés UsagesElectrique diélectriques Al2O3, BeO, MgO Substrats
ferroélectriques BaTiO3, SrTiO3 Condensateurspiézoélectriques Pb(Zr,Ti)O3 Capteurs, action.semi-conducteurs NiO, CoO, Cu2O Thermistances CTN
BaTiO3 dopé Thermistances CTPZnO-Bi2O3, SiC VaristancesTiO2, SnO2, SiC ElectrodesZrO2, LaCrO3 Conversion MHD
supraconducteurs YBa2Cu3O7 Trains, ordinateursconducteurs ions Al2O3 bêta Batterie
ZrO2 dopée Y ou Ca Sonde O2, pilesMagnétique ferrite doux Mn, Zn(Fe2O4) Mémoires
Ni, Zn(Fe2O4) Inductances H.F.grenats Y3Fe5O12 Radars, satellitesferrites durs BaO-6Fe2O3 Aimants
Optique semi-conducteurs CdS-Cu2S Cellules photovolt.piézoélectriques (Pb,La)(Zr,Ti)O3 Electro-optiquesluminescents Zn2SiO4 Ecrans TV, lasers
7.1. Céramiques dans l’automobile
Les céramiques employées dans l’automobile ne le sont que sur des prototypes.Cette utilisation se réduit à des composants du moteur. Leurs buts sont d’améliorerl’isolation thermique, la résistance à l’usure par frottement, d’alléger les pièces enmouvement. L’isolation thermique est l’un des points forts des céramiques, ainsi lapréchambre de combustion (moteur diesel), la tête de piston et les soupapesd’échappement sont revêtues d’écrans thermiques en céramique. Pour améliorer lerendement du turbocompresseur, certains fabricants ont envisagé la conception duconduit d’échappement ainsi que la turbine en céramique.
On utilise pour ces applications des inserts en zircone (ZrO2) et de titanated’aluminium (Al2TiO5). La résistance à l’usure par frottement est une des propriétésremarquables des céramiques. Ainsi les culbuteurs, les guides et les sièges desoupapes sont en céramique (association de zircone et de nitrure de silicium(Si3N4)). Par souci d'allégement des masses en mouvement, on peut utiliser dunitrure de silicium pour les axes des pistons, les soupapes... Reste le problème de latenue aux chocs, dans les pays où les habitudes de conduite sont assez nerveuses.
Plus généralement en construction mécanique, on rencontre les céramiques dansles applications à très hautes vitesses de rotation (broches de machines outils,
Céramiques 7 - Usages
H. Schyns 7.2
moteurs à turbines...). Des billes, voire des cages de roulements en céramiquepermettent d’augmenter les vitesses maximales d’utilisation.
7.2. Céramiques pour les outils de coupe
Dans le cas des outils de coupe, on utilise principalement les propriétés de dureté etde tenue à haute température. Ainsi l’usinage des fontes, des aciers et dessuperalliages à base de nickel et de cobalt peuvent être exécutés avec desplaquettes en céramique. Pour les premiers, on utilisera l’alumine (Al2O3), pour lesseconds le nitrure de silicium. Le taux d’enlèvement est nettement amélioré (2 à 5fois par rapport aux plaquettes carbures) même si le volume enlevé reste du mêmeordre. Le tournage continu est résolu par l’utilisation des céramiques mais le fraisagepose le problème des chocs.
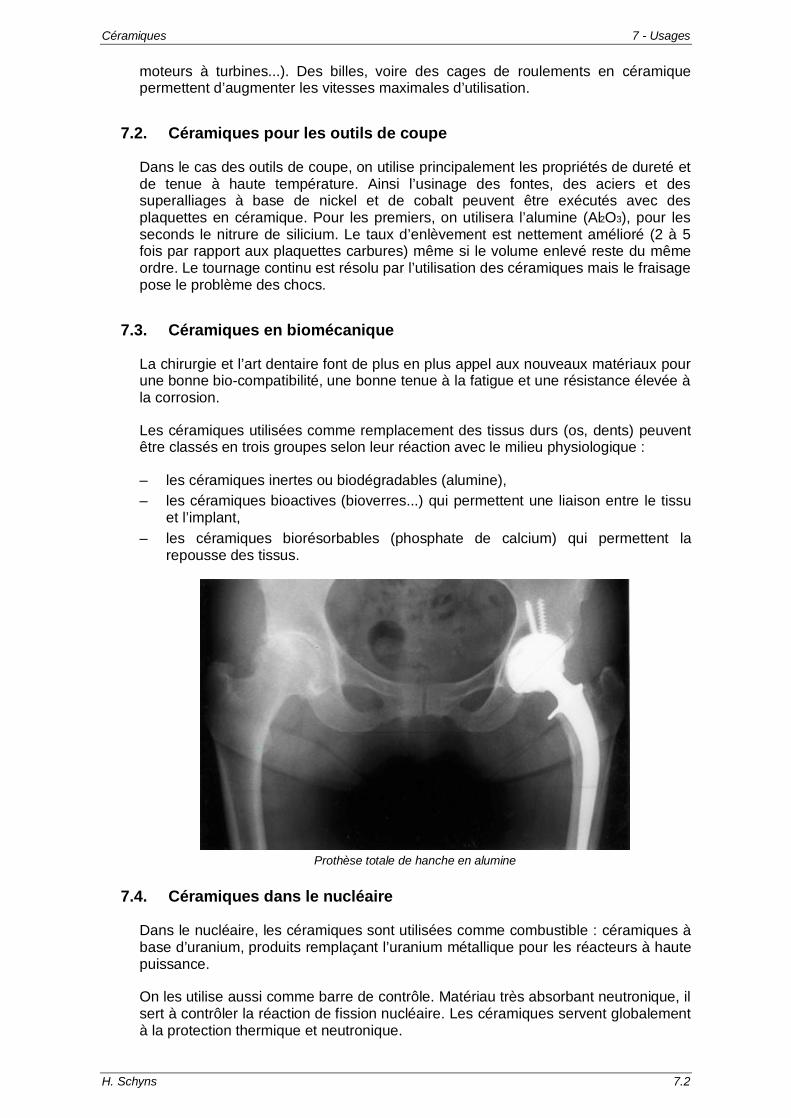
7.3. Céramiques en biomécanique
La chirurgie et l’art dentaire font de plus en plus appel aux nouveaux matériaux pourune bonne bio-compatibilité, une bonne tenue à la fatigue et une résistance élevée àla corrosion.
Les céramiques utilisées comme remplacement des tissus durs (os, dents) peuventêtre classés en trois groupes selon leur réaction avec le milieu physiologique :
– les céramiques inertes ou biodégradables (alumine),– les céramiques bioactives (bioverres...) qui permettent une liaison entre le tissu
et l’implant,– les céramiques biorésorbables (phosphate de calcium) qui permettent la
repousse des tissus.
Prothèse totale de hanche en alumine
7.4. Céramiques dans le nucléaire
Dans le nucléaire, les céramiques sont utilisées comme combustible : céramiques àbase d’uranium, produits remplaçant l’uranium métallique pour les réacteurs à hautepuissance.
On les utilise aussi comme barre de contrôle. Matériau très absorbant neutronique, ilsert à contrôler la réaction de fission nucléaire. Les céramiques servent globalementà la protection thermique et neutronique.
Céramiques 8 - Liants minéraux
H. Schyns 8.1
8. Liants minéraux
Le ciment est ce qu’on appelle un liant hydraulique : cette poudre minérale gâchéeavec l’eau forme une pâte qui fait prise et durcit ; elle conserve sa stabilité et sarésistance mécanique, même sous l’eau.
Le béton est un matériau granulaire constitué de granulats (sables, graves…), d’unliant, le ciment, et d’eau. Les constituants du ciment, en réagissant dans l’eau,produisent des phases hydratées qui assurent la cohésion du squelette granulaire.C’est actuellement le matériau le plus utilisé au monde pour la construction à touteéchelle.
Historique : au début du XIXe siècle, Louis Vicat (1786–1861) mène des travauxautour des phénomènes d’hydraulicité du mélange «chaux-cendres volcaniques»,liant déjà connu des Romains et développe un ciment obtenu par cuisson de calcaired’argile. En affinant la composition du ciment mis au point par Louis Vicat, l’EcossaisJoseph Aspdin (1778-1855) breveta en 1824 un ciment qu’il nomma ciment Portland,du fait de sa similitude avec la roche que l’on peut trouver dans la région du mêmenom dans le sud de l’Angleterre. Ces découvertes préparèrent l’avènement du bétondont le plein essor eut lieu au XXe siècle.
Le ciment Portland résulte de la cuisson à 1450 °C de calcaire (~80 %) et d’argiles(~20 %).
Le produit obtenu, le clinker, constitué principalement de silicates et d’aluminates decalcium est ensuite broyé avec du sulfate de calcium et éventuellement d’autresconstituants secondaires, pour donner le ciment.
Hydratation : lorsque le ciment est mélangé à l’eau (gâchage) chacune des phasesse dissout, conduisant à l’établissement d’une solution sursaturée par rapport àdifférents hydrates qui vont alors précipiter. Les produits d’hydratation des silicatescalciques sont l’hydroxyde de calcium et l’hydrosilicate de calcium noté C-S-H (Cpour CaO, S pour SiO2 et H pour H2O en notation usuelle de la chimie des ciments).Les phases aluminates présentent une grande réactivité dans l'eau entraînant unraidissement rapide de la pâte et des résistances mécaniques faibles, liés à laprécipitation d’hydroaluminates de calcium. Pour éviter ce phénomène de priserapide on ajoute du sulfate de calcium au clinker pour faire le ciment. Cet ajoutpermet d’éviter la formation d’hydroaluminates de calcium en favorisant laprécipitation d’un trisulfoaluminate de calcium (Ettringite) moins soluble, puis demonosulfoaluminate de calcium.
Prise et durcissement : l’hydratation du ciment entraîne une évolution mécaniquedu matériau que l’on nomme prise et durcissement. Dès que le liant est mélangé àl’eau, des interactions attractives se manifestent entre les grains anhydres lorsqu’ilsse rencontrent et les maintiennent en contact ce qui conduit à la formation d’unestructure connexe. Cette structure peut facilement être détruite par une sollicitationmécanique, mais se reconstruit dès l’arrêt de celle-ci. C’est la période d’ouvrabilité.En revanche, dès que le processus de dissolution-précipitation s’accélère, leshydrates qui précipitent renforcent cette structure. C’est la prise et le durcissement.
La cohésion du ciment est due à des forces d’origine physique à courte portée quiexistent entre les particules nanométriques d’hydrosilicate de calcium (C-S-H). Au furet à mesure que les phases silicatées s’hydratent, le nombre de nanoparticules deC-S-H augmente, les surfaces en contact augmentent et ainsi la pâte de cimentacquiert sa résistance mécanique.
Propriétés du béton durci : le béton est consolidé par la pâte de ciment qui s’hydrate.
Céramiques 8 - Liants minéraux
H. Schyns 8.2
La résistance mécanique du béton dépend essentiellement de la porosité dumatériau composite obtenu. On comprend aisément que les quantités d’eau, degranulats et de ciment employées ainsi que la distribution granulométrique desgranulats utilisés vont fixer la porosité du béton. De plus, le volume molaire deshydrates formés lors de l’hydratation du ciment étant plus grand que le volumemolaire des phases anhydres, l’hydratation du ciment permet de comblerpartiellement la porosité.
Si le béton possède de bonnes propriétés en compression, du fait de la courteportée des forces assurant sa cohésion, sa résistance à la traction est trèsmauvaise. C’est la raison pour laquelle le béton est renforcé par des armatures enacier (béton armé). Ces armatures peuvent être remplacées dans certains bétons dehautes performances par des fibres.
Plus récemment, les performances du béton ont été accrues par l’utilisation,d’additifs organiques. Ils permettent notamment de réduire la quantité d’eau et doncd’améliorer les propriétés mécaniques finales tout en gardant la maniabilité lors de lamise en œuvre (béton haute performance), ou d’augmenter la fluidité initiale(béton auto-plaçant) sans avoir à ajouter davantage d’eau. L’enjeu principal actuelde l’industrie du ciment est de diminuer la quantité de dioxyde de carbone émisedans l’atmosphère liée à la décarbonatation du calcaire lors de sa fabrication.Différentes voies sont explorées dont la principale est le remplacement dans leciment d’une partie du clinker par des matériaux cimentaires secondaires provenantdu recyclage de sous-produits industriels comme les laitiers de haut fourneau.
La structure connexe formée par les grains de ciment recouverts par des C-S-H estbien mise en évidence sur cette image de microscopie électronique à balayage.L’encart circulaire montre à une échelle submicronique, obtenue par microscopie àforce atomique, l’assemblage des particules de C-S-H qui renforce cette structure.
La tradition française dans le domaine du ciment et du béton remonte au début duXIXe siècle quand un ingénieur, Louis Vicat, entreprend des recherchessystématiques sur les gisements argilo-calcaires et démontre en 1817 que lespropriétés de prise hydraulique se déduisent de la proportion adéquate de calcaire etd’argile cuits ensemble (cette qualité ne sera formalisée qu’à la fin du XIXe sièclepar Henry Le Chatelier).

Céramiques 8 - Liants minéraux
H. Schyns 8.7
4. Burning and cooling:
As the material moves through the kiln, certain elements are driven off in the form ofgases. The remaining elements unite to form a new substance with new physical andchemical characteristics. The new substance, called clinker, is formed in pieces about thesize of marbles.
Clinker is discharged red-hot from the lower end of the kiln and generally is brought downto handling temperature in various types of coolers. The heated air from the coolers isreturned to the kilns, a process that saves fuel and increases burning efficiency.
5. Cement milling, Storage & Packing:
Portland cement, the basic ingredient of concrete, is a closely controlled chemicalcombination of calcium, silicon, aluminum, iron and small amounts of other ingredients towhich gypsum is added in the final grinding process to regulate the setting time of theconcrete. Lime and silica make up about 85% of the mass. Common among the materialsused in its manufacture are limestone, shells, and chalk or marl combined with shale, clay,slate or blast furnace slag, silica sand, and iron ore. The above mixture
(encore une autre)
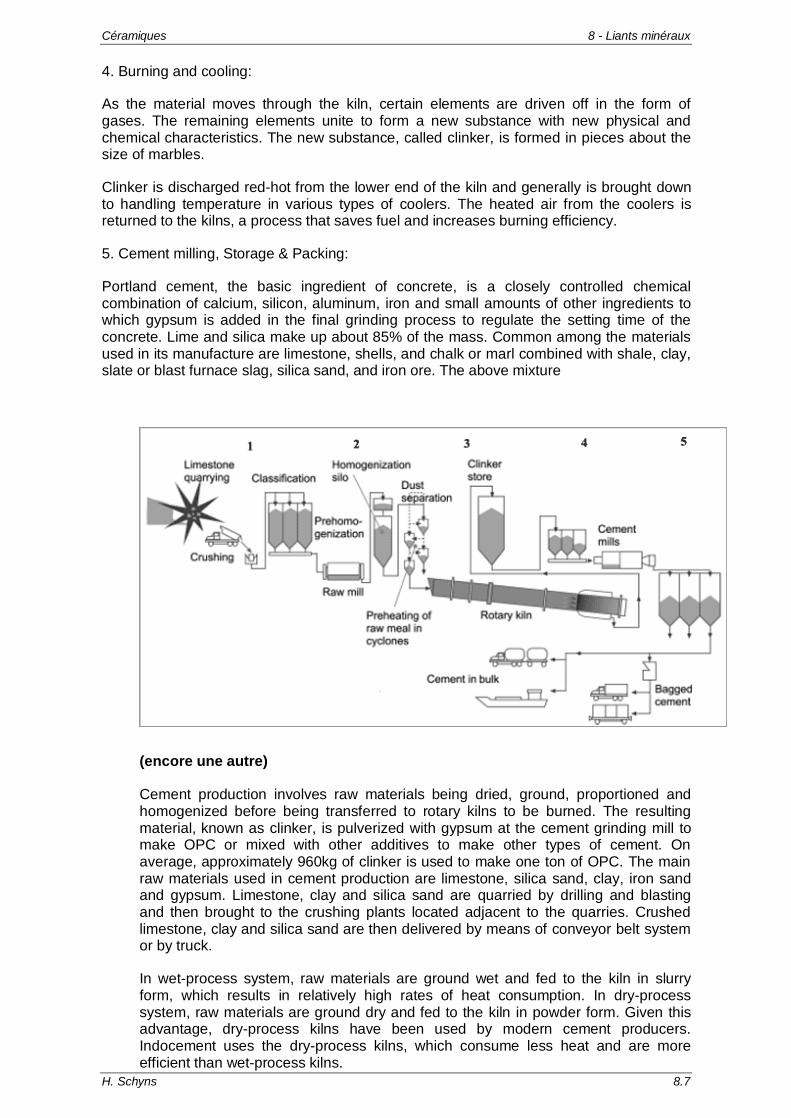
Cement production involves raw materials being dried, ground, proportioned andhomogenized before being transferred to rotary kilns to be burned. The resultingmaterial, known as clinker, is pulverized with gypsum at the cement grinding mill tomake OPC or mixed with other additives to make other types of cement. Onaverage, approximately 960kg of clinker is used to make one ton of OPC. The mainraw materials used in cement production are limestone, silica sand, clay, iron sandand gypsum. Limestone, clay and silica sand are quarried by drilling and blastingand then brought to the crushing plants located adjacent to the quarries. Crushedlimestone, clay and silica sand are then delivered by means of conveyor belt systemor by truck.
In wet-process system, raw materials are ground wet and fed to the kiln in slurryform, which results in relatively high rates of heat consumption. In dry-processsystem, raw materials are ground dry and fed to the kiln in powder form. Given thisadvantage, dry-process kilns have been used by modern cement producers.Indocement uses the dry-process kilns, which consume less heat and are moreefficient than wet-process kilns.

Céramiques 8 - Liants minéraux
H. Schyns 8.8
The following diagram shows the production of dry-process cement:
Drying and Raw Grinding
Raw materials are dried in rotary dryers using waste heat from the kiln . Themoisture content is greatly reduced to improve quality control and handling. Thedried materials are mixed and fed to raw grinding mills to produce "raw meal". Duringthe process of grinding, samples are tested half-hourly through X-ray analyzers toensure consistent raw meal quality. The blended raw meal is delivered into storagesilos.
Kiln Burning and Cooling
Blended raw meal is transported by pneumatic conveyors to the kiln's suspensionpre-heaters where it is preheated to achieve a high degree of calcination (oxidizationof the calcium carbonate) before the raw meal enters the rotary kiln. In the rotarykiln, the preheated raw meal is completely calcined and finally sintered at 1,450 C toform clinker.
Hot clinker from the rotary kiln is discharged onto coolers where it is quenched andcooled by fresh air from high capacity fans. The air that passes through the clinkerlayer is thereby heated and is subsequently used as combustion air in the kiln.Cooled clinker is delivered to clinker silos
Finish Grinding
From clinker silos, the cooled clinker is mixed with gypsum and fed into the grindingmill to produce cement. The finished cement is then pumped into cement silos.
Packing
Cement is transferred from the storage silos to the packing plant for bag and bulkloading. Bagging is done by high speed in line and rotary packing machines. Filledbags are automatically weighed, sealed and loaded onto trucks by conveyor belt.The total combined rated capacity of all Indocement's packing machines is 5,000tons per hour. Bulk cement is loaded into special tank trucks for delivery tocustomers' portable silos at construction sites or is trucked to Indocement's portfacilities.
Quality Control
The production process at each of plant is monitored by the particular plant'sindividual and centralized control room where computerized equipment is used tomonitor the entire process from raw materials at storage to grinding of cement at thefinish mill.
Cement quality checks are carried out continuously. To ensure the production ofconsistently high quality cement, a modern system of automatic samplers, automaticX-ray analyzers and process computers perform on-line control on the proportioningof raw materials to maintain consistent chemical composition of the cementproduced.

Céramiques 8 - Liants minéraux
H. Schyns 8.9
The characteristics of the cement making process permit the use of a wide range ofby-products and waste materials as fuels and raw materials:
Energy yield on valorization approaching 100%
Very high temperature (>1800 C) and long residence time (> 5-6 seconds)
Automatic cleaning of gases using lime, a basic ingredient of cement
No waste residue; total incorporation of ash in the finished product
High level of environmental performance and global reduction of CO2 emissions
Cement production inherently consumes large amounts of materials and energy.However, cement companies can build on current practices to reduce the resourceconsumption and to increase the use of waste as fuels and raw materials. The use ofalternative sources of fuel and material in cement industry arrives with numerousenvironmental benefits including:
Reducing the use of non-renewable fossil fuels such as coal as well as theenvironmental impacts associated with coal mining

Céramiques 8 - Liants minéraux
H. Schyns 8.10
Adding value to by-product materials by providing other reuse/recycle options towaste generators
Contributing towards an overall lowering of emissions such as greenhouse gasesby replacing the use of fossil fuels with materials that would otherwise have to beincinerated or land filled
Maximizing the recovery of energy from by-products (energy from recycledmaterials is used directly in the kiln for clinker production)
Chemical Admixtures
Chemical admixtures are the ingredients in concrete other than portland cement,water, and aggregate that are added to the mix immediately before or during mixing.Producers use admixtures primarily to reduce the cost of concrete construction; tomodify the properties of hardened concrete; to ensure the quality of concrete duringmixing, transporting, placing, and curing; and to overcome certain emergenciesduring concrete operations.
Successful use of admixtures depends on the use of appropriate methods ofbatching and concreting. Most admixtures are supplied in ready-to-use liquid formand are added to the concrete at the plant or at the jobsite. Certain admixtures, suchas pigments, expansive agents, and pumping aids are used only in extremely smallamounts and are usually batched by hand from premeasured containers.
The effectiveness of an admixture depends on several factors including: type andamount of cement, water content, mixing time, slump, and temperatures of theconcrete and air. Sometimes, effects similar to those achieved through the additionof admixtures can be achieved by altering the concrete mixture-reducing the water-cement ratio, adding additional cement, using a different type of cement, or changingthe aggregate and aggregate gradation.
Five Functions
Admixtures are classed according to function. There are five distinct classes ofchemical admixtures: air-entraining, water-reducing, retarding, accelerating, andplasticizers (superplasticizers). All other varieties of admixtures fall into the specialtycategory whose functions include corrosion inhibition, shrinkage reduction, alkali-silica reactivity reduction, workability enhancement, bonding, damp proofing, andcoloring. Air-entraining admixtures, which are used to purposely place microscopicair bubbles into the concrete, are discussed more fully in "Air-Entrained Concrete."
Céramiques 8 - Liants minéraux
H. Schyns 8.11
Water-reducing admixtures usually reduce the required water content for a concretemixture by about 5 to 10 percent. Consequently, concrete containing a water-reducing admixture needs less water to reach a required slump than untreatedconcrete. The treated concrete can have a lower water-cement ratio. This usuallyindicates that a higher strength concrete can be produced without increasing theamount of cement. Recent advancements in admixture technology have led to thedevelopment of mid-range water reducers. These admixtures reduce water contentby at least 8 percent and tend to be more stable over a wider range of temperatures.Mid-range water reducers provide more consistent setting times than standard waterreducers.
Retarding admixtures, which slow the setting rate of concrete, are used tocounteract the accelerating effect of hot weather on concrete setting. Hightemperatures often cause an increased rate of hardening which makes placing andfinishing difficult. Retarders keep concrete workable during placement and delay theinitial set of concrete. Most retarders also function as water reducers and mayentrain some air in concrete.
Accelerating admixtures increase the rate of early strength development, reducethe time required for proper curing and protection, and speed up the start of finishingoperations. Accelerating admixtures are especially useful for modifying theproperties of concrete in cold weather.
Superplasticizers, also known as plasticizers or high-range water reducers(HRWR), reduce water content by 12 to 30 percent and can be added to concretewith a low-to-normal slump and water-cement ratio to make high-slump flowingconcrete. Flowing concrete is a highly fluid but workable concrete that can be placedwith little or no vibration or compaction. The effect of superplasticizers lasts only 30to 60 minutes, depending on the brand and dosage rate, and is followed by a rapidloss in workability. As a result of the slump loss, superplasticizers are usually addedto concrete at the jobsite.
Corrosion-inhibiting admixtures fall into the specialty admixture category and areused to slow corrosion of reinforcing steel in concrete. Corrosion inhibitors can beused as a defensive strategy for concrete structures, such as marine facilities,highway bridges, and parking garages, that will be exposed to high concentrations ofchloride. Other specialty admixtures include shrinkage-reducing admixtures andalkali-silica reactivity inhibitors. The shrinkage reducers are used to control dryingshrinkage and minimize cracking, while ASR inhibitors control durability problemsassociated with alkali-silica reactivity.
8.5. Fabrication de la chaux
Burnt Lime
Limestone (CaCO3) is blasted and crushed at a quarry and then stockpiled at theplant. It is then fed into a rotary kiln and burnt at temperatures up to 1200 degrees C.This process removes CO2, leaving CaO (burnt lime) as the final product. The burntlime is then passed through a crusher and graded into various sizes. At McDonald’sLime, for example, there are three sizes, 10-25 mm, 9.5 mm all in and 3 mm all in.The final product is trucked or railed in bulk to the customer.
Hydrated Lime
The manufacture of hydrated lime involves the regulated addition of water to burntlime. In this relatively simple process, burnt lime of less than 3mm is mixed withwater and passed through a hydrator and a (size) classifier. The final product isdelivered to the customer in either bulk or bagged form.
Céramiques 9 - Sources
H. Schyns 9.1
9. Sources
- Vade-Mecum MatériauxCongrès Matériaux 2006 de Dijon du 13 au 17 novembre 2006.www.ceramic-center.com/vade-mecum.php
- Cinquante ans d'innovations et de réalisations en franceauteurURL
- Cours de verres et ceramiquesLionel Flandin
- CeramicsMicrosoft Encarta Online Encyclopedia 2007encarta.msn.com
- Cement & Concrete Basicawww.cement.org