Embed Size (px)
Citation preview
1
Tomographie assistée par ordinateur : dix années au service de la métrologie
Une mesure complète et non-destructive Difficile d'imaginer aujourd'hui l'Assurance Qualité sans la tomographie assistée par ordinateur (CT) qui permet la mesure intégrale et non-destructive de composants de n'importe quelle structure. Au cours des dix années qui ont suivi l'introduction de cette technologie, Werth a développé une vaste gamme de machines et de très nombreuses fonctionnalités adaptées à des tâches de mesure toujours plus exigeantes. Le rayonnement X a d'abord été utilisé dans le domaine médical, afin de générer des images de projection en deux dimensions. C'est au début du 20
ème siècle qu'a été enclenché le développement
des mathématiques, destinées au calcul de données de volume à partir de ces nombreuses images. Le procédé désigné par le terme Tomographie permet la saisie intégrale d'objets de grandes dimensions, y compris de leurs structures internes. Cette nouvelle technique a tout d’abord été utilisée dans le domaine médical, dans les années 70, ensuite dans les années 90, le domaine d'application a été étendu à des composants techniques pour le contrôle de retassures ou autres inclusions et de caractéristiques manquantes. Les machines ont également été occasionnellement utilisées pour déterminer des dimensions de pièces, mais les précisions pouvant être atteintes étaient alors de quelques centièmes de millimètres. Ce problème a d'abord été surmonté par une nouvelle approche et l'utilisation de technologies ayant déjà fait leurs preuves en métrologie. Le TomoScope 200 de Werth a été en 2005 la première machine à mesurer (MMT) équipée de la tomographie assistée par ordinateur (CT), à même de pouvoir recevoir des sensors additionnels comme l'analyse d'image et des palpeurs. Des pièces complexes, comportant plusieurs centaines de cotes, pouvaient ainsi être mesurées intégralement et de façon précise en peu de temps. La méthode brevetée Autocorrection de Werth a permis de ramener les écarts de mesure au micron. Ce procédé de correction repose sur la mesure de référence unique d'une pièce étalon avec un sensor haute précision, de préférence intégré à la MMT. L'écart entre la mesure de référence et la mesure CT est alors utilisé pour corriger les mesures CT en série. A ce jour, la méthode Autocorrection de Werth est le procédé le plus précis pour la correction d'écarts inhérents à la CT (artefacts). Il permet, par exemple, de mesurer des buses d'injecteurs avec une incertitude de mesure de l'ordre du sous-micron. Dans les années qui ont suivi, d'autres procédés mathématiques ont été développés pour corriger les artefacts et donc apporter des améliorations à la précision du système sans utiliser de sensors additionnels. Les procédés les plus variés, comme la tomographie Raster et la tomographie ROI, ont également été développés pour élargir les domaines d'application, une gamme complète de machines couvrant les domaines les plus différents. Le principe de la tomographie assistée par ordinateur ou CT consiste à placer la pièce entre la source de rayonnement X et le détecteur panneau - généralement - et à ce qu'elle soit tournée au moyen d'un axe rotatif (plateau tournant). Des images radio 2D sont alors saisies à partir de différentes directions. En fonction du type de matière et de la longueur de pénétration, les rayons X sont atténués en pénétrant la pièce. Par le biais de méthodes mathématiques pour la reconstruction de l'image (projection arrière filtrée), un modèle volumique, composé de Voxels en trois dimensions (pixels en 3D), est calculé à partir des images radio 2D. Ceux-ci sont comparables aux pixels d'une image 2D, mais ils renferment des informations relatives à la matière (densité) et à la géométrie de l'ensemble de la pièce. Les données de volume peuvent être utilisées pour le contrôle de la pièce. Pour le calcul de dimensions toutefois, les positions exactes des transitions de la matière doivent être définies. Ceci s'effectue de façon particulièrement précise avec la méthode de détection locale des bords brevetée par Werth, avec une résolution sous-voxel et indépendamment d'interférences locales. Les points à la surface ainsi calculés sont le plus souvent représentés sous forme de maillage en format STL, et utilisés pour la comparaison avec le modèle CAO ou le calcul d'autant de dimensions que nécessaire.
2
Pour parvenir à de faibles écarts de mesure, une haute résolution est une condition sine qua non. Celle-ci peut être obtenue en positionnant la pièce aussi près que possible de la source de rayonnement X, ce qui génère un grossissement élevé de l'image. La zone de la pièce à mesurer ne devant sortir du faisceau de rayonnement X conique saisi par le détecteur dans aucune des positions de rotation, la résolution est limitée par la taille de la pièce. Toutefois, l'utilisation des méthodes de mesure spécifiques décrites ci-après, comme la tomographie Raster et la tomographie ROI (CT-ROI), permet d'éliminer ces restrictions.
Des catégories de machines pour différents domaines d'application Ce sont la taille et la matière de l'objet à mesurer, ainsi que la tâche de mesure qui déterminent d'une part, les composants CT devant être utilisés, tels que les tubes, le détecteur, l'axe rotatif, les filtres, ainsi que, d'autre part, les paramètres de mesure, à savoir grossissement, la méthode de mesure, la tension et le courant des rayons X, le temps d'exposition, le nombre de rotations, etc. Pour le réglage de différents grossissements et pour des méthodes de mesure spécifiques, les composants CT doivent être ajustés les uns par rapport aux autres. Le réglage de la distance entre le détecteur et la source de rayonnement X peut, en outre, avoir un impact sur l'angle du cône du rayonnement X utilisé. De petits angles de cône permettent d'avoir des écarts de mesure plus faibles et sont recommandés pour des mesures haute précision. Des temps de mesure réduits sont obtenus en utilisant de grands angles de cône. Ceci s'avère nécessaire, par exemple, pour des machines qui fonctionnent dans le milieu de la fabrication. Afin de pouvoir résoudre les différentes tâches de mesure, les machines ont été développées avec une position différente ou ajustable des composants CT. Afin de pouvoir effectuer le positionnement avec une précision élevée, des axes des machines à mesurer sont utilisés. Ceci est également à la base d'un calibrage stable sur le long terme. Les composants CT doivent, par ailleurs, être hautement flexibles. En fonction des tâches de mesure, les propriétés du détecteur - comme la résolution - et la précision de l'axe rotatif peuvent être sélectionnées. Actuellement, on utilise des détecteurs dont le nombre de pixels est d'environ 16 millions et des tailles de pixel se situant entre 75µm et 200µm, avec principalement des axes rotatifs haute précision montés sur coussins d'air. La sélection d'un tube à rayons X adapté dépend, en général, de la matière et des dimensions de la pièce à pénétrer. Pour des raisons liées à la précision et à la résolution, la taille du point focal est également déterminante. Celui-ci est fonction du type de cible de la source de rayons X et augmente avec la puissance utilisée (tension et courant du rayonnement X). Par voie de conséquence, la résolution de mesure diminue. Des puissances de rayonnement plus élevées permettent, par contre, d'avoir des temps de mesure réduits. Les tubes à rayons X utilisant des cibles par réflexion permettent des niveaux de puissance plus élevés, les cibles par transmission offrent elles un point focal plus petit à puissance identique. Les tubes Microfocus 300 kV de Werth offrent une combinaison de ces deux propriétés, en atteignant par l'utilisation d'une cible par transmission des points focaux inférieurs à quelques microns à une puissance allant jusqu'à 50 W. D'autres sources de rayonnement de différentes conceptions existent avec des tensions d'accélération d'environ 80 kV à 500 kV. Pour des tubes Microfocus dont les tensions d'accélération dépassent 150 kV, l'usure plus importante nécessite d'utiliser des tubes à rayons X ouverts avec un accès pour les opérations de maintenance, ce qui garantit en théorie une durée de vie illimitée. Les sources de rayonnement puissantes sont essentiellement utilisées pour mesurer des pièces de grands volumes et des composants en métal. Dans pareil cas, les écarts de mesure peuvent, du fait d'une formation plus prononcée d'artefacts (durcissement dû au faisceau et rayonnement diffus), être plus importants que ceux escomptés sur la base de la spécification de la machine, de sorte que les techniques destinées à la correction d'artefacts prennent plus d'importance. Pour des tâches de mesure standards, l'erreur de mesure maximale admissible (MPE E) définie par la spécification de la machine peut être utilisée. Celle-ci n'est, en fonction de la longueur de mesure, que de quelques microns pour les machines de la gamme TomoScope. Grâce à des composants de haute précision, une MPE E de (2,5 + L/150) peut même être atteinte avec le TomoCheck.

3
Des méthodes de mesure spécifiques - une résolution accrue et bien plus encore La tomographie Raster permet de réaliser des mesures de détail précises sur des pièces de grandes dimensions. En plus d'accroître la résolution, elle est également utilisée pour élargir la plage de mesure. L'objet à mesurer est tomographié section par section, de sorte que la résolution peut être augmentée de façon pratiquement illimitée. Si une résolution plus élevée n'est nécessaire que sur certaines zones, dans ce cas c'est le procédé spécifique et breveté CT-ROI qui est utilisé (Region of Interest CT, également appelé tomographie locale). Les zones d'intérêt sont tomographiées avec un grossissement élevé sans avoir à les aligner individuellement sur le plateau tournant. Le rapport entre les zones partielles est ainsi préservé et des dimensions "intersectorielles" de la pièce peuvent être évaluées. La fonction "coupe de volumes" permet de mesurer de façon fiable des pièces composées de plusieurs matières. Pour mener à bien d'autres tâches de mesure spécifiques, d'autres méthodes CT existent : la Tomographie Hélix, Haute énergie, Multi-spectres, Demi-Tomographie ou Tomographie Rapide.
Une précision plus élevée grâce à la correction d'artefacts Les artefacts sont générés par des interactions physiques entre les rayons X et la pièce. Le résultat de la mesure peut surtout être impacté par un durcissement dû au faisceau, un rayonnement diffus ou par la géométrie du faisceau conique. Sur des pièces difficiles à pénétrer, comme des composants en métal par exemple, une correction d'artefacts s'avère donc nécessaire. La Correction empirique d'artefacts (EAK) et l'Autocorrection virtuelle (VAK) ont été développées pour diverses applications. En ce qui concerne l'EAK, la relation cohérente entre la longueur de pénétration et l'absorption mesurée du rayonnement X lorsque la matière est pénétrée, est donnée en valeur approchée par une courbe caractéristique permettant de corriger rapidement plusieurs artefacts. Pour ce qui est de la VAK, la mesure CT est simulée par le logiciel de mesure une fois avec et une fois sans artefacts. Les écarts entre les deux simulations comprennent tant l'influence de la pièce que celle de la machine, et sont utilisées pour corriger les données de mesure. L'Autocorrection de Werth est particulièrement adaptée à des applications de précision. Continuer à réduire les écarts de mesure, améliorer les possibilités d'application pour des pièces difficiles à pénétrer et optimiser la mesure de pièces composées de plusieurs matières, tels sont les objectifs de la poursuite du développement de machines à mesurer avec CT. Les machines disposant de différents modes de fonctionnement augmentent la polyvalence de la technique CT. Les combinaisons offertes en termes de taille de machine, d'axe rotatif, de détecteur, des différentes méthodes de correction d'artefacts et de la technique multisensors proposée en option, font de la gamme TomoScope des machines idéalement adaptées à n'importe quelle tâche de mesure.

4
L'auteur Dr. Ingomar Schmidt Directeur Normalisation et Droits de Propriétés
Une mesure intégrale et précise avec les machines de la gamme TomoScope : Le TomoScope 200 - pour la mesure de buses d'injecteurs par exemple, avec une précision de 0,5 µm (en haut à gauche), le TomoScope HV 500 - une résolution optimale grâce à un grossissement maximum, même avec de grandes longueurs de pénétration (en haut à droite), le TomoScope HV Compact - pour la mesure précise de pièces en plastique de grandes dimensions (en bas à gauche), et le TomoScope HV 800 - pour la mesure, en particulier, de pièces de grands volumes, jusqu'à 450 kV
5
Pièce en plastique mesurée avec la CT (taille 2 mm environ) - représentation en format STL
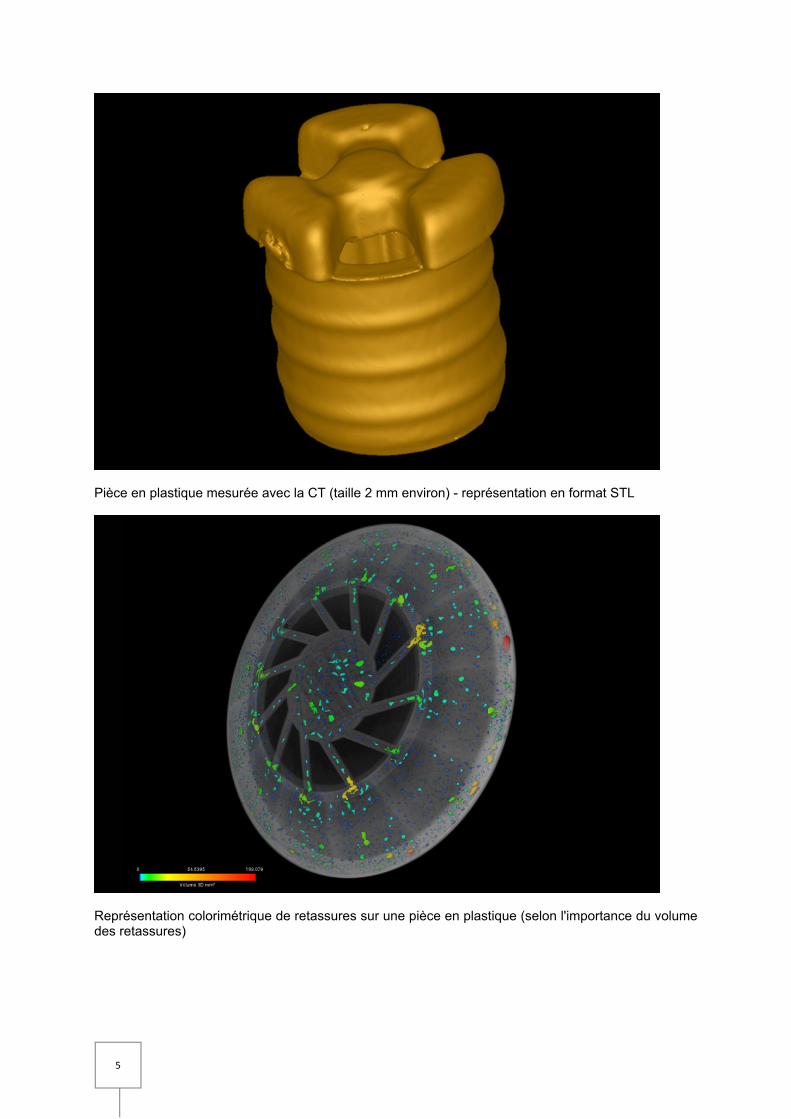
Représentation colorimétrique de retassures sur une pièce en plastique (selon l'importance du volume des retassures)
6
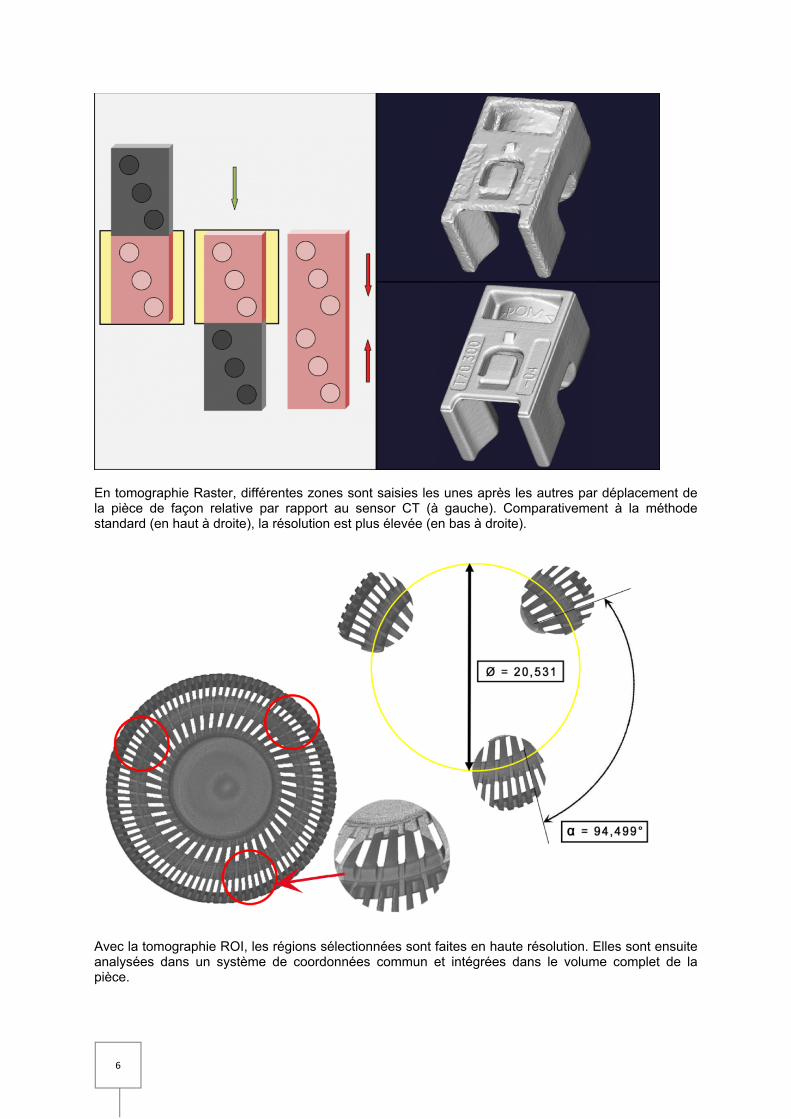
En tomographie Raster, différentes zones sont saisies les unes après les autres par déplacement de la pièce de façon relative par rapport au sensor CT (à gauche). Comparativement à la méthode standard (en haut à droite), la résolution est plus élevée (en bas à droite).
Avec la tomographie ROI, les régions sélectionnées sont faites en haute résolution. Elles sont ensuite analysées dans un système de coordonnées commun et intégrées dans le volume complet de la pièce.