Embed Size (px)
Citation preview
N° d'ordre : 02 ISAL 0012 Année : 2002
THESE
Présentée devant
L'INSTITUT NATIONAL DES SCIENCES APPLIQUEES DE LYON
Pour obtenir
LE GRADE DE DOCTEUR
Formation doctorale : Génie Mécanique
Ecole doctorale : Ecole doctorale de mécanique, énergétique,
génie civil et acoustique (MEGA) de Lyon
Par
Márk LELKES
Ingénieur de l'Université des Sciences Techniques et Economique de Budapest
DEFINITION DES ENGRENAGES KLINGELNBERG
Soutenue le devant la Commission d'examen
Jury
DÖBRÖCZÖNI, Ádám Professeur, Université de Miskolc
GEDEON, József Professeur, Université des Sciences Techniques et Economique de Budapest
GOGU, Grigore Professeur, Institut Français de Mécanique Avancée Rapporteur
GUILLOT, Jean Professeur, INSA de Toulouse Rapporteur
MÁRIALIGETI, János Professeur, Université des Sciences Techniques et Economique de Budapest
PLAY, Daniel Professeur, Directeur Scientifique, Federal-Mogul Opérations France S.A.S. Sintered Products
PELLE, Jean-Pierre Professeur, ENS Cachan LMT
RIGAL, Jean-François Professeur, INSA de Lyon
Cette thèse a été réalisée dans le cadre d'une thèse en co-tutelle entre le département des Eléments et des Transmissions de
Véhicules de l'Université des Sciences Techniques et Economique de Budapest et le laboratoire CASM de l'INSA de Lyon.
AVANT PROPOS
Les travaux de recherche ont été effectués dans le cadre d'une thèse en co-tutelle entre la France et
la Hongrie. Ils se sont déroulés dans une collaboration étroite entre les entités de l'Université des
Sciences Techniques et Economique de Budapest et de l'INSA de Lyon, notamment, entre le
département des Eléments et des Transmissions de Véhicules et le laboratoire CASM de l'INSA de
Lyon, sous la codirection de Monsieur le Professeur János MÁRIALIGETI et de Monsieur le
Professeur Daniel PLAY.
Tout d’abord, je tiens à remercier Monsieur Daniel PLAY pour m'avoir accueilli au sein de son
laboratoire, et pour l'intérêt qu'il a manifesté à l'égard de ces travaux, puis pour sa participation et ses
conseils à la mise en forme de ce travail.
Je remercie tout autant Monsieur János MÁRIALIGETI pour avoir accepté de me diriger pour
une thèse en co-tutelle et pour sa collaboration tout au long de ce travail de recherche.
Je remercie Monsieur István TÖRÖK, et également Monsieur József CSEKE pour leur
participation dans la recherche et pour leur contribution.
Mes remerciements vont également aux membres du département des Eléments et des
Transmissions de Véhicules et du laboratoire CASM pour leur sympathie et leur accueil.
Je remercie également Messieurs les Professeurs Grigore GOGU et Jean GUILLOT qui ont
examiné ce travail.
"… ember: küzdj és bízva bízzál!"
Madách
1
NOMENCLATURE
a petit demi-axe de l'ellipse de contact
b largeur de denture
c grand demi-axe de l'ellipse de contact
C point central de la surface de denture
C1,C2,…,Cn paramètres exprimant les réglages de machine
e vecteur unitaire
E module d'élasticité d'Young
Ec module d'élasticité cumulée
Ei résidu entre le point simulé et le point mesuré
F somme des carrés de chaque résidu Ei
Fn force suivant la normale
Ft force tangentielle
i rapport d'engrenage
I centre instantané de rotation
Ix distance du décalage hypoïde
j saut cinématique
k rigidité
mn module normal
mo module d'outil coupant
M point à l'intersection de la ligne de contact et le cône primitif et complémentaire
M couple
Md distance de machine m vecteur de position
Mij matrice de transformation des coordonnées du repère Si au repère Sj
N nombre de dents
n normale unitaire
p rayon du cercle de base
P point de génération de l'outil coupant
P pression
p vecteur de position
Q point théorique de contact entre la surface mesurée de denture et le palpeur
r, θ,z coordonnées polaires
r0 rayon du palpeur
R rapport des rayons de courbure
Rb rayon de l'outil coupant
Rc rayon de tête de l'outil coupant
2
Re génératrice primitive
Rh rayon de l'outil
Ri génératrice interne
Rm génératrice moyenne
Rx rayon de courbure principal
Rz rayon de courbure principal
r vecteur de position
s glissement
sh changement de position de la portée mesurée suivant la direction en hauteur
sw changement de position de la portée mesurée suivant la direction en longueur
S repère
t paramètre du point de génération de l'outil coupant
T plan
T sommet de la courbe de la fonction de l'erreur cinématique
u déplacement
v vecteur de vitesse
w largeur de la portée
W charge
x,y,z coordonnées cartésiennes
α angle entre la force tangentielle et la force suivant la normale
α angle de rotation du repère contenant les rayons de courbure principaux réduits
αn angle de pression
βm angle spiral
γ angle entre les repères contenant les rayons de courbure principaux des surfaces
δm angle primitif
∆t précision de l'ajustement
∆φ2(φ1) fonction de l'erreur cinématique
∆φmax erreur cinématique maximale
κ angle de rotation de l'outil
κlim limite de l'angle de rotation de l'outil
µ sens de la portée
ν angle de base d'outil
ν coefficient de Poisson
ρ rayon du cercle roulant
Σ surface
φ angle de rotation de l'engrènement
ϕ angle de rotation de l'outil
ϕa angle auxiliaire de la rotation de l'outil
3

Φ angle de rotation entre le repère simulé et le repère mesuré
ψ angle de rotation de la roue génératrice
ψa angle de rotation de la pièce pendant la génération
ω vecteur de rotation
4
RESUME HONGROIS
A kúpkerék hajtások igen széles körben kerülnek felhasználásra különböző gépészeti
alkalmazásokban, nem párhozamos tengelyek közötti, általában 90 fokban való, nagy teljesítményű
erőátvitelekben. Az egyik legjellegzetesebb alkalmazási terület a járműipar, e hajtások mind közúti,
vasúti és légi járművekben megtálalhatóak. Napjaink ipari fejlődése, ezen belül a CNC vezérlésű,
szabad formájú kúpkerékfogazó gépek, a CMM mérőrendszerek és a számítástechnikai eszközök
robbanásszerű fejlődése és nagyarányú elterjedése, biztosítja az íveltfogazatú kúpkerék kapcsolatok
kutatásának és fejlesztésének újraértelmezését.
Az ívelt fogazatú kúpkerék hajtások fogazatának geometriai felépítése igen összetett,
gyártástechnológiájuk teljesen különbözik a hagyományos fogazási eljárásoktól. Ez az összetett
geometria analitikus módszerekkel nem írható le. Informatikai eszközök felhasználása lehetővé teszi
különböző jellemzők vizsgálatát, fogazat geometria meghatározásától egészen a fogazat merevség
terhelés alatti változásainak vizsgálatáig. A fejlett CNC gépek és CMM mérőrendszerek együttes
alkalmazása adja a gyártási hibák meghatározását. A hibákat a gyártási folyamatba visszavezetve
nagyobb pontosságú fogazat érthető el. Ekképp a gyártási személyzet szakértelmétől és vizsgálat-
hiba (trial-and-error) módszertől való függőség kiküszöbölhető. Ezek az előrelépések biztosítják, hogy
az ívelt fogazatok, a működési zajok csökkentésével és nagyobb teljesítményű erőátvitel
biztosításával, megfelelnek napjaink kívánalmainak.
A kutatás tárgya a Klingelnberg rendszerű Cyclo-Palloid fogazási rendszer. Az állandó
fogmagasságú, epiciklois fogirányvonalú fogazatok előállítása általában késfejjel való fogazással
történik, amelynek során a késfej saját tengelye körüli forgása közben az elméleti síkkerék tengelye
körül is elfordul, így a kés vágó él valójában a síkkerék fogazat felületét írja le. Az ilyen módon
elméletileg létre jövő síkkereket, mint szerszámot a fogazandó kúpkerékkel összegördítve fejtődik le a
kúpkerék fogazat. Az alkalmazott korrekciók mind a fogazat geometriára, mind a terhelés alatti és a
terhelésmentes kapcsolódási jellemzőkre is hatással vannak.
Vizsgálatok célja a Klingelenberg fogazatok jellemzőinek meghatározása és a fontosabb
fejlesztési lépések és alkalmazások megismerését egy jövőbeli integrált fogazási rendszerhez.
A doktori kutatási munka francia-magyar kettős doktori képzésben zajlott le. Az elméleti és a
próbapadi vizsgalatok a Budapesti Műszaki és Gazdaságtudományi Egyetem Járműelemek és
Hajtások Tanszékén zajlottak, a numerikus szimulációs vizsgalatok és a CMM mérőgéppel végzett
fogazat mérés az INSA de Lyon egyetem CASM laboratóriumában került lefolytatásra.
Kutatási munka több részre bontható, elsődlegesen az eddigi tudományos munkák és a gyártási
fogazási elrendezés megismerése történt meg, azért, hogy minél szélesebb ismeretanyag birtokában
tudjuk meghatározni a kutatás főbb lépéseit. A fogazat geometriát gyártás szimulációs eljárással
5
Résumé hongrois
határozzuk meg, ez az ívelt fogazatú kúpkerekek geometriai felépítésének a gyártási folyamatból való
levezetése. Egy numerikus számítógépes program került kifejlesztésre a fogazat geometria
modellezésére és a kapcsolódási jellemzők változásainak elemzésére a fogazat korrekciók és a
tengelyelmozdulások függvényében. Három kapcsolódási jellemzők változását vizsgáltuk, ezek: a
hordkép, a kinematikai és a csuszás. Terhelésmentes kapcsolódási vizsgalatokat, a terheléssel
végzett vizsgalatok követték. A Hertz kapcsolódási elmélet és a végeselemes modellezés eszközeit
felhasználva készítettük el a terhelés alatti kapcsolódás vizsgalatokat. A valós fogfelület méréssel lett
meghatározva, és a próbapadi mérések során, kis terhelés alatti hordkép lett felvéve, amely
eredmények a szimulációs eljárásokkal kapott eredményekkel kerültek összevetésre.
Mint sok más kutatás esetében, mi is a fogazat geometria meghatározásából indultunk ki,
különböző fogazat geometriamódosító eszközöket vizsgáltuk:
- a hosszirányú korrekció eszköze a késsugár hosszának változtatása. Ekkor a síkkerék
fogirányvonalának görbületét változtatjuk, mégpedig úgy, hogy a görbület növekedjen. Ez a korrekcia
géptávot is megváltoztatja. A másik típusú korrekciót magasságirányban végezzük el, amit a késél
görbületének változtatásával teszünk, az eredetileg egyenes vágó élű kést egy ívelt szerszám váltja
fel. A késél elforgatást, mint nem konjugált fogazat módosítás vesszük figyelembe. Ez a módosítás
fogmagasság irányban változtatja meg a fogprofil alakját. A fogfelület adott pontbeli főgörbületeinek
maghatározására iterációs módszert dolgoztunk ki,
- a gyártási folyamat ellenőrzése végett a kiskerék két fogárkát lemértük, azaz két domború és két
homorú fogfelületet. A homorú fogfelületek esetében a gyártási paraméterek meghatározása történt.
A gyártási gépbeálltás hipoid hibájának hatása jól megfigyelhető, a kis terhelés melletti, próbapadi
vizsgálatok során kapott hordképen. Mind a domború, mind a homorú fogoldalak esetében a hibák
ismétlődnek a valós és az elméleti gyártási paraméterek összehasonlítása során. A domború
fogoldalak esetében a hipoid hiba és a normál metszeti alapprofil szög hibája ismétlődik. A géptáv, a
külső kúphossz, és a késfej sugár hossz hiba ismétlődik a homorú fogoldalakon.
A terhelésmentes kapcsolódás szimuláció a fogfelületek folyamatos kapcsolódásán alapul, és a
fogfelületek egyidejű generálásával valósul meg. Mind a hosszirányú, mind a magasság irányú
korrekció zérus kinematikai hibát ad, csak a fogfelületen történő kapcsolódást figyelembe véve, tehát
a fej élen valót nem. Ez a kapcsolódásban résztvevő konjugált fogfelületi pontokra vezethető vissza.
Az első esetben, egy fog magasságirányú kapcsolódás figyelhető meg, míg a másodikban, fog
hosszirányú. A konjugált fogazatok vonalszerű kapcsolódása pontbeli kapcsolódássá válik. Mivel a
valós üzemi használat során, a csak egy irányban korrigált fogazatok kapcsolódási jellemzői továbbra
is érzékenyek lesznek a tengelyelmozdulások és módosítások hatásaira, ekkor lineáris, de nem
folytonos kinematikai hiba függvényt kapunk. Ezért a fogazatokon mindkét korrekciót egyszerre
alkalmazva, a fogfelületet két irányban dongásítjuk. A kinematikai hibafüggvény parabolikus lefolyású
lesz, és a két korrekció együttesse adja meg a hordkép elhelyezkedését. A kinematikai hiba
maximuma többé-kevésbe állandó marad. A késél elforgatás bizonyos szélső értékei esetében
6
Résumé hongrois
kinematikai hibaugrás figyelhető meg, Ezért ez a módosítás csak bizonyos határokon belül
alkalmazható.
A tengelyelmozdulások esetében a kiskerék hipoid irányú elmozdulása okozza a hordkép
legnagyobb mértékű elmozdulását, összehasonlítva kiskerék és a tányérkerék tengelyirányú
elmozdulásával, azonos nagyságú elmozdulás esetén. A kúpszög változása módosítja a kapcsolódási
vonal elhelyezkedését, már nem a hordkép középső részén helyezkedik el, ezért a kapcsolódási
ellipszisek sem szimmetrikusak többé. Ennek a következménye az, hogy a klasszikus Hertz elmélet
nem alkalmazható ebben az esetben, mivel az csak szimmetrikus kapcsolódási ellipsziseket vesz
figyelembe a fogbelapulások vizsgálata során. A hordkép fogfelületen történő elhelyezkedését
optimalizáltuk a kinematikai hiba függvényében. A hordkép végeselemes módszer segítségével is
meg lett határozva, és más vizsgálatok eredményeivel is összevetettük az így kapott eredményeket.
A próbapadi mérések során kis terhelés melletti hordkép lett felvéve, azért, hogy így
ellenőrizzük a szimulációs eljárásokkal kapott eredményeket. Mivel a fogazat geometria befolyásolja a
legnagyobb mértékben a kapcsolódási jellemzőket, a gyártási folyamatból származtatott fogfelület
hipoid hibája a hordképet a fog vége félé tolja el. A beszerelés pontosságára visszavezethető, a
kiskerék, lehetséges, tengelyirányú elmozdulása is meghatározásra került.
Terheléssel vizsgalatokat csak egy fog pár esetében végeztük el. A terhelésmentes
kapcsolódás szimulációt és a Hertz-féle elméletet egyszerre alkalmazva határozzuk meg a terhelés
során fellepő, fogazat belapulásból eredő, hordképet és kinematikai hibát, tehát a kapcsolódás
jellemzőit. A fogelhajlásból származó kinematikai hibát végeselemes módszerrel határozzuk meg.
Hordképet alkotó kapcsolódási ellipszisek kilepnek a fog fizikai területéről, ami a terhelés nagysága
miatt következett be.
A kutatási munka célja az egyes fogazási paraméterek hatásainak meghatározása ívelt
fogazatú kúpkerék hajtások esetében. Egy jelentősen összetettebb végeselemes modell, legalább hét
fogból álló modell, alkalmazása lenne szükségszerű a terhelés alatti deformációk és kapcsolódási
jellemzők pontosabb meghatározásához. A Járműelemek és Hajtsok tanszék próbapadja alkalmas a
statikus, nyúlásmérő bélyeggel végzett, terhelésvizsgalatok elvégzésére. Ezek után, a mérési és a
szimulciós vizsgálatok eredményeinek összehasonlítása célszerű. Ívelt fogazatú kúpkerék hajtások
vizsgálatának összehangolását egy integrált informatikai rendszer tenné lehetővé. Amely így
tartalmazná a gyártási folyamat pontosságának ellenőrzését, a kapcsolódás terhelés alatti és
terhelésmentes vizsgálatát és a próbapadon végzett dinamikai mérések kiértékelését.
7
RESUME ANGLAIS
The spiral bevel gears have various applications. They are widely used in different technical fields, to
provide high power transmission between perpendicular axes, mostly in the gearboxes of transport,
vehicles, trains or helicopters. Nowadays, industrial development enhances the redefinition of the key
points in the spiral bevel gear research and development. Introduction of the CNC manufacturing and
CMM measuring systems, the increasing capacity of Finite Elements Modelling lead to complex spiral
bevel gear research and development.
According to the recent manufacturing development, spiral bevel gear geometries have become
more and more sophisticated. This manufacturing is completely different from the other gear
manufacturing procedure. The complex geometry of the spiral bevel gear is not easily described by
analytical methods. Due to the propagation and exploration of numerical programming infrastructures,
behaviour analysis, from the geometry to tooth stiffness are considerably under control to enhance the
gear design. Advance of CNC machines and inspection based on co-ordinate measuring machine give
possibilities to identify the cutting errors. These errors will be fed back to the gear cutting process
resulting more accurate gear. Thus the dependence on skilful of workmanship and the trial-and-error
method are eliminated. These advancements provide that the spiral bevel gears are according to
today's demands as gear noise reduction and higher transmission power.
This research work was concentrated on spiral bevel gears of the Klingelnberg Cyclo-Palloïd
system. From fundamental point of view an imaginary crown gear, whose tooth trace is an epicycloids
curve, generates the tooth geometry. Tooth height is constant. Different corrections can influence the
tooth surface geometry, thus unloaded and loaded contact characteristics.
Our purpose is to present a study on Klingelnberg spiral bevel gear and to mark key elements of
the development and determine group of applications for a future integrated system.
The research work have been realised in a doctoral collaboration between France and Hungary.
The theoretical study and test were made at the Department of Vehicle Parts and Drives of the
Budapest University of Technology and Economics, numerical simulations and CMM measurements
were realized at the Laboratoire CASM of the National Institute of Applied Sciences in Lyon.
This study is divided to several parts. First, a study on previous research works and theory of
gearing had been realized to have an enlarged view and a fine definition of our tasks during the period
of this doctoral work. The tooth surface geometry issued from the different machine setting is
discussed. Numerical computer programme was developed to model the geometry and the contact
characteristics variation in function of corrections or misalignments. Three contact facts like contact
pattern, kinematics error and velocity slip are considered. After the unloaded contact analysis, loaded
cases were proposed. Hertz contact theory and a finite elements model are applied to define the
8
Résumé anglais
loaded contact. The real tooth surface was measured and the contact pattern is determined under light
load by a testing rig to validate the simulation results.
As several study in the past, we have started to the definition of the tooth surface from the
theory of Klingelnberg's Cyclo-Palloïd system. Possibilities for tooth surface geometry modification
were studied:
- tooth surface corrections are considered in two directions on the gear tooth surface either along the
length of the pinion tooth, or along its height. Varying radius of the head cutter carries out tooth
length corrections. Thus the curvature of the longitudinal shape of the convex side of the generating
crown gear is modified. The curvature increases while the radius is reduced. This also changes
machining distance. A curved cutter edge is introduced, as opposed to the originally straight-line
cutter edge, in order to modify the in tooth height direction the tooth surface. Rotation of the cutter
edge is examined as a non-conjugated modification. Its influences on tooth flank geometry in profile
direction. An iterative method was developed to calculate the principal curvatures of the tooth
surface,
- to qualify the machining four tooth flanks were measured, two convex ones and two concave ones.
The error factors are estimated for convex tooth surfaces. The error factor of offset distance is the
most significant. Its effect on light load contact was determined and visualized. For the concave tooth
surfaces, original machine settings have to be identified. In both cases (convex and concave) there
are repeatable deviations of the estimated machine settings from the design values. In the case of
convex tooth surfaces, errors of offset distance and pressure angle are repeatable. The errors of
machine distance, mounting distance, head-cutter radius and pitch cone angle are repeatable in case
of concave tooth surfaces.
The unloaded contact simulation is based on the theory of the continuous tangency of
contacting surfaces and achieved by the simultaneous generation of the main contact surfaces, such
the convex surface of the pinion and the concave surface of the gear flank. Effects of such corrections
are different. Both corrections have zero kinematics errors due to the conjugated points. Regarding
tooth length correction, the contact areas are located across the surface. On the contrary, for tooth
height corrections, longitudinal contact areas appear. The conjugated line contact area becomes a
point contact area if the tooth surface is modified in both directions and only one conjugated point
(mean point) remains, resulting in a parabolic shape for the kinematics error function. Consequently,
several machine-setting modifications can be considered. Modifications (cutter edge rotation) and
misalignment cause very sensitive modifications of contact pattern and kinematics error in case of one
direction corrected tooth surfaces. The contact pattern displaces, and kinematics error has linear but
discontinuous function. Therefore, the pinion tooth flank is corrected in both directions to provide
kinematics error optimization. It integrates the discontinuous function of the kinematics error and gives
a stable tooth contact bearing. The maximum level of kinematics error remains more or less constant.
Above extreme values, the rotation of the cutter edge can cause a kinematics jump. Thus cutter edge
rotation limits are also presented to prevent it.
9
Résumé anglais
The simulation of the gear misalignment shows that the offset displaces most the contact
pattern at the same value of displacement. Shaft angle variation modifies the contact line, it is not
situating further at centre of the contact pattern thus contact ellipses are not symmetric. Consequently
the Hertz contact theory is not adapted to calculate the surface deformations, since this theory
considers only symmetric contact ellipses. An optimization method for diagonal positioning of the
contact pattern and to control maximal kinematics error is developed. The contact pattern is
determined also by Finite Elements Method and compared to the other results.
Experimental measures with light load of the contact pattern were realized on a testing rig to
validate our work. Since geometry governs the contact characteristics, offset distance error of the
tooth surface due the machining displaces the contact pattern to heel section. Possible pinion
misalignments, related setting errors in the testing rig, are also considered.
Simulations under load concern only one tooth pair. Finite Elements Method calculates bending
deflections, the Hertz contact theory is used to determine the tooth contact deformation. The
consequences of high-applied loads are that the contact pattern reaches the tooth boarder and a very
high level of kinematics error occurs. Contact characteristics and hertzian pressure variation depend
on the joint effects of tooth surface geometry and load function.
This work has allowed understanding the machine-setting influences on spiral bevel gears. In
more general case a more sophisticated Finite Elements model, at least seven teeth model, should be
used to calculate the deformations and contact characteristics under load. In addition, the testing rig is
also able to measure static load sharing by strain gages in different angular positions. After this, these
experimental results will be compared to the analytical ones. An integrated informatics system can
integrate the different parts of spiral bevel gear analysis. It should contain inspection for verification of
machining accuracy, contact analysis with no and under load, and dynamic measures on test rig.
10
INTRODUCTION
Les engrenages spiro-coniques ont de multiples applications. Ils sont est très largement appliqués
dans divers domaines techniques. Leur rôle est d'assurer une transmission de grande puissance entre
les axes concourants, le plus souvent perpendiculaires. Ils se retrouvent principalement dans les
boites de transmission des moyens de transport, comme l'automobile, le train ou l’aviation. Les
développements industriels actuels demandent de repenser en terme de recherche les points clé du
développement de ce type d'engrenage. Par exemple l'introduction des machines numériques en
fabrication et de la mesure par machine à mesurer. Il y aussi les moyens d'étude comme les logiciels
d'éléments finis de plus en plus performants qui conduisent à repenser totalement l'études des
engrenages spiro-coniques.
Les géométries des engrenages sont devenues de plus en plus sophistiquées selon le
développement des machines de taillage, c'est pour cela qu'il est besoin d’une technologie de
fabrication complètement différente de celle des dentures droites. La complexité de la géométrie des
engrenages spiro-coniques peut être difficilement décrite par les seuls moyens analytiques. Grâce au
fort développement des moyens informatiques et de leur exploitation, l'analyse des comportements,
de la géométrie jusqu'à la rigidité, est bien maîtrisée pour aider les bureaux d'études. L’apparition des
machines à commande numérique et le développement des méthodes d'études ont ouvert des
possibilités de réglage et de vérification en parallèle. Le travail laborieux d'essai-erreur et la
dépendance du savoir-faire du personnel sont éliminés. Ainsi les engrenages spiro-coniques sont
devenus conformes aux exigences d‘un meilleur confort sonore et d’une longévité étendue pour une
puissance transmise toujours plus importante.
Cette étude de thèse est consacrée à un sous type des engrenages coniques générés par les
systèmes Cyclo-Palloïd Klingelnberg. La géométrie de base est celle d’une denture générée sur un
cône. La denture a une courbure directrice épicycloïdale et une hauteur constante. Différentes
corrections peuvent influencer cette géométrie et donc les comportements d'engrènement à vide ou
sous charge.
Notre objectif est de présenter une étude sur ces engrenages spiro-coniques Kligelnberg et de
pointer les éléments clés de développement, pour déterminer l'ensemble des applications pour de
futurs systèmes intégrés.
La présentation de ce travail est organisée en plusieurs sous domaines. Premièrement une
étude des travaux de recherches et de la théorie des engrenages a été réalisée afin d'avoir un point
de vue élargi sur ce domaine et une définition précise des taches au cours de la durée de la thèse.
Ainsi, avant tout il faut connaitre la géométrie de la denture, les paramètres de contrôle de la
génération de la surface de denture. C’est à travers le développement et l’application de méthodes
théoriques que ce premier objectif est poursuivi. La génération de la denture est la base des analyses
11
suivantes qui concernent des simulations numériques de l’engrènement. L’étude du contact à vide
caractérise les variations d'engrènement en fonction des corrections introduites lors du taillage ou des
désalignements des pièces. Nous prenons en compte trois critères: la portée, l'erreur cinématique et
le glissement entre les flans de dents en contact. Viennent ensuite les études de contact sous charge.
D'un coté des calculs analytiques sont proposés pour l’étude du partage de charge entre les dents en
prise et pour l’étude des pressions de contact par la théorie de Hertz. D'un autre coté, des systèmes
de calcul par éléments finis sont utilisés pour résoudre des problèmes complexes de contact et de
rigidité. En outre des moyens expérimentaux, comme la mesure des surfaces de dentures réelles, et
des bancs d'essais statiques, ont été exploités pour la validation de la simulation.
Les travaux de recherche ont été effectués dans le cadre d'une thèse en co-tutelle entre la
France et la Hongrie. Les études théoriques et les essais ont été réalisés au département des
Eléments et des Transmissions de Véhicules de l'Université des Sciences Techniques et Economique
de Budapest alors que les simulation numériques et les mesures sur les surfaces ont été faites au
laboratoire CASM de l'INSA de Lyon.
12
Etude bibliographique
1 ETUDE BIBLIOGRAPHIQUE
1.1 CLASSEMENT DES ENGRENAGES [7-9]
Le rôle principal des engrenages est d'assurer la transmission de puissance avec un mouvement de
rotation d'un arbre à un autre, avec un rapport moyen de vitesses angulaires constant. Selon les
positionnements relatifs des arbres trois classes majeures d'engrenages peuvent être distinguées :
- les engrenages à axes parallèles. Ce type est nommé aussi cylindrique. Les deux arbres sont
parallèles. Diverses catégories sont distinguées selon la géométrie des dents suivant la génératrice.
On trouve les dentures droites, les dentures hélicoïdales, etc.…
- les engrenages à axes concourants. Ce type est nommé aussi conique. Les deux arbres sont tels
que leurs axes de rotation se coupent. Selon la géométrie des dents, on distingue les sous-catégories
des :
- dentures droites, les génératrices passent par le point de concours des axes de rotation,
- dentures hélicoïdales,
- dentures spirales, engendrées par des segments rectilignes s'appuyant sur une courbe
directrice.
- les engrenages à axes quelconques, ces engrenages sont nommés gauches. Les axes des arbres
n’ont pas de point commun et occupent une position relative quelconque. Dans cette catégorie se
retrouvent par exemple les dentures hypoïdes.
1.1.1 Engrenages spiro-coniques
Cette étude se concentre sur les engrenages coniques. Ils sont utilisés dans diverses applications
mécaniques. Leur histoire est très étroitement liée au début et au développement de l'automobile.
Quatre-vingts pour cent de la production sont des applications automobiles. Durant le développement,
il a fallu répondre à des exigences industrielles de plus en plus strictes :
- grande puissance,
- poids réduit,
- résistance des charges variables,
- fonctionnement sans bruit et vibration.
Les engrenages spiro-coniques sont réalisés avec des méthodes de taillage des engrenages
parmi les plus complexes. Les formes de denture sont directement liées au développement des
machines et des outils de fabrication.
La conception des différents types d'engrenages spiro-coniques dépend de la méthode de
génération appliquée. Tous les fabricants ont proposé leurs propres paramètres. La génération des
dents se fait à partir soit du concept des cônes primitifs, soit du concept de la roue plate génératrice.
On peut diviser fondamentalement les engrenages spiro-coniques en deux classes majeures,
américaine et européenne. La différence de base est dans:
13
- la forme de la courbure directrice de la roue plate génératrice,
- la continuité de la courbure directrice de la roue plate génératrice,
- la variation de la hauteur de denture.
La position relative des axes peut être concourante ou gauche. Parmi les systèmes de
fabrication les plus connus, on peut citer la denture spirale Gleason et la denture spirale
Klingelnberg/Oerlikon.
1.1.2 Forme de la courbe directrice
La direction de dent est déterminée par une courbe directrice. Selon les mouvements de l’outil de
taillage on trouve un arc de cercle ou un arc d’épicycloïde.
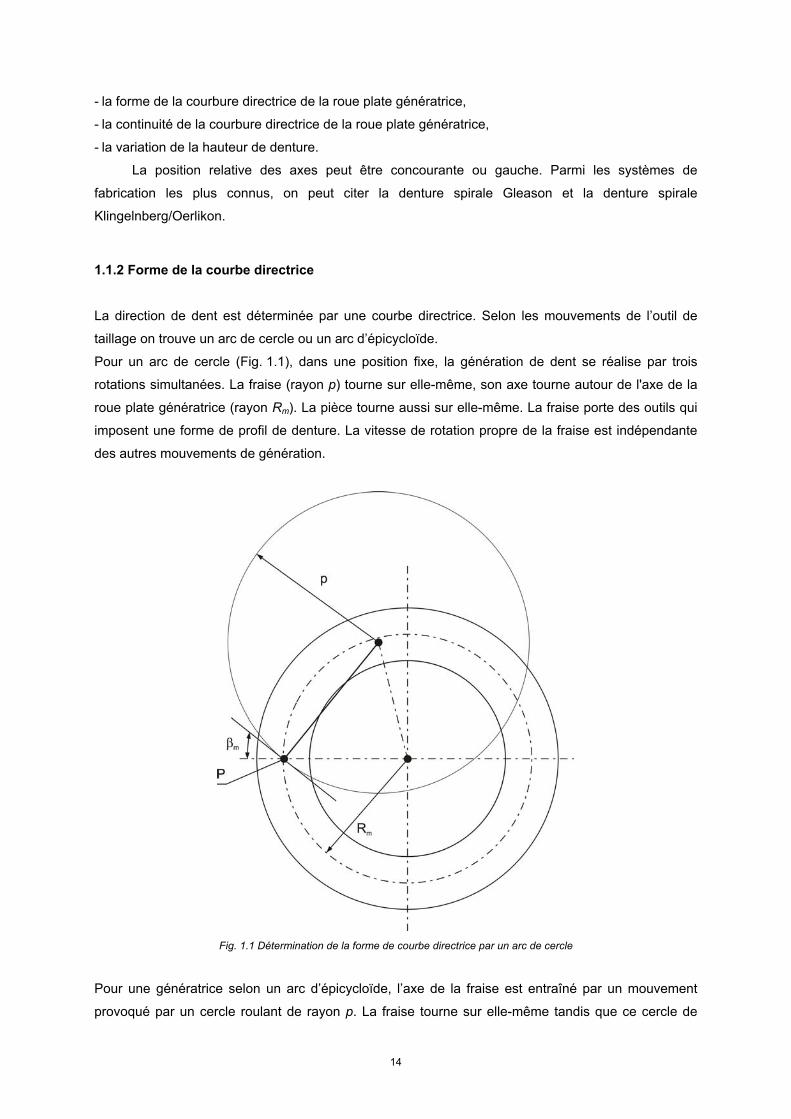
Pour un arc de cercle (Fig. 1.1), dans une position fixe, la génération de dent se réalise par trois
rotations simultanées. La fraise (rayon p) tourne sur elle-même, son axe tourne autour de l'axe de la
roue plate génératrice (rayon Rm). La pièce tourne aussi sur elle-même. La fraise porte des outils qui
imposent une forme de profil de denture. La vitesse de rotation propre de la fraise est indépendante
des autres mouvements de génération.
Fig. 1.1 Détermination de la forme de courbe directrice par un arc de cercle
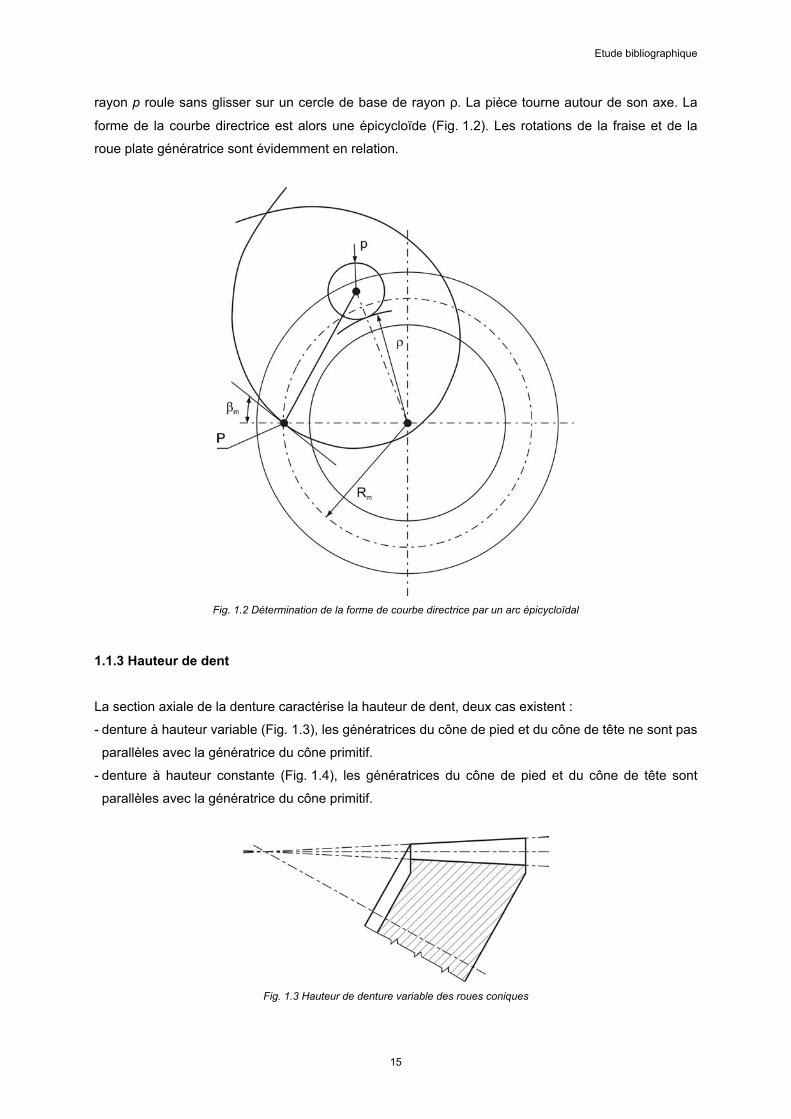
Pour une génératrice selon un arc d’épicycloïde, l’axe de la fraise est entraîné par un mouvement
provoqué par un cercle roulant de rayon p. La fraise tourne sur elle-même tandis que ce cercle de
14
Etude bibliographique
rayon p roule sans glisser sur un cercle de base de rayon ρ. La pièce tourne autour de son axe. La
forme de la courbe directrice est alors une épicycloïde (Fig. 1.2). Les rotations de la fraise et de la
roue plate génératrice sont évidemment en relation.
Fig. 1.2 Détermination de la forme de courbe directrice par un arc épicycloïdal
1.1.3 Hauteur de dent
La section axiale de la denture caractérise la hauteur de dent, deux cas existent :
- denture à hauteur variable (Fig. 1.3), les génératrices du cône de pied et du cône de tête ne sont pas
parallèles avec la génératrice du cône primitif.
- denture à hauteur constante (Fig. 1.4), les génératrices du cône de pied et du cône de tête sont
parallèles avec la génératrice du cône primitif.
Fig. 1.3 Hauteur de denture variable des roues coniques
15
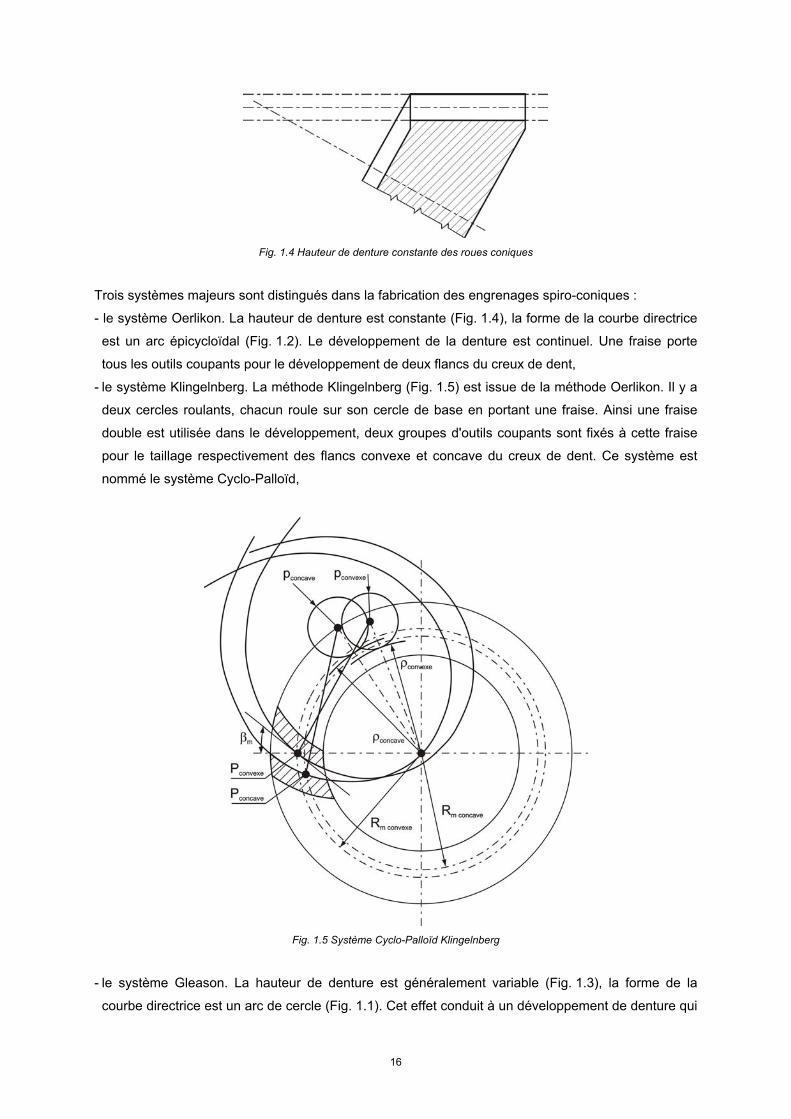
Fig. 1.4 Hauteur de denture constante des roues coniques
Trois systèmes majeurs sont distingués dans la fabrication des engrenages spiro-coniques :
- le système Oerlikon. La hauteur de denture est constante (Fig. 1.4), la forme de la courbe directrice
est un arc épicycloïdal (Fig. 1.2). Le développement de la denture est continuel. Une fraise porte
tous les outils coupants pour le développement de deux flancs du creux de dent,
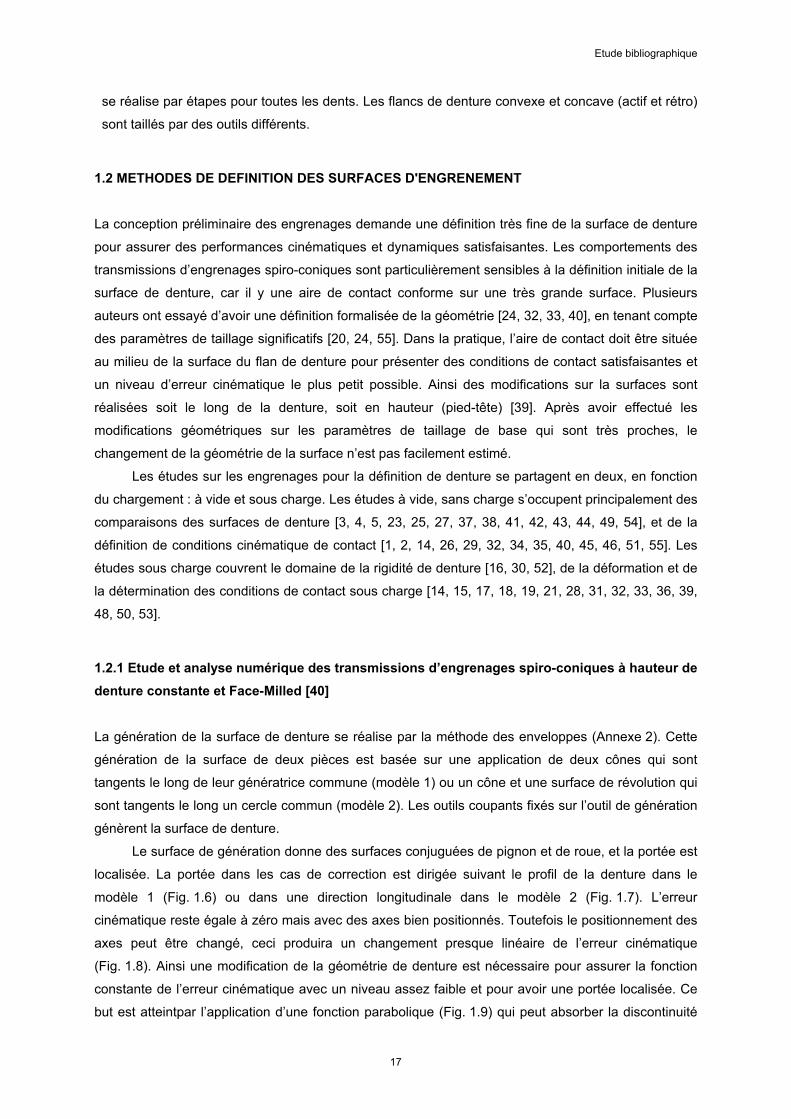
- le système Klingelnberg. La méthode Klingelnberg (Fig. 1.5) est issue de la méthode Oerlikon. Il y a
deux cercles roulants, chacun roule sur son cercle de base en portant une fraise. Ainsi une fraise
double est utilisée dans le développement, deux groupes d'outils coupants sont fixés à cette fraise
pour le taillage respectivement des flancs convexe et concave du creux de dent. Ce système est
nommé le système Cyclo-Palloïd,
Fig. 1.5 Système Cyclo-Palloïd Klingelnberg
- le système Gleason. La hauteur de denture est généralement variable (Fig. 1.3), la forme de la
courbe directrice est un arc de cercle (Fig. 1.1). Cet effet conduit à un développement de denture qui
16
Etude bibliographique
se réalise par étapes pour toutes les dents. Les flancs de denture convexe et concave (actif et rétro)
sont taillés par des outils différents.
1.2 METHODES DE DEFINITION DES SURFACES D'ENGRENEMENT
La conception préliminaire des engrenages demande une définition très fine de la surface de denture
pour assurer des performances cinématiques et dynamiques satisfaisantes. Les comportements des
transmissions d’engrenages spiro-coniques sont particulièrement sensibles à la définition initiale de la
surface de denture, car il y une aire de contact conforme sur une très grande surface. Plusieurs
auteurs ont essayé d’avoir une définition formalisée de la géométrie [24, 32, 33, 40], en tenant compte
des paramètres de taillage significatifs [20, 24, 55]. Dans la pratique, l’aire de contact doit être située
au milieu de la surface du flan de denture pour présenter des conditions de contact satisfaisantes et
un niveau d’erreur cinématique le plus petit possible. Ainsi des modifications sur la surfaces sont
réalisées soit le long de la denture, soit en hauteur (pied-tête) [39]. Après avoir effectué les
modifications géométriques sur les paramètres de taillage de base qui sont très proches, le
changement de la géométrie de la surface n’est pas facilement estimé.
Les études sur les engrenages pour la définition de denture se partagent en deux, en fonction
du chargement : à vide et sous charge. Les études à vide, sans charge s’occupent principalement des
comparaisons des surfaces de denture [3, 4, 5, 23, 25, 27, 37, 38, 41, 42, 43, 44, 49, 54], et de la
définition de conditions cinématique de contact [1, 2, 14, 26, 29, 32, 34, 35, 40, 45, 46, 51, 55]. Les
études sous charge couvrent le domaine de la rigidité de denture [16, 30, 52], de la déformation et de
la détermination des conditions de contact sous charge [14, 15, 17, 18, 19, 21, 28, 31, 32, 33, 36, 39,
48, 50, 53].
1.2.1 Etude et analyse numérique des transmissions d’engrenages spiro-coniques à hauteur de denture constante et Face-Milled [40]
La génération de la surface de denture se réalise par la méthode des enveloppes (Annexe 2). Cette
génération de la surface de deux pièces est basée sur une application de deux cônes qui sont
tangents le long de leur génératrice commune (modèle 1) ou un cône et une surface de révolution qui
sont tangents le long un cercle commun (modèle 2). Les outils coupants fixés sur l’outil de génération
génèrent la surface de denture.
Le surface de génération donne des surfaces conjuguées de pignon et de roue, et la portée est
localisée. La portée dans les cas de correction est dirigée suivant le profil de la denture dans le
modèle 1 (Fig. 1.6) ou dans une direction longitudinale dans le modèle 2 (Fig. 1.7). L’erreur
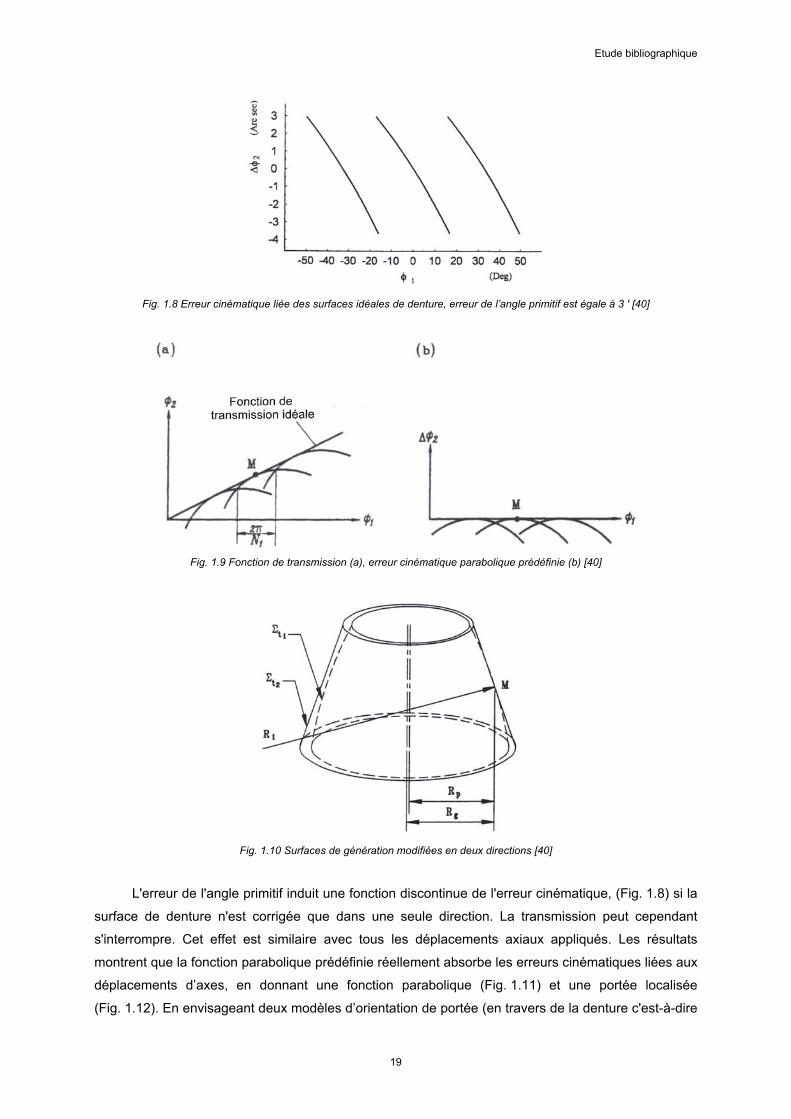
cinématique reste égale à zéro mais avec des axes bien positionnés. Toutefois le positionnement des
axes peut être changé, ceci produira un changement presque linéaire de l’erreur cinématique
(Fig. 1.8). Ainsi une modification de la géométrie de denture est nécessaire pour assurer la fonction
constante de l’erreur cinématique avec un niveau assez faible et pour avoir une portée localisée. Ce
but est atteintpar l’application d’une fonction parabolique (Fig. 1.9) qui peut absorber la discontinuité
17
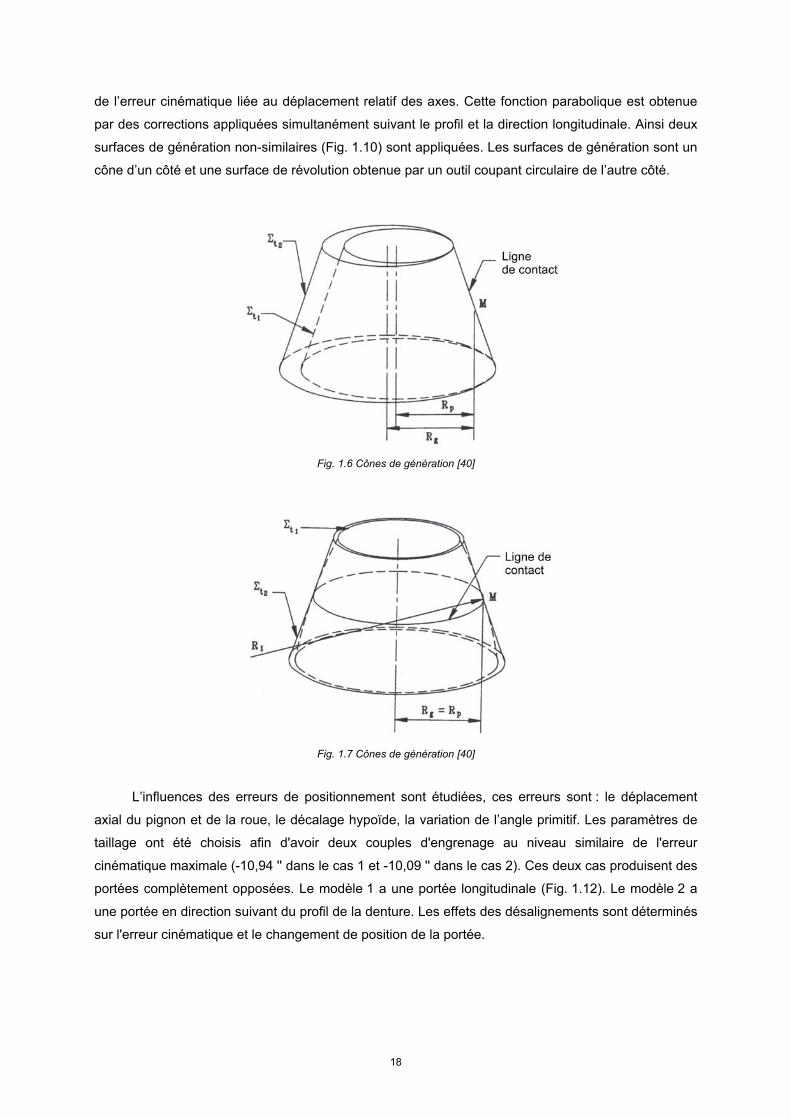
de l’erreur cinématique liée au déplacement relatif des axes. Cette fonction parabolique est obtenue
par des corrections appliquées simultanément suivant le profil et la direction longitudinale. Ainsi deux
surfaces de génération non-similaires (Fig. 1.10) sont appliquées. Les surfaces de génération sont un
cône d’un côté et une surface de révolution obtenue par un outil coupant circulaire de l’autre côté.
Fig. 1.6 Cônes de génération [40]
Fig. 1.7 Cônes de génération [40]
L’influences des erreurs de positionnement sont étudiées, ces erreurs sont : le déplacement
axial du pignon et de la roue, le décalage hypoïde, la variation de l’angle primitif. Les paramètres de
taillage ont été choisis afin d'avoir deux couples d'engrenage au niveau similaire de l'erreur
cinématique maximale (-10,94 '' dans le cas 1 et -10,09 '' dans le cas 2). Ces deux cas produisent des
portées complètement opposées. Le modèle 1 a une portée longitudinale (Fig. 1.12). Le modèle 2 a
une portée en direction suivant du profil de la denture. Les effets des désalignements sont déterminés
sur l'erreur cinématique et le changement de position de la portée.
18
Etude bibliographique
Fig. 1.8 Erreur cinématique liée des surfaces idéales de denture, erreur de l’angle primitif est égale à 3 ' [40]
Fig. 1.9 Fonction de transmission (a), erreur cinématique parabolique prédéfinie (b) [40]
Fig. 1.10 Surfaces de génération modifiées en deux directions [40]
L'erreur de l'angle primitif induit une fonction discontinue de l'erreur cinématique, (Fig. 1.8) si la
surface de denture n'est corrigée que dans une seule direction. La transmission peut cependant
s'interrompre. Cet effet est similaire avec tous les déplacements axiaux appliqués. Les résultats
montrent que la fonction parabolique prédéfinie réellement absorbe les erreurs cinématiques liées aux
déplacements d’axes, en donnant une fonction parabolique (Fig. 1.11) et une portée localisée
(Fig. 1.12). En envisageant deux modèles d’orientation de portée (en travers de la denture c'est-à-dire
19
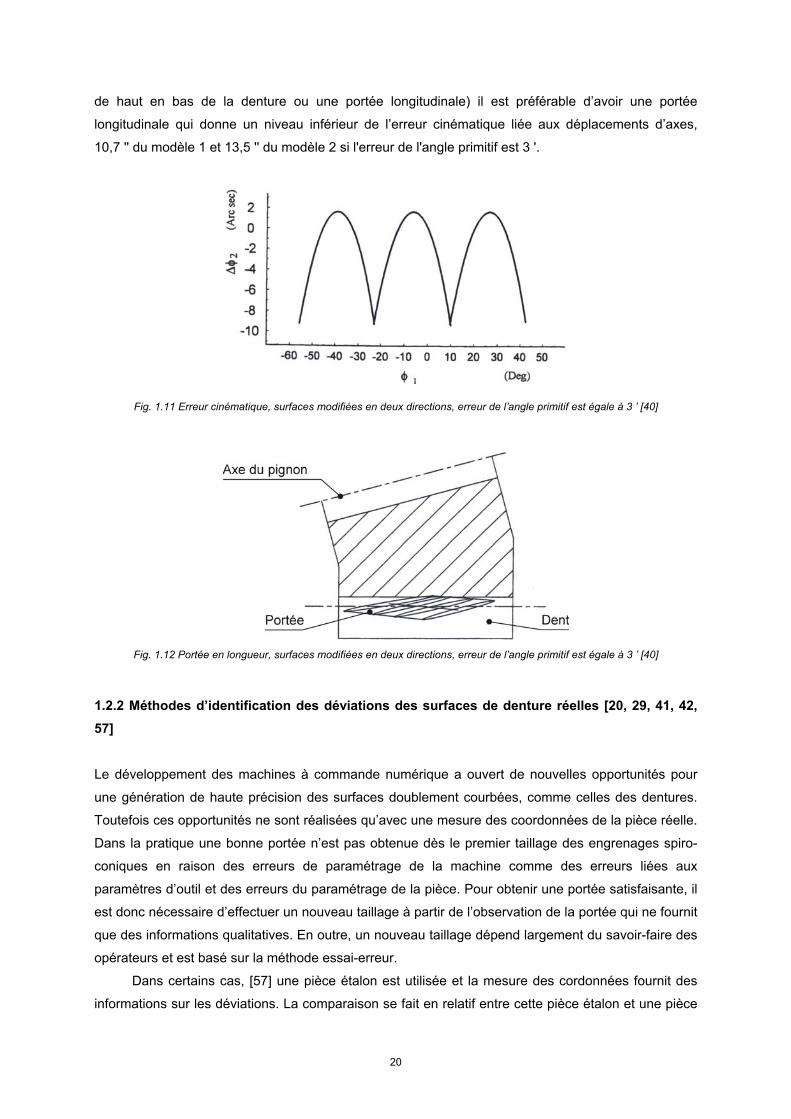
de haut en bas de la denture ou une portée longitudinale) il est préférable d’avoir une portée
longitudinale qui donne un niveau inférieur de l’erreur cinématique liée aux déplacements d’axes,
10,7 '' du modèle 1 et 13,5 '' du modèle 2 si l'erreur de l'angle primitif est 3 '.
Fig. 1.11 Erreur cinématique, surfaces modifiées en deux directions, erreur de l’angle primitif est égale à 3 ’ [40]
Fig. 1.12 Portée en longueur, surfaces modifiées en deux directions, erreur de l’angle primitif est égale à 3 ’ [40]
1.2.2 Méthodes d’identification des déviations des surfaces de denture réelles [20, 29, 41, 42, 57]
Le développement des machines à commande numérique a ouvert de nouvelles opportunités pour
une génération de haute précision des surfaces doublement courbées, comme celles des dentures.
Toutefois ces opportunités ne sont réalisées qu’avec une mesure des coordonnées de la pièce réelle.
Dans la pratique une bonne portée n’est pas obtenue dès le premier taillage des engrenages spiro-
coniques en raison des erreurs de paramétrage de la machine comme des erreurs liées aux
paramètres d’outil et des erreurs du paramétrage de la pièce. Pour obtenir une portée satisfaisante, il
est donc nécessaire d’effectuer un nouveau taillage à partir de l’observation de la portée qui ne fournit
que des informations qualitatives. En outre, un nouveau taillage dépend largement du savoir-faire des
opérateurs et est basé sur la méthode essai-erreur.
Dans certains cas, [57] une pièce étalon est utilisée et la mesure des cordonnées fournit des
informations sur les déviations. La comparaison se fait en relatif entre cette pièce étalon et une pièce
20
Etude bibliographique
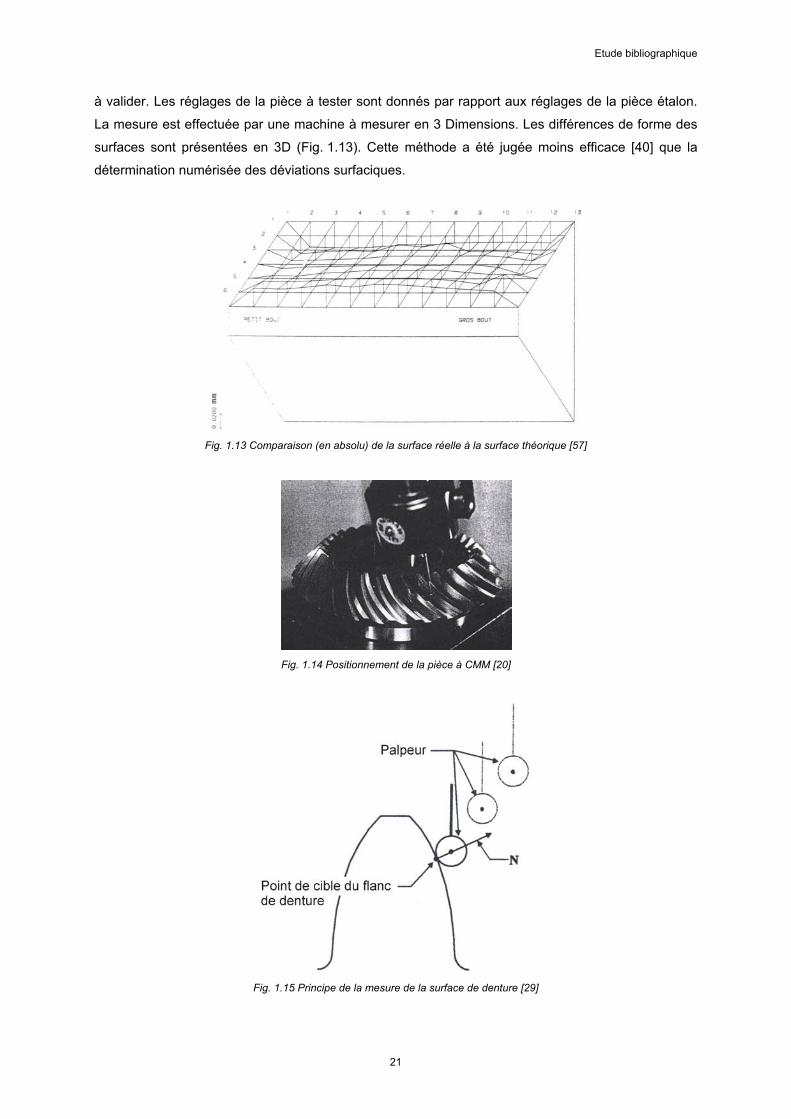
à valider. Les réglages de la pièce à tester sont donnés par rapport aux réglages de la pièce étalon.
La mesure est effectuée par une machine à mesurer en 3 Dimensions. Les différences de forme des
surfaces sont présentées en 3D (Fig. 1.13). Cette méthode a été jugée moins efficace [40] que la
détermination numérisée des déviations surfaciques.
Fig. 1.13 Comparaison (en absolu) de la surface réelle à la surface théorique [57]
Fig. 1.14 Positionnement de la pièce à CMM [20]
Fig. 1.15 Principe de la mesure de la surface de denture [29]
21
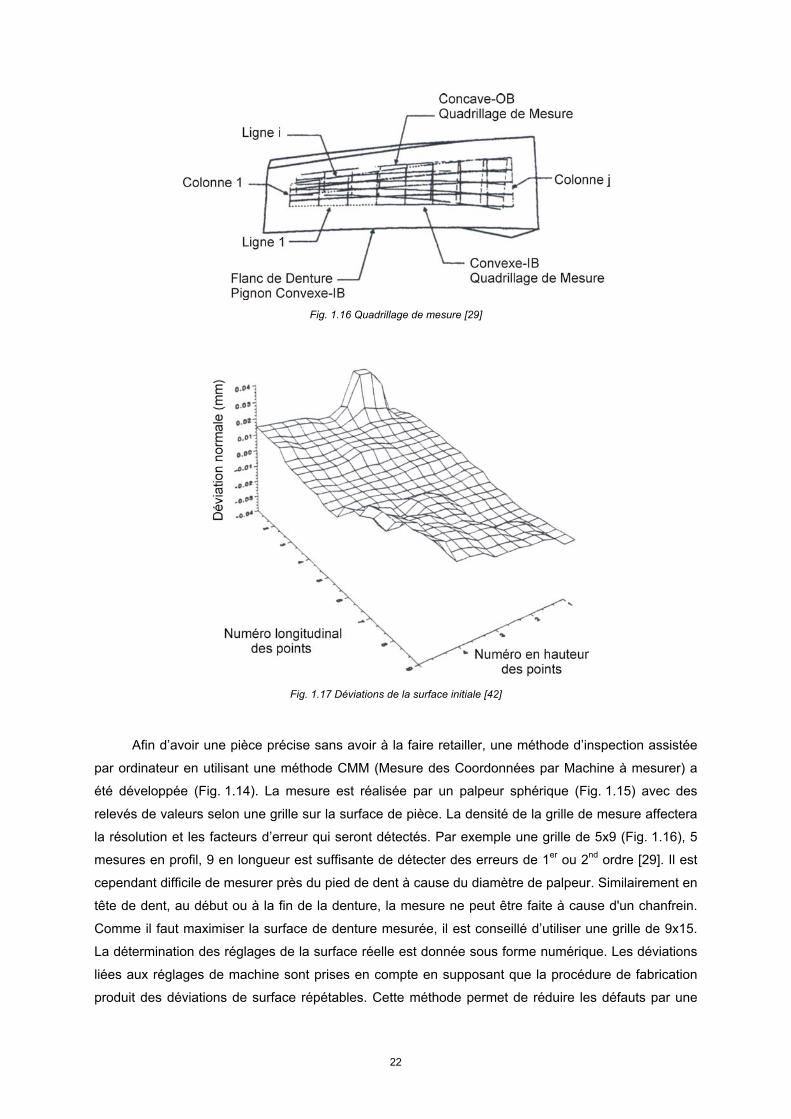
Fig. 1.16 Quadrillage de mesure [29]
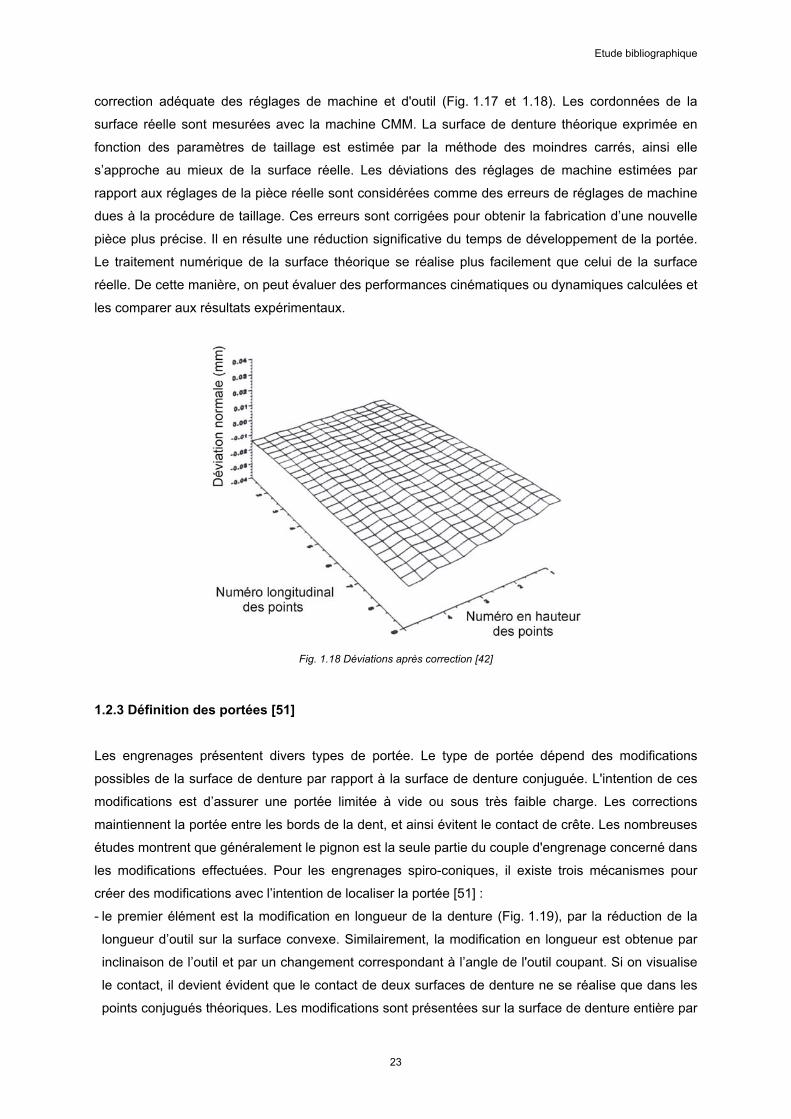
Fig. 1.17 Déviations de la surface initiale [42]
Afin d’avoir une pièce précise sans avoir à la faire retailler, une méthode d’inspection assistée
par ordinateur en utilisant une méthode CMM (Mesure des Coordonnées par Machine à mesurer) a
été développée (Fig. 1.14). La mesure est réalisée par un palpeur sphérique (Fig. 1.15) avec des
relevés de valeurs selon une grille sur la surface de pièce. La densité de la grille de mesure affectera
la résolution et les facteurs d’erreur qui seront détectés. Par exemple une grille de 5x9 (Fig. 1.16), 5
mesures en profil, 9 en longueur est suffisante de détecter des erreurs de 1er ou 2nd ordre [29]. Il est
cependant difficile de mesurer près du pied de dent à cause du diamètre de palpeur. Similairement en
tête de dent, au début ou à la fin de la denture, la mesure ne peut être faite à cause d'un chanfrein.
Comme il faut maximiser la surface de denture mesurée, il est conseillé d’utiliser une grille de 9x15.
La détermination des réglages de la surface réelle est donnée sous forme numérique. Les déviations
liées aux réglages de machine sont prises en compte en supposant que la procédure de fabrication
produit des déviations de surface répétables. Cette méthode permet de réduire les défauts par une
22
Etude bibliographique
correction adéquate des réglages de machine et d'outil (Fig. 1.17 et 1.18). Les cordonnées de la
surface réelle sont mesurées avec la machine CMM. La surface de denture théorique exprimée en
fonction des paramètres de taillage est estimée par la méthode des moindres carrés, ainsi elle
s’approche au mieux de la surface réelle. Les déviations des réglages de machine estimées par
rapport aux réglages de la pièce réelle sont considérées comme des erreurs de réglages de machine
dues à la procédure de taillage. Ces erreurs sont corrigées pour obtenir la fabrication d’une nouvelle
pièce plus précise. Il en résulte une réduction significative du temps de développement de la portée.
Le traitement numérique de la surface théorique se réalise plus facilement que celui de la surface
réelle. De cette manière, on peut évaluer des performances cinématiques ou dynamiques calculées et
les comparer aux résultats expérimentaux.
Fig. 1.18 Déviations après correction [42]
1.2.3 Définition des portées [51]
Les engrenages présentent divers types de portée. Le type de portée dépend des modifications
possibles de la surface de denture par rapport à la surface de denture conjuguée. L'intention de ces
modifications est d’assurer une portée limitée à vide ou sous très faible charge. Les corrections
maintiennent la portée entre les bords de la dent, et ainsi évitent le contact de crête. Les nombreuses
études montrent que généralement le pignon est la seule partie du couple d'engrenage concerné dans
les modifications effectuées. Pour les engrenages spiro-coniques, il existe trois mécanismes pour
créer des modifications avec l’intention de localiser la portée [51] :
- le premier élément est la modification en longueur de la denture (Fig. 1.19), par la réduction de la
longueur d’outil sur la surface convexe. Similairement, la modification en longueur est obtenue par
inclinaison de l’outil et par un changement correspondant à l’angle de l'outil coupant. Si on visualise
le contact, il devient évident que le contact de deux surfaces de denture ne se réalise que dans les
points conjugués théoriques. Les modifications sont présentées sur la surface de denture entière par
23
une présentation du rapprochement des surfaces. Généralement après les modifications, il n'y a
qu’un seul point où le rapprochement reste nul, c’est un point conjugué,
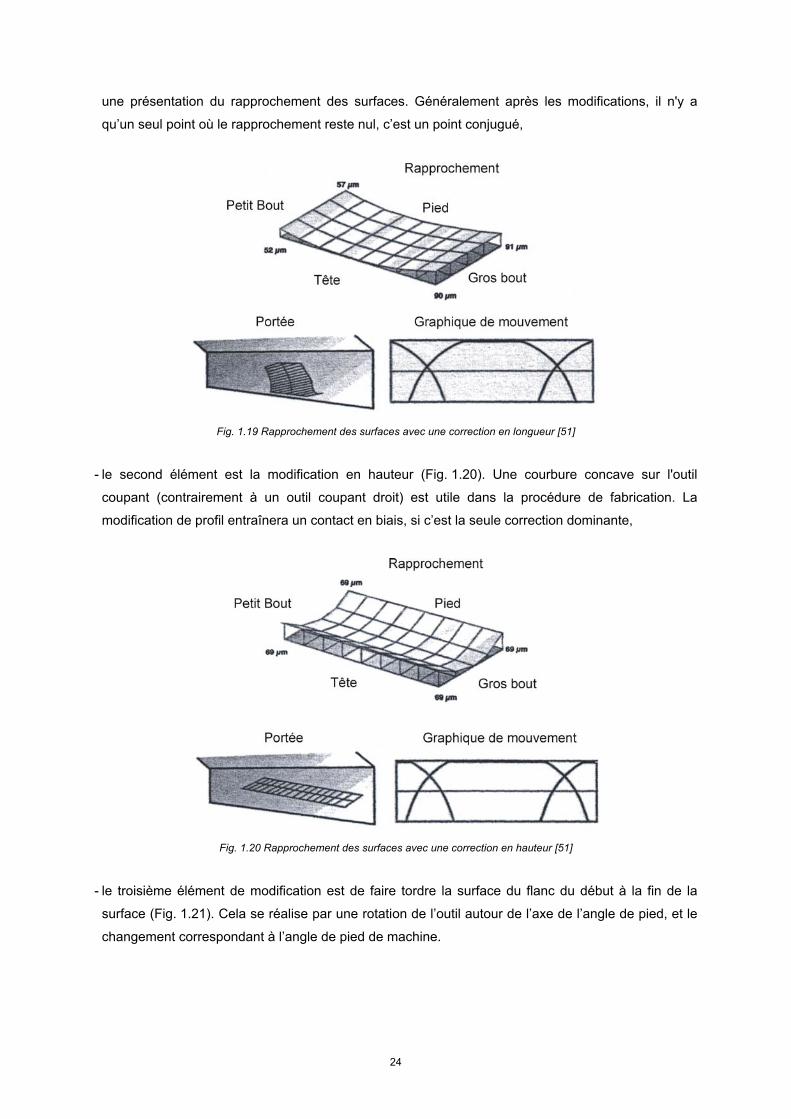
Fig. 1.19 Rapprochement des surfaces avec une correction en longueur [51]
- le second élément est la modification en hauteur (Fig. 1.20). Une courbure concave sur l'outil
coupant (contrairement à un outil coupant droit) est utile dans la procédure de fabrication. La
modification de profil entraînera un contact en biais, si c’est la seule correction dominante,
Fig. 1.20 Rapprochement des surfaces avec une correction en hauteur [51]
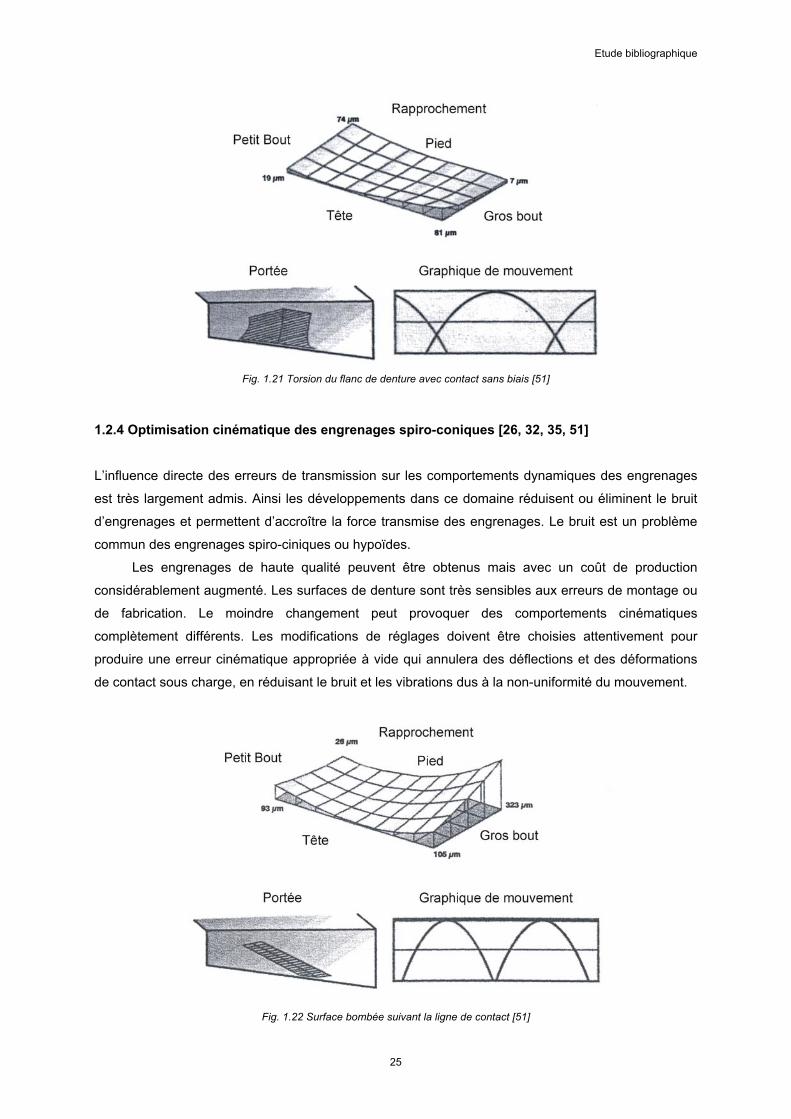
- le troisième élément de modification est de faire tordre la surface du flanc du début à la fin de la
surface (Fig. 1.21). Cela se réalise par une rotation de l’outil autour de l’axe de l’angle de pied, et le
changement correspondant à l’angle de pied de machine.
24
Etude bibliographique
Fig. 1.21 Torsion du flanc de denture avec contact sans biais [51]
1.2.4 Optimisation cinématique des engrenages spiro-coniques [26, 32, 35, 51]
L’influence directe des erreurs de transmission sur les comportements dynamiques des engrenages
est très largement admis. Ainsi les développements dans ce domaine réduisent ou éliminent le bruit
d’engrenages et permettent d’accroître la force transmise des engrenages. Le bruit est un problème
commun des engrenages spiro-ciniques ou hypoïdes.
Les engrenages de haute qualité peuvent être obtenus mais avec un coût de production
considérablement augmenté. Les surfaces de denture sont très sensibles aux erreurs de montage ou
de fabrication. Le moindre changement peut provoquer des comportements cinématiques
complètement différents. Les modifications de réglages doivent être choisies attentivement pour
produire une erreur cinématique appropriée à vide qui annulera des déflections et des déformations
de contact sous charge, en réduisant le bruit et les vibrations dus à la non-uniformité du mouvement.
Fig. 1.22 Surface bombée suivant la ligne de contact [51]
25
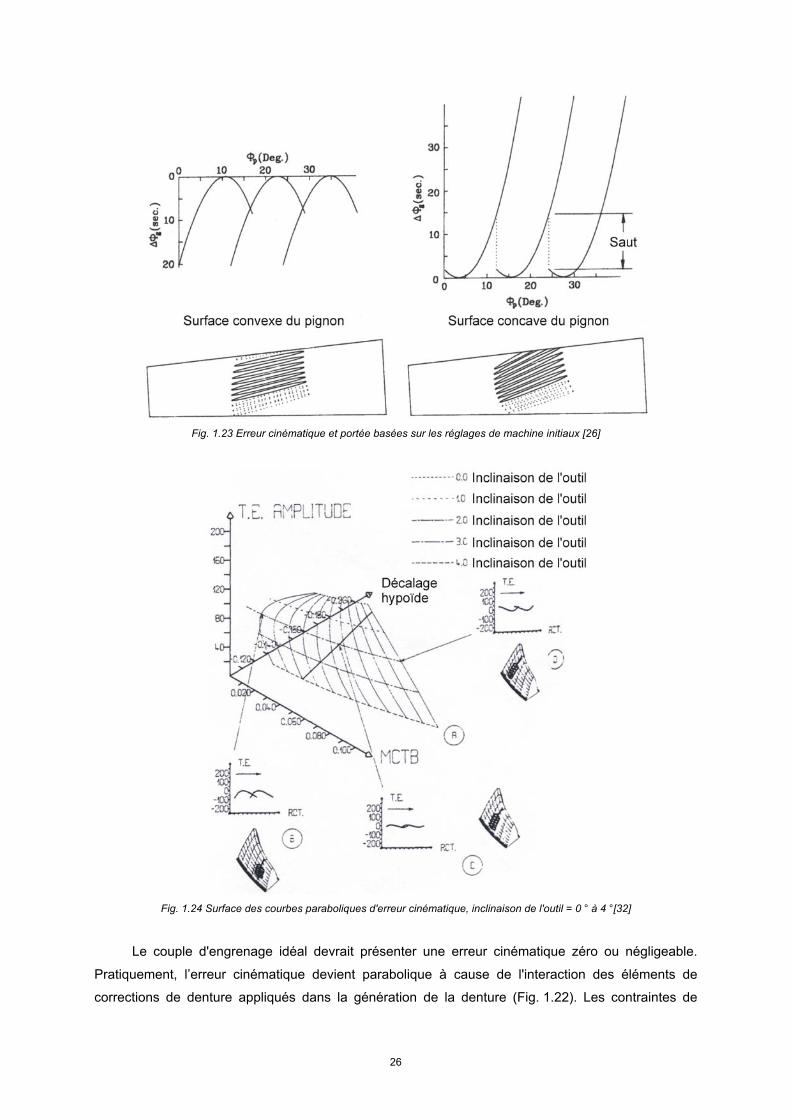
Fig. 1.23 Erreur cinématique et portée basées sur les réglages de machine initiaux [26]
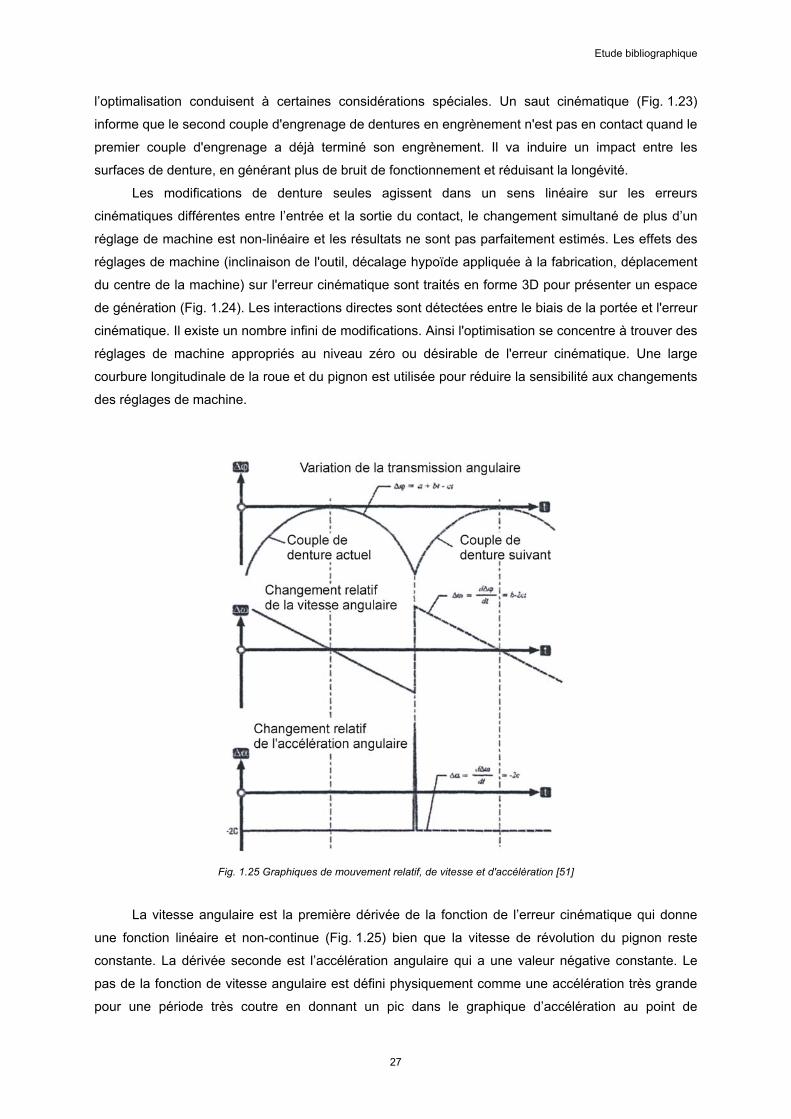
Fig. 1.24 Surface des courbes paraboliques d'erreur cinématique, inclinaison de l'outil = 0 ° à 4 °[32]
Le couple d'engrenage idéal devrait présenter une erreur cinématique zéro ou négligeable.
Pratiquement, l’erreur cinématique devient parabolique à cause de l'interaction des éléments de
corrections de denture appliqués dans la génération de la denture (Fig. 1.22). Les contraintes de
26
Etude bibliographique
l’optimalisation conduisent à certaines considérations spéciales. Un saut cinématique (Fig. 1.23)
informe que le second couple d'engrenage de dentures en engrènement n'est pas en contact quand le
premier couple d'engrenage a déjà terminé son engrènement. Il va induire un impact entre les
surfaces de denture, en générant plus de bruit de fonctionnement et réduisant la longévité.
Les modifications de denture seules agissent dans un sens linéaire sur les erreurs
cinématiques différentes entre l’entrée et la sortie du contact, le changement simultané de plus d’un
réglage de machine est non-linéaire et les résultats ne sont pas parfaitement estimés. Les effets des
réglages de machine (inclinaison de l'outil, décalage hypoïde appliquée à la fabrication, déplacement
du centre de la machine) sur l'erreur cinématique sont traités en forme 3D pour présenter un espace
de génération (Fig. 1.24). Les interactions directes sont détectées entre le biais de la portée et l'erreur
cinématique. Il existe un nombre infini de modifications. Ainsi l'optimisation se concentre à trouver des
réglages de machine appropriés au niveau zéro ou désirable de l'erreur cinématique. Une large
courbure longitudinale de la roue et du pignon est utilisée pour réduire la sensibilité aux changements
des réglages de machine.
Fig. 1.25 Graphiques de mouvement relatif, de vitesse et d'accélération [51]
La vitesse angulaire est la première dérivée de la fonction de l’erreur cinématique qui donne
une fonction linéaire et non-continue (Fig. 1.25) bien que la vitesse de révolution du pignon reste
constante. La dérivée seconde est l’accélération angulaire qui a une valeur négative constante. Le
pas de la fonction de vitesse angulaire est défini physiquement comme une accélération très grande
pour une période très coutre en donnant un pic dans le graphique d’accélération au point de
27
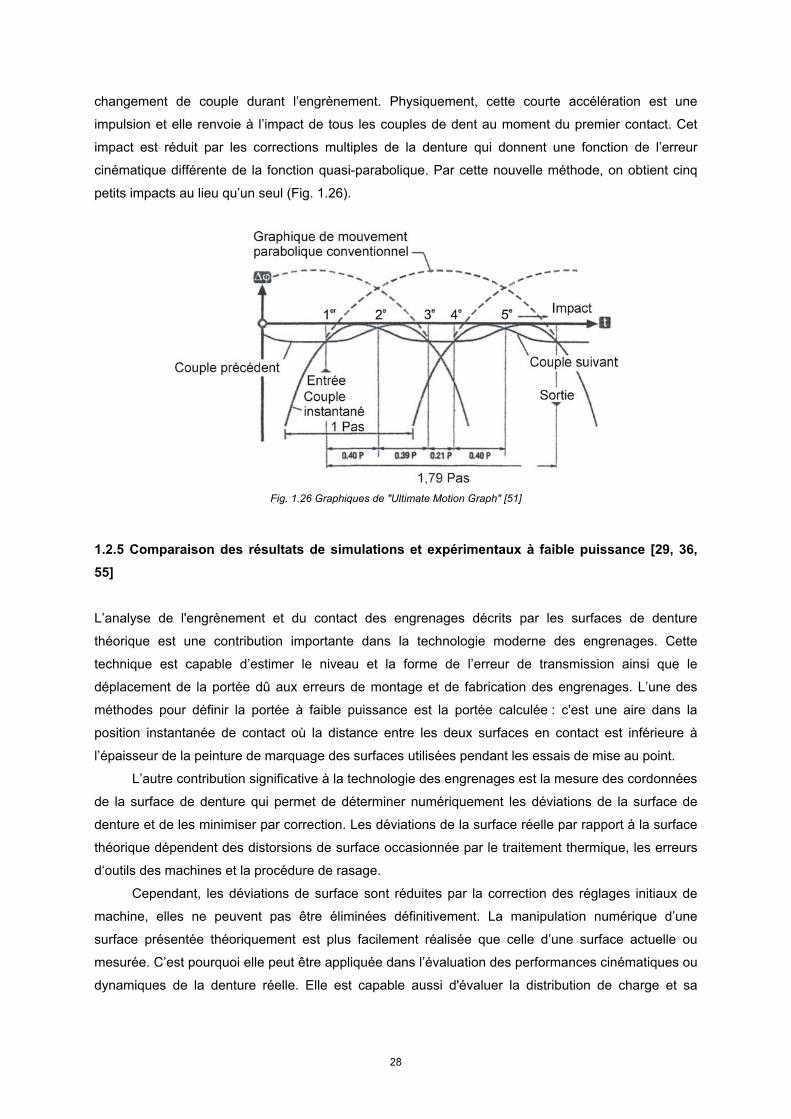
changement de couple durant l’engrènement. Physiquement, cette courte accélération est une
impulsion et elle renvoie à l’impact de tous les couples de dent au moment du premier contact. Cet
impact est réduit par les corrections multiples de la denture qui donnent une fonction de l’erreur
cinématique différente de la fonction quasi-parabolique. Par cette nouvelle méthode, on obtient cinq
petits impacts au lieu qu’un seul (Fig. 1.26).
Fig. 1.26 Graphiques de "Ultimate Motion Graph" [51]
1.2.5 Comparaison des résultats de simulations et expérimentaux à faible puissance [29, 36, 55]
L’analyse de l'engrènement et du contact des engrenages décrits par les surfaces de denture
théorique est une contribution importante dans la technologie moderne des engrenages. Cette
technique est capable d’estimer le niveau et la forme de l’erreur de transmission ainsi que le
déplacement de la portée dû aux erreurs de montage et de fabrication des engrenages. L’une des
méthodes pour définir la portée à faible puissance est la portée calculée : c'est une aire dans la
position instantanée de contact où la distance entre les deux surfaces en contact est inférieure à
l’épaisseur de la peinture de marquage des surfaces utilisées pendant les essais de mise au point.
L’autre contribution significative à la technologie des engrenages est la mesure des cordonnées
de la surface de denture qui permet de déterminer numériquement les déviations de la surface de
denture et de les minimiser par correction. Les déviations de la surface réelle par rapport à la surface
théorique dépendent des distorsions de surface occasionnée par le traitement thermique, les erreurs
d‘outils des machines et la procédure de rasage.
Cependant, les déviations de surface sont réduites par la correction des réglages initiaux de
machine, elles ne peuvent pas être éliminées définitivement. La manipulation numérique d’une
surface présentée théoriquement est plus facilement réalisée que celle d’une surface actuelle ou
mesurée. C’est pourquoi elle peut être appliquée dans l’évaluation des performances cinématiques ou
dynamiques de la denture réelle. Elle est capable aussi d'évaluer la distribution de charge et sa
28
Etude bibliographique
relation avec la vibration et le bruit. Au niveau de fabrication, elle aide à réduire le coût et le temps,
aussi à améliorer la technologie actuelle.
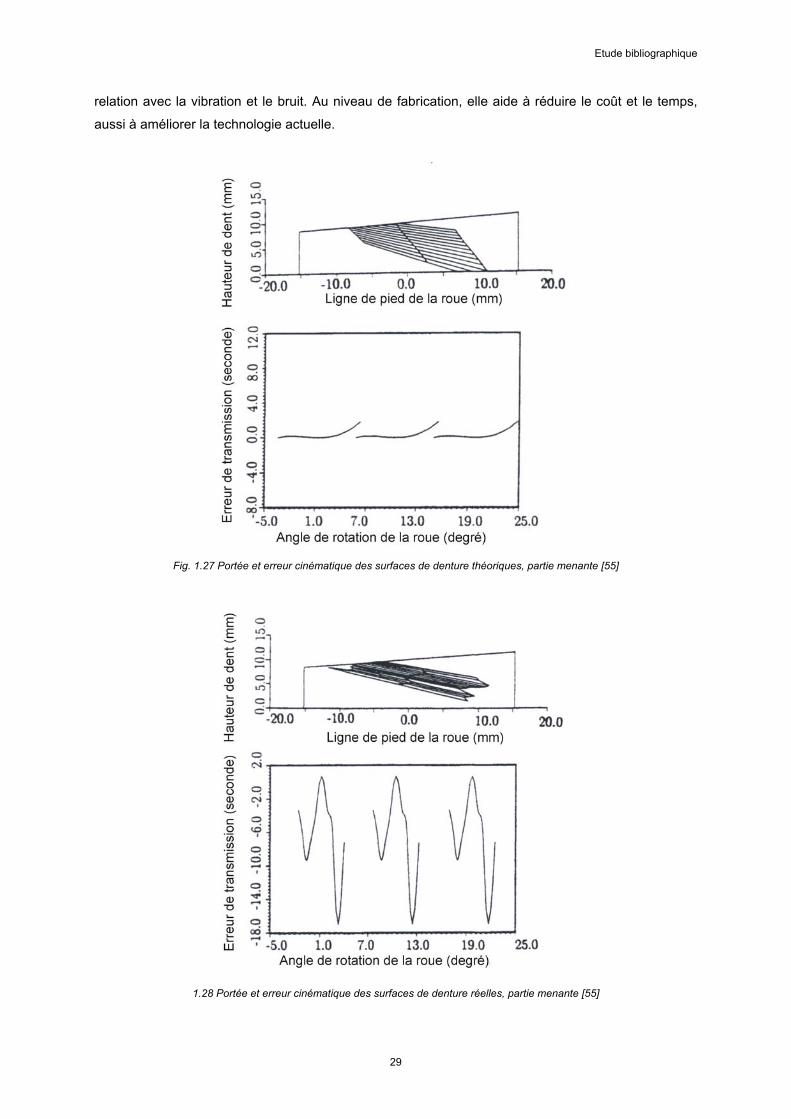
Fig. 1.27 Portée et erreur cinématique des surfaces de denture théoriques, partie menante [55]
1.28 Portée et erreur cinématique des surfaces de denture réelles, partie menante [55]
29
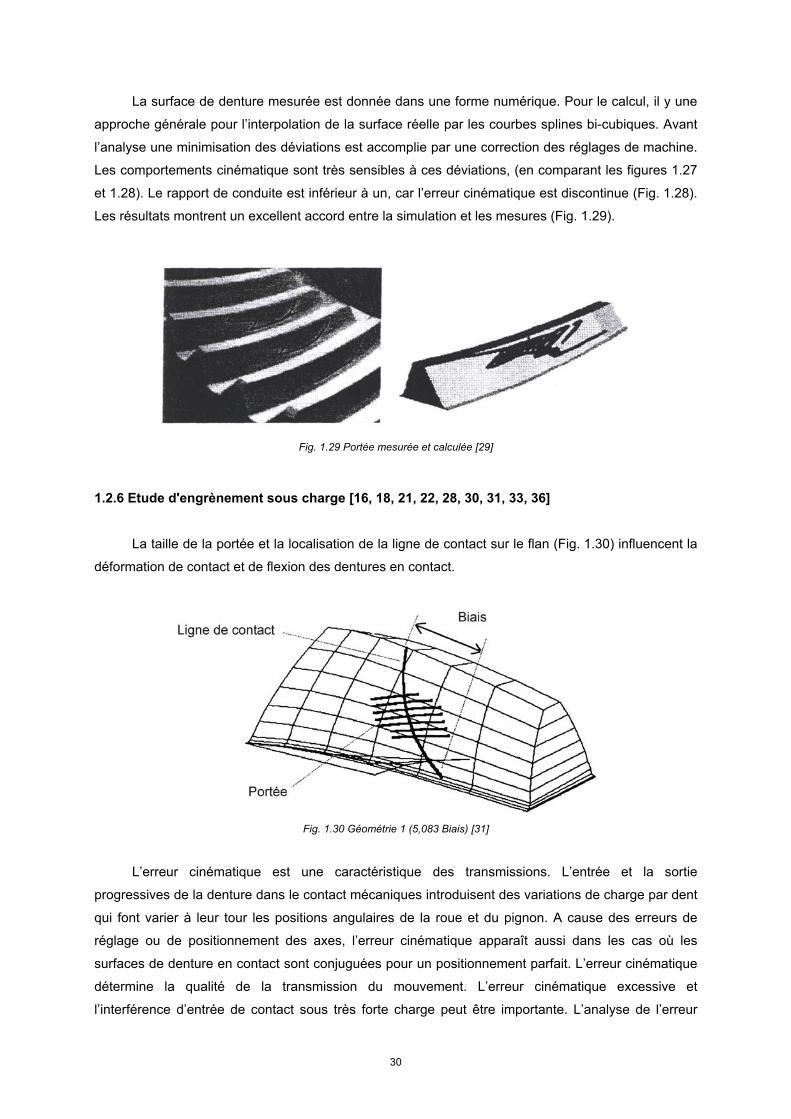
La surface de denture mesurée est donnée dans une forme numérique. Pour le calcul, il y une
approche générale pour l’interpolation de la surface réelle par les courbes splines bi-cubiques. Avant
l’analyse une minimisation des déviations est accomplie par une correction des réglages de machine.
Les comportements cinématique sont très sensibles à ces déviations, (en comparant les figures 1.27
et 1.28). Le rapport de conduite est inférieur à un, car l’erreur cinématique est discontinue (Fig. 1.28).
Les résultats montrent un excellent accord entre la simulation et les mesures (Fig. 1.29).
Fig. 1.29 Portée mesurée et calculée [29]
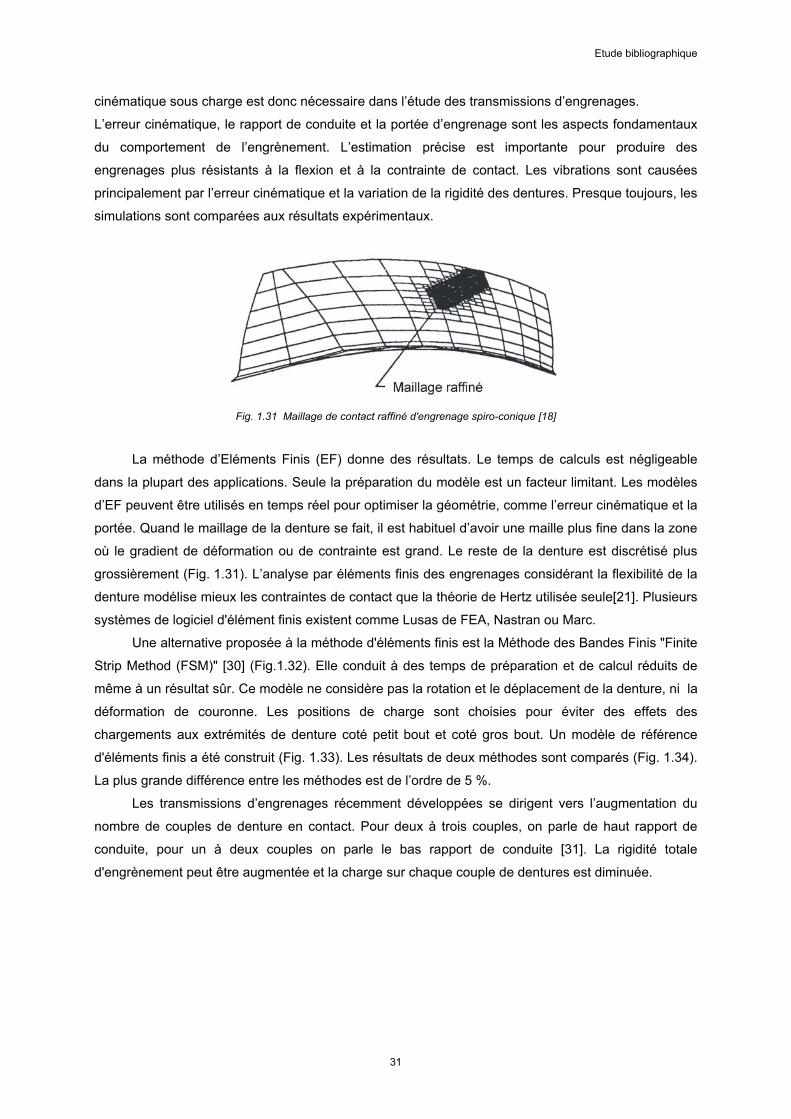
1.2.6 Etude d'engrènement sous charge [16, 18, 21, 22, 28, 30, 31, 33, 36]
La taille de la portée et la localisation de la ligne de contact sur le flan (Fig. 1.30) influencent la
déformation de contact et de flexion des dentures en contact.
Fig. 1.30 Géométrie 1 (5,083 Biais) [31]
L’erreur cinématique est une caractéristique des transmissions. L’entrée et la sortie
progressives de la denture dans le contact mécaniques introduisent des variations de charge par dent
qui font varier à leur tour les positions angulaires de la roue et du pignon. A cause des erreurs de
réglage ou de positionnement des axes, l’erreur cinématique apparaît aussi dans les cas où les
surfaces de denture en contact sont conjuguées pour un positionnement parfait. L’erreur cinématique
détermine la qualité de la transmission du mouvement. L’erreur cinématique excessive et
l’interférence d’entrée de contact sous très forte charge peut être importante. L’analyse de l’erreur
30
Etude bibliographique
cinématique sous charge est donc nécessaire dans l’étude des transmissions d’engrenages.
L’erreur cinématique, le rapport de conduite et la portée d’engrenage sont les aspects fondamentaux
du comportement de l’engrènement. L’estimation précise est importante pour produire des
engrenages plus résistants à la flexion et à la contrainte de contact. Les vibrations sont causées
principalement par l’erreur cinématique et la variation de la rigidité des dentures. Presque toujours, les
simulations sont comparées aux résultats expérimentaux.
Fig. 1.31 Maillage de contact raffiné d'engrenage spiro-conique [18]
La méthode d’Eléments Finis (EF) donne des résultats. Le temps de calculs est négligeable
dans la plupart des applications. Seule la préparation du modèle est un facteur limitant. Les modèles
d’EF peuvent être utilisés en temps réel pour optimiser la géométrie, comme l’erreur cinématique et la
portée. Quand le maillage de la denture se fait, il est habituel d’avoir une maille plus fine dans la zone
où le gradient de déformation ou de contrainte est grand. Le reste de la denture est discrétisé plus
grossièrement (Fig. 1.31). L’analyse par éléments finis des engrenages considérant la flexibilité de la
denture modélise mieux les contraintes de contact que la théorie de Hertz utilisée seule[21]. Plusieurs
systèmes de logiciel d'élément finis existent comme Lusas de FEA, Nastran ou Marc.
Une alternative proposée à la méthode d'éléments finis est la Méthode des Bandes Finis "Finite
Strip Method (FSM)" [30] (Fig.1.32). Elle conduit à des temps de préparation et de calcul réduits de
même à un résultat sûr. Ce modèle ne considère pas la rotation et le déplacement de la denture, ni la
déformation de couronne. Les positions de charge sont choisies pour éviter des effets des
chargements aux extrémités de denture coté petit bout et coté gros bout. Un modèle de référence
d'éléments finis a été construit (Fig. 1.33). Les résultats de deux méthodes sont comparés (Fig. 1.34).
La plus grande différence entre les méthodes est de l’ordre de 5 %.
Les transmissions d’engrenages récemment développées se dirigent vers l’augmentation du
nombre de couples de denture en contact. Pour deux à trois couples, on parle de haut rapport de
conduite, pour un à deux couples on parle le bas rapport de conduite [31]. La rigidité totale
d'engrènement peut être augmentée et la charge sur chaque couple de dentures est diminuée.
31
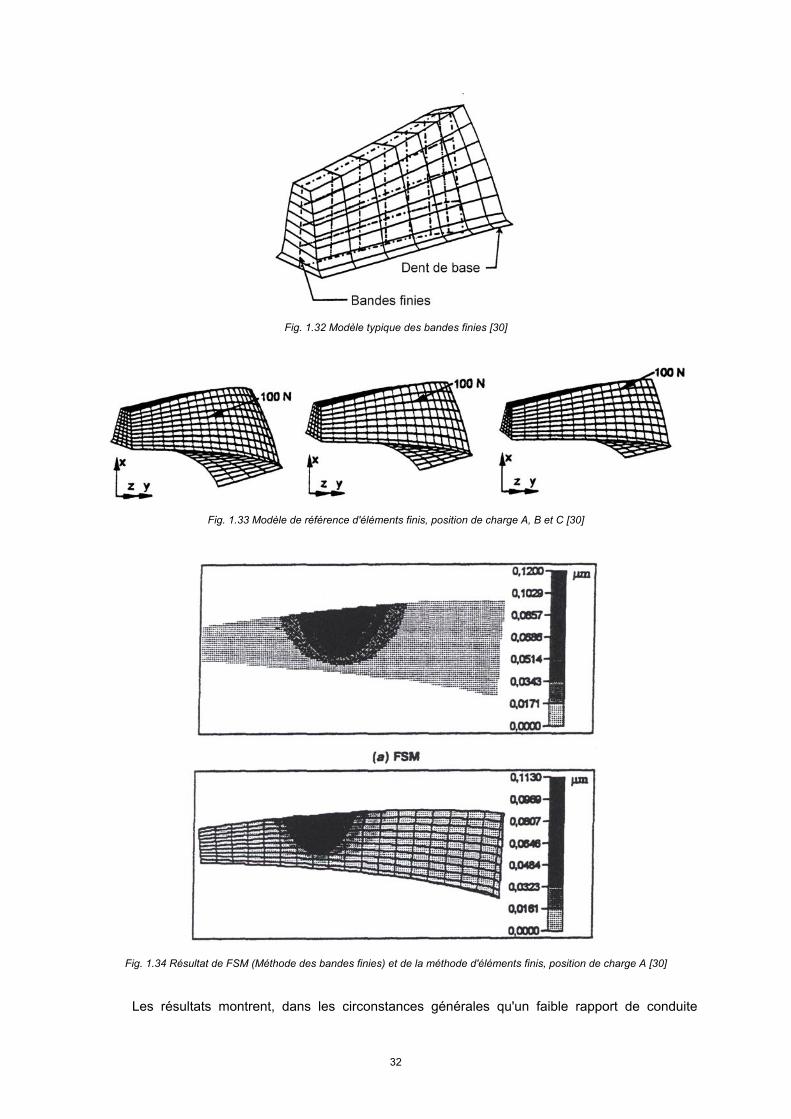
Fig. 1.32 Modèle typique des bandes finies [30]
Fig. 1.33 Modèle de référence d'éléments finis, position de charge A, B et C [30]
Fig. 1.34 Résultat de FSM (Méthode des bandes finies) et de la méthode d'éléments finis, position de charge A [30]
Les résultats montrent, dans les circonstances générales qu'un faible rapport de conduite
32
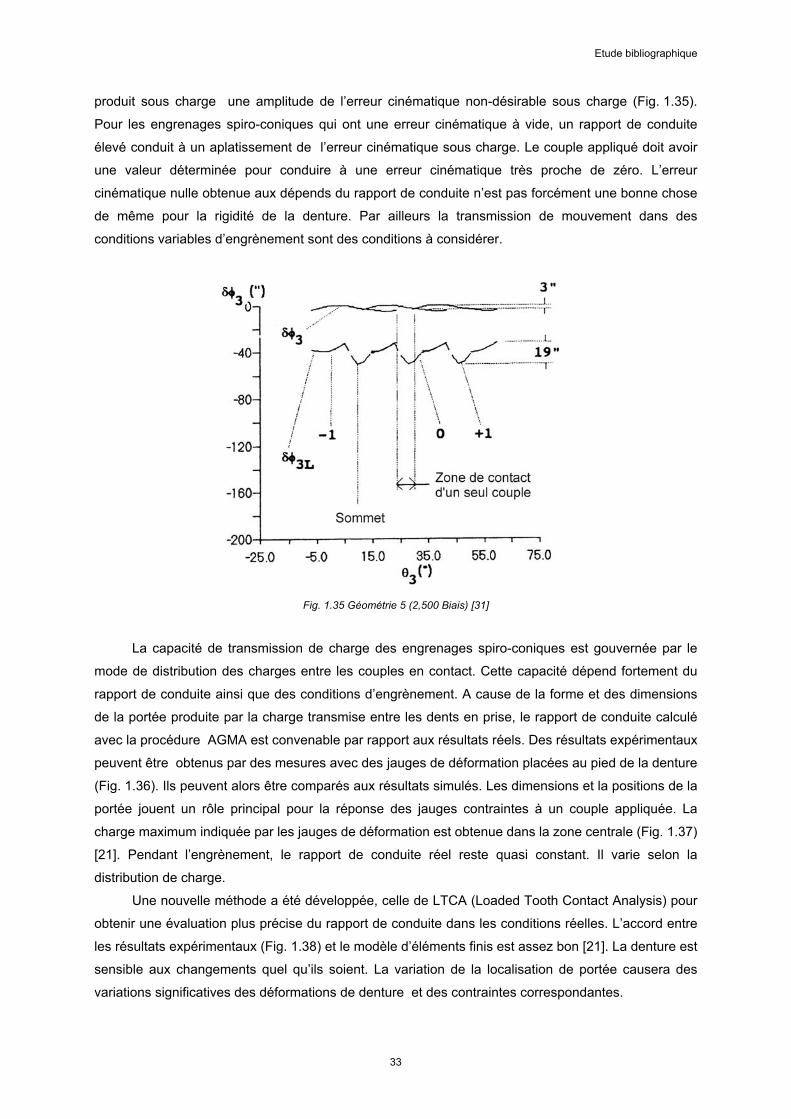
Etude bibliographique
produit sous charge une amplitude de l’erreur cinématique non-désirable sous charge (Fig. 1.35).
Pour les engrenages spiro-coniques qui ont une erreur cinématique à vide, un rapport de conduite
élevé conduit à un aplatissement de l’erreur cinématique sous charge. Le couple appliqué doit avoir
une valeur déterminée pour conduire à une erreur cinématique très proche de zéro. L’erreur
cinématique nulle obtenue aux dépends du rapport de conduite n’est pas forcément une bonne chose
de même pour la rigidité de la denture. Par ailleurs la transmission de mouvement dans des
conditions variables d’engrènement sont des conditions à considérer.
Fig. 1.35 Géométrie 5 (2,500 Biais) [31]
La capacité de transmission de charge des engrenages spiro-coniques est gouvernée par le
mode de distribution des charges entre les couples en contact. Cette capacité dépend fortement du
rapport de conduite ainsi que des conditions d’engrènement. A cause de la forme et des dimensions
de la portée produite par la charge transmise entre les dents en prise, le rapport de conduite calculé
avec la procédure AGMA est convenable par rapport aux résultats réels. Des résultats expérimentaux
peuvent être obtenus par des mesures avec des jauges de déformation placées au pied de la denture
(Fig. 1.36). Ils peuvent alors être comparés aux résultats simulés. Les dimensions et la positions de la
portée jouent un rôle principal pour la réponse des jauges contraintes à un couple appliquée. La
charge maximum indiquée par les jauges de déformation est obtenue dans la zone centrale (Fig. 1.37)
[21]. Pendant l’engrènement, le rapport de conduite réel reste quasi constant. Il varie selon la
distribution de charge.
Une nouvelle méthode a été développée, celle de LTCA (Loaded Tooth Contact Analysis) pour
obtenir une évaluation plus précise du rapport de conduite dans les conditions réelles. L’accord entre
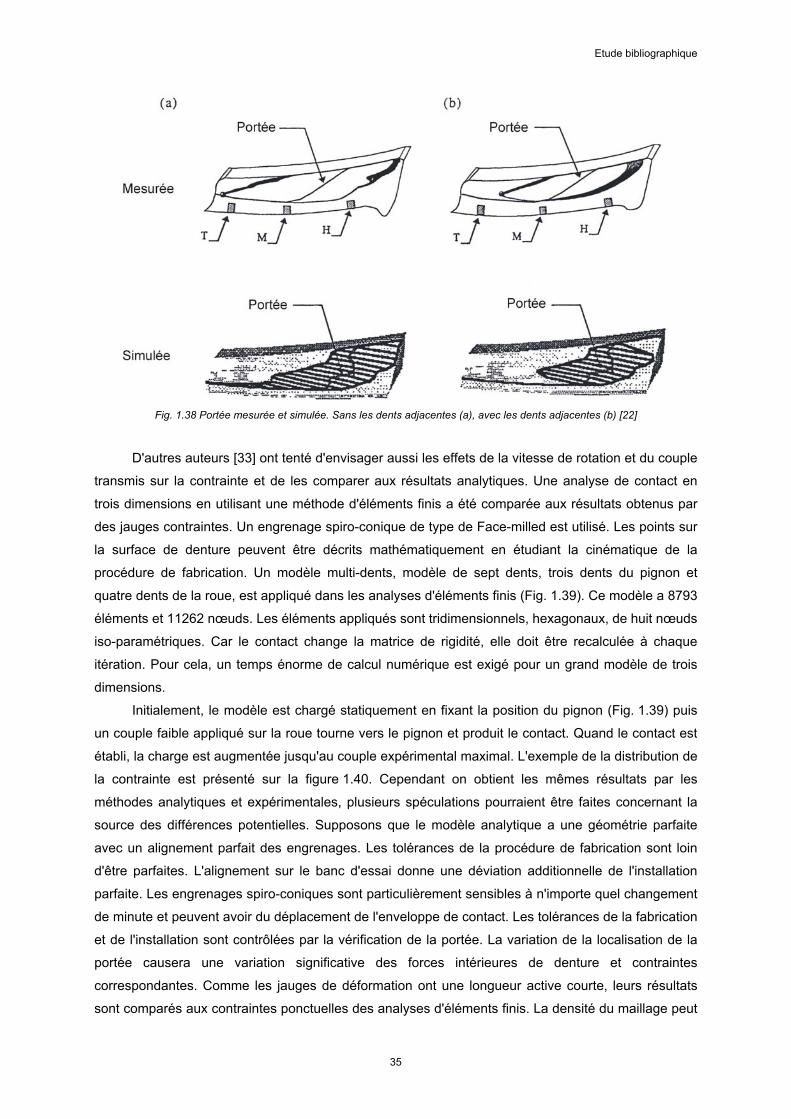
les résultats expérimentaux (Fig. 1.38) et le modèle d’éléments finis est assez bon [21]. La denture est
sensible aux changements quel qu’ils soient. La variation de la localisation de portée causera des
variations significatives des déformations de denture et des contraintes correspondantes.
33
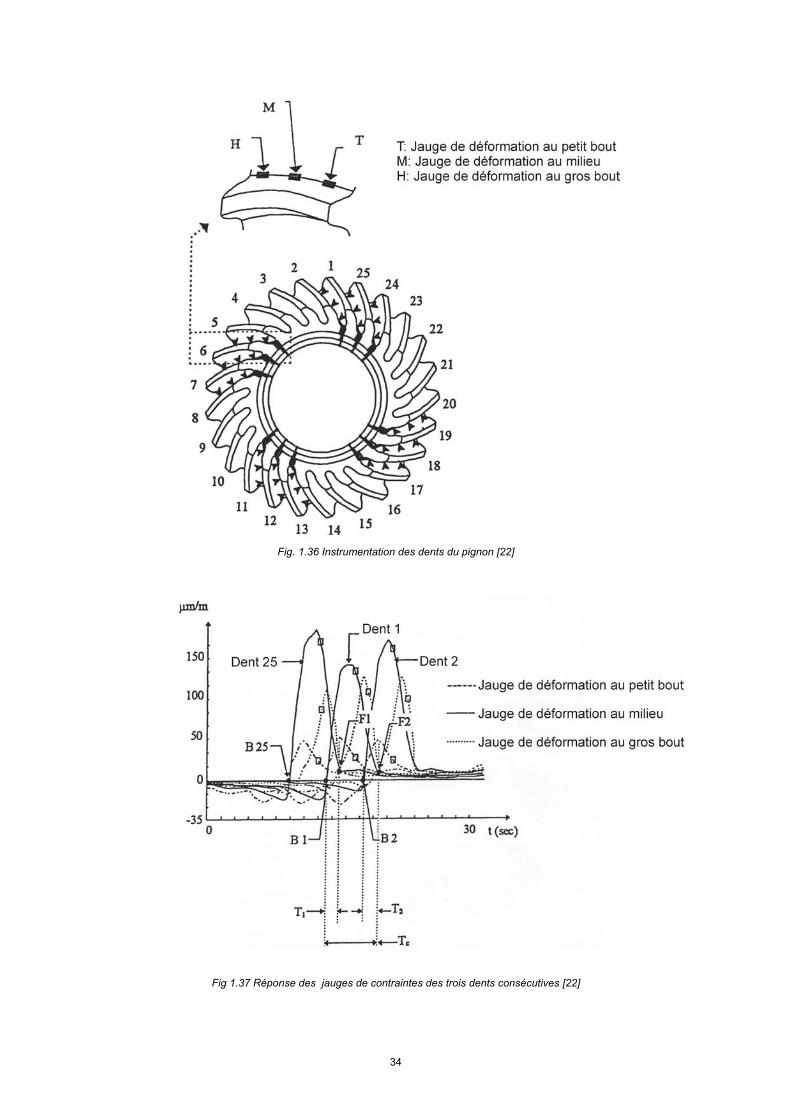
Fig. 1.36 Instrumentation des dents du pignon [22]
Fig 1.37 Réponse des jauges de contraintes des trois dents consécutives [22]
34
Etude bibliographique
Fig. 1.38 Portée mesurée et simulée. Sans les dents adjacentes (a), avec les dents adjacentes (b) [22]
D'autres auteurs [33] ont tenté d'envisager aussi les effets de la vitesse de rotation et du couple
transmis sur la contrainte et de les comparer aux résultats analytiques. Une analyse de contact en
trois dimensions en utilisant une méthode d'éléments finis a été comparée aux résultats obtenus par
des jauges contraintes. Un engrenage spiro-conique de type de Face-milled est utilisé. Les points sur
la surface de denture peuvent être décrits mathématiquement en étudiant la cinématique de la
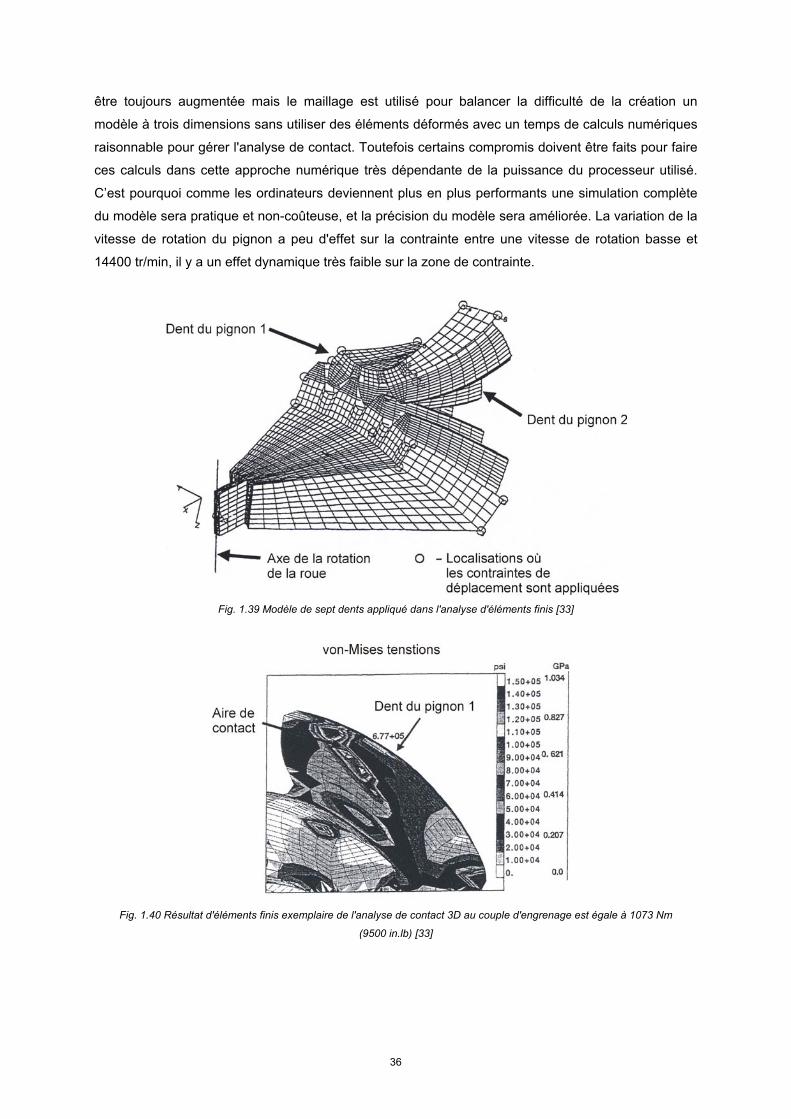
procédure de fabrication. Un modèle multi-dents, modèle de sept dents, trois dents du pignon et
quatre dents de la roue, est appliqué dans les analyses d'éléments finis (Fig. 1.39). Ce modèle a 8793
éléments et 11262 nœuds. Les éléments appliqués sont tridimensionnels, hexagonaux, de huit nœuds
iso-paramétriques. Car le contact change la matrice de rigidité, elle doit être recalculée à chaque
itération. Pour cela, un temps énorme de calcul numérique est exigé pour un grand modèle de trois
dimensions.
Initialement, le modèle est chargé statiquement en fixant la position du pignon (Fig. 1.39) puis
un couple faible appliqué sur la roue tourne vers le pignon et produit le contact. Quand le contact est
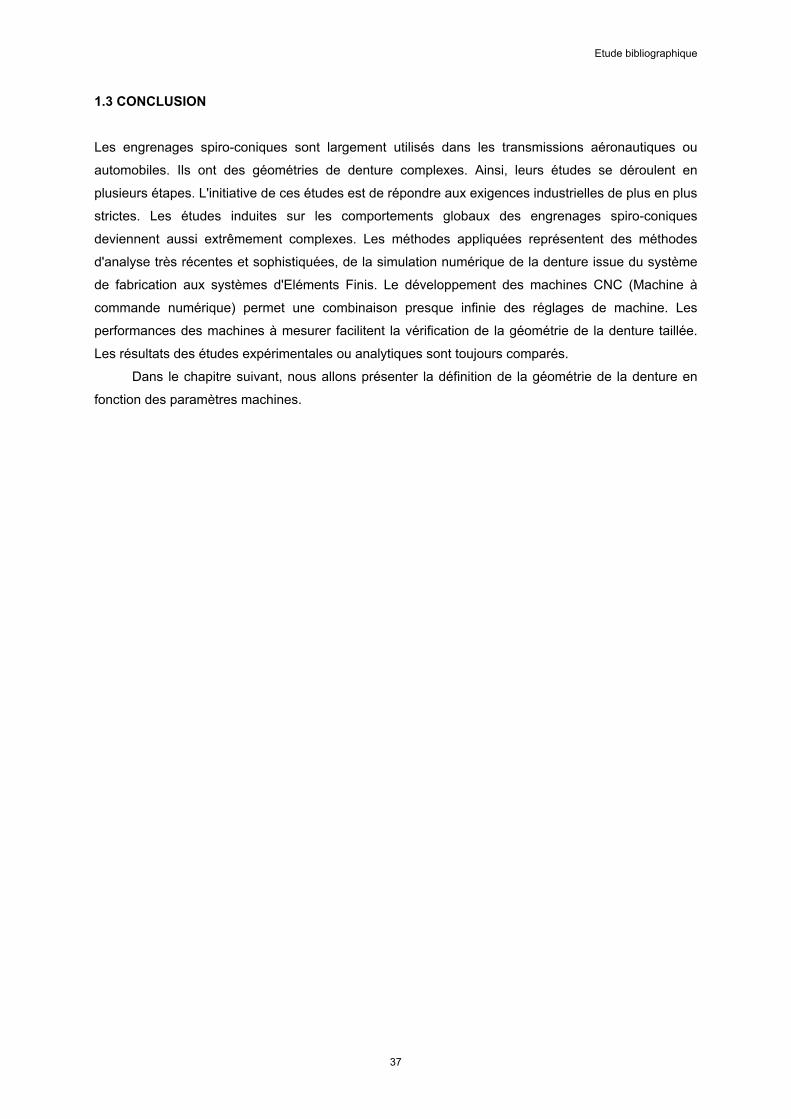
établi, la charge est augmentée jusqu'au couple expérimental maximal. L'exemple de la distribution de
la contrainte est présenté sur la figure 1.40. Cependant on obtient les mêmes résultats par les
méthodes analytiques et expérimentales, plusieurs spéculations pourraient être faites concernant la
source des différences potentielles. Supposons que le modèle analytique a une géométrie parfaite
avec un alignement parfait des engrenages. Les tolérances de la procédure de fabrication sont loin
d'être parfaites. L'alignement sur le banc d'essai donne une déviation additionnelle de l'installation
parfaite. Les engrenages spiro-coniques sont particulièrement sensibles à n'importe quel changement
de minute et peuvent avoir du déplacement de l'enveloppe de contact. Les tolérances de la fabrication
et de l'installation sont contrôlées par la vérification de la portée. La variation de la localisation de la
portée causera une variation significative des forces intérieures de denture et contraintes
correspondantes. Comme les jauges de déformation ont une longueur active courte, leurs résultats
sont comparés aux contraintes ponctuelles des analyses d'éléments finis. La densité du maillage peut
35
être toujours augmentée mais le maillage est utilisé pour balancer la difficulté de la création un
modèle à trois dimensions sans utiliser des éléments déformés avec un temps de calculs numériques
raisonnable pour gérer l'analyse de contact. Toutefois certains compromis doivent être faits pour faire
ces calculs dans cette approche numérique très dépendante de la puissance du processeur utilisé.
C’est pourquoi comme les ordinateurs deviennent plus en plus performants une simulation complète
du modèle sera pratique et non-coûteuse, et la précision du modèle sera améliorée. La variation de la
vitesse de rotation du pignon a peu d'effet sur la contrainte entre une vitesse de rotation basse et
14400 tr/min, il y a un effet dynamique très faible sur la zone de contrainte.
Fig. 1.39 Modèle de sept dents appliqué dans l'analyse d'éléments finis [33]
Fig. 1.40 Résultat d'éléments finis exemplaire de l'analyse de contact 3D au couple d'engrenage est égale à 1073 Nm
(9500 in.lb) [33]
36
Etude bibliographique
1.3 CONCLUSION
Les engrenages spiro-coniques sont largement utilisés dans les transmissions aéronautiques ou
automobiles. Ils ont des géométries de denture complexes. Ainsi, leurs études se déroulent en
plusieurs étapes. L'initiative de ces études est de répondre aux exigences industrielles de plus en plus
strictes. Les études induites sur les comportements globaux des engrenages spiro-coniques
deviennent aussi extrêmement complexes. Les méthodes appliquées représentent des méthodes
d'analyse très récentes et sophistiquées, de la simulation numérique de la denture issue du système
de fabrication aux systèmes d'Eléments Finis. Le développement des machines CNC (Machine à
commande numérique) permet une combinaison presque infinie des réglages de machine. Les
performances des machines à mesurer facilitent la vérification de la géométrie de la denture taillée.
Les résultats des études expérimentales ou analytiques sont toujours comparés.
Dans le chapitre suivant, nous allons présenter la définition de la géométrie de la denture en
fonction des paramètres machines.
37
2 DEFINITION DE LA GEOMETRIE DE LA DENTURE
2.1 INTRODUCTION
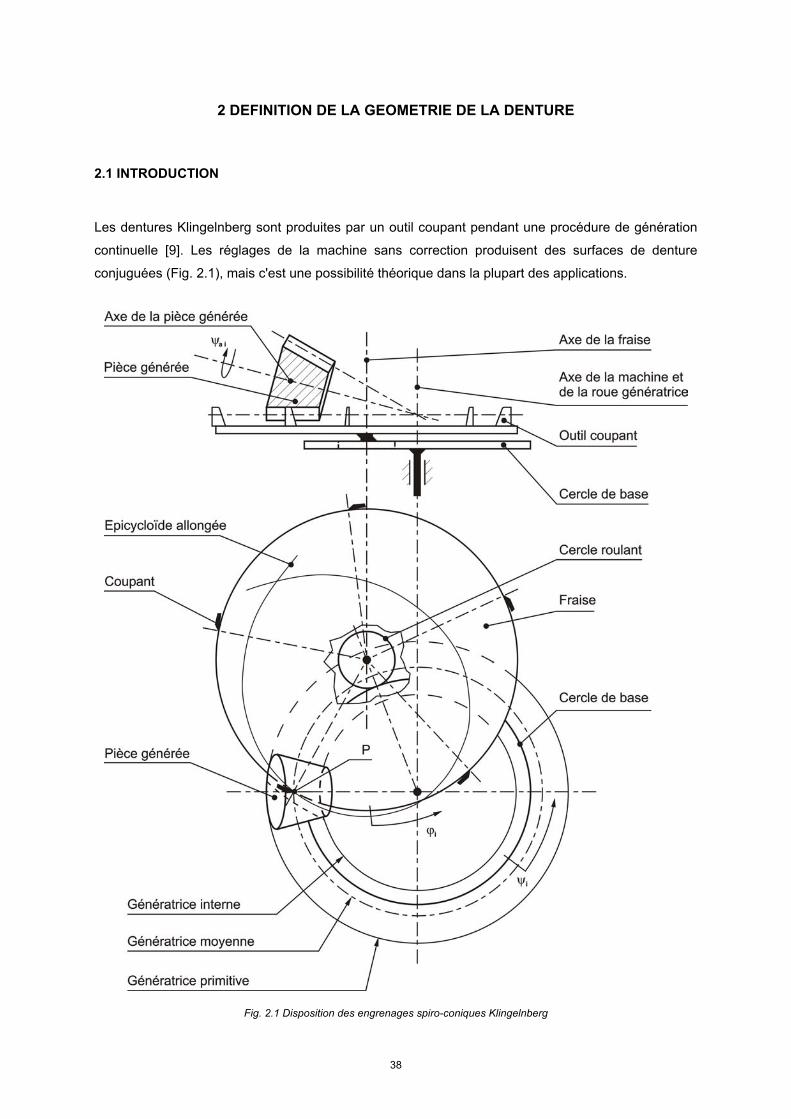
Les dentures Klingelnberg sont produites par un outil coupant pendant une procédure de génération
continuelle [9]. Les réglages de la machine sans correction produisent des surfaces de denture
conjuguées (Fig. 2.1), mais c'est une possibilité théorique dans la plupart des applications.
Fig. 2.1 Disposition des engrenages spiro-coniques Klingelnberg
38
Définition de la géométrie de la denture
La forme de la courbure directrice est une épicycloïde allongée, qui se crée par un mouvement
de roulement sans glissement. La hauteur de denture est constante. Le point de référence P pris au
milieu de la denture (Fig. 2.1) est situé à l'intersection de la courbure directrice et d'un cercle, ce
cercle a un rayon égal à la longueur de la génératrice moyenne, Ceci se réalise dans le plan de la
génération. Le surface de denture définitive est déterminée par la forme de la courbure directrice, la
forme de l'outil coupant et son positionnement dans l'outil. Dans les applications réelles, les surfaces
réelles déviennent des surfaces de denture conjuguées pour plusieurs raisons, mais principalement
pour éviter le contact aux parties extrêmes au pied de la denture et en tête en assurant une portée
localisée. Cette déviation est assurée par les corrections des dentures, en utilisant les réglages de
machine appropriés. Mais il faut éviter une fonction non-continue de l'erreur cinématique [54, 55, 26,
40, 28], et en même temps assurer une portée localisée.
2.2 OUTILS DE CORRECTIONS ET DE MODIFICATIONS DE LA GEOMETRIE DE LA DENTURE
Deux types principaux de corrections sont utilisés :
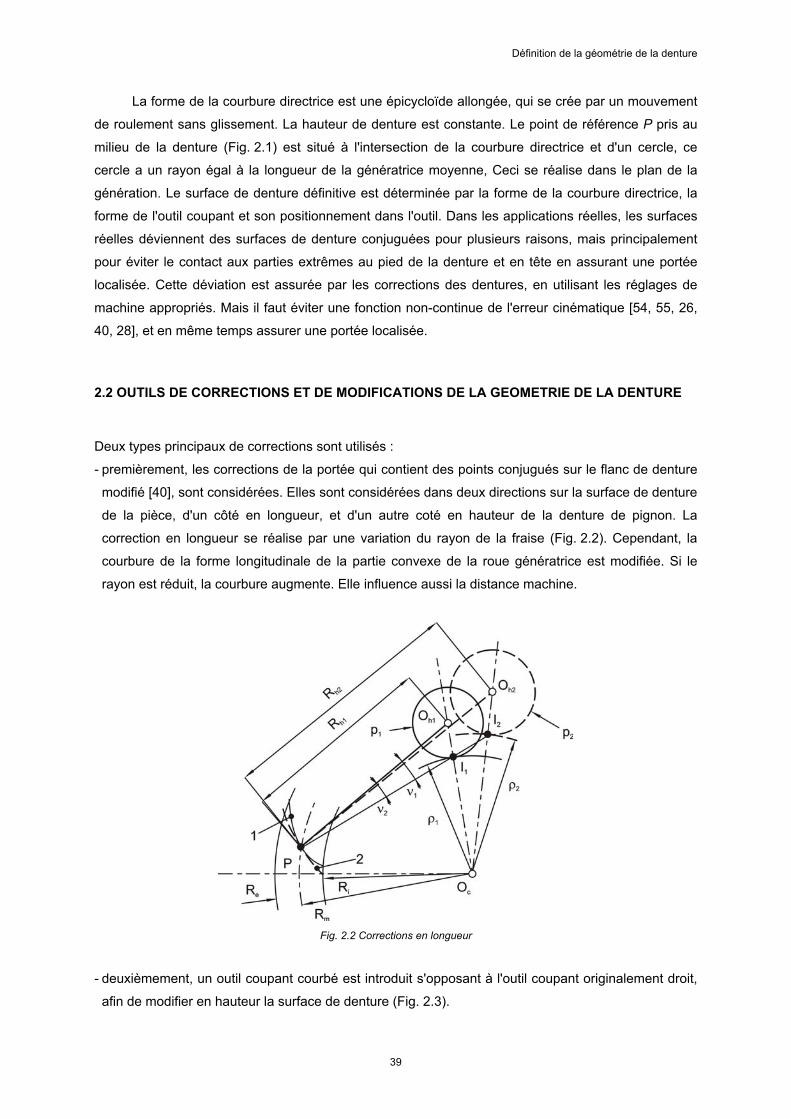
- premièrement, les corrections de la portée qui contient des points conjugués sur le flanc de denture
modifié [40], sont considérées. Elles sont considérées dans deux directions sur la surface de denture
de la pièce, d'un côté en longueur, et d'un autre coté en hauteur de la denture de pignon. La
correction en longueur se réalise par une variation du rayon de la fraise (Fig. 2.2). Cependant, la
courbure de la forme longitudinale de la partie convexe de la roue génératrice est modifiée. Si le
rayon est réduit, la courbure augmente. Elle influence aussi la distance machine.
Fig. 2.2 Corrections en longueur
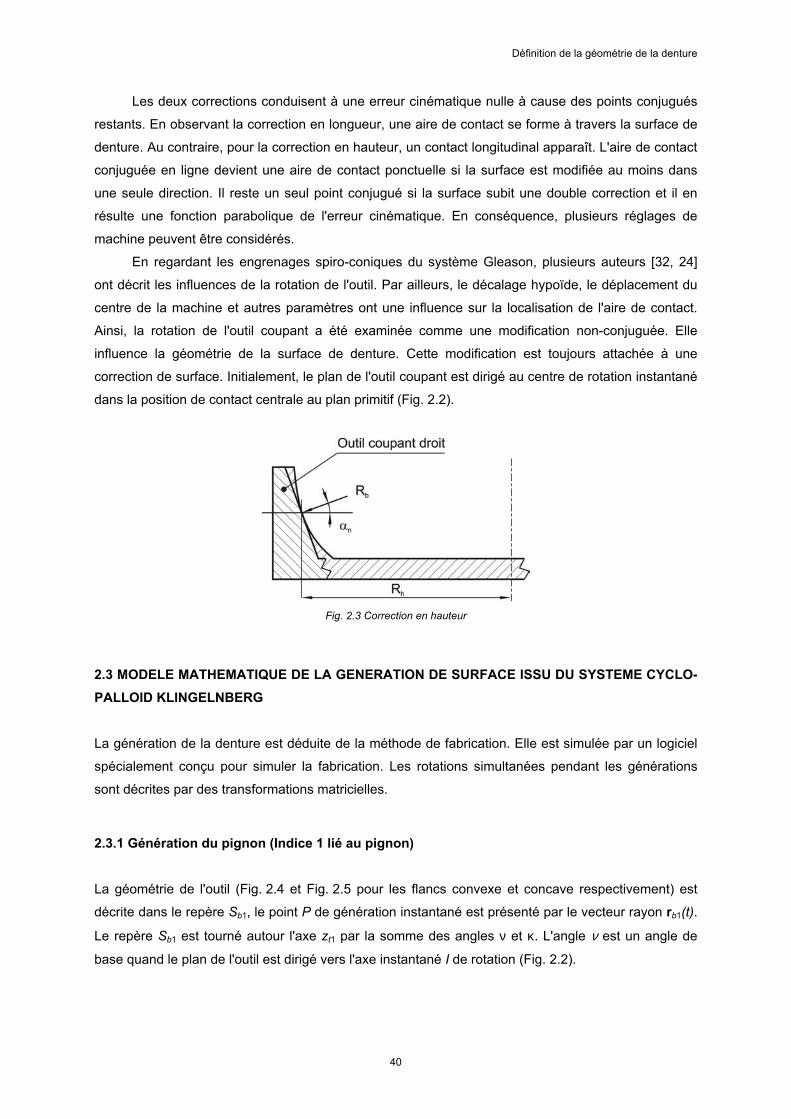
- deuxièmement, un outil coupant courbé est introduit s'opposant à l'outil coupant originalement droit,
afin de modifier en hauteur la surface de denture (Fig. 2.3).
39
Définition de la géométrie de la denture
Les deux corrections conduisent à une erreur cinématique nulle à cause des points conjugués
restants. En observant la correction en longueur, une aire de contact se forme à travers la surface de
denture. Au contraire, pour la correction en hauteur, un contact longitudinal apparaît. L'aire de contact
conjuguée en ligne devient une aire de contact ponctuelle si la surface est modifiée au moins dans
une seule direction. Il reste un seul point conjugué si la surface subit une double correction et il en
résulte une fonction parabolique de l'erreur cinématique. En conséquence, plusieurs réglages de
machine peuvent être considérés.
En regardant les engrenages spiro-coniques du système Gleason, plusieurs auteurs [32, 24]
ont décrit les influences de la rotation de l'outil. Par ailleurs, le décalage hypoïde, le déplacement du
centre de la machine et autres paramètres ont une influence sur la localisation de l'aire de contact.
Ainsi, la rotation de l'outil coupant a été examinée comme une modification non-conjuguée. Elle
influence la géométrie de la surface de denture. Cette modification est toujours attachée à une
correction de surface. Initialement, le plan de l'outil coupant est dirigé au centre de rotation instantané
dans la position de contact centrale au plan primitif (Fig. 2.2).
Fig. 2.3 Correction en hauteur
2.3 MODELE MATHEMATIQUE DE LA GENERATION DE SURFACE ISSU DU SYSTEME CYCLO-PALLOID KLINGELNBERG
La génération de la denture est déduite de la méthode de fabrication. Elle est simulée par un logiciel
spécialement conçu pour simuler la fabrication. Les rotations simultanées pendant les générations
sont décrites par des transformations matricielles.
2.3.1 Génération du pignon (Indice 1 lié au pignon)
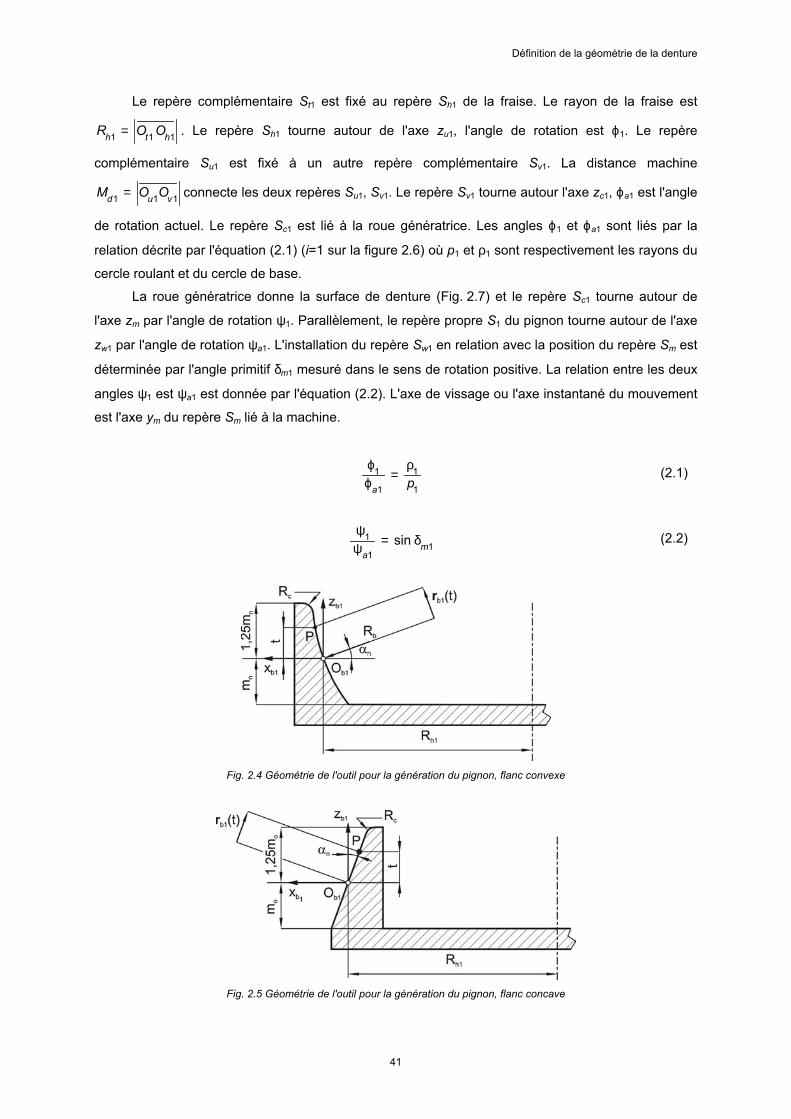
La géométrie de l'outil (Fig. 2.4 et Fig. 2.5 pour les flancs convexe et concave respectivement) est
décrite dans le repère Sb1, le point P de génération instantané est présenté par le vecteur rayon rb1(t).
Le repère Sb1 est tourné autour l'axe zt1 par la somme des angles ν et κ. L'angle ν est un angle de
base quand le plan de l'outil est dirigé vers l'axe instantané I de rotation (Fig. 2.2).
40
Définition de la géométrie de la denture
Le repère complémentaire St1 est fixé au repère Sh1 de la fraise. Le rayon de la fraise est
111 hth OOR = . Le repère Sh1 tourne autour de l'axe zu1, l'angle de rotation est ϕ1. Le repère
complémentaire Su1 est fixé à un autre repère complémentaire Sv1. La distance machine
111 vud OOM = connecte les deux repères Su1, Sv1. Le repère Sv1 tourne autour l'axe zc1, ϕa1 est l'angle
de rotation actuel. Le repère Sc1 est lié à la roue génératrice. Les angles ϕ1 et ϕa1 sont liés par la
relation décrite par l'équation (2.1) (i=1 sur la figure 2.6) où p1 et ρ1 sont respectivement les rayons du
cercle roulant et du cercle de base.
La roue génératrice donne la surface de denture (Fig. 2.7) et le repère Sc1 tourne autour de
l'axe zm par l'angle de rotation ψ1. Parallèlement, le repère propre S1 du pignon tourne autour de l'axe
zw1 par l'angle de rotation ψa1. L'installation du repère Sw1 en relation avec la position du repère Sm est
déterminée par l'angle primitif δm1 mesuré dans le sens de rotation positive. La relation entre les deux
angles ψ1 est ψa1 est donnée par l'équation (2.2). L'axe de vissage ou l'axe instantané du mouvement
est l'axe ym du repère Sm lié à la machine.
1
1
1
1pa
ρ=ϕ
ϕ (2.1)
1
1
1 sin ma
δ=ψψ
(2.2)
Fig. 2.4 Géométrie de l'outil pour la génération du pignon, flanc convexe
Fig. 2.5 Géométrie de l'outil pour la génération du pignon, flanc concave
41
Définition de la géométrie de la denture
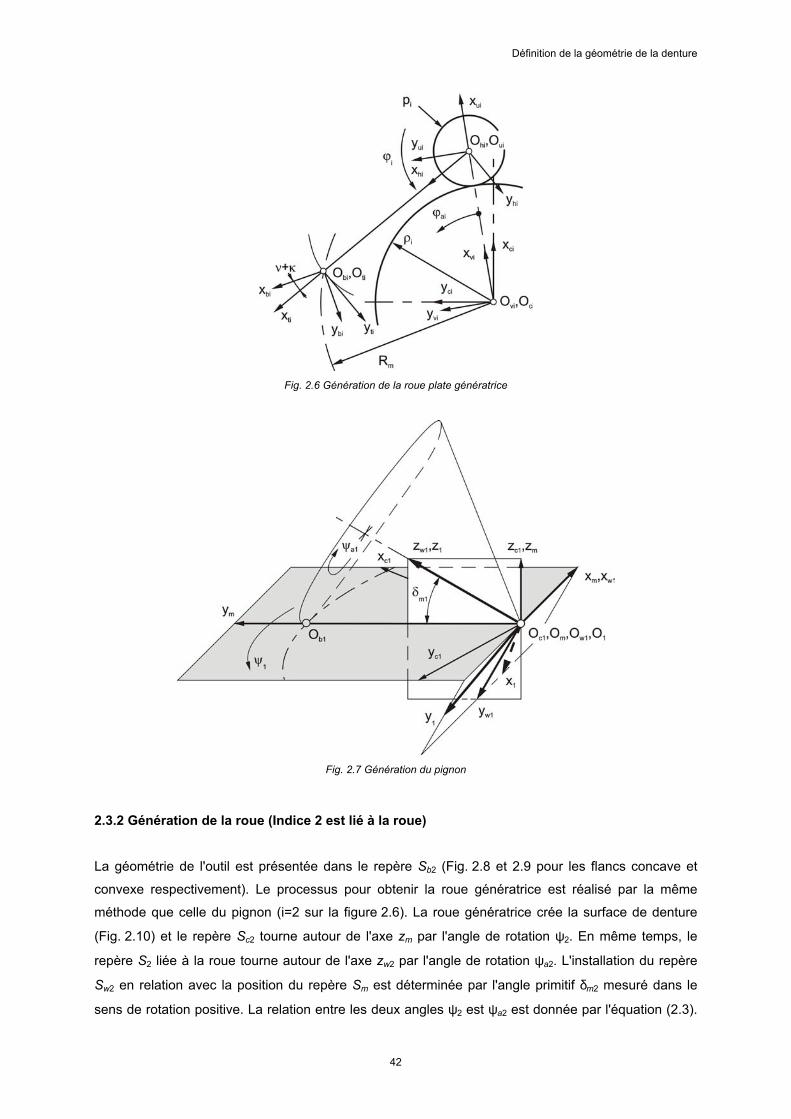
Fig. 2.6 Génération de la roue plate génératrice
Fig. 2.7 Génération du pignon
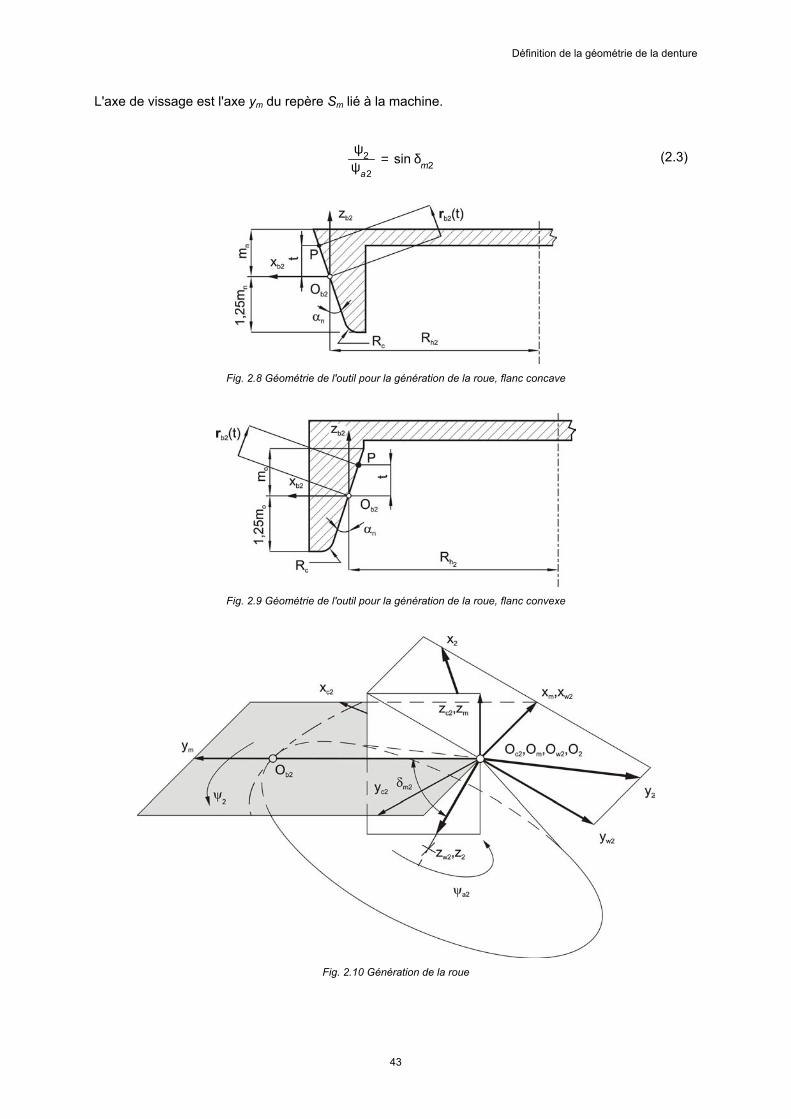
2.3.2 Génération de la roue (Indice 2 est lié à la roue)
La géométrie de l'outil est présentée dans le repère Sb2 (Fig. 2.8 et 2.9 pour les flancs concave et
convexe respectivement). Le processus pour obtenir la roue génératrice est réalisé par la même
méthode que celle du pignon (i=2 sur la figure 2.6). La roue génératrice crée la surface de denture
(Fig. 2.10) et le repère Sc2 tourne autour de l'axe zm par l'angle de rotation ψ2. En même temps, le
repère S2 liée à la roue tourne autour de l'axe zw2 par l'angle de rotation ψa2. L'installation du repère
Sw2 en relation avec la position du repère Sm est déterminée par l'angle primitif δm2 mesuré dans le
sens de rotation positive. La relation entre les deux angles ψ2 est ψa2 est donnée par l'équation (2.3).
42
Définition de la géométrie de la denture
L'axe de vissage est l'axe ym du repère Sm lié à la machine.
2
2
2 sin ma
δ=ψψ
(2.3)
Fig. 2.8 Géométrie de l'outil pour la génération de la roue, flanc concave
Fig. 2.9 Géométrie de l'outil pour la génération de la roue, flanc convexe
Fig. 2.10 Génération de la roue
43
Définition de la géométrie de la denture
2.3.3 Obtention de la surface de denture
Pendant les transformations matricielles et calculs (Annexe 1.1), la famille des surfaces de la roue
plate génératrice est décrite dans le repère Sci par le vecteur rci(ϕ i,ti). Quand le mouvement de
génération se réalise, la surface de denture est présentée dans le repère Si. La famille des surfaces
ri(ϕ i,ti,ψi) est décrite par l'équation matricielle (2.4),
( ) )()()()()(,, ibtbhtiuhvuicvimcwmiiwiiii tt rMMMMMMMMr ⋅⋅⋅ϕ⋅⋅ϕ⋅ψ⋅⋅ψ=ψϕ (2.4)
où ri est le vecteur de position de la surface de denture. La surface de denture dépend de trois
paramètres comme t le point de génération de l'outil, la rotation de la fraise ϕ i et la rotation de la roue
génératrice ψi. Le paramètre t n'est pas indépendant des autres deux paramètres [5/14], équation
(2.5).
( )iii tt ψϕ= , (2.5)
La condition de génération pour la denture est la ligne colinéaire avec le vecteur unitaire situé
sur la surface de la roue génératrice qui passe par l'axe de vissage (Annexe 2). Le procédé est résolu
par une méthode numérique Gauss (Annexe 1.3) qui est aussi impliquée dans les analyses de
contact.
2.4 METHODE D’INSPECTION DES ENGRENAGES SPIRO-CONIQUES
Dans ce chapitre, une méthode révisée [20] est présentée pour trouver des facteurs d’erreurs de
l’obtention des erreurs des données mesurées sur une surface de denture : notamment, une méthode
de sélection des facteurs d’erreurs et une méthode d’inspection appliquée au système Cyclo-Palloïd
Klingelnberg. La conception est la suivante :
- l'ensemble des cordonnées des points de la pièce est déterminé par une mesure CMM (Mesure des
Cordonnées par Machine à mesurer). La surface théorique de la dent en fonction des paramètres de
taillage est estimée par la méthode des moindres carrés pour définir comment elle s’ajuste aux
données mesurées. Les déviations estimées des paramètres de taillage sont considérées comme
des erreurs de taillage dues la fabrication. Ces erreurs peuvent ensuite être ramenées à la
procédure de fabrication, pour obtenir ainsi une pièce plus précise,
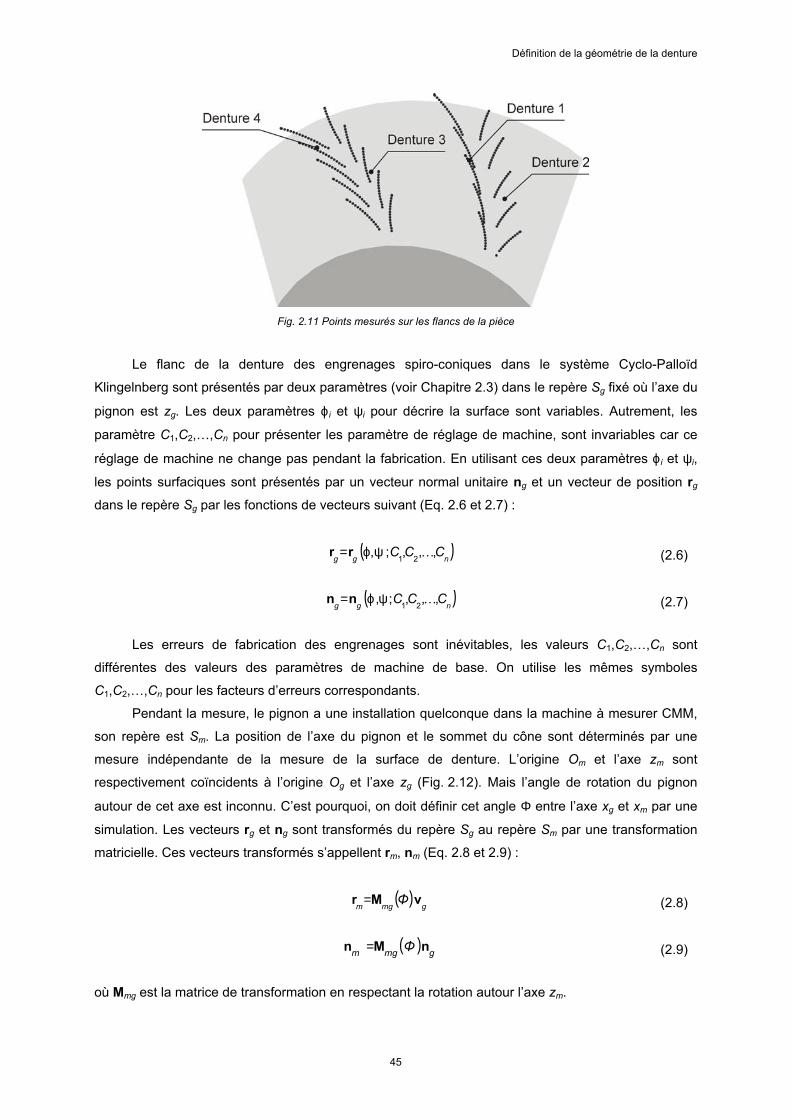
- les mesures ont été effectuées dans les laboratoires de l’INSA de Lyon en mars 2000. Quatre flancs
d’un pignon ont été mesurés dont deux flancs convexes et deux flancs concaves (Fig. 2.11), donc
deux creux de denture sont aussi concernés. Pendant la phase de préparation de l’estimation des
erreurs dues à la fabrication, on a été confronté au problème du manque d’informations. Notamment,
les paramètres de taillage liés aux flancs concaves du pignon n’avaient pas été communiqués par le
constructeur, ainsi on a du faire une estimation des paramètres de taillage dans une première étape,
ensuite on a fait l’estimation des erreurs de fabrication.
44
Définition de la géométrie de la denture
Fig. 2.11 Points mesurés sur les flancs de la pièce
Le flanc de la denture des engrenages spiro-coniques dans le système Cyclo-Palloïd
Klingelnberg sont présentés par deux paramètres (voir Chapitre 2.3) dans le repère Sg fixé où l’axe du
pignon est zg. Les deux paramètres ϕ i et ψi pour décrire la surface sont variables. Autrement, les
paramètre C1,C2,…,Cn pour présenter les paramètre de réglage de machine, sont invariables car ce
réglage de machine ne change pas pendant la fabrication. En utilisant ces deux paramètres ϕ i et ψi,
les points surfaciques sont présentés par un vecteur normal unitaire ng et un vecteur de position rg
dans le repère Sg par les fonctions de vecteurs suivant (Eq. 2.6 et 2.7) :
( )ngg CCC ,,,;, 21 …ψϕ=rr (2.6)
( )ngg CCC ,,,;, 21 …ψϕ=nn (2.7)
Les erreurs de fabrication des engrenages sont inévitables, les valeurs C1,C2,…,Cn sont
différentes des valeurs des paramètres de machine de base. On utilise les mêmes symboles
C1,C2,…,Cn pour les facteurs d’erreurs correspondants.
Pendant la mesure, le pignon a une installation quelconque dans la machine à mesurer CMM,
son repère est Sm. La position de l’axe du pignon et le sommet du cône sont déterminés par une
mesure indépendante de la mesure de la surface de denture. L’origine Om et l’axe zm sont
respectivement coïncidents à l’origine Og et l’axe zg (Fig. 2.12). Mais l’angle de rotation du pignon
autour de cet axe est inconnu. C’est pourquoi, on doit définir cet angle Φ entre l’axe xg et xm par une
simulation. Les vecteurs rg et ng sont transformés du repère Sg au repère Sm par une transformation
matricielle. Ces vecteurs transformés s’appellent rm, nm (Eq. 2.8 et 2.9) :
( )gmgm Φ vMr = (2.8)
( ) gmgm Φ nMn = (2.9)
où Mmg est la matrice de transformation en respectant la rotation autour l’axe zm.
45
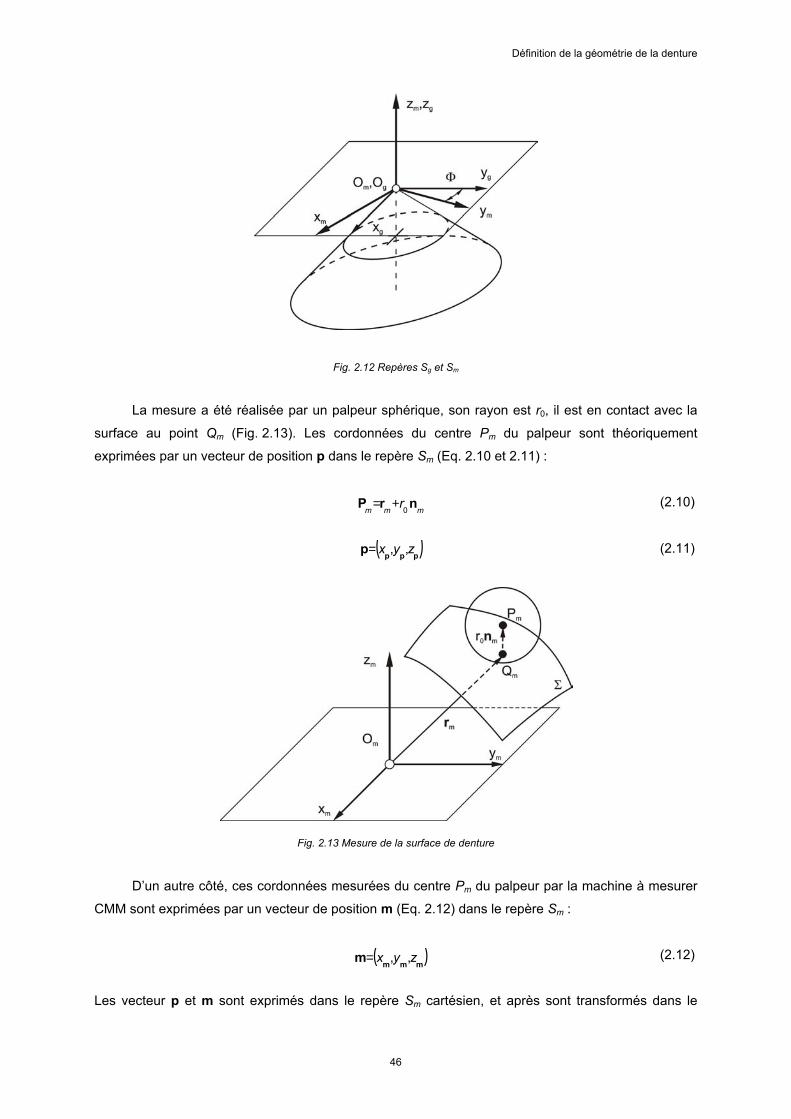
Définition de la géométrie de la denture
Fig. 2.12 Repères Sg et Sm
La mesure a été réalisée par un palpeur sphérique, son rayon est r0, il est en contact avec la
surface au point Qm (Fig. 2.13). Les cordonnées du centre Pm du palpeur sont théoriquement
exprimées par un vecteur de position p dans le repère Sm (Eq. 2.10 et 2.11) :
mmm r nrP 0+= (2.10)
( )pppp zyx ,,= (2.11)
Fig. 2.13 Mesure de la surface de denture
D’un autre côté, ces cordonnées mesurées du centre Pm du palpeur par la machine à mesurer
CMM sont exprimées par un vecteur de position m (Eq. 2.12) dans le repère Sm :
( )mmmm zyx ,,= (2.12)
Les vecteur p et m sont exprimés dans le repère Sm cartésien, et après sont transformés dans le
46

Définition de la géométrie de la denture
repère cylindrique Sm (Eq. 2.13 et 2.14).
( )pppp zr ,,θ= (2.13)
( )mmmm zr ,,θ= (2.14)
Φ n’est impliqué qu’avec la cordonnée θp :
On égalise les cordonnées rp et zp à rm et zm respectivement.
Les paramètres ϕ et ψ dans les équations (2.15 et 2.16) sont indépendants de l’angle Φ, mais ils
dépendent de C1,C2,…,Cn.
( )n
CCC ,,,21…ϕ=ϕ (2.15)
( )n
CCC ,,,21…ψ=ψ (2.16)
Les paramètres ϕ et ψ sont substitués à θp, après θP est comparé à θm. Si l’angle Φ est connu
et la surface de denture est taillée parfaitement, les cordonnées cylindriques θp et θm devraient être
impérativement égales. Dans la pratique, elles ne sont jamais égales car l’angle Φ est inconnu et le
taillage de surface contient toujours des erreurs inévitables. Le résidu E est défini comme la différence
entre θp et θm (Eq. 2.17) :
( )nCCCE ,,,, 21 …Φθ−θ= pm (2.17)
L'indice m correspondant aux cordonnées sont liées à m points mesurés sur la surface du
pignon. Chaque résidu Ei (i=1,2,…,m), correspondant à ième mi point mesuré, est calculé par l’équation
(2.17). On ne peut pas obtenir automatiquement les valeurs Φ, C1,C2,…,Cn afin que tous les résidus Ei
(i=1,2,…,m) proches ou égaux à zéro. Ainsi, on estime ces valeurs Φ, C1,C2,…,Cn en minimalisant la
somme de carré du résidu Ei (i=1,2,…,m), il s’agit une estimation des valeurs par la méthode des
moindres carrés (2.18). Cette somme de carrés du résidu Ei est nommée F :
∑
==
m
iiEF
1
2 (2.18)
Toutefois, l’extension de la surface de denture est située sur une aire limitée en comparaison à
la surface théorique qui a une extension plus grande. Les erreurs C1,C2,…,Cn sont faibles et la surface
de denture est très complexe. Deux cas peuvent se produire :
- quelques erreurs ont les mêmes effets sur la surface de denture. Dans ce cas, c’est assez difficile de
distinguer les effets de ces erreurs,
- erreurs C1,C2,…,Cn qui ont des effets très significatifs ou faibles sur la surface du pignon sont
mixées. Ainsi les effets faibles sont parfois cachés par les effets significatifs.
47
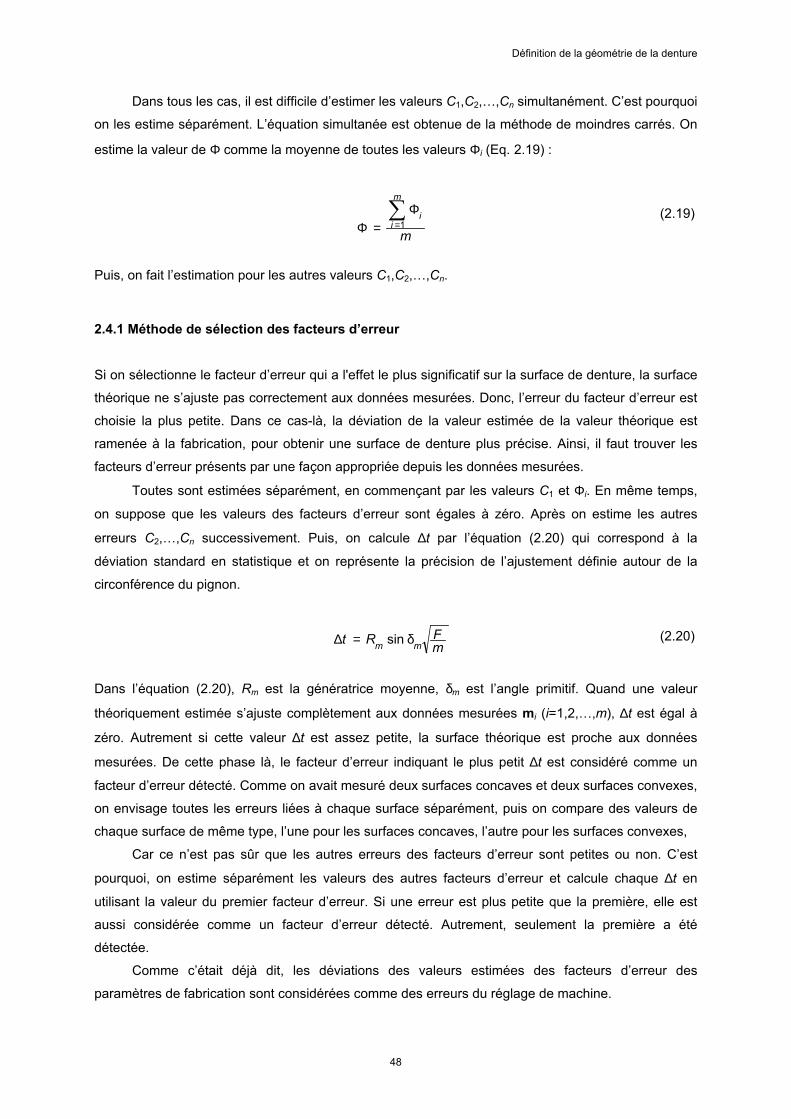
Définition de la géométrie de la denture
Dans tous les cas, il est difficile d’estimer les valeurs C1,C2,…,Cn simultanément. C’est pourquoi
on les estime séparément. L’équation simultanée est obtenue de la méthode de moindres carrés. On
estime la valeur de Φ comme la moyenne de toutes les valeurs Φi (Eq. 2.19) :
m
m
ii∑
=Φ
=Φ 1 (2.19)
Puis, on fait l’estimation pour les autres valeurs C1,C2,…,Cn.
2.4.1 Méthode de sélection des facteurs d’erreur Si on sélectionne le facteur d’erreur qui a l'effet le plus significatif sur la surface de denture, la surface
théorique ne s’ajuste pas correctement aux données mesurées. Donc, l’erreur du facteur d’erreur est
choisie la plus petite. Dans ce cas-là, la déviation de la valeur estimée de la valeur théorique est
ramenée à la fabrication, pour obtenir une surface de denture plus précise. Ainsi, il faut trouver les
facteurs d’erreur présents par une façon appropriée depuis les données mesurées.
Toutes sont estimées séparément, en commençant par les valeurs C1 et Φi. En même temps,
on suppose que les valeurs des facteurs d’erreur sont égales à zéro. Après on estime les autres
erreurs C2,…,Cn successivement. Puis, on calcule ∆t par l’équation (2.20) qui correspond à la
déviation standard en statistique et on représente la précision de l’ajustement définie autour de la
circonférence du pignon.
mFRt mm δ=∆ sin (2.20)
Dans l’équation (2.20), Rm est la génératrice moyenne, δm est l’angle primitif. Quand une valeur
théoriquement estimée s’ajuste complètement aux données mesurées mi (i=1,2,…,m), ∆t est égal à
zéro. Autrement si cette valeur ∆t est assez petite, la surface théorique est proche aux données
mesurées. De cette phase là, le facteur d’erreur indiquant le plus petit ∆t est considéré comme un
facteur d’erreur détecté. Comme on avait mesuré deux surfaces concaves et deux surfaces convexes,
on envisage toutes les erreurs liées à chaque surface séparément, puis on compare des valeurs de
chaque surface de même type, l’une pour les surfaces concaves, l’autre pour les surfaces convexes,
Car ce n’est pas sûr que les autres erreurs des facteurs d’erreur sont petites ou non. C’est
pourquoi, on estime séparément les valeurs des autres facteurs d’erreur et calcule chaque ∆t en
utilisant la valeur du premier facteur d’erreur. Si une erreur est plus petite que la première, elle est
aussi considérée comme un facteur d’erreur détecté. Autrement, seulement la première a été
détectée.
Comme c’était déjà dit, les déviations des valeurs estimées des facteurs d’erreur des
paramètres de fabrication sont considérées comme des erreurs du réglage de machine.
48
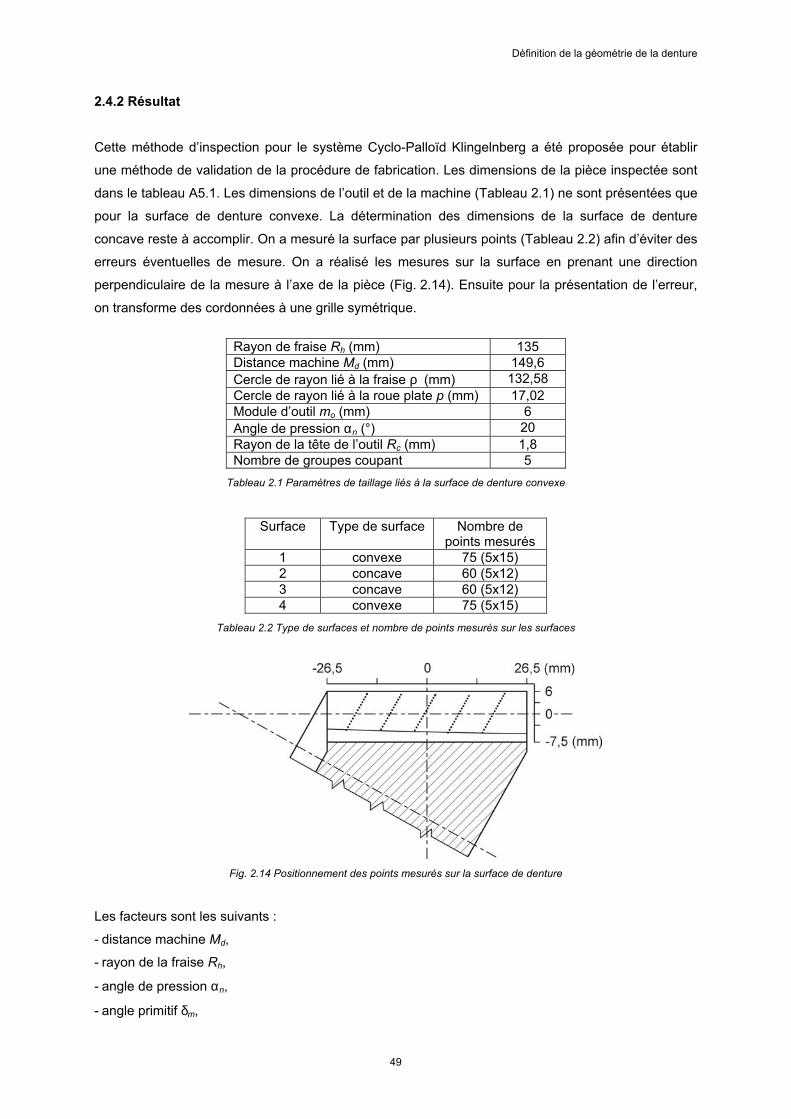
Définition de la géométrie de la denture
2.4.2 Résultat Cette méthode d’inspection pour le système Cyclo-Palloïd Klingelnberg a été proposée pour établir
une méthode de validation de la procédure de fabrication. Les dimensions de la pièce inspectée sont
dans le tableau A5.1. Les dimensions de l’outil et de la machine (Tableau 2.1) ne sont présentées que
pour la surface de denture convexe. La détermination des dimensions de la surface de denture
concave reste à accomplir. On a mesuré la surface par plusieurs points (Tableau 2.2) afin d’éviter des
erreurs éventuelles de mesure. On a réalisé les mesures sur la surface en prenant une direction
perpendiculaire de la mesure à l’axe de la pièce (Fig. 2.14). Ensuite pour la présentation de l’erreur,
on transforme des cordonnées à une grille symétrique.
Rayon de fraise Rh (mm) 135 Distance machine Md (mm) 149,6 Cercle de rayon lié à la fraise ρ (mm) 132,58 Cercle de rayon lié à la roue plate p (mm) 17,02 Module d’outil mo (mm) 6 Angle de pression αn (°) 20 Rayon de la tête de l’outil Rc (mm) 1,8 Nombre de groupes coupant 5
Tableau 2.1 Paramètres de taillage liés à la surface de denture convexe
Surface Type de surface Nombre de points mesurés
1 convexe 75 (5x15) 2 concave 60 (5x12) 3 concave 60 (5x12) 4 convexe 75 (5x15)
Tableau 2.2 Type de surfaces et nombre de points mesurés sur les surfaces
Fig. 2.14 Positionnement des points mesurés sur la surface de denture
Les facteurs sont les suivants :
- distance machine Md,
- rayon de la fraise Rh,
- angle de pression αn,
- angle primitif δm,
49
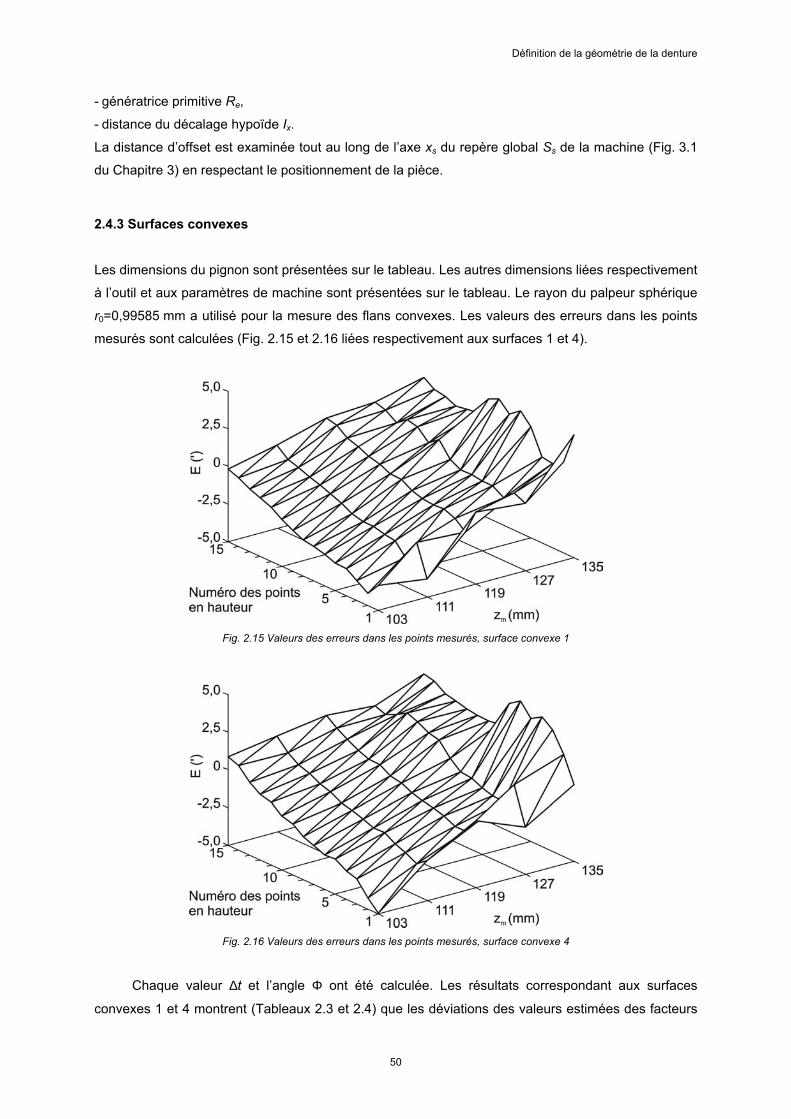
Définition de la géométrie de la denture
- génératrice primitive Re,
- distance du décalage hypoïde Ix.
La distance d’offset est examinée tout au long de l’axe xs du repère global Ss de la machine (Fig. 3.1
du Chapitre 3) en respectant le positionnement de la pièce.
2.4.3 Surfaces convexes Les dimensions du pignon sont présentées sur le tableau. Les autres dimensions liées respectivement
à l’outil et aux paramètres de machine sont présentées sur le tableau. Le rayon du palpeur sphérique
r0=0,99585 mm a utilisé pour la mesure des flans convexes. Les valeurs des erreurs dans les points
mesurés sont calculées (Fig. 2.15 et 2.16 liées respectivement aux surfaces 1 et 4).
Fig. 2.15 Valeurs des erreurs dans les points mesurés, surface convexe 1
Fig. 2.16 Valeurs des erreurs dans les points mesurés, surface convexe 4
Chaque valeur ∆t et l’angle Φ ont été calculée. Les résultats correspondant aux surfaces
convexes 1 et 4 montrent (Tableaux 2.3 et 2.4) que les déviations des valeurs estimées des facteurs
50

Définition de la géométrie de la denture
erreurs des paramètres de fabrication se présentent comme des erreurs.
Dans les deux cas, c’est la distance d’offset Ix qui a la plus petite erreur. La surface théorique
du pignon qui correspond à la valeur estimée Ix, peut être considérée comme celle qui s’ajuste plus
précisément aux données mesurées. Donc, on refait l’estimation en utilisant les valeurs où ∆Ix1 est
égal à 0,177 mm et où ∆Ix4 est égal à 0,156 mm, ainsi cette erreur de la distance d’offset devrait être
zéro. Par ailleurs, on estime les autres valeurs Md, Rh, αn, δm, et Re séparément pour savoir les
valeurs des autres facteurs d’erreur.
Selon les résultats de la première estimation, on peut constater qu’une seule erreur reste
significative, celle qui a le plus petit ∆t, ceci est lié à l’angle de pression αn, donc une nouvelle
estimation est encore nécessaire pour éliminer des effets de ce mauvais réglage de l’angle de
pression (Tableaux 2.5 et 2.6). L’angle de pression ∆αn1 est égal à 2,697 ° et ∆αn4 est égal à 5,259 °.
Les autres facteurs Md, Rh, δm, et Re sont très proches des paramètres de fabrication dès le premier
changement de réglage.
Facteur d’erreur Erreur Φ (°) ∆t (µm) Md -0,218 mm 57,969 18,03 αn 2,563 ° 58,068 44,99 Rh 0,453 mm 57,611 20,36 δm -0,854 ° 58,739 31,86 Ix 0,177 mm 57,927 13,73 Re -0,256 mm 58,130 40,25
Tableau 2.3 Résultats de l’inspection sur la surface convexe 1
Facteur d’erreur Erreur Φ (°) ∆t (µm)
Md -0,203 mm 20,060 21,08 αn 1,999 ° 20,149 36,68 Rh 0,457 mm 19,698 22,49 δm -0,082 ° 20,219 35,60 Ix 0,156 mm 20,121 14,68 Re -0,107 mm 20,176 36,17
Tableau 2.4 Résultats de l’inspection sur la surface convexe 4
Facteur d’erreur Erreur Φ (°) ∆t (µm) Md -0,0006 mm 57,927 13,73 αn 2,697 ° 57,927 13,48 Rh -0,0019 mm 57,929 13,71 δm -0,0007 ° 57,928 13,73 Re -0,006 mm 57,926 13,70
Tableau 2.5 Résultats de l’inspection sur la surface convexe 1, ∆Ix1=0,177 mm
Après la deuxième estimation, leurs valeurs d’erreur ne sont pas considérablement plus
grandes que la première (Tableaux 2.7 et 2.8). Ainsi un éventuel nouveau taillage doit être fait avec
deux changements du réglage qui touchent la distance d’offset et l’angle de pression. Les valeurs des
erreurs après les deux estimations dans les points mesurés sont présentées sur les figures 2.17 et
2.18 liées respectivement aux surfaces 1 et 4.
51
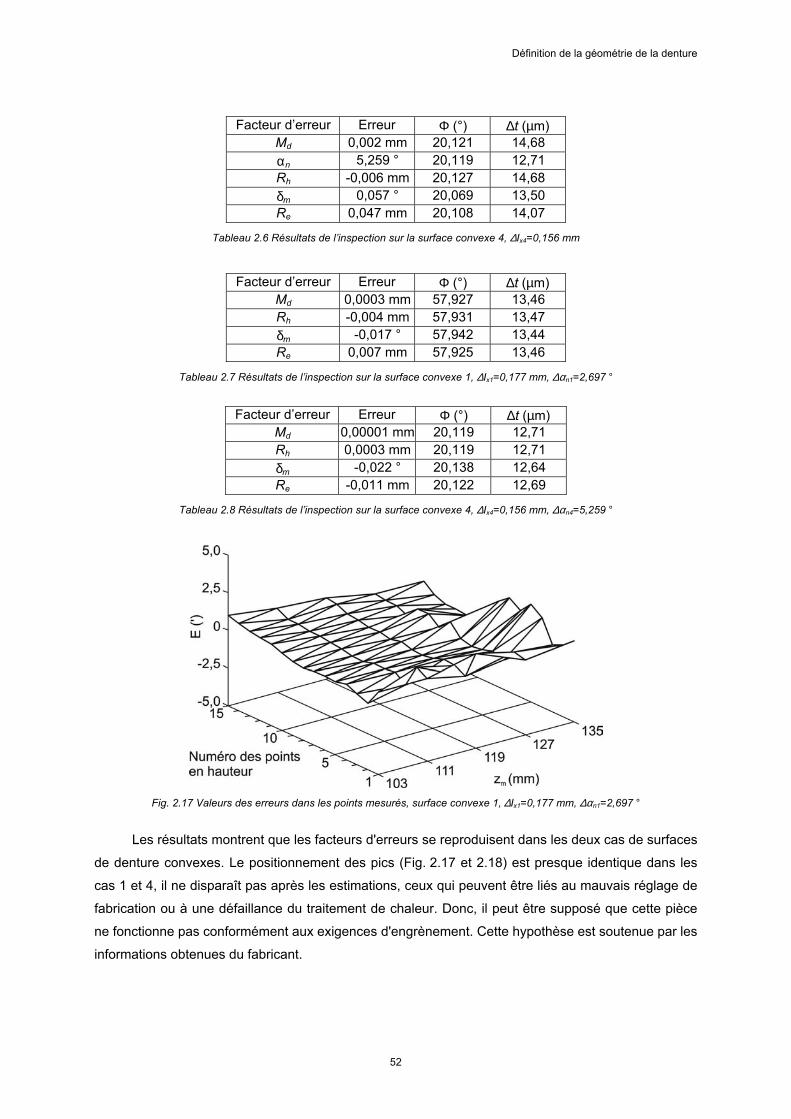
Définition de la géométrie de la denture
Facteur d’erreur Erreur Φ (°) ∆t (µm) Md 0,002 mm 20,121 14,68 αn 5,259 ° 20,119 12,71 Rh -0,006 mm 20,127 14,68 δm 0,057 ° 20,069 13,50 Re 0,047 mm 20,108 14,07
Tableau 2.6 Résultats de l’inspection sur la surface convexe 4, ∆Ix4=0,156 mm
Facteur d’erreur Erreur Φ (°) ∆t (µm) Md 0,0003 mm 57,927 13,46 Rh -0,004 mm 57,931 13,47 δm -0,017 ° 57,942 13,44 Re 0,007 mm 57,925 13,46
Tableau 2.7 Résultats de l’inspection sur la surface convexe 1, ∆Ix1=0,177 mm, ∆αn1=2,697 °
Facteur d’erreur Erreur Φ (°) ∆t (µm) Md 0,00001 mm 20,119 12,71 Rh 0,0003 mm 20,119 12,71 δm -0,022 ° 20,138 12,64 Re -0,011 mm 20,122 12,69
Tableau 2.8 Résultats de l’inspection sur la surface convexe 4, ∆Ix4=0,156 mm, ∆αn4=5,259 °
Fig. 2.17 Valeurs des erreurs dans les points mesurés, surface convexe 1, ∆Ix1=0,177 mm, ∆αn1=2,697 °
Les résultats montrent que les facteurs d'erreurs se reproduisent dans les deux cas de surfaces
de denture convexes. Le positionnement des pics (Fig. 2.17 et 2.18) est presque identique dans les
cas 1 et 4, il ne disparaît pas après les estimations, ceux qui peuvent être liés au mauvais réglage de
fabrication ou à une défaillance du traitement de chaleur. Donc, il peut être supposé que cette pièce
ne fonctionne pas conformément aux exigences d'engrènement. Cette hypothèse est soutenue par les
informations obtenues du fabricant.
52
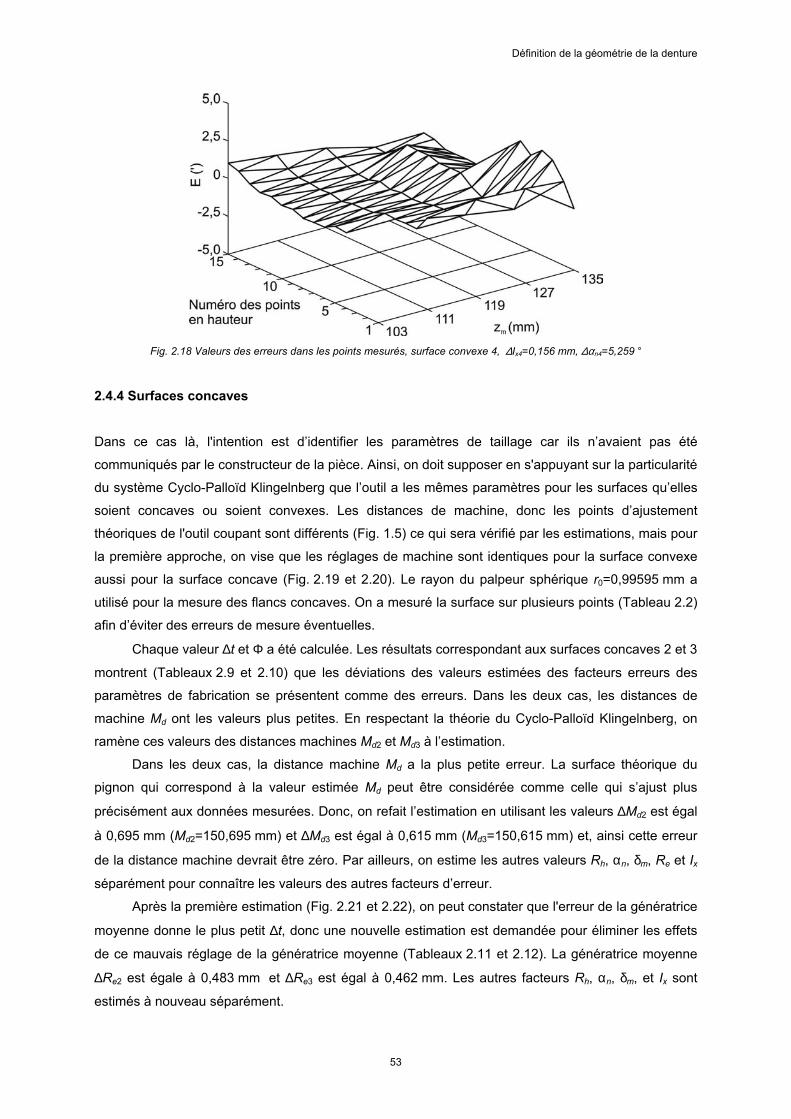
Définition de la géométrie de la denture
Fig. 2.18 Valeurs des erreurs dans les points mesurés, surface convexe 4, ∆Ix4=0,156 mm, ∆αn4=5,259 °
2.4.4 Surfaces concaves Dans ce cas là, l'intention est d’identifier les paramètres de taillage car ils n’avaient pas été
communiqués par le constructeur de la pièce. Ainsi, on doit supposer en s'appuyant sur la particularité
du système Cyclo-Palloïd Klingelnberg que l’outil a les mêmes paramètres pour les surfaces qu’elles
soient concaves ou soient convexes. Les distances de machine, donc les points d’ajustement
théoriques de l'outil coupant sont différents (Fig. 1.5) ce qui sera vérifié par les estimations, mais pour
la première approche, on vise que les réglages de machine sont identiques pour la surface convexe
aussi pour la surface concave (Fig. 2.19 et 2.20). Le rayon du palpeur sphérique r0=0,99595 mm a
utilisé pour la mesure des flancs concaves. On a mesuré la surface sur plusieurs points (Tableau 2.2)
afin d’éviter des erreurs de mesure éventuelles.
Chaque valeur ∆t et Φ a été calculée. Les résultats correspondant aux surfaces concaves 2 et 3
montrent (Tableaux 2.9 et 2.10) que les déviations des valeurs estimées des facteurs erreurs des
paramètres de fabrication se présentent comme des erreurs. Dans les deux cas, les distances de
machine Md ont les valeurs plus petites. En respectant la théorie du Cyclo-Palloïd Klingelnberg, on
ramène ces valeurs des distances machines Md2 et Md3 à l’estimation.
Dans les deux cas, la distance machine Md a la plus petite erreur. La surface théorique du
pignon qui correspond à la valeur estimée Md peut être considérée comme celle qui s’ajust plus
précisément aux données mesurées. Donc, on refait l’estimation en utilisant les valeurs ∆Md2 est égal
à 0,695 mm (Md2=150,695 mm) et ∆Md3 est égal à 0,615 mm (Md3=150,615 mm) et, ainsi cette erreur
de la distance machine devrait être zéro. Par ailleurs, on estime les autres valeurs Rh, αn, δm, Re et Ix
séparément pour connaître les valeurs des autres facteurs d’erreur.
Après la première estimation (Fig. 2.21 et 2.22), on peut constater que l'erreur de la génératrice
moyenne donne le plus petit ∆t, donc une nouvelle estimation est demandée pour éliminer les effets
de ce mauvais réglage de la génératrice moyenne (Tableaux 2.11 et 2.12). La génératrice moyenne
∆Re2 est égale à 0,483 mm et ∆Re3 est égal à 0,462 mm. Les autres facteurs Rh, αn, δm, et Ix sont
estimés à nouveau séparément.
53
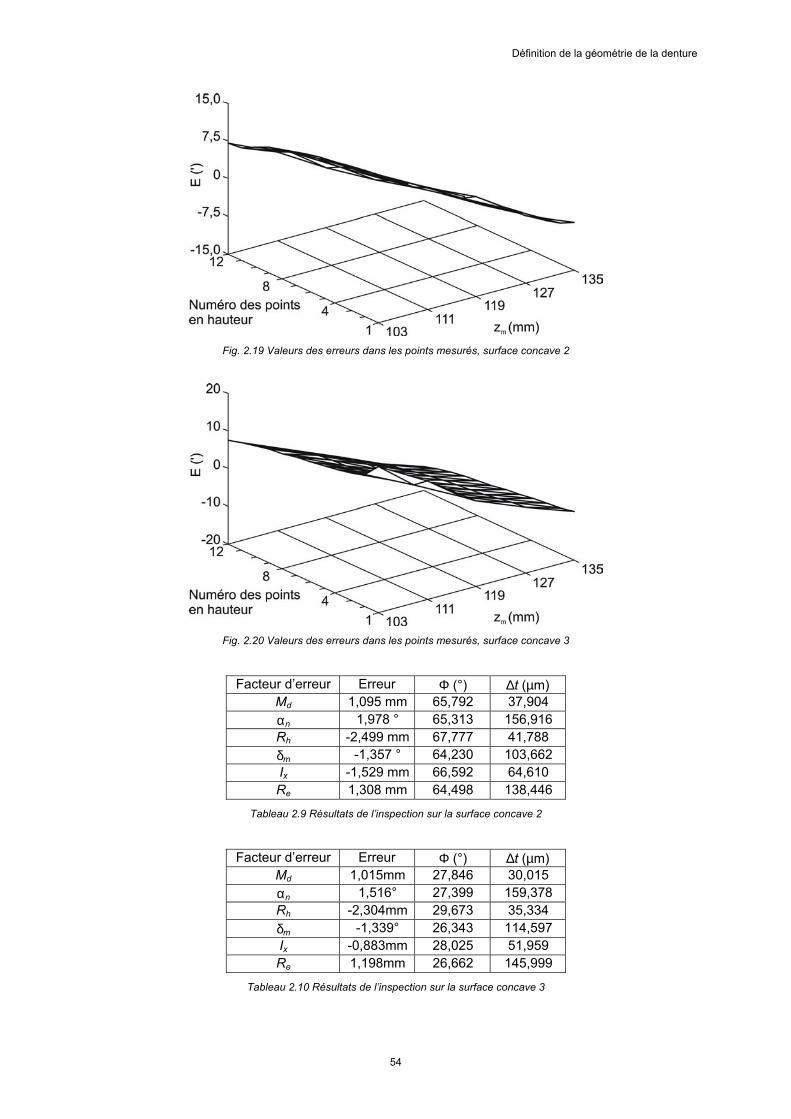
Définition de la géométrie de la denture
Fig. 2.19 Valeurs des erreurs dans les points mesurés, surface concave 2
Fig. 2.20 Valeurs des erreurs dans les points mesurés, surface concave 3
Facteur d’erreur Erreur Φ (°) ∆t (µm) Md 1,095 mm 65,792 37,904 αn 1,978 ° 65,313 156,916 Rh -2,499 mm 67,777 41,788 δm -1,357 ° 64,230 103,662 Ix -1,529 mm 66,592 64,610 Re 1,308 mm 64,498 138,446
Tableau 2.9 Résultats de l’inspection sur la surface concave 2
Facteur d’erreur Erreur Φ (°) ∆t (µm) Md 1,015mm 27,846 30,015 αn 1,516° 27,399 159,378 Rh -2,304mm 29,673 35,334 δm -1,339° 26,343 114,597 Ix -0,883mm 28,025 51,959 Re 1,198mm 26,662 145,999
Tableau 2.10 Résultats de l’inspection sur la surface concave 3
54
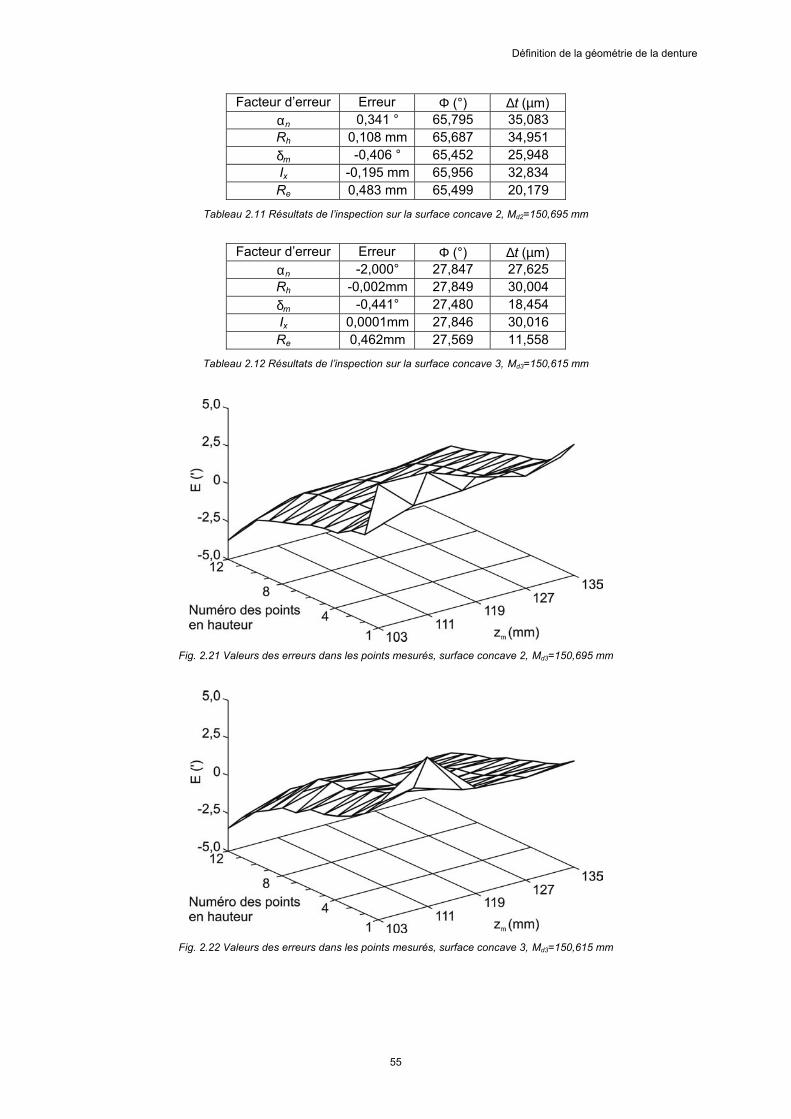
Définition de la géométrie de la denture
Facteur d’erreur Erreur Φ (°) ∆t (µm) αn 0,341 ° 65,795 35,083 Rh 0,108 mm 65,687 34,951 δm -0,406 ° 65,452 25,948 Ix -0,195 mm 65,956 32,834 Re 0,483 mm 65,499 20,179
Tableau 2.11 Résultats de l’inspection sur la surface concave 2, Md2=150,695 mm
Facteur d’erreur Erreur Φ (°) ∆t (µm) αn -2,000° 27,847 27,625 Rh -0,002mm 27,849 30,004 δm -0,441° 27,480 18,454 Ix 0,0001mm 27,846 30,016 Re 0,462mm 27,569 11,558
Tableau 2.12 Résultats de l’inspection sur la surface concave 3, Md3=150,615 mm
Fig. 2.21 Valeurs des erreurs dans les points mesurés, surface concave 2, Md3=150,695 mm
Fig. 2.22 Valeurs des erreurs dans les points mesurés, surface concave 3, Md3=150,615 mm
55
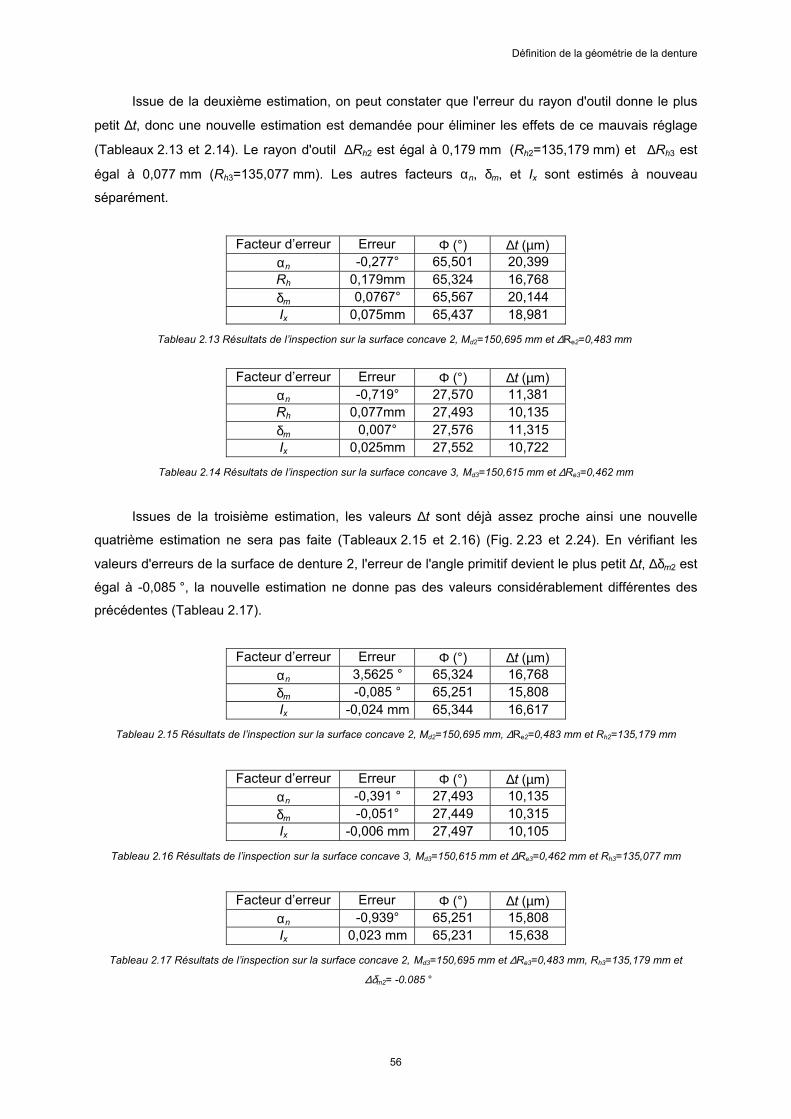
Définition de la géométrie de la denture
Issue de la deuxième estimation, on peut constater que l'erreur du rayon d'outil donne le plus
petit ∆t, donc une nouvelle estimation est demandée pour éliminer les effets de ce mauvais réglage
(Tableaux 2.13 et 2.14). Le rayon d'outil ∆Rh2 est égal à 0,179 mm (Rh2=135,179 mm) et ∆Rh3 est
égal à 0,077 mm (Rh3=135,077 mm). Les autres facteurs αn, δm, et Ix sont estimés à nouveau
séparément.
Facteur d’erreur Erreur Φ (°) ∆t (µm) αn -0,277° 65,501 20,399 Rh 0,179mm 65,324 16,768 δm 0,0767° 65,567 20,144 Ix 0,075mm 65,437 18,981
Tableau 2.13 Résultats de l’inspection sur la surface concave 2, Md2=150,695 mm et ∆Re2=0,483 mm
Facteur d’erreur Erreur Φ (°) ∆t (µm) αn -0,719° 27,570 11,381 Rh 0,077mm 27,493 10,135 δm 0,007° 27,576 11,315 Ix 0,025mm 27,552 10,722
Tableau 2.14 Résultats de l’inspection sur la surface concave 3, Md3=150,615 mm et ∆Re3=0,462 mm
Issues de la troisième estimation, les valeurs ∆t sont déjà assez proche ainsi une nouvelle
quatrième estimation ne sera pas faite (Tableaux 2.15 et 2.16) (Fig. 2.23 et 2.24). En vérifiant les
valeurs d'erreurs de la surface de denture 2, l'erreur de l'angle primitif devient le plus petit ∆t, ∆δm2 est
égal à -0,085 °, la nouvelle estimation ne donne pas des valeurs considérablement différentes des
précédentes (Tableau 2.17).
Facteur d’erreur Erreur Φ (°) ∆t (µm) αn 3,5625 ° 65,324 16,768 δm -0,085 ° 65,251 15,808 Ix -0,024 mm 65,344 16,617
Tableau 2.15 Résultats de l’inspection sur la surface concave 2, Md2=150,695 mm, ∆Re2=0,483 mm et Rh2=135,179 mm
Facteur d’erreur Erreur Φ (°) ∆t (µm) αn -0,391 ° 27,493 10,135 δm -0,051° 27,449 10,315 Ix -0,006 mm 27,497 10,105
Tableau 2.16 Résultats de l’inspection sur la surface concave 3, Md3=150,615 mm et ∆Re3=0,462 mm et Rh3=135,077 mm
Facteur d’erreur Erreur Φ (°) ∆t (µm) αn -0,939° 65,251 15,808 Ix 0,023 mm 65,231 15,638
Tableau 2.17 Résultats de l’inspection sur la surface concave 2, Md3=150,695 mm et ∆Re3=0,483 mm, Rh3=135,179 mm et
∆δm2= -0.085 °
56
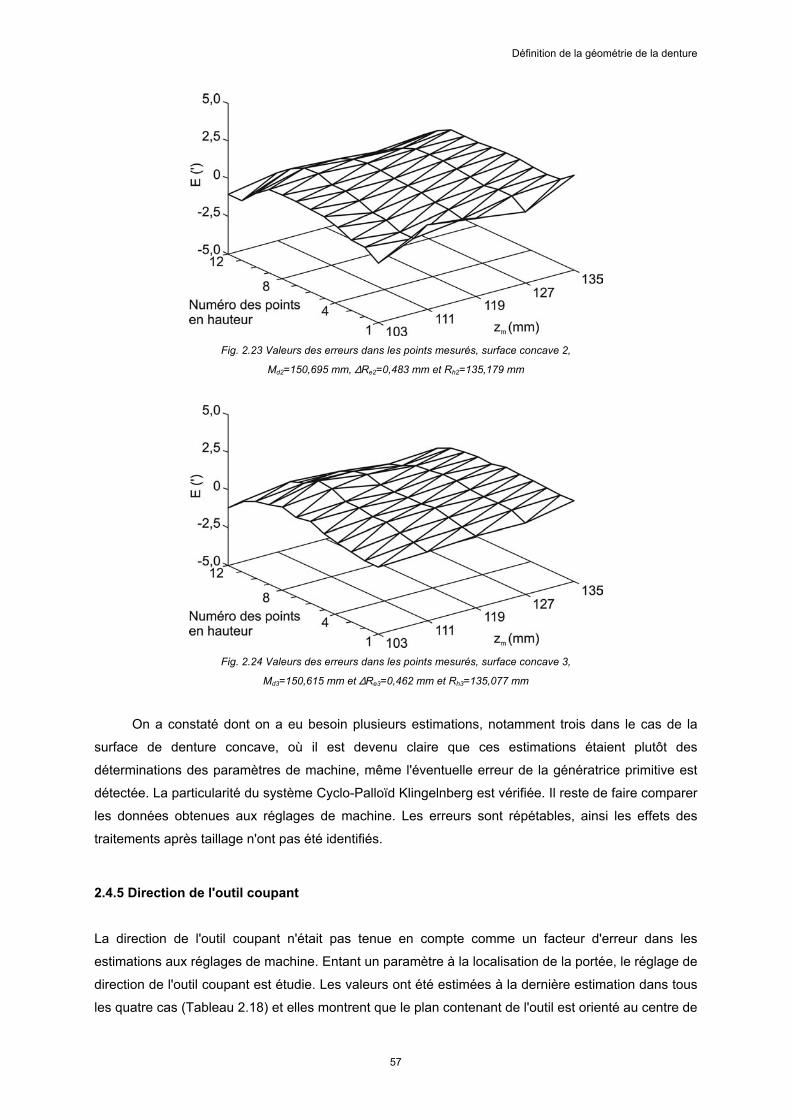
Définition de la géométrie de la denture
Fig. 2.23 Valeurs des erreurs dans les points mesurés, surface concave 2,
Md2=150,695 mm, ∆Re2=0,483 mm et Rh2=135,179 mm
Fig. 2.24 Valeurs des erreurs dans les points mesurés, surface concave 3,
Md3=150,615 mm et ∆Re3=0,462 mm et Rh3=135,077 mm
On a constaté dont on a eu besoin plusieurs estimations, notamment trois dans le cas de la
surface de denture concave, où il est devenu claire que ces estimations étaient plutôt des
déterminations des paramètres de machine, même l'éventuelle erreur de la génératrice primitive est
détectée. La particularité du système Cyclo-Palloïd Klingelnberg est vérifiée. Il reste de faire comparer
les données obtenues aux réglages de machine. Les erreurs sont répétables, ainsi les effets des
traitements après taillage n'ont pas été identifiés.
2.4.5 Direction de l'outil coupant
La direction de l'outil coupant n'était pas tenue en compte comme un facteur d'erreur dans les
estimations aux réglages de machine. Entant un paramètre à la localisation de la portée, le réglage de
direction de l'outil coupant est étudie. Les valeurs ont été estimées à la dernière estimation dans tous
les quatre cas (Tableau 2.18) et elles montrent que le plan contenant de l'outil est orienté au centre de
57
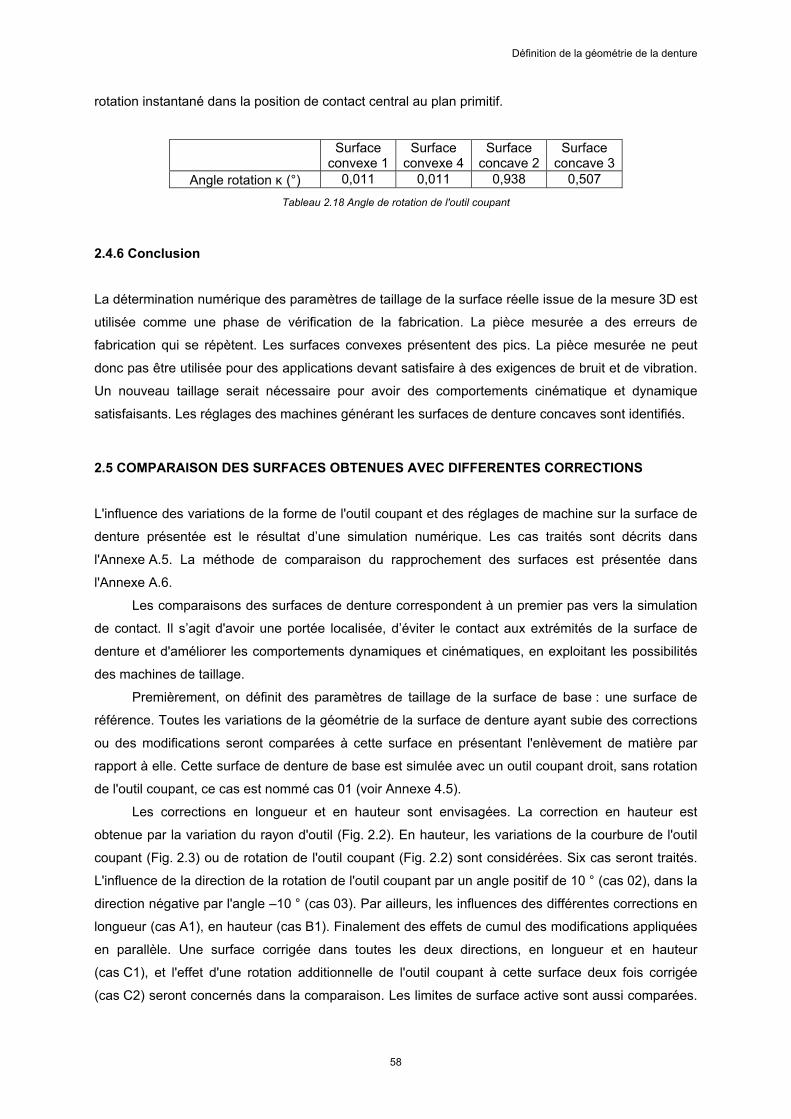
Définition de la géométrie de la denture
rotation instantané dans la position de contact central au plan primitif.
Surface convexe 1
Surface convexe 4
Surface concave 2
Surface concave 3
Angle rotation κ (°) 0,011 0,011 0,938 0,507
Tableau 2.18 Angle de rotation de l'outil coupant
2.4.6 Conclusion
La détermination numérique des paramètres de taillage de la surface réelle issue de la mesure 3D est
utilisée comme une phase de vérification de la fabrication. La pièce mesurée a des erreurs de
fabrication qui se répètent. Les surfaces convexes présentent des pics. La pièce mesurée ne peut
donc pas être utilisée pour des applications devant satisfaire à des exigences de bruit et de vibration.
Un nouveau taillage serait nécessaire pour avoir des comportements cinématique et dynamique
satisfaisants. Les réglages des machines générant les surfaces de denture concaves sont identifiés.
2.5 COMPARAISON DES SURFACES OBTENUES AVEC DIFFERENTES CORRECTIONS
L'influence des variations de la forme de l'outil coupant et des réglages de machine sur la surface de
denture présentée est le résultat d’une simulation numérique. Les cas traités sont décrits dans
l'Annexe A.5. La méthode de comparaison du rapprochement des surfaces est présentée dans
l'Annexe A.6.
Les comparaisons des surfaces de denture correspondent à un premier pas vers la simulation
de contact. Il s’agit d'avoir une portée localisée, d’éviter le contact aux extrémités de la surface de
denture et d'améliorer les comportements dynamiques et cinématiques, en exploitant les possibilités
des machines de taillage.
Premièrement, on définit des paramètres de taillage de la surface de base : une surface de
référence. Toutes les variations de la géométrie de la surface de denture ayant subie des corrections
ou des modifications seront comparées à cette surface en présentant l'enlèvement de matière par
rapport à elle. Cette surface de denture de base est simulée avec un outil coupant droit, sans rotation
de l'outil coupant, ce cas est nommé cas 01 (voir Annexe 4.5).
Les corrections en longueur et en hauteur sont envisagées. La correction en hauteur est
obtenue par la variation du rayon d'outil (Fig. 2.2). En hauteur, les variations de la courbure de l'outil
coupant (Fig. 2.3) ou de rotation de l'outil coupant (Fig. 2.2) sont considérées. Six cas seront traités.
L'influence de la direction de la rotation de l'outil coupant par un angle positif de 10 ° (cas 02), dans la
direction négative par l'angle –10 ° (cas 03). Par ailleurs, les influences des différentes corrections en
longueur (cas A1), en hauteur (cas B1). Finalement des effets de cumul des modifications appliquées
en parallèle. Une surface corrigée dans toutes les deux directions, en longueur et en hauteur
(cas C1), et l'effet d'une rotation additionnelle de l'outil coupant à cette surface deux fois corrigée
(cas C2) seront concernés dans la comparaison. Les limites de surface active sont aussi comparées.
58
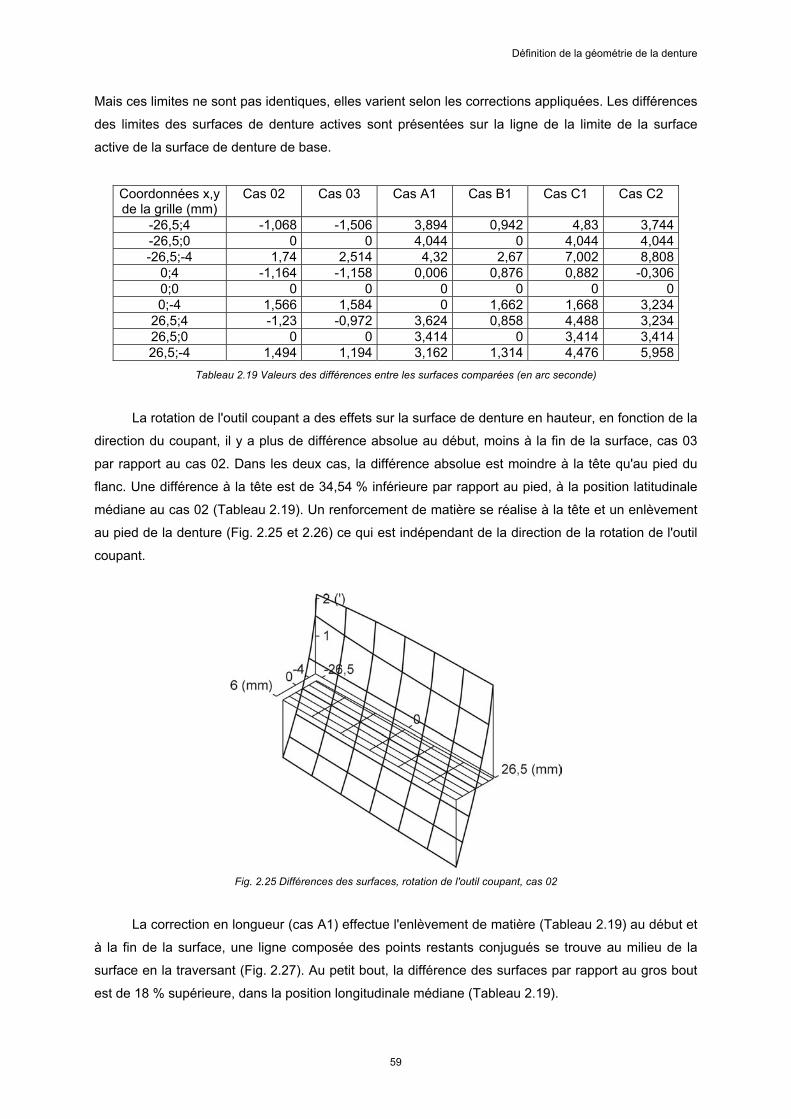
Définition de la géométrie de la denture
Mais ces limites ne sont pas identiques, elles varient selon les corrections appliquées. Les différences
des limites des surfaces de denture actives sont présentées sur la ligne de la limite de la surface
active de la surface de denture de base.
Coordonnées x,y de la grille (mm)
Cas 02 Cas 03 Cas A1 Cas B1 Cas C1 Cas C2
-26,5;4 -1,068 -1,506 3,894 0,942 4,83 3,744-26,5;0 0 0 4,044 0 4,044 4,044-26,5;-4 1,74 2,514 4,32 2,67 7,002 8,808
0;4 -1,164 -1,158 0,006 0,876 0,882 -0,3060;0 0 0 0 0 0 00;-4 1,566 1,584 0 1,662 1,668 3,234
26,5;4 -1,23 -0,972 3,624 0,858 4,488 3,23426,5;0 0 0 3,414 0 3,414 3,41426,5;-4 1,494 1,194 3,162 1,314 4,476 5,958
Tableau 2.19 Valeurs des différences entre les surfaces comparées (en arc seconde)
La rotation de l'outil coupant a des effets sur la surface de denture en hauteur, en fonction de la
direction du coupant, il y a plus de différence absolue au début, moins à la fin de la surface, cas 03
par rapport au cas 02. Dans les deux cas, la différence absolue est moindre à la tête qu'au pied du
flanc. Une différence à la tête est de 34,54 % inférieure par rapport au pied, à la position latitudinale
médiane au cas 02 (Tableau 2.19). Un renforcement de matière se réalise à la tête et un enlèvement
au pied de la denture (Fig. 2.25 et 2.26) ce qui est indépendant de la direction de la rotation de l'outil
coupant.
Fig. 2.25 Différences des surfaces, rotation de l'outil coupant, cas 02
La correction en longueur (cas A1) effectue l'enlèvement de matière (Tableau 2.19) au début et
à la fin de la surface, une ligne composée des points restants conjugués se trouve au milieu de la
surface en la traversant (Fig. 2.27). Au petit bout, la différence des surfaces par rapport au gros bout
est de 18 % supérieure, dans la position longitudinale médiane (Tableau 2.19).
59
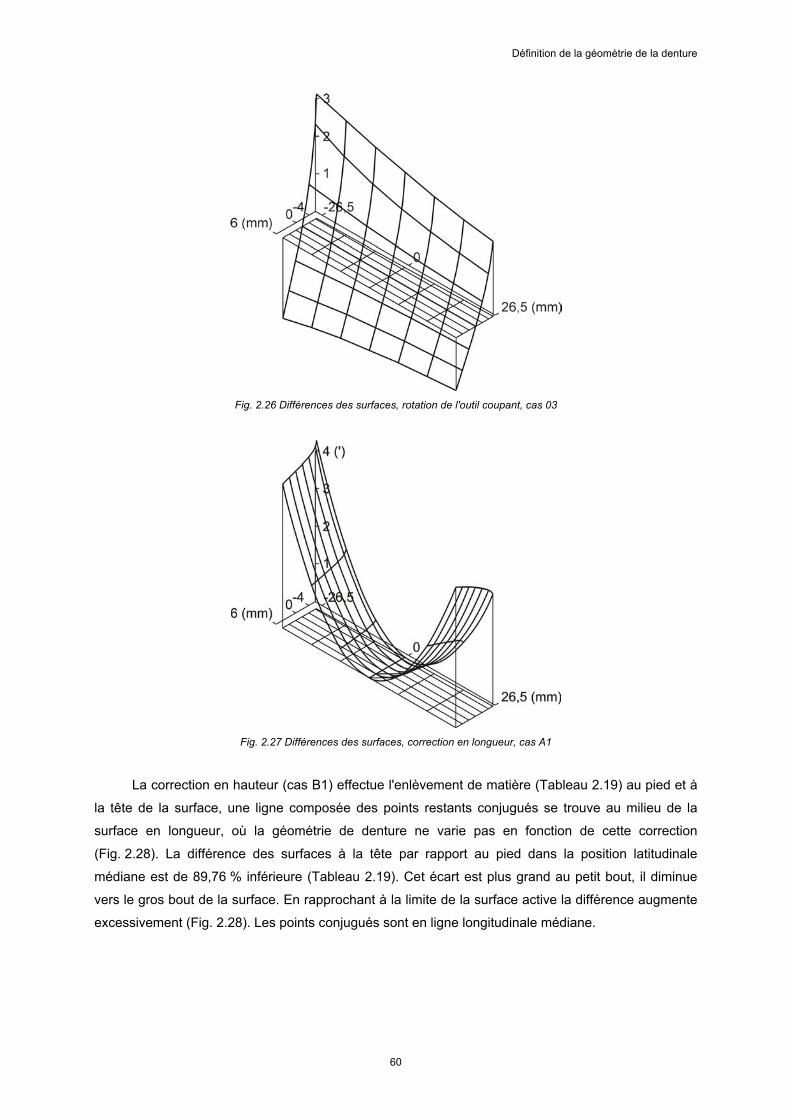
Définition de la géométrie de la denture
Fig. 2.26 Différences des surfaces, rotation de l'outil coupant, cas 03
Fig. 2.27 Différences des surfaces, correction en longueur, cas A1
La correction en hauteur (cas B1) effectue l'enlèvement de matière (Tableau 2.19) au pied et à
la tête de la surface, une ligne composée des points restants conjugués se trouve au milieu de la
surface en longueur, où la géométrie de denture ne varie pas en fonction de cette correction
(Fig. 2.28). La différence des surfaces à la tête par rapport au pied dans la position latitudinale
médiane est de 89,76 % inférieure (Tableau 2.19). Cet écart est plus grand au petit bout, il diminue
vers le gros bout de la surface. En rapprochant à la limite de la surface active la différence augmente
excessivement (Fig. 2.28). Les points conjugués sont en ligne longitudinale médiane.
60
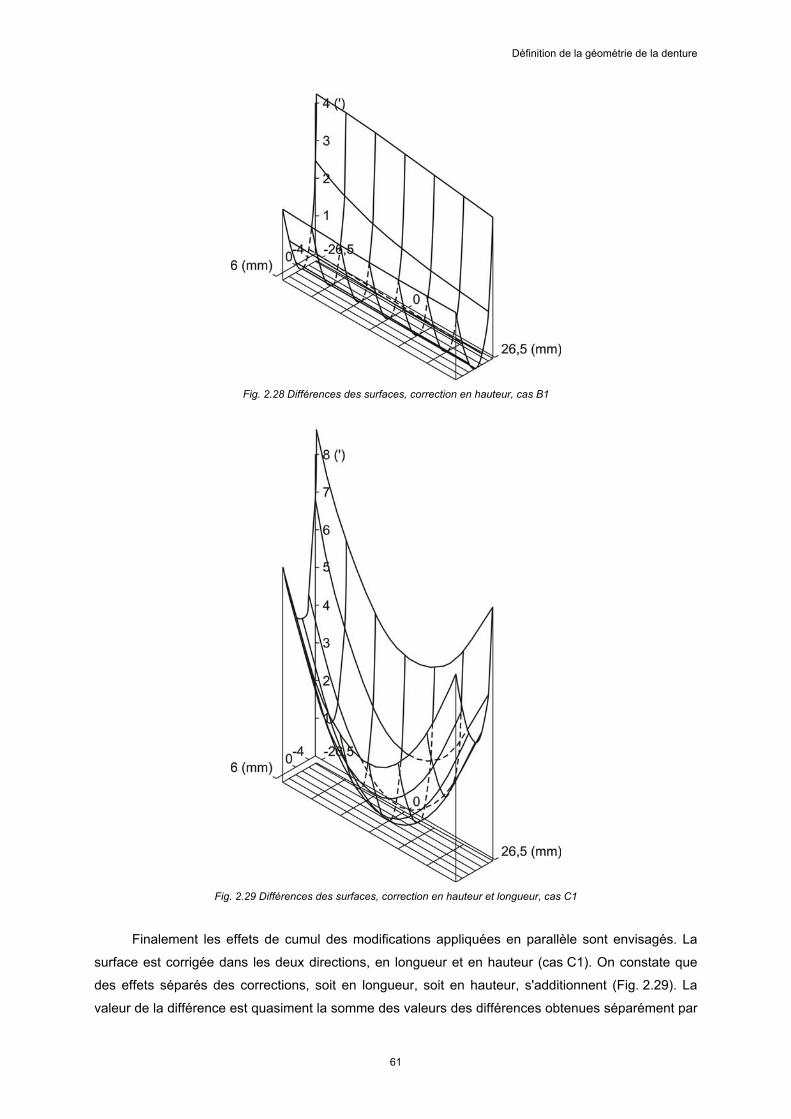
Définition de la géométrie de la denture
Fig. 2.28 Différences des surfaces, correction en hauteur, cas B1
Fig. 2.29 Différences des surfaces, correction en hauteur et longueur, cas C1
Finalement les effets de cumul des modifications appliquées en parallèle sont envisagés. La
surface est corrigée dans les deux directions, en longueur et en hauteur (cas C1). On constate que
des effets séparés des corrections, soit en longueur, soit en hauteur, s'additionnent (Fig. 2.29). La
valeur de la différence est quasiment la somme des valeurs des différences obtenues séparément par
61
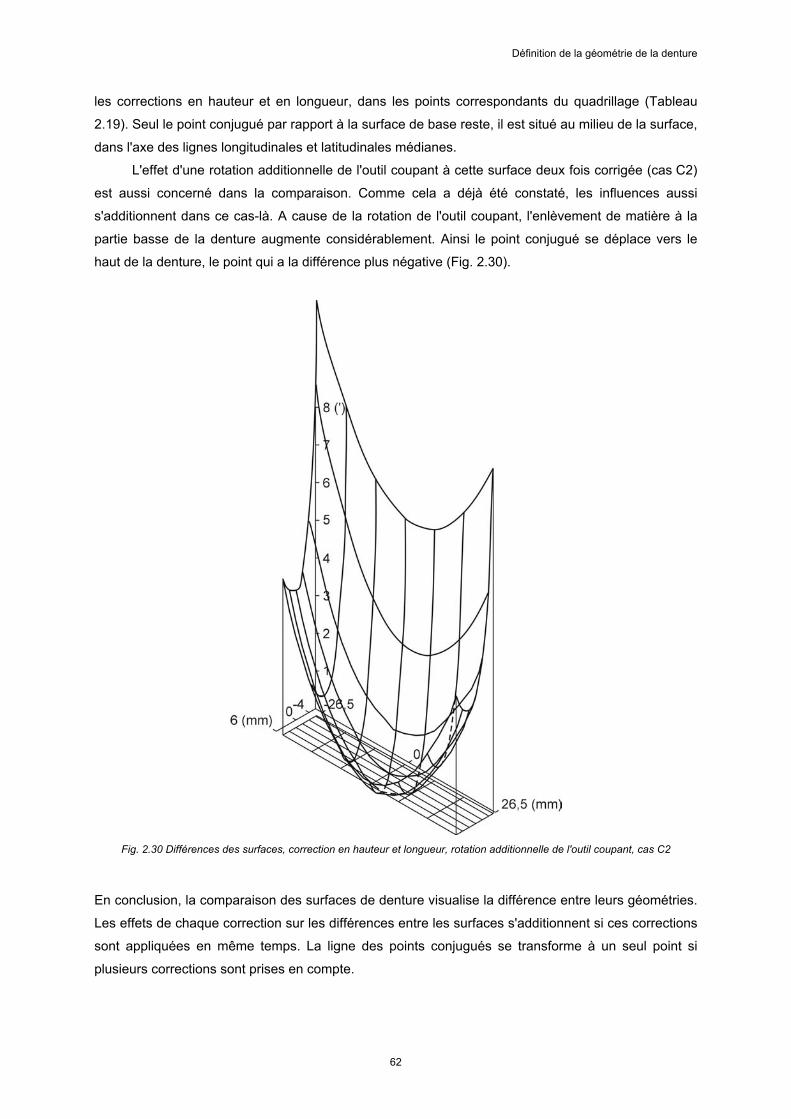
Définition de la géométrie de la denture
les corrections en hauteur et en longueur, dans les points correspondants du quadrillage (Tableau
2.19). Seul le point conjugué par rapport à la surface de base reste, il est situé au milieu de la surface,
dans l'axe des lignes longitudinales et latitudinales médianes.
L'effet d'une rotation additionnelle de l'outil coupant à cette surface deux fois corrigée (cas C2)
est aussi concerné dans la comparaison. Comme cela a déjà été constaté, les influences aussi
s'additionnent dans ce cas-là. A cause de la rotation de l'outil coupant, l'enlèvement de matière à la
partie basse de la denture augmente considérablement. Ainsi le point conjugué se déplace vers le
haut de la denture, le point qui a la différence plus négative (Fig. 2.30).
Fig. 2.30 Différences des surfaces, correction en hauteur et longueur, rotation additionnelle de l'outil coupant, cas C2
En conclusion, la comparaison des surfaces de denture visualise la différence entre leurs géométries.
Les effets de chaque correction sur les différences entre les surfaces s'additionnent si ces corrections
sont appliquées en même temps. La ligne des points conjugués se transforme à un seul point si
plusieurs corrections sont prises en compte.
62
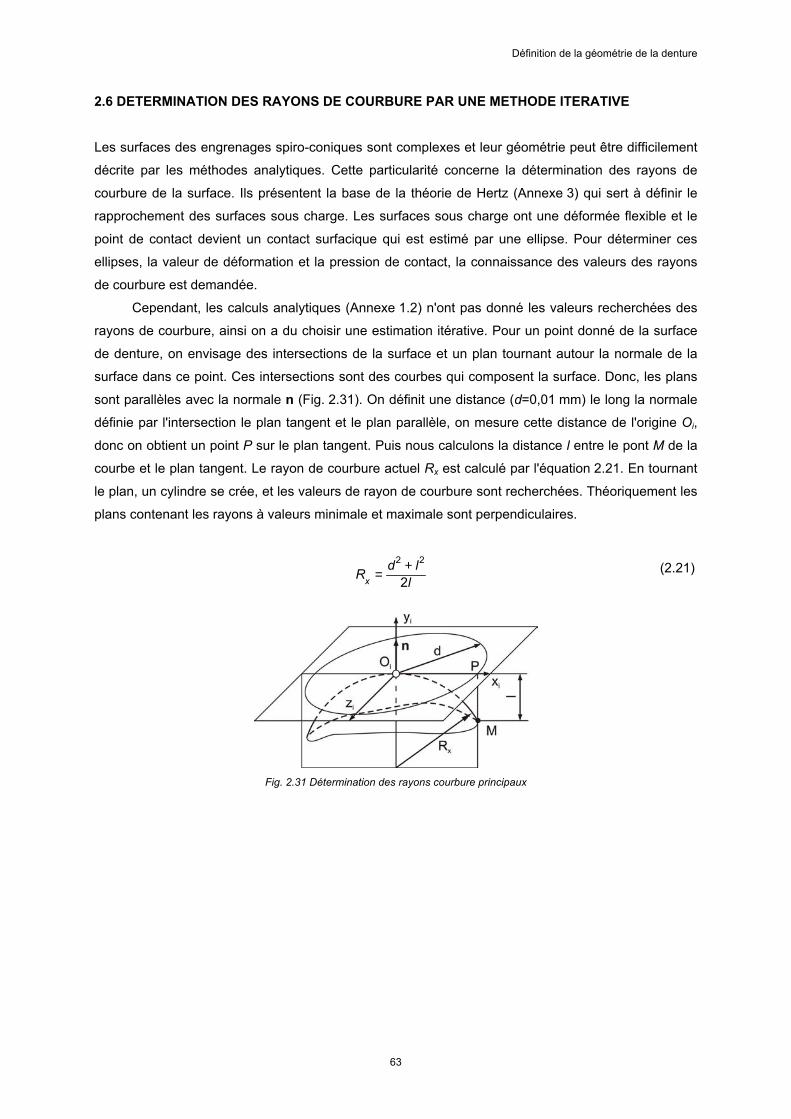
Définition de la géométrie de la denture
2.6 DETERMINATION DES RAYONS DE COURBURE PAR UNE METHODE ITERATIVE
Les surfaces des engrenages spiro-coniques sont complexes et leur géométrie peut être difficilement
décrite par les méthodes analytiques. Cette particularité concerne la détermination des rayons de
courbure de la surface. Ils présentent la base de la théorie de Hertz (Annexe 3) qui sert à définir le
rapprochement des surfaces sous charge. Les surfaces sous charge ont une déformée flexible et le
point de contact devient un contact surfacique qui est estimé par une ellipse. Pour déterminer ces
ellipses, la valeur de déformation et la pression de contact, la connaissance des valeurs des rayons
de courbure est demandée.
Cependant, les calculs analytiques (Annexe 1.2) n'ont pas donné les valeurs recherchées des
rayons de courbure, ainsi on a du choisir une estimation itérative. Pour un point donné de la surface
de denture, on envisage des intersections de la surface et un plan tournant autour la normale de la
surface dans ce point. Ces intersections sont des courbes qui composent la surface. Donc, les plans
sont parallèles avec la normale n (Fig. 2.31). On définit une distance (d=0,01 mm) le long la normale
définie par l'intersection le plan tangent et le plan parallèle, on mesure cette distance de l'origine Oi,
donc on obtient un point P sur le plan tangent. Puis nous calculons la distance l entre le pont M de la
courbe et le plan tangent. Le rayon de courbure actuel Rx est calculé par l'équation 2.21. En tournant
le plan, un cylindre se crée, et les valeurs de rayon de courbure sont recherchées. Théoriquement les
plans contenant les rayons à valeurs minimale et maximale sont perpendiculaires.
lld
Rx 2
22 += (2.21)
Fig. 2.31 Détermination des rayons courbure principaux
63
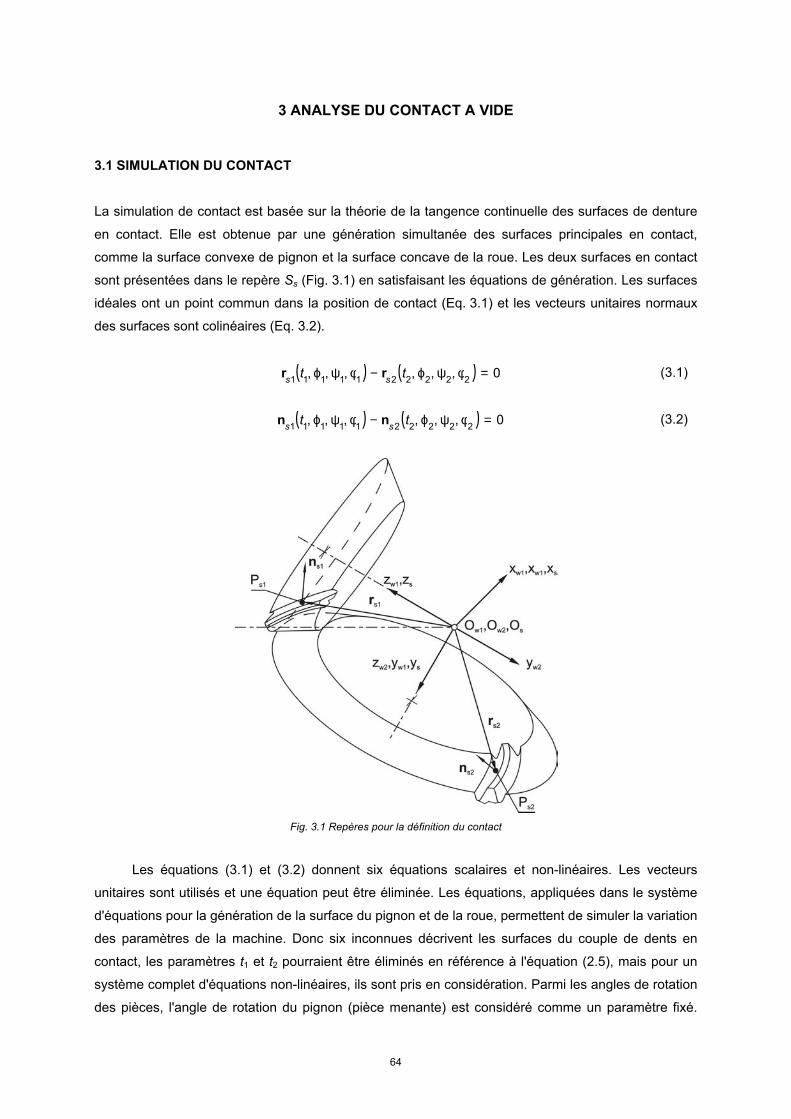
3 ANALYSE DU CONTACT A VIDE
3.1 SIMULATION DU CONTACT
La simulation de contact est basée sur la théorie de la tangence continuelle des surfaces de denture
en contact. Elle est obtenue par une génération simultanée des surfaces principales en contact,
comme la surface convexe de pignon et la surface concave de la roue. Les deux surfaces en contact
sont présentées dans le repère Ss (Fig. 3.1) en satisfaisant les équations de génération. Les surfaces
idéales ont un point commun dans la position de contact (Eq. 3.1) et les vecteurs unitaires normaux
des surfaces sont colinéaires (Eq. 3.2).
( ) ( ) 0,,,,,, 2222211111 =φψϕ−φψϕ tt ss rr (3.1)
( ) ( ) 0,,,,,, 2222211111 =φψϕ−φψϕ tt ss nn (3.2)
Fig. 3.1 Repères pour la définition du contact
Les équations (3.1) et (3.2) donnent six équations scalaires et non-linéaires. Les vecteurs
unitaires sont utilisés et une équation peut être éliminée. Les équations, appliquées dans le système
d'équations pour la génération de la surface du pignon et de la roue, permettent de simuler la variation
des paramètres de la machine. Donc six inconnues décrivent les surfaces du couple de dents en
contact, les paramètres t1 et t2 pourraient être éliminés en référence à l'équation (2.5), mais pour un
système complet d'équations non-linéaires, ils sont pris en considération. Parmi les angles de rotation
des pièces, l'angle de rotation du pignon (pièce menante) est considéré comme un paramètre fixé.
64
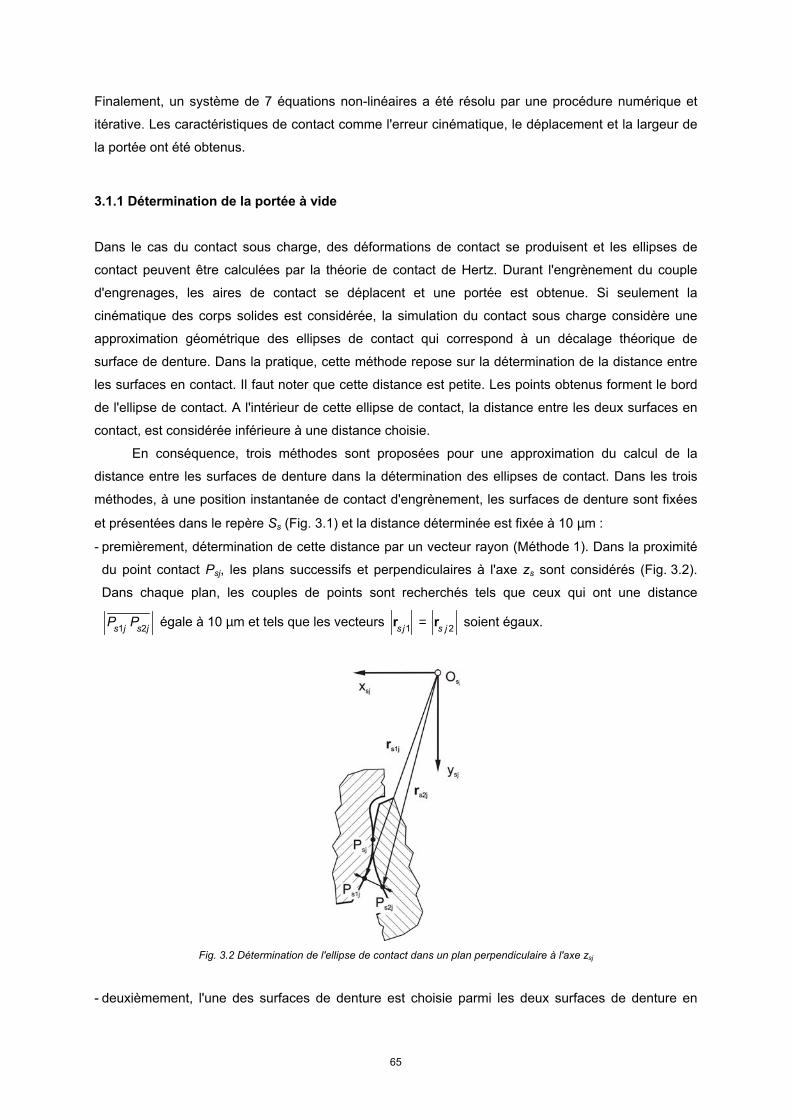
Finalement, un système de 7 équations non-linéaires a été résolu par une procédure numérique et
itérative. Les caractéristiques de contact comme l'erreur cinématique, le déplacement et la largeur de
la portée ont été obtenus.
3.1.1 Détermination de la portée à vide
Dans le cas du contact sous charge, des déformations de contact se produisent et les ellipses de
contact peuvent être calculées par la théorie de contact de Hertz. Durant l'engrènement du couple
d'engrenages, les aires de contact se déplacent et une portée est obtenue. Si seulement la
cinématique des corps solides est considérée, la simulation du contact sous charge considère une
approximation géométrique des ellipses de contact qui correspond à un décalage théorique de
surface de denture. Dans la pratique, cette méthode repose sur la détermination de la distance entre
les surfaces en contact. Il faut noter que cette distance est petite. Les points obtenus forment le bord
de l'ellipse de contact. A l'intérieur de cette ellipse de contact, la distance entre les deux surfaces en
contact, est considérée inférieure à une distance choisie.
En conséquence, trois méthodes sont proposées pour une approximation du calcul de la
distance entre les surfaces de denture dans la détermination des ellipses de contact. Dans les trois
méthodes, à une position instantanée de contact d'engrènement, les surfaces de denture sont fixées
et présentées dans le repère Ss (Fig. 3.1) et la distance déterminée est fixée à 10 µm :
- premièrement, détermination de cette distance par un vecteur rayon (Méthode 1). Dans la proximité
du point contact Psj, les plans successifs et perpendiculaires à l'axe zs sont considérés (Fig. 3.2).
Dans chaque plan, les couples de points sont recherchés tels que ceux qui ont une distance
jsjs PP 21 égale à 10 µm et tels que les vecteurs 21 jsjs rr = soient égaux.
Fig. 3.2 Détermination de l'ellipse de contact dans un plan perpendiculaire à l'axe zsj
- deuxièmement, l'une des surfaces de denture est choisie parmi les deux surfaces de denture en
65
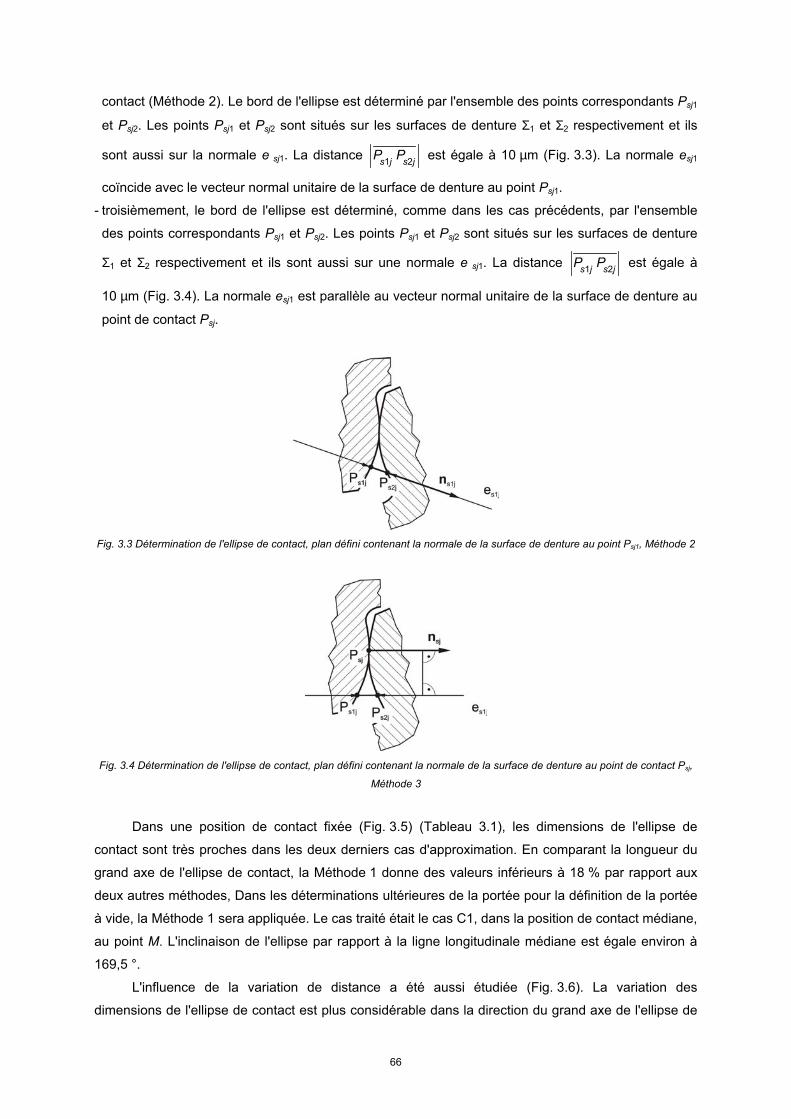
contact (Méthode 2). Le bord de l'ellipse est déterminé par l'ensemble des points correspondants Psj1
et Psj2. Les points Psj1 et Psj2 sont situés sur les surfaces de denture Σ1 et Σ2 respectivement et ils
sont aussi sur la normale e sj1. La distance jsjs PP 21 est égale à 10 µm (Fig. 3.3). La normale esj1
coïncide avec le vecteur normal unitaire de la surface de denture au point Psj1.
- troisièmement, le bord de l'ellipse est déterminé, comme dans les cas précédents, par l'ensemble
des points correspondants Psj1 et Psj2. Les points Psj1 et Psj2 sont situés sur les surfaces de denture
Σ1 et Σ2 respectivement et ils sont aussi sur une normale e sj1. La distance jsjs PP 21 est égale à
10 µm (Fig. 3.4). La normale esj1 est parallèle au vecteur normal unitaire de la surface de denture au
point de contact Psj.
Fig. 3.3 Détermination de l'ellipse de contact, plan défini contenant la normale de la surface de denture au point Psj1, Méthode 2
Fig. 3.4 Détermination de l'ellipse de contact, plan défini contenant la normale de la surface de denture au point de contact Psj,
Méthode 3
Dans une position de contact fixée (Fig. 3.5) (Tableau 3.1), les dimensions de l'ellipse de
contact sont très proches dans les deux derniers cas d'approximation. En comparant la longueur du
grand axe de l'ellipse de contact, la Méthode 1 donne des valeurs inférieurs à 18 % par rapport aux
deux autres méthodes, Dans les déterminations ultérieures de la portée pour la définition de la portée
à vide, la Méthode 1 sera appliquée. Le cas traité était le cas C1, dans la position de contact médiane,
au point M. L'inclinaison de l'ellipse par rapport à la ligne longitudinale médiane est égale environ à
169,5 °.
L'influence de la variation de distance a été aussi étudiée (Fig. 3.6). La variation des
dimensions de l'ellipse de contact est plus considérable dans la direction du grand axe de l'ellipse de
66
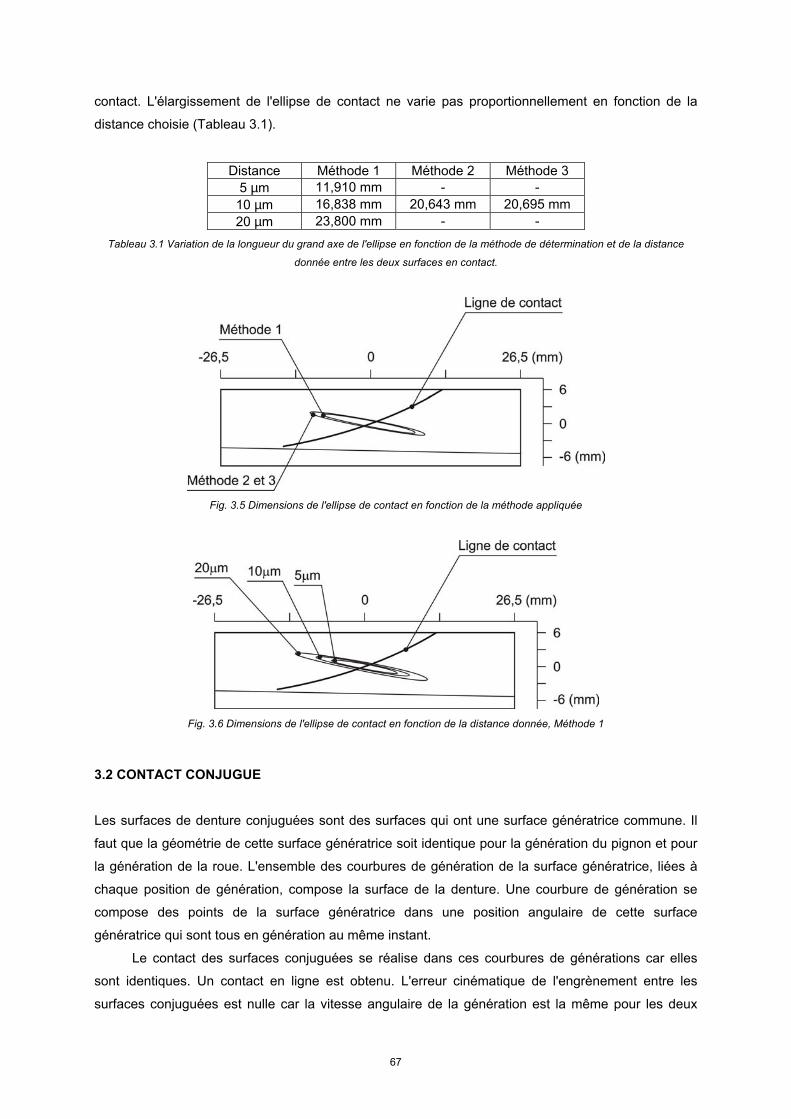
contact. L'élargissement de l'ellipse de contact ne varie pas proportionnellement en fonction de la
distance choisie (Tableau 3.1).
Distance Méthode 1 Méthode 2 Méthode 3 5 µm 11,910 mm - -
10 µm 16,838 mm 20,643 mm 20,695 mm 20 µm 23,800 mm - -
Tableau 3.1 Variation de la longueur du grand axe de l'ellipse en fonction de la méthode de détermination et de la distance
donnée entre les deux surfaces en contact.
Fig. 3.5 Dimensions de l'ellipse de contact en fonction de la méthode appliquée
Fig. 3.6 Dimensions de l'ellipse de contact en fonction de la distance donnée, Méthode 1
3.2 CONTACT CONJUGUE
Les surfaces de denture conjuguées sont des surfaces qui ont une surface génératrice commune. Il
faut que la géométrie de cette surface génératrice soit identique pour la génération du pignon et pour
la génération de la roue. L'ensemble des courbures de génération de la surface génératrice, liées à
chaque position de génération, compose la surface de la denture. Une courbure de génération se
compose des points de la surface génératrice dans une position angulaire de cette surface
génératrice qui sont tous en génération au même instant.
Le contact des surfaces conjuguées se réalise dans ces courbures de générations car elles
sont identiques. Un contact en ligne est obtenu. L'erreur cinématique de l'engrènement entre les
surfaces conjuguées est nulle car la vitesse angulaire de la génération est la même pour les deux
67
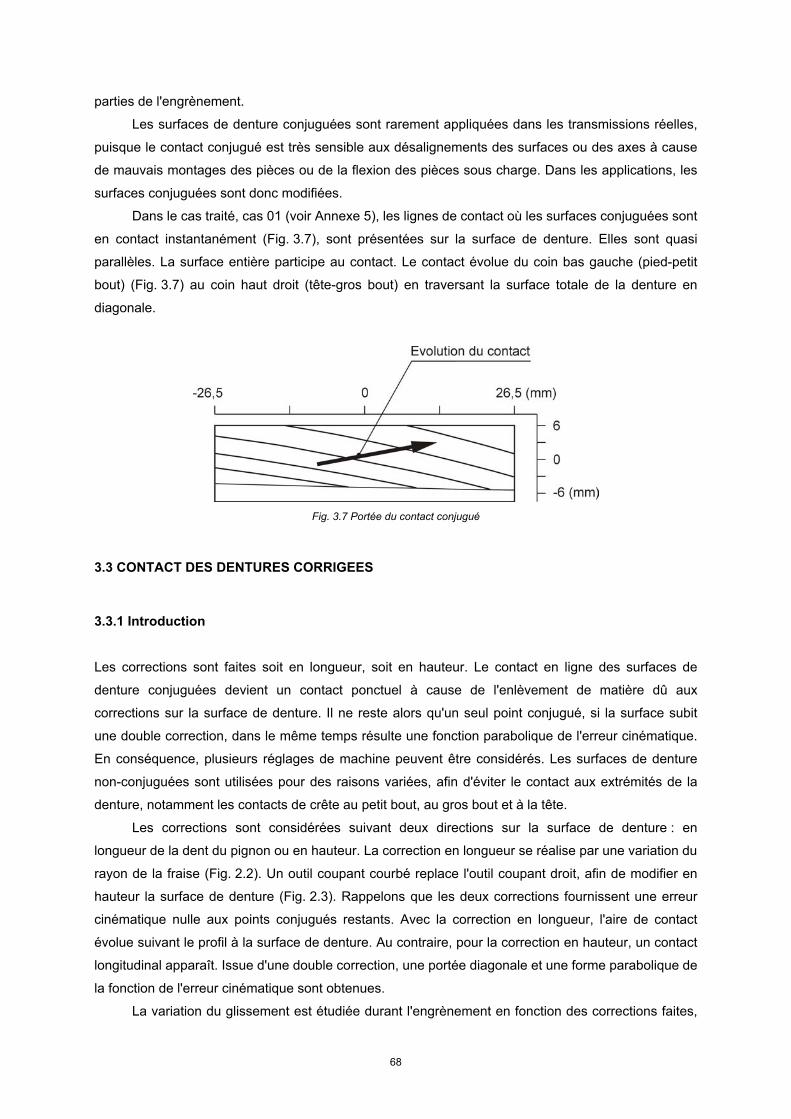
parties de l'engrènement.
Les surfaces de denture conjuguées sont rarement appliquées dans les transmissions réelles,
puisque le contact conjugué est très sensible aux désalignements des surfaces ou des axes à cause
de mauvais montages des pièces ou de la flexion des pièces sous charge. Dans les applications, les
surfaces conjuguées sont donc modifiées.
Dans le cas traité, cas 01 (voir Annexe 5), les lignes de contact où les surfaces conjuguées sont
en contact instantanément (Fig. 3.7), sont présentées sur la surface de denture. Elles sont quasi
parallèles. La surface entière participe au contact. Le contact évolue du coin bas gauche (pied-petit
bout) (Fig. 3.7) au coin haut droit (tête-gros bout) en traversant la surface totale de la denture en
diagonale.
Fig. 3.7 Portée du contact conjugué
3.3 CONTACT DES DENTURES CORRIGEES
3.3.1 Introduction
Les corrections sont faites soit en longueur, soit en hauteur. Le contact en ligne des surfaces de
denture conjuguées devient un contact ponctuel à cause de l'enlèvement de matière dû aux
corrections sur la surface de denture. Il ne reste alors qu'un seul point conjugué, si la surface subit
une double correction, dans le même temps résulte une fonction parabolique de l'erreur cinématique.
En conséquence, plusieurs réglages de machine peuvent être considérés. Les surfaces de denture
non-conjuguées sont utilisées pour des raisons variées, afin d'éviter le contact aux extrémités de la
denture, notamment les contacts de crête au petit bout, au gros bout et à la tête.
Les corrections sont considérées suivant deux directions sur la surface de denture : en
longueur de la dent du pignon ou en hauteur. La correction en longueur se réalise par une variation du
rayon de la fraise (Fig. 2.2). Un outil coupant courbé replace l'outil coupant droit, afin de modifier en
hauteur la surface de denture (Fig. 2.3). Rappelons que les deux corrections fournissent une erreur
cinématique nulle aux points conjugués restants. Avec la correction en longueur, l'aire de contact
évolue suivant le profil à la surface de denture. Au contraire, pour la correction en hauteur, un contact
longitudinal apparaît. Issue d'une double correction, une portée diagonale et une forme parabolique de
la fonction de l'erreur cinématique sont obtenues.
La variation du glissement est étudiée durant l'engrènement en fonction des corrections faites,
68
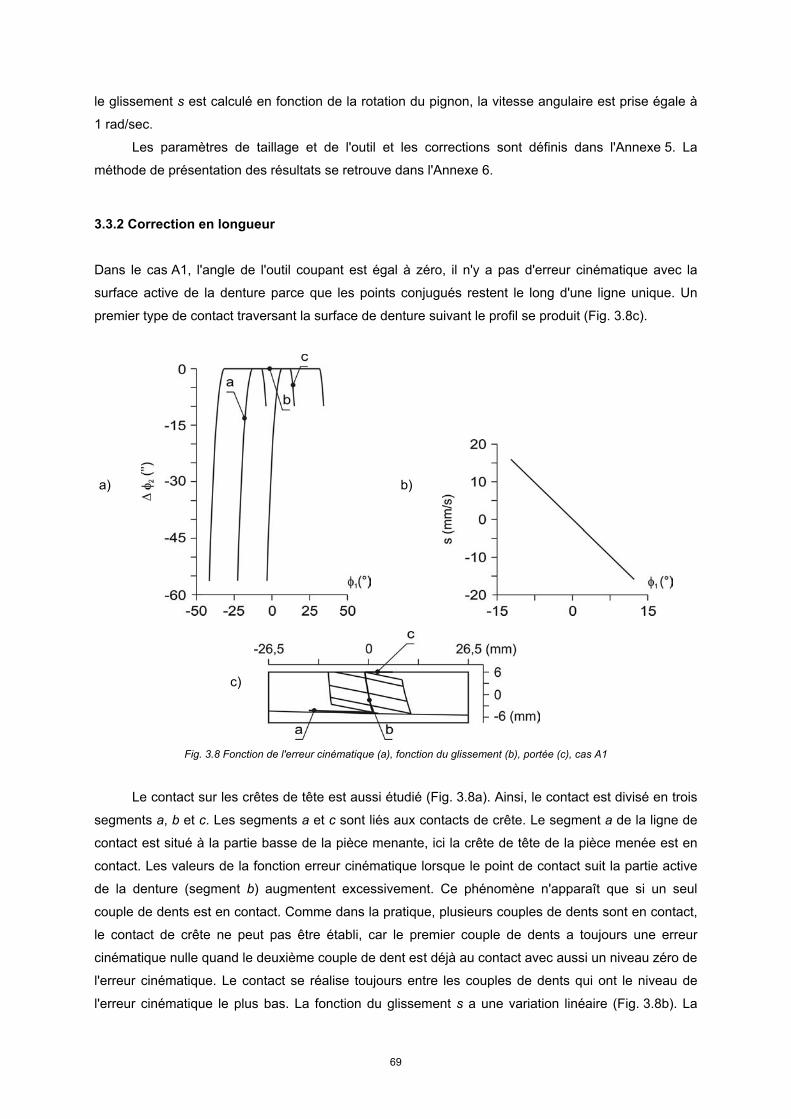
le glissement s est calculé en fonction de la rotation du pignon, la vitesse angulaire est prise égale à
1 rad/sec.
Les paramètres de taillage et de l'outil et les corrections sont définis dans l'Annexe 5. La
méthode de présentation des résultats se retrouve dans l'Annexe 6.
3.3.2 Correction en longueur
Dans le cas A1, l'angle de l'outil coupant est égal à zéro, il n'y a pas d'erreur cinématique avec la
surface active de la denture parce que les points conjugués restent le long d'une ligne unique. Un
premier type de contact traversant la surface de denture suivant le profil se produit (Fig. 3.8c).
a)
b)
c)
Fig. 3.8 Fonction de l'erreur cinématique (a), fonction du glissement (b), portée (c), cas A1
Le contact sur les crêtes de tête est aussi étudié (Fig. 3.8a). Ainsi, le contact est divisé en trois
segments a, b et c. Les segments a et c sont liés aux contacts de crête. Le segment a de la ligne de
contact est situé à la partie basse de la pièce menante, ici la crête de tête de la pièce menée est en
contact. Les valeurs de la fonction erreur cinématique lorsque le point de contact suit la partie active
de la denture (segment b) augmentent excessivement. Ce phénomène n'apparaît que si un seul
couple de dents est en contact. Comme dans la pratique, plusieurs couples de dents sont en contact,
le contact de crête ne peut pas être établi, car le premier couple de dents a toujours une erreur
cinématique nulle quand le deuxième couple de dent est déjà au contact avec aussi un niveau zéro de
l'erreur cinématique. Le contact se réalise toujours entre les couples de dents qui ont le niveau de
l'erreur cinématique le plus bas. La fonction du glissement s a une variation linéaire (Fig. 3.8b). La
69
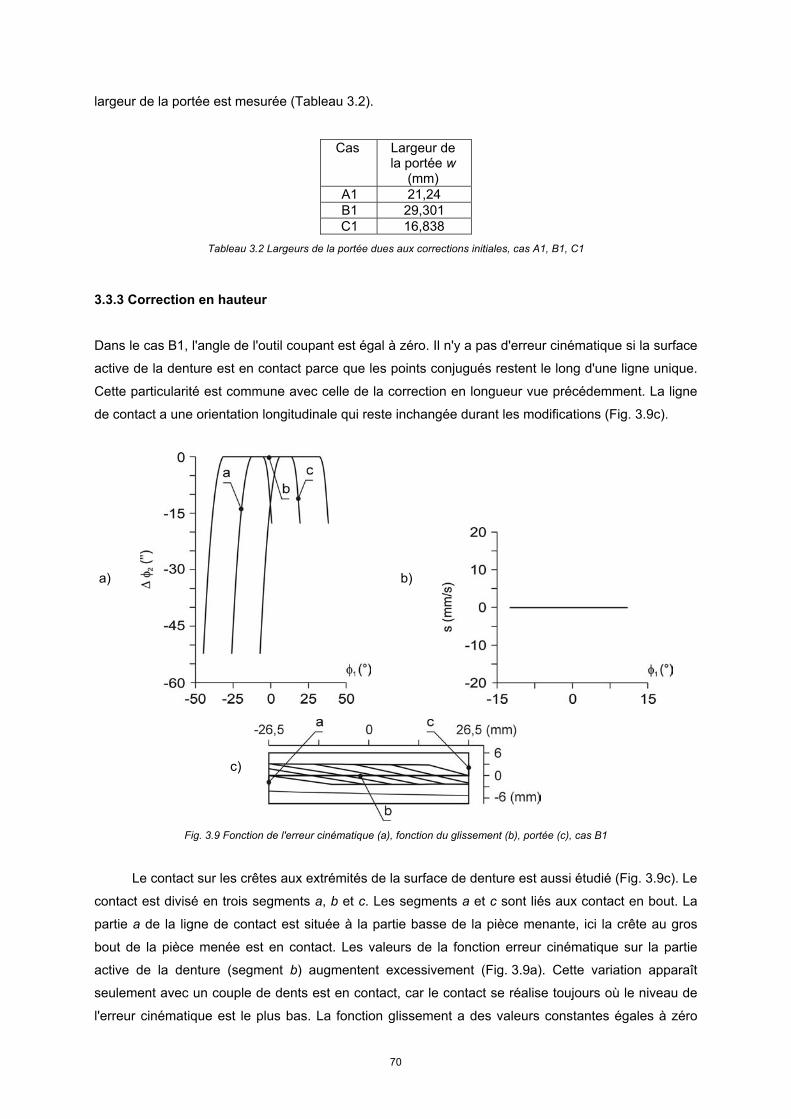
largeur de la portée est mesurée (Tableau 3.2).
Cas Largeur de la portée w
(mm) A1 21,24 B1 29,301 C1 16,838
Tableau 3.2 Largeurs de la portée dues aux corrections initiales, cas A1, B1, C1
3.3.3 Correction en hauteur
Dans le cas B1, l'angle de l'outil coupant est égal à zéro. Il n'y a pas d'erreur cinématique si la surface
active de la denture est en contact parce que les points conjugués restent le long d'une ligne unique.
Cette particularité est commune avec celle de la correction en longueur vue précédemment. La ligne
de contact a une orientation longitudinale qui reste inchangée durant les modifications (Fig. 3.9c).
a)
b)
c)
Fig. 3.9 Fonction de l'erreur cinématique (a), fonction du glissement (b), portée (c), cas B1
Le contact sur les crêtes aux extrémités de la surface de denture est aussi étudié (Fig. 3.9c). Le
contact est divisé en trois segments a, b et c. Les segments a et c sont liés aux contact en bout. La
partie a de la ligne de contact est située à la partie basse de la pièce menante, ici la crête au gros
bout de la pièce menée est en contact. Les valeurs de la fonction erreur cinématique sur la partie
active de la denture (segment b) augmentent excessivement (Fig. 3.9a). Cette variation apparaît
seulement avec un couple de dents est en contact, car le contact se réalise toujours où le niveau de
l'erreur cinématique est le plus bas. La fonction glissement a des valeurs constantes égales à zéro
70
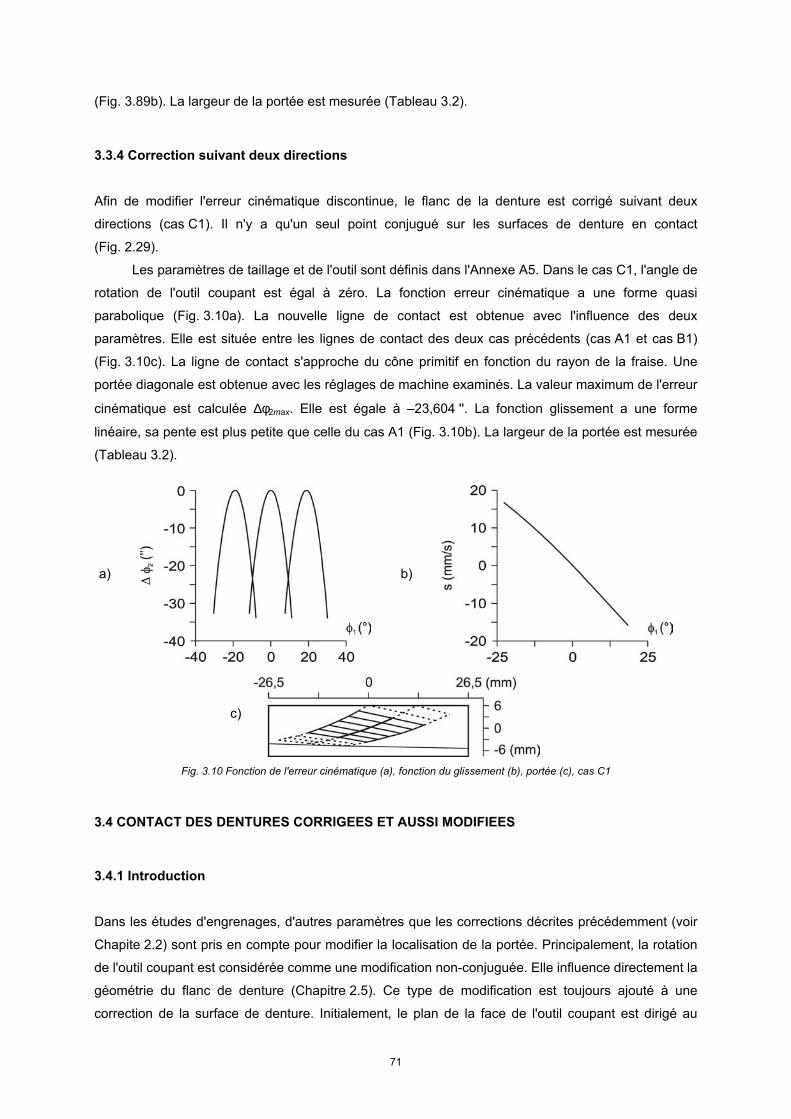
(Fig. 3.89b). La largeur de la portée est mesurée (Tableau 3.2).
3.3.4 Correction suivant deux directions
Afin de modifier l'erreur cinématique discontinue, le flanc de la denture est corrigé suivant deux
directions (cas C1). Il n'y a qu'un seul point conjugué sur les surfaces de denture en contact
(Fig. 2.29).
Les paramètres de taillage et de l'outil sont définis dans l'Annexe A5. Dans le cas C1, l'angle de
rotation de l'outil coupant est égal à zéro. La fonction erreur cinématique a une forme quasi
parabolique (Fig. 3.10a). La nouvelle ligne de contact est obtenue avec l'influence des deux
paramètres. Elle est située entre les lignes de contact des deux cas précédents (cas A1 et cas B1)
(Fig. 3.10c). La ligne de contact s'approche du cône primitif en fonction du rayon de la fraise. Une
portée diagonale est obtenue avec les réglages de machine examinés. La valeur maximum de l'erreur
cinématique est calculée ∆φ2max. Elle est égale à –23,604 ''. La fonction glissement a une forme
linéaire, sa pente est plus petite que celle du cas A1 (Fig. 3.10b). La largeur de la portée est mesurée
(Tableau 3.2).
a)
b)
c)
Fig. 3.10 Fonction de l'erreur cinématique (a), fonction du glissement (b), portée (c), cas C1
3.4 CONTACT DES DENTURES CORRIGEES ET AUSSI MODIFIEES
3.4.1 Introduction
Dans les études d'engrenages, d'autres paramètres que les corrections décrites précédemment (voir
Chapite 2.2) sont pris en compte pour modifier la localisation de la portée. Principalement, la rotation
de l'outil coupant est considérée comme une modification non-conjuguée. Elle influence directement la
géométrie du flanc de denture (Chapitre 2.5). Ce type de modification est toujours ajouté à une
correction de la surface de denture. Initialement, le plan de la face de l'outil coupant est dirigé au
71
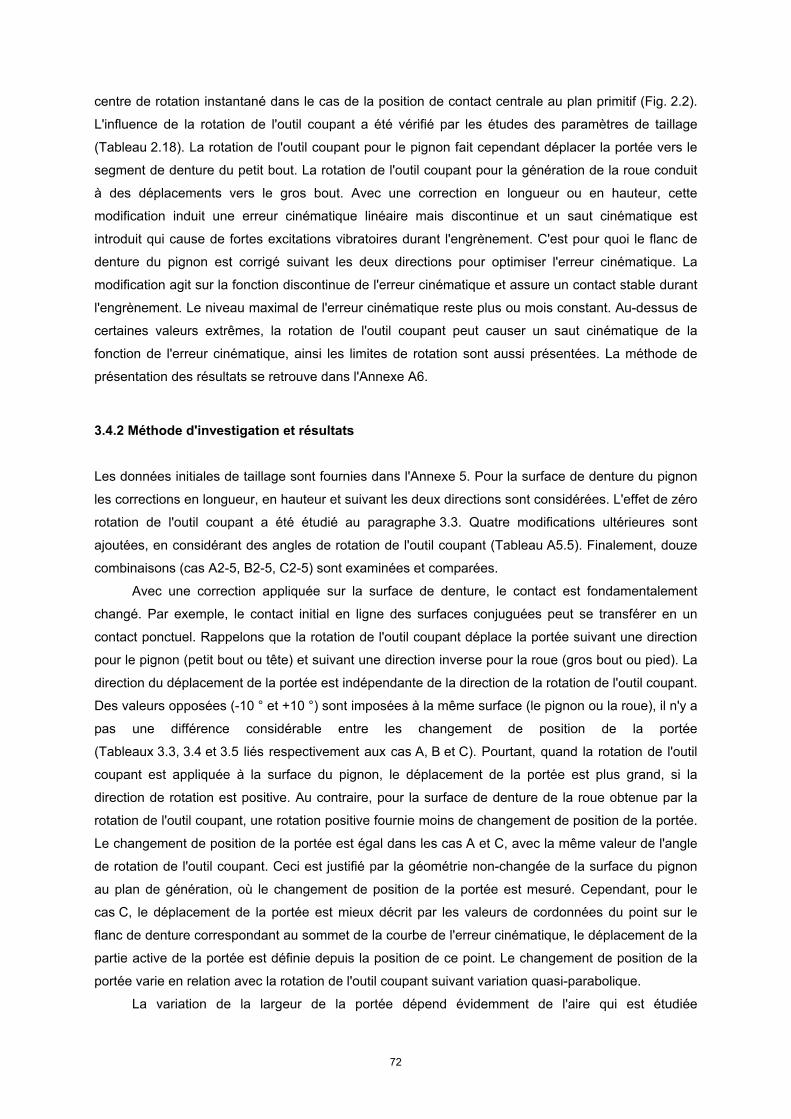
centre de rotation instantané dans le cas de la position de contact centrale au plan primitif (Fig. 2.2).
L'influence de la rotation de l'outil coupant a été vérifié par les études des paramètres de taillage
(Tableau 2.18). La rotation de l'outil coupant pour le pignon fait cependant déplacer la portée vers le
segment de denture du petit bout. La rotation de l'outil coupant pour la génération de la roue conduit
à des déplacements vers le gros bout. Avec une correction en longueur ou en hauteur, cette
modification induit une erreur cinématique linéaire mais discontinue et un saut cinématique est
introduit qui cause de fortes excitations vibratoires durant l'engrènement. C'est pour quoi le flanc de
denture du pignon est corrigé suivant les deux directions pour optimiser l'erreur cinématique. La
modification agit sur la fonction discontinue de l'erreur cinématique et assure un contact stable durant
l'engrènement. Le niveau maximal de l'erreur cinématique reste plus ou mois constant. Au-dessus de
certaines valeurs extrêmes, la rotation de l'outil coupant peut causer un saut cinématique de la
fonction de l'erreur cinématique, ainsi les limites de rotation sont aussi présentées. La méthode de
présentation des résultats se retrouve dans l'Annexe A6.
3.4.2 Méthode d'investigation et résultats
Les données initiales de taillage sont fournies dans l'Annexe 5. Pour la surface de denture du pignon
les corrections en longueur, en hauteur et suivant les deux directions sont considérées. L'effet de zéro
rotation de l'outil coupant a été étudié au paragraphe 3.3. Quatre modifications ultérieures sont
ajoutées, en considérant des angles de rotation de l'outil coupant (Tableau A5.5). Finalement, douze
combinaisons (cas A2-5, B2-5, C2-5) sont examinées et comparées.
Avec une correction appliquée sur la surface de denture, le contact est fondamentalement
changé. Par exemple, le contact initial en ligne des surfaces conjuguées peut se transférer en un
contact ponctuel. Rappelons que la rotation de l'outil coupant déplace la portée suivant une direction
pour le pignon (petit bout ou tête) et suivant une direction inverse pour la roue (gros bout ou pied). La
direction du déplacement de la portée est indépendante de la direction de la rotation de l'outil coupant.
Des valeurs opposées (-10 ° et +10 °) sont imposées à la même surface (le pignon ou la roue), il n'y a
pas une différence considérable entre les changement de position de la portée
(Tableaux 3.3, 3.4 et 3.5 liés respectivement aux cas A, B et C). Pourtant, quand la rotation de l'outil
coupant est appliquée à la surface du pignon, le déplacement de la portée est plus grand, si la
direction de rotation est positive. Au contraire, pour la surface de denture de la roue obtenue par la
rotation de l'outil coupant, une rotation positive fournie moins de changement de position de la portée.
Le changement de position de la portée est égal dans les cas A et C, avec la même valeur de l'angle
de rotation de l'outil coupant. Ceci est justifié par la géométrie non-changée de la surface du pignon
au plan de génération, où le changement de position de la portée est mesuré. Cependant, pour le
cas C, le déplacement de la portée est mieux décrit par les valeurs de cordonnées du point sur le
flanc de denture correspondant au sommet de la courbe de l'erreur cinématique, le déplacement de la
partie active de la portée est définie depuis la position de ce point. Le changement de position de la
portée varie en relation avec la rotation de l'outil coupant suivant variation quasi-parabolique.
La variation de la largeur de la portée dépend évidemment de l'aire qui est étudiée
72
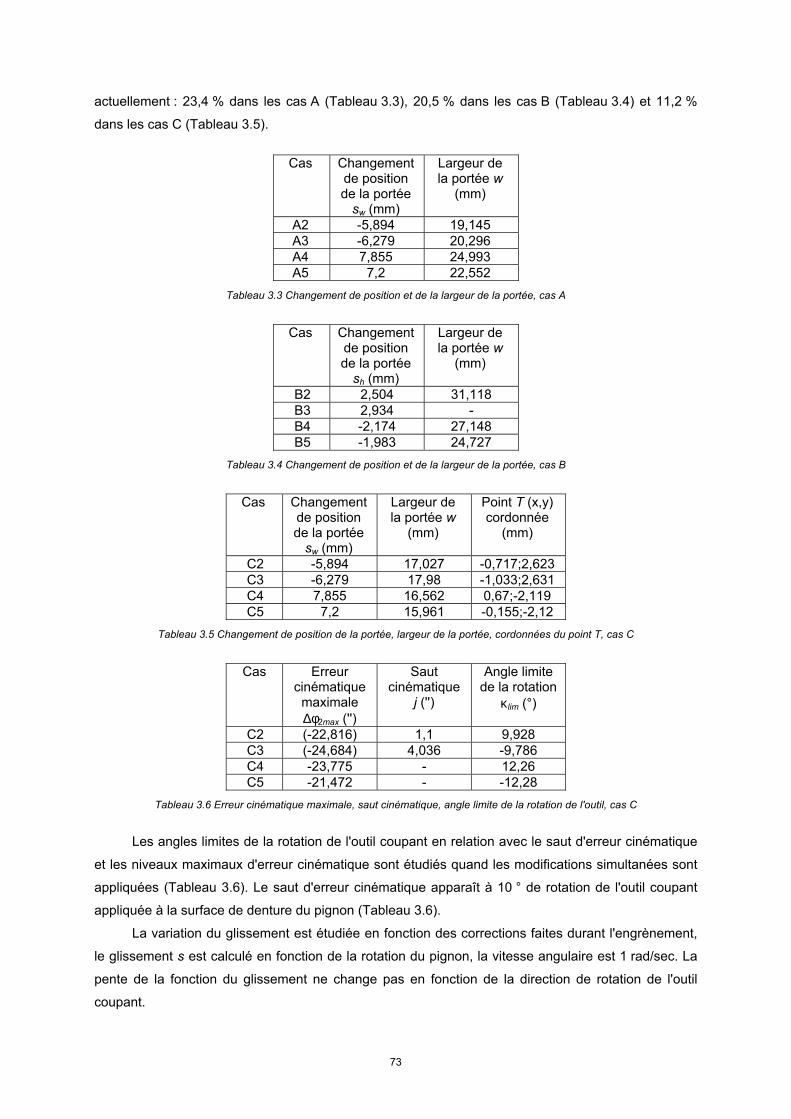
actuellement : 23,4 % dans les cas A (Tableau 3.3), 20,5 % dans les cas B (Tableau 3.4) et 11,2 %
dans les cas C (Tableau 3.5).
Cas Changement
de position de la portée
sw (mm)
Largeur de la portée w
(mm)
A2 -5,894 19,145 A3 -6,279 20,296 A4 7,855 24,993 A5 7,2 22,552
Tableau 3.3 Changement de position et de la largeur de la portée, cas A
Cas Changement de position de la portée
sh (mm)
Largeur de la portée w
(mm)
B2 2,504 31,118 B3 2,934 - B4 -2,174 27,148 B5 -1,983 24,727
Tableau 3.4 Changement de position et de la largeur de la portée, cas B
Cas Changement de position de la portée
sw (mm)
Largeur de la portée w
(mm)
Point T (x,y) cordonnée
(mm)
C2 -5,894 17,027 -0,717;2,623 C3 -6,279 17,98 -1,033;2,631 C4 7,855 16,562 0,67;-2,119 C5 7,2 15,961 -0,155;-2,12
Tableau 3.5 Changement de position de la portée, largeur de la portée, cordonnées du point T, cas C
Cas Erreur cinématique
maximale ∆φ2max ('')
Saut cinématique
j ('')
Angle limite de la rotation
κlim (°)
C2 (-22,816) 1,1 9,928 C3 (-24,684) 4,036 -9,786 C4 -23,775 - 12,26 C5 -21,472 - -12,28
Tableau 3.6 Erreur cinématique maximale, saut cinématique, angle limite de la rotation de l'outil, cas C
Les angles limites de la rotation de l'outil coupant en relation avec le saut d'erreur cinématique
et les niveaux maximaux d'erreur cinématique sont étudiés quand les modifications simultanées sont
appliquées (Tableau 3.6). Le saut d'erreur cinématique apparaît à 10 ° de rotation de l'outil coupant
appliquée à la surface de denture du pignon (Tableau 3.6).
La variation du glissement est étudiée en fonction des corrections faites durant l'engrènement,
le glissement s est calculé en fonction de la rotation du pignon, la vitesse angulaire est 1 rad/sec. La
pente de la fonction du glissement ne change pas en fonction de la direction de rotation de l'outil
coupant.
73
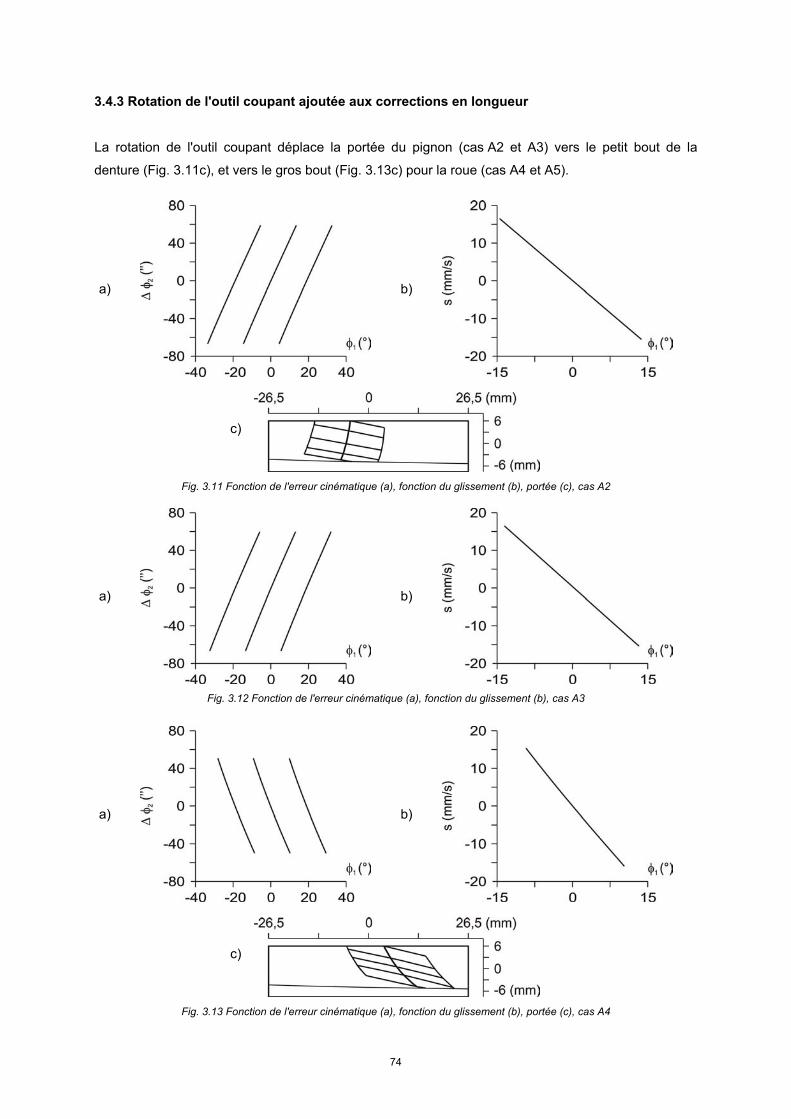
3.4.3 Rotation de l'outil coupant ajoutée aux corrections en longueur
La rotation de l'outil coupant déplace la portée du pignon (cas A2 et A3) vers le petit bout de la
denture (Fig. 3.11c), et vers le gros bout (Fig. 3.13c) pour la roue (cas A4 et A5).
a)
b)
c)
Fig. 3.11 Fonction de l'erreur cinématique (a), fonction du glissement (b), portée (c), cas A2
a)
b)
Fig. 3.12 Fonction de l'erreur cinématique (a), fonction du glissement (b), cas A3
a)
b)
c)
Fig. 3.13 Fonction de l'erreur cinématique (a), fonction du glissement (b), portée (c), cas A4
74
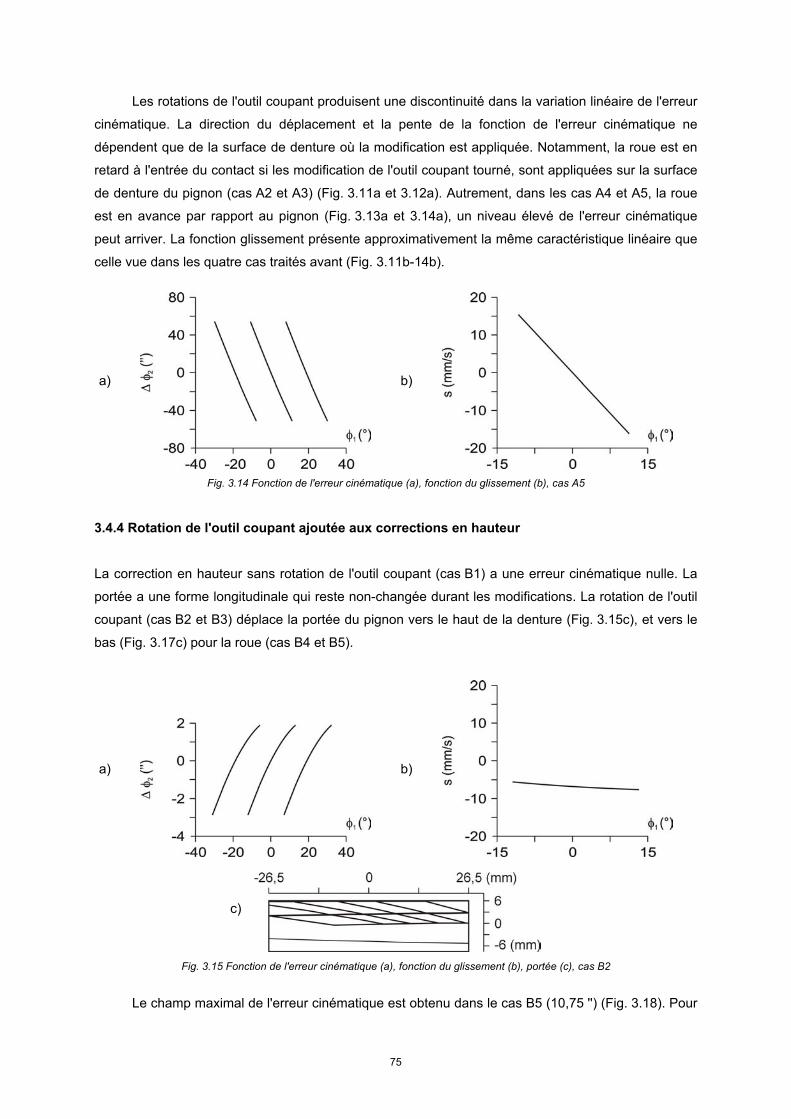
Les rotations de l'outil coupant produisent une discontinuité dans la variation linéaire de l'erreur
cinématique. La direction du déplacement et la pente de la fonction de l'erreur cinématique ne
dépendent que de la surface de denture où la modification est appliquée. Notamment, la roue est en
retard à l'entrée du contact si les modification de l'outil coupant tourné, sont appliquées sur la surface
de denture du pignon (cas A2 et A3) (Fig. 3.11a et 3.12a). Autrement, dans les cas A4 et A5, la roue
est en avance par rapport au pignon (Fig. 3.13a et 3.14a), un niveau élevé de l'erreur cinématique
peut arriver. La fonction glissement présente approximativement la même caractéristique linéaire que
celle vue dans les quatre cas traités avant (Fig. 3.11b-14b).
a)
b)
Fig. 3.14 Fonction de l'erreur cinématique (a), fonction du glissement (b), cas A5
3.4.4 Rotation de l'outil coupant ajoutée aux corrections en hauteur
La correction en hauteur sans rotation de l'outil coupant (cas B1) a une erreur cinématique nulle. La
portée a une forme longitudinale qui reste non-changée durant les modifications. La rotation de l'outil
coupant (cas B2 et B3) déplace la portée du pignon vers le haut de la denture (Fig. 3.15c), et vers le
bas (Fig. 3.17c) pour la roue (cas B4 et B5).
a)
b)
c)
Fig. 3.15 Fonction de l'erreur cinématique (a), fonction du glissement (b), portée (c), cas B2
Le champ maximal de l'erreur cinématique est obtenu dans le cas B5 (10,75 '') (Fig. 3.18). Pour
75
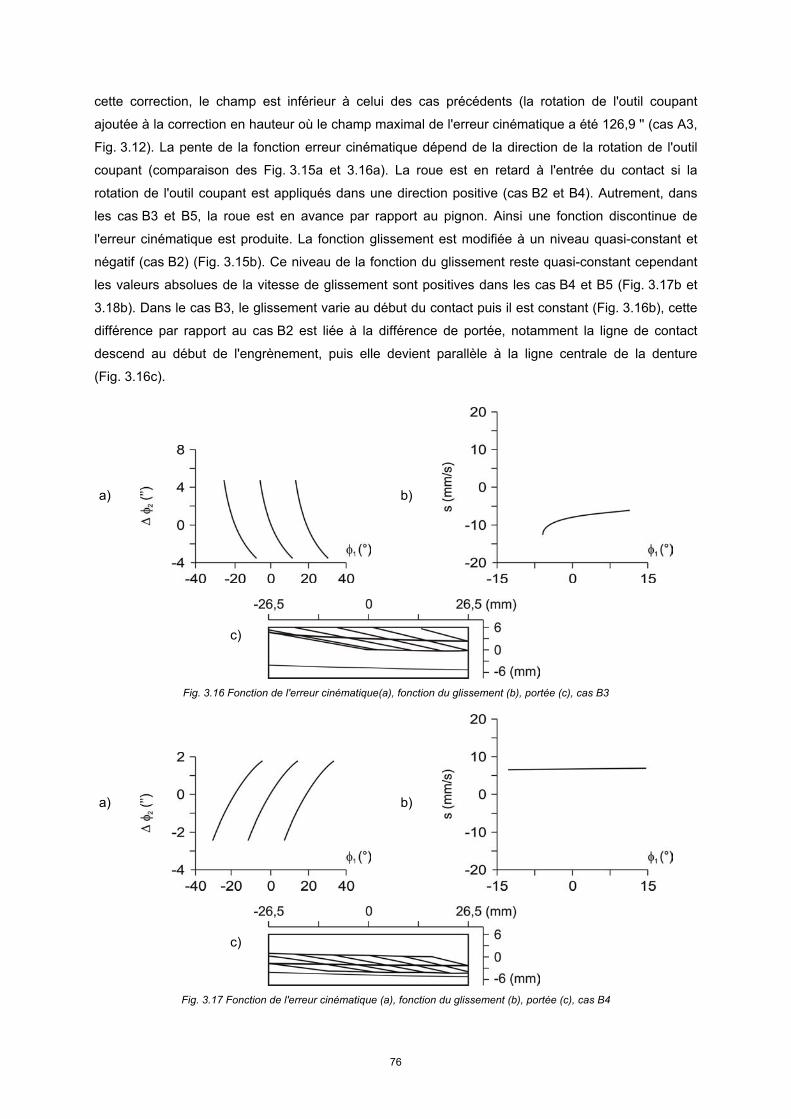
cette correction, le champ est inférieur à celui des cas précédents (la rotation de l'outil coupant
ajoutée à la correction en hauteur où le champ maximal de l'erreur cinématique a été 126,9 '' (cas A3,
Fig. 3.12). La pente de la fonction erreur cinématique dépend de la direction de la rotation de l'outil
coupant (comparaison des Fig. 3.15a et 3.16a). La roue est en retard à l'entrée du contact si la
rotation de l'outil coupant est appliqués dans une direction positive (cas B2 et B4). Autrement, dans
les cas B3 et B5, la roue est en avance par rapport au pignon. Ainsi une fonction discontinue de
l'erreur cinématique est produite. La fonction glissement est modifiée à un niveau quasi-constant et
négatif (cas B2) (Fig. 3.15b). Ce niveau de la fonction du glissement reste quasi-constant cependant
les valeurs absolues de la vitesse de glissement sont positives dans les cas B4 et B5 (Fig. 3.17b et
3.18b). Dans le cas B3, le glissement varie au début du contact puis il est constant (Fig. 3.16b), cette
différence par rapport au cas B2 est liée à la différence de portée, notamment la ligne de contact
descend au début de l'engrènement, puis elle devient parallèle à la ligne centrale de la denture
(Fig. 3.16c).
a)
b)
c)
Fig. 3.16 Fonction de l'erreur cinématique(a), fonction du glissement (b), portée (c), cas B3
a)
b)
c)
Fig. 3.17 Fonction de l'erreur cinématique (a), fonction du glissement (b), portée (c), cas B4
76
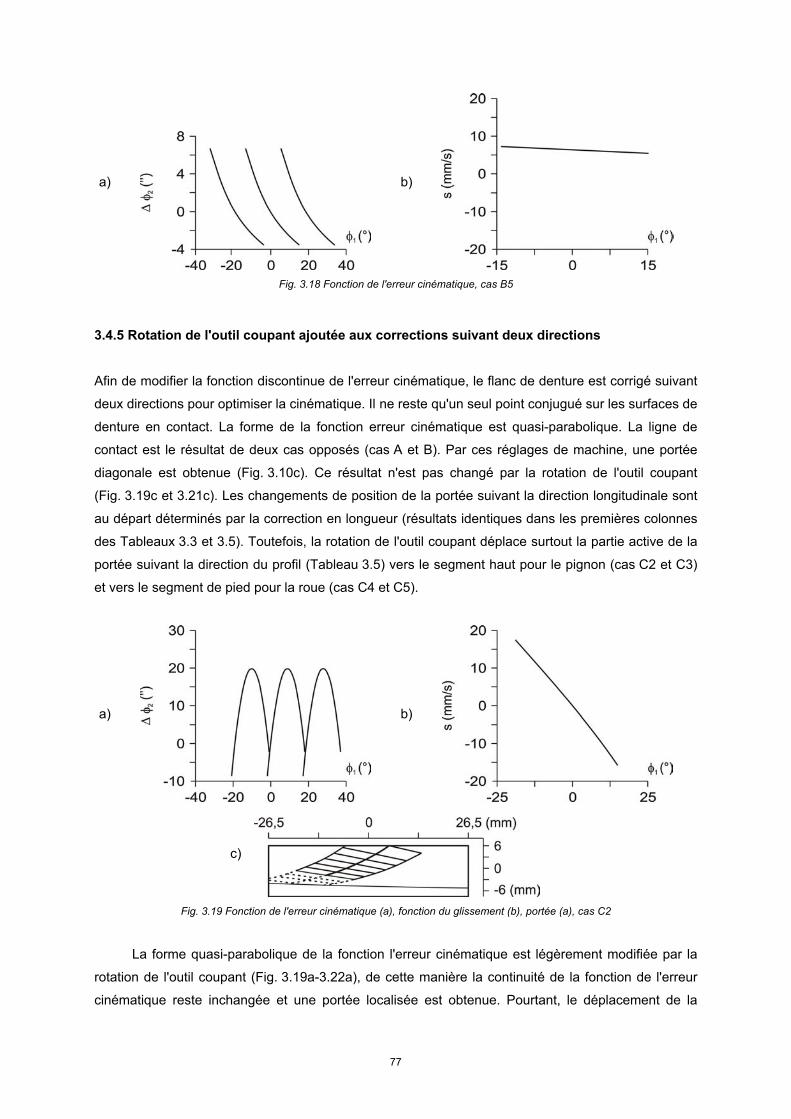
a)
b)
Fig. 3.18 Fonction de l'erreur cinématique, cas B5
3.4.5 Rotation de l'outil coupant ajoutée aux corrections suivant deux directions
Afin de modifier la fonction discontinue de l'erreur cinématique, le flanc de denture est corrigé suivant
deux directions pour optimiser la cinématique. Il ne reste qu'un seul point conjugué sur les surfaces de
denture en contact. La forme de la fonction erreur cinématique est quasi-parabolique. La ligne de
contact est le résultat de deux cas opposés (cas A et B). Par ces réglages de machine, une portée
diagonale est obtenue (Fig. 3.10c). Ce résultat n'est pas changé par la rotation de l'outil coupant
(Fig. 3.19c et 3.21c). Les changements de position de la portée suivant la direction longitudinale sont
au départ déterminés par la correction en longueur (résultats identiques dans les premières colonnes
des Tableaux 3.3 et 3.5). Toutefois, la rotation de l'outil coupant déplace surtout la partie active de la
portée suivant la direction du profil (Tableau 3.5) vers le segment haut pour le pignon (cas C2 et C3)
et vers le segment de pied pour la roue (cas C4 et C5).
a)
b)
c)
Fig. 3.19 Fonction de l'erreur cinématique (a), fonction du glissement (b), portée (a), cas C2
La forme quasi-parabolique de la fonction l'erreur cinématique est légèrement modifiée par la
rotation de l'outil coupant (Fig. 3.19a-3.22a), de cette manière la continuité de la fonction de l'erreur
cinématique reste inchangée et une portée localisée est obtenue. Pourtant, le déplacement de la
77
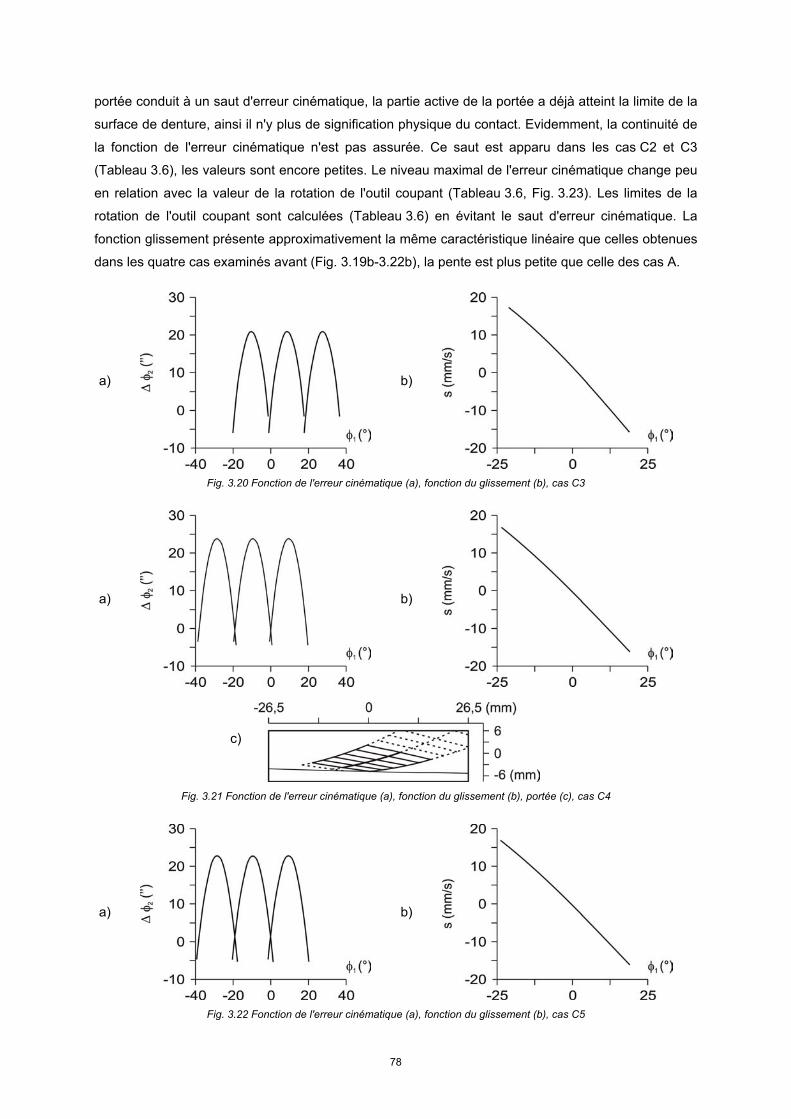
portée conduit à un saut d'erreur cinématique, la partie active de la portée a déjà atteint la limite de la
surface de denture, ainsi il n'y plus de signification physique du contact. Evidemment, la continuité de
la fonction de l'erreur cinématique n'est pas assurée. Ce saut est apparu dans les cas C2 et C3
(Tableau 3.6), les valeurs sont encore petites. Le niveau maximal de l'erreur cinématique change peu
en relation avec la valeur de la rotation de l'outil coupant (Tableau 3.6, Fig. 3.23). Les limites de la
rotation de l'outil coupant sont calculées (Tableau 3.6) en évitant le saut d'erreur cinématique. La
fonction glissement présente approximativement la même caractéristique linéaire que celles obtenues
dans les quatre cas examinés avant (Fig. 3.19b-3.22b), la pente est plus petite que celle des cas A.
a)
b)
Fig. 3.20 Fonction de l'erreur cinématique (a), fonction du glissement (b), cas C3
a)
b)
c)
Fig. 3.21 Fonction de l'erreur cinématique (a), fonction du glissement (b), portée (c), cas C4
a)
b)
Fig. 3.22 Fonction de l'erreur cinématique (a), fonction du glissement (b), cas C5
78
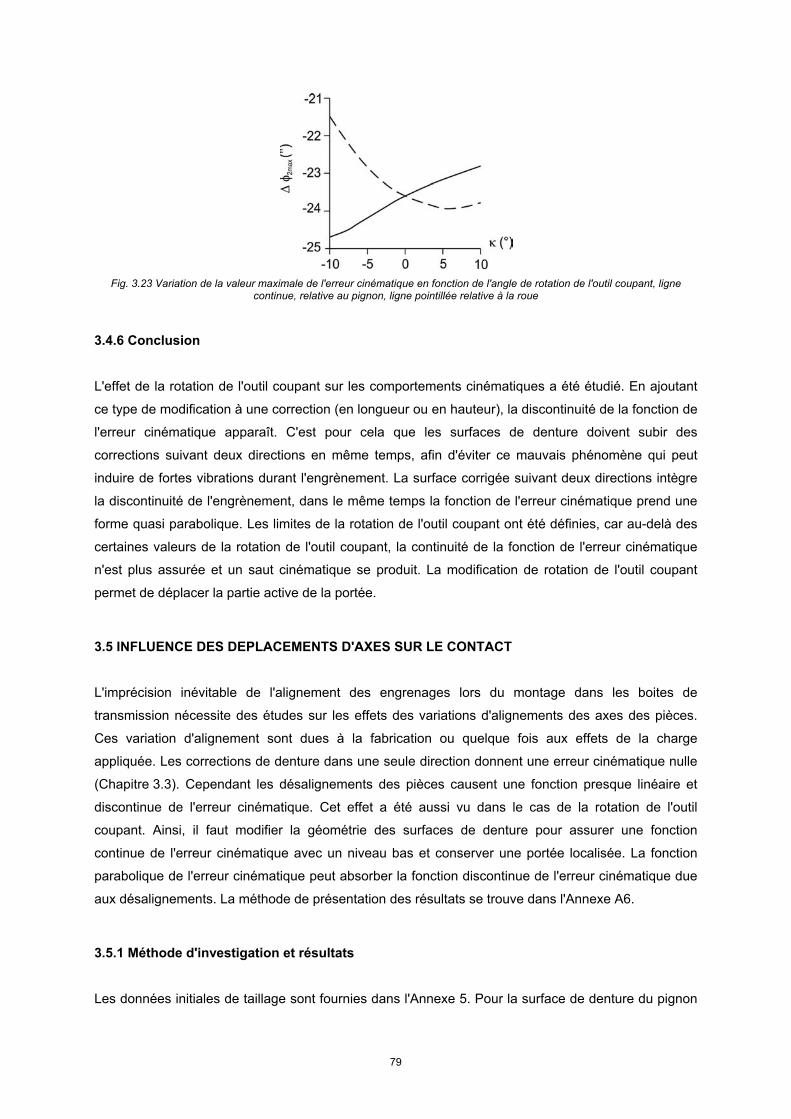
Fig. 3.23 Variation de la valeur maximale de l'erreur cinématique en fonction de l'angle de rotation de l'outil coupant, ligne
continue, relative au pignon, ligne pointillée relative à la roue
3.4.6 Conclusion
L'effet de la rotation de l'outil coupant sur les comportements cinématiques a été étudié. En ajoutant
ce type de modification à une correction (en longueur ou en hauteur), la discontinuité de la fonction de
l'erreur cinématique apparaît. C'est pour cela que les surfaces de denture doivent subir des
corrections suivant deux directions en même temps, afin d'éviter ce mauvais phénomène qui peut
induire de fortes vibrations durant l'engrènement. La surface corrigée suivant deux directions intègre
la discontinuité de l'engrènement, dans le même temps la fonction de l'erreur cinématique prend une
forme quasi parabolique. Les limites de la rotation de l'outil coupant ont été définies, car au-delà des
certaines valeurs de la rotation de l'outil coupant, la continuité de la fonction de l'erreur cinématique
n'est plus assurée et un saut cinématique se produit. La modification de rotation de l'outil coupant
permet de déplacer la partie active de la portée.
3.5 INFLUENCE DES DEPLACEMENTS D'AXES SUR LE CONTACT
L'imprécision inévitable de l'alignement des engrenages lors du montage dans les boites de
transmission nécessite des études sur les effets des variations d'alignements des axes des pièces.
Ces variation d'alignement sont dues à la fabrication ou quelque fois aux effets de la charge
appliquée. Les corrections de denture dans une seule direction donnent une erreur cinématique nulle
(Chapitre 3.3). Cependant les désalignements des pièces causent une fonction presque linéaire et
discontinue de l'erreur cinématique. Cet effet a été aussi vu dans le cas de la rotation de l'outil
coupant. Ainsi, il faut modifier la géométrie des surfaces de denture pour assurer une fonction
continue de l'erreur cinématique avec un niveau bas et conserver une portée localisée. La fonction
parabolique de l'erreur cinématique peut absorber la fonction discontinue de l'erreur cinématique due
aux désalignements. La méthode de présentation des résultats se trouve dans l'Annexe A6.
3.5.1 Méthode d'investigation et résultats
Les données initiales de taillage sont fournies dans l'Annexe 5. Pour la surface de denture du pignon
79
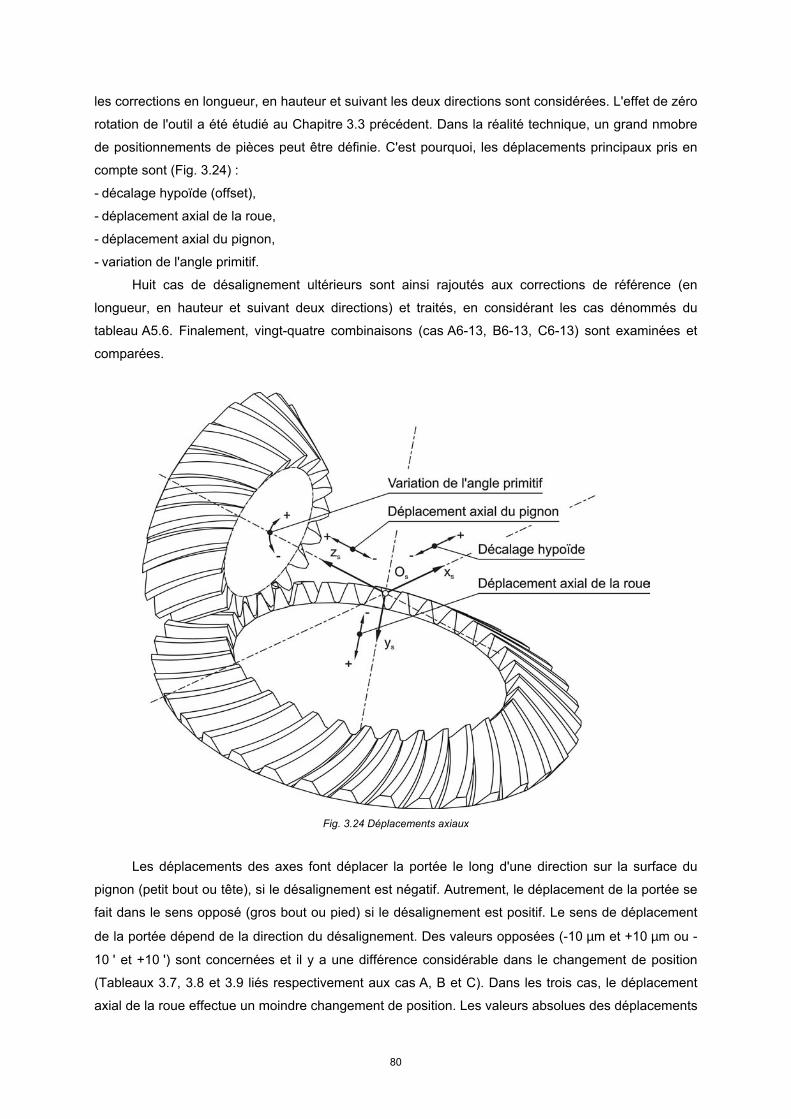
les corrections en longueur, en hauteur et suivant les deux directions sont considérées. L'effet de zéro
rotation de l'outil a été étudié au Chapitre 3.3 précédent. Dans la réalité technique, un grand nmobre
de positionnements de pièces peut être définie. C'est pourquoi, les déplacements principaux pris en
compte sont (Fig. 3.24) :
- décalage hypoïde (offset),
- déplacement axial de la roue,
- déplacement axial du pignon,
- variation de l'angle primitif.
Huit cas de désalignement ultérieurs sont ainsi rajoutés aux corrections de référence (en
longueur, en hauteur et suivant deux directions) et traités, en considérant les cas dénommés du
tableau A5.6. Finalement, vingt-quatre combinaisons (cas A6-13, B6-13, C6-13) sont examinées et
comparées.
Fig. 3.24 Déplacements axiaux
Les déplacements des axes font déplacer la portée le long d'une direction sur la surface du
pignon (petit bout ou tête), si le désalignement est négatif. Autrement, le déplacement de la portée se
fait dans le sens opposé (gros bout ou pied) si le désalignement est positif. Le sens de déplacement
de la portée dépend de la direction du désalignement. Des valeurs opposées (-10 µm et +10 µm ou -
10 ' et +10 ') sont concernées et il y a une différence considérable dans le changement de position
(Tableaux 3.7, 3.8 et 3.9 liés respectivement aux cas A, B et C). Dans les trois cas, le déplacement
axial de la roue effectue un moindre changement de position. Les valeurs absolues des déplacements
80
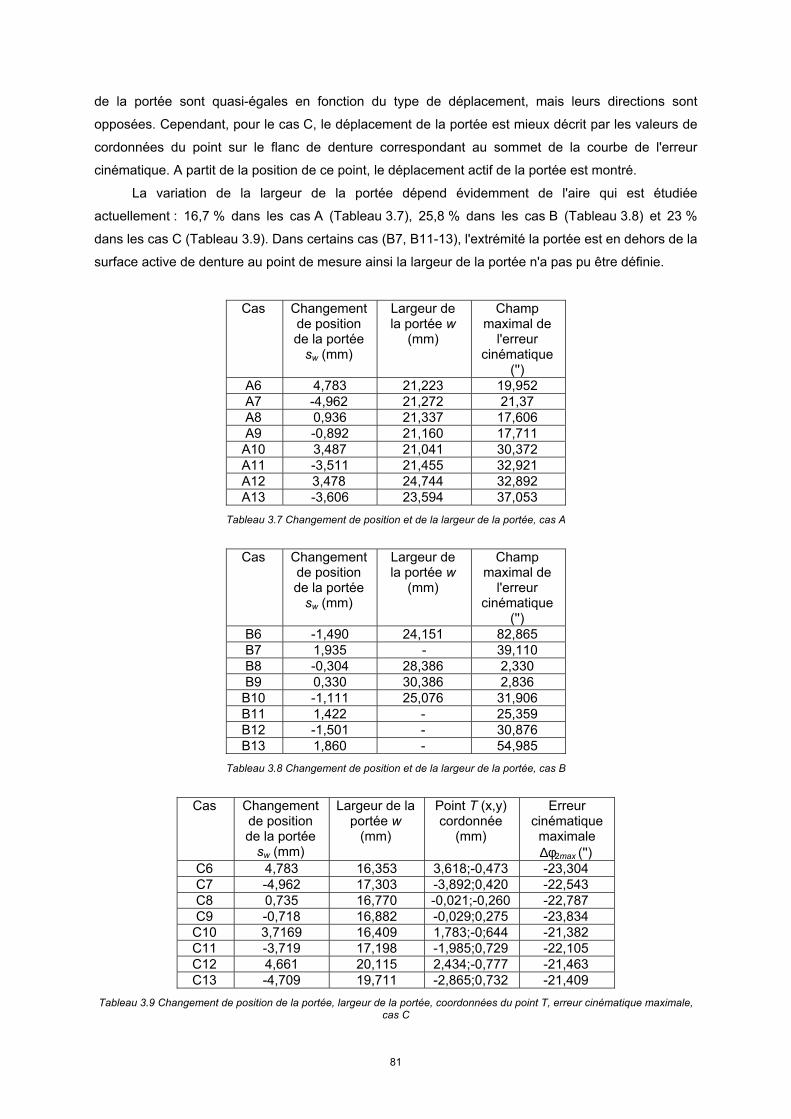
de la portée sont quasi-égales en fonction du type de déplacement, mais leurs directions sont
opposées. Cependant, pour le cas C, le déplacement de la portée est mieux décrit par les valeurs de
cordonnées du point sur le flanc de denture correspondant au sommet de la courbe de l'erreur
cinématique. A partit de la position de ce point, le déplacement actif de la portée est montré.
La variation de la largeur de la portée dépend évidemment de l'aire qui est étudiée
actuellement : 16,7 % dans les cas A (Tableau 3.7), 25,8 % dans les cas B (Tableau 3.8) et 23 %
dans les cas C (Tableau 3.9). Dans certains cas (B7, B11-13), l'extrémité la portée est en dehors de la
surface active de denture au point de mesure ainsi la largeur de la portée n'a pas pu être définie.
Cas Changement de position de la portée
sw (mm)
Largeur de la portée w
(mm)
Champ maximal de
l'erreur cinématique
('') A6 4,783 21,223 19,952 A7 -4,962 21,272 21,37 A8 0,936 21,337 17,606 A9 -0,892 21,160 17,711 A10 3,487 21,041 30,372 A11 -3,511 21,455 32,921 A12 3,478 24,744 32,892 A13 -3,606 23,594 37,053
Tableau 3.7 Changement de position et de la largeur de la portée, cas A
Cas Changement de position de la portée
sw (mm)
Largeur de la portée w
(mm)
Champ maximal de
l'erreur cinématique
('') B6 -1,490 24,151 82,865 B7 1,935 - 39,110 B8 -0,304 28,386 2,330 B9 0,330 30,386 2,836 B10 -1,111 25,076 31,906 B11 1,422 - 25,359 B12 -1,501 - 30,876 B13 1,860 - 54,985
Tableau 3.8 Changement de position et de la largeur de la portée, cas B
Cas Changement de position de la portée
sw (mm)
Largeur de la portée w
(mm)
Point T (x,y) cordonnée
(mm)
Erreur cinématique
maximale ∆φ2max ('')
C6 4,783 16,353 3,618;-0,473 -23,304 C7 -4,962 17,303 -3,892;0,420 -22,543 C8 0,735 16,770 -0,021;-0,260 -22,787 C9 -0,718 16,882 -0,029;0,275 -23,834
C10 3,7169 16,409 1,783;-0;644 -21,382 C11 -3,719 17,198 -1,985;0,729 -22,105 C12 4,661 20,115 2,434;-0,777 -21,463 C13 -4,709 19,711 -2,865;0,732 -21,409
Tableau 3.9 Changement de position de la portée, largeur de la portée, coordonnées du point T, erreur cinématique maximale, cas C
81
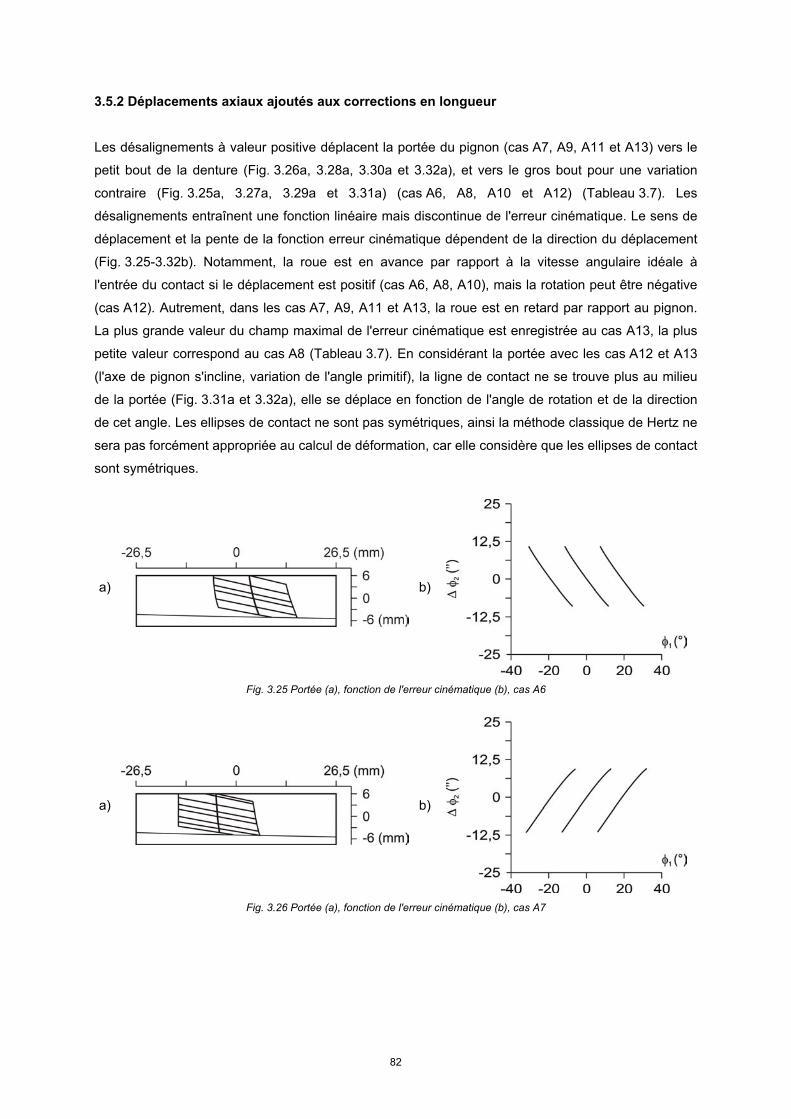
3.5.2 Déplacements axiaux ajoutés aux corrections en longueur
Les désalignements à valeur positive déplacent la portée du pignon (cas A7, A9, A11 et A13) vers le
petit bout de la denture (Fig. 3.26a, 3.28a, 3.30a et 3.32a), et vers le gros bout pour une variation
contraire (Fig. 3.25a, 3.27a, 3.29a et 3.31a) (cas A6, A8, A10 et A12) (Tableau 3.7). Les
désalignements entraînent une fonction linéaire mais discontinue de l'erreur cinématique. Le sens de
déplacement et la pente de la fonction erreur cinématique dépendent de la direction du déplacement
(Fig. 3.25-3.32b). Notamment, la roue est en avance par rapport à la vitesse angulaire idéale à
l'entrée du contact si le déplacement est positif (cas A6, A8, A10), mais la rotation peut être négative
(cas A12). Autrement, dans les cas A7, A9, A11 et A13, la roue est en retard par rapport au pignon.
La plus grande valeur du champ maximal de l'erreur cinématique est enregistrée au cas A13, la plus
petite valeur correspond au cas A8 (Tableau 3.7). En considérant la portée avec les cas A12 et A13
(l'axe de pignon s'incline, variation de l'angle primitif), la ligne de contact ne se trouve plus au milieu
de la portée (Fig. 3.31a et 3.32a), elle se déplace en fonction de l'angle de rotation et de la direction
de cet angle. Les ellipses de contact ne sont pas symétriques, ainsi la méthode classique de Hertz ne
sera pas forcément appropriée au calcul de déformation, car elle considère que les ellipses de contact
sont symétriques.
a) b)
Fig. 3.25 Portée (a), fonction de l'erreur cinématique (b), cas A6
a) b)
Fig. 3.26 Portée (a), fonction de l'erreur cinématique (b), cas A7
82
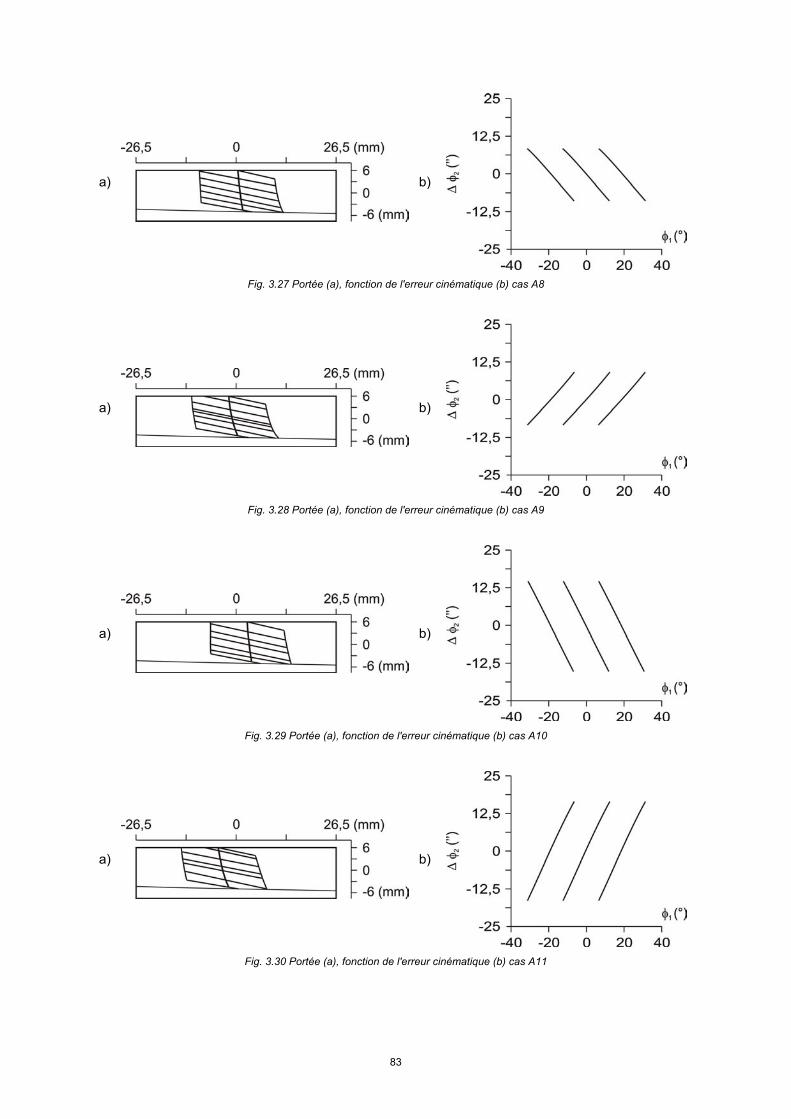
a) b)
Fig. 3.27 Portée (a), fonction de l'erreur cinématique (b) cas A8
a) b)
Fig. 3.28 Portée (a), fonction de l'erreur cinématique (b) cas A9
a) b)
Fig. 3.29 Portée (a), fonction de l'erreur cinématique (b) cas A10
a) b)
Fig. 3.30 Portée (a), fonction de l'erreur cinématique (b) cas A11
83
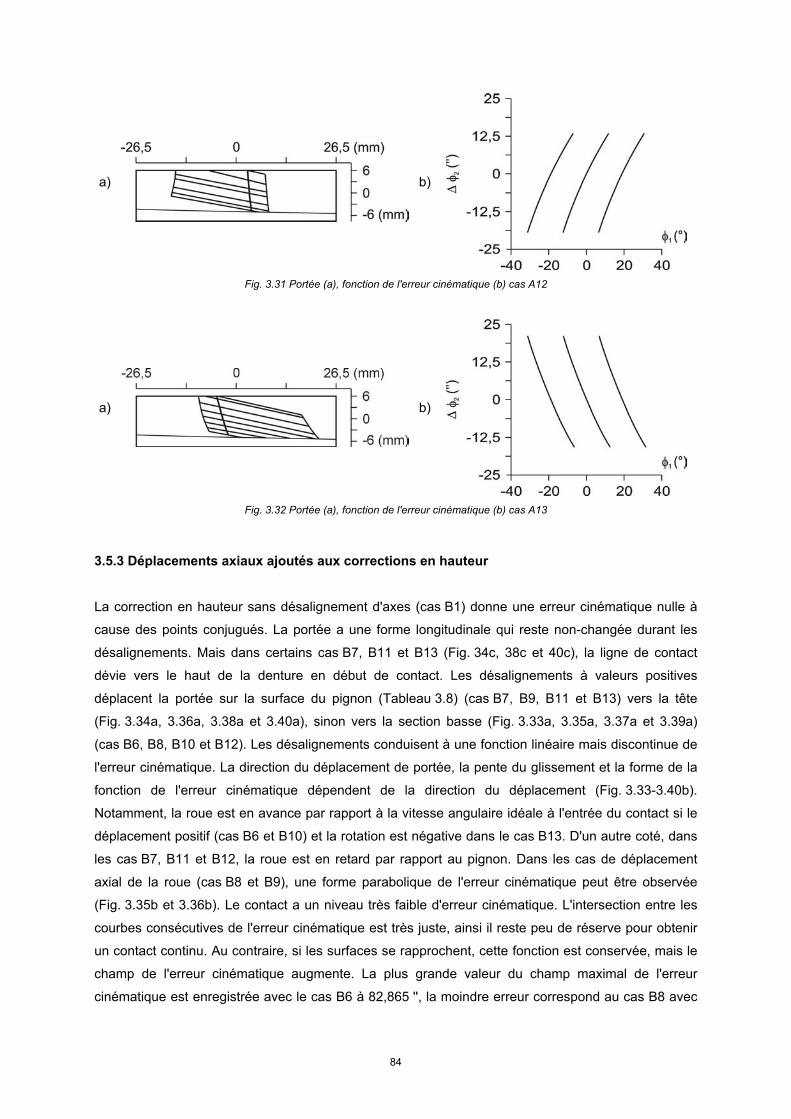
a) b)
Fig. 3.31 Portée (a), fonction de l'erreur cinématique (b) cas A12
a) b)
Fig. 3.32 Portée (a), fonction de l'erreur cinématique (b) cas A13
3.5.3 Déplacements axiaux ajoutés aux corrections en hauteur
La correction en hauteur sans désalignement d'axes (cas B1) donne une erreur cinématique nulle à
cause des points conjugués. La portée a une forme longitudinale qui reste non-changée durant les
désalignements. Mais dans certains cas B7, B11 et B13 (Fig. 34c, 38c et 40c), la ligne de contact
dévie vers le haut de la denture en début de contact. Les désalignements à valeurs positives
déplacent la portée sur la surface du pignon (Tableau 3.8) (cas B7, B9, B11 et B13) vers la tête
(Fig. 3.34a, 3.36a, 3.38a et 3.40a), sinon vers la section basse (Fig. 3.33a, 3.35a, 3.37a et 3.39a)
(cas B6, B8, B10 et B12). Les désalignements conduisent à une fonction linéaire mais discontinue de
l'erreur cinématique. La direction du déplacement de portée, la pente du glissement et la forme de la
fonction de l'erreur cinématique dépendent de la direction du déplacement (Fig. 3.33-3.40b).
Notamment, la roue est en avance par rapport à la vitesse angulaire idéale à l'entrée du contact si le
déplacement positif (cas B6 et B10) et la rotation est négative dans le cas B13. D'un autre coté, dans
les cas B7, B11 et B12, la roue est en retard par rapport au pignon. Dans les cas de déplacement
axial de la roue (cas B8 et B9), une forme parabolique de l'erreur cinématique peut être observée
(Fig. 3.35b et 3.36b). Le contact a un niveau très faible d'erreur cinématique. L'intersection entre les
courbes consécutives de l'erreur cinématique est très juste, ainsi il reste peu de réserve pour obtenir
un contact continu. Au contraire, si les surfaces se rapprochent, cette fonction est conservée, mais le
champ de l'erreur cinématique augmente. La plus grande valeur du champ maximal de l'erreur
cinématique est enregistrée avec le cas B6 à 82,865 '', la moindre erreur correspond au cas B8 avec
84
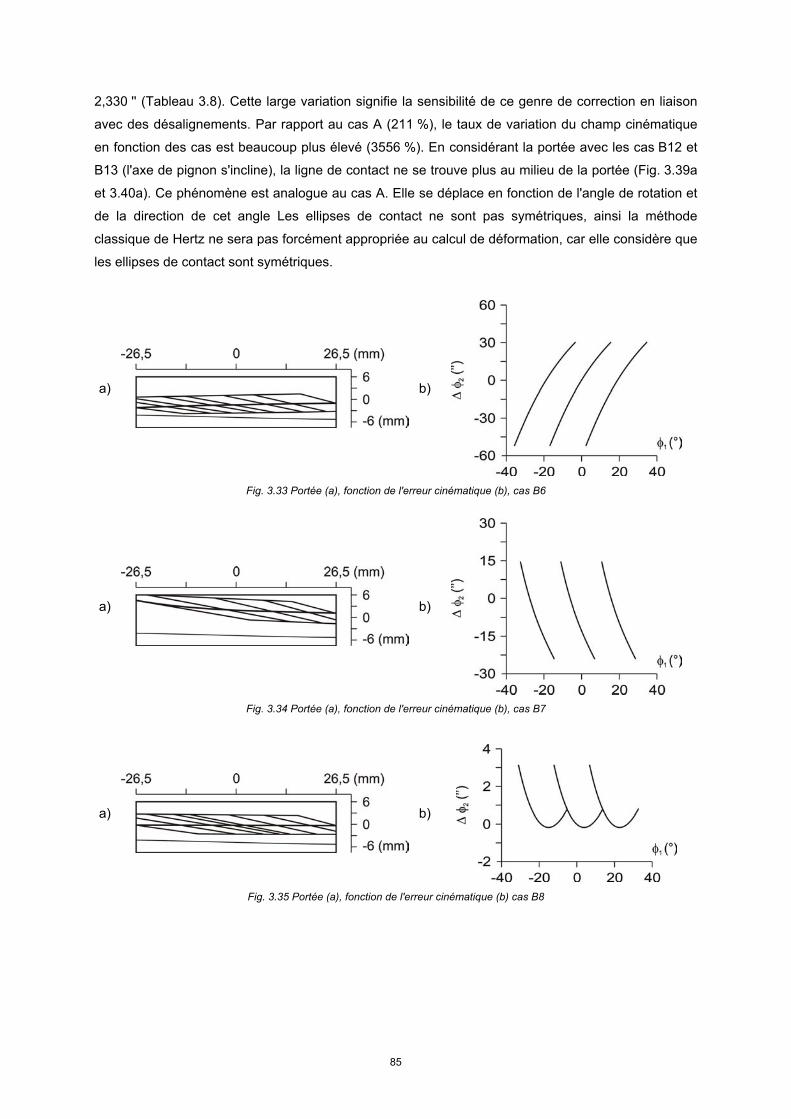
2,330 '' (Tableau 3.8). Cette large variation signifie la sensibilité de ce genre de correction en liaison
avec des désalignements. Par rapport au cas A (211 %), le taux de variation du champ cinématique
en fonction des cas est beaucoup plus élevé (3556 %). En considérant la portée avec les cas B12 et
B13 (l'axe de pignon s'incline), la ligne de contact ne se trouve plus au milieu de la portée (Fig. 3.39a
et 3.40a). Ce phénomène est analogue au cas A. Elle se déplace en fonction de l'angle de rotation et
de la direction de cet angle Les ellipses de contact ne sont pas symétriques, ainsi la méthode
classique de Hertz ne sera pas forcément appropriée au calcul de déformation, car elle considère que
les ellipses de contact sont symétriques.
a) b)
Fig. 3.33 Portée (a), fonction de l'erreur cinématique (b), cas B6
a) b)
Fig. 3.34 Portée (a), fonction de l'erreur cinématique (b), cas B7
a) b)
Fig. 3.35 Portée (a), fonction de l'erreur cinématique (b) cas B8
85
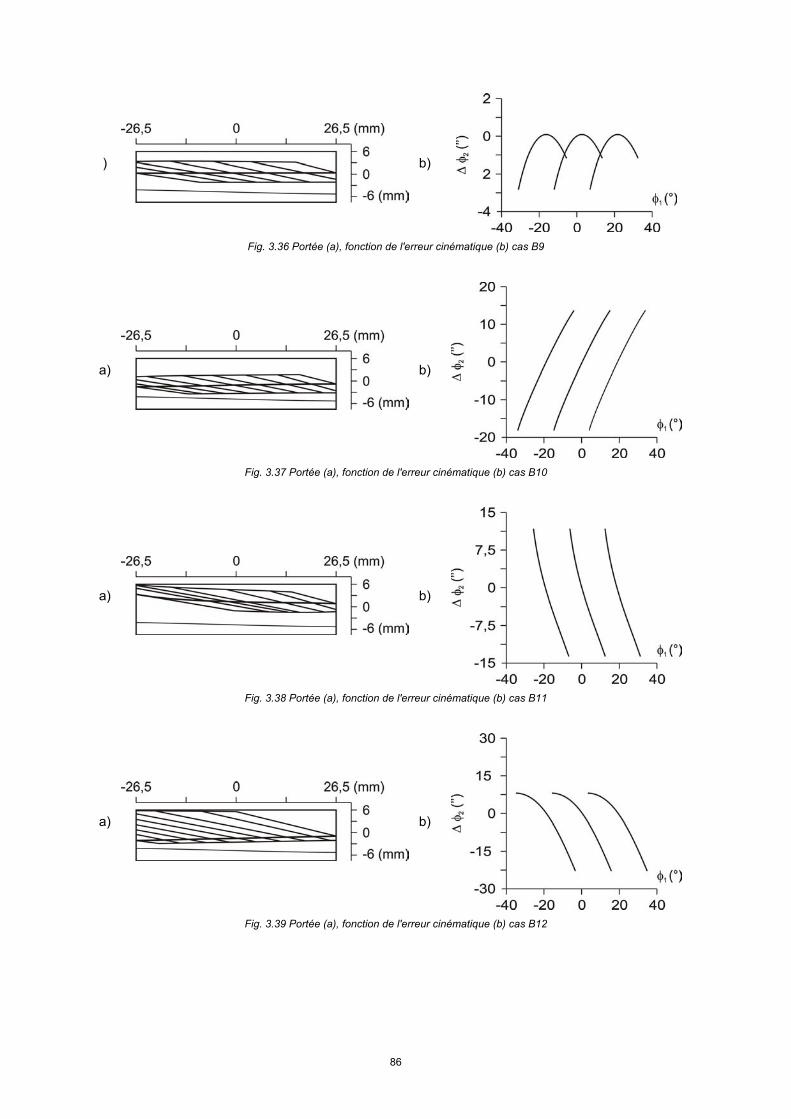
) b)
Fig. 3.36 Portée (a), fonction de l'erreur cinématique (b) cas B9
a) b)
Fig. 3.37 Portée (a), fonction de l'erreur cinématique (b) cas B10
a) b)
Fig. 3.38 Portée (a), fonction de l'erreur cinématique (b) cas B11
a) b)
Fig. 3.39 Portée (a), fonction de l'erreur cinématique (b) cas B12
86
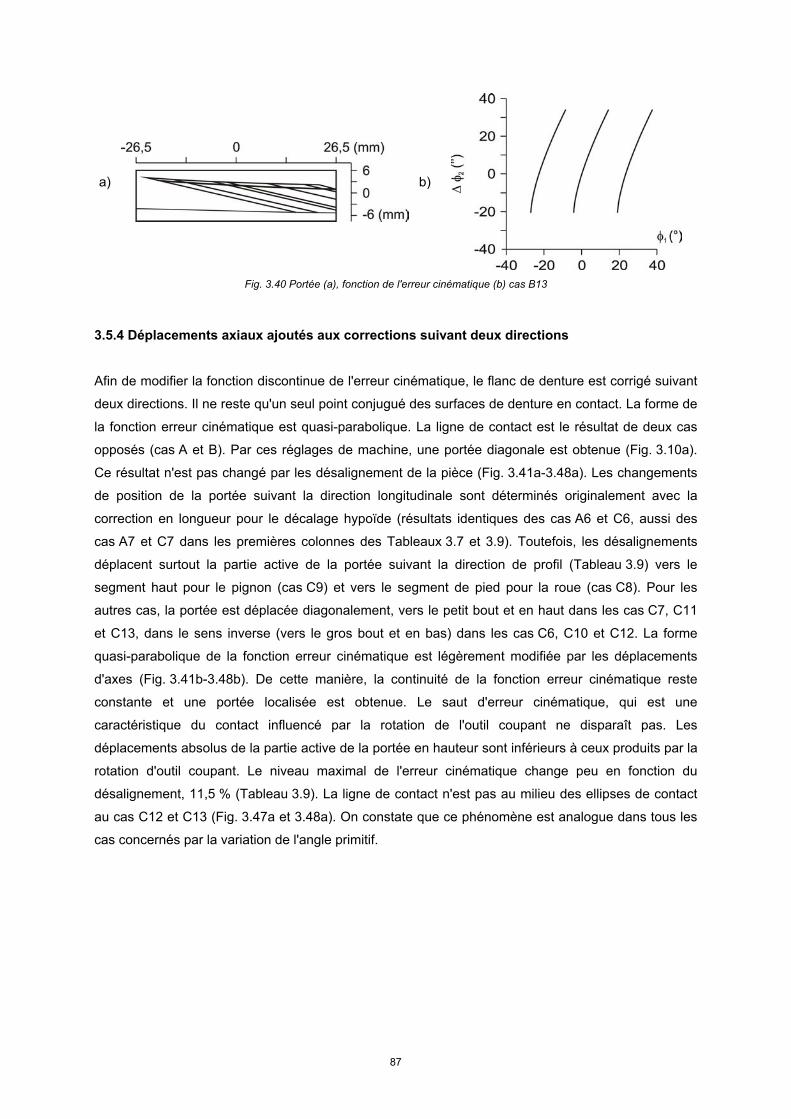
a) b)
Fig. 3.40 Portée (a), fonction de l'erreur cinématique (b) cas B13
3.5.4 Déplacements axiaux ajoutés aux corrections suivant deux directions
Afin de modifier la fonction discontinue de l'erreur cinématique, le flanc de denture est corrigé suivant
deux directions. Il ne reste qu'un seul point conjugué des surfaces de denture en contact. La forme de
la fonction erreur cinématique est quasi-parabolique. La ligne de contact est le résultat de deux cas
opposés (cas A et B). Par ces réglages de machine, une portée diagonale est obtenue (Fig. 3.10a).
Ce résultat n'est pas changé par les désalignement de la pièce (Fig. 3.41a-3.48a). Les changements
de position de la portée suivant la direction longitudinale sont déterminés originalement avec la
correction en longueur pour le décalage hypoïde (résultats identiques des cas A6 et C6, aussi des
cas A7 et C7 dans les premières colonnes des Tableaux 3.7 et 3.9). Toutefois, les désalignements
déplacent surtout la partie active de la portée suivant la direction de profil (Tableau 3.9) vers le
segment haut pour le pignon (cas C9) et vers le segment de pied pour la roue (cas C8). Pour les
autres cas, la portée est déplacée diagonalement, vers le petit bout et en haut dans les cas C7, C11
et C13, dans le sens inverse (vers le gros bout et en bas) dans les cas C6, C10 et C12. La forme
quasi-parabolique de la fonction erreur cinématique est légèrement modifiée par les déplacements
d'axes (Fig. 3.41b-3.48b). De cette manière, la continuité de la fonction erreur cinématique reste
constante et une portée localisée est obtenue. Le saut d'erreur cinématique, qui est une
caractéristique du contact influencé par la rotation de l'outil coupant ne disparaît pas. Les
déplacements absolus de la partie active de la portée en hauteur sont inférieurs à ceux produits par la
rotation d'outil coupant. Le niveau maximal de l'erreur cinématique change peu en fonction du
désalignement, 11,5 % (Tableau 3.9). La ligne de contact n'est pas au milieu des ellipses de contact
au cas C12 et C13 (Fig. 3.47a et 3.48a). On constate que ce phénomène est analogue dans tous les
cas concernés par la variation de l'angle primitif.
87
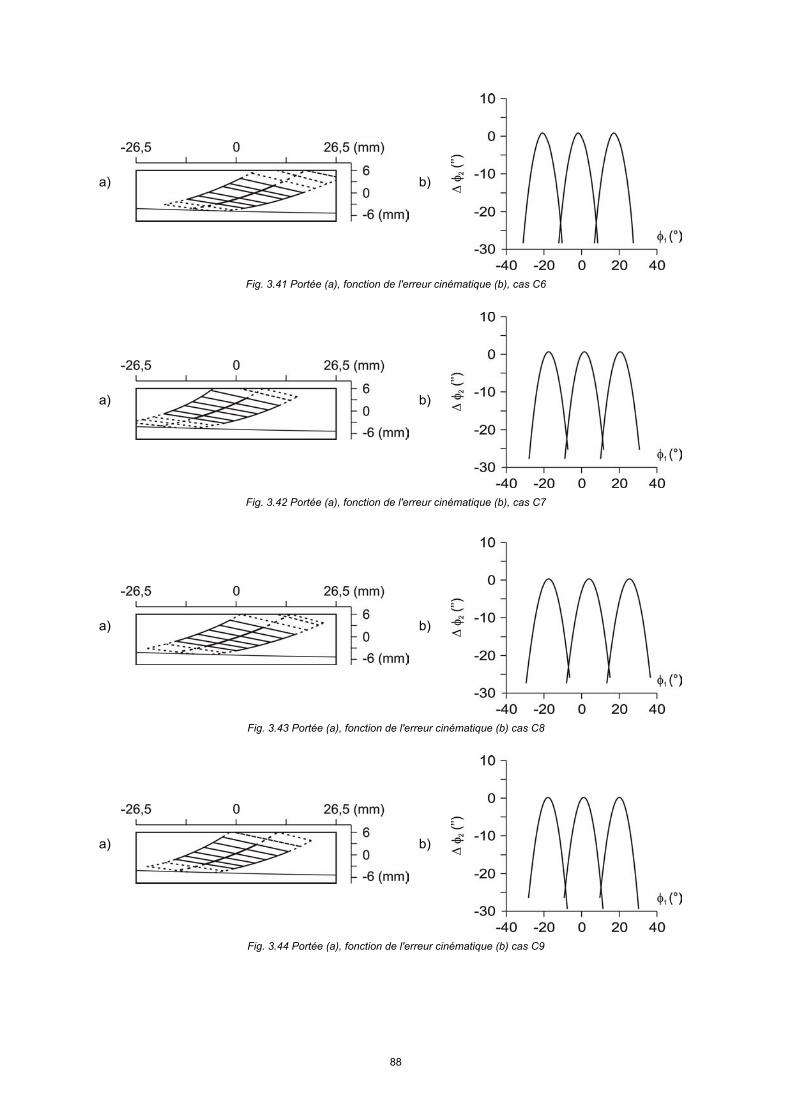
a) b)
Fig. 3.41 Portée (a), fonction de l'erreur cinématique (b), cas C6
a) b)
Fig. 3.42 Portée (a), fonction de l'erreur cinématique (b), cas C7
a) b)
Fig. 3.43 Portée (a), fonction de l'erreur cinématique (b) cas C8
a) b)
Fig. 3.44 Portée (a), fonction de l'erreur cinématique (b) cas C9
88
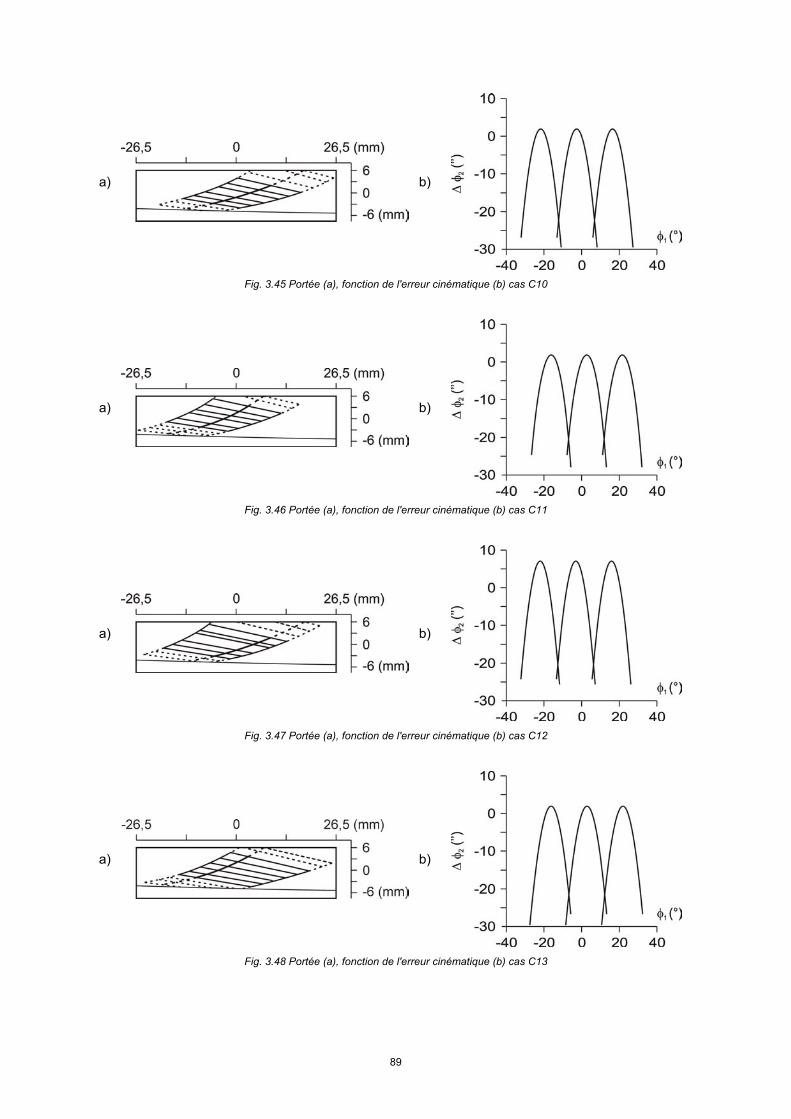
a) b)
Fig. 3.45 Portée (a), fonction de l'erreur cinématique (b) cas C10
a) b)
Fig. 3.46 Portée (a), fonction de l'erreur cinématique (b) cas C11
a) b)
Fig. 3.47 Portée (a), fonction de l'erreur cinématique (b) cas C12
a) b)
Fig. 3.48 Portée (a), fonction de l'erreur cinématique (b) cas C13
89
3.5.5 Conclusion
Les effets des désalignements des pièces en contact ont été étudiés sur les comportements
d'engrènement. Le contact des surfaces corrigées dans une seule direction est très sensible à la
variation de déplacement axial. La portée conserve sa forme originale issue des cas sans
déplacement axial, mais la fonction erreur cinématique n'est pas toujours continue. Le déplacement
axial de la roue ajouté à la correction en hauteur peut induire une fonction erreur cinématique
continue, quasi-parabolique, mais le recouvrement entre les courbes consécutives est très juste, ainsi
il reste peu de réserve de contact si l'éloignement axial est augmenté. D'un autre coté, si les surfaces
se rapprochent, cette fonction erreur cinématique est conservée mais le champ de l'erreur
cinématique augmente. En même temps le champ de l'erreur cinématique est très variable : la
correction suivant la hauteur est plus sensible aux désalignements que la correction suivant la
longueur. Cette sensibilité et la fonction discontinue de l'erreur cinématique sont absorbées par les
corrections suivant deux directions. La portée garde sa forme diagonale initiale en se localisant. La
fonction parabolique de l'erreur cinématique reste pratiquement constante. Les valeurs de
déplacements axiaux ne sont pas suffisantes pour induire un saut d'erreur cinématique. La variation
de l'angle primitif cause un changement de position des ellipses de contact autour la ligne de contact,
ainsi la symétrie de ces ellipses n'est plus assurée. En conséquence, la méthode classique de Hertz
ne sera pas forcément appropriée au calcul de déformation, car elle ne considère que les ellipses de
contact sont symétriques.
3.6 OPTIMISATIONS
L’influence directe des erreurs cinématiques sur le comportement cinématique et dynamique des
engrenages est très largement acceptée. Ainsi les développements des engrenages au bureau
d'études ont pour objectif de réduire ou d'éliminer les bruits et les vibrations d’engrenages et
d’accroître la force transmise des engrenages. Les surfaces de denture sont très sensibles aux
erreurs de montage ou de fabrication. Le moindre changement peut provoquer des comportements
cinématiques complètement différents. Pour cela, le changement du réglage des machines de
fabrication doit être choisi attentivement pour produire une erreur cinématique appropriée à vide qui
compensera les effets de déflexions et de déformations de contact sous charge, en réduisant le bruit
et les vibrations dus à la non-uniformité du mouvement.
Le couple idéal de denture devrait présenter une erreur cinématique nulle ou négligeable. Mais
un niveau très bas de l’erreur cinématique peut avoir une courbe discontinue due soit aux
désalignements des pièces, soit aux déflexions sous charge. Ainsi durant la conception préliminaire,
l'erreur cinématique doit avoir une fonction quasi-parabolique. Ceci est assuré par des corrections
suivant deux directions (en longueur et en hauteur).
Les outils qui permettent de faire des variations des réglages de machine ont été présentés
dans les chapitres précédents (Chapitre 2.1). En agissant sur ces paramètres, on peut obtenir des
comportements souhaités de contact, notamment une portée localisée, et un niveau de l'erreur
90
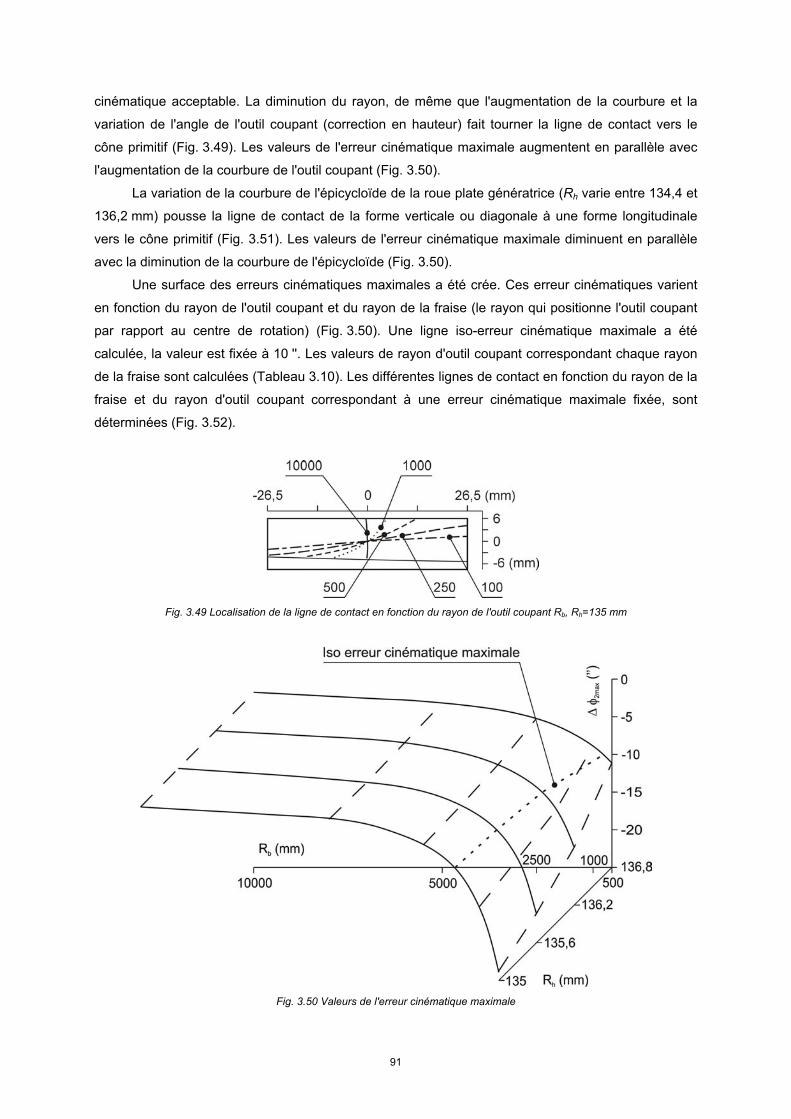
cinématique acceptable. La diminution du rayon, de même que l'augmentation de la courbure et la
variation de l'angle de l'outil coupant (correction en hauteur) fait tourner la ligne de contact vers le
cône primitif (Fig. 3.49). Les valeurs de l'erreur cinématique maximale augmentent en parallèle avec
l'augmentation de la courbure de l'outil coupant (Fig. 3.50).
La variation de la courbure de l'épicycloïde de la roue plate génératrice (Rh varie entre 134,4 et
136,2 mm) pousse la ligne de contact de la forme verticale ou diagonale à une forme longitudinale
vers le cône primitif (Fig. 3.51). Les valeurs de l'erreur cinématique maximale diminuent en parallèle
avec la diminution de la courbure de l'épicycloïde (Fig. 3.50).
Une surface des erreurs cinématiques maximales a été crée. Ces erreur cinématiques varient
en fonction du rayon de l'outil coupant et du rayon de la fraise (le rayon qui positionne l'outil coupant
par rapport au centre de rotation) (Fig. 3.50). Une ligne iso-erreur cinématique maximale a été
calculée, la valeur est fixée à 10 ''. Les valeurs de rayon d'outil coupant correspondant chaque rayon
de la fraise sont calculées (Tableau 3.10). Les différentes lignes de contact en fonction du rayon de la
fraise et du rayon d'outil coupant correspondant à une erreur cinématique maximale fixée, sont
déterminées (Fig. 3.52).
Fig. 3.49 Localisation de la ligne de contact en fonction du rayon de l'outil coupant Rb, Rh=135 mm
Fig. 3.50 Valeurs de l'erreur cinématique maximale
91
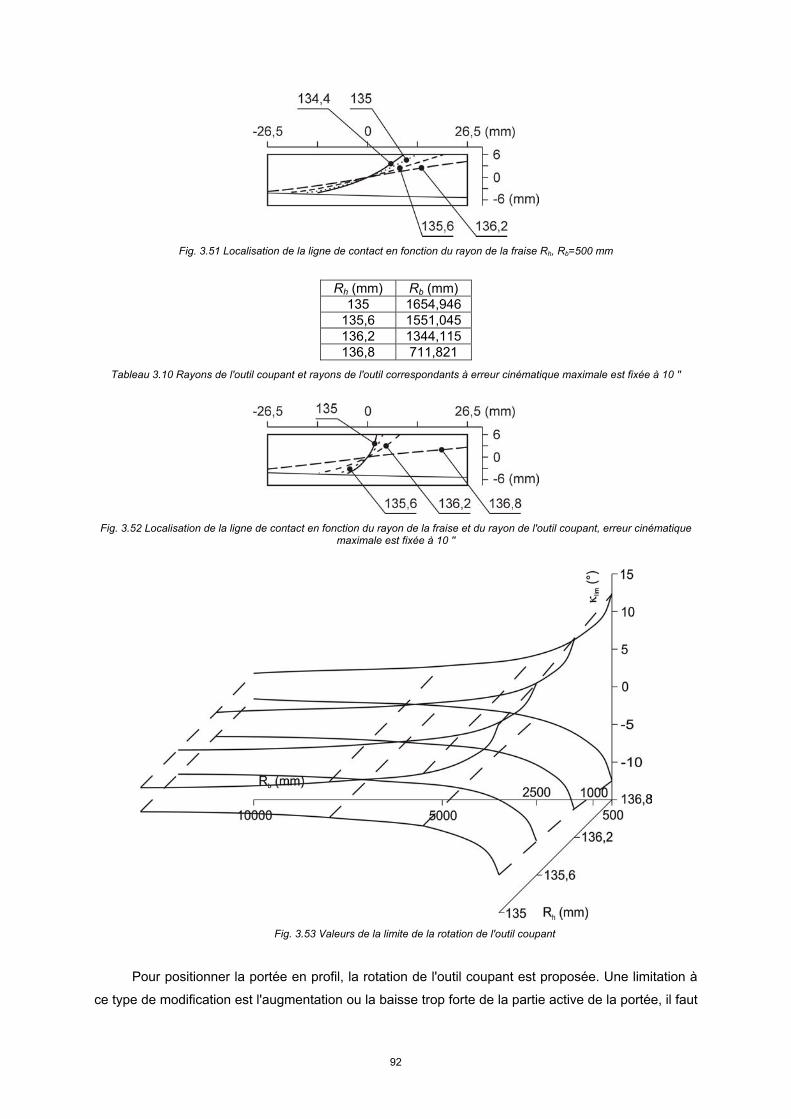
Fig. 3.51 Localisation de la ligne de contact en fonction du rayon de la fraise Rh, Rb=500 mm
Rh (mm) Rb (mm) 135 1654,946
135,6 1551,045 136,2 1344,115 136,8 711,821
Tableau 3.10 Rayons de l'outil coupant et rayons de l'outil correspondants à erreur cinématique maximale est fixée à 10 ''
Fig. 3.52 Localisation de la ligne de contact en fonction du rayon de la fraise et du rayon de l'outil coupant, erreur cinématique
maximale est fixée à 10 ''
Fig. 3.53 Valeurs de la limite de la rotation de l'outil coupant
Pour positionner la portée en profil, la rotation de l'outil coupant est proposée. Une limitation à
ce type de modification est l'augmentation ou la baisse trop forte de la partie active de la portée, il faut
92
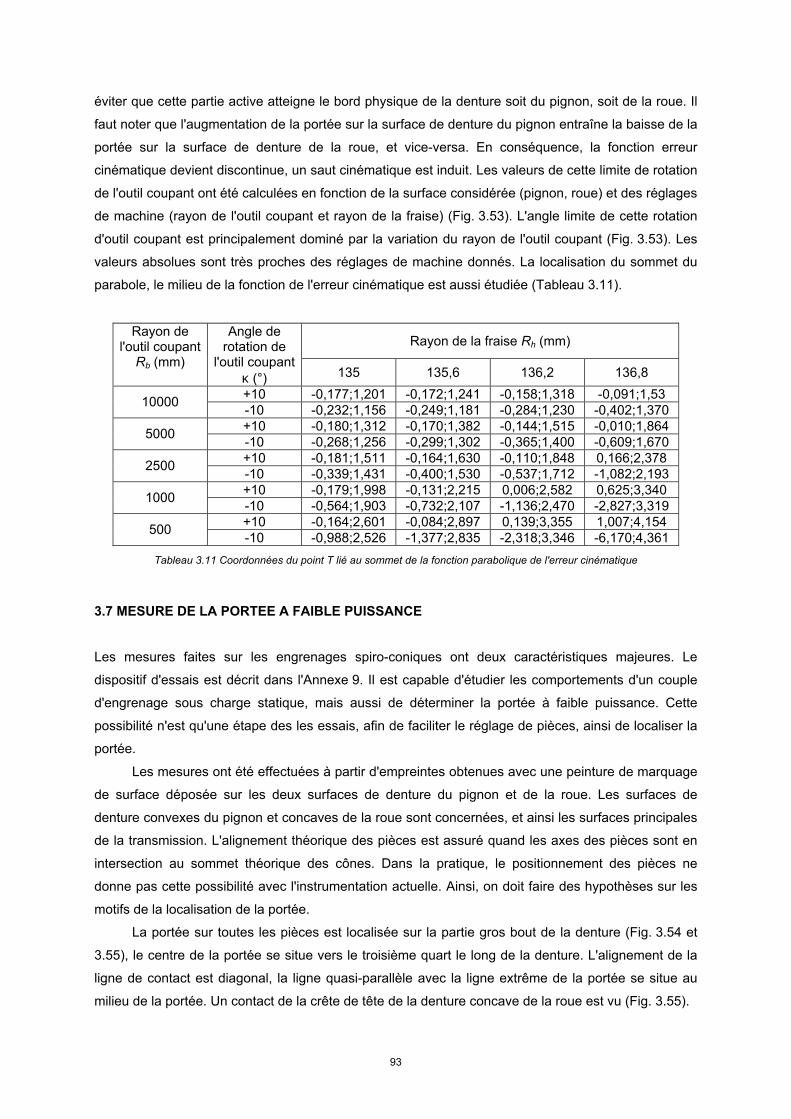
éviter que cette partie active atteigne le bord physique de la denture soit du pignon, soit de la roue. Il
faut noter que l'augmentation de la portée sur la surface de denture du pignon entraîne la baisse de la
portée sur la surface de denture de la roue, et vice-versa. En conséquence, la fonction erreur
cinématique devient discontinue, un saut cinématique est induit. Les valeurs de cette limite de rotation
de l'outil coupant ont été calculées en fonction de la surface considérée (pignon, roue) et des réglages
de machine (rayon de l'outil coupant et rayon de la fraise) (Fig. 3.53). L'angle limite de cette rotation
d'outil coupant est principalement dominé par la variation du rayon de l'outil coupant (Fig. 3.53). Les
valeurs absolues sont très proches des réglages de machine donnés. La localisation du sommet du
parabole, le milieu de la fonction de l'erreur cinématique est aussi étudiée (Tableau 3.11).
Rayon de la fraise Rh (mm) Rayon de
l'outil coupant Rb (mm)
Angle de rotation de
l'outil coupant κ (°) 135 135,6 136,2 136,8 +10 -0,177;1,201 -0,172;1,241 -0,158;1,318 -0,091;1,53 10000 -10 -0,232;1,156 -0,249;1,181 -0,284;1,230 -0,402;1,370 +10 -0,180;1,312 -0,170;1,382 -0,144;1,515 -0,010;1,864 5000 -10 -0,268;1,256 -0,299;1,302 -0,365;1,400 -0,609;1,670 +10 -0,181;1,511 -0,164;1,630 -0,110;1,848 0,166;2,378 2500 -10 -0,339;1,431 -0,400;1,530 -0,537;1,712 -1,082;2,193 +10 -0,179;1,998 -0,131;2,215 0,006;2,582 0,625;3,340 1000 -10 -0,564;1,903 -0,732;2,107 -1,136;2,470 -2,827;3,319 +10 -0,164;2,601 -0,084;2,897 0,139;3,355 1,007;4,154 500 -10 -0,988;2,526 -1,377;2,835 -2,318;3,346 -6,170;4,361
Tableau 3.11 Coordonnées du point T lié au sommet de la fonction parabolique de l'erreur cinématique
3.7 MESURE DE LA PORTEE A FAIBLE PUISSANCE
Les mesures faites sur les engrenages spiro-coniques ont deux caractéristiques majeures. Le
dispositif d'essais est décrit dans l'Annexe 9. Il est capable d'étudier les comportements d'un couple
d'engrenage sous charge statique, mais aussi de déterminer la portée à faible puissance. Cette
possibilité n'est qu'une étape des les essais, afin de faciliter le réglage de pièces, ainsi de localiser la
portée.
Les mesures ont été effectuées à partir d'empreintes obtenues avec une peinture de marquage
de surface déposée sur les deux surfaces de denture du pignon et de la roue. Les surfaces de
denture convexes du pignon et concaves de la roue sont concernées, et ainsi les surfaces principales
de la transmission. L'alignement théorique des pièces est assuré quand les axes des pièces sont en
intersection au sommet théorique des cônes. Dans la pratique, le positionnement des pièces ne
donne pas cette possibilité avec l'instrumentation actuelle. Ainsi, on doit faire des hypothèses sur les
motifs de la localisation de la portée.
La portée sur toutes les pièces est localisée sur la partie gros bout de la denture (Fig. 3.54 et
3.55), le centre de la portée se situe vers le troisième quart le long de la denture. L'alignement de la
ligne de contact est diagonal, la ligne quasi-parallèle avec la ligne extrême de la portée se situe au
milieu de la portée. Un contact de la crête de tête de la denture concave de la roue est vu (Fig. 3.55).
93
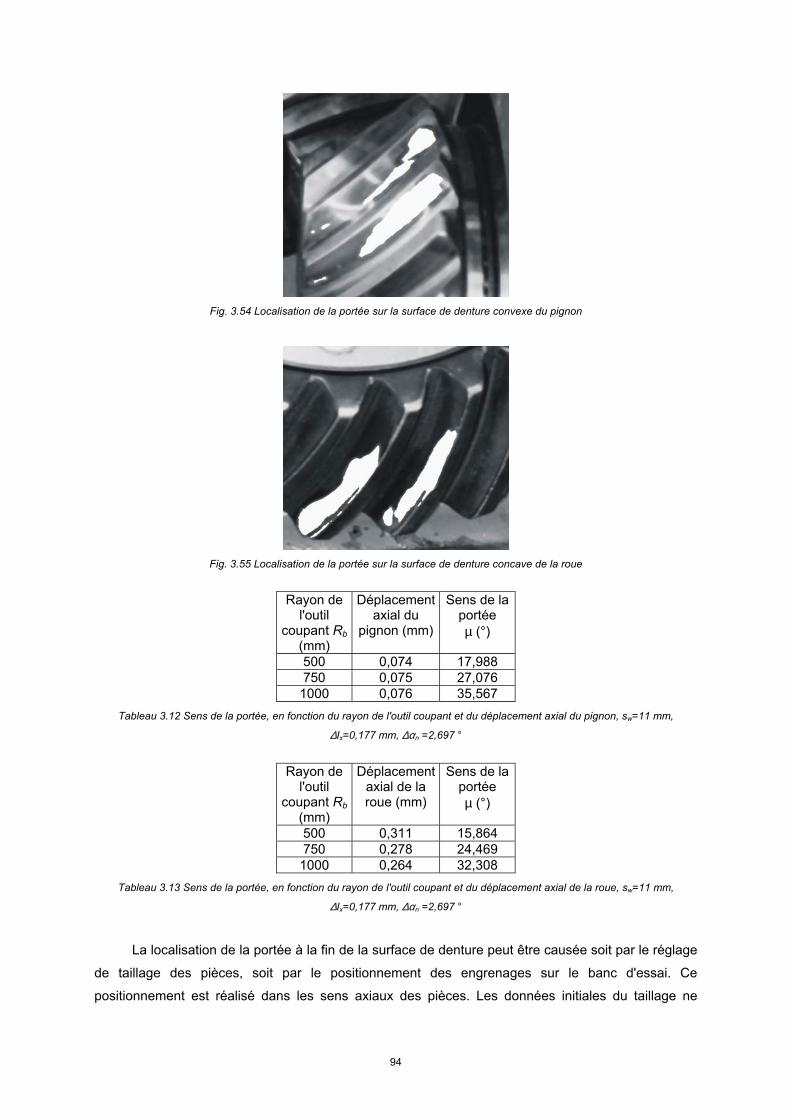
Fig. 3.54 Localisation de la portée sur la surface de denture convexe du pignon
Fig. 3.55 Localisation de la portée sur la surface de denture concave de la roue
Rayon de
l'outil coupant Rb
(mm)
Déplacement axial du
pignon (mm)
Sens de la portée µ (°)
500 0,074 17,988 750 0,075 27,076 1000 0,076 35,567
Tableau 3.12 Sens de la portée, en fonction du rayon de l'outil coupant et du déplacement axial du pignon, sw=11 mm,
∆Ix=0,177 mm, ∆αn =2,697 °
Rayon de
l'outil coupant Rb
(mm)
Déplacement axial de la roue (mm)
Sens de la portée µ (°)
500 0,311 15,864 750 0,278 24,469 1000 0,264 32,308
Tableau 3.13 Sens de la portée, en fonction du rayon de l'outil coupant et du déplacement axial de la roue, sw=11 mm,
∆Ix=0,177 mm, ∆αn =2,697 °
La localisation de la portée à la fin de la surface de denture peut être causée soit par le réglage
de taillage des pièces, soit par le positionnement des engrenages sur le banc d'essai. Ce
positionnement est réalisé dans les sens axiaux des pièces. Les données initiales du taillage ne
94
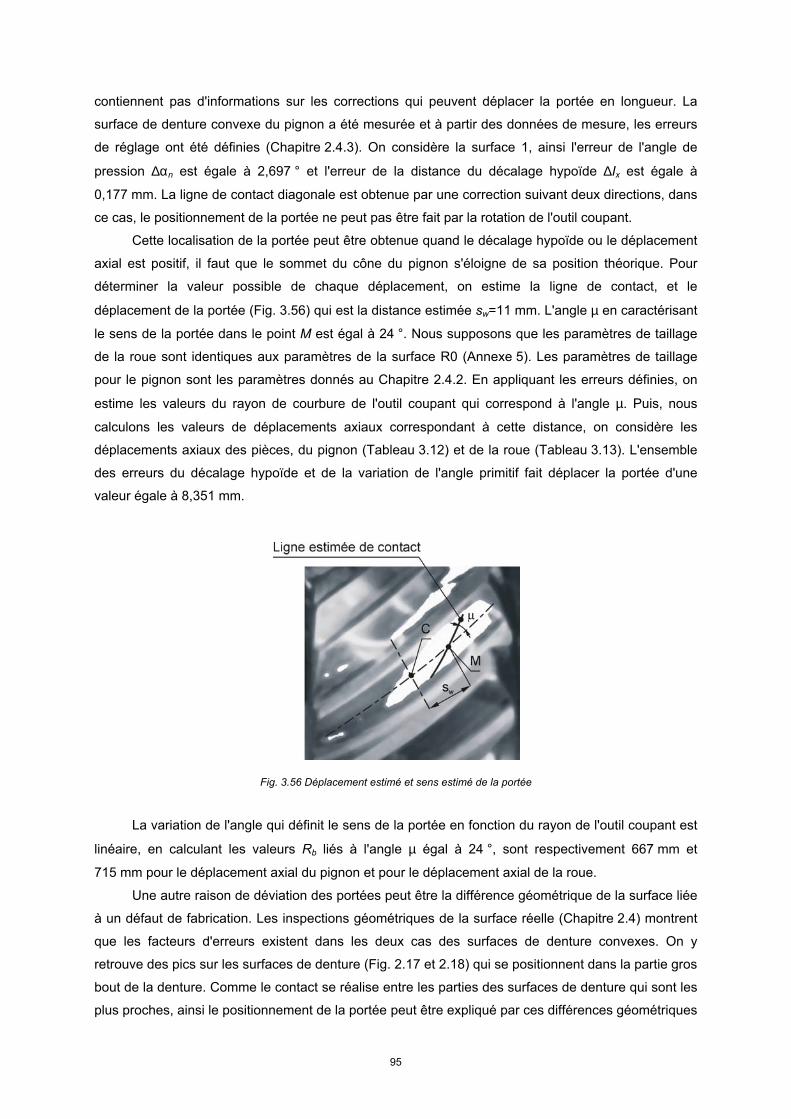
contiennent pas d'informations sur les corrections qui peuvent déplacer la portée en longueur. La
surface de denture convexe du pignon a été mesurée et à partir des données de mesure, les erreurs
de réglage ont été définies (Chapitre 2.4.3). On considère la surface 1, ainsi l'erreur de l'angle de
pression ∆αn est égale à 2,697 ° et l'erreur de la distance du décalage hypoïde ∆Ix est égale à
0,177 mm. La ligne de contact diagonale est obtenue par une correction suivant deux directions, dans
ce cas, le positionnement de la portée ne peut pas être fait par la rotation de l'outil coupant.
Cette localisation de la portée peut être obtenue quand le décalage hypoïde ou le déplacement
axial est positif, il faut que le sommet du cône du pignon s'éloigne de sa position théorique. Pour
déterminer la valeur possible de chaque déplacement, on estime la ligne de contact, et le
déplacement de la portée (Fig. 3.56) qui est la distance estimée sw=11 mm. L'angle µ en caractérisant
le sens de la portée dans le point M est égal à 24 °. Nous supposons que les paramètres de taillage
de la roue sont identiques aux paramètres de la surface R0 (Annexe 5). Les paramètres de taillage
pour le pignon sont les paramètres donnés au Chapitre 2.4.2. En appliquant les erreurs définies, on
estime les valeurs du rayon de courbure de l'outil coupant qui correspond à l'angle µ. Puis, nous
calculons les valeurs de déplacements axiaux correspondant à cette distance, on considère les
déplacements axiaux des pièces, du pignon (Tableau 3.12) et de la roue (Tableau 3.13). L'ensemble
des erreurs du décalage hypoïde et de la variation de l'angle primitif fait déplacer la portée d'une
valeur égale à 8,351 mm.
Fig. 3.56 Déplacement estimé et sens estimé de la portée
La variation de l'angle qui définit le sens de la portée en fonction du rayon de l'outil coupant est
linéaire, en calculant les valeurs Rb liés à l'angle µ égal à 24 °, sont respectivement 667 mm et
715 mm pour le déplacement axial du pignon et pour le déplacement axial de la roue.
Une autre raison de déviation des portées peut être la différence géométrique de la surface liée
à un défaut de fabrication. Les inspections géométriques de la surface réelle (Chapitre 2.4) montrent
que les facteurs d'erreurs existent dans les deux cas des surfaces de denture convexes. On y
retrouve des pics sur les surfaces de denture (Fig. 2.17 et 2.18) qui se positionnent dans la partie gros
bout de la denture. Comme le contact se réalise entre les parties des surfaces de denture qui sont les
plus proches, ainsi le positionnement de la portée peut être expliqué par ces différences géométriques
95
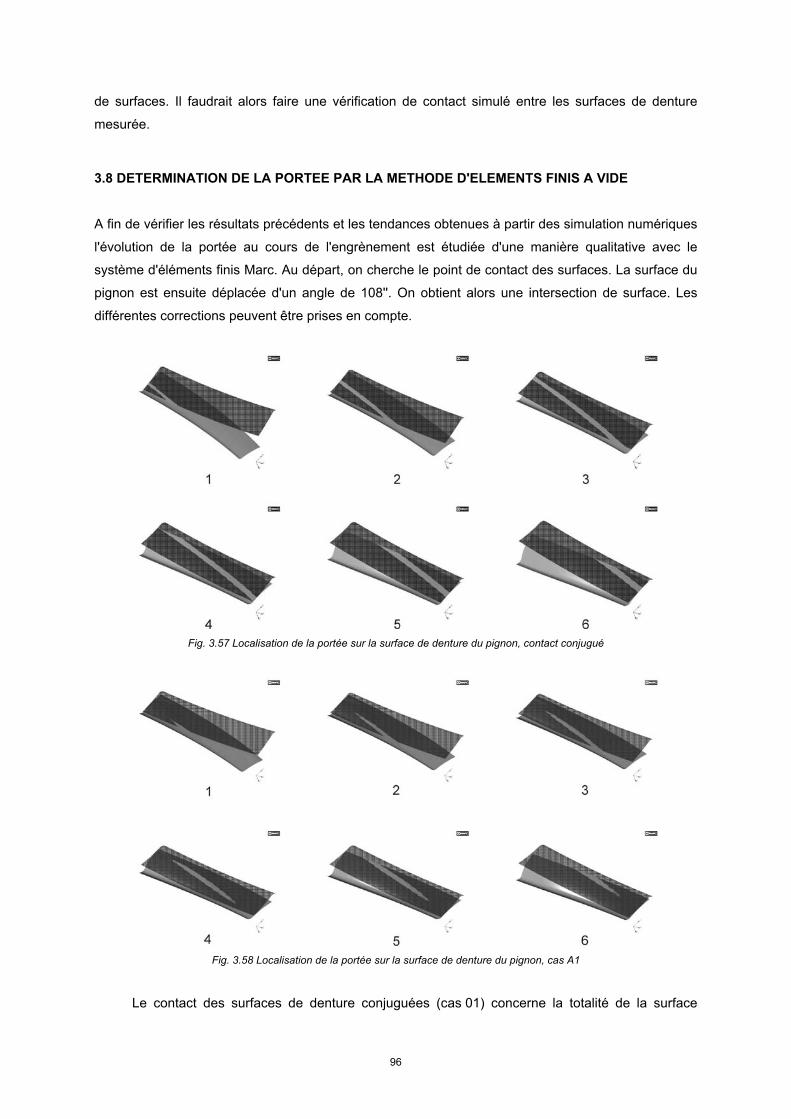
de surfaces. Il faudrait alors faire une vérification de contact simulé entre les surfaces de denture
mesurée.
3.8 DETERMINATION DE LA PORTEE PAR LA METHODE D'ELEMENTS FINIS A VIDE
A fin de vérifier les résultats précédents et les tendances obtenues à partir des simulation numériques
l'évolution de la portée au cours de l'engrènement est étudiée d'une manière qualitative avec le
système d'éléments finis Marc. Au départ, on cherche le point de contact des surfaces. La surface du
pignon est ensuite déplacée d'un angle de 108''. On obtient alors une intersection de surface. Les
différentes corrections peuvent être prises en compte.
Fig. 3.57 Localisation de la portée sur la surface de denture du pignon, contact conjugué
Fig. 3.58 Localisation de la portée sur la surface de denture du pignon, cas A1
Le contact des surfaces de denture conjuguées (cas 01) concerne la totalité de la surface
96
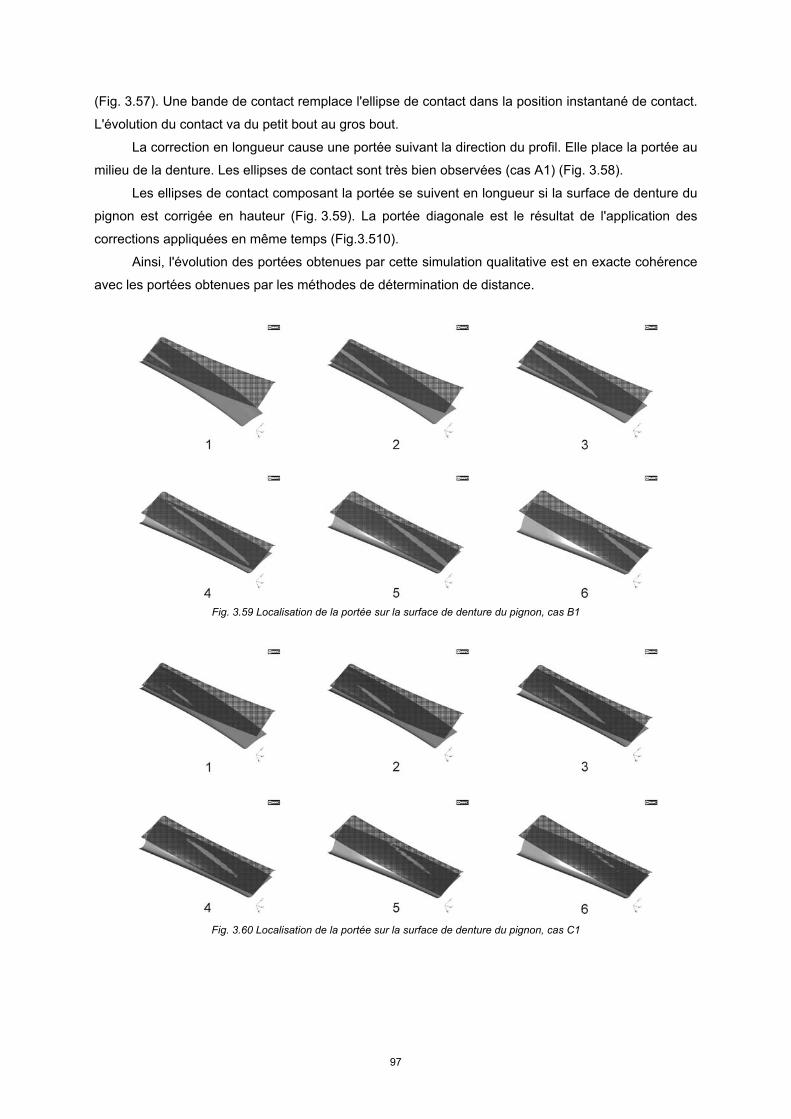
(Fig. 3.57). Une bande de contact remplace l'ellipse de contact dans la position instantané de contact.
L'évolution du contact va du petit bout au gros bout.
La correction en longueur cause une portée suivant la direction du profil. Elle place la portée au
milieu de la denture. Les ellipses de contact sont très bien observées (cas A1) (Fig. 3.58).
Les ellipses de contact composant la portée se suivent en longueur si la surface de denture du
pignon est corrigée en hauteur (Fig. 3.59). La portée diagonale est le résultat de l'application des
corrections appliquées en même temps (Fig.3.510).
Ainsi, l'évolution des portées obtenues par cette simulation qualitative est en exacte cohérence
avec les portées obtenues par les méthodes de détermination de distance.
Fig. 3.59 Localisation de la portée sur la surface de denture du pignon, cas B1
Fig. 3.60 Localisation de la portée sur la surface de denture du pignon, cas C1
97
3.9 CONCLUSION
La géométrie et l'alignement de la denture gouvernent les comportements de contact des engrenages
à vide. Les moyens de modifications de la géométrie des surfaces ont été étudiés. Les corrections
dans une seule direction sont très sensibles aux modifications ultérieures ou aux désalignements des
pièces. Ainsi la surface de denture du pignon doit être corrigée, deux corrections simultanées doivent
être faites. De cette façon une fonction parabolique de l'erreur cinématique est obtenue dès la
conception des engrenages. Le niveau de l'erreur cinématique maximale résiste aux modifications
ultérieures ou aux désalignements des pièces, la portée reste aussi bien localisée. Le positionnement
de la portée des surfaces de denture deux fois corrigées peut être assuré par la rotation de l'outil
coupant. Cette modification naturellement a des contraintes car la partie active de la portée peut
dépasser le bord physique de la denture. Un saut cinématique apparaît, et la continuité de
l'engrènement est interrompue. En jouant avec les réglages machine, on peut obtenir des
comportements de contact souhaités.
98
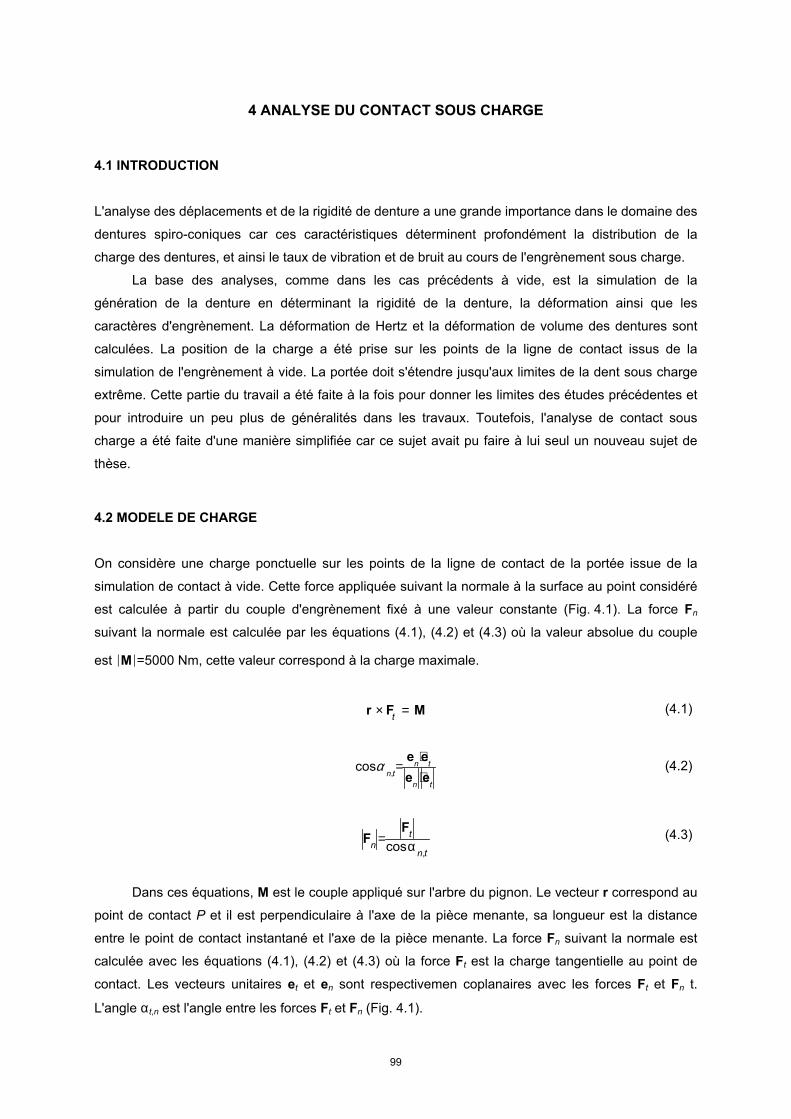
4 ANALYSE DU CONTACT SOUS CHARGE
4.1 INTRODUCTION
L'analyse des déplacements et de la rigidité de denture a une grande importance dans le domaine des
dentures spiro-coniques car ces caractéristiques déterminent profondément la distribution de la
charge des dentures, et ainsi le taux de vibration et de bruit au cours de l'engrènement sous charge.
La base des analyses, comme dans les cas précédents à vide, est la simulation de la
génération de la denture en déterminant la rigidité de la denture, la déformation ainsi que les
caractères d'engrènement. La déformation de Hertz et la déformation de volume des dentures sont
calculées. La position de la charge a été prise sur les points de la ligne de contact issus de la
simulation de l'engrènement à vide. La portée doit s'étendre jusqu'aux limites de la dent sous charge
extrême. Cette partie du travail a été faite à la fois pour donner les limites des études précédentes et
pour introduire un peu plus de généralités dans les travaux. Toutefois, l'analyse de contact sous
charge a été faite d'une manière simplifiée car ce sujet avait pu faire à lui seul un nouveau sujet de
thèse.
4.2 MODELE DE CHARGE
On considère une charge ponctuelle sur les points de la ligne de contact de la portée issue de la
simulation de contact à vide. Cette force appliquée suivant la normale à la surface au point considéré
est calculée à partir du couple d'engrènement fixé à une valeur constante (Fig. 4.1). La force Fn
suivant la normale est calculée par les équations (4.1), (4.2) et (4.3) où la valeur absolue du couple
est |M|=5000 Nm, cette valeur correspond à la charge maximale.
MFr =× t (4.1)
tn
tntn ee
ee⋅⋅
=,
cosα (4.2)
tn
tn
,cosα=F
F (4.3)
Dans ces équations, M est le couple appliqué sur l'arbre du pignon. Le vecteur r correspond au
point de contact P et il est perpendiculaire à l'axe de la pièce menante, sa longueur est la distance
entre le point de contact instantané et l'axe de la pièce menante. La force Fn suivant la normale est
calculée avec les équations (4.1), (4.2) et (4.3) où la force Ft est la charge tangentielle au point de
contact. Les vecteurs unitaires et et en sont respectivemen coplanaires avec les forces Ft et Fn t.
L'angle αt,n est l'angle entre les forces Ft et Fn (Fig. 4.1).
99
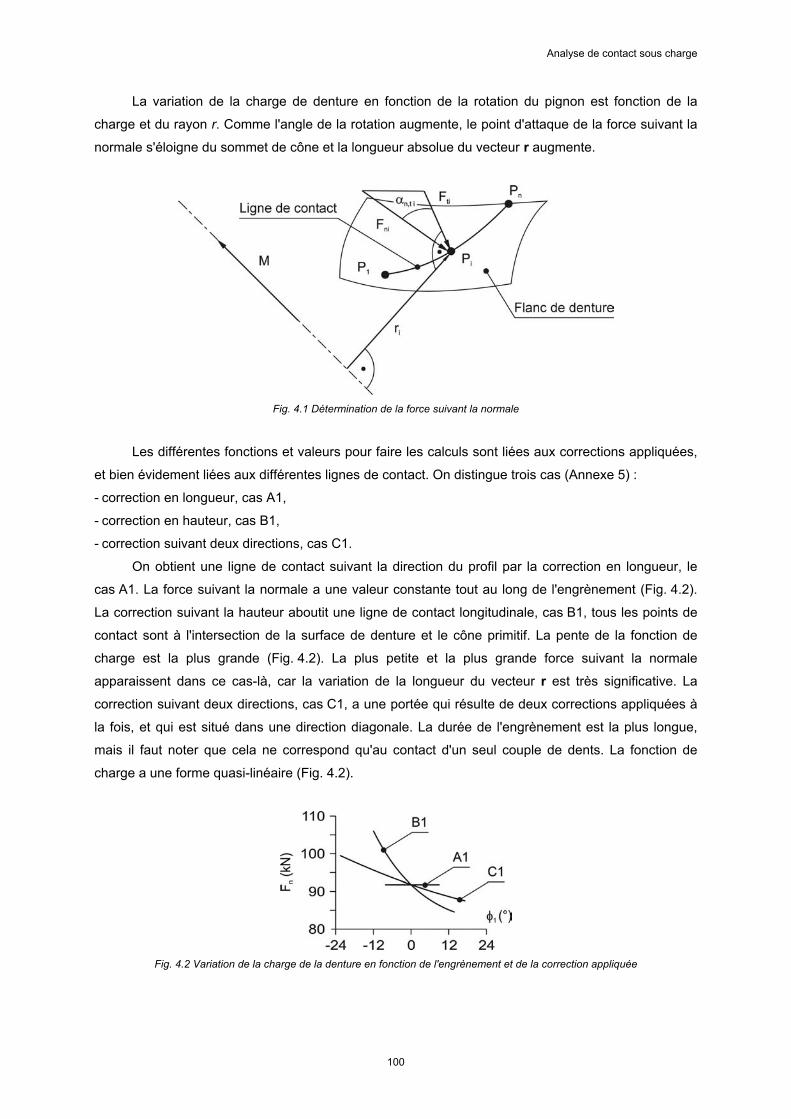
Analyse de contact sous charge
La variation de la charge de denture en fonction de la rotation du pignon est fonction de la
charge et du rayon r. Comme l'angle de la rotation augmente, le point d'attaque de la force suivant la
normale s'éloigne du sommet de cône et la longueur absolue du vecteur r augmente.
Fig. 4.1 Détermination de la force suivant la normale
Les différentes fonctions et valeurs pour faire les calculs sont liées aux corrections appliquées,
et bien évidement liées aux différentes lignes de contact. On distingue trois cas (Annexe 5) :
- correction en longueur, cas A1,
- correction en hauteur, cas B1,
- correction suivant deux directions, cas C1.
On obtient une ligne de contact suivant la direction du profil par la correction en longueur, le
cas A1. La force suivant la normale a une valeur constante tout au long de l'engrènement (Fig. 4.2).
La correction suivant la hauteur aboutit une ligne de contact longitudinale, cas B1, tous les points de
contact sont à l'intersection de la surface de denture et le cône primitif. La pente de la fonction de
charge est la plus grande (Fig. 4.2). La plus petite et la plus grande force suivant la normale
apparaissent dans ce cas-là, car la variation de la longueur du vecteur r est très significative. La
correction suivant deux directions, cas C1, a une portée qui résulte de deux corrections appliquées à
la fois, et qui est situé dans une direction diagonale. La durée de l'engrènement est la plus longue,
mais il faut noter que cela ne correspond qu'au contact d'un seul couple de dents. La fonction de
charge a une forme quasi-linéaire (Fig. 4.2).
Fig. 4.2 Variation de la charge de la denture en fonction de l'engrènement et de la correction appliquée
100
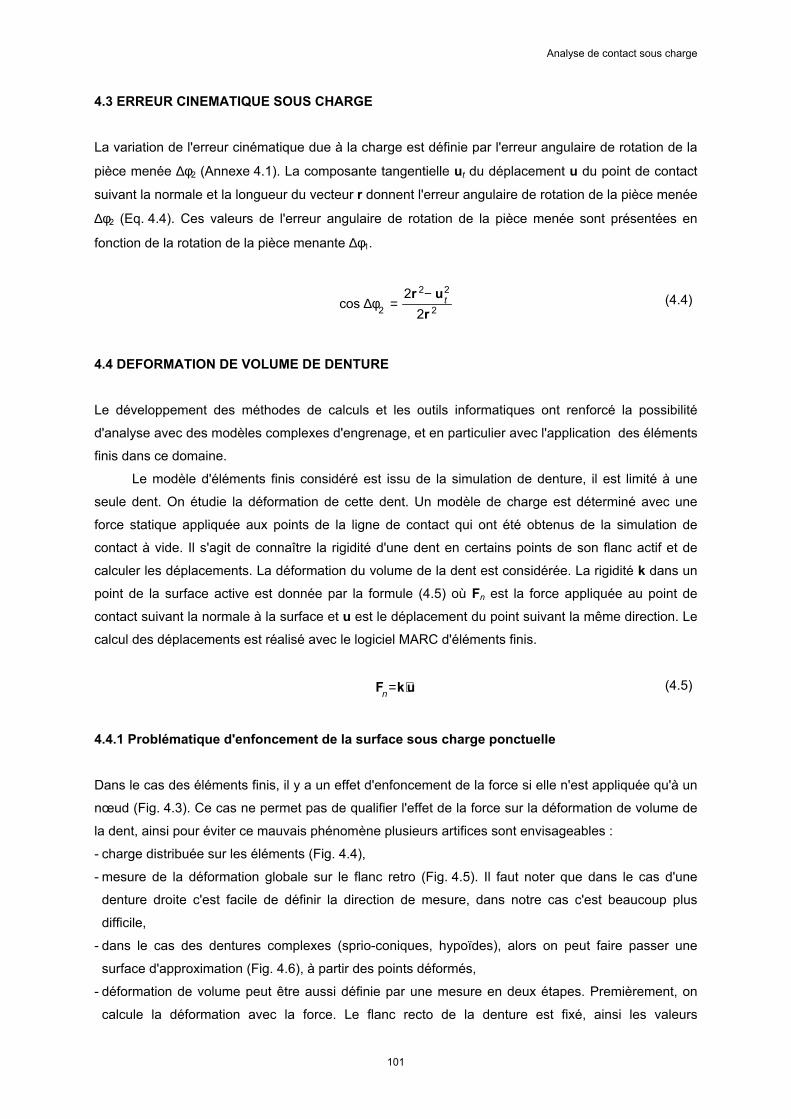
Analyse de contact sous charge
4.3 ERREUR CINEMATIQUE SOUS CHARGE
La variation de l'erreur cinématique due à la charge est définie par l'erreur angulaire de rotation de la
pièce menée ∆φ2 (Annexe 4.1). La composante tangentielle ut du déplacement u du point de contact
suivant la normale et la longueur du vecteur r donnent l'erreur angulaire de rotation de la pièce menée
∆φ2 (Eq. 4.4). Ces valeurs de l'erreur angulaire de rotation de la pièce menée sont présentées en
fonction de la rotation de la pièce menante ∆φ1.
2
22
2 22
cosr
ur t−=φ∆ (4.4)
4.4 DEFORMATION DE VOLUME DE DENTURE
Le développement des méthodes de calculs et les outils informatiques ont renforcé la possibilité
d'analyse avec des modèles complexes d'engrenage, et en particulier avec l'application des éléments
finis dans ce domaine.
Le modèle d'éléments finis considéré est issu de la simulation de denture, il est limité à une
seule dent. On étudie la déformation de cette dent. Un modèle de charge est déterminé avec une
force statique appliquée aux points de la ligne de contact qui ont été obtenus de la simulation de
contact à vide. Il s'agit de connaître la rigidité d'une dent en certains points de son flanc actif et de
calculer les déplacements. La déformation du volume de la dent est considérée. La rigidité k dans un
point de la surface active est donnée par la formule (4.5) où Fn est la force appliquée au point de
contact suivant la normale à la surface et u est le déplacement du point suivant la même direction. Le
calcul des déplacements est réalisé avec le logiciel MARC d'éléments finis.
ukF ⋅=n (4.5)
4.4.1 Problématique d'enfoncement de la surface sous charge ponctuelle
Dans le cas des éléments finis, il y a un effet d'enfoncement de la force si elle n'est appliquée qu'à un
nœud (Fig. 4.3). Ce cas ne permet pas de qualifier l'effet de la force sur la déformation de volume de
la dent, ainsi pour éviter ce mauvais phénomène plusieurs artifices sont envisageables :
- charge distribuée sur les éléments (Fig. 4.4),
- mesure de la déformation globale sur le flanc retro (Fig. 4.5). Il faut noter que dans le cas d'une
denture droite c'est facile de définir la direction de mesure, dans notre cas c'est beaucoup plus
difficile,
- dans le cas des dentures complexes (sprio-coniques, hypoïdes), alors on peut faire passer une
surface d'approximation (Fig. 4.6), à partir des points déformés,
- déformation de volume peut être aussi définie par une mesure en deux étapes. Premièrement, on
calcule la déformation avec la force. Le flanc recto de la denture est fixé, ainsi les valeurs
101
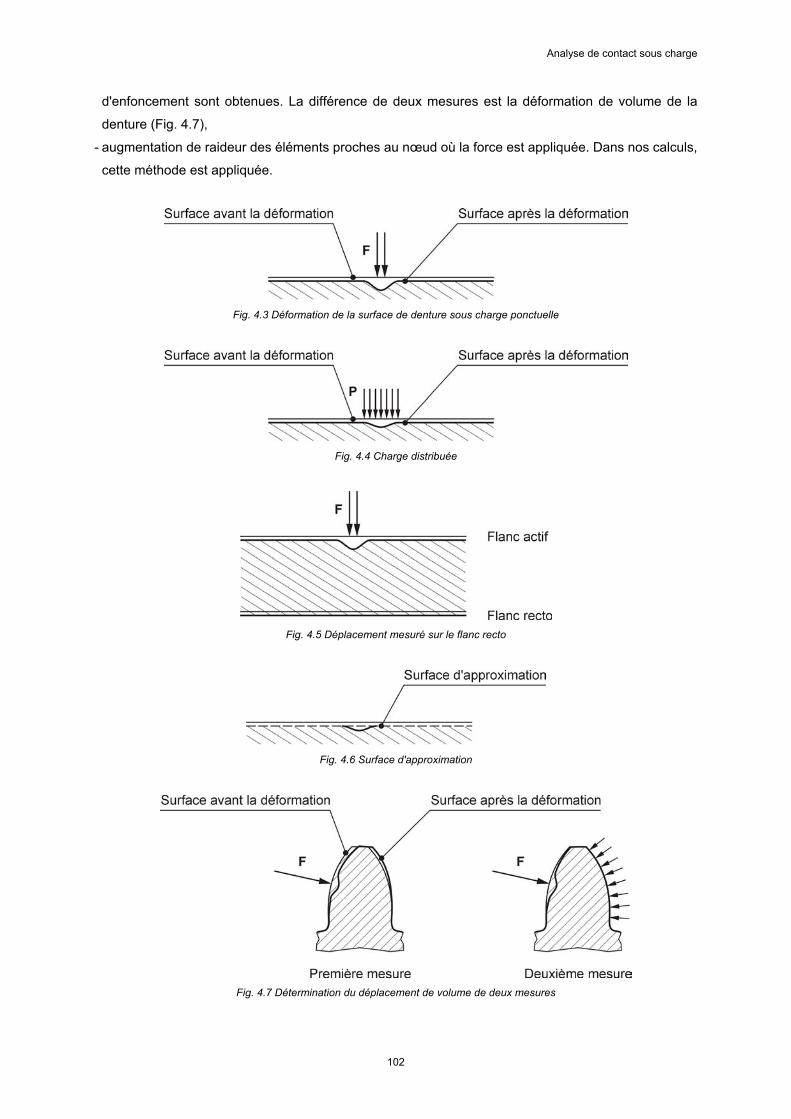
Analyse de contact sous charge
d'enfoncement sont obtenues. La différence de deux mesures est la déformation de volume de la
denture (Fig. 4.7),
- augmentation de raideur des éléments proches au nœud où la force est appliquée. Dans nos calculs,
cette méthode est appliquée.
Fig. 4.3 Déformation de la surface de denture sous charge ponctuelle
Fig. 4.4 Charge distribuée
Fig. 4.5 Déplacement mesuré sur le flanc recto
Fig. 4.6 Surface d'approximation
Fig. 4.7 Détermination du déplacement de volume de deux mesures
102
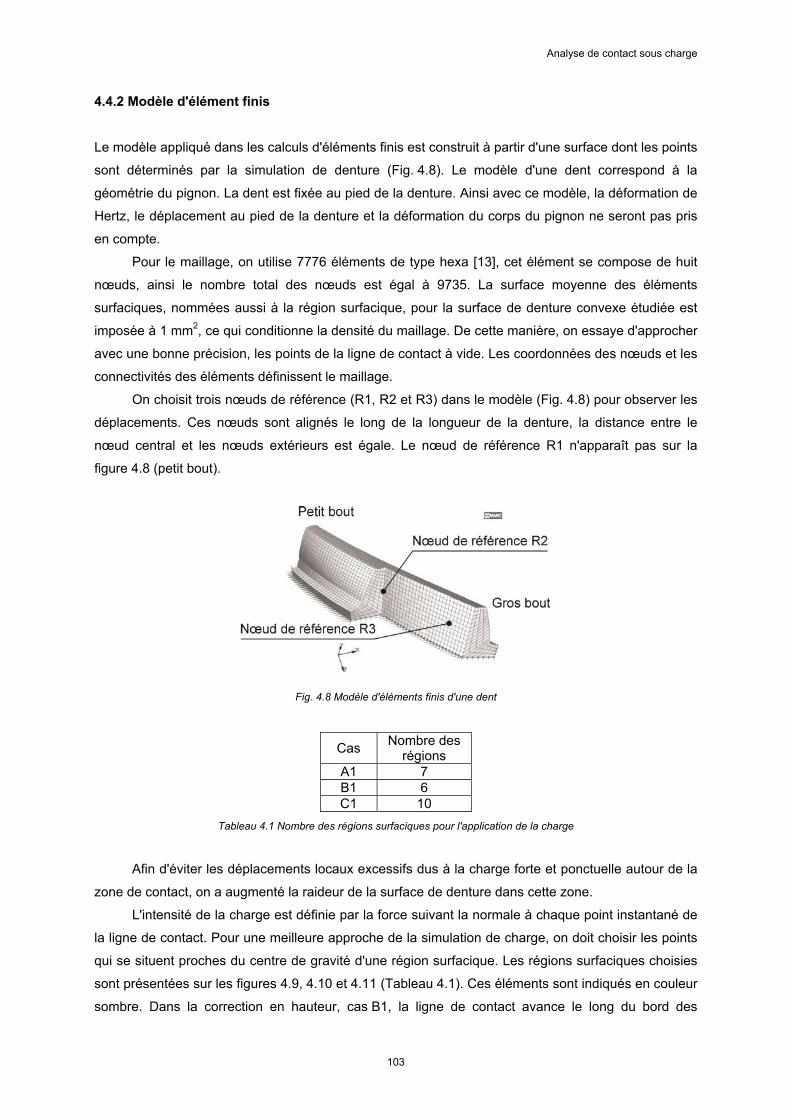
Analyse de contact sous charge
4.4.2 Modèle d'élément finis
Le modèle appliqué dans les calculs d'éléments finis est construit à partir d'une surface dont les points
sont déterminés par la simulation de denture (Fig. 4.8). Le modèle d'une dent correspond à la
géométrie du pignon. La dent est fixée au pied de la denture. Ainsi avec ce modèle, la déformation de
Hertz, le déplacement au pied de la denture et la déformation du corps du pignon ne seront pas pris
en compte.
Pour le maillage, on utilise 7776 éléments de type hexa [13], cet élément se compose de huit
nœuds, ainsi le nombre total des nœuds est égal à 9735. La surface moyenne des éléments
surfaciques, nommées aussi à la région surfacique, pour la surface de denture convexe étudiée est
imposée à 1 mm2, ce qui conditionne la densité du maillage. De cette manière, on essaye d'approcher
avec une bonne précision, les points de la ligne de contact à vide. Les coordonnées des nœuds et les
connectivités des éléments définissent le maillage.
On choisit trois nœuds de référence (R1, R2 et R3) dans le modèle (Fig. 4.8) pour observer les
déplacements. Ces nœuds sont alignés le long de la longueur de la denture, la distance entre le
nœud central et les nœuds extérieurs est égale. Le nœud de référence R1 n'apparaît pas sur la
figure 4.8 (petit bout).
Fig. 4.8 Modèle d'éléments finis d'une dent
Cas Nombre des régions
A1 7 B1 6 C1 10
Tableau 4.1 Nombre des régions surfaciques pour l'application de la charge
Afin d'éviter les déplacements locaux excessifs dus à la charge forte et ponctuelle autour de la
zone de contact, on a augmenté la raideur de la surface de denture dans cette zone.
L'intensité de la charge est définie par la force suivant la normale à chaque point instantané de
la ligne de contact. Pour une meilleure approche de la simulation de charge, on doit choisir les points
qui se situent proches du centre de gravité d'une région surfacique. Les régions surfaciques choisies
sont présentées sur les figures 4.9, 4.10 et 4.11 (Tableau 4.1). Ces éléments sont indiqués en couleur
sombre. Dans la correction en hauteur, cas B1, la ligne de contact avance le long du bord des
103
Analyse de contact sous charge
éléments, ainsi on a choisi deux régions surfaciques où le point de contact se situe proche au point
milieu de l'arête commune de ces deux régions.
Fig. 4.9 Régions de charge, correction en longueur, cas A1
Fig. 4.10 Régions de charge, correction en hauteur, cas B1
Fig. 4.11 Régions de charge, correction en deux directions, cas C1
4.4.3 Résultats
Les différents niveaux de déformation sont présentés par les déplacements absolus de la surface
entière (Fig. 4.12).
La fonction de l'erreur cinématique a une forme linéaire (Fig. 4.13a), si la correction de la
104
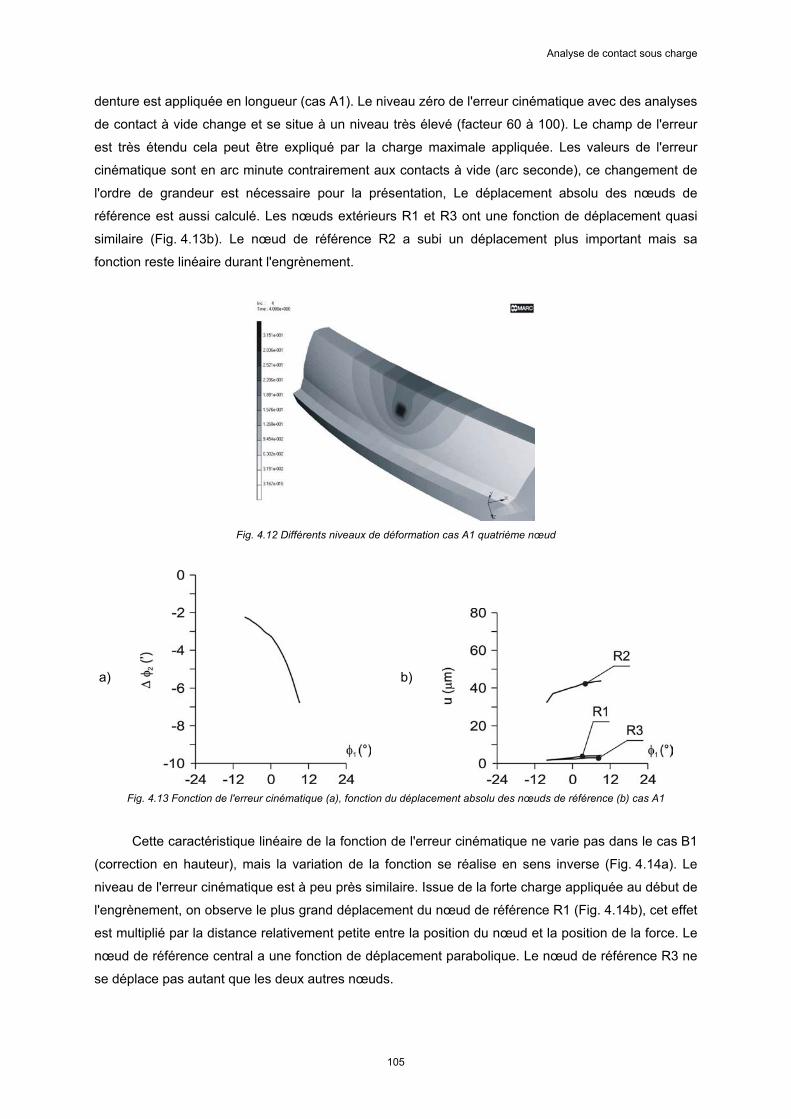
Analyse de contact sous charge
denture est appliquée en longueur (cas A1). Le niveau zéro de l'erreur cinématique avec des analyses
de contact à vide change et se situe à un niveau très élevé (facteur 60 à 100). Le champ de l'erreur
est très étendu cela peut être expliqué par la charge maximale appliquée. Les valeurs de l'erreur
cinématique sont en arc minute contrairement aux contacts à vide (arc seconde), ce changement de
l'ordre de grandeur est nécessaire pour la présentation, Le déplacement absolu des nœuds de
référence est aussi calculé. Les nœuds extérieurs R1 et R3 ont une fonction de déplacement quasi
similaire (Fig. 4.13b). Le nœud de référence R2 a subi un déplacement plus important mais sa
fonction reste linéaire durant l'engrènement.
Fig. 4.12 Différents niveaux de déformation cas A1 quatrième nœud
a)
b)
Fig. 4.13 Fonction de l'erreur cinématique (a), fonction du déplacement absolu des nœuds de référence (b) cas A1
Cette caractéristique linéaire de la fonction de l'erreur cinématique ne varie pas dans le cas B1
(correction en hauteur), mais la variation de la fonction se réalise en sens inverse (Fig. 4.14a). Le
niveau de l'erreur cinématique est à peu près similaire. Issue de la forte charge appliquée au début de
l'engrènement, on observe le plus grand déplacement du nœud de référence R1 (Fig. 4.14b), cet effet
est multiplié par la distance relativement petite entre la position du nœud et la position de la force. Le
nœud de référence central a une fonction de déplacement parabolique. Le nœud de référence R3 ne
se déplace pas autant que les deux autres nœuds.
105
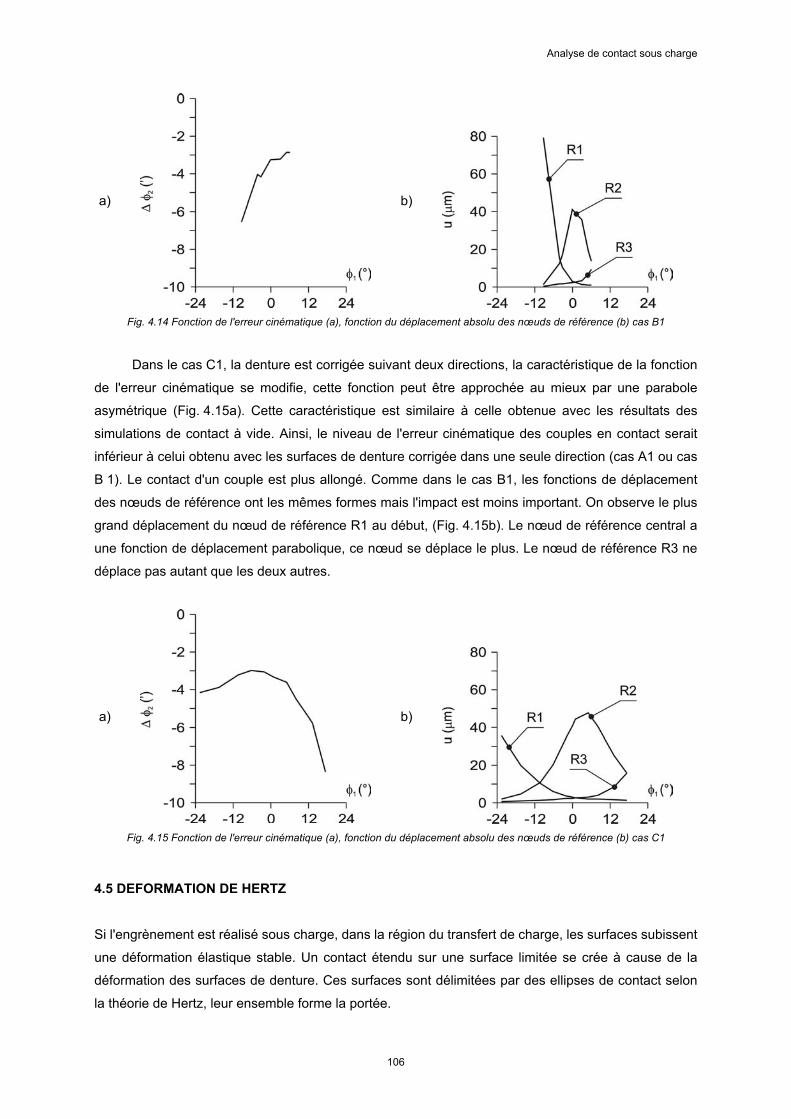
Analyse de contact sous charge
a)
b)
Fig. 4.14 Fonction de l'erreur cinématique (a), fonction du déplacement absolu des nœuds de référence (b) cas B1
Dans le cas C1, la denture est corrigée suivant deux directions, la caractéristique de la fonction
de l'erreur cinématique se modifie, cette fonction peut être approchée au mieux par une parabole
asymétrique (Fig. 4.15a). Cette caractéristique est similaire à celle obtenue avec les résultats des
simulations de contact à vide. Ainsi, le niveau de l'erreur cinématique des couples en contact serait
inférieur à celui obtenu avec les surfaces de denture corrigée dans une seule direction (cas A1 ou cas
B 1). Le contact d'un couple est plus allongé. Comme dans le cas B1, les fonctions de déplacement
des nœuds de référence ont les mêmes formes mais l'impact est moins important. On observe le plus
grand déplacement du nœud de référence R1 au début, (Fig. 4.15b). Le nœud de référence central a
une fonction de déplacement parabolique, ce nœud se déplace le plus. Le nœud de référence R3 ne
déplace pas autant que les deux autres.
a)
b)
Fig. 4.15 Fonction de l'erreur cinématique (a), fonction du déplacement absolu des nœuds de référence (b) cas C1
4.5 DEFORMATION DE HERTZ
Si l'engrènement est réalisé sous charge, dans la région du transfert de charge, les surfaces subissent
une déformation élastique stable. Un contact étendu sur une surface limitée se crée à cause de la
déformation des surfaces de denture. Ces surfaces sont délimitées par des ellipses de contact selon
la théorie de Hertz, leur ensemble forme la portée.
106
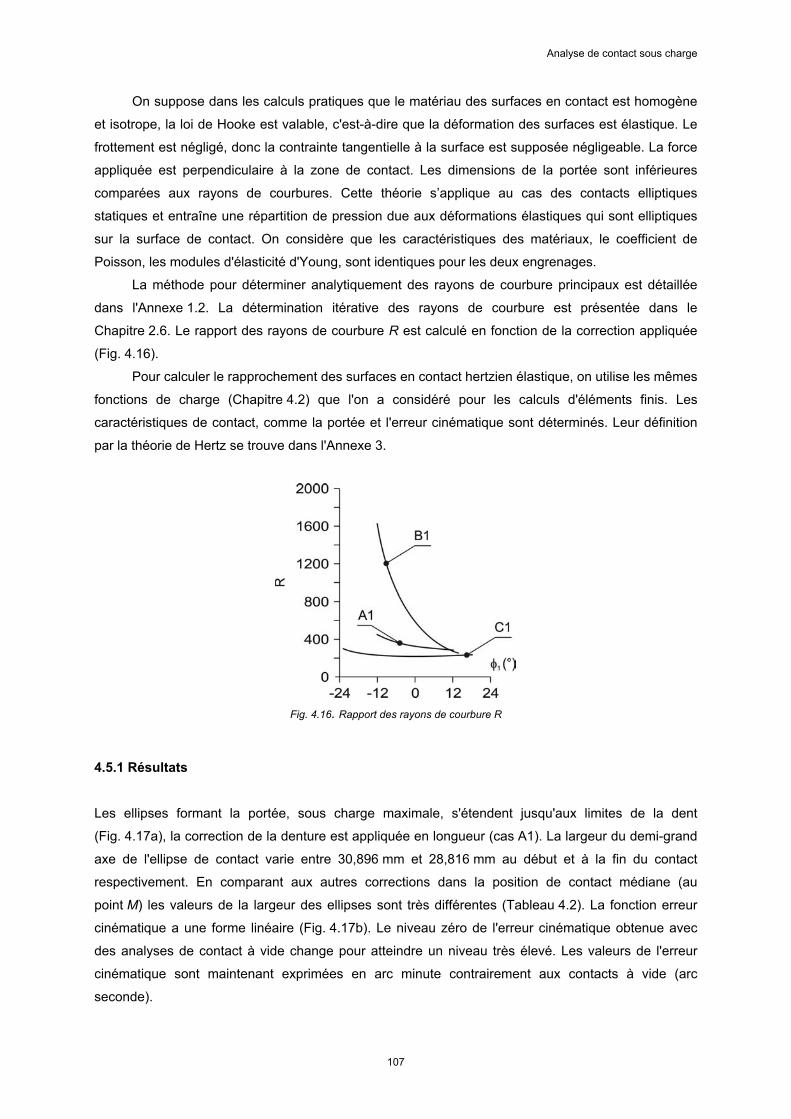
Analyse de contact sous charge
On suppose dans les calculs pratiques que le matériau des surfaces en contact est homogène
et isotrope, la loi de Hooke est valable, c'est-à-dire que la déformation des surfaces est élastique. Le
frottement est négligé, donc la contrainte tangentielle à la surface est supposée négligeable. La force
appliquée est perpendiculaire à la zone de contact. Les dimensions de la portée sont inférieures
comparées aux rayons de courbures. Cette théorie s’applique au cas des contacts elliptiques
statiques et entraîne une répartition de pression due aux déformations élastiques qui sont elliptiques
sur la surface de contact. On considère que les caractéristiques des matériaux, le coefficient de
Poisson, les modules d'élasticité d'Young, sont identiques pour les deux engrenages.
La méthode pour déterminer analytiquement des rayons de courbure principaux est détaillée
dans l'Annexe 1.2. La détermination itérative des rayons de courbure est présentée dans le
Chapitre 2.6. Le rapport des rayons de courbure R est calculé en fonction de la correction appliquée
(Fig. 4.16).
Pour calculer le rapprochement des surfaces en contact hertzien élastique, on utilise les mêmes
fonctions de charge (Chapitre 4.2) que l'on a considéré pour les calculs d'éléments finis. Les
caractéristiques de contact, comme la portée et l'erreur cinématique sont déterminés. Leur définition
par la théorie de Hertz se trouve dans l'Annexe 3.
Fig. 4.16. Rapport des rayons de courbure R
4.5.1 Résultats
Les ellipses formant la portée, sous charge maximale, s'étendent jusqu'aux limites de la dent
(Fig. 4.17a), la correction de la denture est appliquée en longueur (cas A1). La largeur du demi-grand
axe de l'ellipse de contact varie entre 30,896 mm et 28,816 mm au début et à la fin du contact
respectivement. En comparant aux autres corrections dans la position de contact médiane (au
point M) les valeurs de la largeur des ellipses sont très différentes (Tableau 4.2). La fonction erreur
cinématique a une forme linéaire (Fig. 4.17b). Le niveau zéro de l'erreur cinématique obtenue avec
des analyses de contact à vide change pour atteindre un niveau très élevé. Les valeurs de l'erreur
cinématique sont maintenant exprimées en arc minute contrairement aux contacts à vide (arc
seconde).
107
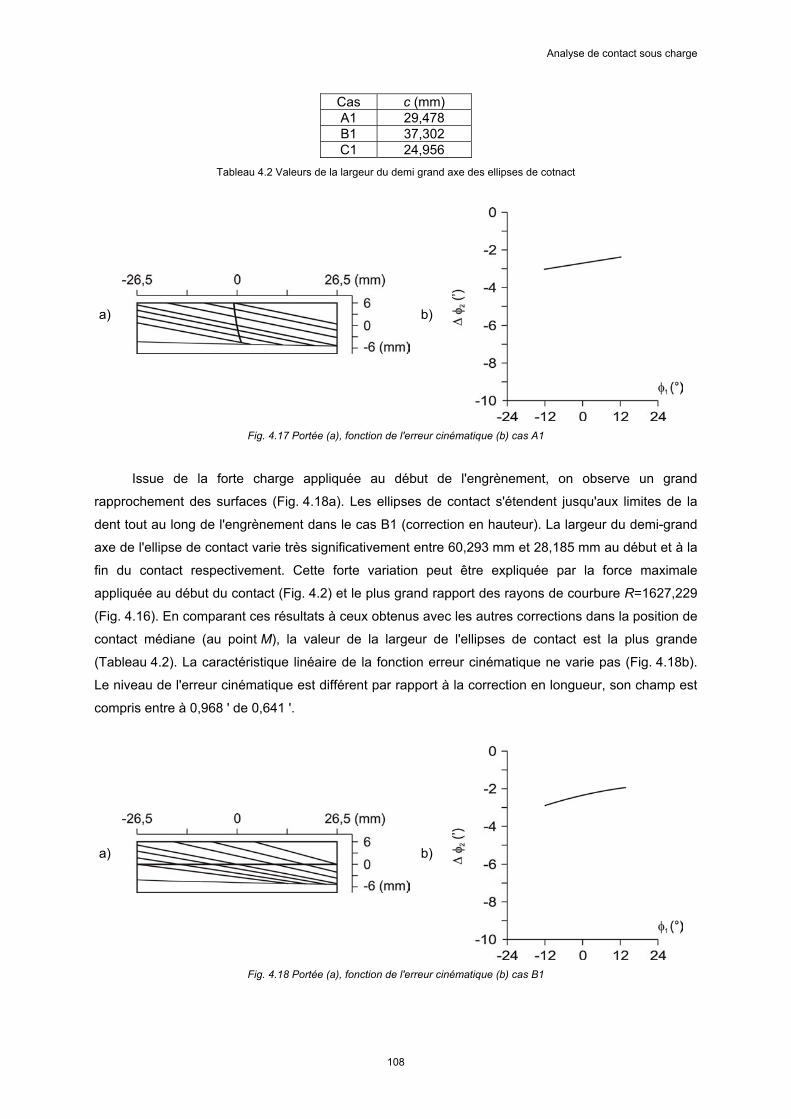
Analyse de contact sous charge
Cas c (mm) A1 29,478 B1 37,302 C1 24,956
Tableau 4.2 Valeurs de la largeur du demi grand axe des ellipses de cotnact
a) b)
Fig. 4.17 Portée (a), fonction de l'erreur cinématique (b) cas A1
Issue de la forte charge appliquée au début de l'engrènement, on observe un grand
rapprochement des surfaces (Fig. 4.18a). Les ellipses de contact s'étendent jusqu'aux limites de la
dent tout au long de l'engrènement dans le cas B1 (correction en hauteur). La largeur du demi-grand
axe de l'ellipse de contact varie très significativement entre 60,293 mm et 28,185 mm au début et à la
fin du contact respectivement. Cette forte variation peut être expliquée par la force maximale
appliquée au début du contact (Fig. 4.2) et le plus grand rapport des rayons de courbure R=1627,229
(Fig. 4.16). En comparant ces résultats à ceux obtenus avec les autres corrections dans la position de
contact médiane (au point M), la valeur de la largeur de l'ellipses de contact est la plus grande
(Tableau 4.2). La caractéristique linéaire de la fonction erreur cinématique ne varie pas (Fig. 4.18b).
Le niveau de l'erreur cinématique est différent par rapport à la correction en longueur, son champ est
compris entre à 0,968 ' de 0,641 '.
a) b)
Fig. 4.18 Portée (a), fonction de l'erreur cinématique (b) cas B1
108
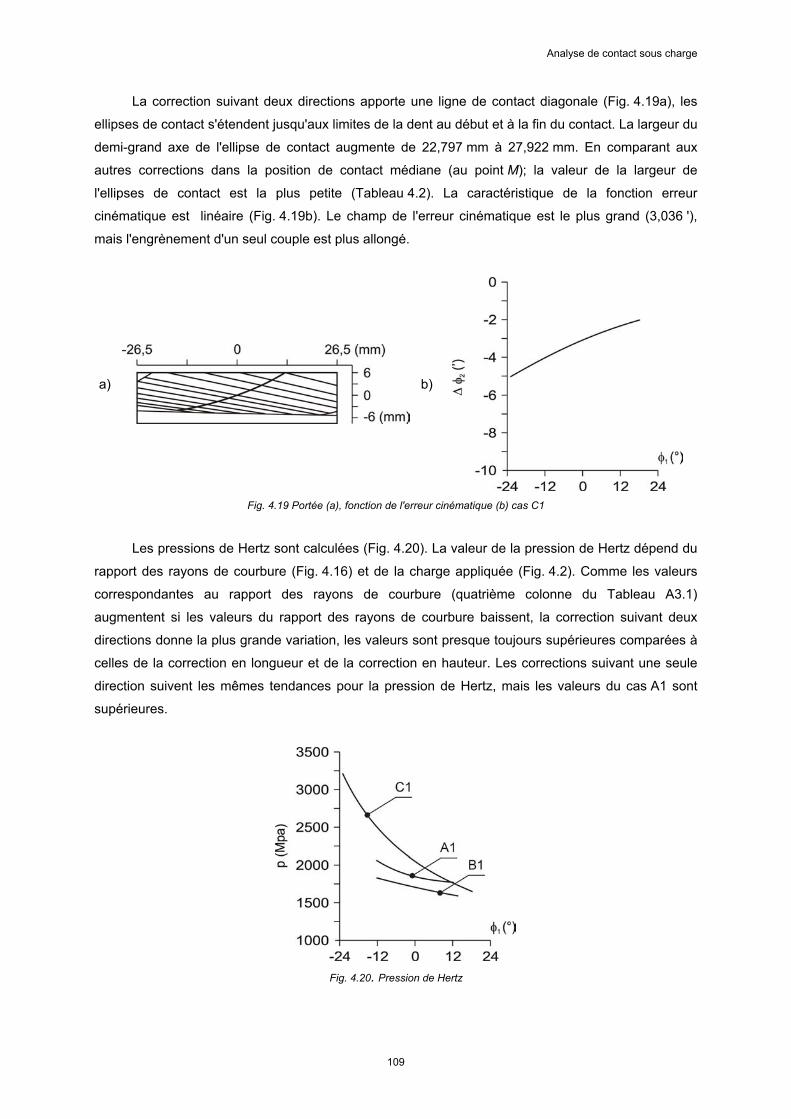
Analyse de contact sous charge
La correction suivant deux directions apporte une ligne de contact diagonale (Fig. 4.19a), les
ellipses de contact s'étendent jusqu'aux limites de la dent au début et à la fin du contact. La largeur du
demi-grand axe de l'ellipse de contact augmente de 22,797 mm à 27,922 mm. En comparant aux
autres corrections dans la position de contact médiane (au point M); la valeur de la largeur de
l'ellipses de contact est la plus petite (Tableau 4.2). La caractéristique de la fonction erreur
cinématique est linéaire (Fig. 4.19b). Le champ de l'erreur cinématique est le plus grand (3,036 '),
mais l'engrènement d'un seul couple est plus allongé.
a) b)
Fig. 4.19 Portée (a), fonction de l'erreur cinématique (b) cas C1
Les pressions de Hertz sont calculées (Fig. 4.20). La valeur de la pression de Hertz dépend du
rapport des rayons de courbure (Fig. 4.16) et de la charge appliquée (Fig. 4.2). Comme les valeurs
correspondantes au rapport des rayons de courbure (quatrième colonne du Tableau A3.1)
augmentent si les valeurs du rapport des rayons de courbure baissent, la correction suivant deux
directions donne la plus grande variation, les valeurs sont presque toujours supérieures comparées à
celles de la correction en longueur et de la correction en hauteur. Les corrections suivant une seule
direction suivent les mêmes tendances pour la pression de Hertz, mais les valeurs du cas A1 sont
supérieures.
Fig. 4.20. Pression de Hertz
109

Analyse de contact sous charge
4.6 CONCLUSION ET COMPARAISON DES RESULTATS
Des calculs statiques d'éléments finis ont été réalisés avec un modèle simplifié car la variation de la
densité du maillage et la modélisation de contact d'un couple de denture exigent un niveau d'analyse
et un nombre de calculs largement supérieur à celui réalisable dans le cadre de cette thèse. Ce
modèle d'éléments finis est issu de la génération de la denture. On a appliqué des fonctions de charge
identiques pour les calculs d'éléments finis et les calculs hertziens. La combinaison de ces calculs
donne un ordre grandeur l'ensemble des déformations de volume et de Hertz. Le couple mécanique
maximal introduit sur les dentures cause un très haut niveau d'erreur cinématique qui peut produire
une forte excitation en fonctionnement. Les tendances observées avec les contacts à vide sont
conservées d'une dent.
110
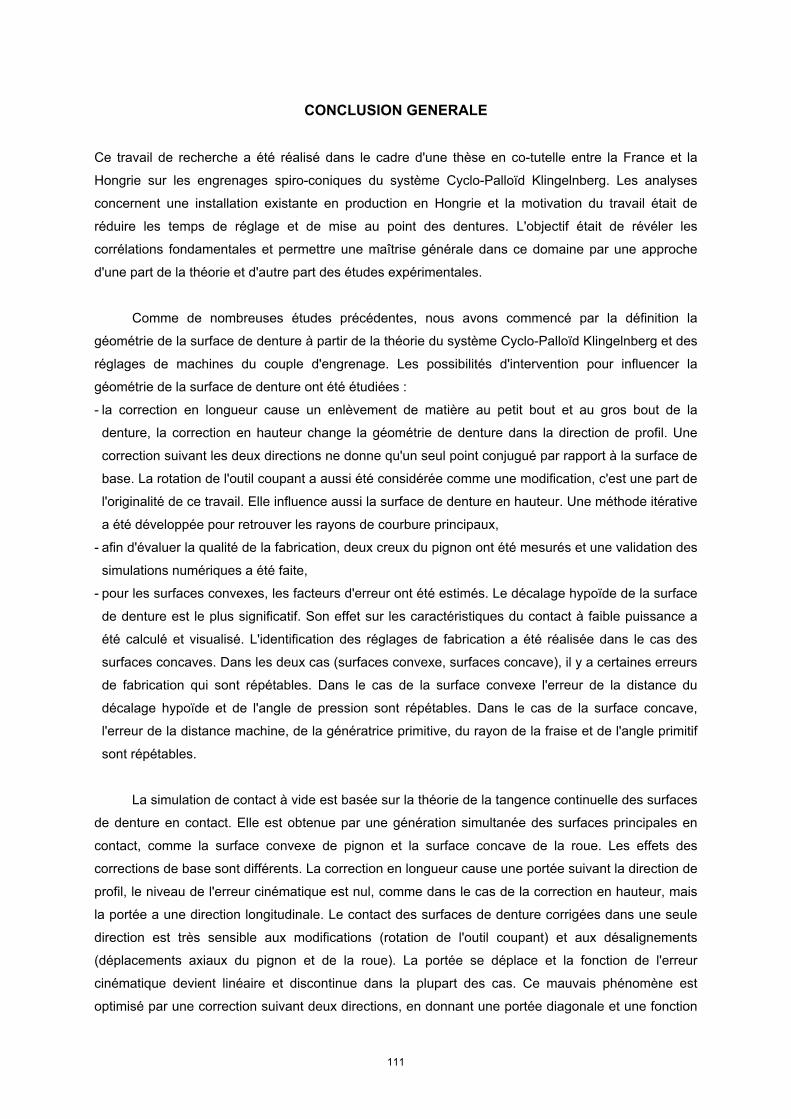
CONCLUSION GENERALE
Ce travail de recherche a été réalisé dans le cadre d'une thèse en co-tutelle entre la France et la
Hongrie sur les engrenages spiro-coniques du système Cyclo-Palloïd Klingelnberg. Les analyses
concernent une installation existante en production en Hongrie et la motivation du travail était de
réduire les temps de réglage et de mise au point des dentures. L'objectif était de révéler les
corrélations fondamentales et permettre une maîtrise générale dans ce domaine par une approche
d'une part de la théorie et d'autre part des études expérimentales.
Comme de nombreuses études précédentes, nous avons commencé par la définition la
géométrie de la surface de denture à partir de la théorie du système Cyclo-Palloïd Klingelnberg et des
réglages de machines du couple d'engrenage. Les possibilités d'intervention pour influencer la
géométrie de la surface de denture ont été étudiées :
- la correction en longueur cause un enlèvement de matière au petit bout et au gros bout de la
denture, la correction en hauteur change la géométrie de denture dans la direction de profil. Une
correction suivant les deux directions ne donne qu'un seul point conjugué par rapport à la surface de
base. La rotation de l'outil coupant a aussi été considérée comme une modification, c'est une part de
l'originalité de ce travail. Elle influence aussi la surface de denture en hauteur. Une méthode itérative
a été développée pour retrouver les rayons de courbure principaux,
- afin d'évaluer la qualité de la fabrication, deux creux du pignon ont été mesurés et une validation des
simulations numériques a été faite,
- pour les surfaces convexes, les facteurs d'erreur ont été estimés. Le décalage hypoïde de la surface
de denture est le plus significatif. Son effet sur les caractéristiques du contact à faible puissance a
été calculé et visualisé. L'identification des réglages de fabrication a été réalisée dans le cas des
surfaces concaves. Dans les deux cas (surfaces convexe, surfaces concave), il y a certaines erreurs
de fabrication qui sont répétables. Dans le cas de la surface convexe l'erreur de la distance du
décalage hypoïde et de l'angle de pression sont répétables. Dans le cas de la surface concave,
l'erreur de la distance machine, de la génératrice primitive, du rayon de la fraise et de l'angle primitif
sont répétables.
La simulation de contact à vide est basée sur la théorie de la tangence continuelle des surfaces
de denture en contact. Elle est obtenue par une génération simultanée des surfaces principales en
contact, comme la surface convexe de pignon et la surface concave de la roue. Les effets des
corrections de base sont différents. La correction en longueur cause une portée suivant la direction de
profil, le niveau de l'erreur cinématique est nul, comme dans le cas de la correction en hauteur, mais
la portée a une direction longitudinale. Le contact des surfaces de denture corrigées dans une seule
direction est très sensible aux modifications (rotation de l'outil coupant) et aux désalignements
(déplacements axiaux du pignon et de la roue). La portée se déplace et la fonction de l'erreur
cinématique devient linéaire et discontinue dans la plupart des cas. Ce mauvais phénomène est
optimisé par une correction suivant deux directions, en donnant une portée diagonale et une fonction
111
Conclusion générale
de l'erreur cinématique quasi-parabolique, le niveau de l'erreur cinématique résiste aux modifications
et aux désalignements.
La simulation des déplacements axiaux des pièces montre que l'erreur de montage dans le
sens du décalage hypoïde a le plus fort effet sur la localisation de la portée. La variation de l'angle
primitif modifie la ligne de contact, elle ne situe plus au milieu de la portée, ainsi la symétrie des
ellipses de contact n'est plus assurée. En conséquence, la méthode classique de Hertz ne sera pas
forcément appropriée au calcul de déformation, car elle considère que les ellipses de contact sont
symétriques. Les méthodes d'optimisation de la position diagonale de la portée et à la fois la maîtrise
du niveau de l'erreur cinématique ont été élaborées. Les portées des surfaces de denture sont
déterminées par un logiciel d'éléments finis, et comparées aux résultats des autres analyses.
Une mesure de la portée à faible puissance a été effectué à l'aide d'un banc d'essai afin de
réaliser une première validation de notre travail. Comme la géométrie de la denture gouverne les
caractères d'engrènement, l'erreur hypoïde de la surface de denture fait déplacer la portée vers le
gros bout. Les éventuelles erreurs de montage des pièces dans le banc d'essai sont aussi
déterminées.
Les études sous charge considèrent le rapprochement des surfaces de denture par la théorie
de Hertz et par un modèle d'éléments finis. Elles ont été limitées à un seul couple de denture. A cause
des fortes charges, les portées peuvent dépasser le bord de la denture et un niveau très haut de
l'erreur cinématique est obtenu. Les déplacements intérieurs des points de référence sont plus grands
que ceux des points extrêmes. On peut constater que la variation des caractéristiques d'engrènement,
les déplacements des points de référence et la variation de la pression de Hertz dépendent des effets
de cumul de la géométrie et la fonction de la charge. Les pressions de Hertz sont aussi calculées.
Les études dans le domaine des engrenages spiro-coniques sont devenues plus en plus
complexes. Ce travail a permis de comprendre l'influence des paramètres de réglage de machine de
taillage. Par ailleurs, une première étude des conditions de fonctionnement a été réalisée. Dans un
cas plus général, il serait nécessaire d'étudier les conditions de contact sous charge par un modèle
d'éléments finis sophistiqué. En outre, des mesures statiques sur le banc d'essai par les jauges de
déformation seront efficaces de comprendre la répartition de charge dans des positons différentes de
contact. Ainsi, les résultats analytiques pourront être comparés aux résultats expérimentaux. Un
système intégré informatique devrait permettre à terme d'intégrer les divers sous-domaines, d'une part
donnant une vérification rapide de la qualité de la fabrication, d'autre part une analyse profonde de la
géométrie avec un modèle d'éléments finis sophistiqué, et une analyse expérimentale avec des
mesures dynamiques sur banc d'essais.
112
REFERENCES BIBLIOGRAPHIQUES
PUBLICATION PROPRE
[1] LELKES M., PLAY D., MÁRIALIGETI J. Cutting parameters definition for Klingelnberg spiral
bevel gears optimization. vol 1. Fukuoka : The JSME International Conference on Motion and
Power Transmissions MPT2001-Fukuoka, 2001. p 375-380.
[2] LELKES M., PLAY D., MÁRIALIGETI J. Ívelt fogazatú kúpkerekek érintkezési viszonyainak
numerikus analízise. Gép, 2000, vol 51, n° 10, p 37-42.
[3] MÁRIALIGETI J., CSEKE J., LELKES M. Connection of some cutting parameters with tooth
surface modification in case of epicycloidal spiral bevel gears. vol 2. Budapest : Proceedings of
Second Conference on Mechanical Engineering, 2000. p 587-591.
[4] MÁRIALIGETI J., CSEKE J., LELKES M. Methods for obtaining localised contact pattern in case
of spiral bevel gears. Baia Mare : The International Meeting of the Carpathian Region Specialists
in the Field of Gears, 2000. p 186-191.
[5] MÁRIALIGETI J., CSEKE J., LELKES M. Egyes fogazási paraméterek hatása a fogfelületre,
epiciklois ívű kúpkerék fogazat esetén. Gép, 1999, vol 50, n° 11, p 74-78.
OUVRAGE
[6] BRONSTEIN I.N., SEMENDIAEV K.A. Aide-mémoire de mathématiques. Paris : Eyrolles, 1985.
p 935.
[7] HENRIOT G. Engrenages conception fabrication mise en œuvre. Paris : Dunod, 1999. p 875.
[8] LITVIN F.L. Theory of gearing. Cleveland, Ohio : Nasa Reference Publication 1212, 1989. p 670.
[9] LITVIN F.L. A fogaskerékkapcsolás elmélete. Budapest : Műszaki Könyvkiadó, 1972. p 605.
[10] MUTTNYÁNSZKY Á. Szilárdságtan. Budapest : Műszaki Könyvkiadó, 1981. p 743.
[11] POPPER GY., CSIZMÁS F. Numerikus módszerek mérnököknek. Budapest : Typotex-Akadémiai
Kiadó, 1993. Gauss-szelőmódszer, p 163-164.
[12] TIMOSHENKO S., GOODIER J.N. Théorie de l'élasticité. Paris et Lieges : Libraire Polytechnique
Ch. Béranger, 1961. Pressoin au coantact de deux corps. Cas le plus général, p 406-411.
[13] MARC Reference Library. USA : MARC Analysis Research Corporation, 1997. pagination
multiple.
COMPTE-RENDU DE CONGRES
[14] BARD C., REMOND D., PLAY D. Dynamic transmission error of cylindrical gears comparison of
experimental measurement and numerical calculation. San Diego, California : Proceedings of 7th
International Power Transmission and Gearing Conference, 1996. p 219-225.
113
Références bibliographiques
[15] BÖRNER J. Very efficient calculation of the load distribution on external gear sets- the method
and applications of the program LVR. San Diego, California : Proceedings of 7th International
Power Transmission and Gearing Conference, 1996. p 219-225.
[16] BROUSSEAU J., GOSSELIN C., CLOUTIER L. Reference point, mesh stiffness, and gear
dynamic models. Newcastle upon Tyne : Proceedings of the 1994 International Gearing
Conference, 1994. p 139-144.
[17] FALAH B., CLOUTIER L., GOSSELIN C. Experimental study of the load distribution of spiral
bevel gears. Newcastle upon Tyne : Proceedings of the 1994 International Gearing Conference,
1994. p 335-340.
[18] GOSSELIN C., GINGRAS D., BOUSSEAU J., GAKWAYA. A. A review of the current contact
stress and deformation formulations compared to finite element analysis. Newcastle upon Tyne :
Proceedings of the 1994 International Gearing Conference, 1994. p 155-160.
[19] LEWICKI D., HANDSCHUH R.F., HENRY Z.S., LITVIN F.L. Improvements in spiral-bevel gears
to reduce noise and increase strength. Newcastle upon Tyne : Proceedings of the 1994
International Gearing Conference, 1994. p 341-346.
[20] TAMURA H., KAVASAKI K., NAKANO Y. Method for inspection of spiral bevel gears in
Klingelnberg cyclo-palloid system. Newcastle upon Tyne : Proceedings of the 1994 International
Gearing Conference, 1994. p 305-310.
ARTICLE DE PERIODIQUE
[21] BIBEL G.D., KUMAR A., REDDY S., HANDSCHUH R.F. Contact stress analysis of spiral bevel
gears using finite element analysis. Journal of Mechanical Design, 1995, vol 117, p 235-239.
[22] FALAH B., GOSSELIN C., CLOUTIER L. Experimental and numerical investigation of the
meshing cycle and contact ratio in spiral bevel gears. Mechanism and Machine Theory, 1998, vol
33, n° 1/2, p 21-37.
[23] FENG P.-H., LITVIN F.L., TOWNSEND D.P., HANDSCHUH R.F. Determination of principal
curvatures and contact ellipse for profile crowed helical gears. Journal of Mechanical Design,
1999, vol 121, p 107-111.
[24] FONG Z.-H. Mathematical model of universal hypoid generator with supplemental kinematic flank
correction motion. Journal of Mechanical Design, 2000, vol 122, p 136-142.
[25] FONG Z.-H., TSAY C.-B. The undercutting of circular-cut spiral bevel gears. Journal of
Mechanical Design, 1992, vol 114, p 317-325.
[26] FONG Z.-H., TSAY C.-B. Kinematical optimization of spiral bevel gears. Journal of Mechanical
Design, 1992, vol 114, p 498-506.
[27] FONG Z.-H., TSAY C.-B. A study on the tooth geometry and cutting machine mechanisms of
spiral bevel gears. Journal of Mechanical Design, 1991, vol 113, p 346-351.
[28] GOSSELIN C., GUERTIN T., REMOND D., JEAN Y. Simulation and experimental measurement
of the transmission error of real hypoid gears under load. Journal of Mechanical Design, 2000,
vol 122, p 109-122.
114
[29] GOSSELIN C., NONAKA T., SHIONO Y. et al. Identification of the machine settings of real
hypoid gear tooth surfaces. Journal of Mechanical Design, 1998, vol 120, p 599-605.
[30] GOSSELIN C., GAGNON P., CLOUTIER L. Accurate tooth stiffness of spiral bevel gear teeth by
finite strip method. Journal of Mechanical Design, 1998, vol 120, p 599-605.
[31] GOSSELIN C., CLOUTIER L., NGUYEN Q.D. A general formulation for the calculation of the
load sharing and transmission error under load of spiral bevel and hypiod gears. Mechanism and
Machine Theory, 1995, vol 30, n° 3, p 433-450.
[32] GOSSELIN C., CLOUTIER L. The generating space for parabolic motion error spiral bevel gears
cut by the Gleason method. Journal of Mechanical Design, 1993, vol 115, p 483-489.
[33] HANDSCHUCH R.F., BIBEL G.B. Experimental and analytical study of aerospace spiral bevel
gear tooth fillet stresses. Journal of Mechanical Design, 1999, vol 121, p 565-572.
[34] HONDA S. Rotation vibration of helical gear pair with modified tooth surfaces. JSME International
Journal, 1993, vol 36, n° 1, p 125-134.
[35] KAVASAKI K., TAMURA H. Duplex spread blade method for cutting hypoid gears with modified
tooth surface. Journal of Mechanical Design, 1998, vol 120, p 441-447.
[36] KUBO A., TARUTANI I, GOSSELIN C. et al. A computer based approach for evaluation of
operating performances of bevel and hypoid gears. JSME International Journal, 1997, vol 40, n°
4, p 749-758.
[37] LIN C.-Y., TSAI C-H., FONG Z.-H. Computer-aided manufacturing of spiral bevel and hypoid
gears with minimum surface-deviation. Mechanism and Machine Theory, 1998, vol 33, n° 6,
p 785-803.
[38] LIN C.-Y., TSAI C.-H., FONG Z.-H. Mathematical model of spiral bevel and hypoid gears
manufactured by the modified roll method. Mechanism and Machine Theory, 1997, vol 32, n° 2,
p 121-136.
[39] LITVIN F.L., CHEN J.-S., LU J., HANDSCHUH R.F. Application of finite element analysis for
determination of load share, real contact ration, precision of motion, and stress analysis. Journal
of Mechanical Design, 1996, vol 118, p 561-567.
[40] LITVIN F.L., WANG J.C., HANDSCHUH R. F., Computerized design and analysis of face-milled,
uniform tooth height spiral bevel gears drives. Journal of Mechanical Design, 1996, vol 118,
p 573-579.
[41] LITVIN F.L., KUAN C., WANG J.C. et al. Minimization of deviations of gear real tooth surfaces
determined by coordinates measurements. Journal of Mechanical Design, 1993, vol 115, p 995-
1001.
[42] LITVIN F.L., ZANG Y., KIEFFER J., HANDSCHUH R.F. Identification and minimization of
deviations of real gear tooth surfaces. Journal of Mechanical Design, 1991, vol 113, p 55-61.
[43] LITVIN F. L., ZANG Y., LUNDY M., HEINE C. Determination of settings of a titled head cutter for
generation of hypoid and spiral bevel gears. Journal of Mechanism, Transmission, and
Automation in Design, 1988, vol 110, p 495-500.
115
Références bibliographiques
[44] LITVIN F. L., TSUNG W.-J., COY J. J., HEINE C. Method for generation of spiral bevel gears
with conjugate gear tooth surfaces. Journal of Mechanism, Transmission, and Automation in
Design, 1987, vol 109, p 163-170.
[45] MARK W. D. An extremum principle for computation of the zone of tooth contact and generalized
transmission error of spiral bevel gears. Journal of Mechanism, Transmission, and Automation in
Design, 1988, vol 110, p 211-220.
[46] MARK W.D. The generalized transmission error of spiral bevel gears. Journal of Mechanism,
Transmission, and Automation in Design, 1987, vol 109, p 275-282.
[47] OCH R. Gear and spline measuring abilities at shop floor. VDI, 1996, n° 1230, p 647-659.
[48] RAMAMURTI V., NAYAK H., VIJAYENDRA, SUJATHA C. Static and dynamic analysis of spur
and bevel gears using FEM. Mechanism and Machine Theory, 1998, vol 33, n° 8, p 1177-1193.
[49] ROHMERT J. Verzahnnen. VDI, 1993, vol 135, n° 11-12, p 74-82.
[50] SENTOKU H. Load distribution and tooth root stress of bevel gears. JSME International Journal,
1999, vol 42, n° 2, p 404-409.
[51] STADTFELD H.J., GAISER U. The ultimate motion graph. Journal of Mechanical Design, 2000,
vol 122, p 317-322.
[52] VAIDYANATHAN S., BUSBY H.R., HOUSER D.R. A numerical approach to the static analysis of
an annular sector mindlin plate with applications to bevel gear design. Computers & Structures,
1994, vol 51, n° 3, p 255-266.
[53] WINTER H., MICHAELIS K., VOLLHÜTER F. Grübchen- und Zahnfußtragfälihgkeit von
Kegelraden mit ohne Achsversetzung. Antriebstechnik, 1996, vol 32, n° 6, p 64-70.
[54] ZHANG Y., LITVIN F.L., HANDSCHUH R.F. Computerized design of low-noise face-milled spiral
bevel gears. Mechanism and Machine Theory, 1995, vol 30, n° 8, p 1171-1178.
[55] ZHANG Y., LITVIN F.L., MARUYAMA N. et al. Computerized analysis of meshing and contact of
real gear tooth surfaces. Journal of Mechanical Design, 1994, vol 116, p 677-682.
THESE
[56] DALMAZ G. Le film mince visqueux dans les contacts hertziens en régimes hydrodynamique et
élastohydrodynamique. Thèse de Doctorat d'Etat 'es Sciences : Université Claude Bernard de
Lyon, 1979. p 221.
[57] MADROSKY D. Conception des engrenages spiro-coniques géométrie et simulation du
comportement. Thèse de Doctorat Ingénieur : Institut National des Sciences Appliquées de Lyon,
1987. p 169.
116
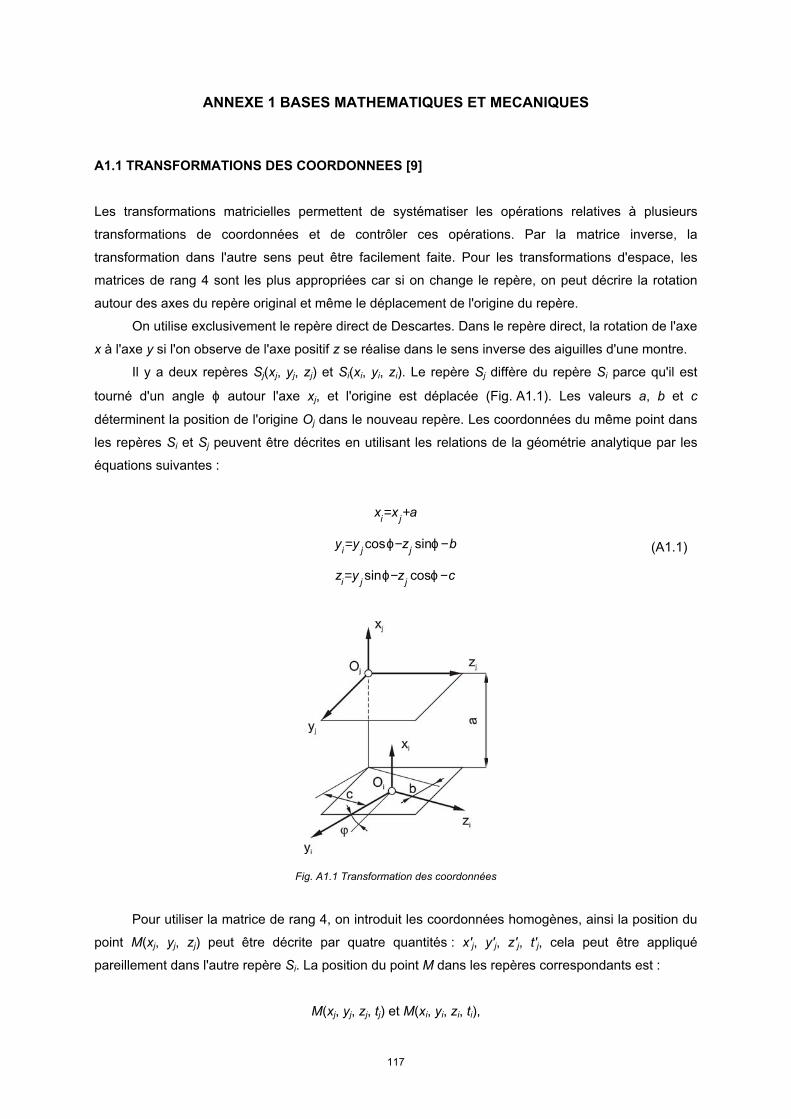
ANNEXE 1 BASES MATHEMATIQUES ET MECANIQUES
A1.1 TRANSFORMATIONS DES COORDONNEES [9]
Les transformations matricielles permettent de systématiser les opérations relatives à plusieurs
transformations de coordonnées et de contrôler ces opérations. Par la matrice inverse, la
transformation dans l'autre sens peut être facilement faite. Pour les transformations d'espace, les
matrices de rang 4 sont les plus appropriées car si on change le repère, on peut décrire la rotation
autour des axes du repère original et même le déplacement de l'origine du repère.
On utilise exclusivement le repère direct de Descartes. Dans le repère direct, la rotation de l'axe
x à l'axe y si l'on observe de l'axe positif z se réalise dans le sens inverse des aiguilles d'une montre.
Il y a deux repères Sj(xj, yj, zj) et Si(xi, yi, zi). Le repère Sj diffère du repère Si parce qu'il est
tourné d'un angle ϕ autour l'axe xj, et l'origine est déplacée (Fig. A1.1). Les valeurs a, b et c
déterminent la position de l'origine Oj dans le nouveau repère. Les coordonnées du même point dans
les repères Si et Sj peuvent être décrites en utilisant les relations de la géométrie analytique par les
équations suivantes :
axx ji +=
bzyy jji −ϕ−ϕ= sincos
czyz jji −ϕ−ϕ= cossin
(A1.1)
Fig. A1.1 Transformation des coordonnées
Pour utiliser la matrice de rang 4, on introduit les coordonnées homogènes, ainsi la position du
point M(xj, yj, zj) peut être décrite par quatre quantités : x'j, y'j, z'j, t'j, cela peut être appliqué
pareillement dans l'autre repère Si. La position du point M dans les repères correspondants est :
M(xj, yj, zj, tj) et M(xi, yi, zi, ti),
117

Annexes
où tj= ti. En considérant les nouvelles désignations, les équations (A1.1) peuvent être décrites dans
les formes suivantes :
atxx jji +=
btzyy jjji −ϕ−ϕ= sincos
ctzyz jjji −ϕ−ϕ= cossin
(A1.2)
Les coefficients devant les coordonnées xj, yj, zj, tj peuvent être décrits comme des éléments
d'une matrice dans les expressions xi, yi, zi, ti :
1000cossin0sincos0001
cba
ij −ϕϕ−ϕ−ϕ=M (A1.3)
Dans matrice Mij, les indices "ij" montrent que la transformation est effectuée au repère Si du
repère Sj. Si le point est donné dans une forme vectorielle alors la transformation sous une forme
réduite est la suivante :
jiji rMr ⋅= (A1.4)
où ri et rj sont les matrices colonnes des vecteurs de position du même point dans les repères Si et Sj
A1.2 RAYONS DE COURBURE SURFACIQUES [6]
Si la surface est donnée sous la forme paramétrique r=r(u,v) les rayons de courbure sont calculés par
les équations suivantes dans le point surfacique P :
uu ∂
∂= rr (A1.5)
vv ∂
∂= rr (A1.6)
La normale n en P au plan tangent est définie par :
CBA
uv =×= rrn (A1.7)
Les valeurs R1 et R2, rayons de courbure principaux de la surface en P vérifient :
118
)2,1(222 =++ρ= iCBAR ii (A1.8)
où ρ1 et ρ2 sont les racines de l'équation de second degré en ρ :
( ) ( )( ) 0''2' =−ρ−ρ−−ρ GDEDFD (A1.9)
où
uuE rr ⋅= , , vv rr ⋅=G vuF rr ⋅=
2
2
uD
∂∂= rn , vuD ∂∂
∂= rn2
' , 2
2''
v∂∂= rnD
Remarques :
- racines ρ1 et ρ2 de l'équations sont toujours réelles,
- rayons de courbure calculés sont positifs si le centre de courbure est à l'intérieur du solide
correspondant et sont négatifs dans le cas contraire.
A1.3 METHODE DE GAUSS [11]
Considérons la solution de moindres carrés du système d'équations non linéaire,
( ) nmRRff mn ≥→= ,:,0x (A1.10)
soit la minimalisation de l'équation de n variables
( ) ( ) ( ) ( )xxxx fffF T== 2 (A1.11)
Dans les applications, la fonction est réalisée par une procédure de logiciel qui demande
beaucoup de temps de calcul, et assez souvent les dérivées de la fonction f ne sont pas à disposition,
ou alors elles sont calculées difficilement. C'est pour cela que les méthodes sans dérivées sont
appliquées à la minimalisation de la fonction (A1.11).
( )xx f→
En comparant les méthodes sans dérivées, la méthode de Gauss apparaît la plus économique
car le vecteur de minimalisation a besoin d'un nombre de calculs inférieur au moins d'une grandeur
que celui des autres méthodes comparées.
Les désignent les approches connues du vecteur de minimalisation x* de la fonction
F(x) de l'équation (A1.11). Un plan en deux dimensions peut être posé sur trois points qui ont les
vecteurs de position r
11 ,, +nxx …
k, k=1,2,3. L'équation de ce plan est :
( ) ( ) 2131121 qq rrrrrr −+−+=
119

Annexes
Pareillement, un plan de n dimensions peut être posé sur le nombre n+1 de points
( ) ( ) m
kn
kk
kk RfRnkf ∈∈+=
= xxx
xr ,,1,,1, …
L'équation de ce plan est :
( ) ( ) ( ) ( ) ( ) ( ) n
n
n qffqfffy
−−++
−−+
=
+
+
11
111
12
12
1
1xx
xxxx
xxx
xx
x … (A1.12)
On interprète avec cette équation une fonction affine et d'interpolation qui est
l'approximation de la fonction f(x) non linéaire. C'est pourquoi la fonction F(x) non linéaire de
l'équation (A1.11) est remplaçable par une fonction quadratique et de n variables :
mn RRy →:
( ) ( ) ( )xxx yyy T=2
Le vecteur de minimalisation de cette fonction quadratique et de n variables est l'approximation
suivante et de xn+2 du vecteur de minimalisation x* de la fonction F(x) de l'équation (A1.12).
La deuxième équation (A1.11) peut être exprimée sous la forme suivante :
( ) [ ] ,,,,, 11T
nqqf ==⋅−= qxbqAby
( ) ( ) ( ) ( )[ ]1121 ,, +×−−= nnmffff xxxxA … (A1.13)
Ainsi la fonction quadratique à minimiser sera la suivante :
( )( ) ( ) ( qAbqAbqxy ⋅−⋅−= T2 ) (A1.14)
L'approximation recherchée, qui est le vecteur
( ) 121112 1 ++ ++−−−= nnnn xqxqxqqx ……
est obtenue de la première équation (A1.12).
Ainsi, on a terminé le premier pas de l'itération qui est à la base de la méthode de Gauss.
Dans le calcul d'une nouvelle approximation, il faut connaître encore les n+1 vecteurs
d'approximation. Entre les n+2 vecteurs disponibles, il faut en négliger un. Pratiquement, on néglige le
vecteur qui a la valeur de fonction (A1.11) ou celui qui a été calculé le moins récemment.
Dans tous les pas de la méthode de Gauss, comme itération il faut minimiser la fonction (A1.14)
selon le vecteur q, c'est-à-dire déterminer les solutions de moindres carrés du système d'équations
120
algébriques linéaire surdéterminé . Si le rang r de la matrice A de type m est
inférieur à n, alors la solution de moindre carré q n'est pas évidente mais elle pourrait être évidente si
on choisit, entre les solutions q, celle de q* qui a la plus petite norme d'Euclide. On se rend à
l'évidence que si on fait la décomposition de la matrice A selon les valeurs singulières, alors
bqA =⋅ ( nmn ≥× )
bUVq ⋅⋅Σ⋅= + T* (A1.15)
où +Σ est une matrice diagonale de ordre n.
La propriété élémentaire de la méthode de Gauss est que la matrice A de l'équation (A1.13) se
dirige vers une matrice nulle. A proximité du vecteur x* qui minimise la fonction (A1.11),
l'indépendance des colonnes de la matrice A se dégrade progressivement, ainsi la matrice A devient
singulière. Cela n'empêche pas le fonctionnement de la méthode Gauss, si on applique la corrélation
(A1.15), basée sur la décomposition de la matrice A selon les valeurs singulières, pour déterminer les
solutions de moindres carrés du système d'équations algébriques linéaire
nmRR mn ≥→=⋅ ,:, AbqA
autrement pour minimiser la fonction quadratique (A1.15).
Car on fait une déflation sur le numéro de condition de la matrice A, ce numéro de condition est
changé de σ1/σn à σ1/σr où σ1 σn et σr sont les valeurs singulières : la plus grande, la plus petite et la
plus petite positive de la matrice A. Cette procédure marche jusqu'à ce que la matrice A soit une
matrice nulle, mais pendant ce temps on a déjà obtenu la solution.
A1.4 VITESSE RELATIVE [8]
En considérant deux corps 1 et 2 qui tournent autour d'axes concourants avec des vitesses de rotation
ω1 et ω2 respectivement (Fig. A1.2). Les axes forment un angle g, et la plus petite distance entre eux
est C. Nous supposons que le point M est un point commun des corps en rotation. La vitesse v1 du
point M du corps 1 :
111 rv ×=ϖ (A1.16)
où r1 est le vecteur de position entre le point M et un point arbitraire de la ligne d'action de ω1.
Similairement :
222 ρϖ ×=v (A1.17)
où ρ2 est le vecteur de position entre le point M et un point arbitraire de la ligne d'action de ω2. La
vitesse relative v12 est :
121
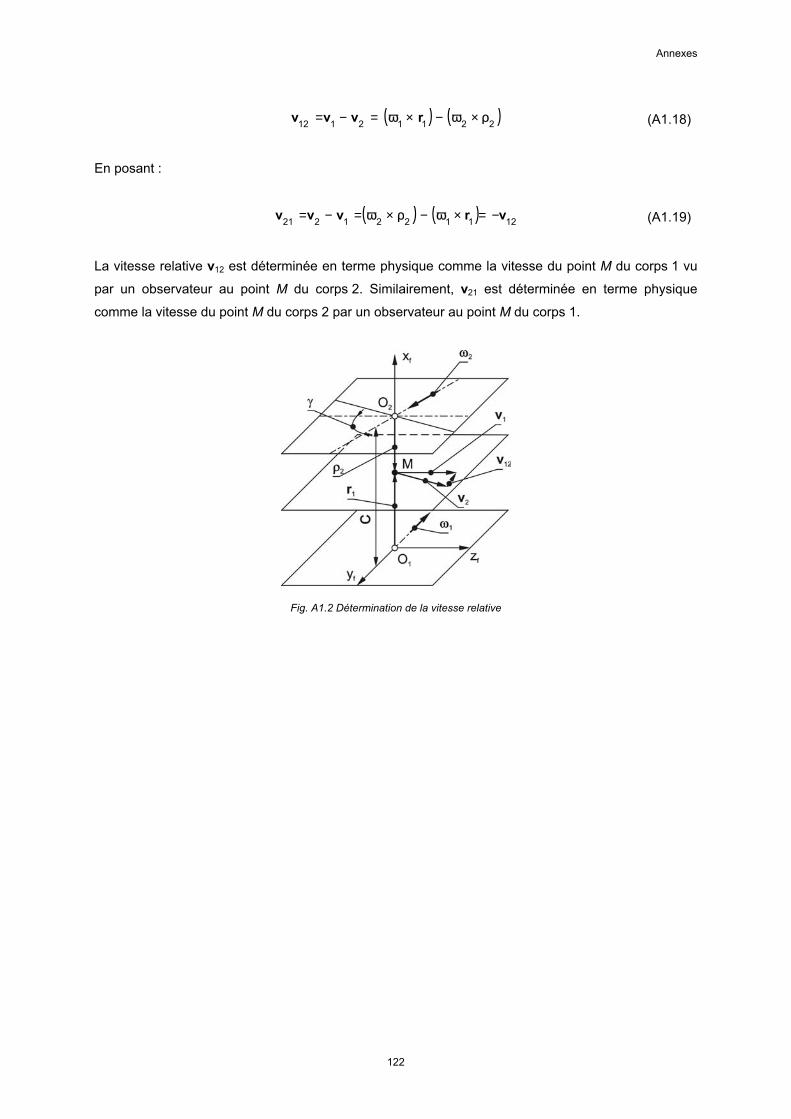
Annexes
( ) ( )22112112 ρϖϖ ×−×=−= rvvv (A1.18)
En posant :
( ) ( ) 1211221221 vrvvv −=×−×=−= ϖρϖ (A1.19)
La vitesse relative v12 est déterminée en terme physique comme la vitesse du point M du corps 1 vu
par un observateur au point M du corps 2. Similairement, v21 est déterminée en terme physique
comme la vitesse du point M du corps 2 par un observateur au point M du corps 1.
Fig. A1.2 Détermination de la vitesse relative
122

ANNEXE 2 METHODES DE GENERATION DE DENTURE [8] La géométrie de la surface de denture est basée sur la condition nécessaire et suffisante de
l'existence d'une enveloppe qui est élaborée par la géométrie différentielle classique. Ces méthodes,
bien sûr, sont utilisables, mais la solution peut être substantiellement simplifiée si la méthode
cinématique de détermination de l'enveloppe est appliquée. On considère que les surfaces sont
données sous forme paramétrique :
( ) ( ) baGuuCu <φ<∈θ≠θ∂∂×∂
∂∈φθ ,0,, 2212
rrr (A2.1)
L'équation de génération (equation of meshing) est présentée sous forme :
( ) 0,, 222222 =∂φ∂
φ∂∂+∂
θ∂θ∂
∂+∂∂
∂∂=
φ∂
∂θ∂
∂∂∂=φθ ttt
uuuuf rrrrrr (A2.2)
L'équation (A2.1), avec le paramètre fixé φ, représente une seule surface Σ1. La normale à la surface
dans le repère S2 est :
θ∂
∂×∂∂= 22
2rrn u (A2.3)
Le vecteur représente la vitesse vθ∂∂ /2r 12(1) du point fixé M1 sur la surface Σ1 en respectant le point
M2 de l'enveloppe Σ2. Les points M1 et M2 sont coïncidents et forment le point commun M qui est le
point tangent des surfaces Σ1 et Σ2. Indice 2 dans v12(2) signifie que ce vecteur de vitesse est présenté
dans le repère S2.
L'équation de génération (A2.2) pourrait être présentée comme :
( ) 02122 =⋅=φθ )(,,uf vn (A2.4)
L'égalité de cette somme scalaire à zéro est une propriété non variable sous le repère appliqué. En
replaçant l'équation (A2.4), on peut appliquer l'équation avec les vecteurs exprimés par les
composants du repère S1 :
( ) 01121 =⋅=φθ )(,,uf vn (A2.5)
où n1 est la normale unitaire commune des surfaces dans le point contact et v12 est la vitesse relative.
Il y un cas particulier quand les pièces menante et menée tournent autour un axe parallèle ou et
concourant et la vitesse relative est un mouvement rotatif autour d'un axe instantané (voir Annexe
A1.4). La vitesse relative est :
123
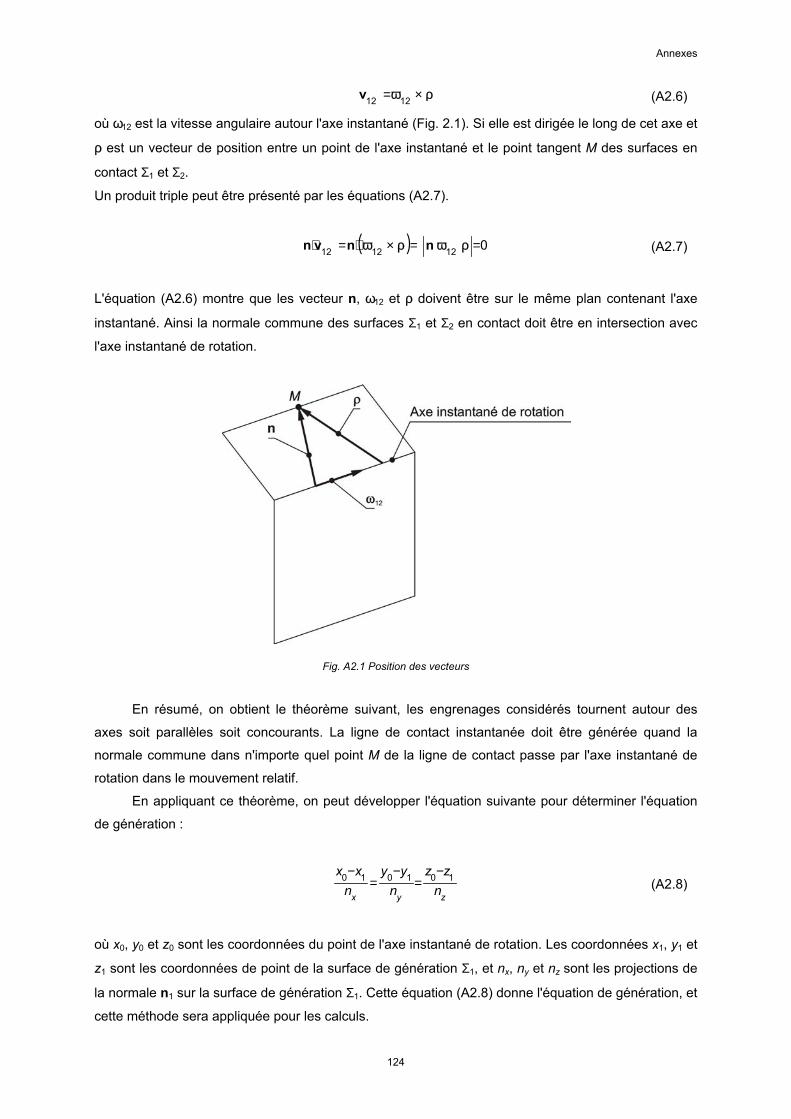
Annexes
ρϖ ×= 1212v (A2.6)
où ω12 est la vitesse angulaire autour l'axe instantané (Fig. 2.1). Si elle est dirigée le long de cet axe et
ρ est un vecteur de position entre un point de l'axe instantané et le point tangent M des surfaces en
contact Σ1 et Σ2.
Un produit triple peut être présenté par les équations (A2.7).
( ) 0121212 ==×⋅=⋅ ρϖρϖ nnvn (A2.7)
L'équation (A2.6) montre que les vecteur n, ω12 et ρ doivent être sur le même plan contenant l'axe
instantané. Ainsi la normale commune des surfaces Σ1 et Σ2 en contact doit être en intersection avec
l'axe instantané de rotation.
Fig. A2.1 Position des vecteurs
En résumé, on obtient le théorème suivant, les engrenages considérés tournent autour des
axes soit parallèles soit concourants. La ligne de contact instantanée doit être générée quand la
normale commune dans n'importe quel point M de la ligne de contact passe par l'axe instantané de
rotation dans le mouvement relatif.
En appliquant ce théorème, on peut développer l'équation suivante pour déterminer l'équation
de génération :
zyx nzz
nyy
nxx 101010 −
=−
=−
(A2.8)
où x0, y0 et z0 sont les coordonnées du point de l'axe instantané de rotation. Les coordonnées x1, y1 et
z1 sont les coordonnées de point de la surface de génération Σ1, et nx, ny et nz sont les projections de
la normale n1 sur la surface de génération Σ1. Cette équation (A2.8) donne l'équation de génération, et
cette méthode sera appliquée pour les calculs.
124
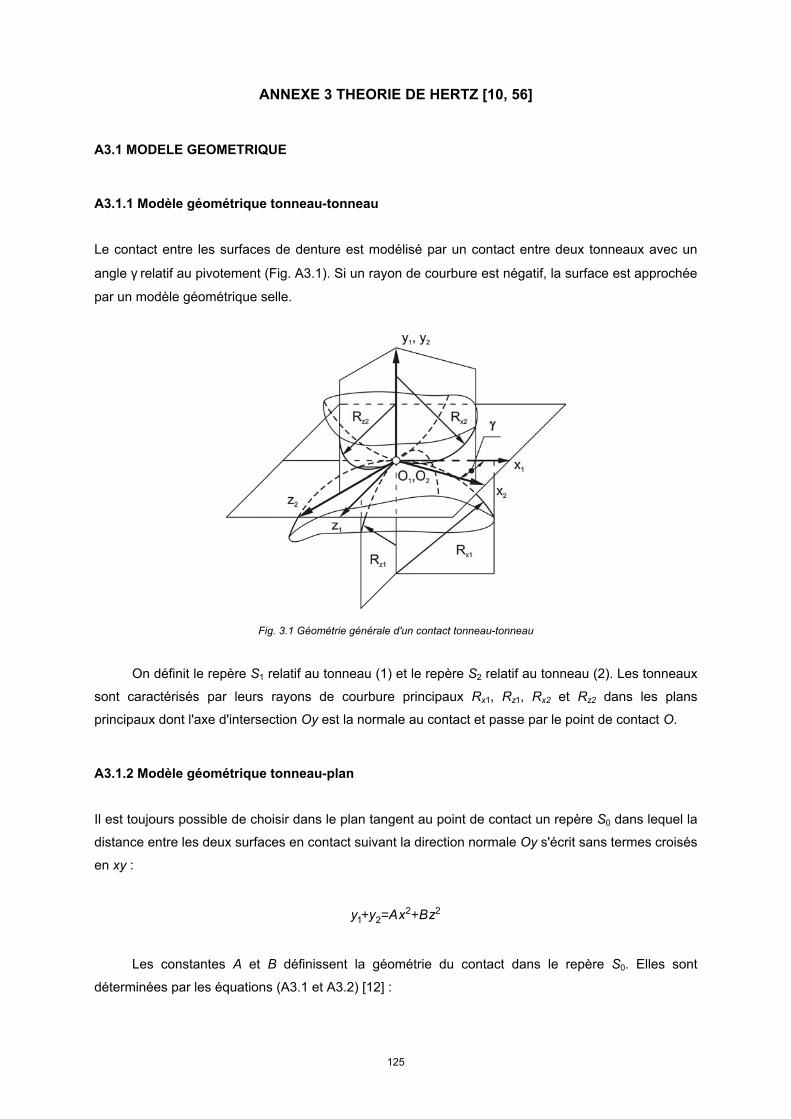
ANNEXE 3 THEORIE DE HERTZ [10, 56]
A3.1 MODELE GEOMETRIQUE
A3.1.1 Modèle géométrique tonneau-tonneau
Le contact entre les surfaces de denture est modélisé par un contact entre deux tonneaux avec un
angle γ relatif au pivotement (Fig. A3.1). Si un rayon de courbure est négatif, la surface est approchée
par un modèle géométrique selle.
Fig. 3.1 Géométrie générale d'un contact tonneau-tonneau
On définit le repère S1 relatif au tonneau (1) et le repère S2 relatif au tonneau (2). Les tonneaux
sont caractérisés par leurs rayons de courbure principaux Rx1, Rz1, Rx2 et Rz2 dans les plans
principaux dont l'axe d'intersection Oy est la normale au contact et passe par le point de contact O.
A3.1.2 Modèle géométrique tonneau-plan
Il est toujours possible de choisir dans le plan tangent au point de contact un repère S0 dans lequel la
distance entre les deux surfaces en contact suivant la direction normale Oy s'écrit sans termes croisés
en xy :
2221 zBxAyy +=+
Les constantes A et B définissent la géométrie du contact dans le repère S0. Elles sont
déterminées par les équations (A3.1 et A3.2) [12] :
125
Annexes
+++=+
2211
111121
zxzx RRRRBA (A3.1)
( )
21
2211
2
22
2
112cos111121111
21
γ
−
−+
−+
−=−
zxzxzxzx RRRRRRRRBA (A3.2)
Le repère S0 est obtenu par une rotation d'angle α à partir du repère S1. Cet angle α est connu de
l'expression :
( )( )
( )γ
−+
−
γ
−=α
21111
2sin11
2tan
2211
22
scoRRRR
RR
zxzx
zx (A3.3)
A3.2 DEFORMATION DES SURFACES AU CONTACT, DEFORMATION DE HERTZ
Nous traitons le cas d'un contact statique à partir de la théorie de Hertz. La géométrie générale d'un
contact hertzien élastique soumis à une charge normale a été définie dans le système d'axes
particuliers S0 par les courbures A et B. Les courbures A et B étant constantes et de même signe, tous
les points correspondant à une distance y constante se trouvent sur une ellipse. En conséquence, une
force appliquée suivant la direction normale au contact Oy donne une surface de contact en forme
d'ellipse définie par ses demi-axes a et c suivant Ox et Oz. La distance entre les deux surfaces du
contact suivant la direction normale Oy s'écrit :
22 zBxAy += (A3.4)
ou encore :
zx Rz
Rxy 22
22+= (A3.5)
d'où :
ARx 21= , Bz 2
1=R
On considère que les caractéristiques des matériaux, le coefficient de Poisson (ν=0,3), le
module d'élasticité d'Young (E=2,1·105 Mpa), sont identiques. Le module d'élasticité total :
126
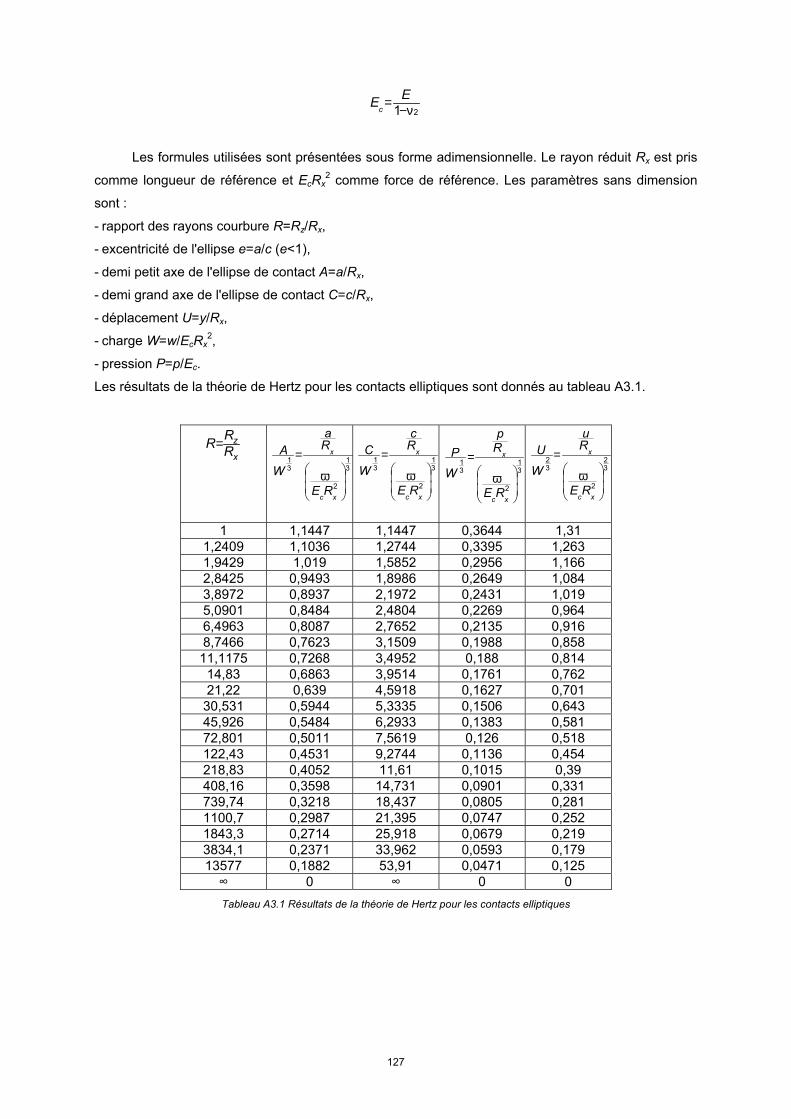
21 ν−= EE
c
Les formules utilisées sont présentées sous forme adimensionnelle. Le rayon réduit Rx est pris
comme longueur de référence et EcRx2 comme force de référence. Les paramètres sans dimension
sont :
- rapport des rayons courbure R=Rz/Rx,
- excentricité de l'ellipse e=a/c (e<1),
- demi petit axe de l'ellipse de contact A=a/Rx,
- demi grand axe de l'ellipse de contact C=c/Rx,
- déplacement U=y/Rx,
- charge W=w/EcRx2,
- pression P=p/Ec.
Les résultats de la théorie de Hertz pour les contacts elliptiques sont donnés au tableau A3.1.
x
zRRR=
31
2
31
ϖ
=
xc
x
RE
Ra
W
A
31
2
31
ϖ
=
xc
x
RE
Rc
W
C
31
2
31
ϖ
=
xc
x
RE
Rp
W
P
32
2
32
ϖ
=
xc
x
RE
Ru
W
U
1 1,1447 1,1447 0,3644 1,31
1,2409 1,1036 1,2744 0,3395 1,263 1,9429 1,019 1,5852 0,2956 1,166 2,8425 0,9493 1,8986 0,2649 1,084 3,8972 0,8937 2,1972 0,2431 1,019 5,0901 0,8484 2,4804 0,2269 0,964 6,4963 0,8087 2,7652 0,2135 0,916 8,7466 0,7623 3,1509 0,1988 0,858 11,1175 0,7268 3,4952 0,188 0,814
14,83 0,6863 3,9514 0,1761 0,762 21,22 0,639 4,5918 0,1627 0,701
30,531 0,5944 5,3335 0,1506 0,643 45,926 0,5484 6,2933 0,1383 0,581 72,801 0,5011 7,5619 0,126 0,518 122,43 0,4531 9,2744 0,1136 0,454 218,83 0,4052 11,61 0,1015 0,39 408,16 0,3598 14,731 0,0901 0,331 739,74 0,3218 18,437 0,0805 0,281 1100,7 0,2987 21,395 0,0747 0,252 1843,3 0,2714 25,918 0,0679 0,219 3834,1 0,2371 33,962 0,0593 0,179 13577 0,1882 53,91 0,0471 0,125 ∞ 0 ∞ 0 0 Tableau A3.1 Résultats de la théorie de Hertz pour les contacts elliptiques
127

Annexes
ANNEXE 4 CARACTERISTIQUES D'ENGRENEMENT
A4.1 ERREUR CINEMATIQUE
L'erreur cinématique est un paramètre décisif pour la qualification de l'excitation cinématique des
engrenages. Elle est la source majeure de bruit et de vibration. L'erreur cinématique est égale à zéro
quand la rotation de la pièce menée φ2(φ1) dans la formule (A4.1) est égale à la valeur calculée de la
rotation de la pièce menante φ1 et du rapport de transmission, où N1 et N2 sont les nombres de dents
du pignon et de la roue respectivement.
1
2
112 )( φ=φφ N
N (A4.1)
Si la rotation de la roue est différente de la rotation calculée, l'erreur cinématique apparaït
(A4.2). Elle peut être négative ou positive.
)()(' 12122 φφ−φφ=φ∆ (A4.2)
A4.2 VITESSE RELATIVE, GLISSEMENT [9]
La formule de la vitesse relative par la méthode vectorielle des éléments en contact est appliquée
pour la définition des équations de contact, des courbures des surfaces de denture, de la direction de
la portée et du glissement.
En supposant que les deux éléments 1 et 2 se tournent autour leurs propres axes z1 et z2, les
vitesses de rotation ω1 et ω2, sont en relation (Eq. A4.3), le rapport de réduction est i. La position de
ces axes est quelconque. M12 est la matrice de transformation entre les repères S1 et S2 dans un
moment instantané d'engrènement.
12 ωω ⋅= i (A4.3)
La vitesse du point de contact de l'élément 1 est définie par l'équation suivante dans le repère S1 :
111 rv ×= ω (A4.4)
La vitesse du point de contact de l'élément 2 est définie par l'équation suivante dans le repère S2 :
222 rv ×ω= (A4.5)
La vitesse de l'élément 2 est transformée au repère S1 par l'aide de la matrice M12.
128
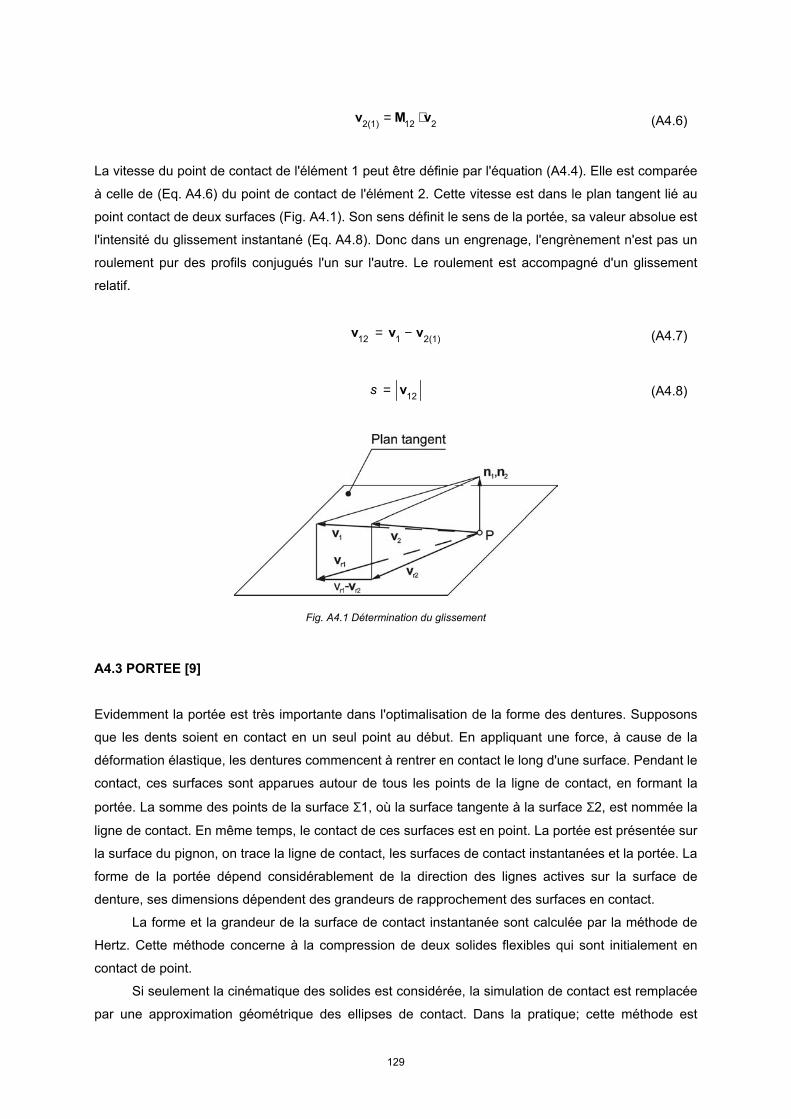
212)1(2 vMv ⋅= (A4.6)
La vitesse du point de contact de l'élément 1 peut être définie par l'équation (A4.4). Elle est comparée
à celle de (Eq. A4.6) du point de contact de l'élément 2. Cette vitesse est dans le plan tangent lié au
point contact de deux surfaces (Fig. A4.1). Son sens définit le sens de la portée, sa valeur absolue est
l'intensité du glissement instantané (Eq. A4.8). Donc dans un engrenage, l'engrènement n'est pas un
roulement pur des profils conjugués l'un sur l'autre. Le roulement est accompagné d'un glissement
relatif.
)1(2112 vvv −= (A4.7)
12v=s (A4.8)
Fig. A4.1 Détermination du glissement
A4.3 PORTEE [9]
Evidemment la portée est très importante dans l'optimalisation de la forme des dentures. Supposons
que les dents soient en contact en un seul point au début. En appliquant une force, à cause de la
déformation élastique, les dentures commencent à rentrer en contact le long d'une surface. Pendant le
contact, ces surfaces sont apparues autour de tous les points de la ligne de contact, en formant la
portée. La somme des points de la surface Σ1, où la surface tangente à la surface Σ2, est nommée la
ligne de contact. En même temps, le contact de ces surfaces est en point. La portée est présentée sur
la surface du pignon, on trace la ligne de contact, les surfaces de contact instantanées et la portée. La
forme de la portée dépend considérablement de la direction des lignes actives sur la surface de
denture, ses dimensions dépendent des grandeurs de rapprochement des surfaces en contact.
La forme et la grandeur de la surface de contact instantanée sont calculée par la méthode de
Hertz. Cette méthode concerne à la compression de deux solides flexibles qui sont initialement en
contact de point.
Si seulement la cinématique des solides est considérée, la simulation de contact est remplacée
par une approximation géométrique des ellipses de contact. Dans la pratique; cette méthode est
129

Annexes
basée sur une détermination de la distance entre les surfaces en contact. Plusieurs types existent. Il
faut noter que cette distance est petite entre les surfaces en contact, et les surfaces sont convexes.
La qualification de la portée se fait :
- en orientation,
- en grandeur.
A3.1 Sens de la portée
La portée est la totalité des surfaces de contact instantanées pour les points de la ligne de contact des
surfaces en contact.
La direction de la portée est évaluée par l'angle µ entre les tangentes de la ligne de contact et
de la ligne centrale de la denture au point de contact instantané. Cette ligne centrale est l'intersection
de la surface de denture et le cône primitif, et elle est située sur la surface de denture.
Si la valeur de cet angle est très différente de 90° degrés, la caractéristique du contact des
dentures sera diagonale, si cette valeur est proche de 90° degrés le caractère du contact des
dentures sera en hauteur de dent, la direction de la portée est presque perpendiculaire à la ligne
centrale. L'angle µ ≅ 0° ou 180° la direction de la portée se situe au long de la ligne centrale de la
denture. Dans les deux derniers cas, les dentures sont corrigées.
La tangente liée à la ligne de contact est déterminé par le vecteur de vitesse du déplacement
au point de contact sur la surface Σi. Le vecteur normal unitaire de la surface dans le point contact est
n, le plan tangent dans le point contact est T1. Le plan tangent du cône primitif dans le point contact
est T2. L'intersection des plans T1 et T2 donne un droit qui a son propre vecteur unitaire de direction e.
Bien évidemment les vecteurs v12 et e sont dans le plan tangent T1 à la surface de denture, et ils sont
perpendiculaires à la normale n (Eq. A4.9 et A4.10).
0vn =⋅ 12 (A4.9)
0en =⋅ (A4.10)
L'angle de direction µ est l'angle entre les vecteurs v12 et e. Il est obtenu de l'équation (A4.11).
ev
ev
12
12cos⋅
=µ (A4.11)
130
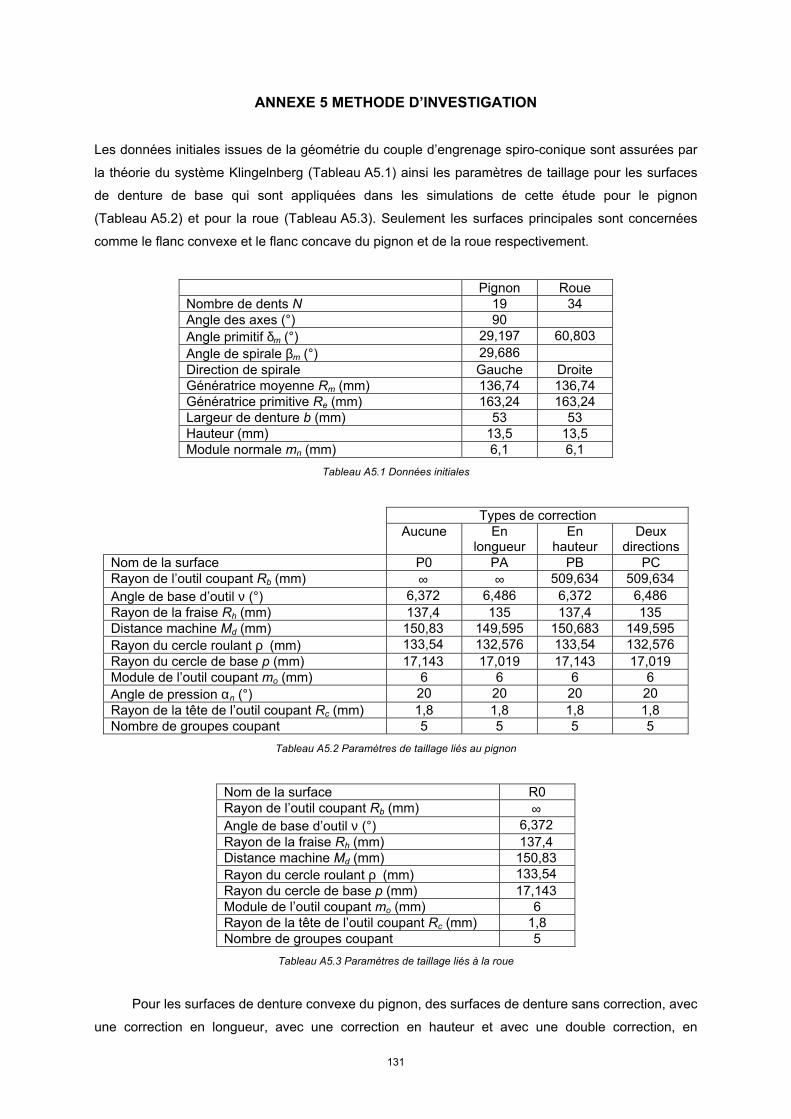
ANNEXE 5 METHODE D’INVESTIGATION
Les données initiales issues de la géométrie du couple d’engrenage spiro-conique sont assurées par
la théorie du système Klingelnberg (Tableau A5.1) ainsi les paramètres de taillage pour les surfaces
de denture de base qui sont appliquées dans les simulations de cette étude pour le pignon
(Tableau A5.2) et pour la roue (Tableau A5.3). Seulement les surfaces principales sont concernées
comme le flanc convexe et le flanc concave du pignon et de la roue respectivement.
Pignon Roue Nombre de dents N 19 34 Angle des axes (°) 90 Angle primitif δm (°) 29,197 60,803 Angle de spirale βm (°) 29,686 Direction de spirale Gauche Droite Génératrice moyenne Rm (mm) 136,74 136,74 Génératrice primitive Re (mm) 163,24 163,24 Largeur de denture b (mm) 53 53 Hauteur (mm) 13,5 13,5 Module normale mn (mm) 6,1 6,1
Tableau A5.1 Données initiales
Types de correction Aucune En
longueur En
hauteur Deux
directions Nom de la surface P0 PA PB PC Rayon de l’outil coupant Rb (mm) ∞ ∞ 509,634 509,634 Angle de base d’outil ν (°) 6,372 6,486 6,372 6,486 Rayon de la fraise Rh (mm) 137,4 135 137,4 135 Distance machine Md (mm) 150,83 149,595 150,683 149,595 Rayon du cercle roulant ρ (mm) 133,54 132,576 133,54 132,576 Rayon du cercle de base p (mm) 17,143 17,019 17,143 17,019 Module de l’outil coupant mo (mm) 6 6 6 6 Angle de pression αn (°) 20 20 20 20 Rayon de la tête de l’outil coupant Rc (mm) 1,8 1,8 1,8 1,8 Nombre de groupes coupant 5 5 5 5
Tableau A5.2 Paramètres de taillage liés au pignon
Nom de la surface R0 Rayon de l’outil coupant Rb (mm) ∞ Angle de base d’outil ν (°) 6,372 Rayon de la fraise Rh (mm) 137,4 Distance machine Md (mm) 150,83 Rayon du cercle roulant ρ (mm) 133,54 Rayon du cercle de base p (mm) 17,143 Module de l’outil coupant mo (mm) 6 Rayon de la tête de l’outil coupant Rc (mm) 1,8 Nombre de groupes coupant 5
Tableau A5.3 Paramètres de taillage liés à la roue
Pour les surfaces de denture convexe du pignon, des surfaces de denture sans correction, avec
une correction en longueur, avec une correction en hauteur et avec une double correction, en
131
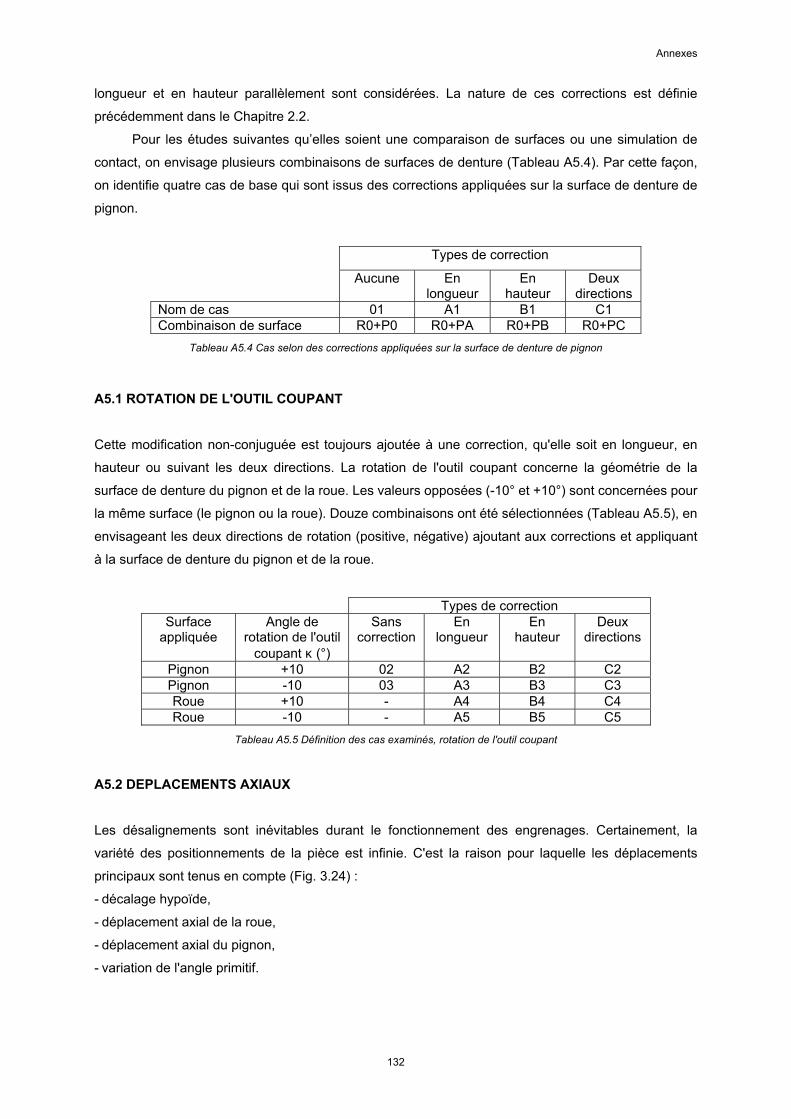
Annexes
longueur et en hauteur parallèlement sont considérées. La nature de ces corrections est définie
précédemment dans le Chapitre 2.2.
Pour les études suivantes qu’elles soient une comparaison de surfaces ou une simulation de
contact, on envisage plusieurs combinaisons de surfaces de denture (Tableau A5.4). Par cette façon,
on identifie quatre cas de base qui sont issus des corrections appliquées sur la surface de denture de
pignon.
Types de correction
Aucune En longueur
En hauteur
Deux directions
Nom de cas 01 A1 B1 C1 Combinaison de surface R0+P0 R0+PA R0+PB R0+PC
Tableau A5.4 Cas selon des corrections appliquées sur la surface de denture de pignon
A5.1 ROTATION DE L'OUTIL COUPANT
Cette modification non-conjuguée est toujours ajoutée à une correction, qu'elle soit en longueur, en
hauteur ou suivant les deux directions. La rotation de l'outil coupant concerne la géométrie de la
surface de denture du pignon et de la roue. Les valeurs opposées (-10° et +10°) sont concernées pour
la même surface (le pignon ou la roue). Douze combinaisons ont été sélectionnées (Tableau A5.5), en
envisageant les deux directions de rotation (positive, négative) ajoutant aux corrections et appliquant
à la surface de denture du pignon et de la roue.
Types de correction Surface
appliquée Angle de
rotation de l'outil coupant κ (°)
Sans correction
En longueur
En hauteur
Deux directions
Pignon +10 02 A2 B2 C2 Pignon -10 03 A3 B3 C3 Roue +10 - A4 B4 C4 Roue -10 - A5 B5 C5
Tableau A5.5 Définition des cas examinés, rotation de l'outil coupant
A5.2 DEPLACEMENTS AXIAUX
Les désalignements sont inévitables durant le fonctionnement des engrenages. Certainement, la
variété des positionnements de la pièce est infinie. C'est la raison pour laquelle les déplacements
principaux sont tenus en compte (Fig. 3.24) :
- décalage hypoïde,
- déplacement axial de la roue,
- déplacement axial du pignon,
- variation de l'angle primitif.
132
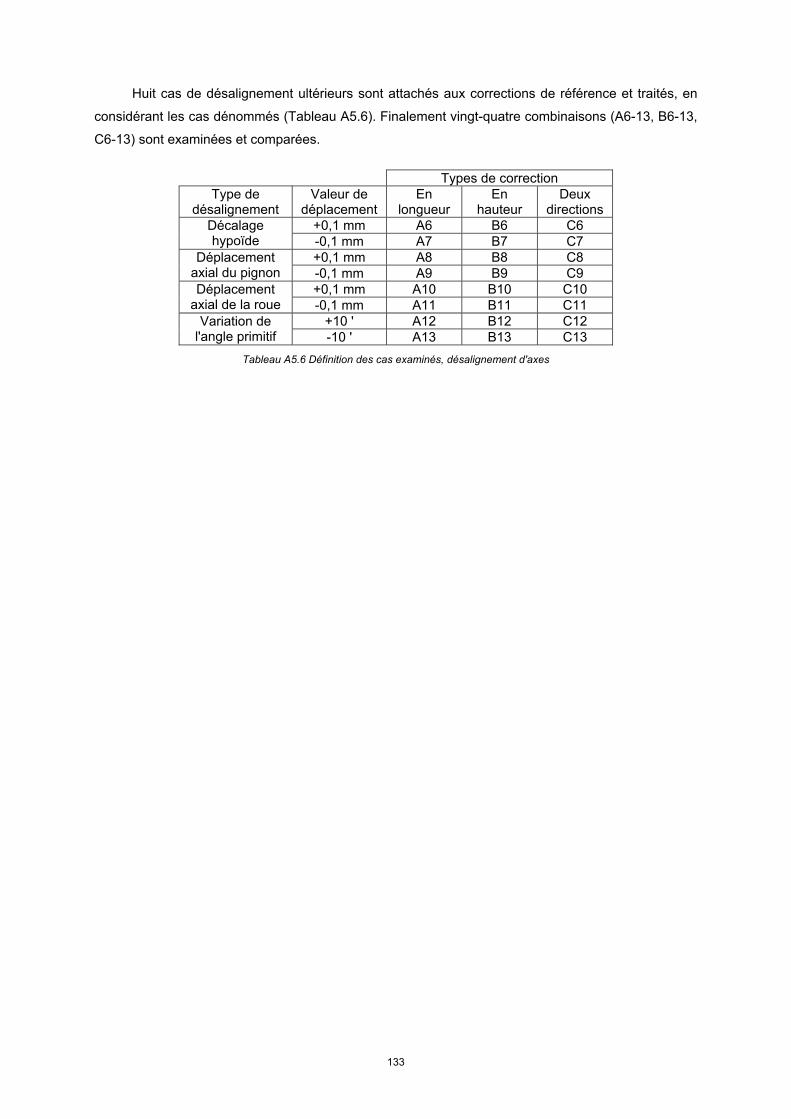
Huit cas de désalignement ultérieurs sont attachés aux corrections de référence et traités, en
considérant les cas dénommés (Tableau A5.6). Finalement vingt-quatre combinaisons (A6-13, B6-13,
C6-13) sont examinées et comparées.
Types de correction
Type de désalignement
Valeur de déplacement
En longueur
En hauteur
Deux directions
+0,1 mm A6 B6 C6 Décalage hypoïde -0,1 mm A7 B7 C7
+0,1 mm A8 B8 C8 Déplacement axial du pignon -0,1 mm A9 B9 C9
+0,1 mm A10 B10 C10 Déplacement axial de la roue -0,1 mm A11 B11 C11
+10 ' A12 B12 C12 Variation de l'angle primitif -10 ' A13 B13 C13
Tableau A5.6 Définition des cas examinés, désalignement d'axes
133
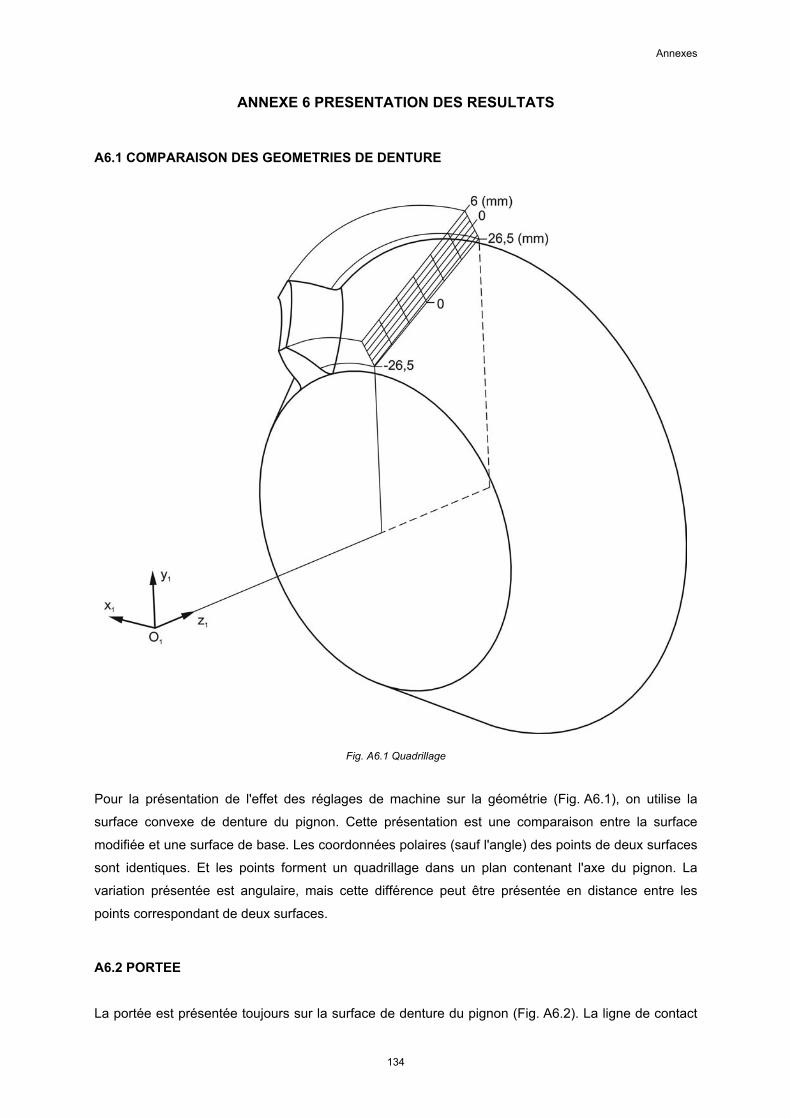
Annexes
ANNEXE 6 PRESENTATION DES RESULTATS
A6.1 COMPARAISON DES GEOMETRIES DE DENTURE
Fig. A6.1 Quadrillage
Pour la présentation de l'effet des réglages de machine sur la géométrie (Fig. A6.1), on utilise la
surface convexe de denture du pignon. Cette présentation est une comparaison entre la surface
modifiée et une surface de base. Les coordonnées polaires (sauf l'angle) des points de deux surfaces
sont identiques. Et les points forment un quadrillage dans un plan contenant l'axe du pignon. La
variation présentée est angulaire, mais cette différence peut être présentée en distance entre les
points correspondant de deux surfaces.
A6.2 PORTEE
La portée est présentée toujours sur la surface de denture du pignon (Fig. A6.2). La ligne de contact
134
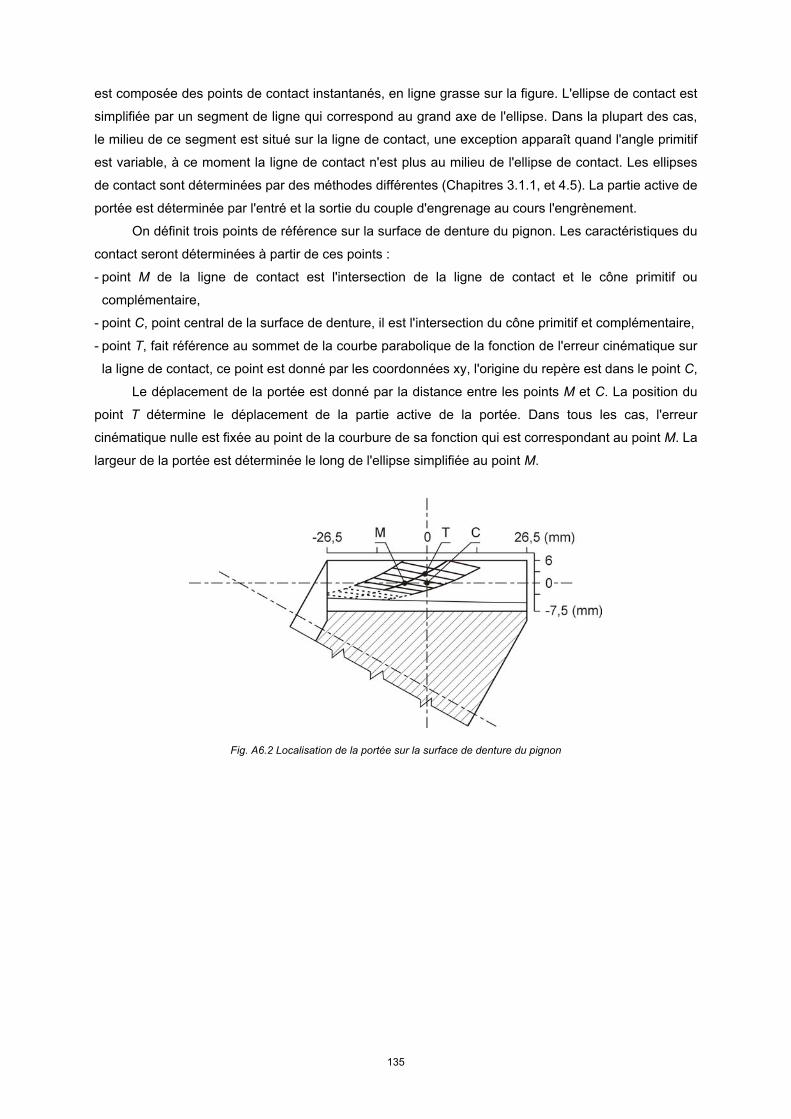
est composée des points de contact instantanés, en ligne grasse sur la figure. L'ellipse de contact est
simplifiée par un segment de ligne qui correspond au grand axe de l'ellipse. Dans la plupart des cas,
le milieu de ce segment est situé sur la ligne de contact, une exception apparaît quand l'angle primitif
est variable, à ce moment la ligne de contact n'est plus au milieu de l'ellipse de contact. Les ellipses
de contact sont déterminées par des méthodes différentes (Chapitres 3.1.1, et 4.5). La partie active de
portée est déterminée par l'entré et la sortie du couple d'engrenage au cours l'engrènement.
On définit trois points de référence sur la surface de denture du pignon. Les caractéristiques du
contact seront déterminées à partir de ces points :
- point M de la ligne de contact est l'intersection de la ligne de contact et le cône primitif ou
complémentaire,
- point C, point central de la surface de denture, il est l'intersection du cône primitif et complémentaire,
- point T, fait référence au sommet de la courbe parabolique de la fonction de l'erreur cinématique sur
la ligne de contact, ce point est donné par les coordonnées xy, l'origine du repère est dans le point C,
Le déplacement de la portée est donné par la distance entre les points M et C. La position du
point T détermine le déplacement de la partie active de la portée. Dans tous les cas, l'erreur
cinématique nulle est fixée au point de la courbure de sa fonction qui est correspondant au point M. La
largeur de la portée est déterminée le long de l'ellipse simplifiée au point M.
Fig. A6.2 Localisation de la portée sur la surface de denture du pignon
135
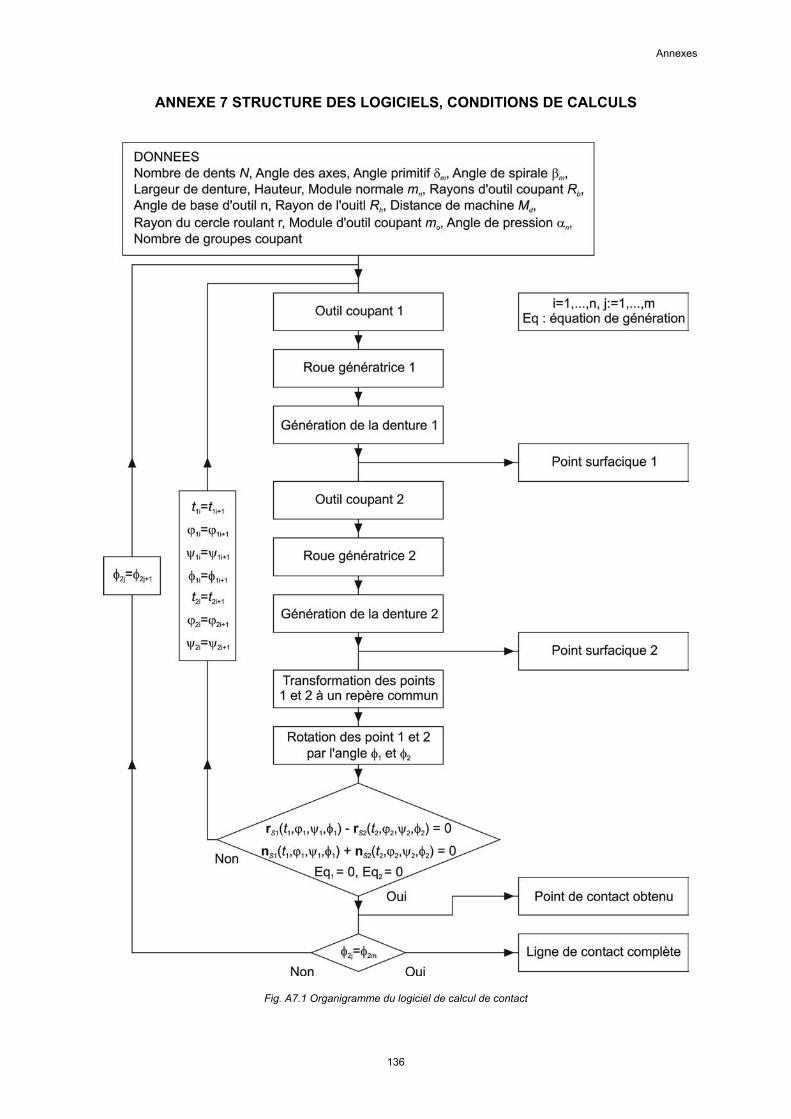
Annexes
ANNEXE 7 STRUCTURE DES LOGICIELS, CONDITIONS DE CALCULS
Fig. A7.1 Organigramme du logiciel de calcul de contact
136

La procédure numérique pour calculer la ligne de contact et l'erreur cinématique prend à-peu-près 30
secondes. L'itération de la portée totale dure 30 minutes, mais cette détermination n'est pas assez
optimisée comme le calcul pour des facteurs d'erreur dans la comparaison de la surface réelle à la
surface théorique. Les calculs ont été effectués sur un PC à performance moyenne, et par le logiciel
Borland Turbo Pascal 7.0. La détermination des valeurs de l'erreur cinématique se déroule par un
calcul postérieur par Microsoft Excel.
137
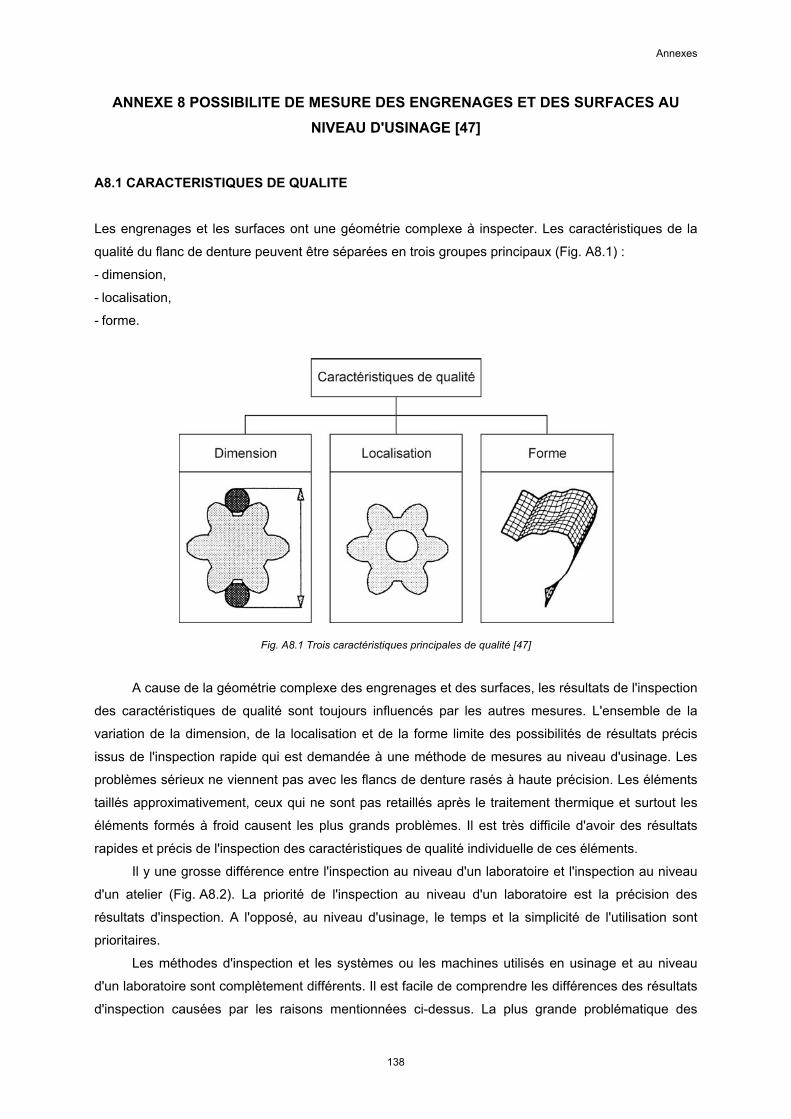
Annexes
ANNEXE 8 POSSIBILITE DE MESURE DES ENGRENAGES ET DES SURFACES AU NIVEAU D'USINAGE [47]
A8.1 CARACTERISTIQUES DE QUALITE
Les engrenages et les surfaces ont une géométrie complexe à inspecter. Les caractéristiques de la
qualité du flanc de denture peuvent être séparées en trois groupes principaux (Fig. A8.1) :
- dimension,
- localisation,
- forme.
Fig. A8.1 Trois caractéristiques principales de qualité [47]
A cause de la géométrie complexe des engrenages et des surfaces, les résultats de l'inspection
des caractéristiques de qualité sont toujours influencés par les autres mesures. L'ensemble de la
variation de la dimension, de la localisation et de la forme limite des possibilités de résultats précis
issus de l'inspection rapide qui est demandée à une méthode de mesures au niveau d'usinage. Les
problèmes sérieux ne viennent pas avec les flancs de denture rasés à haute précision. Les éléments
taillés approximativement, ceux qui ne sont pas retaillés après le traitement thermique et surtout les
éléments formés à froid causent les plus grands problèmes. Il est très difficile d'avoir des résultats
rapides et précis de l'inspection des caractéristiques de qualité individuelle de ces éléments.
Il y une grosse différence entre l'inspection au niveau d'un laboratoire et l'inspection au niveau
d'un atelier (Fig. A8.2). La priorité de l'inspection au niveau d'un laboratoire est la précision des
résultats d'inspection. A l'opposé, au niveau d'usinage, le temps et la simplicité de l'utilisation sont
prioritaires.
Les méthodes d'inspection et les systèmes ou les machines utilisés en usinage et au niveau
d'un laboratoire sont complètement différents. Il est facile de comprendre les différences des résultats
d'inspection causées par les raisons mentionnées ci-dessus. La plus grande problématique des
138
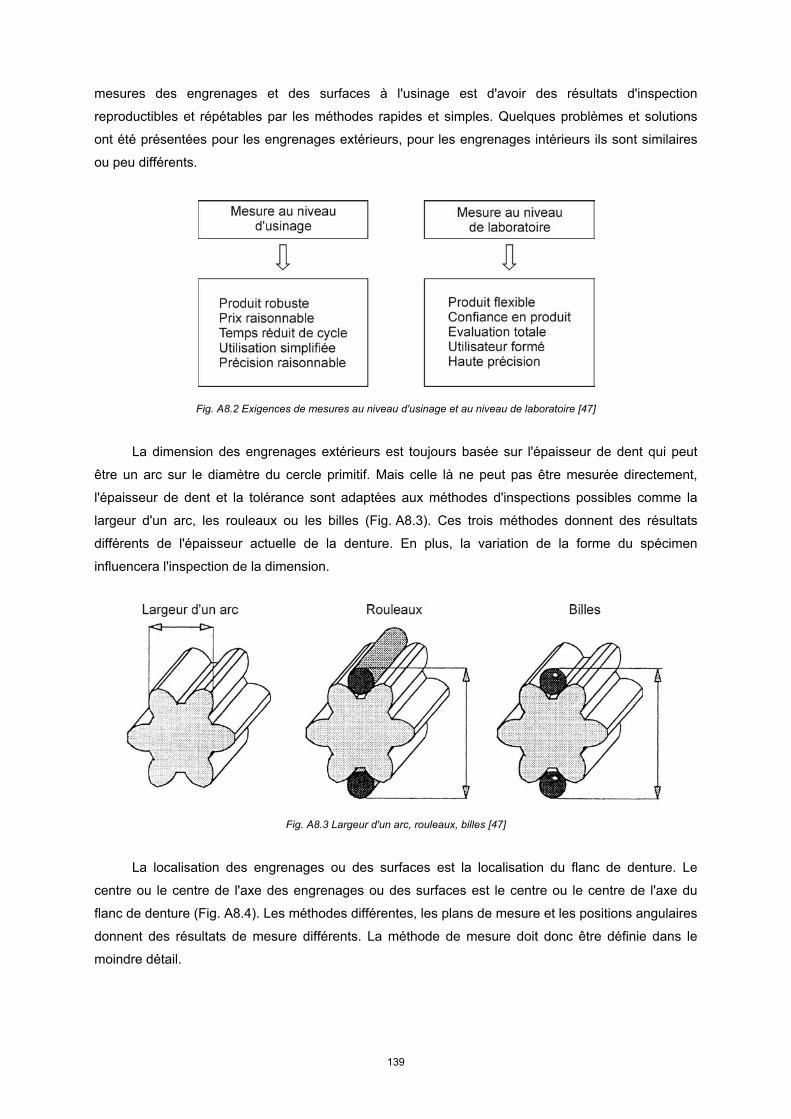
mesures des engrenages et des surfaces à l'usinage est d'avoir des résultats d'inspection
reproductibles et répétables par les méthodes rapides et simples. Quelques problèmes et solutions
ont été présentées pour les engrenages extérieurs, pour les engrenages intérieurs ils sont similaires
ou peu différents.
Fig. A8.2 Exigences de mesures au niveau d'usinage et au niveau de laboratoire [47]
La dimension des engrenages extérieurs est toujours basée sur l'épaisseur de dent qui peut
être un arc sur le diamètre du cercle primitif. Mais celle là ne peut pas être mesurée directement,
l'épaisseur de dent et la tolérance sont adaptées aux méthodes d'inspections possibles comme la
largeur d'un arc, les rouleaux ou les billes (Fig. A8.3). Ces trois méthodes donnent des résultats
différents de l'épaisseur actuelle de la denture. En plus, la variation de la forme du spécimen
influencera l'inspection de la dimension.
Fig. A8.3 Largeur d'un arc, rouleaux, billes [47]
La localisation des engrenages ou des surfaces est la localisation du flanc de denture. Le
centre ou le centre de l'axe des engrenages ou des surfaces est le centre ou le centre de l'axe du
flanc de denture (Fig. A8.4). Les méthodes différentes, les plans de mesure et les positions angulaires
donnent des résultats de mesure différents. La méthode de mesure doit donc être définie dans le
moindre détail.
139
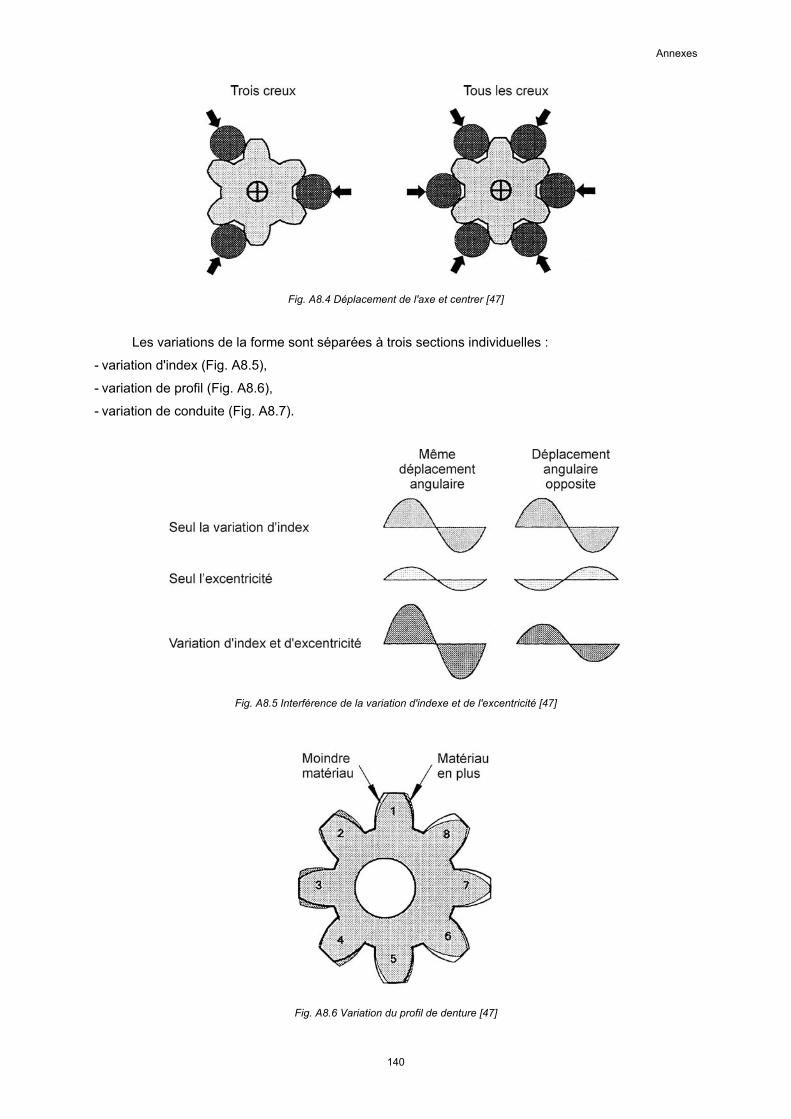
Annexes
Fig. A8.4 Déplacement de l'axe et centrer [47]
Les variations de la forme sont séparées à trois sections individuelles :
- variation d'index (Fig. A8.5),
- variation de profil (Fig. A8.6),
- variation de conduite (Fig. A8.7).
Fig. A8.5 Interférence de la variation d'indexe et de l'excentricité [47]
Fig. A8.6 Variation du profil de denture [47]
140

Fig. A8.7 Axes colinéaire et conduite [47]
141

Annexes
ANNEXE 9 DESCRIPTION DU BANC D'ESSAIS
Les mesures expérimentales pour la détermination de la portée à faible puissance ont été effectuées
sur un banc d'essais existant (Fig. :A9.1) dans le laboratoire du Département d'Eléments de Véhicules
et de Transmissions Mécanique de l'Université des Sciences Techniques et Economique de
Budapest.
Fig. A9.1 Banc d'essai
A9.1 CONCEPTION DU BANC D'ESSAIS
Le banc d'essais est conçu pour des mesures statiques d'un couple d'engrenages spiro-coniques. Le
réglage des pièces permet d'étudier la répartition de charge en fonction du nombre du couple en
contact et du positionnement axial. Le pignon est chargé par un moment pur de torsion, car le
dispositif de la transmission de charge s'incline sous charge axiale. La roue peut être attachée à
chaque position de mesure, puis-qu'elle est fixée. L'alignement théorique des pièces est assuré quand
les axes des pièces sont en intersection au sommet théorique des cônes. Mais les inspections
pratiques ont besoin d'une autre méthode, qui est le positionnement de la portée. La surface de
denture d'une des pièces, soit le pignon soit la roue est peinte avec une peinture (marqueur) à
épaisseur constante, puis on fait engrener les pièces à faible puissance et obtient la portée. Il s'agit
d'un ajustement trois dimensions du pignon, en modélisant l'offset, le déplacement axial et la variation
de l'angle primitif. Ce réglage est effectué dans les deux directions de rotation, en réalisant à la fois
142
les mesures expérimentales pour la détermination de la portée à faible puissance. L'avantage de cette
application est que les déplacements peuvent être mesurés en fonction de la charge et localisation de
la zone qui la transmet. Dans une seconde étape, l'instrumentation par les jauges contraintes au pied
de la denture est envisagée, afin de mesurer les déplacements au pied de denture. Le couple
mécanique calculé est égal à 5000 Nm. La force de chargement est assurée par un vérin hydraulique.
143
TABLE DES MATIERES
Avant propos
Nomenclature
Résumé hongrois
Résumé anglais
Introduction
1 Etude bibliographique
1.1 Classement des engrenages
1.1.1 Engrenages spiro-coniques
1.1.2 Forme de la courbe directrice
1.1.3 Hauteur de dent
1.2 Méthodes de définition des surfaces d'engrènement
1.2.1 Etude et analyse numérique des transmissions d’engrenages spiro-coniques à
hauteur de denture constante et Face-milled
1.2.2 Méthodes d’identification des déviations des surfaces de denture réelles
1.2.3 Définition des portées
1.2.4 Optimisation cinématique des engrenages spiro-coniques
1.2.5 Comparaison des résultats de simulations et expérimentaux à faible puissance
1.2.6 Etude d'engrènement sous charge
1.3 Conclusion
2 Définition de la géométrie de la denture
2.1 Introduction
2.2 Outils de corrections et de modifications de la géométrie de la denture
2.3 Modèle mathématique de la génération de surface issu du système Cyclo-Palloïd
Klingelnberg
2.3.1 Génération du pignon
2.3.2 Génération de la roue
2.3.3 Obtention de la surface de denture
2.4 Méthode d’inspection des engrenages spiro-coniques
2.4.1 Méthode de sélection des facteurs d’erreur
2.4.2 Résultat
2.4.3 Surfaces convexes
2.4.4 Surfaces concaves
1
2
5
8
11
13
13
13
14
15
17
17
20
23
25
28
30
37
38
38
39
40
40
42
44
44
48
49
50
53
144
2.4.5 Direction de l'outil coupant
2.4.6 Conclusion
2.5 Comparaison des surfaces obtenues avec différentes corrections
2.6 Détermination des rayons de courbure par une méthode itérative
3 Analyse du contact à vide
3.1 Simulation du contact
3.1.1 Détermination de la portée à vide
3.2 Contact conjugué
3.3 Contact des dentures corrigées
3.3.1 Introduction
3.3.2 Correction en longueur
3.3.3 Correction en hauteur
3.3.4 Correction suivant deux directions
3.4 Contact des dentures corrigées et aussi modifiées
3.4.1 Introduction
3.4.2 Méthode d'investigation et résultats
3.4.3 Rotation de l'outil coupant ajoutée aux corrections en longueur
3.4.4 Rotation de l'outil coupant ajoutée aux corrections en hauteur
3.4.5 Rotation de l'outil coupant ajoutée aux corrections suivant deux directions
3.4.6 Conclusion
3.5 Influence des déplacements d'axes sur le contact
3.5.1 Méthode d'investigation et résultats
3.5.2 Déplacements axiaux ajoutés aux corrections en longueur
3.5.3 Déplacements axiaux ajoutés aux corrections en hauteur
3.5.4 Déplacements axiaux ajoutés aux corrections suivant deux directions
3.5.5 Conclusion
3.6 Optimisations
3.7 Mesure de la portée à faible puissance
3.8 Détermination de la portée par la méthode d'éléments finis à vide
3.9 Conclusion
4 Analyse du contact sous charge
4.1 Introduction
4.2 Modèle de charge
4.3 Erreur cinématique sous charge
4.4 Déformation de volume de denture
4.4.1 Problématique d'enfoncement de la surface sous charge ponctuelle
4.4.2 Modèle d'élément finis
4.4.3 Résultats
57
58
58
63
64
64
65
67
68
68
69
70
71
71
71
72
74
75
77
79
79
79
82
84
87
90
90
93
96
98
99
99
99
101
101
101
103
104
145
4.5 Déformation de Hertz
4.5.1 Résultats
4.6 Conclusion et comparaison des résultats
Conclusion générale
Références bibliographiques
Annexes
A1 Bases mathématiques et mécaniques
A1.1 Transformations des coordonnées
A1.2 Rayons de courbure surfaciques
A1.3 Méthode de Gauss
A1.4 Vitesse relative
A2 Méthodes de génération de denture
A3 Théorie de Hertz
A3.1 Modèle géométrique
A3.1.1 Modèle géométrique tonneau-tonneau
A3.1.2 Modèle géométrique tonneau-plan
A3.2 Déformation des surfaces au contact, déformation de Hertz
A4 Caractéristiques d'engrènement
A4.1 Erreur cinématique
A4.2 Vitesse relative, glissement
A4.3 Portée
A4.3.1 Sens de la portée
A5 Méthode d’investigation
A5.1 Rotation de l'outil coupant
A5.2 Déplacements axiaux
A6 Présentations des résultats
A6.1 Comparaison des géométries de denture
A6.2 Portée
A7 Structure des logiciels, conditions de calculs
A8 Possibilité de mesure des engrenages et des surfaces au niveau d'usinage
A8.1 Caractéristiques de qualité
A9 Description du banc d'essais
A9.1 Conception du banc d'essais
Table des matières
106
107
110
111
113
117
117
117
118
119
121
123
125
125
125
125
126
128
128
128
129
130
131
132
132
134
134
134
136
138
138
142
142
144
146
FOLIO ADMINISTRATIF
THESE SOUTENUE DEVANT L'INSTITUT NATIONAL DES SCIENCES APPLIQUEES DE LYON
NOM : LELKES DATE de SOUTENANCE : (avec précision du nom de jeune fille, le cas échéant) le 27 février 2002
Prénoms : Márk
TITRE : DEFINITION DES ENGRENAGES KLINGELNBERG
NATURE : Doctorat Numéro d'ordre : 02 ISAL 0012
Formation doctorale : Génie Mécanique/Ecole doctorale MEGA
Cote B.I.U-Lyon :T 50/210/19 / et bis CLASSE :
RESUME :
Les engrenages spiro-coniques sont largement utilisés dans les boites de transmission des moyens de transport. Leurs rôles sont d'assurer une transmission de haute puissance entre les axes concourants. L'introduction des machines numériques en fabrication, des machines à mesurer et des logiciels d'éléments finis conduisent à repenser le développement des engrenages spiro-coniques.Cette thèse est consacrée aux engrenages spiro-coniques du système Cyclo-Palloïd Klingelnberg. La surface de denture est générée sur un cône. La courbure directrice est épicycloïdale et la hauteur de denture est constante. Sur la base des études de recherches existantes et de la théorie, la géométrie de la denture est déterminée. La génération de la denture et le calcul de contact sont réalisés par une simulation numérique. Les caractères d'engrènement envisagés sont : la portée, l'erreur cinématique et le glissement. Le contact à vide est simulé en fonction des corrections ou des désalignements. Les analyses sous charge sont réalisées par des calculs analytiques issus de la théorie de Hertz. Les surfaces de denture réelle sont mesurées, et un contact à faible puissance a été déterminé par un banc d'essais afin de valider la simulation.Ainsi ce travail a permis de formaliser les réglages de la machine du système Cyclo-Palloïd Klingelnberg pour optimiser les dentures et le fonctionnement de ces engrenages.
MOTS-CLES : Engrenage, Engrenage conique, Correction denture, Comportement cinématique, Optimisation, Etude expérimentale, Contact de Hertz, Analyse contact
Laboratoire (s) de recherches : Département des Eléments et des Transmissions de Véhicules de l'Université des Sciences Techniques et Economique de Budapest et Laboratoire CASM de l'INSA de Lyon
Directeur de thèse : Daniel PLAY, János MÁRIALIGETI
Président du jury : Jean-Pierre PELLE
Composition du jury : Ádám DÖBRÖCZÖNI, József GEDEON, Grigore GOGU, Jean GUILLOT, János MÁRIALIGETI, Daniel PLAY, Jean-Pierre PELLE, Jean-François RIGAL