Embed Size (px)
Citation preview
Université Sidi Mohammed Ben Abdellah Fès Faculté de Sciences et Techniques de Fès-Saiss
Département de génie mécanique
Mémoire de projet de fin d’étude pour l’obtention de la
Licence Sciences et Techniques
Spécialité : Conception et Analyse Mécanique
Thème :
Etude du système de lubrification de la machine
DRAGLINE 195 - M
Lieu :
Groupe OCP S.A
DIRECTION EXECUTIVE OPÉRATIONS INDUSTRIELLES
DIRECTION DE SITE DE KHOURIBGA
Présenté par :
- CHOUKEIKER Driss
- EL IDRISSI Hamza
Encadré par :
- Mr. CHAHID Abderahman
- Mr. TOUACHE Abdelhamid
Soutenu le 10/06/2016 devant le jury :
- Mr. TOUACHE Abdelhamid
- Mr. ABOUTAJEDDINE Ahmed
PROJET DE FIN D’ETUDE : CONCEPTION ET ANALYSE MECANIQUE
Sommaire :………………………………………………………………………………………………..….……………………………………..….1
Introduction :………………………………………………………………………………………………………………………………………….4
Enoncé de sujet : ……………………………………………………………………………………………………………………………………..5
Remerciement : ……………………….…………………………………………………………………………………………………………….. 6
CHAPITRE 1 : Groupe office cherifien des phosphates ……………………….………..….…………………………………………7
I- Aperçu sur l’OCP .………………………………………………………………………………………………………………… 8
1- Introduction .…………………………………………………………………………………………….………………...8
2- Historique….…………….………………………………………………………………………………………………...10
3- Groupe OCP aujourd’hui .………………………………………………………………………………………..….11
4- Mission .…………………………………………………………………………………………………………………..…11
5- Statut juridique de l’OCP .…………………………………………………………………………………………..11
6- Organigramme du groupe OCP .……………………………………………………………………………..….12
II- Processus d’extraction .……………………………………………………………………………………………………..13
1- Méthode d’extraction en découverte .…………………………………………………………………..…..13
2- Stades opératoires .………………………………………………………………………………………………..….14
a- Foration .…………………………………………………………………………………………………………..…..14
b- Le sautage .………………………………………………………………………………………………………..….15
c- Le décapage .………………………………………………………………………………………………………...15
d- Le défruitage .………………………………………………………………………………………………….…….16
e- Le transport ……………………………………………………………………………………………………..…..17
f- L’épierrage .……………………………………………………………………………………………………….…….17
III- Présentation des secteurs d’exploitation .………………………………………………………………………….18
1- Présentation du lieu de stage .……………………………………………………………………………………19
1-1 service OIK/CE/MD- 337…………………………………………………………………………………….…..19
a- Mission du service 337 .………………………………………………………………………………………...19
b- Organigramme du service .…………………………………………………………………………………….20
2- Parc matériel de site SIDI CHENNANE .……………………………………………………………………….20
PROJET DE FIN D’ETUDE : CONCEPTION ET ANALYSE MECANIQUE
2
CHAPITRE II : La machine DRAGLINE 195 -M………………………………………………..….…………………………………………………...21
I- Présentation de la machine .…………………………………………………………………………………………...….22
1- Introduction .…………………………………………………………………………………………………………....22
2- Structure de la machine .…………………………………………………………………………………………..23
3- Caractéristique de la machine DRAGLINE 195-M .……………………………………………………..25
4- Système de la dragline 195-M .…………………………………………………………………………..….…26
4-1 Système de drague………………………………………………………………………………………………..26
4-2 Système d'orientation………………………………………………………………………......................27
4-3 Système de translation………………………………………………………………………………………….28
4-4 Système de levage………………………………………………………………………………………………...29
II- Etude et analyse des arrêts de la 195-M .…………………………………………………………….………..…30
1- Etude des arrêts .………………………………………………………………………………………………….....30
2- Analyse des couts d’arrêts pour les systèmes drague et levage .…………………………..….31
CHAPITRE III : Résolution du problème «MRP »…………………..………………………………..….………………………………………….34
I- Méthodologie de resolution des problèmes …..:……………………………………………………………….35
1- Planification .……………………………………………………………………………………………………………36
1-1 Définir le problème …………………………………………………………………………………………….36
a- Le QQOQPC .…………………………………………………………………………………………………..36
b- Analyse des risques .……………………………………………………………………………………...37
1-2 Décrire la situation existante…………………………………………………………………………...…37
a- Composant de système .………………………………………………………………………….….….38
b- Principe de fonctionnement .…………………………………………………………..…………….38
C- La méthode de 5M .…………………………………………………………………………………..…..40
1-3 Définition des objectifs .…………………………………………………… ……………………..……...41
1-4 Analyse des causes racines .………………….…………………………………………………….…….41
2- Exécution des tâches prévues et contre mesure .……………………………………………….…...42
2-1 Le choix de lubrifiant .…………………………………………………………….……..……………..…..42
2-2 Conception et réalisation du carter système levage (1er réduction) .……………..…..45
2-2-1 Définition du matériau utilisée .………………………………………………………….……46
PROJET DE FIN D’ETUDE : CONCEPTION ET ANALYSE MECANIQUE
3
2-2-2 Caractéristique mécanique du matériau .……………………………………………………..…..46
2-2-3 Elément de fixation du carter "boulon" .………………………………………………..46
a- Les caractéristiques mécaniques des boulon .……………………………………..47
b- Résistance en traction du boulon ……………………………………………………….47
c- Résistance au poinçonnement de la pièce…………………………………………..48
d- La variation de résistance des écrou…………………………………………..……….49
2-2-4 Dimensionnement de la tôle………………………………………………………….……...50
2-2-5 ENVELOPPE………………………..………………………………………………………………....50
2-2-6 FLASQUE….………………………..…………………………………………………………………..51
2-2-7 Réglage de niveau d'huile :….………………………..…………. …………………………..52
2-2-8 Réglage de l'alignement ..:….………………………..…………. …...........................52
2-2-9 Composants ajouté au carter..:….………………..…………. …............................52
a- RENIFLARD D'HUILE .……………………………………………………………………..…..52
b- Pompe de vidange....……………………………………………………………………..…..53
Conclusion générale………………………………………………………………………………………………………………………………………54
PROJET DE FIN D’ETUDE : CONCEPTION ET ANALYSE MECANIQUE
4
Le contact direct avec le milieu du travail est le moyen très efficace pour aboutir à
l’élargissement des connaissances théoriques par la pratique
En effet le souci d’effectuer le stage dans des bonnes conditions conduit à bien
choisir l’entreprise c’est pour cela nous avons choisi le groupe OCP vu l’importance de
cette organisme dans l’économie nationale.
Les contacts des divers champs du travail permettent d’accéder à des nouvelles
techniques qui collaborent à l’amélioration des connaissances par les stagiaires, ce qui
est nécessaire pour réaliser une concordance logique au niveau de la formation.
PROJET DE FIN D’ETUDE : CONCEPTION ET ANALYSE MECANIQUE
5
La dragline 195 - M, affectée à l’enlèvement des morts terrains primaires du
secteur Sidi CHENANNE, c’est une moyenne de décapage existant à la découverte de
Khouribga. Cette machine présente actuellement un bruit insupportable lors de son
fonctionnement au niveau du réducteur système levage et drague. Pour résoudre ce
problème, il vous est demandé de :
Analyser la situation actuelle
Elaborer une étude afin de vérifier la conception et le montage actuel.
Proposer des solutions
Procéder à la préparation pour exécution des travaux
PROJET DE FIN D’ETUDE : CONCEPTION ET ANALYSE MECANIQUE
6
Au terme de ce stage, nous tenons à remercier profondément les agents
De OIK/CE/MD pour leur accueil chaleureux qu'ils nous ont réservé, pour les moyens
qu'ils ont mis à notre disposition, afin de nous faciliter l'accès aux lieux de notre
stage.
Nos sincères remerciements à tout le personnel qui nous a aidés de près ou de
loin à élaborer ce modeste rapport dans des bonnes conditions et qui nous ont aidés
par leurs qualités humaines et professionnelles, leurs conseils, encouragements et
leurs esprits coopératifs, au but de surpasser les difficultés rencontrées, afin de
mieux profiter de ce stage et atteindre notre objectif.
A cette occasion, nous tenons à remercier notre encadrant pédagogique
Mr. Abdelhamid TOUACH et Mr.Abderahman CHAHID qui ont veillé à ce que notre
stage s’effectue dans des meilleurs conditions.
Nous tenons à remercier également tous les préparateurs du bureau
d’ordonnancement et de préparation qui ont ménagé ni leur temps ni leur
connaissances pour nous aider à élaborer ce travail.
Finalement un remerciement spécial à nos enseignants à la faculté des
sciences et techniques de Fès pour la formation qu’ils nous ont donné, ainsi que tous
nos formateurs et formatrices qui nous ont fourni le temps nécessaire, et la
disponibilité en vue de compléter notre formation et de donner un résultat mérite.

PROJET DE FIN D’ETUDE : CONCEPTION ET ANALYSE MECANIQUE
7
Partie 1 : GROUPE OFFICE CHERIFIEN DES PHOSPHATES
PROJET DE FIN D’ETUDE : CONCEPTION ET ANALYSE MECANIQUE
8
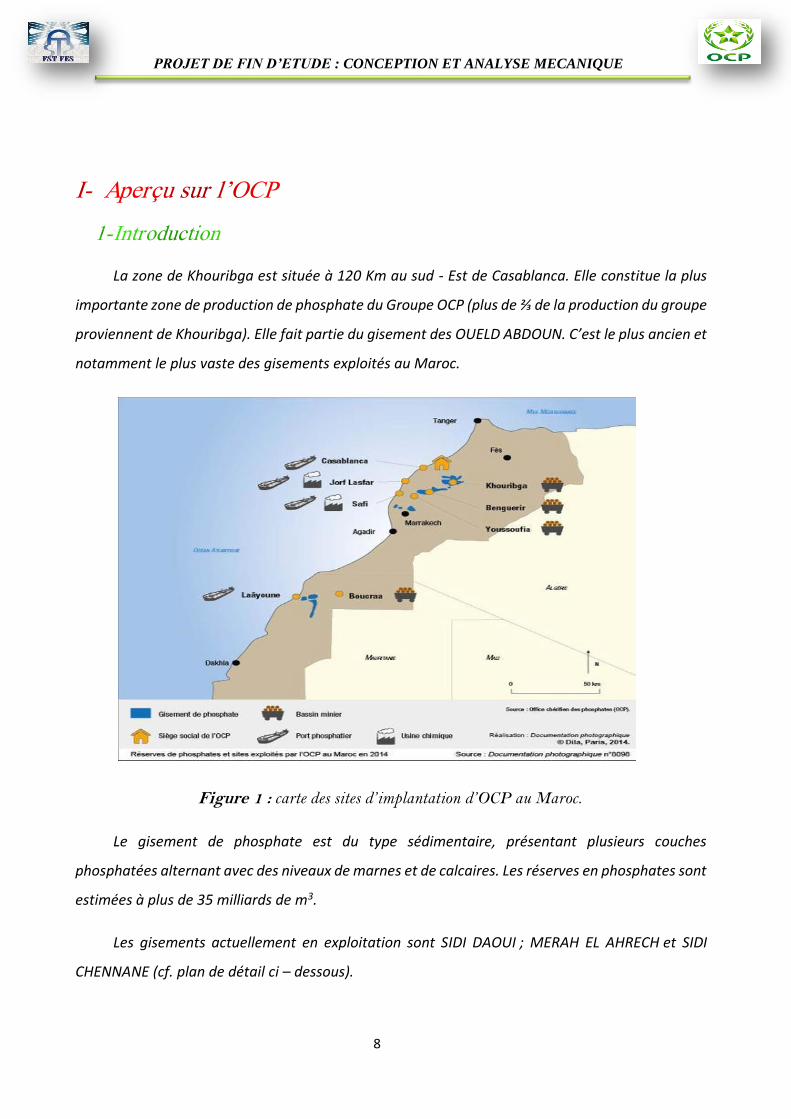
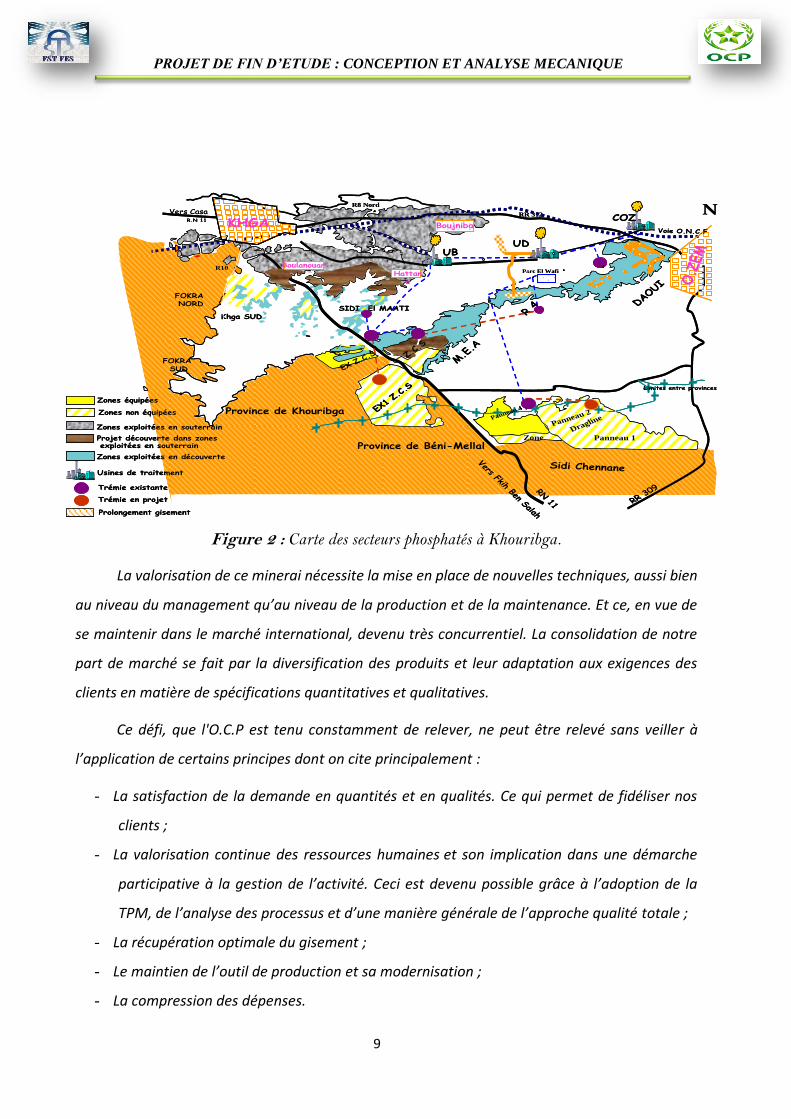
La zone de Khouribga est située à 120 Km au sud - Est de Casablanca. Elle constitue la plus
importante zone de production de phosphate du Groupe OCP (plus de ⅔ de la production du groupe
proviennent de Khouribga). Elle fait partie du gisement des OUELD ABDOUN. C’est le plus ancien et
notamment le plus vaste des gisements exploités au Maroc.
Figure 1 : carte des sites d’implantation d’OCP au Maroc.
Le gisement de phosphate est du type sédimentaire, présentant plusieurs couches
phosphatées alternant avec des niveaux de marnes et de calcaires. Les réserves en phosphates sont
estimées à plus de 35 milliards de m3.
Les gisements actuellement en exploitation sont SIDI DAOUI ; MERAH EL AHRECH et SIDI
CHENNANE (cf. plan de détail ci – dessous).
PROJET DE FIN D’ETUDE : CONCEPTION ET ANALYSE MECANIQUE
9
UD
Province de Khouribga
Province de Béni-Mellal
NR8 Nord
RR 312
Parc El Wafi
Vers FkihBen Salah
M.E.A
Z.C.S
EX1 Z.
C.S
Zone Draglin
e
Panneau 1
Panneau 4
Panneau 2
FOKRA NORD
FOKRA SUD
Khga SUDSIDI
EX Z
.C.S
DAOU
I
R10
Vers Casa
R 4
R.N 11
El MAATI
EX1 Z.
C.S
Zones équipées
Zones non équipées
Zones exploitées en découverte
exploitées en souterrain
Usines de traitement
Trémie existante
Zones exploitées en souterrain
Projet découverte dans zones
UB
COZ
Limites entre provinces
O.Z
EMO.Z
EM
KHGA
Sidi Chennane
Trémie en projet RR 3
09RN 11Prolongement gisement
Voie O.N.C.FBoujniba
BoulanouarHattan
e
UD
Province de Khouribga
Province de Béni-Mellal
NR8 Nord
RR 312
Parc El Wafi
Vers FkihBen Salah
M.E.A
Z.C.S
EX1 Z.
C.S
Zone Draglin
e
Panneau 1
Panneau 4
Panneau 2
FOKRA NORD
FOKRA SUD
Khga SUDSIDI
EX Z
.C.S
DAOU
I
R10
Vers Casa
R 4
R.N 11
El MAATI
EX1 Z.
C.S
Zones équipées
Zones non équipées
Zones exploitées en découverte
exploitées en souterrain
Usines de traitement
Trémie existante
Zones exploitées en souterrain
Projet découverte dans zones
UB
COZ
Limites entre provinces
O.Z
EMO.Z
EM
KHGA
Sidi Chennane
Trémie en projet RR 3
09RN 11Prolongement gisement
Voie O.N.C.FBoujniba
BoulanouarHattan
e
Figure 2 : Carte des secteurs phosphatés à Khouribga.
La valorisation de ce minerai nécessite la mise en place de nouvelles techniques, aussi bien
au niveau du management qu’au niveau de la production et de la maintenance. Et ce, en vue de
se maintenir dans le marché international, devenu très concurrentiel. La consolidation de notre
part de marché se fait par la diversification des produits et leur adaptation aux exigences des
clients en matière de spécifications quantitatives et qualitatives.
Ce défi, que l'O.C.P est tenu constamment de relever, ne peut être relevé sans veiller à
l’application de certains principes dont on cite principalement :
- La satisfaction de la demande en quantités et en qualités. Ce qui permet de fidéliser nos
clients ;
- La valorisation continue des ressources humaines et son implication dans une démarche
participative à la gestion de l’activité. Ceci est devenu possible grâce à l’adoption de la
TPM, de l’analyse des processus et d’une manière générale de l’approche qualité totale ;
- La récupération optimale du gisement ;
- Le maintien de l’outil de production et sa modernisation ;
- La compression des dépenses.
PROJET DE FIN D’ETUDE : CONCEPTION ET ANALYSE MECANIQUE
10
L'extraction du phosphate à Khouribga a commencé en Février 1921 par l'Office Chérifien
des phosphates, crée le 21 Dul Kaâda 1338 correspondant au 7 Août 1920.
Au début, l'exploitation se faisait en souterrain et ne concernait qu'un seul niveau phosphaté :
la couche 1.
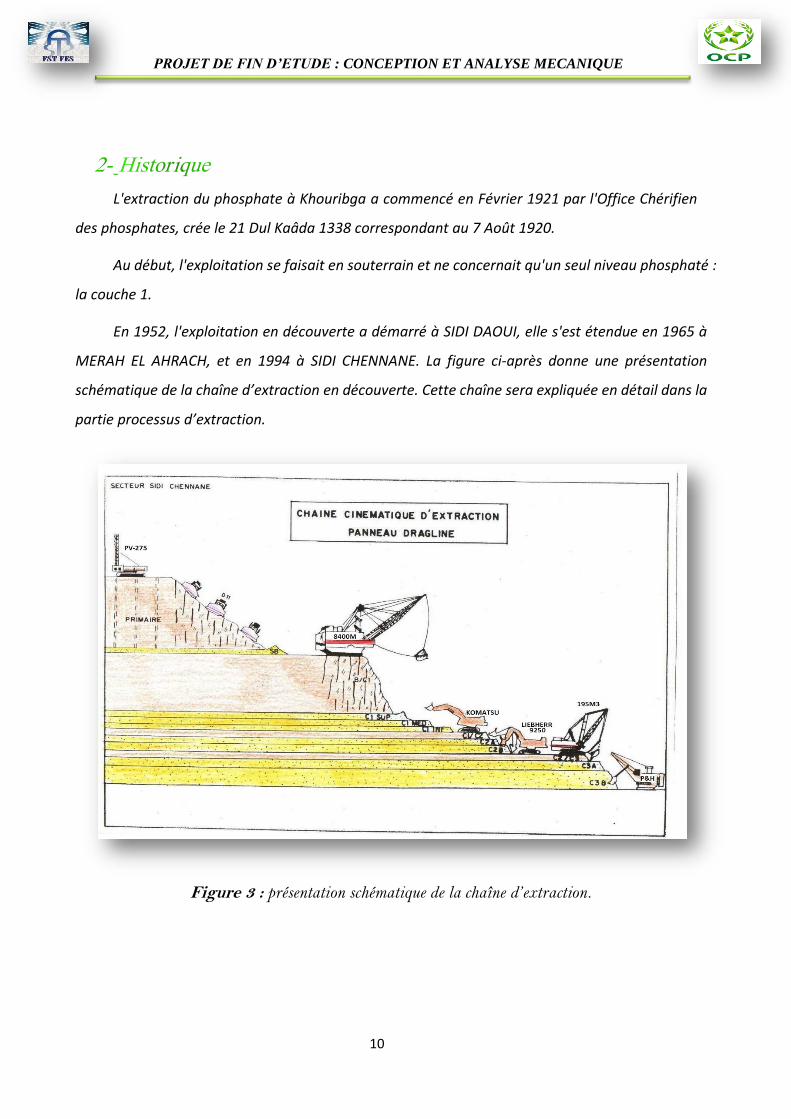
En 1952, l'exploitation en découverte a démarré à SIDI DAOUI, elle s'est étendue en 1965 à
MERAH EL AHRACH, et en 1994 à SIDI CHENNANE. La figure ci-après donne une présentation
schématique de la chaîne d’extraction en découverte. Cette chaîne sera expliquée en détail dans la
partie processus d’extraction.
Figure 3 : présentation schématique de la chaîne d’extraction.
PROJET DE FIN D’ETUDE : CONCEPTION ET ANALYSE MECANIQUE
11
Aujourd'hui, le groupe OCP compte environ 24 000 agents répartis entre Hors Cadres,
TAMCA (Techniciens, agents de maîtrise et cadres administratifs) et ouvriers.
Le groupe ne cesse de rechercher l'amélioration des services, la qualité de la
production et, la sécurité absolue de ses agents .Ainsi un système SMGI (Système de
Management Global et Intégré) pour la sécurité et l'environnement vient d'être mis en
place tandis qu'au sein de ses sections exécutantes des «Cercles de Qualité» sont créés
pour étudier les difficultés que rencontrent les ouvriers et leur inciter à essayer d'en
trouver les solutions adéquates.
En parallèle, le groupe n'ignore point les effets néfastes de ses activités industrielles
sur l'environnement et agit dans ce sens à travers des organismes internationaux. Et à
titre d'exemple, à la zone d'exploitation de SIDI CHENNANE l'opération de reboisement
des zones exploitées ainsi que la mise en place d'un lac artificiel abritant -un nombre
considérable d'animaux...
La mission de l’OCP peut être résumée dans les deux points suivants :
Extraire les phosphates bruts, les traiter pour rendre marchands et le commercialiser.
Valoriser une partie de la production de phosphates dans les usines chimique soit sous
forme d’acide phosphorique, ou sous forme d’engrais.
L’OCP a été constitué sous forme d’une organisation d’état à caractère industriel et
commercial doté d’une organisation lui permettant d’agir avec la même dynamique et la même
souplesse nommée par DAHIR et par un conseil administratif composé de ministres et précédé par
le premier ministre.
PROJET DE FIN D’ETUDE : CONCEPTION ET ANALYSE MECANIQUE
12
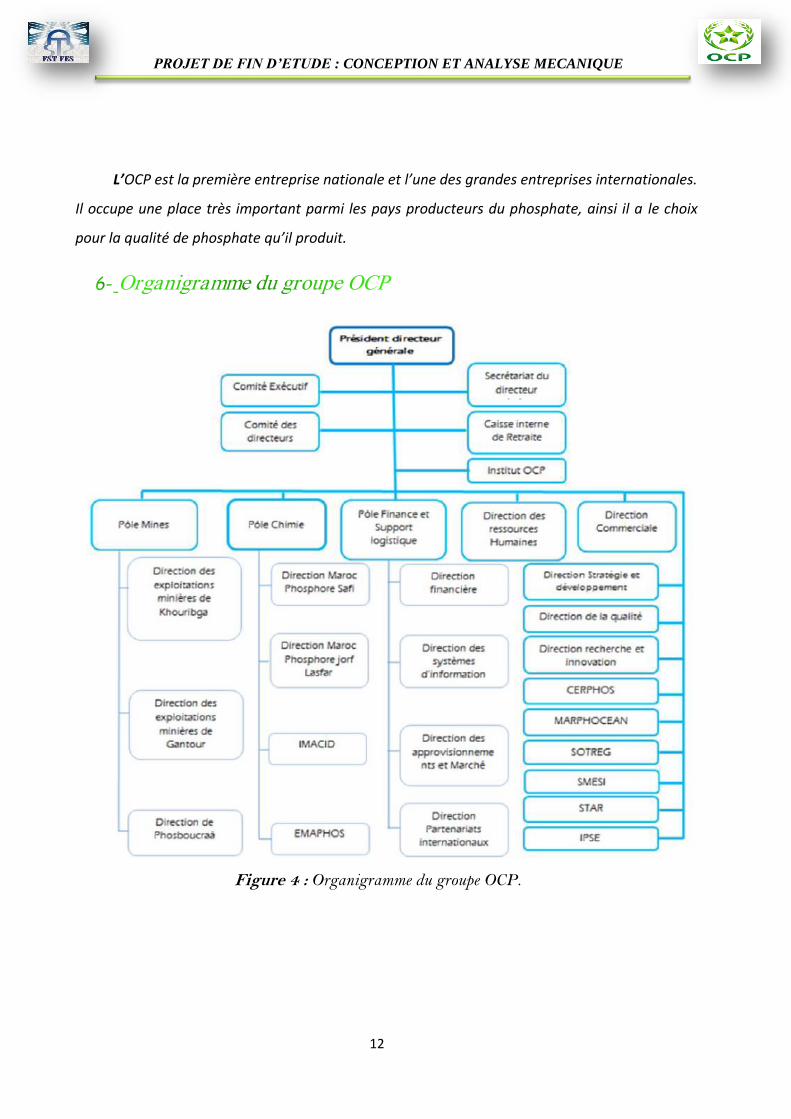
L’OCP est la première entreprise nationale et l’une des grandes entreprises internationales.
Il occupe une place très important parmi les pays producteurs du phosphate, ainsi il a le choix
pour la qualité de phosphate qu’il produit.
Figure 4 : Organigramme du groupe OCP.
PROJET DE FIN D’ETUDE : CONCEPTION ET ANALYSE MECANIQUE
13
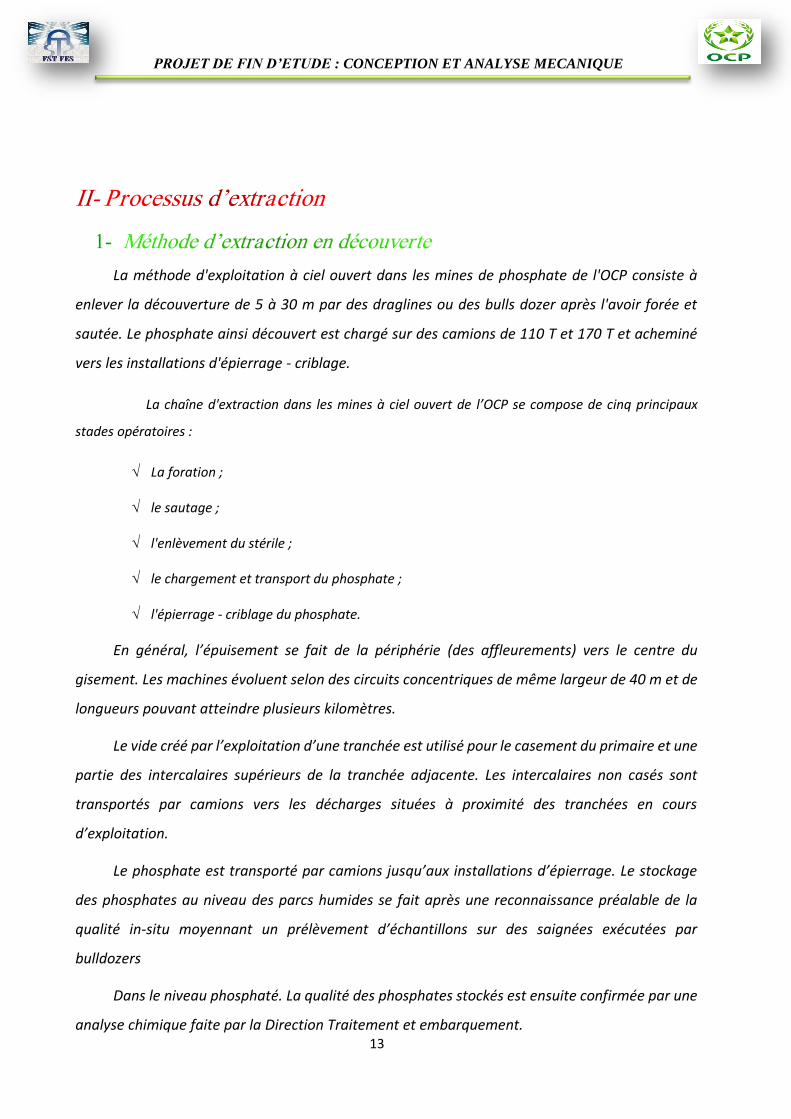
La méthode d'exploitation à ciel ouvert dans les mines de phosphate de l'OCP consiste à
enlever la découverture de 5 à 30 m par des draglines ou des bulls dozer après l'avoir forée et
sautée. Le phosphate ainsi découvert est chargé sur des camions de 110 T et 170 T et acheminé
vers les installations d'épierrage - criblage.
La chaîne d'extraction dans les mines à ciel ouvert de l’OCP se compose de cinq principaux
stades opératoires :
La foration ;
le sautage ;
l'enlèvement du stérile ;
le chargement et transport du phosphate ;
l'épierrage - criblage du phosphate.
En général, l’épuisement se fait de la périphérie (des affleurements) vers le centre du
gisement. Les machines évoluent selon des circuits concentriques de même largeur de 40 m et de
longueurs pouvant atteindre plusieurs kilomètres.
Le vide créé par l’exploitation d’une tranchée est utilisé pour le casement du primaire et une
partie des intercalaires supérieurs de la tranchée adjacente. Les intercalaires non casés sont
transportés par camions vers les décharges situées à proximité des tranchées en cours
d’exploitation.
Le phosphate est transporté par camions jusqu’aux installations d’épierrage. Le stockage
des phosphates au niveau des parcs humides se fait après une reconnaissance préalable de la
qualité in-situ moyennant un prélèvement d’échantillons sur des saignées exécutées par
bulldozers
Dans le niveau phosphaté. La qualité des phosphates stockés est ensuite confirmée par une
analyse chimique faite par la Direction Traitement et embarquement.
PROJET DE FIN D’ETUDE : CONCEPTION ET ANALYSE MECANIQUE
14
Dans l'objectif de pouvoir répondre à la demande, de plus en plus exigeante en seuils des
éléments pénalisants, et avec le souci d'une meilleure récupération et préservation des teneurs
en place, la méthode d'extraction a évolué vers une sélectivité totale aussi bien verticale
qu'horizontale s'opérant en treize étages.
a- Foration
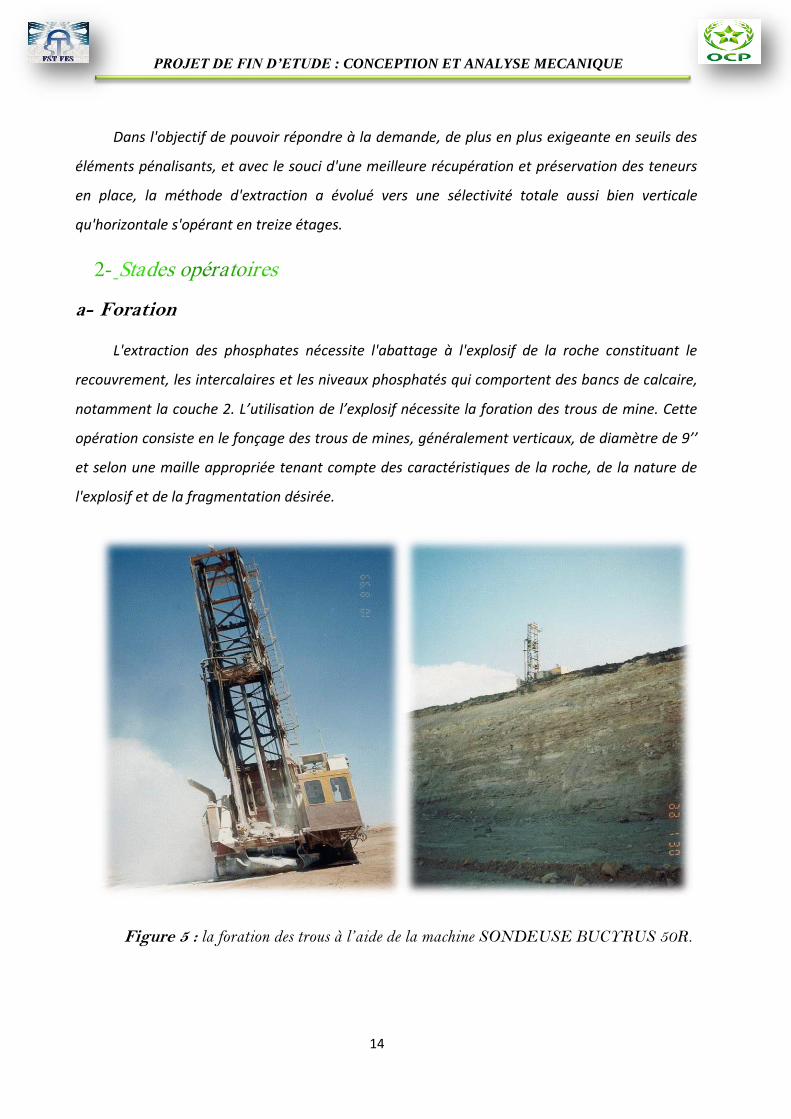
L'extraction des phosphates nécessite l'abattage à l'explosif de la roche constituant le
recouvrement, les intercalaires et les niveaux phosphatés qui comportent des bancs de calcaire,
notamment la couche 2. L’utilisation de l’explosif nécessite la foration des trous de mine. Cette
opération consiste en le fonçage des trous de mines, généralement verticaux, de diamètre de 9’’
et selon une maille appropriée tenant compte des caractéristiques de la roche, de la nature de
l'explosif et de la fragmentation désirée.
Figure 5 : la foration des trous à l’aide de la machine SONDEUSE BUCYRUS 50R.
PROJET DE FIN D’ETUDE : CONCEPTION ET ANALYSE MECANIQUE
15
L’opération de foration est assurée par 11 sondeuses électriques et 4 sondeuses diesel. Plus
de 1,2 millions de mètres linéaires sont forés annuellement.
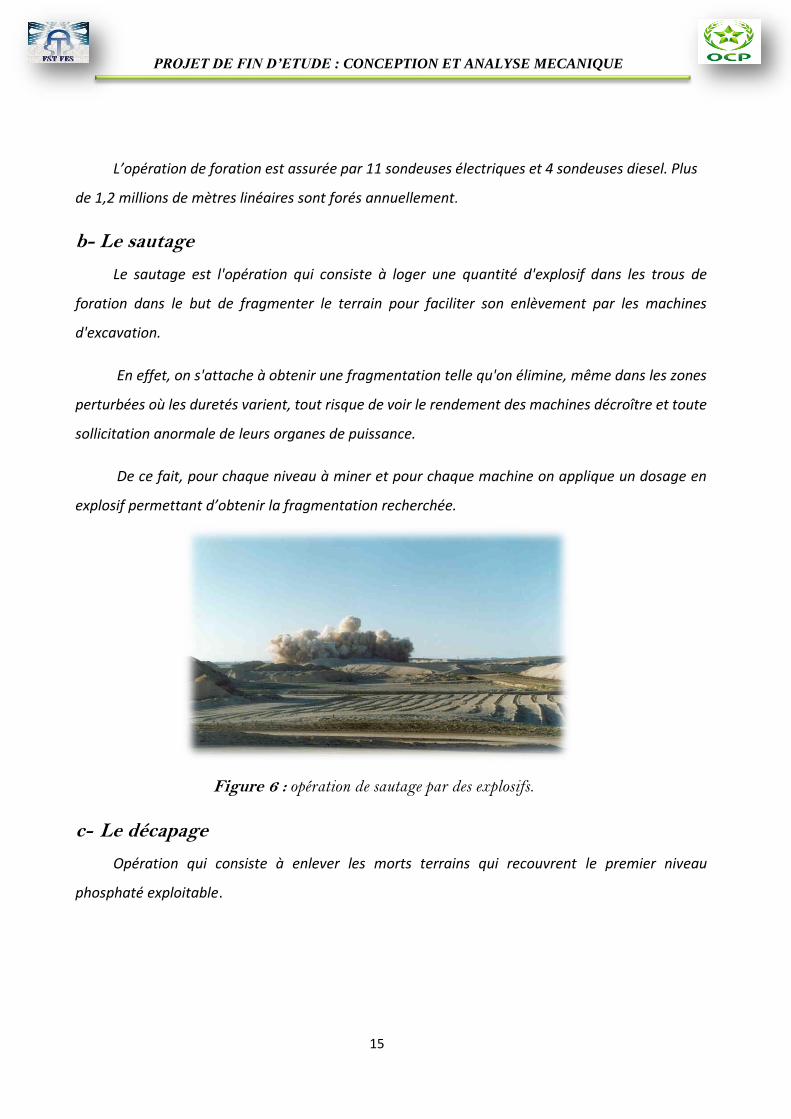
b- Le sautage
Le sautage est l'opération qui consiste à loger une quantité d'explosif dans les trous de
foration dans le but de fragmenter le terrain pour faciliter son enlèvement par les machines
d'excavation.
En effet, on s'attache à obtenir une fragmentation telle qu'on élimine, même dans les zones
perturbées où les duretés varient, tout risque de voir le rendement des machines décroître et toute
sollicitation anormale de leurs organes de puissance.
De ce fait, pour chaque niveau à miner et pour chaque machine on applique un dosage en
explosif permettant d’obtenir la fragmentation recherchée.
Figure 6 : opération de sautage par des explosifs.
c- Le décapage
Opération qui consiste à enlever les morts terrains qui recouvrent le premier niveau
phosphaté exploitable.
PROJET DE FIN D’ETUDE : CONCEPTION ET ANALYSE MECANIQUE
16
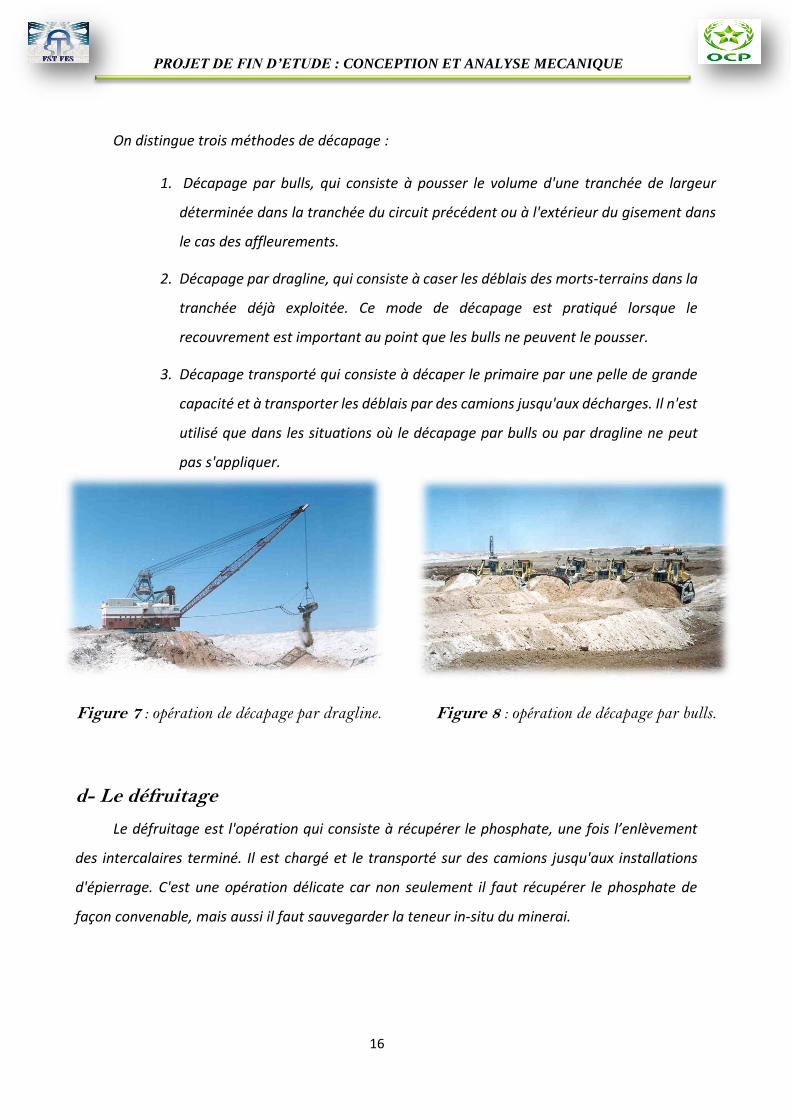
On distingue trois méthodes de décapage :
1. Décapage par bulls, qui consiste à pousser le volume d'une tranchée de largeur
déterminée dans la tranchée du circuit précédent ou à l'extérieur du gisement dans
le cas des affleurements.
2. Décapage par dragline, qui consiste à caser les déblais des morts-terrains dans la
tranchée déjà exploitée. Ce mode de décapage est pratiqué lorsque le
recouvrement est important au point que les bulls ne peuvent le pousser.
3. Décapage transporté qui consiste à décaper le primaire par une pelle de grande
capacité et à transporter les déblais par des camions jusqu'aux décharges. Il n'est
utilisé que dans les situations où le décapage par bulls ou par dragline ne peut
pas s'appliquer.
Figure 7 : opération de décapage par dragline. Figure 8 : opération de décapage par bulls.
d- Le défruitage
Le défruitage est l'opération qui consiste à récupérer le phosphate, une fois l’enlèvement
des intercalaires terminé. Il est chargé et le transporté sur des camions jusqu'aux installations
d'épierrage. C'est une opération délicate car non seulement il faut récupérer le phosphate de
façon convenable, mais aussi il faut sauvegarder la teneur in-situ du minerai.
PROJET DE FIN D’ETUDE : CONCEPTION ET ANALYSE MECANIQUE
17
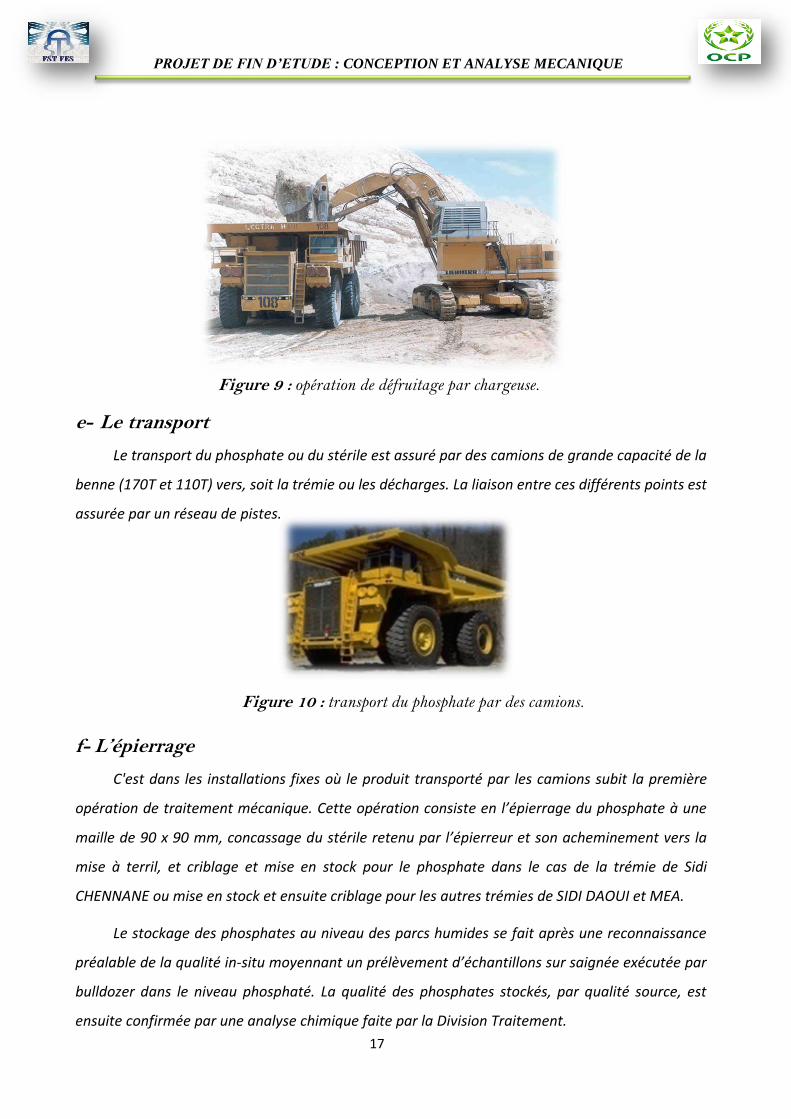
Figure 9 : opération de défruitage par chargeuse.
e- Le transport
Le transport du phosphate ou du stérile est assuré par des camions de grande capacité de la
benne (170T et 110T) vers, soit la trémie ou les décharges. La liaison entre ces différents points est
assurée par un réseau de pistes.
Figure 10 : transport du phosphate par des camions.
f- L’épierrage
C'est dans les installations fixes où le produit transporté par les camions subit la première
opération de traitement mécanique. Cette opération consiste en l’épierrage du phosphate à une
maille de 90 x 90 mm, concassage du stérile retenu par l’épierreur et son acheminement vers la
mise à terril, et criblage et mise en stock pour le phosphate dans le cas de la trémie de Sidi
CHENNANE ou mise en stock et ensuite criblage pour les autres trémies de SIDI DAOUI et MEA.
Le stockage des phosphates au niveau des parcs humides se fait après une reconnaissance
préalable de la qualité in-situ moyennant un prélèvement d’échantillons sur saignée exécutée par
bulldozer dans le niveau phosphaté. La qualité des phosphates stockés, par qualité source, est
ensuite confirmée par une analyse chimique faite par la Division Traitement.
PROJET DE FIN D’ETUDE : CONCEPTION ET ANALYSE MECANIQUE
18
Secteurs d'exploitation
SIDI CHENNANE
MERAH EL AHRACHSIDI DAOUI
Figure 11 : Convoyeurs et transporteurs des phosphates épierrés.
III-
L'exploitation à ciel ouvert, qui assure la totalité de la production de la zone, est concentrée
dans trois secteurs : SIDI DAOUI, MERAH EL AHRACH et SIDI CHENNANE.
Nous allons s’intéresser au secteur SIDI CHENNANE vue que nous y avons passé notre stage.
Le secteur SIDI CHENNANE est une nouvelle mine dont l'activité a démarré en 1994, c’est
un secteur minier en pleine expansion, avec une production d’environ 6 Mt de phosphates en
moyenne par an, et une réserve de 331 Mt.
PROJET DE FIN D’ETUDE : CONCEPTION ET ANALYSE MECANIQUE
19
Ateliers décentralisés de SIDI CHENANNE :
Atelier Bulls & Camions : service 335
Atelier électrique : service 336
Atelier machines : service 337
1-
Figure 12 : atelier maintenance dragline et pelle.
a- Mission du service 337
La mission du service 337 est d’assurer la disponibilité des machines (draglines,
sondeuses et pelles au site de SIDI CHENNANE) et leur fiabilité avec un coût optimum
tout en assurant une meilleure sécurité.
PROJET DE FIN D’ETUDE : CONCEPTION ET ANALYSE MECANIQUE
20
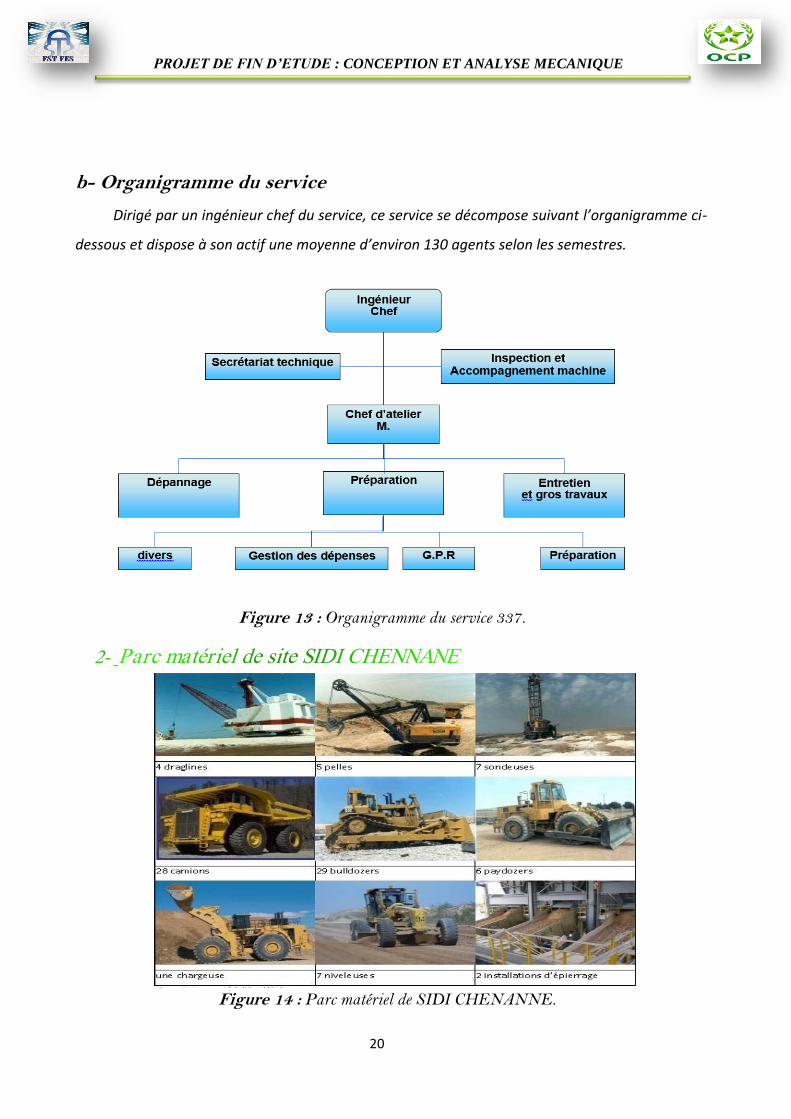
b- Organigramme du service
Dirigé par un ingénieur chef du service, ce service se décompose suivant l’organigramme ci-
dessous et dispose à son actif une moyenne d’environ 130 agents selon les semestres.
Figure 13 : Organigramme du service 337.
Figure 14 : Parc matériel de SIDI CHENANNE.

PROJET DE FIN D’ETUDE : CONCEPTION ET ANALYSE MECANIQUE
21
Partie 2 : LA MACHINE DRAGLINE 195 -M
PROJET DE FIN D’ETUDE : CONCEPTION ET ANALYSE MECANIQUE
22
Les draglines sont des machines qui permettent la découverte des couches phosphatées pour
qu’elles soient disponibles au transport.
Elles jouent un rôle primordial dans l’exploitation minière, en particulier dans l’extraction des
phosphates et constituent ainsi le support de la production.
Figure 15 : La DRAGLINE 195-M.
Les draglines 195M sont des machines électriques destinées à travailler dans des mines à ciel
ouvert, elles sont fabriquées par Marion Power Shovel. Elles sont destinées généralement à dégager
la première couche du sol stérile, pour permettre le défruitage des couches de Phosphate. Cette
opération est appelée décapage.
PROJET DE FIN D’ETUDE : CONCEPTION ET ANALYSE MECANIQUE
23
Afin d’accomplir la mission de décapage, les draglines 195M sont équipées d’un arsenal de
moteurs puissants, d’organes mécaniques robustes, d’un équipement de protection du matériel
électrique et mécanique et d’une logique de commande assez sophistiquée.
Les 195M ramassent le sol par le godet dans un mouvement appelé dragage, puis elles le
lèvent (levage), avant que le bâti tournant ne tourne pas tout entier (orientation), pour permettre
enfin de dégager ce sol dans une zone à part. Après, le bâti tournant retourne à sa position initiale
et le cycle recommence.
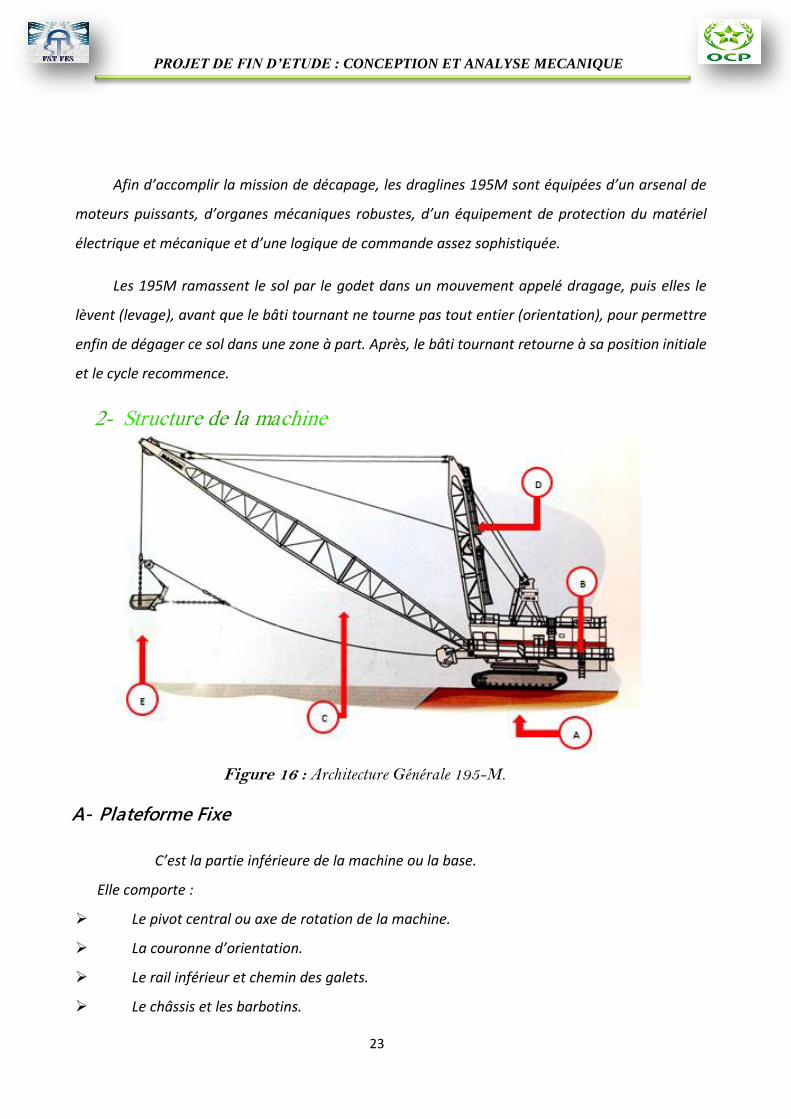
Figure 16 : Architecture Générale 195-M.
A- Plateforme Fixe
C’est la partie inférieure de la machine ou la base.
Elle comporte :
Le pivot central ou axe de rotation de la machine.
La couronne d’orientation.
Le rail inférieur et chemin des galets.
Le châssis et les barbotins.
PROJET DE FIN D’ETUDE : CONCEPTION ET ANALYSE MECANIQUE
24
B- Plateforme tournante
Elle repose sur la plateforme fixe par l’intermédiaire du chemin des galets et du pivot central.
Elle contient :
Tous les sous-ensembles des machines (Moteurs, réducteurs, génératrices, armoires de
contrôle …).
La cabine de conduite.
L’intérieur de la plateforme tournante est ventilé par un système d’aérations situé à sa
terrasse et muni de filtre pour éliminer les poussières.
C- La flèche
Grâce à elle, le godet peut travailler loin de la machine, sa longueur et son angle d’inclinaison
déterminent le rayon d’action de la machine. Sa tête nommée Pad-lock, elle se compose de :
Système de guidage de la poulie de la tête.
Amarrage des haubans.
Les deux fourreaux du Pad-Lock.
L’ensemble flèche est formé d’une section « pied de flèche » et d’une section « tête de flèche »
qui donne une longueur de base de flèche de 130 pieds. Cet engin contient une section centrale de 20
pieds qui, quand elle est installée, permet d’allonger la flèche à 150 pieds.
D- Le Mât
Il a une position inclinée, articulée à la plateforme tournante et rendu rigide en arrière par
deux haubans (deux câbles de précontrainte du mât) articulées au portique qui est lui-même fixé à
la plateforme tournante.
Le mât comporte deux poulies, une pour le guidage et le renvoie du câble de levage, et l’autre
pour permettre la descente de la flèche et le mât.
Le mât et le portique font partie du système de support de la flèche. Ils sont tous les deux
connectés par des axes du bâti d’orientation. Les parties supérieures du mât et du portique sont
connectées par les câbles de haubanage du mât.
PROJET DE FIN D’ETUDE : CONCEPTION ET ANALYSE MECANIQUE
25
Les structures du mât et du portique sont équipées de poulies qui servent à lever et à
baisser la flèche.
E- Le Godet
C’est l’outil de travail de la machine, il est articulé au câble de levage et de dragage par chaînes,
et à un câble de bascule qui permet de décharger le godet lorsque le câble de drague est détendu.
La dragline 195M est équipée d’un godet de 12 m3. Ce godet est rattaché au câble de levage
par deux chaînes de levage reliées par un palonnier et rattaché en câble de dragage.
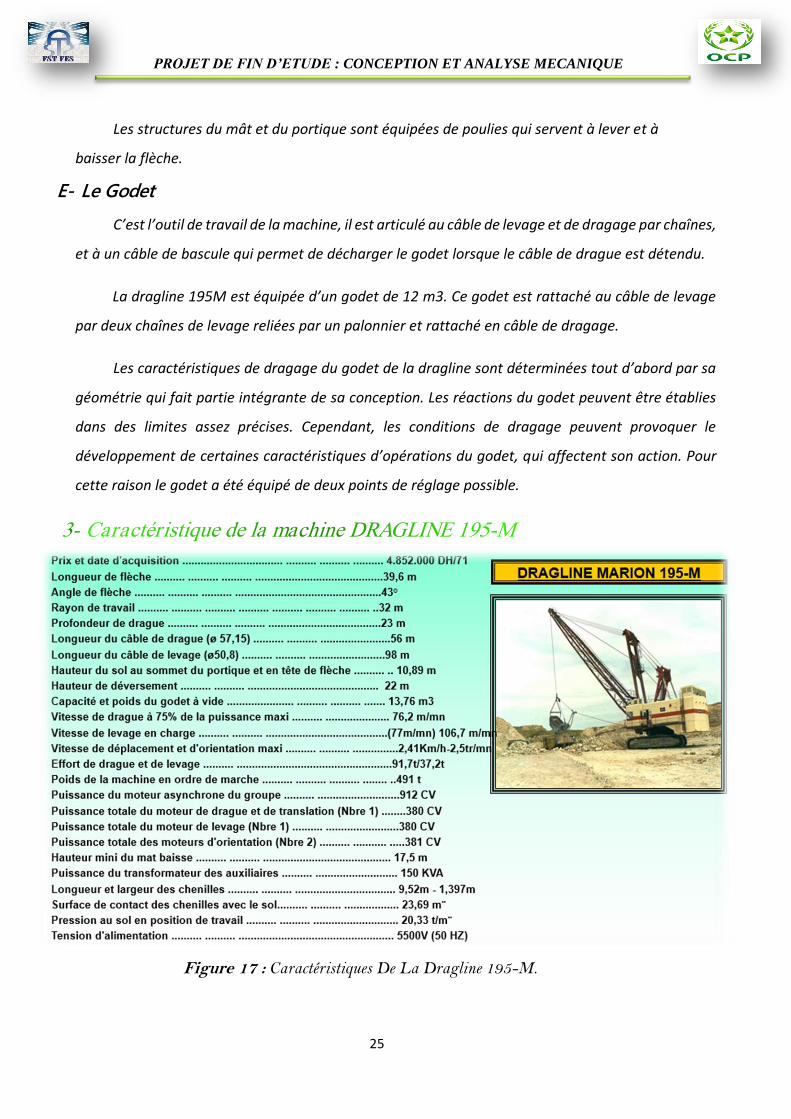
Les caractéristiques de dragage du godet de la dragline sont déterminées tout d’abord par sa
géométrie qui fait partie intégrante de sa conception. Les réactions du godet peuvent être établies
dans des limites assez précises. Cependant, les conditions de dragage peuvent provoquer le
développement de certaines caractéristiques d’opérations du godet, qui affectent son action. Pour
cette raison le godet a été équipé de deux points de réglage possible.
Figure 17 : Caractéristiques De La Dragline 195-M.
PROJET DE FIN D’ETUDE : CONCEPTION ET ANALYSE MECANIQUE
26
Au cours des travaux, la machine peut effectuer les mouvements suivants :
Mouvement de drague pour charger le godet.
Mouvement d’orientation pour déplacement horizontal du godet.
Mouvement de translation pour déplacement de la machine.
Mouvement de levage pour faire monter ou faire descendre le godet.
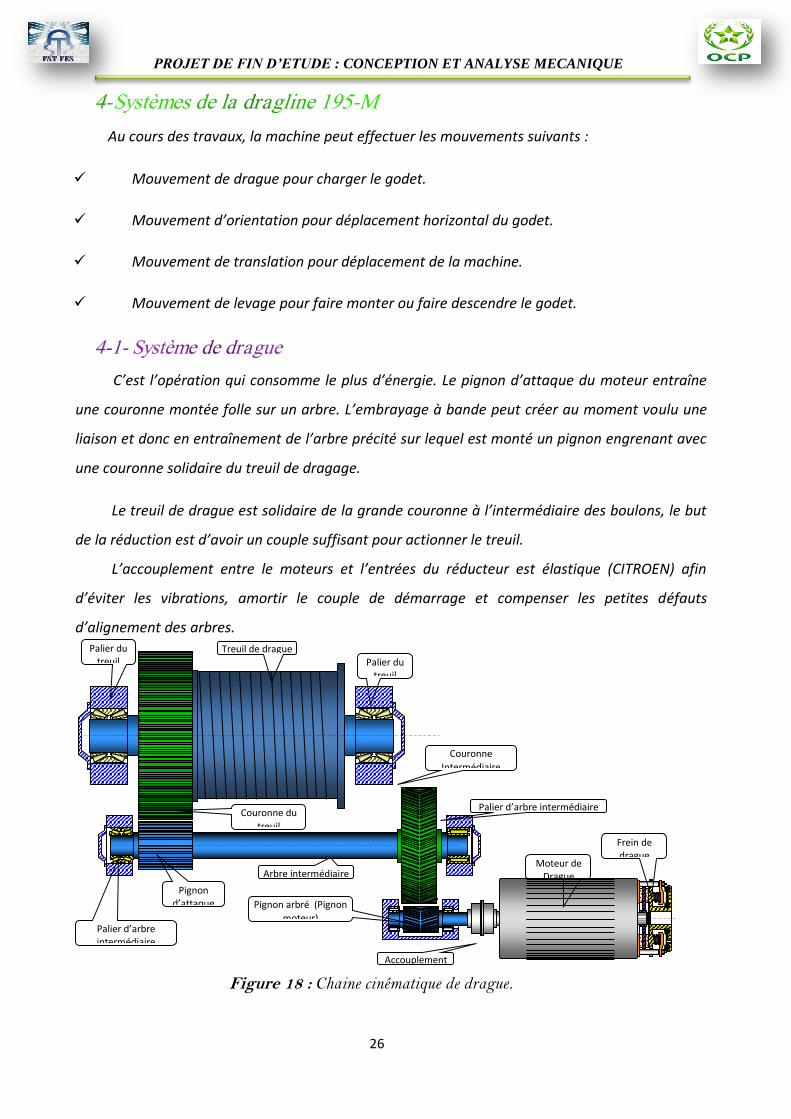
C’est l’opération qui consomme le plus d’énergie. Le pignon d’attaque du moteur entraîne
une couronne montée folle sur un arbre. L’embrayage à bande peut créer au moment voulu une
liaison et donc en entraînement de l’arbre précité sur lequel est monté un pignon engrenant avec
une couronne solidaire du treuil de dragage.
Le treuil de drague est solidaire de la grande couronne à l’intermédiaire des boulons, le but
de la réduction est d’avoir un couple suffisant pour actionner le treuil.
L’accouplement entre le moteurs et l’entrées du réducteur est élastique (CITROEN) afin
d’éviter les vibrations, amortir le couple de démarrage et compenser les petites défauts
d’alignement des arbres.
Figure 18 : Chaine cinématique de drague.
Pignon arbré (Pignon
moteur)
Couronne
Intermédiaire
Couronne du
treuil
Palier du treuil
Frein de drague
Moteur de Drague
Pignon d’attaque
Palier du treuil
Treuil de drague
Accouplement
Palier d’arbre intermédiaire
Arbre intermédiaire
Palier d’arbre intermédiaire
PROJET DE FIN D’ETUDE : CONCEPTION ET ANALYSE MECANIQUE
27
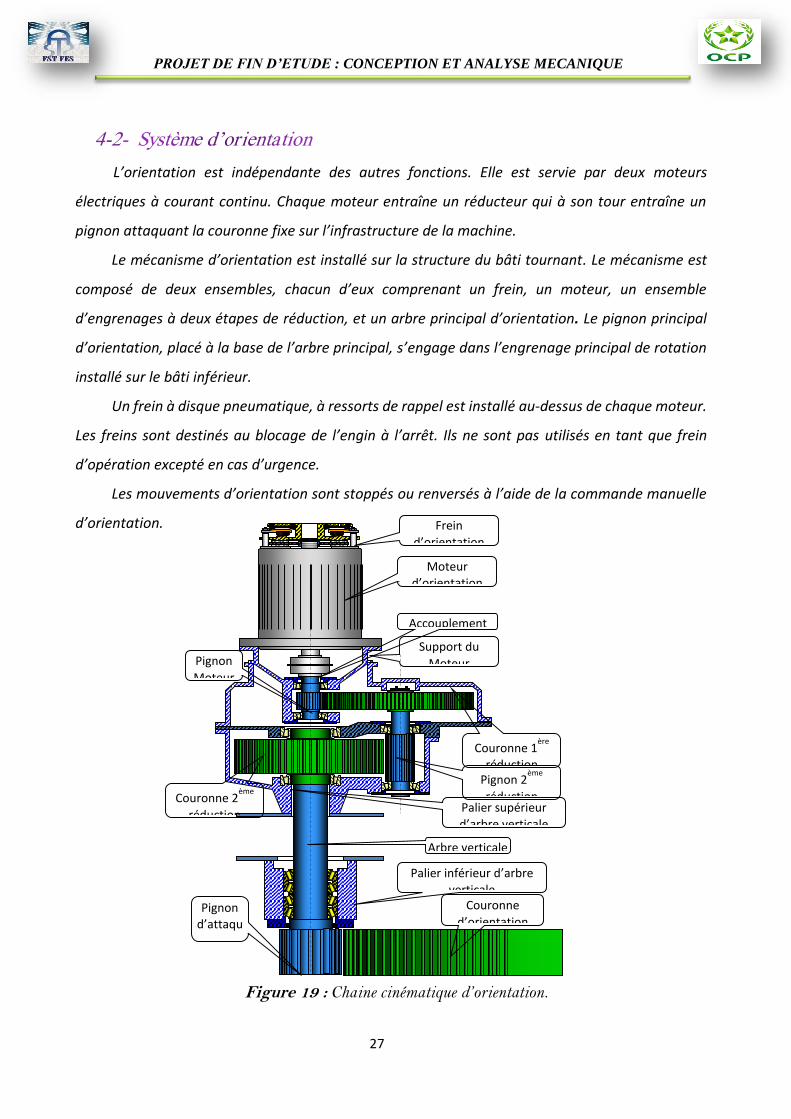
L’orientation est indépendante des autres fonctions. Elle est servie par deux moteurs
électriques à courant continu. Chaque moteur entraîne un réducteur qui à son tour entraîne un
pignon attaquant la couronne fixe sur l’infrastructure de la machine.
Le mécanisme d’orientation est installé sur la structure du bâti tournant. Le mécanisme est
composé de deux ensembles, chacun d’eux comprenant un frein, un moteur, un ensemble
d’engrenages à deux étapes de réduction, et un arbre principal d’orientation. Le pignon principal
d’orientation, placé à la base de l’arbre principal, s’engage dans l’engrenage principal de rotation
installé sur le bâti inférieur.
Un frein à disque pneumatique, à ressorts de rappel est installé au-dessus de chaque moteur.
Les freins sont destinés au blocage de l’engin à l’arrêt. Ils ne sont pas utilisés en tant que frein
d’opération excepté en cas d’urgence.
Les mouvements d’orientation sont stoppés ou renversés à l’aide de la commande manuelle
d’orientation.
Figure 19 : Chaine cinématique d’orientation.
Frein
d’orientation
Moteur d’orientation
Accouplement
Support du
Moteur Pignon
Moteur
Couronne 1ère
réduction
Pignon 2ème
réduction Couronne 2ème
réduction Palier supérieur
d’arbre verticale
Arbre verticale
Palier inférieur d’arbre
verticale Pignon
d’attaqu
e
Couronne
d’orientation
PROJET DE FIN D’ETUDE : CONCEPTION ET ANALYSE MECANIQUE
28
4-3-
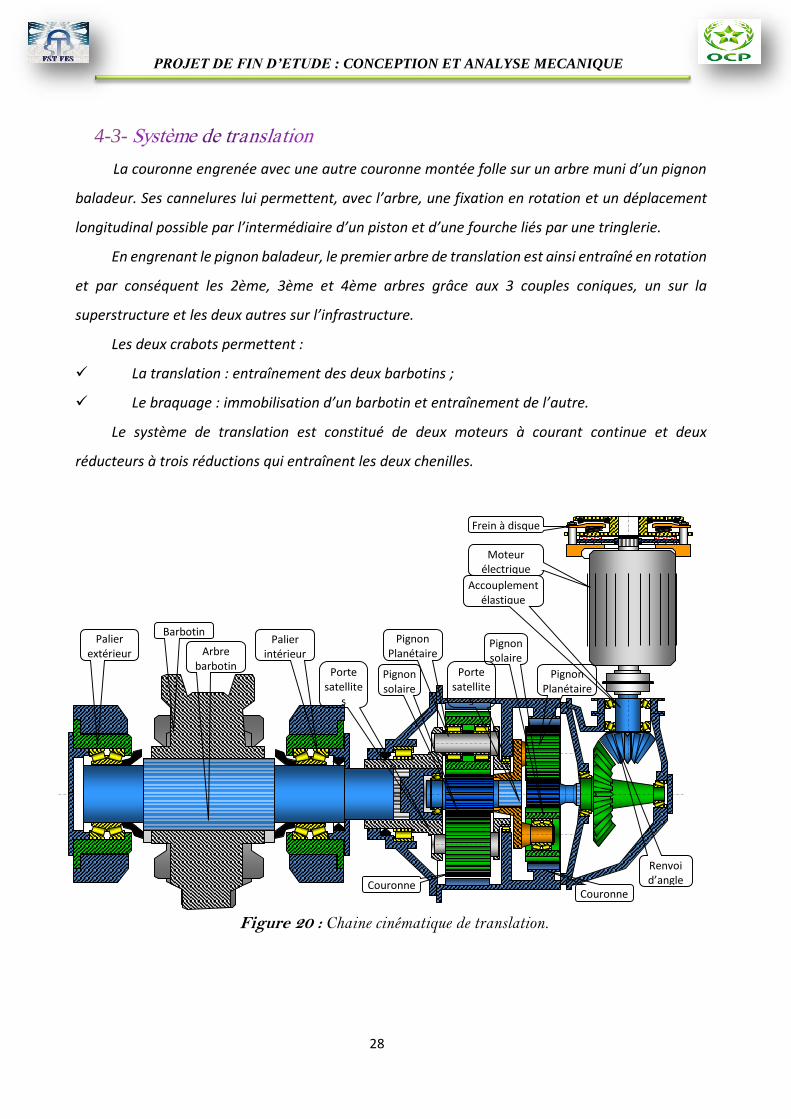
La couronne engrenée avec une autre couronne montée folle sur un arbre muni d’un pignon
baladeur. Ses cannelures lui permettent, avec l’arbre, une fixation en rotation et un déplacement
longitudinal possible par l’intermédiaire d’un piston et d’une fourche liés par une tringlerie.
En engrenant le pignon baladeur, le premier arbre de translation est ainsi entraîné en rotation
et par conséquent les 2ème, 3ème et 4ème arbres grâce aux 3 couples coniques, un sur la
superstructure et les deux autres sur l’infrastructure.
Les deux crabots permettent :
La translation : entraînement des deux barbotins ;
Le braquage : immobilisation d’un barbotin et entraînement de l’autre.
Le système de translation est constitué de deux moteurs à courant continue et deux
réducteurs à trois réductions qui entraînent les deux chenilles.
Figure 20 : Chaine cinématique de translation.
Frein à disque
Moteur électrique
Accouplement élastique
Renvoi d’angle
Pignon Planétaire
Porte satellite
s
Couronne
Pignon solaire
Pignon Planétaire
Pignon solaire
Porte satellite
s
Couronne
Barbotin
Arbre barbotin
Palier intérieur
Palier extérieur
PROJET DE FIN D’ETUDE : CONCEPTION ET ANALYSE MECANIQUE
29
Pignon arbré (Pignon
moteur)
Couronne Intermédiaire
Couronne du treuil
Palier du treuil
Frein de
Levage Moteur de Levage
Pignon arbré d’attaque
Palier du treuil Treuil de Levage
Accouplement
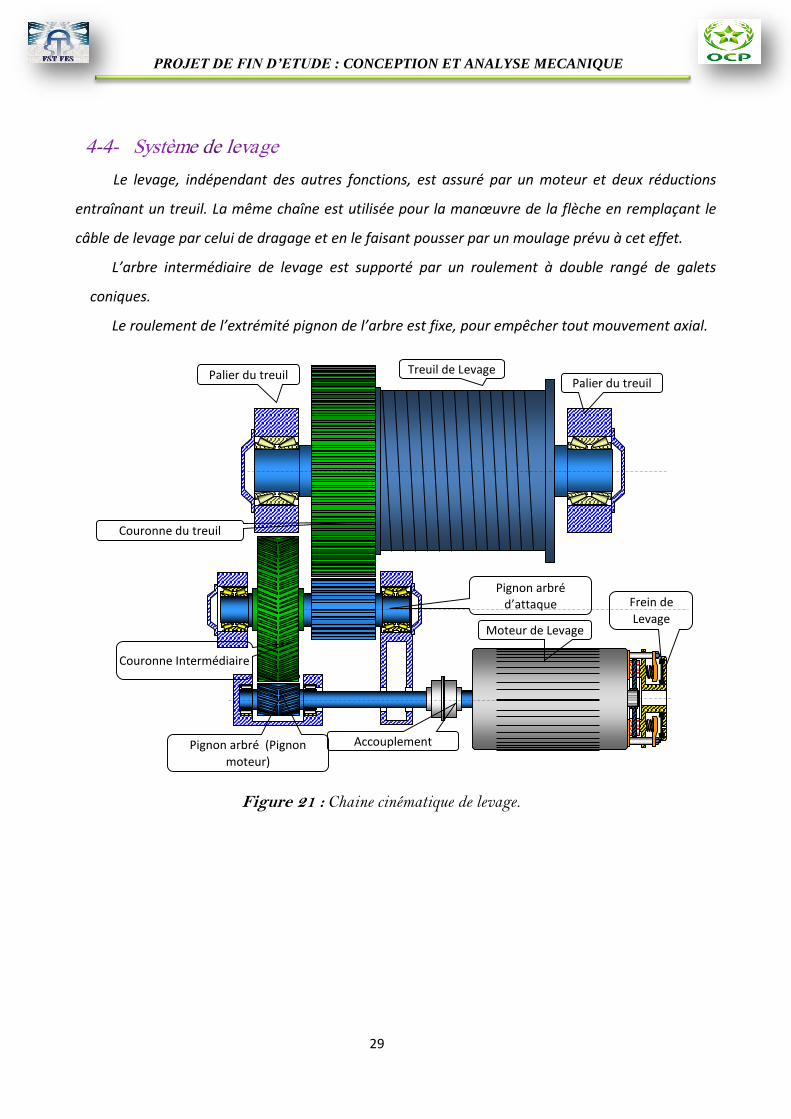
Le levage, indépendant des autres fonctions, est assuré par un moteur et deux réductions
entraînant un treuil. La même chaîne est utilisée pour la manœuvre de la flèche en remplaçant le
câble de levage par celui de dragage et en le faisant pousser par un moulage prévu à cet effet.
L’arbre intermédiaire de levage est supporté par un roulement à double rangé de galets
coniques.
Le roulement de l’extrémité pignon de l’arbre est fixe, pour empêcher tout mouvement axial.
Figure 21 : Chaine cinématique de levage.
PROJET DE FIN D’ETUDE : CONCEPTION ET ANALYSE MECANIQUE
30
0
20
40
60
80
100
120
Fréquence cumulée
Fréquence cumulée
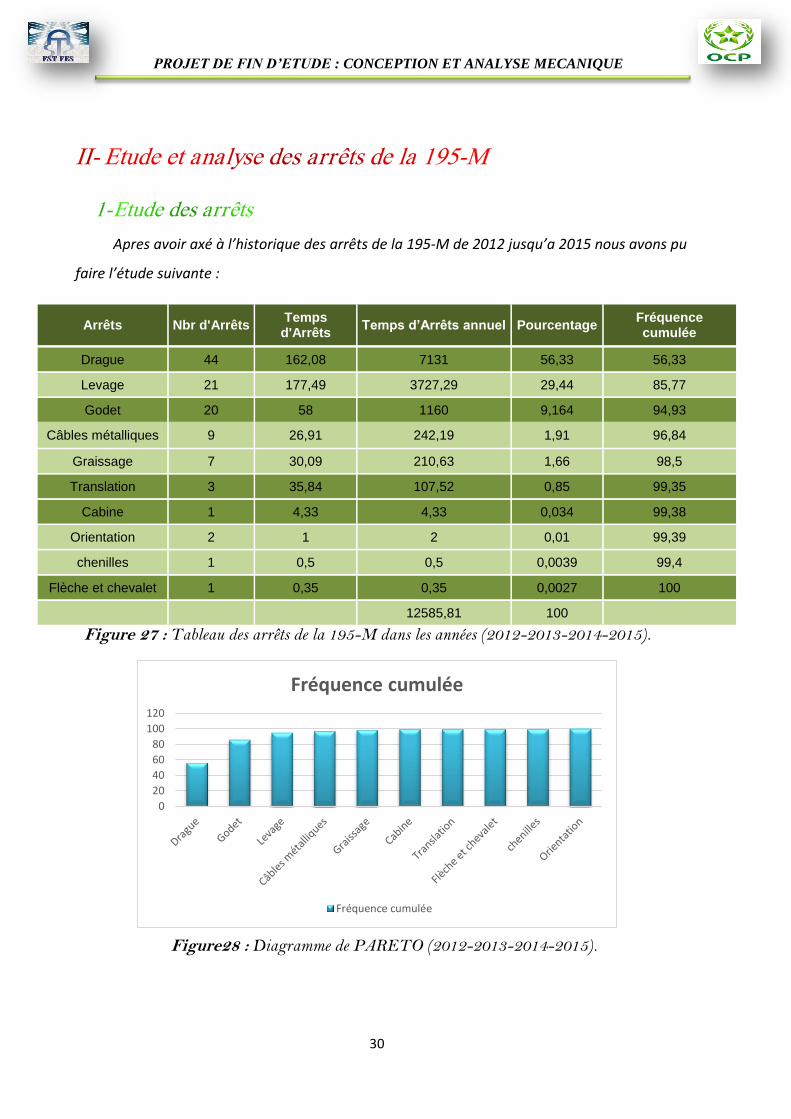
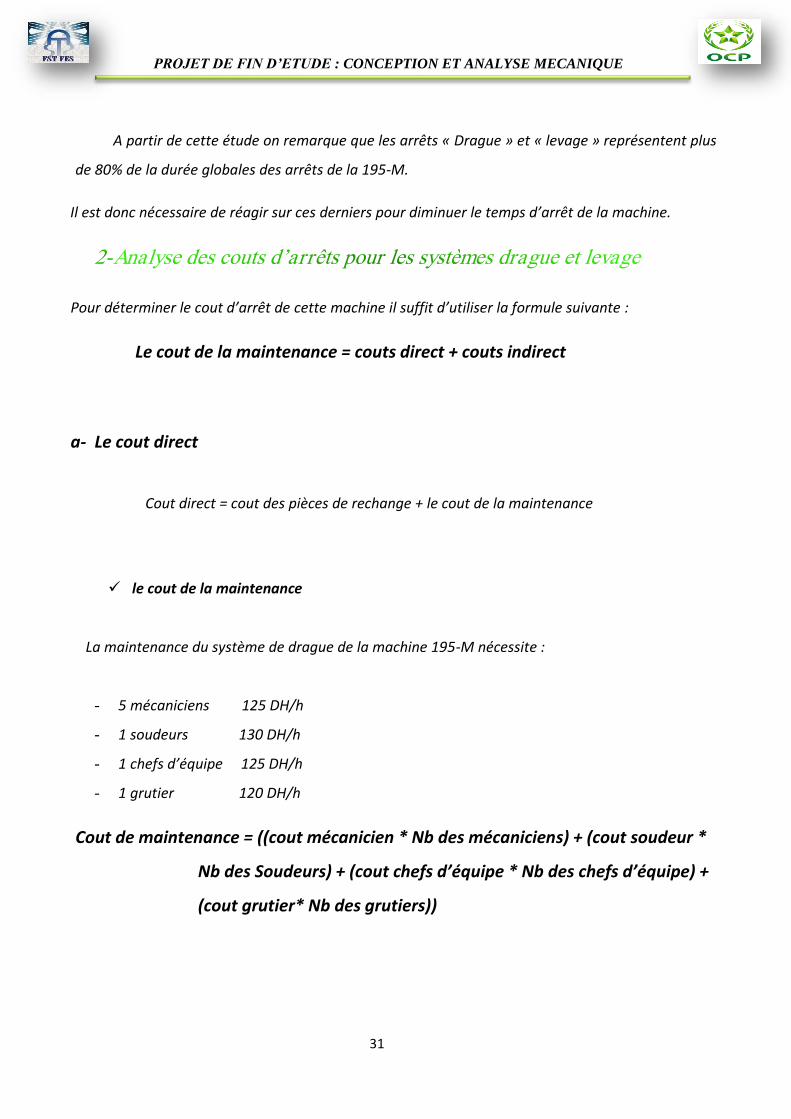
Apres avoir axé à l’historique des arrêts de la 195-M de 2012 jusqu’a 2015 nous avons pu
faire l’étude suivante :
Figure 27 : Tableau des arrêts de la 195-M dans les années (2012-2013-2014-2015).
Figure28 : Diagramme de PARETO (2012-2013-2014-2015).
Arrêts Nbr d'Arrêts Temps d'Arrêts
Temps d’Arrêts annuel Pourcentage Fréquence cumulée
Drague 44 162,08 7131 56,33 56,33
Levage 21 177,49 3727,29 29,44 85,77
Godet 20 58 1160 9,164 94,93
Câbles métalliques 9 26,91 242,19 1,91 96,84
Graissage 7 30,09 210,63 1,66 98,5
Translation 3 35,84 107,52 0,85 99,35
Cabine 1 4,33 4,33 0,034 99,38
Orientation 2 1 2 0,01 99,39
chenilles 1 0,5 0,5 0,0039 99,4
Flèche et chevalet 1 0,35 0,35 0,0027 100
12585,81 100
PROJET DE FIN D’ETUDE : CONCEPTION ET ANALYSE MECANIQUE
31
A partir de cette étude on remarque que les arrêts « Drague » et « levage » représentent plus
de 80% de la durée globales des arrêts de la 195-M.
Il est donc nécessaire de réagir sur ces derniers pour diminuer le temps d’arrêt de la machine.
Pour déterminer le cout d’arrêt de cette machine il suffit d’utiliser la formule suivante :
Le cout de la maintenance = couts direct + couts indirect
a- Le cout direct
Cout direct = cout des pièces de rechange + le cout de la maintenance
le cout de la maintenance
La maintenance du système de drague de la machine 195-M nécessite :
- 5 mécaniciens 125 DH/h
- 1 soudeurs 130 DH/h
- 1 chefs d’équipe 125 DH/h
- 1 grutier 120 DH/h
Cout de maintenance = ((cout mécanicien * Nb des mécaniciens) + (cout soudeur *
Nb des Soudeurs) + (cout chefs d’équipe * Nb des chefs d’équipe) +
(cout grutier* Nb des grutiers))
PROJET DE FIN D’ETUDE : CONCEPTION ET ANALYSE MECANIQUE
32
le cout des pièces de rechanges
Pour le drague
- Pignon 277255 DH
- Couronne à chevron 367162 DH
- Arbre intermédiaire de drague 320000 DH
- Roulement de l'arbre côté pignon 41038 DH
- Roulement de l'arbre côté couronne 35439 DH
- Couronne du treuil de drague 663964 DH
- Pignon moteur de drague 71871 DH
- Rlt du treuil et d’arbre 41038 DH
Intermédiaire coté pignon
- Roulement cylindrique du pignon 39038 DH
arbré 1ere réduction
Pour le levage
- Couronne intermédiaire de levage 297121 DH
- Roulement à rouleaux conique 39439 DH
b- Le cout indirect
Couts indirect représente les pertes de la production due à l’arrêt de la machine, estimé de
4000 DH/heure.
PROJET DE FIN D’ETUDE : CONCEPTION ET ANALYSE MECANIQUE
33
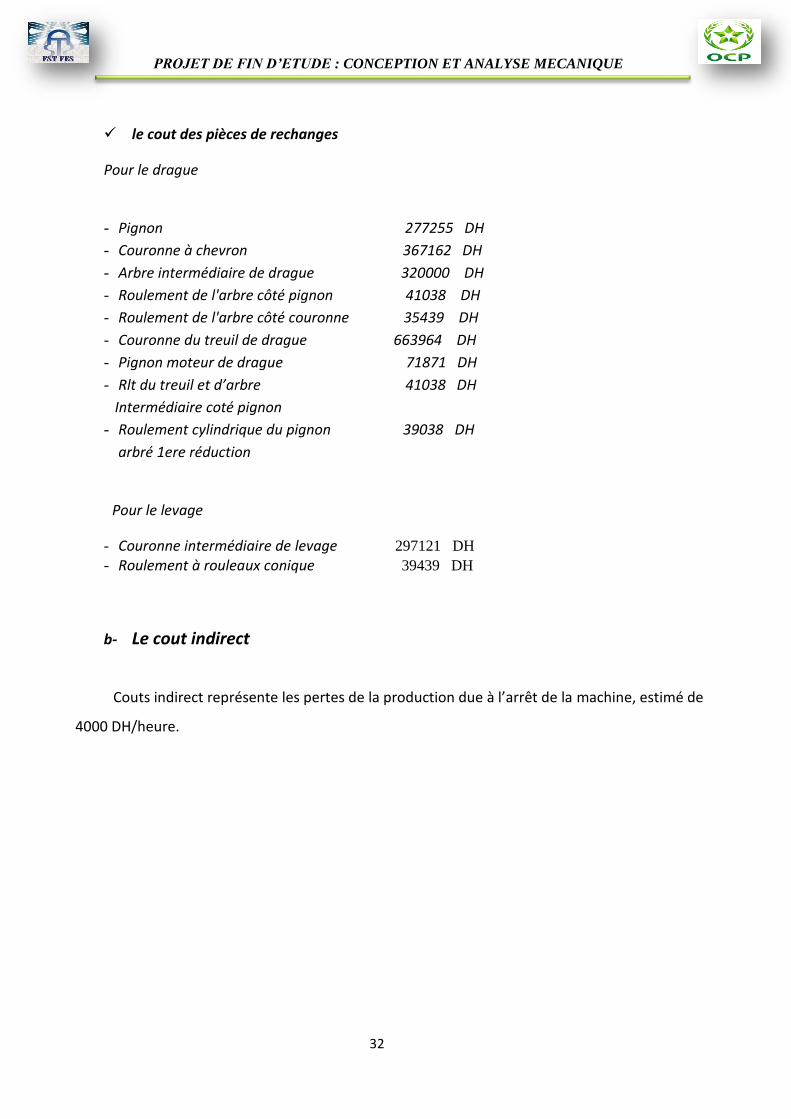
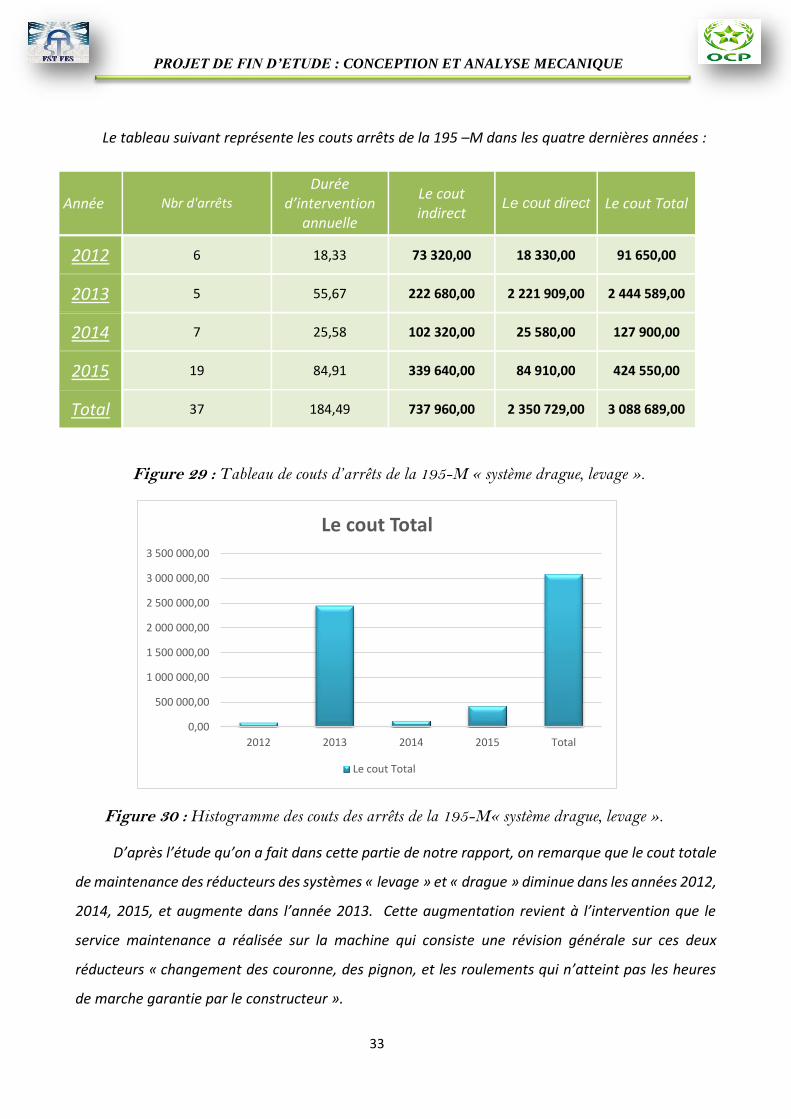
Le tableau suivant représente les couts arrêts de la 195 –M dans les quatre dernières années :
Figure 29 : Tableau de couts d’arrêts de la 195-M « système drague, levage ».
Figure 30 : Histogramme des couts des arrêts de la 195-M« système drague, levage ».
D’après l’étude qu’on a fait dans cette partie de notre rapport, on remarque que le cout totale
de maintenance des réducteurs des systèmes « levage » et « drague » diminue dans les années 2012,
2014, 2015, et augmente dans l’année 2013. Cette augmentation revient à l’intervention que le
service maintenance a réalisée sur la machine qui consiste une révision générale sur ces deux
réducteurs « changement des couronne, des pignon, et les roulements qui n’atteint pas les heures
de marche garantie par le constructeur ».
Année Nbr d'arrêts
Durée d’intervention
annuelle
Le cout indirect
Le cout direct Le cout Total
2012 6 18,33 73 320,00 18 330,00 91 650,00
2013 5 55,67 222 680,00 2 221 909,00 2 444 589,00
2014 7 25,58 102 320,00 25 580,00 127 900,00
2015 19 84,91 339 640,00 84 910,00 424 550,00
Total 37 184,49 737 960,00 2 350 729,00 3 088 689,00
0,00
500 000,00
1 000 000,00
1 500 000,00
2 000 000,00
2 500 000,00
3 000 000,00
3 500 000,00
2012 2013 2014 2015 Total
Le cout Total
Le cout Total

PROJET DE FIN D’ETUDE : CONCEPTION ET ANALYSE MECANIQUE
34
Partie 3 : RESOLUTION DU PROBLEME
« MRP »
PROJET DE FIN D’ETUDE : CONCEPTION ET ANALYSE MECANIQUE
35
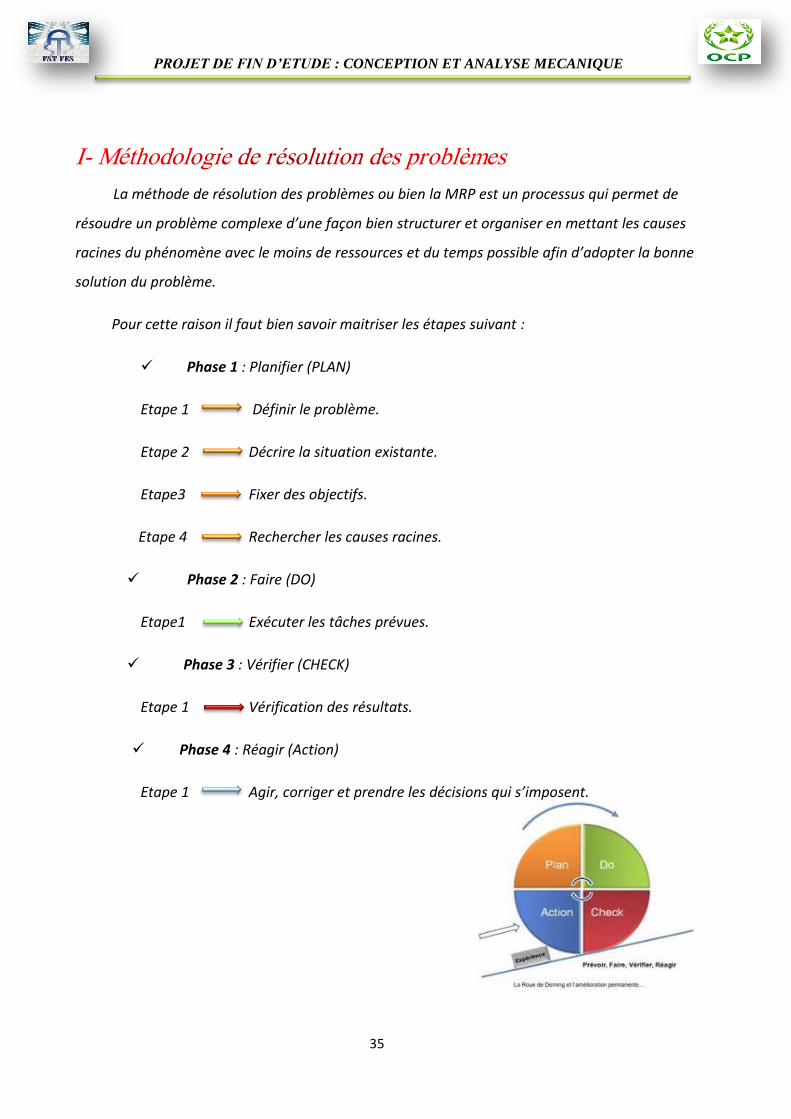
La méthode de résolution des problèmes ou bien la MRP est un processus qui permet de
résoudre un problème complexe d’une façon bien structurer et organiser en mettant les causes
racines du phénomène avec le moins de ressources et du temps possible afin d’adopter la bonne
solution du problème.
Pour cette raison il faut bien savoir maitriser les étapes suivant :
Phase 1 : Planifier (PLAN)
Etape 1 Définir le problème.
Etape 2 Décrire la situation existante.
Etape3 Fixer des objectifs.
Etape 4 Rechercher les causes racines.
Phase 2 : Faire (DO)
Etape1 Exécuter les tâches prévues.
Phase 3 : Vérifier (CHECK)
Etape 1 Vérification des résultats.
Phase 4 : Réagir (Action)
Etape 1 Agir, corriger et prendre les décisions qui s’imposent.
PROJET DE FIN D’ETUDE : CONCEPTION ET ANALYSE MECANIQUE
36
1-1 Définir le problème
a- Le QQOQPC
Cette méthode sert à identifier notre problème à partir de six questions :
Qui, quoi, où, quand, comment, pourquoi.
Oui ? -Équipe de maintenance dragline
-Mécaniciens de la machine
-Conducteurs de la machine
Quoi ? Cette machine présente actuellement un bruit insupportable lors de son
fonctionnement au niveau du réducteur système levage.
Où ? Le bruit de cette machine s’apparait au niveau du réducteur de levage et de
drague, et plus précisément dans la partie où se passe le contact entre le
pignon moteur et la couronne.
Comment ? A cause du travail de la machine, l’échauffement entre les engrenages
augment ce qui vise a diminué la viscosité de la graisse qui devient
bitumeuse.
Le contact entre les engrenages devient direct et le jeu d’engrainement
augment ce qui permet l’usure des dents et par conséquent un bruit au
niveau de ces réducteurs (levage, drague).
Quand ? Depuis l’utilisation du nouveau type de graisse jusqu’à maintenant.
Pourquoi ? Augmentation du jeu d’engrainement, L’usure des dents.
PROJET DE FIN D’ETUDE : CONCEPTION ET ANALYSE MECANIQUE
37
b- Analyse des risques
L’utilisation de ce type de graisse peut provoquer des dégâts matériels et humains estimés
très dangereux :
Humain
Le bruit qui est dû au travail de la machine peut engendre des maladies graves dans les
oreilles des agents qui travaillent à ces cotés.
L’OCP a développé un standard d’analyse des risques liée au poste de travail (ADRPT), dans
le cadre de l’objectif « Zéro accident », ce standard ‘‘ADRPT’’ permet de définir la méthodologie à
suivre afin de maitriser les risques liés aux postes de travail, à travers l’identification des risques,
leur évaluation et leur mitigation.
Matériels
Corrosion des dents des engrenages (couronne, pignon).
Le milieu devient sale.
Les vibrations lors de travail du moteur pourront donner des fissures au niveau de l’arbre lié à
ce dernier et le pignon d’attaque.
Les mécanismes de drague et de levage sont des mécanismes qui sont basés sur le
mouvement de rotation entrainer par un moteur a courant continue à travers un train d’engrenage
à double réduction, l’un constitué d’un pignon d’attaque et une couronne de transmission, et l’autre
d’un pignon liée au première couronne et une autre couronne liée au treuil.
Le but de cette réduction est de diminué la vitesse de sortie et d’augmenter le couple.
Tous les arbres sont guidés en rotation sur des roulements antifriction et les engrenages sont
lubrifiés avec un système de graissage bien défini.
Le principe de fonctionnement de ce système de graissage va être clarifié dans la partie
suivante.
PROJET DE FIN D’ETUDE : CONCEPTION ET ANALYSE MECANIQUE
38
a- composant de système
Compresseur d’air (source d’énergie)
Un Surpresseur composé d’un moteur alternatif d’air comprimé et d’une pompe à piston.
Réservoir de lubrifiant (Fût de Graisse).
Installation de commande (Panneaux).
Injecteurs doseurs (Trabon, SL1 dosage de 0 à 1,32 cm³ et Sl11 dosage de 0,81 à 8,10 cm³)
Canalisations rigide (tubes)
Canalisation souples (flexibles)
Composant de régulation (By-pass, pressostat, Manostat Distributeur et manodétendeur)
Composant d’indication (Manomètre)
Composant de purification (Huiler, dégivreur et filtre)
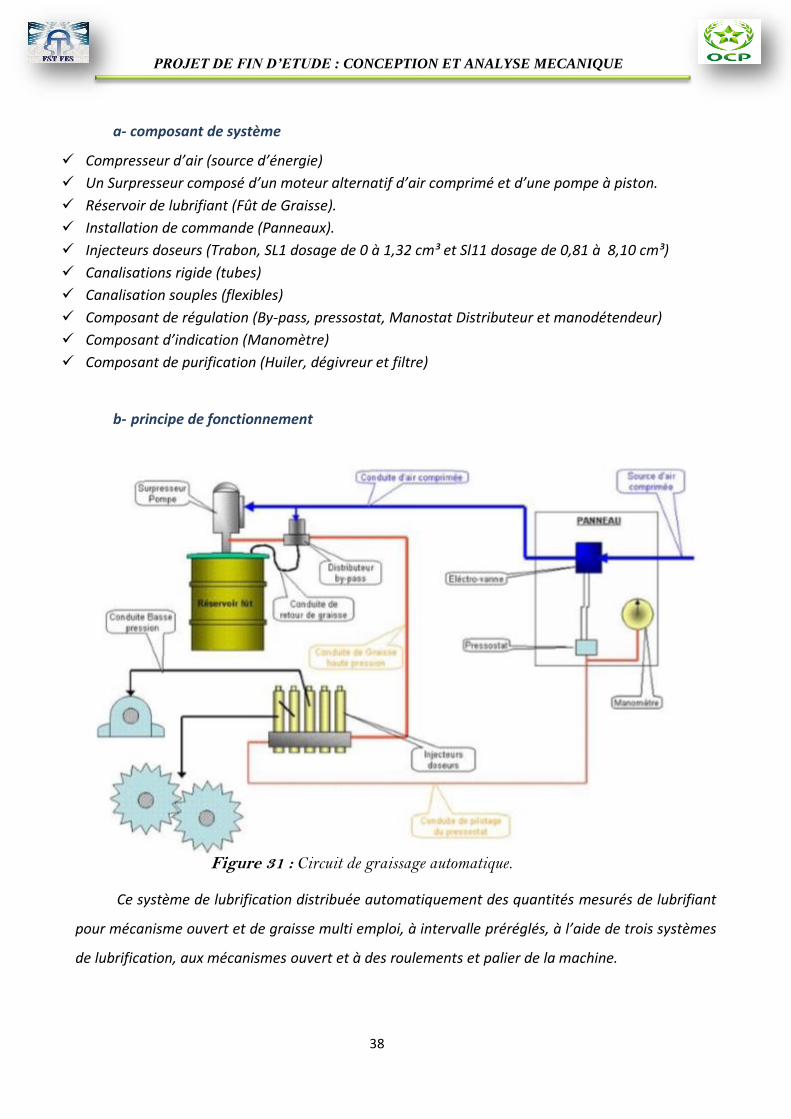
b- principe de fonctionnement
Figure 31 : Circuit de graissage automatique.
Ce système de lubrification distribuée automatiquement des quantités mesurés de lubrifiant
pour mécanisme ouvert et de graisse multi emploi, à intervalle préréglés, à l’aide de trois systèmes
de lubrification, aux mécanismes ouvert et à des roulements et palier de la machine.
PROJET DE FIN D’ETUDE : CONCEPTION ET ANALYSE MECANIQUE
39
Ces trois systèmes sont :
1- Levage, drague et orientation. (DGL)
2- Bâti rotatif, flèche, mat et portique (multi service).
3- Chenilles (multi service).
Le fonctionnement de chaque système est assuré électriquement pour le démarrage et l’arrêt
de la pompe pneumatique qui distribue le divers lubrifiant aux injecteurs de circuit. Ces injecteurs
(du type LINCOLN SL 1) fonctionnent par cycle pour doser le lubrifiant aux ponts de graissage. Le
système détecté les défauts de fonctionnement qui sont signalé sur le terminale de synthétiseur de
contrôle.
Les futs de 55 galons (environ 250 litres) avec leur pompe et les pupitres de contrôle, sont
logés dans l’angle avant droit dans le compartiment machines. Les pressostats utilisés dans ce
système sont positionnés de telle sort que le lubrifiant est distribué correctement à chaque
injecteur.
Le système automatique de lubrification est protégé par un système d’alarme, quand une
panne se produit et qu’une alarme est activée dans la cabine de conduit, sur un pupitre de contrôle,
quelques-unes des causes à rechercher sont :
- Cassure de l’une des lignes d’injecteurs.
- Panne d’alimentation d’air comprimé.
- Blocage de la ligne d’alimentation.
- Fuit de lubrifiant vide ou cavitation de la pompe.
- Panne du système de contrôle.
- Panne de pompe.
Le cycle typique de graissage qui initie par le panneau de contrôle via les lignes d’excitations
ou la minuterie. Les électrovannes pneumatique à trois voies, sélectionné, sont alimentées, l’air
circule vers la pompe à graisse et la purge est fermée.la graisse est pompé vers les injecteurs qui
injectent une quantité mesurée de graisse aux roulements ou mécanismes. Quand la graisse atteint
le niveau pré-établi, le pressostat se ferme.
PROJET DE FIN D’ETUDE : CONCEPTION ET ANALYSE MECANIQUE
40
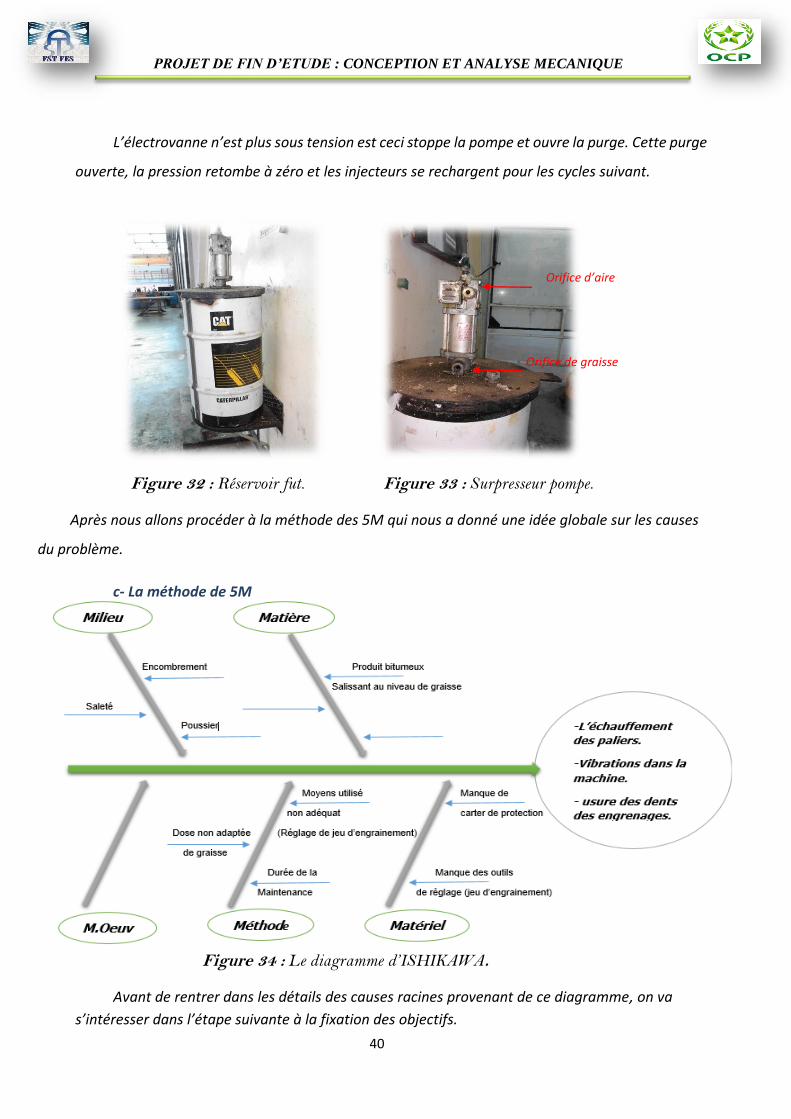
L’électrovanne n’est plus sous tension est ceci stoppe la pompe et ouvre la purge. Cette purge
ouverte, la pression retombe à zéro et les injecteurs se rechargent pour les cycles suivant.
Orifice d’aire Orifice de graisse
Figure 32 : Réservoir fut. Figure 33 : Surpresseur pompe.
Après nous allons procéder à la méthode des 5M qui nous a donné une idée globale sur les causes
du problème.
c- La méthode de 5M
Figure 34 : Le diagramme d’ISHIKAWA.
Avant de rentrer dans les détails des causes racines provenant de ce diagramme, on va
s’intéresser dans l’étape suivante à la fixation des objectifs.
PROJET DE FIN D’ETUDE : CONCEPTION ET ANALYSE MECANIQUE
41
1-3 Définition des objectifs
L’objectif de cette analyse est d’éliminer :
Le contact entre les engrenages qui devient direct après certain temps de l’utilisation de
ce type de graisse et qui donne une usure des dents des engrenages (pignon, couronne).
L’augmentation du jeu d’engrainement qui donne des vibrations au niveau de la machine
et par conséquent un bruit insupportables au niveau de ces réducteurs (levage, drague).
Pour bien clarifier les causes racines de ce problème nous sommes basés sur la méthode des
cinq « pourquoi ? ».
Les cinq « pourquoi ? » est la base d’une méthodologie de résolution de problèmes proposée
dans un grand nombre de systèmes de qualité.
Cet outil d’analyse permet de rechercher les causes d’une situation à problème ou d’un
dysfonctionnement. C’est une méthode de questionnement systématique destinée à remonter aux
causes premières possibles d’une situation, d’un phénomène observé.
C'est une version simplifiée de l’arbre des causes, qui consiste à se poser plusieurs fois de suite
la question : « Pourquoi ? » et à répondre à chaque question, en observant que les phénomènes
sont entièrement résolus en moins de cinq questions.
PROJET DE FIN D’ETUDE : CONCEPTION ET ANALYSE MECANIQUE
42
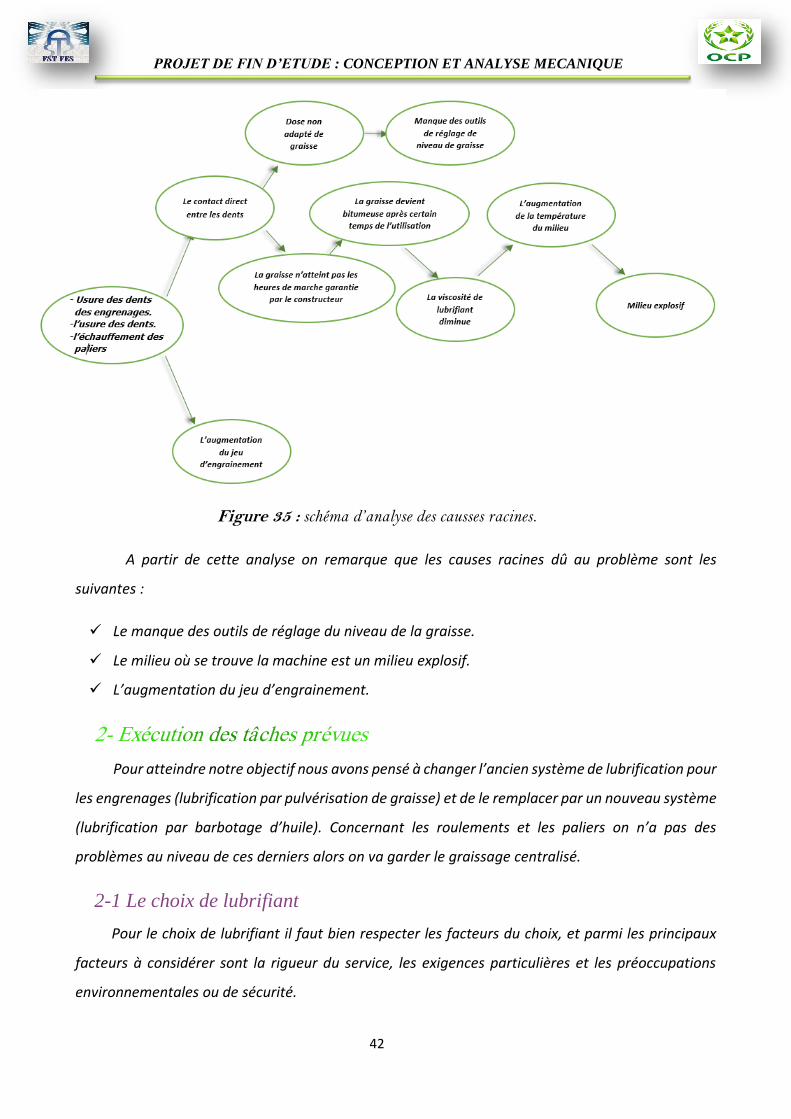
Figure 35 : schéma d’analyse des causses racines.
A partir de cette analyse on remarque que les causes racines dû au problème sont les
suivantes :
Le manque des outils de réglage du niveau de la graisse.
Le milieu où se trouve la machine est un milieu explosif.
L’augmentation du jeu d’engrainement.
Pour atteindre notre objectif nous avons pensé à changer l’ancien système de lubrification pour
les engrenages (lubrification par pulvérisation de graisse) et de le remplacer par un nouveau système
(lubrification par barbotage d’huile). Concernant les roulements et les paliers on n’a pas des
problèmes au niveau de ces derniers alors on va garder le graissage centralisé.
2-1 Le choix de lubrifiant
Pour le choix de lubrifiant il faut bien respecter les facteurs du choix, et parmi les principaux
facteurs à considérer sont la rigueur du service, les exigences particulières et les préoccupations
environnementales ou de sécurité.
PROJET DE FIN D’ETUDE : CONCEPTION ET ANALYSE MECANIQUE
43
Notre choix de type du lubrifiant est d’utiliser Les huiles synthétiques, Ce sont des lubrifiants
qui offrent de nombreux avantages qui peuvent contribuer à optimiser les performances du matériel
au cours des années à venir.
Avantages des huiles synthétiques
1- Sont plus économiques et performants : (par exemple, délai plus long entre les vidanges, moins
de temps d'arrêt).
En effet, Grâce à leur très grande stabilité à l'oxydation, les huiles synthétiques ont une durée
de vie largement supérieure à celle des lubrifiants minéraux. Ils permettent de consacrer moins de
temps et d'argent aux vidanges et à l'élimination des huiles usées. La résistance à l’oxydation réduit
également le risque de dépôts nocifs sur les composants.
-Cela signifie une réduction des arrêts pour l’entretien et le nettoyage du matériel et donc un
avantage pour la productivité.
2- Économie d’énergie
En effet, Contrairement aux molécules des lubrifiants minéraux, de formes et de tailles
diverses, les molécules des huiles synthétiques sont relativement uniformes. Leur entrée en contact
produit ainsi moins de chaleur et de friction. Une température de fonctionnement inférieure est
moins dommageable pour l’huile et le matériel. La réduction de la friction peut entraîner des
économies d'énergie de manière significative.
-Réduisant davantage les coûts d'exploitation.
3- Protection pour service sévère
Les huiles synthétiques sont parfaites dans les applications où il y a de chocs reliés au
chargement et déchargement et aussi dans d’autres conditions extrêmes. Contrairement aux
lubrifiants minéraux, qui sont rarement à la hauteur sous une pression extrême, les lubrifiants
synthétiques conservent leur structure et leurs capacités lubrifiantes et protectrices.
- Ils permettent d’économiser en frais de main-d’œuvre, de lubrifiant et de matériel en plus
de réduire le risque de perdre la protection en raison d'une panne.
PROJET DE FIN D’ETUDE : CONCEPTION ET ANALYSE MECANIQUE
44
4- Utilisation sécuritaire dans des températures extrêmes
Les huiles synthétiques ne contiennent pas de paraffine, qui se solidifie parfois à basse
température. Et si le matériel est soumis à une chaleur extrême les huiles synthétiques résistent à
l'oxydation qui entraîne la formation de dépôts dans certaines huiles.
- Ils permettent économisez ainsi sur les réparations et vous pouvez poursuivre votre
production sans interruption.
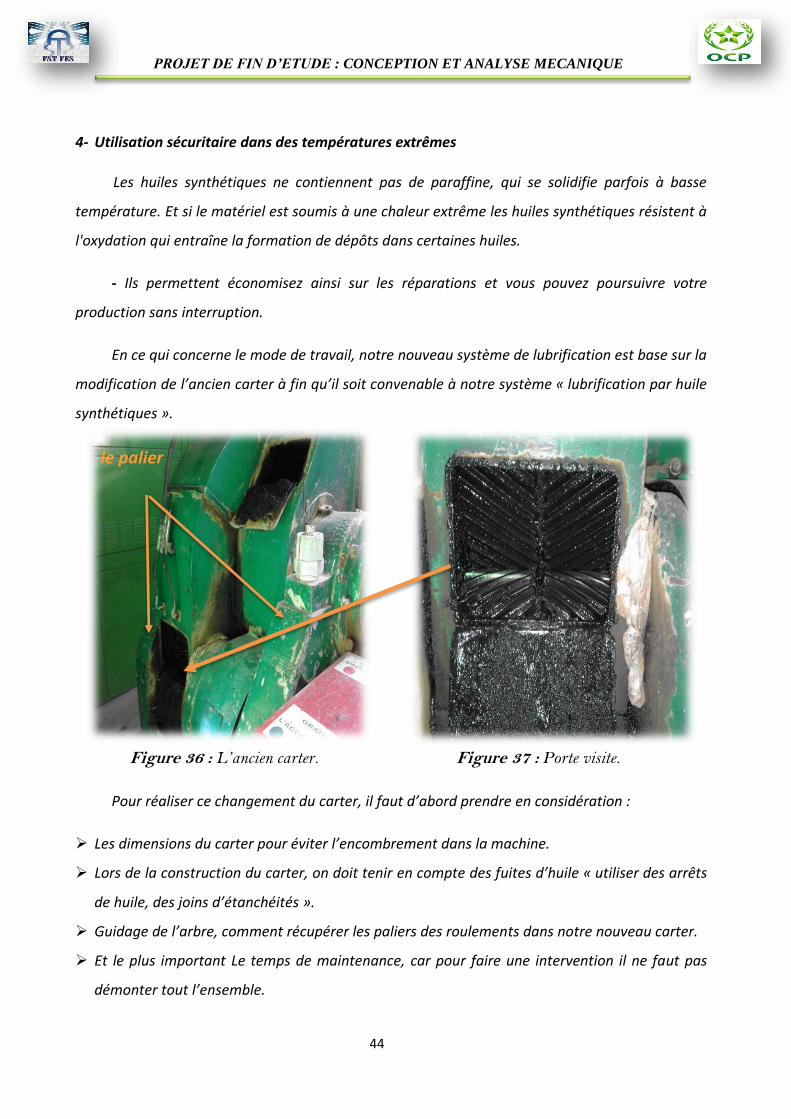
En ce qui concerne le mode de travail, notre nouveau système de lubrification est base sur la
modification de l’ancien carter à fin qu’il soit convenable à notre système « lubrification par huile
synthétiques ».
le palier
Figure 36 : L’ancien carter. Figure 37 : Porte visite.
Pour réaliser ce changement du carter, il faut d’abord prendre en considération :
Les dimensions du carter pour éviter l’encombrement dans la machine.
Lors de la construction du carter, on doit tenir en compte des fuites d’huile « utiliser des arrêts
de huile, des joins d’étanchéités ».
Guidage de l’arbre, comment récupérer les paliers des roulements dans notre nouveau carter.
Et le plus important Le temps de maintenance, car pour faire une intervention il ne faut pas
démonter tout l’ensemble.
PROJET DE FIN D’ETUDE : CONCEPTION ET ANALYSE MECANIQUE
45
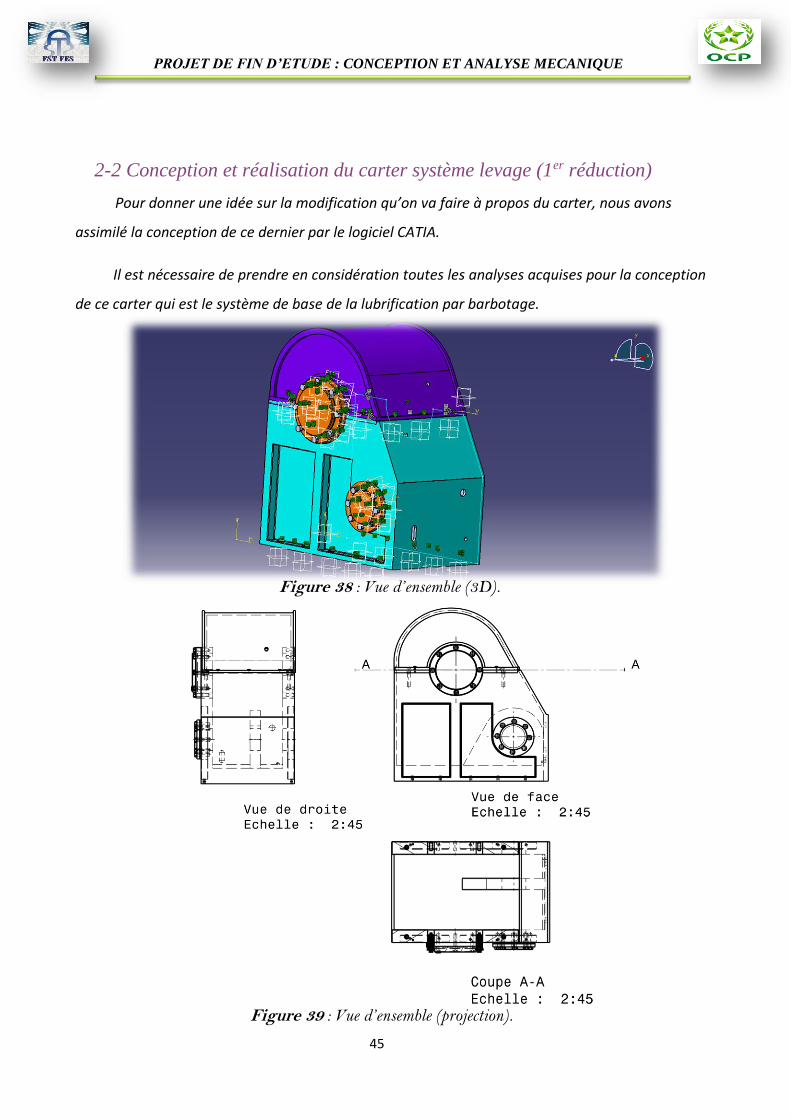
2-2 Conception et réalisation du carter système levage (1er réduction)
Pour donner une idée sur la modification qu’on va faire à propos du carter, nous avons
assimilé la conception de ce dernier par le logiciel CATIA.
Il est nécessaire de prendre en considération toutes les analyses acquises pour la conception
de ce carter qui est le système de base de la lubrification par barbotage.
Figure 38 : Vue d’ensemble (3D).
Figure 39 : Vue d’ensemble (projection).
PROJET DE FIN D’ETUDE : CONCEPTION ET ANALYSE MECANIQUE
46
2-2-1- Définition du matériau utilisée
L’acier est un alliage métallique dans le domaine de la construction métallique et de la
construction mécanique.
L’acier est constitué au moins de deux éléments de fer et de carbone, il existe d’autres métaux
à base de fer qui ne sont pas des aciers comme les fonts et les ferronickels par exemple.
Les différentes classifications de l’acier
La classification de l’acier distribué selon quatre catégories :
Les aciers non – alliés spéciaux, pour traitement thermique, soudable…
Les aciers non – alliés d’usage général (construction).
Les aciers fortement alliés ce sont les aciers inoxydables et les aciers rapides.
Les aciers faiblement alliés pour les éléments d’alliage favorisent la trempabilité.
2-2-2- Caractéristique mécanique du matériau
Figure 40 : Caractéristique mécanique E235.
2-2-3- Elément de fixation du carter « boulon »
On a proposé que l’assemblage entre le carter et le bâti soit un assemblage démontable par
boulon.
Matériau Acier S235
Module d’élasticité E = 21*104N /𝑚𝑚2
Coefficient de poisson V = 0.3
Densité 7800Kg/𝑚3
Résistance à la traction Rm=360N/𝑚𝑚2
Coefficient d’élastique transversal G=81*104 N /𝑚𝑚2
Masse volumique ℓ=7800 kg/𝑚3
Allongement maximal 0.26
PROJET DE FIN D’ETUDE : CONCEPTION ET ANALYSE MECANIQUE
47
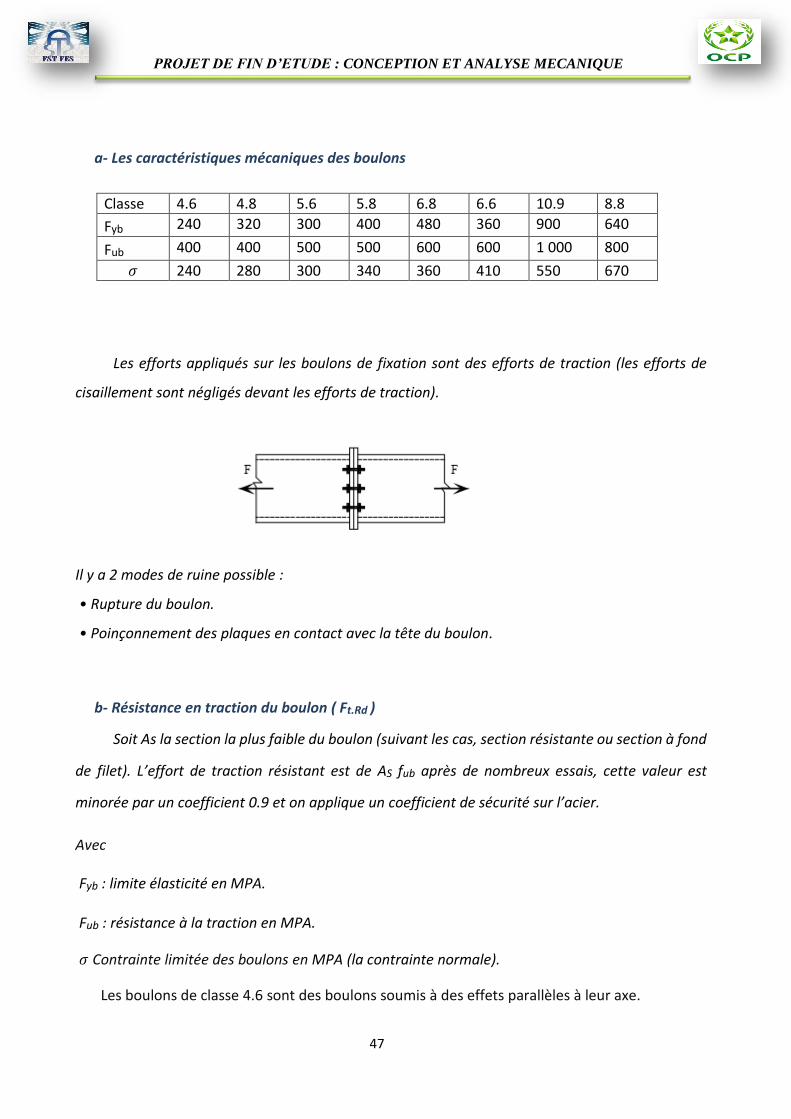
a- Les caractéristiques mécaniques des boulons
Les efforts appliqués sur les boulons de fixation sont des efforts de traction (les efforts de
cisaillement sont négligés devant les efforts de traction).
Il y a 2 modes de ruine possible :
• Rupture du boulon.
• Poinçonnement des plaques en contact avec la tête du boulon.
b- Résistance en traction du boulon ( Ft.Rd )
Soit As la section la plus faible du boulon (suivant les cas, section résistante ou section à fond
de filet). L’effort de traction résistant est de AS fub après de nombreux essais, cette valeur est
minorée par un coefficient 0.9 et on applique un coefficient de sécurité sur l’acier.
Avec
Fyb : limite élasticité en MPA.
Fub : résistance à la traction en MPA.
𝜎 Contrainte limitée des boulons en MPA (la contrainte normale).
Les boulons de classe 4.6 sont des boulons soumis à des effets parallèles à leur axe.
Classe 4.6 4.8 5.6 5.8 6.8 6.6 10.9 8.8
Fyb 240 320 300 400 480 360 900 640
Fub 400 400 500 500 600 600 1 000 800
𝜎 240 280 300 340 360 410 550 670
PROJET DE FIN D’ETUDE : CONCEPTION ET ANALYSE MECANIQUE
48
On a
La force de traction
Ft.Rd = 0.9 As fub / γMb avec γMb =1.25
Avec As = 113𝑚𝑚2 la section de vis
γMb : coefficient partiel de sécurité sur l’acier.
γMb = 1.50 pour la résistance de boulons sollicités en traction.
γMb = 1.25 dans les autres cas (cisaillement, cisaillement par poinçonnement de la tête du boulon
et de l’écrou, ..)
D’où
Ft.Rd =0.9* 113*400/1 .25
Ft.Rd = 32 KN
L’effort exercé sur les boulons est: 29.5 KN
Pour augmenter le facteur de sécurité nous avons choisi 5 boulons sur chaque pied donc la force
exercer sur chaque boulon est :
Fb =29.5 /10 KN
Fb = 2.9KN
Donc,
Fb≪ Ft.Rd
Les boulons d’assemblage entre le carter et le bâti vont bien résister.
c- Résistance au poinçonnement de la pièce (B.pRd)
Si les boulons sont beaucoup plus résistants que les plaques, la tête de vis ou l’écrou peut
poinçonner les pièces.
PROJET DE FIN D’ETUDE : CONCEPTION ET ANALYSE MECANIQUE
49
Réglementairement :
B.pRd = 0.6 π dm tp fu / γMb avec γMb = 1.25
Condition visant le risque de poinçonnement par l’écrou ou la tête du boulon de l’une des
tôles assemblées.
On va vérifier que :
Fboulon ≤ B.pRd (*)
Avec
Fboulon = 2.9KN : L’effort exercé sur chaque boulon.
Tp =20 mm : épaisseur de la plaque sous la tête du boulon ou de l’écrou.
Dm = 20 mm : diamètre moyen de la tête du boulon ou de l’écrou.
Fu =360 Mpa : la résistance à la rupture des pièces « la plaque ».
B.pRd = 0.6 π*20*20*360 / 1.25
=217 kN
Alors, l’équation [*] vérifie Fboulon < Bp.Rd
Donc, le risque de poinçonnement de la tôle est inexistant.
d- La vérification de résistance des écrous
Figure 41 : Représentation d’un écrou.
PROJET DE FIN D’ETUDE : CONCEPTION ET ANALYSE MECANIQUE
50
Les classes de qualité normalisées pour les écrous sont : 4-5-6-8-10-12-14.
Un écrou assemblé avec une vis de qualité identique résiste jusqu’à la rupture de la vis.
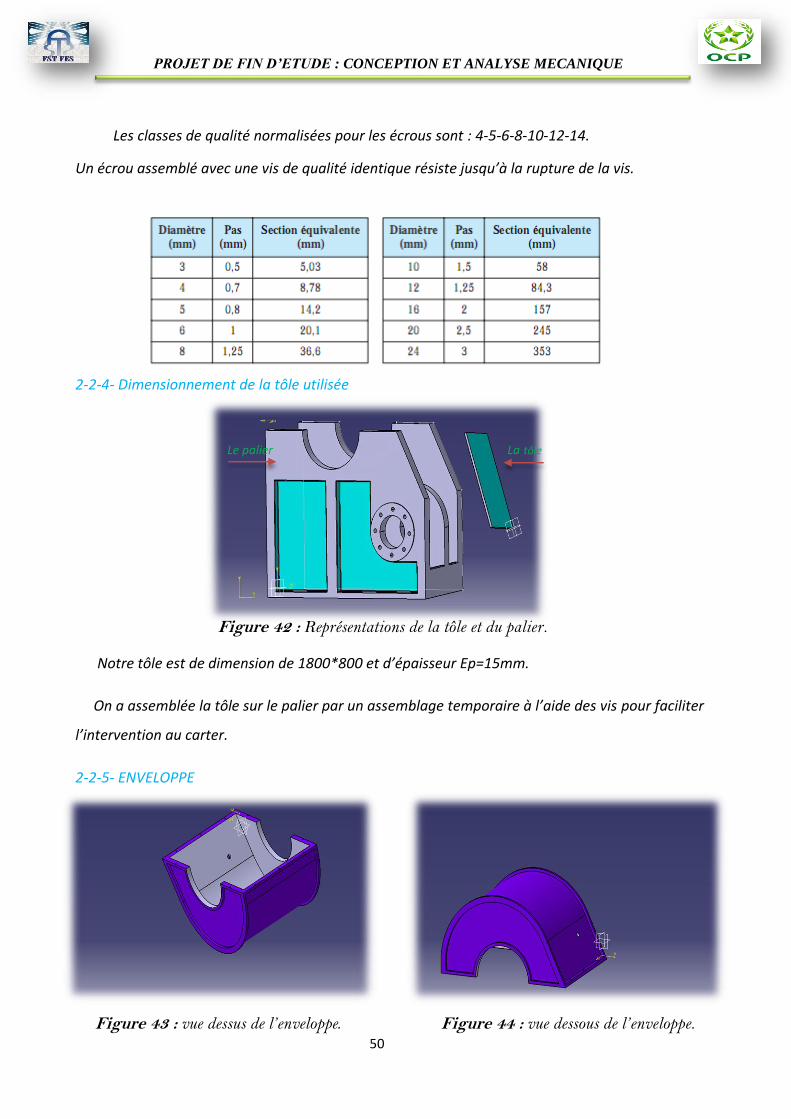
2-2-4- Dimensionnement de la tôle utilisée
Le palier La tôle
Figure 42 : Représentations de la tôle et du palier.
Notre tôle est de dimension de 1800*800 et d’épaisseur Ep=15mm.
On a assemblée la tôle sur le palier par un assemblage temporaire à l’aide des vis pour faciliter
l’intervention au carter.
2-2-5- ENVELOPPE
Figure 43 : vue dessus de l’enveloppe. Figure 44 : vue dessous de l’enveloppe.
PROJET DE FIN D’ETUDE : CONCEPTION ET ANALYSE MECANIQUE
51
Pour La stratégie de l’amélioration est toujours commencer pour résoudre des
problèmes dans tous les niveaux soit fonctionnel ou bien esthétique… Et comme l’exemple de
L’enveloppe de notre carter on a traité le problème d’ouverture et la fermeture pour faciliter
les interventions dans le réducteur, et on a proposé l’enveloppe de carter sous cette forme.
Et pour cette raison, on a assemblée l’enveloppe sur le palier temporairement par des
vis et des boulons (boulonnage).
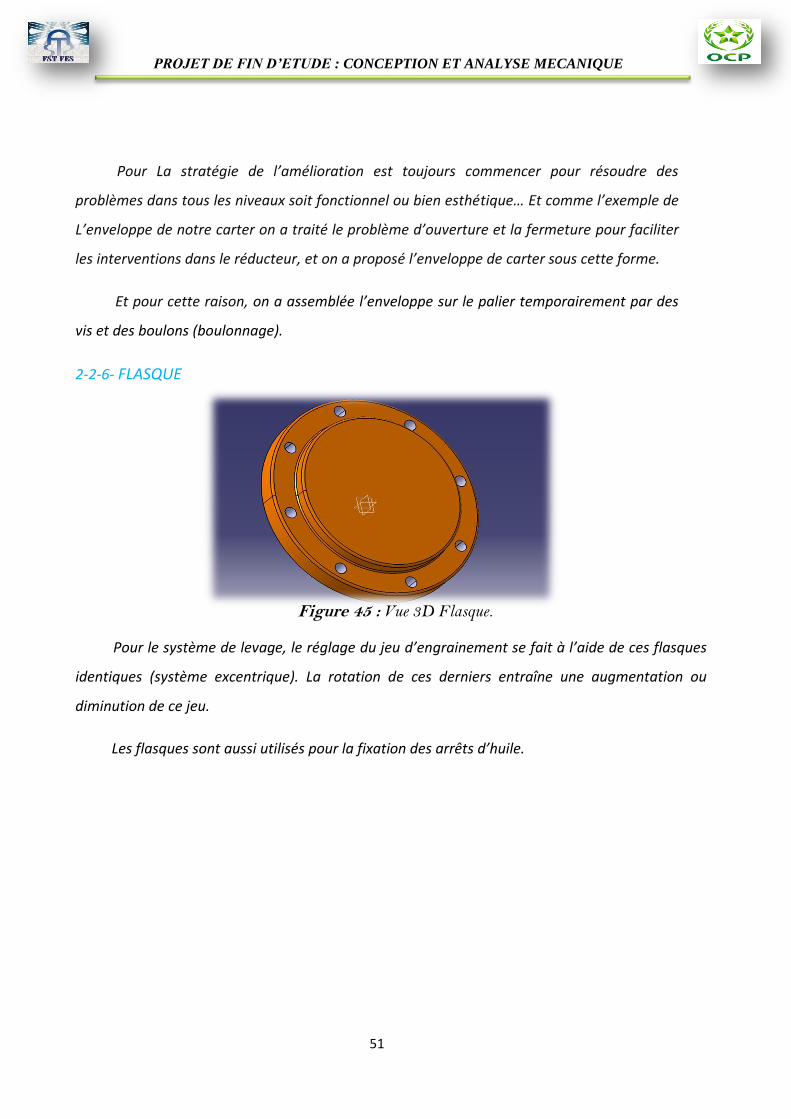
2-2-6- FLASQUE
Figure 45 : Vue 3D Flasque.
Pour le système de levage, le réglage du jeu d’engrainement se fait à l’aide de ces flasques
identiques (système excentrique). La rotation de ces derniers entraîne une augmentation ou
diminution de ce jeu.
Les flasques sont aussi utilisés pour la fixation des arrêts d’huile.
PROJET DE FIN D’ETUDE : CONCEPTION ET ANALYSE MECANIQUE
52
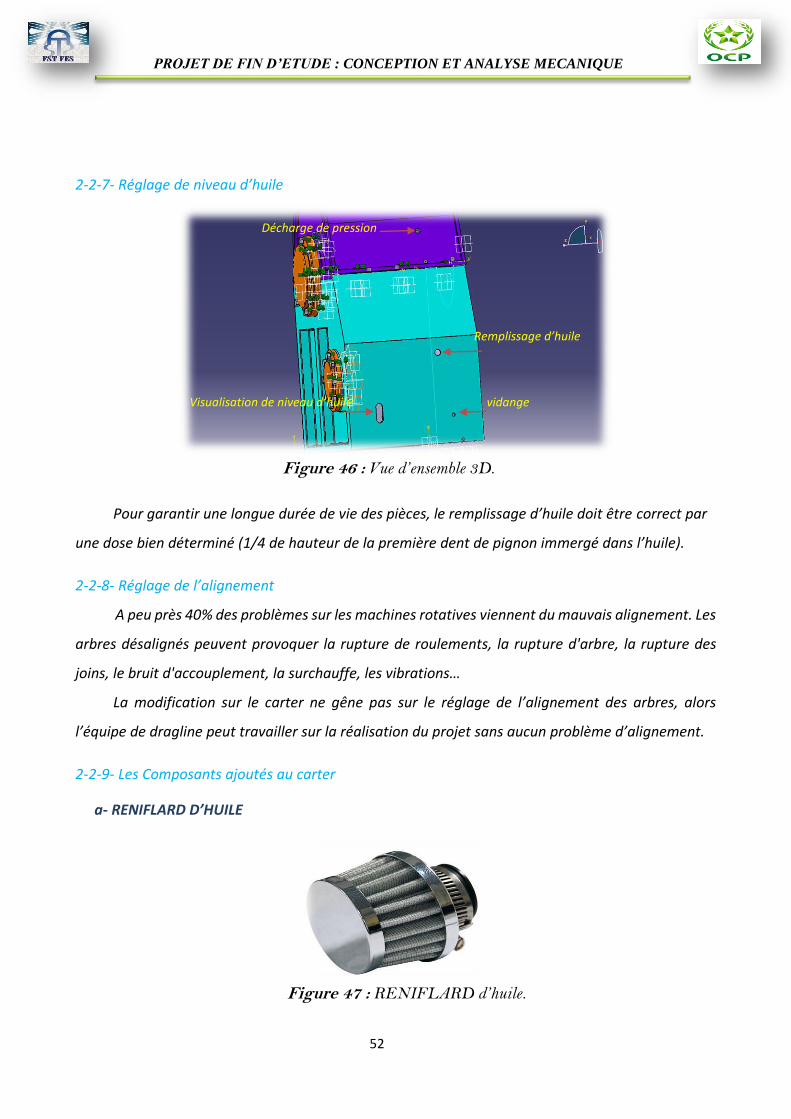
2-2-7- Réglage de niveau d’huile
Décharge de pression
Remplissage d’huile
Visualisation de niveau d’huile vidange
Figure 46 : Vue d’ensemble 3D.
Pour garantir une longue durée de vie des pièces, le remplissage d’huile doit être correct par
une dose bien déterminé (1/4 de hauteur de la première dent de pignon immergé dans l’huile).
2-2-8- Réglage de l’alignement
A peu près 40% des problèmes sur les machines rotatives viennent du mauvais alignement. Les
arbres désalignés peuvent provoquer la rupture de roulements, la rupture d'arbre, la rupture des
joins, le bruit d'accouplement, la surchauffe, les vibrations…
La modification sur le carter ne gêne pas sur le réglage de l’alignement des arbres, alors
l’équipe de dragline peut travailler sur la réalisation du projet sans aucun problème d’alignement.
2-2-9- Les Composants ajoutés au carter
a- RENIFLARD D’HUILE
Figure 47 : RENIFLARD d’huile.
PROJET DE FIN D’ETUDE : CONCEPTION ET ANALYSE MECANIQUE
53
Quand le moteur fonctionne, l’huile située dans le carter chauffe et une partie se transforme
en vapeur (provoquant alors une pression néfaste). Il faut donc évacuer ces vapeurs afin de ne pas
grimper la pression dans le carter.
Le RENIFLARD est un outil qui permet d’éjecter ces vapeurs polluantes dans un seul sens vers
l’atmosphère.
b- Pompe de vidange
Outil permettant l’extraction et le remplissage d’huile.
Figure 48 : Pompe de vidange.
PROJET DE FIN D’ETUDE : CONCEPTION ET ANALYSE MECANIQUE
54
Au terme de ce projet de fin d’études, une brève rétrospective permet de dresser
le bilan du travail effectué, avec ses difficultés et ses contraintes auxquelles il fallut
faire face.
Le projet qui nous a était proposé, consiste à faire une étude sur le système de
lubrification de la machine qui présente actuellement un bruit insupportable lors de
son fonctionnement au niveau du réducteur système levage et drague.
Dans cet esprit, nous avons pu faire une analyse détaillée du problème, définir le
besoin, élaborer un cahier des charges fonctionnel et le valider avec l’équipe technique
de l’atelier dragline. Suite à cette analyse, nous avons conclus qu’il est nécessaire de
changer le système de lubrification des engrenages par contre, la solution du
graissage des paliers et roulement sera maintenue. Cette nouvelle solution que nous
avons discuté et validé en parfaite collaboration avec notre parrain industriel et notre
tuteur pédagogique. Nous pouvons conclure que l’objectif visé a été atteint et par
conséquent, nous avons proposé une conception adéquate et au moindre cout.
Par ailleurs, ce projet était pour nous une opportunité enrichissante pour
apprendre les méthodes puissantes de la conception et de maitriser les outils
informatiques performants, notamment CATIA.





























