-
ORDONNANCEMENT EN ATELIERS SPCIALISS
Ordonnancement = dtermination conjointe des dates dexcution dun
ensemble dopra-tions et des ressources mobilises dans cette
excution
Pb gnral dans chane logistique (LP, appro/prod synchrone,
industries de process, projet) Solutions performance/survie
Contexte :
E commandes ou OF pour produire qi 1de la refrence i / CT,
dcoupage temporel fin Systme Productif en AS, job shop, atelier
cheminements multiples)
pb NP dur utilisation dheuristiques & qq algo de solution
exacte (pb simples)
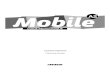
ATELIER TOURS ATELIER FOURS
ATELIER FRAISEUSES ATELIER ASSEMBLAGE
ATELIER PEINTURE
Produit A
Produit A
Produit B
Produit B
-
Ordonnancement en ateliers spcialiss
Terminologie Tches (= job = OF projet) E oprations ordre li par
gamme CP (machine, atelier); une pration est ralise par un CP
premption = possibilit dinterrompre une opration pour en passer une
autre avant de la
reprendre plus tard ( problmes premptifs) Cas particulier des
ateliers cheminement unique (flow shop) o possibilit tij = 0
Exemple de pb de FS et de solution
OF 1 2 3 4 5 6 7 8 9 10
Machine A 10 12 10 8 0 11 7 6 8 14
Machine B 9 14 17 10 0 12 14 13 0 0
Machine C 13 11 13 12 13 8 14 15 11 13
Machine D 14 17 14 14 15 12 0 8 17 11
Machine E 22 8 13 15 10 19 0 17 11 14
Centre de prod. 1 Centre de prod. 2 Centre de prod. j Centre de
prod. m-1 Centre de prod. m
-
Ordonnancement en ateliers spcialiss
Atelier cheminements libres (open shop): ordre quelconque
Cadre danalyse
Problme
Statique Dynamique
UniversCertain
Alatoire
-
Ordonnancement en ateliers spcialiss
SECTION I INTRODUCTION AUX MODLES STATIQUES DORDONNANCEMENT
I-1 Modles statiques Cas des cots de lancement indpendants de
lordonnancement retenu
I-1.1 Ordonnancement de n tches ncessitant lintervention dun
seul centre de production
I-1.2 Ordonnancement de n tches ncessitant lintervention de 2
centres de production
I-1.3 Ordonnancement de 2 tches ncessitant lintervention de m
centres de production
I-1.4 Ordonnancement de n tches ncessitant lintervention de m
centres de production
I-1.5 Ordonnancement de n tches ncessitant lintervention de m
centres de production(cheminement libre open shop)
I-1.6 Ordonnancement de n tches ncessitant lintervention de m
centres de production (ordre depassage quelconque)
I-2 Modles statiques: cas du cot de lancement total variable
avec lordonnancement retenu
I-3 Tentative de caractrisation de lapproche statique
SECTION II LAPPROCHE ALATOIRE DYNAMIQUE
-
Ordonnancement en ateliers spcialiss
SECTION I INTRODUCTION AUX MODLES STATIQUES DORDONNANCEMENT
I-1 Modles statiques Cas des cots de lancement indpendants de
lordonnancement retenu
Hypothses communes implicites: ordre intangible, temps de
transport et de lancement nuls,temps opratoires certains, pas de
recouvrement
I-1.1 Ordonnancement de n tches ncessitant lintervention dun
seul centrede production
Dure dexcution des tches indpendant de lordonnancement critres
dvaluation ordo Pb intressant: goulot dtranglement
-
Ordonnancement en ateliers spcialiss
I-1.1.1 Lordonnancement suivant la rgle du temps opratoire
minimum (rgle TOM)
I-1.1.1.1 Exemple introductif Exemple.
Solution possible:
I-1.1.1.2 Graphique de Gantt
Tche i 1 2 3 4 5
Temps opratoire ti (en centime dheure) 50 150 80 200 30
Ordre de passage j 1 2 3 4 5
Tche programme j 3 4 1 5 2
Temps dexcution Tj 80 200 50 30 150
Date Aj de fin de la tche j 80 280 330 360 510
Temps(minutes)100 200 300 400
3 4 1 5 2
Mac
hine
80 280 330 360 510
A
-
Ordonnancement en ateliers spcialiss
Graphique de Gantt = Diagramme de Gantt = technique de
visualisation utilisation moyensproductifs et/ou de lavancement de
lexcution de tches (Gantt, 1917; prtres gyptiens)
Conventions
Ralisation Dpassement de quantits produites
Dpassement de temps
Conventions : Z (aucun travail excut), A (excutant absent), M
(manque de matirepremire), R (rparation).
x
dbut dsignation fin prvision
ralisation
programm de la tche programme
x
x y
-
Ordonnancement en ateliers spcialiss
I-1.1.1.3 La rgle TOM
Dans exemple: ordonnancements possibles
Date dachvement
Date moyenne dachvement
Tche i 1 2 3 4 5
Temps opratoire ti (en centime dheure) 50 150 80 200 30
Ordre de passage j 1 2 3 4 5
Tche programme j 3 4 1 5 2
= 312Temps dexcution Tj 80 200 50 30 150
Date Aj de fin de la tche j 80 280 330 360 510
5!
Aj Thh 1=
j
=A
A
A15--- AJ
J 1=
5
80 280 330 360 510+ + +
+5-------------------------------------------------------------------
312= = =
-
Ordonnancement en ateliers spcialiss
Gnralisatiion A 1n--- Aj
j 1=
n
1n--- Tkk 1=
j
j 1=
n
1n--- n j 1+( )Tjj 1=
n
= = =
-
Ordonnancement en ateliers spcialiss
Rgle dordonnancement TOM (SPT rule, SOT rule) minimise A
ApplicationTche i 1 2 3 4 5
Temps opratoire ti (en centime dheure) 50 150 80 200 30
Ordre de passage j 1 2 3 4 5
Tche programme 5Tj 30
Aj 30
T1 T2 Tj Tj 1+ Tn
-
Ordonnancement en ateliers spcialiss
Rgle dordonnancement TOM (SPT rule, SOT rule) minimise A
ApplicationTche i 1 2 3 4 5
Temps opratoire ti (en centime dheure) 50 150 80 200 30
Ordre de passage j 1 2
Tche programme 5 1Tj 30 50
Aj 30 80
T1 T2 Tj Tj 1+ Tn
-
Ordonnancement en ateliers spcialiss
Rgle dordonnancement TOM (SPT rule, SOT rule) minimise A
ApplicationTche i 1 2 3 4 5
Temps opratoire ti (en centime dheure) 50 150 80 200 30
Ordre de passage j 1 2 3
Tche programme 5 1 3Tj 30 50 80
Aj 30 80 160
T1 T2 Tj Tj 1+ Tn
-
Ordonnancement en ateliers spcialiss
Rgle dordonnancement TOM (SPT rule, SOT rule) minimise A
ApplicationTche i 1 2 3 4 5
Temps opratoire ti (en centime dheure) 50 150 80 200 30
Ordre de passage j 1 2 3 4
Tche programme 5 1 3 2Tj 30 50 80 150
Aj 30 80 160 310
T1 T2 Tj Tj 1+ Tn
-
Ordonnancement en ateliers spcialiss
Rgle dordonnancement TOM (SPT rule, SOT rule) minimise A
ApplicationTche i 1 2 3 4 5
Temps opratoire ti (en centime dheure) 50 150 80 200 30
Ordre de passage j 1 2 3 4 5
Tche programme 5 1 3 2 4Tj 30 50 80 150 200
Aj 30 80 160 310 510 = 218
T1 T2 Tj Tj 1+ Tn
A
-
Ordonnancement en ateliers spcialiss
Rgle dordonnancement TOM (SPT rule, SOT rule) minimise A
Application
Remarques: priorit varie en sens inverse de valeur du critre
(cest gnral) TOM V(A) mini (ici 174,06 contre 139,05 ordonnancement
initial) TOM minimise retard algbrique moyen: retard algbrique (Tj
dj) retard vrai Max(0, Tj dj) attente dune tche se dfinit comme
lintervalle de temps sparant larrive dune tche
dans le systme, du dbut de son excution Si arrives dynamiques et
premption: TOM minimise A
Tche i 1 2 3 4 5
Temps opratoire ti (en centime dheure) 50 150 80 200 30
Ordre de passage j 1 2 3 4 5
Tche programme 5 1 3 2 4
Tj 30 50 80 150 200
Aj 30 80 160 310 510 = 218
T1 T2 Tj Tj 1+ Tn
A
-
Ordonnancement en ateliers spcialiss
I-1.1.2 La rgle TOM pondr Importance (marge financire)
Pondration ui (ui 1) traduisant priorit accorde i Temps dattente
moyen pondr minimis par rgle TOM pondr
(rgle de Smith)
A1n--- ujAj
j 1=
n
=T1u1------
T2u2------ Tj
uj-----
Tj 1+uj 1+----------- Tn
un------
-
Ordonnancement en ateliers spcialiss
Exemple
Tche i 1 2 3 4 5
Temps opratoire ti 50 150 80 200 30
Pondration ui 1 2 1 2 3
ti/ui 50 75 80 100 10
Ordre de passage de la tche i 2 3 4 5 1
Ordre de passage j
Tche programme
Th uhTh uh
Th uhh 1=
j
-
Ordonnancement en ateliers spcialiss
Exemple
Tche i 1 2 3 4 5
Temps opratoire ti 50 150 80 200 30
Pondration ui 1 2 1 2 3
ti/ui 50 75 80 100 10
Ordre de passage de la tche i 1
Ordre de passage j 1
Tche programme 5
10
90
90
Th uhTh uh
Th uhh 1=
j
-
Ordonnancement en ateliers spcialiss
Exemple
Tche i 1 2 3 4 5
Temps opratoire ti 50 150 80 200 30
Pondration ui 1 2 1 2 3
ti/ui 50 75 80 100 10
Ordre de passage de la tche i 2 1
Ordre de passage j 1 2
Tche programme 5 1
10 50
90 50
90 140
Th uhTh uh
Th uhh 1=
j
-
Ordonnancement en ateliers spcialiss
Exemple
Tche i 1 2 3 4 5
Temps opratoire ti 50 150 80 200 30
Pondration ui 1 2 1 2 3
ti/ui 50 75 80 100 10
Ordre de passage de la tche i 2 3 1
Ordre de passage j 1 2 3
Tche programme 5 1 2
10 50 75
90 50 300
90 140 440
Th uhTh uh
Th uhh 1=
j
-
Ordonnancement en ateliers spcialiss
Exemple
Tche i 1 2 3 4 5
Temps opratoire ti 50 150 80 200 30
Pondration ui 1 2 1 2 3
ti/ui 50 75 80 100 10
Ordre de passage de la tche i 2 3 4 5 1
Ordre de passage j 1 2 3 4
Tche programme 5 1 2 3
10 50 75 80
90 50 300 80
90 140 440 520
Th uhTh uh
Th uhh 1=
j
-
Ordonnancement en ateliers spcialiss
Exemple
Tche i 1 2 3 4 5
Temps opratoire ti 50 150 80 200 30
Pondration ui 1 2 1 2 3
ti/ui 50 75 80 100 10
Ordre de passage de la tche i 2 3 4 5 1
Ordre de passage j 1 2 3 4 5
Tche programme 5 1 2 3 4
10 50 75 80 100
90 50 300 80 400
90 140 440 520 920 = 422
Th uhTh uh
Th uhh 1=
j
A
-
Ordonnancement en ateliers spcialiss
I-1.1.3 Ordonnancement suivant la rgle de la date de livraison
minimale Introduction de dates de livraison.
Consquences de TOM sur retards vrais
Minimisation du retard vrai maximum est minimis par rgle de
Jackson ordonnanant pardates de livraison
Tche i 1 2 3 4 5
Date de livraison di souhaite (en centime dheures) 100 300 410
400 200
Temps opratoire ti (en centime dheures) 50 150 80 200 30
Marge di ti 50 150 330 200 170
Ordre de passage j (rgle TOM) 1 2 3 4 5
Retard minimal: 0Retard maximal: 110
Retard moyen: 24
Tche programme 5 1 3 2 4
Aj 30 80 160 310 510
Date de livraison dj souhaite 200 100 410 300 400
Retard vrai: max (0, Aj dj) 0 0 0 10 110
d1 d2 dj dj 1+ dn
-
Ordonnancement en ateliers spcialiss
Application.
Tche i 1 2 3 4 5
Date de livraison di souhaite (en centime dheures) 100 300 410
400 200
Temps opratoire ti (en centime dheures) 50 150 80 200 30
Ordre de passage j 1
Date de livraison dj souhaite 100
Tche programme 1
Temps opratoire Tj 50
Aj 50
Retard vrai maximal 0
-
Ordonnancement en ateliers spcialiss
Application.
Tche i 1 2 3 4 5
Date de livraison di souhaite (en centime dheures) 100 300 410
400 200
Temps opratoire ti (en centime dheures) 50 150 80 200 30
Ordre de passage j 1 2
Date de livraison dj souhaite 100 200
Tche programme 1 5
Temps opratoire Tj 50 30
Aj 50 80
Retard vrai maximal 0 0
-
Ordonnancement en ateliers spcialiss
Application.
Tche i 1 2 3 4 5
Date de livraison di souhaite (en centime dheures) 100 300 410
400 200
Temps opratoire ti (en centime dheures) 50 150 80 200 30
Ordre de passage j 1 2 3
Date de livraison dj souhaite 100 200 300
Tche programme 1 5 2
Temps opratoire Tj 50 30 150
Aj 50 80 230
Retard vrai maximal 0 0 0
-
Ordonnancement en ateliers spcialiss
Application.
Tche i 1 2 3 4 5
Date de livraison di souhaite (en centime dheures) 100 300 410
400 200
Temps opratoire ti (en centime dheures) 50 150 80 200 30
Ordre de passage j 1 2 3 4
Date de livraison dj souhaite 100 200 300 400
Tche programme 1 5 2 4
Temps opratoire Tj 50 30 150 200
Aj 50 80 230 430
Retard vrai maximal 0 0 0 30
-
Ordonnancement en ateliers spcialiss
Application.
Remarque: rgle de Jackson minimise retard max mais pas le retard
moyen (ici plus faibleavec TOM); pas de rgle simple pour y parvenir
(ici l - 5 - 2 - 3 - 4)
Si arrive dynamique et premption: mme proprit
Tche i 1 2 3 4 5
Date de livraison di souhaite (en centime dheures) 100 300 410
400 200
Temps opratoire ti (en centime dheures) 50 150 80 200 30
Ordre de passage j 1 2 3 4 5
Retard minimal: 0Retard maximal: 100
Retard moyen: 26
Date de livraison dj souhaite 100 200 300 400 410
Tche programme 1 5 2 4 3
Temps opratoire Tj 50 30 150 200 80
Aj 50 80 230 430 510
Retard vrai maximal 0 0 0 30 100
A 260= 183 74,=
-
Ordonnancement en ateliers spcialiss
I-1.1.4 Ordonnancement suivant la rgle de la marge minimale
Ordonnancement par valeurs croissantes de marges (di ti) maximise
le retard le plus faible
possible
I-1.1.5 Modlisation gnrale par la PLN
Ordre de passage j 1 2 3 4 5
Retard minimal: 0Retard maximal: 100Retard moyen: 32
dj Tj 50 150 170 200 330
Tche programme 1 2 5 4 3
Temps dexcution Tj 50 150 30 200 80
Aj 50 200 230 430 510
dj 100 300 200 400 410
Retard vrai maximal 0 0 30 30 100
d1 T1 d2 T2 dj Tj dj 1+ Tj 1+ dn Tn
A 284=
165 6,=
-
Ordonnancement en ateliers spcialiss
I-1.2 Ordonnancement de n tches ncessitant lintervention de 2
centres deproduction
Seul critre repris: minimisation du temps total dexcution de
tous les travaux
I-1.2.1 Cas du mme ordre de passage sur les centres de
production A et B Pb de flow shop 2 centres de production
Exemple
Algorithme de Johnson tape 1: Chercher i dont tij (avec j = A ou
B) est minimum tape 2:
Si j = A placer i la premire place disponible Si j = B placer i
la dernire place disponible
tape 3: Supprimer i des tches restant programmer
Numro de la tche i 1 2 3 4 5
tiA 50 150 80 200 30
tiB 60 50 150 70 200
Rang
-
Ordonnancement en ateliers spcialiss
I-1.2 Ordonnancement de n tches ncessitant lintervention de 2
centres deproduction
Seul critre repris: minimisation du temps total dexcution de
tous les travaux
I-1.2.1 Cas du mme ordre de passage sur les centres de
production A et B Pb de flow shop 2 centres de production
Exemple
Algorithme de Johnson tape 1: Chercher i dont tij (avec j = A ou
B) est minimum tape 2:
Si j = A placer i la premire place disponible Si j = B placer i
la dernire place disponible
tape 3: Supprimer i des tches restant programmer
Numro de la tche i 1 2 3 4 5
tiA 50 150 80 200 30
tiB 60 50 150 70 200
Rang
-
Ordonnancement en ateliers spcialiss
I-1.2 Ordonnancement de n tches ncessitant lintervention de 2
centres deproduction
Seul critre repris: minimisation du temps total dexcution de
tous les travaux
I-1.2.1 Cas du mme ordre de passage sur les centres de
production A et B Pb de flow shop 2 centres de production
Exemple
Algorithme de Johnson tape 1: Chercher i dont tij (avec j = A ou
B) est minimum tape 2:
Si j = A placer i la premire place disponible Si j = B placer i
la dernire place disponible
tape 3: Supprimer i des tches restant programmer
Numro de la tche i 1 2 3 4 5
tiA 50 150 80 200 30
tiB 60 50 150 70 200
Rang 1
-
Ordonnancement en ateliers spcialiss
I-1.2 Ordonnancement de n tches ncessitant lintervention de 2
centres deproduction
Seul critre repris: minimisation du temps total dexcution de
tous les travaux
I-1.2.1 Cas du mme ordre de passage sur les centres de
production A et B Pb de flow shop 2 centres de production
Exemple
Algorithme de Johnson tape 1: Chercher i dont tij (avec j = A ou
B) est minimum tape 2:
Si j = A placer i la premire place disponible Si j = B placer i
la dernire place disponible
tape 3: Supprimer i des tches restant programmer
Numro de la tche i 1 2 3 4 5
tiA 50 150 80 200 30
tiB 60 50 150 70 200
Rang 1
-
Ordonnancement en ateliers spcialiss
I-1.2 Ordonnancement de n tches ncessitant lintervention de 2
centres deproduction
Seul critre repris: minimisation du temps total dexcution de
tous les travaux
I-1.2.1 Cas du mme ordre de passage sur les centres de
production A et B Pb de flow shop 2 centres de production
Exemple
Algorithme de Johnson tape 1: Chercher i dont tij (avec j = A ou
B) est minimum tape 2:
Si j = A placer i la premire place disponible Si j = B placer i
la dernire place disponible
tape 3: Supprimer i des tches restant programmer
Numro de la tche i 1 2 3 4 5
tiA 50 150 80 200 30
tiB 60 50 150 70 200
Rang 1
-
Ordonnancement en ateliers spcialiss
I-1.2 Ordonnancement de n tches ncessitant lintervention de 2
centres deproduction
Seul critre repris: minimisation du temps total dexcution de
tous les travaux
I-1.2.1 Cas du mme ordre de passage sur les centres de
production A et B Pb de flow shop 2 centres de production
Exemple
Algorithme de Johnson tape 1: Chercher i dont tij (avec j = A ou
B) est minimum tape 2:
Si j = A placer i la premire place disponible Si j = B placer i
la dernire place disponible
tape 3: Supprimer i des tches restant programmer
Numro de la tche i 1 2 3 4 5
tiA 50 150 80 200 30
tiB 60 50 150 70 200
Rang 2 1
-
Ordonnancement en ateliers spcialiss
I-1.2 Ordonnancement de n tches ncessitant lintervention de 2
centres deproduction
Seul critre repris: minimisation du temps total dexcution de
tous les travaux
I-1.2.1 Cas du mme ordre de passage sur les centres de
production A et B Pb de flow shop 2 centres de production
Exemple
Algorithme de Johnson tape 1: Chercher i dont tij (avec j = A ou
B) est minimum tape 2:
Si j = A placer i la premire place disponible Si j = B placer i
la dernire place disponible
tape 3: Supprimer i des tches restant programmer
Numro de la tche i 1 2 3 4 5
tiA 50 150 80 200 30
tiB 60 50 150 70 200
Rang 2 1
-
Ordonnancement en ateliers spcialiss
I-1.2 Ordonnancement de n tches ncessitant lintervention de 2
centres deproduction
Seul critre repris: minimisation du temps total dexcution de
tous les travaux
I-1.2.1 Cas du mme ordre de passage sur les centres de
production A et B Pb de flow shop 2 centres de production
Exemple
Algorithme de Johnson tape 1: Chercher i dont tij (avec j = A ou
B) est minimum tape 2:
Si j = A placer i la premire place disponible Si j = B placer i
la dernire place disponible
tape 3: Supprimer i des tches restant programmer
Numro de la tche i 1 2 3 4 5
tiA 50 150 80 200 30
tiB 60 50 150 70 200
Rang 2 1
-
Ordonnancement en ateliers spcialiss
I-1.2 Ordonnancement de n tches ncessitant lintervention de 2
centres deproduction
Seul critre repris: minimisation du temps total dexcution de
tous les travaux
I-1.2.1 Cas du mme ordre de passage sur les centres de
production A et B Pb de flow shop 2 centres de production
Exemple
Algorithme de Johnson tape 1: Chercher i dont tij (avec j = A ou
B) est minimum tape 2:
Si j = A placer i la premire place disponible Si j = B placer i
la dernire place disponible
tape 3: Supprimer i des tches restant programmer
Numro de la tche i 1 2 3 4 5
tiA 50 150 80 200 30
tiB 60 50 150 70 200
Rang 2 5 1
-
Ordonnancement en ateliers spcialiss
I-1.2 Ordonnancement de n tches ncessitant lintervention de 2
centres deproduction
Seul critre repris: minimisation du temps total dexcution de
tous les travaux
I-1.2.1 Cas du mme ordre de passage sur les centres de
production A et B Pb de flow shop 2 centres de production
Exemple
Algorithme de Johnson tape 1: Chercher i dont tij (avec j = A ou
B) est minimum tape 2:
Si j = A placer i la premire place disponible Si j = B placer i
la dernire place disponible
tape 3: Supprimer i des tches restant programmer
Numro de la tche i 1 2 3 4 5
tiA 50 150 80 200 30
tiB 60 50 150 70 200
Rang 2 5 1
-
Ordonnancement en ateliers spcialiss
I-1.2 Ordonnancement de n tches ncessitant lintervention de 2
centres deproduction
Seul critre repris: minimisation du temps total dexcution de
tous les travaux
I-1.2.1 Cas du mme ordre de passage sur les centres de
production A et B Pb de flow shop 2 centres de production
Exemple
Algorithme de Johnson tape 1: Chercher i dont tij (avec j = A ou
B) est minimum tape 2:
Si j = A placer i la premire place disponible Si j = B placer i
la dernire place disponible
tape 3: Supprimer i des tches restant programmer
Numro de la tche i 1 2 3 4 5
tiA 50 150 80 200 30
tiB 60 50 150 70 200
Rang 2 5 1
-
Ordonnancement en ateliers spcialiss
I-1.2 Ordonnancement de n tches ncessitant lintervention de 2
centres deproduction
Seul critre repris: minimisation du temps total dexcution de
tous les travaux
I-1.2.1 Cas du mme ordre de passage sur les centres de
production A et B Pb de flow shop 2 centres de production
Exemple
Algorithme de Johnson tape 1: Chercher i dont tij (avec j = A ou
B) est minimum tape 2:
Si j = A placer i la premire place disponible Si j = B placer i
la dernire place disponible
tape 3: Supprimer i des tches restant programmer
Numro de la tche i 1 2 3 4 5
tiA 50 150 80 200 30
tiB 60 50 150 70 200
Rang 2 5 4 1
-
Ordonnancement en ateliers spcialiss
I-1.2 Ordonnancement de n tches ncessitant lintervention de 2
centres deproduction
Seul critre repris: minimisation du temps total dexcution de
tous les travaux
I-1.2.1 Cas du mme ordre de passage sur les centres de
production A et B Pb de flow shop 2 centres de production
Exemple
Algorithme de Johnson tape 1: Chercher i dont tij (avec j = A ou
B) est minimum tape 2:
Si j = A placer i la premire place disponible Si j = B placer i
la dernire place disponible
tape 3: Supprimer i des tches restant programmer
Numro de la tche i 1 2 3 4 5
tiA 50 150 80 200 30
tiB 60 50 150 70 200
Rang 2 5 4 1
-
Ordonnancement en ateliers spcialiss
I-1.2 tches ncessitant lintervention de 2 centres de production
Seul critre repris: minimisation du temps total dexcution de tous
les travaux
I-1.2.1 Cas du mme ordre de passage sur les centres de
production A et B Pb de flow shop 2 centres de production
Exemple
Algorithme de Johnson tape 1: Chercher i dont tij (avec j = A ou
B) est minimum tape 2:
Si j = A placer i la premire place disponible Si j = B placer i
la dernire place disponible
tape 3: Supprimer i des tches restant programmerSolution
optimale 5 1 3 4 2
Numro de la tche i 1 2 3 4 5
tiA 50 150 80 200 30
tiB 60 50 150 70 200
Rang 2 5 3 4 1
-
Ordonnancement en ateliers spcialiss
Temps(minutes)100 200 300 400
3
415 23
415 2
500
30 80 160 230 290 360 440 560510
z
A
B
-
Ordonnancement en ateliers spcialiss
I-1.2.2 Cas de la non-unicit de lordre de passage sur les
centres de production A et B Algorithme de Jackson
partition en 4 de lensemble initial {A}: toutes les tches ne
ncessitant que lintervention de A {B} toutes les tches ne
ncessitant que lintervention de B {AB} toutes les tches passant par
A puis B {BA} toutes les tches passant par B puis A
ordonnancement optimal algorithme de Johnson sur {AB} squence 1
algorithme de Johnson sur {BA} squence 2 ordre quelconque sur {A}
squence 3 ordre quelconque sur {B} squence 4 Sur le centre A
squences 1 puis 3 puis 2 Sur le centre B squences 2 puis 4 puis
1
-
Ordonnancement en ateliers spcialiss
I-1.3 Ordonnancement de 2 tches ncessitant lintervention de m
centres deproduction
Tche
1 2
TO rang TO rang
A 1 4 2 1
B 2 2 3 2
C 4 5 3 3
D 4 1 1 4
E 3 3 2 5
14
C10
A9E
6B4
D
0 A B 5 C 8D E2 9 11
0
t=5
t=12
t=10
t=7
t=15
Tche 2
Tche 1
p
t=9
-
Ordonnancement en ateliers spcialiss
I-1.4 Ordonnancement de n tches ncessitant lintervention de m
centres deproduction
I-1.4.1 Ordonnancement de n tches ncessitant lintervention de 3
centres deproduction (ordre identique de passage)
Application algorithme Johnson sur A-B-C si ou sur pb fictif
machine virtuelle regroupant A et B tiAB = tiA + tiB machine
virtuelle regroupant A et C tiAB = tiC + tiB
Max tiB( )i Min tiA( )i Max tiB( )i Min tiC( )i
Tche i tiA tiB tiC
1 7 1 6
2 4 3 2
3 3 2 4
4 8 2 1
5 5 1 3
min tiA = 3 max tiB = 3 min tiC = 1
Tche i tiAB tiBC
1 8 72 7 53 5 64 10 35 6 4
B domin par A (mais pas par C)
-
Ordonnancement en ateliers spcialiss
Soluttion
-
Ordonnancement en ateliers spcialiss
I-1.4.2 Ordonnancement de n tches ncessitant lintervention de m
centres deproduction (ordre identique de passage)
I-1.4.2.1 Le modle de base
(n!)m ordonnancements possibles Algorithme CDS
exemple 5 CP (A E)
rsolution des 4 problmes suivants:
Temps dexcution en 1/10me dheure
Tche i tiA tiB tiC tiD
1 50 43 15 4
2 89 99 95 77
3 7 47 20 98
4 8 64 12 94
5 61 19 65 14
6 1 80 66 78
A{ } E{ } AB{ } DE{ } ABC{ } CDE{ } ABCD{ } BCDE{ };;;
-
Ordonnancement en ateliers spcialiss
I-1.4.2.2 Prise en compte des temps de montage / dmontage
dpendants de lordre de passagedes tches
Pour mmoire
I-1.4.2.3 Ordonnancement de n tches ncessitant lintervention de
m centres de production (ordre identique de passage sans
attente)
Pour mmoire
I-1.4.2.4 Le flow shop hybride
Pour mmoire
-
Ordonnancement en ateliers spcialiss
I-1.5 Ordonnancement de n tches ncessitant lintervention de m
centres deproduction (cheminement libre open shop)
Pour mmoire
-
Ordonnancement en ateliers spcialiss
I-1.6 Ordonnancement de n tches ncessitant lintervention de m
centres deproduction (ordre de passage quelconque)
Aucun rsultat analytique Dmarche heuristique si goulot
dtranglement : piloter le systme en sappuyant sur un ordonnancement
dfini pour ce goulot Exemple
Principe: dtermination du goulot / machine fictive avant /
machine fictive aprs; hyp impli-cite de capacit infinie avant et
aprs goulot
Goulot: A (5+3+4+0+4=16); B (0+5+3+5+0=13); C(7+10+8+6+15=46);
D(9+4+0+4+7=24) Amont: cumul travail date darrive (au + tt) dans
goulot Aval: dte de livraison cumul travail aval = dates de
livraison (au + tard) goulot tches nutilisant le goulot: fusion
avec amont ou traites part
1 2 3 4 5
Machine dure Machine dure Machine dure Machine dure Machine
dure
A 5 A 3 C 8 B 5 D 7C 7 B 5 A 4 D 4 C 15D 9 C 10 B 3 C 6 A 4- - D
4 - - B 7 - -
-
Ordonnancement en ateliers spcialiss
Application
Rsolution ordo sur goulot (simple embeded one-resource problem)
ici rgle TOM dynamique. en T = 0: chargement de la tche 3
immdiatement disponible (dure 8);. en T = 5: arrive de la tche 1
(dure 7);. en T = 7: arrive de la tche 5 (dure 15);. en T = 8: fin
de la tche 3, libration de la machine C; arrive de 2 (dure 10);
chargement de 1 (en
application de la rgle TOM, les tches 1 et 5 tant candidates);.
en T = 9: arrive de 4 (dure 6);. en T = 15: fin de la tche 1,
libration de la machine C; chargement de la tche 4 (en application
de
la rgle TOM, les tches 4 et 5 tant candidates);. en T = 21: fin
de 4, libration de la machine C; chargement de la tche 2 (en
application de la rgle
TOM, les tches 2 et 5 tant candidates);. en T = 31: fin de la
tche 2, libration de la machine C; chargement de la tche 5
(candidat unique);. en T = 46: fin de la tche 5
Date de dbut dans goulot = date de livraison de lamont et date
de sorte du goulot = datedarrive de laval / rgles de priorit
locales utilises en amont et aval (S/OPN)
Tche 1 Tche 2 Tche 3 Tche 4 Tche 5
Machine dure Machine dure Machine dure Machine dure Machine
dure
Avant C 5 Avant C 8 Avant C 0 Avant C 9 Avant C 7C 7 C 10 C 8 C
6 C 15
Aprs C 9 Aprs C 4 Aprs C 7 Aprs C 7 Aprs C 4
-
Ordonnancement en ateliers spcialiss
Rsultat5040302010
1-1
4-1B
C
D
A
3-1
5-1
2-1
2-2
1-2
4-2
11
5
5
8
15
13
8
12
3-2
8
7
3-2
16
21
4-321 28
4-4
1-3
15 24
2-4
31 35
5-2
31 46
5-3
46 50
2-3
-
Ordonnancement en ateliers spcialiss
I-2 Modles statiques: cas du cot de lancement total variable
avec lordonnancement retenu
Pour mmoire
I-2.1 Prsentation de lalgorithme de Little, Marty, Sweeney &
KarelPour mmoire
I-2.2 Remarques complmentairesPour mmoire
I-2.2.1 Dtermination empirique de la tournePour mmoire
I-2.2.2 Dtermination optimale de tournes multiplesPour
mmoire
I-2.2.3 Problme stochastique du voyageur de commercePour
mmoire
I-2.2.4 Complexit des problmes concretsPour mmoire
-
Ordonnancement en ateliers spcialiss
I-3 Tentative de caractrisation de lapproche statiquePour
mmoire
I-3.1 Critre doptimisationPour mmoire
I-3.2 Liste des hypothses dcrivant le systme productifPour
mmoire
I-3.3 Mthodes de rsolutionPour mmoire
-
Ordonnancement en ateliers spcialiss
SECTION II LAPPROCHE ALATOIRE DYNAMIQUE
Variables alatoires de caractristiques stables recherche
comportement systme (variablesdtat caractriasant rgime de croisire)
rsultant ensemble de rgles de dcision
II-1 Lapproche par la thorie des files dattente
Caractristiques:
Arrives alatoires des tches dans SP SP = un ou plusieurs postes
de travail, fonctionnant en parallle ou en srie Loi de service pour
chaque poste de travail Discipline de file dattente Rsultats
analytiques = E(variable dtat) caractrisant rgime stationnaire.
Peu de rsultats (configuration trs simple)
-
Ordonnancement en ateliers spcialiss
II-2 Lapproche simulatoire Monte-Carlo pour obtenir info pour
systmes complexes, ventuellement perturbs Utilis partir des annes
60 (cot acceptable) / trentaine de simulateurs disponibles
II-2.1 La simulation de systmes rels Recherche de rgles de
dcision gnrales (tables de dcision) ou contingente (pb spcifique)
Supriorit de rgle: contingente, attention gnralisations
abusives
II-2.2 La simulation de systmes fictifs Hypothses prcises:
nombre de CP, gammes, dures, arrrives, lotissement, temps de
trans-
fert, perturbations
II-2.2.1 Le cas des ateliers spcialiss indpendants Conway,
Maxwell et Miller: jeu de 8700 tches, SP 9 C, 25 rgles de priorit
myope), arri-
ves, gammes Temps dAchvement Moyen A: adapt (E(), arrives non
simultanes) Principales rgles de priorit testes
RANDOM (pour talonnage) PAPS Premier-Arriv, Premier-Servi
(FCFS); performances moyennes voisines de RANDOM TOM Temps
Opratoire Minimum (SPT) LWKR, Least Work Remaining
-
Ordonnancement en ateliers spcialiss
S/OPN = quotient de la marge (= temps restant avant la
livraison, diminu du cumul destemps opratoires restant raliser) par
le nombre doprations restant excuter
WINQ (pour Work in Next Queue); priorit = S TO tches en attente
+ ventuellement TOrsiduel de tche en cours)
valuation dynamique; ne repose pas sur mme SI (rgles myopes)
Exemple : machine A se librant linstant t = 90, charge de travail
rsiduelle + en attente
F=65, G=100, K=0
Rsultats TOMa; Winq a ou b; marge b (170 37 90 = 43; a=80;
c=139; d=51) S/OPN d
Tches
Temps opratoire
sur la machine A
Opration suivante Cumul de tous les temps opratoires
restant excuter linstant t = 90
Date de livraison
demande
Nombre doprations
restant excuter
excuter sur la machine
temps opratoire
a 10 K 22 100 t = 270 4
b 20 K 10 37 t = 170 3
c 17 F 9 41 t = 270 2
d 15 G 4 29 t = 170 4
-
Ordonnancement en ateliers spcialiss
Comparaison des rgles.
Remarques:- Robustesse de TOM si erreur 10%- Partage en urgent
et non urgent: performance correcte si < 30% urgent- TOM retarde
oprations longues ( bascule priodique sur PEPS)- Si pas trop
engorg: S/OPT sinon TOM
II-2.2.2 Cas dune dpendance entre les centres de production
Performances contingente:
indpendance en proba des gammes / pas de structure arborescente
des CP polyvalence baisse prdominence de TOM)
Rgles RANDOM FCFS TOM (SPT) LWKR WINQ SOPN
Nombre moyen instan-tan de tches en attente
dans le systme59,42 58,87 23,25 47,52 40,43
Donnes non dis-ponibles
Temps dachvement total dune tche
x 74,70 74,43 34,02Donnes
non disponibles
66,10
Donnes non dis-ponibles
41,06 53,65 16,31
-
Ordonnancement en ateliers spcialiss
SECTION III PERSPECTIVES ACTUELLES DE LORDONNANCEMENT EN
ATELIERS SPCIALISS
Ici SP en ateliers spcialiss, en lots de fabrication, ou en
lignes dassemblage et/ou de fabri-cation
Ordo reste proccupation (prod la commande) mme si appro/prod
synchrone et JAT Importance de lI en procdures (SIAD) sousestime
par manque de modlisation pralable
et qualit SI mais aussi parceque flexibilit physique prvilgie
SIAD ordo + mobilisation ponctuelle de ressources ? valuation co
globale des alternatives
III-1 Les approches possibles
III-1.1 Exemple introductifVoir Donnes du problme
III-1.2 Les solutions possibles
III-1.2.1 Placement progressif dordres de fabricationVoir
Placement progressif
III-1.2.2 Placement chronologiquement progressif doprations
excutablesVoir Placement chronologique
-
Ordonnancement en ateliers spcialiss
III-2 Dfinition dun Systme Interactif dAide la Dcision de
Lancement(SIADL)
Pour mmoire
Section I Introduction aux modles statiques dordonnancementI-1
Modles statiques - Cas des cots de lancement indpendants de
lordonnancement retenuI-1.1 Ordonnancement de n tches ncessitant
lintervention dun seul centre de productionI-1.2 Ordonnancement de
n tches ncessitant lintervention de 2 centres de productionI-1.3
Ordonnancement de 2 tches ncessitant lintervention de m centres de
productionI-1.4 Ordonnancement de n tches ncessitant lintervention
de m centres de productionI-1.5 Ordonnancement de n tches
ncessitant lintervention de m centres de production (cheminement
libre - open shop)I-1.6 Ordonnancement de n tches ncessitant
lintervention de m centres de production (ordre de passage
quelconque)
I-2 Modles statiques : cas du cot de lancement total variable
avec lordonnancement retenuI-3 Tentative de caractrisation de
lapproche statique
Section II Lapproche alatoire dynamiqueSection I Introduction
aux modles statiques dordonnancementI-1 Modles statiques - Cas des
cots de lancement indpendants de lordonnancement retenuI-1.1
Ordonnancement de n tches ncessitant lintervention dun seul centre
de productionI-1.2 Ordonnancement de n tches ncessitant
lintervention de 2 centres de productionI-1.2 Ordonnancement de n
tches ncessitant lintervention de 2 centres de productionI-1.2
Ordonnancement de n tches ncessitant lintervention de 2 centres de
productionI-1.2 Ordonnancement de n tches ncessitant lintervention
de 2 centres de productionI-1.2 Ordonnancement de n tches
ncessitant lintervention de 2 centres de productionI-1.2
Ordonnancement de n tches ncessitant lintervention de 2 centres de
productionI-1.2 Ordonnancement de n tches ncessitant lintervention
de 2 centres de productionI-1.2 Ordonnancement de n tches
ncessitant lintervention de 2 centres de productionI-1.2
Ordonnancement de n tches ncessitant lintervention de 2 centres de
productionI-1.2 Ordonnancement de n tches ncessitant lintervention
de 2 centres de productionI-1.2 Ordonnancement de n tches
ncessitant lintervention de 2 centres de productionI-1.2
Ordonnancement de n tches ncessitant lintervention de 2 centres de
productionI-1.2 Ordonnancement de n tches ncessitant lintervention
de 2 centres de productionI-1.2 tches ncessitant lintervention de 2
centres de productionI-1.3 Ordonnancement de 2 tches ncessitant
lintervention de m centres de productionI-1.4 Ordonnancement de n
tches ncessitant lintervention de m centres de productionI-1.5
Ordonnancement de n tches ncessitant lintervention de m centres de
production (cheminement libre - open shop)I-1.6 Ordonnancement de n
tches ncessitant lintervention de m centres de production (ordre de
passage quelconque)
I-2 Modles statiques : cas du cot de lancement total variable
avec lordonnancement retenuI-2.1 Prsentation de lalgorithme de
Little, Marty, Sweeney & KarelI-2.2 Remarques
complmentaires
I-3 Tentative de caractrisation de lapproche statiqueI-3.1
Critre doptimisationI-3.2 Liste des hypothses dcrivant le systme
productifI-3.3 Mthodes de rsolution
Section II Lapproche alatoire dynamiqueII-1 Lapproche par la
thorie des files dattenteII-2 Lapproche simulatoireII-2.1 La
simulation de systmes relsII-2.2 La simulation de systmes
fictifs
Section III Perspectives actuelles de lordonnancement en
ateliers spcialissIII-1 Les approches possiblesIII-1.1 Exemple
introductifIII-1.2 Les solutions possibles
III-2 Dfinition dun Systme Interactif dAide la Dcision de
Lancement (SIADL)
/ColorImageDict > /JPEG2000ColorACSImageDict >
/JPEG2000ColorImageDict > /AntiAliasGrayImages false
/CropGrayImages true /GrayImageMinResolution 300
/GrayImageMinResolutionPolicy /OK /DownsampleGrayImages true
/GrayImageDownsampleType /Bicubic /GrayImageResolution 300
/GrayImageDepth -1 /GrayImageMinDownsampleDepth 2
/GrayImageDownsampleThreshold 1.50000 /EncodeGrayImages true
/GrayImageFilter /DCTEncode /AutoFilterGrayImages true
/GrayImageAutoFilterStrategy /JPEG /GrayACSImageDict >
/GrayImageDict > /JPEG2000GrayACSImageDict >
/JPEG2000GrayImageDict > /AntiAliasMonoImages false
/CropMonoImages true /MonoImageMinResolution 1200
/MonoImageMinResolutionPolicy /OK /DownsampleMonoImages true
/MonoImageDownsampleType /Bicubic /MonoImageResolution 1200
/MonoImageDepth -1 /MonoImageDownsampleThreshold 1.50000
/EncodeMonoImages true /MonoImageFilter /CCITTFaxEncode
/MonoImageDict > /AllowPSXObjects false /CheckCompliance [ /None
] /PDFX1aCheck false /PDFX3Check false /PDFXCompliantPDFOnly false
/PDFXNoTrimBoxError true /PDFXTrimBoxToMediaBoxOffset [ 0.00000
0.00000 0.00000 0.00000 ] /PDFXSetBleedBoxToMediaBox true
/PDFXBleedBoxToTrimBoxOffset [ 0.00000 0.00000 0.00000 0.00000 ]
/PDFXOutputIntentProfile () /PDFXOutputConditionIdentifier ()
/PDFXOutputCondition () /PDFXRegistryName () /PDFXTrapped
/False
/Description > /Namespace [ (Adobe) (Common) (1.0) ]
/OtherNamespaces [ > /FormElements false /GenerateStructure true
/IncludeBookmarks false /IncludeHyperlinks false
/IncludeInteractive false /IncludeLayers false /IncludeProfiles
true /MultimediaHandling /UseObjectSettings /Namespace [ (Adobe)
(CreativeSuite) (2.0) ] /PDFXOutputIntentProfileSelector /NA
/PreserveEditing true /UntaggedCMYKHandling /LeaveUntagged
/UntaggedRGBHandling /LeaveUntagged /UseDocumentBleed false
>> ]>> setdistillerparams> setpagedevice








![6.13 [gp]appeld'urgence911](https://img.pdfslide.fr/doc/110x75/58e669601a28ab8d758b615f/613-gpappeldurgence911.jpg)






![poster GP[1]](https://img.pdfslide.fr/doc/110x75/5571f8ad49795991698ddf46/poster-gp1.jpg)