Embed Size (px)
Citation preview

GU
ID
E
GUIDE DES BONNES PRATIQUES D'HYGIÈNE
S'APPLIQUANT AUX FABRICANTS D'EMBALLAGES
EN MATIÈRE PLASTIQUE DU SECTEUR BEAUTÉ
CHAMBRE SYNDICALE DES EMBALLAGES EN MATIERE PLASTIQUE
Sommaire
Préambule p. 1
OBJECTIF ET CHAMP p. 21 - Objectif p. 22 - Champ
2.1 - Produits concernés p. 22.2 - Processus concernés p. 22.3 - Dangers p. 3
DIAGRAMME GÉNÉRAL DES PROCESSUS DE FABRICATION p. 4
PRATIQUES ET RESPECT DES EXIGENCES POUR L’EMBALLAGE AU CONTACT DU PRODUIT p. 5
1 - Exigences réglementaires à prendre en compte p. 52 - Réglementations particulières p. 53 - Attestation ou certificat de conformité matériaux p. 54 - Exigences de compatibilité p. 5
DISPOSITIONS GÉNÉRALES D’HYGIÈNE p. 6
1 - Introduction p. 61.1 - Définitions p. 61.2 - Traçabilité p. 6
2 - Localisation et abords des bâtiments p. 63 - Bâtiments de production et agencements p. 64 - Machines et équipements p. 85 - Personnel et visiteurs p. 86 - Gestion des matières de fabrication p. 97 - Gestion des broyés de fabrication p. 98 - Stockage des matières et produits en cours p. 109 - Transport des produits finis et demi-produits p. 1110 - Achats p. 11
10.1 - Matière première et emballages p. 1110.2 - Sous-traitants et prestataires de services p. 11
11 - Composants et produits contaminés p. 11
DISPOSITIONS SPÉCIFIQUES D’HYGIÈNE EMBALLAGES ET ARTICLES DE CONDITIONNEMENT p. 12
1 - Prévention des dangers physiques p. 122 - Prévention des dangers chimiques p. 133 - Prévention des dangers microbiologiques p. 134 - Contamination de toute nature p. 145 - Dispositions spécifiques à l’opération de remplissage p. 14
MODALITÉS DE RÉVISION p. 14
ANNEXES p. 15Annexe I : Glossaire p. 15Annexe II : Exemples de méthodes d’analyse pour la vérification des dangers microbiologiques p. 18Annexe III : Bibliographie et adresses utiles p. 19
VI
V
IV
III
II
I
Ce guide est élaboré pour
l’emballage qui est dans la chaîne du produit beauté
et qui, à ce titre, respecte des conditions d’hygiène lors de sa
fabrication.
Le produit beauté couvre les domaines de la cosmétique et de la
parfumerie, tel que défini dans la directive cosmétique 76/768/CEE.
La volonté des fabricants d’emballages est de prendre en compte les
préoccupations légitimes des utilisateurs d’emballages dont l’hygiène constitue une
exigence importante pour leurs produits.
Le guide contient un descriptif des dispositions générales d’hygiène.
La rédaction de certains points énoncés dans ce guide est volontairement générale.
Le but est d’inciter les entreprises à formaliser des procédures en fonction des
besoins qu’elles rencontrent.
Le guide constitue un document évolutif et a vocation à être incitatif pour les
fabricants d’emballages en matière plastique dans le secteur de la beauté.
Le guide sera revu en temps utile lorsque les industriels le
jugeront nécessaire ou lors de toute évolution de la
réglementation.
Préambule1
2
OBJECTIF ET CHAMP
OBJECTIFL’objectif du guide est de préconiser les bonnes pratiques d’hygiène aux fabricants d’emballagesmajoritairement en matière plastique dans lesecteur de la beauté.
Il recense les pratiques d’hygiène qu’il estsouhaitable de mettre en place chez les fabricantsd’emballages en matière plastique.
Sa mise en oeuvre apporte, aux utilisateurs d’embal-
lages, la démonstration des aptitudes du fabricantd’emballages en matière de gestion des conditionsd’hygiène, de respect des exigences légales ouréglementaires et de maîtrise des risques physiques,chimiques et biologiques.
CHAMP
PRODUITS CONCERNÉSLes emballages en matière plastique dans lesecteur de la beauté qui peuvent ou non incorporerd’autres matériaux.
2.1
2
1
I
* Impression décoration : laquage – vernis – sérigraphie – galvanisation – offset – marquage à chaud – métallisation sous
sleevage – tampographie – marquage laser.
Autre processus : conditionnement.
• Assemblage• Complexage• Collage• Découpe• Enduction
• Estampage• (co)Extrusion• (co)Extrusion soufflage• (co)Extrusion lamination• Finition
• Gaufrage• Impression décoration *
• (co) Injection• Injection soufflage• Soudure• Thermoformage
• Applicateurs• Bille• Blister• Boîtier• Bouchon• Brosse• Capot – Capsule• Couvercle• Emballages souples
complexes base aluminium
• Emballages souples complexesbase films (pour thermoformage,conditionnement sous atmosphèremodifiée...)
• Emballages souples complexesbase papier
• Eponge• Etui• Films• Flacon• Flock-hip
• Habillage• Opercule• Pinceau• Pompe• Pot• Ressorts• Sac et sachet (films, complexes,
papier...)• Stick• Tube• Valve
LISTE DES TYPES DE PRODUITS CONCERNÉS (LISTE NON EXHAUSTIVE)
PROCESSUS CONCERNÉS (LISTE NON EXHAUSTIVE)2.2
DANGERSLes dangers peuvent être de nature physique, chimique ou biologique.
Le guide couvre ces trois catégories de dangersprécitées.
La liste des dangers qui suit permet à chaque fabricant d’identifier ceux qui peuvent concerner sesfabrications.
2.3
3
• Bois• Cheveux - poils• Fibre• Ficelle• Graisses - souillures• Métal - agrafes - copeaux - bavures
• Nourriture• Nuisibles (animaux...)• Objets personnels (bijoux...)• Pansements, seringues, etc. …• Papier-carton
• Plastique• Poussières• Tabac• Verre• Débris d’ampoules d’éclairage• Autres
• Constituants ajoutés- Additifs- Colorants- Rebroyés- Solvants de processus
• Constituants déposés- Encres- Vernis- Laques
• Contaminants- Solvants de nettoyage- Produits de nettoyage- Lubrifiants- Produits de lutte contre les nuisibles
• Produits de traitement des eaux
DANGERS CHIMIQUES (LISTE NON EXHAUSTIVE)
• Micro-organismes pathogènes• Micro-organismes d’altération dont levures et moisissures
DANGERS MICROBIOLOGIQUES (LISTE NON EXHAUSTIVE)
DANGERS PHYSIQUES (LISTE NON EXHAUSTIVE)
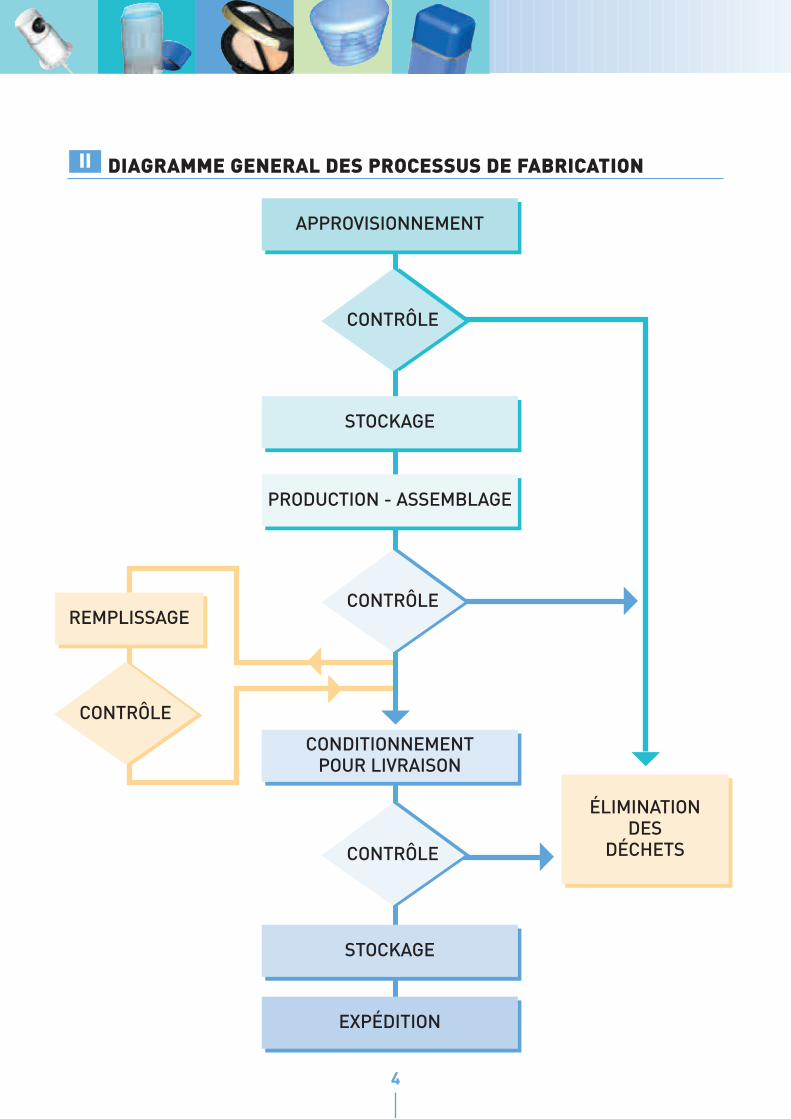
DIAGRAMME GENERAL DES PROCESSUS DE FABRICATIONII
4
APPROVISIONNEMENT
ÉLIMINATION DES
DÉCHETS
STOCKAGE
REMPLISSAGE
STOCKAGE
EXPÉDITION
PRODUCTION - ASSEMBLAGE
CONTRÔLE
CONTRÔLE
CONTRÔLE
CONDITIONNEMENT POUR LIVRAISON
CONTRÔLE
5
PRATIQUES ET RESPECT DESEXIGENCES POUR L’EMBALLAGEAU CONTACT DU PRODUIT
EXIGENCES REGLEMENTAIRES ÀPRENDRE EN COMPTELe texte de base concernant les cosmétiques est ladirective 76/768/CEE (dite «directive cosmétiques»)du 27 juillet 1976 concernant le rapprochement deslégislations des Etats membres relatives aux pro-duits cosmétiques. Cette directive en est, à la datede publication du guide, à son 7ème amendement et aété modifiée notamment en 2003 par la directive2003/15/CE du 27 février 2003.
Les directives et décisions suivantes sont à noter :
• Directive 2003/1/CE du 06/01/2003 : Adaptation del'annexe 2 de la 76/768/CEE au progrès technique, pré-
cise la liste des substances qui ne peuvent entrer dans
la composition des produits cosmétiques.
• Directive 2003/80/CE du 05/09/2003 : Précise le sym-bole à utiliser concernant la durabilité d'utilisation des
produits cosmétiques.
• Décision 96/335/CE du 08/05/1996 : Fait l’inventairede la nomenclature commune des ingrédients utilisés
dans les cosmétiques.
• Directive 95/32/CE du 07/07/1995 : Précise les méth-odes d'analyse pour le contrôle de la composition des
produits cosmétiques.
Les transcriptions de cette directive au niveaufrançais sont notamment :• Arrêté du 17/11/2004 fixant la liste des substances quine peuvent entrer dans la composition des produitscosmétiques (modifie les arrêtés 22/01/2003 et du06/02/01).
• Arrêté du 06/02/2001 fixant la liste des colorants quepeuvent contenir les produits cosmétiques.
• Arrêté du 06/02/2001 fixant la liste des agents con-servateurs.
• Arrêté du 27/12/2000 fixant le contenu du dossier dedérogation à l'inscription d'un ou plusieurs ingrédientssur l'étiquetage des produits cosmétiques.
• Arrêté du 30/06/2000 fixant la liste des catégories desproduits cosmétiques.A noter également :
• La directive 76/769/CEE du 27 juillet 1976 concernantle rapprochement des dispositions législatives, régle-mentaires et administratives des Etats membres rela-tives à la limitation de la mise sur le marché et del’emploi de certaines substances et préparations dangereuses.
• La directive 67/548/CEE du 27 juin 1967 concernant lerapprochement des dispositions législatives, régle-mentaires et administratives relatives à la classifica-tion, l’emballage et l’étiquetage de substances dan-gereuses.
REGLEMENTATIONS PARTICULIERESLa réglementation des matériaux au contact alimen-taire ne s’applique pas de fait aux emballages dusecteur beauté. Toutefois, sur requête spécifique duclient, le fabricant d’emballage beauté peut êtreamené à appliquer la réglementation relative auxmatériaux au contact alimentaire. Ceci comprend en particulier la directive 2002/72/CE et les textesréunis dans la brochure 1227 éditée par la Directiondes Journaux Officiels.
Cette réglementation comprend en particulier laliste positive des matériaux autorisés et repose surdeux règles qui sont le principe d’inertie et d’in-nocuité des emballages.
La directive 2004/12/CE modifiant la 94/62/CE fixeles exigences en matière d’emballage et environ-nement dans la conception et la fabrication desemballages ainsi que leur gestion en fin de vie. Enparticulier, le fabricant d’emballage plastiquebeauté respecte les teneurs limites en métauxlourds et l’introduction non intentionnelle de sub-stances dangereuses pour l’environnement.
ATTESTATION OU CERTIFICAT DECONFORMITE MATERIAUXPour tout matériau entrant dans la composition del’emballage, un certificat de conformité serademandé au fournisseur attestant du respect desréglementations précédemment décrites.
EXIGENCES DE COMPATIBILITELe choix d’un emballage proposé par le fournisseurou défini par le client doit être impérativement validépar des essais appropriés réalisés par le client et soussa responsabilité. Il doit notamment vérifier cettecompatibilité en cas de changement du produitemballé, de sa composition ou de sa destination, ainsique dans le cas d’une modification des conditions demise en œuvre du matériau ou de l’emballage.
Toutefois, il est recommandé au fabricant d’embal-lage de s’assurer de la conduite effective d’essais decompatibilité par son client.
4
3
21
III
DISPOSITIONS GENERALES
D'HYGIENE
INTRODUCTIONL'hygiène est avant tout un état d'esprit, une culture.Le respect de dispositions simples, d'ordre général,est, à lui seul, de nature à prévenir un grand nombrede risques de contamination par les dangers detoute nature.
DÉFINITIONSDans ce qui suit, le terme «locaux de production»désigne les parties d'un site où sont fabriqués lesproduits et où ceux-ci sont au contact de l'air ambiant.
Le terme «usine» désigne l'ensemble du site.
Le terme «doit» désigne clairement une dispositionfondamentale.
Les termes «devrait» ou «veiller à» désignent unedisposition souhaitable. Dans le cas où une entre-prise ne satisferait pas à cette disposition, il luiincombera de s’assurer que la qualité hygiéniquedes produits reste satisfaisante.
TRAÇABILITÉEn fonction des exigences contractuelles, les entre-prises ont le devoir de mettre en place la traçabilitéappropriée.
Les fournisseurs de matières premières et d'embal-lages doivent soit être homologués selon les normesISO 9000, soit disposer d'un système d'obtention dela qualité audité et de nature à apporter un niveau de sécurité satisfaisant. Sinon les dispositions decontrôle appropriées devraient être prises avantutilisation des produits.
Dans le process, on ne mettra pas en oeuvre desproduits annexes ou constituants qui ne respecte-raient pas des réglementations concernant lesemballages au contact du produit et dont la traçabiliténe serait pas prouvée.
LOCALISATION ET ABORDS DES BATIMENTS
SITUATIONL'usine devrait être aussi éloignée que possible dessources externes de pollution.Les eaux stagnantes sont à proscrire dans l'enceinte.Les réserves d'eau pour les systèmes anti-incendiesont maintenues en parfait état de salubrité.
CLÔTURELe terrain doit être clôturé et la clôture maintenueen bon état.
VÉGÉTATIONLes espaces verts doivent être régulièremententretenus.
On doit éviter tout contact direct des végétaux avectout ou partie du packaging.
VOIES DE CIRCULATIONLes voies de circulation sont enrobées ou goudron-nées.
Les écoulements d'eaux pluviales sont prévus etmaintenus en état de façon à éviter toute stagnationd'eau.
Les trottoirs attenants aux bâtiments sont entretenus.
BATIMENTS DE PRODUCTION ET AGENCEMENTS
ORGANISATION DES FLUXLa disposition générale du bâtiment devrait êtreconçue de telle sorte qu'elle permette un flux deproduction sans croisement ni retour en arrière. Si ce n'est pas le cas, on devra mettre en place lesdispositions de maîtrise.
La disposition générale du bâtiment doit permettred'isoler les zones où les matières premières, lessemi-produits et les emballages sont à l'air libre,des autres zones de l'usine et de l'extérieur.
Les usines ne produisant pas exclusivement desemballages conformes aux réglementations envigueur devront disposer de locaux agencés demanière à rendre impossible le mélange des matéri-aux y compris des matières premières et additifspouvant présenter un danger.
PRINCIPES GÉNÉRAUX DE CONSTRUCTIONVeiller à éviter les recoins et angles morts.
Les murs doivent être étanches, nettoyables, résis-tants à l'abrasion et aux agressions.
Les sols doivent posséder un revêtement étanche,être nettoyables, résistants à l'abrasion, si possiblede couleur claire et antidérapants.
Les réparations nécessaires sont faites au moinsune fois par an.
3.2
3.1
3
2.4
2.3
2.2
2.1
2
1.2
1.1
1
IV
6
7
Veiller à éviter les escaliers, plates-formes, échelleset passerelles en tôle ajourée lorsqu'elles peuventnuire à la qualité du produit; on doit éviter les struc-tures tubulaires ou en obstruer les extrémités.
Les charpentes et poutrelles apparentes, les dis-positifs d'éclairage, pièges à insectes et autresaccessoires apparents doivent être accessibles etnettoyables.
Les pièges à insectes doivent être localisés demanière à ne pas nuire à la qualité du produit.
Le bois doit, dans la mesure du possible, être évité.Les parties existantes sont peintes ou vernies etmaintenues en bon état.
Les locaux de production ne devraient pas avoir decontact direct avec l'extérieur, sauf les portes desécurité tenues fermées.
Les locaux et en particulier les locaux de production,doivent être munis d'une ventilation adaptée. Le fluxd'air devrait être organisé de manière à éviter unecirculation d'une zone contaminée vers les locaux deproduction.
Préférablement, les locaux de production devraientêtre maintenus en surpression. Cette dispositionpeut être fondamentale pour certaines parties dusite (cf. analyse de risque).
Les ouvertures inévitables devraient être pourvuesde grillage anti-insectes.
L'éclairage naturel ou artificiel doit être suffisantpour permettre une bonne observation des produitsdans les zones de production.
Les portes donnant sur les locaux de productiondoivent être équipées de dispositifs assurant la fermeture.
Les fenêtres devraient être sans rebord, intactes, àouverture condamnée dans la mesure du possible,munies au besoin d'un rideau anti-insectes dans lecas contraire.
Les murs et toitures sont entretenus et réparés demanière à maintenir le bâtiment étanche aux intem-péries.
Les panneaux d'affichage, dans les locaux de pro-duction, ne devraient pas comporter des agrafes,des punaises ou être fermés. On veillera de façongénérale à assurer l'entretien et les réparationsnécessaires.
RÉSEAUXVeiller à l'absence de canalisations d'eaux usées etpluviales dans les locaux de production de façongénérale sauf quand c'est requis par le procédé deproduction.
Veiller à minimiser les zones mortes.
Les chemins de câbles électriques devraient êtrenettoyables et si possible verticaux.
Les réseaux de canalisation doivent être étanches,clairement identifiés, nettoyables et nettoyés régu-lièrement.
Les canalisations d'eau de refroidissement doiventêtre calorifugées pour éviter la condensation dansles locaux de production.
Le Guide de choix et d'utilisation des lubrifiants dansles industries agroalimentaires (CNRS-CNERNA,Lavoisier - 1992) est l'ouvrage de référence pour ladétermination des points de lubrification et le choixd'un lubrifiant. ANNEXE.
FLUIDESL'eau directement en contact avec le produit doitêtre potable. Les installations fixes de production, detraitement et de distribution d'eau destinées à laconsommation humaine doivent être fabriquéesconformément aux dispositions de l'arrêté modifiédu 29 mai 1997 (J.O. du 1er juin 1997).
L'air comprimé doit être filtré, déshuilé et séché.
Les canalisations d'huile et, en particulier d'huilehydraulique, doivent être étanches et maintenues enparfait état.
LOCAUX SOCIAUXLes vestiaires et sanitaires ne devraient pas donnerdirectement sur les locaux de production mais permettre leur accès sans avoir à ressortir des bâti-ments.
Chaque membre du personnel de production doitdisposer d'un casier vestimentaire, y compris lesintérimaires, titulaires d'un contrat temporaire etstagiaires.
Les casiers devraient être vidés, nettoyés et désin-fectés au moins une fois par an.
Les sanitaires sont en nombre suffisant et nettoyésquotidiennement.
Les robinets sont de préférence “non manuels".
Les essuie-mains devraient être en papier jetable.Les sèche-mains à air chaud sont à éviter.
Les poubelles sont en nombre suffisant.
Un local spécial, séparé des locaux de production,est prévu pour la consommation de boissons et derepas, ainsi que pour celle de tabac.
Le savon devrait être bactéricide, dans des distribu-teurs à usage unique.
3.5
3.4
3.3
ENTRETIEN ET NETTOYAGEUn responsable est désigné par la direction.
L'ensemble des locaux est maintenu en bon état etles réparations sont effectuées lorsque nécessaire.
Un programme de nettoyage des locaux est établi.Son exécution est assurée par du personnel formé.Le contrôle de la qualité du nettoyage doit être effec-tué périodiquement.
MACHINES ET EQUIPEMENTS
CONCEPTION DES MATÉRIELS ETÉQUIPEMENTS DE PRODUCTIONIl conviendra de prendre en compte les dispositionsd'hygiène : poussière, salissures, contaminationsdiverses, éventuelles zones de rétention. Il faudraconcevoir de manière à permettre un nettoyage aisé,efficace et contrôlable.
NETTOYABILITÉLe poste de travail et ses abords doivent être propreset rangés.
La qualité, la performance du nettoyage doivent êtreévaluées.
Le libre accès du poste doit être garanti par des pas-sages de dimensions suffisantes afin d'en faciliter lenettoyage. Il sera établi un plan de rangement desateliers.
Les matières ou produits tombés au sol sont jetésdans des poubelles.
L'installation des machines permettra un nettoyagefacile.
Il convient de limiter l'usage de soufflettes d'aircomprimé. Si des aspirateurs sont utilisés, on véri-fiera que les filtres ont des caractéristiques garan-tissant que la poussière n'est pas renvoyée dans l'atmosphère.
Les consommables utilisés (chiffons, solvants,...)pour le nettoyage seront déposés dans des conteneursappropriés.
MAINTENANCE Les parties de machines en contact avec les pro-duits, ainsi que les équipements permettant la dis-tribution des fluides de toutes natures doivent êtrenettoyés régulièrement. Les produits de nettoyageet, d'une façon générale, tous les produits n'entrantpas dans la composition des emballages doivent
faire l'objet de procédures internes permettant deconnaître leur existence et leur emploi (fiche desécurité).
Les produits de nettoyage doivent respecter les exigences décrites au chapitre III.
On veillera à utiliser le minimum de produit possibleet on s'assurera du séchage après nettoyage.
On veillera à réparer toute fuite d'eau et/ou d'huileconstatée.
CONVOYEURSLes convoyeurs transportant les produits devrontêtre protégés afin d'éviter toute chute de corpsétrangers ou contaminants et nettoyés régulièrement.
SYSTÈMES DE FIXATIONLes fixations (vis, boulons, goupilles, etc...) pouvanttomber dans les produits fabriqués sont montées defaçon imperdable ou des protections sont mises enplace afin d'éviter les risques d'inclusion dans lesproduits fabriqués.
LUBRIFICATIONLes risques de souillure des produits par les lubrifi-ants des machines sont traités au chapitre V, para-graphe 1.7.1.
Les lubrifiants susceptibles d'être en contact avec leproduit doivent respecter les réglementationsdécrites au chapitre III.
PERSONNEL ET VISITEURSL'hygiène personnelle est de la responsabilité dechacun. Toute personne appelée à manipuler desmatériaux doit avoir une bonne hygiène corporelle.
HYGIÈNE PERSONNELLELe personnel doit avoir les cheveux propres et cou-verts le mieux possible dans les locaux où cela sejustifie.
Le personnel doit se laver les mains au moins àchaque prise du travail, à la sortie des toilettes et àla sortie des réfectoires.
Les personnels de production devront avoir à leurdisposition, dans l'atelier, les moyens de se nettoyerles mains après les travaux salissants et à inter-valles réguliers.
Les blessures doivent être soignées et protégées parun pansement de couleur si possible.
5.1
5
4.6
4.5
4.4
4.3
4.2
4.1
4
3.6
8
9
VÊTEMENTS DE TRAVAILIls visent à réduire la contamination physique etbiologique des articles manipulés.Les vêtements professionnels sont réservés à cetusage et ne doivent pas quitter les locaux de pro-duction. Ces vêtements sont obligatoires pour lespersonnes en contact avec le produit. Une coiffeadaptée retient les cheveux dans les locaux où celase justifie. Le port de chaussures de travail estobligatoire selon la zone concernée.A la prise de poste, les vêtements de travail sontdans un état de propreté satisfaisant.La fréquence de nettoyage devra être adaptée autype d'activité (en fonction du degré et de la naturede salissure, de la température et de l'environ-nement de travail).Le personnel se change en arrivant et en partant del'usine.Pour les travaux salissants le personnel disposerade vêtements jetables.
BIJOUX ET OBJETS PERSONNELSDans les locaux de production, le port de bijoux estfortement déconseillé. Les pièces cassables ou sus-ceptibles de se décrocher devraient être proscrites.Les objets personnels ne devraient pas être intro-duits dans les locaux de production (l'entrepriseveillera à négocier cette disposition dans le cadre deson règlement intérieur).
BOISSON - NOURRITURE - TABACLa consommation de boisson, nourriture, tabac etmédicament est interdite dans les locaux de produc-tion sauf fontaine à eau dans une zone délimitée ethors zone de conditionnement... Elle sera autoriséedans des locaux appropriés, séparés des locaux deproduction.
VISITEURSLes visiteurs de l'entreprise, amenés à pénétrerdans les locaux de production devront être claire-ment identifiés (badge avec nom de l’entreprise),être accompagnés et informés des règles à respecteren matière d'hygiène et de propreté.Ils ne devront pas toucher aux produits sauf autori-sation préalable.Un produit touché ne devrait pas être remis dans le flux.
SOUS-TRAITANTSLes personnes extérieures au site de productiondevront se conformer aux mêmes règles d'hygièneet de propreté que le personnel du site.
FORMATIONLes personnes intervenant sur l'usine et en fonctiondes zones de risques doivent être qualifiées enmatière de respect des bonnes pratiques d'hygiène,sur la base d'une formation initiale ou d'une expérienceappropriée identifiée.Ceci concerne les personnes permanentes et tem-poraires.Des enregistrements de la formation doivent êtretenus en permanence.
GESTION DES MATIERES DE FABRICATION
MATIÈRES PREMIÈRESLes matières mises en oeuvre doivent respecter lesréglementations en vigueur décrites au chapitre III.
Pour toute homologation de nouvelle matière, il yaura nécessité de demander au fournisseur un cer-tificat de conformité aux réglementations décritesau chapitre III ainsi que la fiche de données sécurité.
EMBALLAGES ET ACCESSOIRESLes produits doivent être emballés, stockés et pro-tégés de manière à les préserver des contamina-tions et des souillures et conserver leur qualitéhygiénique résultant du respect des présentes dis-positions.
CHUTES ET DÉCHETSLes chutes seront stockées dans des conteneursrepérés, identifiés et dédiés à leur utilisationultérieure (réutilisation, recyclage, élimination). On évitera d'utiliser les conteneurs destinés à lamanipulation du produit attendu.
GESTION DES BROYES DE FABRICATION
BROYEURS SUR MACHINELes broyeurs sur machines seront protégés pouréviter tout risque de projection de débris et poussière.
STOCKAGE ET MANUTENTION DES MATIÈRES À BROYERTous les produits à broyer, destinés à être incorporésdans les fabrications, doivent être transportés etstockés sans possibilité de contamination ou demélange.
7.2
7.1
7
6.3
6.2
6.1
6
5.7
5.6
5.5
5.4
5.3
5.2
Les déchets de production destinés au broyage pourréutilisation, seront stockés dans des réceptaclesidentifiés à l'abri des intempéries et des sources decontamination.
Si un stockage extérieur est nécessaire, les produitsseront protégés et isolés du sol, des intempéries etde la poussière.
Tous les articles à broyer seront protégés, repérés etstockés séparément en fonction de la réglementa-tion en vigueur.
CENTRALE DE BROYAGELa centrale de broyage devra être isolée à l'intérieurdu local de production. Son libre accès devra êtregaranti. Les mesures nécessaires seront prisespour éviter les risques de contamination des matéri-aux réutilisés.
STOCKAGE DES BROYÉSTous les broyés seront identifiés et stockés séparé-ment en fonction de la réglementation en vigueur.
Pour le stockage en conteneur, ils devront êtreisolés et protégés.
STOCKAGE DES MATIERES ET PRODUITS EN COURS
Pour les entreprises fabriquant des produits nondestinés à l'industrie de la beauté, les différentsmatériaux devront être stockés dans des endroitsclairement repérés.
Les flux des différents matériaux doivent êtremaîtrisés de façon à éviter tout mélange ou utilisa-tion inappropriée.
SILOSLes silos doivent être réalisés en matériau inerte etrésistant aux intempéries (acier inox ou aluminium).
Les prises d'air de pompage doivent être équipéesde filtre.
Les silos doivent être spécialisés par matière.
CONTENEURSAucun conteneur ne devrait être stocké à l'extérieur.Si cela était le cas, ceux-ci devraient être isolés dusol et protégés par un moyen étanche aux intem-péries et aux contaminants.
Les conteneurs doivent être propres, en bon état etnon susceptibles de délitement. Ils sont inspectés etnettoyés régulièrement.
Les conteneurs ne doivent être ouverts que dans leslocaux de production. Ils doivent être soigneusement
refermés s'ils ne sont pas entièrement utilisés.
Les cuves, réservoirs ou autres doivent être munisd'un couvercle. Le mode de fermeture doit prévoir lerisque de condensation ainsi que le risque de dépôtde matières étrangères sur le couvercle.
BOBINESLes matériaux livrés en bobines doivent être emballésde façon à préserver les caractéristiques du matériautout au long de la chaîne logistique.
L'emballage ne doit être ôté qu'au moment de lamise en oeuvre de la bobine.
Dans le cas d'un retour total ou partiel en stock de labobine, le conditionnement doit être refait dans unmatériau neuf ou conforme aux exigences d'hygiène.
Aucun stockage à l'extérieur n'est admissible.
DEMI-PRODUITSIls doivent être stockés dans des emballages ferméspréservant les caractéristiques du demi-produitjusqu'à son utilisation.
Aucun stockage à l'extérieur n'est admissible.
Les demi-produits doivent être conditionnés dèsqu'ils quittent la zone de production.
ENGINS DE MANUTENTIONLes engins de manutention opérant dans les locauxde production ne peuvent utiliser que l'électricité oule gaz et ne doivent pas sortir à l'extérieur.
On veillera à ce qu'aucun véhicule ou engin opérantà l'extérieur ne puisse pénétrer dans les locaux deproduction.
Au cas où cette solution ne serait pas compatible avecd'autres contraintes de l'entreprise, l'industriel devras'assurer que les engins sont propres et en bon état.
LOCAUX DE STOCKAGEIls devraient être isolés des locaux de production.
Ils doivent être nettoyés régulièrement.
La disposition des racks de stockage doit permettrele nettoyage.
Ils doivent être en bon état, secs, ventilés, étanchesaux intempéries.
Le sol ne peut pas être naturel. Il devrait être revêtud'une dalle de ciment ou autres.
Les produits toxiques indispensables au fonction-nement de l'entreprise doivent être stockés dans unlocal séparé et pourvus d'un système de rétention.Aucune contamination des locaux de stockage et deproduction ne doit être possible.
8.6
8.5
8.4
8.3
8.2
8.1
8
7.4
7.3
10
11
TRANSPORT DES PRODUITS FINISET DEMI-PRODUITS
Les dispositions particulières inhérentes à la naturedes emballages en matière plastique destinés ausecteur beauté transportés seront fixées par chaqueentreprise et communiquées aux personnes con-cernées (transporteur).
VÉHICULESL'intérieur du véhicule devra être propre et exemptde contaminant.
Si l'état n'est pas satisfaisant, il sera procédé soit aurenvoi du camion, soit à son nettoyage.
Le véhicule sera en bon état et en particulierétanche à l'eau.
CONDITIONNEMENTLe bon état du conditionnement sera vérifié avantchargement.
Les produits conditionnés en carton seront disposés,si possible, sur palette filmée.
On utilisera de préférence des palettes plastiques,métal ou des palettes bois traitées conformément àla norme NOR 15.
CHARGEMENTLe chargement ne devrait pas se faire à l'extérieur.
On veillera à ce que les quais de chargement dis-posent des dispositifs préservant les lots expédiés,même lors d'intempéries.
ACHATS
MATIÈRES PREMIÈRES ET EMBALLAGESLes matériaux mis en oeuvre et les emballagesentrant directement en contact avec le produitdoivent respecter les réglementations en vigueurtelles que décrites au chapitre III.
• 10.1.1. On doit disposer pour chaque constituantd'un certificat, délivré par le fournisseur, attestantde la conformité aux réglementations et renouvelérégulièrement.
• 10.1.2. Les fournisseurs de ces produits doiventsoit être homologués selon les normes ISO 9000 ou d'un référentiel équivalent, soit disposerd'un système d'obtention de la qualité, audité et de nature à apporter un niveau de sécurité satis-
faisant. Sinon, les dispositions de contrôle appro-priées doivent être prises avant utilisation des produits.
• 10.1.3. Chaque livraison devra être réceptionnéesous emballage adapté, en bon état et, sauf dans le cas du vrac, sur palette en bon état etdevra comporter les éléments d'identification deces fournitures. Dans le cas contraire, le lot serarefusé.
• 10.1.4. L'intérieur du véhicule devra être propre.
Si l'état n'est pas satisfaisant, il sera procédé soità son nettoyage, soit au renvoi du camion.
Le véhicule sera en bon état et en particulierétanche à l'eau.
Ces exigences devront être communiquées auxfournisseurs et aux transporteurs par écrit.
• 10.1.5. Les encres, vernis, colles et adhésifsdoivent être conformes à la réglementation envigueur.
• 10.1.6. Les emballages des matières premières etles emballages achetés ne devraient pas comporter d'agrafes.
SOUS-TRAITANTS ETPRESTATAIRES DE SERVICECeux-ci devront être homologués par l'entreprise ouà défaut il appartient à l'entreprise de vérifier péri-odiquement la qualité et les conditions d'exécutionde la prestation fournie et se conformer auxprésentes bonnes pratiques d'hygiène.
Dans le cas où leur personnel intervient dans leslocaux de l'entreprise, celui-ci devra se conformer àtoutes les règles applicables au personnel de l'en-treprise. (En particulier, chap. 4).
COMPOSANTS ET PRODUITSCONTAMINESTout composant ou produit souillé par un contami-nant de quelque nature que ce soit devra être écartédu flux de production et faire l'objet d'un traitementspécifique.
11
10.2
10.1
10
9.3
9.2
9.1
9
DISPOSITIONS SPECIFIQUES
D'HYGIENE EMBALLAGES ET
ARTICLES DE CONDITIONNEMENT
PREVENTION DES DANGERSPHYSIQUES
VERRE ET MATÉRIAUX TRANSPARENTS FRAGILES• 1.1.1. Toute partie en verre ou matériau transpar-ent fragile doit être, dans la mesure où cela estraisonnablement possible, remplacée par unmatériau approprié (ex. : polycarbonate, métal) dansles zones où les produits sont non conditionnés ounon protégés.
Lorsque le remplacement n'est pas raisonnable-ment possible, un film de sécurité du type anti-effraction peut être appliqué sur la partie en verreou en plastique fragile.
• 1.1.2. Toutes les sources de lumière, ainsi que lestubes des destructeurs d'insectes doivent êtreprotégés contre le risque de dispersion des débris.
LAMES TRANCHANTES• 1.2.1. La distribution, le contrôle et l'éliminationdes lames tranchantes doivent être maîtrisés.
• 1.2.2. On évitera les lames sécables.
• 1.2.3. Tout bris ou perte de lame tranchante serasignalé sans délai à un responsable qui évalueraaussitôt les risques de contamination et prendrales mesures de sauvegarde si nécessaire.
• 1.2.4. On veillera à limiter l'usage des lames tran-chantes au strict nécessaire et on privilégieratoute autre méthode de coupe.
ANIMAUX ET NUISIBLES• 1.3.1. Le respect des dispositions générales d'hygiène concernant les extérieurs et les bâtiments contribue à prévenir les dangersreprésentés par les nuisibles. Se reporter à cesdispositions (chapitres 1 et 2).
• 1.3.2. Insectes volants : des pièges ou des systèmesrépulsifs sont disposés au minimum dans tous les halls où les produits ne sont pas conditionnés. Ils sont entretenus régulièrement.
• 1.3.3. Rongeurs et rampants : un contrat est passéavec une société spécialisée.
• 1.3.4. Animaux domestiques : ils ne sont pas auto-risés dans les locaux de production et de stockage.
• 1.3.5. Les ateliers seront, dans la mesure du pos-sible, en surpression.
MÉTAUX• 1.4.1. Sur les machines et installations, dans leszones où circulent les produits, les fixations serontdans la mesure du possible du type imperdable.
PLASTIQUES• 1.5.1. Toute perte de protection auditive doit êtresignalée.
• 1.5.2. L'usage de ruban adhésif sera réduit, dans lamesure du possible, dans les zones de production.
• 1.5.3. Les convoyeurs à bande transporteuse enplastique ou en élastomère doivent être, dans la mesure du possible, évités dans les zonesde production et lorsque cela n'est pas possible,inspectés régulièrement et maintenus en état.
• 1.5.4. Les conteneurs et bacs destinés au trans-port interne au site des produits seront inspectéset nettoyés régulièrement et détruits en cas de bris,même partiel.
FIBRES• 1.6.1. Les ficelles sont à bannir des zones de pro-duction.
• 1.6.2. L'usage de chiffons et d'éponges doit êtreréduit au strict nécessaire pour les opérationsde nettoyage. Préférer l'essuyage par du papierjetable.
• 1.6.3. Les balais doivent avoir des poils ou descrins de couleur et être remplacés régulièrement.On évitera les balais en bois. Il convient de priv-ilégier l'utilisation de balai à lingette jetable.
GRAISSES• 1.7.1. Les graisses nécessaires pour la lubrifica-tion des parties des machines en contact avec lesproduits, ne doivent pas être utilisées en excès.
• 1.7.2. Les emballages, les composants et les produits souillés par la graisse seront détruits.
• 1.7.3. Lors de l'utilisation d'huile dans les locauxde production, les moyens appropriés à la réten-tion d'une fuite devront être disponibles.
Les circuits d'huile seront inspectés régulièrement.
1.7
1.6
1.5
1.4
1.3
1.2
1.1
1
V
12
13
• 1.7.4. Les parties lubrifiées en mouvement auvoisinage de produits doivent, lorsque c'est tech-niquement possible, être munies d'un carter deprotection.
DECHETS DE PRODUCTIONTout déchet de production ou rebut devra être détruit.
PREVENTION DES DANGERSCHIMIQUES
Introduction
Tous les constituants, additifs, produits inhérents auprocess, produits de nettoyage devront respecter lesréglementations décrites au chapitre III.
Leurs fiches de sécurité devront être détenues parl'entreprise.
CONSTITUANTS DE BASECertificats de conformité aux réglementationsapplicables aux packaging considérés.
CONSTITUANTS AJOUTÉS• additifs
• colorants
• solvants, lubrifiants (de processus, de nettoyage)
Pour ces produits il convient de respecter les dispo-sitions suivantes :
1. Obtention et archivage des certificats de confor-mité, techniques et réglementaires.
2. Obtention et mise en application de la fiche dedonnées de sécurité.
3. Stockage exempt de toutes pollutions externes.
4. Respect des dates de péremption éventuelles.
UTILISATION DES REBROYÉSIl convient de s'assurer qu'ils sont dépourvus detoute pollution chimique.
CONTAMINANTS • Les produits désignés (produits de nettoyage, produits antiparasites...) doivent être géréscomme indiqué ci-après :
• Vérification de leur conformité réglementaire.
• Stockage sécurisé pour éviter tout contact directavec le produit.
• Mise en oeuvre en quantité minimale.
CONSTITUANTS DÉPOSÉSLes produits considérés sont les encres, laques, vernis, autres revêtements de surface et autres produits.
Ces produits doivent respecter les réglementationsprécédemment décrites.
Ces produits doivent être mis en œuvre dans le strictrespect des règles de l'art et de leurs données tech-niques. Ces pratiques devront permettre d'éviter lacontamination du produit conditionné et de se pré-munir de tout impact sur la santé de l'utilisateur oudu consommateur.
PREVENTION DES DANGERSMICROBIOLOGIQUESLes emballages en matière plastique dans lesecteur beauté ne sont pas favorables au développe-ment des micro-organismes.
Après recherche et consultation des instances sci-entifiques représentatives en France ainsi que desprincipales bases de données, il n'a pas été rapportéde cas d'accident sanitaire qui soit directement lié àl'emballage.
Bien que l'emballage ne soit pas propice audéveloppement des micro-organismes, les disposi-tions prises par le fabricant d'emballage ne dis-pensent pas l'utilisateur de l'emballage de prendreles mesures nécessaires liées à la spécificité du produit à conditionner.
En cas de demande spécifique du client, un traite-ment particulier visant à améliorer la propretémicrobiologique du produit ou une méthode de contrôle spécifique pourront être mis en œuvre.
Il est fortement recommandé de mettre en oeuvreune analyse de risque pour maîtriser, dans chaquesituation spécifique, les dangers microbiologiques.
Une revue périodique des dispositions pour prévenirces risques devra être conduite.
• Dans le cas particulier de conditionnement, il con-vient d'éviter la présence, sur le poste de travail,d'une personne vecteur d'une affection de nature à altérer les propriétés et l'intégrité du produit conditionné.
Enfin, l'environnement d'un processus de fabricationd'emballages en matières plastiques dans lesecteur beauté est peu propice au développementdes germes responsables d'affections, dans lamesure où les dispositions générales d'hygiène sontappliquées.
3
2.5
2.4
2.3
2.2
2.1
2
1.8
CONTAMINATION DE TOUTE NATUREEn cas de contamination, l'industriel devra disposerd'une procédure permettant l'évaluation du risque(nature et étendue) et définissant les actions appro-priées (isolement, élimination du produit, rappel duproduit, etc.).
DISPOSITIONS SPECIFIQUES AL'OPERATION DE REMPLISSAGE
EXIGENCES PARTICULIÈRESPar « Remplissage » on entend l'opération qui con-siste à introduire le produit actif (jus, crème, bulk...)dans le packaging en vue de livrer un produit rempliaux clients du secteur Beauté.
• La bonne exécution de l'opération de remplissagerequiert une parfaite maîtrise de l'hygiène et sécuritédu produit actif fourni par les clients. En particulierles éléments suivants devront être disponibles etgérés par l'industriel conditionneur :
- Bon de livraison, certificat d'analyse, date depéremption, pour chaque lot de jus fourni.
- Témoin du jus certifié et sa date de péremption.
- Fiche de Données de Sécurité.
- Fiche de Spécification du produit (Aspect,Couleur, Odeur, Densité, Viscosité...).
- Les consignes à appliquer au reliquat de jus nonutilisé dans la production.
• Réception et Stockage :
- Les jus sont réceptionnés, inspectés et libéréspour mise en œuvre.
- La livraison de bidon ouvert ne sera pas accep-tée (car doute possible sur l'hygiène et la con-tamination).
- Les locaux de stockage des jus disposeront d'unaccès sécurisé, les conditions de stockageseront conformes à la recommandation duclient.
• Mise en œuvre des jus :
- Les conteneurs de transport permettent lerespect de la traçabilité du lot et sont manipulésdans le respect de la fiche de données de sécu-rité et des exigences d'hygiène du site.
- Après vidange, ils sont retournés au client, oudétruits à sa demande, ou encore soigneuse-ment nettoyés en vue de leur réutilisation.
Après conditionnement, les produits finis sont con-trôlés selon la fiche de spécification produit, libéréset expédiés conformément aux exigences du client.
La ligne de distribution du jus est vidée, rincée, net-toyée et contrôlée pour assurer une nouvelle fabri-cation avec un niveau d'hygiène et contaminationapproprié.
Un bilan de consommation du jus est réalisé.
• Les surplus de production sont expédiés ou dé-truits avec accord du client.
Les rebuts sont détruits avec accord du client ourenvoyés vers lui à sa demande.
• Les produits finis sont conditionnés, manipulés,stockés, expédiés dans les conditions d'hygiène etde sécurité prédéfinies et en accord avec le client.
MODALITES DE REVISIONChaque année, une Commission désignée par laCSEMP (Chambre Syndicale des Emballages enMatière Plastique) se réunit dans le but d'analyserles nécessités de refondre le guide ou, s'il y a lieu, dele réactualiser sur les plans de la réglementation etdes pratiques d'entreprises.
VI
5
4
14
15
ANNEXE I - GLOSSAIRE
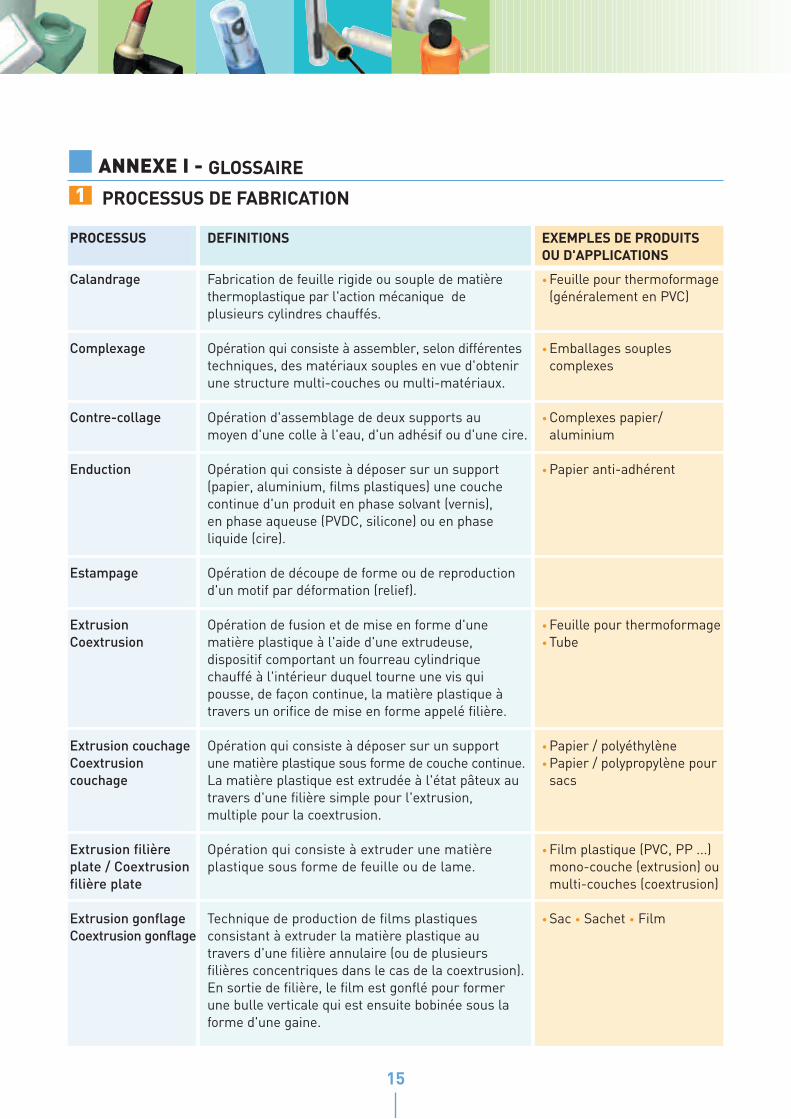
PROCESSUS DE FABRICATION1
PROCESSUS DEFINITIONS
Calandrage Fabrication de feuille rigide ou souple de matière thermoplastique par l'action mécanique de plusieurs cylindres chauffés.
Complexage Opération qui consiste à assembler, selon différentestechniques, des matériaux souples en vue d'obtenir une structure multi-couches ou multi-matériaux.
Contre-collage Opération d'assemblage de deux supports au moyen d'une colle à l'eau, d'un adhésif ou d'une cire.
Enduction Opération qui consiste à déposer sur un support (papier, aluminium, films plastiques) une couche continue d'un produit en phase solvant (vernis), en phase aqueuse (PVDC, silicone) ou en phase liquide (cire).
Estampage Opération de découpe de forme ou de reproduction d'un motif par déformation (relief).
Extrusion Opération de fusion et de mise en forme d'uneCoextrusion matière plastique à l'aide d'une extrudeuse,
dispositif comportant un fourreau cylindrique chauffé à l'intérieur duquel tourne une vis qui pousse, de façon continue, la matière plastique à travers un orifice de mise en forme appelé filière.
Extrusion couchage Opération qui consiste à déposer sur un support Coextrusion une matière plastique sous forme de couche continue.couchage La matière plastique est extrudée à l'état pâteux au
travers d'une filière simple pour l'extrusion, multiple pour la coextrusion.
Extrusion filière Opération qui consiste à extruder une matièreplate / Coextrusion plastique sous forme de feuille ou de lame.filière plate
Extrusion gonflage Technique de production de films plastiquesCoextrusion gonflage consistant à extruder la matière plastique au
travers d'une filière annulaire (ou de plusieurs filières concentriques dans le cas de la coextrusion). En sortie de filière, le film est gonflé pour former une bulle verticale qui est ensuite bobinée sous la forme d'une gaine.
EXEMPLES DE PRODUITS OU D'APPLICATIONS
•Feuille pour thermoformage(généralement en PVC)
•Emballages souples complexes
•Complexes papier/aluminium
•Papier anti-adhérent
•Feuille pour thermoformage•Tube
•Papier / polyéthylène •Papier / polypropylène pour sacs
•Film plastique (PVC, PP ...) mono-couche (extrusion) ou multi-couches (coextrusion)
•Sac • Sachet • Film
16
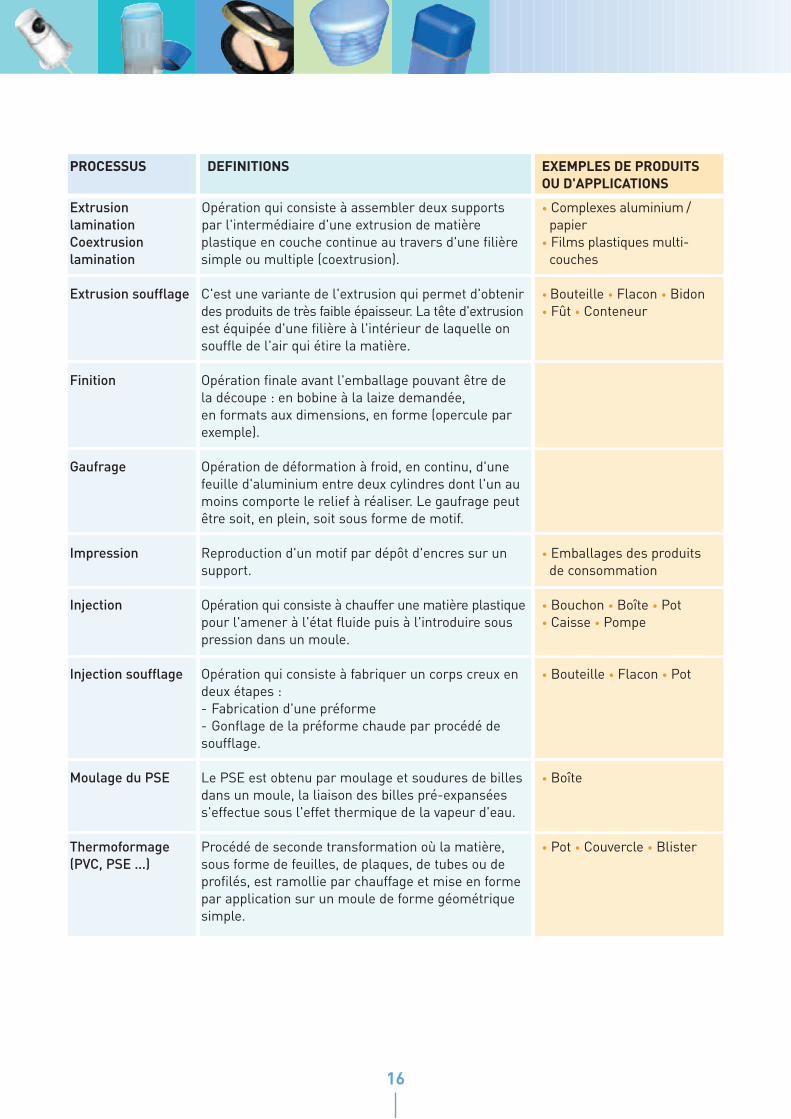
PROCESSUS DEFINITIONS
Extrusion Opération qui consiste à assembler deux supportslamination par l'intermédiaire d'une extrusion de matièreCoextrusion plastique en couche continue au travers d'une filièrelamination simple ou multiple (coextrusion).
Extrusion soufflage C'est une variante de l'extrusion qui permet d'obtenir des produits de très faible épaisseur. La tête d'extrusionest équipée d'une filière à l'intérieur de laquelle on souffle de l'air qui étire la matière.
Finition Opération finale avant l'emballage pouvant être de la découpe : en bobine à la laize demandée, en formats aux dimensions, en forme (opercule par exemple).
Gaufrage Opération de déformation à froid, en continu, d'une feuille d'aluminium entre deux cylindres dont l'un au moins comporte le relief à réaliser. Le gaufrage peut être soit, en plein, soit sous forme de motif.
Impression Reproduction d'un motif par dépôt d'encres sur un support.
Injection Opération qui consiste à chauffer une matière plastiquepour l'amener à l'état fluide puis à l'introduire sous pression dans un moule.
Injection soufflage Opération qui consiste à fabriquer un corps creux en deux étapes :- Fabrication d'une préforme- Gonflage de la préforme chaude par procédé de soufflage.
Moulage du PSE Le PSE est obtenu par moulage et soudures de billes dans un moule, la liaison des billes pré-expansées s'effectue sous l'effet thermique de la vapeur d'eau.
Thermoformage Procédé de seconde transformation où la matière,(PVC, PSE ...) sous forme de feuilles, de plaques, de tubes ou de
profilés, est ramollie par chauffage et mise en forme par application sur un moule de forme géométrique simple.
EXEMPLES DE PRODUITS OU D'APPLICATIONS
• Complexes aluminium /papier
• Films plastiques multi-couches
•Bouteille • Flacon • Bidon • Fût • Conteneur
• Emballages des produits de consommation
• Bouchon • Boîte • Pot• Caisse • Pompe
• Bouteille • Flacon • Pot
• Boîte
• Pot • Couvercle • Blister
17
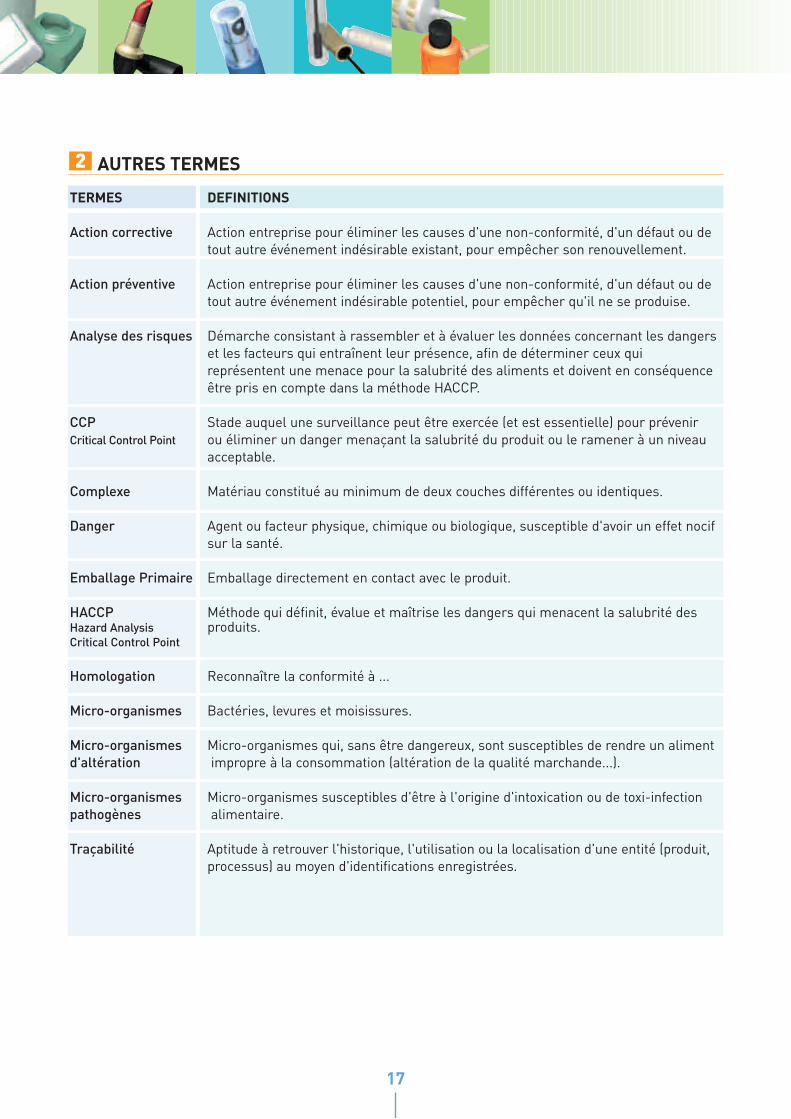
AUTRES TERMES
TERMES DEFINITIONS
Action corrective Action entreprise pour éliminer les causes d'une non-conformité, d'un défaut ou de tout autre événement indésirable existant, pour empêcher son renouvellement.
Action préventive Action entreprise pour éliminer les causes d'une non-conformité, d'un défaut ou de tout autre événement indésirable potentiel, pour empêcher qu'il ne se produise.
Analyse des risques Démarche consistant à rassembler et à évaluer les données concernant les dangers et les facteurs qui entraînent leur présence, afin de déterminer ceux qui représentent une menace pour la salubrité des aliments et doivent en conséquence être pris en compte dans la méthode HACCP.
CCP Stade auquel une surveillance peut être exercée (et est essentielle) pour prévenirCritical Control Point ou éliminer un danger menaçant la salubrité du produit ou le ramener à un niveau
acceptable.
Complexe Matériau constitué au minimum de deux couches différentes ou identiques.
Danger Agent ou facteur physique, chimique ou biologique, susceptible d'avoir un effet nocif sur la santé.
Emballage Primaire Emballage directement en contact avec le produit.
HACCP Méthode qui définit, évalue et maîtrise les dangers qui menacent la salubrité desHazard Analysis produits.Critical Control Point
Homologation Reconnaître la conformité à ...
Micro-organismes Bactéries, levures et moisissures.
Micro-organismes Micro-organismes qui, sans être dangereux, sont susceptibles de rendre un alimentd'altération impropre à la consommation (altération de la qualité marchande...).
Micro-organismes Micro-organismes susceptibles d'être à l'origine d'intoxication ou de toxi-infectionpathogènes alimentaire.
Traçabilité Aptitude à retrouver l'historique, l'utilisation ou la localisation d'une entité (produit, processus) au moyen d'identifications enregistrées.
2
ANNEXE IIExemples de méthodes d'analyse pour la vérification des dangers microbiologiques
Technique de méthode de lame gélosée
• Echantillon d'emballage (par exemple : bobine).
• Lame gélosée (par exemple : lame pour flore totaleet levures et moisissures).
• Application de chaque face de la lame une dizainede secondes sur la surface à étudier et remise dela lame dans son support.
• Incubation à l'étuve à 30°C pendant deux ou troisjours.
• Dénombrement des colonies sur chaque faceaprès incubation.
Technique de récupération par ensemence-ment direct en milieu gélosé (dénombre-ment de levures et moisissures)
• Prélèvement d'emballages sur ligne de fabrication.
• Ensemencement par remplissage de gélose glu-cosée au chloramphénicol en quantité et à tem-pérature définies.
• Répartition de la gélose sur les parois des embal-lages par rotation.
• Incubation en étuve 7 jours à 25° C.
• Dénombrement par comptage.
Technique de récupération par écouvillonnage
• Echantillon d'emballage.
• Passage de 2 écouvillons.
• Agitation au vortex des écouvillons.
• Inoculation dans le milieu de dénombrementchoisi.
Technique de récupération par immersion
• Echantillon d'emballage introduit dans un sacstomacher + 20 ml, ou autre quantité appropriée,de diluant (EPT + tween 80 à 0,2 %).
• Passage dans une cuve à ultra-sons (3 minutes).
• Passage au stomacher (3 minutes).
• Prélèvement d'1 ml du milieu liquide, dilutions etinoculation dans le milieu de dénombrementchoisi.
18
19
ANNEXE III -BIBLIOGRAPHIE ET ADRESSES UTILES
I- BIBLIOGRAPHIE HYGIENECodex Alimentarius FAO / OMS, Rome
Module pour entreprises agroalimentaires Institut Pasteur de Lille
Présentation de la méthode HACCP SEQUAL Agroalimentaire (01/96)
HACCP «Principes et mise en oeuvre pratique» Intervention du Professeur JOUVE (07/93)
«Le développement et l'utilisation du H.AC.C.P. par les entreprises agro-alimentaires françaises» Notes - Etudes de la DGCCRF (04/95)
«La maîtrise de l'hygiène en agro-alimentaire :outils, moyens, méthode» Conférence AFNOR (20/06/95)
«Auto-diagnostic de l'hygiène des entreprises agro-alimentaires et entrepriseses associées» ASEPT (10/96)«L'emballage alimentaire et sa décontamination» «Nettoyage et désinfection» «Pratique et maîtrise de l'hygiène»
Guide des bonnes pratiques d'hygiène DGAL (10/94)
«Hygiène et assu. qualité : 22 questions à se poser» Assemblée Générale d'ORQALI (6/04/94)
«Application de l'analyse des risques dans le domaine des Rapport de la consultation mixte d'expertsnormes alimentaires» FAO / OMS (13-17/03/95)
«Micro-organismes pathogènes transmis par les aliments» M. GELINAS - Editions EDISEM (97)
Les lubrifiants dans les industries agroalimentairesGuide choix et d'utilisation CNRS - CNERNA - Editions Lavoisier (92)
II- ADRESSES UTILES AFSSAPS (Agence Française de Sécurité 143-147, boulevard Anatole France - 93285 - SAINT-DENIS CédexSanitaire des Produits de Santé) Tél : 01.55.87.30.00
AFSSA (Agence Française de Sécurité 27/31, avenue du Général Leclerc - BP 19 Sanitaire des Aliments) 94701 - MAISONS-ALFORT
Tél : 01.49.77.13.50 / Fax : 01.49.77.26.12
DGAL (Direction Générale de l'Alimentation) 251, rue de Vaugirard - 75015 PARISTél : 01.49.55.49.55 / Fax : 01.49.55.56.80
DGCCRF (Direction Générale Concurrence, 59, bld Vincent Auriol - 75013 PARIS Consommation et Répression des Fraudes) Tél : 01.44.87.17.17 / Fax : 01.44.97.30.43
DGS (Direction Générale de la Santé) 8, avenue de Ségur - 75350 PARIS 07 SP Tél : 01.40.56.60.00
Direction des Journaux Officiels 26, rue Desaix - 75727 PARIS Cédex 15 Tél : 01.40.58.76.00 - www.journal-officiel.gouv.fr
Office des publications officielles des 2, rue Mercier - L-2585 LUXEMBOURG Communautés européennes Tél : (352) 2929-1 - http://europa.eu.int
Ministère de l'Industrie Le Bervil Digitip 2 - 12, rue Villiot - 75012 PARISTél : 01.53.44.94.82 / Fax : 01.53.44.91.93
Ministère de la Santé 8, avenue de Ségur - 75350 PARIS 075 P
Tél : 01.40.56.60.00
CSEMP(CHAMBRE SYNDICALE DES EMBALLAGES EN MATIERE PLASTIQUE)
5, rue de Chazelles - 75017 PARIS
Tél. : 33 (1).46.22.33.66 / FAX : 33 (1).46.22.02.35
SITE INTERNET : www.packplast.org
E-MAIL : [email protected] Avril2005
-M.VANHOVE





























