Embed Size (px)
Citation preview
GUIDE PRATIQUE
Le dégraissage des métaux
Quels procédés choisir ? Quels sont les risques ? Comment se protéger ?
L e P ô l e n a t i o n a l d ’ I n n o v a t i o n p o u r l e s
a r t i s a n a t s d e s m é t a u x , s o u h a i t e v o u s a p p o r t e r
p a r c e g u i d e , l e s p r i n c i p a l e s
i n f o r m a t i o n s p r a t i q u e s l i é e s a u d é g r a i s s a g e d e s
m é t a u x . L ’ o b j e t d e c e d o c u m e n t e s t d e v o u s
d o n n e r l e s é l é m e n t s n é c e s s a i r e s p e r m e t t a n t
d e r é p o n d r e a u x q u e s t i o n s s u i v a n t e s :
Q u e l s s o n t l e s p r o d u i t s e x i s t a n t s ? Q u e l l e
t e c h n i q u e d e d é g r a i s s a g e c h o i s i r ?
C o m m e n t c o n t r ô l e r s o n e f f i c a c i t é ? C o m m e n t
l i m i t e r l e s r e j e t s ? C o m m e n t l i m i t e r l e s
r i s q u e s ?

1
1
Guide pratique – Le dégraissage des métaux (mars 2011)
Les opérations de dégraissage ne sont pas à prendre à la légère. Avant d'opter pour tel procédé ou telle substance dégraissante, de nombreux paramètres sont à considérer. L’objet de ce guide est de donner les éléments nécessaires permettant de répondre aux questions suivantes : Quels sont les produits existants ? Quelle technique de dégraissage choisir ? Comment contrôler son efficacité ? Comment limiter les rejets ? Comment limiter les risques ? Les techniques existantes
Il existe 4 principaux types de produits pour le dégraissage des métaux :
- Les solutions aqueuses - Les solvants organiques halogénés - Les solvants organiques non halogénés - Les voies sèches
Les solutions aqueuses Il s'agit de solutions lessivielles utilisées soit dans des procédés d'immersion, soit dans des procédés d'aspersion. Ces solutions sont des mélanges complexes contenant des phosphates, des silicates, des hydroxydes, des tensio-actifs... La formulation de ces produits est le plus souvent adaptée à l'opération à effectuer. Les solutions aqueuses sont efficaces pour une majorité de salissures organiques. Ces procédés présentent l'inconvénient de générés d'importants volumes d'effluents qu'il est nécessaire de traiter ou de recycler en aval de l'étape de dégraissage. Il est possible d'ajouter des micro-organismes à ces solutions aqueuses dans le but de générer des réactions enzymatiques pour dissoudre les graisses (bioremédiation). Le procédé par immersion nécessite un bain agité (agitation mécanique, ultrasons, pompe de circulation, injection d'air comprimé) et une température élevée (60 °C). Le procédé par aspersion nécessite une pression de 1 à 4 bars. On distingue 4 catégories de lessiviels en fonction de leur acidité :
- les lessiviels fortement alcalins (pH > 10) - les lessiviels faiblement alcalins (9 < pH < 10) - les lessiviels neutres (6 < pH < 9) - les lessiviels acides faibles (4 < pH < 6)
Concernant les alcalins forts, le dégraissage se fait par saponification, c'est-à-dire une transformation chimique de la salissure en savon. Ces lessiviels sont des produits minéraux sous forme de sels déposés directement sur les pièces à traiter. Notons qu'ils sont incompatibles avec les métaux légers et offrent une très faible protection anticorrosion. L'utilisation de tels lessiviels nécessite une opération de passivation et de séchage après le rinçage des pièces. A propos des alcalins faibles, le dégraissage est effectué par tensioactifs agissant sur la tension superficielle. Il n'y a pas de transformation chimique de la salissure. Il s'agit généralement de produits organiques offrant une forte protection anticorrosion. Le dégraissage et la passivation sont réalisés simultanément avant l'étape de séchage. Quant aux lessiviels neutres, ils sont utilisables sur les métaux non oxydables, les résines, les polymères... En revanche, ils n’apportent aucune protection anticorrosion. Enfin, les acides faibles, dénommés dégraissants phosphatants acides, sont généralement utilisés pour préparation chimique avant l'application d'une peinture ou avant un traitement thermique. En effet, ils permettent une bonne protection anticorrosion et une bonne adhérence de la couche de peinture. De plus, ils permettent une activation de la surface du métal lors des opérations de trempe massique ou superficielle.
2
2
Guide pratique – Le dégraissage des métaux (mars 2011)
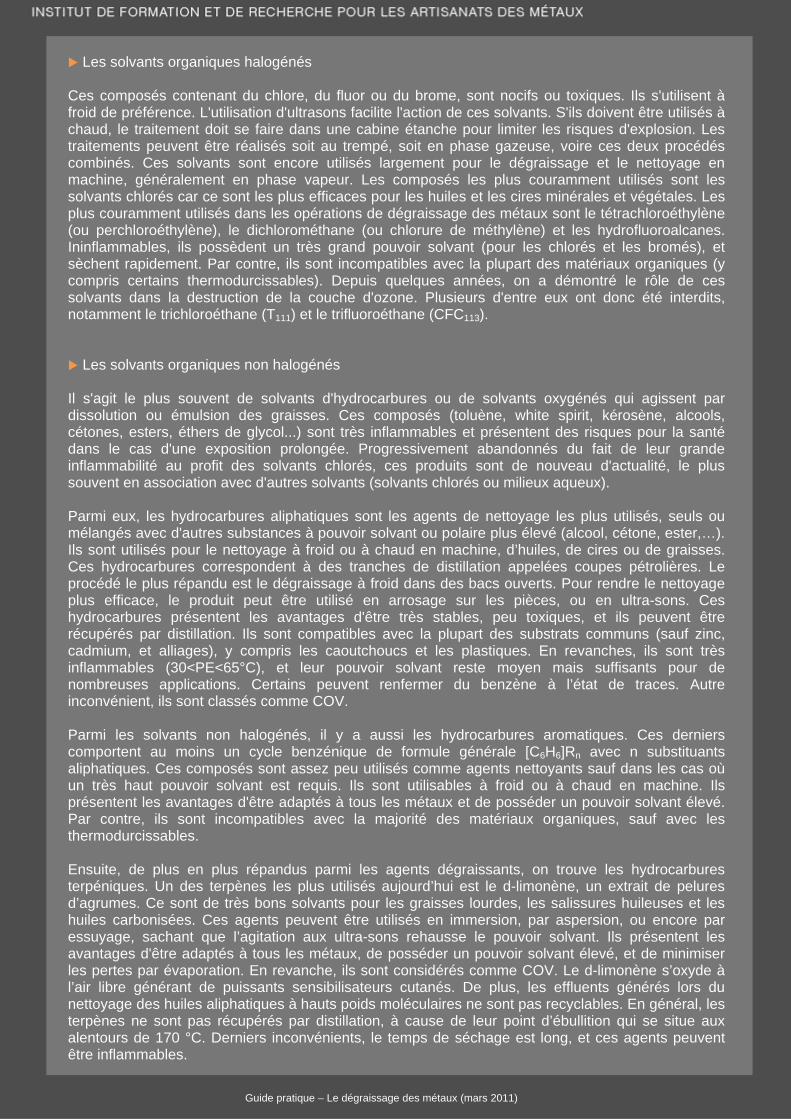
Les solvants organiques halogénés Ces composés contenant du chlore, du fluor ou du brome, sont nocifs ou toxiques. Ils s'utilisent à froid de préférence. L'utilisation d'ultrasons facilite l'action de ces solvants. S'ils doivent être utilisés à chaud, le traitement doit se faire dans une cabine étanche pour limiter les risques d'explosion. Les traitements peuvent être réalisés soit au trempé, soit en phase gazeuse, voire ces deux procédés combinés. Ces solvants sont encore utilisés largement pour le dégraissage et le nettoyage en machine, généralement en phase vapeur. Les composés les plus couramment utilisés sont les solvants chlorés car ce sont les plus efficaces pour les huiles et les cires minérales et végétales. Les plus couramment utilisés dans les opérations de dégraissage des métaux sont le tétrachloroéthylène (ou perchloroéthylène), le dichlorométhane (ou chlorure de méthylène) et les hydrofluoroalcanes. Ininflammables, ils possèdent un très grand pouvoir solvant (pour les chlorés et les bromés), et sèchent rapidement. Par contre, ils sont incompatibles avec la plupart des matériaux organiques (y compris certains thermodurcissables). Depuis quelques années, on a démontré le rôle de ces solvants dans la destruction de la couche d'ozone. Plusieurs d'entre eux ont donc été interdits, notamment le trichloroéthane (T111) et le trifluoroéthane (CFC113). Les solvants organiques non halogénés Il s'agit le plus souvent de solvants d'hydrocarbures ou de solvants oxygénés qui agissent par dissolution ou émulsion des graisses. Ces composés (toluène, white spirit, kérosène, alcools, cétones, esters, éthers de glycol...) sont très inflammables et présentent des risques pour la santé dans le cas d'une exposition prolongée. Progressivement abandonnés du fait de leur grande inflammabilité au profit des solvants chlorés, ces produits sont de nouveau d'actualité, le plus souvent en association avec d'autres solvants (solvants chlorés ou milieux aqueux). Parmi eux, les hydrocarbures aliphatiques sont les agents de nettoyage les plus utilisés, seuls ou mélangés avec d'autres substances à pouvoir solvant ou polaire plus élevé (alcool, cétone, ester,…). Ils sont utilisés pour le nettoyage à froid ou à chaud en machine, d’huiles, de cires ou de graisses. Ces hydrocarbures correspondent à des tranches de distillation appelées coupes pétrolières. Le procédé le plus répandu est le dégraissage à froid dans des bacs ouverts. Pour rendre le nettoyage plus efficace, le produit peut être utilisé en arrosage sur les pièces, ou en ultra-sons. Ces hydrocarbures présentent les avantages d'être très stables, peu toxiques, et ils peuvent être récupérés par distillation. Ils sont compatibles avec la plupart des substrats communs (sauf zinc, cadmium, et alliages), y compris les caoutchoucs et les plastiques. En revanches, ils sont très inflammables (30<PE<65°C), et leur pouvoir solvant reste moyen mais suffisants pour de nombreuses applications. Certains peuvent renfermer du benzène à l’état de traces. Autre inconvénient, ils sont classés comme COV. Parmi les solvants non halogénés, il y a aussi les hydrocarbures aromatiques. Ces derniers comportent au moins un cycle benzénique de formule générale [C6H6]Rn avec n substituants aliphatiques. Ces composés sont assez peu utilisés comme agents nettoyants sauf dans les cas où un très haut pouvoir solvant est requis. Ils sont utilisables à froid ou à chaud en machine. Ils présentent les avantages d'être adaptés à tous les métaux et de posséder un pouvoir solvant élevé. Par contre, ils sont incompatibles avec la majorité des matériaux organiques, sauf avec les thermodurcissables. Ensuite, de plus en plus répandus parmi les agents dégraissants, on trouve les hydrocarbures terpéniques. Un des terpènes les plus utilisés aujourd’hui est le d-limonène, un extrait de pelures d’agrumes. Ce sont de très bons solvants pour les graisses lourdes, les salissures huileuses et les huiles carbonisées. Ces agents peuvent être utilisés en immersion, par aspersion, ou encore par essuyage, sachant que l’agitation aux ultra-sons rehausse le pouvoir solvant. Ils présentent les avantages d'être adaptés à tous les métaux, de posséder un pouvoir solvant élevé, et de minimiser les pertes par évaporation. En revanche, ils sont considérés comme COV. Le d-limonène s’oxyde à l’air libre générant de puissants sensibilisateurs cutanés. De plus, les effluents générés lors du nettoyage des huiles aliphatiques à hauts poids moléculaires ne sont pas recyclables. En général, les terpènes ne sont pas récupérés par distillation, à cause de leur point d’ébullition qui se situe aux alentours de 170 °C. Derniers inconvénients, le temps de séchage est long, et ces agents peuvent être inflammables.

Parmi les hydrocarbures oxygénés, les esters sont couramment utilisés à froid dans les produits où un haut pouvoir solvant est requis. Ils s'utilisent en immersion, par aspersion, ou par essuyage. Leur pouvoir solvant est élevé, et ils sont compatibles avec tous les métaux sauf le zinc, le cadmium, le plomb leurs alliages. Par contre, ils restent incompatibles avec la majorité des thermoplastiques et élastomères. Ensuite, il y a les alcools, considérés comme COV. Les plus couramment utilisés sont l’éthanol, l’isopropanol et le méthanol. Ils peuvent être utilisés en immersion avec ou sans agitation aux ultrasons, ou par essuyage au chiffon sur de grandes pièces. Leur pouvoir de dissolution des résidus non-ioniques peut être rehaussé en les mélangeant avec de l’eau (par exemple un mélange 75 % d'isopropanol et 25 % d'eau est couramment utilisé pour le nettoyage par immersion à chaud). Du fait de la volatilité très élevée de ces solvants, les pièces nettoyées sèchent rapidement, mais les pertes par évaporation sont importantes. Enfin, les cétones sont utilisées spécifiquement en nettoyage à froid dans les cas où un fort pouvoir solvant est requis, généralement sous forme de préparation. Les cétones sont utilisées soit en immersion, soit par essuyage. Elles possèdent un très grand pouvoir solvant et sèchent rapidement. Elles restent incompatibles avec la plupart des thermoplastiques et des élastomères. Les voies sèches Ces procédés sont émergeants et nécessitent le plus souvent un investissement important dans l'équipement. Il s'agit de procédés utilisant le dioxyde de carbone supercritique ou cryogénique, ou un faisceau laser, ou encore le quatrième état de la matière, les plasmas. L'investissement que représentent ces technologies de pointe fait qu'elles sont plutôt réservées à l'industrie pour une production de masse ou automatisée, et pour un état de propreté spécifique, et par conséquent inadaptées à l'artisanat et aux TPE. Il existe cependant quelques innovations intéressantes, comme par exemple le nettoyage et le dégraissage à la vapeur sèche saturée. Une vapeur sèche saturée est définie comme une vapeur à température de saturation qui ne contient pas de particules d'eau en suspension. La technologie de nettoyage par vapeur sèche permet une qualité de nettoyage et de séchage exceptionnelle, sans abrasion, sans amorce de corrosion, sans solvants, ni chimie agressive, tout en limitant les rejets de façon drastiques. Les avantages de cette technologie sont donc nombreux. Tout d'abord, une faible consommation d'eau qui entraine une économie significative sur le traitement ou l'évacuation des effluents résultant d'un nettoyage lessiviel ou d'un nettoyage haute-pression traditionnel. En effet, la quantité des eaux usées est ici beaucoup moins élevée. Ensuite, vis-à-vis du respect de l'environnement, cette technologie n'utilise pas ou très peu de solution chimique ce qui réduit considérablement la gestion et le traitement des produits de dégraissage. Enfin, du point de vue de la santé des opérateurs, la vapeur absorbe et précipite les particules en suspension dans l'air. Concernant les procédés, la production de vapeur sèche en flux continu permet d'automatiser les procédés de dégraissage et de désinfection de pièces. Certains procédés de nettoyage combinent l'efficacité de la vapeur et la haute vitesse d'un air soufflé. Il s'agit d'une solution économique polyvalente. La vapeur sèche seule suffit à dégraisser. Les économies d'eau peuvent atteindre près 90% dans certains cas. Le séchage des pièces nettoyées est donc quasi immédiat. La faible pression ne dégrade pas les surfaces et la technique peut être utilisée en intérieur. Le fabricant OspreyFrance mise sur cette technologie de la vapeur sèche. En effet, la filiale du groupe Supratec lance de nouvelles solutions de nettoyage, dégraissage et déshuilage sur mesure. Osprey intègre ses modules de vapeur sèche saturée pour les opérations de nettoyage et dégraissage de pièces en ligne. La technique, qui économise pas moins de 90% d’eau et élimine l’usage de produits chimiques, s’avère notamment efficace pour le dégraissage et le déshuilage des machines en maintenance, mais surtout des pièces de série lors des procédés d’usinage, de moulage et de fonderie. La vapeur projetée à une vitesse comprise entre 30 et 80 m.s-1, élimine les graisses, les huiles et autres encrassements tenaces et rend la surface immédiatement propre et sèche. Cette solution s’utilise dans tous les domaines industriels aussi bien pour le nettoyage des contenants que pour les pièces de production, de petite ou grande taille, à géométries complexes et sur tous les matériaux. A titre d'exemples d'applications, ce fabricant propose ses équipements de vapeur sèche
Guide pratique – Le dégraissage des métaux (mars 2011)

saturée pour le nettoyage et le dégraissage de bâtis de forge industrielle, le décapage de pièces mécaniques forgées, le nettoyage de traces de soudures, ou encore le nettoyage de structures métalliques.
Les différents procédés de dégraissage Le choix du procédé de dégraissage dépend de nombreux paramètres :
- La nature des salissures à nettoyer - La nature des pièces à traiter - Les dimensions et la géométrie des pièces à traiter - La cadence de production et la fréquence du traitement (manuel ou automatisé) - L'exigence de propreté après traitement et de protection anticorrosion
En ce qui nous concerne, il s'agit essentiellement d'une contamination organique constituée d'huiles, de graisses ou d'émulsions, d’origine minérale ou synthétique, utilisées comme huiles de coupe, de rodage et hydrauliques, lubrifiants... Ces souillures grasses proviennent essentiellement des opérations mécaniques d’élaboration et de mise en forme du matériau, telles que l'usinage, les opérations de déformation à froid (emboutissage, repoussage, étirage ...) ou à chaud (matriçage, forgeage ...). Il peut s'agir également d'une protection temporaire contre la corrosion pendant les périodes de stockage. A propos de la nature du métal à dégraisser, il est nécessaire de bien connaître la composition du matériau, car celui-ci peut être facilement corrodés ou fragilisés. Majoritairement utilisés en solutions alcalines, les produits lessiviels sont parfaitement adaptés au dégraissage des alliages ferreux, inattaquables dans cette zone de pH, mais ils peuvent générer certains phénomènes de corrosion sur d'autres alliages. En effet, certains métaux ainsi que leurs oxydes se dissolvent à la fois dans des solutions acides et basiques. Les alliages légers, notamment à base d'aluminium, mais aussi le zinc ou certains laitons, appartiennent à cette catégorie de matériaux dits amphotères. Ainsi pour éviter une attaque trop importante de la surface des matériaux, deux solutions peuvent être adoptées : l’emploi de solutions neutres ou l’addition d’inhibiteurs de corrosion dans le milieu. Les pièces de grande dimension sont plutôt nettoyées par aspersion plutôt que par immersion pour limiter les volumes de lessives mis en jeu. Les pièces de géométrie complexe sont dégraissées plus efficacement en panier dans une cuve par immersion avec un dispositif d'agitation. Les grandes cadences de production ne sont atteintes qu'avec des machines tunnel automatisées (aspersion ou immersion) ou des installations "multi-cuves" (immersion). Concernant les exigences de propreté avant traitement de surface (dépôt électrolytique, chimique, sous vide,..) ou avant peinture ou collage, elles sont généralement sévères. Il s’agit d’opérations de nettoyage soignées conduisant généralement à l’obtention d’une grande propreté et permettant de conditionner des surfaces de pièces en vue de traitements de surface ou d’opérations assimilées (peinture, protection contre la corrosion…). Parmi les différents procédés, on peut distinguer les procédés à froid. Ces derniers requièrent l'utilisation de solvants à toxicité réduite car il existe un contact direct avec les opérateurs. Le travail peut être réalisé manuellement au pinceau, au chiffon, ou en fontaine, ou encore au trempé dans des
Guide pratique – Le dégraissage des métaux (mars 2011)

bacs à solvants en systèmes ouverts. Ces procédés doivent être situés à proximité de systèmes d’aspiration des vapeurs. Les procédés ouverts à bains doivent si possible être équipés d'un système automatisé de mise en bain pour éviter tout contact avec les solvants. Il existe également des systèmes fermés fonctionnant à froid. Il s'agit de machines simples pour solvants à base pétrolière, constitués d’une cuve dans laquelle on peut travailler en immersion, par aspersion ou par circulation. Le couvercle contribue à limiter les émissions de solvants dans l’air. Une agitation peut être réalisée au moyen de dispositifs automatisés de monte et de baisse. La zone d’utilisation devra présenter toutes les garanties d’absence de risque d’explosion et d’inflammabilité. Procédé à froid en système ouvert Procédé à froid en système fermé
Concernant les procédés à chaud, l'installation des équipements dépend des produits utilisés et des contraintes liées à ces produits. Par exemple, pour les procédés utilisant des solvants chlorés, il existe des machines semi-ouvertes, de petites capacités, constituées d’une ou plusieurs cuves ouvertes, permettant de travailler à chaud, en phase vapeur, car équipées d’un serpentin de refroidissement permettant de condenser les vapeurs émises. Les pièces peuvent être soit immergées, soit introduites dans les vapeurs lesquelles présentent l'avantage d'être exempte de toute salissure. Il existe ensuite des machines semi-ouvertes capotées, identiques aux précédentes, mais de capacité supérieure et comportant un capotage pour capter les vapeurs de solvants. Viennent ensuite les machines à enceinte fermée dans laquelle sont introduites les pièces à traiter. Ces machines réalisent les opérations de lavage (aspersion, immersion), de rinçage (en phase vapeur) et de séchage (air ou vide). Le solvant circule sous forme liquide ou vapeur entre la chambre de travail et les cuves de stockage. Enfin, les machines étanches à enceintes fermées, identiques aux précédentes, mais avec un module de récupération des vapeurs résiduelles de solvant captées et canalisées après condensation. Le solvant peut être récupéré et recyclé dans la machine, ce qui permet de diminuer la consommation en solvant. Machine semi-ouverte Machine semi-ouverte Machine à enceinte fermée Machine étanche capotée à enceinte fermée
Pour les procédés à chaud utilisant des solvants inflammables, il existe des machines à système ouvert, toujours de petites capacités constituées de plusieurs cuves ouvertes intégrant des solvants inflammables chauffés à des températures bien inférieures au point d'éclair (t° < PE - 15°C). Ces machines fonctionnent en immersion avec agitation (rotation, élévateur ou ultrasons) et rinçage. Il existe ensuite des machines capotées constituées de plusieurs modules entièrement capotés. L'emploi d’un système d'aspersion augmente l’efficacité, tout en préservant le confort de l’opérateur (odeur, brouillard,…). Il est également possible de capter les vapeurs pour les diriger vers un dispositif de condensation. Viennent enfin les machines à enceinte entièrement fermée. Une seule chambre de travail réalise successivement les opérations de nettoyage, de rinçage et de séchage.
Guide pratique – Le dégraissage des métaux (mars 2011)

Le rinçage peut être effectué par aspersion de solvant liquide propre ou en phase vapeur sous vide. Le séchage se fait par combinaison air chaud et séchage sous vide. Machine à système ouvert Machine capotée Machine à enceinte fermée
Le contrôle de l'efficacité du dégraissage Pour connaître l'efficacité du traitement de dégraissage, il existe des indicateurs de performance de dégraissage pour les solvants, et il existe de nombreux tests selon l'état de propreté recherché. L'indice de Kauri-Butanol correspond au volume de solvant, exprimé en ml, versé dans 20 g de résine Kauri contenue dans du n-butanol avant trouble de la solution. Cet indice caractérise le pouvoir solvant d'un composé, uniquement pour les salissures de type gommes, caoutchouc ou résines. Cet indice permet une classification entre les différents solvants selon leur pouvoir dégraissant. Autre indicateur de performance de dégraissage, le point d'aniline correspond à la température la plus basse à laquelle des volumes égaux d'aniline et de solvant sont complètement miscibles. Cet indice, exprimé donc en °C, traduit le pouvoir solvant. Il est particulièrement adapté aux solvants hydrocarbonés utilisés pour le dégraissage des métaux. Un point d'aniline élevé indique un bas pouvoir de dégraissage. Il existe enfin des indices de séchages et de volatilité des solvants organiques. En effet, les indices d’évaporations relatifs à l’éther éthylique (Ie, norme DIN 53170) et à l’acétate de butyle (Iab, normes DIN 53170 et ASTM D 3539) permettent de classer les solvants en trois grandes classes :
- séchage lent, plus de 30 minutes, Ie>15 ou Iab<0.2 - séchage moyen, de 1 à 30 minutes, 3<Ie<15 ou 0.2<Iab<1 - séchage rapide, moins d'une minute, Ie<3 ou Iab>1
Ensuite, concernant les méthodes d’évaluation qualitatives, celles-ci sont principalement basées sur des techniques visuelles et choisies en fonction du niveau de propreté recherché. Le test du « gant blanc » peut suffire à évaluer facilement l'efficacité d'un dégraissage au moyen d’un tissu ou d’un papier filtre blanc frotté plusieurs fois sur le métal, puis en observant la présence éventuelle de résidus huileux ou de particules. Mais ce test est généralement employé pour contrôler l’état de propreté des surfaces qui ne requièrent pas un degré d’exigence très élevé. Il existe un test de fluorescence aux rayonnements ultraviolets qui permettent de révéler la présence de composés hydrocarbonés à la surface du métal. Ce test, basé sur la fluorescence naturelle de certaines huiles minérales ou animales, ne peut donc pas s'appliquer à tous les contaminants. Il est de ce fait, limité aux salissures fluorescentes. Le test de la mouillabilité de la surface métallique est également un bon moyen de vérifier l'efficacité du dégraissage. Ce test est basé sur l’observation de la surface nettoyée après aspersion d’eau nébulisée et le comptage des points de rupture du film d’eau à la surface (cf. figure ci-après).
Guide pratique – Le dégraissage des métaux (mars 2011)

Dégraissage efficace Dégraissage inefficace
Les risques du dégraissage La majorité des solvants présente un effet néfaste sur la santé humaine. Les solvants organiques sont pour la plupart susceptibles de provoquer des maladies professionnelles et sont présents dans les documents de référence du régime général de la sécurité sociale. Parmi les maladies professionnelles répertoriées et liées au dégraissage des métaux, on peut y voir les affections gastro-intestinales provoquées par le benzène, le toluène, les xylènes et tous les produits en contenant ; les affections provoquées par les dérivés halogénés des hydrocarbures aromatiques ; les affections professionnelles provoquées par les dérivées halogénés de certains hydrocarbures aliphatiques ; les intoxications professionnelles par l'hexane ; et les affections engendrées par les solvants organiques liquides à usage professionnel tels que les hydrocarbures liquides aliphatiques ou cycliques saturés ou insaturés et leurs mélanges, les hydrocarbures halogénés liquides, les dérivés nitrés des hydrocarbures aliphatiques, les alcools, les glycols, les éthers de glycol, les cétones, les aldéhydes, les éthers aliphatiques et cycliques dont le tétrahydrofurane, les esters, le diméthylformamide et le diméthylacétamine, l'acétonitrile, le propionitrile, la pyridine, le diméthylsulfone et le diméthylsulfoxyde. Les tableaux des maladies professionnelles, ainsi qu'un guide d'accès et des commentaires, sont consultables sur le site de l'INRS en cliquant ici. Pour tous ces composés, la réglementation impose des valeurs moyennes d'exposition (VME), valeur moyenne maximale admissible pour 8 heures par jour, et des valeurs limites d'exposition (VLE), valeur maximale mesurée sur 15 minutes. L'INRS a publié un aide-mémoire technique sur les valeurs limites d'exposition professionnelle aux agents chimiques en France. Vous pouvez retrouver ce document sur le site de l'INRS en cliquant ici. Par ailleurs, il existe un classement CE des substances Cancérogènes, Mutagènes et toxiques pour la Reproduction (classement CMR). Par exemple, parmi les solvants utilisés en dégraissage, le trichloroéthylène a été classé par la commission européenne comme cancérogène de catégorie 2 (R45). Quant au dichlorométhane et au perchloroéthylène, ils ont été classés cancérogènes de catégorie 3 (R40). Vous pouvez retrouver ce classement CMR sur le site de l'INRS en cliquant ici. Concernant l'utilisation de produits lessiviels, les risques pour la santé sont essentiellement liés au caractère caustique et/ou irritant de ces produits, notamment lors de la manipulation de produits concentrés utilisés pendant la préparation des solutions, opération durant laquelle les risques de projections sont importants. De plus, lorsque les bains sont chauffés, ceux-ci émettent des vapeurs irritantes pour les voies respiratoires. Concernant les solvants halogénés, ceux-ci peuvent avoir un impact sur le système nerveux et sur certains organes comme le foie, en cas d'ingestion ou d'inhalation aigüe ou chronique. Par ailleurs, certains solvants chlorés sont suspectés d'être cancérogènes ou mutagènes. Concernant les solvants non halogénés, ceux-ci sont très volatiles et se retrouvent très facilement dans l'atmosphère pour créer de l'ozone et divers composés nocifs sou l'effet de la lumière. De plus, tous ces polluants présentent des effets néfastes sur la faune et la flore. Côté santé humaine, une exposition prolongée aux vapeurs de ces solvants, peut entraîner des troubles neurotoxiques (atteinte du système nerveux) et psychophysiologiques (insomnie, troubles du comportement).
Guide pratique – Le dégraissage des métaux (mars 2011)

Pour les solvants autres que les solvants pétroliers, comme par exemple les terpènes ou les éthers de glycol, ils sont également visés par le tableau des maladies professionnelles relatif aux affections engendrées par les solvants organiques. Certains terpènes, notamment ceux extraits du pin, sont visés par le tableau relatif aux lésions eczématiformes de mécanisme allergique. Les éthers de glycol, peu volatils, pénètre dans l'organisme par la peau, et certains d'entre eux sont toxiques. Il existe également sur le marché des agro-solvants issus d'essences végétales et des esters dibasiques (DBE) qui nécessitent souvent un rinçage des pièces. La gestion des déchets Concernant les déchets, les rejets liquides et gazeux sont définis comme effluents lorsqu'ils sont plus ou moins pollués en sortie de processus. Dans le cas des TPE, on parle plutôt de Déchets Toxiques en Quantité Dispersée, les DTQD. Toute entreprise artisanale est concernée par ces déchets. Dans les métiers du travail des métaux, que ce soient les déchets banals (métaux, charbons, ouvrages de dépose, disques abrasifs, scories...) ou les déchets dangereux (solvants, dégraissants, chiffons souillés, aérosols, produits chimiques...), il est impératif que chacun devienne responsable pour, d'une part éviter les décharges sauvages et éviter la pollution des ressources en eau, et d'autre part faciliter le tri et donc le recyclage des déchets. En ce qui concerne la réglementation, il faut savoir que la responsabilité du producteur ou du détenteur de déchets est engagée jusqu'à leur élimination finale. Par ailleurs, les collectivités n'ont aucune obligation de prendre en charge les déchets issus des activités artisanales. Pour ce qui est du dégraissage des métaux et des solvants, il existe certaines réglementations pour la protection de l'environnement qui visent à la fois à protéger la couche d'ozone, diminuer l'effet de serre, et enfin réduire les polluants photochimiques, en particulier l'ozone troposphérique formé à partir des émissions d'oxydes d'azote et des composés organiques volatiles. Récemment, un arrêté datant du 22 novembre 2010 établit la liste des substances définies à l'article R. 213-48-13 du code de l'environnement relatif à la redevance pour pollutions diffuses. Pour consulter cet arrêté publié au Journal Officiel du 08 décembre 2010, cliquez ici. Les solutions préventives ou de substitution L'utilisation des produits lessiviels constitue la meilleure alternative aux solvants chlorés. En effet, les lessiviels aqueux sont très performants et n'engendrent pas de pollution atmosphérique. En revanche, ils nécessitent le traitement des effluents et l'utilisation d'inhibiteurs contre la corrosion des métaux. Concernant ces produits lessiviels, la mise en place de systèmes d'aspiration est indispensable si la température des bains est supérieure à 40 °C, ou s'il y a formation de brouillards. Par ailleurs, il faut prévenir les risques de projections de produits lors de la préparation des solutions. Le port d'équipements de protection individuelle (gants, vêtements, lunettes, masque) reste la solution la plus efficace. Aujourd'hui, il est possible de travailler à des températures plus basses et avec des agents moins agressifs grâce au développement de nouveaux tensio-actifs plus performants. Par ailleurs, la mise au point de procédés d'ultrafiltration permettent de récupérer une partie des lessives et de séparer les huiles. En outre, la technique de l'osmose inverse appliquée aux bains de rinçage permet de récupérer l'eau purifiée utilisée pour maintenir la concentration des bains et compenser ainsi l'évaporation. De plus, comme signalé en première partie de ce guide, l'association de micro-organismes dans les solutions aqueuses permet la dégradation des graisses par réaction enzymatiques. Ces solutions peuvent être utilisées en fontaine, en cuve ou par aspersion. Concernant les solvants halogénés, il faut, dans la mesure du possible, substituer les plus dangereux par des solvants moins nocifs ou des procédés moins dangereux pour la santé des opérateurs. Par ailleurs, il vaut mieux travailler en caissons fermés et étanches (en particulier pour le travail à chaud) et veiller à ventiler suffisamment les ateliers. Les équipements automatisés sont conseillés afin d'éviter tout travail manuel, et éviter ainsi d'exposer l'opérateur aux vapeurs toxiques. Si ce n'est pas le cas, un dispositif d'aspiration des vapeurs à leur source d'émission est indispensable.
Guide pratique – Le dégraissage des métaux (mars 2011)

L'utilisation de fontaines avec ce type de solvants, est à proscrire. Aujourd'hui, pour répondre aux restrictions de plus en plus sévères, de nouveaux composés chimiques apparaissent, comme par exemple les hydrofluoroéthers (HFE). Ces produits sont ininflammables, donc utilisables en aérosol ou en phase vapeur. Leur pouvoir dégraissant est important, même à froid. Toutefois, leur toxicité reste encore méconnue. Concernant les solvants non halogénés, il existe un risque important d'incendie et d'explosion du fait de leur très grande inflammabilité. L'utilisation, la manipulation et le stockage de ces produits se font donc sous haute surveillance. Pour les produits dont le point d'éclair est compris entre 21°C et 55°C, l'application à chaud est à proscrire. Et pour les produits dont le point d'éclair est supérieur à 55°C, l'application à chaud doit être effectuée impérativement en machine fermée. Pour l'application à froid, il faut limiter le travail manuel, réserver la pratique à des interventions ponctuelles, déconseiller la pulvérisation, éviter l'accumulation de charges électrostatiques pour éviter toute étincelle, mettre en place des systèmes d'aspiration à la source d'émission des vapeurs, et cela va de soit, interdire de fumer et éloigner les postes de travail de tout point chaud. Aujourd'hui, les solvants pétroliers sont davantage sollicités malgré des risques liés à leur inflammabilité. Pour augmenter le point d'éclair de ces substances, certains fournisseurs y ajoutent des solvants halogénés avec d'autres familles de produits tels que les éthers de glycol. Il faut donc veiller à ce que le mélange ne s'appauvrisse pas en solvant halogéné pour devenir facilement inflammable en cours d'utilisation. Il existe d'autres solvants marginaux qui pourraient représenter une alternative, tels que la N-méthylpyrrolidone (NMP). Il s'agit d'un lactame qui se présente sous la forme d'un liquide incolore et qui possède une odeur désagréable d'amine. Elle est complètement soluble dans l'eau, les alcools, les éthers, les cétones, et les hydrocarbures aromatiques ou chlorés. Elle est utilisée à l’état pur ou en mélange avec de l’eau ou avec d’autres solvants pour le nettoyage de pièces métalliques souillées de graisses, d’huile ou de calamine. Elle possède un bon pouvoir solvant, semblable aux terpéniques, mais sa vitesse d’évaporation reste lente. Les machines mettant en oeuvre ces différentes familles de solvants ont également évolué. Les fabricants s'efforcent de proposer des équipements complètement fermés et étanches durant l'opération de dégraissage. Les vapeurs toxiques peuvent être condensées à très basse température (-40 °C) grâce à un groupe frigorigène. Les normes de sécurité de ces machines ont été élaborées en application de la directive européenne, à savoir les exigences générales (EN 12921-1), les machines utilisant des solutions aqueuses (EN 12921-2), les machines utilisant des solvants inflammables (EN 12921-3), et les machines utilisant des solvants halogénés (EN 12921-4). Comme cité précédemment, certaines innovations sont aujourd'hui intéressantes selon le travail à réaliser, comme par exemple le dégraissage par vapeur sèche saturée. La quantité d'eau utilisée est ici beaucoup moins élevée que dans les autres procédés (lessives, haute-pression). De plus, cette technologie n'utilise pas ou très peu de solution chimique ce qui réduit considérablement la gestion et le traitement des produits de dégraissage. Enfin, du point de vue de la santé des opérateurs, la vapeur absorbe et précipite les particules en suspension dans l'air. Concernant la prévention des risques CMR (voir plus haut), il existe des règles particulières dans certains cas. En effet, toute activité susceptible de présenter un risque d'exposition à une substance classée CMR de catégorie 1 ou 2, doit faire l'objet des règles particulières de prévention (articles R.231-56 à R.231-56-12 du Code du Travail). En particulier, l'employeur se doit de réduire l'utilisation d'une substance CMR en le remplaçant, si possible, par un agent ou un procédé moins dangereux pour la santé et la sécurité de l'opérateur. Sinon, de façon plus générale, lorsque les agents chimiques ne sont pas classés CMR de catégorie 1 ou 2, les mesures de prévention du risque chimique s'appliquent (articles R.231-54 à R.231-54-17 du Code du Travail), notamment avec une limitation maximale des risques dans la mesure du possible, et la formation et l'information des travailleurs sur les risques encourus. Côté déchets et effluents, il faut veiller à récupérer les produits usagés plutôt que de les verser en pleine nature ou dans le réseau des eaux usées. La présence de substances toxiques dans les cours d'eau ou les nappes phréatiques a un effet néfaste sur la faune et la flore. L'idéal est de stocker les effluents dans des réservoirs qui seront ensuite collectés par des entreprises agréées pour le traitement et le recyclage de ce type de déchets. Il faut éviter également de considérer comme déchets banals les chiffons souillés et imbibés de dégraissant. Ceux-ci doivent être traités comme déchets dangereux.
Guide pratique – Le dégraissage des métaux (mars 2011)

Conclusion Pour toute nouvelle opération de dégraissage ou lorsqu'un changement du procédé ou du produit est envisagé, il est nécessaire d'étudier l'ensemble de ces paramètres afin de choisir le produit le mieux adapté, la machine adéquate, l'aménagement du poste de travail... Lorsque les conditions techniques le permettent, il faut privilégier les solutions aqueuses en choisissant les produits les moins agressifs (compositions détergentes neutres ou faiblement alcalines) et les températures de traitement les plus basses possibles. Si les solutions aqueuses ne sont pas applicables, les choix se portera alors en priorité sur les solvants inflammables si les risques d'incendie et d'explosion sont parfaitement maîtrisés grâce à une installation et des équipements adaptés. Dans ce cas, il faut choisir un solvant présentant un point d'éclair le plus élevé possible (supérieur à 55°C) et dont la valeur limite d'exposition (VLE) est la plus élevée possible. Les solvants dont le point d'éclair est supérieur à 55°C, doivent être réservés pour les applications de dégraissage des métaux à froid. On pourra aussi opter pour les solvants halogénés non étiquetés comme toxiques, à condition d'utiliser des équipements étanches maîtrisant efficacement les émissions de vapeurs. La machine idéale est une machine automatisée étanche pour éviter l'exposition de l'opérateur aux vapeurs nocives, équipée d'un système de condensation pour récupérer les vapeurs et d'un système de filtration à charbon actif pour capter les vapeurs résiduelles et éviter leur rejet dans l'atmosphère. Notons que lors d'un traitement à froid, la récupération des vapeurs par condensation n'est pas réalisable. Pour un dégraissage occasionnel, l'investissement dans une machine n'est pas approprié. Le dégraissage se fait alors manuellement. Pour un nettoyage courant ne nécessitant pas une qualité de dégraissage particulière, la projection à chaud ou à froid d'une solution détergente neutre, suffit dans la majorité des cas. Pour les pièces nettoyées à l'aide d'un pinceau ou d'un chiffon, il convient de choisir un solvant peu dangereux et peu inflammable. L'aménagement correct du poste de travail est alors primordial pour minimiser l'émission de vapeur et le contact cutané. Un système de captage des vapeurs et l'utilisation de protections individuelles (gants, lunettes, masques ou écran) sont indispensables. Quelle que soit la solution choisie, il faut se renseigner sur la composition du produit en consultant la fiche de données de sécurité. La médecine du travail doit être également consultée lors du choix d'un solvant ou d'une nouvelle technique de dégraissage. De façon générale, les mesures de prévention du risque chimique à appliquer doivent se référer au code du travail qui précise la connaissance des produits à l'aide des fiches de données de sécurité, l'assainissement de l'air et l'entretien des dispositifs de ventilation, la vérification des valeurs limites d'exposition, la fourniture de protections individuelles, et la signalisation et l'information du personnel. Les mesures de prévention doivent s'appliquer intégralement sans oublier les opérations telles que le traitement des effluents et des déchets.
Guide pratique – Le dégraissage des métaux (mars 2011)
Organisations et institutions :
• A3TS, Association Technique de Traitement Thermique et Traitement de Surface ‐ www.a3ts.org • CETIM, Centre Technique des Industries Mécaniques ‐ www.cetim.fr • CNIDEP, Centre National d'Innovation pour le Développement Durable et l'Environnement dans les Petites entreprises www.cnidep.com • INRS, Institut National de Recherche et de Sécurité www.inrs.fr • UITS : Union des Industries de Traitements de Surfaces www.uits‐france.com

Fournisseurs de produits et d'équipements :
• AEE, équipements de nettoyage et de dégraissage – www.aeefr.free.fr
• BATECH, nettoyage à la vapeur sèche saturée ‐ www.batech.fr
• CHESTERTON, aérosols de dégraissage, solvants ‐ www.chesterton.com
• CRC INDUSTRIES, aérosols de dégraissage ‐ www.crcind.com
• DISCO LAB, produits dégraissants et équipements ‐ www.disco‐lab.fr
• ELMA, machine de nettoyage par ultrasons ‐ www.elma‐ultrasonic.com
• FUCHS, fluides de dégraissage, solvants, dégraissants bio, lessives, fontaines ‐ www.fuchs‐oil.fr
• GRAYMILLS, fontaines et produits dégraissants ‐ www.graymills.com
• ITW SPRAYTEC, nettoyants et dégraissants ‐ www.itwpc.com
• LABOREX, équipements de dégraissage ‐ www.degraissage‐industriel.com
• LPS, produits dégraissants ‐ www.lpslabs.com
• LUBCON, produits dégraissants ‐ www.lubcon.com
• MAEDLER, aérosols de nettoyage et de dégraissage ‐ www.maedler.de
• MC2 CHIMIE DERCAM, produits dégraissants ‐ www.mc2chimie‐dercam.fr
• MENIKINI, nettoyage à la vapeur sèche saturée ‐ www.menikini‐france.fr
• MMCC MICROCHEM, fluides de dégraissage sans COV, solvants de dégraissage ‐ www.mmcc.fr
• NOVATEC, spécialiste du nettoyage par ultrasons et dégraissage par solvants ‐ www.novatec.it
• OKS, solvants de dégraissage ‐ www.oks.com
• OMEGASONICS, machines de nettoyage ultrasons ‐ www.omegasonics.com
• OSPREY France, nettoyage à la vapeur sèche saturée ‐ www.nettoyeur‐vapeur.com
• PA‐DA, machines de nettoyage par ultrasons et solvant ‐ www.pa‐da.it
• SETRAL, aérosols de nettoyage et de dégraissage ‐ www.setral.net
• SOCOMORE, dégraissants lessiviels et solvants ‐ www.socomore.fr
• SOGELUB, produits dégraissants et équipements ‐ www.sogelub.com
• SONICLEAN, machines de nettoyage par ultrasons ‐ www.soniclean.com.au
• WALTER SURFACE TECHNOLOGIES, fontaines de nettoyage et de dégraissage ‐ www.bio‐circle.ch
• WEICON, aérosols dégraissants ‐ www.weicon.com
IFRAM - Pôle national d’Innovation pour l’Artisanat des Métaux 2973, route de Duclair, 76360 VILLERS-ECALLES - Tél : 02 35 64 42 30 - Fax : 02 35 61 56 97 Internet : www.ifram.fr / Email : [email protected]