Embed Size (px)
Citation preview
TRAITEMENT DE SURFACEPAR PLASMA-IONS (PISE)
La lettre
SOMMAIRE
1 ÉDITORIAL
3 Nettoyage et recuit defeuilles d’aluminium on-line avec leur laminage
7 Les couches barrièresintelligentes
11 Les traitements plasmapour les aciers laminés àfroid
15 Traitement de matériauxpolymères par plasma depost-décharge :application au collage
19 Procédés de traitementde surface pardécharges, horséquilibre, à la pressionatmosphérique
24 Traitement de surfacepar plasmaatmosphérique vers denouvelles possibilités enmilieu industriel
27 Réseau thématiqueeuropéen Plasmatech
29 VIE DU CLUB29 Stérilisation30 Décharges–Alimentations31 De nouveaux procédés
pour le traitement desalliages légers
32 BIBLIOGRAPHIE
36 COMPOSITION DU CLUB
Quels procédés émergentsferont surface demain ?Cette question est au cœur de nombre de préoccupations
actuelles du secteur des traitementsde surface lequel, poussé parl’augmentation de la rentabilité desprocédés, par l’apparition denouveaux matériaux ou encore parl’évolution des contraintesenvironnementales, examine lessolutions alternatives aux procédésen vigueur.
Que ce soit pour le traitement detôles d’acier au défilé, d’alliageslégers de formes complexes, ou defilms de polymères, les technologiesexploitant des plasmas froids offrentune versatilité qui les rendent trèsattractives. Qu’ils soient générés pardes sources de courant continu,haute fréquence, pulsées ou non, àdes pressions comprises entre lemillipascal et l’atmosphère, lesplasmas froids peuvent être utilisésnon seulement pour préparer lessurfaces mais aussi pour lesfonctionnaliser. Cette seconde étapepeut même mettre en jeu des traitements successifs demodification, aussi appeléstraitements duplex, en enchaînantdes traitements thermochimiques etdes traitements de dépôt chimiqueet/ou physique en phase vapeur(CVD, PVD). Cette capacité deconduire dans un seul et même
réacteur des traitements multiplesconstitue l’un des attraitsprincipaux des technologies plasmas.
Si certains aspects des procédésplasma nécessitent des déve-loppements amont importants, quenous aurons l’occasion d’évoquerprochainement dans le cadre desréunions Ecrin du club PISE, il estmanifeste que la place destraitements de surface par plasman’a cessé de croître ces dernièresannées (consultez le site www.trs-online.com pour des donnéeschiffrées sur ce sujet).
Actuellement dans le domaine de lamétallurgie, comme dans celui de laplasturgie, le développement destechnologies plasmas est confronté àl’émergence de solutions alternativesexploitant le parc de procédés enusage dans les industries.L’introduction des traitements desurface par plasma requiert biensouvent l’abandon d’une technologiequi leur pré-existe, ce qui constitueune étape importante à franchir dansla vie d’une industrie. Si l’ensembledes industriels est aujourd’huiattentif aux évolutions que lestechnologies plasma proposent, nuldoute qu’il faudra attendre encoreun peu que la pression législative sefasse plus forte ou que le parc deprocédés en service vieillissesuffisamment pour que les solutionstout plasma s’imposent. Les procédés
Échange & Coordination Recherche-Industrie - octobre 2003 - Numéro 10
ÉDITORIAL
LETTRE DESTINÉE
AUX MEMBRES D U CLUB PISE
ECRIN - 32 , boulevard de Vaugirard - 75015 Par i s - Té l : 01 42 79 51 00 - Fax : 01 42 79 50 99

2La Lettre Traitement de surface par plasma-ions - n°10 - octobre 2003
plasma apparaissent donc aujourd’hui davantagecomme des procédés de valorisation que comme desprocédés de substitution alors même que leurspotentialités les situent dans cette seconde catégorie.On parle beaucoup de niches de marchés pourévoquer ce phénomène.
Nous avons choisi d’illustrer ce propos au travers dequatre exemples. En évoquant la préparation et lamétallisation de matériaux plastiques et le traitementdes alliages légers et des aciers par des technologiesplasma, nous avons voulu aborder le problème plusvaste du positionnement des procédés plasma dansles industries autres que la microélectronique. Nousavons notamment choisi d’évoquer à la fois la variétédes matériaux traités (polymères, alliagesmétalliques, oxydes natifs, huiles) et la diversité des
plasmas utilisés (décharges à barrière diélectrique,post-décharges en flux, décharges DC pulsées RF oumicrondes, sources ECR) qui traduisent la richessedes approches envisagées pour répondre auxproblèmes industriels posés.
Le pendant de ce foisonnement étant la difficulté quepeut y trouver le monde industriel à se repérer dansle dédale des solutions possibles, nul doute quel’information sera une nécessité pour diffuser lesconcepts nés de l’utilisation des plasmas froids. Cettelettre ambitionne d’y contribuer un peu.
Thierry Belmonte
et Fabienne Ponçin-Epaillard
La société APIT Corp SA se spécialise dans lestechnologies utilisant les plasmasatmosphériques.
Elle utilise des générateurs de plasma àcourant continu, alternatif, haute fréquence,micro-ondes, à des puissances principalemententre 10 et 1000kW. Des applicationsindustrielles sont en voie de réalisation dansles domaines de l’Alimentaire, la Métallurgie,la Chimie, l’Automobile, l’Electronique, leMédical, les Textiles, et autres.
Le présent article se rapporte aux travauxeffectués sur la feuille d’aluminiumprincipalement pour son nettoyage des huilesde laminage et son recuit. Actuellement, lenettoyage des feuilles métalliques laminées sefait soit par voie chimique, soit dans des foursspécialisés.
Le nettoyage chimique consiste à dissoudre lesgraisses résiduelles dans des bains d’acide. Ceprocédé est lent, coûteux et présente desproblèmes écologiques. Cette opération se faità froid et, donc, la feuille métallique peutgarder ses propriétés mécaniques, notammentrester écrouie. Son recuit, par contre, nécessiteune opération supplémentaire.
Le nettoyage dans des fours électriques se faità une température d’environ 550°C. La feuillelaminée et enroulée doit séjourner dans le fourpendant plusieurs jours. Ensuite, le rouleaudoit être refroidi, à l’air, de nouveau pendantplusieurs jours. Cette opération nécessite unegrande quantité d’électricité, est extrêmementlongue, donc peu flexible, nécessite beaucoupde place dans l’usine. En plus, la feuille ainsitraitée est nécessairement recuite. Elle perddonc automatiquement les propriétésmécaniques qu’elle avait avant le nettoyage.
Dans les deux cas, la qualité du nettoyagelaisse à désirer. Il y a beaucoup des défauts.
1. EQUIPEMENT
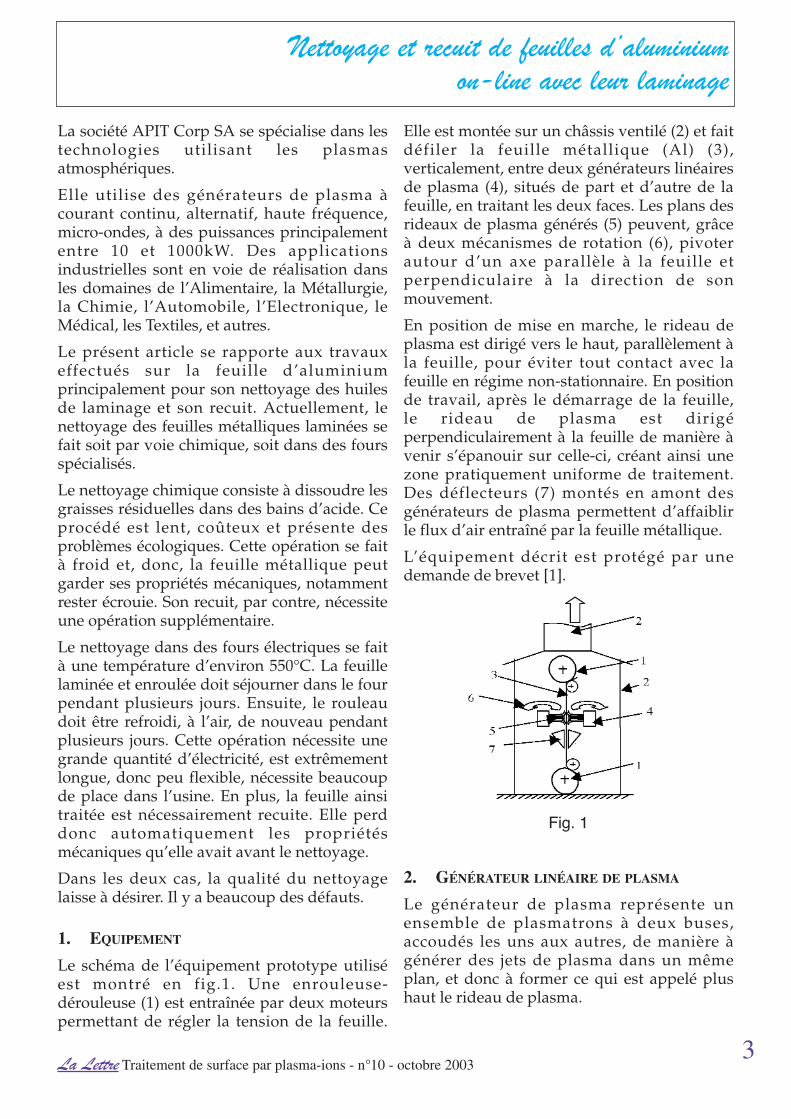
Le schéma de l’équipement prototype utiliséest montré en fig.1. Une enrouleuse-dérouleuse (1) est entraînée par deux moteurspermettant de régler la tension de la feuille.
Elle est montée sur un châssis ventilé (2) et faitdéfiler la feuille métallique (Al) (3),verticalement, entre deux générateurs linéairesde plasma (4), situés de part et d’autre de lafeuille, en traitant les deux faces. Les plans desrideaux de plasma générés (5) peuvent, grâceà deux mécanismes de rotation (6), pivoterautour d’un axe parallèle à la feuille etperpendiculaire à la direction de sonmouvement.
En position de mise en marche, le rideau deplasma est dirigé vers le haut, parallèlement àla feuille, pour éviter tout contact avec lafeuille en régime non-stationnaire. En positionde travail, après le démarrage de la feuille, le rideau de plasma est dirigéperpendiculairement à la feuille de manière àvenir s’épanouir sur celle-ci, créant ainsi unezone pratiquement uniforme de traitement.Des déflecteurs (7) montés en amont desgénérateurs de plasma permettent d’affaiblirle flux d’air entraîné par la feuille métallique.
L’équipement décrit est protégé par unedemande de brevet [1].
2. GÉNÉRATEUR LINÉAIRE DE PLASMA
Le générateur de plasma représente unensemble de plasmatrons à deux buses,accoudés les uns aux autres, de manière àgénérer des jets de plasma dans un mêmeplan, et donc à former ce qui est appelé plushaut le rideau de plasma.
3
Nettoyage et recuit de feuilles d’aluminium
on-line avec leur laminage
La Lettre Traitement de surface par plasma-ions - n°10 - octobre 2003
Fig. 1
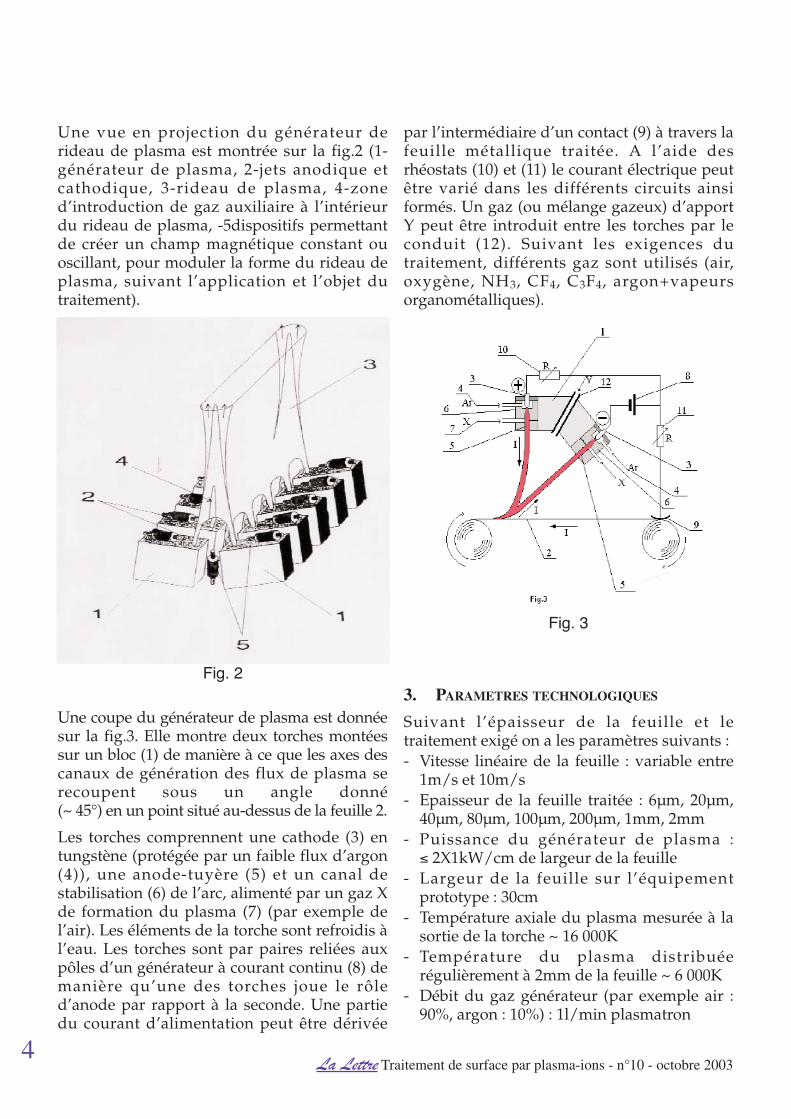
Une vue en projection du générateur derideau de plasma est montrée sur la fig.2 (1-générateur de plasma, 2-jets anodique etcathodique, 3-rideau de plasma, 4-zoned’introduction de gaz auxiliaire à l’intérieurdu rideau de plasma, -5dispositifs permettantde créer un champ magnétique constant ouoscillant, pour moduler la forme du rideau deplasma, suivant l’application et l’objet dutraitement).
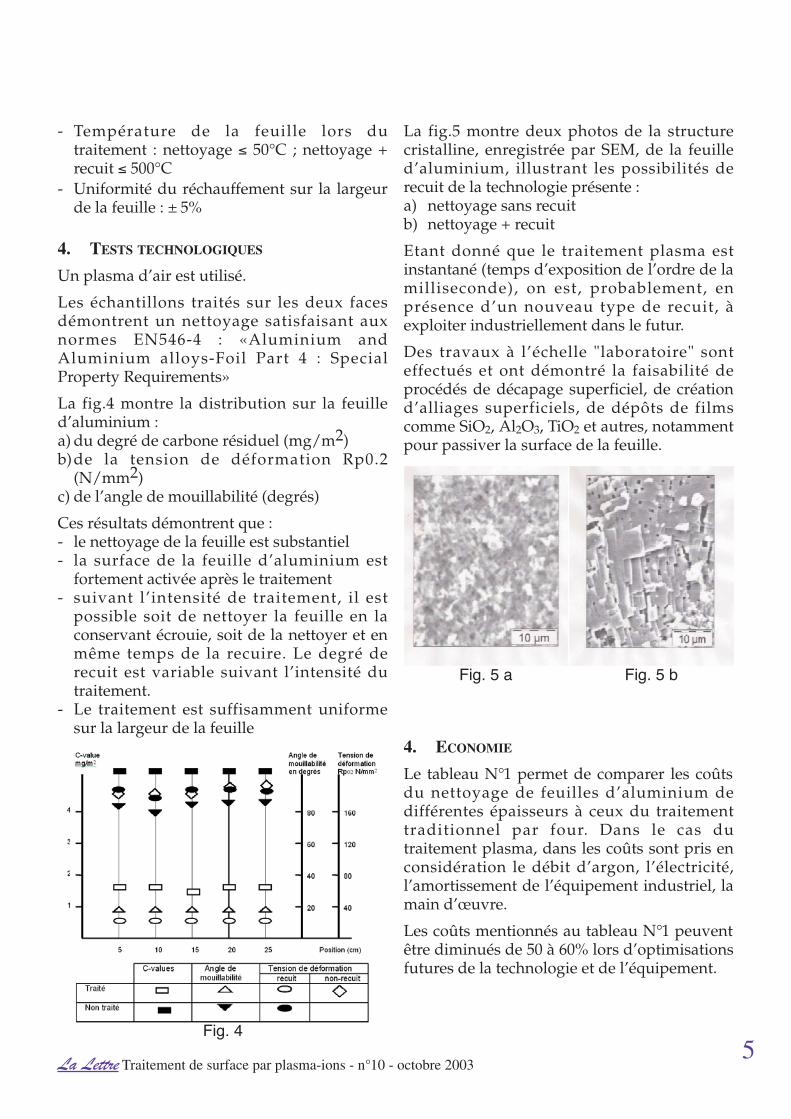
Une coupe du générateur de plasma est donnéesur la fig.3. Elle montre deux torches montéessur un bloc (1) de manière à ce que les axes descanaux de génération des flux de plasma serecoupent sous un angle donné (~ 45°) en un point situé au-dessus de la feuille 2.
Les torches comprennent une cathode (3) entungstène (protégée par un faible flux d’argon(4)), une anode-tuyère (5) et un canal destabilisation (6) de l’arc, alimenté par un gaz Xde formation du plasma (7) (par exemple del’air). Les éléments de la torche sont refroidis àl’eau. Les torches sont par paires reliées auxpôles d’un générateur à courant continu (8) demanière qu’une des torches joue le rôled’anode par rapport à la seconde. Une partiedu courant d’alimentation peut être dérivée
par l’intermédiaire d’un contact (9) à travers lafeuille métallique traitée. A l’aide desrhéostats (10) et (11) le courant électrique peutêtre varié dans les différents circuits ainsiformés. Un gaz (ou mélange gazeux) d’apportY peut être introduit entre les torches par leconduit (12). Suivant les exigences dutraitement, différents gaz sont utilisés (air,oxygène, NH3, CF4, C3F4, argon+vapeursorganométalliques).
3. PARAMETRES TECHNOLOGIQUES
Suivant l’épaisseur de la feuille et letraitement exigé on a les paramètres suivants :- Vitesse linéaire de la feuille : variable entre
1m/s et 10m/s- Epaisseur de la feuille traitée : 6µm, 20µm,
40µm, 80µm, 100µm, 200µm, 1mm, 2mm- Puissance du générateur de plasma : ≤ 2X1kW/cm de largeur de la feuille
- Largeur de la feuille sur l’équipementprototype : 30cm
- Température axiale du plasma mesurée à lasortie de la torche ~ 16 000K
- Température du plasma distribuéerégulièrement à 2mm de la feuille ~ 6 000K
- Débit du gaz générateur (par exemple air :90%, argon : 10%) : 1l/min plasmatron
4La Lettre Traitement de surface par plasma-ions - n°10 - octobre 2003
Fig. 2
Fig. 3
- Température de la feuille lors dutraitement : nettoyage ≤ 50°C ; nettoyage +recuit ≤ 500°C
- Uniformité du réchauffement sur la largeurde la feuille : ± 5%
4. TESTS TECHNOLOGIQUES
Un plasma d’air est utilisé.
Les échantillons traités sur les deux facesdémontrent un nettoyage satisfaisant auxnormes EN546-4 : «Aluminium andAluminium alloys-Foil Part 4 : SpecialProperty Requirements»
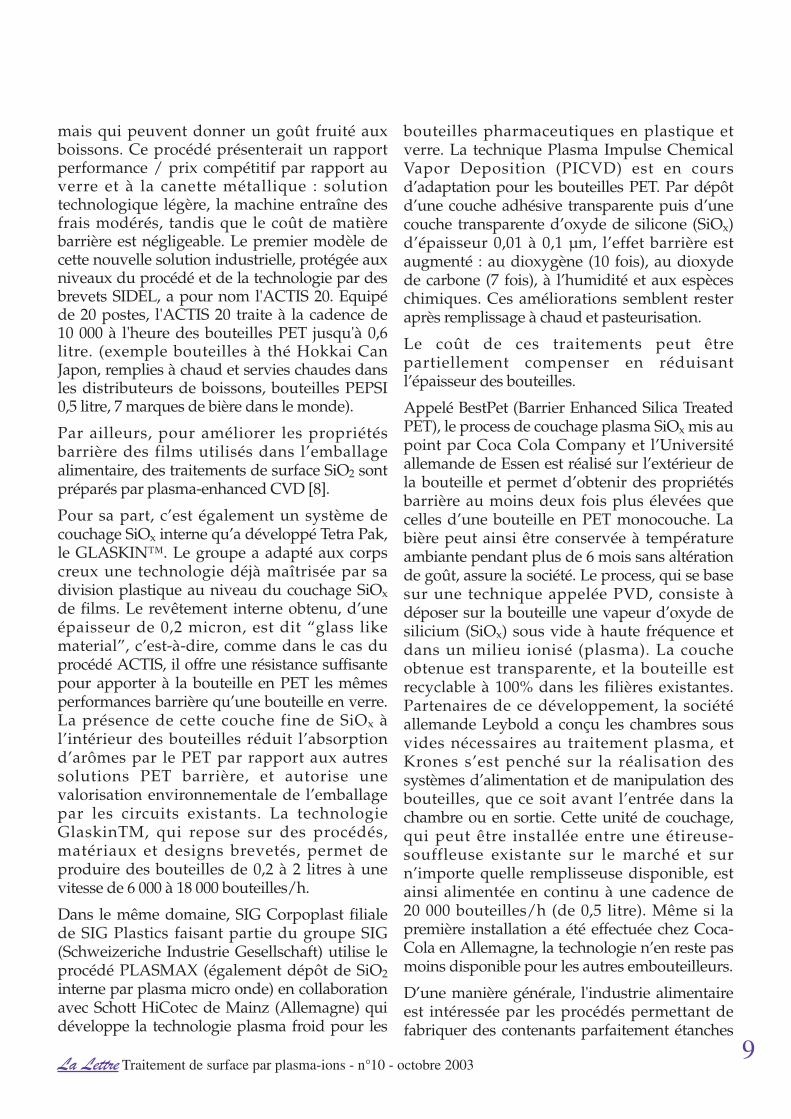
La fig.4 montre la distribution sur la feuilled’aluminium :a) du degré de carbone résiduel (mg/m2)b)de la tension de déformation Rp0.2
(N/mm2)c) de l’angle de mouillabilité (degrés)
Ces résultats démontrent que :- le nettoyage de la feuille est substantiel- la surface de la feuille d’aluminium est
fortement activée après le traitement- suivant l’intensité de traitement, il est
possible soit de nettoyer la feuille en laconservant écrouie, soit de la nettoyer et enmême temps de la recuire. Le degré derecuit est variable suivant l’intensité dutraitement.
- Le traitement est suffisamment uniformesur la largeur de la feuille
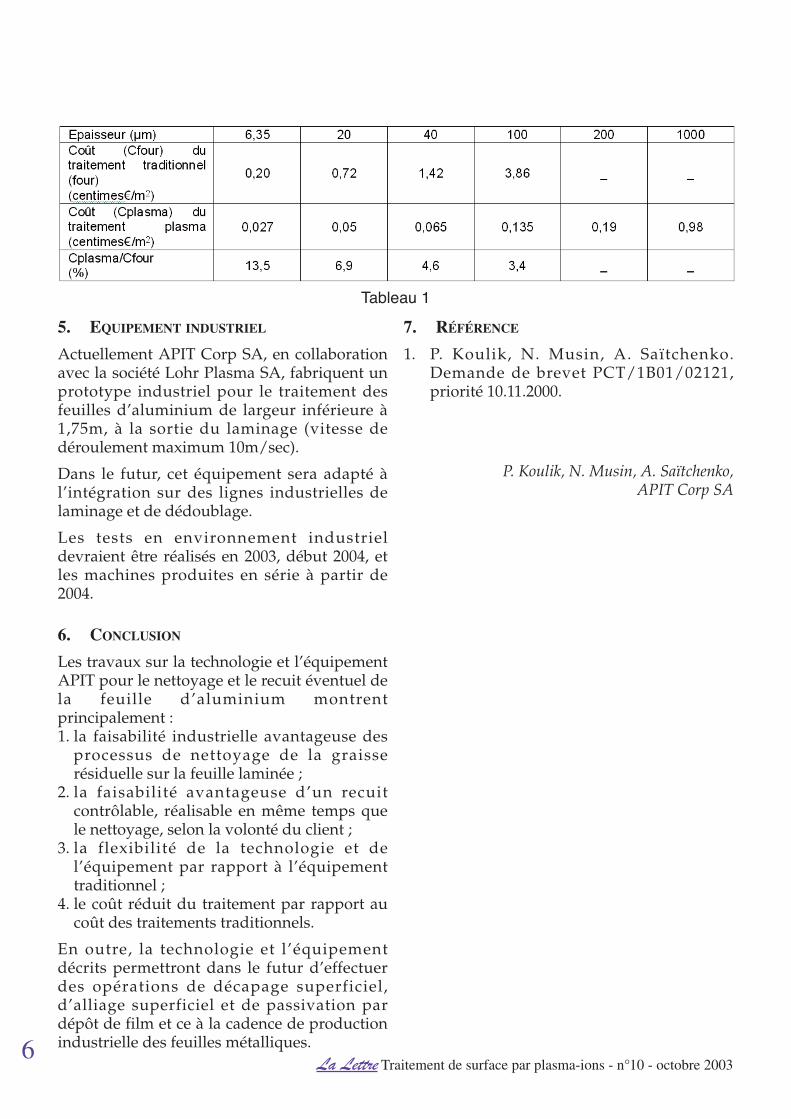
La fig.5 montre deux photos de la structurecristalline, enregistrée par SEM, de la feuilled’aluminium, illustrant les possibilités derecuit de la technologie présente :a) nettoyage sans recuitb) nettoyage + recuit
Etant donné que le traitement plasma estinstantané (temps d’exposition de l’ordre de lamilliseconde), on est, probablement, enprésence d’un nouveau type de recuit, àexploiter industriellement dans le futur.
Des travaux à l’échelle "laboratoire" sonteffectués et ont démontré la faisabilité deprocédés de décapage superficiel, de créationd’alliages superficiels, de dépôts de filmscomme SiO2, Al2O3, TiO2 et autres, notammentpour passiver la surface de la feuille.
4. ECONOMIE
Le tableau N°1 permet de comparer les coûtsdu nettoyage de feuilles d’aluminium dedifférentes épaisseurs à ceux du traitementtraditionnel par four. Dans le cas dutraitement plasma, dans les coûts sont pris enconsidération le débit d’argon, l’électricité,l’amortissement de l’équipement industriel, lamain d’œuvre.
Les coûts mentionnés au tableau N°1 peuventêtre diminués de 50 à 60% lors d’optimisationsfutures de la technologie et de l’équipement.
5
Fig. 5 a Fig. 5 b
Fig. 4
La Lettre Traitement de surface par plasma-ions - n°10 - octobre 2003
5. EQUIPEMENT INDUSTRIEL
Actuellement APIT Corp SA, en collaborationavec la société Lohr Plasma SA, fabriquent unprototype industriel pour le traitement desfeuilles d’aluminium de largeur inférieure à1,75m, à la sortie du laminage (vitesse dedéroulement maximum 10m/sec).
Dans le futur, cet équipement sera adapté àl’intégration sur des lignes industrielles delaminage et de dédoublage.
Les tests en environnement industrieldevraient être réalisés en 2003, début 2004, etles machines produites en série à partir de2004.
6. CONCLUSION
Les travaux sur la technologie et l’équipementAPIT pour le nettoyage et le recuit éventuel dela feuille d’aluminium montrentprincipalement :1. la faisabilité industrielle avantageuse des
processus de nettoyage de la graisserésiduelle sur la feuille laminée ;
2. la faisabilité avantageuse d’un recuitcontrôlable, réalisable en même temps quele nettoyage, selon la volonté du client ;
3. la flexibilité de la technologie et del’équipement par rapport à l’équipementtraditionnel ;
4. le coût réduit du traitement par rapport aucoût des traitements traditionnels.
En outre, la technologie et l’équipementdécrits permettront dans le futur d’effectuerdes opérations de décapage superficiel,d’alliage superficiel et de passivation pardépôt de film et ce à la cadence de productionindustrielle des feuilles métalliques.
7. RÉFÉRENCE
1. P. Koulik, N. Musin, A. Saïtchenko.Demande de brevet PCT/1B01/02121,priorité 10.11.2000.
P. Koulik, N. Musin, A. Saïtchenko,APIT Corp SA
6La Lettre Traitement de surface par plasma-ions - n°10 - octobre 2003
Tableau 1

En raison de leurs propriétés physico-chimiques,les matériaux polymères sont de plus en plussollicités et leur développement ne cesse des’accroître dans de nombreux domainesd’application et notamment dans les secteurs del’emballage, le flaconnage, les revêtementsprotecteurs. Cependant, leur perméabilité auxgaz, vapeurs et/ou liquides, en limite parfoisl’utilisation. En effet, ces matériauxgénéralement sélectionnés pour leur résistancemécanique, thermique et leur tenue chimique,leur faible coût et la diversité de formes et decouleurs qu’ils peuvent adopter, ne possèdentpas toujours les qualités perméamétriquesrequises pour une meilleure préservation ducontenu.
Pour cela, il est nécessaire de mieux maîtriser lespropriétés de transport à travers ces matériaux.Citons comme exemples, la diffusion d’arômeset parfums à travers les matériaux plastiquesdestinés à l’agro-alimentaire ou auxcosmétiques. De même se pose actuellement leproblème de l’amélioration des emballages pourla conservation des fruits et légumes, liédirectement aux échanges gazeux à travers lesfilms alimentaire.
Pour faire face à ces nouvelles exigences, depuisces dernières années, de nombreuses recherchessont menées afin de produire des nouveauxmatériaux polymères de plus en plusperformants et possédant les propriétésspécifiques requises pour leurs utilisations. Pouraugmenter la durée de vie des liquidesconditionnés dans des bouteilles en PET, lesindustriels renforcent les propriétés barrière pardes multicouches. Ainsi, ces assemblages deplusieurs polymères, permettent d’associer lespropriétés des différentes feuilles les composant.Par exemple, l’EVOH, poly(éthylène-co-vinylalcool) et le PVDC, poly(dichlorure devinylidène), sont particulièrement utilisés pourleurs propriétés barrière à l’eau et aux gaz dansle cas de l’emballage alimentaire. Dans le secteur
des matériaux barrière utilisant les systèmesmulticouches citons les sociétés SchmalbachLubeca, Pechiney, Constar (Crown Cork & Seal),Continental Pet Technology, Tetra Pak. Citonscomme exemple des complexes types PETmétallisés/PEbd souvent utilisés dans ledomaine de l’emballage alimentaire humanitaire[1] ou encore les multicouches Polyester/Nylon/Al/PP pour la fabrication de sachetstérilisable en autoclave. Il présente l’avantagede combiner la longue durée de conservationofferte habituellement par les boîtes métalliquesavec la texture et la valeur nutritionnelleassociées aux aliments congelés.
En raison de la qualité et de la technologie demise en forme de ces emballages hautementbarrière, ces matériaux présentent toutefois uncoût trop important restreignant leur champd’applications et sont parfois limités dans larésistance à la traction du produit laminé.
Les techniques de modification dites«classiques» possèdent de nombreuxinconvénients. A l’instar de la fluoration, utiliséepour améliorer l’imperméabilité à l’eau, ellesnécessitent généralement l’emploi d’espèces trèsréactives et toxiques [2] avec une consommationtrès élevée de produits chimiques dont il fautensuite gérer le rejet ou le recyclage. Lesnouvelles normes en matière de protection del’environnement vont rendre leur utilisation deplus en plus délicate. De plus, si elles modifienteffectivement la surface, elles affectentégalement fortement le cœur du matériau et lespropriétés qui s’y rattachent [3].
Pour toutes ces raisons, les techniques demodification de surface par plasma froid fontactuellement l’objet de beaucoup d’attentioncomme en témoigne l’intérêt porté par lesprofessionnels à son égard lors du dernier salonde l’emballage. Elles apparaîssent comme unealternative intéressante plus écologique etpermet à la fois de moduler les propriétésbarrière et diversifier davantage l’utilisation des
7
Les couches barrières intelligentes
La Lettre Traitement de surface par plasma-ions - n°10 - octobre 2003
Un plasma est un milieu très réactif parfois baptisé le quatrième état de la matière. Dans l’échelle destempératures, il fait suite aux trois états classiques (solide, liquide et gaz). Il se compose d’un grandnombre d’espèces chimiques, ions, électrons et espèces excitées.

polymères. Tout d’abord, il s’agit de techniquessèches (sans solvant) et propres, ne produisantpas d’effluents. Elles ne modifient que l’extrêmesurface [4] (quelques nanomètres) sans altérer lespropriétés de cœur du matériau, permettantainsi de conserver intactes ses propriétésd’usage. Enfin, elles peuvent utiliser des espèceschimiquement inertes à l’état naturel et qui neseront réactives qu’une fois excitées et ioniséesdans la phase plasma. En outre, ces traitementssont rapides, possibilité de traitement continu, ettoutes formes d’objets.
Le domaine d’étude des surfaces s’est réellementdéveloppé depuis peu de temps, même si lesEgyptiens connaissaient déjà la tribologie. Seulun développement important des techniquesd’analyse de surface lui a permis de connaître leformidable essor que l’on constate actuellement.
Les traitements par plasma connaîssentdésormais des applications variées aussi bien àl’échelle du laboratoire qu’au niveau industriel[5,6]. Parmi celles-ci, on peut citer l’améliorationdes propriétés d’adhésion ou d’imprimabilité, labiocompatibilisation, la mouillabilité ou toutsimplement le nettoyage des surfaces. Ellesmettent en jeu différents procédés reposant surles plasmas. Ainsi la décharge couronne(corona), utilisable à pression atmosphérique estlargement répandue dans l’industrie tandis queles décharges sous vide (hautes fréquences etfréquences micro-ondes) s’emploient plutôtdans les laboratoires de recherche. Les procédésutilisant les fréquences micro-ondes étant moinsdégradants, paraissent particulièrement adaptésau traitement des surfaces polymères.
L’utilisation du traitement par plasma froid envue de la modification des propriétésperméamétriques des matériaux est assezrécente et s’est longtemps limitée àl’amélioration de la permsélectivité aux gaz(notamment O2). Bien que le nombre de travauxde recherche menés sur ce sujet reste encore peuimportant, on constate depuis six ans, un intérêtgrandissant pour son utilisation dans ledomaine de la perméation des liquides(notamment eau, alcool) et gaz (O2 et CO2) àtravers les matériaux polymères.
Les applications industrielles dans le domainede l’emballage sont encore peu nombreuses, etles principaux traitements essentiellement pourl’amélioration des propriétés barrière aux gaz sefont soit par couchage interne : Sidel (Actis),PPG (Bairocade), Tetra Pak (Sealica) soit parcouchage externe : Coca-Cola Company(BestPet), Sipa (zéro oxygène) soit par sur-injection : Tetra Pak (Glaskin), PEN : PLM,Constar, cette liste n’étant pas exhaustive.
Le procédé ACTIS [7] (Amorphous CarbonTreatment on Internal Surface), l’un des plusconnus, développé par la société SIDEL (LeHavre) confère à l'emballage PET (polyéthylènetéréphtalate) des performances barrièresinégalées : la barrière à l'oxygène est multipliéepar 30 par rapport aux bouteilles PETmonocouches classiques, et la barrière au CO2est sept fois meilleure. Le niveau desperformances atteint est comparable à celui desbouteilles de verre et des boîtes-boissonsmétalliques. Le procédé ACTIS permet doncd'obtenir l'emballage PET idéal pour leconditionnement de la bière, des boissonsgazeuses et de toutes les boissons oxydo-sensibles.
La bouteille est embarquée sous un couverclequi s'abaisse et la place à l'intérieur d'une cavité.Un vide moyen (0,1 mbar) est réalisé dans labouteille. Le vide est également créé dans lacavité, à l'extérieur de la bouteille, pour évitertoute déformation de l'emballage. Dans la phaseprocess, l'acétylène, gaz alimentaire, est introduitdans la bouteille. Un générateur de micro-ondeslui apporte alors une énergie suffisante pourqu'il passe à l'état de plasma froid. Ladistribution de l'énergie dans la bouteille permetd'obtenir un plasma dense et homogène pour undépôt rapide et uniforme sur toute la surfaceinterne de la bouteille. La bouteille traitée quitteensuite la station pour être transférée vers lasortie machine. Ce dépôt constitue une couchebarrière intérieure d'environ 1/10ème de micronet la bouteille traitée est recyclable à 100 %.Grâce à sa couche barrière interne, la bouteilletraitée ACTIS réduit la migration des aldéhydestotaux à 20 ppb après 6 mois. Soit un facteurproche de 3 pour ces produits de ladécomposition chimique du PET, inoffensifs
8La Lettre Traitement de surface par plasma-ions - n°10 - octobre 2003
mais qui peuvent donner un goût fruité auxboissons. Ce procédé présenterait un rapportperformance / prix compétitif par rapport auverre et à la canette métallique : solutiontechnologique légère, la machine entraîne desfrais modérés, tandis que le coût de matièrebarrière est négligeable. Le premier modèle decette nouvelle solution industrielle, protégée auxniveaux du procédé et de la technologie par desbrevets SIDEL, a pour nom l'ACTIS 20. Equipéde 20 postes, l'ACTIS 20 traite à la cadence de 10 000 à l'heure des bouteilles PET jusqu'à 0,6litre. (exemple bouteilles à thé Hokkai CanJapon, remplies à chaud et servies chaudes dansles distributeurs de boissons, bouteilles PEPSI0,5 litre, 7 marques de bière dans le monde).
Par ailleurs, pour améliorer les propriétésbarrière des films utilisés dans l’emballagealimentaire, des traitements de surface SiO2 sontpréparés par plasma-enhanced CVD [8].
Pour sa part, c’est également un système decouchage SiOx interne qu’a développé Tetra Pak,le GLASKIN™. Le groupe a adapté aux corpscreux une technologie déjà maîtrisée par sadivision plastique au niveau du couchage SiOxde films. Le revêtement interne obtenu, d’uneépaisseur de 0,2 micron, est dit “glass likematerial”, c’est-à-dire, comme dans le cas duprocédé ACTIS, il offre une résistance suffisantepour apporter à la bouteille en PET les mêmesperformances barrière qu’une bouteille en verre.La présence de cette couche fine de SiOx àl’intérieur des bouteilles réduit l’absorptiond’arômes par le PET par rapport aux autressolutions PET barrière, et autorise unevalorisation environnementale de l’emballagepar les circuits existants. La technologieGlaskinTM, qui repose sur des procédés,matériaux et designs brevetés, permet deproduire des bouteilles de 0,2 à 2 litres à unevitesse de 6 000 à 18 000 bouteilles/h.
Dans le même domaine, SIG Corpoplast filialede SIG Plastics faisant partie du groupe SIG(Schweizeriche Industrie Gesellschaft) utilise leprocédé PLASMAX (également dépôt de SiO2interne par plasma micro onde) en collaborationavec Schott HiCotec de Mainz (Allemagne) quidéveloppe la technologie plasma froid pour les
bouteilles pharmaceutiques en plastique etverre. La technique Plasma Impulse ChemicalVapor Deposition (PICVD) est en coursd’adaptation pour les bouteilles PET. Par dépôtd’une couche adhésive transparente puis d’unecouche transparente d’oxyde de silicone (SiOx)d’épaisseur 0,01 à 0,1 µm, l’effet barrière estaugmenté : au dioxygène (10 fois), au dioxydede carbone (7 fois), à l’humidité et aux espèceschimiques. Ces améliorations semblent resteraprès remplissage à chaud et pasteurisation.
Le coût de ces traitements peut êtrepartiellement compenser en réduisantl’épaisseur des bouteilles.
Appelé BestPet (Barrier Enhanced Silica TreatedPET), le process de couchage plasma SiOx mis aupoint par Coca Cola Company et l’Universitéallemande de Essen est réalisé sur l’extérieur dela bouteille et permet d’obtenir des propriétésbarrière au moins deux fois plus élevées quecelles d’une bouteille en PET monocouche. Labière peut ainsi être conservée à températureambiante pendant plus de 6 mois sans altérationde goût, assure la société. Le process, qui se basesur une technique appelée PVD, consiste àdéposer sur la bouteille une vapeur d’oxyde desilicium (SiOx) sous vide à haute fréquence etdans un milieu ionisé (plasma). La coucheobtenue est transparente, et la bouteille estrecyclable à 100% dans les filières existantes.Partenaires de ce développement, la sociétéallemande Leybold a conçu les chambres sousvides nécessaires au traitement plasma, etKrones s’est penché sur la réalisation dessystèmes d’alimentation et de manipulation desbouteilles, que ce soit avant l’entrée dans lachambre ou en sortie. Cette unité de couchage,qui peut être installée entre une étireuse-souffleuse existante sur le marché et surn’importe quelle remplisseuse disponible, estainsi alimentée en continu à une cadence de 20 000 bouteilles/h (de 0,5 litre). Même si lapremière installation a été effectuée chez Coca-Cola en Allemagne, la technologie n’en reste pasmoins disponible pour les autres embouteilleurs.
D’une manière générale, l'industrie alimentaireest intéressée par les procédés permettant defabriquer des contenants parfaitement étanches
9La Lettre Traitement de surface par plasma-ions - n°10 - octobre 2003

[9]. Les pellicules de polymères de typecellophane avec lesquelles on enveloppe certainsaliments, par exemple, laissent passer l'oxygène,ce qui entraîne la dégradation du produit. Dansd'autres emballages, comme les cartons de jusou les sacs de viniers, on a ajouté une couched'aluminium au contenant, ce qui le rend nonrecyclable et dispendieux. Ainsi une applicationd'oxyde de silicium par traitement au plasmarègle ces deux problèmes. L'oxyde de silicium,qui est en fait du simple verre, est complètementinerte tout en étant transparent à la lumière etaux micro-ondes. Ceci permet d'avoir descontenants translucides, parfaitementrecyclables et pouvant être utilisés dans les foursà micro-ondes contrairement à ceux comportantde l'aluminium. De tels produits ont déjà faitleur apparition sur le marché. La compagniePolar Materials de Toronto, qui fabrique desemballages de produits pharmaceutiques etalimentaires, est un autre partenaire financierqui a confié le mandat d'élaborer le procédé.
Des essais de stérilisation par plasmas sont aussien cours dans l’industrie alimentaire, avec desdifficultés de mise au point des procédés àl’échelle industrielle.
Les traitements plasmas sont aussi utilisés pourdiminuer la migration de plastifiants d’un filmtel que, par exemple le PVC. Les plasmas CO,CO + CF4, CO + H2O, CO + CO2 + NH3…permettent la diminution de l’exudation duphtalate de di(2-éthylhexyle) (DOP). Lamigration d’autres plastifiants tels que l’adipatede di(2-éthylhexyle) (DOA) et l’huile de sojaépoxydée (HSE) peut être fortement diminuéepar un traitement plasma réticulant tel quel’argon.
La simplicité de mise en œuvre, le respect del’environnement (technique sèche, sans solvant),le coût de revient relativement bas au regard dela chimie classique développée pour la synthèsede nouveaux polymères sont aussi des facteursfavorables d’implantation sur un site industriel.Cependant la maîtrise de la technologie du videreste un point clé et peut être dans certains casun frein à une application industrielle. Enfin leslimites prévisibles des plasmas froids pour uneapplication en agro-alimentaire sont liées à la
nature des gaz générés et à leur effet sur lamatière organique en particulier au niveau desrésidus d’oxydation cancérigènes.
RÉFÉRENCES BIBLIOGRAPHIQUES
1. Nutriset, sachet humanitaire Plumpy'nut ®,www.nutriset.fr
2. Walker M., Baumgartner K.-M., Kaiser M.,Lindenmaier S., A., Rauchle E., Surface andCoatings Technology, vol. 97, (1997), p 291-294, "Barrier properties of thin filmspolymerized from CF3H/C2H4 electroncyclotron resonance plasma."
3. Badey J.P., Espuche E., Sage D., Chabert B.,Jugnet Y., Batier C., Tran Minh Duc, Polymer,vol. 37, (1996), p 1377-1386, "A comparativestudy of the effects of ammonia andhydrogen plasma downstream treatment onthe surface modification ofpolytetrafluoroethylene."
4. Keil M., Rastomjee C.S., Rajagopal A.,Sotobayashi H., Bradshaw A.M., LamontC.L.A., Gador D., Fink R., Umbach E.,Applied Surface Science, vol. 125, (1998), p273-286, "Argon plasma-inducedmodifications at the surface of polycarbonatethin films."
5. Wertheimer M.R., Thomas H.R., Perri M.J.,Klemberg Saphiea J.E., Martinu L., Pure andApplied Chemistry, vol. 68, (1996), "Plasmasand polymers : from laboratory to large scalecommercialization."
6. Laroche G., "Les Plasmas dans l'Industrie",Collection Electra, Dopee Diffusion, Electricitéde France, (1991)
7. http://www.actis-tm.com/industrie.htm#solu
8. K. Teshimaa,b,*, Y. Inouea, H. Sugimuraa, O.Takaia Gas barrier properties of silicon oxide.lms prepared by plasma-enhanced CVD usingtetramethoxysilane, Vacuum, 66 (2002), 353-357.
9. http://www.hospvd.ch/swiss-noso/f11a3.htm
S. Marais, M. MétayerLaboratoire PBM, UMR 6522, université de Rouen
10La Lettre Traitement de surface par plasma-ions - n°10 - octobre 2003
De nos jours, la majeure partie des aciers platsau carbone vendus en Europe est revêtue. Ilpeut s’agir d’un revêtement métallique déposépar galvanisation à chaud ou parélectrodéposition et dans certains cas, d’unrevêtement organique déposé par enduction.
Depuis une dizaine d’année, les centres derecherches et de développements des grandsgroupes sidérurgiques européens ou japonaisétudient des solutions alternatives. Cestechnologies doivent être compatibles avec lesfutures contraintes environnementales etcapables d’offrir de nouvelles fonctionnalitésde surface à l’acier.
Les procédés par plasma sont maintenantaccessibles pour le traitement de grandessurfaces et de façon continue. Des procédésindustriels existent déjà dans l’emballage etces solutions techniques peuvent être aussienvisagées pour certaines applications sur lesaciers plats.
Après une rapide description des surfacesindustrielles des produits plats en acier, lespotentialités des technologies plasma pourtraiter ces produits sont exposées.
1. LES SURFACES INDUSTRIELLES DES ACIERS
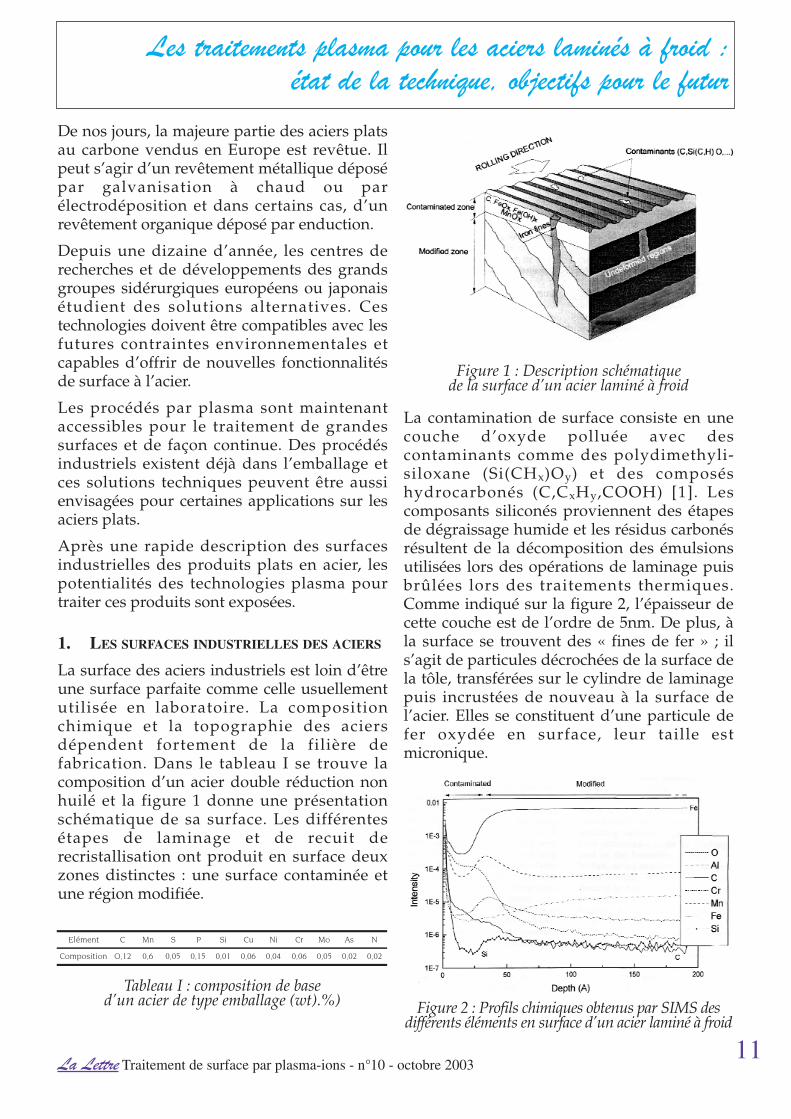
La surface des aciers industriels est loin d’êtreune surface parfaite comme celle usuellementutilisée en laboratoire. La compositionchimique et la topographie des aciersdépendent fortement de la filière defabrication. Dans le tableau I se trouve lacomposition d’un acier double réduction nonhuilé et la figure 1 donne une présentationschématique de sa surface. Les différentesétapes de laminage et de recuit derecristallisation ont produit en surface deuxzones distinctes : une surface contaminée etune région modifiée.
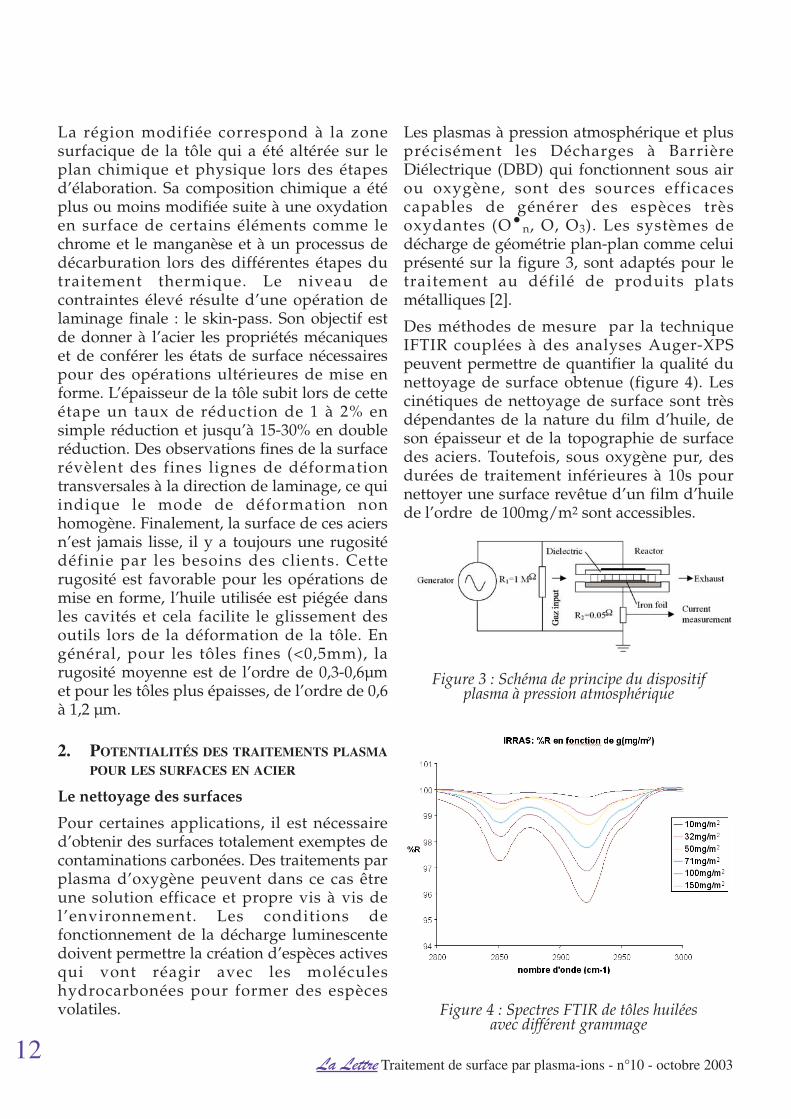
La contamination de surface consiste en unecouche d’oxyde polluée avec descontaminants comme des polydimethyli-siloxane (Si(CHx)Oy) et des composéshydrocarbonés (C,CxHy,COOH) [1]. Lescomposants siliconés proviennent des étapesde dégraissage humide et les résidus carbonésrésultent de la décomposition des émulsionsutilisées lors des opérations de laminage puisbrûlées lors des traitements thermiques.Comme indiqué sur la figure 2, l’épaisseur decette couche est de l’ordre de 5nm. De plus, àla surface se trouvent des « fines de fer » ; ils’agit de particules décrochées de la surface dela tôle, transférées sur le cylindre de laminagepuis incrustées de nouveau à la surface del’acier. Elles se constituent d’une particule defer oxydée en surface, leur taille estmicronique.
11
Les traitements plasma pour les aciers laminés à froid :
état de la technique, objectifs pour le futur
La Lettre Traitement de surface par plasma-ions - n°10 - octobre 2003
Elément C Mn S P Si Cu Ni Cr Mo As N
Composition O,12 0,6 0,05 0,15 0,01 0,06 0,04 0,06 0,05 0,02 0,02
Tableau I : composition de based’un acier de type emballage (wt).%)
Figure 1 : Description schématique de la surface d’un acier laminé à froid
Figure 2 : Profils chimiques obtenus par SIMS desdifférents éléments en surface d’un acier laminé à froid
La région modifiée correspond à la zonesurfacique de la tôle qui a été altérée sur leplan chimique et physique lors des étapesd’élaboration. Sa composition chimique a étéplus ou moins modifiée suite à une oxydationen surface de certains éléments comme lechrome et le manganèse et à un processus dedécarburation lors des différentes étapes dutraitement thermique. Le niveau decontraintes élevé résulte d’une opération delaminage finale : le skin-pass. Son objectif estde donner à l’acier les propriétés mécaniqueset de conférer les états de surface nécessairespour des opérations ultérieures de mise enforme. L’épaisseur de la tôle subit lors de cetteétape un taux de réduction de 1 à 2% ensimple réduction et jusqu’à 15-30% en doubleréduction. Des observations fines de la surfacerévèlent des fines lignes de déformationtransversales à la direction de laminage, ce quiindique le mode de déformation nonhomogène. Finalement, la surface de ces aciersn’est jamais lisse, il y a toujours une rugositédéfinie par les besoins des clients. Cetterugosité est favorable pour les opérations demise en forme, l’huile utilisée est piégée dansles cavités et cela facilite le glissement desoutils lors de la déformation de la tôle. Engénéral, pour les tôles fines (<0,5mm), larugosité moyenne est de l’ordre de 0,3-0,6µmet pour les tôles plus épaisses, de l’ordre de 0,6à 1,2 µm.
2. POTENTIALITÉS DES TRAITEMENTS PLASMAPOUR LES SURFACES EN ACIER
Le nettoyage des surfaces
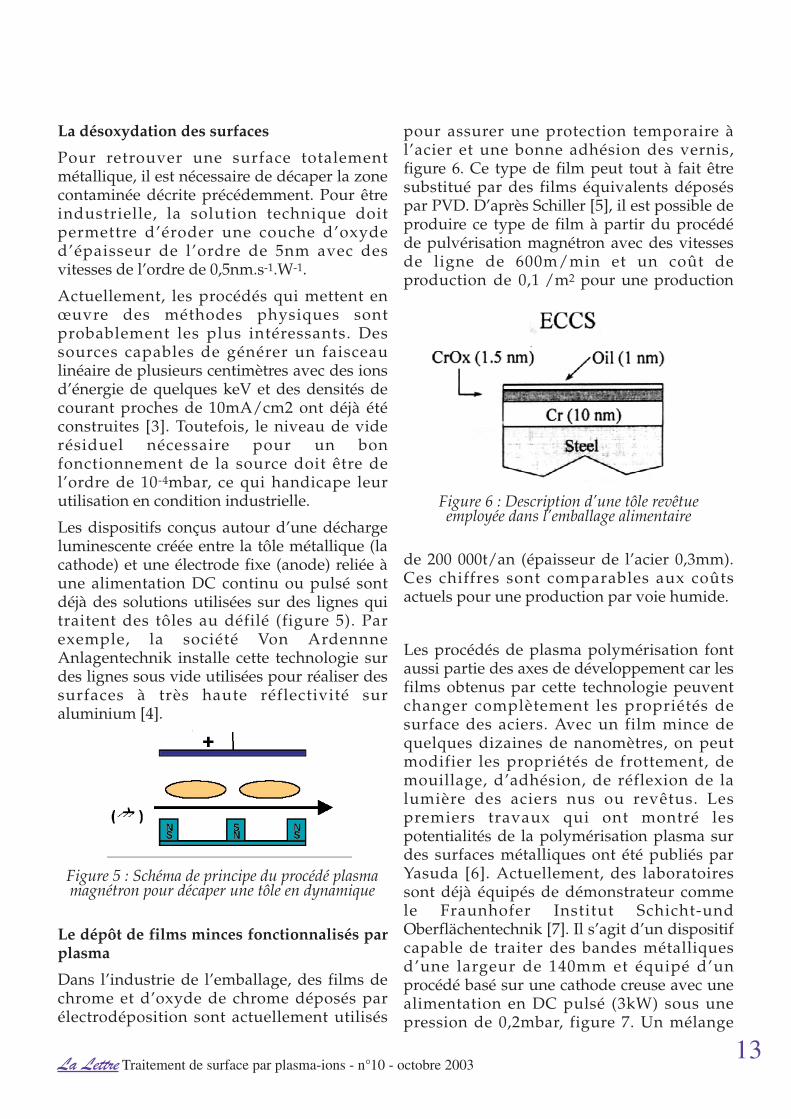
Pour certaines applications, il est nécessaired’obtenir des surfaces totalement exemptes decontaminations carbonées. Des traitements parplasma d’oxygène peuvent dans ce cas êtreune solution efficace et propre vis à vis del’environnement. Les conditions defonctionnement de la décharge luminescentedoivent permettre la création d’espèces activesqui vont réagir avec les moléculeshydrocarbonées pour former des espècesvolatiles.
Les plasmas à pression atmosphérique et plusprécisément les Décharges à BarrièreDiélectrique (DBD) qui fonctionnent sous airou oxygène, sont des sources efficacescapables de générer des espèces trèsoxydantes (O•
n, O, O3). Les systèmes dedécharge de géométrie plan-plan comme celuiprésenté sur la figure 3, sont adaptés pour letraitement au défilé de produits platsmétalliques [2].
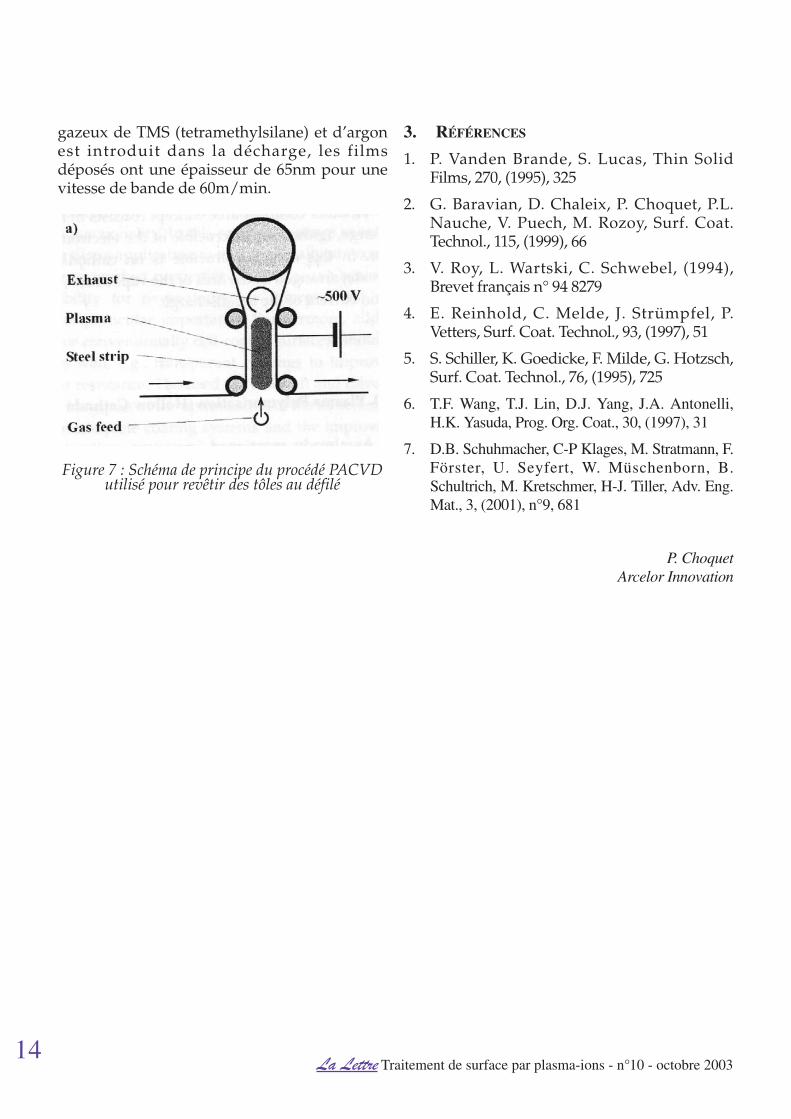
Des méthodes de mesure par la techniqueIFTIR couplées à des analyses Auger-XPSpeuvent permettre de quantifier la qualité dunettoyage de surface obtenue (figure 4). Lescinétiques de nettoyage de surface sont trèsdépendantes de la nature du film d’huile, deson épaisseur et de la topographie de surfacedes aciers. Toutefois, sous oxygène pur, desdurées de traitement inférieures à 10s pournettoyer une surface revêtue d’un film d’huilede l’ordre de 100mg/m2 sont accessibles.
12La Lettre Traitement de surface par plasma-ions - n°10 - octobre 2003
Figure 3 : Schéma de principe du dispositifplasma à pression atmosphérique
Figure 4 : Spectres FTIR de tôles huiléesavec différent grammage
La désoxydation des surfaces
Pour retrouver une surface totalementmétallique, il est nécessaire de décaper la zonecontaminée décrite précédemment. Pour êtreindustrielle, la solution technique doitpermettre d’éroder une couche d’oxyded’épaisseur de l’ordre de 5nm avec desvitesses de l’ordre de 0,5nm.s-1.W-1.
Actuellement, les procédés qui mettent enœuvre des méthodes physiques sontprobablement les plus intéressants. Dessources capables de générer un faisceaulinéaire de plusieurs centimètres avec des ionsd’énergie de quelques keV et des densités decourant proches de 10mA/cm2 ont déjà étéconstruites [3]. Toutefois, le niveau de viderésiduel nécessaire pour un bonfonctionnement de la source doit être del’ordre de 10-4mbar, ce qui handicape leurutilisation en condition industrielle.
Les dispositifs conçus autour d’une déchargeluminescente créée entre la tôle métallique (lacathode) et une électrode fixe (anode) reliée àune alimentation DC continu ou pulsé sontdéjà des solutions utilisées sur des lignes quitraitent des tôles au défilé (figure 5). Parexemple, la société Von ArdennneAnlagentechnik installe cette technologie surdes lignes sous vide utilisées pour réaliser dessurfaces à très haute réflectivité suraluminium [4].
Le dépôt de films minces fonctionnalisés parplasma
Dans l’industrie de l’emballage, des films dechrome et d’oxyde de chrome déposés parélectrodéposition sont actuellement utilisés
pour assurer une protection temporaire àl’acier et une bonne adhésion des vernis,figure 6. Ce type de film peut tout à fait êtresubstitué par des films équivalents déposéspar PVD. D’après Schiller [5], il est possible deproduire ce type de film à partir du procédéde pulvérisation magnétron avec des vitessesde ligne de 600m/min et un coût deproduction de 0,1 /m2 pour une production
de 200 000t/an (épaisseur de l’acier 0,3mm).Ces chiffres sont comparables aux coûtsactuels pour une production par voie humide.
Les procédés de plasma polymérisation fontaussi partie des axes de développement car lesfilms obtenus par cette technologie peuventchanger complètement les propriétés desurface des aciers. Avec un film mince dequelques dizaines de nanomètres, on peutmodifier les propriétés de frottement, demouillage, d’adhésion, de réflexion de lalumière des aciers nus ou revêtus. Lespremiers travaux qui ont montré lespotentialités de la polymérisation plasma surdes surfaces métalliques ont été publiés parYasuda [6]. Actuellement, des laboratoiressont déjà équipés de démonstrateur commele Fraunhofer Institut Schicht-undOberflächentechnik [7]. Il s’agit d’un dispositifcapable de traiter des bandes métalliquesd’une largeur de 140mm et équipé d’unprocédé basé sur une cathode creuse avec unealimentation en DC pulsé (3kW) sous unepression de 0,2mbar, figure 7. Un mélange
13La Lettre Traitement de surface par plasma-ions - n°10 - octobre 2003
Figure 6 : Description d’une tôle revêtueemployée dans l’emballage alimentaire
Figure 5 : Schéma de principe du procédé plasmamagnétron pour décaper une tôle en dynamique
gazeux de TMS (tetramethylsilane) et d’argonest introduit dans la décharge, les filmsdéposés ont une épaisseur de 65nm pour unevitesse de bande de 60m/min.
3. RÉFÉRENCES
1. P. Vanden Brande, S. Lucas, Thin SolidFilms, 270, (1995), 325
2. G. Baravian, D. Chaleix, P. Choquet, P.L.Nauche, V. Puech, M. Rozoy, Surf. Coat.Technol., 115, (1999), 66
3. V. Roy, L. Wartski, C. Schwebel, (1994),Brevet français n° 94 8279
4. E. Reinhold, C. Melde, J. Strümpfel, P.Vetters, Surf. Coat. Technol., 93, (1997), 51
5. S. Schiller, K. Goedicke, F. Milde, G. Hotzsch,Surf. Coat. Technol., 76, (1995), 725
6. T.F. Wang, T.J. Lin, D.J. Yang, J.A. Antonelli,H.K. Yasuda, Prog. Org. Coat., 30, (1997), 31
7. D.B. Schuhmacher, C-P Klages, M. Stratmann, F.Förster, U. Seyfert, W. Müschenborn, B.Schultrich, M. Kretschmer, H-J. Tiller, Adv. Eng.Mat., 3, (2001), n°9, 681
P. ChoquetArcelor Innovation
14La Lettre Traitement de surface par plasma-ions - n°10 - octobre 2003
Figure 7 : Schéma de principe du procédé PACVDutilisé pour revêtir des tôles au défilé
1. INTRODUCTION
1.1- Généralités
Le traitement desurface des matériauxest d’une importanceindustrielle consi-dérable pour améliorerla qualité des assem-blages par collage oumême pour augmenterla propreté des surfaces
avant un traitement ultérieur.
Depuis quelques années, l’industrie se dirige versdes traitements de surface réduisant ou évitant lesbains chimiques polluants appelant des traitementsultimes coûteux.
Dans cette perspective l’utilisation des plasmasfroids ouvre de nouvelles opportunités avec un fortpotentiel de développement.
Les décharges micro-ondes sont des sourcespermettant la création d'espèces actives telles queles atomes d'azote ou d'oxygène, atomes pourlesquels il a été démontré une grande efficacitédans les dépôts surfaciques, le nettoyage de surfaceet la fonctionnalisation pour améliorer les collages.
Les possibilités offertes par le traitement dessurfaces sont étudiées par SME pour ses besoinspropres et en externe avec des objectifs définis :- Augmenter la mouillabilité des surfaces
d'élastomères réputés difficiles à assembler parcollage (silicones, élastomères thermo-plastiques…)
- Remplacer l'avivage des surfaces d'élastomèreseffectué aujourd'hui par divers solvantsinflammables (acétone) ou soumis à desrestrictions d'usage (solvants chlorés)
- Améliorer l 'économie et la robustesse du
procédé en recherchant les possibilités detravailler à pression élevée voire atmosphérique.
1.2- Définition et objectif de l'étude
L’étude s’inscrit dans la thématique préparation desurface et amélioration des collages de matièresplastiques.
Le matériau sélectionné pour l’ étude est le PEI(polyétherimide). Le PEI est un thermoplastiqueamorphe de couleur légèrement ambrée, de hauteperformance, utilisé principalement pour lafabrication de commutateurs, de connecteurs hautetempérature et pour le matériel de stérilisation.
L’objectif est d’évaluer les divers paramètres detraitement permettant d’accéder à des propriétés decollages améliorées.
2. DISPOSITIF INDUSTRIEL
La figure 1 ci-après schématise la plate-formeindustrielle. Les caractéristiques de l'installationssont les suivantes :- Dimensions de l'enceinte inox 316L : 900 litres,
diamètre de 500 mm longueur 1500 mm pouvantsupporter des pièces jusqu'à 200 Kg.
- 3 magnétrons d'une puissance pouvant varier de600W à 1200W dont une spécialement destinépour la génération de plasma à base d'argon –hydrogène
- Alimentation en gaz individuel (argon, oxygène,azote): les débits sont contrôlés par débitmètresmassiques (débit maximal de 7.5 Nl/min)
- Vide réalisé par deux pompes : primaire et rootspour atteindre un vide limite de 0.1 Pa (lapression de travail usuel est de l'ordre de 100 Pa)
- Dosage des espèces actives par introduction degaz de type NO et mesure par spectroscopie UVvisible. [2]
15
Traitement de matériaux polymères
par plasma de post-décharge : application au collage
La Lettre Traitement de surface par plasma-ions - n°10 - octobre 2003
La technologie plasma de post-décharge appliquée au traitement des polymères fait l’objet de nombreusesétudes depuis quelques années.L’objet de ce document est d’étudier l’apport d’un traitement plasma sur le PEI (polyétherimide) d’unpoint vue mouillabilité de la surface et analyse du collage avec une colle époxyde
Cosθ =
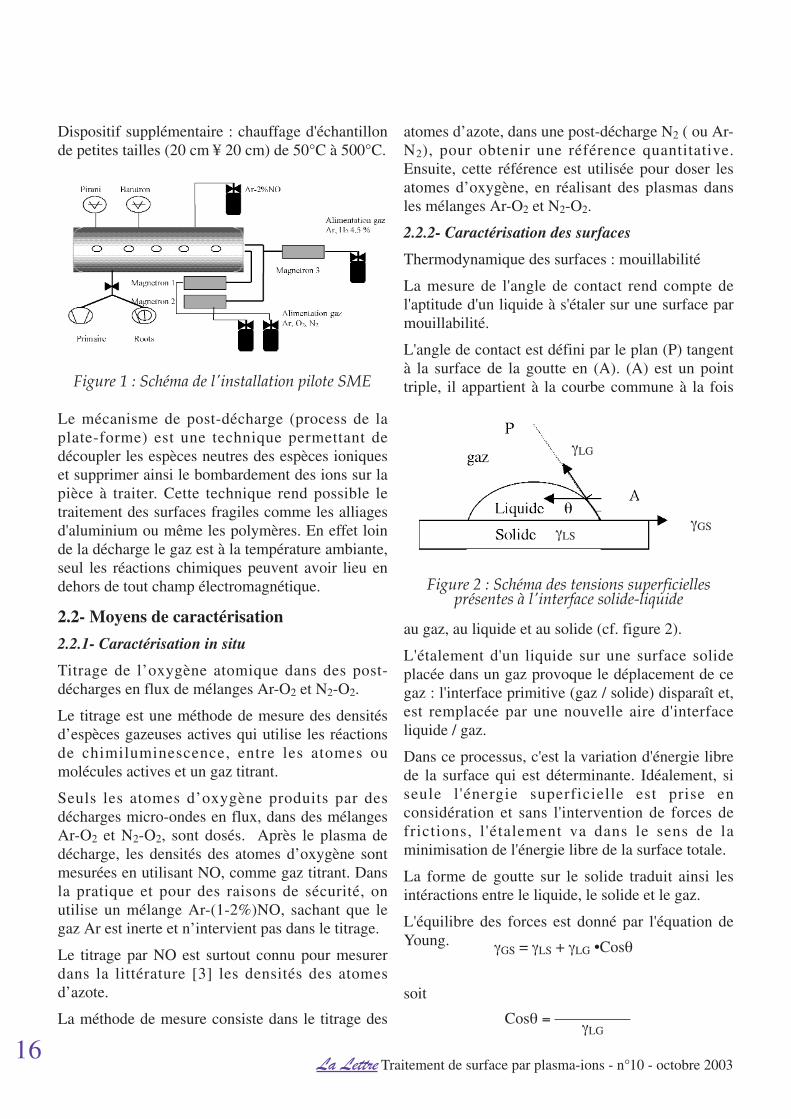
Dispositif supplémentaire : chauffage d'échantillonde petites tailles (20 cm ¥ 20 cm) de 50°C à 500°C.
Le mécanisme de post-décharge (process de laplate-forme) est une technique permettant dedécoupler les espèces neutres des espèces ioniqueset supprimer ainsi le bombardement des ions sur lapièce à traiter. Cette technique rend possible letraitement des surfaces fragiles comme les alliagesd'aluminium ou même les polymères. En effet loinde la décharge le gaz est à la température ambiante,seul les réactions chimiques peuvent avoir lieu endehors de tout champ électromagnétique.
2.2- Moyens de caractérisation
2.2.1- Caractérisation in situ
Titrage de l’oxygène atomique dans des post-décharges en flux de mélanges Ar-O2 et N2-O2.
Le titrage est une méthode de mesure des densitésd’espèces gazeuses actives qui utilise les réactionsde chimiluminescence, entre les atomes oumolécules actives et un gaz titrant.
Seuls les atomes d’oxygène produits par desdécharges micro-ondes en flux, dans des mélangesAr-O2 et N2-O2, sont dosés. Après le plasma dedécharge, les densités des atomes d’oxygène sontmesurées en utilisant NO, comme gaz titrant. Dansla pratique et pour des raisons de sécurité, onutilise un mélange Ar-(1-2%)NO, sachant que legaz Ar est inerte et n’intervient pas dans le titrage.
Le titrage par NO est surtout connu pour mesurerdans la littérature [3] les densités des atomesd’azote.
La méthode de mesure consiste dans le titrage des
atomes d’azote, dans une post-décharge N2 ( ou Ar-N2), pour obtenir une référence quantitative.Ensuite, cette référence est utilisée pour doser lesatomes d’oxygène, en réalisant des plasmas dansles mélanges Ar-O2 et N2-O2.
2.2.2- Caractérisation des surfaces
Thermodynamique des surfaces : mouillabilité
La mesure de l'angle de contact rend compte del'aptitude d'un liquide à s'étaler sur une surface parmouillabilité.
L'angle de contact est défini par le plan (P) tangentà la surface de la goutte en (A). (A) est un pointtriple, il appartient à la courbe commune à la fois
au gaz, au liquide et au solide (cf. figure 2).
L'étalement d'un liquide sur une surface solideplacée dans un gaz provoque le déplacement de cegaz : l'interface primitive (gaz / solide) disparaît et,est remplacée par une nouvelle aire d'interfaceliquide / gaz.
Dans ce processus, c'est la variation d'énergie librede la surface qui est déterminante. Idéalement, siseule l 'énergie superficielle est prise enconsidération et sans l'intervention de forces defrictions, l 'étalement va dans le sens de laminimisation de l'énergie libre de la surface totale.
La forme de goutte sur le solide traduit ainsi lesintéractions entre le liquide, le solide et le gaz.
L'équilibre des forces est donné par l'équation deYoung.
soit
16La Lettre Traitement de surface par plasma-ions - n°10 - octobre 2003
Figure 1 : Schéma de l'installation pilote SME
Figure 2 : Schéma des tensions superficiellesprésentes à l'interface solide-liquide
γLG
γGSγLS
γGS = γLS + γLG •Cosθ
γLG
Seules γL et θ sont mesurables, par conséquent, ilest nécessaire d'avoir des relations supplémentairespour estimer les inconnues γLS et l'énergie desurface γS.
Dans le modèled'Owens et Wendt,
on considère que l'énergie s'exprime sous la forme :
Dans laquelle :γS
d : composante dispersiveγS
p : composante polaire
L'équation reliant les composantes à l'angle decontact s'écrit alors :
Dans ce modèle deux liquides différents auminimum sont nécessaires pour obtenir l'énergie desurface. Toutefois une approximation est faite surle terme polaire en considérant qu'il est la moyennegéométrique de γS
p et de γLp. Cette approximation
ne permet pas de rendre compte du comportementdes polymères polaires en milieux aqueux.
3. RÉSULTATS EXPÉRIMENTAUX
3.1- Définition des paramètres de traitements
Une étude précédente a permis de déterminer lanature du gaz plasmagène conduisant à uneamélioration de la mouillabilité de surface. Laprésente étude a pour objectif de définir de façonappropriée les paramètres process conduisant à desrésultats en collages (traction – cisaillement)améliorés.
Les paramètres évalués ont été :- le temps de traitement,- la pression de traitement.
3.1.1- Etude du temps de traitement
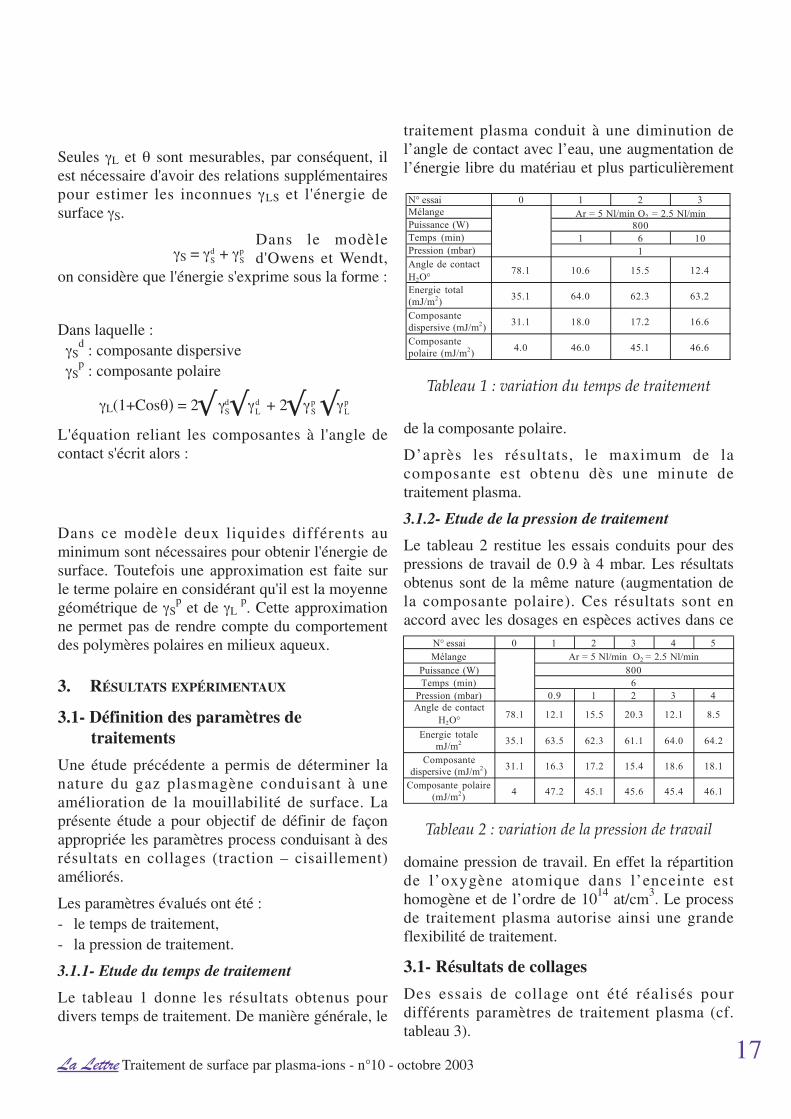
Le tableau 1 donne les résultats obtenus pourdivers temps de traitement. De manière générale, le
traitement plasma conduit à une diminution del’angle de contact avec l’eau, une augmentation del’énergie libre du matériau et plus particulièrement
de la composante polaire.
D’après les résultats, le maximum de lacomposante est obtenu dès une minute detraitement plasma.
3.1.2- Etude de la pression de traitement
Le tableau 2 restitue les essais conduits pour despressions de travail de 0.9 à 4 mbar. Les résultatsobtenus sont de la même nature (augmentation dela composante polaire). Ces résultats sont enaccord avec les dosages en espèces actives dans ce
domaine pression de travail. En effet la répartitionde l’oxygène atomique dans l’enceinte esthomogène et de l’ordre de 1014 at/cm3. Le processde traitement plasma autorise ainsi une grandeflexibilité de traitement.
3.1- Résultats de collages
Des essais de collage ont été réalisés pourdifférents paramètres de traitement plasma (cf.tableau 3).
17La Lettre Traitement de surface par plasma-ions - n°10 - octobre 2003
N° essai 0 1 2 3MélangePuissance (W)Temps (min) 1 6 10Pression (mbar)Angle de contactH2O°
78.1 10.6 15.5 12.4
Energie total(mJ/m2) 35.1 64.0 62.3 63.2
Composantedispersive (mJ/m2) 31.1 18.0 17.2 16.6
Composantepolaire (mJ/m2) 4.0 46.0 45.1 46.6
Ar = 5 Nl/min O2 = 2.5 Nl/min800
1
Tableau 1 : variation du temps de traitement
N° essai 0 1 2 3 4 5Mélange
Puissance (W)Temps (min)
Pression (mbar) 0.9 1 2 3 4Angle de contact
H2O° 78.1 12.1 15.5 20.3 12.1 8.5
Energie totalemJ/m2 35.1 63.5 62.3 61.1 64.0 64.2
Composantedispersive (mJ/m2) 31.1 16.3 17.2 15.4 18.6 18.1
Composante polaire(mJ/m2) 4 47.2 45.1 45.6 45.4 46.1
Ar = 5 Nl/min O2 = 2.5 Nl/min800
6
Tableau 2 : variation de la pression de travail
γL(1+Cosθ) = 2 γ γ + 2 γ γ
γS = γ + γdS
pS
dS√ d
L√ pS√ p
L√
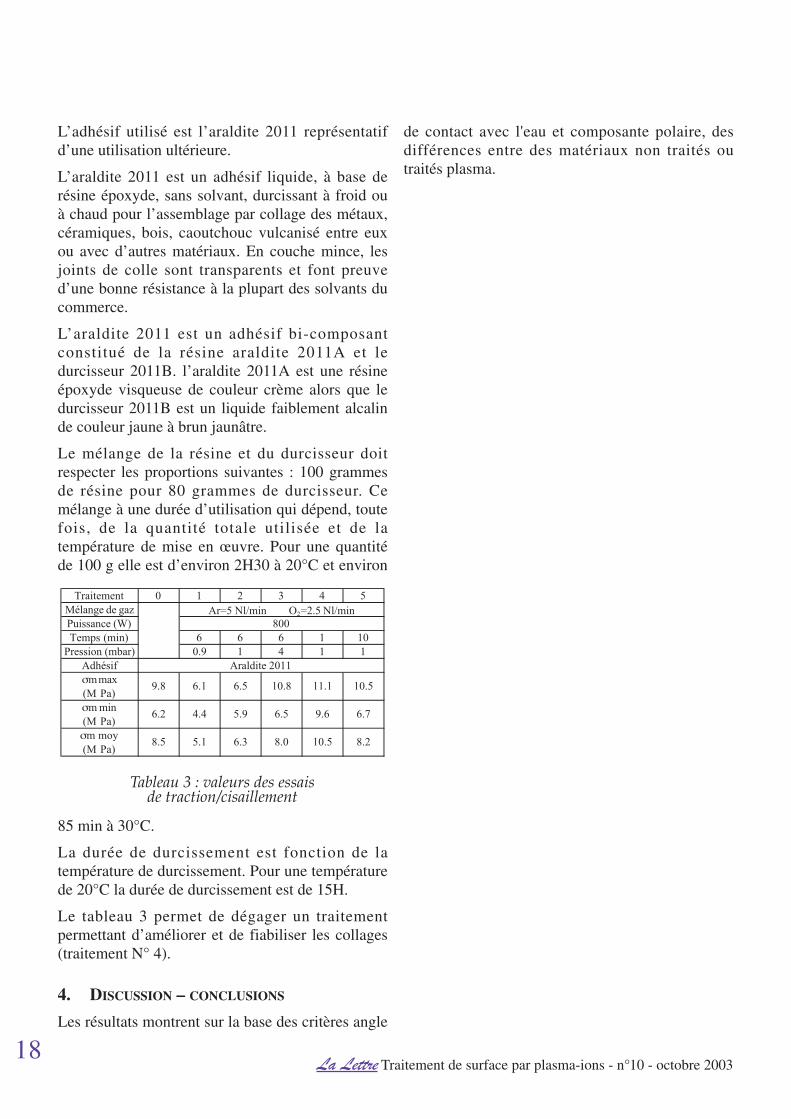
L’adhésif utilisé est l’araldite 2011 représentatifd’une utilisation ultérieure.
L’araldite 2011 est un adhésif liquide, à base derésine époxyde, sans solvant, durcissant à froid ouà chaud pour l’assemblage par collage des métaux,céramiques, bois, caoutchouc vulcanisé entre euxou avec d’autres matériaux. En couche mince, lesjoints de colle sont transparents et font preuved’une bonne résistance à la plupart des solvants ducommerce.
L’araldite 2011 est un adhésif bi-composantconstitué de la résine araldite 2011A et ledurcisseur 2011B. l’araldite 2011A est une résineépoxyde visqueuse de couleur crème alors que ledurcisseur 2011B est un liquide faiblement alcalinde couleur jaune à brun jaunâtre.
Le mélange de la résine et du durcisseur doitrespecter les proportions suivantes : 100 grammesde résine pour 80 grammes de durcisseur. Cemélange à une durée d’utilisation qui dépend, toutefois, de la quantité totale utilisée et de latempérature de mise en œuvre. Pour une quantitéde 100 g elle est d’environ 2H30 à 20°C et environ
85 min à 30°C.
La durée de durcissement est fonction de latempérature de durcissement. Pour une températurede 20°C la durée de durcissement est de 15H.
Le tableau 3 permet de dégager un traitementpermettant d’améliorer et de fiabiliser les collages(traitement N° 4).
4. DISCUSSION – CONCLUSIONS
Les résultats montrent sur la base des critères angle
de contact avec l'eau et composante polaire, desdifférences entre des matériaux non traités outraités plasma.
18La Lettre Traitement de surface par plasma-ions - n°10 - octobre 2003
Traitement 0 1 2 3 4 5Mélange de gazPuissance (W)Temps (min) 6 6 6 1 10
Pression (mbar) 0.9 1 4 1 1Adhésifσm max(M Pa)σm min(M Pa)σm moy(M Pa)
6.5 10.8
Ar=5 Nl/min O2=2.5 Nl/min800
Araldite 2011
11.1 10.5
6.2 4.4 5.9 6.5 9.6 6.7
9.8 6.1
10.5 8.28.5 5.1 6.3 8.0
Tableau 3 : valeurs des essaisde traction/cisaillement
1. INTRODUCTION
Les traitements de surface constituent uneapplication importante des plasmas froids [1].Au cours des 20 dernières années, lesdifficultés rencontrées pour contrôler leplasma et donc le traitement de surface à lapression atmosphérique ont amené leschercheurs à développer des procédésfonctionnant à basse pression. En effet, lorsquela pression diminue, le libre parcours moyendes électrons augmente et des plasmashomogènes sont facilement réalisés. Ainsi,aujourd’hui, l’industrie de lamicroélectronique utilise des procédésplasmas basse pression à toutes les étapes defabrication des circuits intégrés. Néanmoins,même s’il existe des solutions plasmas pour laplupart des besoins concernant lesmodifications de surface ou la réalisation decouches minces, leur transfert vers l’industrieen dehors de la microélectronique est trèslimité. Cette situation s’explique par un coûtd’installation mais surtout de fonctionnementélevé et d’autant plus inacceptable que laproduction est réalisée en continue à descadences rapides. En effet, un traitement àbasse pression ne peut s’effectuer que lot parlot. L'inconvénient provient donc dutraitement discontinu des pièces qui doiventêtre mises sous vide ainsi que de la taille desréacteurs qui limite la dimension des objetstraités. Même si des volumes de plusieursmètres cubes sont envisageables avec destemps de chargement et de pompage del’ordre de dizaines de minutes, le coût globalde fonctionnement est souvent trop importantpour que le process reste rentable. Néanmoins,l’étude de procédés plasmas se poursuit car ils
sont une alternative possible aux traitementschimiques dont les effluents sont de plus enplus difficiles à recycler. Parmi les évolutionsnotables figurent les procédés de traitementsde surface par plasmas à la pressionatmosphérique. Dans cet article, les difficultésreliées à la pression atmosphérique serontdécrites, puis les solutions existantes serontexplicitées et celles encore à l’étude enlaboratoire seront évoquées.
2. SPÉCIFICITÉ DES PLASMAS HORSÉQUILIBRE À LA PRESSIONATMOSPHÉRIQUE
Les polymères figurant parmi les matériaux àtraiter, l’échauffement du gaz doit resterinférieur à une centaine de degrés. Sous vide ilest facile d’obtenir un plasma froid dont latempérature reste proche de la températureambiante. En revanche, à la pressionatmosphérique, le plasma à une fortepropension à transiter vers l’arc électrique : lesfréquences de collision sont très élevées,l'amplification est très rapide (10ns) et si ellen'est pas bloquée, elle induit un échauffementdu gaz et la formation d'un plasma thermiquedans lequel les électrons et le gaz sont àl’équilibre et où des températures de plusieursmilliers de degrés sont atteintes, impliquant lafusion et l'évaporation du matériau. Une desconditions pour réaliser un procédé detraitement de surface ne concernant quel’extrême surface est donc d’éviter latransition à l'arc.
La solution la plus simple et la plus robustepour un procédé plasma à la pressionatmosphérique consiste à introduire un
19
Procédés de traitement de surface
par décharges, hors équilibre, à la pression atmosphérique
La Lettre Traitement de surface par plasma-ions - n°10 - octobre 2003
Du fait qu’il sont respectueux de l’environnement, les procédés de traitement de surface par plasmas sedéveloppent de plus en plus. Une solution permettant un traitement directement sur la ligne deproduction devenant indispensable, les procédés fonctionnant à la pression atmosphérique se multiplient.Dans cet article, les difficultés reliées à la pression atmosphérique sont tout d’abord décrites. Puis leprincipe du procédé corona, largement utilisé pour le traitement des films et des fibres plastiques, estexplicité ainsi que les récentes évolutions de cette technique qui ont considérablement augmenté sondomaine d’application à l’échelle industrielle. Ensuite, les solutions à l’étude en laboratoire sont évoquées.

diélectrique solide entre les 2 électrodes. Cettesolution qui fait ses preuves, depuis plus d’unsiècle, pour la fabrication d’ozone, est aussicelle utilisée dans les écrans plats à panneauxplasmas [2]. La décharge ainsi obtenue estappelée décharge contrôlée par barrièrediélectrique (DBD). La tension de ruptured’un solide étant très supérieure à celle d’ungaz, le matériau reste isolant électriquelorsque la tension de claquage du gaz estatteinte. Dès que le gaz s'ionise, les chargesélectriques créées dérivent vers l'électrode designe opposé et s'accumulent sur l'isolantélectrique solide provoquant, dans la zone dedécharge, une diminution du champélectrique appliqué sur le gaz. Ainsi, vis-à-visdu canal de décharge, le champ résultantdiminue, provoquant l'extinction de ladécharge et évitant la transition à l'arc.
Si la décharge était uniforme, il suffirait decontrôler le courant pour éviter la transition àl’arc mais une autre spécificité des décharges àla pression atmosphérique est de sedévelopper dans de petits volumes (Figure 1).La densité des atomes ou des molécules dugaz étant de 2.1019/cm3 la distance queparcourt un électron entre 2 collisions est dequelques microns, ce qui est généralement trèsfaible comparé à la distance interélectrode.L'amplification de l'ionisation est très localiséece qui (sauf conditions particulières décritesultérieurement) induit une filamentation de ladécharge. Le champ électrique étantperpendiculaire aux électrodes, les filamentsde décharge se développent d'une électrode àl'autre (Figure 1). Leur rayon est de l’ordre de100µm. Les charges électriques déposées sur lediélectrique étant localisée vis-à-vis de lamicro-décharge, elles bloquent la déchargequelque soit son rayon sans empêcher qu’unautre filament se développe vis-à-vis d'uneautre partie des électrodes. Le deuxième rôledu diélectrique est donc d'assurer unerépartition assez uniforme des filaments dedécharge puisqu'il faudra attendre que lapolarité de la tension appliquée s'inverse pourqu'une nouvelle micro-décharge puisse ànouveau se développer au même endroit.
Ainsi, la surface est traitée statistiquement.
3. LES PROCÉDÉS
Le procédé corona (Figure 2) utilise une DBD.C’est le procédé de traitement de surface parplasma le plus répandu dans l'industrie endehors de la microélectronique. Il estparticulièrement présent dans l'industrie desfilms et des fibres. L'avantage de cettetechnique est qu'elle fonctionne en continue etqu’elle peut être intégrée dans une ligne deproduction. Le matériau défile à des vitessesde l'ordre de centaines de mètres par minuteentre deux électrodes auxquelles sontappliquées une tension alternative. Une desélectrodes est un rouleau et c’est généralementlui qui est recouvert d’un diélectrique solide.L’autre électrode est constituée d’une ouplusieurs barres dont la longueur est égale à lalargeur du matériau à traiter. Ainsi, parce quele film défile dans le plasma, de très grandesurface sont traitées sans que le volume deplasma soit très conséquent. Néanmoins,l'inconvénient de cette méthode est double.D’une part, la distance entre le matériau àtraiter et l’électrode à la haute tension doit êtreconstante ce qui limite son utilisation à dessubstrats à une ou deux dimensions commedes films, des tissus, des plaques, des fibres,etc...En revanche, tous les matériaux peuventêtre considérés : polymère, verre, métal,papier, tissus, etc… Le deuxième inconvénientprovient du fait que les décharges sontfilamentaires. Elles conduisent à destraitements dont le manque d'homogénéitélimite le domaine d'application. En fait ce
20La Lettre Traitement de surface par plasma-ions - n°10 - octobre 2003
Figure 1 : Photographie avec un temps de pause de100ns d’une décharges à la pression atmosphérique :
à la pression atmosphérique les plasmas tendent àêtre filamentaires et à transiter à l’arc.
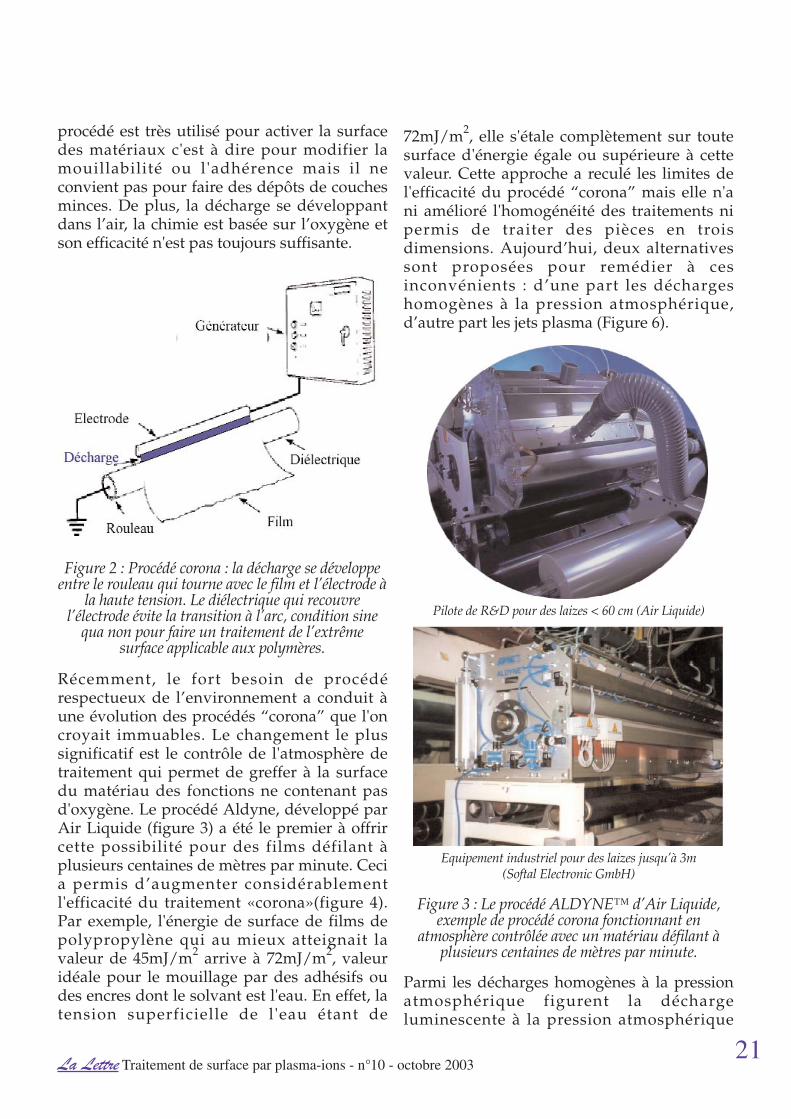
procédé est très utilisé pour activer la surfacedes matériaux c'est à dire pour modifier lamouillabilité ou l'adhérence mais il neconvient pas pour faire des dépôts de couchesminces. De plus, la décharge se développantdans l’air, la chimie est basée sur l’oxygène etson efficacité n'est pas toujours suffisante.
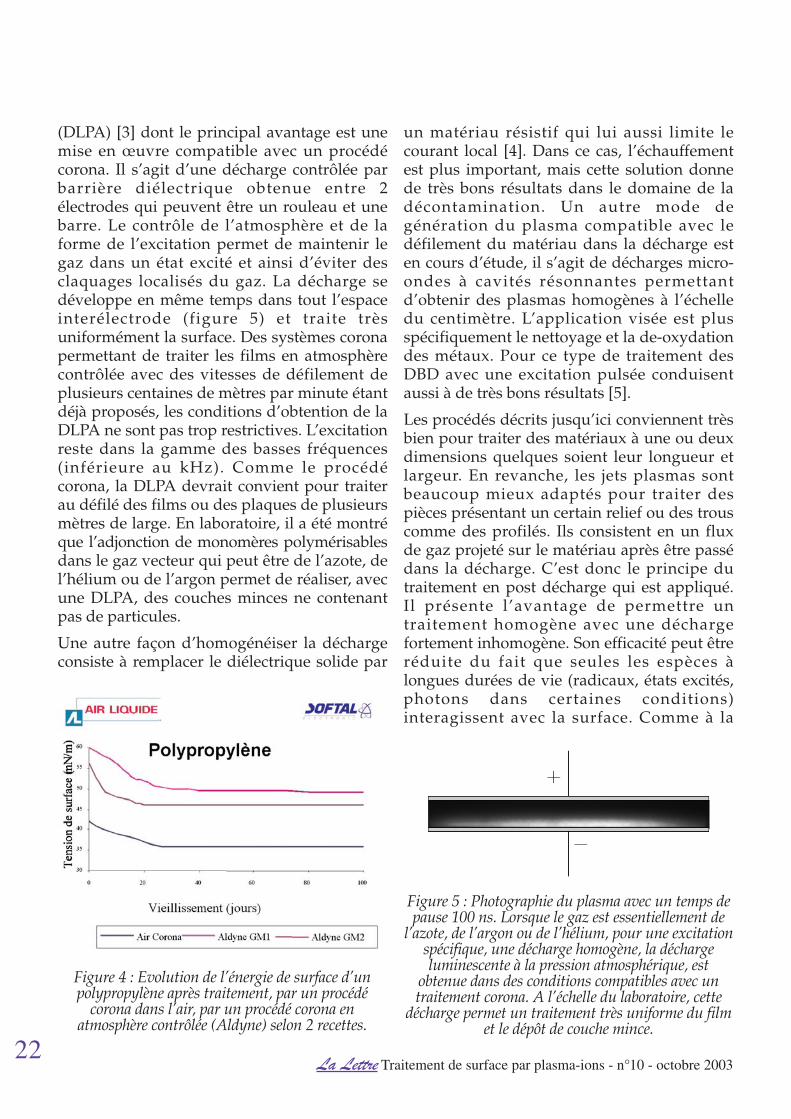
Récemment, le fort besoin de procédérespectueux de l’environnement a conduit àune évolution des procédés “corona” que l'oncroyait immuables. Le changement le plussignificatif est le contrôle de l'atmosphère detraitement qui permet de greffer à la surfacedu matériau des fonctions ne contenant pasd'oxygène. Le procédé Aldyne, développé parAir Liquide (figure 3) a été le premier à offrircette possibilité pour des films défilant àplusieurs centaines de mètres par minute. Cecia permis d’augmenter considérablementl'efficacité du traitement «corona»(figure 4).Par exemple, l'énergie de surface de films depolypropylène qui au mieux atteignait lavaleur de 45mJ/m2 arrive à 72mJ/m2, valeuridéale pour le mouillage par des adhésifs oudes encres dont le solvant est l'eau. En effet, latension superficielle de l'eau étant de
72mJ/m2, elle s'étale complètement sur toutesurface d'énergie égale ou supérieure à cettevaleur. Cette approche a reculé les limites del'efficacité du procédé “corona” mais elle n'ani amélioré l'homogénéité des traitements nipermis de traiter des pièces en troisdimensions. Aujourd’hui, deux alternativessont proposées pour remédier à cesinconvénients : d’une part les déchargeshomogènes à la pression atmosphérique,d’autre part les jets plasma (Figure 6).
Parmi les décharges homogènes à la pressionatmosphérique figurent la déchargeluminescente à la pression atmosphérique
21La Lettre Traitement de surface par plasma-ions - n°10 - octobre 2003
Figure 2 : Procédé corona : la décharge se développeentre le rouleau qui tourne avec le film et l’électrode à
la haute tension. Le diélectrique qui recouvrel’électrode évite la transition à l’arc, condition sine
qua non pour faire un traitement de l’extrêmesurface applicable aux polymères.
Figure 3 : Le procédé ALDYNE™ d’Air Liquide,exemple de procédé corona fonctionnant en
atmosphère contrôlée avec un matériau défilant àplusieurs centaines de mètres par minute.
Pilote de R&D pour des laizes < 60 cm (Air Liquide)
Equipement industriel pour des laizes jusqu’à 3m (Softal Electronic GmbH)
(DLPA) [3] dont le principal avantage est unemise en œuvre compatible avec un procédécorona. Il s’agit d’une décharge contrôlée parbarrière diélectrique obtenue entre 2électrodes qui peuvent être un rouleau et unebarre. Le contrôle de l’atmosphère et de laforme de l’excitation permet de maintenir legaz dans un état excité et ainsi d’éviter desclaquages localisés du gaz. La décharge sedéveloppe en même temps dans tout l’espaceinterélectrode (figure 5) et traite trèsuniformément la surface. Des systèmes coronapermettant de traiter les films en atmosphèrecontrôlée avec des vitesses de défilement deplusieurs centaines de mètres par minute étantdéjà proposés, les conditions d’obtention de laDLPA ne sont pas trop restrictives. L’excitationreste dans la gamme des basses fréquences(inférieure au kHz). Comme le procédécorona, la DLPA devrait convient pour traiterau défilé des films ou des plaques de plusieursmètres de large. En laboratoire, il a été montréque l’adjonction de monomères polymérisablesdans le gaz vecteur qui peut être de l’azote, del’hélium ou de l’argon permet de réaliser, avecune DLPA, des couches minces ne contenantpas de particules.
Une autre façon d’homogénéiser la déchargeconsiste à remplacer le diélectrique solide par
un matériau résistif qui lui aussi limite lecourant local [4]. Dans ce cas, l’échauffementest plus important, mais cette solution donnede très bons résultats dans le domaine de ladécontamination. Un autre mode degénération du plasma compatible avec ledéfilement du matériau dans la décharge esten cours d’étude, il s’agit de décharges micro-ondes à cavités résonnantes permettantd’obtenir des plasmas homogènes à l’échelledu centimètre. L’application visée est plusspécifiquement le nettoyage et la de-oxydationdes métaux. Pour ce type de traitement desDBD avec une excitation pulsée conduisentaussi à de très bons résultats [5].
Les procédés décrits jusqu’ici conviennent trèsbien pour traiter des matériaux à une ou deuxdimensions quelques soient leur longueur etlargeur. En revanche, les jets plasmas sontbeaucoup mieux adaptés pour traiter despièces présentant un certain relief ou des trouscomme des profilés. Ils consistent en un fluxde gaz projeté sur le matériau après être passédans la décharge. C’est donc le principe dutraitement en post décharge qui est appliqué.Il présente l’avantage de permettre untraitement homogène avec une déchargefortement inhomogène. Son efficacité peut êtreréduite du fait que seules les espèces àlongues durées de vie (radicaux, états excités,photons dans certaines conditions)interagissent avec la surface. Comme à la
22La Lettre Traitement de surface par plasma-ions - n°10 - octobre 2003
Figure 4 : Evolution de l’énergie de surface d’unpolypropylène après traitement, par un procédé
corona dans l’air, par un procédé corona enatmosphère contrôlée (Aldyne) selon 2 recettes.
Figure 5 : Photographie du plasma avec un temps depause 100 ns. Lorsque le gaz est essentiellement de
l’azote, de l’argon ou de l’hélium, pour une excitationspécifique, une décharge homogène, la déchargeluminescente à la pression atmosphérique, est
obtenue dans des conditions compatibles avec untraitement corona. A l’échelle du laboratoire, cette
décharge permet un traitement très uniforme du filmet le dépôt de couche mince.
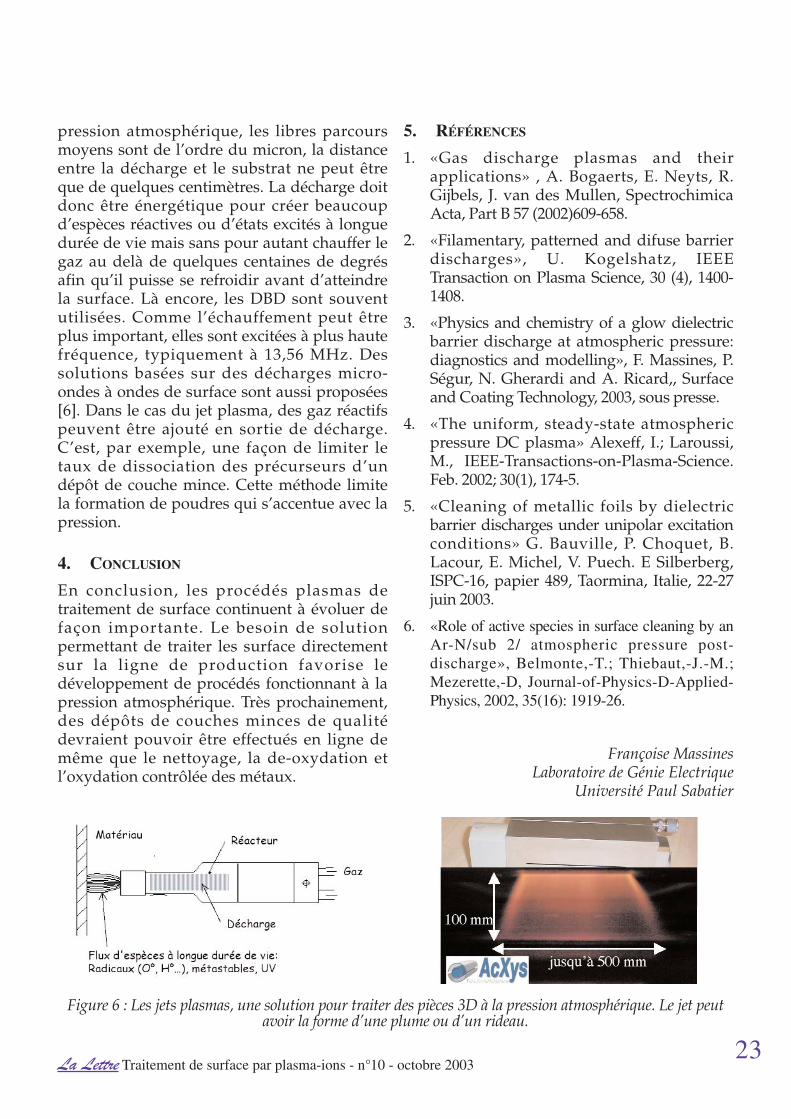
pression atmosphérique, les libres parcoursmoyens sont de l’ordre du micron, la distanceentre la décharge et le substrat ne peut êtreque de quelques centimètres. La décharge doitdonc être énergétique pour créer beaucoupd’espèces réactives ou d’états excités à longuedurée de vie mais sans pour autant chauffer legaz au delà de quelques centaines de degrésafin qu’il puisse se refroidir avant d’atteindrela surface. Là encore, les DBD sont souventutilisées. Comme l’échauffement peut êtreplus important, elles sont excitées à plus hautefréquence, typiquement à 13,56 MHz. Dessolutions basées sur des décharges micro-ondes à ondes de surface sont aussi proposées[6]. Dans le cas du jet plasma, des gaz réactifspeuvent être ajouté en sortie de décharge.C’est, par exemple, une façon de limiter letaux de dissociation des précurseurs d’undépôt de couche mince. Cette méthode limitela formation de poudres qui s’accentue avec lapression.
4. CONCLUSION
En conclusion, les procédés plasmas detraitement de surface continuent à évoluer defaçon importante. Le besoin de solutionpermettant de traiter les surface directementsur la ligne de production favorise ledéveloppement de procédés fonctionnant à lapression atmosphérique. Très prochainement,des dépôts de couches minces de qualitédevraient pouvoir être effectués en ligne demême que le nettoyage, la de-oxydation etl’oxydation contrôlée des métaux.
5. RÉFÉRENCES
1. «Gas discharge plasmas and theirapplications» , A. Bogaerts, E. Neyts, R.Gijbels, J. van des Mullen, SpectrochimicaActa, Part B 57 (2002)609-658.
2. «Filamentary, patterned and difuse barrierdischarges», U. Kogelshatz, IEEETransaction on Plasma Science, 30 (4), 1400-1408.
3. «Physics and chemistry of a glow dielectricbarrier discharge at atmospheric pressure:diagnostics and modelling», F. Massines, P.Ségur, N. Gherardi and A. Ricard,, Surfaceand Coating Technology, 2003, sous presse.
4. «The uniform, steady-state atmosphericpressure DC plasma» Alexeff, I.; Laroussi,M., IEEE-Transactions-on-Plasma-Science.Feb. 2002; 30(1), 174-5.
5. «Cleaning of metallic foils by dielectricbarrier discharges under unipolar excitationconditions» G. Bauville, P. Choquet, B.Lacour, E. Michel, V. Puech. E Silberberg,ISPC-16, papier 489, Taormina, Italie, 22-27juin 2003.
6. «Role of active species in surface cleaning by anAr-N/sub 2/ atmospheric pressure post-discharge», Belmonte,-T.; Thiebaut,-J.-M.;Mezerette,-D, Journal-of-Physics-D-Applied-Physics, 2002, 35(16): 1919-26.
Françoise MassinesLaboratoire de Génie Electrique
Université Paul Sabatier
23La Lettre Traitement de surface par plasma-ions - n°10 - octobre 2003
Figure 6 : Les jets plasmas, une solution pour traiter des pièces 3D à la pression atmosphérique. Le jet peutavoir la forme d’une plume ou d’un rideau.
1. INTRODUCTION
La diffusion des traitements de surface parplasma s’élargit de plus en plus vers desindustries autres que la micro-électronique oul'optique. Ces procédés se rencontrentmaintenant dans la plasturgie, le traitementthermique ou les bio-technologies, pourréaliser des opérations de nettoyage, depréparation avant collage ou de décoration.Cette diffusion est toutefois freinée par lemode de fonctionnent des technologiesplasma classiques qui se fait sous pressionréduite, dans des équipements sous vide.
De nouvelles possibilités sont maintenantoffertes grâce à la mise au point d'unetechnologie fonctionnant entièrement à lapression atmosphérique. Commercialisée parAcXys Technologies, société créée paressaimage du Groupe Air Liquide, cetterécente technologie est simple d’emploi etflexible. Riche en applications (préparation desurface, nettoyage, dépôt, greffage...), elles'adapte aussi bien au traitement en lignequ'au traitement batch.
2. TECHNOLOGIE, ÉQUIPEMENTS ETPROCÉDÉS
Pour réaliser des traitements de surface à lapression atmosphérique, il faut disposer d'unedécharge électrique entretenue dans cesconditions. De plus, l'un des objectifs étantaussi de réaliser des traitements sur desmatériaux pouvant être thermo-sensibles, il estnécessaire de disposer d'une technologieplasma qui reste «froide».
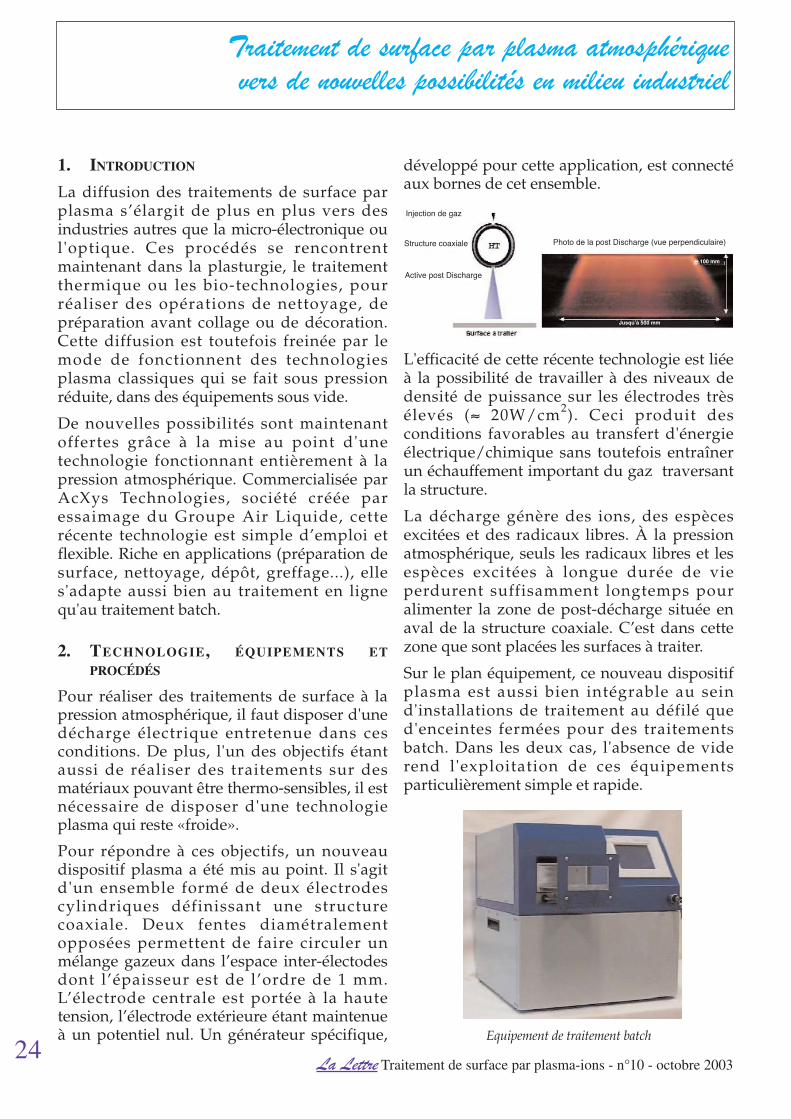
Pour répondre à ces objectifs, un nouveaudispositif plasma a été mis au point. Il s'agitd'un ensemble formé de deux électrodescylindriques définissant une structurecoaxiale. Deux fentes diamétralementopposées permettent de faire circuler unmélange gazeux dans l’espace inter-électodesdont l’épaisseur est de l’ordre de 1 mm.L’électrode centrale est portée à la hautetension, l’électrode extérieure étant maintenueà un potentiel nul. Un générateur spécifique,
développé pour cette application, est connectéaux bornes de cet ensemble.
L'efficacité de cette récente technologie est liéeà la possibilité de travailler à des niveaux dedensité de puissance sur les électrodes trèsélevés (≈ 20W/cm2). Ceci produit desconditions favorables au transfert d'énergieélectrique/chimique sans toutefois entraînerun échauffement important du gaz traversantla structure.
La décharge génère des ions, des espècesexcitées et des radicaux libres. À la pressionatmosphérique, seuls les radicaux libres et lesespèces excitées à longue durée de vieperdurent suffisamment longtemps pouralimenter la zone de post-décharge située enaval de la structure coaxiale. C’est dans cettezone que sont placées les surfaces à traiter.
Sur le plan équipement, ce nouveau dispositifplasma est aussi bien intégrable au seind'installations de traitement au défilé qued'enceintes fermées pour des traitementsbatch. Dans les deux cas, l'absence de viderend l'exploitation de ces équipementsparticulièrement simple et rapide.
24
Traitement de surface par plasma atmosphérique
vers de nouvelles possibilités en milieu industriel
La Lettre Traitement de surface par plasma-ions - n°10 - octobre 2003
Equipement de traitement batch
Injection de gaz
Structure coaxiale
Active post Discharge
Photo de la post Discharge (vue perpendiculaire)
100 mm
Jusqu’à 500 mm
Avec cette technologie plasma pressionatmosphérique, plusieurs familles de procédéssont proposées. Leurs efficacités ont étévalidées sur diverses applications. Elles seregroupent en 4 catégories:- des procédés oxydants (atmosphère à base
N2 + 0.01 à 21% d’O2 ),- des procédés réducteurs (atmosphère à base
de N2 + 1 à 3 % H2 ),- des procédés de greffage de molécules / de
dépôt de couches minces,- des procédés de gravure isotrope sur certains
matériaux (résines photo-sensibles).
3. TRAITEMENT DE SUBSTRATS POLYMERES -AUGMENTATION DE L'ÉNERGIE DESURFACE
Les polymères sont largement employésindustriellement. Cependant, l'inertiechimique de plusieurs de ces matériaux, qui setraduit par une faible énergie de surface (≈ 20dynes/cm2), impose de devoir procéder à destraitements de surface avant certainesopérations (marquage, collage, mise enpeinture,...). Il est habituel que les surfacessoient flammées mais elles peuventéventuellement être traitées par plasma sousvide, corona ou encore revêtues d’un primerd’adhérence. L'application de la technologieAcXys peut se substituer à ces techniques demanière avantageuse.
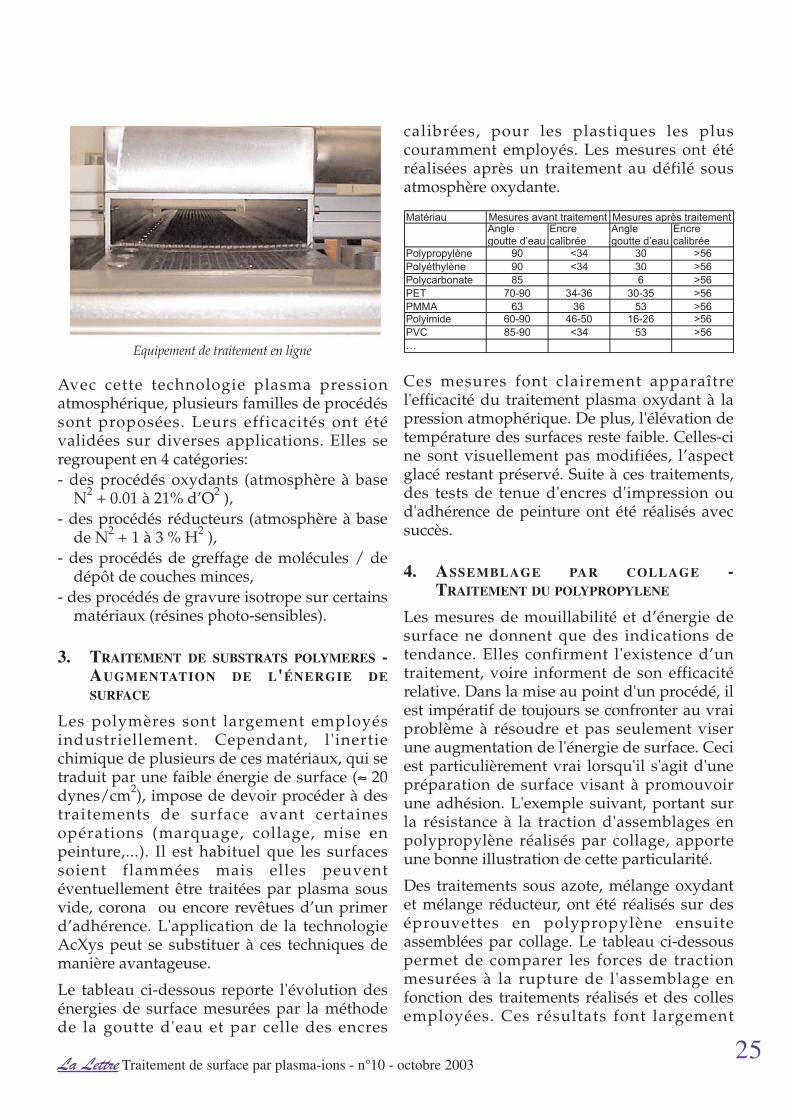
Le tableau ci-dessous reporte l'évolution desénergies de surface mesurées par la méthodede la goutte d'eau et par celle des encres
calibrées, pour les plastiques les pluscouramment employés. Les mesures ont étéréalisées après un traitement au défilé sousatmosphère oxydante.
Ces mesures font clairement apparaîtrel'efficacité du traitement plasma oxydant à lapression atmophérique. De plus, l'élévation detempérature des surfaces reste faible. Celles-cine sont visuellement pas modifiées, l’aspectglacé restant préservé. Suite à ces traitements,des tests de tenue d'encres d'impression oud'adhérence de peinture ont été réalisés avecsuccès.
4. ASSEMBLAGE PAR COLLAGE -TRAITEMENT DU POLYPROPYLENE
Les mesures de mouillabilité et d’énergie desurface ne donnent que des indications detendance. Elles confirment l'existence d’untraitement, voire informent de son efficacitérelative. Dans la mise au point d'un procédé, ilest impératif de toujours se confronter au vraiproblème à résoudre et pas seulement viserune augmentation de l'énergie de surface. Ceciest particulièrement vrai lorsqu'il s'agit d'unepréparation de surface visant à promouvoirune adhésion. L'exemple suivant, portant surla résistance à la traction d'assemblages enpolypropylène réalisés par collage, apporteune bonne illustration de cette particularité.
Des traitements sous azote, mélange oxydantet mélange réducteur, ont été réalisés sur deséprouvettes en polypropylène ensuiteassemblées par collage. Le tableau ci-dessouspermet de comparer les forces de tractionmesurées à la rupture de l'assemblage enfonction des traitements réalisés et des collesemployées. Ces résultats font largement
25La Lettre Traitement de surface par plasma-ions - n°10 - octobre 2003
Equipement de traitement en ligne
MatériauAnglegoutte d’eau
Encrecalibrée
Anglegoutte d’eau
Encrecalibrée
Polypropylène 90 <34 30 >56Polyéthylène 90 <34 30 >56Polycarbonate 85 6 >56PET 70-90 34-36 30-35 >56PMMA 63 36 53 >56Polyimide 60-90 46-50 16-26 >56PVC 85-90 <34 53 >56…
Mesures avant traitement Mesures après traitement
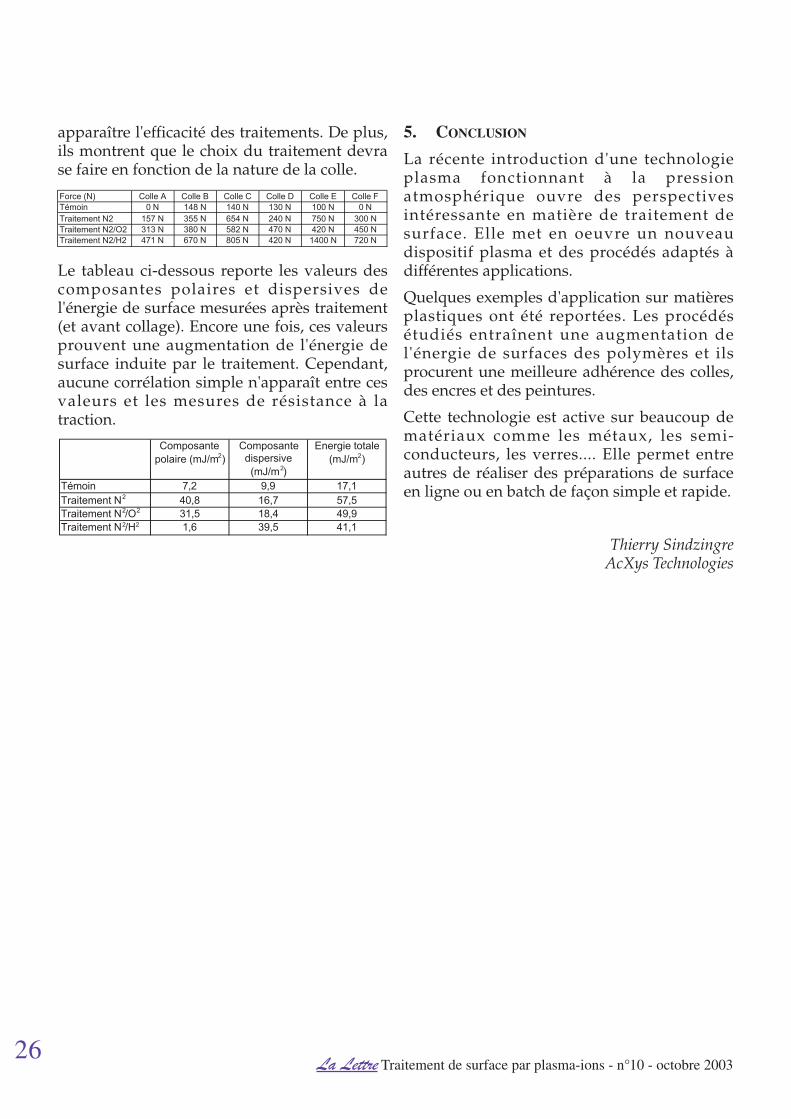
apparaître l'efficacité des traitements. De plus,ils montrent que le choix du traitement devrase faire en fonction de la nature de la colle.
Le tableau ci-dessous reporte les valeurs descomposantes polaires et dispersives del'énergie de surface mesurées après traitement(et avant collage). Encore une fois, ces valeursprouvent une augmentation de l'énergie desurface induite par le traitement. Cependant,aucune corrélation simple n'apparaît entre cesvaleurs et les mesures de résistance à latraction.
5. CONCLUSION
La récente introduction d'une technologieplasma fonctionnant à la pressionatmosphérique ouvre des perspectivesintéressante en matière de traitement desurface. Elle met en oeuvre un nouveaudispositif plasma et des procédés adaptés àdifférentes applications.
Quelques exemples d'application sur matièresplastiques ont été reportées. Les procédésétudiés entraînent une augmentation del'énergie de surfaces des polymères et ilsprocurent une meilleure adhérence des colles,des encres et des peintures.
Cette technologie est active sur beaucoup dematériaux comme les métaux, les semi-conducteurs, les verres.... Elle permet entreautres de réaliser des préparations de surfaceen ligne ou en batch de façon simple et rapide.
Thierry SindzingreAcXys Technologies
26La Lettre Traitement de surface par plasma-ions - n°10 - octobre 2003
Force (N) Colle A Colle B Colle C Colle D Colle E Colle FTémoin 0 N 148 N 140 N 130 N 100 N 0 NTraitement N2 157 N 355 N 654 N 240 N 750 N 300 NTraitement N2/O2 313 N 380 N 582 N 470 N 420 N 450 NTraitement N2/H2 471 N 670 N 805 N 420 N 1400 N 720 N
Composantepolaire (mJ/m2)
Composantedispersive(mJ/m2)
Energie totale(mJ/m2)
Témoin 7,2 9,9 17,1Traitement N2 40,8 16,7 57,5Traitement N2/O2 31,5 18,4 49,9Traitement N2/H2 1,6 39,5 41,1
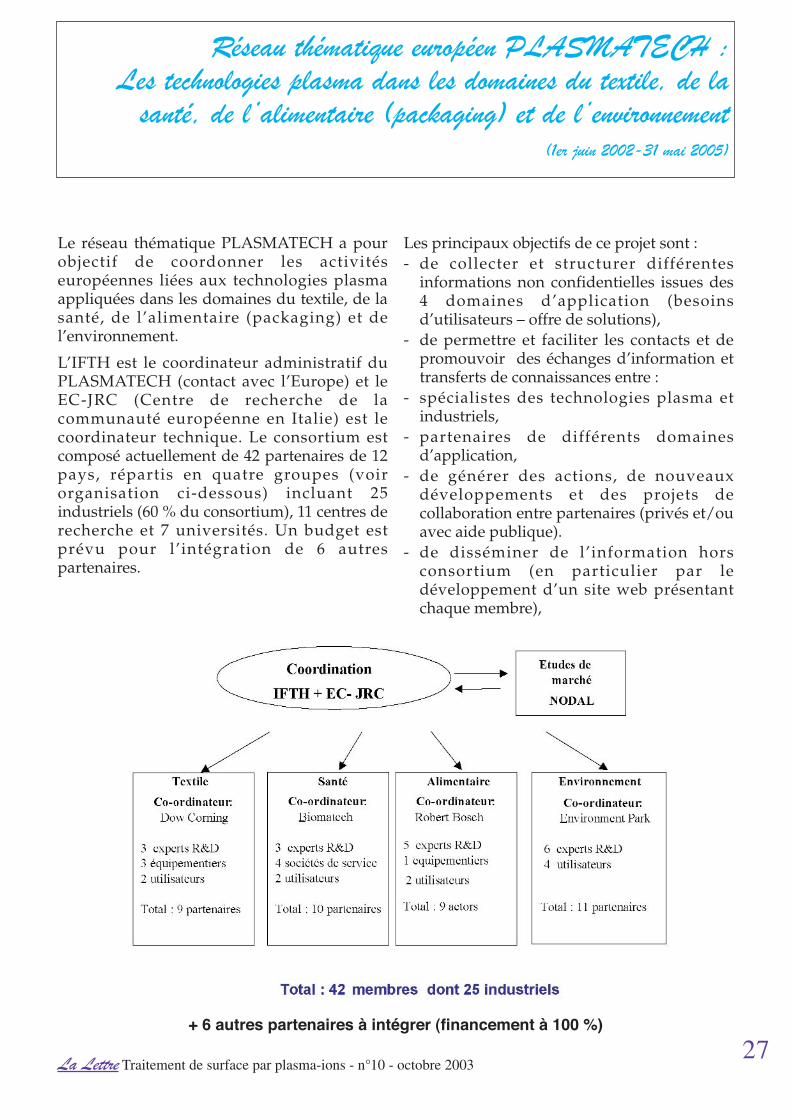
Le réseau thématique PLASMATECH a pourobjectif de coordonner les activitéseuropéennes liées aux technologies plasmaappliquées dans les domaines du textile, de lasanté, de l’alimentaire (packaging) et del’environnement.
L’IFTH est le coordinateur administratif duPLASMATECH (contact avec l’Europe) et leEC-JRC (Centre de recherche de lacommunauté européenne en Italie) est lecoordinateur technique. Le consortium estcomposé actuellement de 42 partenaires de 12pays, répartis en quatre groupes (voirorganisation ci-dessous) incluant 25industriels (60 % du consortium), 11 centres derecherche et 7 universités. Un budget estprévu pour l’intégration de 6 autrespartenaires.
Les principaux objectifs de ce projet sont :- de collecter et structurer différentes
informations non confidentielles issues des4 domaines d’application (besoinsd’utilisateurs – offre de solutions),
- de permettre et faciliter les contacts et depromouvoir des échanges d’information ettransferts de connaissances entre :
- spécialistes des technologies plasma etindustriels,
- partenaires de différents domainesd’application,
- de générer des actions, de nouveauxdéveloppements et des projets decollaboration entre partenaires (privés et/ouavec aide publique).
- de disséminer de l’information horsconsortium (en particulier par ledéveloppement d’un site web présentantchaque membre),
27
Réseau thématique européen PLASMATECH :
Les technologies plasma dans les domaines du textile, de la
santé, de l’alimentaire (packaging) et de l’environnement
(1er juin 2002-31 mai 2005)
La Lettre Traitement de surface par plasma-ions - n°10 - octobre 2003
+ 6 autres partenaires à intégrer (financement à 100 %)
28La Lettre Traitement de surface par plasma-ions - n°10 - octobre 2003
Au cours de la première année duPLASMATECH, le travail réalisé et lesprincipaux résultats obtenus sont les suivants :- état de l’art sur les technologies plasma
appliquées dans les domaines du textile, dela santé, de l’alimentaire et del’environnement,
- identification d’inter-relations entre lespartenaires de chaque groupe et entre lesdifférents groupes (identification desbesoins),
- définition de sujets potentiels decollaboration,
- études socio-économiques sur des thèmessélectionnés par le consortium,
- développement d’un site web décrivant lesactivités du PLASMATECH et chaquemembre du PLASMATECH(www.plasmatech.net)
Pour la deuxième et troisième année du projetPLASMATECH, l’activité sera concentrée surla mise en place de différents projets entre lespartenaires du projet mais également avec desacteurs hors PLASMATECH. L’organisationd’un symposium international est égalementplanifié pour le début de l’année 2005. Dans lemême temps, le travail réalisé durant lapremière année sera mis à jour (état de l’art,besoins et offres du consortium, études demarché, maintenance su site web).
Isabelle FerreiraIFTH
29La Lettre Traitement de surface par plasma-ions - n°10 - octobre 2003
Après les journées Stérilisation des 19 octobre2001, 1 juillet 2002 à Paris , pour la partiemédicale et du 19 septembre 2002 à Bourg-en-Bresse , pour la partie alimentaire (dont ontrouvera les compte rendus dans la lettre PISENo 10) , le GT a organisé une réunion le 7mars 2003 à Paris.
Des exposés ont été donnés par M. Moisan(Univ. Montréal) sur les résultats récents enstérilisation par plasma à pression réduite :évolution et mécanismes d’érosion des sporesdans une post-décharge de N2-O2.
Ensuite, J. Barbeau (Univ. Montreal) a présentéles biofilms sur instruments médicaux.
A nouveau, M. Moisan est intervenu pourexposer l’utilisation de l’ozone pour inactiverles micro-organismes.
Enfin, R. Eloy (Biomatech-Lyon) estintervenue sur la stérilisation par plasma :projets de recherche européens,environnement réglementaire.
Un compte rendu de cette réunion , ainsi queles copies des vues ,sont disponibles à ECRIN.
En conclusion à la réunion, il a été souhaitéd’exposer les résultats des réacteurs à lapression atmosphérique, de traiter de ladécontamination et de réunir les applicationsmédicales et alimentaires.
Le GT prépare en ce moment une réunion le1er juillet 2003 , en parallèle du CIP-2003, àAntibes.
Il s’agit de profiter de la présence deM.Laroussi (Newports News), invité au CIPpour exposer ses résultats sur la stérilisationdans les réacteurs à plasmas d’air à la pressionatmosphérique (p.a).
Préalablement à la réunion du GT, le CIPorganise un forum sur la stérilisation oùinterviendront les sociétés Absys ( stérilisationmédicale à la p.a), APIT (P. Koulik –stérilisation alimentaire à la la p.a) et W. Zorzi(Pharmacie de Liège) sur les prions.
Pour la réunion du G.T de PISE , il est prévules interventions de M.Laroussi, encomplément de sa conférence invitée , de W.Zorzi, en complément de son intervention auforum et de M. Sixou sur la flore buccale.
Les deux réunions : Forum-CIP et GT-PISEapporteront ainsi des informationscomplémentaires, à la suite l’une de l’autre.
André RicardCPAT, Université de Toulouse III
Groupe de travail Stérilisation
30La Lettre Traitement de surface par plasma-ions - n°10 - octobre 2003
BILAN ET PERSPECTIVES
Le club CRIN PISE a ouvert, depuis deux ansmaintenant, un groupe de travail sur lecouplage des procédés plasma avec leur moded’alimentation. Il s’agit d’un sujet d’actualitéqui fait appel à plusieurs disciplines (physiquede plasmas, matériaux, électronique depuissance, génie électrique).
Durant l’année passée, nous avons organisédeux réunions de travail, la première le 8juillet sur les différents modes d’alimentationdes réacteurs plasma. Une vingtaine depersonnes étaient présentes à cette demie-journée. La deuxième demie-journée a eu lieule 3 décembre dans les locaux du CTCPA avecla contribution d’Alain Mimouni. Pendantcette réunion qui a réuni 35 personnes, nousavons débattu de la modification descaractéristiques de la décharge électrique sousles contraintes imposées par son alimentation.Nous avons également eu l’occasion dediscuter du procédé « Bright Light » de plusen plus utilisé comme méthode de stérilisationpar l’industrie agroalimentaire. Le moded’alimentation semble jouer un rôledéterminant dans ce procédé innovant. Ceprocédé semble très prometteur, maisbeaucoup des questions fondamentales restentaujourd’hui sans réponse. Notre groupe detravail, en collaboration avec des spécialistesdu monde agroalimentaire pourrait contribuerà l’optimisation du procédé.
Au fur et à mesure de l’avancement destravaux de ce groupe, les problèmes defiabilité et de sûreté de fonctionnement dessystèmes complexes basés sur les procédésplasma ont émergé. Aujourd’hui nous savonsque la moindre variation des caractéristiquesélectriques de l’alimentation du réacteur peutavoir des conséquences très aléatoires sur leprocédé et, à l’opposé, la charge plasma àcause de sa forte non-linéarité peut avoir uneinfluence (souvent néfaste) sur les composantsélectroniques de son alimentation.
Si l’identification des causes de ces problèmesde fiabilité et de sûreté de fonctionnementconcerne la communauté académique, cesdernières ont une incidence directe sur lesapplications industrielles. Ils sont par ailleurstrès complexes à traiter d’où le besoin de faireappel à des spécialistes provenant d’horizonsdivers.
Étudier ces problèmes et proposer dessolutions concrètes nécessite un grand effortqui dépasse les limites du club PISE. C’estainsi que ECRIN a décidé de mettre en routeune action horizontale (atelier) qui auracomme objectif de coordonner et cibler lesactions des partenaires afin de mieux aborderla thématique et aboutir à des projetsindustriels concrets.
Une journée inaugurale a été programméepour le 8 juillet 2003. Elle a comme objectif deréunir toute personne intéressée par cetteproblématique et lors de la table ronde quisuivra les quelques exposés « clefs » essayerd’identifier quelques cas tests et des consortiaqui voudraient y travailler concrètement.
Georges ZissisRapporteur scientifique du Club PISE
CPAT, Université de Toulouse III
Groupe de travail Décharges – Alimentations

Le traitement des surfaces d’alliages légers(bases aluminium, titane ou magnésium) afortement évolué ces dernières années grâce àl’apparition de nouvelles technologies. A titred’exemples, l’implantation ionique parimmersion plasma, l’anodisation micro-arcsou encore la nitruration par arc transféréeconstituent aujourd’hui autant de solutionsplasma qui permettent d’opérer destraitements à des températures voisines del’ambiante. Qu’il s’agisse de durcir lessurfaces, d’augmenter leur résistance à l’usureou de les préparer avant collage, lesapplications de ces nouveaux procédés plasmasont multiples et compatibles avec lesexigences écologiques et environnementaleseuropéennes à venir. Le développement desources unidirectionnelles fonctionnant à lapression atmosphérique devrait permettre deproposer des solutions technologiques auxtraitements de pièces au défilé. Les travauxactuels autours de ces sources concernent lamise au point de plasma sans parois produitspar des cavités résonnantes, de déchargesluminescentes ou de torches.
RÉFÉRENCES
1. K. Funatani, Emerging technology in surfacemodification of light metals, Surface andCoatings Technology,133-134 (2000) pp. 264-272
2. A. S. Korhonen and E. Harju, SurfaceEngineering with Light Alloys–HardCoatings, Thin Films, and Plasma Nitriding,Journal of Materials Engineering andPerformance, 9-3 (2000) pp. 302-305
Thierry BelmonteLSGS, Écoles des Mines de Nancy
31
De nouveaux procédés pour le traitement des alliages légers
La Lettre Traitement de surface par plasma-ions - n°10 - octobre 2003

32La Lettre Traitement de surface par plasma-ions - n°10 - octobre 2003
PUBLICATIONS
A. Doubla, F. Abdelmalek, K. Khalifa, A.Addou, J.L. Brisset.Post-discharge plasmachemical oxidation of Iron(II)complexes. J. Appl. Electrochem. 33 (2003) 73.
B. Benstaali, A. Addou, J.L. Brisset.Electrochemical and RX investigation of 304 L and316 L austenitic stainless steels treated by agliding arc in humid air. Mat. Chem. Phys. 78(2002) 214.
V. Vancoppenolle, P-Y. Jouan, A. Ricard, M.Wautelet, J-P. Dauchot, M. Hecq.Oxygen active species in Ar-O2 magnetrondischarge for TiO2 deposition. Appl. Surf. Sci. 205(2003) 249.
M. Mozetic, A. Ricard, D. Babic, I. Poberaj, J.Levaton, V. Monna, U. Cvelbar.Comparison of NO titration and fiber opticscatalytic probes for determination of neutraloxygen atom concentration in plasmas andpostglows. J. Vac. Sci. Tech. A24 (2003)1.
C. Nouvellon, S. Konstantinidis, J-P.Dauchot, M. Wautelet, P-Y. Jouan, A. Ricard,M. Hecq.Emission spectroscopy diagnostic of sputtered Ti inmagnetron amplified discharges. J. Appl. Phys. 92(2002) 32.
A. Ricard, C. Nouvellon, S. Konstantinidis, J-P. Dauchot, M. Wautelet, M. Hecq.Density and temperature in an inductivelyamplified magnetron discharge for Ti deposition. J.Vac. Sci. Tech. A20 (2002)1488.
V. Monna, C. Nguyen, M. Kahil, A. Ricard,M. Sixou.Sterilization of dental bacteria in a flowing N2-O2
post-discharge reactor. IEEE-Trans. Plasma Sci.30 (2002) 1437.
H. Carrere, A. Arnoult, A. Ricard, E. Bedel-Pereira.RF plasma investigation for plasma assisted MBEgrowth of (Ga, In)(As, N) materials. J. CrystalGrowth 243 (2002) 295.
D. Nicolas-Debarnot, F. Poncin-Epaillard.Polyaniline as a new sensitive layer for gassensors. Anal. Chim. Acta 475 (2003) 1.
F. Dreux, S. Marais, F. Poncin-Epaillard, M.Metayer, M. Labbé.Surface modification by low-pressure plasma ofpolyamide 12 (PA12). Improvement of the waterbarrier properties. Langmuir 18 (2002) 10411.
F. Poncin-Epaillard, M. Aouinti.Characterization of CO2 plasma and interactionswith polypropylene film. Plasma Polym. 7 (2002) 1.
M. Aouinti, A. Gibaud, D. Chateigner, F.Poncin-Epaillard.Planar texture developped in plasma treatedpolypropylene films. Mat. Sci. Forum 408-12(2002) 1579.
N. Médard, J.C. Soutif, F. Poncin-Epaillard.Characterization of CO2 plasma-treatedpolyethylene surface bearing carboxylic groups.Surf. Coat. Technol. 160 (2002) 197.
M. Charbonnier, M. Romand.Tin-free electroless metallization of glass substratesusing different PACVD surface treatmentprocesses. Surf. Coat. Technol. 162 (2002) 19.
M. Charbonnier, Y. Goepfert, M. Romand.New developments in the adhesion promotion ofelectroless Ni or Cu films on polyimide substrates.In "Polyimides and Other High TemperaturePolymers", K.L. Mittal Ed., VSP, Utrecht, TheNetherlands (2003) pp. 1-26.
S. Subrahmanyan, J.C. Dillard, M. Romand,M. Charbonnier, B.J. Love.The transience of plasma surface modification as anadhesion promoter for polychlorotrifluoroethylene.J. Vac. Sci. Technol. A20 (2002) 707.
M. Romand, M. Charbonnier, Y. Goepfert.Plasma and VUV pretreatments of polymersurfaces for adhesion enhancement of electrolesslydeposited Ni or Cu films. In "Metallization ofPolymers 2", E. Sacher Ed., Kluwer Academic/Plenum Publishers, New York (2002) pp. 191-205.
BibliographiePublications et thèses
33La Lettre Traitement de surface par plasma-ions - n°10 - octobre 2003
T. M. Minea, J. Bretagne.Simple model of power deposited into the plasmabulk of rf planar magnetrons. Plasma Sources Sci.Technol. 12 (2003) 97.
A. Salabas, G. Gousset, L.L. Alves.Charged particle transport modelling in silane-hydrogen radio-frequency capacitively coupleddischarges. Vacuum-Surf. Eng. 69 (2003) 213.
K. Bouamra, J.R. Vacher, F. Jorand, N.Simiand, S. Pasquiers.Electron impact ionisation and partial ionisationcross-sections of isooctane. Chem. Phys. Lett. 373(2003) 237.
Y. Bychkov, S. Gortchakov, B. Lacour, S.Pasquiers, V. Puech, A. Yastremski.Two-step ionization in non-equilibrium SF6discharges at high current density. J. Phys. D :Appl. Phys. 36 (2003) 380.
F. Letendu, M.C. Hugon, M. Touzeau, B.Agius, J. Bretagne.Dépôt d'oxyde d'Iridium pour pulvérisationcathodique magnétron. Le Vide 304 (2002) 337.
P. Tristan, G. Gousset, C. Regnier, J.Desmaison.Modelling of a microwave flowing oxygendischarge: application to remote plasma enhancedCVD of silica films. Plasma Sources Sci.Technol. 11 (2002) 241.
C. Vautrin-Ul, F. Roux F., C. Boisse-Laporte,J.L. Pastol, A. Chausse.Hexamethyldisiloxane HMDSO-plasmapolymerised coatings as primer for iron corrosionprotection: Influence of RF bias. J. Mat. Chem.(2002) 2318.
A. Granier, M. Vervloet, K. Aumaille, C.Vallee.Optical emission spectra of TEOS and HMDSOderived plasmas used for thin film deposition.Plasma Sources Sci. Technol. 12 (2003) 89.
G. Borvon, A. Goullet, X. Mellhaoui, N.Charrouf, A. Granier.Electrical properties of low-dielectric-constantfilms prepared by PECVD in O2/CH4/HMDSO.Mater. Sci. Semiconductor Process. 5 (2003)279.
G. Marcos, A. Rhallabi, P. Ranson.Monte-Carlo simulation for etching of deeptrenches in Si by a SF6/O2 plasma mixture. J. Vac.Sci. Technol. A21 (2003) 87.
B. Angleraud, N. Mubumbila, P-Y. Tessier.Effect of rf antenna on carbon nitride filmsdeposited by ionised rf magnetron sputtering.Diamond Relat. Mater. 12 (2003) 1093.
F. Gaboriau, G. Cartry, M-C. Peignon, Ch.Cardinaud.Selective and deep plasma etching of SiO2:comparison between different fluorocarbon gases(CF4, C2F6, CHF3) mixed with CH4 or H2 andinfluence of residence time. J. Vac. Sci. Technol.B20 (2002) 1514.
G. Lombardi, X. Duten, K. Hassouni, A.Gicquel.On the interest of pulsed microwave plasmas fordiamond deposition. J. Electrochem. Soc. 150(2003) 311.
T. Novikova, B. Kalache, P. Bulkin, K.Hassouni, W. Morscheidt, P. Roca iCabarrocas.Numerical modeling of RF plasmas: effect offrequency and pressure. J. Appl. Phys. 93 (2003)3198.
W. Morscheidt, K. Hassouni, N. Bauduin, F.Arefi-Khonsari, J. Amouroux.On the use of a global kinetics models for theinvestigation of energy deposition and chemistry inRF argon-oxygen plasmas working in the torrregime. Plasma Chem. Plasma Process. 23(2003) 117.
W. Morscheidt, K. Hassouni, F. Arefi-Khonsari and J. Amouroux.Modelling and experimental study of anO2/Ar/tetramethyltin discharge used for thedeposition of transparent conductive thin tin oxidefilms. Thin Solid Films 427 (2003) 219.
X. Duten, A. Rousseau, A. Gicquel, K.Hassouni, P. Leprince. Time-resolved measurements of the gastemperature in a H2/CH4 medium pressuremicrowave 915 MHz pulsed plasma. J. Phys. D:Appl. Phys. 35 (2002) 1939.
A. Gicquel, K. Hassouni, G. Lombardi, X.Duten, A. Rousseau.New driving parameters for diamond depositionreactors : pulsed mode versus continuous mode.Mater. Research. 6 (2002) 1516.

34La Lettre Traitement de surface par plasma-ions - n°10 - octobre 2003
K. Hassouni, T. A. Grotjohn, A. Gicquel. Different discharge regimes in a microwave cavitycoupling system used for the generation ofmoderate pressure H2 and H2/CH4 plasmas. IEEE-Trans. Plasma Sci. 30 (2002) 172.
M. Capitelli, R. Celiberto, F. Esposito, A.Laricchiuta, K. Hassouni, S. Longo.Elementary processes and kinetics of H2 plasmasfor different technological applications. PlasmaSources Sci. Technol. 11 (2002) A7.
I.H. Choi, S. Barrat, E. Bauer-GrosseQuantitative characterization of the true epitaxialratio in the first stage of the MPCVD diamondsynthesis. Diamond Relat. Mater. 12 (2003) 362.
H. He, T.Czerwiec, C. Dong, H. Michel Effect of grain orientation on the nitriding rate of anickel base alloy studied by electron backscatterdiffraction. Surf. Coat. Technol. 163-164 (2003)331.
J.F Pierson, V. Chapusot, A. Billard, M.Alnot, Ph. Bauer. Characterization of reactively sputtered Ti-B-Nand Ti-B-0 coatings. Surf. Coat. Technol. 151-152(2002) 526.
T. Belmonte, J.M. Thiebaut, H. Michel, R.P.Cardoso, A. Maliska. Reduction of metallic oxides by late Ar-H2-N2post-discharge Part I : Application to copperoxides. J. Vac. Sci. Technol. A20 (2002) 1347.
T. Belmonte, J.M. Thiebaut, H. Michel, R.P.Cardoso, A. Maliska.Reduction of metallic oxides by late Ar-H2-N2post-discharge Part II : Applications to ironoxides. J. Vac. Sci. Technol. A20 (2002) 1353.
T. Belmonte, J.M. Thiebaut, D. Mezerette. Role of active species in surface cleaning by an Ar-N2 atmospheric. J. Phys. D : Appl. Phys. 35(2002) 1919.
P. Chapelle, T. Czerwiec, J.P. Bellot, A. Jardy,D. Lasalmonie, J. Senevat, D. Ablitzer.Plasma diagnostic by emission spectroscopy duringvacuum arc remelting. Plasma Sources Sci.Technol. 11 (2002) 301.
P. Chabert, H. Abada, J.-P. Booth, M.A.Lieberman.Radical dynamics in unstable CF4 inductivedischarges. J. Appl. Phys. (to be published July1, 2003).
P. Chabert, A.J. Lichtenberg, M.A.Lieberman, A.M. Marakhtanov.Dynamics of steady and unsteady operation ofinductive discharges with attaching gases. J. Appl.Phys. (to be published July 1, 2003).
A. Perret, P. Chabert, J.-P. Booth, J. Jolly, J.Guillon, Ph. AuvrayIon flux non-uniformities in large area highfrequency capacitive discharges. Appl. Phys. Lett.(to be published, July 14, 2003).
H. Abada, P. Chabert, J.P. Booth, J. Robiche,G. CartryGas temperature radients in a CF4 inductivedischarge. J. Appl. Phys. 92 (2002) 4223.
M. Hertl, J. Jolly, G. Baravian.Detection of hydrogen atoms in SiH4-H2 radio-frequency plasmas using two-photo laser-inducedfluorescence. J. Appl. Phys. 92 (2002) 710.
M.A. Lieberman, J.P. Booth, P. Chabert, J.M.Rax, M.M. Turner.Standing wave and skin effects in large-area, high-frequency capacitive discharges. Plasma SourcesSci. Technol. 11 (2002) 283.
J.P. Bardet, J.C. Valognes, Y. Vitel.Comparative study on Stark broadenings of neutralHe(I) spectral line shapes in dense cold plasmas. J.Quant. Spectrosc. Radiat. Transfer. 76 (2003)45.
S.A. Flih, E. Oks, Y. Vitel.Comparison of the Stark widths and shifts of theH-alpha line measured in a flash tube withtheoretical results. J. Phys. B: At. Mol. Phys. 36(2003) 283.
A. Lacoste, S. Béchu, Y. Arnal, J. Pelletier, C.Vallée, R. Gouttebaron, J.P. Stoquert. Nitrogen profiles in materials implanted viaplasma-based ion implantation. Surf. Coat.Technol. 156 (2002) 125.
A. Lacoste, S. Béchu, Y. Arnal, J. Pelletier, R.Gouttebaron. Plasma-based ion implantation of oxygen instainless steel : influence of ion energy and dose.Surf. Coat. Technol. 156 (2002) 225.
N. Philip, B. Saoudi, M-C. Crevier,M.Moisan, J. Barbeau, J. Pelletier.The respective role of UV photons and oxygenatoms in plasma sterilization at reduced gaspressure : the case of N2-O2 mixtures. IEEE Trans.Plasma Sci. 30 (2002) 1429.

35La Lettre Traitement de surface par plasma-ions - n°10 - octobre 2003
M.Moisan, J. Barbeau, M-C. Crevier, J.Pelletier, N. Philip, B. Saoudi.Plasma sterilization : methods and mechanism.Pure Appl. Chem. 74, (2002) 349.
M. Bernard, A. Deneuville, T. Lagarde, J.Pelletier, N. Casanova, E. Gheeraert.Etching of p and n type doped monocrystallinediamond using an ECR oxygen plasma source.Diamond Relat. Mater. 11 (2002) 828.
A. Lacoste, T. Lagarde, S. Béchu, Y. Arnal, J.Pelletier.Multi-dipolar plasmas for uniform processing :physics, design and performance. Plasma SourcesSci. Technol. 11 (2002) 407.
THESES
F. Letendu.Dépôt de films minces de TaSiN et d'IrO2 par
pulvérisation cathodique réactive : optimisation entant que barrière de diffusion à l'oxygène etélectrode.Paris Sud (13/03/2003).
C. Deniset.Activation physico-chimique par déchargecouronne. Paris Sud (19/12/2002).
S. Dupre.Étude sur le traitement, par décharges barrièrediélectrique, d'effluents gazeux chargés en NO:identification des mécanismes réactionnels etélaboration d'un procédé innovant. Paris Sud (16/12/ 2002).
M. Petit.Caractérisation et étude électrique de déchargespointe-plan à barrière diélectrique, dans l'air àpression atmosphérique, en vue d'en maîtriser laréactivité chimique.Paris Sud (16/09/2002).
G. Marcos.Simulation numérique par méthode Monte-Carlode la gravure du silicium en plasma fluoré. Etudedu rôle de l'oxygène dans la passivation.Comparaison avec des résultats expérimentaux.Nantes (18/12/2002).
N. Mubumbila.Elaboration par pulvérisation ionique réactive etcaractérisation de couches minces de carbonitrureamorphe a-CNx.Nantes (19/05/2002).
G. Borvon.Elaboration par plasma d'hexaméthyldisiloxane decouches minces à faible constante diélectrique pourapplications aux interconnexion en CMOS. Nantes (22/05/2002).
D. Mezerette. Diagnostics et modélisation du nettoyage desurface par une post-décharge micro-ondes argon-azote.Docteur INPL «Science et Ingénierie desMatériaux» (11/10/2002).
V. Chapusot. Synthèse et caractérisation de revêtementsnanostructurés à base de nitrures de titane et dezirconium obtenus par évaporation par arcélectrique sous basse pression. Docteur INPL «Science et Ingénierie desMatériaux» (10/03/2003).
S.A. Flih.Etude des profils de la raie H alpha et de raiesatomiques et ioniques de gaz rares émises par desplasmas denses et froids créés dans des tubes àéclairs à remplissage variable (Kr - H2, Ar - H2).
UPMC (07/07/2003)
Contact: A.M. Diamy (UPMC)Email: [email protected]
Tél.: 01 44 27 55 25 - Fax: 01 44 27 55 36
36La Lettre Traitement de surface par plasma-ions - n°10 - octobre 2003
Président : Jérôme Perrin, Air Liquide, Jouy enJosas
Chargée de mission : Véronique Thierry-Mieg,Ecrin
Rapporteur scientifique : Georges Zissis, CPAT,université de Toulouse III
Composition du Club
Directeur de la publication : Jacques MartineauRédacteur en chef : Jérôme Perrin
Coordination : Véronique Thierry-MiegMaquette : Franck Gehrhard
ECRIN - 32, boulevard de Vaugirard - 75015 ParisTéléphone : 01 42 79 51 00 - Fax : 01 42 79 50 99
http://www.ecrin.asso.fr - E-mail : [email protected]© octobre 2003
Groupes de travail
Traitement de surface de métaux et depolymèresFabienne Poncin-Epaillard (Université duMaine), Thierry Belmonte (Ecole des Mines deNancy)
Couplages réacteurs-alimentationsGeorges Zissis (CPAT, université de ToulouseIII) et Jean-Marc Poirson (HEF)
Stérilisation par plasmas froidsAndré Ricard (CPAT, université de Toulouse III)et Michel Sixou (Faculté de Chirurgie dentaire)
La lettreTRAITEMENT DE SURFACE
PAR PLASMA-IONS (PISE)