Embed Size (px)
Citation preview

Bureau d’études GIRUS
L’audit énergétique en industrie
220 personnes
dont 190 ingénieurs ou techniciens
Des équipes :
Pluridisciplinaires (domaines
techniques, économiques et juridiques),
Qualifiées (compétences et domaines
d’expertises variés)
Sensibilisées aux enjeux
environnementaux et sociétaux
GIRUS est une société SAS au capital de 1.500.000 € détenu à
100% par ses cadres et dirigeants. GIRUS est indépendante de tout
groupe industriel, financier, constructeur ou exploitant.
Quelques chiffres
Un chiffre d’affaires en progression constante :
+ 15% par an depuis 10 ans 16 M€ HT pour 2012
Ingénierie des Bâtiments et Infrastructures
Ingénierie des énergies
Construction de bâtiments
Habitat, industrie, tertiaire
Infrastructures - aménagements
Production et distribution
Utilisation rationnelle
Gestion et valorisation
Gestion et traitement des eaux,
des déchets, de l’air
Environnement et territoires
Ingénierie de l’environnement
Energies et procédés industriels
• Chaufferie industrielle, vapeur, fluide
thermique
• Ressource bois, biomasse, combustion,
gazéification
• Réseaux de chaleur, de froid
• Valorisation thermique, traitement des gaz
et des rejets
Chaufferie bois
Besançon (25)
Ingénierie des énergies
Fluides des bâtiments et génie
climatique
• Chauffage, ventilation, traitement d’air
• Production de froid, climatisation,
traitements d’eau
• Salles propres, conditionnées,
laboratoires
• Éclairage naturel
Energies renouvelables, HQE
• Bâtiment à énergie positive
• Energies renouvelables
• Approche Haute Qualité
Environnementale
Electricité, courants faibles
• Réseaux MT, BT, courants faibles, VDI
• Automatismes, instrumentations

L’audit énergétique en industrie
Différentes approches pour différents projets
1er exemple : problématique ciblée sur un éléments du process dans un objectif de
gain de production
2ème exemple : problématique multi-flux (énergie/matière) – Optimisation des
consommations de vapeur et valorisation des sous-produits
Chaque industriel a des problématiques différentes – L’approche
de l’audit doit être ajustée à chaque situation
Exemple d’audit en papeterie
L’audit énergétique en industrie
Définition du périmètre et des objectifs de l’audit
LA PAPETERIE dispose d’une usine de papier recyclé fonctionnant 24h/24.
• Capacité de production de 200.000 Tonnes de bobines préfabriquées par an
• Consommation d’environ 500.000 Tonnes de vapeur sur deux machines à papier
Projet de mise en place sur le site d’une centrale de cogénération biomasse équipée d’une turbine
à vapeur destinée à
• La production électrique à destination du réseau EDF
• La production de vapeur à destination de la papeterie
OBJECTIF : Optimisation du fonctionnement de la turbine à vapeur afin
d’augmenter le rendement global du cycle
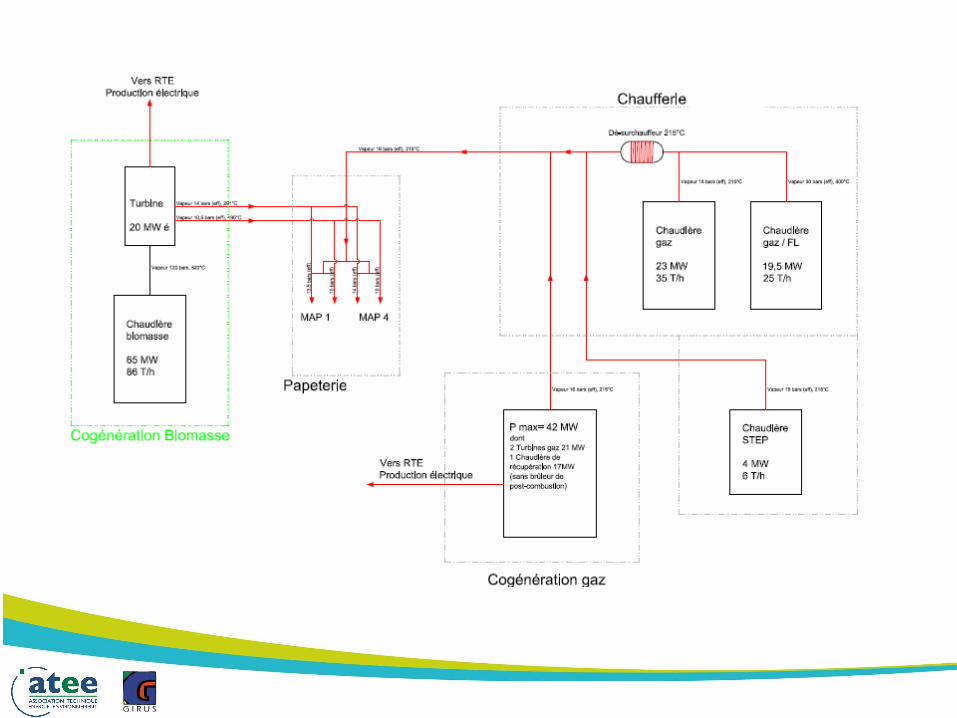
Etat des lieux - Mesures spécifiques
Les machines à papier de la papeterie nécessitent pour leur fonctionnement
• De vapeur dite « motrice » à une pression de 14,5 bars(eff)
• De vapeur dite « process » à une pression de 10,5 bars(eff)
La Papeterie dispose actuellement de moyens de production de vapeur via une chaufferie gaz
délivrant un seul niveau de pression de 16,5 bars(eff)
Aucun dispositif de comptage permettant d’évaluer la consommation de vapeur « motrice » et la
consommation de vapeur « process »
Nécessité de mettre en place un système de comptage afin de définir la quantité de
vapeur nécessaire au fonctionnement du process suivant les deux niveaux de pression
de vapeur
Analyse détaillée des consommateurs de vapeur afin d’identifier les sources possibles
d’optimisation
Nécessité de faire réaliser, par le fabricant des machines, une analyse détaillée de leur
mode de fonctionnement
Analyse des résultats
Nécessité d’engager des travaux sur le process afin d’optimiser la
répartition de la consommation de vapeur
Réalisation d’une campagne de mesures avec instrumentation (mise en place de débitmètres
vapeur) des différentes lignes de vapeur qui a permis de définir avec précision :
La consommation de vapeur « motrice »
La consommation de vapeur « process »
Analyse de l’architecture des réseaux de distribution de vapeur à l’intérieur de l’usine :
Possibilité de modification des réseaux afin de pouvoir délivrer séparément chacune
des vapeurs aux machines à papier
Analyse du mode de fonctionnement des machines à papier
Identification d’un thermo compresseur sur consommateur de vapeur « motrice »
Modification possible des machines afin de réduire la consommation de vapeur
« motrice »
Evaluation des solutions techniques
Conservation du fonctionnement actuel des machines à papier
• Mise en place d’une turbine à vapeur disposant d’un seul soutirage à une pression de
15,5 bar(a)
Modification des machines à papier
• Mise en place d’une turbine à vapeur disposant de deux soutirages, chacun à un niveau
de pression différent,
• Production électrique turbine à vapeur : 110 600 MWh/an
• Production thermique : 302 711 MWh/an
• Production électrique turbine à vapeur : 115 400 MWh/an
• Production thermique : 302 711 MWh/an
Augmentation de +5% de la production électrique annuelle

Evaluation des investissements
Modifications pour réduire la consommation de vapeur motrice des thermos : 200 000 €
Modifications nécessaires pour une alimentation vapeur en 10,5 et 14 bars : 100 000 €
Fourniture et installation d'un nouveau barillet vapeur : 200 000 €
Surcoût turbine avec 1 soutirage supplémentaire et 2 réseaux vapeurs : 500 000 €
Investissements à réaliser = 1 000 000 €
Gain généré par la modification du process
Vente supplémentaire d’électricité au réseau EDF : 750 000 €/an
Temps de retour de l’investissement : < 2ans
Exemple d’audit en Agroalimentaire
L’audit énergétique en industrie
Définition du périmètre et des objectifs de l’audit
INDUSTRIE AGROALIMENTAIRE : production annuelle de l'unité est d'environ 42 000 t de
produits finis (principalement frites) obtenus à partir de 75 000 t de pommes de terre.
dans le cadre du projet d'extension de son unité de production, souhaite mener une réflexion
globale sur
• La partie énergétique de son process
• La valorisation du biogaz produit par l'unité de méthanisation des effluents.
OBJECTIF DE L’AUDIT:
Analyse de la production et de la distribution de la vapeur
Examen des potentiels de récupération d’énergie
Opportunité de valorisation du biogaz
PHASE 1 : Etat des lieux de la production et la distribution de la vapeur
Etat des lieux des équipements de production
OBJECTIF : Dans le cadre de l'augmentation de la production de produits finis du site il est apparu
intéressant, d'une part de savoir si la capacité de cette chaudière est suffisante et d'autre part de
détecter les améliorations possibles sur la distribution ou l'utilisation de la vapeur, pour remplir
les conditions suivantes :
CONDITIONS A REUNIR :
Une disponibilité permanente de cette vapeur.
Une qualité de cette vapeur en terme de pression et de débit suffisant.
Une fiabilité des installations pour ne pas engendrer d’arrêt de la production.
Etat des lieux des équipements de production portant sur les équipements suivants :
Générateur de vapeur
Bâche alimentaire et dégazeur thermique
Barillet général de distribution
Circuits de livraison de la vapeur
Circuits de retour condensats
Postes terminaux de livraison de la vapeur
PHASE 1 : Etat des lieux de la production et la distribution de la vapeur
Analyse technique – Points Forts
Les installations de production de la vapeur sont en bon état et leur fonctionnement
correspond aux besoins des utilisateurs.
Les installations de distribution de la vapeur sont relativement bien conçues, pas de
problèmes particuliers sensibles, comme :
• Les coups de bélier au démarrage,
• Un désaérage difficile qui se traduit généralement par des performances
diminuées des échangeurs,
• Une vapeur de mauvaise qualité sur les récepteurs, humide avec des
entraînements de gouttelettes (Peu d'impact car une grande partie de la vapeur
est utilisée directement en réchauffage de bains).
Les purges sont correctement dimensionnées, avec filtre, purgeur adapté, contrôleur
visuel et vannes de sectionnement.
Les pentes réseaux sont correctes pour un acheminement des condensats vers les points
des purges.
PHASE 1 : Etat des lieux de la production et la distribution de la vapeur
Analyse technique – Points Faibles
Les purges continues du générateur sont simplement rejetées aux eaux usées par
l'intermédiaire d'une bouteille d'éclatement.
La récupération de la chaleur de ces boues (revaporisation) permettrait de préchauffer en
partie l’eau alimentaire
Le fonctionnement du dégazeur n'est pas optimum : pertes par revaporisation très
importantes.
Remplacement du diaphragme de contrôle de l'écoulement des condensats par un
purgeur à flotteur
Sur le process du "Peleur" les pertes de vapeur sont très importantes à chaque phase de
décompression de l'étuve.
Distribution sur tous les circuits en vapeur haute pression, poste de détente à proximité de
l'application,
Il serait préférable de détendre au départ et transporter de la vapeur à plus basse
pression.
PHASE 2 : Propositions d’amélioration
Deux axes de réflexion
Les opération nécessaires pour assurer une production correcte et fiable de vapeur.
Les opérations permettant d’améliorer le fonctionnement et de réduire les coûts
d’exploitation des installations.
Fiabilisation de la production vapeur :
• Régulation de pression mesureuse
• Mise en place d’une vanne deux voies motorisée et d’une régulation modulante de
remplissage
Coût des travaux 12 000 € HT
Récupération sur les purges de la chaudière
• Mise en place d’un pot d’éclatement des purges d’extractions de la chaudière, y
compris le purgeur largement dimensionné en sortie de vase.
• La modification de la bâche avec la mise en place d’une canne d’injection de la vapeur
de revaporisation.
Coût des travaux 12 000 € HT
PHASE 2 : Propositions d’amélioration
Récupération d’énergie sur les condensats haute pression,
• Mise en place d'un vase de revaporisation y compris accessoires (Soupape, ligne de
purge etc…), pour chaque ligne de retour des condensats,
• Modification hydraulique pour raccordement des condensats,
• Mise en place d'un barillet de vapeur BP,
• Modification barillet vapeur HP,
• Mise en place d'un poste de détente HP/BP,
• Mise en place des ligne vapeur BP,
• Mise en place d'un échangeur Vapeur BP / Eau alimentaire,
• Modification de la bâche et du dégazeur.
Coût des travaux 75 000€ HT
Récupération d’énergie sur le peleur
• Mise en place ballon de revaporisation
Coût des travaux 75 000€ HT
PHASE 3 : Opportunité de valorisation du biogaz
OBJECTIF : étudier la possibilité d'étendre le poste méthanisation actuel aux déchets semi-solides:
Trois types de process ont été plus particulièrement analysés :
Digesteur infiniment mélangé (Completely Stirred Tank Reactor,CSTR), cuverie importante
pour une fermentation extensive.
Process bi-étape, plus compact et plus intensif.
CSTR avec adjonction d'un substrat régulateur de fermentation et destiné à augmenter la
productivité en gaz.
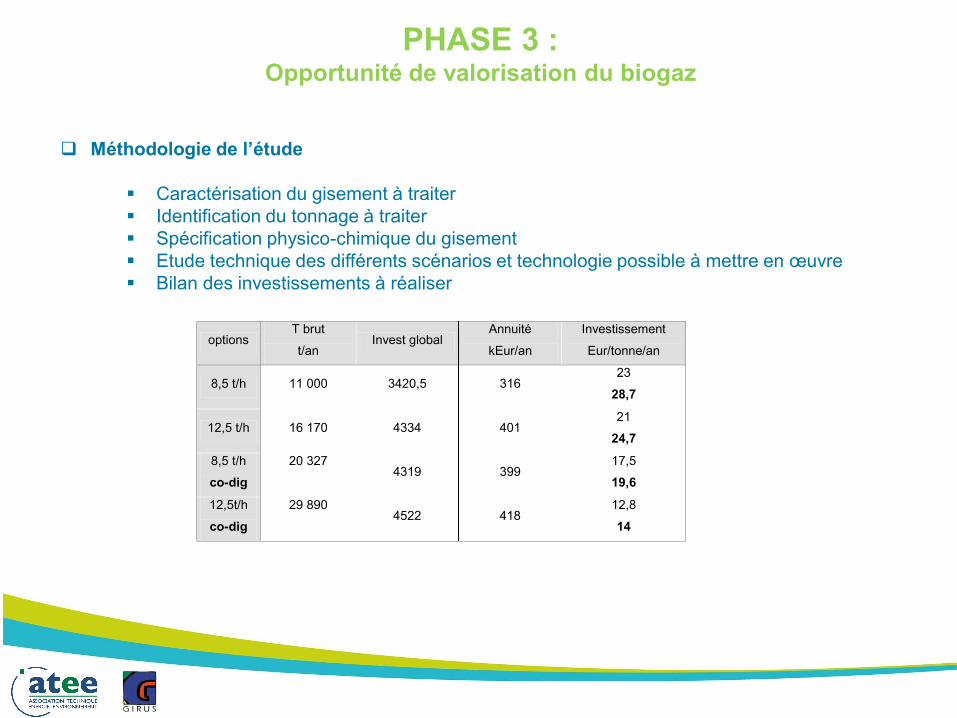
PHASE 3 : Opportunité de valorisation du biogaz
Méthodologie de l’étude
Caractérisation du gisement à traiter
Identification du tonnage à traiter
Spécification physico-chimique du gisement
Etude technique des différents scénarios et technologie possible à mettre en œuvre
Bilan des investissements à réaliser
options T brut
t/an Invest global
Annuité
kEur/an
Investissement
Eur/tonne/an
8,5 t/h 11 000 3420,5 316 23
28,7
12,5 t/h 16 170 4334 401 21
24,7
8,5 t/h
co-dig
20 327
4319 399
17,5
19,6
12,5t/h
co-dig
29 890
4522 418
12,8
14
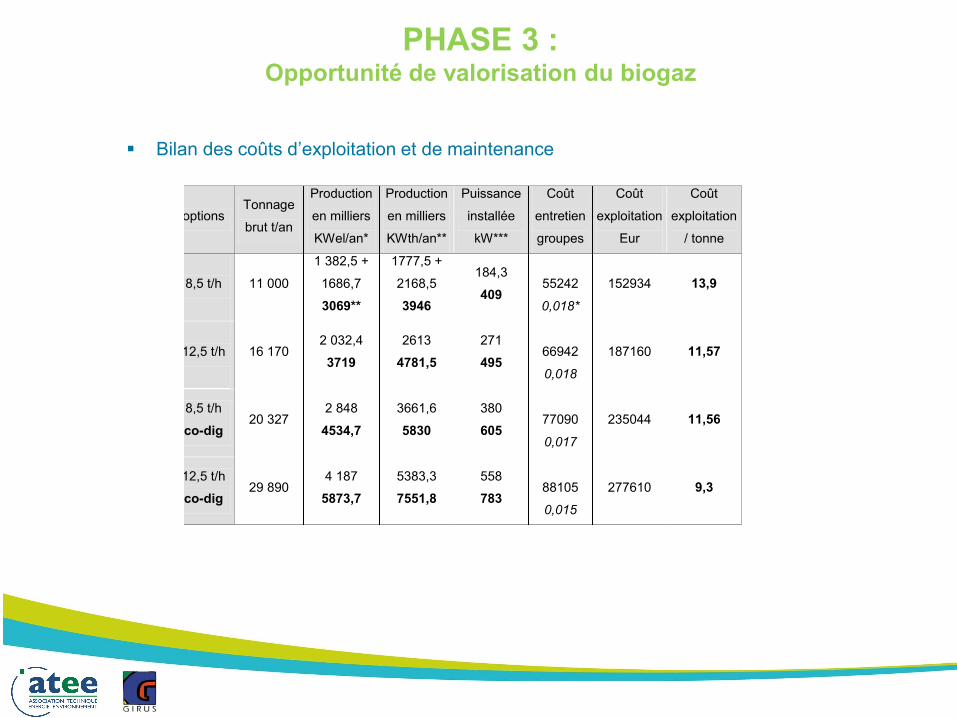
PHASE 3 : Opportunité de valorisation du biogaz
Bilan des coûts d’exploitation et de maintenance
options Tonnage
brut t/an
Production
en milliers
KWel/an*
Production
en milliers
KWth/an**
Puissance
installée
kW***
Coût
entretien
groupes
Coût
exploitation
Eur
Coût
exploitation
/ tonne
8,5 t/h
11 000
1 382,5 +
1686,7
3069**
1777,5 +
2168,5
3946
184,3
409
55242
0,018*
152934 13,9
12,5 t/h
16 170 2 032,4
3719
2613
4781,5
271
495
66942
0,018
187160 11,57
8,5 t/h
co-dig 20 327
2 848
4534,7
3661,6
5830
380
605
77090
0,017
235044 11,56
12,5 t/h
co-dig 29 890
4 187
5873,7
5383,3
7551,8
558
783
88105
0,015
277610 9,3
PHASE 3 : Opportunité de valorisation du biogaz
Bilan de la recette prévisionnelle de la vente d’électricité
Economies sur la consommation de gaz naturel
Bilan environnemental
• Substitution au gaz naturel de chauffage :
• Substitution à l'électricité du réseau d'origine fossile :
1500 à 3000 Teq CO2 évitées par an suivant le process retenu
CONCLUSION GENERALE Les clés de la réussite d’un audit
Bien identifier le souhait du Maître d’Ouvrage lors de la rédaction du cahier des charges
• Audit sur l’ensemble du process
• Diagnostic détaillé sur un point particulier déjà identifié
Recueillir le maximum d’éléments nécessaires à la réalisation de l’étude et notamment :
• Caractéristiques techniques (Fiches technique matériel, PID, Schéma,,,)
• Cartographie des flux énergie et matière
• Bilan de la consommation du site sur plusieurs années, corrélation avec la production
• Identification des évolutions à court ou moyen terme (augmentation production,
remplacement équipement, etc.,…)
• Bilan de tous les comptages existants, compilation des données disponibles,
• Données d’exploitation
Choisir le bon partenaire
• Maitrise et transversalité des connaissances techniques
• Retour d’expérience
• Rigueur méthodologique
Plus la demande sera précise et la documentation exhaustive, plus l’audit sera
pertinent et détaillé !
MERCI DE VOTRE ATTENTION !
RETROUVEZ NOUS POUR PLUS D’INFORMATIONS
SUR LE STAND
PRO ECO2
HALL 6 – Stand K 188