Embed Size (px)
Citation preview
Le Lean, qu’est ce que c’est?
Le terme Lean (de l'anglais Lean, « maigre », « sansgras », « dégraissé ») sert à qualifier une organisationde gestion de la production qui se concentre sur la« gestion sans gaspillage », ou « gestion allégée », ouencore gestion « au plus juste ».Les pratiques par lesquelles on peut repérer qu’uneentreprise industrielle s’est « mise au Lean » sontassez caractéristiques. Dans une démarche Leanappliquée à l’industrie, on trouve dans les ateliers enmode Lean (« Lean Manufacturing ») :
Une gestion de la production tirée par lademande du client.
Une pratique systématique de l’analyse de lavaleur de la production et la suppression destemps « perdus » (sans valeur pour le client).
Davantage de postes de fabrication sur une lignequ’il n’y a d’opérateurs.
Pas de postures assises sur la ligne de fabri-cation, mais plutôt des postes sur lesquelsles opérateurs sont debout ou enappui dorsal sans être assis.
Des lignes de fabrication souvent en U pourfaciliter les déplacements des opérateurs le long dela ligne et favoriser leur communication.
Des opérateurs polyvalents sur les postes de laligne mais qui ne réalisent que des tâches de fabri-cation (pas d’extension vers les tâches d’appui). Letemps de travail est classifié en 2 catégories ; des« temps verts » utiles à la fabrication, le reste étantqualifié de « temps rouges »à supprimer ou si cela n’estpas possible, à rejeter endehors de la ligne …
POUR UNE APPROCHE SOCIO-TECHNIQUE DU LEANDenis KAMINSKI – Philippe PARAZON
Le Lean Management fait aujourd’hui partie des « standards de management » présents largementdans l’industrie et, maintenant, au-delà … Des compagnies d’assurance, des centres de recherche,et des collectivités territoriales … s’y intéressent de près.Les résultats du Lean Management sont souvent présentés par les responsables industriels commeimportants et incontestables en termes de performance économique, même si certains de sesimpacts sociaux sont parfois critiqués. On ne peut pourtant pas dire que cette approche fassel’objet de critiques globales dans le monde économique et social.Dans ce contexte, l’objet de ce présent article est de questionner le « Lean Management » (nousabrégerons sous le terme « Lean ») et sa pratique sous plusieurs angles.Les praticiens et les industriels parlent-ils tous de la même chose lorsqu’ils parlent du Lean ?Finalement, qu’est-ce que le Lean et quelles sont les méthodes qu’il met en œuvre pour obtenir desgains en performance ?Quel bilan raisonné peut-on faire des pratiques du Lean qui ont été mises en œuvre, notammentdans de grandes entreprises industrielles, qui restent les principales adeptes de cette démarche ?Peut-on concevoir une approche du Lean différente, socio-technique, qui permette de surmonterles difficultés repérées dans sa mise en pratique ?
QU’EST CE QUE LE LEAN ? PARLE-T-ON TOUS DE LA MÊME CHOSE ?
LE DOSSIER //// 54 [email protected]
Décembre 2014
Des approvisionnements en composants, ettâches de fonctions supports comme la mainte-nance, effectuées par des services ad hoc sansimplication des opérateurs de fabrication. Lesapprovisionnements en composants s’effectuentfréquemment par le biais de chariots (« le petittrain » ou le « water spider »).
Une animation en local à « intervalle court » pourassurer la concertation sur les objectifs, l’analyseparticipative des dysfonctionnements par desplans d’actions réactifs préventifs et correctifs. Lesfonctions supports doivent mesurer leur charge detravail et participent à l’animation intervalle court,comme la direction.
Un développement de la communication visuelle(affichages, indicateurs, clarté des espaces, …).
Les résultats visés sont classiquement les suivants :Des gains de productivité : on vise en général 20
% de gains minimum dans un délai rapide.Des gains en élasticité de la fabrication (obtention
d’un délai court d’adaptation de capacité à lavariation de volume de la demande du client).
La densification du travail en production grâce àl’entraide (facilitée par la ligne en U) obtenue par laréduction des écarts de l’ordre de 20% entre l’équili-brage classique d’une ligne et le modèle ligne en U(« concédé d’équilibrage »)
IIDécembre 2014
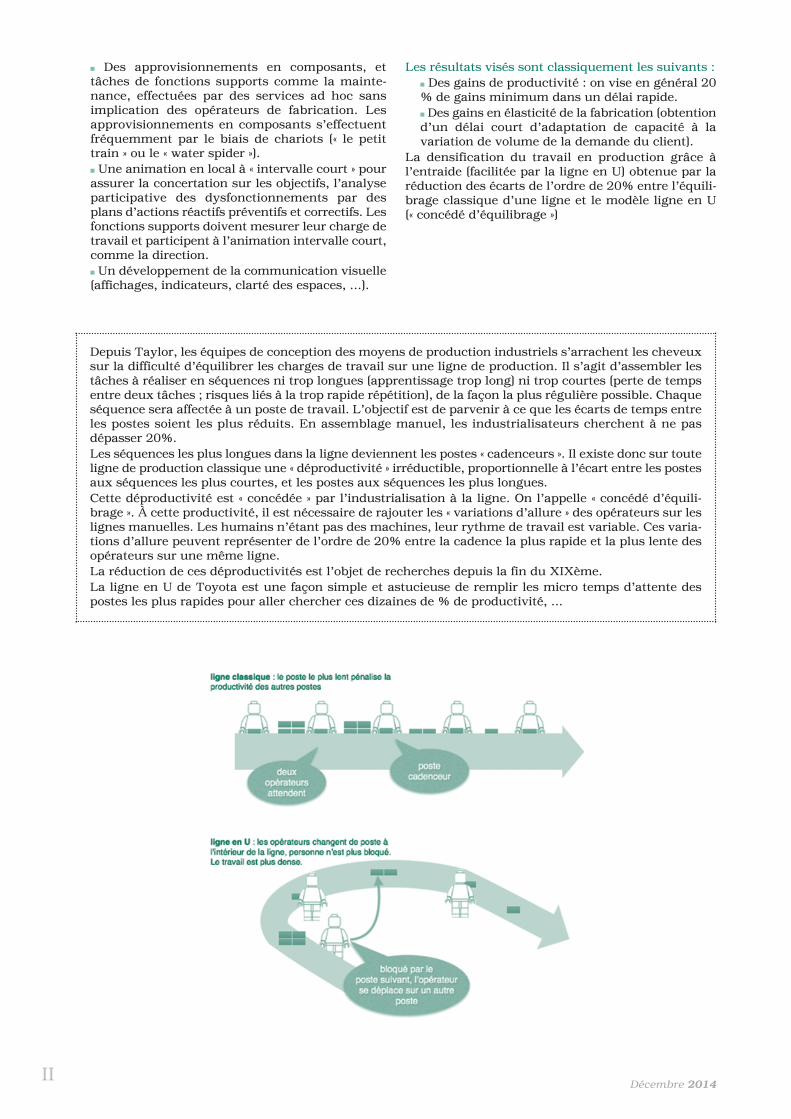
Depuis Taylor, les équipes de conception des moyens de production industriels s’arrachent les cheveuxsur la difficulté d’équilibrer les charges de travail sur une ligne de production. Il s’agit d’assembler lestâches à réaliser en séquences ni trop longues (apprentissage trop long) ni trop courtes (perte de tempsentre deux tâches ; risques liés à la trop rapide répétition), de la façon la plus régulière possible. Chaqueséquence sera affectée à un poste de travail. L’objectif est de parvenir à ce que les écarts de temps entreles postes soient les plus réduits. En assemblage manuel, les industrialisateurs cherchent à ne pasdépasser 20%. Les séquences les plus longues dans la ligne deviennent les postes « cadenceurs ». Il existe donc sur touteligne de production classique une « déproductivité » irréductible, proportionnelle à l’écart entre les postesaux séquences les plus courtes, et les postes aux séquences les plus longues.Cette déproductivité est « concédée » par l’industrialisation à la ligne. On l’appelle « concédé d’équili-brage ». À cette productivité, il est nécessaire de rajouter les « variations d’allure » des opérateurs sur leslignes manuelles. Les humains n’étant pas des machines, leur rythme de travail est variable. Ces varia-tions d’allure peuvent représenter de l’ordre de 20% entre la cadence la plus rapide et la plus lente desopérateurs sur une même ligne.La réduction de ces déproductivités est l’objet de recherches depuis la fin du XIXème. La ligne en U de Toyota est une façon simple et astucieuse de remplir les micro temps d’attente despostes les plus rapides pour aller chercher ces dizaines de % de productivité, …
Mais le Lean ne saurait donner sa pleine mesure sansune application aux autres domaines de fonctionne-ment de l’entreprise. Les entreprises qui l’appliquentdans ces domaines se révèlent moins nombreuses.Pourtant, selon ses promoteurs, le Lean ne sauraitêtre efficient sans une application intégrale àl’ensemble du « système entreprise ». Complémentai-rement au Lean Manufacturing, on trouvera donc :
Le Lean conception : cette démarche met en œuvre,entre autres, les pratiques suivantes :
La conception des nouveaux produits / serviceset leur industrialisation
La pratique de l’ingénierie simultanée Le dimensionnement de capacité de production
basée sur le takt time (fréquence de sortie optimalebasée sur la demande client annuelle moyenne enprévisionnel = temps de sortie entre 2 produits)
Takt Time Un atelier ouvert 21 jours dans le mois, en deuxéquipes, offre un temps total de 21x2x7,5h soit315 h. La demande des clients est de 15000produits par mois. L’atelier doit donc produire enmoyenne à la cadence de 315h/15000=75secondes. Les moyens de production de l’atelier doivent donctous être dimensionnés sur cette cadence de base…
La différenciation retardée pour la massificationdes flux : adaptation des outils de production à lataille des flux …Le Lean fonctions supports : c’est l’application du
Lean production et conception à la production et à laconception de services.
Le Lean, plus qu’une démarche ou unetechnique, une philosophie
Mais plus qu’un mode d’organisation et de gestion,le Lean se veut une philosophie du management,plongeant ses racines principalement au Japon. Unephilosophie marquée par la recherche de la perfor-mance (en matière de productivité, de qualité, dedélais, et enfin de coûts), censée être plus facile àatteindre, par l'amélioration continue et l'éliminationdes gaspillages (muda en japonais) que par deschangements par rupture. Les mudas sont au nombre de 7 : surproduction,attentes, transport, étapes inutiles, stocks,mouvements inutiles, corrections / retouches.
L'école du Lean trouve ses sources principalementdans le Toyota Production System (TPS). Réputéeadaptable à tous les secteurs économiques et à toutesles dimensions de l’entreprise (production, maisaussi conception et administration), le Lean s’estactuellement principalement implanté dans l'indus-trie (surtout l'industrie automobile).
Le Lean est, ce qui est trop souvent oublié, uneapproche de management à la japonaise, c’est-à-direune culture managériale plus qu’une simple sommede techniques et d’outils, à quoi se réduit la visionoccidentale. Au-delà de ces « recettes techniques »,c’est, chez les Japonais, une pratique faite de consi-dération de chacun mais aussi une vision managé-riale. Sans ce socle philosophique, il reste uneapproche très tournée vers l’outillage, mais dont lesens est très souvent perdu pour ses utilisateurs !
Décembre 2014
Les 40 principes du Schneider Production System
L’adaptation du Lean Manufacturing par l’entreprise remonte aux débuts des années2000. Le « SPS » est basé sur 40 principes classés en trois domaines : La contribution du personnelLa conception produit-processusLe pilotage des processus industriels et logistiquesLe premier domaine regroupe 10 principes d’organisation et de management basés surla responsabilisation des opérateurs, l’entraide et l’esprit d’équipe, le développement descompétences et de l’autonomie des opérateurs, l’atelier au centre de la détection desdysfonctionnements, organiser les ressources structure en support de la production,développer la communication pour accroitre la réactivité, …
Décembre 2014
Les habits neufs d’une collection depratiques connues ?
Le Lean rassemble des pratiques issues de la déjàlongue histoire de la performance industrielle. On yrencontre d’abord des éléments développés dans lesannées 80 : - les concepts développés dans ces années autour duchiffre 0 (0 défaut, 0 papier, etc. …)- le développement des analyses de processus (reengi-neering,…)- la théorisation de « la chasse au gaspi » …
À la même époque, se développe le concept de laproduction « au plus juste » : notamment avec leprincipe du « juste à temps ». Le succès de ce conceptest à mettre en corrélation avec l’état des financesdes entreprises dans ces années : le coût très élevédes taux d’intérêt réels développe une prise deconscience du coût du capital et rend nécessaire delimiter le cash immobilisé : il faut produire plus vite,ne pas stocker … et vérifier le bon emploi du capitalimmobilisé !
Enfin, d’autres sources d’inspiration du Leanpeuvent être identifiées :
La gestion des flux en mode tiré avec le dévelop-pement du pilotage en mode kanban …
La qualité totale : correspondait à la recherched’un concept intégrateur, ancêtre du Lean.
L’analyse de la valeur, pour vérifier en quoichaque opération est une valeur ajoutée pour leclient.
On peut aussi voir dans les cercles de qualité unancêtre de l’animation en intervalle court …
Dans les années 1990, se sont rajoutées d’autrespratiques :
L’approche processus : l’analyse de l’activité parposte de travail à des fins de productivité, issuedu tayl-fordisme classique mais complétée par unevision globale de l’analyse de la valeur portée parl’approche processus.
Le kaizen : le progrès continu « à petits pas ».Cette approche japonaise appuyée sur une fortepensée en termes de communication visuelle etd’animation managériale est souvent confondueen occident avec l’approche Lean. Il est vrai qu’ellela féconde sur les aspects participatifs de transfor-mation de l’organisation des ateliers.
Finalement, la démarche Lean peut être définiecomme l’intégration et la mise en cohérence desméthodes et expériences des 30 dernières décennies.Cette intégration est symbolisée par le « X… Produc-tion System ».
Ce qui a été son principal moteur d’adoption audébut des années 2000 par la plupart des compa-gnies mondiales, c’est la montée très rapide desconcurrences sur les coûts de production par les« pays émergents ». Mais la recherche de productivitéhoraire est une des plus vieilles histoires de l’industrie…
UNE CRITIQUE DES PRATIQUES … MAIS AUSSI DU CONCEPT DE LEAN ?
Le Lean, en Occident doit donc surtout son succès aux gains de productivité rapides que l’application de sesoutils laisse espérer. Les sources de gains de productivité du Lean Manufacturing sont principalement dues,théoriquement : - à l’agilité (capacité d’adaptation très réactive) de l’organisation aux variations de plus en plus rapides etimportantes du volume à traiter du fait de la connexion directe des unités de fabrication au marché, - à l’adaptabilité des équipes de production, - à la variété et l’innovation produit. Pourtant, de plus en plus, cette vision très outillante des pratiques Lean pose problème (on est un peu dansle fétichisme des outils !) et soulève des critiques. Nous tenterons de formuler ci-après la partie des critiquesque nous faisons nôtre.
Critiques sur le Lean Manufacturing : La plus courante : les analyses de RPS et ergonomiques font apparaître une croissance des TMS et un
accroissement du stress. Trop souvent, les entreprises n’en tirent pas les conclusions : elle font reporter lesproblèmes perçus sur la fragilité de certains individus. Il s’agit d’une conception assez élitiste : résoudre leproblème posé par le travail en mode Lean consiste à avoir des gens adaptés !
L’oubli des principes et de la philosophie managériale constitutive du Lean : dans les pratiques, lesentreprises occidentales ont oublié les principes de management qui rendaient humains le système Lean etla démarche appropriable par le corps social : on n’a retenu et ciblé que les gains de productivité, mirifiquessur le papier … . On a aussi oublié qu’il s’agit d’une philosophie de la cogestion de la charge de travail etsurtout de sa variabilité et non de confrontation sociale autour de celle-ci.
Décembre 2014
L’objectif de gain reste incertain : producti-vité ? Elasticité ? Tant que les objectifs ne sont pasaffichés, explicités et partagés, on prend le risque quele gain obtenu disparaisse (réversibilité). On n’ose pasdire qu’on densifie le travail ni qu’on vise l’élasticitépermanente de la ligne, donc la variation deséquipes, pour répondre aux variations de la chargede travail.
Gagne-t-on vraiment en élasticité ? L’équiped’opérateurs, bien souvent, se réadapte au nouvelenvironnement Lean et se trouve un nouveléquilibre stable (propos entendus quelques annéesaprès la transformation de l’atelier : « à 3 sur laligne, on marche bien … »).
Certains managers de terrain n’ont pas lesclés conceptuelles pour gérer la « densifica-tion de la ligne » : ce concept reste aujourd’huisocialement invendable. Alors, au lieu d’adapter laressource humaine au niveau de la charge client,on cherche donc plutôt à saturer les moyenstechniques existants. Ceci génère la fin des gainsobtenus par le masquage du concédé d’équili-brage : la ligne redevient classique avec son ouses postes cadenceurs. Ce réflexe de saturation desmoyens de production est sans doute lié à laculture française de gestion de production. EnFrance, les responsables d’atelier ont l’habitude degérer « avec du retard » pour s’assurer qu’onoccupera toujours le personnel. Une charge detravail constante est aussi souvent vécue par lessalariés comme garante de l’emploi.
Un flou entretenu sur l’origine des gains deproductivité visés : il existe un mélange entre lasuppression des « temps rouges » et de la recherche dela productivité par masquage du concédé d’équili-brage (cf. encart sur ce sujet). Par ailleurs dans denombreux cas, ces gains de productivité serévèlent non pérennes, ce qui est un rappel desvieilles leçons sur la conduite du changement, instil-lées par des chercheurs comme Elton Mayo et l’écoledes Relations Humaines. Les managers ont parfoisété surpris du recul de performance constaté 2 ansplus tard.
Un autre flou est également entretenu surl’objet du groupe projet chargé de reconfigurerchaque ligne de production : il est censé procéderà l’analyse de la valeur (temps rouges / verts) et à lareconfiguration de la ligne en suivant un modèle(celui de la ligne en U par exemple, qui minimise lestemps de déplacement). L’objectif est la densificationdu temps pour atteindre les gains de 20 % de produc-tivité. Trop souvent la ligne en U est alors présentéecomme une solution technique un peu magiquepermettant d’atteindre cet objectif.
La spécialisation des opérateurs par fonctioninduite par le rejet des temps rouges est déqua-lifiante. Outre cette densification du travail parfonction et par poste, les temps rouges sont calculéspar nature de fonction (ex. temps rouges pour lafabrication) et non globalement pour l’ensemble dusystème usine : ils sont donc souvent déplacés sanssuppression d’une fonction à l’autre, le plus souventde la production vers les services d’appui. Où doncest alors le gain de temps rouge réalisé pourl’ensemble de l’usine ?
Un management participatif peu approfondiet ritualisé :
Dans la plupart des entreprises, le managementest peu en ligne avec la philosophie du Lean :préférence pour le flou plutôt que pour la transpa-rence des objectifs, préférence pour la pressionmanagériale à l’atteinte des objectifs plutôt qu’à lacogestion des contraintes et de l’élasticité néces-saire. De ce fait, l’animation à intervalle court n’estpas vraiment vécue chez les salariés participantaux réunions comme un lieu d’expression sincèremais plutôt comme un rituel auquel on participe… sans toujours vraiment contribuer.
On peut aussi s’interroger sur la place des sous-traitants dans un système dans lequel on nenégocie pas vraiment la gestion des contraintes.On déplace parfois certaines fonctions chez lesfournisseurs (par ex. : gestion des stocks) : et sicelui-ci ne refacture pas ces coûts subis, il détérioresa capacité d’innovation et de développement.
Dans l’Est de la France, deux usines de la mêmeentreprise produisent des transformateurs. Lapremière produit les cuves métalliques, la deuxièmeproduit le transfo qui sera immergé dans la cuve,ensuite remplie d’huile et fermée.
La première usine ne respectait pas les délais contrac-tualisés avec la deuxième : 40% des commandesétaient livrées en retard. Le responsable de l’activiténouvellement en fonction annonce assez vite qu’ilaura du mal à justifier l’existence d’une usine depliage et soudage de tôles en France si la qualité deservice n’est pas au niveau exigé par le groupe. À quoisert-il d’avoir une usine à quelques kilomètres si lerésultat est le même qu’avec une usine en Europe del’Est.
Il a suffi de quelques heures de séances de travail
collectif consacrées à l’analyse avec les équipes et les
chefs d’atelier pour réaliser que l’usine était pilotée
par un certain volume de retard. « En avoir toujours
sous le pied pour obtenir une bonne motivation des
équipes ». Le nouveau patron de l’activité a mobilisé
les moyens d’une équipe supplémentaire pendant
quelques semaines pour résorber le retard, et l’usine
a atteint durablement l’objectif de qualité de service.
Les deux usines sont toujours en France, …
Décembre 2014
Critiques sur le Lean conception : Les 3 acteurs clés doivent en théorie être surun pied d’égalité : marketing, conceptiontechnique, industrialisation. Dans la réalité, il ya, dans le processus de conception, dominance parpériode d’une des 3 fonctions plus que vraie coopé-ration. L’ingénierie simultanée n’est alors pas laconstruction de la cohérence ni l’enrichissementmutuel des métiers, mais une simple pression sur lesdélais des projets.La place de l’exploitant : dans l’effort de raccour-cissement des délais des projets, l’implication dufutur exploitant des moyens de production est deplus en plus importante : c’est l’usine qui finalise lamise au point de l’industrialisation. Dans les faits,l’exploitant reste l‘exploitant : il apparaît tropsouvent comme peu reconnu dans ce processus deconception, en contradiction avec tout retour d’expé-rience sur la conduite des transformations : « C’estdu temps rouge pour lui … »
Critiques sur le Lean services supports : La non-reconnaissance des spécificités d’uneproduction de service et un certain mimétismeméthodologique des outils Lean dans cedomaine : chacun comprend qu’il est peu envisa-geable d’appliquer avec profit les logiques de densifi-cation du travail et de gain de productivité dans uneunité de service (sans parler du concédé d’équili-brage). L’atteinte des objectifs en ce domaine dansles services passe par d’autres logiques. Il ne suffitpas de mesurer et densifier le travail administratif àpartir de décomposition de celui-ci en opérationsélémentaires (temps de mise en place d’untrombone ?) ou d’optimiser le temps passé à l’utili-sation de tel ou tel progiciel pour améliorer l’effica-cité des services supports …La non reconnaissance de l’importance deslogiques de coopérations plus que de fournitureà un client interne : l’approche Lean repose sur ledéveloppement des relations clients-fournisseurs.Cette approche, quand elle est appliquée de façonunivoque dans le domaine du manufacturing est déjàcontestable … . L’application difficile du Lean au secteursophistiqué du service public : l’usager n’est pasqu’un client, un consommateur mais aussi uncitoyen qui a des droits et des devoirs : l’applicationd’un modèle de relation client-fournisseur rend-ellecompte réellement de cette complexité ?
Enfin, le rêve des managers de service n’est-il pas dedisposer d’un modèle standard pour leur mange-ment ? Tout est dans le Lean et le Lean est dans tout… . Dans le passé, de nombreuses modes managé-riales ont cherché à faire croire que l’on avait enfintrouvé la pierre philosophale du management. Neserions-nous pas aujourd’hui suffisamment maturespour évaluer les points forts et les limites d’uneapproche managériale si féconde soit-elle ?
POUR UNE APPROCHESOCIO-TECHNIQUE DU LEAN
A ce stade de notre analyse, deux voies s’ouvrent ànous :
Soit considérer que l’ensemble des critiques quele Lean suscite doit générer un renoncement àcette démarche. Nous ne suivrons pas cetteoption : le nombre d’entreprises ayant adopté leLean rend son caractère difficilement réversible entant que pratique …
Soit tenter d’amender, dans le concept de Lean,les aspects qui nous paraissent les plus critiqua-bles pour trouver une voie qui nous paraisse plusréaliste, plus efficiente, plus praticable … Danscette dernière logique, plusieurs recommandationsnon exhaustives, peuvent trouver leur place :
Il importe de sortir de la vision « magique » desprogrès portés par l’approche Lean : pour cela, ilimporte principalement de revenir à une approcheplus exigeante du Lean que celle qui la considèrecomme une collection d’outils. Cela signifie notam-ment se rappeler que le Lean est une approchemanagériale et en appliquer les principes :
Une vision responsabilisante des hommes autravail : cette vision ne saurait se comprendrecomme une simple obéissance aux procédures etoutils Lean, mais plutôt comme un encouragementde la contribution pratique des hommes à : - la gestion des contraintes de charge, - la régulation des dysfonctionnements de production,- l’amélioration de l’organisation du travail, par laprise d’initiative, et la prise en charge de la perfor-mance collective.
Une transparence sur les enjeux : il noussemble nécessaire de revenir ici aux fondamentauxdu Lean : son objet n’est pas principalement degagner 20 % de productivité par une action « oneshot », mais bien de gérer les problèmes d’élasticitédes ressources de l’entreprise aux variations decharge. Dans ce cadre, il importe de jouer la trans-parence sur les objectifs à atteindre avec le personneldes lignes de fabrication et de leur redonner, dans cecadre, les latitudes de gestion en local de ces objectifset des contraintes.
Faire du projet Lean une occasion de repenserla supply chain globale : conserver la visionglobale de l’entité, conduire et animer en mêmetemps des kaizen sur des processus de production etla recherche de la performance globale de la supplychain, transport, réception et expédition compris.Considérer les gains sans se restreindre au contourjuridique de l’entité. Ne pas reporter des charges surdes fournisseurs clé sans s’inquiéter des consé-quences de la dégradation de leurs marges à cours etmoyen termes sur leur performance.

Décembre 2014
Clarifier la culture de performance adossée auxpratiques de gestion de production : la question de laperformance ne doit pas être abordée uniquementsous l’angle de la productivité, mais bien sous unangle de performance globale : l’observation dessystèmes de production performants montre queceux-ci progressent conjointement dans les domainesde la productivité, de la qualité, des délais … et desconditions de travail. Il convient donc de maintenirun raisonnement global en matière d’objectifs deperformance et non d’atomiser notre raisonnementpar une focalisation sur la seule productivité.
Clarifier la culture de gestion de production :il est impossible d’atteindre les objectifs de producti-vité et d’élasticité permis par l’application du Lean sil’on postule à l’inverse le lissage des charges deproduction et la saturation constante des moyens. Ilfaudra choisir : soit la focalisation sur des indicateursde taux d’engagement du capital, souvent portés parles financiers et la sécurisation du personnel (et sonencadrement ?) portée par le lissage des charges oul’élasticité des moyens de production aux chargesportés par le Lean … Les financiers et les contrôleursde gestion doivent donc davantage travailler dans lalogique portée par la philosophie Lean et non contrecelle-ci : pour cela, ils doivent fixer les objectifs et nonse préoccuper des moyens pour les atteindre !
Négocier les objectifs à atteindre : la consé-quence du point précédent relatif à l’informationclaire sur les objectifs est la possibilité de négociationde ceux-ci avec la hiérarchie. Bien sûr, nous nesommes pas naïfs sur la facilité de cette négociation :mais la réussite de celle-ci n’a-t-elle pas pour contre-partie l’engagement de chacun ?
Il convient de solder également les oppositionsque contient le Lean avec une vision responsa-bilisante de l’organisation du travail et descontenus du travail. Les progrès effectués en lamatière ces dernières années vont tous dans le mêmesens : la performance des personnels au travails’appuie sur une pratique caractérisée par :
L’organisation d’ateliers ou de lignes autonomes :ceux-ci doivent être dotés d’une véritable autonomiede décision et de possibilités de prise d’initiatives etde régulations en local : les services supports sont àleur service et non l’inverse !!!
La pratique de « métiers complets » (poly-compétent) : il ne s’agit pas de limiter l’enrichissementdu travail à la polyvalence d’exécution des tâches defabrication mais d’étendre la compréhension desprocessus par la pratique de tâches responsabili-santes (petite maintenance, contrôle qualité, appro-visionnement,…).
La prise en compte des impacts RH qualitatifs : lesgains de productivité ont des impacts RH quantita-tifs (gains en effectifs sur la ligne), mais ces gainsn’exonèrent pas l’entreprise de repérer les nouvellesqualifications des personnels ni de les reconnaitre.Faire l’impasse sur ces conséquences en termes dequalification-classification relèverait d’une myopienavrante … Toutes les entreprises qui ont fait cetteerreur en ont éprouvé les conséquences négatives surle plan social et, in fine, sur la performance de leurpersonnel.
La dévolution à des collectifs de travail de certainestâches réservées à l’encadrement ou des servicesd’appui de gestion : communication visuelle, anima-tion de proximité, gestion quotidienne du personnel,organisation du travail … . Ceci heurte de plein fouetcertaines pratiques du Lean :
- La division du temps passé au travail par lesopérateurs en temps rouges et temps verts (cf. supra)- Le principe de recentrage de chaque grandefonction de l’entreprise sur sa spécialisation- La redondance des tâches d’exécution parcelliséesdignes du taylorisme du passé et la densificationdu travail d’exécution, facteurs de stress et de TMS…
A contrario, pour atteindre les objectifs d’élasticitépoursuivis par le Lean (l’adaptation des niveaux deressource à la charge), le principal levier à activerreste la polycompétence. On rappellera, en outre, quel’évaluation de ces expériences de polycompétenceen équipes autonomes montre que celle-ci économisedes quantités d’emploi par réduction des interfaces(que ce soit dans l’entreprise ou avec les fournis-seurs). Les sources de gains de productivité doiventdonc d’abord être recherchées dans ces modesd’organisation.

Développer une animation à intervalle court« sincère » et « contractuelle » : ceci suppose dedévelopper notamment les pratiques suivantes :
Les objectifs doivent être partagés et négociésavec les différentes parties prenantes (équipes deproduction, services supports, management) :l’obtention de l’élasticité et de la densité du travail,une fois annoncées comme objectifs, suppose descontreparties notamment dans l’aménagement del’organisation du travail et non seulement sur laquestion des conditions de travail et des RPS.Les analyses de dysfonctionnements doivent être
plus sincères et moins ritualisées : il importe parti-culièrement que le travail d’analyse partagé desdysfonctionnements ne se déroule pas unique-ment selon un processus top-down mais aussiselon une logique bottom-up, plus implicante pourles salariés et plus créative.
Le management et les services supports doiventmanifester leur engagement par la participation àces animations mais surtout par leur contributionréactive (à l’égal de ce qu’ils attendent des person-nels de fabrication) à la résolution des problèmesconcernant leur niveau de responsabilité.
Prendre en compte une vision élargie de laperformance des processus de production : lafrontière juridique de l’entreprise ne saurait repré-senter les limites réelles de ces processus. Un parte-nariat sur les progrès à réaliser doit donc êtresystématiquement porté au détriment d’uneapproche consistant à réaliser des « coups » au détri-ment des fournisseurs. Cela peut sembler aller de soisur le plan des idées, mais celles-ci peinent encoretrop souvent à rentrer dans les faits …
Développer une vision adaptée du Lean servicessupports : ceci suppose de développer entreautres les pratiques suivantes :
Dans le domaine des services, il apparaît plutôtnécessaire de mettre en avant la coopération àpousser entre les services (déjà trop souventcloisonnés) que de pousser à des relations clients-fournisseurs : n’oublions jamais qu’une optimisationde chacun des services ne fait pas l’optimisationde l’entreprise dans sa globalité. On a plus àgagner aujourd’hui à une recomposition coopéra-tive des processus appuyés par des solutions SIperformantes (par exemple type workflow) qu’àpousser une division du travail à la Taylor !!!
La recherche d’indicateurs de pilotage adaptésjoue également un grand rôle : nous recomman-dons de faire un effort pour développer le systèmede mesure des services supports vers un meilleuréquilibre entre indicateurs de coût / budget,indicateurs de valeur (quantité / qualité du servicerendu) et indicateurs de performance (valeur /coût). Des approches de type ABM (Activity BasedManagement) peuvent aider à y parvenir.
En conclusion, il importe de sortir progressivementla démarche Lean d’une approche très technique etoutillante pour l’enrichir d’une approche humaine.Il ne s’agit pas ici de simplement compenser lesproblèmes posés par le Lean sur le plan des condi-tions de travail (ce qui reste utile !), mais plutôtd’inscrire le Lean dans une véritable approcheglobale (socio - technique). Ceci suppose : Dans le domaine des techniques du Lean : sortird’une vision « magique » induite par le vocabulaireet les outils du Lean pour aller vers une vision pluséclairée des mécanismes de gains de productivité etde d’élasticité portés par le Lean. L’utilisation desoutils Lean trouve d’autant plus sa limite que ladimension managériale de la démarche estabsente, contrairement à la pratique japonaise … Dans le domaine humain, social et organisationnel :une certaine transparence sur les objectifs visés, lesexigences souhaitées et une vraie logique négocia-toire sur les objectifs à atteindre. Se rappeler lesleçons du Japon : un Lean « technique » qui ne seveut pas une philosophie managériale vécue a peude chances de produire des performances pérennes…Dans le domaine de la conduite du changement, lesutilisateurs des outils Lean doivent être largementassociés à la mise en place des outils et des implan-tations de lignes de fabrication. Le Lean doit êtrepensé comme un outil au service des changementsde pratiques professionnelles.Enfin, il conviendra d’être prudent avec touteapproche du Lean trop décalquée du toyotisme :une autre leçon du Japon est que le Lean donne sapleine efficience quand il est en phase avec laculture du pays dans lequel il est implanté. Unetelle adéquation culturelle avec les valeurs etpratiques managériales françaises, voireeuropéennes reste largement à construire.
Décembre 2014





























