Embed Size (px)
Citation preview
Mec. Ind. (2000) 1, 5–14 2000 Éditions scientifiques et médicales Elsevier SAS. Tous droits réservésS1296-2139(00)00128-7/REV
Les besoins des entreprises de l’industrie mécanique enmatière d’ingénierie mécanique
Christian Sayettat *, Pierre DevalanCentre technique des industries mécaniques (CETIM), 60300 Senlis, France
(Reçu le 27 décembre 1999, accepté le 8 janvier 2000)
Résumé —Les industries mécaniques ayant des besoins en ingénierie «produits » se situent dans trois grandes populations :(1) les entreprises de sous-traitance, spécialistes d’un procédé, confrontées à la demande de leurs donneurs d’ordres de prendre
la responsabilité de la conception d’un sous-ensemble ;(2) les fabricants de composants spécialisés dans une fonction et confrontés à de fortes exigences de leurs clients en termes de
coût, fiabilité et performance ;(3) les fabricants d’équipements de production qui fournissent des machines pour tous les secteurs industriels et dont le cœur de
métier évolue, à partir d’une bonne connaissance du processclient, sur l’ingénierie et l’assemblage de sous-ensembles achetés et lavente de services attachés à leurs équipements.Ces trois populations sont confrontées aux principaux types de besoins suivants :– conception modulaire et adaptation rapide aux exigences des clients,– amélioration de la fiabilité de systèmes complexes pluritechnologiques,– respect des réglementations évolutives,– définition des conditions de production au coût le plus juste.Dans ce contexte, il y a nécessité pour les entreprises d’organiser la conception dans la filière (fournisseur→ entreprise mécanicienne→ client) de structurer des équipes projets et d’utiliser des outils de conception et de fabrication intégrés de plus en plus performantset dédiés à des métiers spécifiques. Les entreprises de taille moyenne qui constituent la très grande majorité des entreprises de lamécanique ont dans ce domaine des exigences et des difficultés particulières. À partir d’exemples concrets, on insistera dans l’exposésur la culture projet, la capitalisation du savoir-faire et la collaboration multi-entreprise. 2000 Éditions scientifiques et médicalesElsevier SAS
Abstract —The needs of French mechanics companies in engineering and design. Mechanical engineering companies with‘product’ engineering requirements can be divided into three categories:
(1) subcontracting companies specialising in a particular process and required by their clients to take on the responsibility ofdesigning subassemblies;
(2) component manufacturers specialising in a particular function who have to meet high demands on the part of their clients interms of costs, reliability and performance;
(3) the manufacturers of production equipment who supply machines to a variety of industrial sectors and whose main activityis focussed on using their excellent knowledge of the client’s process to engineer and assemble purchased subassemblies and sellservices relating to their equipment.These three categories of companies have the following main requirements:– modular design and rapid adaptation to clients’ requirements,– improvement of the reliability of complex systems involving different technologies,– respect of constantly changing regulations,– definition of production conditions at the lowest possible cost.As a result, companies must organise engineering and design within their sector (supplier→ mechanical engineering company →client), set up project teams and use increasingly advanced integrated design and manufacturing tools dedicated to special activitysectors. The medium-sized companies which account for the large majority of mechanical engineering companies have distinctiverequirements and difficulties in this respect. Based on concrete examples, we will focus during our presentation on project culture,capitalisation of know-how and multicompany co-operation. 2000 Éditions scientifiques et médicales Elsevier SAS
* Correspondance et tirés à part :CETIM, 52 ave Felix Louat, BP 8067, 60304 Senlis cedex, France.
5
C. Sayettat, P. Devalan
1. L’INDUSTRIE MÉCANIQUE
L’industrie mécanique se compose d’environ 8 000entreprises qui sont en très grande majorité des PME :80 % ont moins de 100 collaborateurs.
Il s’agit d’un secteur de moyenne technologie (environ1,5 % du chiffre d’affaires est consacré à la R&D), qui in-nove essentiellement de façon incrémentale (l’innovationincrémentale est une amélioration « pas à pas » des procé-dés ou produits existants, par opposition à l’innovation derupture qui se caractérise par un saut de performance dûgénéralement à l’introduction d’une nouvelle technolo-gie ou d’une nouvelle fonctionnalité) et dont le cœur dumétier est le travail des métaux et la construction d’en-sembles mécaniques.
Ces entreprises peuvent être réparties dans trois grandssegments. En ce qui concerne les 7 000 rattachées auCETIM (Au delà du CETIM d’autres centres techniquescouvrent des secteurs particuliers de l’industrie méca-nique : le C.T. DEC pour la sous-traitance en décolletage,le CETIAT pour les composants et équipements ther-miques et aérauliques, l’Institut de soudure pour l’équi-pement de soudage).
(1) Les entreprises de sous-traitance ou de métier, defaible taille (trente personnes en moyenne) et très nom-breuses (5 000). Ce sont des spécialistes des procédés :usinage, forge, découpage, emboutissage, chaudronnerie,mécanosoudage, traitements thermiques, traitements desurface. Le rôle d’encadrement technique est souvent as-suré par le chef d’entreprise.
(2) Les fabricants de composants ou de petits équi-pements, de taille moyenne plus importante (100 per-sonnes), en plus petit nombre (1 500). Ces entreprisessont spécialisées dans une fonction qui peut être pu-rement mécanique (ressorts, boulons, systèmes de fixa-tion. . .) mais qui fait appel le plus couramment à destechnologies plus diversifiées (transmissions hydrauliquesou pneumatiques, pompes, robinetterie. . .).
(3) Les fabricants d’équipements de production. Decaractéristiques équivalentes en taille moyenne et ennombre à celles des fabricants de composants, ce sont desconstructeurs de biens d’équipements pour de nombreuxsecteurs industriels clients : machines outils, machinestextiles, machines à papier, équipements pour la chimie,pour l’agro-alimentaire, pour les travaux publics. . . Cesentreprises sont des concepteurs qui assemblent des com-posants ou sous-ensembles, ne gardant en fabrication in-terne que des technologies clés pour leur métier. Cer-taines proposent des services associés à leur matériel (ga-rantie de maintenance, par exemple).
2. LES EXIGENCES DEL’ENVIRONNEMENT DESENTREPRISES MÉCANICIENNES
Compte tenu de leur faible taille, les stratégies d’évo-lution des entreprises de la mécanique sont très liées auxexigences de leur environnement : clients (grands don-neurs d’ordres constructeurs de matériels de transport, in-génieries), réglementations (sécurité, pollution), concur-rents (groupes multinationaux pour les fabricants de com-posants ou d’équipements).
Aujourd’hui, en matière de conception d’équipementsou de sous-ensembles mécaniques, les objectifs de coût etde qualité restent bien entendu des critères déterminants,mais un nouveau besoin est apparu depuis le début de ladécennie, celui de la flexibilité (la flexibilité se définis-sant comme la capacité à effectuer des transformationsrapides tant sur la manière de s’organiser et de fabriquer,que sur le produit ou les services qui lui sont associéspourcustomiserles produits).
Il devient donc nécessaire de poursuivre une recherched’une production au plus juste et au moindre coûtde produits fiables. Mais il faut aussi parallèlementrechercher la réactivité et l’innovation qui se traduisentpar une réduction des délais de conception et la mise àdisposition de produits adaptés à de nombreux marchésde niche.
De plus, il faut tenir compte d’un contexte de plus enplus contraignant en matière de sécurité ou d’environne-ment (afin de réduire les risques d’accidents ou de ma-ladie pour l’opérateur de la machine, de limiter le bruit,de réduire les déchets en concevant des produits démon-tables et recyclables) mais également sur l’engagementdu fabricant vis-à-vis de la performance en service duproduit (contrat de production et risque fournisseur). Enbref, il s’agit d’adopter des méthodes de conception per-mettant d’obtenir des produits sûrs, propres, et garantis-sant une performance contractuellement définie.
Chacun des trois segments se distingue par quelquesparticularités :
• Les entreprises de métiersont soumises essentielle-ment à de fortes pressions de leurs clients (très souventun ou quelques donneurs d’ordres) et de la réglementa-tion, en termes de productivité, flexibilité, qualité, com-munication informatique, sécurité, pollution. . .
Outre la tendance à la réduction des coûts et délaisde réalisation, les exigences des donneurs d’ordres setraduisent aussi par une volonté d’assurer la qualitéd’usage du produit (le procédé induit en effet un étatsuperficiel du matériau—contraintes résiduelles, défauts
6
Les besoins des entreprises de l’industrie mécanique en matière d’ingénierie mécanique
Figure 1.
de surface—qui est directement lié à la fiabilité età la durée de vie du produit) et de décentraliser laresponsabilité de la conception de sous-ensembles versleurs sous-traitants.
Les plus dynamiques ont senti la nécessité d’augmen-ter leur taille en se regroupant (par exemple en forge) etde développer une approche commerciale dans un mar-ché qui devient européen. Pour elles, deux stratégies pos-sibles : évoluer d’un stade de sous-traitance de capa-cité vers une sous-traitance de compétence, en devenantdes sous-traitants de rang 1, interlocuteurs privilégiés dequelques donneurs d’ordres diversifiés ; et/ou se transfor-mer en spécialistes de fonctions proposant des solutionsélaborées à leurs clients.
• Les fabricants de composants ou de petits équipe-mentssont surtout confrontés à des exigences fortes deleurs clients sur le coût, la fiabilité, les performances,l’ « intelligence » des composants.
Les exigences des clients, pour ces entreprises, setraduisent de plus en plus par une demande de fournitured’un sous-système assurant une fonction complète d’unéquipement.
Ces entreprises se situent dans un marché mondial trèsconcurrentiel. Leur stratégie d’évolution vise soit le re-groupement, souvent au niveau européen pour conquérirune part significative du marché mondial, soit l’occupa-tion de niches technologiques en répondant rapidementaux évolutions des exigences des utilisateurs ou de la ré-glementation.
• Les fabricants d’équipements de productionont, quantà eux, un devenir national qui dépend de la volonté dequelques grands secteurs utilisateurs de voir se maintenirou se développer une offre française spécifique, avecdeux options : soit intégration dans de grands groupes
Figure 2.
Figure 3.
multinationaux, en soutenant la localisation en France dela conception, soit occupation de niches technologiquespour l’équipement de process ciblés et évolutifs. Dans cecas cela suppose un lien étroit avec la recherche dans ledomaine desprocessclient, pour ne pas être limités aurôle de sous-traitant d’ingénieries externes.
La réduction du délai de mise sur le marché (time tomarket), la facilité d’usage et l’ergonomie, la customisa-tion à partir d’une conception modulaire, la vente d’unservice plutôt que celle d’un produit (qui implique, parexemple, d’assurer la maintenance en service et de l’in-clure dans le prix de vente du service), une meilleureconnaissance du process client. . . constituent les axesmajeurs de progrès pour ces fabriquants d’équipementsde production.
7
C. Sayettat, P. Devalan
3. LES PROGRÈS À ACCOMPLIR :TENDANCESET DIFFICULTÉS À RÉSOUDRE
Les technologies immatérielles, c’est-à-dire les outilsinformatiques et les méthodes d’organisation, de com-munication et d’analyse pour répondre vite à un besoinprécis constituent très vraisemblablement des solutionsfortes face à la problématique actuelle des entreprises mé-caniciennes.
Toutefois la mise en œuvre de ces technologies etméthodes d’organisation nouvelles posent des difficultésaux entreprises de mécanique, surtout par manque decompétences et de moyens.
Avant de développer ces différents aspects, il estutile de rappeler que généralement la réalisation d’unéquipement ou d’un sous-ensemble s’effectuait autrefoisen trois étapes successives et aujourd’hui de plus en plusimbriquées : la spécification qui constitue l’avant projetqui conduit à l’établissement d’un cahier des charges, laconception qui constitue l’étape de projet et qui permetde définir le produit (plans, nomenclatures) et qui aboutisouvent à un prototype, enfin l’étape de fabrication duproduit.
3.1. Les tendancesdans le segment métier
Pour les sous-traitants spécialistes d’un procédé, latendance première est de s’organiser avec les autres ac-teurs de la filière (clients, fournisseurs. . .) pour répondreaux besoins du marché.
Cette nécessité implique de recourir à des outilsinformatisés, par procédé mécanicien, intégrant :
• modélisation du procédé,
• échange de données techniques,
• règles du métier (capitalisation du savoir-faire).
Premier aspect important, la simulation du procédé.
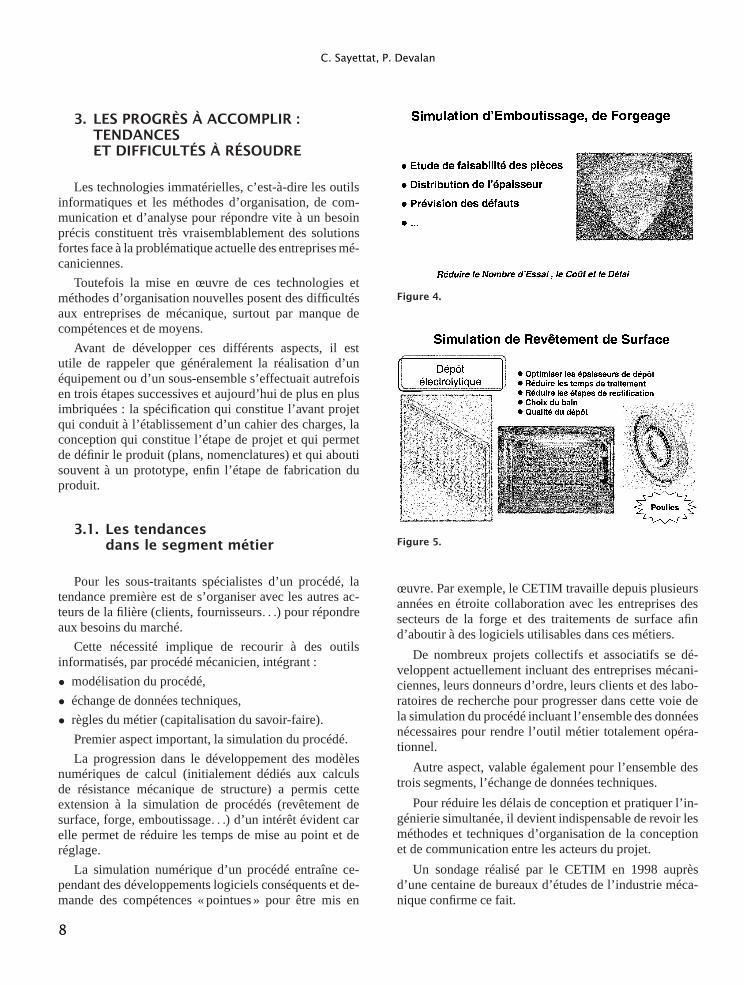
La progression dans le développement des modèlesnumériques de calcul (initialement dédiés aux calculsde résistance mécanique de structure) a permis cetteextension à la simulation de procédés (revêtement desurface, forge, emboutissage. . .) d’un intérêt évident carelle permet de réduire les temps de mise au point et deréglage.
La simulation numérique d’un procédé entraîne ce-pendant des développements logiciels conséquents et de-mande des compétences « pointues » pour être mis en
Figure 4.
Figure 5.
œuvre. Par exemple, le CETIM travaille depuis plusieursannées en étroite collaboration avec les entreprises dessecteurs de la forge et des traitements de surface afind’aboutir à des logiciels utilisables dans ces métiers.
De nombreux projets collectifs et associatifs se dé-veloppent actuellement incluant des entreprises mécani-ciennes, leurs donneurs d’ordre, leurs clients et des labo-ratoires de recherche pour progresser dans cette voie dela simulation du procédé incluant l’ensemble des donnéesnécessaires pour rendre l’outil métier totalement opéra-tionnel.
Autre aspect, valable également pour l’ensemble destrois segments, l’échange de données techniques.
Pour réduire les délais de conception et pratiquer l’in-génierie simultanée, il devient indispensable de revoir lesméthodes et techniques d’organisation de la conceptionet de communication entre les acteurs du projet.
Un sondage réalisé par le CETIM en 1998 auprèsd’une centaine de bureaux d’études de l’industrie méca-nique confirme ce fait.
8

Les besoins des entreprises de l’industrie mécanique en matière d’ingénierie mécanique
TABLEAU IL’intérêt des entreprises mécaniciennes pour les
méthodes d’organisation de la conception (note d’intérêtcomprise entre 0 et 10).
Organisation du bureau d’études adaptée à 7,1une conception par CAO/CFAO/SGDTChoix du système CAO/CFAO/SGDT 6,2Capitaliser le savoir-faire 6,1
Cependant, force est de constater qu’aujourd’hui lesPME mécaniciennes interrogées n’ont pas encore atteintle stade de l’ingénierie simultanée parce qu’elles ontdeux progrès à réaliser au préalable : améliorer la produc-tivité d’un bureau d’études en optimisant l’utilisation dessystèmes CAO ; mieux transmettre les informations entreles acteurs du projet (bureaux d’études, méthodes, pro-duction, contrôle, maintenance, partenaires extérieurs)par la mise en œuvre de système d’échange de donnéestechniques (SGDT).
D’ailleurs on constate que ces échanges de donnéesposent encore de nombreuses difficultés et que les tech-niques d’échanges ne résolvent pas encore tous les pro-blèmes. De nombreuses liaisons entre logiciels d’appli-cation sont en effet nécessaires, à titre d’illustration onpeut citer les liens suivants :
• BE et R&D CAO/CALCUL• BE et méthodes CAO/FAO• BE et commercial CAO/PAO•Méthodes et contrôle CAO/MMT (Machine à
Mesurer Tridimensionnelle)• BE et production CAO/GPAO• autres. . .
Cette liaison, au niveau des logiciels passe par diffé-rentes solutions qui présentent des avantages et inconvé-nients :
• Format Propriétaire (CATIA, EUCLID, SAT. . .)
• Format neutre (IGES, SET, STEP. . .)
• Logiciel d’Interface Directe
• Technologies de Partage (CORBA, OLE)
Le format propriétaire et le logiciel d’interface ontpour inconvénient d’imposer au concepteur l’utilisationde certains logiciels, en contrepartie les échanges de don-nées s’effectuent sans pertes et sans difficultés impor-tantes.
Le format neutre est quant à lui universel et s’appliquequel que soit le logiciel utilisé mais il présente à l’inverse
Figure 6.
un risque de pertes de données, voire de difficultés derécupération.
Les technologies de partage offrent pour leur part,outre l’échange de données géométriques, l’accès aux in-formations techniques d’origine (données natives). STEPpar exemple permet ce type de partage de données.CORBA ou OLE apportent, quant à elles, une approchenouvelle basée sur la notion d’objet. Les technologiesCORBA ou OLE ne correspondent pas à des fichiersd’échanges normalisés, il s’agit d’interroger les objets« natifs » créés par le logiciel de CAO origine, il n’y adonc pas de pertes d’informations. Toutefois, les applica-tions industrielles n’en sont qu’à leur début.
Cette évolution, qui va de l’échange de données géo-métriques au partage d’informations techniques et jus-qu’aux objets techniques (c’est-à-dire des informationsproduit) est intéressante pour les PME de l’industrie mé-canique car, aujourd’hui, leurs donneurs d’ordres (clientsdes secteurs de l’automobile ou de l’aérospatial essentiel-lement) fournissent de plus en plus les contraintes fonc-tionnelles et s’orientent vers la notion de maquette nu-mérique que l’on construit au fur et à mesure avec sespartenaires.
Autre aspect important, la capitalisation du savoir-faire. Il s’agit d’un besoin fort des entreprises (note d’in-térêt de 6,1 sur 10) qui se traduit actuellement, au niveau
9

C. Sayettat, P. Devalan
Figure 7.
de la conception, par le souhait de capitaliser l’expertise,en formalisant les règles du métier de l’entreprise.
Quelques grandes entreprises, telles qu’Usinor ou Re-nault, ont expérimenté cette voie, qui est extrêmementcoûteuse en investissement immatériel si l’on veut ob-tenir des résultats. La capitalisation des règles du métierest, en conséquence hors de portée d’une PME de mé-canique à moins de réaliser des développements collec-tifs. C’est ce qui est en cours de développement avec dif-férentes professions (chaudronnerie, forge, découpage-emboutissage, machines tournantes, manutention-levage,matériels frigorifiques), en formalisant ces règles et en lesassociant à des progiciels généraux de simulation numé-rique.
Mais il ne suffit pas de travailler sur ces différents as-pects, il faut également songer à intégrer simulation duprocédé, échange de données et règles métiers dans unoutil métier informatisé afin de faciliter la communica-tion entre les acteurs d’une filière.
Par exemple, le CETIM met en œuvre actuellement untel projet collectif pour la profession de l’emboutissage,qui réunit les entreprises de la profession ainsi queles autres acteurs de la filière (fournisseurs de matière,outilleurs, clients).
3.2. Les tendances dans les segmentscomposants et équipements
Dans les professions qui conçoivent et fabriquent desmatériels, composants ou équipements, la tendance vis-à-vis du client est de garantir contractuellement uneperformance tout en réduisant letime to marketavecle souci, de plus en plus contraignant, du respect desréglementations.
Cette nécessité implique de travailler selon trois axes :
• l’approche fonctionnelle, en unifiant des méthodes despécification diverses,
10
Les besoins des entreprises de l’industrie mécanique en matière d’ingénierie mécanique
TABLEAU IIL’intérêt des entreprises mécaniciennes pour les méthodes
de spécification (note d’intérêt comprise entre 0 et 10).
Méthode d’analyse prenant en compte les exigencesréglementaires
7,0
Reconception ou analyse fonctionnelle pour améliorer lescoûts ou la performance des produits
6,9
Reconception ou analyse fonctionnelle pour améliorer lafiabilité des produits
6,8
Méthodes de choix de matériaux, de procédés defabrication, d’assemblages
6,7
Analyse du cycle de vie pour obtenir des produits plusrespectueux de l’environnement
5,6
Analyse de la consommation pour obtenir des produitsplus sobres en énergie
4,8
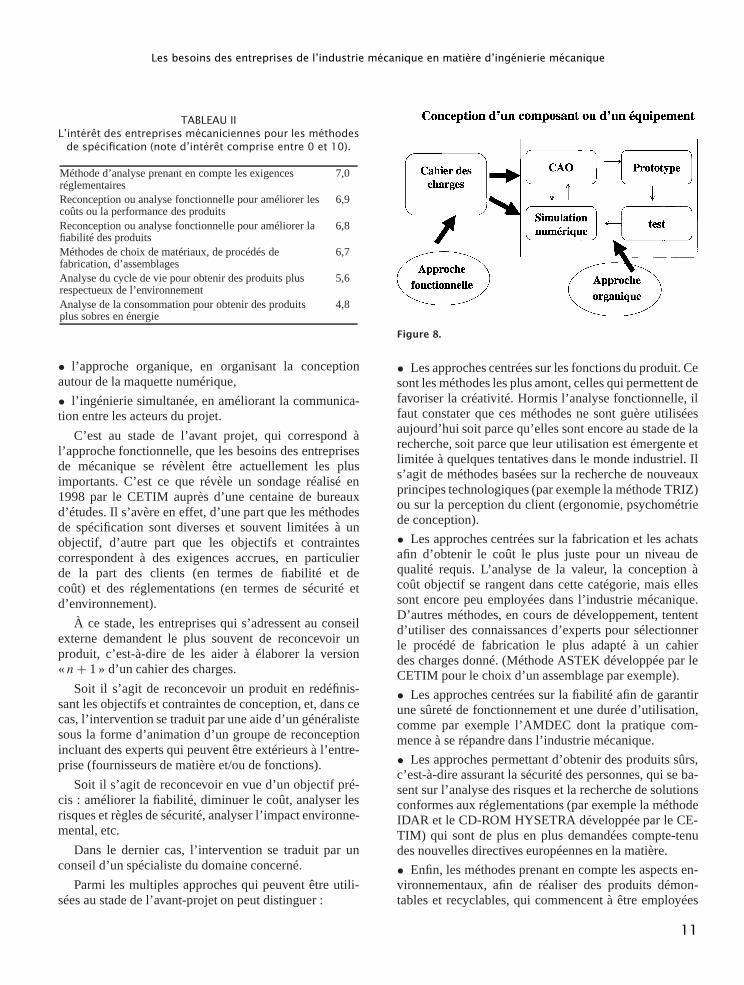
• l’approche organique, en organisant la conceptionautour de la maquette numérique,
• l’ingénierie simultanée, en améliorant la communica-tion entre les acteurs du projet.
C’est au stade de l’avant projet, qui correspond àl’approche fonctionnelle, que les besoins des entreprisesde mécanique se révèlent être actuellement les plusimportants. C’est ce que révèle un sondage réalisé en1998 par le CETIM auprès d’une centaine de bureauxd’études. Il s’avère en effet, d’une part que les méthodesde spécification sont diverses et souvent limitées à unobjectif, d’autre part que les objectifs et contraintescorrespondent à des exigences accrues, en particulierde la part des clients (en termes de fiabilité et decoût) et des réglementations (en termes de sécurité etd’environnement).
À ce stade, les entreprises qui s’adressent au conseilexterne demandent le plus souvent de reconcevoir unproduit, c’est-à-dire de les aider à élaborer la version«n+ 1 » d’un cahier des charges.
Soit il s’agit de reconcevoir un produit en redéfinis-sant les objectifs et contraintes de conception, et, dans cecas, l’intervention se traduit par une aide d’un généralistesous la forme d’animation d’un groupe de reconceptionincluant des experts qui peuvent être extérieurs à l’entre-prise (fournisseurs de matière et/ou de fonctions).
Soit il s’agit de reconcevoir en vue d’un objectif pré-cis : améliorer la fiabilité, diminuer le coût, analyser lesrisques et règles de sécurité, analyser l’impact environne-mental, etc.
Dans le dernier cas, l’intervention se traduit par unconseil d’un spécialiste du domaine concerné.
Parmi les multiples approches qui peuvent être utili-sées au stade de l’avant-projet on peut distinguer :
Figure 8.
• Les approches centrées sur les fonctions du produit. Cesont les méthodes les plus amont, celles qui permettent defavoriser la créativité. Hormis l’analyse fonctionnelle, ilfaut constater que ces méthodes ne sont guère utiliséesaujourd’hui soit parce qu’elles sont encore au stade de larecherche, soit parce que leur utilisation est émergente etlimitée à quelques tentatives dans le monde industriel. Ils’agit de méthodes basées sur la recherche de nouveauxprincipes technologiques (par exemple la méthode TRIZ)ou sur la perception du client (ergonomie, psychométriede conception).
• Les approches centrées sur la fabrication et les achatsafin d’obtenir le coût le plus juste pour un niveau dequalité requis. L’analyse de la valeur, la conception àcoût objectif se rangent dans cette catégorie, mais ellessont encore peu employées dans l’industrie mécanique.D’autres méthodes, en cours de développement, tententd’utiliser des connaissances d’experts pour sélectionnerle procédé de fabrication le plus adapté à un cahierdes charges donné. (Méthode ASTEK développée par leCETIM pour le choix d’un assemblage par exemple).
• Les approches centrées sur la fiabilité afin de garantirune sûreté de fonctionnement et une durée d’utilisation,comme par exemple l’AMDEC dont la pratique com-mence à se répandre dans l’industrie mécanique.
• Les approches permettant d’obtenir des produits sûrs,c’est-à-dire assurant la sécurité des personnes, qui se ba-sent sur l’analyse des risques et la recherche de solutionsconformes aux réglementations (par exemple la méthodeIDAR et le CD-ROM HYSETRA développée par le CE-TIM) qui sont de plus en plus demandées compte-tenudes nouvelles directives européennes en la matière.
• Enfin, les méthodes prenant en compte les aspects en-vironnementaux, afin de réaliser des produits démon-tables et recyclables, qui commencent à être employées
11

C. Sayettat, P. Devalan
dans les secteurs amont de l’industrie mécanique (l’au-tomobile en particulier) telles que l’analyse du cycle devie (analyse de l’impact environnemental du produit, duberceau à la tombe).
3.3. Exemple : La reconception
Dans l’industrie mécanique, la conception de l’avant-projet d’un équipement est le plus souvent une « recon-ception », c’est-à-dire la recherche d’amélioration sur unproduit existant.
Les deux exemples suivants, pris à partir de cas réels,montre l’intérêt de cette démarche de mise en œuvredes méthodes de spécification en groupe de reconception(tableaux IIIet IV).
Pour conclure sur ces méthodes de spécification, onpeut dire qu’il existe actuellement un fort besoin exprimépar les entreprises de mécanique qui conçoivent deséquipements ou des composants, parce qu’elles sontconfrontées à un contexte de plus en plus exigeant etsévère, mais que les méthodes sont encore peu connuesou émergentes dans les entreprises et peu adaptées auxplus petites d’entre-elles.
Autre point important, les méthodes de conception,c’est-à-dire les méthodes qui reposent sur l’approche
organique et l’ingénierie simultanée et qui s’appliquentau stade du projet.
L’approche organique fait appel essentiellement à laCAO, à la simulation numérique, ainsi qu’à la réalisationd’un prototype et à des tests de fonctionnement.
Ces quatre phases doivent aujourd’hui, être étroite-ment imbriquées afin d’apporter :
• une réduction des temps de mise au point,
• l’économie de prototypes et de maquettes,
• la réduction des essais,
• des gains de productivité par l’optimisation des archi-tectures très tôt dans le cycle.
On peut constater que l’ingénierie simultanée reposed’abord et surtout sur la maquette géométrique virtuelledu produit. Il s’agit d’organiser les différentes tâchesdu projet, et donc le travail des différentes personnesou partenaires qui participent à ce projet autour de cetobjet virtuel dans le but de réduire le délai et le coût deconception et de fabrication tout en améliorant la qualitédu produit résultant.
Il s’agit donc, au niveau de la conception, de travaillersimultanément sur de multiples aspects : définition géo-métrique, calcul de résistance, simulation, assemblage-montage, ergonomie, maintenabilité. . .
TABLEAU IIIMachines à encarter. Objectifs à atteindre : réduction du coût, simplification de la machine, gain de surface au sol.
Thème objectif Coût* Modularité Surface au sol Disponibilité machine Problèmes techniques à résoudreValeurs au départ 2000 kF Non 1 unité 82% Taux de rebut des cartes issues de la machine
10/hValeur à l’arrivée 1260 kF Oui 0,5 unités 98% Le taux a été ramené à 1/h
Bilan en % 37% Résultat atteint 50% Indisponibilité machine Taux de rebut divisé par 10divisée par 9
* Évalué avec les mêmes critères.
TABLEAU IVTours de refroidissement. Objectifs à atteindre : réduction du coût, simplification de la machine, résolution de problème
technique.
Thème objectif Coût* Nbre de composants Modularité Problèmes techniques à résoudreValeurs au départ 72780 F 151 Facilement transportableValeurs à l’arrivée 58150 F 131 Oui Résultat atteint
Bilan en % −20% −13% Gains indirects sur le transport et la mise en place dans l’atelier(non évalués)
* Évalué avec les mêmes critères.
12

Les besoins des entreprises de l’industrie mécanique en matière d’ingénierie mécanique
Figure 9.
Figure 10.
Le recours à des outils d’échange de données tech-niques s’impose également à ces professions qui conçoi-vent des produits, tout comme pour les sous-traitants,mais il faut aussi améliorer les liens croisés entre CAO etsimulation d’une part et entre essais et simulation d’autrepart.
L’application de modèles numériques à des domainestels que la cinématique, la vibroacoustique, l’ergonomie,la compatibilité électromagnétique. . . devenant de plusen plus fréquents.
Toutefois, les PME mécaniciennes sont encore peusensibles à la conception centrée sur la maquette numé-rique et les simulations avancées sans doute parce que cestechnologies, en cours de pénétration dans les secteurs« Amonts » de la mécanique tels que les industries aéro-nautique et automobile, sont émergentes dans l’industriemécanique.
Figure 11.
Figure 12.
4. PERSPECTIVES
L’ingénierie mécanique présente un potentiel de pro-grès considérable.
D’un point de vue général, les méthodes et techniquesd’aujourd’hui souffrent en effet de nombreuses lacunes :
• les méthodes de spécifications sont très diverses etdemanderaient à être unifiées et adaptées aux spécificitésdes PME ;
• le passage du fonctionnel (cahier des charges) à l’or-ganique (architecture) n’est guère formalisé ;
• la chaîne de conception, bien qu’étant en cours d’uni-fication, manque d’une cohérence de données permettantun meilleur échange entre les différents acteurs du projet.
De plus, ces techniques et méthodes sont difficilesà utiliser par les PME de mécanique du fait qu’ellesn’intègrent pas les règles et les spécificités propres àchaque profession et parce qu’elles nécessitent égalementune évolution de l’organisation autour de la notion de
13
C. Sayettat, P. Devalan
Figure 13.
projet. Le CETIM a engagé des actions d’intérêt collectifdans cette voie avec différentes professions en regroupantles entreprises d’une filière (la profession, ses clients, sesfournisseurs) et des laboratoires de recherche.
Il ne faut pas oublier qu’en matière d’ingénierie méca-nique les aspects humains et la notion d’organisation sontprépondérants et que, de ce point de vue, les techniquesqui ont sans doute le plus d’avenir sont celles qui per-mettront une meilleure prise en compte des attentes desclients, de l’expérience des concepteurs (capitalisation dusavoir-faire), et de la structure par projet.
Vis-à-vis des trois grands segments d’entreprises étu-diés, on peut dire, de manière plus spécifique que :
• les entreprises de métier doivent progresser dans l’or-ganisation d’une filière de conception centrée sur le pro-cédé qu’elles mettent en œuvre ;
• les entreprises qui conçoivent des composants doiventaméliorer la fiabilité, la performance et le respect desréglementations d’un système qui assure une fonctionmécanique ;
• les entreprises qui conçoivent des équipements doiventde plus en plus devenir des architectes ensembliers demachines centrées sur unprocessnon mécanicien.
14





























