Embed Size (px)
Citation preview

link 2/2006
03 TRENDS & MARKETS Le Pakistan, un marché important pour Rieter Spun Yarn Systems 08 TECHNOLOGY Microfibres TENCEL® – propriétés et transformation 15 PRODUCT NEWS Nouveaux fils en technologie core yarn 21 GUEST Le bloc de paraffine qui réduira vos coûts
La publication destinée aux clients de Rieter Spun Yarn Systems
18è année / N° 48 mai 2006 / FR
2 Rieter . LINK 48 . 2/2006
TRENDS & MARKETS03 Le Pakistan, un marché important pour Rieter
Spun Yarn Systems Trois clients pakistanais ayant choisi Rieter comme
partenaire privilégié sont présentés à titre d’exemple.
TECHNOLOGY08 Microfi bres TENCEL® – propriétés et
transformation Les résultats d’une étude concernant des
microfi bres TENCEL® sur machines de fi lature Rieter sont exposés.
11 Avantages des bancs d’étirage régulés à une tête par rapport aux machines à doubles têtes
PRODUCT NEWS13 Continuité dans la fabrication de la mèche
15 Nouveaux fi ls en technologie core yarn Deux clients emploient les installations core yarn
pour continu à fi ler Rieter pour produire des fi ls innovants.
17 Nouveaux horizons pour l’open end
19 ComfoRo® – savoir-faire pour fi l open end
GUEST21 Le bloc de paraffi ne qui réduira vos coûts Reseda Binder présente un bloc de paraffi ne
intelligent pouvant être employé sur machines open end Rieter.
RIETER INSIDE23 Erbel & Rieter, une équipe forte en Turquie
SOMMAIRE
Edition:Marketing Spun Yarn Systems,
Heiner Eberli
Rédactrice en chef: Marketing Rieter Textile Systems,
Edda Walraf
Copyright:© 2006 by Maschinenfabrik Rieter AG,
Klosterstrasse 20, CH-8406 Winterthur,
www.rieter.com, [email protected]
Reproduction autorisée après accord préalable,
exemplaires témoin souhaités.
Graphisme et production: Marketing Rieter CZ a.s., Pavel Bielik
Impression Ringier Print s.r.o., Républic Tchèque
3 Rieter . LINK 48 . 2/2006
Le blason central représente du coton, du blé, du thé et du jute. Ce sont les récoltes principales du Pa-kistan, qui montrent les fortes racines agricoles de l’économie locale. Le Pakistan, un pays à importante industrie textile, est devenu au fi l des dernières années l’un des plus importants marchés de Rieter Spun Yarn Systems. Les chiff res suivants montrent l’importance de l’in-dustrie textile :
l’industrie textile contribue pour plus de 10% au produit social brut du paysles exportations s’élèvent à environ 8,3 milliards USD par an40% des actifs sont employés dans l’industrie tex-tilele Pakistan est le quatrième producteur mondial de cotonle Pakistan compte environ 456 fi latures d’une ca-pacité supérieure à 10 millions de broches et de 146 000 rotors (source APTMA)
Ces quelques données montrent que l’industrie tex-tile est un pilier de l’économie locale. Le coton est toujours la principale matière premiè-re avec 74% mais les matières synthétiques, en par-ticulier le polyester, gagnent en importance. Comme par le passé, l’industrie textile pakistanaise fait de gros eff orts au niveau de la qualité, de la pro-ductivité et des services pour compter parmi les lea-ders mondiaux. Les trois fi latures suivantes, mises en marche ré-cemment, constituent une preuve de la confi ance de l’industrie en l’avenir: Saif Textile Mills fut un pion-nier en 2003, Dewan Faroque Spinning et DINTextile suivirent. Les portraits de ces entreprises montrent clairement pour objectif le marché de haute qualité.
•
•
•
•
•
Trois clients importants de Rieter représentatifs de l’industrie textile pakistanaise prennent la tête et gagnent de nouveaux marchés.
TRENDS & MARKETS
LE PAKISTAN, UN MARCHÉ IMPORTANT POUR RIETER SPUN YARN SYSTEMS
Outre ces trois entreprises, Rieter est fi er d’être le « partenaire favori » de nombreux clients pakista-nais en tant que fournisseur de machines, de systè-mes partiels tels grosses préparations, cardage, pei-gnage, ou d’installations complètes comme chez ces trois entreprises.
SAIF TEXTILE MILLS LIMITED (STM). Le groupe Saif appartient à la famille Saifullah installée à la frontiè-re nord-ouest du Pakistan, dans la Northwest Fron-tier Province, près de la frontière afghane. La pre-mière usine en 1927 était une centrale thermique. La famille étendit ses activités à l’industrie agro-ali-mentaire en 1940, puis au textile au travers de Ko-hat Textile Mills Ltd. en 1969 et Frontier Textile Mills Ltd. en 1974. Depuis, le groupe s’est diversifi é en production d’électricité, énergie, immobilier, télécommunica-tions et techniques d’information. Saif Textile Mills Ltd. démarra en 1992 à Gadoon-Amazi, à 100 km d’Islamabad. Depuis son ouverture, STM a continuellement mo-dernisé et étendu sa palette de produits pour jouer aujourd’hui un rôle de leader dans le domaine des fi ls compacts au Pakistan après la mise en production d’une installation de fi lature Rieter complète (ins-tallation n° 3) comprenant 19 machines de fi lature compacte K 44. Saif Textiles Ltd. compte aujourd’hui un total de 89 000 broches. STM présente un chiff re d’aff aire annuel de plus de 4 milliards de Rs, les exportations passant de 0 à 800 millions de Rs par an au cours des deux derniè-res années. STM est certifi é ISO 9002 et SUPIMA® et le proces-sus de certifi cation ISO 14001, SA 8000 et GIZA® est en cours. Le manager de STM, Osman Saifullah Kahn est l’an-cien Central Vice Chairman de l’All Pakistan Textile Manufacturers Association (APTMA). Il fut égale-ment chairman de l’APTMA zone NWFP.
Emblème du Pakistan.
Osman Saifullah Khan (CEO), Saif Textile Mills Ltd. Islamabad.

4 Rieter . LINK 48 . 2/2006
Tout le fi l compact est destiné à la fabrication de tissus pour chemises pour l’export, essentiellement vers l’Europe. Il est vendu directement aux tisseurs sous la marque Saif, mais également à des fabricants européens qui nous sous-traitent leur fi lature. » L’installation n°3 fut mise en place en deux étapes de 8 et 11 machines de fi lature compacte K 44. Ce fut toujours la philosophie d’Osman Saifullah Khan d’utiliser pleinement les propriétés uniques de la K 44 en se concentrant sur le fi l incomparable qu’elle produit.
ENTRETIEN AVEC OSMAN SAIFULLAH KHAN, CEO DE SAIF TEXTILE MILLS LTD. « La décision en faveur de Rieter fut basée sur trois paramètres impératifs. Pre-mièrement l’excellente qualité des machines. Deuxiè-mement la constance de qualité. Troisièmement le fait que le marché visé ne pouvait être satisfait effi cacement qu’avec du fi l Rieter K 44. L’installation n° 3 produit du fi l 100% coton peigné de numéros Ne 40-140. Environ 250-300 tonnes de coton GIZA sont transformées chaque mois sur les K 44 à raison de 4,5 tonnes / jour pour un numéro moyen Ne 55.
Un total de 19 152 broches pour fi l COM4 est installé chez Saif Textile Mills.Saif Textile est un pionnier en fi ls COM4 au Pakistan. Les meilleurs tisseurs pour chemises du monde emploient des fi ls fi ns de Saif Mills. C’est la récompense pour avoir osé innover.

5 Rieter . LINK 48 . 2/2006
Il ajoute : « Certaines fi latures se concentrent sur la productivité des machines, permettant la mise en œuvre de matière première meilleur marché, la pro-duction à plus haute vitesse et donc des coûts plus bas et une meilleure rentabilité. » Il préfère l’optique de STM, à savoir la fabrication de fi l de haute qualité, ce qui ne serait possible que sur cette machine. Osman Saifullah Kahn explique que l’entreprise est fortement ancrée au Pakistan en tant que leader de fi lature classique conventionnelle. Il est néanmoins conscient des exigences du marché de la chemise d’un tout autre niveau, l’apparence et la résistance du fi l devant être bien meilleures et la pilosité jouant également un rôle critique. C’est en fait leur force. L’entreprise peut concurren-cer toute autre dans le monde dans le domaine des tissus pour chemises, et c’est ce qu’elle fait.
DEWAN FAROQUE SPINNING MILLS LIMITED (DFSML). Le Dewan Mushtaq Group (DMG) est l’un des princi-paux groupes industriels mixtes en mains privées avec un chiff re d’aff aires annuel de 417 millions USD et des actifs de 480 millions USD. En sa qualité de producteur local, le groupe off re une large palette de produits textiles autant en coton qu’en synthétique. DMG emploie directement plus de 12 000 person-nes. L’histoire de DMG commença dès 1916 comme pe-tite entreprise de confection. La 4è génération de la famille Dewan agrandit et se diversifi e énergique-ment dans les domaines des fi bres acryliques, de l’automobile et des motos, du sucre, du ciment et du commerce. DMG a crée Dewan Farooque Spinning Mills Li-mited en janvier 2004 pour s’assurer une place de choix sur le marché des fi ls de qualité. DFSML a une capacité de 28 800 broches pouvant produire des fi ls de qualité de moyens à fi ns. 14 400 broches sont sur continus à fi ler G 33, le reste sur machines de fi lature compactes K 44. Cette fi lature moderne de Rieter produit 3,4 millions de kg de fi l par an.
Baqi Dewan (CEO)Dewan Farooque Spinning Mills Ltd. District Kasur.
Ouverture de balles automatique UNIfl oc A 11 chez DFSML.
Machine de fi lature compacte à contrôle individuel de broche ISM chez DFSML.

6 Rieter . LINK 48 . 2/2006
Nous avons acheté cette nouvelle technologie chez Rieter, car Rieter propose des installations complè-tes de fi lature fl exibles, adaptées à la qualité du fi l et avec des possibilités d’automatisation individuelles du début à la fi n du processus de fi lature. » Par exemple SPIDERweb. SPIDERweb est le systè-me de contrôle d’installation le plus moderne, per-mettant une surveillance complète de tous les pro-cessus de fabrication. Toutes les informations sont disponibles en un clin d’œil. La transparence des données et un fl ux d’in-formation optimal permettent des temps de réaction très courts, ce qui est primordial pour une bonne production. Baqui Dewan déclare également : « Nous avons pris cette décision après avoir évalué les machines com-pactes d’autres fournisseurs. Nous avons fait des es-sais et des études poussés des propriétés du fi l (ré-sistance, étirement, pilosité, etc). Les paramètres de fi l issu de la Rieter K 44 sont parfaitement adaptés à nos besoins. Les machines K 44 nous permettent de produire ce qui est attendu par nos clients exigeants, tant en ma-tière de qualité que de prix. »
Les produits comprennent des fi ls 100% coton 7,4-20 tex (Ne 30-80) peignés et des fi ls compacts 4,9-14,8 tex (Ne 40-120) peignés. DFSML assure le respect de toutes les normes selon lesquelles ils sont certifi és, notamment ISO 9000, ISO 14000, SA 8000, OEKO TEX, etc.
ENTRETIEN AVEC BAQUI DEWAN. « Nous avons une longue tradition dans la branche textile et sommes spécialisés en fi lature ; nous employons du 100% co-ton et des mélanges pour produire des fi ls de haute qualité destinés à l’exportation. Nous avons installé nos usines dans le Punjab où les tissages sont spécialisés en jet d’air. Comme vous le savez sans doute, les machines à jet d’air exigent des fi ls de qualité. La résistance des fi ls compacts est plus forte que celle des fi ls classiques et les fi ls compacts montrent également une meilleure tenue à l’abrasion. Les tissus qui en résultent montrent de meilleures valeurs de résistance et d’étirement, moins de pilosité, de torsion et d’abrasion et sont plus réguliers. A la question du choix de Rieter, je réponds que nous apprécions d’acheter toute l’installation à un seul fournisseur et Rieter propose une solution com-plète qui répond à tous nos besoins. De plus Rieter off re une technologie éprouvée et est en mesure de proposer constamment de nouvelles évolutions dans les diff érents domaines.

7 Rieter . LINK 48 . 2/2006
LE GROUPE DIN. Le groupe Din est essentiellement présent dans le cuir et le textile. S.M. Muneer, ancien président de la chambre de commerce et d’industrie pakistanaise, dirige le groupe. Le groupe a grandi au fi l des décennies, a un chif-fre d’aff aires de plus de 4 milliards de Rs et emploie plus de 3 500 employés dans le cuir, la chimie et le textile.
DIN TEXTILE MILLS LIMITED. Créé en 1987 et doté de seulement 18 années d’expérience, c’est l’un des leaders des fi ls de qualité au Pakistan. Din Textile est constitué de trois installations avec au total 61 728 broches et plus de 2 400 employés. Les deux premières installations produisent et ex-portent des fi ls 100% coton, des mélanges, des fi ls teints, fl ammés et core yarn élastiques. Din produit du fi l 100% compact sur sa nouvelle installation de 24 192 broches, sur machines de fi la-ture compacte Rieter K 44.
CERTIFICATION. Din textile est certifi é ISO 9002 et ISO 14001. Ils font tout ce qui est en leur pouvoir pour minimiser l’impact de leur production sur l’en-vironnement et pour empêcher toute pollution.
VISION DE L’ENTREPRISE. La vision de Din Textile est la production de fi ls de haute qualité pour des clients propriétaires des marques les plus connues mondia-lement. Les fortes exigences en matière de qualité sont exprimées en objectifs qualitatifs basés sur la créativité, les compétences et l’amélioration conti-nue.
ENTRETIEN AVEC S. M. NAVEED, DIRECTEUR DE DIN TEXTILE MILLS LTD. Pourquoi avez-vous décidé de vous lancer dans la production de fi l compact ? La demande locale et internationale augmentait de 10 à 15% par an. Suite à cette croissance pré-vue, Din Textile a construit une troisième installation pour produire du fi l compact. La résolution de faire quelque chose d’unique nous procurant une avance face à la concurrence rendait le choix du fi l compact logique.
Comment voyez-vous l’avenir du fi l compact au Pakistan ? Je vois un bel avenir pour les fi ls compacts au Pa-kistan. Le fi l compact est très intéressant de par sa faible pilosité et d’autres propriétés. La productivité des machines de tissage est augmentée de 20-25% par l’utilisation de fi ls compacts plus résistants. Il y a fort à parier que la part de marché des fi ls compact continuera d’augmenter au cours des pro-chaines années.
Quelles sont les raisons de votre choix de la fi lature COM4 de Rieter ? Les raisons du choix du système de fi lature compac-te Rieter sont très claires. La technologie est éprou-vée. Rieter est plus cher que d’autres fournisseurs de systèmes compacts. Les frais d’entretien des ma-chines Rieter sont en revanche si faibles que la diff é-rence compense largement la diff érence d’investisse-ment. Nous nous sommes décidés pour Rieter après mûre réfl exion et ne le regrettons pas.
Thomas Küttel Responsable des Ventes Orient
Cardes C 51 et machines de fi lature compacte K 44 chez Din Textile Mills.
S. M. Naveed DirektorDin Textile Mills Ltd. Lahore.

8 Rieter . LINK 48 . 2/2006
La transformation de microfibres Lyocell tout au long du processus de filage a été étudiée pour différents processus de filage dans le cadre de la coopération entre Lenzing et Rieter.
TECHNOLOGY
MICROFIBRES TENCEL® –PROPRIÉTÉS ET TRANSFORMATION
La transformation sur machines Rieter de microfi bres Lyocell, commercialisées sous la marque Tencel®, a été étudiée dans le cadre de la coopération avec Len-zing, des fi bres aux fi ls de titres 10-30 tex (Ne 60-20) et aux tissus et tricots. La limite de production des microfi bres sur cardes conventionnelles et sur carde C 60 avec sa largeur unique de 1,5 mètres est de grand intérêt. Le choix des matières premières est basé sur le fait que les microfi bres Lyocell sont particulièrement exi-geantes envers le processus de fi lature.
PRODUCTION DE LYOCELL RESPECTANT L’ENVIRON-NEMENT. Lyocell et un terme général pour fi bres de cellulose produites par usage direct de solvant. La matière première est le bois. Tencel® est produit se-lon ce processus. Ce processus de fi lage à solvant est un développement écologique de la technologie des fi bres de cellulose. La particularité de ce proces-sus est l’utilisation quasi en circuit fermé du solvant. 99,5% du solvant est récupéré et les faibles émis-sions sont traitées dans des unités de traitement bio-logiques adaptées. La matière première Lyocell fut commercialisée sous les marques Lyocell ou Tencel selon le produc-teur. Lenzing acheta le groupe Tencel en mai 2004. Depuis mars 2005, la fi bre Lyocell des deux sites de production en Angleterre et en Autriche est commer-cialisée sous la marque Tencel®.
Fig. 1 Les fi bres Tencel® sont employées dans des domaines divers tels le sport, l’habillement et le linge de maison.
9 Rieter . LINK 48 . 2/2006
18
17
16
15
14
13
12
11
10
9
815 20 25 30 35 40 45 50 55 60 65 70
7 tex
10 tex
15 tex
30 tex
7 tex
10 tex
15 tex
30 tex
BUTS DES ESSAIS. Les essais devaient en premier lieu donner les informations suivantes sur la trans-formation de la microfi bre Tencel :
limites de production de la carde C 60 et comparai-son avec des cardes conventionnellespossibilité d’utiliser la technologie de compactage COM4 avec la machine de fi lature compacte K 44limites de fi nesse de fi l pouvant être obtenue avec la haute productivité de la machine de fi lature open end R 40
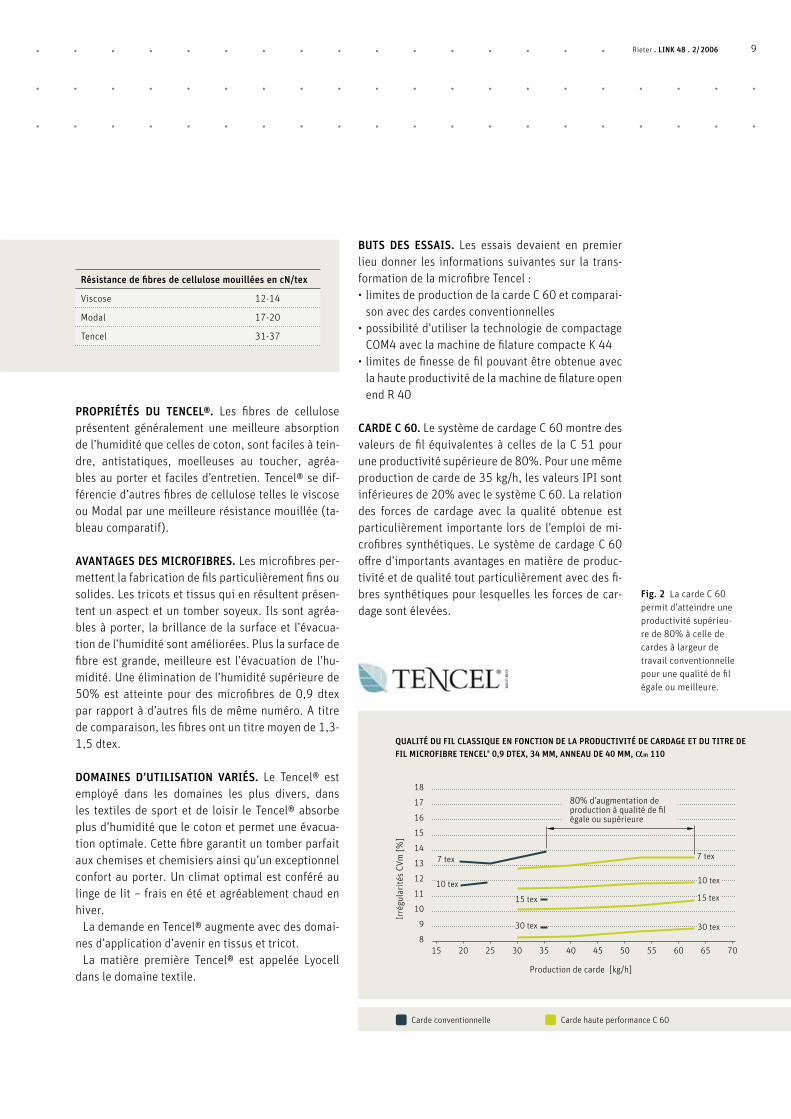
CARDE C 60. Le système de cardage C 60 montre des valeurs de fi l équivalentes à celles de la C 51 pour une productivité supérieure de 80%. Pour une même production de carde de 35 kg/h, les valeurs IPI sont inférieures de 20% avec le système C 60. La relation des forces de cardage avec la qualité obtenue est particulièrement importante lors de l’emploi de mi-crofi bres synthétiques. Le système de cardage C 60 off re d’importants avantages en matière de produc-tivité et de qualité tout particulièrement avec des fi -bres synthétiques pour lesquelles les forces de car-dage sont élevées.
•
•
•
PROPRIÉTÉS DU TENCEL®. Les fi bres de cellulose présentent généralement une meilleure absorption de l’humidité que celles de coton, sont faciles à tein-dre, antistatiques, moelleuses au toucher, agréa-bles au porter et faciles d’entretien. Tencel® se dif-férencie d’autres fi bres de cellulose telles le viscose ou Modal par une meilleure résistance mouillée (ta-bleau comparatif).
AVANTAGES DES MICROFIBRES. Les microfi bres per-mettent la fabrication de fi ls particulièrement fi ns ou solides. Les tricots et tissus qui en résultent présen-tent un aspect et un tomber soyeux. Ils sont agréa-bles à porter, la brillance de la surface et l’évacua-tion de l’humidité sont améliorées. Plus la surface de fi bre est grande, meilleure est l’évacuation de l’hu-midité. Une élimination de l’humidité supérieure de 50% est atteinte pour des microfi bres de 0,9 dtex par rapport à d’autres fi ls de même numéro. A titre de comparaison, les fi bres ont un titre moyen de 1,3-1,5 dtex.
DOMAINES D’UTILISATION VARIÉS. Le Tencel® est employé dans les domaines les plus divers, dans les textiles de sport et de loisir le Tencel® absorbe plus d’humidité que le coton et permet une évacua-tion optimale. Cette fi bre garantit un tomber parfait aux chemises et chemisiers ainsi qu’un exceptionnel confort au porter. Un climat optimal est conféré au linge de lit – frais en été et agréablement chaud en hiver. La demande en Tencel® augmente avec des domai-nes d’application d’avenir en tissus et tricot. La matière première Tencel® est appelée Lyocell dans le domaine textile.
Fig. 2 La carde C 60 permit d’atteindre une productivité supérieu-re de 80% à celle de cardes à largeur de travail conventionnelle pour une qualité de fi l égale ou meilleure.
Résistance de fi bres de cellulose mouillées en cN/tex
Viscose 12-14
Modal 17-20
Tencel 31-37
QUALITÉ DU FIL CLASSIQUE EN FONCTION DE LA PRODUCTIVITÉ DE CARDAGE ET DU TITRE DE FIL MICROFIBRE TENCEL® 0,9 DTEX, 34 MM, ANNEAU DE 40 MM, αm 110
Irré
gula
rité
s CV
m [%
]
Carde conventionnelle Carde haute performance C 60
Production de carde [kg/h]
80% d’augmentation de production à qualité de fi l égale ou supérieure

10 Rieter . LINK 48 . 2/2006
FILATURE OPEN END. Les microfi bres Lyocell étu-diées présentèrent d’excellentes propriétés en mar-che sur la machine de fi lature open end R 40. Un fi l de 10 tex fut fi lé avec une torsion αm 100 et une vi-tesse de rotors de 130 000 tours/min. Malgré une quantité de fi bres en section faible pour de l’open end, 110 fi bres, une très bonne marche fut observée à haute productivité. Cet avantage en productivité est dû à la techno-logie open end moderne de la R 40. L’exclusivité SPEEDpass unique s’est montrée particulièrement favorable lors du fi lage de ces microfi bres.
SOUTH PACIFIC VISCOSE SPINNCENTER. Les ré-sultats brièvement évoqués ci-dessus sont le ré-sultat d’une coopération entre Rieter et le groupe Lenzing. Cette coopération comprend l’installation d’une Fibre Process Unit (fi lature d’essais) high-tech à Purwakarta, en Indonésie. L’installation comprend une ouvreuse de balles B 34 S, une carde C 60, des bancs d’étirage SB-D 15 et RSB-D 35, une machine de fi lature open end R 40 et une machine classique G 33. L’objectif est d’améliorer le fi lage de viscose en fi bre courte, d’y apporter des innovations et de favo-riser la qualité grâce à des tests ciblés et de légères améliorations. Tous gagnent à cette coopération. Les clients profi -tent de l’adéquation des fi bres aux diff érents proces-sus de fi lage, du savoir-faire mis à leur disposition et de la possibilité d’adapter les machines à la matière première si nécessaire.
Plus d’informations au sujet de Tencel sur :www.lenzing.com
Lors du cardage de microfi bres, jusqu’alors limité à 35 kg/h, le nouveau système C 60 permet de repous-ser les limites de production. Une augmentation de production de 80% à 63 kg/h est possible. Ceci aug-mente fortement l’attrait de la transformation de mi-crofi bres et fi xe de nouvelles références en cardage.
FILATURE COMPACTE. La microfi bre Lyocell peut être compactée sans problème pour des titres de fi ls in-férieurs à 30 tex. La pilosité de fi ls très fi ns de 10 tex put être très fortement diminuée par rapport à un processus de fi -lature classique. Dans le même temps, la résistance augmentait de 3,5 cN/tex.
Fig. 3 Une carde C 60 en production au Spinncenter de South Pacifi c Viscose.
Harald SchwipplResponsable Technologie Spun Yarn Systems
11 Rieter . LINK 48 . 2/2006
RSB0
*
RSB
0*
*12
3 4
12
34
1
2
21
NIVEAU DE QUALITÉ SUPÉRIEUR GRÂCE À LA RÉGU-LATION INDÉPENDANTE. Le banc d’étirage autorégulé à une tête RSB-D 40 (Photo en première page) se dis-tingue par la qualité du ruban produit et son niveau de régulation. Ceci s’explique notamment par son principe de régulation indépendant. Les machines à doubles têtes présentent l’inconvénient conceptuel d’avoir deux systèmes de régulation dépendants l’un de l’autre dans la mesure où l’entraînement se fait au travers d’un cylindre délivreur commun. Il en résulte
Rieter a lancé le concept du banc d’étirage autorégulé à une tête il y a 25 ans. Ce concept apporte des avanta-ges indéniables en termes de qualité et de simplicité d’utilisation. Le succès de ce type de banc d’étirage se poursuit aujourd’hui même en Asie dans les marchés traditionnels des machines à doubles têtes.
TECHNOLOGY
AVANTAGE DES BANCS D’ÉTIRAGE RÉGULÉS À UNE TÊTE PAR RAPPORT AUX MACHINES À DOUBLES TÊTES.
une interférence des deux systèmes de régulation et donc une dégradation de la qualité. La qualité du ruban obtenu dépend également de la synchronisation des éléments mécaniques, des en-traînements, de l’électronique et des logiciels em-barqués. Notre R&D commune à su adapter tous ces composants les uns par rapport aux autres. Les machines autorégulées à doubles têtes équipées de composants aux origines diverses n’obtiennent que très partiellement les mêmes résultats en régula-tion. La très nettement meilleure régularité de ruban et la dépose sans casse de ruban permettent au RSB-D 40 d’obtenir des mèches et des fi ls de qua-lités supérieurs ainsi qu’une productivité en hausse au banc à broches, au continu à fi ler ainsi qu’au bo-binoir.
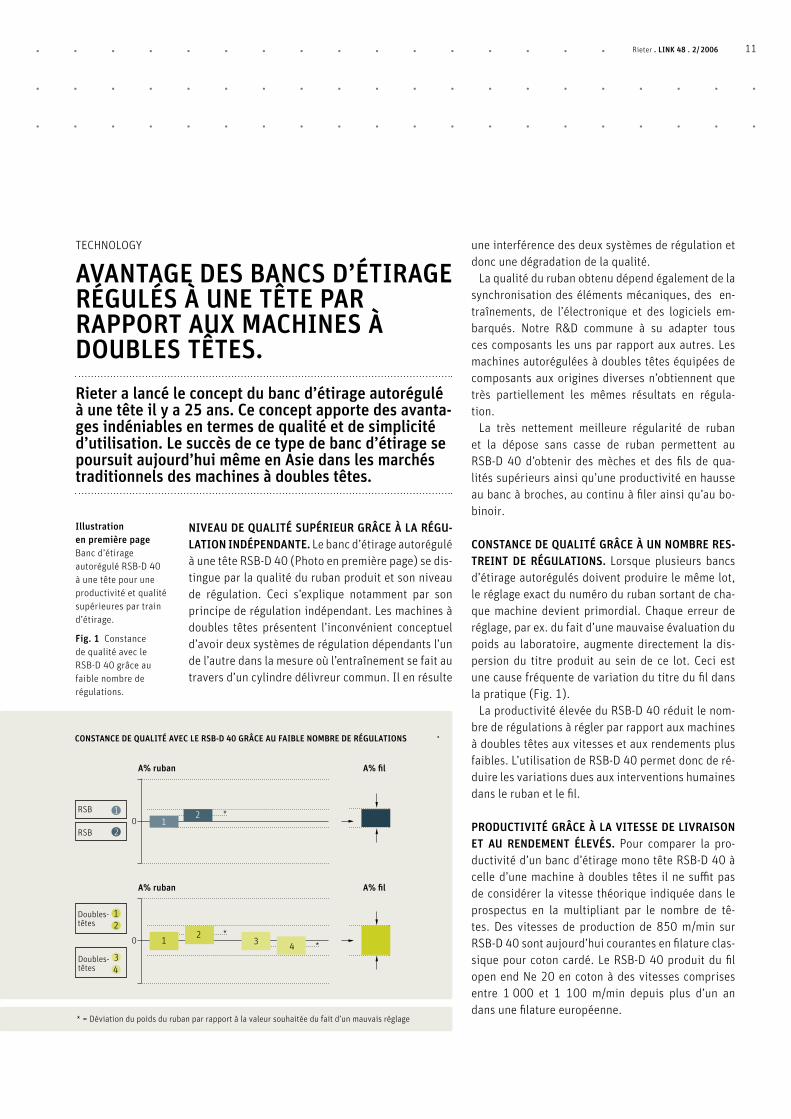
CONSTANCE DE QUALITÉ GRÂCE À UN NOMBRE RES-TREINT DE RÉGULATIONS. Lorsque plusieurs bancs d’étirage autorégulés doivent produire le même lot, le réglage exact du numéro du ruban sortant de cha-que machine devient primordial. Chaque erreur de réglage, par ex. du fait d’une mauvaise évaluation du poids au laboratoire, augmente directement la dis-persion du titre produit au sein de ce lot. Ceci est une cause fréquente de variation du titre du fi l dans la pratique (Fig. 1). La productivité élevée du RSB-D 40 réduit le nom-bre de régulations à régler par rapport aux machines à doubles têtes aux vitesses et aux rendements plus faibles. L’utilisation de RSB-D 40 permet donc de ré-duire les variations dues aux interventions humaines dans le ruban et le fi l.
PRODUCTIVITÉ GRÂCE À LA VITESSE DE LIVRAISON ET AU RENDEMENT ÉLEVÉS. Pour comparer la pro-ductivité d’un banc d’étirage mono tête RSB-D 40 à celle d’une machine à doubles têtes il ne suffi t pas de considérer la vitesse théorique indiquée dans le prospectus en la multipliant par le nombre de tê-tes. Des vitesses de production de 850 m/min sur RSB-D 40 sont aujourd’hui courantes en fi lature clas-sique pour coton cardé. Le RSB-D 40 produit du fi l open end Ne 20 en coton à des vitesses comprises entre 1 000 et 1 100 m/min depuis plus d’un an dans une fi lature européenne.
Illustration en première page Banc d’étirage autorégulé RSB-D 40 à une tête pour une productivité et qualité supérieures par train d’étirage.
* = Déviation du poids du ruban par rapport à la valeur souhaitée du fait d’un mauvais réglage
CONSTANCE DE QUALITÉ AVEC LE RSB-D 40 GRÂCE AU FAIBLE NOMBRE DE RÉGULATIONS
A% ruban A% fi l
A% ruban A% fi l
Fig. 1 Constance de qualité avec le RSB-D 40 grâce au faible nombre de régulations.
Doubles-têtes
Doubles-têtes
12 Rieter . LINK 48 . 2/2006
250 000
200 000
150 000
100 000
50 000
0
∅ 400 × 900 ∅ 500 × 1 100 ∅ 600 × 1 200 ∅ 1 000 × 1 500
100
80
60
40
20
0
-200 000
sur le RSB-D 40 alors que les deux têtes s’arrêtent dans le cas des étirages à doubles têtes. En outre la robustesse des changeurs de pots, les réserves pour jusqu’à 8 pots vides, le fonctionnement continu et les intervalles de nettoyage espacés du laminage sont autant de facteurs de rendement élevé. La pro-ductivité devient donc moins sensible aux interven-tions du personnel.
SIMPLICITÉ GRÂCE À UNE MEILLEURE ACCESSIBILI-TÉ. L’accessibilité des bancs d’étirage Rieter à une tête est largement meilleure que celle de n’importe quel banc d’étirage à deux têtes. Les interventions de production, de réglage ou d’entretien en sont sim-plifi ées et leur exécution est plus rapide. La simplici-té motive le personnel, les travaux d’optimisation et d’entretien sont engagés plus spontanément ce qui assure la qualité et la disponibilité de la machine.
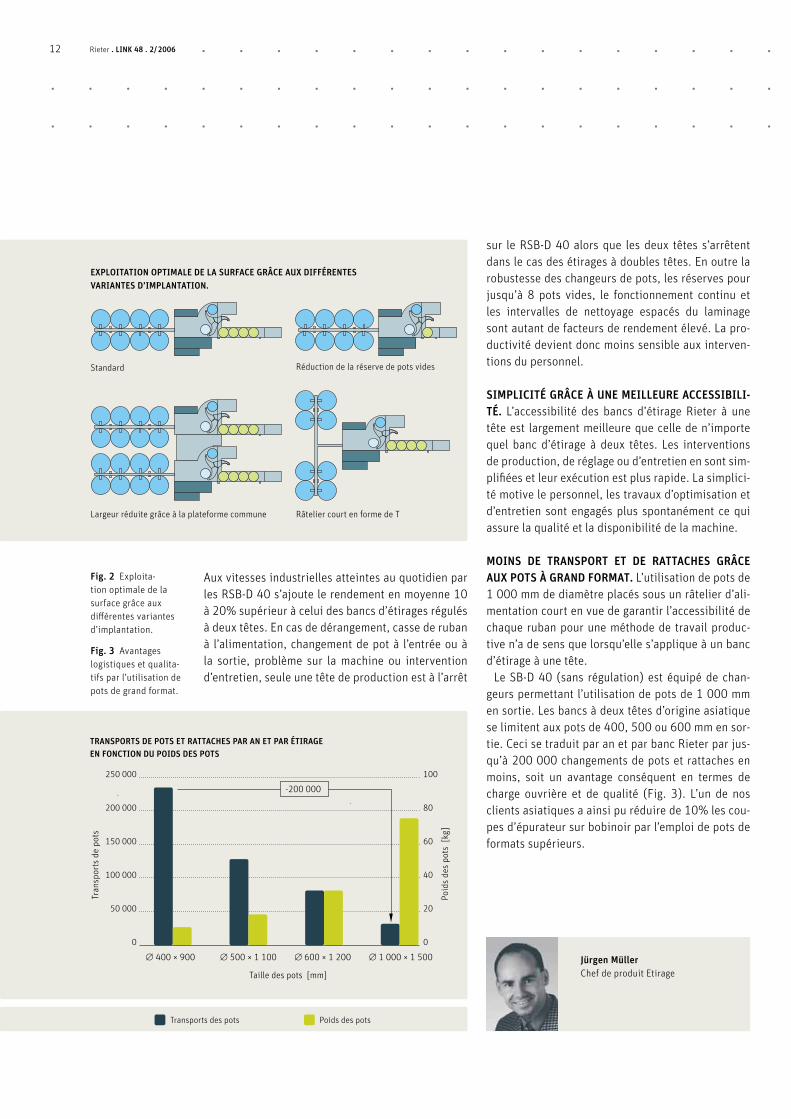
MOINS DE TRANSPORT ET DE RATTACHES GRÂCE AUX POTS À GRAND FORMAT. L’utilisation de pots de 1 000 mm de diamètre placés sous un râtelier d’ali-mentation court en vue de garantir l’accessibilité de chaque ruban pour une méthode de travail produc-tive n’a de sens que lorsqu’elle s’applique à un banc d’étirage à une tête. Le SB-D 40 (sans régulation) est équipé de chan-geurs permettant l’utilisation de pots de 1 000 mm en sortie. Les bancs à deux têtes d’origine asiatique se limitent aux pots de 400, 500 ou 600 mm en sor-tie. Ceci se traduit par an et par banc Rieter par jus-qu’à 200 000 changements de pots et rattaches en moins, soit un avantage conséquent en termes de charge ouvrière et de qualité (Fig. 3). L’un de nos clients asiatiques a ainsi pu réduire de 10% les cou-pes d’épurateur sur bobinoir par l’emploi de pots de formats supérieurs.
Aux vitesses industrielles atteintes au quotidien par les RSB-D 40 s’ajoute le rendement en moyenne 10 à 20% supérieur à celui des bancs d’étirages régulés à deux têtes. En cas de dérangement, casse de ruban à l’alimentation, changement de pot à l’entrée ou à la sortie, problème sur la machine ou intervention d’entretien, seule une tête de production est à l’arrêt
Jürgen MüllerChef de produit Etirage
Fig. 2 Exploita-tion optimale de la surface grâce aux diff érentes variantes d’implantation.
EXPLOITATION OPTIMALE DE LA SURFACE GRÂCE AUX DIFFÉRENTES VARIANTES D’IMPLANTATION.
Standard
Largeur réduite grâce à la plateforme commune
Réduction de la réserve de pots vides
Râtelier court en forme de T
Fig. 3 Avantages logistiques et qualita-tifs par l’utilisation de pots de grand format.
Transports des pots Poids des pots
TRANSPORTS DE POTS ET RATTACHES PAR AN ET PAR ÉTIRAGE EN FONCTION DU POIDS DES POTS
Taille des pots [mm]
Tran
spor
ts d
e po
ts
Poid
s de
s po
ts [
kg]

13 Rieter . LINK 48 . 2/2006
Pour produire des fi ls de qualité, il faut disposer d’une ligne de fi lature de valeur. L’étape de prépa-ration vouée au banc à broches y est prépondérante. Le développement continu et quelques nouveautés ont amené les nouveaux modèles F 15 / F 35 en rem-placement des F 11 / F 33. Outre les propriétés déjà bien connues, l’utilisateur y trouvera de nouveaux
Les nouveaux modèles de bancs à broches F 15 et F 35 offrent davantage de souplesse tout en étant plus économiques. La qualité supérieure de cette préparation est maintenue.
PRODUCT NEWS
LA CONTINUITÉ DANS LA FABRICATION DE LA MÈCHE
atouts particulièrement en termes de fl exibilité et de productivité.
INDIVIDUALITÉ GRÂCE À 4 MODÈLES. Le choix pas-se désormais de 2 à 4 modèles. A la base la sélection se fait entre la machine manuelle F 15 et le banc en-tièrement automatique F 35. Chacun des deux mo-dèles peut être obtenu en écartement de 110 ou de 130 mm. Le faible écartement de 110 mm off re l’avantage de pouvoir allonger la machine à 160 positions. La tail-le maximale de la bobine est de 6 pouces. Avec un écartement de 130 mm le nombre maximum de bo-bine est de 144 mais il est possible de produire des bobines de 6 ou 7 pouces. Ces possibilités permet-tent de parfaitement répondre aux diff érentes exi-gences des clients.
CONSTRUCTION ERGONOMIQUE. L’accessibilité et l’ergonomie du poste de travail en général ont été nettement améliorées. L’ergonomie a présidé au nou-veau design ainsi qu’à la judicieuse architecture de la machine. Les solutions techniques retenues pour la levée du F 35 permettent d’obtenir une face avant libérée où seuls deux poteaux suffi sent sur toute la longueur de la machine.
SYSTÈMES D’ENTRAÎNEMENT OPTIMISÉS. Les cli-ents tirent profi t de l’optimisation des systèmes d’entraînement grâce à une diminution des travaux de maintenance et une réduction du bruit. Le système d’entraînement multi moteurs a été op-timisé. Le diff érentiel présent jusqu’alors a pu être éliminé et les broches comme les ailettes sont ent-raînées directement par les servomoteurs.
UTILISATION SIMPLIFIÉE. La nouvelle conception se distingue par la simplicité dans l’utilisation et les réglages de la machine. Les paramètres principaux se règlent à l’écran de commande. Les machines sont équipées d’écrans sensitifs. La nouvelle commande permet d’enregistrer 20 rég-lages diff érents qui peuvent être recherchés à tout moment. Ceci s’avère très utile et effi cace lorsque la production est marquée par des changements de lots fréquents. La constance de qualité est mise au pre-mier plan ainsi que la simplicité de manœuvre pour l’opérateur.
Banc à broches automatique F 35.

14 Rieter . LINK 48 . 2/2006
Le dispositif ROJ de contrôle de tension de la mèche est un équipement en option particulièrement re-commandé pour les fi bres chimiques, les mélanges, les matières sombres et les machines longues. Nos clients y trouvent de nombreux avantages tels l’absence d’arrêts intempestifs, le contrôle indivi-duel et automatique des mèches, l’absence de pro-blèmes d’enroulage et l’exploitation statistique des résultats dans le but d’améliorer le comportement en production. Ce dispositif permet une réelle améliora-tion de la productivité. OPTIMISATION DE LA CONSOMMATION D’ENERGIE. Les nouveaux modèles de bancs à broches pouvant être plus longs, ils sont désormais équipés de nou-veaux systèmes d’entraînement. La puissance instal-lée par machine est supérieure afi n de garantir suffi -samment de puissance même pour les machines les plus longues. La consommation d’énergie reste ce-pendant la même que celle des modèles remplacés.
AVANTAGE DU FOURNISSEUR DE SYSTÈMES. Le cli-ent profi te pleinement du savoir-faire de Rieter dans les unités complètes en particulier avec le banc à broches automatique F 35. Le système de transport Rieter SERVOtrail s’adapte parfaitement à cette ma-chine et se distingue par son absolue fl exibilité.
ECHOS POSITIFS. Depuis le lancement de ce nou-veau modèle en 2005, plus de 50 machines F 15 / F 35 ont déjà trouvé preneur. La forte demande pour ce nouveau banc à broches est un signe de réussite incontestable.
QUALITÉ DE MÈCHE RECONNUE. Le nouveau banc à broches maintient l’excellente qualité de mèche obtenue par la génération précédente. Le train d’étirage à pression pneumatique est un composant technologique crucial. La pression uni-forme assure la régularité de la mèche sur toute la longueur de la machine. La décharge des bras de guidage se fait de manière centralisée et la pression peut s’ajuster linéairement. La machine est équipée dans sa version standard d’un laminage à 3 sur 3 cy-lindres. Sur demande la machine peut aussi recevoir un laminage à 4 sur 4 cylindres. La nouvelle génération F 15 / F 35 est égale-ment équipée du dispositif ROJ de régulation de la mèche. La tension de la mèche est contrôlée et maintenue constante à l’aide de deux capteurs et d’un micro-processeur. Ce dispositif garantit l’excellente régula-rité de la mèche et évite les faux étirages.
PRODUCTIVITÉ ÉLEVÉE. La productivité du banc à broches est donnée par le niveau de production de la machine et par la durée de la levée. La levée sur le banc automatique F 35 est envi-ron deux fois plus rapide que celle de la plupart des autres bancs à broches automatiques disponibles sur le marché. Ces temps de levée extrêmement courts sont obte-nus grâce à la commande séparée du chariot à bo-bines et de la poutre de levée. Les deux éléments sont pilotés indépendamment mais de manière syn-chronisée par variateurs de fréquence. Le proces-sus de levée est raccourci et les temps de levée infé-rieurs à 2 min sont réels. La longueur de la machine n’infl uence pas ces temps et le rendement de la ma-chine est nettement amélioré.
Anja KnickChef de produit Continu à fi ler
15 Rieter . LINK 48 . 2/2006
Deux filatures mondialement connues ont développé avec succès de nouveaux fils et se sont assurées d’excellents marchés. La technologie core yarn pro-vient de Rieter et peut être ajoutée sur des continus à filer conventionnels ou COM4.
PRODUCT NEWS
NOUVEAUX FILS EN TECHNOLOGIE CORE YARN
FILATURE SPOERRY FLUMS, SUISSE. La fi lature Spoerry Flums est depuis toujours l’une des plus avancées et innovantes dans le monde. Spoerry est toujours en mesure de mettre à profi t son exception-nel savoir-faire, ses machines et installations pour convaincre, consolider et développer des marchés avec des produits de pointe. Spoerry Sensual est l’un des produits pour lesquels des fi ls fi ns à fi lament élastique sont produits sur continus à fi ler à équipement core yarn Rieter.
DOMAINE D’UTILISATION DES FILS CORE YARN COMPACTS. Grâce au procédé de fi lage COM4 et au système core yarn spécialement développé, les diff é-rents fi laments se positionnent exactement au centre des fi bres compactées. Ensuite, les fi bres sont fi lées autour de l’âme. On diff érencie en production entre les numéros de fi l Nm 85-135 fi lés avec une âme de 22 dtex et des fi ls particulièrement fi ns Nm 135-250 avec une âme de 15 dtex et moins. De tels fi ls extrêmement fi ns sont exceptionnels tant par leur fi nesse que par leur élasticité et leur structure. Leur faible pilosité garantit un confort au porter particulièrement intéressant. Les textiles extra-fi ns de SPOERRY SENSUAL paraissent aussi souples qu’une deuxième peau. Ils sont particuliè-rement adaptés à la confection de bas, de bodys et de sous-vêtements de luxe. Outre le coton, des maté-riaux nobles tels cachemire, bébé alpaga et soie peu-vent être employés. Les fi ls de la famille SPOERRY SENSUAL fi lés sur machines COM4 de Rieter avec équipement core yarn peuvent être employés partout : étoff es extra-fi nes pour chemisiers stretch ou chemises ou linge de lit de haute qualité.
Fig. 1 Les textiles extra-fi ns collent au corps comme une deuxième peau et garantissent un excellent confort au porter.
16 Rieter . LINK 48 . 2/2006
Nous remercions cordialement Spoerry Flums et Lauff enmühle pour leur coopération lors de la prépa-ration de cet article.
Vous trouverez de plus amples informations sur In-ternet :
www.spoerry-yarn.chwww.lauff enmuhle.de
FILATURE LAUFFENMUEHLE À WALDSHUT. L’un des producteurs d’étoff es les plus innovants d’Europe, qui propose une large palette de produits. De plus, l’un des leaders de la fabrication de vêtements pro-fessionnels. Les fi ls élastiques et les étoff es stretch qui en ré-sultent ne sont plus dissociables de la mode actu-elle. Compte tenu du confort qu’ils off rent, il n’est pas étonnant que la demande en tissus élastiques augmente aussi pour les vêtements professionnels.
DE NOUVEAUX PRODUITS INNOVANTS CONFORTENT LA POSITION SUR LE MARCHÉ. Un fi l élastique est produit sous le nom EVOLUTION sur une machine de fi lature classique G 33 équipée ultérieurement d’un système Rieter core yarn. L’âme est constituée de la nouvelle fi bre-fi lament DOW XLA, particulièrement adaptée à la production de tissus pour vêtement pro-fessionnels à la fois élastiques et résistants. La nouvelle fi bre en Lastol est produite à base de polyoléfi ne et résiste extrêmement bien aux produits chimiques et à la chaleur. La fi bre transparente est totalement incluse dans le fi l, n’absorbe quasiment pas d’humidité, résiste aux UV et off re une élasticité durable même après de nombreux cycles de lavage industriel. Les exemples ci-dessus montrent de manière im-pressionnante comment savoir-faire du client, ma-chines et équipements adaptés de fournisseur de machines permettent d’atteindre une position excep-tionnelle sur le marché.
PÉRIODE D’ESSAI CONCLUANTE. Avec l’option Rie-ter core yarn system pour nouvelles machines Com4 ou classiques, mais aussi en complément sur conti-nus à fi ler Rieter de types G 5/1 à G 33, les clients Rieter profi tent d’un savoir-faire dans le domaine core yarn. Les clients profi tent d’une valeur ajoutée pour leur investissement grâce aux prestations s’étendant de la défi nition de produits à la maintenance et à l’expérience technologique.
Fig. 2 Les vêtements professionnels à base de fi ls core yarn Rieter sont élastiques, résistants, modernes et extrêmement résistants aux produits chimiques et à la chaleur.
Silvano RufoDirecteur Marketing Parts Winterthur

17 Rieter . LINK 48 . 2/2006
100
90
80
70
60
50
40
30
20
10
01999 2000 2001 2002 2003 2004
LES TENDANCES EN OPEN END. Il est clair pour tous que les fi ls open end sont diff érents des fi ls conven-tionnels. La technique open end a surtout été utilisée dans les productions de masse en particulier le de-nim. Les avantages alloués jusqu’alors aux fi ls open end dans certaines applications sont aujourd’hui complétés par les progrès réalisés au niveau de la qualité du fi l et de ses propriétés en général. Les avantages de productivité des fi ls open end peuvent à présent être décuplés par l’élargissement de leur domaine d’application.
Les innovations technologiques en filature open end permettent aux filatures d’utiliser désormais les machines open end pour d’autres articles en mettant à profit leur productivité.
PRODUCT NEWS
NOUVEAUX HORIZONS POUR L’OPEN END
LA MACHINE SEMI-AUTOMATIQUE BT 923 DE RIETER ÉQUIPÉE DE LA NOUVELLE BOÎTE DE FILAGE C 120 OFFRE DE NOUVELLES POSSIBILITÉS. Les avantages sont particulièrement importants pour les marchés asiatiques demandeurs de machines semi-automati-ques et en pleine évolution :
Déplacement des activités locales vers les marchés d’exportationUtilisation de nouvelles matières premières sur les machines open end semi-automatiquesNouvelles applications comme par ex. le fi l pour la bonneterie
Les générations précédentes de machines open end semi-automatiques Rieter étaient réputées pour le travail de coton et de mélanges à base de déchets ou de blousses, de fi bres spéciales et de fi bres ré-générées. Les fi ls produits sur les machines BT sont excellents au vu de la faible qualité des fi bres uti-lisées, ce qui permet aux fi lateurs innovants d’être très concurrentiels. La nouvelle boîte de fi lage C 120 a su maintenir ce savoir-faire tout en améliorant le fi l produit grâce à de nouveaux concepts et l’utilisation de nouveaux éléments. Le nouveau concept d’élimi-nation des déchets de la C 120 optimise l’ouvraison et le canal d’évacuation des déchets de manière à pouvoir exploiter au maximum la matière premiè-re. Les déchets se composent d’impuretés, de fi bres courtes, de noeuds et de neps. Le système garantit le meilleur rendement de matière possible car un maxi-mum de déchets est éliminé sans que cela ne se fasse au détriment des bonnes fi bres à forte valeur. Exemple : Fil Ne 10, coton, 4,2 Mic, déchets en ru-ban de 0,25%, produit à 100 000 tr/min, déchet ré-siduel 0,45% contenant trash, fi bres courtes, pous-sières et neps. Dans le cas de matières premières très propres pour des fi ls de Ne 20 à Ne 40 où la propreté est primordiale, la boîte de fi lage C 120 éli-mine de manière sélective les impuretés végétales et les fi bres courtes. Exemple : Fil Ne 30, coton, 3,57 Mic, déchets en ruban de 0,10%, produit à 100 000 tr/min, déchet résiduel 0,20%. La conception de la machine permet pour ces applications de produire à 110 000 tr/min à des vitesses de livraison de 200 m/min tout en conservant l’effi cacité du nettoyage ce qui a pour avantage supplémentaire d’obtenir de meilleurs CV% et moins de défauts dans le fi l.
•
•
•
AUGMENTATION CONSTANTE DES IMPORTATIONS DE L’UE (MATIÈRES PREMIÈRES EN PROVENANCE DE CN, PK, IN)
Mio
. kg
Année
Tissus avec 50 à 100% de coton (CN, PK) Tissus à base de fi bres synthétiques (CN)
Fils avec 50 à 100% de coton (CN, PK, IN) Fils à base de fi bres synthétiques (CN)
Tissus avec 50 à 85% de fi bres chimiques (CN, PK)

18 Rieter . LINK 48 . 2/2006
fi l tissage coton à un fi l tricot se limitent à l’échange des buses d’extraction et suivant le choix à celui des rotors équipés de gorges adaptées. Pour passer du 100% coton au 100% viscose, acrylique, polyester et mélanges seul l’échange des briseurs est nécessai-re. Une buse d’extraction a été spécialement conçue pour le 100% polyester. De manière générale toute une palette de pièces technologiques est disponible pour obtenir les caractéristiques de fi l demandées et répondre au souhait de chaque client. La fl exibilité de production est encore augmentée par la possibilité de produire des fi ls diff érents sur une même machine. Les entraînements indépen-dants, les deux bandes d’évacuation des bobines et les diverses possibilités de réglages permettent d’en-visager sereinement la production rentable de très petits lots. Les changements de lot et les travaux d’entretien peuvent se faire sur une face de la machi-ne pendant que l’autre continue à produire de sorte que la productivité et la gestion du parc sont optimi-sées.
NOUVELLE DONNE DANS LA CHAÎNE DE VALEUR AJOUTÉE. La répartition de la valeur ajoutée dépend aujourd’hui bien plus de l’off re et de la demande que du niveau de production. Les fi latures et les tissa-ges ont perdu leur rôle de créateur et de prescripteur dans la fourniture de tissus. Le processus de lance-ment sur le marché s’est considérablement réduit. La fl exibilité de la BT 923 permet aux fi lateurs de « coller » à la demande.
FLEXIBILTÉ DE LA BOÎTE DE FILAGE C 120. La boîte de fi lage C 120 a su ajouter aux applications usuelles telles que coton, mélanges et fi bres régénérées cel-les typiques de la bonneterie, à savoir le 100% vis-cose, le polyester et les mélanges. La boîte de fi lage dans sa version la plus ré-pandue pour vitesses comprises entre 80 000 et 110 000 tr/min couvre la plupart des applications. Les fi ls aux caractéristiques plus particulières de-mandent une adaptation minimale de pièces réali-sable simplement et rapidement sans recours à des outils spécialisés. Les changements pour passer d’un
Věra ŠtěpánskáChef de produit Rotor Usti
19 Rieter . LINK 48 . 2/2006
COMFORO®- LANCEMENT DE NOUVEAUX DOMAINES D’APPLICATIONS. Nos marchés textiles actuels im-posent de se démarquer toujours davantage de la concurrence. Ceci exige des connaissances qui vont bien au-delà du simple passage de la fi bre au fi l en fi lature. Rieter a développé des partenariats avec les prin-cipaux producteurs de fi bres, les professionnels des procédés de production textile et les spécialistes de la teinture et de l’ennoblissement. ComfoRo® rend ce savoir-faire accessible aux clients open end de Rie-ter. Cette collaboration active à l’échelle mondiale a déjà permis de donner des réponses exhaustives à nombre de clients ouvrant en outre la voie à des opti-misations de produits et de nouvelles applications.
SAVOIR-FAIRE COMFORO® POUR LE DÉVELOPPE-MENT DE NOUVEAUX PRODUITS. Pour exploiter au mieux les avantages de la R 40 et des fi ls open end en fi lature, il faut que les utilisateurs des processus
ComfoRo® établit les avantages des fils open end R 40 dans le processus de production jusqu’au produit fini.
PRODUCT NEWS
COMFORO® – SAVOIR-FAIRE POUR FIL OPEN END
ultérieurs soient en mesure de reconnaître ces avan-tages. A ce stade il est important de préciser que le caractère du fi l open end est diff érent de celui du fi l conventionnel. Le fagotage typique du fi l open end infl uence autant la structure en surface du fi l que sa grande capacité de résistance au boulochage. Lorsqu’on utilise du fi l open end, il est donc avanta-geux d’optimiser à chaque fois le processus de fabri-cation. Le savoir-faire nécessaire à cette opération est obtenu avec nos partenaires et est accessible sous l’appellation ComfoRo®. Cette méthode don-ne une opportunité de fabriquer des produits fi -nis de valeur dont l’acceptation sur les marchés est meilleure.
AVANTAGES DES FILS OPEN ENDS COMFORO® DE LA R 40. Rieter off re avec la technologie de ratta-che AEROpiecing de sa R 40 une occasion unique de produire du fi l exempt de rattaches dérangean-tes. L’excellente stabilité de fi lage ainsi qu’un choix innovant d’éléments de fi lage permettent d’adapter la construction du fi l pour obtenir une torsion faible ou une résistance supérieure et une pilosité voulue. Avec jusqu’à 400 positions, une vitesse de livraison pouvant atteindre 350 m/min et une vitesse maxi-male de 160 000 tr/min, le potentiel de production de la R 40 est énorme. Les besoins énergétiques mi-nimisés de la machine permettent d’avoir les coûts de production les plus faibles à ce stade de produc-tion.
Le logo ComfoRo® signale les avantages supplémentaires dont peuvent disposer les clients de Rieter.
La fabrication de pro-duits de valeur à base de fi l open end peut être optimisée grâce à ComfoRo®.

20 Rieter . LINK 48 . 2/2006
Lorsque le tissu est construit de manière optimale, la structure du fi l open end contribue à l’obtention d’un bel aspect régulier du produit fi ni. Nos partenai-res des autres étapes de production disposent là du savoir-faire nécessaire. Les fi ls open end montrent également leurs avan-tageuses propriétés dans la maille, comme le jersey avec l’incontournable tee-shirt. L’excellente régula-rité des fi ls open end permet d’obtenir des tricots présentant nettement moins de grosseurs que ceux obtenus avec un fi l conventionnel type ring. Les prin-cipaux avantages économiques des fi ls open end ré-sultent de la vitesse de production, de l’utilisation de matière première plus avantageuse ainsi que d’ar-rêts de production moins fréquents dans les étapes en aval. Une R 40 peut produire un fi l bonneterie standard de type Ne 28 à 180 m/min, précisons que même avec une qualité moyenne de coton on obtient une bonne qualité du produit fi ni. L’un de nos par-tenaires ComfoRo® a utilisé de nouveaux produits de fi nissage pour son tricot et a obtenu d’excellents résultats. Ces connaissances sont accessibles à nos clients grâce à ComfoRo®.
LE SUCCÈS RÉSIDE DANS LE SYSTÈME. En tant que fournisseur de systèmes complets, Rieter dispose du savoir-faire technologique et économique pour le pro-cessus de fi lage dans son intégralité. Avec ComfoRo® Rieter propose à ses clients plus qu’un simple fi l. Le travail en commun de tous les acteurs de la chaîne de fabrication textile est la clé du succès.
QUALITÉ DU FIL AU PRODUIT FINI. Les fi ls de R 40 sont très recherchés sur le marché. Leur déroule-ment sans problèmes en tissage ou en bonneterie est reconnu. La construction parfaite de la bobine est à mettre à l’actif du principe de bobinage sim-ple et précis de la R 40 et d’une technique moderne d’entraînement. Le dispositif anti-images est pilotée électroniquement ce qui permet un passage rapide d’un bobinage typique pour teinture à un bobinage dense pour tissage. La largeur de bobinage s’adap-te de manière optimale au titre du fi l. Les angles de croisement se règlent au degré près. Avec un diamè-tre de 350 mm, il est possible d’obtenir jusqu’à 6 kg de fi l par bobine. Toutes ces propriétés ajoutées à la possibilité de régler précisément la longueur de fi l sur bobine et l’absence de défauts permettent de nettement rédui-re les temps d’arrêts de production dans les proces-sus de fabrication en aval. Les avantages de la R 40 sont exploitables pour tous les types de fi l bonne-terie, denim et particulièrement pour le fi lage de la viscose.
LA SERVIETTE ÉPONGE ET LE TEE-SHIRT, DES EXEM-PLES DE SUCCÈS DU FIL COMFORO®. Les avantages du fi l ComfoRo® sont impressionnants dans ces deux domaines d’application classiques du fi l open end. La chaîne du tissu éponge est à base de fi l coton Ne 17 produit à des vitesses allant jusqu’à 200 m/min. La trame est un fi l Ne 12 produit sur rotor de 33 mm de diamètre où les vitesses peuvent même atteindre 210 m/min. Pour les bouclettes on utilise un fi l à fai-ble torsion obtenu avec un rotor à rainure spéciale.
Dr. Stephan Weidner-BohnenbergerChef de produit Rotor Ingolstadt
La technologie de rattache AEROpiecing de la R 40 donne un fi l quasiment sans défaut.
21 Rieter . LINK 48 . 2/2006
45 mm
6 mm
Un nouveau bloc de paraffine qui vous indique exac-tement à quel moment il faut le changer : l’assurance d’une réduction de coûts et d’un dépôt de paraffine ininterrompu.
GUEST
LE BLOC DE PARAFFINE QUI RÉDUIRA VOS COÛTS
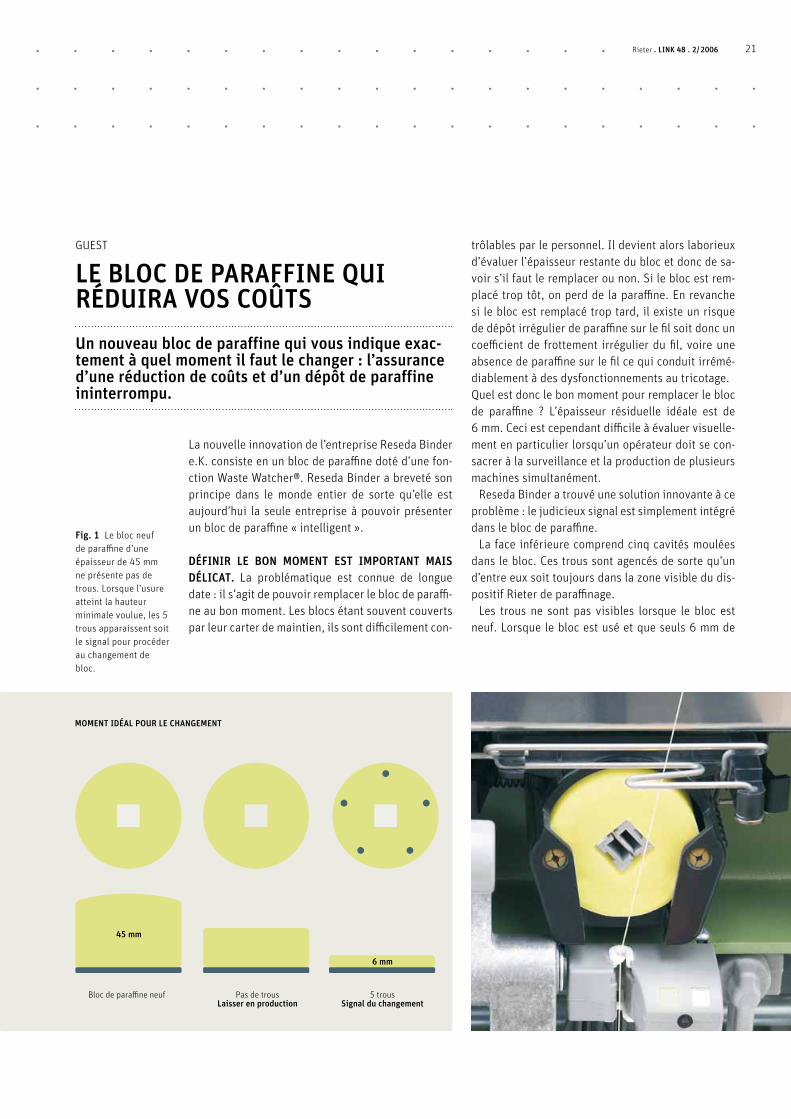
trôlables par le personnel. Il devient alors laborieux d’évaluer l’épaisseur restante du bloc et donc de sa-voir s’il faut le remplacer ou non. Si le bloc est rem-placé trop tôt, on perd de la paraffi ne. En revanche si le bloc est remplacé trop tard, il existe un risque de dépôt irrégulier de paraffi ne sur le fi l soit donc un coeffi cient de frottement irrégulier du fi l, voire une absence de paraffi ne sur le fi l ce qui conduit irrémé-diablement à des dysfonctionnements au tricotage.Quel est donc le bon moment pour remplacer le bloc de paraffi ne ? L’épaisseur résiduelle idéale est de 6 mm. Ceci est cependant diffi cile à évaluer visuelle-ment en particulier lorsqu’un opérateur doit se con-sacrer à la surveillance et la production de plusieurs machines simultanément. Reseda Binder a trouvé une solution innovante à ce problème : le judicieux signal est simplement intégré dans le bloc de paraffi ne. La face inférieure comprend cinq cavités moulées dans le bloc. Ces trous sont agencés de sorte qu’un d’entre eux soit toujours dans la zone visible du dis-positif Rieter de paraffi nage. Les trous ne sont pas visibles lorsque le bloc est neuf. Lorsque le bloc est usé et que seuls 6 mm de
La nouvelle innovation de l’entreprise Reseda Binder e.K. consiste en un bloc de paraffi ne doté d’une fon-ction Waste Watcher®. Reseda Binder a breveté son principe dans le monde entier de sorte qu’elle est aujourd’hui la seule entreprise à pouvoir présenter un bloc de paraffi ne « intelligent ».
DÉFINIR LE BON MOMENT EST IMPORTANT MAIS DÉLICAT. La problématique est connue de longue date : il s’agit de pouvoir remplacer le bloc de paraffi -ne au bon moment. Les blocs étant souvent couverts par leur carter de maintien, ils sont diffi cilement con-
Fig. 1 Le bloc neuf de paraffi ne d’une épaisseur de 45 mm ne présente pas de trous. Lorsque l’usure atteint la hauteur minimale voulue, les 5 trous apparaissent soit le signal pour procéder au changement de bloc.
MOMENT IDÉAL POUR LE CHANGEMENT
Bloc de paraffi ne neuf Pas de trousLaisser en production
5 trousSignal du changement

22 Rieter . LINK 48 . 2/2006
30
25
20
15
10
5
0
27,60
19,32
22,08
13,24
L’exploitation maximale du bloc de paraffi ne dans sa durée a pour autre conséquence l’augmentation du rendement de la machine. Le contrôle d’épaisseur est désormais eff ectué sans être obligé de provoquer une casse de fi l. Les dispositifs de paraffi nage ne sont dorénavant ouverts qu’en cas de besoin ce qui augmente leur du-rée de vie.
AVANTAGES LARGEMENTS CONFIRMÉS EN PRODUC-TION. La fi gure 2 montre la consommation annuel-le de paraffi ne de deux clients, avec et sans Waste Watcher® : les deux fi latures ont pu réduire leur con-sommation de paraffi ne d’environ 30 à 40%. Ceci met en évidence que l’emploi de blocs de paraffi ne Waste Watcher® de Reseda est rentable pour toutes les fi latures. Le calcul est simple.
matière sont encore disponibles, les trous apparais-sent. Pour le personnel c’est le signal clair qu’il est temps de changer le bloc (Fig. 1).
LES AVANTAGES DE CE SYSTÈME SONT ÉVIDENTS. Le Waste Watcher® est un avantage pour toutes les fi -latures : chaque bloc de paraffi ne peut être utilisé jusqu’à ce qu’il atteigne l’épaisseur minimale. Les blocs ne sont plus changés trop tôt mais au moment opportun. Les fi latures peuvent ainsi considérable-ment baisser leur consommation de paraffi ne et ré-duire leurs coûts. Parallèlement on assure un paraffi nage régulier tout au long du cycle et on évite les dépôts irrégu-liers voire les absences de paraffi ne ; une bonne ma-nière d’éviter les réclamations.
Michael BinderReseda Binder e.K.
Fig. 2 Consommations diff érentes de paraffi nes mesurées pour l’exemple chez deux clients diff érents.
CONSOMMATION DE PARAFFINE
Cons
omm
atio
ns d
iff ér
ente
s de
par
affi n
e[e
n to
nnes
par
an]
Sans Waste Watcher® Avec Waste Watcher®
USA
Reseda Binder e.K. est spécialisé dans la fabrication de blocs de paraffi ne pour toutes applications dans une large gamme de fi ls. Davantage d’informations et des conseils sont disponibles aux coordonnées suivantes :
Reseda Binder e.K.Mazmannstr. 38D-72458 Albstadt-EbingenE-Mail: [email protected]
Canada
23 Rieter . LINK 48 . 2/2006
La représentation ERBEL Mümessillik présentera de nombreuses nouveautés Rieter sur 1230 m2 lors de l’ITM’06 à Istanbul, hall 4, stand 4/1.
RIETER INSIDE
ERBEL & RIETER, UNE ÉQUIPE FORTE EN TURQUIE
LA SUCCESS-STORY DE ERBEL. Haluk Erbel commen-ça à travailler en tant que représentant de Rieter Maschinenfabrik AG dès 1974. Il créa et géra une en-treprise de deux personnes en 1983. Il comprit déjà à l’époque qu’une représentation devait off rir plus que des machines et adjoint un service après-vente à son entreprise. Aujourd’hui, ERBEL off re aux en-treprises textiles turques la vente, le service après-vente et la maintenance depuis Istanbul et Adana. Ce service est off ert par plus de 40 personnes, dont 10 ingénieurs textiles ou en construction mécanique. ERBEL représente Rieter Textile Systems en Tur-quie pour les domaines fi lature fi bres courtes, fi la-ments et non-tissés. Outre Rieter, ERBEL représente d’autres grands noms de fournitures pour fi lature. Plus de 50% des machines de fi lature fi bres courtes en Turquie proviennent de Rieter. Rieter et ERBEL sont fi ers de la relation de confi ance bâtie avec leurs clients. Ils soutiennent l’économie locale dans la transformation rentable de coton turc en fi ls de très haute qualité et facilitent ainsi l’accès aux marchés européens à l’industrie textile turque. Rieter Textile Machinery Trade and Services Ltd., sous la direction de Franz Caduff , off re un support lors de l’installation et un service après-vente de-puis Istanbul. L’équipe de services compte 38 tech-niciens et ingénieurs.
LE VISAGE DE RIETER EN TURQUIE. Haluk Erbel parti-cipe activement à l’organisation de l’ITM et a de for-tes relations avec le comité d’organisation de l’ITM, la presse textile et les instituts turcs. Lorsqu’on lui demande le secret de son succès, Haluk Erbel ré-pond : « Nous sommes tournés vers les clients, som-mes beaucoup à leurs côtés, expliquons clairement nos avantages, discutons des possibilités de fi nance-ment, et s’il devait y avoir un problème nous réagis-sons immédiatement et trouvons des solutions avec Rieter pour satisfaire à nouveau nos clients. »
La Turquie représente l’un des principaux centres textiles dans le monde et sera en juin 06 le point de rencontre de producteurs textiles du monde entier. La représentation Rieter ERBEL MÜMESSILLIK A.Ş. présentera des machines innovantes et des services complets lors de l’ITM 2006.
www.rieter.com
ITM 2006 EN BREF. 100 000 visiteurs en provenance de Turquie, du Moyen-Orient et d’Europe de l’Est sont attendus cette an-née à l’ITM. Rieter expose sur le stand ER-BEL, hall 4, stand 4/1. Les nouveaux pro-duits Rieter suivant seront présentés :
FILATURE FIBRES COURTES.Carde C 60 à silo nettoyeur intégré CLEANfeedEquipement de reconnaissance de fi bres étrangères en grosse préparation « The Vision Shield »Machine de fi lature compacte K 44 (en marche) avec VARIOspin, équipement core yarn et système de transport de bo-bines SERVOtrail qui transformera 6 ma-tériaux diff érents en fi ls COM4®Machine de fi lature classique entière-ment automatique R 40 (en marche) avec AEROpiecing qui produira des fi ls ComfoRo®Le nouveau banc d’étirage régulateur RSB-D 40Une machine semi-automatique BT 923
•
•
•
•
•
•
Des produits fi nis nombreux et inté-ressants produits à partir de fi ls Rieter (COM4®, ComfoRo®, Rotona®, etc.) se-ront présentés et expliqués par des spé-cialistes en technologie
FILAMENTS. La technologie fi laments de Rieter sera représentée par :
La machine pour fi ls pour tapis, retors et câblage CD/DT 20 (en marche)La machine de retordage universelle pour fi ls techniques UT 50 avec diff érents ma-tériaux et types de fi ls (en marche)Diff érents produits fi nis en fi ls pour tapis et fi ls techniques
TECHNOLOGIE NON-TISSÉE.Diff érents produits des technologies non-tissé de Rieter (Spunlace, Spunbond, SPUNjet)
•
•
•
•
•
NEWS
100 000 CHF D’AIDE A LA RECONS-TRUCTION POUR LE PAKISTAN. Un terrible tremblement de terre se produit au Pakistan le 8 octobre 2005. L’association Johann Jakob Rieter a débloqué 100 000 CHF pour aider à la reconstruction. L’argent doit être employé pour un projet d’avenir. C’est pourquoi la coopération se fait avec Moham-med Mansha, Président du Nishat Faisalabad Group, l’un des princi-paux groupes textiles pakistanais. Rieter soutient les projets du grou-pe Nishat qui construit des infra-structures telles écoles et hopitaux près de Manshera pour la somme de 1,7 millions USD.
Nadia QaudProject Manager Marketing SYS