Embed Size (px)
Citation preview
MMaacchhiinneess àà MMeessuurreerr TTrr iiddiimmeennssiioonnnneell lleess &&
CCoonnttrrôôllee 33DD
Thierry CHEVROT – III / 03
IUT Mantes En Yvelines
Les Machines à Mesurer Tridimensionnelles & Contrôle 3D
IUT Mantes En Yvelines TC – III/03 GMP 1
I. GENERALITES SUR LES MMT .................................................................................................................... 1
I.1. INTRODUCTION .............................................................................................................................................. 1
I.2. PRINCIPE DE BASE D’UNE MMT ..................................................................................................................... 1 I.3. ROLE & ARCHITECTURE DE LA PARTIE MOBILE .............................................................................................. 1
I.3.1. Rôle de la partie mobile ......................................................................................................................... 1
I.3.2. Les différentes architectures .................................................................................................................. 1
I.4. CAPTEURS DE CONTACT & DE POSITION ......................................................................................................... 2 I.4.1. Capteurs de contact ............................................................................................................................... 2
I.4.2. Capteurs de positions ............................................................................................................................. 4
I.5. LOGICIELS ASSOCIES A LA MMT ................................................................................................................... 5 I.6. INCERTITUDES DE MESURES SUR MMT .......................................................................................................... 9
II. MODELISATION DE LA CELLULE ELEMENTAIRE DE MESUR E TRIDIMENSIONNELLE ...... 9
III. GUIDE DE CONDUITE D’UNE MMT .................. ................................................................................... 12
III.1. ORGANIGRAMME D’ INITIALISATION D ’UNE MMT..................................................................................... 12
IV. MISE EN PLACE D’UNE GAMME DE CONTROLE SUR MMT . ....................................................... 16
IV.1. ORGANIGRAMME DE MISE EN PLACE D’UNE GAMME DE CONTROLE SUR MMT ......................................... 16
IV.2. EXEMPLE D’APPLICATION ......................................................................................................................... 16
V. ALGORITHMES D’ASSOCIATION GEOMETRIQUE A DES SURF ACES REELLES. ................... 18
Les Machines à Mesurer Tridimensionnelles & Contrôle 3D
IUT Mantes En Yvelines - 1 - TC – III/03 GMP1
I. Généralités sur les MMT
I.1. Introduction
La mesure dimensionnelle et géométrique occupent la grande majorité des services de contrôle et métrologie des entreprises. Ces techniques ont subi ces trente dernières années une évolution fulgurante grâce à l’apparition de la machine à mesurer tridimensionnelle. Elle a permis de mettre à disposition des ateliers de production un moyen de mesure performant et automatisé. Les machines à mesurer tridimensionnelles, MMT, sont apparues dans les années 1970. Elles n’ont alors fait qu’évoluer durant toutes ces années aussi bien sur la partie mécanique, que sur la partie logiciel. Longtemps, la MMT avait sa place dans une salle climatisée (stable au niveau thermique et vibratoire), laboratoire de métrologie. Actuellement, avec ces évolutions mécaniques et logiciels, les MMT trouvent leur place dans des milieux plus « hostiles », comme à l’atelier, ou directement sur les lignes de production …
I.2. Principe de base d’une MMT
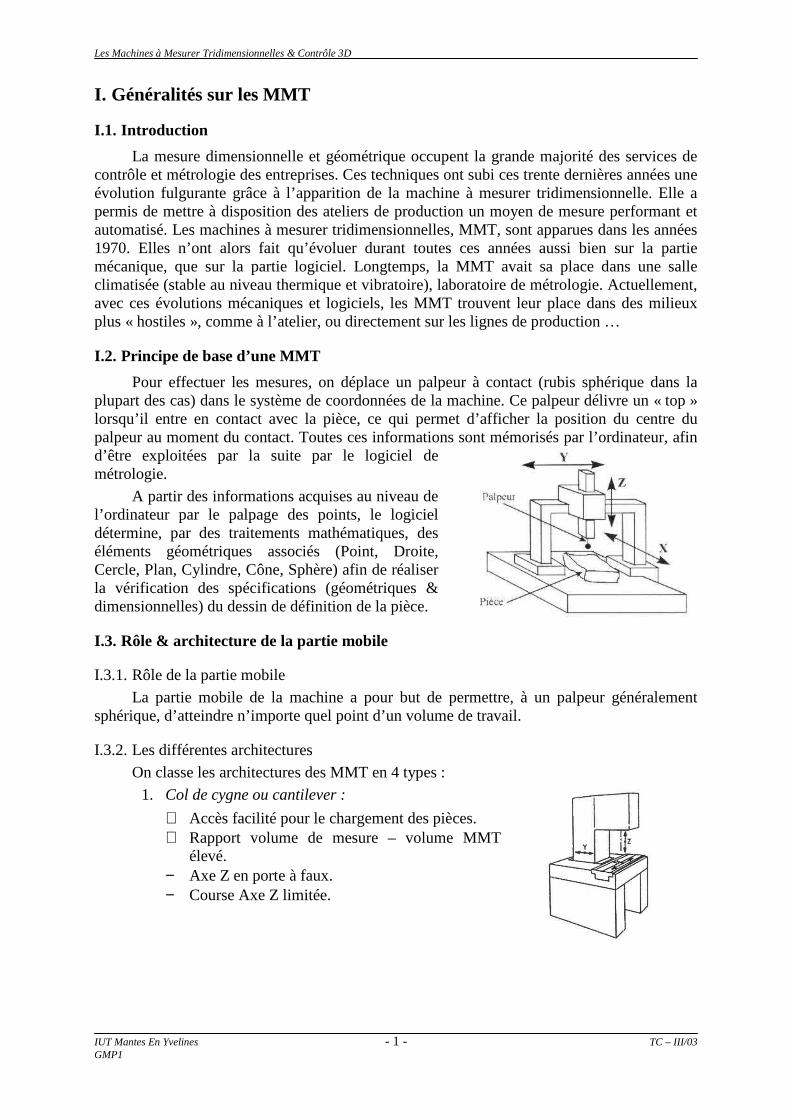
Pour effectuer les mesures, on déplace un palpeur à contact (rubis sphérique dans la plupart des cas) dans le système de coordonnées de la machine. Ce palpeur délivre un « top » lorsqu’il entre en contact avec la pièce, ce qui permet d’afficher la position du centre du palpeur au moment du contact. Toutes ces informations sont mémorisés par l’ordinateur, afin d’être exploitées par la suite par le logiciel de métrologie.
A partir des informations acquises au niveau de l’ordinateur par le palpage des points, le logiciel détermine, par des traitements mathématiques, des éléments géométriques associés (Point, Droite, Cercle, Plan, Cylindre, Cône, Sphère) afin de réaliser la vérification des spécifications (géométriques & dimensionnelles) du dessin de définition de la pièce.
I.3. Rôle & architecture de la partie mobile
I.3.1. Rôle de la partie mobile
La partie mobile de la machine a pour but de permettre, à un palpeur généralement sphérique, d’atteindre n’importe quel point d’un volume de travail.
I.3.2. Les différentes architectures
On classe les architectures des MMT en 4 types :
1. Col de cygne ou cantilever :
+ Accès facilité pour le chargement des pièces. + Rapport volume de mesure – volume MMT
élevé. − Axe Z en porte à faux. − Course Axe Z limitée.
Les Machines à Mesurer Tridimensionnelles & Contrôle 3D
IUT Mantes En Yvelines - 2 - TC – III/03 GMP1
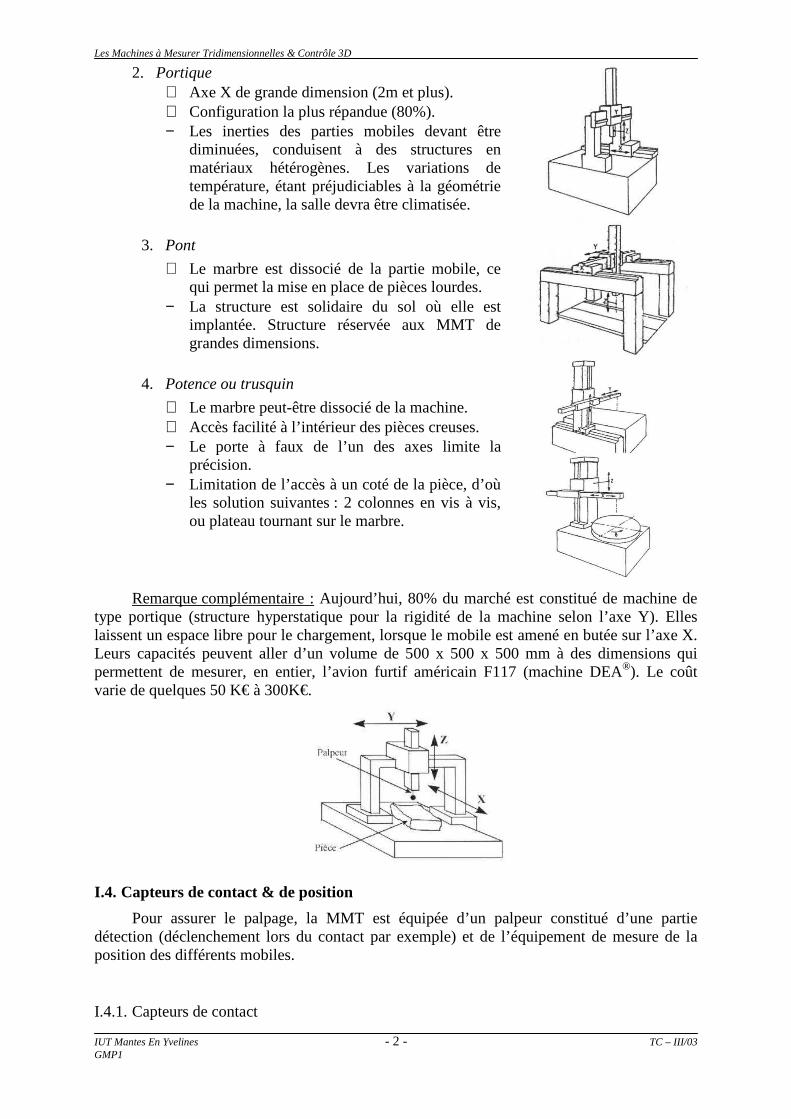
2. Portique + Axe X de grande dimension (2m et plus). + Configuration la plus répandue (80%). − Les inerties des parties mobiles devant être
diminuées, conduisent à des structures en matériaux hétérogènes. Les variations de température, étant préjudiciables à la géométrie de la machine, la salle devra être climatisée.
3. Pont
+ Le marbre est dissocié de la partie mobile, ce qui permet la mise en place de pièces lourdes.
− La structure est solidaire du sol où elle est implantée. Structure réservée aux MMT de grandes dimensions.
4. Potence ou trusquin
+ Le marbre peut-être dissocié de la machine. + Accès facilité à l’intérieur des pièces creuses. − Le porte à faux de l’un des axes limite la
précision. − Limitation de l’accès à un coté de la pièce, d’où
les solution suivantes : 2 colonnes en vis à vis, ou plateau tournant sur le marbre.
Remarque complémentaire : Aujourd’hui, 80% du marché est constitué de machine de type portique (structure hyperstatique pour la rigidité de la machine selon l’axe Y). Elles laissent un espace libre pour le chargement, lorsque le mobile est amené en butée sur l’axe X. Leurs capacités peuvent aller d’un volume de 500 x 500 x 500 mm à des dimensions qui permettent de mesurer, en entier, l’avion furtif américain F117 (machine DEA®). Le coût varie de quelques 50 K€ à 300K€.
I.4. Capteurs de contact & de position
Pour assurer le palpage, la MMT est équipée d’un palpeur constitué d’une partie détection (déclenchement lors du contact par exemple) et de l’équipement de mesure de la position des différents mobiles.
I.4.1. Capteurs de contact
Les Machines à Mesurer Tridimensionnelles & Contrôle 3D
IUT Mantes En Yvelines GMP1
1. Tête dynamique :
La tête dynamique consiste à faire la mesure «déplacement constant. Il existe deux technologies
a) Capteur de type interrupteur
Le système est basé sur le principe d’un tripode (liaison de Boys), terminé par 3 sphères, en équilibre isostatique sur un ensemble de 6 cylindres d’axes concourants au centre du capteur. Les 3 sphères sont reliées entre elles par 3 tiges métalliquesquatrième reçoit le système de palpage.
Elles servent de basculeur à 3 interrupteurs dont les contacts sont les cylindres. En accostant sur un point d’une surface, l’ensemble forme un système hyperstatique, l’une ou plusieurs sphères rompent le contact électrique avec les cylindres : le signal S prend aussitôt un autre état. Le front descendant est détecté par un système de prétraitement de la MMT qui déclenche la lecture sur les 3 règles optiques de la machine (Voir §I.3.2).
+ Vitesse de mesure é+ Prix relativement modéré.− Précision moins bonne qu’un capteur statique (voir §I.3.1.2).
− Sensibilité du capteur fonction de la direction d’accostage, car le moment de basculement du tripode n’est pas identique dans toutes les directions.
b) Capteur à chocs
La tête détecte l’onde de choc générée par le contact entre la touche du palpeur et la pièce.
+ Vitesse de mesure élevée (0.5 m/mn).+ Sécurité de fonctionnement élevée
− Précision moins
Les Machines à Mesurer Tridimensionnelles & Contrôle 3D
- 3 -
La tête dynamique consiste à faire la mesure « à la voléedéplacement constant. Il existe deux technologies :
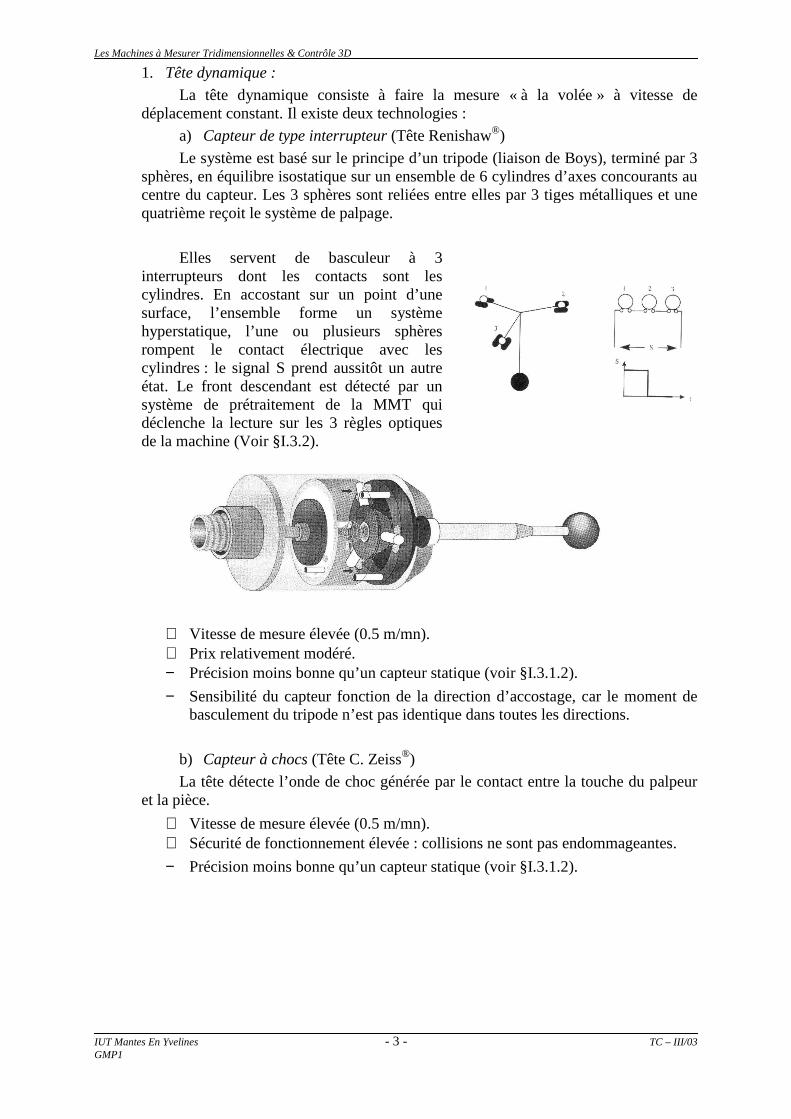
Capteur de type interrupteur (Tête Renishaw®)
Le système est basé sur le principe d’un tripode (liaison de Boys), terminé par 3 sphères, en équilibre isostatique sur un ensemble de 6 cylindres d’axes concourants au centre du capteur. Les 3 sphères sont reliées entre elles par 3 tiges métalliquesquatrième reçoit le système de palpage.
Elles servent de basculeur à 3 interrupteurs dont les contacts sont les cylindres. En accostant sur un point d’une surface, l’ensemble forme un système hyperstatique, l’une ou plusieurs sphères
contact électrique avec les : le signal S prend aussitôt un autre
état. Le front descendant est détecté par un système de prétraitement de la MMT qui déclenche la lecture sur les 3 règles optiques de la machine (Voir §I.3.2).
Vitesse de mesure élevée (0.5 m/mn). Prix relativement modéré. Précision moins bonne qu’un capteur statique (voir §I.3.1.2).
Sensibilité du capteur fonction de la direction d’accostage, car le moment de basculement du tripode n’est pas identique dans toutes les directions.
Capteur à chocs (Tête C. Zeiss®)
La tête détecte l’onde de choc générée par le contact entre la touche du palpeur
Vitesse de mesure élevée (0.5 m/mn). Sécurité de fonctionnement élevée : collisions ne sont pas endommageantes.
Précision moins bonne qu’un capteur statique (voir §I.3.1.2).
TC – III/03
à la volée » à vitesse de
Le système est basé sur le principe d’un tripode (liaison de Boys), terminé par 3 sphères, en équilibre isostatique sur un ensemble de 6 cylindres d’axes concourants au centre du capteur. Les 3 sphères sont reliées entre elles par 3 tiges métalliques et une
Précision moins bonne qu’un capteur statique (voir §I.3.1.2).
Sensibilité du capteur fonction de la direction d’accostage, car le moment de basculement du tripode n’est pas identique dans toutes les directions.
La tête détecte l’onde de choc générée par le contact entre la touche du palpeur
: collisions ne sont pas endommageantes.
bonne qu’un capteur statique (voir §I.3.1.2).
Les Machines à Mesurer Tridimensionnelles & Contrôle 3D
IUT Mantes En Yvelines - 4 - TC – III/03 GMP1
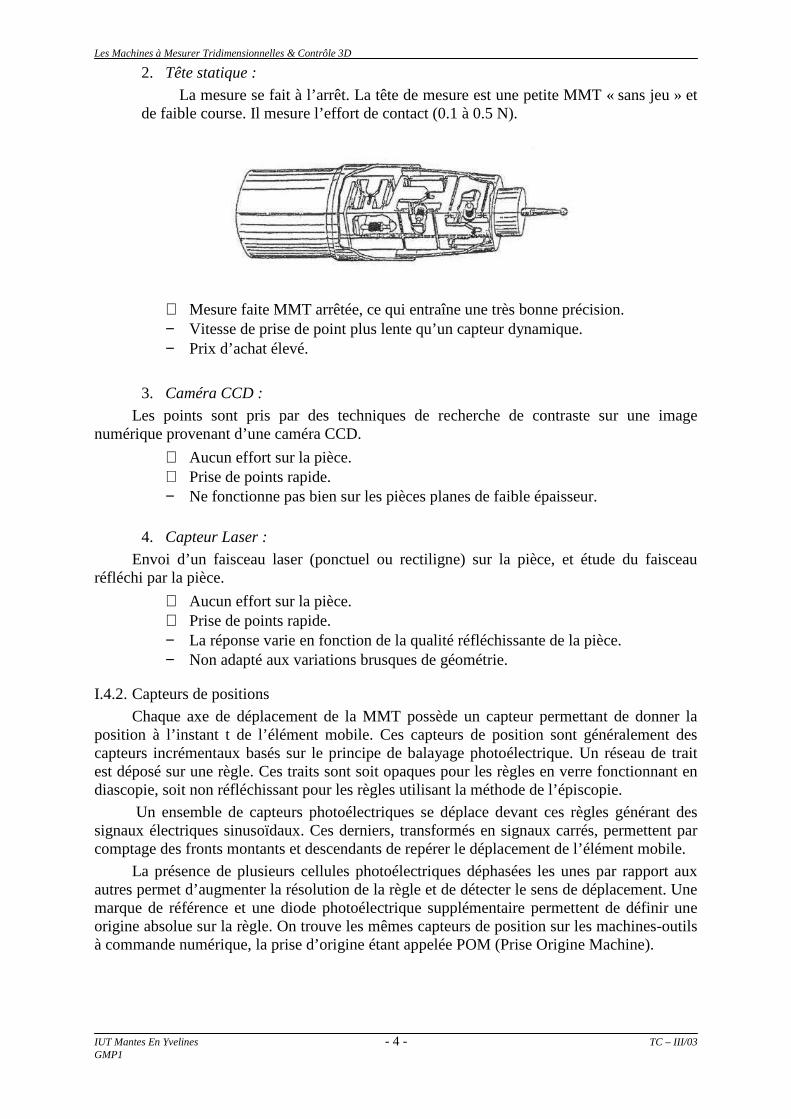
2. Tête statique :
La mesure se fait à l’arrêt. La tête de mesure est une petite MMT « sans jeu » et de faible course. Il mesure l’effort de contact (0.1 à 0.5 N).
+ Mesure faite MMT arrêtée, ce qui entraîne une très bonne précision. − Vitesse de prise de point plus lente qu’un capteur dynamique. − Prix d’achat élevé.
3. Caméra CCD :
Les points sont pris par des techniques de recherche de contraste sur une image numérique provenant d’une caméra CCD.
+ Aucun effort sur la pièce. + Prise de points rapide. − Ne fonctionne pas bien sur les pièces planes de faible épaisseur.
4. Capteur Laser :
Envoi d’un faisceau laser (ponctuel ou rectiligne) sur la pièce, et étude du faisceau réfléchi par la pièce.
+ Aucun effort sur la pièce. + Prise de points rapide. − La réponse varie en fonction de la qualité réfléchissante de la pièce. − Non adapté aux variations brusques de géométrie.
I.4.2. Capteurs de positions
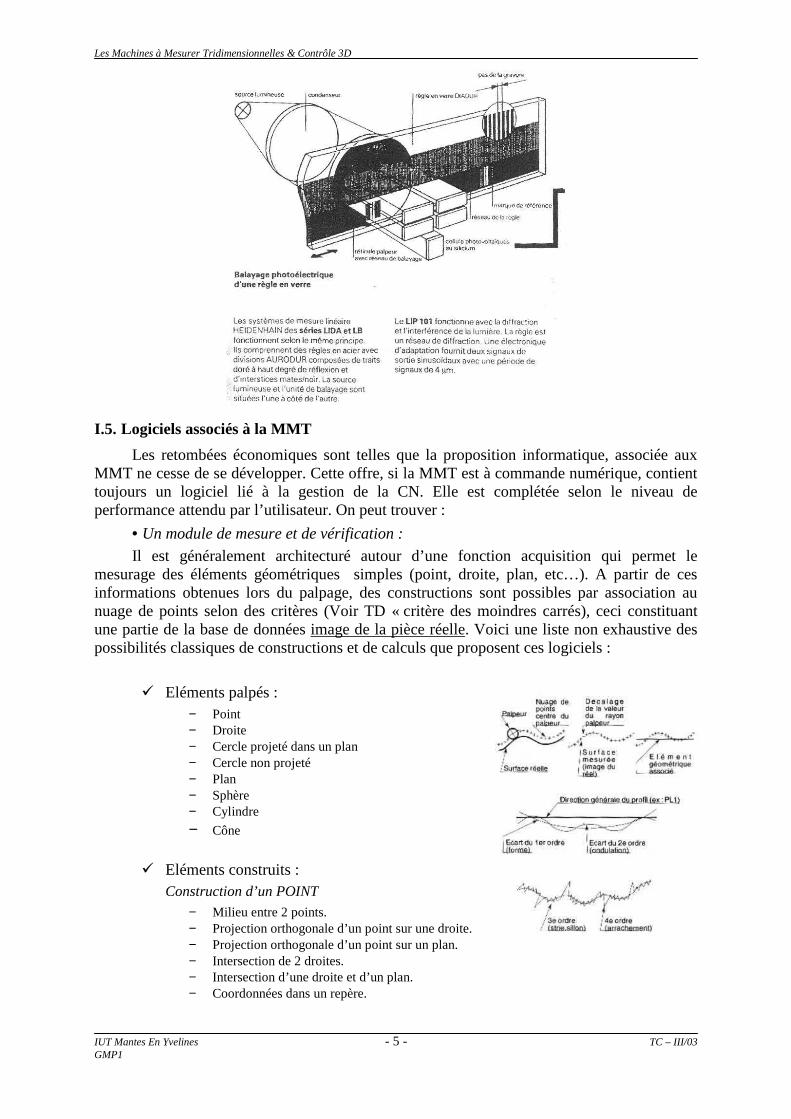
Chaque axe de déplacement de la MMT possède un capteur permettant de donner la position à l’instant t de l’élément mobile. Ces capteurs de position sont généralement des capteurs incrémentaux basés sur le principe de balayage photoélectrique. Un réseau de trait est déposé sur une règle. Ces traits sont soit opaques pour les règles en verre fonctionnant en diascopie, soit non réfléchissant pour les règles utilisant la méthode de l’épiscopie.
Un ensemble de capteurs photoélectriques se déplace devant ces règles générant des signaux électriques sinusoïdaux. Ces derniers, transformés en signaux carrés, permettent par comptage des fronts montants et descendants de repérer le déplacement de l’élément mobile.
La présence de plusieurs cellules photoélectriques déphasées les unes par rapport aux autres permet d’augmenter la résolution de la règle et de détecter le sens de déplacement. Une marque de référence et une diode photoélectrique supplémentaire permettent de définir une origine absolue sur la règle. On trouve les mêmes capteurs de position sur les machines-outils à commande numérique, la prise d’origine étant appelée POM (Prise Origine Machine).
Les Machines à Mesurer Tridimensionnelles & Contrôle 3D
IUT Mantes En Yvelines - 5 - TC – III/03 GMP1
I.5. Logiciels associés à la MMT
Les retombées économiques sont telles que la proposition informatique, associée aux MMT ne cesse de se développer. Cette offre, si la MMT est à commande numérique, contient toujours un logiciel lié à la gestion de la CN. Elle est complétée selon le niveau de performance attendu par l’utilisateur. On peut trouver :
• Un module de mesure et de vérification :
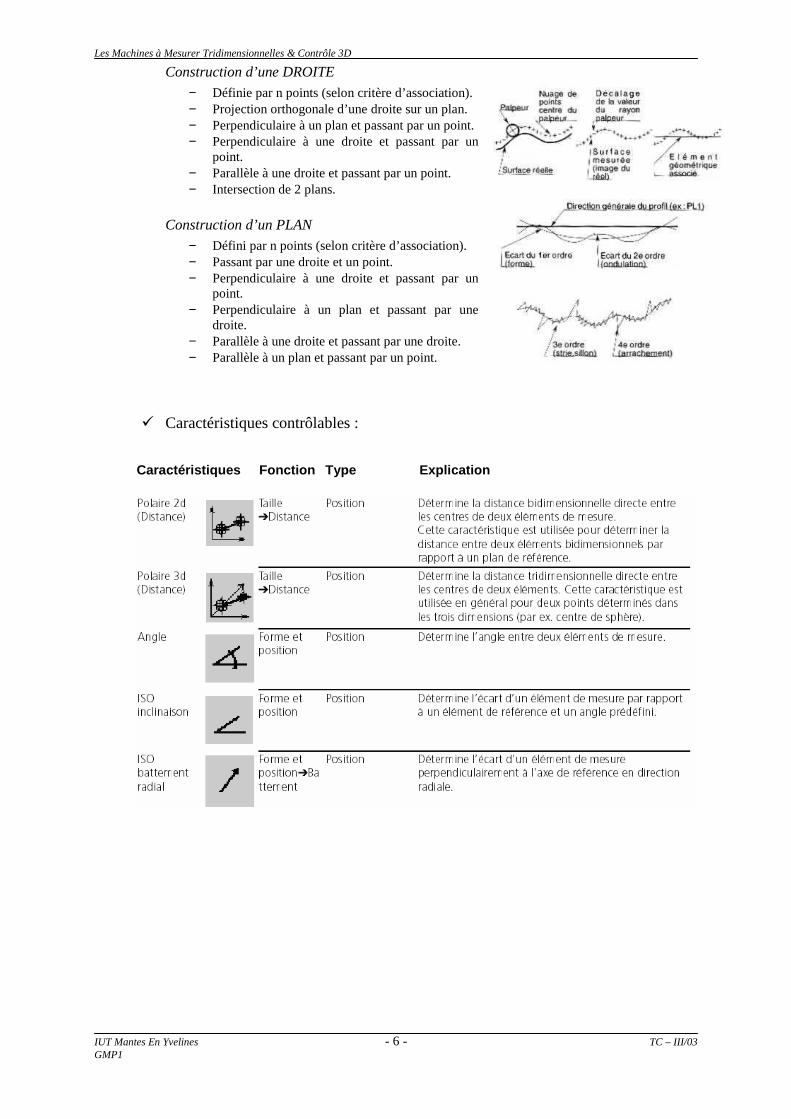
Il est généralement architecturé autour d’une fonction acquisition qui permet le mesurage des éléments géométriques simples (point, droite, plan, etc…). A partir de ces informations obtenues lors du palpage, des constructions sont possibles par association au nuage de points selon des critères (Voir TD « critère des moindres carrés), ceci constituant une partie de la base de données image de la pièce réelle. Voici une liste non exhaustive des possibilités classiques de constructions et de calculs que proposent ces logiciels :
� Eléments palpés : − Point − Droite − Cercle projeté dans un plan − Cercle non projeté − Plan − Sphère − Cylindre
− Cône
� Eléments construits : Construction d’un POINT
− Milieu entre 2 points. − Projection orthogonale d’un point sur une droite. − Projection orthogonale d’un point sur un plan. − Intersection de 2 droites. − Intersection d’une droite et d’un plan. − Coordonnées dans un repère.
Les Machines à Mesurer Tridimensionnelles & Contrôle 3D
IUT Mantes En Yvelines - 6 - TC – III/03 GMP1
Construction d’une DROITE − Définie par n points (selon critère d’association). − Projection orthogonale d’une droite sur un plan. − Perpendiculaire à un plan et passant par un point. − Perpendiculaire à une droite et passant par un
point. − Parallèle à une droite et passant par un point. − Intersection de 2 plans.
Construction d’un PLAN − Défini par n points (selon critère d’association). − Passant par une droite et un point. − Perpendiculaire à une droite et passant par un
point. − Perpendiculaire à un plan et passant par une
droite. − Parallèle à une droite et passant par une droite. − Parallèle à un plan et passant par un point.
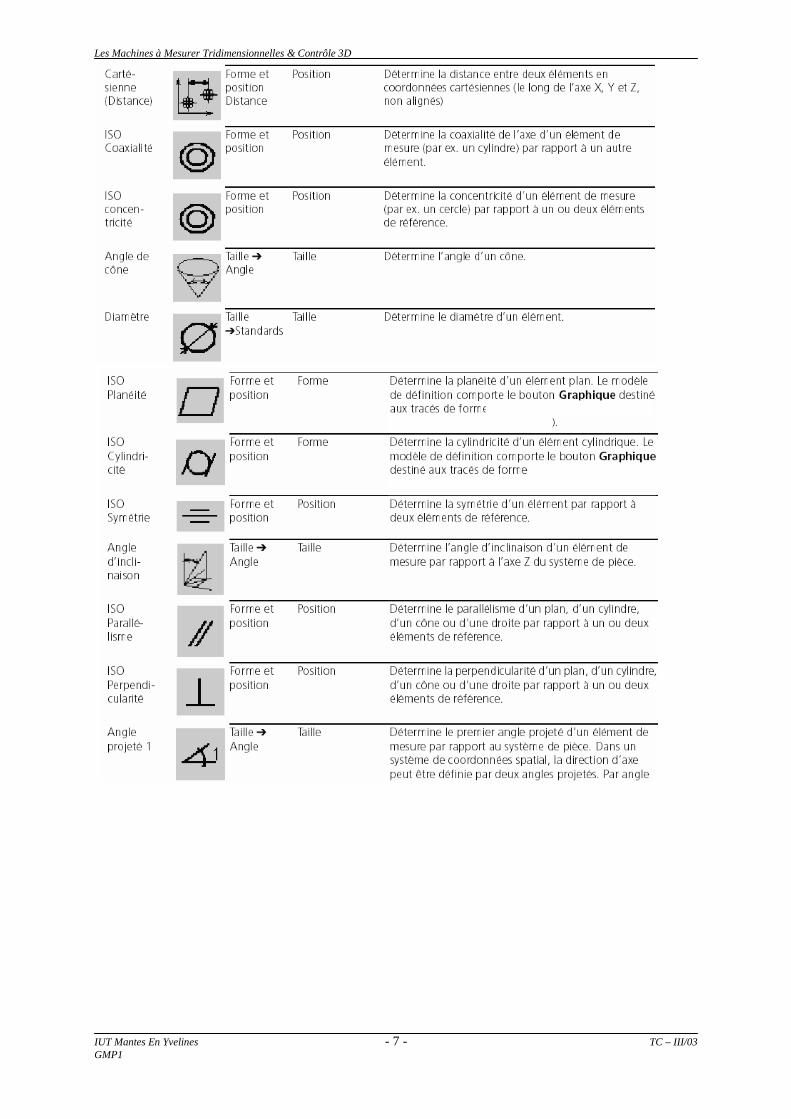
� Caractéristiques contrôlables :
Caractéristiques Fonction Type Explication
Les Machines à Mesurer Tridimensionnelles & Contrôle 3D
IUT Mantes En Yvelines - 7 - TC – III/03 GMP1
Les Machines à Mesurer Tridimensionnelles & Contrôle 3D
IUT Mantes En Yvelines - 8 - TC – III/03 GMP1
Une fois que l’acquisition et les différentes constructions (intersection, référentiels,…) sont réalisées, l’utilisateur trouve à sa disposition les outils (liste ci-dessus) pour construire la vérification de chaque spécification. Le logiciel permet, enfin, de réaliser un procès verbal de contrôle.
• Un module de statistique :
A partir des résultats obtenus dans le module précédent et mémorisés, on peut réaliser une étude statistique débouchant sur un suivi statistique de la production (SPC).
• Un module de correction géométrique ou thermique :
La structure mécanique de la machine, bien que soignée n’est pas parfaite du point de vue mécanique. Elle ne satisfait pas non plus, et de loin, le principe d’Abbes, primordial en métrologie. Ce module prend donc en compte ces défauts pour obtenir une incertitude de mesure la plus faible possible (Voir §I.6 Incertitude de mesure).
• Un module de surface gauche :
La complexité géométriques des surfaces actuelles (contraintes de design, …) fait que l’on a de plus en plus souvent des surfaces gauches à contrôler. Par exemple, le feu arrière de la Peugeot 607 est modélisé en CAO par des courbes gauches (surfaces à pôles, Bezier, Nurbs, …). Le contrôle des moules d’injection de ces feux se réalise donc avec un module de surface gauche. Généralement la MMT reçoit de la CAO un fichier IGES, où elle trouve les coordonnées des points et de la normale d’accostage.
• Un module de scanning 2D ou 3D :
Dans les actions de réparation d’une pièce brisée, ou d’un travail à l’aval d’une maquette de Designer, il est possible de récupérer les coordonnées des palpés sur une surface (scanning 2D, voir figure) ou sur un volume (scanning 3D).
• Module d’interfaçage CAO/CMAO : On reconstruit le même type de lien qu’entre la CAO et la FAO. Le système de CAO
génère un fichier neutre, qui une fois retranscrit par un post-processeur sera envoyé à la MMT. La gamme automatique créée permettra au logiciel de la MMT de générer le procès-verbal après contrôle.
Les Machines à Mesurer Tridimensionnelles & Contrôle 3D
IUT Mantes En Yvelines - 9 - TC – III/03 GMP1
I.6. Incertitudes de mesures sur MMT
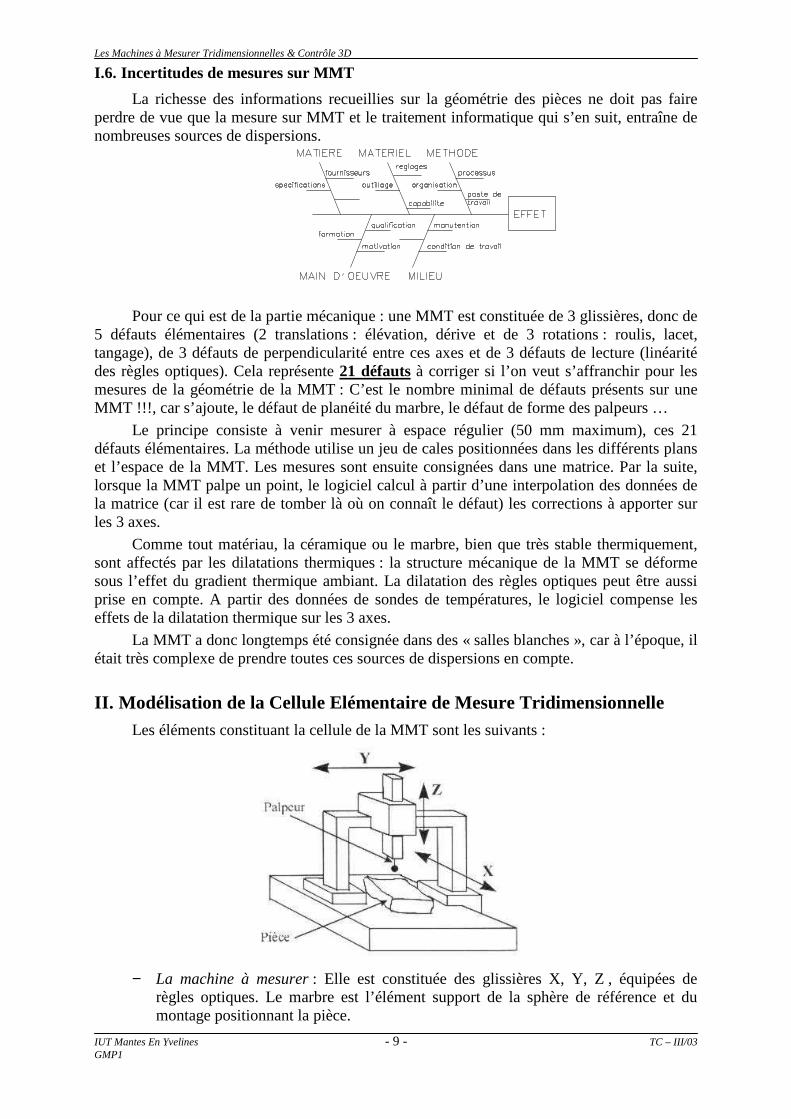
La richesse des informations recueillies sur la géométrie des pièces ne doit pas faire perdre de vue que la mesure sur MMT et le traitement informatique qui s’en suit, entraîne de nombreuses sources de dispersions.
Pour ce qui est de la partie mécanique : une MMT est constituée de 3 glissières, donc de 5 défauts élémentaires (2 translations : élévation, dérive et de 3 rotations : roulis, lacet, tangage), de 3 défauts de perpendicularité entre ces axes et de 3 défauts de lecture (linéarité des règles optiques). Cela représente 21 défauts à corriger si l’on veut s’affranchir pour les mesures de la géométrie de la MMT : C’est le nombre minimal de défauts présents sur une MMT !!!, car s’ajoute, le défaut de planéité du marbre, le défaut de forme des palpeurs …
Le principe consiste à venir mesurer à espace régulier (50 mm maximum), ces 21 défauts élémentaires. La méthode utilise un jeu de cales positionnées dans les différents plans et l’espace de la MMT. Les mesures sont ensuite consignées dans une matrice. Par la suite, lorsque la MMT palpe un point, le logiciel calcul à partir d’une interpolation des données de la matrice (car il est rare de tomber là où on connaît le défaut) les corrections à apporter sur les 3 axes.
Comme tout matériau, la céramique ou le marbre, bien que très stable thermiquement, sont affectés par les dilatations thermiques : la structure mécanique de la MMT se déforme sous l’effet du gradient thermique ambiant. La dilatation des règles optiques peut être aussi prise en compte. A partir des données de sondes de températures, le logiciel compense les effets de la dilatation thermique sur les 3 axes.
La MMT a donc longtemps été consignée dans des « salles blanches », car à l’époque, il était très complexe de prendre toutes ces sources de dispersions en compte.
II. Modélisation de la Cellule Elémentaire de Mesure Tridimensionnelle Les éléments constituant la cellule de la MMT sont les suivants :
− La machine à mesurer : Elle est constituée des glissières X, Y, Z , équipées de règles optiques. Le marbre est l’élément support de la sphère de référence et du montage positionnant la pièce.
Les Machines à Mesurer Tridimensionnelles & Contrôle 3D
IUT Mantes En Yvelines GMP1
− Le logiciel de traitementchoisi arbitrairement sur le dernier mobile par rapport à une origine fixe machine (positionnée par des butées physiques). A partir de ces coordonnées et d’autres informations (Voir § suivant) fournies au logiciel, il calcule les coordonnées des points du nuage palpés dans le référentiel attaché à la pièce.
− La pièce : elle est représentée par les surfaces l’échantillon de points palpés M
− Le porte-pièce : il est symbolisé par sa mise en position isostatique sur le marbre de la MMT.
− Le capteur : il est constitué par l’ensemble de la tête et du système de palpage (rubis + rallonge + étoile, etc…)(5 rubis dans la configuration maximale). Les éléments caractéristiques sont le point de contact, le centre rubis, les éléments de mise en position du capteur sur la MMT.
− La sphère de référence
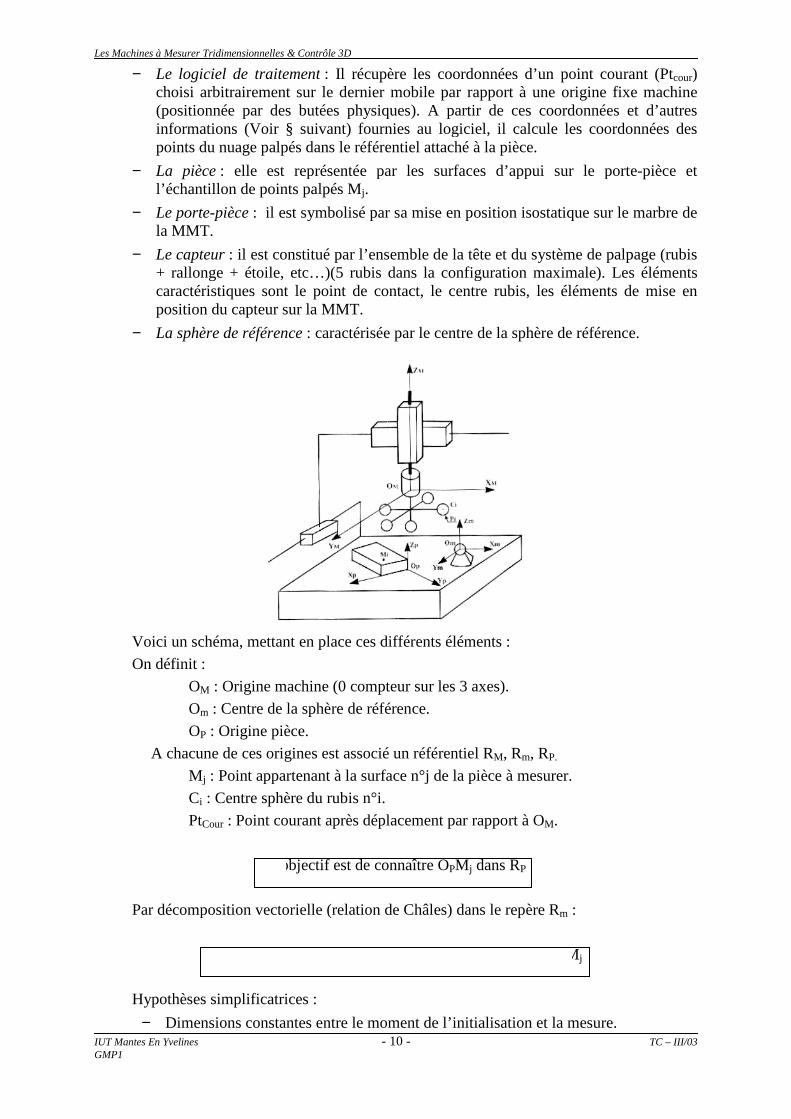
Voici un schéma, mettant en place ces différents éléments
On définit :
OM : Origine machine (0 compteur sur les 3 axes).
Om : Centre de la sphère de référence.
OP : Origine pièce.
A chacune de ces origines est associé un référentiel R
M j : Point appartenant à la surface n°j de la pièce à mesurer.
Ci : Centre sphère du rubis n°i.
PtCour : Point courant après déplacement par rapport à O
L’objectif est de connaître O
Par décomposition vectorielle (relation de Châles) d
OPM j = OPO
Hypothèses simplificatrices :
− Dimensions constantes entre
Les Machines à Mesurer Tridimensionnelles & Contrôle 3D
- 10 -
Le logiciel de traitement : Il récupère les coordonnées d’un point courant (Ptchoisi arbitrairement sur le dernier mobile par rapport à une origine fixe machine
s butées physiques). A partir de ces coordonnées et d’autres informations (Voir § suivant) fournies au logiciel, il calcule les coordonnées des points du nuage palpés dans le référentiel attaché à la pièce.
: elle est représentée par les surfaces d’appui sur le portel’échantillon de points palpés Mj.
: il est symbolisé par sa mise en position isostatique sur le marbre de
: il est constitué par l’ensemble de la tête et du système de palpage (rubis nge + étoile, etc…)(5 rubis dans la configuration maximale). Les éléments
caractéristiques sont le point de contact, le centre rubis, les éléments de mise en position du capteur sur la MMT.
La sphère de référence : caractérisée par le centre de la sphère de référence.
Voici un schéma, mettant en place ces différents éléments :
: Origine machine (0 compteur sur les 3 axes).
: Centre de la sphère de référence.
: Origine pièce.
A chacune de ces origines est associé un référentiel RM, Rm, RP.
: Point appartenant à la surface n°j de la pièce à mesurer.
: Centre sphère du rubis n°i.
: Point courant après déplacement par rapport à OM.
L’objectif est de connaître OPM j dans RP
Par décomposition vectorielle (relation de Châles) dans le repère Rm :
Om + OmOM + OMPtCour + PtCourCi + CiPi + PiM
simplificatrices :
Dimensions constantes entre le moment de l’initialisation et la mesure.TC – III/03
: Il récupère les coordonnées d’un point courant (Ptcour) choisi arbitrairement sur le dernier mobile par rapport à une origine fixe machine
s butées physiques). A partir de ces coordonnées et d’autres informations (Voir § suivant) fournies au logiciel, il calcule les coordonnées des
d’appui sur le porte-pièce et
: il est symbolisé par sa mise en position isostatique sur le marbre de
: il est constitué par l’ensemble de la tête et du système de palpage (rubis nge + étoile, etc…)(5 rubis dans la configuration maximale). Les éléments
caractéristiques sont le point de contact, le centre rubis, les éléments de mise en
de référence.
: Point appartenant à la surface n°j de la pièce à mesurer.
:
M j
de l’initialisation et la mesure.
Les Machines à Mesurer Tridimensionnelles & Contrôle 3D
IUT Mantes En Yvelines GMP1
− La cinématique de la machine est considérée parfaite.
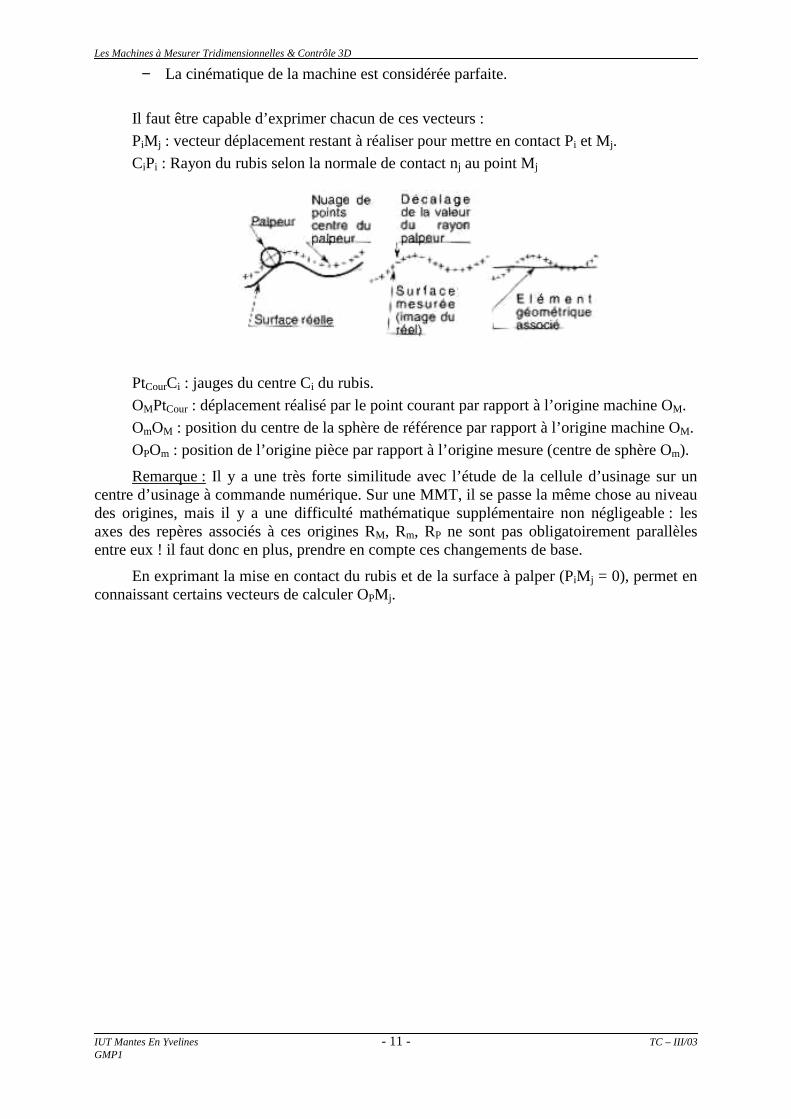
Il faut être capable d’exprimer chacun de ces vecteurs
PiM j : vecteur déplacement restant à réaliser pour mettre en contact P
CiPi : Rayon du rubis selon la normale de contact n
PtCourCi : jauges du centre C
OMPtCour : déplacement réalisé pa
OmOM : position du centre de la sphère de référence par rapport à l’origine machine O
OPOm : position de l’origine pièce par rapport à l’origine mesure (centre de sphère O
Remarque : Il y a une trcentre d’usinage à commande numérique. Sur une MMT, il se passe la même chose au niveau des origines, mais il y a une difficulté mathématique supplémentaire non négligeableaxes des repères associés à ces origines Rentre eux ! il faut donc en plus, prendre en compte ces changements de base.
En exprimant la mise en contact du rubis et de la surface à palper (Pconnaissant certains vecteurs de calculer O
Les Machines à Mesurer Tridimensionnelles & Contrôle 3D
- 11 -
La cinématique de la machine est considérée parfaite.
d’exprimer chacun de ces vecteurs :
: vecteur déplacement restant à réaliser pour mettre en contact P
: Rayon du rubis selon la normale de contact nj au point Mj
du centre Ci du rubis.
: déplacement réalisé par le point courant par rapport à l’origine machine O
: position du centre de la sphère de référence par rapport à l’origine machine O
: position de l’origine pièce par rapport à l’origine mesure (centre de sphère O
Il y a une très forte similitude avec l’étude de la cellule d’usinage sur un centre d’usinage à commande numérique. Sur une MMT, il se passe la même chose au niveau des origines, mais il y a une difficulté mathématique supplémentaire non négligeable
res associés à ces origines RM, Rm, RP ne sont pas obligatoirement parallèles ! il faut donc en plus, prendre en compte ces changements de base.
En exprimant la mise en contact du rubis et de la surface à palper (Pcertains vecteurs de calculer OPM j.
TC – III/03
: vecteur déplacement restant à réaliser pour mettre en contact Pi et Mj.
r le point courant par rapport à l’origine machine OM.
: position du centre de la sphère de référence par rapport à l’origine machine OM.
: position de l’origine pièce par rapport à l’origine mesure (centre de sphère Om).
ès forte similitude avec l’étude de la cellule d’usinage sur un centre d’usinage à commande numérique. Sur une MMT, il se passe la même chose au niveau des origines, mais il y a une difficulté mathématique supplémentaire non négligeable : les
ne sont pas obligatoirement parallèles ! il faut donc en plus, prendre en compte ces changements de base.
En exprimant la mise en contact du rubis et de la surface à palper (PiM j = 0), permet en
Les Machines à Mesurer Tridimensionnelles & Contrôle 3D
IUT Mantes En Yvelines GMP1
III. Guide de conduite d’une MMT
III.1. Organigramme d’initialisation d’une MMT
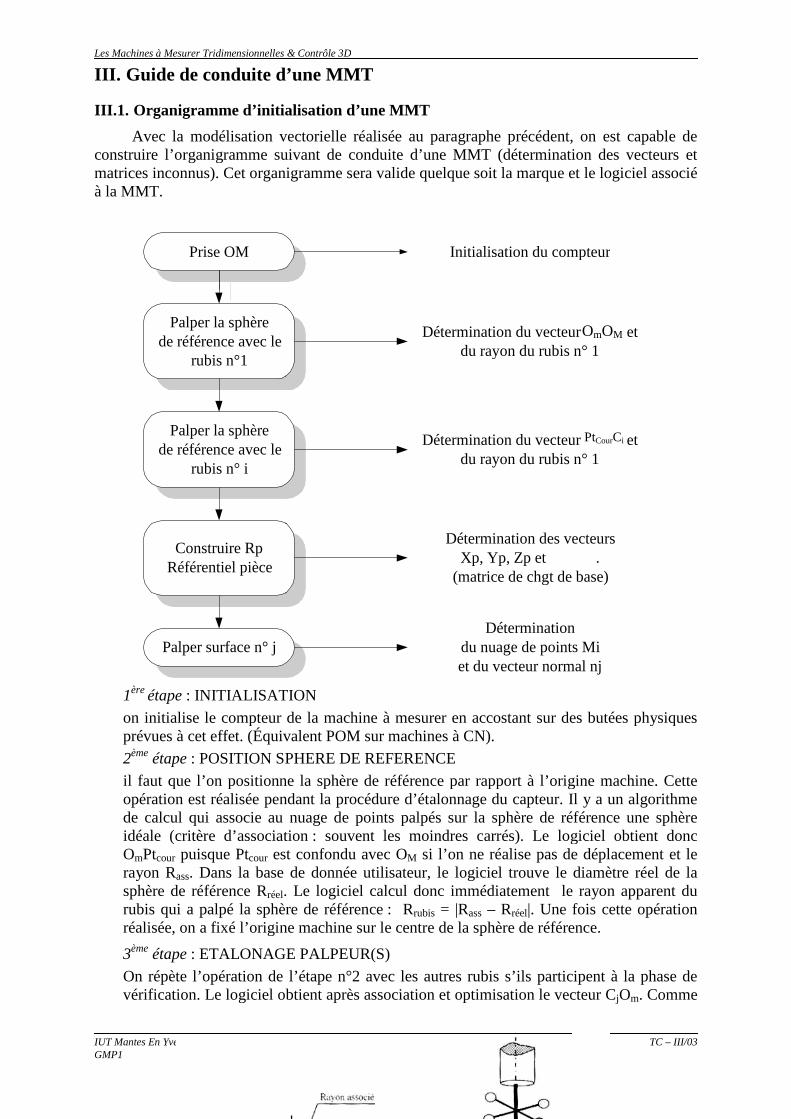
Avec la modélisation vectorielle réalisée au paragraphe précédent, on est capable de construire l’organigramme suivant de conduite d’une MMT (détermatrices inconnus). Cet organigramme sera valide quelque soit la marque et le logiciel associé à la MMT.
1ère étape : INITIALISATION
on initialise le compteur de la machine à mesurer en accostant sur des butées physiques prévues à cet effet. (Équivalent
2ème étape : POSITION SPHERE DE REFERENCE
il faut que l’on positionne la sphère de référence par rapport à l’origine machine. Cette opération est réalisée pendant la procédure d’étalonnage du capteur. Il y ade calcul qui associe au nuage de points palpés sur la sphère de référence une sphère idéale (critère d’associationOmPtcour puisque Ptcour est confondu avec Orayon Rass. Dans la base de donnée utilisateur, le logiciel trouve le diamètre réel de la sphère de référence Rréel. Le logiciel calcul donc immédiatement le rayon apparent du rubis qui a palpé la sphère de référenceréalisée, on a fixé l’origine machine sur l
3ème étape : ETALONAGE PALPEUR(S)
On répète l’opération de l’étape n°2 avec les autres rubis s’ils participent à la phase de vérification. Le logiciel obtient après association et optimisation le vecteur C
Prise OM
Palper la sphèrede référence avec le
rubis n°1
Palper surface n° j
Palper la sphèrede référence avec le
rubis n° i
Construire RpRéférentiel pièce
Les Machines à Mesurer Tridimensionnelles & Contrôle 3D
- 12 -
Guide de conduite d’une MMT
Organigramme d’initialisation d’une MMT
Avec la modélisation vectorielle réalisée au paragraphe précédent, on est capable de construire l’organigramme suivant de conduite d’une MMT (détermination des vecteurs et matrices inconnus). Cet organigramme sera valide quelque soit la marque et le logiciel associé
INITIALISATION
on initialise le compteur de la machine à mesurer en accostant sur des butées physiques Équivalent POM sur machines à CN).
POSITION SPHERE DE REFERENCE
il faut que l’on positionne la sphère de référence par rapport à l’origine machine. Cette opération est réalisée pendant la procédure d’étalonnage du capteur. Il y ade calcul qui associe au nuage de points palpés sur la sphère de référence une sphère idéale (critère d’association : souvent les moindres carrés). Le logiciel obtient donc
est confondu avec OM si l’on ne réalise pas de déplacement et le . Dans la base de donnée utilisateur, le logiciel trouve le diamètre réel de la
. Le logiciel calcul donc immédiatement le rayon apparent du rubis qui a palpé la sphère de référence : Rrubis = |Rass – Rréel|. Une fois cette opération réalisée, on a fixé l’origine machine sur le centre de la sphère de référence
ETALONAGE PALPEUR(S)
On répète l’opération de l’étape n°2 avec les autres rubis s’ils participent à la phase de e logiciel obtient après association et optimisation le vecteur C
Initialisation du compteur
Détermination du vecteur etdu rayon du rubis n° 1
Détermination du vecteur etdu rayon du rubis n° 1
Déterminationdu nuage de points Miet du vecteur normal nj
Détermination des vecteursXp, Yp, Zp et .
(matrice de chgt de base)
TC – III/03
Avec la modélisation vectorielle réalisée au paragraphe précédent, on est capable de mination des vecteurs et
matrices inconnus). Cet organigramme sera valide quelque soit la marque et le logiciel associé
on initialise le compteur de la machine à mesurer en accostant sur des butées physiques
il faut que l’on positionne la sphère de référence par rapport à l’origine machine. Cette opération est réalisée pendant la procédure d’étalonnage du capteur. Il y a un algorithme de calcul qui associe au nuage de points palpés sur la sphère de référence une sphère
: souvent les moindres carrés). Le logiciel obtient donc de déplacement et le
. Dans la base de donnée utilisateur, le logiciel trouve le diamètre réel de la . Le logiciel calcul donc immédiatement le rayon apparent du
|. Une fois cette opération e centre de la sphère de référence.
On répète l’opération de l’étape n°2 avec les autres rubis s’ils participent à la phase de e logiciel obtient après association et optimisation le vecteur CjOm. Comme
OmOM
PtCourCi
Initialisation du compteur
Détermination du vecteur etdu rayon du rubis n° 1
Détermination du vecteur etdu rayon du rubis n° 1
Déterminationdu nuage de points Miet du vecteur normal nj
Détermination des vecteursXp, Yp, Zp et .
(matrice de chgt de base)
Les Machines à Mesurer Tridimensionnelles & Contrôle 3D
IUT Mantes En Yvelines - 13 - TC – III/03 GMP1
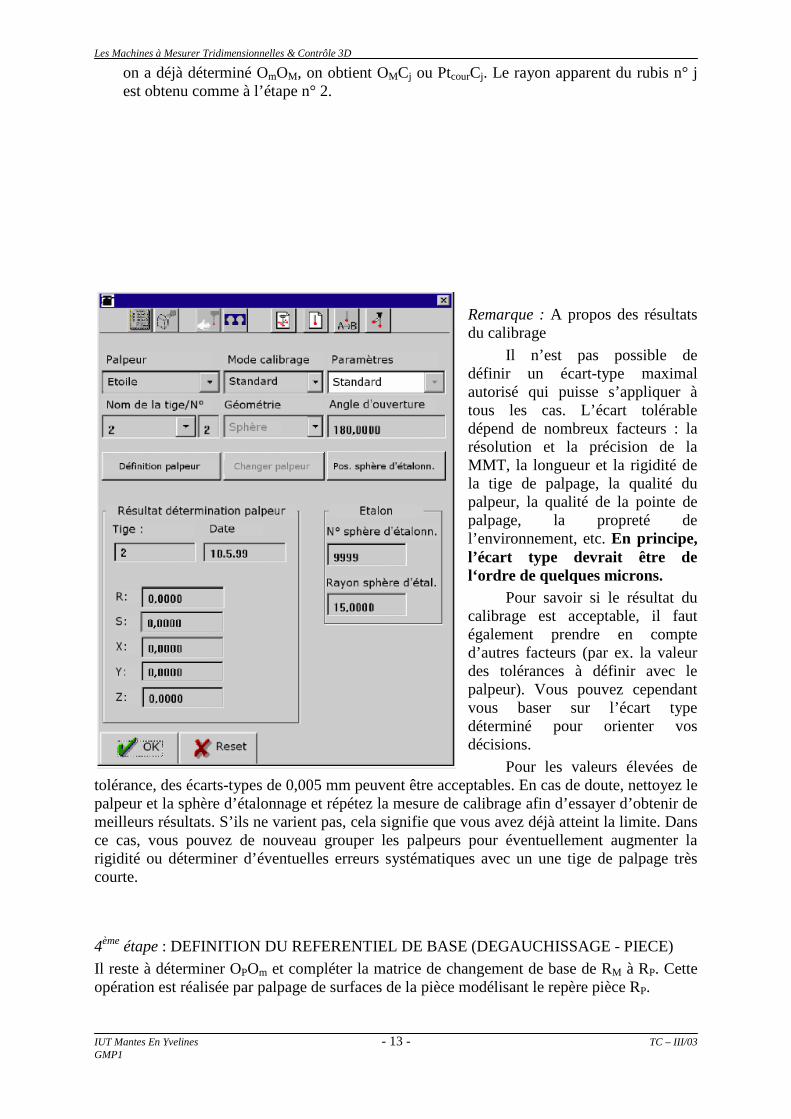
on a déjà déterminé OmOM, on obtient OMCj ou PtcourCj. Le rayon apparent du rubis n° j est obtenu comme à l’étape n° 2.
Remarque : A propos des résultats du calibrage
Il n’est pas possible de définir un écart-type maximal autorisé qui puisse s’appliquer à tous les cas. L’écart tolérable dépend de nombreux facteurs : la résolution et la précision de la MMT, la longueur et la rigidité de la tige de palpage, la qualité du palpeur, la qualité de la pointe de palpage, la propreté de l’environnement, etc. En principe, l’écart type devrait être de l‘ordre de quelques microns.
Pour savoir si le résultat du calibrage est acceptable, il faut également prendre en compte d’autres facteurs (par ex. la valeur des tolérances à définir avec le palpeur). Vous pouvez cependant vous baser sur l’écart type déterminé pour orienter vos décisions.
Pour les valeurs élevées de tolérance, des écarts-types de 0,005 mm peuvent être acceptables. En cas de doute, nettoyez le palpeur et la sphère d’étalonnage et répétez la mesure de calibrage afin d’essayer d’obtenir de meilleurs résultats. S’ils ne varient pas, cela signifie que vous avez déjà atteint la limite. Dans ce cas, vous pouvez de nouveau grouper les palpeurs pour éventuellement augmenter la rigidité ou déterminer d’éventuelles erreurs systématiques avec un une tige de palpage très courte.
4ème étape : DEFINITION DU REFERENTIEL DE BASE (DEGAUCHISSAGE - PIECE)
Il reste à déterminer OPOm et compléter la matrice de changement de base de RM à RP. Cette opération est réalisée par palpage de surfaces de la pièce modélisant le repère pièce RP.
Les Machines à Mesurer Tridimensionnelles & Contrôle 3D
IUT Mantes En Yvelines - 14 - TC – III/03 GMP1
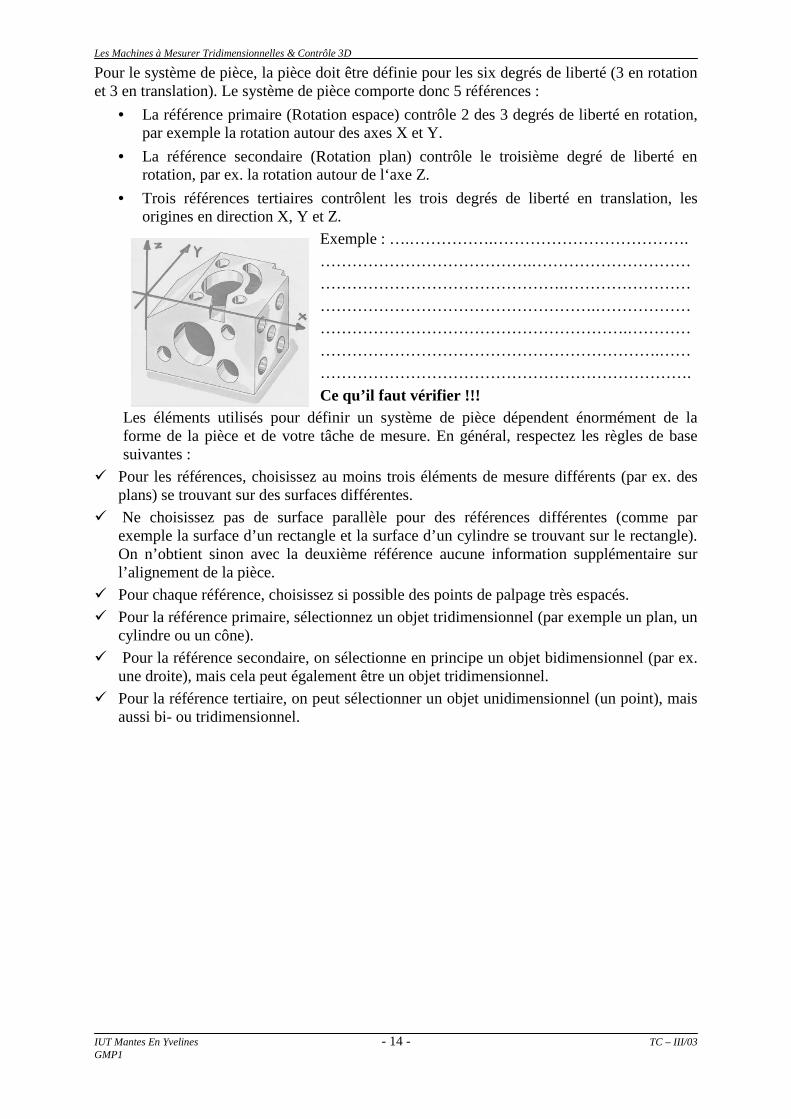
Pour le système de pièce, la pièce doit être définie pour les six degrés de liberté (3 en rotation et 3 en translation). Le système de pièce comporte donc 5 références :
• La référence primaire (Rotation espace) contrôle 2 des 3 degrés de liberté en rotation, par exemple la rotation autour des axes X et Y.
• La référence secondaire (Rotation plan) contrôle le troisième degré de liberté en rotation, par ex. la rotation autour de l‘axe Z.
• Trois références tertiaires contrôlent les trois degrés de liberté en translation, les origines en direction X, Y et Z.
Exemple : ….…………….……………………………….
………………………………….…………………………
……………………………………….……………………
…………………………………………….………………
………………………………………………….…………
……………………………………………………….……
…………………………………………………………….
Ce qu’il faut vérifier !!! Les éléments utilisés pour définir un système de pièce dépendent énormément de la forme de la pièce et de votre tâche de mesure. En général, respectez les règles de base suivantes :
� Pour les références, choisissez au moins trois éléments de mesure différents (par ex. des plans) se trouvant sur des surfaces différentes.
� Ne choisissez pas de surface parallèle pour des références différentes (comme par exemple la surface d’un rectangle et la surface d’un cylindre se trouvant sur le rectangle). On n’obtient sinon avec la deuxième référence aucune information supplémentaire sur l’alignement de la pièce.
� Pour chaque référence, choisissez si possible des points de palpage très espacés.
� Pour la référence primaire, sélectionnez un objet tridimensionnel (par exemple un plan, un cylindre ou un cône).
� Pour la référence secondaire, on sélectionne en principe un objet bidimensionnel (par ex. une droite), mais cela peut également être un objet tridimensionnel.
� Pour la référence tertiaire, on peut sélectionner un objet unidimensionnel (un point), mais aussi bi- ou tridimensionnel.
Les Machines à Mesurer Tridimensionnelles & Contrôle 3D
IUT Mantes En Yvelines GMP1
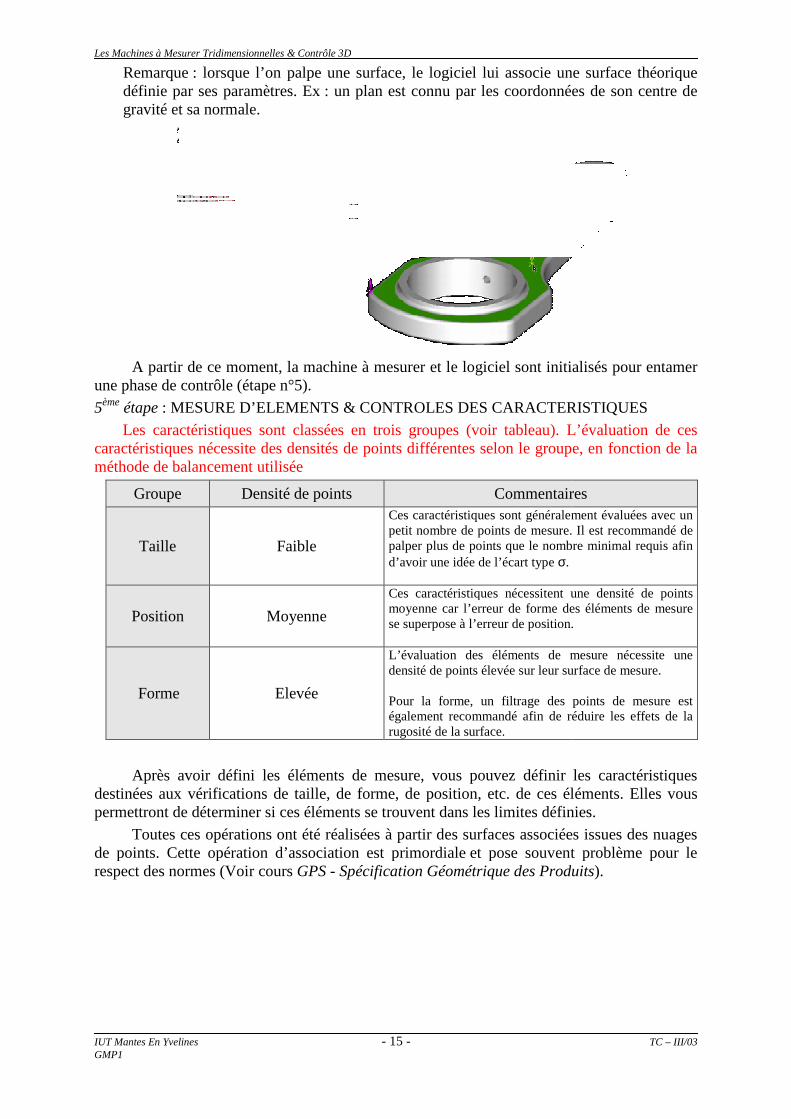
Remarque : lorsque l’on définie par ses paramètres. Exgravité et sa normale.
A partir de ce moment, la machine à mesurer et le logiciel sont initialisés une phase de contrôle (étape n°5).
5ème étape : MESURE D’ELEMENTS & CONTROLES DES CARACTERISTIQUES
Les caractéristiques sont classées en trois groupes (voir tableau). L’évaluation de ces caractéristiques nécessite des densités de points différméthode de balancement utilisée
Groupe Densité de points
Taille Faible
Position Moyenne
Forme Elevée
Après avoir défini les destinées aux vérifications de taille, de forme, de position, permettront de déterminer si ces éléments se trouvent dans les limite
Toutes ces opérations ont été réalisées à partir des surfaces associées issues des nuages de points. Cette opération d’association est primordialerespect des normes (Voir cours
Les Machines à Mesurer Tridimensionnelles & Contrôle 3D
- 15 -
palpe une surface, le logiciel lui associe une surface théorique définie par ses paramètres. Ex : un plan est connu par les coordonnées de son centre de
A partir de ce moment, la machine à mesurer et le logiciel sont initialisés une phase de contrôle (étape n°5).
MESURE D’ELEMENTS & CONTROLES DES CARACTERISTIQUES
Les caractéristiques sont classées en trois groupes (voir tableau). L’évaluation de ces caractéristiques nécessite des densités de points différentes selon le groupe, en fonction de la méthode de balancement utilisée
Densité de points Commentaires
Faible
Ces caractéristiques sont généralement évaluéespetit nombre de points de mesure. Il estpalper plus de points que le nombre minimal requis afin d’avoir une idée de l’écart type σ.
Moyenne
Ces caractéristiques nécessitent une densité demoyenne car l’erreur de forme des élémentsse superpose à l’erreur de position.
Elevée
L’évaluation des éléments de mesure nécessite unedensité de points élevée sur leur surface de Pour la forme, un filtrage des points deégalement recommandé afin de réduire les effets de la rugosité de la surface.
éléments de mesure, vous pouvez définir les caractéristiques destinées aux vérifications de taille, de forme, de position, etc. de ces éléments. Elles vous permettront de déterminer si ces éléments se trouvent dans les limites définies.
Toutes ces opérations ont été réalisées à partir des surfaces associées issues des nuages de points. Cette opération d’association est primordiale et pose souvent problème pour le respect des normes (Voir cours GPS - Spécification Géométrique des Produits
TC – III/03
palpe une surface, le logiciel lui associe une surface théorique : un plan est connu par les coordonnées de son centre de
A partir de ce moment, la machine à mesurer et le logiciel sont initialisés pour entamer
MESURE D’ELEMENTS & CONTROLES DES CARACTERISTIQUES
Les caractéristiques sont classées en trois groupes (voir tableau). L’évaluation de ces entes selon le groupe, en fonction de la
Commentaires Ces caractéristiques sont généralement évaluées avec un petit nombre de points de mesure. Il est recommandé de
nombre minimal requis afin
Ces caractéristiques nécessitent une densité de points car l’erreur de forme des éléments de mesure
se superpose à l’erreur de position.
valuation des éléments de mesure nécessite une densité de points élevée sur leur surface de mesure.
Pour la forme, un filtrage des points de mesure est réduire les effets de la
éléments de mesure, vous pouvez définir les caractéristiques ces éléments. Elles vous
s définies.
Toutes ces opérations ont été réalisées à partir des surfaces associées issues des nuages et pose souvent problème pour le
es Produits).
Les Machines à Mesurer Tridimensionnelles & Contrôle 3D
IUT Mantes En Yvelines - 16 - TC – III/03 GMP1
IV. Mise en place d’une gamme de contrôle sur MMT
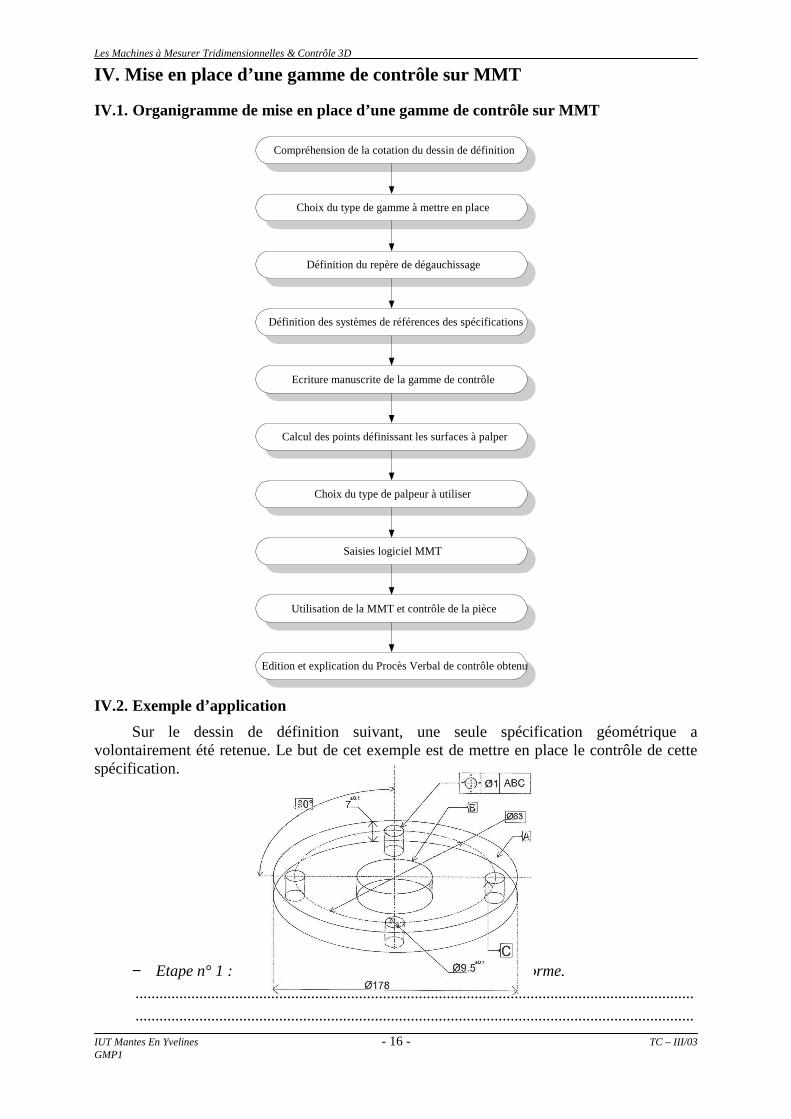
IV.1. Organigramme de mise en place d’une gamme de contrôle sur MMT
IV.2. Exemple d’application
Sur le dessin de définition suivant, une seule spécification géométrique a volontairement été retenue. Le but de cet exemple est de mettre en place le contrôle de cette spécification.
− Etape n° 1 : Compréhension de la cotation au sens de la norme. ............................................................................................................................................
............................................................................................................................................
Compréhension de la cotation du dessin de définition
Choix du type de gamme à mettre en place
Définition du repère de dégauchissage
Définition des systèmes de références des spécifications
Ecriture manuscrite de la gamme de contrôle
Calcul des points définissant les surfaces à palper
Choix du type de palpeur à utiliser
Saisies logiciel MMT
Utilisation de la MMT et contrôle de la pièce
Edition et explication du Procès Verbal de contrôle obtenu
Les Machines à Mesurer Tridimensionnelles & Contrôle 3D
IUT Mantes En Yvelines - 17 - TC – III/03 GMP1
............................................................................................................................................
............................................................................................................................................
............................................................................................................................................
............................................................................................................................................
............................................................................................................................................
............................................................................................................................................
............................................................................................................................................
− Etape n° 2 : Choix du type de gamme à mettre en place. ............................................................................................................................................
− Etape n° 3 : Choix du montage de contrôle.. ............................................................................................................................................
............................................................................................................................................
............................................................................................................................................
............................................................................................................................................
− Etape n° 4 : Définition du repère de dégauchissage (Réf. de base) ............................................................................................................................................
............................................................................................................................................
............................................................................................................................................
............................................................................................................................................
............................................................................................................................................
............................................................................................................................................
............................................................................................................................................
− Etape n° 5 : Définition des références spécifiées. ............................................................................................................................................
............................................................................................................................................
............................................................................................................................................
............................................................................................................................................
− Etape n° 6 : Ecriture manuscrite de la gamme. ............................................................................................................................................
............................................................................................................................................
............................................................................................................................................
............................................................................................................................................
............................................................................................................................................
............................................................................................................................................
............................................................................................................................................
............................................................................................................................................
............................................................................................................................................
............................................................................................................................................
............................................................................................................................................
............................................................................................................................................
............................................................................................................................................
............................................................................................................................................
− Etape n° 7 : Calcul des points et vecteurs d’approches .
Les Machines à Mesurer Tridimensionnelles & Contrôle 3D
IUT Mantes En Yvelines - 18 - TC – III/03 GMP1
............................................................................................................................................
............................................................................................................................................
............................................................................................................................................
− Etape n° 8 : Choix du type de palpeur utilisé. ............................................................................................................................................
............................................................................................................................................
............................................................................................................................................
............................................................................................................................................
− Etape n° 9 : Saisie sur logiciel MMT.
− Etape n° 10 : Utilisation de la MMT et contrôle réel de la pièce.
− Etape n° 11 : Commentaire du PV de contrôle obtenu.
V. Algorithmes d’association géométrique à des surfaces réelles.
Selon la norme, le critère d’association d’un élément nominal à l’élément réel correspondant, dépend de la nature géométrique de l’élément nominal (Plan, Axe, …) (Voir cours GPS - Spécification Géométrique des Produits). Les logiciels de mesures des MMT n’utilisent pas ces critères là, car ils ont qu’une vision limitée de l’image de la surface réelle (nuage de points palpés avec un nombre non infini de points).
Des algorithmes mathématiques sont donc utilisés pour associés des éléments nominaux aux éléments réels, dont l’image sont des nuages de points palpés. Il faut donc être conscient que le contrôle sur MMT ne correspond pas toujours exactement à la norme.
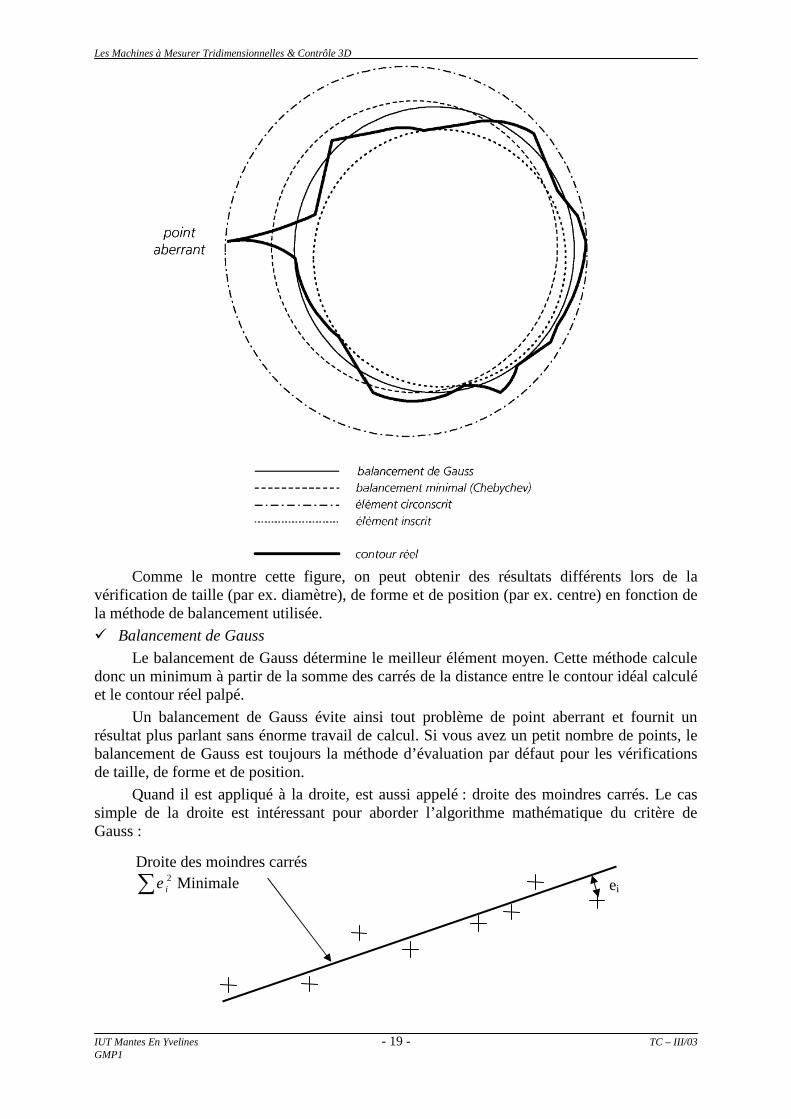
La figure suivante montre le contour réel d’un cercle scanné ainsi que les contours géométriques idéaux obtenus avec les différentes méthodes de balancement (critère d’association) :
- Balancement de Gauss
- Balancement de Chebyshev
- Calcul comme élément tangentiel
Les Machines à Mesurer Tridimensionnelles & Contrôle 3D
IUT Mantes En Yvelines - 19 - TC – III/03 GMP1
Comme le montre cette figure, on peut obtenir des résultats différents lors de la
vérification de taille (par ex. diamètre), de forme et de position (par ex. centre) en fonction de la méthode de balancement utilisée.
� Balancement de Gauss
Le balancement de Gauss détermine le meilleur élément moyen. Cette méthode calcule donc un minimum à partir de la somme des carrés de la distance entre le contour idéal calculé et le contour réel palpé.
Un balancement de Gauss évite ainsi tout problème de point aberrant et fournit un résultat plus parlant sans énorme travail de calcul. Si vous avez un petit nombre de points, le balancement de Gauss est toujours la méthode d’évaluation par défaut pour les vérifications de taille, de forme et de position.
Quand il est appliqué à la droite, est aussi appelé : droite des moindres carrés. Le cas simple de la droite est intéressant pour aborder l’algorithme mathématique du critère de Gauss :
ei
Droite des moindres carrés
∑2ie Minimale
Les Machines à Mesurer Tridimensionnelles & Contrôle 3D
IUT Mantes En Yvelines - 20 - TC – III/03 GMP1
� Balancement de Chebyshev
Le balancement de Chebyshev détermine l’élément géométrique de façon à obtenir un écart maximum le plus petit possible entre le contour idéal calculé et le contour réel palpé.
Les valeurs extrêmes du palpage déterminent dans une large mesure le résultat du calcul. Cette méthode de balancement est donc particulièrement sensible aux points aberrants. La solution peut être de créer un très grand nombre de valeurs de mesure. Selon la tâche de mesure requise, il est cependant recommandé d’éviter tout point aberrant. Ce balancement s’utilise pour la vérification de forme selon la norme ISO 1101.
� Calcul comme élément tangentiel
Cette méthode calcule un élément tangentiel (élément circonscrit ou inscrit, surfaces intérieures ou extérieures) de façon à ce qu’aucun point de palpage ne se trouve à l’extérieur (ou à l’intérieur) de l’élément.
Cette méthode convient donc à la détermination de la cote d’appariement et à la détermination des éléments de référence pour les tolérances de position.
Condition requise : grand nombre de points.
Recommandation : suppression des points aberrants car l’élément tangentiel n’est formé qu’à partir des valeurs extrêmes.