Embed Size (px)
Citation preview

NOUVELLES TECHNIQUES DE REALISATION
DE PHOTOPILES AU SILICIUM
P. SIFFERT
Centre de Recherches Nucléaires
Groupe de Physique et Applications des Semiconducteurs
(PHASE)
67037 STRASBOURG-CEDEX
(FRANCE)
2
I N T R O D U C T I O N
Comparée au« autres sources d'énergie, l 'é lectr ic i té produite par des
cel lules photovoltalques est actuellement trop onéreuse pour les applications
te r res t res à grande échel le. De ce fai t , les cel lules solaires , qui sont, à de
ra res exceptions près , à base de si l ic ium, sont limitées actuellement aux a p p l i
cations spatiales ou à des installations te r res t res en sites isolés, pour lesquelles
le coût ne constitue pas un élément prédominant (balises de guidage d ' a v i o n s . . . )
ou que les sources conventionnelles d'énergie font défaut ( télévision, pompage
d ' e a u . . . ) . L 'énergie d'origine sola i re ne pourra donc devenir compétitive qu'au
pr ix d'une réduction t rès sensible des coûts, le seuil de rentabi l i té var iant
évidemment avec le lieu et l'emploi envisagé. Cet objectif pourra ê t re essent ie l
lement atteint de deux façons :
- soit par simple accroissement du volume à p a r t i r de technologies
existantes, par une évolution bien connue des pr ix des dispositifs semicoriducteurs
( t ransistors, c a l c u l a t r i c e s . . . ) ,
- soit à pa r t i r de technologies nouvelles d'élaboration des matériaux
et des disposit ifs.
On pense généralement qu'une optimallsation des méthodes conventionnel
les permettra des réductions de coût notables jusque vers 1983-85 (F ig . 1),
suivie de la commercialisation de cellules préparées suivant des procédés nouveaux.
L'objectif de cet exposé est de passer en revue les pr incipales " f i l i è r e s "
envisagées à l 'heure actuelle en partant de s i l ic ium. Nous nous l imiterons aux
cel lules opérant sans concentration lumineuse, non parce que leur intérêt est
moindre, mais parce que tes technologies mises en oeuvre sont souvent d i f fé
rentes et plus sophistiquées. De plus, nous négligerons volontairement les p r o
blèmes d e c a p s u l a t i o n pour lesquels nous ne sommes pas qual i f iés, mais qui
représentent environ 1/3 du pr ix de revient du dispositif.
3
Dans une première part ie de cet exposé, nous nous intéresserons aux
photopiles actuelles à base de silicium monocristall in massif, puis nous étudie
rons quelques évolutions possibles. Dans une deuxième part ie , nous analyserons
certaines méthodes proposées récemment pour l'obtention du matér iau, essen
tiellement en films mono- ou polycrtstaux v o i r e amorphe. Dans une dern ière
par t ie , nous aborderons les méthodes nouvelles de réal isation de la b a r r i è r e
de potentiel nécessaire à une bonne collecte des photoporteurs.
I. C E L L U L E S A C T U E L L E S A B A S E D E S I L I C I U M M O N O C R I S T A L L I N
Les panneaux solaires (f ig. 2) proposés par les divers fabricants
présentent des différences d'aspect notables quant à leur ta i l le ou à l ' in tercon
nexion des cellules individuelles qui les constituent, mats ces dern ières sont
t rès voisines ( F i g . 3 ) . En effet, e l les sont formées de jonctions P - N diffusées
thermîquement dans le sil icium monocristall in (découpé préalablement en tranches)
de type P et de haute pureté (qualité "électronique") . Les diamètres des cel lules
sont généralement compris entre 50-100 mm et les épaisseurs de plaquettes sont
de 0 , 2 - 0 , 4 mm. Les rendements de conversion sont voisins de 12-13 %. Comme
on pourra le constater sur les f igure 4 et S les diverses étapes de préparat ion
du silicium monocristall in puis des jonctions diffusées sont Identiques à cel les
employées traditionnellement pour la préparat ion de diodes et t rans is tors . Il
n'est donc pas étonnant que le coût des cel lules actuelles soit é levé , l ' industr ie
n'ayant qu'appliqué des technologies qu'el le maîtr ise bien par a i l l eurs .
Examinons d'un peu plus près ces diverses étapes.
A . M A T E R I A U D E B A S E : S I L I C I U M
1. P U R I F I C A T I O N
De nombreuses méthodes ont été publiées dans la l i te ra ture [ I ] ,
4
nous nous limiterons aux étapes essentielles. On sait depuis le début du siècle
préparer le silicium de qualité métallurgique par chauffage au four électrique
d'un mélange de sable (très riche en silicium) et de coke [ 6 ] , suivant les
réactions :
S!0 2 + 2 C -. SI + 2C0
S I 0 2 + 3 C - SIC + 2C0
S I 0 2 + 2 SIC - 3 SI + 2 CO
Toutefois, la pureté (98 %) de ce matériau ne permet pas son emploi à la réal i
sation de cellules car la concentration élevée d'impuretés entraîne d'une part
une densité trop forte de niveaux de recombinaison et de piégeage électriquement
actifs qui vont retenir les porteurs photogénérés, d'autre part rend difficile
la monocristallisation, puisque les Impuretés constituent des sites de nucléation
préférentiels.
Afin de purifier ce silicium métallurgique on le traite à l'acide chlorhy-
drlque anhydre vers 250°C pour former un composé gazeux, plus facile à purifier,
le trichlorosilane SJHCI-. Après distillation fractionnée, ce dernier est réduit
par l'hydrogène vers 1000eC pour former finalement le silicium de qualité
"électronique", de pureté 8N. Les réactions chimiques en jeu sont complexes,
les plus probables étant :
4 S iHCI 3 - Si + 3 S I C I 4 + 2 H 2
SIC I 4 + H 2 - S IHCI 3 + HCI
S iHCI 3 + H 2 - Si + 3 HCI
2. TIRAGE DU MONOCRISTAL
La monocristallisation est effectuée essentiellement par les méthodes
conventionnelles de "zone flottante" ou Czockralski. Dans cette dernière, par

5
exemple, le matériau est fondu et dopé par du bore à des concentrations de
1 0 , 6 - 1 o ' 7 cm (0, t - 1 n. cm). Dans un gradient de température convenable,
un germe monocrlstall ln correctement orienté fac i l i te ra la nucléatlon sur ses
faces cristal lographtques d'atomes provenant du bain. Finalement, un mono
cr is ta l sera obtenu. A l 'heure actuelle des cr istaux de diamètre 100 mm sont
couramment préparés à des vitesses de 10-15 cm/h, leur longueur peut
dépasser le mètre . Des systèmes d'asservissement jouant sur le gradient t h e r
mique permettront la croissance de lingots quasi-cyl indriques à diamètre
constant.
3, D E C O U P E E N T R A N C H E S
La tête et la queue des lingots constituent des zones perturbées qu' i l
faut él iminer sur des longueurs égales à peu près au diamètre du c r i s t a l . L a
découpe en plaquettes d'épaisseur 300-500 p, s'effectue ensuite à l 'aide d'une
scie munie d'une lame diamantée ayant une voie de 300-400 p,, tournant à
grande vttesse avec un avancement de l 'ordre de 10 cm/min, L a moitié au moins
du monocristal est donc perdue !
Les défauts de st ructure introduits en surface lors de la découpe
sont éliminés par rodage mécanique suivi d'un décapage chimique, l 'épaisseur
enlevée étant de l 'ordre de 25 p.
B. R E A L I S A T I O N D E L A C E L L U L E
La b a r r i è r e de potentiel nécessaire è la collecte des porteurs photo-
générés est obtenue dans tous les dispositifs commerciaux par diffusion
thermqûe d'Impuretés de type N, le plus souvent de phosphore. Généralement,
un gaz comportant l ' Impureté est balayé à t ravers un tube de quar tz porté à

6
haute température (800-1100°C) , où sont placées les plaquettes de sil icium
préalablement décapées. L a diffusion obéit aux lois de Pick et produit une
Jonction N - P localisée à 0, 2 -1 ^ de la surface, la concentration superf ic ie l le
de dopants ( ~- 10 cm ) étant l imitée par la solubilité à la température de
diffusion, conduit à une résistance superf ic ie l le de l 'ordre de 30 -100 Cl/a .
Cette étape Jouera un rô le déterminant sur les performances de la
cel lu le . En effet, une profondeur de diffusion faible (d 'où la nécessité de fours
à température t rès uniforme) conduit à une fenêtre d'entrée rédui te , donc à une
mei l leure réponse en U . V . et un accroissement du rendement de conversion,
par contre, e l le entraine une résistance superf ic iel le plus importante donc une
per te de puissance, qui peut, toutefois, ê t re partiellement compensée p a r un
peigne plus f in . De plus, I l convient de noter que la diffusion thermique entraine
par a i l leurs :
- une dégradation certaine des longueurs de diffusion par suite du
choc thermique;
- le recours à de nombreux traitements chimiques de décapage : comme
la diffusion s'opère sur toutes les faces des plaquettes i l est nécessaire de
décaper toutes les surfaces exceptée cel le servant a former la Jonction. Pour
ce fa i re , I l faudra masquer cette face, dissoudre une par t ie des autres
surfaces, enlever le masque et nettoyer l'ensemble. S u r la face a r r i è r e , I l est
ensuite nécessaire de réa l iser un contact ohmique soit par diffusion thermique
d'une impureté P , ou par dépôt d'une couche métallique éventuellement suivi
d'un cycle thermique pour former un al l iage.
Pour que la collecte des porteurs puisse se fa i re efficacement I I
faudra disposer des gr i l l es métalliques sur la Jonction en ayant soin de minimiser
leur a i re totale, tout en assurant une bonne évacuation des photoporteurs.
7
Finalement, Il est nécessaire de recouvrir la face avant de la
cellule d'une couche anti-reflets, car l'indice de réfraction élevé du silicium
( Ri3, 5) entraine une réflexion de 35 % environ de la lumière solaire. Une
meilleure absorption sera obtenue par dépôt d'un composé a Indice faible o
S I 0 2 et surtout TiO, d'épaisseur voisine de 500 A.
Cette technologie conduit à des cellules ayant une courbe l-V sous
éclalrement voistne de celle de la flg. 6 [ 8 ] ,
C. EVOLUTION POSSIBLE DE CETTE FILIERE
1. DIMINUTION DES COUTS DE LA MATIERE PREMIERE
L'élaboration du matériau, la réalisation de la jonction, ('encapsula
tion contribuent à parties égales au prix d'une cellule. Une réduction des coûts
passera donc par des améliorations importantes dans ces trois étapes.
- Croissance des monocristaux
Pour une vitesse de tirage donnée, la production croîtra rapide
ment avec le diamètre des lingots. Il en résultera une diminution de coût,
comme on a pu le constater dans le passé (flg. 7) non seulement au tirage mais
encore au traitement des plaquettes. Cette tendance se poursuivra et après les
lingots de 2,3 pouces, des diamètres de plus de 4 pouces sont envisagés. Il
convient de noter que cela entraînera des problèmes technologiques nouveaux
liés au poids élevé de ces monocristaux (plusieurs dizaines de kg) et à ta diffi
culté de maintenir les.grndiants thermiques convenables. Pour éviter de mainte
nir une grande masse de silicium en fusion, celui-ci devrait être introduit
progressivement en cours de tirage, ce qui risque de provoquer quelques pertur
bations. De plus, pour éviter les pertes en tête et queue des lingots (égales au dia
mètre du cristal) il faudra modifier les méthodes de tirage [8 ] (Fig. 8). On

e
peut penser que des Installations de conception nouvelle seront nécessaires.
- Croissance à pa r t i r de sil icium moins puri f ié
Jusqu'ici on a employé pour la croissance des cr istaux destinés aux
cel lules sola i res uniquement du silicium très pur i f ié , identique à celui ut i l isé
dans l ' industrie électronique. On peut se demander si un matériau moins pur
ne pourrai t pas convenir. Des essais dans ce sens sont actuellement en cours
dans plusieurs laboratoires [ 9 - i q et i l semble qu'un sil icium de qualité
"sola i re" pouvant contenir Jusqu'à 10 - 1 0 Impuretés/cm puisse conduire
à des cel lules de rendement 10 %, seuil de rentabi l i té pour toute ce l lu le .
Des estimations plus précises de taux acceptables pour quelques impuretés sont
reportées sur la f ïg . 9 . Ces impuretés chimiques interviennent de deux manières :
- d'une part el les introduisent des centres de plégeage et de recombinaison,
ce qui conduit à une dégradation des longueurs de diffusion des por teurs , qui
affectera directement le rendement de conversion (F ïg . 10) ;
- d 'autre par t , e l les jouent le rô le de centres de nucléation lors de la c r i s t a l -
logénèse du si l ic ium, ce qui entra înera la croissance de polycristaux.
- Découpe
Nous avons pu constater plus haut que dans les technologies actuelles
la moitié du monocristal était perdue en cours d'usinage. Il est évidemment
souhaitable d 'amél iorer cette situation. Une première possibi l i té est de rédu i re
l 'épaisseur des lames de scie , mais cela pose de sér ieux problèmes, nécessitant
également la mise au point de nouvelles méthodes de sciage. P a r a i l l eu rs , on
peut rédui re l 'épaisseur des plaquettes, dont l 'effet est notable sur les coûts
(F ïg . 11) r 8 ] .

9
En plus des problèmes liés à la f ragi l i té des plaquettes minces, Il est
nécessaire de connaître l'effet d'une réduction d'épaisseur sur le rendement
de conversion. Des simulations à l 'ordinateur [ 1 5 ] ont permis de montrer (f ig 12)
l ' Influence de l 'épaisseur sur le rendement tant pour les Jonctions NI - P simples
que pour les diodes N - P - P munies également d'une Jonction à la face a r r i è r e
("back surface f ie ld" ) . Cette dern ière produit une b a r r i è r e de potentiel r e n
voyant les porteurs photogénérés v e r s la zone de charge d'espace et les
empêchant ainsi de se recombiner [ 1 6 ] .
Récemment, on [ 1 7 ] a obtenu des cel lules d'épaisseur 50 n ayant un
rendement de 14 % (AM1) ; toutefois ces cellules étaient préparées par d isso
lution chimique de plaquettes plus épaisses dans un bain de NaOH chaud.
2. ACCROISSEMENT DU RENDEMENT DE CONVERSION
- Améliorat ion du rendement spectral en U . V .
L e spectre so la i re présente une denstté élevée de photons U . V . . O r ces
photons sont fortement absorbés dans le sil icium t rès dopé formant la b a r r i è r e
de potentiel et n'ont de ce fait que t rès peu de chance de dépasser cette zone N .
I l faut donc rédui re la profondeur de jonction ; ce l l e -c i a passé progressivement
de 1 n à 0 , 4 - 0 , 5 puis récemment à 0, I ^ pour les cel lules dites "violet tes" [ 1 8 - 1 9 ] ,
Notons que cette technologie entraine quelques problèmes au niveau de la
résistance superf ic iel le qui est notablement accrue .
Remarquons que le rendement U . V . pourra i t également ê t r e augmenté
en incluant dans la v i t r e d'encapsulation de la cel lule un décaleur de longueur
d'ondes absorbant les rayonnements U . V . et l ibérant des photons dans lev ls ib le .
Mais le rendement p o u r r a - t - i l ê t re assez élevé ?
- Amélioration de la collecte des porteurs

10
Dans une cel lule normale la plus grande part ie des porteurs photogénérés
aura à diffuser v e r s la zone de charge d'espace avant de pouvoir par t ic iper au
courant. En préparant les jonctions perpendiculairement à la surface la zone
désertée pénétrera profondément dans le silicium réduisant la distance de
diffusion des porteurs avant leur collecte. Quelques structures de ce type ont
été réallsées(20-24]en creusant des petits fossés à la surface du sil icium par
attaque chimique et en effectuant une diffusion thermique d'impuretés l imitées
à ces fossés. Des rendements de conversion voisins de 15 % (AMI ) ont été
atteints.
- Réduction de la réf lexion
Un accroissement du nombre de photons absorbés peut ê t r e atteint
par l'emploi d'une structure superf ic ie l le texturisée [ 2 5 ] présentant une
absorption totale pour la quasi totalité des photons incidents, d'où leur
nom de "cellules noi re" ("black cel ls") .Cette surface est obtenue par attaque
chimique préférent ie l le de cristaux convenablement or ientés.
- Amélioration de la tension en circuit ouvert
Les tensions en circuit ouvert des cellules se sont progressivement
améliorées, passant de 500 à 600 mV, par accroissement des dopages du
matériau de base et de la zone superf ic iel le . Des valeurs de 650 mV sont(fig,13)
théoriquement possibles pour des concentrations d'impuretés du matériau de
17 —3 base P de 10 cm et un contrôle de la vitesse de recombinaison en surface.
Toutefois, une par t ie du gain escompté peut être perdu par suite de la réduction
des longueurs de diffusion et de la largeur de bande Interdi te.
On pense généralement que la combinaison de plusieurs de ces méthodes
permettront un gain de conversion de 3 à 4 %, qui passerait de 12-13 à

1 !
16 - 17 %. Il convient de noter qu'î i est possible dès à présent de préparer
au laboratoire des cel lules ayant ce rendement, mais ces technologies seront -
el les économiquement industr ial isâmes ?
La f i l i è re monocristal line est donc loin d'être épuisée. Il est probable
que dans les cinq années à venir el le constituera toujours la voie industr iel le
prédominante. Dès à présent, le p r ix du Watt crête sur le marché international
est in fér ieur à 50 F [ 26],
I I . N O U V E L L E S M E T H O D E S D E P R E P A R A T I O N DE S I L I C I U M
M O N O C R I S T A L L I N E N C O U C H E S M I N C E S
Bien avant le développement des cel lules solaires te r res t res on avait
tenté de préparer directement des monocristaux de germanium et de sil icium en
couches minces à pa r t i r d'un bain fondu, afin de supprimer l'usinage des maté
r iaux. Dans le problème qui nous intéresse ic i , il faudra se souvenir que seule
la surface hora i re des plaquette-; produite e! son coût seront d' importance.
Une étude comparative [28] massif-couches minces, montre qu' i l faut t i r e r
plusieurs rubans à la fois à des vitesses élevées pour atteindre des surfaces
hora i res équivalentes à cel les des monocristaux massifs découpés en tranches
(f ig. 14). On a proposé dans la l i t térature de nombreuses méthodes de p r é p a r a
tion de ces f i lms, nous nous limiterons à quelques approches récentes.
A. C R O I S S A N C E D 'UN F I L M P A R L A M E T H O D E D E C Z O C H R A L S K I E N
P R E S E N C E D'UN CONTOUR ("edge defined film growth", E. F . G. ) proposé
par M O B I L - T Y C O [28 _ 3 5 ] ,
Dans son pr incipe, cette méthode est simple et attrayante : on plonge
deux plaques rectangulaires séparées de quelques centaines de microns dans un

12
bain de sil icium fondu (F ig . 15) . P a r capi l lar i té le sil icium pourra monter
entre les deux plaques jusqu'à leur limite supérieure où il se ra mis en contact
d'un germe monocristal l in. S i ce dernier est animé d'un mouvement de déplace
ment vert ical II va entraîner le sil icium qui va se sol idi f ier en un
ruban ayant la forme donnée par le contour. Ce lu i -c i pourra ê t re enroulé sur
une grande bobine ou découpé directement.
On comprendra aisément que le c a p i l l a i r e , porté à plus de 1400 S C,
constitue le point crucial dans cette technologie ( f ig. 16 ) . L e graphite semble
conduire actuellement aux mei l leurs résultats. L a méthode a été optimalisée sur
des installations t irant un seul ruban de largeur 25 mm, d'épaisseur 250 p, à
une vitesse de 25 mm/min. La vitesse maximale de t i rage dépend essentiellement
de l 'épaisseur du ruban. Des progrès t rès importants ont été faits récemment
puisque des films de 7, 5 cm de largeur ont été préparés en continu à une vi tesse
de 7, 5 cm/min. Pour évacuer la chaleur de fusion Importante qui se dégage, tout
en maintenant le gradiant thermique voulu I I est nécessaire d'avoir un r e f r o î s î s -
sement par eau et gaz iner te convenablement étudié . En effet, à l ' interface
liquide solide on passe très rapidement de plus de 1400°C à ï 2 0 0 ° C . Pour
atténuer les tensions internes résultant de ce choc thermique un four de recuit
à I 1 0 0 ° C est Inclus dans l'enceinte. L e coeur de cette nouvelle génération d 'ap
pare i ls est formé d'un module compact (f ig. 17 ) plongeant dans le bain, facilement
interchangeable. L a juxtaposition de plusieurs modules permet de t i r e r plusieurs
films à la fois dans une même instal lat ion. Une association de 5 modules t i rant
des rubans de grande largeur vient d 'être réa l isée . L'approvisionnement en
matière première se fait en continu à par t i r d'un cyl indre de sil icium poussé
progressivement dans le bain de façon à maintenir constant le niveau du liquide.
L e rapport surface sur volume élevé, les graciiants thermiques importants,

13
le contact du matériau avec les parois du capi l la i re ont posé de nombreux
problèmes de cr is ta l l in i té et de contamination superf ic ie l le . En effet, les
longueurs de diffusion des premiers cr istaux var ia ient t rès notablement d'un
point à l 'autre d'un même c r is ta l , ce qui se traduisait par des écar ts importants
de performances des cel lules. Il semble que ce point ait été t rès notablement
amélioré récemment puisque des cellules de rendement supérieur à 10 % peu
vent ê t re préparées avec un taux de réussite Important ( f ig . 18 ) .
Une estimation de coûts suivants différents scénari vient d 'ê t re
effectuée : en 1978 une Installation t irant 5 rubans de largeur SO mm à une
vitesse de 50 mm/min pendant 52 cycles annuels de durée 116 heures produirai t
environ 2000 m /an de plaquettes de base pour cellules sola i res au p r ix de
800 F / m 2 . Ve rs 1985 ce pr ix tombera à moins de 100 F / m en supposant qu'un
seul opérateur fera fonctionner deux Installations à 5 modules chacune, t i rant
des rubans de 7, 5 cm de largeur à raison de 7, 5 cm/min, pour un temps acti f
de 67 % et un rendement de conversion du polycristal (50-100 F / k g ) en ruban
de 75 %. Notons que ce pr ix est infér ieur au plafond fixé par l 'administration
E R D A américaine pour 1985 !
Cette approche semble donc ouvr i r des perspectives t rès prometteu
ses ; d'autres laboratoires importants, tel IBM se consacrent également à cette
f i l i è re .
Une variante de cette méthode a été proposée récemment en France par UG1NE-
K U H L M A N N . Son principe est schématisé sur la f igure 19: le si l icium est fondu dans ur
creuset en grapnite muni à sa part ie infér ieure d'une ouverture cap i l l a i re de forme
convenable. S i l'on place un germe à l 'extrémité in fér ieure de la goutte et que l'on
établit à ce niveau un gradient de température convenable,on peut t i r e r un cr ista l
vers le bas , à condition d'alimenter le cap i l la i re en même temps en l i q u i i d e [ 3 6 ] ,
14
B. C R I S T A L - I S A T I O N D'UN RUBAN A P A R T I R D'UN F I L M P O L Y C R I S T A L L I N
("ribbon to ribbon growth")
Au lieu de t i r e r directement des films monocristal lins à par t i r d'un bain
fondu comme ci -dessus, MOTOROLA ( 37) a proposé de former d'abord des
rubans polycristal l ins par un procédé E F G simplif ié, puis de fondre une mince
zone de ce ruban au moyen d'un faisceau laser de puissance balayant les deux
faces ( fig 20 (pour produire la cr is ta l l isat ion.
Ceci constitue une première application des faisceaux laser dans la techno
logie des semiconducteurs, nous verrons par la suite que d'autres possibil i tés
existent.
Des rubans de 25 mm de large ont ainsi été obtenus à une vitesse de 50
mm/min. Les rendements des premières cel lules approchent 8 %, Des p r o b
lèmes de monocristall isation restent à résoudre avant de pouvoir at teindre les
objectifs f ixés: rubans de 7 ,5 cm de large, t i rés à 15 c m / m i n . , cel lules de
rendement 10 %.
C . C R O I S S A N C E D E N D R I T I Q U E
W E S T I N G H O U S E avait proposé dès 1959 une méthode de croissance
dendritique de germanium et de si l icium. Toutefois, des problèmes de mono
cr is ta l l isat ion, de fortes densités de dislocations n'avaient pu ê t re résolus
à cette époque de sorte que la qualité requise de matériau applicable d i r e c
tement aux dispositifs semiconducteurs ne fut pas atteinte.
Une approche nouvelle du problème a permis d'accomplir des progrès notables.
Deux dendrites sont disposés verticalement et parallèlement, distantes l'une
de l 'autre de 2 -3 cm, l'ensemble servant de germe de croissance . A l ' i n te r
face liquide - solide un film continu de sil icium se forme maintenu par les deux
dendrites . Des rendements de conversion intéressants ont été atteints (V " 0 , 55%
15
J « 35 mA/cm , F F r O , 75). Une production en continu est possible au moyen d'
un apparei l lage schématisé sur la f igure 21 [ 3 8 - 4 2 ] ,
D . C R O I S S A N C E E P I T A X I A L E E N P H A S E S O L I D E ( " S P E " )
On avait observé I I y a quelques années [ 4 3 - 4 8 ] qu'i l était possible
de f a i r e migrer sélectivement, dans une structure métal-semiconducteur
chauffée, soit le métal vers le semiconducteur sott le cont ra i re , suivant la
nature du métal. Ce déplacement se fait bien en-dessous des températures
de formation d'al l lcges.
Plus récemment, des réactions en phase solide[49-54]ont été employées
pour f a i r e c r o î t r e des couches épitaxiales de sil icium et de germanium sur un
substrat de même nature mais cr is ta l l in à p a r t i r d'une couche amorphe déposée
par-dessus le métal par migration à t ravers cette couche métallique dont la
nature est convenablement choisie. L'aluminium et le palladium ont été les plus
employés a ce jour pour former respectivement des films monocristal lins de
sil icium ou des s i l lc iures . L e résultat de divers traitements thermiques sur
une te l le structure est v is ible sur la f igure 22 [ 5 5 ] . L a force de déplacement
dans ce procédé résulte de l 'énergie l ibre plus élevée dans le semiconducteur
amorphe que dans le c r i s t a l . La présence d'oxygène semble rédu i re considé
rablement la possibil i té de migration, de plus des rel iquats d'aluminium
subsistent après la recr is ta l l isat ion ép! taxi a le. I l est donc trop tôt pour
connaître les possibil i tés rée l les de cette méthode.
I I I . S I L I C I U M P O L Y C R I S T A L L I N
A . G E N E R A L I T E S
L e terme polycr lstal l ln est asse2 mal adapté au matériau non cr is ta l l in
pour cellules solaires, car i l désigne un amas de cristaux dont les dimensions
et les orientations sont t rès var iables, séparés par des zones perturbées,
les "joints de grains" [ 5 6 - 5 ? ] .

16
En effet, parmi ces cristaux orientés au hasard, seul ceux placés directement
sous le contact redresseur et exposés au f lux sola i re participent à la collecte
des porteurs, les autres sont Isolés par la b a r r i è r e de potentiel apparaissant
aux joints de grains ( f lg . 23 ) . S i par contre, tous les cristaux sont disposés
perpendiculairement à la surface de la b a r r i è r e de potentiel et si leurs dimen
sions Individuel les sont suffisantes pour s'étendre jusqu'au contact ohmique,
on peut considérer l'ensemble comme une juxtaposition de cel lules cr is ta l l ines
avec certains effets de bords, de sorte que le rendement de conversion pourra
ê t re proche de celui d'un monocristal. Cette structure de grains est recherchée
par les divers groupes qui étudient les matériaux polycr istal l ins pour pi les
sola i res. On désignera ce type de sil icium de "non cr is ta l l in" ou "semi -
cr is ta l l in" plutôt que de polycr lsta l l în .
P lusieurs auteurs [ 5 6 - 5 9 ] ont calculé les performances de te l les
cellules en tenant compte à la fois des effets de volume de chaque crist . i l i n d i
viduel et des; effets de bord de ce matériau f ibreux. On a ainsi Introduïl la
longueur de diffusion effective des porteurs dont la valeur dépend des propr ié tés
de chaque cr ista l et de ses dimensions ( f ig .24 ) . Lorsque ces dern ières sont
supérieures aux longueurs de diffusion effectives des porteurs, on atteindra
une collecte proche de cel le existant dans le monocristal de même qualité ,
de sorte que les rendements de conversion ne seront pas notablement d i f f é ren ts ,
L e tableau résume les différentes étapes dans l 'élaboration des
substrats polycr istal l ins. En fait , de nombreuses approches sont possibles,
-ous les avons regroupées ci-dessous en trois groupes :
I . P O L Y C R I S T A U X C Z O C H R A L S K I M A S S I F S [ 6 0 - 6 1 ]
Nous avons vu plus haut qu' i l peut ê t re avantageux de t i r e r des poly-
17
cr istaux de sil icium si le matériau de départ contient de fortes concentrations
d'impuretés. En partant de germes polycrlstal l tns des grains de surfaces
2 2
t mm à 1 cm peuvent ê t re obtenus et des rendements de conversion de l 'ordre
de 9 % ont été publiés [ 6 1 ] , En fait , l'ensemble des problèmes sont très volstnsde
ceux rencontrés précédemment pour les monocristaux ( s c i a g e . . . ) .
2 . F I L M S M I N C E S S U R S U B S T R A T
Pour n'employer que la quantité de sil icium nécessaire à l 'absorption
notable (50 - 100 p.) du spectre sola i re et pour supprimer les traitements d ' u s i
nage i l est Intéressant de déposer ces films directement sur des substrats bon
marché. De nombreuses méthodes sont étudiées, e l les peuvent fctre classées en
t ro is catégories :
- DépOt en phase vapeur de sil icium par evaporation thermique ou par
reaction chimique en phase vapeur (CVD) ; quelques techniques expérimentales
et les résultats obtenus sont reportés sur le tableau de la f ig . 26.
- Dépftt par un solvant : i l est possible de déposer des couches de
si l icium par épltaxïe en phase liquide v e r s SOO^C^WîO.Divers solvants ont
été employés, notamment un al l iage étàln (80 %) - plomb (20 %) et ga l l ium-
aluminium. Toutefois, les rendements de conversion de cellules préparées sur
des substrats de si l icium ou d'aluminium sont encore fa ibles.
- DépOt dans un bain de sil icium fondu
La première cel lu le de ce type fut certainement cel le réa l isée au L E P
en 1960 par simple chauffage dans une nacelle en graphite de poudre de sil icium
recouverte d'une couche de pyrocarbone. L a couche polycr ista l l lne d'épaisseur
1 mm était ensuite soumise è une diffusion de phosphore pour r é a l i s e r la jonction,
le rendement de conversion pouvait atteindre 6% [ 7 3 ] .
Les mêmes auteurs ont imaginé récemment [74-77] une méthode de

18
dépôt de sil icium polycr istal l in sur un ruban de carbone défilant dans la zone
fondue, dont le pr incipe est représenté sur la f lg . 27 : un lingot de sil icium
polycr istal l in de section c a r r é e est fondu à sa par t ie supérieure à l 'aide d'un
enroulement H . F . Un substrat en forme de ruban est disposé en regard de chacune
des deux faces opposées du lingot. L a zone fondue de sil icium est mise en
contact avec les rubans et les mouille ; ceux-ci sont a lors t i rés v e r s le haut
entraînant un fi lm liquide qui c r is ta l l ise à t ravers un gradiant thermique conve
nable. Les grains sont orientés dans la direction de croissance, I ls présentent
une largeur de 100 - 300 p. Des homo-, hétéro-jonctions ainsi que des structures
M - l - S ont permis d'atteindre des rendements de conversion de plus de 6 % ; les
longueurs de diffusion s'accroissent sous fort éclairement par suite de la
saturation de certains pièges [78 ] . Des problèmes de pollution par le carbone
restent à résoudre, de même que t'optimalisation des épaisseurs de fi lms et les
vitesses de t i rage ( le c a r b u r e de sil icium peut ê t re foimé) .
L e L E P [ 6 ] ainsi que H O N E Y W E L L [ 7 9 ] ont proposé de déposer le
sil icium par simple trempage de graphite, respectivement d'une céramique dans
un bain fondu. Aucun résultat de cel lule préparée sur ces substrats n'est d ispo
nible actuellement ( f lg . 28a et b).
3 . MOULAGE D E S I L I C I U M
WACKER a développé un procédé de fabrication de blocs plats de s i l i
cium polycristal l in de structure fibreuse,qui consiste a verser le sil icium fon
du dans un moule en graphite présentant deux grandes faces planes et p a r r a l l è l e s ,
l'une étant à 1200 a C environ et l 'autre à 500 -600°C . L a solidif ication se fait en
grains de dimensions 100 n à plusieurs mm orientés dans le sens du gradiant
thermique. Après refroidissement lent, les plaques sont démoulées et découpées
en tranches [ 8 0 ] . Plus récemment, des plaquettes ont directement été préparées .
19
L e s premières cel lules réal isées à p a r t i r de ce type de matériau
[81 - 8 2 ] ont permis de montrer que les joints de grains ne Jouaient qu'un rôle
secondaire et que des taux d'Impuretés relativement importants pouvaient ê t re
to lérés . Des rendemtns de conversion pouvant atteindre 12% ont été publiés 2
récemment (AMO) et des cel lules de plus de 100 cm ont été réa l isées [ 83 ]
( f ig . 29 ) . Les premières feu H les minces préparées directement ont permis
d'atteindre 6 % de rendement.
4 . S I L I C I U M AMORPHE
Une réunion venant de se tenir aux Houches sur ce sujet, nous
n'Indiquerons ici que quelques général i tés sur ce nouveau type de matériau
sola i re dont l'impact réel ne peut encore ê t re apprécié à l 'heure actuel le.
Jusque vers 1955 on crut que les matériaux amorphes ne peuvent ê t re
des semiconducteurs, lorsque plusieurs théoriciens et expérimentateurs p r o u
vèrent le contra i re . Toutefois, l 'existence d'un grand nombre de liaisons
non saturées ("dangling bonds") conduisait à des densités d'états dans la bande
interdite ("mobility gap") ( 1 , 4 - 1,6 eV) t rès importantes, empêchant tout dopage
de ce matér iau. Tout récemment, on a constaté [ 8 4 - 8 7 ] que la présence d 'hy
drogène réduisait considérablement les queues de bandes et que, p a r consé
quent , un dopage du matériau devenait possible. L a structure exacte de ce ma
tériau contenant de 10-30 % d'hydrogène est encore mal établie actuellement :
certains auteurs parlent de polymères S I H , d'autres de semiconducteur de
type l - IV .
P R E P A R A T I O N DU M A T E R I A U
- dépôt par décomposition de si lane S I H . dans un champ H . F . sur des
substrats d'acier ou de v e r r e . L'adjonction de gaz contenant les dopants permet

20
de préparer directement la structure n-p o u n - i - p ( F i g . 3 0 a ) £88-92]
- dépôt par pulvérisation cathodique de sil icium pur ou dopé sous
atmosphère d'un gaz neutre en présence d'hydrogène ( f lg . 30b ) [ 9 3 ] .
P E R F O R M A N C E S D E S C E L L U L E S
Les rendements de conversion théoriques, de Mordre de 15 % ( 88 ) - IO%(94)
joints aux épaisseurs de sil icium très faibles ( 1 - 2 p.) nécessaires pour absorber
le spectre so la i re rendent ce matériau t rès attract i f , de sorte que de nombreux
groupes s'y intéressent. Pour atténuer quelque peu cet enthousiasme, mention
nons que les mei l leurs rendements expérimentaux ne dépessent pas S, S % [ 89 ] ! i
et qu'i l s ne se sont pas améliorés au courant de l'année écoulée (du moins dans la i
l i t térature ! ) .Un t rava i l de recherche de longue haleine est maintenant nécessaire , ' après ces premiers résultats prometteurs.
Les structures sont de type homojonction (par dopage en cours de c r o î s - i l
sance, ou par implantation ionique), n - i - p , ou Schottky (F ig . 31 ) . Les mei l leurs
résultats ont été atteints pour ces dernières • i V - 800 mV, 1 - 1 2 mA/cm ,
S - 2 . 1 0 " 2 c m 2 ) .
S ' i l est clairement établi maintenant que les cel lules sola i res indust r ie l
les sans concentration seront (pour longtemps) à base de si l ic ium, élément t rès
répandu à la surface du globe et non-toxique, la f i l i è re choisie pour son é labo
ration ne semble pas encore définitivement établ ie . Il me semble, toutefois, que
les techniques de réal isat ion de films en continu s'imposeront à terme, en p a r t i
cul ier t rois approches me paraissent intéressantes :
- t i rage de films mono - ou polycr istal l ins, sott d.; type E F G , soit sur un
substrat, soit dendritique ;
- moulage du sil icium ;
- dépôt de si licium amorphe hydrogénéré ;
en partant de sil icium faiblement pur i f ié . Les vitesses de préparat ion d'une

21
surface uni ta i re et le comportement des impuretés résiduelles constitueront
p e u t - ê t re les paramètres décisifs.
V. REALISATION DE LA BARRIERE DE POTENTIEL
Les techniques conventionnelles de réal isat ion de la b a r r i è r e de poten
t iel uti l isent toutes la diffusion thermique-d'Impuretés de type opposé à celui
du substrat . Cette procédure offre de nombreux avantages, parmi lesquels
i l convient de c i ter :
- son uti l isation quasi-générale dans la réal isat ion de tous les autres
dispositifs semiconducteurs actifs ;
- sa faci l i té de mise en oeuvre et la possibil i té de t ra i t e r simultanément
un grand nombre de plaquettes.
E l l e of f re également des inconvénients, surtout, pour les technologies futures :
- les nombreux masquages et traitements chimiques de surface ,
- le chauffage à température élevée dégradant la durée de v ie des
porteurs ;
- l ' impossibilité d'opérer en continu, par défilement de films par
exemple ;
- un r isque d'accumulation de dopants aux joints de grains mettent la
diode en cour t -c i rcu i t . Toutefois, cet effet semble moins Important que redouté
il y a quelques temps. En effet, la recombinaison aux joints de grains peut ê t re
réduite par un dopage préférent ie l préalable à la diffusion thermque p r o p r e
ment dite, de façon à obtenir la structure de la f ig . 32 , ce qui améliore même
la collecte des porteurs générés loin des surfaces. Notons que des cel lules
obtenues par diffusion thermique sur des substrats polycr istal l lns ont donné
des rendements de 12 %. Mais d'autres alternatives existent pour la réal isat ion
de la b a r r i è r e de potentiel . Nous allons les considérer maintenant.

22
1. S T R U C T U R E S M E T A L - S E M I C O N D U C T E U R
A. C O N T A C T M E T A L - S E M I C O N D U C T E U R
L a réal isat ion de la b a r r i è r e de potentiel par dépôt d'un métal en
couche mince sur un semiconducteur convenablement t ra i té (diode Schottky)
présente des avantages séduisants • absence de tout traitement thermique,
possibil ité d'emploi de substrats polycr istal l lns sans problèmes aux joints de
grains, possibil ité de mise en oeuvre de grandes surfaces. Dans la prat ique,
toutefois, on a observé que les rendements de conversion sont faibles (7 -8%)
par suite du courant d'obscurité trop élevé de ce dispositif à porteurs majo
r i t a i r e s . Comme le rendement de conversion croit rapidement avec la hauteur
de la b a r r i è r e de potentiel ( f ig.33 ) [ 9 5 ] , on a cherché à augmenter c e l l e - c i .
Essentiellement quatre méthodes ont été envisagées :
- choix du métal le mieux adapté : le meil leur sera celui qui présente
le t rava i l d'extraction le plus important dans le cas d'un substrat de type N
et le plus faible pour le type P, si le modèle de Schottky est cor rec t . En fait ,
i l n'en est r ien puisque les divers métaux ( f ig . 3 4 ) conduisent à des hauteurs
de b a r r i è r e ( f ig . 35 ) limitées à 0, 8 eV environ. Les états de surface jouent
un rôle important et l'oxygène est déterminant dans la hauteur de b a r r i è r e
qu'un métal peut donner [ 96 ] . En par t icu l ier , les phénomènes de " v i e i l l i s
sement" de ces structures sont dus à la migration de l'oxygène à t ravers la
couche métallique et a son accumulation à l ' interface métal-semiconducteur,
où I I neutral ise les charges positives qui y sont accumulées après les t r a i t e
ments de décapage c h i m i q u e ( f îg. 36 ) [ 9 7 - 9 8 ] ,
Mentionnons également qu'une dégradation lente peut intervenir
lorsque ces structures sont portées à des températures dépassant I 0 0 ° C par
suite d'une migration du métal dans le semiconducteur ou de ce dernier vers
le métal [ 4 4 , 4 8 ] .

23
- recherche de films conducteurs de t rès forte électronégat ivi té.
Comme le t ravai l d'extraction du métal croi t avec l 'électronégativité [ 9 9 ]
i l sera i t intéressant de disposer, pour des cr istaux de type N des composés
chimiques conducteurs à forte électronégativité. Des résultats prometteurs
ont été publiés récemment [100- 10^ pour des semiconducteurs b inaires, notam
ment avec des fi Ims de S N et HgSe ;
- contrôle de la courbure des bandes dans la zone superf ic ie l le par
implantation ionique [104-105],des hauteurs de b a r r i è r e proches de cel les
d'une homojonctîon ont été atteintes. L ' intérêt pratique me semble, toutefois,
l imité.
- réal isat ion de s i l ic iures . Un grand nombre de métaux déposés sur du
sil icium porté à une température convenable peuvent former des s i l ic iures [106-107]
Les hauteurs de b a r r i è r e peuvent alors v a r i e r notablement avec ta nature du
silicium réa l isé . Quelques valeurs typiques sont reportées sur le tableau
Ces structures seraient intéressantes car el les permettent d' isoler la zone
de jonction de la surface immédiate du semiconducteur, donc à la rendre moins
sensible aux agents extér ieurs . Malheureusement, les hauteurs de b a r r i è r e
sont, d'une manière générale, plus faible que cel les atteintes pour le même
métal dans une structure Schottky (tableau de la f ig. 37) .
Parmi les inconvénients des structures MS nous retiendrons donc
essentiellement leur instabilité : sur de longues périodes, à des températures
pouvant atteindre 100°C leur stabil i té n'est pas assurée à l 'heure actuel le .
B. C O N T A C T M E T A L - I S O L A N T - S E M I C O N D U C T E U R
Des résultats nouveaux et t rès intéressants ont été obtenus au cours
de ces deux dernières années avec des structures MIS : l ' Introduction d 'un[108]
film isolant de faible épaisseur (10-20 A) entre le métal et le semiconducteur
permet de transformer le contact MS à porteurs major i ta i res en une structure
24
proche de l'homojonction, car à porteurs minoritaires, présentant des rende
ments de conversion intéressants. En effet, dans une telle diode, le courant
d'émission thermoionique peut être réduit par toute ou part ie des effets su i
vants résultant de la présence de l'isolant :
- accroissement de la hauteur de bar r iè re ;
- réduction de l'effet tunnel des porteurs majoritaires ;
- accroissement des états d'interface présentant une forte section
efficace de capture des porteurs majoritaires ;
- réduction de la densité de porteurs majoritaires dans la zone super
f ic iel le du semiconducteur.
Plusieurs groupes [109-120] ont proposé des modèles tenant compte
d'une partie de ces effets sur le fonctionnement et le rendement de ce type de
cellule (12-13%). En ce qui concerne ce dernier point, notons l'importance
primordiale des traitements anti-réfléchissant pour ces films miro i rs [ - ] .
a) COUCHE ISOLANTE
Les travaux tant théoriques qu'expérimentaux Indiquent que les me i l
leurs résultats (f ig. 38 ) sont obtenus avec un film diélectrique d'épaisseur o
inférieure à 20 A . Réaliser de telles couches, stables, présentant des densités
de défauts faibles même sur des aires Importantes n'est pas simple, de sorte
que les taux de réussite des premiers di:-| ositîfs de ce type étaient faibles.
La persévérance de certaines équipes a permis des progrès notables, en p a r t i
cul ier, par suite d'une meilleure compréhension des phénomènes physiques en
Jeu.
Différents types d'oxyde ont été employés ( f ig. 39) :
- oxyde natif : si les premières couches de sil icium s'oxydent aisément,
i l n'en est plus de même plus profondément où la pénétration de l'oxygène se fait
plus difficilement, ce qui conduit à un oxyde déficient en 0 dont la st ructure[ 132-133]
25
est approximativement S i O Q „ Ceci introduit des niveaux donneurs à l ' in ter
face préjudiciables aux cel lules M - l - S sur S i de type N , car réduisant la
courbure des bandes en surface [12^134] DES niveaux accepteurs n'apparaîtront
qu'en présence de radrcaux(OH) (118}. De ce fait , les structures MIS pourront
ê t re réal isées plus aisément sur des cristaux de type P.
- oxyde thermique
L'oxydation thermique par voie sèche ou humide est u t i l isée largement
dans l ' industrie des dispositifs. Les problèmes qui se posent ici sont liés
d'une part à la faible épaisseur d'oxyde nécessaire, donc di f f ic i le à contrôler
sur de grandes surfaces, et au manque d'oxygène dans la couche d'oxyde e
d'épaisseur infér ieure à 50 A (voir ci-dessus) [ 135-140) .
- oxydation chimique
L'acide nitr ique, l'eau bouillante ont été employés, la structure
de la couche est voisine de S Î 0 Q - S i O . , [141 ] pour des épaisseurs vo î -o
sines de 30 A . Des résultats intéressants ont été atteints par une solution
( H , 0 ) - S i F 6 car l'attaque s ' a r r ê t e d'elle-même pour une épaisseur juste
optimale aux structures MIS et la présence de fluor réduit la densité des états
d ' inter face.
- evaporation de SiO La stoechiométrie des films dépend essentiellement de la pression
au moment de l'évaporation et de la vitesse de dépôt. Pour un film d'épaisseur « _5
1500 A déposé à 10 t o r r on obtient S iO . „ et S iO, „ respectivement pour
des vitesses de 1 et IQA/sec. Ces valeurs passent à SïOj 3 et SiO pour les
mêmes conditions dans un film de 200 A d'épaisseur [ 1 2 3 ] ,
b) RESUSLTATS
- Les tensions en circuit ouvert V obtenues par les divers groupes
26
sont reportées sur le tableau 40 . On notera que les mei l leurs résultats sont e n r e
gistrés sur les matériaux de type P, en accord avec ce qui est indiqué plus
haut. En fait , ces résultats sont t rès proches de ceux d'une homojonction
( f lg .42 ) . On peut donc penser que l'emploi de résist lv i tés faibles et d'un
champ a r r i è r e ("back surface f ie ld") [144] pourront rendre ces structures tout ( f ig . 41)
à fait compétitives en ce qui concerne V . Notons que sur des substrats poly-
cr is ta l l ins des valeurs de 540 mV ont été atteintes [14g ,
- Les courants d'éclalrement varient fortement dans la l i t téra ture
(tableau 42 ) sans doute par suite des traitements très divers ut i l isés et de la
mise en oeuvre de couches ant i - réf léchissantes plusou moins bien adaptées.
En pr incipe, ces structures devraient présenter une bonne réponse spectrale
en I. R. (absence de traitements thermiques) et leur réponse U . V . n'est fonction
que de l 'épaisseur du métal et d'éventuelles couches d' interface per turbées.
Sur des substrats polycristal lins des densités de courant de 20 mA/cm ont été
enregistrées.
- Les valeurs des facteurs de remplissage atteingnent cel les des
jonctions P - N puisqu'elles se situent v e r s 0 , 7 5 [126- 127] ,
Les résultats publiés dans la l i t téra ture semblent donc indiquer des
possibil i tés tout à fait comparables de ces structures par rapport aux homo-
jonctîons. P a r contre, aucune information nous est connue concernant leur
stabil ité à long terme, qui reste à prouver .
C . S T R U C T U R E S MIS A C O U C H E D ' I N V E R S I O N
Pour évi ter la préparation de couches d'oxyde mince, i l a été proposé
récemment [143-152] d'employer des couches d' inversion en surface sous des
électrodes de TiO ou S i0„ épaisses (qui servent en même temps de couches
antiréfléchissantes ) pour réa l iser des cellules so la i res . Des rendements

27
intéressants, de l 'ordre de 12% ont été publiés et il semble donc que les
problèmes de résistance superf ic iel le de ces couches aient pu ê t re maîtr isées
notamment par un dessin optimal de la g r i l l e col lectr ice .
D. H E T E R O - S T R U C T U R E S : O X Y D E S D ' E T A I N E T D ' INDIUM
Des b a r r i è r e s de potentiel peuvent ê t re formées en déposant, sous
certaines conditions, un semiconducteur à la surface du si l ic ium. C e l l e s - c i
seront notamment :
- transparence pour les photons du spectre so la i re absorbés dans le
si l icium. Sa largeur de bande interdite devra donc ê t re supér ieure à 3 eV
(A>0.4n) ;
- conductibilité élevée pour bien évacuer les charges créées par le
rayonnement ;
- b a r r i è r e de potentiel élevée pour accro î t re le rendement de conversion;
- indice de réfract ion voisin de 2 pour jouer le rô le de couche
antî réf léchissante.
Deux matériaux remplissent bien ces conditions : l'oxyde d'étain
(SnO_) et l'oxyde d'indium ( l n 2 0 , ) qui peuvent ê t re déposés soit p a r evapora
tion, pulvérisation ou par pulvérisation chimique ("spray") . S i l'oxyde d'étain
est employé depuis t rès longtemps pour réa l iser des v e r r e s conducteurs, ce
n'est que depuis 3 ans environ qu'on l 'ut i l ise pour la préparat ion d 'hétérojonc-
tions. Les premiers travaux ont conduit à des rendements faibles, mais a c t u e l -2
lement des valeurs de 10 % ont été atteintes pour des surfaces de 1 cm
( V o c H 525 mV, I « 30 m A / c m 2 , F F = 0, 60 ) .
Dans le cas de l n - 0 , ces valeurs atteingnent même 12 % sur des a i res
intéressantes. En déposant par "spray" de l'oxyde d'indium dopé à l 'étain des
cellules ayant les propriétés suivantes ont été préparées : V • 500 mV,

28
I d 32 mA/cm , F F - 0, 65, S » 2 cm , soit un rendement de 11 %. Cette
technique est t rès économique et rapide [ 1 5 3 - 1 6 0 ] ,
Dans ces structures, le niveau de dégénérescence est t rès élevée
21 —3
dans la couche d'oxyde puisque l'étain Introduit un dopage de 10 cm p r o d u i
sant pratiquement une structure MS ou M I S suivant le procédé de fabr icat ion.
La stabil i té à long terme de ces diodes n'a pas été abordé dans la
l i t téra ture , mats on peut penser qu'el le est satisfaisante. L'absence de zone
morte ( fenêtre transparente); la faci l i té de réal isat ion de ces structures
devraient constituer des atouts technologiques et économiques.
2. I N T R O D U C T I O N D E S D O P A N T S E N COURS D ' E L A B O R A T I O N D E S F I L M S
Lorsque les fi lms de sil icium sont préparés par transport en phase
vapeur, i l sera aisé d' introduire les dopants en cours de croissance en
ajoutant aux vapeurs ou gaz d'autres composés gazeux contenant le dopant
(BF_ , B 2
H 6 ' P F 5 * F > c , s " ' ) » Cette technique est t rès courante dans l ' industrie
des semiconducteurs pour le dopage de couches epitaxiées ; récemment, p l u
sieurs auteurs l'ont ut i l isée pour la préparat ion de cellules sur substrat po ly -
cr is ta i l in ou amorphe [88 ] . Lorsque ce dernier matériau est préparé par
pulvérisation cathodique à p a r t i r de sil icium solide, on pourra doper les
couches en employant une matière première t rès dopée [ 9 3 ] ,
3. I M P L A N T A T I O N IONIQUE
De curiosité de laboratoires qu'el le était pendant longtemps, cette
technique de dopage superf iciel est, depuis peu de temps, passée à l ' Industrie
électronique. E l l e of f re , t ro is avantages essentiels sur la diffusion thermique :
- introduction de dopants Isotoplquement purs , grâce a l 'analyse en
masse par un aimant des faisceaux dont sont équipés les Implanteurs ;

•*
29
- concentration et distribution des dopants pouvant ê t r e contrôlées,
des prof i ls t rès var iés pourront ê t re réa l isés ;
- processus effectué à température ambiante.
Dans le cas de cel lules sola i res , il convient de ra jouter :
- zone morte d'entrée constante et de faible épaisseur, déterminée
uniquement par la tension d'accélération des ions ;
- densité d'Impuretés constante quelle que sott la nature du substrat,
d'où la possibil i té d'emploi de substrats polycr lsta l l ins.
Les principaux Inconvénients de l'Implantation Ionique sont :
- la nécessité de guér i r les défauts Introduits au cours du bombarde
ment par des Ions lourds de faible vitesse (probabil i té de chocs nucléaires et de
déplacement d'atomes Importants) ;
- son coût élevé : alimentations stabi l isées aimant d'analyse, lenti l les
électrostatiques pour maintenir la densité du faisceau (effet de charge d'espace).
Dans le cas des cellules sola i res, I l convient de ra jouter :
- la nécessité de courants intenses pour couvr i r rapidement des a i r e s
importantes ;
- le dopage maximal en volume et non en surface (distribution gausslenne)
les ions étant monocinétiques, d'où problème de résistance superf ic ie l le .
Cette technique fut employée dès 1966 pour la réal isat ion de cel lules
solaires [161-J63 et des rendements de 11 % furent atteints dès cette époque,
après un recuit thermique des dommages. Récemment, el le a été repr ise par
plusieurs groupes [164-167], la guérison cjes défauts étant obtenue par
recuit thermique ou par un faisceau d'électrons accélérés balayant la surface
Implantée [166 ] , Dans ce dernier cas 26 secondes sont nécessaires pour i n -
t roduire 10 cm" dopants (courant 200 uA) sur une surface de 2 x 2 cm. Pour

30
Implanter en ligne avec la machine de production de sil icium E F G a cinq fi lms
simultanés, au moins autant d'implanteurs a courant élevé seraient nécessaires
d'où un coût certainement trop élevé.
4. DOPAGE S U P E R F I C I E L - R E C R I S T A L L I S A T I O N P A R L A S E R
Nous avions Indiqué plus haut l'emploi d'un faisceau laser pour
rec r is ta l l i se r des fi lms polycrtstal l ins. On v e r r a ici que les faisceaux laser
peuvent Jouer un role intéressant dans l 'élaboration des b a r r i è r e s de potentiel .
Nous pensons, en effet, que les cel lules industriel les,pour at teindre des
coûts intéressants,doivent Êt re produites d'une façon automatique, en continu.
Il convient a lors de supprimer les traitements chimiques de décapage, m a s q u a g e . . . ,
ce qui interdit probablement l'emploi de la diffusion thermique. Il sera i t a lors
commode d'effectuer l'ensemble des opérations par des faisceaux toniques
et photoniques, plus faci les à contrôler automatiquement.
Pour atteindre cet objectif, nous avons proposé la procédure schéma
t isée sur la f ig . 43 comprenant essentiellement deux étapes pour la réa l isat ion
de la b a r r i è r e de potentiel (ou le contact ohmique) : une phase de dépôt des
impuretés en surface - une phase d'activation des dopants par un recuit laser .
a) Dépôt des impuretés en surface
- Incrustation d'Ions accélérés : I l s'agit en fait d'une implantation
ionique t rès simplif iée ne comportant ni aimant, ni tensions stabi l isées. On
réa l ise un plasma par décharge dans un gaz comportant le dopant par exemple,
B F , ( f ig.44 ) puis on extra i t par une tension convenable les tons atomiques
( B + ) et moléculaires ( B F , + , B F _ + . . . ) chargés positivement pour les accé lérer
à la tension voulue et les envoyer finalement sur le sil icium défilant devant ce
faisceau. Contrairement à l'implantation ionique, la distribution des dopants
31
ne sera plus gausslenne, mais e l le s'étendra de la jonction stoechiométrique
(formée par l'élément le plus léger, ici le bore) à la surface. De plus, tous les
ions participant au bombardement, on aura des densités de courant importantes o
( Ci 1 mA/cm ) sans effet notable de charge d'espace, puisque la structure de
l 'accélération est t rès courte (ftg. 44 ) . L a faisabil i té de cette technique a été
prouvée [164, 1 6 8 ] .
- dépOt d'amas de dopants ou de sil icium dopé ("cluster")
Pour accrof t re encore les densités de courants Ioniques, tout en
réduisant les dommages il est possible d'évaporer soit le dopant seul soit le
sil icium dopé puis, par une tuyère de forme spéciale de condenser un grand nombre
d'atomes (100-1000) en un amas ("cluster") qui est finalement ionisé une seule
fois, par un canon à électrons ou à argon. Cet amas sera ensuite accéléré à la
tension souhaitée pour se br iser finalement à la surface du si l ic ium, chaque
atome n'emportant qu'une faible énergie de cel le du "cluster" ( f ig . 45 ) . Cette
méthode a été employée préalablement [169- 171] pour réa l iser des semicon
ducteurs en couches minces.
- dépôt d'un film de sil icium dopé en surface par évaportat ion.
pulvérisation cathodique. . .
b) Activation des impuretés
Récemment , on [ I S - 191] a constaté qu'une impulsion émise par un
laser de puissance pourrai t modifier considérablement les propr iétés des
surfaces des semiconducteurs, notamment :
- rec r is ta l l i se r une couche superf ic ie l le d'un cr is ta l rendu amo_cphé' rr
par Implantation ionique. Il suffît, en effet, d'une impulsion de puissance 10
watts, de durée 10-20nsec . pour restaurer la cr ls ta l l in i té beaucoup plus

32
efficacement qu'un traitement thermique de longue durée et à haute tempéra
ture ( f ig. 46 ) .
- red ist r ibuer complètement les impuretés implantées dans la zone
atteinte par le f lash laser ( f ig . 47 ) . Ceci est part iculièrement Intéressant
dans notre cas, puisque la distribution de dopants sera plus uniforme encore de
la jonction stoechtométrique à la surface.
- r ec r is ta l l i se r des couches amorphes déposées sur un substrat
ou en contact avec un film c r is ta l l in .
- c rée r des al l iages à p a r t i r de couches métalliques simplement
évaporées sur le semiconducteur.
Les mécanismes physiques en jeu ne sont pas clairement établis à
l 'heure actuelle, mais vu le's coefficients de diffusion des impuretés durant le
flash (Dftî 10" cm'/s)yon peut penser que la surface des semiconducteurs est
fondue momentanément. L a plage de puissance optimale n'est pas clairement
définie, mais IJ/est cer ta in qu'i l existe un seuil minimal (de l 'ordre de qq
10 W) pout/ ia recr is ta l l isat ion et une valeur maximale au-delà de laquelle de
nouveaux défauts apparaissent.
/ Expérimentalement on emploie des lasers émettant entre 0 ,6 et I , 1 u ,
soit des flashs de durée 1-20 ns de grande surface, soit des faisceaux continus
( Ci 15 W) focalisés et balayant la surface à t r a i t e r .
Cette technologie est en pleine évolution à l 'heure actuelle et son
impact définitif ne peut encore ê t re évalué.
En résumé, il apparaît clairement que de nombreuses possibil i tés
existent en dehors de la diffusion thermique, certaines pourraient ê t re mises
en oeuvre t rès rapidement (hétérostructure ln 2 °3^ et on peut se demander pour
quoi el les ne le sont pas, d'autres nécessitent encore des travaux de recherches
33
avant de pouvoir ê t re installées en ligne avec les unités de fabricat ion du
si l icium.
C O N C L U S I O N
Nous avons tenté dans cet exposé de nous l imiter essentiellement
aux aspects scientifiques et technologiques des problèmes et de n'accorder
qu'une part t rès faible aux problèmes économiques. Dans la réa l i té leur impact
est déterminant.
Il apparaft de plus en plus que l 'é lectr ic i té sola i re pourra ê t re
compétitive à terme et que les prévisions de P E R D A établies voici t ro is ans
ont de fortes probabil i tés d 'ê t re atteintes. Un aspect du problème économique
mérite d 'être médité. Il est clairement établi que le p r i x d'un produit décroft
quand sa production croi t ; dans le cas des dispositifs semiconducteurs cela a
maintes fois été vér i f i é et les prévisions pour les pi les solaires ne feront pas
exception ( f ig . 4 8 ) . P a r conséquent, pour rester compétitive l ' industrie nat iona
le a besoin d'un fort accroissement de la production, sinon e l le est déf in i t ive
ment dépassée par les p r i x é t rangers , où une for te stimulation de marché ex is te ( f ig .
Pour que l 'Europe ne soit pas évincée des efforts gigantesques me semblent
nécessaires tant sur le plan scientif ique et technique qu'au niveau industr ie l .
(Aux U S A , les p r ix ont passé de 21 $ en 1976 à 11 $ actuellement, la presse
parlant même de 6 $ par watt pour une installation de 362 kW à fournir en 1979! ) .

34
REFERENCES
Générales
1. Eleventh IEEE Photovoltaic Specialists Conference (1975), édité par IEEE.
2. Twelfth IEEE Photovoltaic Specialists Conference (1976) édité par IEEE.
3. Photovoltal'c Solar Energy Conference, CEE Luxembourg (1977) éd.
D. REIDEL Publishing Co (I977). Dodrecht, Hollande.
4. Electricité Solaire (1976) Toulouse éd. CNES Toulouse.
5. Acta Electronica 20 (1977) n° I et 2 .
6. J. J. BRISSOT , réf. 5 p. 101.
7. R. E. LORENZINI, F. S. NEFF, D. J. BLAIR, Sol. St. Technology
17(1974) 33.
8. J .J . POTTER, Brevets US B75/672, 1905/7.
9. H. LAUVRAY, Y. SALLES, Réf. 3 p 92.
10. D.E. HILL, H.W. GUTSCHE, M.S. WANG, H.P. GUPTA, W. F. TUCKER,
J. D. DOWDY, R. J . CREPIN, Réf. 2 p 112.
11. L.P. HUNT, V .D . DOSAJ, J. R. Me. CORMICK, L . D . CROSSMAN,
réf. 2 p. 125.
12. G. F. WAKEFIELD, P. D. MAYCOCK, Réf. 2, p. 49.
13. O. KANE EVAN, Phys. Rev. 131 (1963)79.
14. T . N . ' M O R G A N , Phys. Rev. 139 (1965) A 343.
15. J. MICHEL, A. MIRCEA, Acta Electronica 18,4(1975)311.
16. J . MANDELKORN, J. H. CAMNECK, Réf. 2 p. 36.
17. J. LINDMAYER, Réf. 3 p. 76.
IB. J . HAYNOS, J. ALLISON, R. ARNDT, A. MEULENBERG, Photovoltarc
Power Generation. DGLR K8ln ed. (1974) 487.
35
19. J. LINDMAYER, J. F. ALLISON, COMSAT Tech. Review 3 (1973) n° 1.
20. C. R. BARAONA, H. W. BRANDHORST, Réf. 2, p. 44.
21. J . F . WISE, U.S Patent 3.690. 953 et 579.801.
22. W.P . RAHILLY, 9th IEEE Photovoltaic Specialists Conf. (1972) IEEE
ed. p. 44.
23. W.W. LLOYD, Réf. 1, p. 349.
24. J. LINDMAYER , Réf. 2, p. 30.
25. R.A. ARNDT, d. F. ALLISON, J.G. HAYNOS, A. MEULENBERG,
Ref. 1 p. 40 et Intern. Conf. on Photovoltaic Power Generation,
Hamburg (1974) ed. DGLR.
26. Industrial Research, février 1978, p. 33.
27. T . F . GISZEK, J. Appl. Phys. 47(1976)440.
28. H.E. BATES, 9th Photovoltaic Specialists Conference (1972) p. 386,
ed. IEEE.
29. K.V. RAVI, A. I. MLAVSKI, Hellotechnique et Development ed. M. H.
KETTANI, J. SOUSSOU, publl. Development Analysis, Associates Inc Cambridge USA (1976).
30. J .C. SCHWARTZ, J . Electron. Mater. 4(1975) 255.
31. K.V. RAVI, J . Cryst. Growth 39 (1977) 1, J. Electroch.Soc. 20(1973)533.
32. B. CHALMERS, H.E. LABELLE, A. I. MLAVSKY, J. Cryst. Growth 13
(1972) 84.
33. H.E. BATES, D.N. JEWETT, V . E . WHITE, IEEE Photo
voltaic Specialists Conf. (1973) p. 197 ed. IEEE.
34. K.V. RAVI, H. B. SERREZE, H.E. BATES, A .D . MORRISON, D.N.
JEWETT, J . C . T . HO Ref. 1 p. 280.
35. K.V. RAVI, F.V. WALD, R. GONSBRAWSKI, H. RAO, L .C . GARONE,
J .C .T . HO, R.O. BELL, ref. 2, p. 182.
36
36. J. RICARD, réf. 3, p. 882.
37. I.A. LESK, A. BAGDAD1, R. W. GURTLER, R.J. ELLIS , J.A. WISE,
M. G. COLEMAN, réf. 2, pt73.
38. A. I. BENNET, R. I. LONGINI, Phys. Rev. 116(1959) 53.
39. S. N. DERMATIS, J.W. FAUST, J . Electrochem. Soc. 107(1960) 188.
40. S .N . DERMATIS, J.W. FAUST, IEEE Comm. Electron. 65(1963)94.
41. D.L . BARRETT, E.M. MYERS, D.R. HAMILTON, A. I. BENNET, J .
Electrochem. Soc. 118(1971)952.
42. R. G. SEIDENST1CKER, réf. 2, p. 299.
43. A. GANGULLEE, P. S. HO, K. N. TU, Thin Solid Films 25 (1975).
44. J. F. ZIEGLER, J.W. MAYER, W. K. CHU, New Uses of Low Energy
Accelerators éd. J . F. ZIEGLER. Plenum Press (1975) ch. 2.
45. H. SANKUR, J.O. Me. CALDIN, J . DEVANEY, Appl. Phys. Lett. 22
(1973) 64.
46. A. HIRAHI, E. LUGUJJO, J.W. MAYER, J. Appl. Phys. 43 (1972) 3643.
47. S. HERD, P. CHAUDHARI, M.H. BROSKY, J. Non-Crystal Solids 7 (1972)
309.
48. K. NAKAMURA, J.O. OLOWOLAFE, S . S . LAU, M.A. NICOLET, J .W. MAYER,
R. SHIMA, J. Appl. Phys. 47 (1976) 1278.
49. A.M. FERN, J.O. Me. CALDIN, Proc. IEEE 60 (1972) 1018.
50. H. SANKUR, J.O. Me. CALDIN, Appl. Phys. Lett. 22 (1973) 64.
51. G. OTTAVIANI, D. SIGURD, V. MARELLO, J.O. CALDIN, J.W. MAYER,
Science 180 (1973) 948.
52. D. SIGURD, G. OTTAVIANI, V. MARELLO, J.W. MAYER, J.O. Me.
CALDIN, J. Non-Crystal Solids 12(1972) 135, J . Appl. Phys. 45(1974) 1730.
53. D. SIGURD, G. OTTAVIANI, C. CANALI, G. MAJN1, J. Appl. Phys. 47
(1976) 627.
37
54. G. MAJNI, G. OTTAVIANI, Appl. PHys. Let t . 31 (1977) 125.
55 . MAJNI, G. OTTAVIANI, R. STUCK, à parartre J . Thfn Films (1978).
56. H. FISCHER, réf. 3 p. 52.
57. J . LINDMAYER, réf. 3 p. 76 j réf. 2 p. 82.
58. H. J . HOVEL, vo l . XI Semiconductors and Semimetals.,
59. S, I. SOCLOV, P. A. ICES réf. 2, p. 978.
60. A. Y. GLIBERMAN, A. K. ZEITSEVA, A. P. L/MDSMAN, Sov. Phys.
Semicond. 2 (1968) 1583.
61 . A . D . HAIGH, Réf. 4 p. 183.
62. P. H. FANG, Annual Report N S F / R A N N / S E / G I - 34975/PR/72/4.
63. L .M. EPHRATH, J . Electr . Mat. 4(1975) 1207.
64. C. FELDMAN, réf. 2, p. 100.
65. T. L. CHU, H.C. MOLLENKOPF, S. S. CHU, J . Electrochem. Soc. 122
(1975) 1681.
66. F. FORRAT, Brevet français 74 26 521 (1974).
67. R.N. HALL, Gordon Conference on Crystal Growth New Hampshire (1976)
USA.
68. T . L . CHU, IEEE Trans. E l . Dev. ED 24 (1977) 4.
69. T. SAITOH, Jap. J . Appl. Phys. 16(1977)413.
70. T. WARABISAKO, T. SAITOH, IEEE E l . Dev. Vo l . ED 24 (1977) 4.
71 . H .J . KIM. J . Electrochem. Soc. 119 (1972) 1394.
72. R. GIRAULT, F. CHEVRIER, A. JOULLIE, G. BOUGNOT, 1976
Crystal Growth and Materials (Zurich) E. KALDIS, H. J . SCHEEL ed.
NORTH HOLLAND (1976).
73. J . J . BRISSOT, brevet 912052 (1962).
74. J . J . B^ISSOT, C. BELOUET, Rev. Intern. Hélîotechntoue (197S) 42.
75. C. BELOUET, J . J . BRISSOT, R. MARTRES , réf. 4, p. 191.
38
76. C. BELCUET, J. J. BRISSOT, R. MARTRES, NGO TICH PHUOC, réf. 3,
p. 164.
77. J. J. BRISSOT 1976 Crystal Growth and Materials éd. E. KALDIS,
H. SCHEEL (1978) North Holland.
78. E. FABRE, Y. BAUDET, réf. 3 p. 178. 79. F. SCHMIDT, réf. 2, p. 146. 80. WACKER-CHEMITRONIC, brevet allemand, p. 25 08. 803.3 (1975).
81. H. FISCHER, W. P SCHUNDER, Réf. 2, p. 86.
82. J. LINDMAYER, réf. 2, p. 82.
83. H. FISCHER, réf. 3, p. 52.
84. Proceedings of the 7th Intern. Conf. on Amorphous and Liquid Semi-
conductors(1977) ed. W . E . SPEAR, CICL University of Edinburgh.
85. W.E. SPEAR, Advances in Physics 26 (1977) 811.
86. A .J . LEWIS, G.A.N. CONNELL, W. PAUL, J. R. PAWLIK, R.J . TEMKIN,
Tetrahedrally Bonded Amorphous Semiconductor éd. M. BRODSKY,
S. KIRPATRIK, D. WEAIRE, New-York, AIP, p. 27.
87. W. PAUL, A .J . LEWIS, G.A.N. CONNELL, P.D. MOUSTAKAS, Sol.
St. Comm. 20 (1976) 969.
88. D.E. CARLSON, C. R. WRONSKI, Appl. Phys. Lett. 28 (1976)671 ;
Solid State Comm. 23 (1977) 421.
89. D.E. CARLSON, C. R. WRCNSKI, R. E. DANIEL, Appl. Phys. Lett.
29 (1976) 602 ; réf. 2 p. 893.
90. D.E. CARLSON, IEEE Trans. Electr. Dev. 24(1977)449.
91. C.R.W. RONSKI, IEEE Trans. Electr. Dev. 24(1977)351.
92. M.H. BRODSKY, M. CARDONA, J .J . CUOMO, IBM Report 6485 (1977).
93. M.J. THOMPSON, J. ALLISON, M.M. ALKAISI, S . J . BARBER,
réf. 3 , p . 231.
94. B.T. DEBNEY, réf. 3, p. 216.
39
95. J . P. PONPON, P. SIFFERT, J . Appl. Phys. 47 (1976) 3248.
96. Nombreuses références vo'r p. ex. S.M. SZE , Physics of Semiconductor
Devices Wiley (1969).
97. P.SIFFERT, A. COCHE, IEEE Trans. Nucl. Sci. NS 11 (1964)0° 3, 244,
98. J. P. PONPON, J. J. A. GROB, R. STUCK, P. SIFFERT, Nucl. Instr.
Meth. 149 (1978) 647.
99. H.B. MICHAELSON, J. Appl. Phys. 48 (1977) 4729 ; IBM Journal of
Research 22 (1978) 72.
100. J .S . BEST, J.O. Mc. CALDIN, T .C . Mc. GILL, C. A. MEAD, J. B.
MOONEY, Appl. Phys. Lett. 29 (1976) 433.
101. J.O. CALDIN, T .C . Mc. GILL, C. A. MEAD, Phys. Rev. Lett. 36(1976)
56.
102. R. A. SCRANTON, J. B. MOONEY, J.O. Mc. CALDIN, T . C . Mc. GILL
C.A. MEAD, Appl. Phys. Lett. 29(1976)47.
103. R.A. SCRANTOIN.J. Appl. Phys. 48 (1977)3838.
104. J.M. SHANNON, Appl. Phys. Lett. 25 (1974) 75 ; 24 (1974) 488.
105. J .P . PONPON, P.SIFFERT, J. Physique Letrres36 (1975) 2149.
106. H. NOWOTNY, Silicides and Borides (1972) MTP Intern. Review of
Science Inorg. Chem. Series vol. 10, ch. 5.
107. K.E. SUNDSTROM, S. PETERSON, P. A. TOVE, Rapport UPTEC 73
29C(1973) Université d'Uppsala.
108. R.J. STIRN, Y .C .M. YEH Appl. Phys. Lett. 27(1975)95.
109. E.J . CHARLSON, J .C. LIEN, J.Appl. Phys. 46(1975)9.
110. S . I . FONASH, J. Appl. Phys. 46(1975) 1286.
111. R. SINGH, J. SHEWCHUN, Appl. Phys. Lett. 28 (1976) 512.
112. P. VIKTOROVICH, G. KAMARINOS, P. EVEN, C.R.Ac. Sci. 283B
(1976) 119, ref. 2, p. 870.
113. J . A. SAINT-PIERRE, R. SINGH, J. SHEWCHUN, J .J . LOFERSKI,
réf. 2, p. 847.

40
114. L.C. OLSEN, réf. 2, p. 854.
115. R. CHILDS, J. FORTUNA, J. GENECZKO, S . J . FONASH, réf .2, p. 862.
116. C. KL1MPKE, P. T. LANDSBERG, réf. 2, p. 868.
117. P. de VISSCHERE, H. PAUWELS, réf. 3, p. 330.
118. A .H.M. KIPPERMAN, S .C.M. BACKERRA, H.J. MAASKAMP, réf. 3, p.956.
119. M.A. GREEN, F. D. KING, J. SHEWCHUN, Solid State Electp. 17
(1974) 551.
120. M.A. GREEN, R. B. GODFREY, Appl. Phys. Lett. 29(1976)610.
121. E. FABRE, J. MICHEL, Y. BAUDET, réf. 2, p. 904.
122. R. CHILDS, J . FORTUNA, J. GENECHZO, S .J . FONASH, réf. 2 p. 862.
123. J .P . PONPON, P. SIFFERT, réf. 2, p. 900 et J. Appl. Phys. 47(1976)
3248.
124. A.H.M. KIPPERMAN, M.H.OMAR, Appl. Phys. Lett. 28(1976)620.
125. A .H .M. KIPPERMAN, M. H. OMAR, réf. 3, p. 957.
126. D. L. PULFREY, Sol. State Electr. 20 0977)455.
127. D.R. LILLINGTON et W. C. TOWNSEND, Appl. Phys. Lett. 28(1976)97.
128. H. MATSUMAMI, S. MATSUMOTO, T. TANAKO, réf. 2, p. 917.
129. P. VAN ALLEN, R.E. THOMAS, R. VAN OVERSTRAETEN, réf. 2, p.907.
130. M.A. GREEN, R. B. GODFREY, L. W. DAVIES, réf. T, p. 896.
131. J . SHEWCHUN, M.A. GREEN, F. D. KING, Sol. State Electr. 17 (1974)563.
132. W .L . HARRINGTON, R.E. HONIG, A.M. GOODMAN, R. WILLIAMS,
Appl. Phys. Lett. 27(1975)644.
133. Y . J . VAN DER MEULEN, J. Vac. Sci. Techn. 11 (1974)985.
134. P. VIKTOROVICH, G. KAMARINOS, P. EVEN, E. FABRE, à paraître
Phys. Stat. Solidl (1978).
135. R.A. CLARKE, R. L. TAPPING, M.A. HOPPER, L.YOUNG, J . Electro-
chem. Soc. 122(1975) 1347.

41
136. S . I . RAIDER, R. FLITSCH, J. Vac. Sci. Techn. 13(1976) 58.
137. J .S . JOHANNESSEN, W. E. SPICER, Y . E . STRAUSSER, Appl. Phys.
Lett. 27(1975) 452 ; J . Appl. Phys. 47(1976) 3028.
138. W.l_. HARRINGTON, R.E. HONIG, A.M. GOODMAN
R. WILLIAMS, Appl. Phys. Lett. 27 (1975) 644.
140. P. OFFERMANN, J. Appl. Phys. 48 (1977) 1890.
141. T .M. BUCK, G.H. WHEATLEY , Surf. Science 33(1972) 35.
142. W.A. ANDERSON, J. K. KIM, A .E . DELAHOY, IEEE ED 24 (1977) 4,
453.
143. E.J . CHARLSON, J .C. LIEN. J.Appl. Phys. 46(1975)3982.
144. M.A. GREEN, R. B. GODFREY, réf. 3, p. 299.
145. W.A. ANDERSON, rapport NSF, AER 73 - 03197 (1977), réf. 3, p. 308.
146. S. SHEVENOCK, S .J . FONASH, J. GENECZKO, Techn. Digest
IEEE Int. Electr. Dev. Meeting (1975).
147. W.A. ANDERSDN, S.M. VERNON, A .E . DELAHOY, J. K. KIM, P.MATHE,
J. Vac. Sci. Techn. 13(1976) 115B.
148. D. L. PULFREY, à parartre IEEE E. D.
149. R. L. CALL, Rapport Contrat JPL 953461 (1973).
150. G.C. SALTER, R.E. THOMAS, Sol. State El . 20(1977)95.
151. C .E . NORMAN, R.E. THOMAS, réf. 2 (1976) 993 ; id. p. 907.
152. P. VAN HALEN, R. MERTENS, R. VAN OVERSTRAETEN, R. E. THOMAS,
Réf. 3, p. 280.
153. S. W. LAI, S. L. FRANSZ, G. KENT, R. L. ANDERSON, réf. 1, p. 398.
154. J .B. DUBOW, D. E. BURK, J.R. SITES, Proc. Int. Electr. Dev.
IEDM (1975) 230.
155. R.L. ANDERSON, Appl. Phys. Lett. 27(1975) 691; M. PEROTIN,
42
L. S2EPESSY, J .C. MANIFACIER, C. PAROT, J. P. FILCARD,
M. S A V E L U , réf. 4, p. 481.
156. J. B. DUBOW D.E. BURK, J. R. SITES, Appl. Phys. Lett. 29(1976)494.
157. H. KATO, A. YOSHIDA, T. ARIZUMI, Japan J. Appl. Phys. 15(1976)
1819.
158. T. MIZRAH, D. ADLER, Appl. Phys. Lett. 29(1976)682.
159. H. MATSUNAM1, K.OO, H. ITO, T. TANAHA, Japan J. Appl. Phys. 14
(1975) 915.
160. J.C. MANIFACIER, L. SZEPESSY, M. SAVELLI, réf. 3, p. 289.
161. V .M. GOSEV, V .V . TIMOV, M.I . GUSEVA, V . I . KURINNYI, Sov. Phys.
Sol. State 7 (1966) 1673.
162. V .M. GUSEV, V .V . ZADDE, A . P . LANDSMAN, V .V . TITOV, Sov. Phys.
Sol. State. 8 (1966) 1363.
163. J. T. BURRILL, W.J. KING, S. HARRISON, P. Mc NALLY, IEEE Trans.
El . Dev. ED 14(1967) 10.
164. J. P. PONPON, P. SIFFERT, réf. 1, p. 342.
165. R. WICHNER, réf. 1, p. 243.
166. A.R. KIRKPATRICK, J. A. MINNUCCI, T . S . SHAUGHNESSY, A .C .
GREENWALD , réf. 2, p. 299.
167. R. VARMA, S. ZWERDLING, réf. 2, p. 293.
168. J .C. MULLER, J. P. PONPON, J.J. and A. GROB, R. STUCK,
P. SIFFERT, réf. 3, p. e93.
169. T. TAKAGI, I. YAMADA, M. KUNDRI, S. KOBIYAMA, 2nd Intern.
Conf. on Ion Source Vienne (1972) 790.
170. T. TAKAGI, J. Vac. Sci. Techn. 12 (1975) 1128.
171. T. TAKAGI, F. YAMADA, A. SASAKI, réf. 2, p. 55.
172. KEIICHIROHUDA, MOTOTAKA KAMOSHIDA, J.Appl. Phys. 48, 18 (1977)

43
173. I_. CSEPREGi, J. W. MAYER, T. W. SIGMON, Appl. Phys. Lett. 29,
92 (1976).
174. L. CSEPREGI, E. F. KENNEDY, S. S. LAU, J.W. MAYER, Appl. Phys.
Lett. 29, 645 (1976).
175. L. CSEPEGI, W. K. CHU, H. MULLER, J.W. MAYER, T .W. SIGMON,
Rad. Effects 28, 227 (1976).
176. J. KRYNICKI, J. SUSKI, S. UGNIEWSKI, R. GROTZSCHEL, R. KUABES,
U. KREISSIG, J . RUDIGER, Phys. Letters 61 A, 181 (1977).
177. G.A. KACHURIN, V .A. BOGATYREV, S . I . ROMANOV, L .S . SMIRNOV,
Ion Implantation In Semiconductors Ed. F. CHERNOW, J. A. BORDERS,
D. BRICE, p. 445.
178. G.A. KACHURIN, N.B. PRIDACHIN, L .S . SMIRNOV, Sov. Phys. Seml-
cond. 9, 946 (1976).
179. E . I . SHTYRKOV, I .B. KHAIBULLIN, M.M. ZARIPOV, M. F. GALYATU-
DINOV, R. BAYAZITOV, Sov. Phys. Semicond. 9, 1309 (1976).
180. A.K. ANTONENKO, N.N. GERASIMENKO, A .V . DVURECHENSKII, L . S .
SMIRNOV, G.M. TSEITLIN, Sov. Phys. Semicond. 10, 81 (1976).
181. O.G. KUTUKOVA, L .N . STREL'TSOV, Sov. Phys. Semicond. 10, 265
(1976).
182. V . V . BOLOTOV, N.B. PRIDACHIN, L .S . SMIRNOV, Sov. Phys. Semi
cond. 10, 338 (1976).
183. V .A. BOGATYREV, A.A. GAVRILOV, G.A. KACHRIN, L .S . SMIRNOV,
Sov. Phys. Semicond. 10, 826 (1976).
184. G.A. KACHURIN, E.V. NIOAEV, A .V . KHODYACHIKH, L.A. KOVALEVA,
Sov. Phys. Semicond. 10, 1128(1976).
185. I .B. KHAIBULLIN, E . I . SHTYKOV, MM. ZARIPOV, M. F. GALYAUTDINOV,
G. G. ZAKIROV, Sov. Phys. Semicond. 11, 190(1977).

44
186. V .A . BOGATYREV, G.A. KACHURIN, Sov. Phys. Semicond. 11,56 (1977).
187. G.A. KACHURIN, E.V. NIDEAV, Sov. Phys. Semicond. 11, 350(1977).
188. H.D. GEIUER, G. GOTZ, K. D. KUINGE, N. TRIEM, Phys. Stat. Solidi
41a, K 171 (1977).
189. R.T. YOUNG, C.W. WHITE, G. J . CUARK, J . NARAYAN, W , H .
CHRISTIE, M. MURAKAMI, P. W. KING, S. D. KRAMER, Appl. Phys.
Uett. 32 (197S) 139.
190. R.T. YOUNG, C.W. WHITE, G.J. CUARK, J. NARAYAN, R. D.
WESTBROOK, réf. 3, p. 861 .
191. J .C. MUUUER, A et J. J. GROB, R. STUCK, P. SIFFERT, soumis à
Appl. Phys. Uett.
192. U. MAGID, réf. 4, P. 81.
193. J. MICHEU, réf. 5, p. 133.
194. M. GODUEWSKI, H. BRANDHORST, NASA Tech. Memorandum X-3326
(1975) 213.
195. S. SOCUOF, P. IUES, NASA Techr. Memorandum X -3326( 1975) 209.
196. H.C. CARD, E. S. YANG, IEEE ED 24 (1977) 4, 397.
197. J .C. MUUUER, P. SIFFERT, à paraître IEEE Washington (1978).
198. R. CHABBAU, M. RODOT, réf. 3, p. 30.
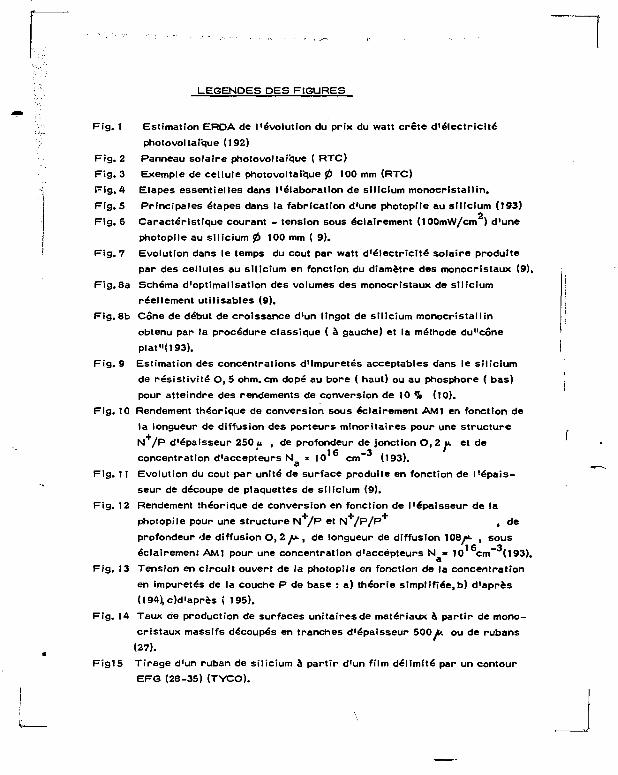
L E G E N D E S D E S F I G U R E S
F i g . 1 Estimation E R D A de l'évolution du prix du watt c rê te d 'é lectr ic i té
photovol talque (192)
F i g . 2 Panneau so la i re photovoltaique ( R T C )
F i g . 3 Exemple de cel lule photovoltaique 0 100 mm (RTC)
F i g . 4 Etapes essentielles dans l 'élaboration de sil icium monocristal l in.
F i g . 5 Pr incipales étapes dans la fabricat ion d'une photopile au si l icium (193) o
F i g . 6 Caractér ist ique courant - tension sous éclaîrement (100mW/cm ) d'une
photopile au sil icium 0 100 mm ( 9 ) .
F i g . 7 Evolution dans le temps du coût par watt d 'é lectr ic i té solaire produite
par des cellules au sil icium en fonction du diamètre des monocristaux (9).
F i g . 8 a Schéma d'optimalisation des volumes des monocristaux de si l icium
réellement uti l isables (9).
F i g . 8 b Cône de début de croissance d'un lingot de sil icium monocristal l in
obtenu par la procédure classique ( à gauche) et la méthode du "cône
plat "(193).
F i g . 9 Estimation des concentrations d'impuretés acceptables dans le si l ic ium
de résist iv i té O, 5 ohm. cm dopé au bore ( haut) ou au phosphore ( bas)
pour atteindre des rendements de conversion de 10 % (10).
F i g . 10 Rendement théorique de conversion sous éclaîrement A M I en fonction de
la longueur de diffusion des porteurs minor i ta i res pour une st ructure
N / P d'épaisseur 250 u , de profondeur de jonction O, 2 u. et de ' 16 3
concentration d'accepteurs N = 1 0 cm" (193).
F i g . 11 Evolution du coût par unité de surface produite en fonction de l ' épa is
seur de découpe de plaquettes de sil icium (9) .
F I g . 12 Rendement théorique de conversion en fonction de l 'épaisseur de la
photopile pour une structure N / P e I N / P / P , de
profondeur de diffusion O, 2 v - , de longueur de diffusion 108/"- , sous 16 3
éclaîrement A M I pour une concentration d'accepteurs N » 10 cm (193) .
F i g . 13 Tension en c i rcui t ouvert de la photopile en fonction de ta concentration
en impuretés de la couche P de base : a) théorie s impl i f iée,b) d 'après
(194)tc)d'après ( 195).
F i g . 14 Taux de production de surfaces uni ta ires de matériaux à par t i r de mono
cristaux massifs découpés en tranches d'épaisseur 500yU ou de rubans
(27).
F i g I S T i r a g e d'un ruban de sil icium à par t i r d'un fi lm délimité par un contour
E F G (28-35) ( T Y C O ) .
F i g . 16 Rôle du contour dans la croissance E F G .
F I g . 17 Schéma de principe d'une installation de t irage de sil icium en ruban
devant fa i re part ie d'une machine t irant plusieurs rubans simultanément.
F I g . l e Tableau de performances de cellules solaires réal isées sur si l icium E F G
en ruban (TYCO) .
F i g . 19 principe du t i rage de sil icium par la gout te pendante (UGINE K U H L M A N N ) .
F I g . 20 Recrtstal l isat lon de siltcium en ruban par faisceau laser , principe et
réal isat ion (37) (MOTOROLA) .
F t g . 21 Représentations schématiques du t i rage de sil icium "web" (42)
( W E S T I N G H O U S E ) .
F I g . 22 Croissance épltaxiale de sil icium en phase solide. Analyse de d ivers
Interfaces représentés sur les f igures par rétrodiffusion de part icules
chargées ( 1 , 8 MeV H e + ) ( "backscattering Ruther ford") .
F i g . 23a Diagramme de bandes au voisinage d'un joint entre deux gra ins . X r e p r é
sente la largeur de la zone de charge d'espace (196).
F i g . 23bDif férentes structures de sil icium polycr istal l in massif ou en couches
minces (81).
F i g . 24a Longueur de diffusion effective des porteurs minor i ta i res en fonction
des dimensions des polyeristaux pour différentes valeurs des longueurs
de diffusion à l ' intér ieur de ces polyeristaux (81).
F Ig . 24b Courant de court -c i rcui t sous éclairement AMI en fonction des dimensions
des polyeristaux avec ( B S F ) ou sans ( fî» ) champ a r r i è r e ("back surface
f ie ld") (81).
F I g . 24c Rendement de conversion photovoltalque sous éclairement A M I en fonction
des dimensions des polyeristaux (81).
F i g . 25 Pr incipales étapes dans l 'élaboration du sil icium polycr ista l l in .
F t g . 26 Principaux résultats obtenus pour des cellules sola i res -préparées
a par t i r de sil icium déposé en phase vapeur sur d ivers substrats.
F i g . 27 Schéma de principe du dépôt de sil icium polycr istal l in sur bande de
graphite par léchage (75).
F i g . 28a Schéma de principe du ' épôt de sil icium polycr istal l in sur bande de
graphite par trempage (6).
F i g . 28b Schéma de principe du dépôt de sil icium polycr istal l in sur céramique
par trempage ( H O N E Y W E L L ) .
F i g . 29. Ef f icaci té de conversion de cellules sur substrat polycristal l in pour
différents traitements de surface et orientations des grains (83) .
F I g . 30 Schéma de principe d'une Installation de préparation de sil icium amorphe
par décomposition de sllane S i H * . (a) couplage H F inductlf, (b) capacit i f .
F I g . 31 Schéma de principe d'une installation de préparation de sil icium amorphe
par pulvérisation cathodique "sputtering".

Fig. 31 Différentes structures de diodes Schottky sur silicium amorphe (89). Fig. 32 Schéma de cellules réalisées sur silicium polycristallin en l'absence (haut)
et présence de jonctions collectrices aux joints de grains. Fig. 33 Variation du rendement de conversion en fonction de la hauteur de barrière
des diodes Schottky à différentes températures. Fîg. 34 Hauteur de barrière de diodes Schottky et slliciures ( valeurs exp. ). Fig. 35 Travail de sortie de divers éléments de la table périodique. Fig. 36 Accumulation d'oxygène à l'interface or-silicium N et accroissement de
la hauteur de barrière en résultant pour deux structures ayant des épaisseurs d'or égales à x. etx„ (98).
Fig. 37 Hauteur de barrière de diodes Schottky et de slliciures sur silicium
N et P. Fig. 38a Puissance maximale de sortie en fonction de l'épaisseur de la couche d'
oxyde interfaciale pour deux valeurs de hauteur de barrière :a) 0 , 8 eV
b) O, 6 e v (112). Fig. 38b Puissance maximale de sortie en fonction de l'épaisseur de la couche
Interfaciale pour une hauteur de bat-rlère de O, 6 eV et pour différentes densités d'états de surface D g s - 1 0 1 7 (a), 1 0 1 6 (b), 10 , 4 (c ) m - 2 eV"'
(112). Fig. 38c Efficacité de conversion en fonction de l'épaisseur de la couche d'oxyde
pour les conditions de clacul indiquées ( 112). Fig. 38 d même sitiation que pour 38 b mais pour une hauteur de barrière de 0,8
eV (112). Fig38e Effet d'une couche d'oxyde Interfaciale sur la tension en circuit ouvert
V , le courant photogénéré 1 et le facteur de remplissage F F (119). Fig. 39 Méthodes de formation de la couche d'oxyde Interfaciale dans les diodes
MIS. Fig. 40 Tension en circuit ouvert de diodes MIS préparées suivant différentes
méthodes. Fig. 41 Courant photogénéré de diodes MIS, sans et avec la contribution des
bords. Fig. 42 Tension en circuit ouvert de diodes MIS et de jonctions P N (cf. fig. 13). Fig. 43 Schéma de principe d'une installation de dopage par Incrustration d'
Ions et de recuit par laser (197). Fig. 44 Schéma de principe de l'implanteur Ionique ne comportant qu'une source
d'ions par décharge gazeuse suivie d'une post-accélération des ions extraits.
Fig. 45Princlpe d'une source "cluster" (171).

F i g . 46a Spectre de rétrodiffusion en condition et hors canalisation ("channelling") 4 +
et sous incidence rasante ("glancing angle heometry") de part icules He
d'énergie I MeV d'une surface de sil icium bombardée par décharge de B F -
à 20 et 80 keV avant ( pointil lés) et après recuit thermique à 950°C pendant
30 min. 4 + F i g . 46b Spectre de rétrodiffusion de part icules He d'énergie 1 MeV en condition
et hors canalisation d'une surface de sil icium bombardée par décharge de
B F , de 25 keV avant et après i r radiat ion laser .
F i g . 46c Expérience identique à cel le de la F i g . 46b sauf que l 'observation des
part icules rétrodiffusées se fait sous incidence rasante.
F i g . 47 Pro f i l s des ions bore , fluor? et carbone au voisinage de la surface de
sil icium bombardé par décharge de B F , (25keV) avant et après recuit t h e r
mique et après I r rad ia t ion laser (200mj. ) .
F i g . 48 Estimation E R D A de l'évolution du prix de revient du ki lowatt photovolta-
i'que en fonction du volume industriel atteint pour dif férents taux d 'appren-
tissage.(192, 198).
F i g . 49 Estimation E R D A des puissances photovoltaîques annuelles instal lées
aux USA pour différentes hypothèses indiquées sur la f igure (192, 198). ,
I

1976 1978 1980 1982 ANNEES
1984 1986
Fig. 1

• * • , i
t i l *
Module solaire BPX 47 A
IPboio M + H)

E L A B O R A T I O N DU S I L I C I U M M O N O C R I S T A L L I N
eo %
Sil icium métallurgique
60 *
> kg P r i x de revient (kg)
3 - S F
réduction dans un four à a rc a électrodes en graphite
p u r e t é 98 •»
dissolution dans Hcl
Chlorosilane S i H c l ,
37 % disti l lation fractionnée réduction dans H .
Si l ic ium polycrtstal l ln
60 %
pureté BN
t i rage d'un lingot
300 - 400 F
Si l ic ium monocristallin
S0 %
Usinage : rect i f icat ion découpe en tranches
décapage chimique des tranches
I00O- 2000 F
rectif ication du diamètre découpe en tranches par scie diamantéa
5 0 g 2300 kWh/kg
Fig. A

A germe "imono rtfc-Simono
creuset-*| *—|—Si fondu
A I a _ v w e _ m
^JL épaisseur lame
«JdBSisseur plaque
couche retii ft
~ ^ N +
r 3? rille Anile
• * •
yzMZzxzzzMzzzxzzzxszsa^r™^^
NC VtMMMM*m>/»m»/»*W»l
bande | ou grille metaHtque
Fig. 5
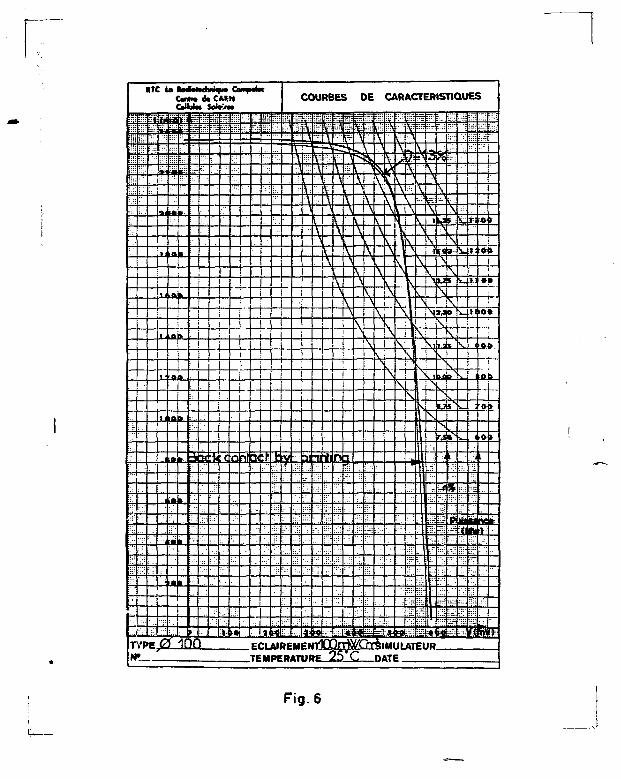
Can*» d * CASH CaUuks ScJev».
COURBES DE CARACTERISTIQUES
™ :"=• ?ï K j j f v ï ipHP IH! !=i; =n :::- "= §H ~:~ :nî ^pjii ;?n •£ =HF I ~ : : J > ™
t :K :;;; -a: y:( ^ ¥ f : •- :- : :~ ; : : : - : • : " •:=;: ;^::iil iyjjfejirij:;) uD V : - L L • = -f-_ •;• 1A ~ T [ = - \ \ 1 \ r 1 - i ;•; ••;• ;:;: - : -Â: \ NnN 1 •!•••:: Si-p..: "':' HP :::: tïï : ;. :
)\ , $ * ^ 3SI i
• • • J : ! ; : • \ : - - \ ? i ' \ k / n, A Ï _ • ' • ; : L ^ \ \ t Y \ \ \-L f
i.::::'.. ; ' : . - : : ;; - . : : ; : • _;-, -Ç-..E \ \ \ i - \ k V ' i ; : • . : •
- - d - • • • • - A ' : " % \ \ IS1 e ï i 1 ' \ \ 51$ i
- ~ - ~ r C^ V \ \ V v IbjlE «» : ••• :• - I I \ \i A, V! " !
: l ± - : - i d :\ i V :ki •*- • JC v \ \ CMS. «i '»i>
: zrT ± : II i t i t TA A L _ j y i -1 \ V \ p 1 i
j i \~Z~r: V V S a Ul .1 »• ' i t ak.lt I : - i t \ V _ ^ 1 XI i • : • • [ ' " • r i • j - v \ V \ rv
' . ! ! ; ! i . ... . \ ST \\ 3*35. ^.11 • OS
i i i | 1 ! 1 s \X\ : '•-; i j \ i \ i JiN '•-;
r i i \ i \ : K M . * \ 1
L»t>
i i 1 k : \ j 1 • \ k • i i Sv
IP>» k \ IJJJJ S IP>»
\ :\r~ K 1 N
•-4 k,is N,_ • r O >
1IIOI». : l; BlC t% .... ! 4_MÏ - < •J > ' I I
<:i«. i i c k ï o r j i a âŒï iy UJ31* n n • 1 n • :i l • -", ri r: : •: Ë . = • : :::.
:" •' : " v . i i : :
: . : -.\ •-•' i i i 1 : ; ,: H: P - :Ë . . ; : • : : : •-::. ; i • p^ Mi;i: •iS
' ' . i ; « i . •• I f - : F' • • • "
- " . . : ' : : i : : ' "•:•• : : : : . : : ' J : : ^ E-=i 1F : •iii : : : . • l i s i É g t
= = • • - :.:: i s , É g t
J.':'- _ l « I . " * : ' : : • _ ;:;' Ei'sii : t : ; :::: Mi ' : F J
• ; -
:•'• . i ! : ' I - .:.:•• ":ii — . ;r : : : . . :- : ; . . • :
: • • Um> ;." :i" ' _ : u » « - "• .' . a:?:-- . ":
• • • : ! iii • :; 1- : L: .==
• . . ] , ' . . / : r :::; • •
' • \ - \
• • : : ; iiiïï b ÏÏ ••• ••=• . i ; . > i . « ; ; - ; : » - t « _ , . - a rtLi^ + a^" J" i i ( S , •* «al l I4*M^ P": H W * TYPÉ 0 1 f ) f E CLAIREMENT Q InWCn SIMULATE UP
N» T EMPERATURE_i ffi'C 01 a
Fig. 6
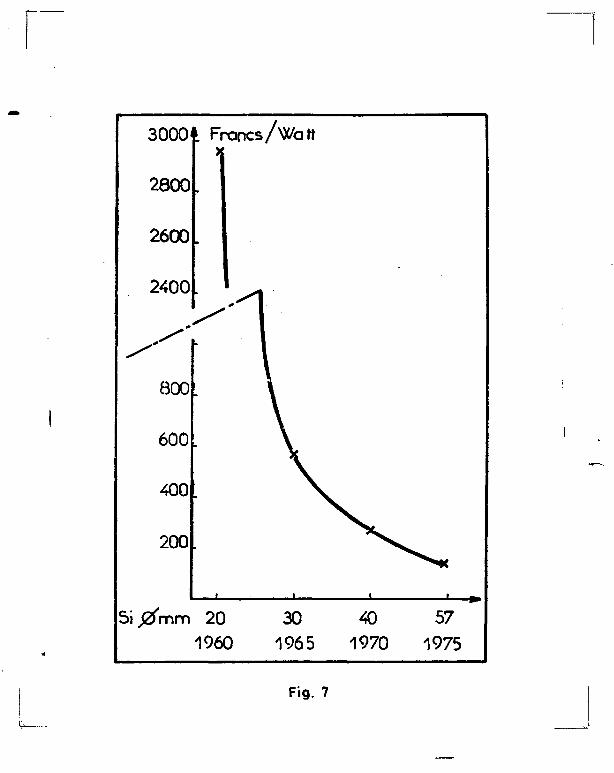
3000' L Francs/Watt X
2800
2600
2400
^ 1
800 i
600 \
400
200
• i •
SiJZfmm 20 30 40 57 1960 1965 1970 1975
Fig. 7

CONVENTIONAL SHOULDERS + TAIL END TECHNIQUE PROCESS
Fig 80

IIÏPSWV
:•&'}> Jî;
Fig. 8 b

^B CacMMi P ^ FMI-ZIMIIIM-X)
» SSMSMa
» 10" 10" iMpwMyGMCMlnMA, AwnJcc
^ 2 3 FMZMtfMon-X) » SSMS
(row ;^ran»« Con.
Ti
P only
C
». Ti
P only
C
». Ti
P only
C
». Ti
P only
C
». Ti
P only
C
». Ti
P only
C *<flt)j»3&5o0Q60QOôflO6 fiS8Mtoflfl«^OO0OOQfiô066<Môftfl0fl *
Ti
P only
C ^^^^^W^^^WMy^YM^^^y'yi
Ti
P only
C
J O 1 4 10» 10» Impurity GumwHutm». Mms/cc
Fig. 9
10»

Fig. 10 40

I
pncg
THICKNFSS INFLUENCF
.D DIAMOND BLADE
MULTIWIRES orBLADES
400 300 200 thickness stices H™
Fig. 11
)

r
—5 p*11
10 y/M+/P/P+
9 /N+/P
1 / 1 1 l 10
Fig. 12
100 épaisseur (fim)

10 ,15 10 ,16 17 10
Fig. 13
10 18 10' Na(cm"3)
)
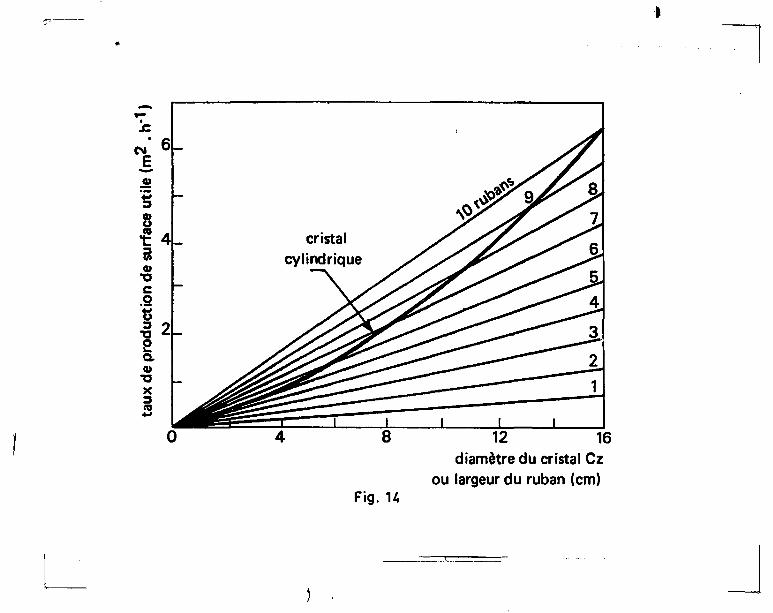
CM
E 6_
3 <o
t a> •o c .9 tS 3
73
2 a a>
• a x 3 (0
4_
^ i
- 3^ 7 , ^ cristal
cylindrique >,
^ 4
—
2
— "î 1 1 i i i
J_
2_
8
Fig. H
12 16 diamètre du cristal Cz
ou largeur du ruban (cm)

r
MELT
JAitiH Ribbon
Solid-Liquid Interface"^,
To Liquid Level in Crucible
Fig. 15
)

BOLE DU CONTOUR
© - détermine la form* at laa
dimensions du film - stabilisation da la crolasanca
et da ta section t
© - sépara l'Interface da possibilité d'alimentation © crolssanca du batn fondu en continu du bain fondu
© - fournit la mat 1ère première capillarité © a l'Interface de crolssanca
© - Introduit daa Impuretés -• effet sur les propriétés © dans la bain fondu électriques et la crlstalllnité
© - Introduit des perturbations - effet sur las échanges thermiques
© a l'Interface at l'écoulement du liquide
Fig. 16
»

DIENT THERMIQUE LINEAIRE
REFROIDISSEMENT
ECRANS THERMIQUES CHAUFFAGE DU
CONTOUR
CONTOUR
Fig. 17 ^—

Ei II ïMlmmmmmlMmmmmïWunÉ -?
•it
{EIISSSSSSSSëSSSSSSSSSISiS5SSSSSSSSSSSeSS|
oo : 5
o
M * W ^ * - f r W O ^ O : U « ( 0 * W f r * W ^ « M O ' f r . C D N N J ^ * N J » - - O U I V ^ U ^ ^ » * O C * O O U M « | > » N i U « -
M
3
o o 0 0 0 0 0 0 0 0 6 0 0 0 0 0 0 0 0 6 0 0 0 0 9 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
M M u S > C O U N i * 4 N O M ^ w M O > O M U I 0 ^ ( i l O ^ O H O i o > J N I V a ) U * > O « A > J ( N * u i \ S I u d

r h 1
*-*
TUBE ["CAPILLAIRE
1—uni LIQUIDE
s_rf
9
T h'
À
60UTTE "PENDANTE
PRINCIPE DE LA GOUTTE PENDANTE
ALIMENTATION POUDRE
LIQUIDE
SPIRE INDUCTION R.r
CREUSET
CRISTAL GERME
SCHEMA GENERAL DU CREUSET (VUE EN COUPE)
î-'ig. 19

r
SCANNED LASER
SINGLE CRYSTAL RIBBON
SCANNED LASER
POLYCRYSTALLINE RIBBON
s>> MOTION OF RIBBON
Fig. 20
)

f
Dendrite Seed
Button
Bounding Dendrites
Web Twin Planes
. r f r r t r ^Dendrite H-Arm Region
-Dendrite Tip and Transition Region
Fig. 21
)
i
Upper Heat Shields
Work Coil

1 ? H « * - l * M«V • \ • M M A* EVAPORATED-
\ • • M M i n -C 1 *
• V * *
A* EVAPORATED
368*0 I»
o» o.a ENERGY (MoV)
.
Hé)* -M U . V m > A * EVAPORATE' M M 369 "C 2 '
«• A I , , SI
3es*C 2'
0.4 0.6 0.8 ENERGY ( M e V )
^J
H a - M M a V "><*> As EVAPORATED M M 366 'C 2 hours
0.4 0.6 0.8 ENERGY ( M « V )
-r T H»*-1.6 M a V
4 MooAa EVAPORATED »390*C I I *
A I , , S I
360'C I t *
0.2 0.4 0.6 0.6 ENERGY ( M a V )
Fig. 22

INTERFACE STATES
a) IN THE DARK
" E,
+x
b) UNDER ILLUMINATION
Fig. 23 a
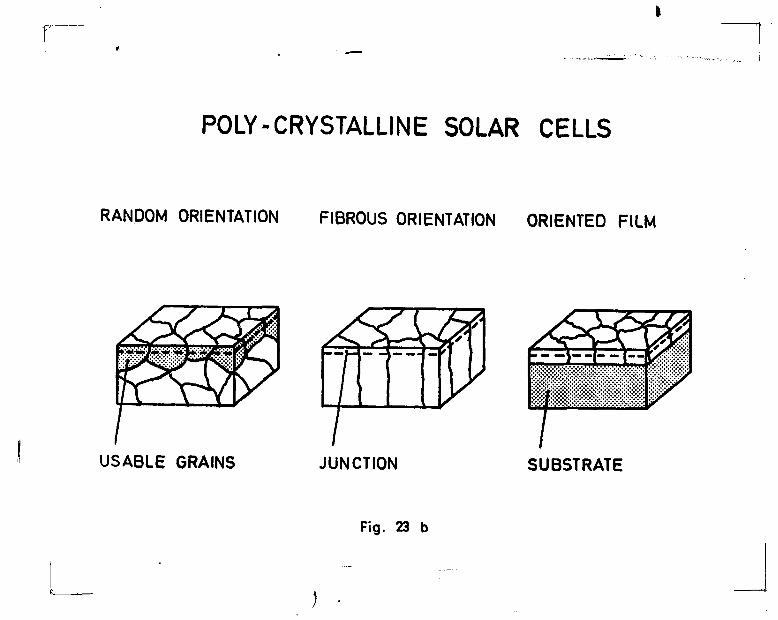
POLY-CRYSTALLINE SOLAR CELLS
RANDOM ORIENTATION FIBROUS ORIENTATION ORIENTED FILM
USABLE GRAINS JUNCTION SUBSTRATE
Fig. 23 b
)
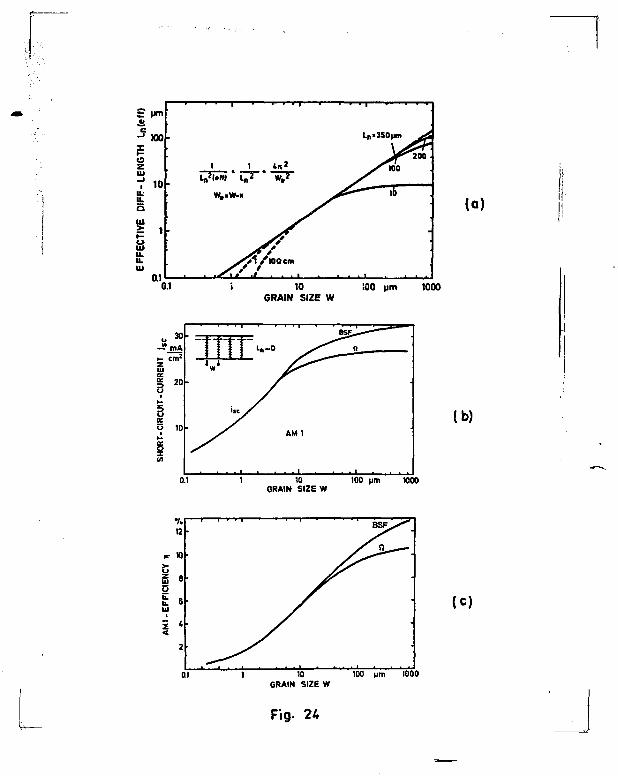
s I
em
no
10
ui > 1 o IU u. u_ I U
0.1
•
• ' • 1 • • ' • 1 •—
L n»3S0pm
200
-1 1 * n *
W..W-»
v^^OO •
-1 1 * n *
W..W-» ^^*" It» •
• •
11
1 1
yy y?i /ion cm
. .-/"i S .i . . . i .... i i i 1 i i
0.1 10 GRAIN SIZE W
100 gm 1000
(Q)
o » — mA »- c m z
û 10h
I L»-O yS I L»-O yS
v z>^
>KX
yS AMI (b)
0.1 10 GRAIN S I Z E W
100 pm WOO
7. 12
BS^>^
W / ^ ^ 8 S^ G
/ k
/ 2
01
(c)
10 100 Mm 1000
GRAIN SIZE W
Fig. 24

ELABORATION DU SILICIUM POLYCRISTALLIN
sio 2 • c kg
60 % réduction dans un four a arc
Silicium Métallurgique pureté 99 %
60-80 % purification an phase liquide ou vapeur
Silicium qualité solaire (solide ou gazeux)
40-50 %
2 0 0 - 500 g énergie consommée/kg 150 - 700 kWh
Fig. 25
»

i
DEPOT DE SIL ICIUM SUR SUBSTRAT (PAR PHASE VAPEUR)
DEPOT PAR NATURE DU SUBSTRAT CONDITIONS EXPERIMEN T A L E S
DIMENSIONS GRAINS-ORIENTATION
RENDEMENT CONVERSION
R E F .
EVAPORATION
aluminium alliage acier (600*)
saphlre ( 1 0 0 0 * 0
evaporation canon à er 10 |i épaisseur
canon e~ 83 n
4 |i perp. surface
Su
4%
1-2»*
[ 6 2 ]
[ 6 3 ] [64 j
REACTION CHIMIQUE PHASE VAPEUR (CVD)
acier (900-1150*) + ver re boroslllcaté graphite ( I250*C)
silicium métallurgique graphite + silicium métallurgique purifié et recrlstal l l«é (1100*C)
étaln fondu sur acier ( i000°C) étaln fondu sur graphite étetn fondu
silicium métallurgique (grains mm)
décomposition du si lane réduction pyrolitlque de trlchlorosilane 0, A p,/mln,
réduction thermique de trlchlorosilane 1 n/mln. , 20-30 n
décomposition de si lane épaisseur Sn : 5-10 n décomposition de si lane réduction de S I H . C I -p a r H 2
2 2
25 | i
30 - 40 n
100 n
100 |i
0,5%
4 % 6%
(0,53V. 15 mA/cm*, FF" 0 ,71 ,20 cm2)
6-7, 3 % (0, 58 V , 15 mA/cm^ F F - 0 , 67)
[ 6 > ]
[ 6 f >]
[68]
b-68]
!. oâ]
[ 6 7 ]
{ 69-70
Fig. 26
r
)
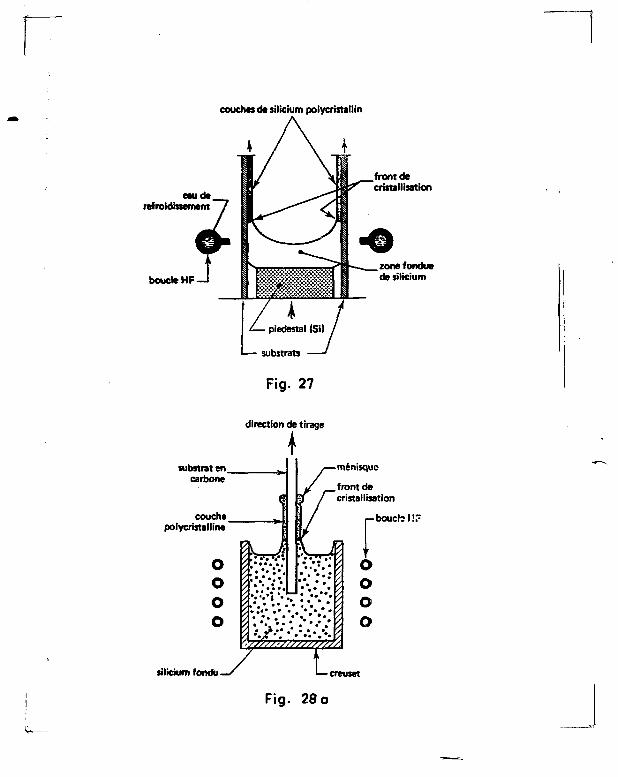
couches dt silicium polycristallin
eaud* refroidissement
boucle HF—J
front de cristallisation
zone fondue de silicium
direction de tirage
substrat en _ carbone
couche, polycristalline "
fw
ménisque
front de cristallisation
p-bouclîl!?
M *.*••: -.v.-.v M I o
silicium fondu-
zzzzzzzzzzzzzzi L creuset
Fig. 28 o

CERAMIC
SUBSTRATE
CARBONIZE ONE FACE
PULL
GROWTH DIRECTION
Si COATING
CARBON FILM
CERAMIC SUBSTRATE
MOLTEN SILICON
QUARTZ CRUCIBLE
Fig. 28 b

12-
> o z „ UJ 8 o
UJ I
o <
1 2 WITHOUT
ORIENTATION
1 2 ( 1 - 1 - 1)
2 3 ( 1 - 0 - 0 )
1 STANDARD TECHNIQUE
2 SELECTIVE gTCHED SURFACE
3 SES-HEC 4 SES-HEC+8SF
Fig. 29

39»<JH0d
V///////À t
V////////A lT, 3 On)
o oe 6u
(ql
{• I
Y//////X B WftffvNJ
"Ha"
<HHCl JH 3N39

UNDOPED a-Si
Pd CONTACT PAD
CONVENTIONAL SCHOTTKY BARRER
Cr If UNDOPED Q-Si
BACK- ILLUMINATED SCHOTTKV BARRIER
lâêsa
r-UKDOPEDa-S'»
Ï
1 t t Pf n*a-Si
INVERTED SCHOTTKY
BMRKR
Fig. 31
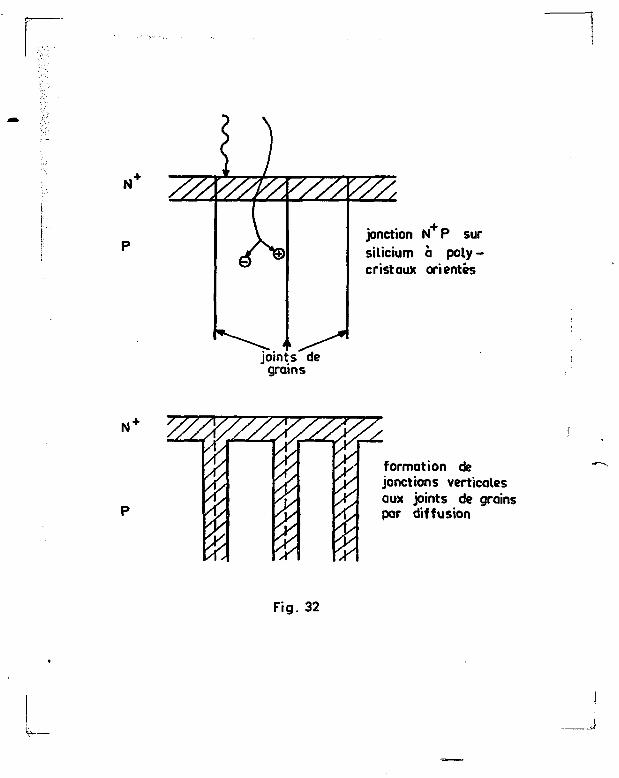
Nn
jonction tCP sur silicium à poly -cristaux orientés
joints'de grains
N' 7
m •y\ •y
formation de jonctions verticales aux joints de grains par diffusion
Fig. 32

f I
20
s Ï 1 5 -
OH
10 -
5 -
SILICIUM ^ T = 3 0 0 ° K
y/TsaSOOK
- >^T=A00°K
-
i._ ...tzZ^Zjk -*ZZ^?Zl.
>*T=450 o K
i
0.6 0,7 0,8 0,9
Fig. 33 1> Bn («V)
)

1.0
S 02
I I I I I I I t
£ .«.»»»H^imi" Metallic element» and stlteide» Fig. 34
1
90 T T ^ U
• Experimental value» oNot well subttamiated •Prêtait interpolations
Bi.
Preferred value of.work functioti.^teV) Fig. 35

,,y
CHANGE OF BARRIER HEIGHT
f CO
cr
ACCUMULATION OF OXYGEN
3 S

HAUTEURS DE BARRIERE METAL-SILICIUM
SILICIURES < N et P)
Métal Barr ière sur Si (eV)
Siliciures <eV)
Hf
Z r
Rh
Zn
Co
Pt
Ni
NiPt (85% Pt)
W
N J P N j P
Hf
Z r
Rh
Zn
Co
Pt
Ni
NiPt (85% Pt)
W
O, t -O, 6 | 0 ,58-0,95
O, 64 !
0,9 j
3 ,70 J
9,66 j
0 ,6 ! 0 , 7 3
J 0,55
0, 70 j 0,33
0,55 | 0,53
0,64 j 0,40
0,87 j 0,25
0 ,66 j 0,51
0,94 !
0,86 j
Fig. 37
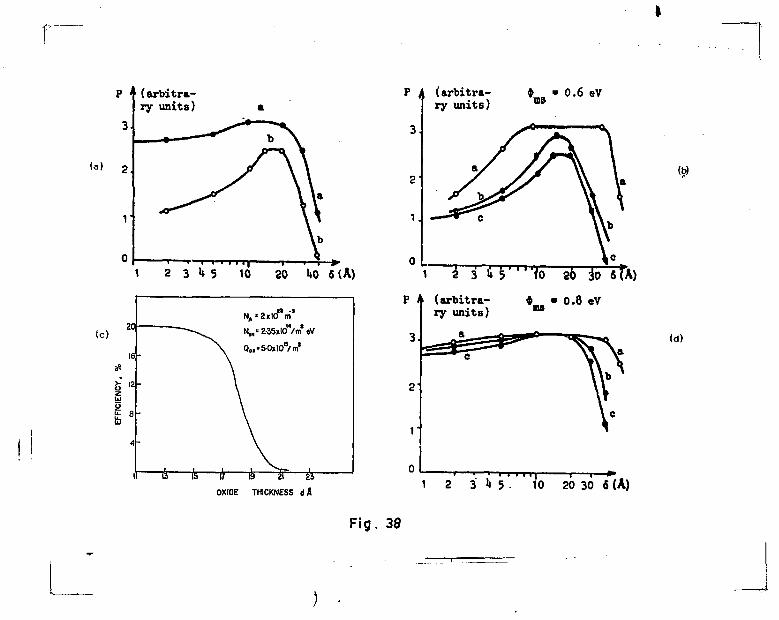
f ™ ~
(a) 2
T — l T — * •
80 kO «(A)
N-„*235xKr/m"éV
Q0,«5•0xlo"/m ,
•ir OXIDE THICKNESS dA
Fig.
(arbitrary units) #__ • 0.6 eV
IDS
°\ 2 3 ll 5 ' ' ' Wo 80 J0*!fA) P • (arbitra
ry units) • • 0.8 eV
118
1 I • • < I I I I l | ' I 1 ** 1 2 3 »» 5 10 20 30 6 (A)
(b)
(d)
38

13 15 17 19 21 23 EPAISSEUR SÎ02 (Â)
Fig. 38 e

METHODES DE FORMATION DE LA COUCHE INTERFACIALE ISOLANTE
Méthode Durée Référence
chimique : oxydation anodique [121, 122] acide nitrique chaud 8 m.n. [121, 123]
eau bouillante [121]
10 % HF dans H 2 0 1 min. [124]
S10 2 dans 40 % HF 1-2 min. [125]
[ ( H 3 0 ) 2 S I F 6 ]
evaporation : de S!0 a faible vitesse [123]
thermique : air ISO'C 5-70 h. [126]
air 400°C 5-60 min. [127]
air 620 e C 15-30 min. [125]
oxygène sec 420°C 10 mtn.
oxygène humide 420 e C 5-40 min. [128]
oxygène 515°C 12 min. [122]
azote humide 450°C 15-30 min. [129]
azote + oxygène 450°C 10 min. [130]
vapeur d'eau 700-900°C qq. min. [131]
Fig. 39
)

I
TENSION EN CIRCUIT OUVERT STRUCTURES MIS SUR SILICIUM
TYPE RESISTIVITE 0. cm
METAL COUCHE OBTENUE PAR V o c REFERENCE
N 1 - 1 0 0,1 - 0 , 2 e - 20 5 5 - 1 0 1 - 10
\
Au Au Au Au Pt Au
evap. SiO thermique oxydation anodlque thermique thermique chimique
550 440 425 420 410 400
[123] [122] [122] [127] [128] L 123]
P 1 0,1 0,2 2 1 1 2 - 1 0 3 - 1 5
Al Al Al Cr(+Cu) Al T l Al Al
thermique thermique thermique thermique thermique chimique (acide n i t r i
que chaud ou eau bouillante) thermique naturel
615 610 600 600 560 550 470 470
[130] [130] [113] [142]
[121] [126] [142]
Fig. 40
)

r ——-
COURANT PHOTOGENERE MIS SILICIUM
TYPE METAL SURFACE cm 2
DENSITE de COURANT mA/c m2
COUCHE ANTI-REFLEXION
REFERENCE
n Au 0 , 3 *
24 - 21 [127]
n P t 0, 12 29 - 23 l n 2 ° 3 [128]
n Au 7 , 8 x I 0 " 3 42 - 21 [146]
n Au 0, 18 23 - 19 [123]
n Au 0,20 22 - 18
P T l 3 28 - 28 T , 0 2 [121]
P Al 0 , 3 23 - 21 [130]
P Al 2, 5 x 10" 2 26 - 21 SI0/ZnS [142]
Cr/Cu 1 22 - 21 [147]
« le deuxième chiffre tient compte des effets de bords, Importants pour les surfaces faibles. 1146]
Fig. 41
)

800| r
il i i I 10 1 0.1 0.01
NOMINAL RESISTIVITY, ficm .
Fig. U2
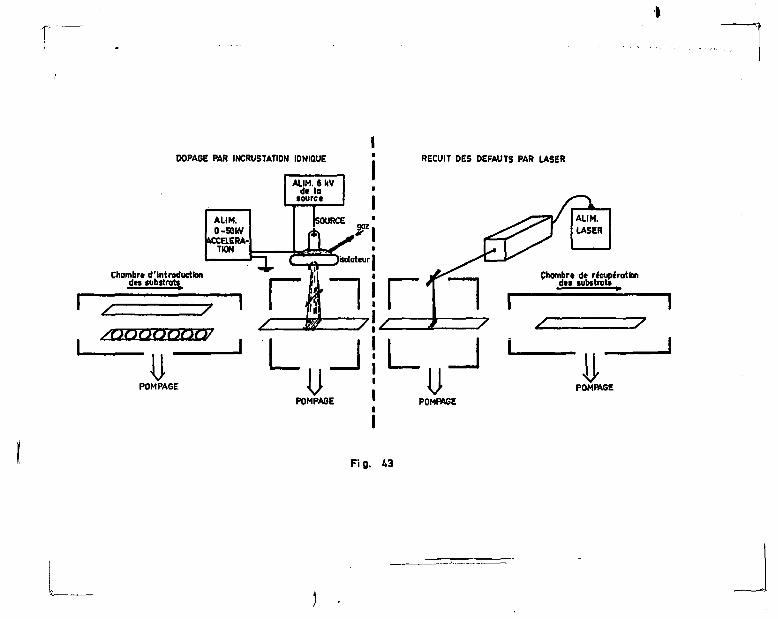
OOPAGE PAR INCRUSTATION IONIQUE
POMPAGE
POMPAGE
RECUIT DES DEFAUTS PAR USER
I 1 z: 7
u POMPAGE
Chombre de récupération dot substrats .
z: 3 7
U POMPAGE
Fig. 43
)

anode silicium
décharge gazeuse
cathode silicium
accélération
échantillon
pompage
Fig. U

INCIDENCE
IONIZED CLUSTER «WITH ACCERELATED SPEED)
REEMftPORATION O
SUBSTRATE MATERIAL SPUTTERING
NEUTRAL CLUSTER (WITH EJECTION SPEED)
_ DEPOSIT MATERIAL O SPUTTERING
MIGRATION CONDENSATION
r,.?97o~0 > />r99°r>.rn
INPLANTATlON s f ' ' '
SUBSTRATE "''
lOMJEO-OUSTER ACCELERATING-aECTRCOE \ -
ELECTRON «SLOWING ELECTRODE ran IOMZATIONOF CLUbTER
COOLING VOTER
NOZZLE
M A T E R U L T O B E c DEPOSITED -^
IONIZED-OUSTER «NO NEUTRAL CLUSTER
ELECTRON EMITTER FOR IONIZATION
\ ELECTRON EMITTER FOR HEATING CRU08LE
Fig. 45

RECUIT THERMIOUE ANALYSE :1MeV *He +
o EN INCIDENCE RASANTE Si 1AcmTYPE N _<T11>
OD
IFFU
SIO
N.
/ 7-—-4, 20keV
BF3
- <
20-80 keV 10* ions/cn?
— — non recuit
t recuit b • 3 950° C
RE
TR
80keV - - . . » / /
8
REN
DEM
EN
T
.. ^f I
carbone oxygène
non implanté > .
1 . _ _ 1 _ 1 _ l . . . . 1 1 L _ 1 . _
1*00 1200 1000 8ÔÔ 600 4ÔÔ 2ÔÔ~ H PENETRATION (Â)
Fig: 46a
)

b)
(A
U. LL.
o o K • -u on UJ
o
Ul 2: Ui Q z tlJ
BF 325keV S-IO^/cm2 RECUIT LASER ANALYSE :1MeV 4 H e +
~ J i i 3 i ^ a ] ! £ _ EN GEOMETRIE CLASSIQUE ~ J i i 3 i ^ a ] ! £ _ Si 5-6 IX cm TYPE N < m >
surr
oce
1 )• Après implantation
-J / 1 2) Après recuit " • ' V
1600 eoo 0 PENETRATION.(Â)
c)
ANALYSE EN INCIDENCE RASANTE
..cristal non orienta
surf
ace
surf
ace
1) ^ y .
1 — • — 1 — 1 — 1 —
, — oxygène 2) carbone 1
I 1 „,., t „_i 1 1—1—1—1 1 — • — 1 — 1 — 1 —
U00 1200 1000 S00 600 £00 200 PENETRATION (A)
Fig' 46 b et c

Fig. Ul
I
350 . 700 PENETRATION (A)
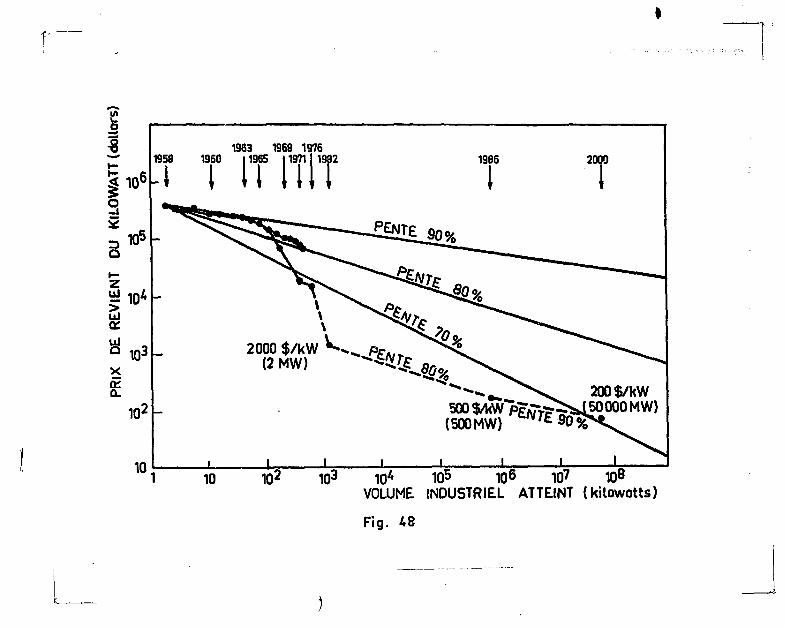
1963 1968 1976 1958 1960 11965 119711 1982
i l I II 111! 1986 2000
• £ ^ s o o / o
2000 $/kW ^ (2MW) ^ Ç
. * * _ 200$/kW
500 $ ^ W > c ^ v ^ > s J 5 0 000 M W) (500MW) ^'^90%^
10 J_
10 2 103 10* 105 106 10? 108 VOLUME INDUSTRIEL ATTEINT (kilowotts)
Fig. 48
)
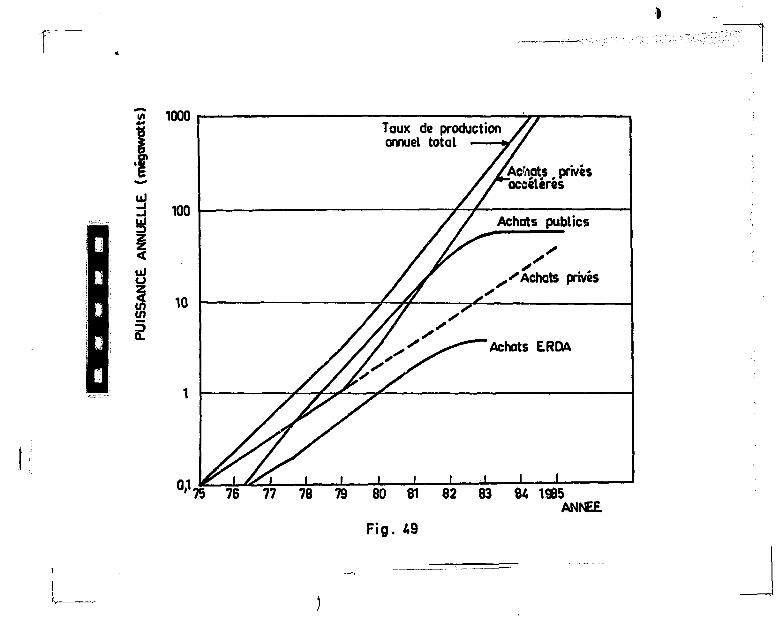
# 1000
uJ
z z < UJ
a i en Ë
100
10
0,1
Taux de production annuel total —
Achats privés accélérés
Achats publics
«•'Achats privés
Achats ERDA
i 75 76 80 81 82 83 84 1985
ANNEE Fig. 49





























